
UNIVERSIDADE DO ESTADO DE SANTA CATARINA - … Selonke Klaas.pdf · Com o objetivo de reduzir o...
102
UNIVERSIDADE DO ESTADO DE SANTA CATARINA – UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT DEPARTAMENTO DE ENGENHARIA MECÂNICA – DEM PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS – PGCEM LUCAS SELONKE KLAAS ESTUDO DA VIABILIDADE DE OBTENÇÃO DO METAL PATENTE POR METALURGIA DO PÓ E COMPARAÇÃO DO DESGASTE COM LIGA FUNDIDA E BRONZE SINTERIZADO JOINVILLE/SC 2013
Transcript of UNIVERSIDADE DO ESTADO DE SANTA CATARINA - … Selonke Klaas.pdf · Com o objetivo de reduzir o...

UNIVERSIDADE DO ESTADO DE SANTA CATARINA – UDESC
CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT
DEPARTAMENTO DE ENGENHARIA MECÂNICA – DEM
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE
MATERIAIS – PGCEM
LUCAS SELONKE KLAAS
ESTUDO DA VIABILIDADE DE OBTENÇÃO DO METAL PATENTE POR
METALURGIA DO PÓ E COMPARAÇÃO DO DESGASTE COM LIGA FUNDIDA E
BRONZE SINTERIZADO
JOINVILLE/SC
2013

LUCAS SELONKE KLAAS
ESTUDO DA VIABILIDADE DE OBTENÇÃO DO METAL PATENTE POR
METALURGIA DO PÓ E COMPARAÇÃO DO DESGASTE COM LIGA FUNDIDA E
BRONZE SINTERIZADO
Dissertação apresentada para a obtenção do título de
Mestre em Ciência e Engenharia de Materiais da
Universidade do Estado de Santa Catarina (Udesc),
Centro de Ciências Tecnológicas (CCT).
Orientador: Júlio Cesar Giubilei Milan, Doutor.
Coorientador: César Edil da Costa, Doutor.
JOINVILLE/SC
2013
FICHA CATALOGRÁFICA
X000x
Klaas, Lucas Selonke.
Estudo da viabilidade de obtenção do metal patente por
metalurgia do pó e comparação do desgaste com liga fundida e
bronze sinterizado/Lucas Selonke Klaas;
Orientador: Júlio Cesar Giubilei Milan – Joinville,
2013.
Coorientador: César Edil da Costa
102 f. : il ; 30 cm.
Incluem referências.
Dissertação (Mestrado)–Universidade do Estado Santa
Catarina, Centro de Ciências Tecnológicas, Mestrado em
Ciências e Engenharia de Materiais, Joinville, 2012.
1. Metais. 2. Metalurgia do pó. I. Costa, César Edil.
CDD 620.16


Dedico a toda minha família, especialmente aos
meus pais, Alvaro Klaas e Dinara Selonke Klaas.

AGRADECIMENTOS
À Universidade do Estado de Santa Catarina (Udesc) e ao Programa de Pós-Graduação
em Ciência e Engenharia de Materiais (PGCEM) a realização do presente trabalho;
Ao Centro de Ciências Tecnológicas (CCT) e ao Departamento de Engenharia Mecânica
(DEM) a infra-estruturar oferecida;
A todos os professores do Curso de Mestrado em Ciência e Engenharia de Materiais, que
de forma direta ou indireta contribuíram para a concretização desta dissertação;
Aos bolsistas dos laboratórios da Udesc que ajudaram na caracterização dos materiais
deste trabalho, especialmente a Rodrigo Krauss Salvador;
Ao Professor Júlio Cesar Giubilei Milan e ao Professor César Edil da Costa, a sugestão do
tema e o auxílio na execução do trabalho aqui apresentado;
À empresa Metalpó, o fornecimento dos pós de cobre e estanho utilizados na fabricação dos
corpos de prova;
À empresa Zoller Brasil, o fornecimento dos corpos de prova do metal patente fundido;
À empresa Fuchs, o fornecimento do óleo usado nos ensaios com lubrificante.
RESUMO
KLAAS, Lucas Selonke. Estudo da viabilidade de obtenção do metal patente por
metalurgia do pó e comparação do desgaste com liga fundida e bronze sinterizado. 2012.
103 f. Dissertação (Mestrado em Ciência e Engenharia de Materiais – Área: Metais)–
Universidade do Estado de Santa Catarina, Programa de Pós-Graduação em Ciência e
Engenharia de Materiais, Joinville, 2013.
Com o objetivo de reduzir o desgaste em mancais de deslizamento nos períodos iniciais de
giro, foi avaliado tribologicamente o metal patente sinterizado como opção do fundido que é
utilizado em mancais comerciais. No presente trabalho foram realizados experimentos com o
dilatômetro para determinar a melhor temperatura e o tempo de sinterização para o metal
patente. Nos corpos de prova sinterizados avaliou-se por meio do microscópio eletrônico de
varredura a sinterabilidade. A necessidade desse estudo prévio dá-se pela dificuldade da liga
na sinterização, pois há grande diferença de temperatura de fusão entre os três elementos.
Aconteceram testes de desgaste por deslizamento com tribômetro de pino sobre disco para a
análise do coeficiente de atrito e do volume de material removido (verificado com o auxílio de
perfilômetro), além de depois terem sido comparados com o metal patente obtido por
fundição e com o bronze oriundo da sinterização. Os mecanismos de desgaste foram
observados por microscopia eletrônica de varredura. De todas as configurações examinadas, o
bronze sinterizado lubrificado apresentou menor desgaste, e o metal patente sinterizado
lubrificado teve o menor coeficiente de atrito.
Palavras-chave: Metal patente (metal-branco); sinterização; comportamento tribológico.

ABSTRACT
KLAAS, Lucas Selonke. Study the viability of obtaining White metal by powder
metallurgy and wear compared with the cast alloy and sintered bronze. 2012. 103 f.
Dissertação (Mestrado em Ciência e Engenharia de Materiais – Área: Metais)–Universidade
do Estado de Santa Catarina, Programa de Pós-Graduação em Ciência e Engenharia de
Materiais, Joinville, 2013.
With the purpose of reduce wear in plain bearings, in initial turning periods, was evaluated
tribologically the sintered metal patent in relation to the cast which is used in commercial
bearings. In the present study have been conducted experiments using the dilatometer to
determine the optimal temperature and time for sintering the white metal. In the sintered
specimens was measured by scanning electron microscopy the sinterability. The need for this
preliminary study is due to the difficulty in sintering of this alloy is as much difference in
melting temperature between the three elements. Sliding wear tests were performed in
tribometer pin-on-disc for evaluating the coefficient of friction and volume of material
removed (as measured with the aid of profilometer) and compared with the white metal
obtained by melting and bronze obtained by sintering. The wear mechanisms were analyzed
by scanning electron microscopy. Of all configurations evaluated, the sintered bronze
lubricated showed lower wear and sintered white metal lubricated had the lowest coefficient
of friction.
Keywords: White metal; sintered; tribological behavior.

9
ÍNDICE DE ILUSTRAÇÕES
Figura 1 – Corte transversal do mancal de deslizamento ...................................................... 17
Figura 2 – Sequência da partícula rotacional até a posição de equilíbrio .............................. 19
Figura 3 – Mancais de deslizamento .................................................................................... 20
Figura 4 – Aplicação do mancal axial com sapatas .............................................................. 21
Figura 5 – Rasgo típico para entrada de lubrificante em mancais de bucha. a) furo único; b)
pequeno rasgo angular; c) grande rasgo angular; d) rasgo circular ........................................ 22
Figura 6 – Princípio da geração da pressão hidrodinâmica entre faces não-paralelas ............ 23
Figura 7 – A camada superior suporta apenas condições bem brandas. A segunda camada é
uma mistura de óxidos e produtos químicos, e a terceira, uma camada formada sobre o
material base por grande deformação plástica ....................................................................... 25
Figura 8 – Valores do coeficiente de desgaste (k) para sistemas tribológicos sem lubrificação26
Figura 9 – Modos de desgaste abrasivo a dois e três corpos ................................................. 28
Figura 10 – Diferentes interações entre a partícula e a superfície de desgaste. Imagem obtida
por microscopia eletrônica de varredura. Ela mostra um sulco de aço austenítico e um
esquema representando a região de microsulcamento ........................................................... 29
Figura 11 – a) Mecanismos de microssulcamento; b) microcorte; c) formação de aresta ...... 29
Figura 12 – Transferência de metal por adesão .................................................................... 30
Figura 13 – Experimento de A. P. Green mostra a deformação plástica da aspereza: a) no
início; b) durante a deformação ............................................................................................ 31
Figura 14 – Formação de partícula de transferência por adesão. (a) Adesão impede o
movimento de deslizamento. (b) O material com menor tensão de escoamento ou com
aspereza deforma em uma banda de cisalhamento. (c) (d) (e) Quando cada banda chega ao seu
limite é iniciado a trinca ou o crescimento da trinca até a formação da proxima banda. (f)
Quando a trinca se propaga através da asperidade ocorre o despendimento da partícula........ 32
Figura 15 – Formação de camada de transferência .............................................................. 33
Figura 16 – Formação de ranhuras nas superfícies desgastadas por partículas transferidas
encruadas ............................................................................................................................. 33
Figura 17 – Fatores que influenciam o desgaste por deslizamento ....................................... 34
Figura 18 – Função das partículas na transição do desgaste severo para o desgaste brando .. 35
Figura 19 – Mapa do coeficiente de desgaste para deslizamento a seco e lubrificado ........... 36
Figura 20 – Desgaste para aços moles. Na região com hachura o desgaste é brando ............ 37
Figura 21 – Níveis de deformação numa superfície deformada ............................................ 38
10
Figura 22 – Processo de nucleação e propagação de trinca superficial ................................. 39
Figura 23 – Ferro fundido com desgaste por fadiga ............................................................. 39
Figura 24 – Formação de partículas de desgaste por delaminação: a) suavização da superfície
mais mole; b) acúmulo de deformação abaixo da superfície; c) nucleação de trincas
subsuperficiais; d) formação de partículas de desgaste finas e alongadas .............................. 40
Figura 25 – Mancal com dimensões de acordo com DIN 31 694 ......................................... 41
Figura 26 – Mancal (em amarelo) com aplicação em máquina elétrica ................................ 42
Figura 27 – Posições do eixo ao iniciar o movimento .......................................................... 42
Figura 28 – Dano típico no mancal de deslizamento causado por: a) fadiga de superfície; b)
desgaste adesivo; c) desgaste abrasivo; d) erosão (cavitação); e) corrosão ............................ 44
Figura 29 – Classificação do processo mecânico de desgaste............................................... 45
Figura 30 – Pseudodiagrama ternário de fases Sn-Sb-Cu ..................................................... 50
Figura 31 – a) Microestrutura do WM-2 (89,2% Sn, 7,2% Sb, 3% Cu e 0,4% Pb), 500x,
atacado com nital; b) microestrutura do WM-5 (60,3% Sn, 20,2% Sb, 2,6% Cu e 16,6% Pb),
500x, atacado com nital........................................................................................................ 50
Figura 32 – Difusão, indicada por setas ............................................................................... 57
Figura 33 – Vista, no nível atômico, da ligação por meio da sinterização ............................. 58
Figura 34 – Microscopia eletrônica de varredura da formação de pescoço por sinterização
(esferas de níquel) ................................................................................................................ 59
Figura 35 – Microestrutura de bronze em 90% de Cu-10% Sn: a) 150x; b) 300x ................. 60
Figura 36 – Efeito da temperatura de sinterização e tempo na densidade dos compactados de
pó de cobre .......................................................................................................................... 61
Figura 37 – Efeito da temperatura de sinterização nas propriedades físicas do bronze 90Cu-
10Sn-2C: a) porosidade (%); b) crescimento axial; c) crescimento radial; d) densidade ........ 62
Figura 38 – Microestrutura de bronze sinterizado (200x) ..................................................... 63
Figura 39 – Microestrutura do bronze após sinterização sem ataque (100x): a) pós
elementares; b) pó pre-ligado ............................................................................................... 63
Figura 40 – Amostra de metal patente fundido .................................................................... 65
Figura 41 – Amostras de metal patente obtidas via metalurgia do pó ................................... 66
Figura 42 – Amostras de bronze obtidas via metalurgia do pó ............................................. 67
Figura 43 – Moinho de bolas do modelo CT-241, do fabricante Servitech ........................... 68
Figura 44 – Fluxograma das etapas de produção da liga e dos corpos de prova .................... 69
Figura 45 – Compressibilidade do metal patente ................................................................. 70
Figura 46 – Matriz retangular e corpo de prova após a compactação ................................... 71

11
Figura 47 – Dilatômetro, do modelo DIL 402 C, do fabricante Netzsch ............................... 71
Figura 48 – Tribômetro tipo pino sobre disco nos ensaios de desgaste por deslizamento ...... 73
Figura 49 – Dispositivo para ensaio lubrificado ................................................................... 73
Figura 50 – Verificação do perfil da pista de desgaste: a) perfilômetro; b) detalhe da amostra
durante medição ................................................................................................................... 74
Figura 51 – Micrografia realizada no microscópico óptico da amostra MPS1.180.30 .......... 75
Figura 52 – Diagrama ternário Cu-Sb-Sn ............................................................................ 76
Figura 53 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 180ºC/30 min, ilustrada pela curva pontilhada .................................................... 77
Figura 54 – Micrografias, realizadas no MEV, das fraturas da amostra MPS1.180.30 (a) e da
amostra MPS2.180.30 (b)..................................................................................................... 77
Figura 55 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 180ºC/60 minutos, ilustrada pela curva pontilhada ............................................. 78
Figura 56 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 180ºC/120 minutos, ilustrada pela curva pontilhada ........................................... 78
Figura 57 – Fractografias realizadas no MEV: a) MPS1.180.60; b) MPS2.180.60; c)
MPS1.180.120; d) MPS2.180.120 ........................................................................................ 79
Figura 58 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 215ºC/120 minutos, ilustrada pela curva pontilhada ........................................... 80
Figura 60 – Dilatometria do metal patente com temperatura de patamar de 221ºC/120
minutos, ilustrada pela curva pontilhada ............................................................................... 81
Figura 61 – Micrografia das fraturas obtidas com MEV: a) amostra MPS1.221.120; b)
amostra MPS1.210.120 ........................................................................................................ 81
Figura 62 – Micrografia realizada no microscópio óptico: amostra MPS1.221.120 .............. 82
Figura 63 – Micrografia realizada no microscópio óptico: amostra MPS1.210.120 .............. 82
Figura 64 – Coeficiente de atrito ......................................................................................... 83
Figura 65 – Coeficiente de atrito durante os ensaios de desgaste por deslizamento do tipo
pino sobre disco em amostras de: a) bronze sinterizado seco; b) bronze sinterizado com
lubrificação; c) metal patente sinterizado a seco; d) metal patente fundido lubrificado; e) metal
patente fundido a seco; f) metal patente fundido lubrificado ................................................. 84
Figura 66 – Resistência ao desgaste das amostras de metal patente fundido e sinterizado e
bronze sinterizado, a seco e com lubrificação, em volume de material removido (mm3) ....... 86
Figura 67 – Microscopia eletrônica de varredura da pista de desgaste de bronze sinterizado a
seco...................................................................................................................................... 87

12
Figura 68 – Microscopia eletrônica de varredura da pista de desgaste de bronze sinterizado
lubrificado ........................................................................................................................... 88
Figura 69 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
sinterizado a seco ................................................................................................................. 89
Figura 70 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
sinterizado lubrificado .......................................................................................................... 89
Figura 71 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
fundido a seco ...................................................................................................................... 90
Figura 72 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
fundido lubrificado............................................................................................................... 91

ÍNDICE DE TABELAS
Tabela 1 – Materiais usados em mancais ............................................................................. 46
Tabela 2 – Propriedades físicas de ligas de metal patente (metal à base de estanho) ............. 48
Tabela 3 – Componentes estruturais de bronze sinterizado ................................................... 60
Tabela 4 – Propriedades dos componentes estruturais sinterizados de bronze ....................... 60
Tabela 5 – Dureza superficial das amostras .......................................................................... 64
Tabela 6 – Composição química das amostras de metal patente fundido (% em peso) .......... 65
Tabela 7 – Composição química das amostras de metal patente por metalurgia do pó (% em
peso) .................................................................................................................................... 66
Tabela 8 – Composição química das amostras de bronze obtidas por metalurgia do pó (% em
peso) .................................................................................................................................... 67
Tabela 9 – Condições dos ensaios ........................................................................................ 71

SUMÁRIO
INTRODUÇÃO .................................................................................................................. 16
1 LUBRIFICAÇÃO ...................................................................................................... 18
1.1 LUBRIFICAÇÃO EM MANCAIS ........................................................................ 19
1.1.1 Mancal de escora ......................................................................................... 20
1.1.2 Mancal plano ............................................................................................... 21
1.2 LUBRIFICAÇÃO HIDRODINÂMICA ................................................................. 22
1.3 LUBRIFICAÇÃO LIMITE .................................................................................... 23
2 TRIBOLOGIA ........................................................................................................... 26
2.1 DESGASTE ABRASIVO ...................................................................................... 27
2.2 DESGASTE ADESIVO ......................................................................................... 30
2.3 DESGASTE POR DESLIZAMENTO.................................................................... 34
2.3.1 Desgaste por fadiga superficial e delaminação .......................................... 37
2.4 DESGASTE EM MANCAIS ................................................................................. 41
2.4.1 Desgaste em mancais de metal patente....................................................... 46
2.4.1.1 Metal patente ........................................................................................... 47
2.4.2 Desgaste em mancais de bronze.................................................................. 51
2.4.2.1 Bronze ..................................................................................................... 53
3 METALURGIA DO PÓ ............................................................................................. 54
3.1 PÓS METÁLICOS ................................................................................................ 54
3.2 POROSIDADE ...................................................................................................... 55
3.3 DENSIDADE APARENTE .................................................................................... 55
3.4 COMPRESSIBILIDADE ....................................................................................... 56
3.5 SINTERIZAÇÃO .................................................................................................. 56
3.5.1 Bronze sinterizado ...................................................................................... 59
3.5.1.1 Propriedades mecânicas do bronze sinterizado ......................................... 61
3.6 DILATOMETRIA .................................................................................................. 64
4 MATERIAIS E MÉTODOS EXPERIMENTAIS ..................................................... 65
4.1 MATERIAIS UTILIZADOS .................................................................................. 65
4.1.1 Metal patente fundido ................................................................................. 65
4.1.2 Metal patente sinterizado ........................................................................... 66
4.1.3 Bronze sinterizado ...................................................................................... 66
4.1.4 Antimônio .................................................................................................... 67

15
4.2 EQUIPAMENTOS ................................................................................................. 68
4.3 MÉTODOS EXPERIMENTAIS............................................................................. 69
4.3.1 Compactação ............................................................................................... 69
4.3.2 Dilatometria ................................................................................................ 70
4.3.3 Microscopia e Microduzera ........................................................................ 72
4.3.4 Ensaio de desgaste ....................................................................................... 72
5 RESULTADOS E DISCUSSÕES ............................................................................... 75
5.1 SINTERABILIDADE ............................................................................................ 75
5.2 COMPORTAMENTO TRIBOLÓGICO ................................................................. 83
5.2.1 Coeficiente de atrito .................................................................................... 83
5.2.2 Resistência ao desgaste ............................................................................... 85
5.2.3 Análise das superfícies de desgaste ............................................................. 86
CONCLUSÕES .................................................................................................................. 92
SUGESTÕES PARA TRABALHOS FUTUROS .............................................................. 93
REFERÊNCIAS ................................................................................................................. 94
APÊNDICES ...................................................................................................................... 99

INTRODUÇÃO
Hoje, a maior aplicação do metal patente é em mancais de deslizamento. Nesse
mercado existem muitos fabricantes mundiais com um grande volume de peças fabricadas.
Entre os maiores fabricantes estão a Zollern, a White Metal e a Renk, cujo faturamento foi de
52 milhões de euros entre 2010 e 2011 (RENK ANNUAL REPORT, 2011). A indústria de
mancais é muito grande, sendo amplamente aplicada ao metal patente fundido, e tem na
metalurgia do pó uma nova possibilidade de aplicação.
Com a metalurgia do pó busca-se uma maior vida útil do mancal, pois a porosidade
proporciona o armazenamento de óleo junto ao metal patente, diferentemente do material
fundido, em que o óleo é expulso para fora da superfície de operação quando se desliga o
mancal. Com maior vida útil, o mancal traz uma série de melhorias à máquina, como a
diminuição de paradas, o que aumenta o retorno do capital investido para o comprador do
mancal.
O metal patente, também chamado de metal-branco, consiste numa liga de estanho,
cobre e antimônio muito utilizada por conta de sua grande capacidade de se conformar ao eixo
e a agentes estranhos. Ele também é compatível com o material do eixo (HUTCHINGS,
1992). Durante o funcionamento do mancal de deslizamento não há contato entre as partes
metálicas em virtude da formação de um filme de óleo lubrificante entre as superfícies.
Porém, no início da operação, o filme lubrificante ainda não se formou, causando contato
metálico. Com o tempo e o aumento do número de partidas ocorrem desgastes, que serão o
responsável pelo aumento da folga e pela consequente necessidade de substituição do
material.
A substituição de mancais com folga excessiva e imprópria para uso pode ser realizada
de duas formas: substituição do casquilho, que constitui mais um suporte do metal patente no
formato côncavo em aço estrutural (Figura 1); ou acréscimo de metal patente por meio da
fundição centrífuga e da usinagem. Com a metalurgia do pó, procura-se eliminar a
necessidade de substituição do casquilho para somente substituir o metal patente sinterizado.
Assim se diminuiriam os custos envolvidos. Mas é preciso desenvolver métodos de fixação do
metal patente na concha, que hoje acontece no processo de fundição, por intermédio da
diferença do coeficiente de dilatação dos materiais.

17
Figura 1 – Corte transversal do mancal de deslizamento
Fonte: elaborado pelo autor.
Este trabalho tem como objetivo fazer um estudo comparativo da resistência ao
desgaste do metal patente sinterizado quanto às atuais aplicações. Para isso, foram
desenvolvidas uma análise da sinterabilidade do metal patente e uma comparação do
comportamento tribológico entre um metal patente empregado industrialmente, produzido por
método convencional de fundição por gravidade, e o bronze. Recorre-se muito ao bronze
sinterizado em mancais autolubrificados que possuem menor dimensão em relação aos
mancais de metal patente. A escolha do material para o mancal envolve um compromisso, e
diferentes materiais são substituíveis para diferentes aplicações (HUTCHINGS, 1992). Para a
presente pesquisa, realizaram-se ensaios de deslizamento do tipo pino sobre disco a seco e
lubrificado, além de terem sido avaliados o coeficiente de atrito e o volume de material
removido para os três materiais. Com a microscopia, também foi examinado o mecanismo de
desgaste.

LUBRIFICAÇÃO
A lubrificação pode ser definida como o fenômeno da redução de atrito entre duas
superfícies em movimento relativo, por meio da introdução de uma substância entre ambas. A
substância pode ser sólida, como a grafita, ou um fluido, tal qual o óleo mineral (MOURA,
1975). Segundo Hutchings (1992), constitui um modelo no qual o substrato é separado por um
filme de fluido sendo as forças de atrito determinadas pela tensão de cisalhamento do filme.
Os lubrificantes são usados para controlar o atrito e minimizar o desgaste em uma variedade
de aplicações tribológicas. Quando são utilizados lubrificantes na interface de contato de duas
superfícies de deslizamento, a perda de material pelo desgaste e o consumo de energia por
conta da fricção são reduzidos em diversas ordens de magnitude (ALP; ERDEMIR; KUMAR,
1996).
Para Booser e Khonsari (2001), a seleção de materiais para qualquer filme de fluido ou
do elemento girante de um mancal depende das propriedades de cada material, bem como da
necessidade de baixo atrito, da baixa taxa de desgaste e de uma vida longa. Enquanto
materiais de engenharia têm sido usados, em algum tempo, na pesquisa pelo material de
mancal otimizado, a seleção final é comumente baseada no tipo de aplicação –, que envolve
carga, atmosfera, temperatura, entre outras condições –, e no custo do material.
Na lubrificação do mancal contaminado por partículas abrasivas, emprega-se o
lubrificante para conduzir as partículas entre as faces. O resultado da ação depende sobretudo
do tamanho, do formato e da dureza relativa entre as superfícies. As partículas podem rolar
através da fresta e assim produzir relativamente pouco dano ou desgaste. É importante
ressaltar que a máxima dimensão da partícula não deve ultrapassar a espessura do filme de
óleo (WILLIAMS; HYNCICA, 1992). A presença de elementos sólidos nem sempre é
maléfica, e muitas das aplicações têm demonstrado que a dispersão de lubrificantes sólidos
em óleos melhora a resposta de desgaste dos materiais. Em um estudo realizado com amostras
de buchas, em suspensão, de estanho-chumbo-bronze com presença de partículas de talco (3-
5%) houve melhora; reduziram-se o desgaste, o aquecimento por atrito e o coeficiente de
atrito (PRASAD et al., 2010).
Caso a partícula aumente para um tamanho crítico, o desgaste será caracterizado por
marcas de usinagem se a relação entre a dureza da partícula e a da superfície for próxima.
Quando a superfície apresenta dureza inferior à da partícula, esta é incorporada, produzindo
maior dano à superfície (WILLIAMS; HYNCICA, 1992). Na Figura 2 há uma partícula que
rotaciona entre duas superfícies na presença de lubrificante. Isso caracteriza o desgaste de três

19
corpos. No momento em que a partícula se adere a uma das superfícies, o desgaste ocorre nos
dois corpos.
Figura 2 – Sequência da partícula rotacional até a posição de equilíbrio
Fonte: WILLIAMS; HYNCICA, 1992.
1.1 LUBRIFICAÇÃO EM MANCAIS
Serão analisadas nas próximas seções duas geometrias típicas de mancais, o mancal de
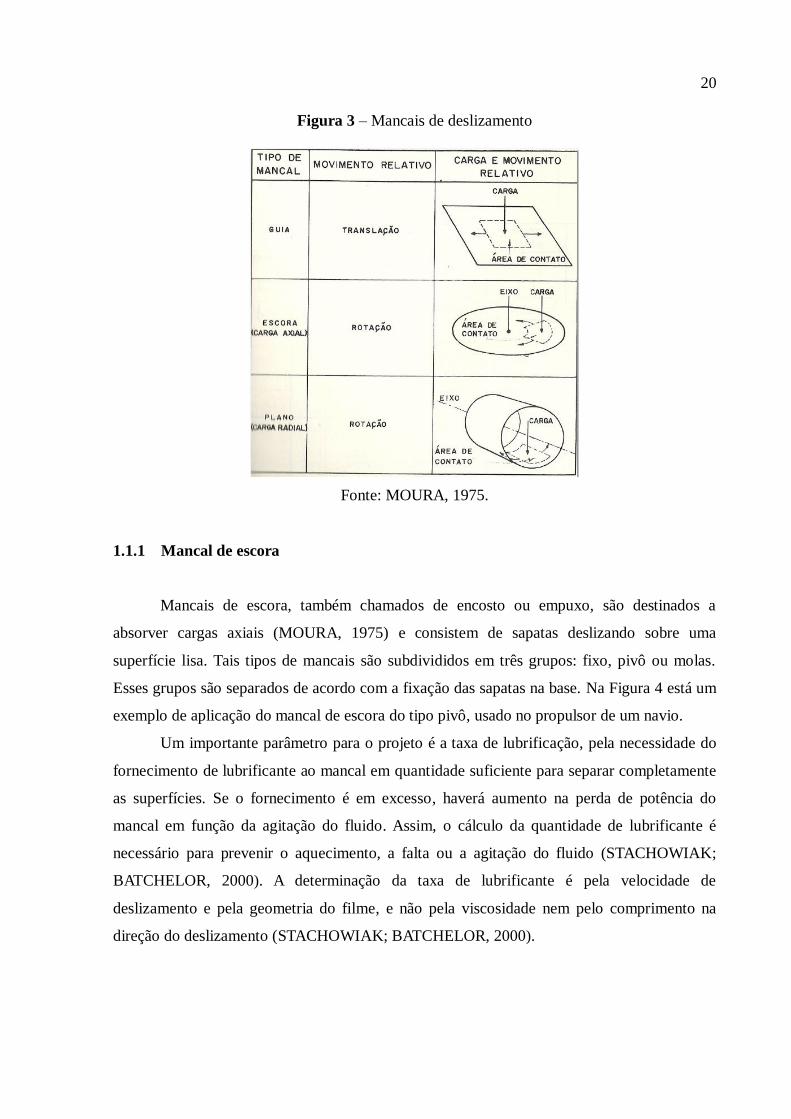
escora e o mancal plano. A Figura 3 exemplifica os tipos de mancais com relação ao
movimento relativo e à carga. Não será citado o mancal guia, pois não é objetivo deste estudo.
O mancal de escora é formado por sapatas, que possuem geometria simples para ser
aplicadas na metalurgia do pó. Elas são a primeira opção de fabricação para o uso do metal
patente sinterizado em mancais. Já o mancal plano é o tipo mais utilizado em máquinas
girantes, porém variam muito o diâmetro interno do seu acento, sua largura e outras
características.
20
Figura 3 – Mancais de deslizamento
Fonte: MOURA, 1975.
1.1.1 Mancal de escora
Mancais de escora, também chamados de encosto ou empuxo, são destinados a
absorver cargas axiais (MOURA, 1975) e consistem de sapatas deslizando sobre uma
superfície lisa. Tais tipos de mancais são subdivididos em três grupos: fixo, pivô ou molas.
Esses grupos são separados de acordo com a fixação das sapatas na base. Na Figura 4 está um
exemplo de aplicação do mancal de escora do tipo pivô, usado no propulsor de um navio.
Um importante parâmetro para o projeto é a taxa de lubrificação, pela necessidade do
fornecimento de lubrificante ao mancal em quantidade suficiente para separar completamente
as superfícies. Se o fornecimento é em excesso, haverá aumento na perda de potência do
mancal em função da agitação do fluido. Assim, o cálculo da quantidade de lubrificante é
necessário para prevenir o aquecimento, a falta ou a agitação do fluido (STACHOWIAK;
BATCHELOR, 2000). A determinação da taxa de lubrificante é pela velocidade de
deslizamento e pela geometria do filme, e não pela viscosidade nem pelo comprimento na
direção do deslizamento (STACHOWIAK; BATCHELOR, 2000).

21
Figura 4 – Aplicação do mancal axial com sapatas
Fonte: STACHOWIAK; BATCHELOR, 2000.
1.1.2 Mancal plano
O mancal plano consiste num eixo que rotaciona em uma bucha estacionária, sendo o
filme hidrodinâmico responsável por suportar a carga resultante entre as superfícies girantes
do eixo e da bucha.
A fim de determinar a taxa de lubrificante que o mancal necessita para se manter em
operação, precisa ser considerada a quantidade de lubrificante que escorre pela lateral do
mancal. Se essa taxa não for respeitada, dá-se a falta de lubrificante. Mancais planos em geral
estão incorporados a vários tipos de máquinas com várias formas de fornecimento de
lubrificante. Em quase todos os mancais o rasgo para fornecimento do lubrificante está
afastado da região que suporta esforços de carga. O posicionamento ideal do rasgo seria em
todo o comprimento do mancal, porém iria causar vazamento de óleo pela lateral. Assim, são
usados normalmente rasgos com a metade do comprimento da bucha. No item d da
Figura 5, o rasgo circular influencia na capacidade de carga do mancal, fazendo com que este
se comporte como dois mancais estreitos; essa forma é a mais utilizada quando o mancal é
alimentado por um cárter (STACHOWIAK; BATCHELOR, 2000).

22
Figura 5 – Rasgo típico para entrada de lubrificante em mancais de bucha. a) furo único; b)
pequeno rasgo angular; c) grande rasgo angular; d) rasgo circular
Fonte: STACHOWIAK; BATCHELOR, 2000.
1.2 LUBRIFICAÇÃO HIDRODINÂMICA
Com o aumento da procura de máquinas menores e mais eficientes, é mais rentável
evitar o desgaste trabalhando no regime de lubrificação hidrodinâmico, em que não há contato
sólido-sólido (BOSMAN; SCHIPPER, 2012).
Segundo Moura (1975), a lubrificação hidrodinâmica desenvolve-se entre duas
superfícies em virtude do movimento relativo entre elas. Nela as superfícies são separadas por
um filme de fluido, usualmente espesso em comparação com a altura das asperidades da
superfície do mancal (HUTCHINGS, 1992).
O coeficiente de atrito situa-se entre 0,001 e 0,003, dependendo dos elementos
associados, como a viscosidade e a área das superfícies em contato, a velocidade relativa, a
espessura do filme fluido, a forma geométrica das superfícies, a carga etc. (MOURA, 1975).
23
Para ocorrer a lubrificação hidrodinâmica, há a necessidade de dois fatores:
Movimento relativo entre duas superfícies com velocidade suficiente para o filme de
óleo sustentar a carga;
Angulação entre as superfícies. Caso a superfície seja paralela, não há pressão para a
formação do filme de óleo, salvo algumas exceções não citadas aqui, por não fazerem
parte do objetivo do estudo (STACHOWIAK; BATCHELOR, 2000).
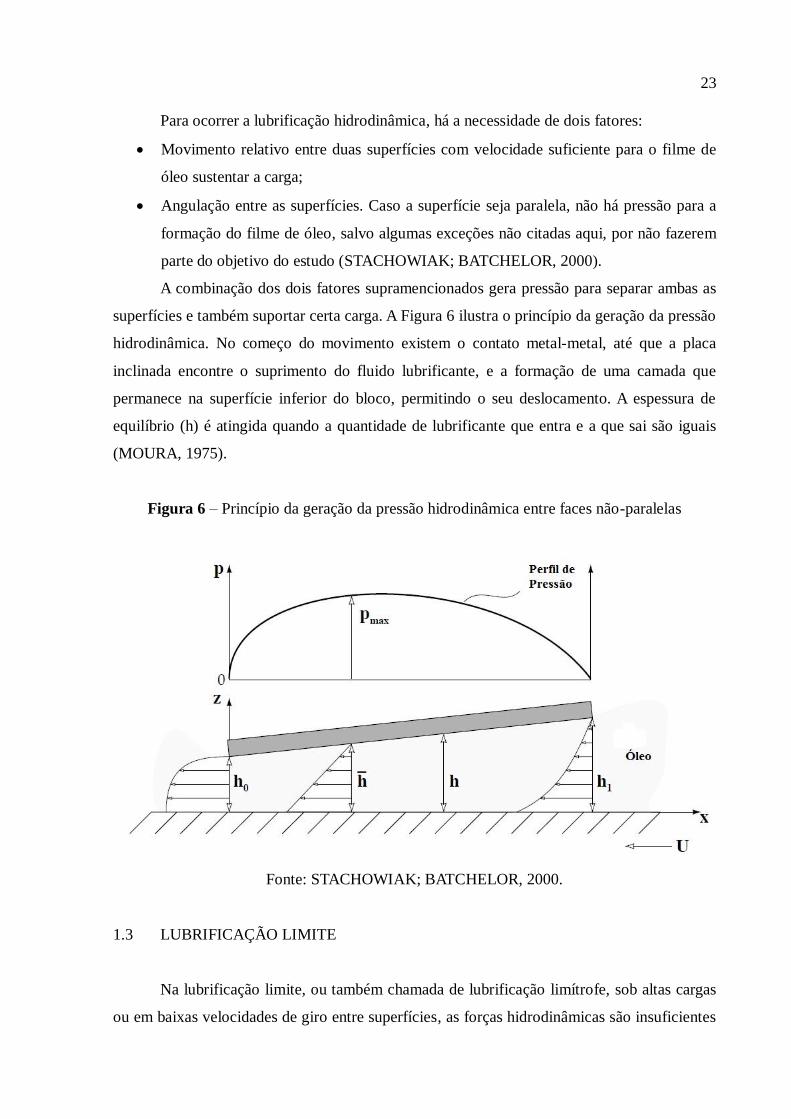
A combinação dos dois fatores supramencionados gera pressão para separar ambas as
superfícies e também suportar certa carga. A Figura 6 ilustra o princípio da geração da pressão
hidrodinâmica. No começo do movimento existem o contato metal-metal, até que a placa
inclinada encontre o suprimento do fluido lubrificante, e a formação de uma camada que
permanece na superfície inferior do bloco, permitindo o seu deslocamento. A espessura de
equilíbrio (h) é atingida quando a quantidade de lubrificante que entra e a que sai são iguais
(MOURA, 1975).
Figura 6 – Princípio da geração da pressão hidrodinâmica entre faces não-paralelas
Fonte: STACHOWIAK; BATCHELOR, 2000.
1.3 LUBRIFICAÇÃO LIMITE
Na lubrificação limite, ou também chamada de lubrificação limítrofe, sob altas cargas
ou em baixas velocidades de giro entre superfícies, as forças hidrodinâmicas são insuficientes

24
para manter um filme de óleo. Isso ocasiona o contato entre asperezas (HUTCHINGS, 1992).
Tal lubrificação geralmente ocorre durante o início da operação, no desligamento das
máquinas ou ainda quando a carga se torna excessiva. O valor do coeficiente de atrito na
lubrificação limite é de 10 a 100 vezes mais que na hidrodinâmica, elevando-se à ordem de
grandeza de 0,03 a 0,1 (MOURA, 1975).
É importante e fundamental saber mais sobre a capacidade de lubrificação. Com a
aplicação de uma carga além da capacidade permitida, a lubrificação limite poderá gerar
danos. Nesse tipo de lubrificação, não há nenhum método bem indicado para prever o
desgaste, e o atrito depende de cada aplicação (UKONSAARI, 2003).
A necessidade do conhecimento da carga deve-se ao fato de os componentes das
máquinas serem cada vez menores. Enquanto suportam a mesma carga em uma área menor, a
pressão de contato nominal aumenta, forçando os pequenos elementos à condição de
lubrificação limite, no qual o desgaste é significativamente aumentado em comparação com o
regime de lubrificação hidrodinâmica (RUFF, 2000 apud BOSMAN; SCHIPPER, 2012).
Na lubrificação limite, produtos químicos típicos do lubrificante reagem com a
superfície do material para proteger a superfície contra o desgaste severo por intermédio da
introdução de uma camada de sacrifício de produtos químicos (NICHOLLS et al., 2005 apud
BOSMAN; SCHIPPER, 2012). Esse fenômeno é denominado adsorção física.
Os óleos minerais puros têm pequena tendência a reagir com outras substâncias, e os
ácidos graxos contêm compostos químicos que são ativos e solúveis em óleo. Em contato com
a superfície metálica, orientam-se de maneira perpendicular, constituindo uma camada ou um
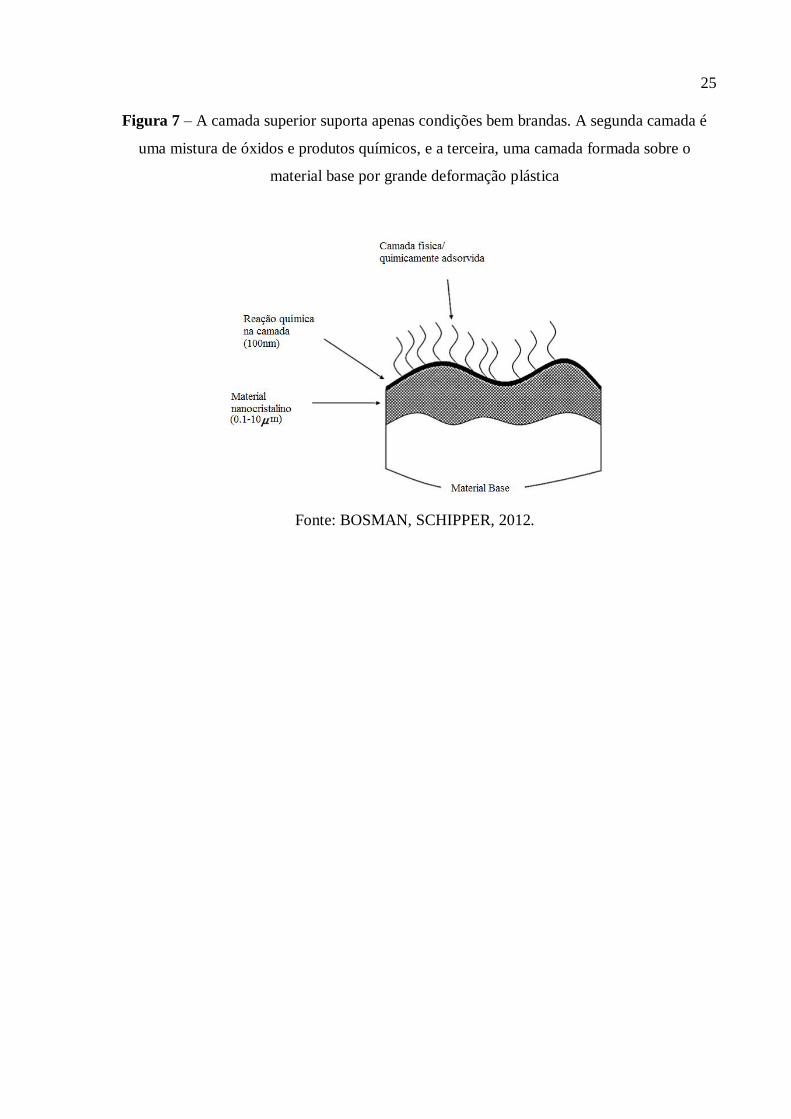
filme espesso (MOURA, 1975). Essa camada é constituida por cristais nanométricos, os quais
são produzidos sob altas taxas de deformação plástica e pressão hidrostática, formando o
sistema completo apresentado na Figura 7 (REICHELT et al., 2010 apud BOSMAN;
SCHIPPER, 2012).
Além de a oleosidade ter um importante papel, a temperatura influência na viscosidade
e na formação da película de óleo. Em mancais, a lubrificação limite é controlada pela
temperatura global da superfície de contato em vez da temperatura flash local (LANDHEER,
1990 apud WANG, 1997). A temperatura flash caracteriza-se pelo rápido e momentanêo
aumento da temperatura em função do contato de asperezas.
25
Figura 7 – A camada superior suporta apenas condições bem brandas. A segunda camada é
uma mistura de óxidos e produtos químicos, e a terceira, uma camada formada sobre o
material base por grande deformação plástica
Fonte: BOSMAN, SCHIPPER, 2012.

TRIBOLOGIA
A definição mais elementar de desgaste é a perda de material de uma ou de ambas as
superfícies de contato quando submetidas ao movimento relativo (STACHOWIAK;
BATCHELOR, 2000).
Em função de estudos arqueológicos, a humanidade reconhece a importância do
desgaste dos metais por séculos. Especificidades como a resistência ao desgaste de materiais
duros em algumas situações apresentavam exceções e mostravam que partes do quebra-cabeça
estavam faltando (LUDEMA, 1996 apud MARKOV; KELLY, 2000). Isso porque o
coeficiente de atrito e a taxa de desgaste são características do tribossistema e não
propriedades intrínsecas dos materiais (ZEREN, 2007). Estudos mencionam muitos
tribossistemas; já foram sugeridos mais de 1.000. Pela quantidade de pesquisadores que
fizeram contribuições nessa área, é difícil citá-los (LUDEMA, 1996 apud MARKOV;
KELLY, 2000).
A Figura 8 ilustra a classificação dos tipos de desgaste (por deslizamento, abrasivo,
erosivo) e posiciona-os quanto ao coeficiente de desgaste (ZUM GAHR, 1998). São
apresentados três mecanismos de desgaste que podem atuar separadamente ou em conjunto.
Figura 8 – Valores do coeficiente de desgaste (k) para sistemas tribológicos sem lubrificação
Fonte: ZUM GAHR, 1998.

27
A tribologia é a ciência que estuda o atrito. Existem quatro leis empíricas básicas do
atrito conhecidas há séculos, desde as obras de Leonardo da Vinci e de Guillaume Amonton:
Proporcionalidade entre a máxima força tangencial antes de deslizar e a força normal
quando um corpo estático é submetido ao aumento da carga tangencial;
Proporcionalidade entre a força de atrito tangencial e a força normal na deslizante;
Independência da força de atrito em relação à área de contato aparente;
Independência da força de atrito no que se refere à velocidade de deslizamento
(HUTCHINGS, 1992) (STACHOWIAK, 2005).
A dificuldade na compreensão do fenômeno de desgaste ocorre por causa do grande
número de variáveis. Considerações tribológicas incluem variáveis como condição da
superfície, atrito e aspectos associados ao contato mecânico. As características inerentes do
material formam outro grupo de variáveis, que inclui composição, liga, microestrutura e
demais propriedades mecânicas dos materiais (METALLURGICAL ENGINEERING;
MECHANICAL ENGINEERING, 1996).
Entre as classificações e os estudos do desgaste, a presente revisão bibliográfica
aborda apenas os tipos que são mais atuantes em mancais de deslizamento. São eles:
Desgaste abrasivo;
Desgaste adesivo;
Desgaste por deslizamento;
Desgaste por fadiga.
É tratado aqui também o desgaste em mancal, bem como os dois materiais que estão
envolvidos no estudo: bronze e metal patente.
2.1 DESGASTE ABRASIVO
Considerado o mais comum dos tipos de desgaste, o desgaste abrasivo ocorre quando
partículas duras ou uma das superfícies de contato são suficientemente mais duras do que a
superfície que está sendo atritada, no mínimo 1,3 vez mais. Além da dureza, a fragilidade do
material também é um parâmetro importante, pois, se o material trinca durante a abrasão,
então um rápido desgaste na camada superficial acontece (STACHOWIAK; BATCHELOR,
2000).
O desgaste abrasivo a dois corpos corresponde a um modelo de ferramenta de corte, ao
mesmo tempo em que o desgaste abrasivo a três corpos envolve a ação de mecanismos mais
lentos de remoção de material (STACHOWIAK; BATCHELOR, 2000). A taxa de remoção de
28
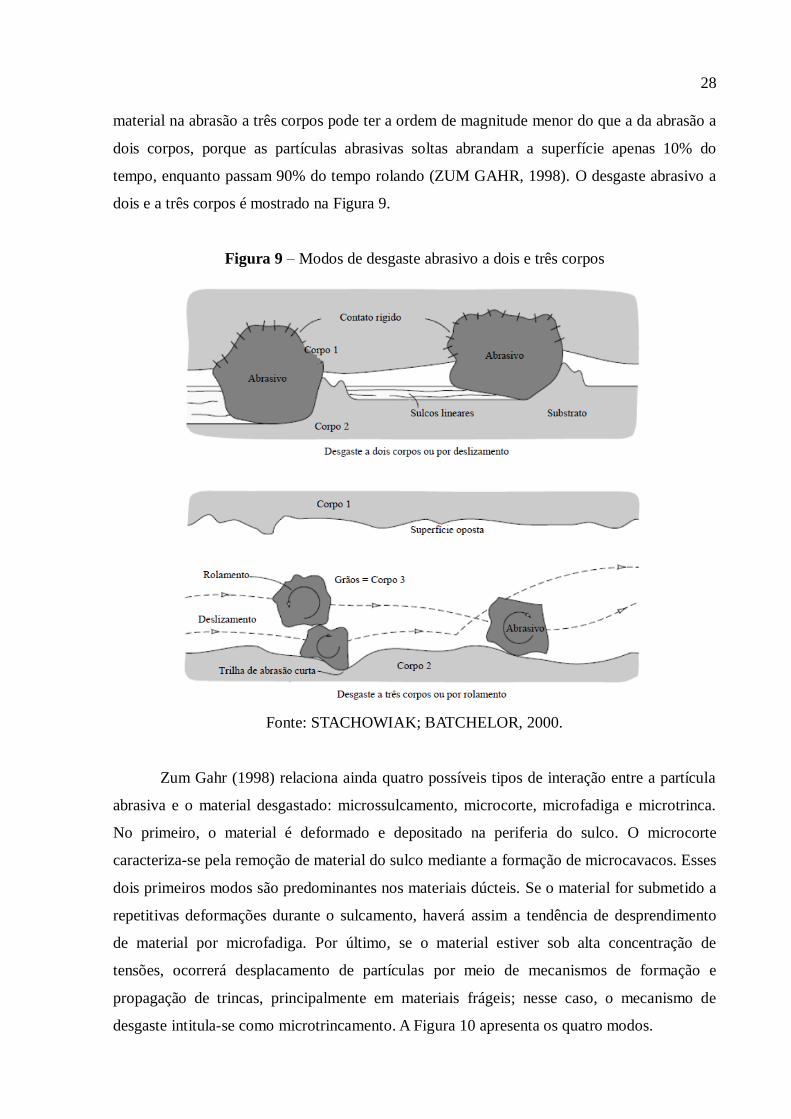
material na abrasão a três corpos pode ter a ordem de magnitude menor do que a da abrasão a
dois corpos, porque as partículas abrasivas soltas abrandam a superfície apenas 10% do
tempo, enquanto passam 90% do tempo rolando (ZUM GAHR, 1998). O desgaste abrasivo a
dois e a três corpos é mostrado na Figura 9.
Figura 9 – Modos de desgaste abrasivo a dois e três corpos
Fonte: STACHOWIAK; BATCHELOR, 2000.
Zum Gahr (1998) relaciona ainda quatro possíveis tipos de interação entre a partícula
abrasiva e o material desgastado: microssulcamento, microcorte, microfadiga e microtrinca.
No primeiro, o material é deformado e depositado na periferia do sulco. O microcorte
caracteriza-se pela remoção de material do sulco mediante a formação de microcavacos. Esses
dois primeiros modos são predominantes nos materiais dúcteis. Se o material for submetido a
repetitivas deformações durante o sulcamento, haverá assim a tendência de desprendimento
de material por microfadiga. Por último, se o material estiver sob alta concentração de
tensões, ocorrerá desplacamento de partículas por meio de mecanismos de formação e
propagação de trincas, principalmente em materiais frágeis; nesse caso, o mecanismo de
desgaste intitula-se como microtrincamento. A Figura 10 apresenta os quatro modos.

29
Figura 10 – Diferentes interações entre a partícula e a superfície de desgaste. Imagem obtida
por microscopia eletrônica de varredura. Ela mostra um sulco de aço austenítico e um
esquema representando a região de microsulcamento
Fonte: ZUM GAHR, 1998.
A Figura 11 contém imagens oriundas de microscopia eletrônica de varredura (MEV)
dos mecanismos de microssulcamento, de microcorte e de formação de arestas.
Figura 11 – a) Mecanismos de microssulcamento; b) microcorte; c) formação de aresta
Fonte: ZUM GAHR, 1998.

30
2.2 DESGASTE ADESIVO
A deformação plástica no contato das asperezas desempenha um papel importante na
criação de condições que finalmente levam ao desgaste de partículas, causando descolamento
(METALLURGICAL ENGINEERING; MECHANICAL ENGINEERING, 1996). Vários
testes em uma grande variedade de metais têm mostrado que, quando há forte adesão, ocorre
transferência de material do metal mais fraco para o mais forte, no caso do contato metal-
metal (STACHOWIAK; BATCHELOR, 2000). A Figura 12 demonstra um esquema do
processo de transferência de metal em virtude da adesão.
Figura 12 – Transferência de metal por adesão
Fonte: STACHOWIAK; BATCHELOR, 2000.
A força da adesão pode ser avaliada em um sistema de asperezas conforme Figura 13.
A interação dos planos de atrito com durezas similares rotaciona, diminuindo o ângulo (α). Se
a adesão for forte, o ângulo α fica negativo. Então, aparecem forças de tração entre as
superfícies que interagem.

31
Figura 13 – Experimento de A. P. Green mostra a deformação plástica da aspereza: a) no
início; b) durante a deformação
Fonte: CHALLEN, 1979 apud MARKOV; KELLY, 2000.
Teorias recentes de desgaste por deslizamento sugerem que o material é removido em
pedaços ou em fragmentos dos picos das asperezas por processos de adesão (HUTCHINGS,
1992). O mecanismo de formação de uma partícula de transferência por adesão está
esquematizado na Figura 14. O material da placa com resistência menor ou com maior
rugosidade deforma-se em uma série de bandas de cisalhamento, de modo que não há
deslizamento entre as superfícies de contato. Quando essas bandas alcançam certo limite,
inicia-se uma trinca que se propaga até uma nova banda e, assim, de maneira sucessiva. A
trinca propaga-se por toda a extensão da rugosidade desprendendo a partícula eventualmente.
Tem sido observado que rugosidades com ângulos menores, “mais agudos”, tendem a perder
mais material quando comparados à condição oposta (STACHOWIAK; BATCHELOR,
2005).

32
Figura 14 – Formação de partícula de transferência por adesão. (a) Adesão impede o
movimento de deslizamento. (b) O material com menor tensão de escoamento ou com
aspereza deforma em uma banda de cisalhamento. (c) (d) (e) Quando cada banda chega ao seu
limite é iniciado a trinca ou o crescimento da trinca até a formação da proxima banda. (f)
Quando a trinca se propaga através da asperidade ocorre o despendimento da partícula.
Fonte: STACHOWIAK; BATCHELOR, 2000.
Quando metais diferentes deslizam entre si, ocorre ligação mecânica entre eles, e a
partícula de transferência consiste em uma lamela dos dois materiais. No começo, a partícula
acumula material de ambas as superfícies. Conforme a partícula se torna maior entre as duas
superfícies, acontece seu achatamento, produzindo uma estrutura lamelar (STACHOWIAK;
BATCHELOR, 2000). O possível mecanismo envolvido nesse processo aparece na Figura 15.
Uma característica importante nos pares que influencia na força de adesão é a carga
mínima necessária para o escoamento plástico, pois é com essa condição que se estabelece o
contato real entre as arestas da rugosidade das superfícies (STACHOWIAK; BATCHELOR,
2000).
33
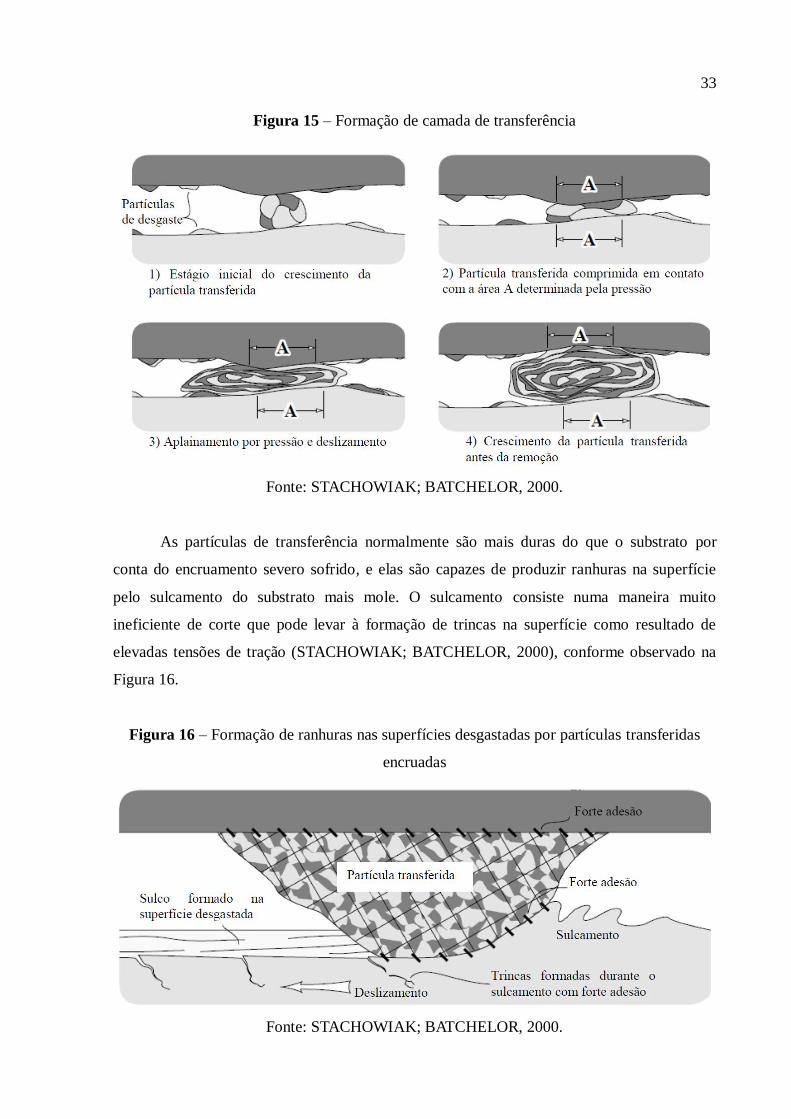
Figura 15 – Formação de camada de transferência
Fonte: STACHOWIAK; BATCHELOR, 2000.
As partículas de transferência normalmente são mais duras do que o substrato por
conta do encruamento severo sofrido, e elas são capazes de produzir ranhuras na superfície
pelo sulcamento do substrato mais mole. O sulcamento consiste numa maneira muito
ineficiente de corte que pode levar à formação de trincas na superfície como resultado de
elevadas tensões de tração (STACHOWIAK; BATCHELOR, 2000), conforme observado na
Figura 16.
Figura 16 – Formação de ranhuras nas superfícies desgastadas por partículas transferidas
encruadas
Fonte: STACHOWIAK; BATCHELOR, 2000.

34
2.3 DESGASTE POR DESLIZAMENTO
Caracterizado por um movimento relativo entre duas superfícies acabadas sob carga,
no contato por deslizamento o desgaste pode ocorrer por adesão, fadiga superficial, reação
triboquímica e/ou abrasão (ZUM GAHR, 1987). O deslizamento é a condição de contato
tribológica mais comum (STACHOWIAK, 2005).
O desgaste por deslizamento a seco, adesivo ou abrasivo, é uma consequência do
grande número de variáveis impostas externamente e das características inerentes dos
materiais em contato. Tem-se tentado modelar esse fenômeno com ênfase em valores
mensuráveis, tais como carga, velocidade de deslizamento e distância, dureza inicial do
material etc. (METALLURGICAL ENGINEERING; MECHANICAL ENGINEERING,
1996).
Aparentemente, o desgaste por deslizamento é uma modalidade de desgaste deixada de
lado, enquanto todos os outros tipos de desgaste são identificados e separados por categorias
(ASM METALS HANDBOOKS, 1992). Isso se dá talvez por esse tipo de desgaste apresentar
um ou mais mecanismos simultâneos. Na Figura 17 são indicadas importantes propriedades
do tribossistema.
Figura 17 – Fatores que influenciam o desgaste por deslizamento
Fonte: ASM METALS HANDBOOKS, 1992.
Atrito e desgaste
do par deslizante
Propriedades metalúrgicas do
par
Propriedades triboquímicas
do par
Propriedades do meio
ambiente
Propriedades do
carregamento e macro -
geometria
Propriedades da microgeometria
do par

35
Autores como Archard, Hirst, Kerridge, Lancaster e Welsh (apud CHILDS, 1980)
demonstraram duas condições de desgaste para os desgastes brando e severo. Os
experimentos realizados por Archard e Hirst estabeleceram que, após o período de início do
desgaste, a taxa do volume retirado varia com a distância de deslizamento e, em geral,
permanece constante e proporcional à carga entre a superfície girante (CHILDS, 1980).
De acordo com Hiratsuka e Muramoto (2005), a distância entre a transição do desgaste
severo para desgaste brando dá-se conforme a velocidade de deslizamento em condições de
baixa carga. Assim, chegou-se à conclusão de que o desgaste brando é regido pelo tempo de
deslizamento e não pela distância. A distância de deslizamento necessária para tal transição é
proporcional à carga, em função de a quantidade de partículas de desgaste brando necessária
para a transição ser diretamente proporcional à real área de contato. No começo do ensaio de
pino sobre disco, a área de contato é pequena, e há aumento progressivo de acordo com a
distância percorrida.
O mecanismo de transição do desgaste severo para o brando (Figura 18) é explicado
pela formação de partículas pequenas, que são mais fáceis de oxidar e de se tornarem
partículas brandas. A formação de partículas faz com o que se forme um filme protetivo de
óxido. No desgaste severo, ambas as partículas são produzidas; pelo acúmulo de partículas, o
sistema muda para desgaste brando (HIRATSUKA; MURAMOTO, 2005).
Figura 18 – Função das partículas na transição do desgaste severo para o desgaste brando
Fonte: HIRATSUKA; MURAMOTO, 2005.

36
A mudança de severidade do desgaste está relacionada com a constante k, também
chamada de coeficiente de atrito dimensional. A variação de k pode ser calculada com base na
medição do desgaste. A Figura 19 apresenta os valores encontrados para o deslizamento de
metal com metal.
Figura 19 – Mapa do coeficiente de desgaste para deslizamento a seco e lubrificado
Fonte: CHILDS, 1980.
Mapeia-se a influência da velocidade e da carga sobre os mecanismos de desgaste na
Figura 20. Em baixas cargas e velocidades (região A), é possível na superfície endurecida –
por deformação plástica – e alisada se formar um óxido protetor. Nesse caso o desgaste
acontece por remoção da película ou por fadiga do metal (delaminação). As cargas e
velocidades ligeiramente mais elevadas (região B) podem quebrar a proteção do óxido,
levando a um alto desgaste e à transferência metálica, mas velocidades mais superiores
(região C) aumentam a oxidação, pelo aquecimento gerado com o atrito, possibilitando o
endurecimento da superfície dos aços. Em condições mais quentes (região D), o
amolecimento da superfície bruta provoca reversão para o desgaste severo, porém em
condições ainda mais quentes (região E) um regime adicional de óxido é observado
(CHILDS, 1980).

37
Figura 20 – Desgaste para aços moles. Na região com hachura o desgaste é brando
Fonte: CHILDS, 1980
2.3.1 Desgaste por fadiga superficial e delaminação
Mesmo quando o fenômeno da adesão é ausente e as superfícies apresentam
lubrificação sob determinadas condições, o desgaste severo pode ocorrer pela presença do
mecanismo de fadiga superficial, caracterizado pelo elevado número de ciclos de alta tensão
entre o contato da rugosidade e a consequente formação e propagação de trincas. O desgaste
por fadiga dá-se em razão de dois mecanismos distintos: o deslizamento e o rolamento de
partículas.
O exame das superfícies de desgaste em seções transversais revela intensa deformação
do material diretamente abaixo da superfície. Essa deformação é tão intensa que o material
próximo à superfície se desloca na direção de deslizamento pela força de atrito, fazendo com
que os grãos se orientem de modo paralelo à direção de deslizamento (STACHOWIAK;
BATCHELOR, 2000). A microestrutura é similar aos metais sujeitos à grande deformação
plástica de outras formas, como por exemplo em testes de torção (HUTCHINGS, 1992). A
Figura 21 mostra os níveis de deformação numa superfície deformada.

38
Figura 21 – Níveis de deformação numa superfície deformada
Fonte: STACHOWIAK; BATCHELOR, 2000.
O mecanismo de desgaste por fadiga é ilustrado na Figura 22. Nesta, uma trinca inicia-
se com orientação aproximadamente perpendicular à dos grãos deformados, o que pode ser
explicado pela maior tensão de tração existente nesse sentido. A trinca propaga-se ao longo de
planos preferenciais de escorregamento cristalino e mediante o contorno de grãos até que
alcance a superfície. Nisso uma partícula de desgaste se solta. Tal partícula é laminar em
função da orientação paralela dos grãos e pelas deformações existentes na superfície, já
comentadas (STACHOWIAK; BATCHELOR, 2000). Um exemplo de desgaste por fadiga
pode ser visto na Figura 23.

39
Figura 22 – Processo de nucleação e propagação de trinca superficial
Fonte: STACHOWIAK; BATCHELOR, 2000.
Figura 23 – Ferro fundido com desgaste por fadiga
Fonte: STACHOWIAK; BATCHELOR, 2000.
A Figura 24 contém os eventos subsequentes que resultam em partículas de desgaste
na forma de lâminas decorrentes da nucleação de trincas subsuperficiais. A formação dessas
partículas pode acontecer durante o deslizamento, quando forças normais e tangenciais são
transmitidas através dos pontos de contato por adesão e sulcamento. As asperidades do
material mais mole são facilmente deformadas e algumas se fraturam pelo carregamento
cíclico, o que leva à suavização da superfície mais mole. Além disso, tais partículas também
podem se formar em razão de a superfície mais dura induzir deformação plástica na mais
mole; de o aumento da deformação superficial provocar a nucleação de trincas abaixo da
superfície em algum ponto fraco, fazendo com que as trincas se propagem paralelamente à

40
superfície; e, em algumas posições, de as trincas serem capazes de cisalhar até a superfície,
gerando partículas de desgaste finas e alongadas (ZUM GAHR, 1987).
Figura 24 – Formação de partículas de desgaste por delaminação: a) suavização da superfície
mais mole; b) acúmulo de deformação abaixo da superfície; c) nucleação de trincas
subsuperficiais; d) formação de partículas de desgaste finas e alongadas
Fonte: ZUM GAHR, 1987.
Muitos metais de engenharia apresentam inclusões e outras impurezas que funcionam
como nucleadores de trincas de tal modo que, sob elevadas condições de tensão, mesmo que a
superfície permaneça lisa e sem sinais de dano, algumas trincas aparecem ligeiramente abaixo
delas. Esse crescimento não ocorre muito próximo da superfície em função da elevada tensão
da zona de deformação na ponta da trinca, a qual cresce abaixo desse ponto, onde a tensão
hidrostática ou triaxial é baixa, mas a tensão de cisalhamento ainda é consideravelmente alta
(STACHOWIAK; BATCHELOR, 2000).

41
2.4 DESGASTE EM MANCAIS
Primeiramente para entender sobre desgaste em mancais é necessário conhecer os
componentes do mancal e as funções dele. Mancais de deslizamento com uma concepção
moderna podem apresentar variações de composição do sistema, com refrigeração natural,
refrigeração a água ou refrigeração por circulação de óleo, cujo diâmetro interno fica entre 60
e 1.250 mm. Na Figura 25 há um desenho em corte de um mancal usado para máquinas
elétricas (MANUAL FOR THE APPLICATION OF RENK SLIDE BEARINGS, 2001).
Figura 25 – Mancal com dimensões de acordo com DIN 31 694
*1) Selo máquina; 2) selo mancal interno; 3) casquilho; 4) carcaça; 5) selo mancal externo; 6) reservatório de
óleo; 7) anel pescador.
Fonte: MANUAL FOR THE APPLICATION OF RENK SLIDE BEARINGS, 2001.
Os selos verificados na Figura 25 servem para prevenir ou limitar a mínima
possibilidade de vazamento de óleo ou névoa de óleo; também evitam a entrada de
contaminantes que danificam o sistema, como areia e água. O casquilho, alvo deste estudo, é
composto de metal patente e de uma espécie de concha responsável pela sustentação. A Figura
26 apresenta um mancal montado em motor síncrono.

42
Figura 26 – Mancal (em amarelo) com aplicação em máquina elétrica
Fonte: ZOLLERN GROUP, 2008.
Tendo conhecimento do mancal como um todo, é possível entender que o desgaste está
muito ligado à condição de lubrificação envolvida. Conforme já discutido, para distintos
regimes de lubrificação – hidrodinâmica e limite – há uma grande diferença no coeficiente de
atrito e nos mecanismos de desgaste.
A condição básica para o mancal de deslizamento funcionar bem é a existência de uma
separação causada pelo óleo por intermédio de um filme entre o eixo e a bucha. Isso se deve
ao equilíbrio entre a pressão do óleo e as provenientes do eixo. A Figura 27 esquematiza o
princípio de funcionamento do mancal radial de deslizamento.
Figura 27 – Posições do eixo ao iniciar o movimento
*a) Inicialmente, eixo e mancal estão em contato; b) depois de iniciado o giro, o eixo tende a subir pela
superfície da bucha do mancal, no sentido contrário à rotação; c) por conta da presença de fluido lubrificante e
por efeito da cunha, o eixo posiciona-se no espaço e, em virtude da pressão hidrodinâmica, pode ficar sem
contato com a bucha. As pressões são geradas porque a rotação do eixo produz um fluxo no lubrificante e uma
mudança da geometria por onde ele circula, além de modificar as pressões em cada ponto do interior conforme
as leis da mecânica dos fluidos, ou seja, a pressão do óleo fica em equilíbrio com as forças atuantes no rotor
(SILVA, 2004). Fonte: CURI, 2003.

43
Quando o mancal está na lubrificação hidrodinâmica mista, sofre vários tipos de
mecanismos de desgaste, sendo o desgaste adesivo o mais difícil de inibir ou de suavizar. Se
não for controlado, a adesão entre as superfícies pode levar a travamento e, eventualmente, a
falhas da máquina (STOLARSKI, 1979). Segundo Pratt (2005), o desgaste regular pode ser
reconhecido por duas condições. A primeira, no metal patente, algumas camadas são
removidas, expondo uma camada intermediária do acento do mancal. O segundo sinal do
desgaste regular é a presença de microrranhuras causadas na superfície por materiais externos
contidos no lubrificante no momento em que passa pelo mancal.
Caso o mancal não possua lubrificação por meio líquido nem sólido, às vezes os
materiais envolvidos são capazes de diminuir o desgaste. Algumas ligas que contêm chumbo
sobressaem particularmente pelo baixo coeficiente de atrito. Isso porque têm fases que
provêm filmes finos com baixa tensão de cisalhamento. Tanto o chumbo-bronze quanto o
chumbo-cobre apresentam dispersantes metálicos de chumbo, os quais possuem muito baixa
solubilidade na matriz. No deslizamento, um filme fino e fraco de chumbo é formado na
superfície e resulta em um baixo valor do coeficiente de atrito no mecanismo de abrasão
(HUTCHINGS, 1992).
Uma das aplicações mais exigidas para mancais de escora é em geradores de usinas
hidroelétricas, por ter de suportar o eixo, carregado pela turbina hidráulica e pelo gerador. O
mancal opera de maneira estável quando é formada e mantida a espessura do filme entre o
mancal e o eixo. Entretanto, quando excede a capacidade de carga e velocidade, a espessura
suficiente do filme de óleo não se compõe. Sob essas condições, o eixo e o metal patente
tocam-se parcialmente, provocando desgaste por deslizamento. Nessa situação, em função da
diferença de resistência ao desgaste do par metálico, são minimizadas avarias no eixo. É
preferível, pois são altos o custo e a dificuldade de manutenção nos eixos em campo
(FEYZULLAHOGLU; ZEREN; ZEREN, 2008).
O potencial para o desgaste é muito ligado à interação com as características do
sistema de operação, que incluem:
Magnitude da carga do mancal;
Natureza da carga (cíclica ou estável);
Velocidade de deslizamento;
Lubrificante ou características do sistema de lubrificação;
Limpeza do lubrificante ou do filtro;
Temperatura de operação;
44
Acabamento e material do eixo;
Alinhamento e rigidez;
Expectativa de vida.
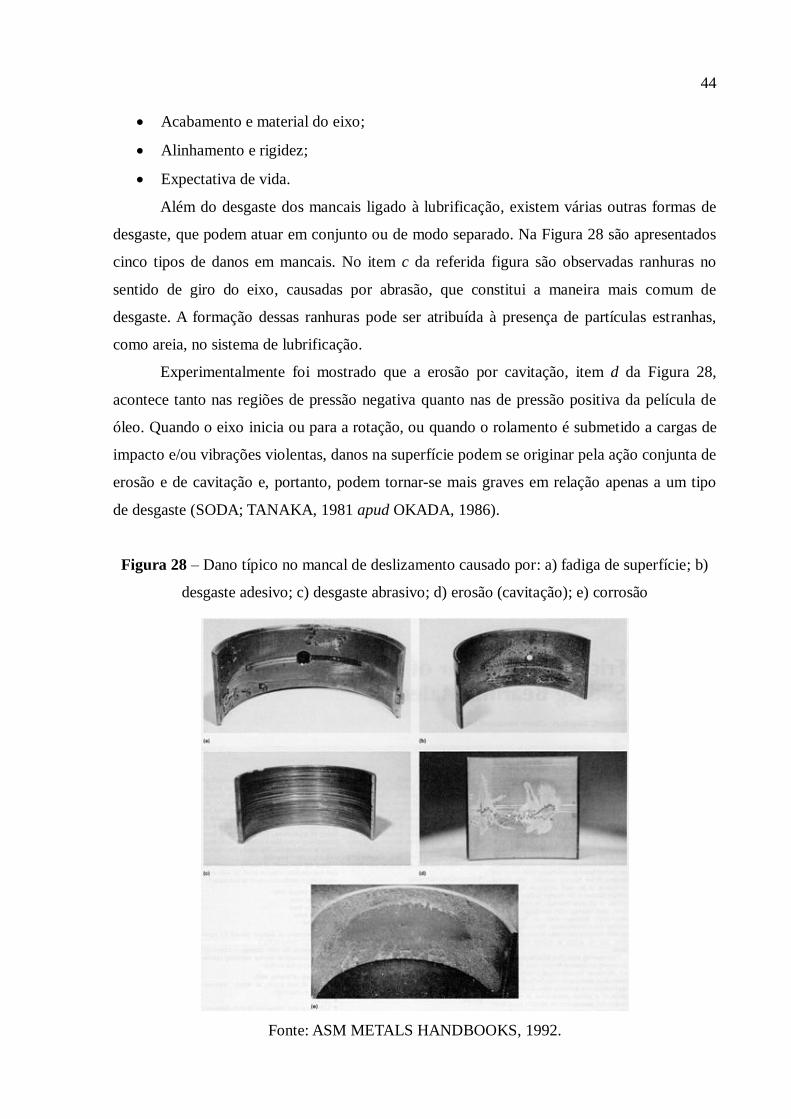
Além do desgaste dos mancais ligado à lubrificação, existem várias outras formas de
desgaste, que podem atuar em conjunto ou de modo separado. Na Figura 28 são apresentados
cinco tipos de danos em mancais. No item c da referida figura são observadas ranhuras no
sentido de giro do eixo, causadas por abrasão, que constitui a maneira mais comum de
desgaste. A formação dessas ranhuras pode ser atribuída à presença de partículas estranhas,
como areia, no sistema de lubrificação.
Experimentalmente foi mostrado que a erosão por cavitação, item d da Figura 28,
acontece tanto nas regiões de pressão negativa quanto nas de pressão positiva da película de
óleo. Quando o eixo inicia ou para a rotação, ou quando o rolamento é submetido a cargas de
impacto e/ou vibrações violentas, danos na superfície podem se originar pela ação conjunta de
erosão e de cavitação e, portanto, podem tornar-se mais graves em relação apenas a um tipo
de desgaste (SODA; TANAKA, 1981 apud OKADA, 1986).
Figura 28 – Dano típico no mancal de deslizamento causado por: a) fadiga de superfície; b)
desgaste adesivo; c) desgaste abrasivo; d) erosão (cavitação); e) corrosão
Fonte: ASM METALS HANDBOOKS, 1992.

45
As principais causas de danos em mancais de deslizamento fazem parte das seguintes
categorias: 1) aumento da folga em virtude do diferencial de expansão térmica do acento do
mancal e do mancal; 2) crescimento da folga pelo acúmulo de partículas de desgaste; 3) início
de contato entre metal-metal; 4) variação da geometria da superfície e das propriedades do
material por conta da atividade triboquímica. Os motivos de dano por mau contato são
referentes aos aspectos: 1) falha de lubrificação; 2) soldas locais com altas temperaturas; 3)
deformação e cisalhamento (WANG, 1997).
A Figura 29 ilustra o conjunto de processos de desgaste agrupados em quatro
categorias dispostas em ordem de severidade.
Figura 29 – Classificação do processo mecânico de desgaste
Fonte: FEYZULLAHOGLU; ZEREN; ZEREN, 2008.
No desgaste por deslizamento existem alguns termos, tais quais scuffing, scoring e
galling (HUTCHINGS, 1992). Scuffing manifesta-se como o resultado do colapso repentino
de um filme lubrificante protetor sobre condições extremas de carga e/ou velocidade
(MARKOV; KELLY, 2000). Scoring precede scuffing e é acompanhado por um processo
gradual de formação de “camadas brancas” de metal de transferência (HUTCHINGS, 1992;
CAMPANY; WILSON, 1982 apud MARKOV; KELLY, 2000). Usa-se galling para indicar
desgaste severo por adesão se uma superfície não é lubrificada (WILLIAMS, 1994).
46
2.4.1 Desgaste em mancais de metal patente
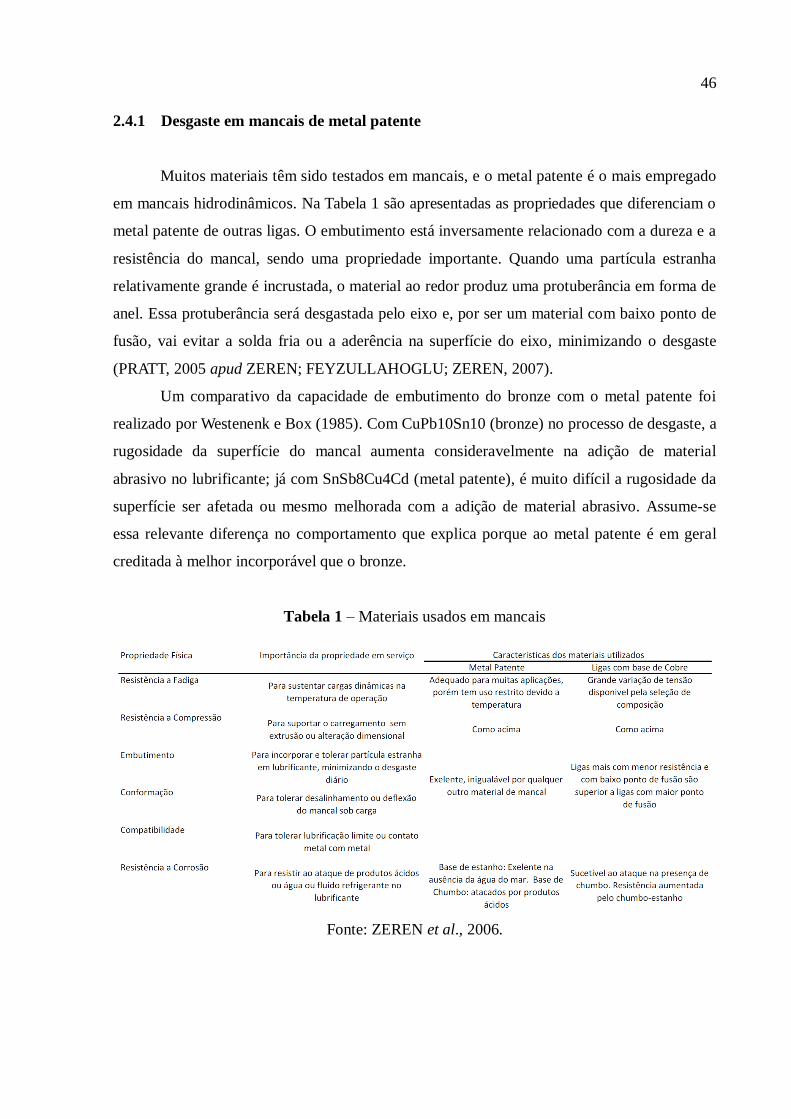
Muitos materiais têm sido testados em mancais, e o metal patente é o mais empregado
em mancais hidrodinâmicos. Na Tabela 1 são apresentadas as propriedades que diferenciam o
metal patente de outras ligas. O embutimento está inversamente relacionado com a dureza e a
resistência do mancal, sendo uma propriedade importante. Quando uma partícula estranha
relativamente grande é incrustada, o material ao redor produz uma protuberância em forma de
anel. Essa protuberância será desgastada pelo eixo e, por ser um material com baixo ponto de
fusão, vai evitar a solda fria ou a aderência na superfície do eixo, minimizando o desgaste
(PRATT, 2005 apud ZEREN; FEYZULLAHOGLU; ZEREN, 2007).
Um comparativo da capacidade de embutimento do bronze com o metal patente foi
realizado por Westenenk e Box (1985). Com CuPb10Sn10 (bronze) no processo de desgaste, a
rugosidade da superfície do mancal aumenta consideravelmente na adição de material
abrasivo no lubrificante; já com SnSb8Cu4Cd (metal patente), é muito difícil a rugosidade da
superfície ser afetada ou mesmo melhorada com a adição de material abrasivo. Assume-se
essa relevante diferença no comportamento que explica porque ao metal patente é em geral
creditada à melhor incorporável que o bronze.
Tabela 1 – Materiais usados em mancais
Fonte: ZEREN et al., 2006.

47
A cavitação e a resistência à corrosão são duas propriedades importantes. A primeira
está diretamente ligada à dureza do material, sendo a microestrutura também significante.
Mancais de metal patente à base de estanho têm mais resistência à corrosão em relação a ligas
de chumbo, fato que é explicado pelas agulhas de cobre-estanho em sua microestrutura
(ZEREN et al., 2006). Na erosão por cavitação, a superfície erodida é muito mais áspera do
que a superfície desgastada, porque na erosão o desgaste ocorre preferencialmente nas
interfaces entre os cristais cúbicos e a matriz ou no chumbo. Para metal patente, a erosão é
afetada pelo tamanho e pela distribuição de rígidos cristais cúbicos e pela força de ligação da
matriz para os cristais cúbicos. Para a liga de bronze e chumbo, a erosão difere-se pela
quantidade e distribuição de chumbo e pela dureza da matriz (RUSSELL, 1958 apud
OKADA; IWAI, 1986).
Em relação à segunda propriedade, conforme indicado na Tabela 1, o metal patente é
inadequado para a maioria dos motores à combustão interna e apenas está apto à operação em
baixas velocidades em motores navais a diesel. Para melhorar a resistência, normalmente ao
metal é adicionado 1% de cádmio, uma liga popular para aplicações de motores navais a
diesel (ZEREN et al., 2006).
A compatibilidade do material do eixo com o mancal é importante. Mesmo a operação
do mancal se dando como no regime hidrodinâmico, separado por um filme de óleo, existe
contato entre metal. Durante o contato direto, o material do mancal deve evitar que seja
localmente soldado ao eixo. O metal patente apresenta a melhor característica em relação às
outras ligas (BOOSER; KHONSARI, 2001 apud ZEREN et al., 2006).
Nos dias de hoje, o alumínio pode ser usado em mancais com os mesmos níveis de
carga que a liga estanho-bronze, que contém metal patente e chumbo. Materiais para mancais
à base de alumínio possuem maior resistência à fadiga do que à base de metal patente e
podem ser utilizados a temperaturas de trabalho mais altas. As ligas de alumínio têm
propriedades excelentes, como baixo custo, resistência aos efeitos corrosivos, alta
condutividade térmica, resistência à fadiga, leveza e trabalhabilidade (FEYZULLAHOĞLU;
ŞAKIROĞLU, 2010).
2.4.1.1 Metal patente
Metal patente, ou metal-branco, compõe-se principalmente de ligas de estanho
(endurecidas com cobre e antimônio) ou ligas de chumbo (endurecidas com estanho e

48
antimônio e, em alguns casos, com arsênio). Ele também é conhecido como metal babbitt, por
causa do seu criador Isaac Babbitt. A patente do processo foi feita nos Estados Unidos em
1863. No processo babbiting o metal do mancal, relativamente mole, é ligado a um metal
forte que funciona como uma concha de sustentação, em geral um aço de médio carbono,
ferro fundido ou bronze.
A liga à base de chumbo apresenta vantagem econômica, enquanto a de estanho
oferece razoável vantagem técnica, sobretudo em máquinas de alta rotação. As ligas de
chumbo são desaconselhadas para uso em virtude de questões de saúde e poluição do lixo. O
babbiting no exterior do casquilho pode ser realizado de três métodos:
Babbiting estático (fundição manual);
Fundição centrífuga;
Aspersão.
A fundição centrífuga do casquilho oferece vantagens econômicas e técnicas se o
equipamento está disponível (ASM METALS HANDBOOKS, 1992).
A Tabela 2 apresenta as principais propriedades físicas das composições de metal
patente.
Tabela 2 – Propriedades físicas de ligas de metal patente (metal à base de estanho)
Fonte: ZEREN et al., 2007.
49
Ligas de metal patente à base de estanho em geral contêm de 3 a 8% de cobre e 5 a 8%
de antimônio, matriz de antimônio em estanho e pequenos e duros compostos intermetálicos
dispersos em partículas de Cu6Sn5. Com o aumento da proporção de cobre, eleva-se a
quantidade de agulhas ou estrelas de Cu6Sn5 na microestrutura.
Como pode ser visto na Figura 31 (a), o intermetálico Cu6Sn5 é distribuído na matriz
de estanho e tem a forma de uma grande estrela, sendo fácil identificá-lo. Com o antimônio
acima de 7,5%, tem-se como resultado cubos de estanho-antimônio, além de a dureza e a
tensão de ruptura aumentarem bastante com o percentual de cobre e antimônio, enquanto a
ductilidade decresce. Percentual de baixo antimônio (3-7%) e baixo cobre (2-4%) provém
máxima resistência à trinca por fadiga. A microestrutura com baixos elementos de liga é
relativamente dúctil e com baixa resistência à ruptura, o que compromete a resistência à
fadiga e a tensão de compressão. Na Figura 31 (b), cubos de SbSn são facilmente
reconhecidos na matriz de Sn. Esses cubos não são observados em ligas que contêm Sb com
menos de 7,5%. A maior dureza e melhor propriedade tribológica acontecem pela presença e
dispersão homogênea da dureza dos cubos na matriz (ZEREN et al., 2007).
Ligas de metal patente são em geral produzidas por fundição e não podem sofrer
endurecimento por meio da deformação a frio pela baixa temperatura de recristalização. Se o
total de deformação a frio for maior que 20%, a recristalização ocorre à temperatura ambiente.
Por isso a dispersão de partículas em uma segunda fase é mais efetiva para tornar o metal
patente mais duro, resistente. Como resultado, a taxa de solidificação tem grande efeito em
sua microestrutura e dureza (MASSALSKI, 1983 apud MOAZAMI et al., 2009).
A Figura 30 traz um pseudodiagrama ternário que mostra a influência do antimônio e
do cobre na formação dos elementos dispersos. Em ensaios realizados com lubrificação foi
constatado que a resistência ao desgaste deslizante não é afetada pela quantidade de antimônio
em uma gama de 5-18% (em massa), no entanto a resistência se reduz pela maior quantidade
de antimônio, ou seja, Sb > 18% (em massa) (ISHIHARA; TAMURA; GOSHIMA; 2010).

50
Figura 30 – Pseudodiagrama ternário de fases Sn-Sb-Cu
Fonte: PRATT, 1973 apud MOAZAMI et al., 2009.
Figura 31 – a) Microestrutura do WM-2 (89,2% Sn, 7,2% Sb, 3% Cu e 0,4% Pb), 500x,
atacado com nital; b) microestrutura do WM-5 (60,3% Sn, 20,2% Sb, 2,6% Cu e 16,6% Pb),
500x, atacado com nital
Fonte: ZEREN et al., 2007.
Cu6Sn5 SbSn

51
2.4.2 Desgaste em mancais de bronze
Em algumas aplicações, o desempenho necessário para o mancal é obtido de regimes
em que não seja fundamental a lubrificação hidrodinâmica. Ela pode ser intermitente, ou seja,
parcialmente hidrodinâmica. A maior vantagem nesse sistema está nas dimensões reduzidas e
no baixo custo, pois é um mancal com menor quantidade de matéria-prima e que não precisa
de um sistema de lubrificação externo (HUTCHINGS, 1992).
O princípio do funcionamento dos mancais de bronze sinterizados autolubrificados
caracteriza-se pelo desenvolvimento do atrito e pelo aumento da temperatura, sendo o óleo
arrastado para fora dos poros quando o eixo começa a girar. Em função do maior coeficiente
de expansão do óleo em comparação ao metal e também por causa da pressão hidrodinâmica
diferencial na película de óleo entre o acento e o mancal, quando o eixo para de girar e a
temperatura do mancal diminui, o óleo é reabsorvido por ação capilar (ASM METALS
HANDBOOKS, 1992).
Os mancais porosos de bronze são compactados e sinterizados para ter conectividade
entre poros de 10 a 25%. A impregnação é feita por intermédio de vácuo. As buchas podem
ser aplicadas a eixo sem tratamento de endurecimento em virtude de sua boa condutividade
térmica, que proporciona bom funcionamento a altas velocidades. À medida que a porosidade
decresce, a capacidade de carga aumenta. O contraponto é que, com a porosidade elevada, a
quantidade de óleo nos poros é maior, proporcionando melhor lubrificação (HUTCHINGS,
1992).
Compósitos sinterizados de bronze-grafite são amplamente utilizados em mancais
deslizantes e em aplicações em buchas por conta de sua condutividade de calor, sua
resistência ao desgaste e seu baixo atrito (ZHAN; ZHANG, 2004 apud MUTERLLE et al.,
2011). Lubrificantes sólidos são escolhidos para a produção de materiais de mancais e, em
geral, considerados quando graxas e lubrificantes líquidos não podem ser usados. O grafite é
um dos lubrificantes mais comuns. Sua estrutura é um hexagonal lamelar, com ligação de van
der Waals entre átomos de C, que torna fácil a ruptura ao longo do plano basal da estrutura
cristalina. O efeito do grafite depende do ambiente e da temperatura (FRANSAER; CELIS;
ROOS, 1993 apud MUTERLLE et al., 2011).
Em trabalho desenvolvido por Moustafa (2011), a resistência ao desgaste por
deslizamento a seco e o coeficiente de atrito com diferentes quantidades de grafite, a partir de
8%, foram investigados. No aumento da carga, ocorre a transição de desgaste brando para
severo, em função da mudança no mecanismo de desgaste pela oxidação para a delaminação,

52
com extrema deformação plástica e fragmentação. A transição é realizada pelo aumento do
coeficiente de atrito. A presença de grafite diminui o desgaste, graças à camada de grafite na
superfície de deslizamento. Por outro lado, o grafite reduz a resistência à flexão se a sua
quantidade for superior a 5%.
As propriedades do bronze com adição de aço são superiores às das ligas com cobre
simples, em razão do aumento da resistência à tração, da dureza e do comportamento de
sinterização, porque promove a fase líquida. Porém frágeis precipitados podem aparecer no
contorno de grão quando o percentual de fósforo ultrapassa 0,6%. Na indústria, a adição de
fósforo facilita a sinterização em temperaturas abaixo de 1.120ºC (CANDELA et al., 2001).
Quando comparadas as ligas de estanho-base com as de cobre-base, a quantidade de desgaste
é menor sob condições similares de cargas tribológicas em ensaios lubrificados
(FEYZULLAHOGLU; ZEREN; ZEREN, 2008).
A carga do mancal de bronze em termos de capacidade é avaliada pelo fator PV, o qual
consiste no produto entre a carga e a velocidade linear em que o eixo opera. Existe uma
relação de desempenho com o fator PV; quando aumentado, a vida do mancal reduz-se.
Tipicamente a vida de um mancal varia de 3.000 a 10.000 horas (AUGUST, 2006). Mancais
de cobre foram utilizados nos testes em valores diferentes de PV. Os maiores valores deste
resultaram em maior coeficiente de atrito. A propagação de trincas, sob fadiga, é facilitada
pelos poros no sinterizado (DURAK; DURAN, 2008). O coeficiente de atrito mais alto entre
o eixo e o mancal resulta na elevação da temperatura, que causa a deterioração do óleo e por
fim a falha do mancal.
1
2
De acordo com a equação, P é a carga específica; W, a carga; A, a área projetada (A =
d x b, em que d é o diâmetro e b constitui a largura do acento do mancal); e V, a velocidade
(ASM METALS HANDBOOKS, 1992).
53
2.4.2.1 Bronze
Os produtos à base de cobre na metalurgia do pó estão em terceiro lugar depois
daqueles à base de ferro e aço, e as ligas de alumínio, em termos de volume (ASM METALS
HANDBOOKS, 1992).
Quando adicionado chumbo à composição do cobre (CuSn10Pb10), a liga apresenta
redução no desgaste por conta da formação de uma camada de chumbo oxidado de cerca de
15 nm de espessura, a qual cobre a faixa de desgaste. Quando não há formação do filme, a
perda de material no chumbo-bronze é mais severa em relação ao bronze sem chumbo. A
formação da camada de chumbo e o comportamento de desgaste do bronze dependem do
efeito combinado da microestrutura e da rugosidade da superfície (EQUEY; HOURIET;
MISCHLER, 2011).

METALURGIA DO PÓ
O processamento do metal em pó encontra aplicação crescente à medida que oferece
muitas vantagens em comparação com outros processos de fabricação, como a maior
possibilidade de ligas e a capacidade de fabricação de peças autolubrificantes. Ainda, permite
a fabricação econômica de complexos elementos de máquinas, tais quais engrenagens,
mancais e bielas (DHANASEKARAN; GNANAMOORTHY, 2007).
3.1 PÓS METÁLICOS
Os pós metálicos são a matéria-prima para se trabalhar com a metalurgia do pó. É
muito importante conhecer as características deles para a sua correta utilização e para o
aperfeiçoamento técnico de componentes, já que tais características influenciam a fabricação
e o uso do componente. Faz-se fundamental para também permitir a reprodução desses
pontos. Algumas dessas especificidades são: pureza e composição química, microestrutura da
partícula, tamanho do grão e composição granulométrica, porosidade da partícula, densidade
aparente, velocidade de escoamento, superfície específica, compressibilidade e resistência a
verde (CHIAVERINI, 1992).
Entre as características mais importantes estão o tamanho e a forma da partícula, as
quais se ligam intimamente à maneira de obtenção do pó. Em geral, a forma irregular e
escamosa, por exemplo, é obtida por moagem ou pulverização; e a forma irregular, por
desintegração mecânica (CHIAVERINI, 1992).
Além da possibilidade de utilizar pós elementares com pureza de 99% ou mais, ainda
ocorre o emprego de pós ligados em várias composições, incluindo latão, prata-níquel,
bronze-estanho, bronze-alumínio e bronze-berílio. Pós de liga são produzidos por duas vias:
1) pré-mistura de pós de cobre com outros pós elementares, tais como estanho, zinco ou
níquel; 2) pré-ligado que consiste na fusão dos constituintes para formar uma liga homogênea
e de atomização semelhante a outros pós (ASM METALS HANDBOOKS, 1992).
A escolha pelo uso de um pó pré-ligado em relação a um pré-misturado influencia as
propriedades físicas do componente. O bronze pré-ligado possui melhores propriedades do
que o pré-misturado, tais quais dureza, resistência mecânica e ductilidade. Uma vez que a
adição das partículas da liga reduz o tamanho do grão do bronze, a microestrutura refinada
proporciona maior ductilidade do material com o alongamento aumentado (TAVAKOLI; LIU;
WU, 2008).

55
A liga de bronze mais comum em mancais autolubrificantes é feita com pós
previamente combinados, tendo combinação da composição típica de 90Cu-10Sn, muitas
vezes até contendo grafite de 1,5% (ASM METALS HANDBOOKS, 1992).
3.2 POROSIDADE
A porosidade pode estar presente no pó ou fazer parte da estrutura da peça sinterizada.
Na peça acabada existem dois tipos de porosidade. Em um deles, os poros estão conectados.
No outro, existem poros, porém eles não estão interligados entre si. Esse último tipo também
é chamado de porosidade esponjosa (CHIAVERINI, 1992).
No entanto a presença de poros em produtos limita a aplicação dos componentes para
leve e médio esforço. Os poros atuam como concentradores de tensão e afetam as
propriedades mecânicas, como o limite de resistência à fadiga de contato
(DHANASEKARAN; GNANAMOORTHY, 2007). A densidade interfere nas características
de desgaste similar às outras características mecânicas. É relatado em ensaios de desgaste
abrasivo em aços sinterizados que a taxa de desgaste diminui com o aumento da densidade
(KHORSAND, 2002 apud DHANASEKARAN; GNANAMOORTHY, 2007).
A densidade aparente para componentes porosos é de 25 a 85% e tem aplicações em
filtros, controle de fluxo de fluido, mancais autolubrificantes, aeradores e eletrodos de bateria.
Componentes estruturais têm densidade entre 85 e 99% (ASM METALS HANDBOOKS,
1992).
3.3 DENSIDADE APARENTE
A densidade aparente determina o verdadeiro volume ocupado por uma massa solta de
pó e depende da densidade do material sólido e da forma, do tamanho, da área superficial e da
composição granulométrica da partícula. Também decresce à medida que diminui o tamanho
da partícula. Esse comportamento ocorre pela maior área superficial, gerando maior atrito,
que reduz a capacidade de as partículas arrumarem-se na compressão. A forma da partícula
também influencia a densidade aparente. A forma esférica é a que apresenta maior densidade,
em virtude da área superficial de atrito e do fator de empacotamento (CHIAVERINI, 1992).
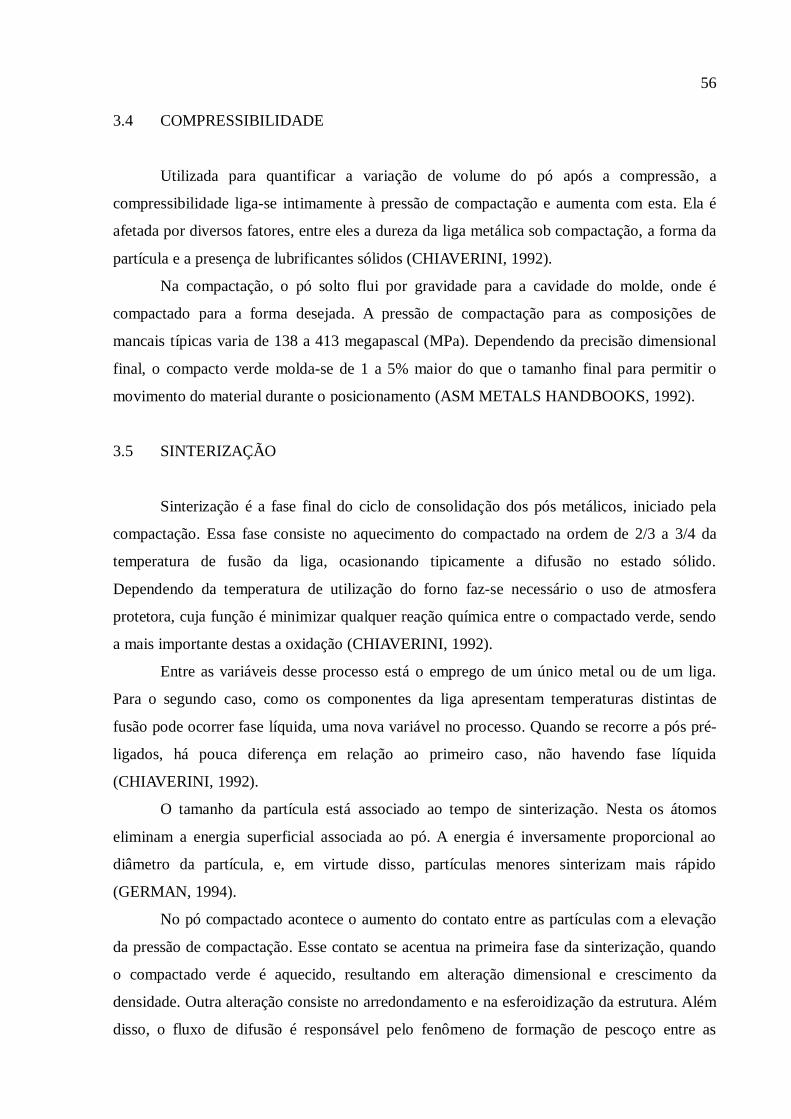
56
3.4 COMPRESSIBILIDADE
Utilizada para quantificar a variação de volume do pó após a compressão, a
compressibilidade liga-se intimamente à pressão de compactação e aumenta com esta. Ela é
afetada por diversos fatores, entre eles a dureza da liga metálica sob compactação, a forma da
partícula e a presença de lubrificantes sólidos (CHIAVERINI, 1992).
Na compactação, o pó solto flui por gravidade para a cavidade do molde, onde é
compactado para a forma desejada. A pressão de compactação para as composições de
mancais típicas varia de 138 a 413 megapascal (MPa). Dependendo da precisão dimensional
final, o compacto verde molda-se de 1 a 5% maior do que o tamanho final para permitir o
movimento do material durante o posicionamento (ASM METALS HANDBOOKS, 1992).
3.5 SINTERIZAÇÃO
Sinterização é a fase final do ciclo de consolidação dos pós metálicos, iniciado pela
compactação. Essa fase consiste no aquecimento do compactado na ordem de 2/3 a 3/4 da
temperatura de fusão da liga, ocasionando tipicamente a difusão no estado sólido.
Dependendo da temperatura de utilização do forno faz-se necessário o uso de atmosfera
protetora, cuja função é minimizar qualquer reação química entre o compactado verde, sendo
a mais importante destas a oxidação (CHIAVERINI, 1992).
Entre as variáveis desse processo está o emprego de um único metal ou de um liga.
Para o segundo caso, como os componentes da liga apresentam temperaturas distintas de
fusão pode ocorrer fase líquida, uma nova variável no processo. Quando se recorre a pós pré-
ligados, há pouca diferença em relação ao primeiro caso, não havendo fase líquida
(CHIAVERINI, 1992).
O tamanho da partícula está associado ao tempo de sinterização. Nesta os átomos
eliminam a energia superficial associada ao pó. A energia é inversamente proporcional ao
diâmetro da partícula, e, em virtude disso, partículas menores sinterizam mais rápido
(GERMAN, 1994).
No pó compactado acontece o aumento do contato entre as partículas com a elevação
da pressão de compactação. Esse contato se acentua na primeira fase da sinterização, quando
o compactado verde é aquecido, resultando em alteração dimensional e crescimento da
densidade. Outra alteração consiste no arredondamento e na esferoidização da estrutura. Além
disso, o fluxo de difusão é responsável pelo fenômeno de formação de pescoço entre as
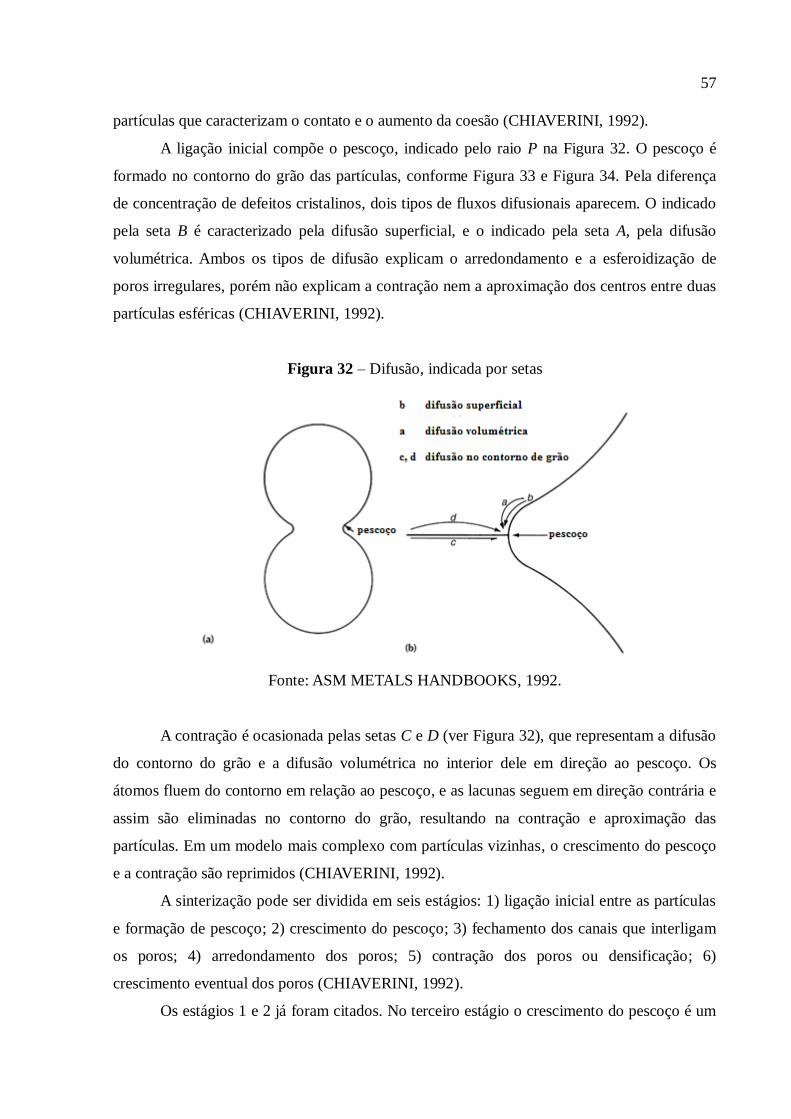
57
partículas que caracterizam o contato e o aumento da coesão (CHIAVERINI, 1992).
A ligação inicial compõe o pescoço, indicado pelo raio P na Figura 32. O pescoço é
formado no contorno do grão das partículas, conforme Figura 33 e Figura 34. Pela diferença
de concentração de defeitos cristalinos, dois tipos de fluxos difusionais aparecem. O indicado
pela seta B é caracterizado pela difusão superficial, e o indicado pela seta A, pela difusão
volumétrica. Ambos os tipos de difusão explicam o arredondamento e a esferoidização de
poros irregulares, porém não explicam a contração nem a aproximação dos centros entre duas
partículas esféricas (CHIAVERINI, 1992).
Figura 32 – Difusão, indicada por setas
Fonte: ASM METALS HANDBOOKS, 1992.
A contração é ocasionada pelas setas C e D (ver Figura 32), que representam a difusão
do contorno do grão e a difusão volumétrica no interior dele em direção ao pescoço. Os
átomos fluem do contorno em relação ao pescoço, e as lacunas seguem em direção contrária e
assim são eliminadas no contorno do grão, resultando na contração e aproximação das
partículas. Em um modelo mais complexo com partículas vizinhas, o crescimento do pescoço
e a contração são reprimidos (CHIAVERINI, 1992).
A sinterização pode ser dividida em seis estágios: 1) ligação inicial entre as partículas
e formação de pescoço; 2) crescimento do pescoço; 3) fechamento dos canais que interligam
os poros; 4) arredondamento dos poros; 5) contração dos poros ou densificação; 6)
crescimento eventual dos poros (CHIAVERINI, 1992).
Os estágios 1 e 2 já foram citados. No terceiro estágio o crescimento do pescoço é um

58
dos responsáveis pela diminuição do tamanho dos poros e pelo isolamento, fato que interfere
nas características de autolubrificação para mancais. Se a porosidade de um material é
superior a 10%, pode-se afirmar que a maioria dos poros está interconectada (CHIAVERINI,
1992).
Figura 33 – Vista, no nível atômico, da ligação por meio da sinterização
Fonte: GERMAN, 1994.
O quarto estágio consiste numa consequência da difusão de partículas para as regiões
do pescoço, fazendo com que os poros fiquem mais arredondados. Esse efeito é promovido
pelas altas temperaturas de sinterização. Com isso, os poros ficam perfeitamente esféricos,
influenciando as propriedades mecânicas. Considera-se a fase seguinte uma das mais
importantes, em virtude da densificação da massa. Para ocorrer faz-se necessário que a peça
permaneça tempo suficiente na temperatura de patamar. O processo de contração dos poros
provoca o decréscimo em volume de massa sinterizada. Por sua vez, a última etapa é
responsável pela eliminação de pequenos poros e pelo crescimento de poros maiores
(CHIAVERINI, 1992).

59
Figura 34 – Microscopia eletrônica de varredura da formação de pescoço por sinterização
(esferas de níquel)
Fonte: GERMAN, 1994.
O tempo de sinterização inadequado pode levar a grandes variações dimensionais na
peça e na densidade final, causando porosidade e variações de permeabilidade. Sinterização
excessiva desnecessariamente reduz a permeabilidade, em função da diminuição de tamanho
de poro e de fecho dos poros, sem melhorar de modo significativo as propriedades mecânicas
(ASM METALS HANDBOOKS, 1992).
3.5.1 Bronze sinterizado
O bronze (90Cu – 10Sn) é feito por meio dos pós elementares, e podem ser
adicionados a ele elementos de liga como ferro e carbono. Alguns componentes estruturais,
contudo, que exigem densidade superior a 7,0 g/cm3, são fabricados com pós pré-ligados. De
acordo com a especificação ASTM B-255-83 (1995), os componentes estruturais sinterizados
de bronze mais utilizados são produzidos por intermédio da composição mostrada na Tabela
3. As propriedades das peças estruturais sinterizadas compostas pelos componentes citados na
Tabela 3 são descritas na Tabela 4.
60
Tabela 3 – Componentes estruturais de bronze sinterizado
Fonte: ASTM B-255-83 (1995).
Tabela 4 – Propriedades dos componentes estruturais sinterizados de bronze
Fonte: CHIAVERINI, 1992.
O mancal verde, ou seja, o mancal compactado antes de ser sinterizado, tem uma
mistura elementar de cobre e estanho. Ele é transformado em liga de bronze, mostrado na
Figura 35, a uma temperatura que está abaixo do ponto de fusão do cobre, mas acima do
ponto de fusão do estanho. Sob essas condições ocorre fase líquida na sinterização sem
alteração significativa no tamanho do mancal. A temperatura de sinterização para o bronze
pode variar de 830 a 900ºC, dependendo do tempo, que normalmente varia entre 3 e 8
minutos (ASM METALS HANDBOOKS, 1992).
Figura 35 – Microestrutura de bronze em 90% de Cu-10% Sn: a) 150x; b) 300x
Fonte: ASM METALS HANDBOOKS, 1992.

61
3.5.1.1 Propriedades mecânicas do bronze sinterizado
A sinterização pode ser realizada em um ou vários estágios na produção por metalurgia
do pó. A sequência e a natureza da operação são determinadas pelo processo empregado. A
Figura 36 mostra o progresso da densificação em pós de cobre compactados em função do
tempo e da temperatura. Já a
Figura 37 traz a porosidade e densidade do bronze sinterizado por causa da temperatura de
sinterização. A taxa de sinterização tem efeito significante nas propriedades e é capaz de ser
modificada por tratamento físico ou químico do pó ou compacto, ou por incorporação de
gases reativos na atmosfera de sinterização (JOSEPH, 1999).
Figura 36 – Efeito da temperatura de sinterização e tempo na densidade dos compactados de
pó de cobre
Fonte: JOSEPH, 1999.

62
Figura 37 – Efeito da temperatura de sinterização nas propriedades físicas do bronze 90Cu-
10Sn-2C: a) porosidade (%); b) crescimento axial; c) crescimento radial; d) densidade
Fonte: JOSEPH, 1999.
Na sinterização com fase líquida, os pós misturados são sinterizados a temperaturas
abaixo do ponto de fusão do constituinte de mais alto ponto, mas acima do elemento de mais
baixo ponto de fusão. No sistema cobre-estanho, por exemplo, o estanho funde e une-se ao
cobre para formar o bronze. A Figura 38 ilustra a estrutura de uma típica peça de bronze
sinterizado. No sistema ferro-cobre, o cobre funde e satura o ferro, e a liga resultante difunde
na matriz deste, causando sua expansão. Os poros são preenchidos nas regiões atingidas pelo
cobre. Para ambos os sistemas cobre-estanho e ferro-cobre, a dilatação ou redução do
compacto pode ser modificada pela adição de grafite. No sistema cobre-estanho-grafite, a
proporção da fase líquida aumenta pela formação do ternário eutético ferro-cobre-carbono, o
qual restringe a expansão (JOSEPH, 1999).
Izidoro e Verney (2006) fizeram um estudo comparativo entre os bronzes compactados
usando pós elementares e pré-ligados. Nesse estudo verificou-se que em todas as etapas da
sinterização os elementos apontaram diferenças. Na compactação, a densidade do pó pré-
ligado é aproximadamente 2,5% menor. Em relação à sinterização houve diferente variação de
volume, ficando o pré-ligado 3,2% maior. Após a calibração, uma operação cujo objetivo é
melhorar as tolerâncias dimensionais, notou-se variação na densidade das peças. No caso do
pó pré-ligado, houve acréscimo de 14%. Para os pós elementares o crescimento foi de 8%.
Admite-se a maior variação no pó pré-ligado em vista de este apresentar maior redução de
porosidade, conforme visto na Figura 39.

63
Figura 38 – Microestrutura de bronze sinterizado (200x)
Fonte: JOSEPH, 1999.
Verificam-se a distribuição e quantidade dos poros após a sinterização, bem como o
formato deles. Pode-se notar que, na condição de primeira sinterização, a porosidade mostra-
se em maior quantidade nas amostras de pós elementares, confirmando o resultado da
calibração. Também é possível analisar que os poros da amostra com pó pré-ligado são
levemente mais arredondados, o que contribui também para os melhores resultados de dureza.
Este resultado está na Tabela 5 (IZIDORO; VERNEY, 2006).
Figura 39 – Microestrutura do bronze após sinterização sem ataque (100x): a) pós
elementares; b) pó pre-ligado
Fonte: IZIDORO; VERNEY, 2006.

64
Tabela 5 – Dureza superficial das amostras
Fonte: IZIDORO; VERNEY, 2006.
Segundo Izidoro e Verney (2006), a diferença na dureza acontece em razão da maior
quantidade de poros na amostra de pós elementares.
3.6 DILATOMETRIA
A fim de estudar o processo de sinterização, têm-se desenvolvido vários tipos de
experimentos. Estes envolvem a medição de parâmetros, tais como a velocidade de formação
de pontes entre as partículas de metal ou a taxa de densificação. Porém os dados obtidos em
experimentos muitas vezes não têm repetibilidade, apresentando baixa confiabilidade. Além
das informações, faz-se necessário olhar para os fenômenos de sinterização de um ponto de
vista prático, já que o estudo da densificação de pó é particularmente útil no fornecimento de
dados usados para auxiliar na avaliação do processo. A densificação do pó compactado
durante a sinterização pode ser acompanhada por ensaios térmicos. A principal vantagem é a
curva que mostra durante a sinterização (GREENFIELD; SMITH; RUTHEFORD, 1962).
A análise dilatométrica tem as seguintes características: dados relativos ou absolutos
da curva de expansão/contração, derivação de curvas para determinar a temperatura ou a
velocidade de expansão linear, análise da temperatura de sinterização, entre outras.

MATERIAIS E MÉTODOS EXPERIMENTAIS
Neste capítulo são apresentados os materiais utilizados, os equipamentos e os
parâmetros da dilatometria, além do ensaio de desgaste por deslizamento do tipo pino sobre
disco. Todo o trabalho experimental foi realizado nos laboratórios do Departamento de
Engenharia Mecânica (DEM) do Centro de Ciências Tecnológicas (CCT) da Universidade do
Estado de Santa Catarina (Udesc).
4.1 MATERIAIS UTILIZADOS
Neste trabalho foram empregados quatro materiais distintos: uma liga de metal patente
fundida, duas ligas de metal patente sinterizadas e uma liga de bronze sinterizada. Foram
avaliados a sinterabilidade do metal patente e o comportamento tribológico de todos os
materiais.
4.1.1 Metal patente fundido
As amostras de metal patente fundido, com 50 mm de diâmetro e 15 mm de espessura,
foram fornecidas pela empresa Zollern. A composição química delas é apresentada na Tabela
6. A Figura 40 traz a imagem de uma amostra fundida.
Tabela 6 – Composição química das amostras de metal patente fundido (% em peso)
Sn Sb Cu Cd As Ni Pb
80 12,5 6,0 1,0 0,5 0,3 0,24 máx
Fonte: ZOLLERN, 2008.
Figura 40 – Amostra de metal patente fundido
Fonte: elaborado pelo autor.

66
4.1.2 Metal patente sinterizado
Para a confecção das amostras de metal patente sinterizado foram utilizados pós-
elementares de Cu, Sn e Sb. Foram desenvolvidas amostras com duas composições químicas
distintas: uma com Sn, Sb e Cu e outra apenas com Sn e Sb, sem Cu. A composição em massa
dos elementos e os dados dos pós estão descritos na Tabela 7. As amostras possuem a
dimensão final de 5 mm de espessura e 25 mm de diâmetro e estão ilustradas na Figura 41. A
empresa Metalpó forneceu os pós elementares de estanho e cobre.
Tabela 7 – Composição química das amostras de metal patente por metalurgia do pó (% em
peso)
Amostra Sn Cu Sb
MPS1 89 3,5 7,5
MPS2 89 – 11
Fonte: elaborado pelo autor.
Figura 41 – Amostras de metal patente obtidas via metalurgia do pó
Fonte: elaborado pelo autor.
4.1.3 Bronze sinterizado
Para comparação, foram utilizadas amostras de bronze produzidas por metalurgia do
pó usando pó pré-ligado. Tais amostras possuem a mesma dimensão das amostras de metal
patente, também feitas por metalurgia do pó. A Figura 42 apresenta uma amostra de bronze.
Sua composição química é apresentada na Tabela 8.
67
Figura 42 – Amostras de bronze obtidas via metalurgia do pó
Fonte: elaborado pelo autor.
Tabela 8 – Composição química das amostras de bronze obtidas por metalurgia do pó (% em
peso)
Amostra Sn Cu
B 89 9
Fonte: elaborado pelo autor.
4.1.4 Antimônio
O pó de antimônio foi obtido pela moagem mecânica de pedras de antimônio em um
moinho de bolas por duas horas (Figura 43). Foram elaboradas partículas com granulometria
menor que 0,045 mm. Realizou-se a composição da mistura pela pesagem dos pós
constituintes e por mistura manual, durante 20 minutos.

68
Figura 43 – Moinho de bolas do modelo CT-241, do fabricante Servitech
Fonte: Elaborado pelo autor.
4.2 EQUIPAMENTOS
Os equipamentos utilizados foram:
Moinho de bolas (modelo CT-241), do fabricante Servitech;
Máquina de ensaios universal (Emic), modelo DL30 KN;
Forno tipo tubo;
Dilatômetro (modelo DIL 402 C), do fabricante Netzsch;
Tribômetro pino sobre disco;
Perfilômetro (modelo CV-2000 Contrace), do fabricante Mitutoyo;
Microscópio óptico (modelo CX31), do fabricante Olympus;
Microscópio eletrônico de varredura (modelo ESM 90), do fabricante Zeiss e, do
modelo JSM 670F, do fabricante Jeol;
Microdurômetro Shimadzu HMV – 2T.

69
4.3 MÉTODOS EXPERIMENTAIS
O fluxograma da Figura 44 apresenta as principais etapas do trabalho experimental.
Figura 44 – Fluxograma das etapas de produção da liga e dos corpos de prova
Fonte: Elaborado pelo autor.
4.3.1 Compactação
Para determinar a pressão de compactação adequada com o objetivo de se alcançar
porosidade e resistência mecânica razoáveis, fez-se um estudo da compressibilidade dos
materiais. Corpos de prova cilíndricos com 5 mm de diâmetro e cerca de 5 mm de altura
foram obtidos por compactação uniaxial para levantar a curva de compressibilidade do metal
patente, como observado na Figura 45.
Os corpos de prova, para sinterização no dilatômetro, foram desenvolvidos pelo uso de
uma matriz retangular de 25 mm x 5 mm, ilustrada na Figura 46. Realizou-se a prensagem dos

70
pós por meio da aplicação de pressão de forma uniaxial a frio. A pressão aplicada foi de 100
MPa, com a finalidade de se atingir resistência mecânica a verde e porosidade razoáveis.
Pressões inferiores a 100 MPa não apresentaram boa resistência mecânica a verde, sendo
muito frágeis para o manuseio. A utilização de pressões superiores a 100 MPa acerreta o
aumento de densidade e, consecutivamente, diminuição da porosidade. Para essa operação a
máquina universal de ensaio foi empregada, com velocidade de compactação de 5 mm/min.
Após a compactação, os corpos de prova ficaram com a dimensão aproximada de 25 mm x 5
mm x 5 mm.
Figura 45 – Compressibilidade do metal patente
Fonte: Elaborado pelo autor.
4.3.2 Dilatometria
Usou-se um dilatômetro para a sinterização e avaliação das contrações em função do
tempo e da temperatura. A taxa de aquecimento inicial foi de 5ºC/min. Nos dois últimos
ensaios, com a finalidade de eliminar o pico de temperatura em virtude da inércia do forno,
recorreu-se a uma taxa de 2ºC/min. O gás de proteção utilizado foi o argônio. Na Figura 47
está representado o equipamento utilizado.
71
Figura 46 – Matriz retangular e corpo de prova após a compactação
Fonte: Elaborado pelo autor.
Figura 47 – Dilatômetro, do modelo DIL 402 C, do fabricante Netzsch
Fonte: Elaborado pelo autor.
Diferentes ciclos foram empregados para investigar a influência das condições de
tempo e temperatura na consolidação do metal patente. A
Tabela 9 representa as condições utilizadas. A temperatura de sinterização para começar o
estudo foi aproximadamente ¾ da temperatura de fusão do estanho (232ºC).
Tabela 9 – Condições dos ensaios
Simbologia adotada Temperatura
(ºC) Tempo de patamar (min)

72
MPS1.180.30 180 30
MPS2.180.30 180 30
MPS1.180.60 180 60
MPS2.180.60 180 60
MPS1.180.120 180 120
MPS2.180.120 180 120
MPS1.215.120 215 120
MPS2.215.120 215 120
MPS1.210.120 210 120
MPS1.220.120 221 120
Fonte: Elaborado pelo autor.
4.3.3 Microscopia e Microdureza
Micrografias foram obtidas com auxílio de microscopia óptica e eletrônica de
varredura. Por meio das imagens foi possível revelar a presença de novas fases e a fratura
transversal dos corpos de prova. Para a visualização no microscópio óptico, lixaram-se as
amostras até a granulometria 600 e poliram-nas até 1 μm de suspensão de alumina.
Microdureza foram realizadas com carga de 25 gramas com objetivo de verificar a
influência da porosidade entre o metal patente sinterizado e fundido. Foram relizadas oito
medições em cada tipo de material.
4.3.4 Ensaio de desgaste
Para o ensaio de desgaste por deslizamento utilizou-se o tribômetro (Figura 48),
desenvolvido na Udesc.

73
Figura 48 – Tribômetro tipo pino sobre disco nos ensaios de desgaste por deslizamento
Fonte: KRELLING, 2012.
Antes dos ensaios de desgaste, as amostras foram limpas por intermédio de ultrassom
com acetona para a remoção de impurezas. Durante o ensaio, o coeficiente de atrito foi
monitorado pela medição da força de atrito.
Para o ensaio lubrificado utilizou-se um dispositivo para a fixação do corpo de prova e
a retenção do lubrificante sobre a superfície. Recorreu-se ao mesmo dispositivo nas amostras
fundidas e sinterizadas (Figura 49). A quantidade de lubrificante empregada foi suficiente a
fim de manter a amostra coberta durante o ensaio, visto que a maior parte do fluido se
depositava nas laterais do dispositivo em virtude de sua rotação. O óleo lubrificante Renolin
DTA 10 foi fornecido pela Fuchs do Brasil S/A; dados adicionais sobre ele estão listados no
apêndice.
Figura 49 – Dispositivo para ensaio lubrificado
Fonte: Elaborado pelo autor.

74
Os contracorpos aplicados nos ensaios de desgaste foram esferas de aço AISI 52.100
de 6 mm de diâmetro. Os parâmetros utilizados nos ensaios foram:
Temperatura ambiente (~ 25ºC);
Umidade relativa: mantida abaixo de 40%;
Carga: 5 N;
Velocidade de deslizamento: 0,1 m/s;
Distância de deslizamento: 500 m;
Raio da pista de desgaste: 5 mm.
Em cada amostra ensaiada foram feitas três medições do perfil da pista de desgaste por
intermédio de um perfilômetro para a determinação do volume de desgaste (Figura 50). O
perfil da pista de desgaste foi então avaliado pela rotina computacional, a fim de calcular o
volume de material removido.
Figura 50 – Verificação do perfil da pista de desgaste: a) perfilômetro; b) detalhe da amostra
durante medição
Fonte: KRELLING, 2012.
75
RESULTADOS E DISCUSSÕES
5.1 SINTERABILIDADE
A primeira etapa do trabalho foi avaliar a sinterabilidade do metal patente. Com o
auxílio de um dilatômetro, começou-se um estudo mais detalhado, sendo tomado como
parâmetro inicial de sinterização um ciclo de 30 minutos, com temperatura de 180ºC –
aproximadamente ¾ da temperatura de fusão do estanho, principal elemento constituinte da
liga trabalhada.
A Figura 51 apresenta a micrografia estudada (MPS1), conforme Tabela 7. Nessa
imagem não se verifica interação entre as partículas de cobre com os outros componentes da
liga. É possível que, em razão da temperatura de fusão do cobre (1.083ºC), bem mais alta que
a dos outros componentes – a do estanho é de 232ºC, e do antimônio, 631ºC –, a difusão em
estado sólido entre as partículas dos elementos distintos tenha sido dificultada, resultando em
baixa coesão entre as partículas. Com base nessa observação, decidiu-se por realizar
experimentos com liga de estanho e antimônio sem a presença de cobre, denominada MPS2.
Também na Figura 51 se vê que o antimônio interagiu com o estanho, formando uma nova
fase. No diagrama ternário (Figura 52), o ponto vermelho indica a composição da liga do
metal patente e, conforme a região do diagrama, são previstas a existência de uma liga entre
estanho e antimônio (β-Sn) e a formação de uma segunda liga (η’).
Figura 51 – Micrografia realizada no microscópico óptico da amostra MPS1.180.30
Fonte: Elaborado pelo autor.

76
Figura 52 – Diagrama ternário Cu-Sb-Sn
Fonte: ASM METALS HANDBOOKS, 1992.
Já a Figura 53 traz a curva de dilatometria do metal patente. No gráfico da
dilatometria, a ordenada da direita é caraterizada pelo percentual da variação dimensional
(dL/Lo%); a abscissa, pela variação do tempo (minuto), e a ordenada da esquerda, pela
temperatura (ºC). Nela são vistas duas condições de ensaio – metal patente (89% Sn, 7,5% Sb
e 3,5% Cu) e metal patente sem cobre (89% Sn, 11% Sb) –, com temperatura de patamar de
180ºC durante 30 minutos. Nota-se que os dois materiais tiveram um comportamento muito
parecido. Aproximadamente a partir dos 25 minutos de sinterização começou a densificação e
se verificou a presença de mecanismos de sinterização nos dois materiais, ocorrendo o
aumento da coesão entre as partículas.

77
Figura 53 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 180ºC/30 min, ilustrada pela curva pontilhada
Fonte: Elaborado pelo autor.
A Figura 54 contém micrografias obtidas por microscopia eletrônica de varredura, nas
quais são apresentadas fraturas das amostras de MPS1.180.30 e MPS2.180.30. Nessas
imagens pode ser observado pela matriz que há poucas formações de pescoços (indicadas
pelas setas), e não há homogeneidade entre as partículas, resultando em falta de coesão.
Com o intuito de aumentar o fluxo de difusão a fim de conceder mais coesão das
partículas, modificou-se o tempo de sinterização para 60 e 120 minutos na temperatura de
patamar.
Figura 54 – Micrografias, realizadas no MEV, das fraturas da amostra MPS1.180.30 (a) e da
amostra MPS2.180.30 (b)
Fonte: Elaborado pelo autor.

78
Nas Figura 55 e Figura 56 são visualizadas as curvas de dilatometria do metal patente
e do metal patente sem cobre, com temperatura de patamar de 180ºC, com 60 e 120 minutos,
respectivamente. As curvas apresentam comportamentos semelhantes às observadas na Figura
53. Nessa comparação percebe-se que, na temperatura de 180ºC, o tempo não influencia na
sinterabilidade.
Figura 55 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 180ºC/60 minutos, ilustrada pela curva pontilhada
Fonte: Elaborado pelo autor.
Figura 56 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 180ºC/120 minutos, ilustrada pela curva pontilhada
Fonte: Elaborado pelo autor.
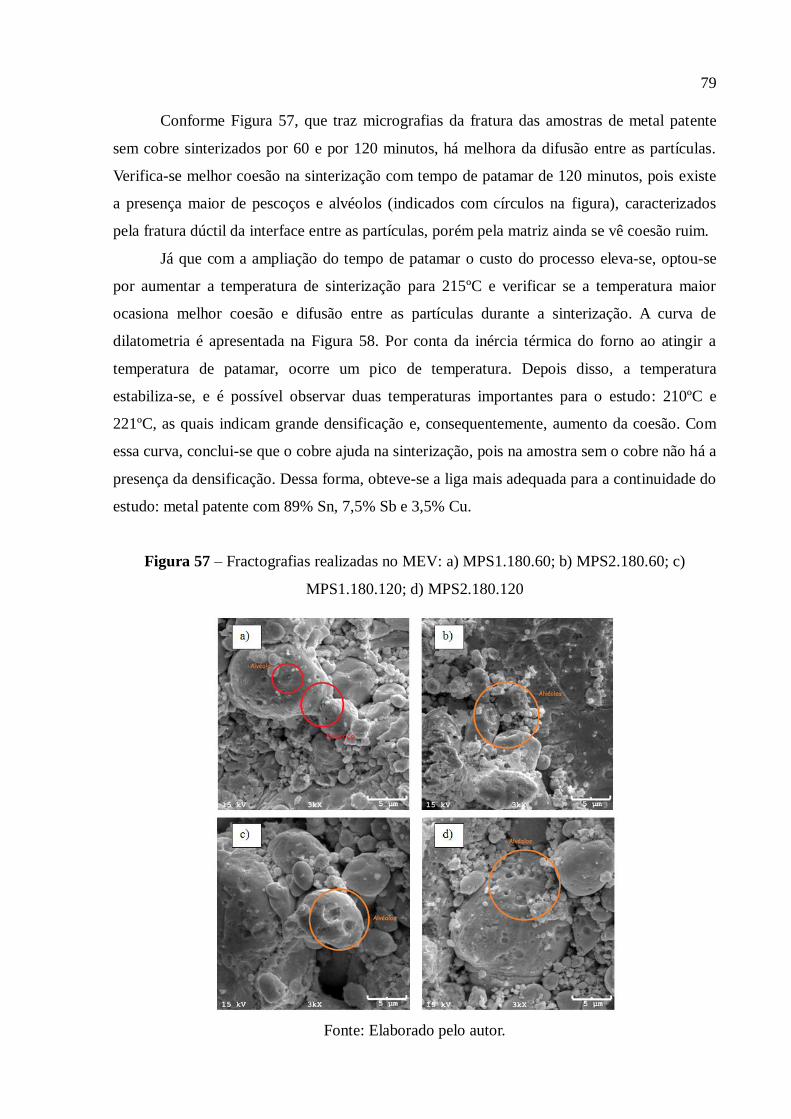
79
Conforme Figura 57, que traz micrografias da fratura das amostras de metal patente
sem cobre sinterizados por 60 e por 120 minutos, há melhora da difusão entre as partículas.
Verifica-se melhor coesão na sinterização com tempo de patamar de 120 minutos, pois existe
a presença maior de pescoços e alvéolos (indicados com círculos na figura), caracterizados
pela fratura dúctil da interface entre as partículas, porém pela matriz ainda se vê coesão ruim.
Já que com a ampliação do tempo de patamar o custo do processo eleva-se, optou-se
por aumentar a temperatura de sinterização para 215ºC e verificar se a temperatura maior
ocasiona melhor coesão e difusão entre as partículas durante a sinterização. A curva de
dilatometria é apresentada na Figura 58. Por conta da inércia térmica do forno ao atingir a
temperatura de patamar, ocorre um pico de temperatura. Depois disso, a temperatura
estabiliza-se, e é possível observar duas temperaturas importantes para o estudo: 210ºC e
221ºC, as quais indicam grande densificação e, consequentemente, aumento da coesão. Com
essa curva, conclui-se que o cobre ajuda na sinterização, pois na amostra sem o cobre não há a
presença da densificação. Dessa forma, obteve-se a liga mais adequada para a continuidade do
estudo: metal patente com 89% Sn, 7,5% Sb e 3,5% Cu.
Figura 57 – Fractografias realizadas no MEV: a) MPS1.180.60; b) MPS2.180.60; c)
MPS1.180.120; d) MPS2.180.120
Fonte: Elaborado pelo autor.
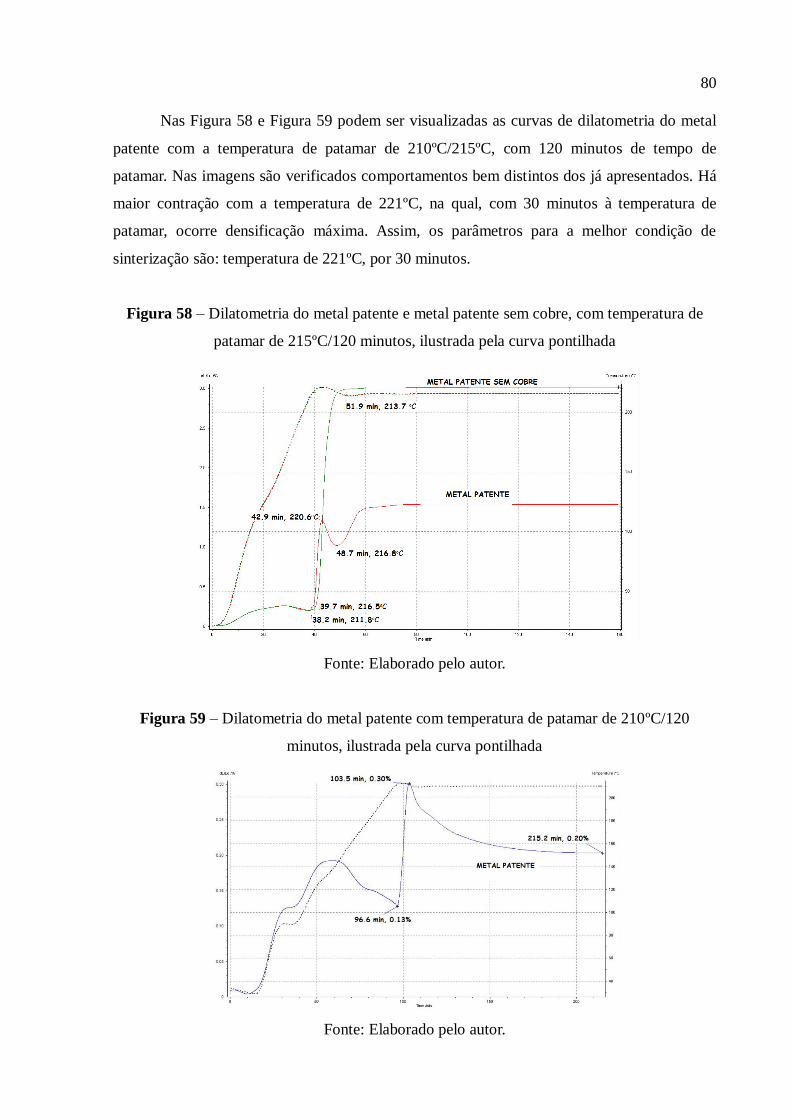
80
Nas Figura 58 e Figura 59 podem ser visualizadas as curvas de dilatometria do metal
patente com a temperatura de patamar de 210ºC/215ºC, com 120 minutos de tempo de
patamar. Nas imagens são verificados comportamentos bem distintos dos já apresentados. Há
maior contração com a temperatura de 221ºC, na qual, com 30 minutos à temperatura de
patamar, ocorre densificação máxima. Assim, os parâmetros para a melhor condição de
sinterização são: temperatura de 221ºC, por 30 minutos.
Figura 58 – Dilatometria do metal patente e metal patente sem cobre, com temperatura de
patamar de 215ºC/120 minutos, ilustrada pela curva pontilhada
Fonte: Elaborado pelo autor.
Figura 59 – Dilatometria do metal patente com temperatura de patamar de 210ºC/120
minutos, ilustrada pela curva pontilhada
Fonte: Elaborado pelo autor.

81
Figura 60 – Dilatometria do metal patente com temperatura de patamar de 221ºC/120
minutos, ilustrada pela curva pontilhada
Fonte: Elaborado pelo autor.
Ao analisar a micrografia da fratura (Figura 61) das amostras MPS1.221.120 e
MPS1.210.120, vê-se maior coesão com maior presença de alvéolos, caracterizados pela
fratura dúctil da interface entre duas partículas, sobretudo em MPS1.221.120.
Figura 61 – Micrografia das fraturas obtidas com MEV: a) amostra MPS1.221.120; b)
amostra MPS1.210.120
Fonte: Elaborado pelo autor.

82
Nas micrografias das Figura 62 e Figura 63, pode ser observada a tendência da fase
composta de estanho e antimônio de constituir interface em torno das partículas de cobre.
Também na interface dessas partículas acontece a formação de uma nova fase no composto.
Essas duas constatações são mais bem visualizadas na amostra MPS1.210.120. Na amostra
MPS1.221.120 acredita-se que, em virtude da alta temperatura, ocorreu dissolução dessa
etapa. Verifica-se ainda que algumas partículas de cobre estão porosas na amostra
MPS1.221.120.
Figura 62 – Micrografia realizada no microscópio óptico: amostra MPS1.221.120
Fonte: Elaborado pelo autor.
Figura 63 – Micrografia realizada no microscópio óptico: amostra MPS1.210.120
Fonte: Elaborado pelo autor.
Nova fase (estanho e
antimônio)
Poros
Poros
Nova fase (estanho e
antimônio)

83
5.2 COMPORTAMENTO TRIBOLÓGICO
O comportamento tribológico foi avaliado nos corpos de prova de ensaios de desgaste
por deslizamento do tipo pino sobre disco a seco e com lubrificação. Analisaram-se o
coeficiente de atrito, a resistência ao desgaste e os mecanismos de desgaste.
5.2.1 Coeficiente de atrito
O gráfico da Figura 64 apresenta os resultados da média dos coeficientes de atrito para
as seis condições estudadas. Apesar de ter havido grande dispesão nos resultados entre as
amostras lubrificadas, a condição metal patente sinterizado lubrificado obteve o menor
coeficiente de atrito (0,052±0,043), seguida pelo metal patente fundido lubrificado
(0,086±0,043) e pelo bronze sinterizado lubrificado (0,136±0,019). O menor coeficiente de
atrito para a condição a seco ocorreu para o metal patente fundido (0,379±0,012),
acompanhado pelo metal patente sinterizado (0,535±0,195) e pelo bronze (0,634±0,083).
Figura 64 – Coeficiente de atrito
Fonte: Elaborado pelo autor.
O valor do coeficiente de atrito monitorado durante o ensaio aparece na Figura 65 para
cada uma das seis condições estudadas. Durante os ensaios, as amostras lubrificadas tiveram
pouca variação do coeficiente de atrito em relação às amostras a seco.

84
Figura 65 – Coeficiente de atrito durante os ensaios de desgaste por deslizamento do tipo
pino sobre disco em amostras de: a) bronze sinterizado seco; b) bronze sinterizado com
lubrificação; c) metal patente sinterizado a seco; d) metal patente fundido lubrificado; e) metal
patente fundido a seco; f) metal patente fundido lubrificado
a) Bronze sinterizado a seco
b) Bronze sinterizado lubrificado
c) Metal patente sinterizado a seco
d) Metal patente sinterizado lubrificado
e) Metal patente fundido a seco
f) Metal patente fundido lubrificado
Fonte: Elaborado pelo autor.
Os resultados dos ensaios do tipo pino sobre disco confirmam que o coeficiente de
atrito, de metais, depende do tempo (MAHDAVIAN; MAI, 1984). Condições durante as fases
iniciais de deslizamento são diferentes em relação a longos períodos. Na fase inicial, ou
período de adaptação (da literatura inglesa running in), é difícil reproduzir um teste em função
da sua sensibilidade a pequenas mudanças na geometria e da preparação da superfície. Após
longos períodos de deslizamento, tendem a tornarem-se constantes o coeficiente de atrito
médio, a magnitude das flutuações de atrito, a rugosidade da superfície, a profundidade da
camada deformada e a composição e microestrutura de perto da superfície do material
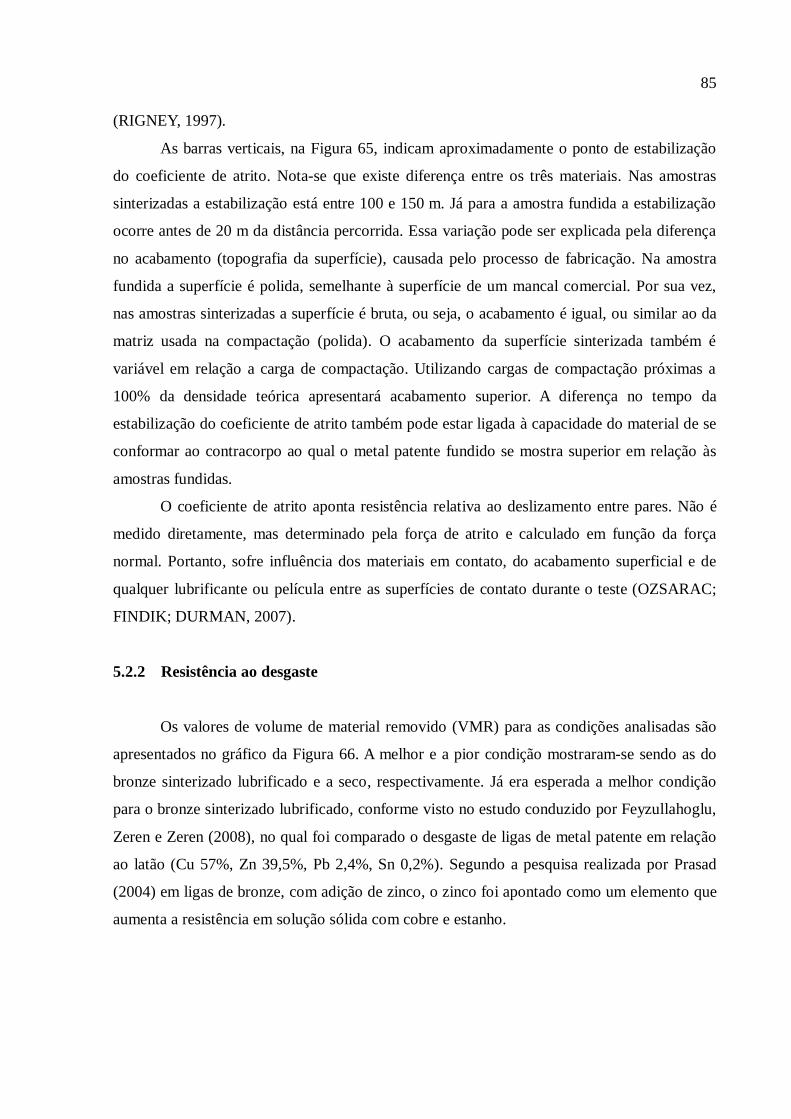
85
(RIGNEY, 1997).
As barras verticais, na Figura 65, indicam aproximadamente o ponto de estabilização
do coeficiente de atrito. Nota-se que existe diferença entre os três materiais. Nas amostras
sinterizadas a estabilização está entre 100 e 150 m. Já para a amostra fundida a estabilização
ocorre antes de 20 m da distância percorrida. Essa variação pode ser explicada pela diferença
no acabamento (topografia da superfície), causada pelo processo de fabricação. Na amostra
fundida a superfície é polida, semelhante à superfície de um mancal comercial. Por sua vez,
nas amostras sinterizadas a superfície é bruta, ou seja, o acabamento é igual, ou similar ao da
matriz usada na compactação (polida). O acabamento da superfície sinterizada também é
variável em relação a carga de compactação. Utilizando cargas de compactação próximas a
100% da densidade teórica apresentará acabamento superior. A diferença no tempo da
estabilização do coeficiente de atrito também pode estar ligada à capacidade do material de se
conformar ao contracorpo ao qual o metal patente fundido se mostra superior em relação às
amostras fundidas.
O coeficiente de atrito aponta resistência relativa ao deslizamento entre pares. Não é
medido diretamente, mas determinado pela força de atrito e calculado em função da força
normal. Portanto, sofre influência dos materiais em contato, do acabamento superficial e de
qualquer lubrificante ou película entre as superfícies de contato durante o teste (OZSARAC;
FINDIK; DURMAN, 2007).
5.2.2 Resistência ao desgaste
Os valores de volume de material removido (VMR) para as condições analisadas são
apresentados no gráfico da Figura 66. A melhor e a pior condição mostraram-se sendo as do
bronze sinterizado lubrificado e a seco, respectivamente. Já era esperada a melhor condição
para o bronze sinterizado lubrificado, conforme visto no estudo conduzido por Feyzullahoglu,
Zeren e Zeren (2008), no qual foi comparado o desgaste de ligas de metal patente em relação
ao latão (Cu 57%, Zn 39,5%, Pb 2,4%, Sn 0,2%). Segundo a pesquisa realizada por Prasad
(2004) em ligas de bronze, com adição de zinco, o zinco foi apontado como um elemento que
aumenta a resistência em solução sólida com cobre e estanho.
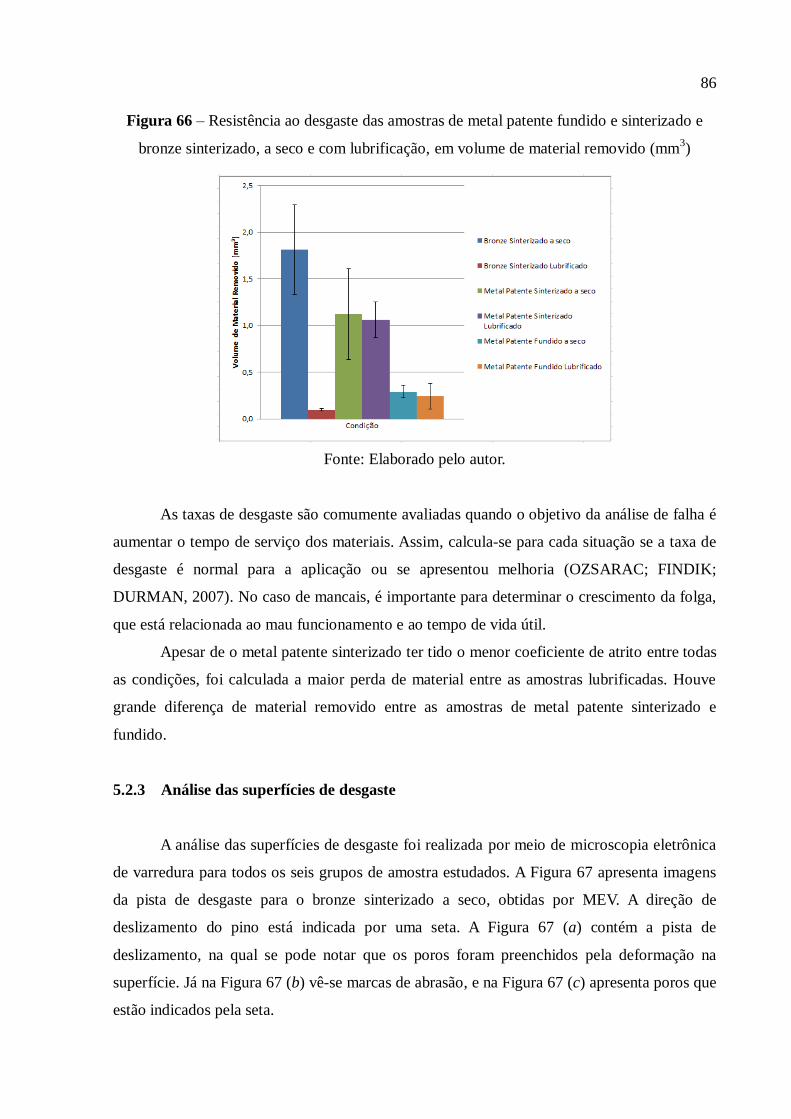
86
Figura 66 – Resistência ao desgaste das amostras de metal patente fundido e sinterizado e
bronze sinterizado, a seco e com lubrificação, em volume de material removido (mm3)
Fonte: Elaborado pelo autor.
As taxas de desgaste são comumente avaliadas quando o objetivo da análise de falha é
aumentar o tempo de serviço dos materiais. Assim, calcula-se para cada situação se a taxa de
desgaste é normal para a aplicação ou se apresentou melhoria (OZSARAC; FINDIK;
DURMAN, 2007). No caso de mancais, é importante para determinar o crescimento da folga,
que está relacionada ao mau funcionamento e ao tempo de vida útil.
Apesar de o metal patente sinterizado ter tido o menor coeficiente de atrito entre todas
as condições, foi calculada a maior perda de material entre as amostras lubrificadas. Houve
grande diferença de material removido entre as amostras de metal patente sinterizado e
fundido.
5.2.3 Análise das superfícies de desgaste
A análise das superfícies de desgaste foi realizada por meio de microscopia eletrônica
de varredura para todos os seis grupos de amostra estudados. A Figura 67 apresenta imagens
da pista de desgaste para o bronze sinterizado a seco, obtidas por MEV. A direção de
deslizamento do pino está indicada por uma seta. A Figura 67 (a) contém a pista de
deslizamento, na qual se pode notar que os poros foram preenchidos pela deformação na
superfície. Já na Figura 67 (b) vê-se marcas de abrasão, e na Figura 67 (c) apresenta poros que
estão indicados pela seta.
87
Figura 67 – Microscopia eletrônica de varredura da pista de desgaste de bronze sinterizado a
seco
Fonte: Elaborado pelo autor.
A Figura 68 (a) traz a pista de deslizamento. Nessa imagem foi aumentado o contraste
para melhor observação. Constata-se que o desgaste foi inferior à rugosidade proveniente da
prensagem e da sinterização, pois a pista de deslizamento não apresenta uniformidade na sua
extensão, fato que pode ser comparado à pista do ensaio a seco (Figura 67). Na Figura 68 (b)
é possível verificar alguns poros na pista de desgaste, indicados pela seta, e na Figura 68 (c)
percebe-se a formação de sulcos/riscos característicos de desgaste por abrasão.
A Figura 69 possui imagens da pista de desgaste para o metal patente sinterizado
ensaiado a seco, obtidas por MEV. A Figura 69 (a) apresenta a pista de deslizamento. Nela se
vê um aspecto rugoso ou pouco liso, porém não está tão bem delineada quando comparada
aos outros materiais avaliados na condição a seco. Na Figura 69 (b) são observadas marcas de
de abrasão, e na Figura 69 (c) indica adesão de material. Na Figura 69 (b) e (c) verifica-se que
a porosidade do metal patente sinterizado é baixa. Os poros são em pequena quantidade e na
pista de deslizamento são eliminados pela deformação plástica, devido ao metal patente ser
um material dúctil.

88
Figura 68 – Microscopia eletrônica de varredura da pista de desgaste de bronze sinterizado
lubrificado
Fonte: Elaborado pelo autor.
Na Figura 70 há imagens da pista de desgaste para o metal patente sinterizado
ensaiado com lubrificante, obtidas por MEV. Nela observa-se que o dano à superfície foi
menor quando comparado às condições anteriores (parte a da Figura 70). Notam-se na pista
de deslizamento poros/cavidades ainda da condição inicial da superfície antes do
deslizamento. Na Figura 70 (b) existe a formação de sulcos/riscos característicos de desgaste
por abrasão, e na Figura 70 (c) ocorrem poros.
A Figura 71 mostra imagens da pista de desgaste para o metal patente fundido
ensaiado a seco, obtidas por MEV. A Figura 71 (a) apresenta a pista de deslizamento, em que
se nota-se que houve grande deformação em função da grande quantidade de material
acumulado no entorno (laterais) da pista. Na Figura 71 (b) a formação de sulcos/riscos
característicos de desgaste por abrasão aparece, e a Figura 71 (c) apresenta adesão do proprio
material que se soltou da pista. Entre as amostras, essa condição foi a que mais apresentou a
formação de sulcos em virtude da abrasão.

89
Figura 69 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
sinterizado a seco
Fonte: Elaborado pelo autor.
Figura 70 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
sinterizado lubrificado
Fonte: Elaborado pelo autor.

90
Figura 71 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
fundido a seco
Fonte: Elaborado pelo autor.
A Figura 72 apresenta imagens da pista de desgaste para o metal patente fundido
ensaiado com lubrificante, obtidas por MEV. A Figura 72 (a) mostra a pista de deslizamento.
Nela se pode notar um aspecto polido com deformação plástica no entorno da pista, mas
aparentemente muito menor que na condição sem lubrificação. Na Figura 72 (b) existe a
formação de sulcos em parte da pista com menor intensidade em relação às outras amostras/à
condição e também um aspecto polido. Já na Figura 72 (c) é possível ver a adesão do próprio
material arrancado mediante fadiga superficial.

91
Figura 72 – Microscopia eletrônica de varredura da pista de desgaste de metal patente
fundido lubrificado
Fonte: Elaborado pelo autor.
As amostras ensaidas a seco e lubrificadas apresentaram mecanismos de desgaste
similares entre si, diferenciando o bronze sinterizado e o metal patente lubrificado, que não
demonstraram adesão. No metal patente sinterizado verificou-se que a adesão é inferior à do
metal fundido.
Os fatores que influenciaram no desgaste foram as propriedades mecânicas da liga e o
acabamento superficial. Com o intuito de comparar as propriedades mecânicas do metal
patente sinterizado e fundido realizou-se ensaios de microdureza. O metal patente sinterizado
apresentou média de 19,3 HV com desvio padrão de 1,4 e o metal patente fundido apresentou
média de 21,2 HV com desvio padrão de 1,7. A diferença de dureza é esperada devido a
porosidade característica com material sinterizado, fato que, influenciou a quantidade de
material removido.

CONCLUSÕES
Com base nos resultados obtidos, pode-se concluir:
O metal patente não possui sinterização convencional. Sua temperatura de sinterização
é maior que 95% da temperatura de fusão do elemento com maior porcentagem, como
indicado na literatura;
O parâmetro de sinterização com maior coesão nas amostras foi a temperatura patamar
de 221ºC, durante 120 minutos;
O metal patente sinterizado lubrificado apresentou o menor coeficiente de atrito,
porém, para a condição com lubrificação, obteve o maior desgaste;
O desgaste do metal patente sinterizado lubrificado é cerca de quatro vezes o do metal
patente fundido e 11 vezes o do bronze, sendo um limitante tanto na aplicação de
mancais de deslizamento utilizados em máquinas elétricas quando para mancais de
deslizamento autolubrificados;
A porosidade do metal patente sinterizado é baixa;
A microestrutura do metal patente sinterizado não é coesa e, apesar da interação do
estanho e do antimônio, não conta com a formação de compostos intermetálicos
Cu6Sn5 nem SbSn, responsáveis pela diminuição do desgaste quando o regime de
lubrificação não é hidrodinâmico;
O bronze sinterizado lubrificado teve o menor desgaste, mas seu uso é restrito a
aplicações em que se utiliza o metal patente, em virtude do maior coeficiente de atrito
e, sobretudo pela capacidade de embutimento de corpos que geram abrasão no eixo;
Foram observadas abrasão e adesão como mecanismos de desgaste do ensaio de
desgaste por deslizamento.
SUGESTÕES PARA TRABALHOS FUTUROS
Descobrir formas de diminuir a rugosidade e avaliar a capacidade de embutimento do
metal patente sinterizado;
Estudar a aplicação de um reforço a fim de substituir componentes intermetálicos não
formados na sinterização;
Analisar a microabrasão no metal patente sinterizado e comparar o custo de fabricação
de componentes em relação ao metal patente fundido;
Determinar como o metal patente pode ser fixo no casquilho ou pad.

REFERÊNCIAS
ALP, A.; ERDEMIR, A.; KUMAR, S. Energy and wear analysis in lubricated sliding contact.
Wear, v. 191, n. 1-2, p. 261-264, 1996.
AUGUST, J. Better performance for self-lubricating bronze bearings. PowderMet 2006, v. 75,
n. September, 2006.
ASM METALS HANDBOOKS. Friction, lubrication and wear technology. v. 18. 1992.
ASTM B255-83. Standard specification for sintered bronze structural parts. 1995.
ASTM International. ASTM G99 – 5: standard test method for wear testing with a pin-on-
disk apparatus, 2005.
BEARINGS, P. Plain bearings type Z. The Zollern Group,2008.
BOOSER, E; KHONSARI, M. Applied tribology bearing design and lubrication. Nova
York: Wiley, 2001.
BORA, M. Ö. et al. Instrumented indentation and scratch testing evaluation of tribological
properties of tin-based bearing materials. Materials & Design, v. 31, n. 6, p. 2.707-2.715,
2010.
BOSMAN, R.; SCHIPPER, D. J. Mild wear maps for boundary lubricated contacts. Wear, v.
280-281, p. 54-62, 2012.
CANDELA, N. et al. Study of sinterability of bronze and phosphorus bronze steels.
Materials Chemistry and Physics, v. 67, n. 1-3, p. 66-71, 2001.
CHIAVERINI, Vicente. Metalurgia do pó. 3. ed. São Paulo: ABM, 1992.
CHILDS, T. H. C. The sliding wear mechanisms of metals, mainly steels. Tribology
International, v. 13, n. 6, p. 285-293, dez. 1980.
CURI, E. I. M. Sistema de monitoramento e detecção de transição de regime de
lubrificação em mancal de deslizamento, Dissertação (Mestrado) - COPPE/UFRJ-RJ, 2003.

95
DHANASEKARAN, S.; GNANAMOORTHY, R. Abrasive wear behavior of sintered steels
prepared with MoS2 addition. Wear, v. 262, n. 5-6, p. 617-623, 2007.
DURAK, E.; DURAN, F. Tribological and fatigue failure properties of porous P/M bearing.
International Journal of Fatigue, v. 30, n. 4, p. 745-755, 2008.
EQUEY, S.; HOURIET, A.; MISCHLER, S. Wear and frictional mechanisms of copper-based
bearing alloys. Wear, v. 273, p. 9-16, 2011.
FEYZULLAHOĞLU, E.; ŞAKIROĞLU, N. The wear of aluminum-based journal bearing
materials under lubrication. Materials & Design, v. 31, n. 5, p. 2.532-2.539, 2010.
FEYZULLAHOGLU, E.; ZEREN, A.; ZEREN, M. Tribological behaviour of tin-based
materials and brass in oil lubricated conditions. Materials & Design, v. 29, n. 3, p. 714-720,
2008.
GERMAN, R. M. Powder metallurgy science. 2. ed. Nova York: Metal Powder Industry,
1994.
GOUDARZI, M. M.; JAHROMI, S. A. J.; NAZARBOLAND, A. Investigation of
characteristics of tin-based white metals as a bearing material. Materials & Design, v. 30, n.
6, p. 2.283-2.288, 2009.
GREENFIELD, I. G.; SMITH, R. L.; RUTHERFORD, J. L. Notes from the Franklin
Institute Laboratories for research and development. p. 373-376, 1962.
HIRATSUKA, K.; MURAMOTO, K. Role of wear particles in severe-mild wear transition.
Wear, v. 259, n. 1-6, p. 467-476, 2005.
HUTCHINGS, I. M. Tribology: friction and wear of engineering materials. Londres: Edward
Arnold, 1992.
ISHIHARA, S.; TAMURA, K.; GOSHIMA, T. Effect of amount of antimony on sliding wear
resistance of white metal. Tribology International, v. 43, n. 5-6, p. 935-938, 2010.
IZIDORO, L.; VERNEY, J. C. K. Comparação de propriedades do bronze sinterizado
através de diferentes ligas. Dissertação (Mestrado) - Escola de Engenharia Mecânica,
PPGEAM, Ulbra, 2006.
JOSEPH, G. Cooper: its trade, manufacture, use and environmental status. Nova York: ASM
96
International, 1999.
KRELLING, A. P. Estudo do comportamento tribológico do aço AISI H13 submetido a
tratamento termoquímico de boretação. Dissertação (Mestrado)–Departamento de
Engenharia Mecânica, Universidade do Estado de Santa Catarina, Joinville, 2012.
LEITE, A. L. Comportamento tribológico do aço SAE 10B30 revestido com TiO2
depositado por plasma. Dissertação (Mestrado)–Departamento de Engenharia Mecânica,
Universidade do Estado de Santa Catarina, Joinville 2012.
MAHDAVIAN, S. M.; MAI, Y. W. Further study in friction, metallic transfer and wear debris
of sliding surfaces, Wear v. 95, n. 1.984, p. 35-44, 1984.
MANUAL FOR THE APPLICATION OF RENK SLIDE BEARINGS, 2001.
MARKOV, D.; KELLY, D. Mechanisms of adhesion-initiated catastrophic wear: pure sliding.
Wear, v. 239, n. 2, p. 189-210, 2000.
METALLURGICAL ENGINEERING; MECHANICAL ENGINEERING. Wear of some
single-phase copper-base alloys. v. 197, p. 17-37, 1996.
MOAZAMI GOUDARZI, M.; JENABALI JAHROMI, S. A.; NAZARBOLAND, A.
Investigation of characteristics of tin-based white metals as a bearing material. Materials &
Design, v. 30, n. 6, p. 2283-2288, 2009. Elsevier Ltd.
MOURA, C. R. S. Lubrificantes e lubrificação. Rio de Janeiro: LTC, 1975.
MUTERLLE, P. V. et al. Surface durability and design criteria for graphite–bronze sintered
composites in dry sliding applications. Materials & Design, v. 32, n. 7, p. 3.756-3.764, 2011.
OKADA, T.; IWAI, Y. Resistance to wear and cavitation erosion of bearing. Wear, v. 110, n.
3-4, p. 331-343, ago. 1986.
OZSARAC, U.; FINDIK, F.; DURMAN, M. The wear behavior investigation of sliding
bearings with a designed testing machine. Materials & Design, v. 28, n. 1, p. 345-350, 2007.
PRASAD, B. K. Sliding wear behaviour of bronzes under varying material composition,
microstructure and test conditions. Wear, v. 257, p. 110-123, 2004.

97
PRASAD, B. K. et al. Influence of talc concentration in oil lubricant on the wear response of
a bronze journal bearing. Wear, v. 269, n. 5-6, p. 498-505, 2010.
PRATT, G. C. Bearing materials: plain bearings. Encyclopedia of materials: science and
technology, 2005. p. 488-496.
RAPOPORT, L. Load bearing capacity of bronze, iron and iron-nickel powder composites
containing fullerene-like WS2 nanoparticles. Tribology International, v. 35, n. 1, p. 47-53,
2002.
RENK ANNUAL REPORT. 2011. Disponível em:
<http://www.renk.de/cms_media/objekte/490-annual_report_2011.pdf>.
RIGNEY, D. A. Colmments of metals on the sliding wear. v. 30, n. 5, p. 361-367, 1997.
SCHÖPF, R. A. Estudo do desgaste abrasivo e adesivo em aços ferramenta por meio do
desgaste do ensaio pino-disco. 2011. 108 f. Dissertação (Mestrado em Ciência e Engenharia
dos Materiais)–Programa de Pós-Graduação em Ciência e Engenharia de Materiais,
Universidade do Estado de Santa Catarina, Joinville, 2011.
SHAHPARAST, F.; DAVIES, B. L. A study of the potential of sintered iron-lead and iron-
lead-tin alloys as bearing materials. Test, v. 50, p. 145-153, 1978.
SILVA, E. L. Dinâmica de rotores: modelo matemático de mancais hidrodinâmicos.
Dissertação (Mestrado)–Programa de Pós-Graduação em Engenharia Mecânica, Universidade
Federal do Paraná, Curitiba, 2004.
STACHOWIAK, G. W. Wear: materials, mechanisms and practice. West Sussex: John Wiley
& Sons, 2005. 85 p.
STACHOWIAK, G. W.; BATCHELOR, A. W. Engineering tribology. 2. ed. Austrália:
Butterworth-Heinemann, 2000.
STOLARSKI, T. A. Adhesive wear of lubricated contacts. Tribology International, p. 169-
179, ago. 1979.
TAVAKOLI, A.; LIU, R.; WU, X. Improved mechanical and tribological properties of tin-
bronze journal bearing materials with newly developed tribaloy alloy additive. Materials
Science and Engineering: A, v. 489, n. 1-2, p. 389-402, 2008.

98
UKONSAARI, J. Wear and friction of synthetic esters in a boundary lubricated journal
bearing. Tribology International, v. 36, n. 11, p. 821-826, 2003.
VEINTHAL, R. et al. Characterization and prediction of abrasive wear of powder composite
materials. Wear, v. 267, n. 12, p. 2.216-2.222, 2009.
WANG, Q. Seizure failure of journal-bearing conformal contacts. Wear, v. 210, n. 1-2, p. 8-
16, 1997.
WESTENENK, V.; BOX, P. O. Abrasive wear of bearing. , v. 101, p. 141-154, 1985.
WILLIAMS, J. A. Engineering Tribology. Oxford: Oxford University Press, 1994. 488 p.
WILLIAMS, J. A.; HYNCICA, A. M. Abrasive wear in lubricated contacts. Journal of
Physics D: Applied Physics, v. 25, n. 1A, p. 57-74, 1992.
ZEREN, A. Embeddability behaviour of tin-based bearing material in dry sliding. Materials
& Design, v. 28, n. 8, p. 2.344-2.350, 2007.
ZEREN, A.; FEYZULLAHOGLU, E.; ZEREN, M. A study on tribological behaviour of tin-
based bearing material in dry sliding. Materials & Design, v. 28, n. 1, p. 318-323, 2007.
ZUM GAHR, K. Microstructure and wear of materials. Amsterdam: Elsevier, 1987.

APÊNDICES
100
101

102


















