UNIVERSIDADE FEDERAL DE ALFENAS - unifal-mg.edu.br · fornece informações sobre os principais...
41
UNIVERSIDADE FEDERAL DE ALFENAS SÉRGIO DAMASCENO INFLUÊNCIA DA TEMPERATURA DE REVENIDO NO POTENCIAL DE PITE DE UM AÇO INOXIDÁVEL MARTENSÍTICO POÇOS DE CALDAS/MG 2015
Transcript of UNIVERSIDADE FEDERAL DE ALFENAS - unifal-mg.edu.br · fornece informações sobre os principais...
UNIVERSIDADE FEDERAL DE ALFENAS
SÉRGIO DAMASCENO
INFLUÊNCIA DA TEMPERATURA DE REVENIDO NO POTENCIAL
DE PITE DE UM AÇO INOXIDÁVEL MARTENSÍTICO
POÇOS DE CALDAS/MG
2015

SÉRGIO DAMASCENO
INFLUÊNCIA DA TEMPERATURA DE REVENIDO NO POTENCIAL
DE PITE DE UM AÇO INOXIDÁVEL MARTENSÍTICO
Trabalho de Conclusão de Curso
apresentado à Universidade Federal de
Alfenas, Instituto de Ciência e
Tecnologia, para conclusão do curso de
Engenharia Química.
Orientador (a): Sandra Nakamatsu
Co-orientador (a): Neide Aparecida
Mariano
POÇOS DE CALDAS/MG
2015

FICHA CATALOGRÁFICA
D155i Damasceno, Sérgio.
Influência da temperatura de revenido no potencial de pite de um aço inoxidável
martensítico. / Sérgio Damasceno.
Orientação de Sandra Nakamatsu. Poços de Caldas: 2015.
39 fls.: il.; 30 cm.
Inclui bibliografias: fl. 37-39
Trabalho de Conclusão de Curso (Graduação em Engenharia Química) –
Universidade Federal de Alfenas– Campus de Poços de Caldas, MG.
1. Aço inoxidável martensítico. 2. Corrosão. 3. Tratamento térmico.
I . Nakamatsu, Sandra.(orient.).II. Neide Aparecida Mariano. (co-orient.).
III. Universidade Federal de Alfenas – Unifal. IV. Título.
CDD 620.11


Dedico este trabalho à Deus e
aos meus pais, João e Jacinta.
AGRADECIMENTOS
À Deus, pela vida.
Ao Instituto de Ciência e Tecnologia da Universidade Federal de Alfenas – campus
Poços de Caldas pela oportunidade de desenvolver este trabalho.
À FAPEMIG, pela bolsa concedida.
À minha orientadora, Dra. Sandra Nakamatsu, pela oportunidade de trabalho, apoio e
confiança.
À minha co-orientadora, Prof. Dra. Neide Aparecida Mariano, por sua contribuição.
Aos meus pais, João Batista Damasceno e Jacinta Aparecida Silva Damasceno, por
estarem sempre presentes e por todo o apoio, incentivo e compreensão.
A minha eterna gratidão à Adinei Sério por todo o carinho, amizade, conselhos e
apoio.
À minha família por todo o apoio, consideração e confiança, que mesmo distantes
fortaleceram minha caminhada.
Aos amigos de graduação pelo companheirismo e colaboração.
Aos amigos que moram distantes por todo o incentivo, apoio e amizade.
Aos colegas de pesquisa pelo companheirismo e colaboração.
À todos que direta ou indiretamente tiveram colaboração neste trabalho.

“Valeu a pena? Tudo vale a pena
Se a alma não é pequena.
Quem quer passar além do Bojador
Tem que passar além da dor.
Deus ao mar o perigo e o abismo deu,
Mas nele é que espelhou o céu.”
Fernando Pessoa

RESUMO
A descoberta de petróleo na camada de pré-sal foi um marco para indústria petrolífera, já que
aumenta as reservas de petróleo no país. Entretanto algumas barreiras tecnológicas precisam
ser superadas, entre elas a resistência à corrosão das tubulações metálicas. Nesse cenário, os
aços inoxidáveis martensíticos tratados termicamente têm sido amplamente estudados por
conta de suas propriedades mecânicas e resistência à corrosão. Desta forma, este trabalho teve
como objetivo a análise do aço inoxidável martensítico 13Cr1Ni0,15C, tratado termicamente,
através da identificação, quantificação e medidas de microdureza das fases apresentadas em
sua microestrutura, e também, por ensaios de polarização cíclicas, em meio marinho contendo
60.000 ppm de íons cloreto. As amostras foram submetidas ao tratamento térmico de têmpera
a 1000 ºC por duas horas e, em seguida, foram tratadas termicamente por revenido nas
temperaturas de 600 ºC, 650 ºC, 700 ºC e 750 ºC por duas horas. Em todo o tratamento
térmico as amostras foram resfriadas ao ar. A análise das micrografias indicou que a estrutura
da martensita se tornou mais refinada e ordenada com o aumento da temperatura de revenido
e as medidas de microdureza da fase martensita indicaram que a amostra sem tratamento de
revenido tem dureza maior por conta das tensões geradas na têmpera. A dureza parece não ter
relação com o aumento da temperatura de revenido, e nem mesmo com a ordenação da matriz
martensítica. Já a ferrita δ apresenta um valor maior e, em alguns casos, até próximo da
microdureza da martensita, o que não era esperado. Em relação à porcentagem de ferrita δ, a
amostra tratada com revenido a 700 ºC apresentou um maior valor, enquanto que as outras
amostras têm valores menores e próximos entre si. Por fim, os ensaios de polarização
indicaram que os parâmetros eletroquímicos não dependem da temperatura de revenido e
todas as amostras apresentaram a formação da camada de passivação, mas as amostras
tratadas com temperaturas maiores de revenido indicaram maior formação de pites.
Palavras-chave: Aço inoxidável martensítico. Tratamento térmico. Corrosão por pite.
Polarização potenciodinâmica cíclica.

ABSTRACT
The discovery of oil in the pre-salt layer is a milestone for the oil industry as it increases the
oil reserves in the country. However some technological barriers must be overcome, including
the corrosion of metal pipelines. In this scenario, the martensitic stainless steel heat treated
have been widely studied because of their mechanical properties and corrosion resistance.
Thus, this study aimed to analyze the martensitic stainless steel 13Cr1Ni0,15C, heat-treated,
by identifying, quantifying and measuring the hardness of the phases present in the
microstructure, and also making cyclic polarization tests to obtain the electrochemical
parameters. The samples were treated by quenching at 1000 °C for two hours and then eight
samples were heat-treated by tempering at temperatures of 600 °C, 650 °C, 700 °C and 750
°C for two hours. After each heat treatment the samples were cooled in air. The micrographs
to identify the phases were captured under an optical microscope and to measure the hardness
of delta ferrite phase was used a 98.07 mN load and the phase of martensite hardness
measuring a load of 980.7 mN, the time of penetration was fifteen seconds for both. The
polarization test was performed on an electrolyte solution of a synthetic marine environment
with concentration of 60,000 ppm of chloride ions, using a saturated calomel electrode as
reference and a platinum counter electrode plate. Measurements were made in triplicate for
each sample at room temperature. Analyzing the micrographs it is noted that the structure of
martensite became finer with an increase in temperature and became more orderly and is
thinner at higher temperatures. Microhardness measurements of the martensite phase
indicated that the sample without treatment tempered martensite has hardness greater because
quenching generated tension. But there isn't a trend of increasing hardness of the samples with
the increasing tempering temperature, even with a higher formation in the martensite grains.
The δ ferrite has a higher value and in some cases has values close to the hardness of
martensite, which was not expected. The treated sample tempered at 700 °C has a lower
value. The percentage of δ ferrite sample treated with tempering at 700 °C has a higher value
while the others has smaller and closer values. Finally, the polarization tests indicated that the
electrochemical parameters don’t depend on the tempering temperature, and all samples
showed the formation of the passivation layer, but the samples treated with higher tempering
temperatures indicated an increased formation of pits.
Keywords: Martensitic Stainless Steel. Heat Treatment. Pitting Corrosion. Cyclic
Potentiodynamic Polarization.

SUMÁRIO
1. INTRODUÇÃO ............................................................................................................................ 10
2. REVISÃO BIBLIOGRÁFICA ...................................................................................................... 11
2.1. DIAGRAMAS DE FASES E DIAGRAMA FERRO-CARBONO ...................................... 11
2.2. AÇO INOXIDÁVEL MARTENSÍTICO .............................................................................. 13
2.3. TRATAMENTO TÉRMICO EM AÇOS INÓXIDÁVEIS MARTENSÍTICOS .................. 16
2.4. DUREZA DOS MATERIAIS ............................................................................................... 17
2.5. CORROSÃO ......................................................................................................................... 18
2.5.1. POTENCIAL DE CIRCUITO ABERTO ....................................................................... 21
2.5.2. POLARIZAÇÃO POTENCIODINÂMICA CÍCLICA .................................................. 21
3. MATERIAIS E MÉTODOS ......................................................................................................... 23
3.1. MATERIAL UTILIZADO .................................................................................................... 23
3.2. TRATAMENTO TÉRMICO ................................................................................................ 24
3.3. PREPARAÇÃO PARA CARACTERIZAÇÃO DO MATERIAL ....................................... 24
3.4. MEDIDAS DE MICRODUREZA ........................................................................................ 25
3.5. QUANTIFICAÇÃO DE FASES ........................................................................................... 25
3.6. ENSAIOS DE CORROSÃO ................................................................................................. 25
4. RESULTADOS E DISCUSSÕES ................................................................................................ 26
5. CONCLUSÕES ............................................................................................................................. 37
REFERÊNCIAS BILIOGRÁFICAS ..................................................................................................... 38

10
1. INTRODUÇÃO
Um grande marco da indústria petrolífera foi a descoberta de petróleo na camada de
pré-sal, situada na plataforma continental das regiões sul e sudeste. As reservas são estimadas
de 50 a 70 bilhões de barris de petróleo (MORAES, 2013). Entretanto existem muitas
barreiras técnicas para serem superadas para extração nas condições marítimas.
Desta maneira, os matériais metálicos que possuem propriedades mecânicas
interessantes, aliadas à resistência à corrosão, têm sido amplamente usados em pesquisas para
estudos com a finalidade de uso na indústria petroquímica, tanto para o transporte de gases e
óleos por meio de dutos, quanto nas estruturas de extração em plataformas marítimas.
Os aços inoxidáveis martensíticos têm boa plasticidade, soldabilidade, facilidade de
processamento e baixo custo. Além disso, a presença de Cr e o baixo teor de carbono, de
acordo com Bilmes et al. (2005), tem apresentado um bom desempenho na resistência à
corrosão e tenacidade em temperaturas mais baixas. A adição de níquel também protege
contra corrosão e aumenta a ductilidade e a resistência mecânica à quente.
Para melhoria das propriedades mecânicas, são feitos tratamentos térmicos de têmpera
e revenido. A têmpera consiste no resfriamento abaixo da temperatura de austenitização e o
revenido é o aquecimento da amostra abaixo da linha de transformação eutetóide. Eles
possibilitam a utilização do aço em temperaturas elevadas e em ambientes severos, já que
resiste à oxidação e mantêm a integridade mecânica nestas condições. Além de alcançar
níveis de dureza elevados (OCHOA, 2007).
Assim, é possível aliar essas propriedades à resistência à corrosão, gerando um ganho
potencial para aplicação na indústria petrolífera.
Desta forma esse trabalho teve como objetivo verificar a influência da temperatura de
revenido na formação das fases na microestrutura do aço inoxidável martensítico,
13Cr1Ni0,15C, e da análise dos parâmetros eletroquímicos para uma melhor resposta à
resistência à corrosão.

11
2. REVISÃO BIBLIOGRÁFICA
2.1. DIAGRAMAS DE FASES E DIAGRAMA FERRO-CARBONO
O conhecimento e compreensão dos diagramas de fases é importante pois está
relacionado com o projeto e controle de procedimentos dos tratamento térmicos e grande parte
das propriedades dos materiais estão ligadas às suas microestruturas que estão diretamente
relacionadas às transformações que ocorrem com a variação da temperatura. O tempo também
é outro fator que influencia nas transformações de fase.
Uma fase, de acordo com Callister e Rethwisch (2012), é uma “porção homogênea de
um sistema que possui características físicas e químicas uniformes”. Por exemplo, um
material puro é considerado uma fase. Existem também materiais que possuem mais de uma
fase que são separadas por fronteiras ou contornos, e cada uma tem suas propriedades
individuais, que quando interagem entre si, possuem propriedades mais atrativas do que
qualquer uma das fases individuais. A maioria das ligas metálicas são sistemas heterogêneos.
Um diagrama de fases contém informações sobre o controle da estrutura das fases de
um sistema, que pode ser afetado pela temperatura, pressão e composição. Estudam-se na
maioria das vezes, diagramas em que a pressão é constante e é variado apenas a temperatura e
composição.
Um diagrama importante para aplicações estruturais é o sistema ferro-carbono, já que
fornece informações sobre os principais materiais usados nessa área, que são os aços e os
ferros fundidos.
O ferro, quando aquecido, apresenta duas mudanças estruturais antes de fundir. Na
temperatura ambiente apresenta a ferrita, ou ferro α, cuja estrutura cristalina é a cúbica de
corpo centrado (CCC). Na temperatura de 912 °C a ferrita sofre transformação polimórfica
para austenita, ou ferro γ, cuja estrutura cristalina é a cúbica de face centrada (CFC), essa
estrutura se mantém até 1394 °C, quando ocorre a transformação para CCC, conhecida como
ferrita δ, que fundirá a 1538 °C (CALLISTER; RETHWISCH, 2012). Essa transformação é
representada no eixo vertical à esquerda no diagrama de fases ferro-carbeto de ferro da Figura
1.

12
Figura 1 – Diagrama de fases do ferro-carbono.
Fonte – CALLISTER e RETHWISCH (2012, p. 211).
Na Figura 1, é possível notar que o eixo das composições se estende até 6,7% em peso
de carbono, pois todos os aços e ferros fundidos possuem teor de carbono inferior a esse
valor. Na composição de 6,7% será formada a cementita, que é o carbeto de ferro (Fe3C).
Na estrutura cristalina, o carbono é uma impureza intersticial no ferro. A ferrita tem
uma solubilidade baixa de carbono, segundo Callister e Rethwisch (2012) ela é no máximo de
0,022%, isso ocorre, pois o interstício não é capaz de acomodar os átomos de carbono. Apesar
disso, esta concentração faz com que o material seja dúctil. Já na estrutura CFC da austenita é
mais fácil acomodar átomos de carbono, que chega a 2,14% em peso (CALLISTER;
RETHWISCH, 2012). A ferrita δ tem comportamento semelhante à ferrita α, porém não é
estável à temperatura ambiente.
Os aços contém baixo teor de carbono e são classificados de acordo com a
concentração de carbono. Os mais produzidos estão na classe de baixo teor de carbono e
contém menos que 0,25% em peso. Eles não se alteram quando são aplicados tratamentos
térmicos, têm baixa dureza e resistência, mas possuem boa ductilidade e tenacidade.
Outra classe é a de aços com médio teor de carbono, que possuem concentrações entre
0,25 e 0,60% em peso de carbono. Podem ser tratados termicamente por austenitização,

13
têmpera e revenido, podendo possuir a estrutura da martensita revenida. Eles possuem baixa
endurecibilidade e podem ser adicionados elementos como cromo, níquel e molibdênio para
melhorar a capacidade de serem tratadas termicamente (CALLISTER; RETHWISCH, 2012).
A classe dos aços que possuem alto teor de carbono tem composição de carbono que
pode variar de 0,60 a 1,4% em peso. São os mais duros e resistentes e, portanto, menos
dúcteis. São usados com aplicação de tratamento térmico e em condição endurecida, por isso,
segundo Callister e Rethwisch (2012) são resistentes ao desgaste.
A última classe dos aços é a dos inoxidáveis, cuja resistência à corrosão é elevada
devido à presença do Cromo. Podem ser adicionados outros elementos como o níquel e o
molibdênio para melhorar essa propriedade e resistência à corrosão. Os aços inoxidáveis
podem ser classificados de acordo com a fase constituinte que predomina da sua estrutura. As
classes são martensíticos, ferríticos, austeníticos e duplex (CALLISTER; RETHWISCH,
2012). Os aços inoxidáveis austeníticos têm a fase austenita e os ferríticos tem a estrutura
CCC na temperatura ambiente.
O aço inoxidável duplex, de acordo com Londoño (2001), é constituído de proporções
iguais de ferrita e austenita. Possui de 20 a 30% e Cr, de 5 a 10% em Ni e menos que 0,03%
de C. Apresenta vantagens sobre os aços inoxidáveis austeníticos e ferríticos, uma vez que sua
resistência mecânica é duas vezes maior e tem uma boa tenacidade, além de ter resistência ao
trincamento por corrosão-sob-tensão e alta soldabilidade (LONDOÑO, 2001).
2.2. AÇO INOXIDÁVEL MARTENSÍTICO
Um aço inoxidável tem Cr com uma concentração mínima de 11% em massa, que
quando entra em contato com o oxigênio, forma uma camada fina que é impermeável e
insolúvel em meios corrosivos, conhecida como camada passivadora (CALLISTER;
RETHWISCH, 2012).
A martensita é definida como um microconstituinte, como afirma Callister e
Rethwisch (2012). A sua microestrutura está diretamente ligada à composição química, isto é,
aos elementos de liga que são adicionados, assim como o tratamento térmico
(CRONEMBERGER, 2013).
14
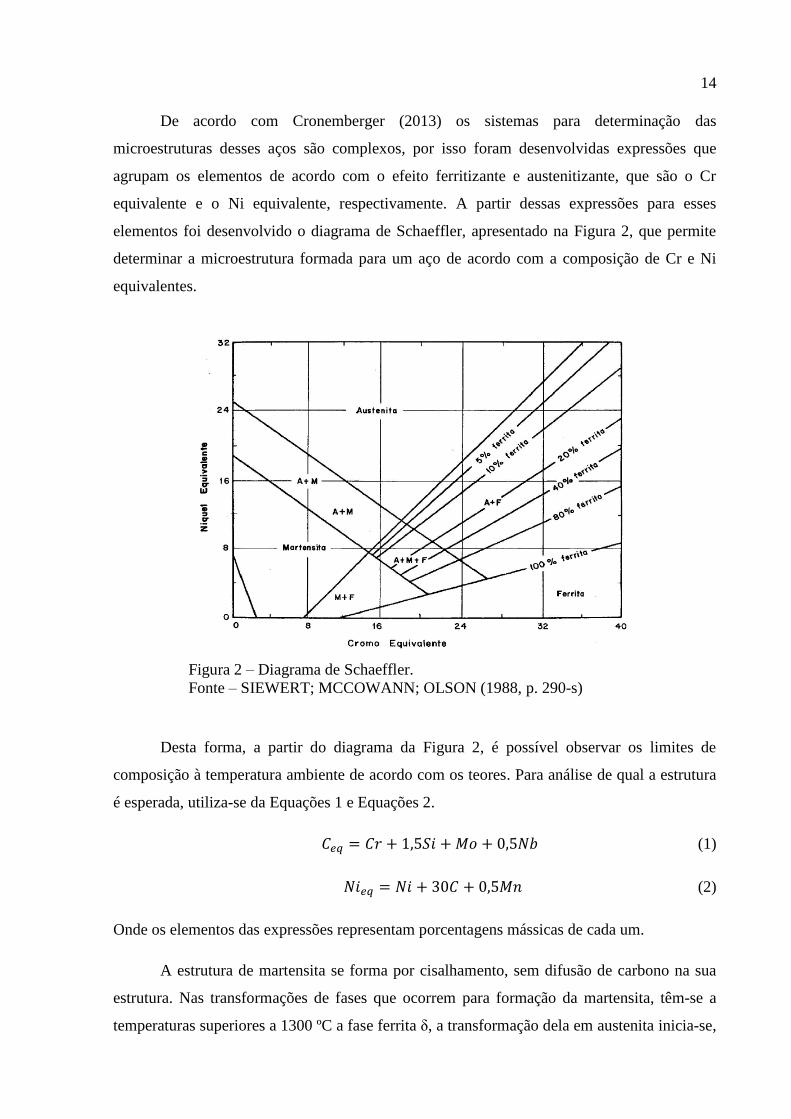
De acordo com Cronemberger (2013) os sistemas para determinação das
microestruturas desses aços são complexos, por isso foram desenvolvidas expressões que
agrupam os elementos de acordo com o efeito ferritizante e austenitizante, que são o Cr
equivalente e o Ni equivalente, respectivamente. A partir dessas expressões para esses
elementos foi desenvolvido o diagrama de Schaeffler, apresentado na Figura 2, que permite
determinar a microestrutura formada para um aço de acordo com a composição de Cr e Ni
equivalentes.
Figura 2 – Diagrama de Schaeffler.
Fonte – SIEWERT; MCCOWANN; OLSON (1988, p. 290-s)
Desta forma, a partir do diagrama da Figura 2, é possível observar os limites de
composição à temperatura ambiente de acordo com os teores. Para análise de qual a estrutura
é esperada, utiliza-se da Equações 1 e Equações 2.
𝐶𝑒𝑞 = 𝐶𝑟 + 1,5𝑆𝑖 + 𝑀𝑜 + 0,5𝑁𝑏 (1)
𝑁𝑖𝑒𝑞 = 𝑁𝑖 + 30𝐶 + 0,5𝑀𝑛 (2)
Onde os elementos das expressões representam porcentagens mássicas de cada um.
A estrutura de martensita se forma por cisalhamento, sem difusão de carbono na sua
estrutura. Nas transformações de fases que ocorrem para formação da martensita, têm-se a
temperaturas superiores a 1300 ºC a fase ferrita δ, a transformação dela em austenita inicia-se,

15
de acordo com Bilmes, Solari e Llorente (2001), a partir de 1300 ºC e finaliza por volta de
1200 ºC.
Se a taxa de resfriamento não for controlada, por exemplo, se for muito rápida, haverá
a retenção de ferrita δ, que também se forma devidos aos elementos estabilizadores desta fase.
De forma semelhante, na transformação da austenita em martensita, poderá ocorrer a retenção
de austenita. Essas retenções causam alterações na estrutura do aço. Segundo Bojack et al.
(2012) o limite de elasticidade é alterado pela presença de austenita retida, bem como
aumenta a dureza do material (GESNOUIN et al., 2003) e a ductilidade (MA et al., 2012).
A estrutura da austenita CFC sofre uma transformação polimórfica para a estrutura
tetragonal de corpo centrado (TCC), onde um dos lados do cubo é alongado ao longo de uma
das dimensões (CALLISTER; RETHWISCH, 2012).
Os grãos de martensita tem a forma de placas ou agulhas. A austenita, que não é
transformada de forma completa é apresentada na cor branca como indicado na Figura 3.
Figura 3 – Micrografia da microestrutura da martensita.
Fonte – CALLISTER e RETHWISCH (2012, p. 309).
Em relação às propriedades mecânicas, a martensita é dura e resistente, entretanto é
muito frágil, tendo assim ductilidade desprezível. A sua dureza depende da quantidade de
carbono com variação de até 0,60% em peso (CALLISTER; RETHWISCH, 2012).
A dureza da martensítica está relacionada aos átomos intersticiais do carbono, que tem
eficiência em restringir o movimento de discordâncias, e também ao pequeno número de
sistema de escorregamento, em que as discordâncias se movem na estrutura TCC
(CALLISTER; RETHWISCH, 2012).

16
2.3. TRATAMENTO TÉRMICO EM AÇOS INÓXIDÁVEIS MARTENSÍTICOS
Em grande parte das aplicações dos aços e ligas ferrosas são feitos tratamentos
térmicos com a finalidade de obter estruturas com propriedades de dureza e resistência
mecânica desejável para determinadas condições de uso.
Para os aços, são utilizados dois tipos de tratamento, o de têmpera e o de revenido.
Quando a têmpera é aplicada, e acompanhada do revenido, obtém-se estruturas e propriedades
para aplicações críticas como na indústria mecânica, de transporte e outros setores da
indústria. Segundo Chiaverini (2008), na têmpera será obtido o constituinte martensita.
O tratamento de têmpera consiste em resfriar a amostra a partir da temperatura de
austenitização. Esse resfriamento pode ser em água, óleo ou no ar, de forma que a velocidade
permita a formação da martensita. A velocidade dependerá também do tipo, forma e dimensão
do aço, que poderão afetar a formação da estrutura na superfície e no interior da peça.
A elevada dureza, assim como grande fragilidade, baixa ductilidade e aumento da
resistência à tração são propriedades notáveis do aço. Outra alteração mecânica é referente à
geração de grandes tensões devido ao resfriamento rápido (CHIAVERINI, 2008).
Já o processo de revenido, segundo Chiaverini (2008), consiste num reaquecimento do
aço a temperaturas abaixo da linha de transformação eutetóide. Ele é aplicado após a têmpera
para corrigir as tensões produzidas no aço. Nele ocorrem transformações na estrutura, que
obedecem a uma sequência nas variações da temperatura (CHIAVERINI, 2008). As
mudanças mais significativas ocorrem na faixa entre 360 °C e 730 °C, como por exemplo,
transformações estruturais e mecânicas.
Segundo Callister e Rethwisch (2012) o tempo de tratamento térmico e a temperatura
são variáveis críticas no processo, pois influenciarão na difusão do carbono. Se há aumento na
temperatura, a difusão é mais rápida e aumenta o crescimento das partículas de cementita.
Ao final do tratamento térmico obtém-se a martensita revenida. A sua microestrutura
pode apresentar partículas bem pequenas de cementita que estarão dispersas de forma
uniforme. Ela é mais resistente do que a martensita. De acordo com Callister e Rethwisch
(2012) isso ocorre devido à existência de uma “grande área de fronteiras por unidade de
volume entre as fases ferrita e cementita”, além disso, a fase cementita reforça a ferrita nas
fronteiras fazendo com que na deformação plástica, elas funcionem como uma barreira do

17
movimento das discordâncias. Além dessas propriedades ela tem sua tenacidade e ductilidade
aumentadas.
2.4. DUREZA DOS MATERIAIS
A dureza é uma propriedade mecânica dos metais, ela é definida como a resistência à
formação de marca permanente que um material apresenta quando ele é pressionado por outro
material ou por algum marcador padronizado (GARCIA; SPIM; SANTOS, 2012).
Os ensaios realizados são feitos sob condições específicas de carga, em que
inicialmente tem-se uma deformação elástica e em seguida deformação plástica.
Posteriormente a área da marca feita na superfície, ou a profundidade, são medidas e
correlacionadas em um valor de dureza do material, a correlação baseia-se na tensão com a
qual o penetrador vence a resistência da superfície (GARCIA; SPIM; SANTOS, 2012).
A resistência da superfície está ligada às forças de ligação entre os átomos, moléculas,
aos planos atômicos, bem como a resistência mecânica. Nos metais, as ligações são mais
intensas, portanto, eles são mais duros (GARCIA; SPIM; SANTOS, 2012).
A dureza pode ser determinada por métodos divididos em grupos de risco, rebote e
penetração. Para a medida de dureza por penetração existem vários métodos, o que será
abordado é a dureza Vickers (HV). Esse método relaciona a área aplicada com a área
superficial de impressão. O penetrador é padronizado no formato de uma pirâmide de
diamante com uma base quadrada e um ângulo de 136° entre as faces opostas. Ele é aplicado
a todos os metais com quaisquer durezas, em especial para materiais muito duros, corpos de
prova finos, pequenos e irregulares (GARCIA; SPIM; SANTOS, 2012).
A impressão é feita no material na forma de um losango regular, as diagonais devem
ser medidas por um microscópio acoplado ao durômetro, e é feita uma média delas para ser
utilizada na determinação da dureza Vickers. A carga aplicada pode variar de 9,8 N a 980 N
para cargas normais e 9,8 mN a 9,8 N para ensaios de microcarga. A carga escolhida deve
permitir uma impressão nítida para leitura da medida das diagonais (GARCIA; SPIM;
SANTOS, 2012).
18
A microdureza é utilizada quando se deseja medir pequenas áreas do corpo de prova.
Ela é utilizada para determinação de microdureza individual de microconstituintes e produz
uma impressão microscópica (GARCIA; SPIM; SANTOS, 2012).
2.5. CORROSÃO
A corrosão é caracterizada pela reação de um metal com elementos do meio em que
ele se encontra, na qual o metal é convertido a um estado não metálico. Essa conversão faz
com que ele perca as qualidades de resistência mecânica, elasticidade, ductilidade, entre
outras (RAMANATHAN, 1997).
A corrosão que ocorre em grande maioria é a corrosão aquosa. Nesse processo a
reação é de natureza eletroquímica, em que há fluxo de eletricidade de uma área do metal para
outra, através da condução elétrica da solução aquosa. Conforme relatado por Ramanathan
(1997), o metal que é corroído é o ânodo e é onde a corrente deixa o metal. O local para onde
a corrente se dirige é o cátodo. A solução na qual a eletricidade ou corrente se propaga é o
eletrólito e contém íons responsáveis por esta propagação.
Nessa corrosão há a formação de íons metálicos e liberação de elétrons na região do
ânodo, nesse local tem-se a oxidação, ou corrosão, ou deterioração do metal e, no cátodo há o
consumo dos elétrons e ainda os íons do eletrólito são reduzidos, onde os íons de hidrogênio
são neutralizados ou há formação de íons carregados negativamente. A corrosão não é
somente a dissolução, mas pode também formar óxidos ou hidróxidos (RAMANATHAN,
1997).
No meio marinho, os sais presentes na água podem agir acelerando o processo
corrosivo. O principal deles é o cloreto de sódio, pois ele é um eletrólito forte e ocasiona
aumento na condutividade. Além disso, o íon Cl- influencia na destruição da camada de
passivação dos aços inoxidáveis, já que ele penetra na camada passivante de óxidos de cromo,
ou os dispersa na forma de coloide, causando a corrosão por pite (GENTIL, 2007).
A corrosão por pite é definida por Gentil (2007) como o processo de corrosão em
determinados pontos ou áreas que se localizam na superfície do metal e produz os pites
(cavidades com fundo em forma angulosa e profundidade maior que o diâmetro). Como

19
relatado pelo autor, o pite em metais no meio marinho pode ser ocasionado pelos seguintes
fatores: sais, poluentes ou contaminantes atmosféricos, fatores do processamento do metal
como defeitos superficiais e segregações e ainda falha nas camadas protetoras. De acordo com
Picon et al. (2010) no meio marinho a corrosão por pite é muito comum e de difícil controle.
Os aços inoxidáveis martensíticos têm taxas de corrosão menores em relação ao ferros
carbonos por conta da camada de passivação, que é a formação de óxido com espessura em
nanômetros. Ela é uma barreira na difusão do metal e tem propriedades elétricas específicas.
A formação do óxido na camada de passivação se forma quando o metal passa de uma
região ativa para outra passiva ao se fazer polarização aplicando um potencial no meio
oxidante. No potencial de corrosão o metal tem sua superfície estabilizada e na região ativa
ocorre dissolução do ânodo quando o potencial é aumentado. De acordo com Barce (2012) a
dissolução ativa ocorrerá em potenciais que precedem a passivação sem a presença do óxido.
Ela é importante para corrosão em meio pouco oxidante até um valor de corrente crítica (icrit).
A Figura 4 representa o gráfico de potencial por densidade de corrente.
No gráfico da Figura 4, tem-se a região de potencial ativo com predominância de
reações catódicas, nele pode ocorrer o rompimento do filme e a dissolução anódica do metal,
isso dá origem ao pite. Isso ocorre principalmente por inicialização dos íons cloretos. Essa
corrosão localizada ocorre quando se atinge o potencial de pite (Epite). Segundo Barce (2012)
ele é utilizado como “medida de resistência à corrosão localizada”, quanto maior este valor
mais resistente à corrosão será o material, acima dele os pites nucleiam e se desenvolvem.
A região anódica é subdividida em três regiões: ativa, passiva e transpassiva, como
mostrado na Figura 4. Na região ativa a densidade de corrente aumenta com o aumento do
potencial, o que caracteriza a corrosão. Quando se atinge o valor máximo de corrente, por ter
a formação de películas aderentes ou estabilização de equilíbrio no metal, há uma redução na
densidade de corrente, que marca o início da região anódica passiva. Nessa fase a taxa de
corrosão é praticamente nula e a corrente permanece praticamente constante (GIRÃO, 2008).

20
Figura 4 – Curva de polarização para um ensaio de corrosão.
Fonte – JONES (1996).
A estabilização e diminuição da corrente ocorre devido à camada passivadora. Em
altos potencias pode ocorrer a quebra do filme passivo por conta dos altos estados de oxidação
dos metais (BARCE, 2012).
Quando esta película é quebrada e o metal tem contato com a solução, serão formados
íons metálicos, os mais comuns são à base de cromo, a curva então passa para a região
transpassiva e a densidade de corrente aumenta (GIRÃO, 2008).
Alguns fatores influenciam no processo de polarização, a composição química do
metal, o pH, a quantidade de oxigênio dissolvida, tempo de exposição no meio corrosivo e
temperatura (STROBEL FILHO, 2005).
A formação do pite ocorre em dois estágios: a nucleação e o crescimento. Na
nucleação ocorre a quebra da camada passivadora. Após essa quebra o crescimento do pite
acontece por um processo autocatalítico, onde na cavidade do pite, há a formação de um
ambiente agressivo que sustenta a propagação.

21
2.5.1. POTENCIAL DE CIRCUITO ABERTO
Em uma solução eletrolítica o metal estabelece uma interface de condução com essa
solução por conta de uma distribuição de cargas. Desta forma, há uma diferença de potencial
entre o metal e a solução, que pode ser medida em relação a um eletrodo de referência. Esse
potencial é denominado potencial de circuito aberto (REUNIÃO ANUAL DA SOCIEDADE
BRASILEIRA DE QUÍMICA, 2009), ou no inglês open circuit potential (OCP).
Um tipo de eletrodo de referência amplamente utilizado é o de calomelano, ele é
constituído por um metal, o mercúrio, em contato com seu sal que é pouco solúvel, o cloreto
mercuroso (Hg2Cl2), e estão imersos em uma solução que contém os ânions do cloreto de
potássio (KCl) (GENTIL, 2007).
A curva obtida no OCP tem características determinadas pela forma que o metal irá
reagir com a solução eletrolítica. Quando tem a tendência de potenciais positivos há formação
de um filme passivo na superfície do metal, já quando a tendência se mostra para potenciais
negativos indica corrosão generalizada (TAIT, 1994).
2.5.2. POLARIZAÇÃO POTENCIODINÂMICA CÍCLICA
A polarização potenciodinâmica é um método utilizado para se obter curvas de
polarização como da Figura 4. Nesse processo é feito uma varredura contínua do potencial,
que se inicia no potencial de corrosão, obtido no OCP, ou em um potencial em que há
predominância de reações catódicas, que contém valores menores que o potencial obtido no
OCP (GIRÃO, 2008).
O ensaio de polarização é feito em um potenciostato, que é um dispositivo eletrônico
que possui uma fonte de corrente elétrica, que será fornecida ao eletrodo de trabalho a partir
de um contra-eletrodo. Além disso, é monitorado o potencial entre o eletrodo de trabalho e o
de referência (CRONEMBERGER, 2013).
O tipo de curva obtido no ensaio de polarização dependerá da velocidade de varredura,
concentração e composição da solução eletrolítica, o tempo de imersão da amostra antes da
varredura do potencial e da temperatura em que é realizado o processo (CRONEMBERGER,
2013).

22
A partir da curva de polarização, alguns parâmetros podem ser obtidos. Como
potencial de corrosão, potencial de pite, potencial de proteção ou de repassivação, além de
corrente de passivação. Na Figura 5 são representados esses parâmetros.
Figura 5 – Curva de polarização com representação dos parâmetros
eletroquímicos.
Fonte – SEDRIKS (1979).
O potencial de proteção é um parâmetro que indica o potencial no qual, abaixo dele, os
pites sofrem passivação. Entre os potenciais de pite e proteção ocorre o crescimento dos pites,
como mostrado na Figura 5 (CRONEMBERGER, 2013).
Para a determinar o potencial de corrosão utiliza-se a lei de Tafel, em que são
extrapoladas retas na região anódica e catódica. No ponto de intersecção são traçadas duas
retas perpendiculares aos eixos, onde no eixo do potencial obtém-se o potencial de corrosão e
no eixo da densidade de corrente obtém-se a corrente de corrosão. A representação gráfica é
mostrada na Figura 6A. O potencial de pite é obtido pela extrapolação das retas como
mostrado na Figura 6B.

23
Figura 6 – Representação gráfica para obtenção dos parâmetros eletroquímicos:
A) Lei de Tafel
B) Potencial de pite
Fonte – GENTIL (2007, P. 115). WOLYNEC (2003).
3. MATERIAIS E MÉTODOS
3.1. MATERIAL UTILIZADO
O aço inoxidável usado tem composição 13Cr1Ni0,15C, que são composições em
porcentagem mássica. Ele pertence à classe do CA-15. A composição dele é apresentada na
Tabela 1.
Tabela 1: Composição química do aço inoxidável martensítico.
Amostra Composição química (% em peso)
C Si Mn Cr Ni Mo
13Cr1Ni0,15C 0,15 1,02 0,75 13,00 1,03 0,08
Assim, de acordo com a composição do aço e utilizando-se da Equações 1 e 2, o Creq é
de 14,61 e o Nieq é 6,00. Desta forma é esperado que o aço inoxidável 13Cr1Ni0,15C seja
martensítico com ferrita δ em sua estrutura.
O material obtido por fusão em formato de tarugos cilíndricos, foi cortado na
transversal para se obter nove peças cilíndricas com 0,5 cm de altura e 1 cm de diâmetro. Para
eliminar as impurezas na superfície delas, elas foram colocadas em um béquer e adicionou-se
acetona até cobri-las, o recipiente foi então colocado em um ultrassom e deixado por 15
minutos, em seguida foram retiradas e secas.

24
3.2. TRATAMENTO TÉRMICO
Inicialmente as peças foram submetidas ao tratamento de têmpera. Em um cadinho de
porcelana foi colocado carvão no fundo para evitar a perda de átomos de carbono da amostra.
As peças foram enroladas em uma esponja de aço para evitar a oxidação e colocadas no
cadinho e foram cobertas por mais uma camada de carvão, em seguida, as amostras foram
colocadas em forno tipo mufla com taxa de aquecimento de 10 °C/min, a 1000 ºC por duas
horas e resfriadas ao ar.
O segundo tratamento foi o de revenido, que ocorre em temperaturas menores. Nesse
tratamento utilizou-se oito amostras. Inicialmente duas peças foram colocadas em um cadinho
de porcelana e levadas ao forno mufla com taxa de aquecimento de 10 °C/min, o forno foi
programado para chegar à temperatura de 600 °C e permanecer nessa temperatura por duas
horas. Ao final desse tempo as peças foram retiradas do forno e colocadas sobre a bancada
para resfriar ao ar livre. Esse procedimento foi repetido para as outras amostras, em que a
temperatura de revenido foi variada, duas foram preparadas a 650 °C, outras duas a 700 °C e
outras duas em 750 °C.
3.3. PREPARAÇÃO PARA CARACTERIZAÇÃO DO MATERIAL
Nesta etapa utilizou-se a amostra que foi tratada apenas com têmpera e quatro
amostras tratadas por revenido, sendo cada uma de uma temperatura (600 ºC, 650 ºC, 700 ºC,
750 ºC). Para a preparação das amostras foi seguida a norma ASTM E3 – 11.
As amostras foram embutidas à quente em baquelite. As próximas etapas foram de
lixamento e polimento, em que o lixamento foi feito em lixas de granulometria, em mesh, de
120 a 1200. Após o lixamento foi feito o polimento em feltro com alumina diluída de
granulometria de 1 µm e 0,5 µm. Ao final de cada lixa e polimento, a amostra foi lavada com
água, álcool e seca com secador com ar quente.
Após o polimento foi feito o ataque químico, que consistiu na preparação de uma
solução de behara modificado com metabissulfeto de potássio (K2S2O3) que reage com a
superfície do metal revelando a microestrutura após a imersão da peça metálica na solução. A
solução de behara consiste em HCl diluído em água na proporção de 1:5, mantido como

25
solução estoque. No momento de realizar o ataque é adicionado o metabissulfeto, na
proporção de 0,11 g para cada 10 mL de solução. O tempo de ataque variou entre 3 a 12
segundos.
Após revelada a microestrutura, foram capturadas as imagens em microscópio ótico
em diversos aumentos, 50x, 100x, 400x, 500x, 630x e 1000x. O microscópio utilizado é da
marca ZEIS modelo Scope.A1 em que o software utilizado foi o AxioVision 4.8.
3.4. MEDIDAS DE MICRODUREZA
Com as microestruturas reveladas, foram obtidas medidas de microdureza para a fase
ferrita δ e para a fase de martensita das cinco amostras. O equipamento utilizado é da marca
Shimadzu, modelo HMV – G 20ST. Foram feitas dez identações em cada fase. Para a fase
ferrita delta, utilizou-se uma carga de 0,010 kgf ou 98,07 mN e, para a fase martensita,
utilizou-se de carga 0,100 kgf ou 980,7 mN, com tempo de penetração de 15 s nos dois casos.
3.5. QUANTIFICAÇÃO DE FASES
Utilizando o software Paint® foi feito a demarcação da fase ferrita δ com a cor branca,
após essa etapa foi utilizado o software Quantikov® versão 10.1 que faz uma análise
microestrutural quantitativa dessa fase. As imagens utilizadas tem aumento de 400 x, e para
ter-se um valor representativo, utilizou-se de 10 micrografias de diferentes regiões da
amostra.
3.6. ENSAIOS DE CORROSÃO
Nesta etapa foram utilizadas quatro amostras tratadas termicamente por revenido, cada
uma de uma temperatura.

26
Inicialmente elas foram lixadas nas lixas de 120 e 180 mesh para eliminar a oxidação
na superfície e na sequência foram colocadas em um béquer submersas em acetona,
permanecendo no ultrassom por 15 minutos.
Após a limpeza, as amostras foram soldadas em um fio de cobre e, em seguida, foi
feito o embutimento em resina de poliéster de cura à frio, que ficou em repouso por 24 horas
para cura. Foi necessário verificar se haviam frestas entre a resina e amostra, pois elas afetam
o ensaio de corrosão. Além disso, após a solda e o embutimento verificou-se, como auxílio de
um multímetro, se havia passagem de corrente elétrica.
As próximas etapas foram de lixamento e polimento. O lixamento foi feito em lixas de
granulometria, em mesh, de 120 a 1200 e o polimento em feltro com alumina diluída de
granulometria de 1 µm e 0,5 µm.
Para o ensaio de polarização foi preparada uma solução eletrolítica que simula o meio
marinho com 60.000 ppm de íons de cloro. A norma utilizada para preparação do meio
marinho foi a ASTM D 1141 – 98 (reaprovada em 2003).
O método utilizado foi a polarização potenciodinâmica cíclica. As amostras foram
imersas em um béquer que continha aproximadamente 400 mL da solução de meio marinho
(que foi trocada a cada ensaio de polarização). O contra eletrodo utilizado foi uma placa de
platina e o eletrodo de referência foi o eletrodo de calomelano saturado. Inicialmente fez-se
imersão em circuito aberto durante 20 minutos. Após esse processo iniciou-se uma varredura
contínua de 1,0 mV.s-1, com reversão do sentido quando atingida a densidade de corrente
anódica de 1 mA.cm-2, a partir do potencial de 200 mV abaixo do OCP, até o valor de 1500
mV acima do potencial do circuito aberto. O equipamento utilizado para os ensaios de
polarização é da marca Autolab e o software utilizado foi o Nova 1.8. As medidas foram
feitas em triplicata para cada uma das amostras e o ensaio foi realizado à temperatura
ambiente. Ao final dos ensaios as amostras foram analisadas em microscópio ótico.
4. RESULTADOS E DISCUSSÕES
Inicialmente foram analisadas todas as amostras tratadas por revenido e a amostra
tratada por tempera em microscópio ótico, tanto as peças embutidas em baquelite quanto as

27
peças embutidas em resina. Algumas das micrografias obtidas após o polimento são
apresentadas na Figura 7.
A B
Figura 7 – Micrografias após o polimeto:
A) Amostra tratada por revenido a 600 ºC
B) Amostra tratada por revenido a 650 ºC
Fonte – Sérgio Damasceno.
A Figura 7 representa as características observadas em todas as amostras polidas,
todas possuíam riscos e poros como a Figura 7A, mas poucas apresentaram cometas, como a
Figura 7B. A presença de poros pode ser intrínseca do processo de produção ou de algum
componente que precipitou no material.
Após o ataque químico com o behara, a amostra com apenas tratamento de têmpera foi
analisada no microscópio. Uma das micrografias obtida é apresentada na Figura 8.
Figura 8 – Micrografia da amostra sem tratamento de revenido. Ataque com Behara
.modificado.
Fonte – Sérgio Damasceno.
Ferrita δ
Martensita

28
Observa-se a presença de ferrita δ na microestrutura da Figura 8, assim como a
estrutura da martensita na forma de pequenas ripas.
A amostra tratada termicamente com revenido a 600 ºC foi analisada em microscópio
ótico após o ataque químico. As micrografias obtidas são apresentadas nas Figuras 9 e 10.
Figura 9 – Micrografia da amostra tratada com revenido a 600 ºC. Ataque com Behara
.modificado.
Fonte – Sérgio Damasceno.
Figura 10 – Micrografia da amostra tratada com revenido a 600 ºC. Ataque com Behara
.modificado.
Fonte – Sérgio Damasceno.
Ferrita δ
Martensita

29
Nas Figuras 9 e 10 observa-se a estrutura da martensita com cor clara e em formato de
ripa. Além disso, o tratamento térmico de revenido não modificou a ferrita δ, que ainda está
presente na amostra.
A amostra tratada termicamente com revenido a 650 ºC foi analisada em microscópio
ótico após o ataque químico. A micrografia obtida é apresentada na Figura 11.
Figura 11 – Micrografia da amostra tratada com revenido a 650 ºC. Ataque com Behara
.modificado.
Fonte – Sérgio Damasceno.
Na Figura 11 observa-se as fases presentes. Em comparação com a estrutura da
amostra anterior, Figuras 9 e 10, é possível notar que houve um refinamento das ripas de
martensita, que também tem as fronteiras bem definidas. A amostra tratada termicamente com
revenido a 700 ºC foi atacada com behara e analisada em microscópio ótico, uma das
micrografias obtidas é apresentada na Figura 12.
Martensita
Ferrita δ

30
Figura 12– Micrografia da amostra tratada com revenido a 700 ºC. Ataque com Behara
.modificado.
Fonte – Sérgio Damasceno.
Na Figura 12 observa-se, como indicado, a martensita revenida e a ferrita δ. Em uma
análise qualitativa, a ferrita δ está presente em maior quantidade, quando comparado com as
outras amostras. Além disso, a estrutura da martensita mantém-se em forma de ripas, porém
mais refinada que as amostras anteriores, além disso, ela tem uma estrutura mais ordenada, o
que não é observado nas amostras anteriores. Ela também possui as fronteiras bem definidas.
A micrografia da amostra tratada com revenido a 750 ºC é apresentada na Figura 13.
Figura 13 – Micrografia da amostra tratada com revenido a 750 ºC. Ataque com Behara
.modificado.
Fonte – Sérgio Damasceno.
Ferrita δ
Martensita
Ferrita δ
Martensita

31
Na Figura 13 é observa-se que a estrutura da martensita sofreu uma mudança, nas
amostras tratadas com temperaturas mais baixas sua estrutura era em formato de ripas e na
temperatura mais alta tem um formato mais refinado dentro dos grãos. Além disso, tem uma
estrutura mais ordenada, com um melhor arranjo direcional.
Após a análise das amostras no microscópio foram feitas as medidas de microdureza
das fases martensita e ferrita delta, os valores obtidos são apresentados na Tabela 2 com
unidade Vickers (HV).
Tabela 2 – Medidas de microdureza das fases de ferrita delta e martensita.
Microdureza
Amostra Martensita (HV) Ferrita δ (HV)
600°C 336±11 334±68
650°C 350±11 411±49
700°C 270±8 231±12
750°C 352±17 379±36
Temperada 545±24 366±32
Pelos dados nota-se que a dureza da fase martensita nas amostras com revenido é
diferente da amostra sem revenido que apresenta valor de dureza maior. Este resultado já era
esperado, pois sabe-se que o tratamento térmico de revenido é aplicado com o intuito de
diminuir as tensões provocadas pela têmpera, diminuindo, portanto, a dureza do material. Mas
os valores da matriz martensítica permaneceram praticamente a mesma com o tratamento de
revenido, salvo a amostra com temperatura de revenido de 700 °C.
Os valores da fase ferrita, estão próximos, apenas a amostra com revenido a 700 ºC
tem dureza menor. Quando se compara os valores da fase ferrita das amostras com revenido
de 600 ºC, 650 ºC, 750 ºC com os da matriz martensita, eles são maiores e em alguns casos
até próximos, o que não era esperado. Isso pode estar relacionado com o tamanho das
identações na fase ferrítica, por esta possuir uma área pequena dificultava as medições, o que
pode ser comprovado pela incerteza nos resultados de microdureza para a fase ferrita, além
disso, algumas identações poderiam estar muito próximas da matriz, o que pode ter
influenciado nas medidas.
A discrepância dos resultados dessa medida para a amostra com revenido a 700 ºC
pode estar relacionada à diferença do histórico anterior das amostras, pois elas não vieram do
mesmo pedaço do aço, podendo haver diferença entre as corridas na bruta de fusão.

32
A análise das amostras tratadas com revenido mostra que a ferrita δ está presente em
todas as amostras. Para verificar a variação da quantidade dessa fase foi feita uma análise
quantitativa com o software Quantikov® 10.1 para verificar a porcentagem de ferrita δ. a
Tabela 3 indica a temperatura de tratamento de revenido e a porcentagem de ferrita δ.
Tabela 3 – Porcentagem de ferrita δ nas amostras tratadas com revenido.
Amostra % de ferrita δ
600 °C 1,97±0,64
650 °C 1,04±0,39
700 °C 4,90±1,06
750 °C 2,04±0,95
Analisando os dados da Tabela 3 nota-se que as amostras tratadas termicamente com
revenido a 600 ºC, 650 ºC e 750 ºC tem porcentagens menores de ferrita δ, e considerando a
faixa de erro, os valores são próximos, o que mostra que para as três amostras a porcentagem
de ferrita δ não está relacionada com a variação de temperatura. A amostra tratada a 700 ºC
tem porcentagens maiores de ferrita, que pode estar relacionada com o fato dessa amostra ter
sido retirada de um lote diferente.
Um dos fatores que permite a formação da ferrita δ é a presença de Cr, pois de acordo
com Pryds e Huang (2000) ele é um estabilizador dessa fase, isto também é afirmado por Ma
(2012). Desta forma é difícil ocorrer a difusão da ferrita.
Para obtenção dos parâmetros eletroquímicos foi obtido inicialmente o OCP para cada
uma das quatro amostras, as curvas são apresentadas na Figura 14.

33
Figura 14 – OCP’s obtidos para cada uma das amostras na respectiva
temperatura de revenido.
Fonte – Sérgio Damasceno.
No ensaio de circuito aberto foram realizados três ensaios, mas como o experimento
foi reprodutivo, isto é, as curvas de potencial aberto tiveram mesmo comportamento, foi
apresentado na Figura 14 apenas umas curva para cada condição de revenido.
Nota-se na Figura 14 que os potencias de circuito aberto tendem a aumentar, isto é,
tem tendência para valores mais positivos indicando que em todas as amostras houve a
formação do filme passivo.
As curvas de polarização cíclica para cada temperatura de revenido são apresentadas
na Figura 15.
0 200 400 600 800 1000 1200
-0,60
-0,55
-0,50
-0,45
-0,40
-0,35
-0,30
-0,25
-0,20
-0,15
-0,10
Po
ten
cia
l (V
)
Tempo (s)
Revenido 600 °C
Revenido 650 °C
Revenido 700 °C
Revenido 750 °C

34
Figura 15 – Curvas de polarização cíclicas obtidas para cada uma das amostras
tratadas termicamente por revenido na respectiva temperatura.
Fonte – Sérgio Damasceno.
Na Figura 15 nota-se que todas as curvas apresentam a mesma tendência, a histerese
positiva. Esse tipo de histerese ocorre quando a densidade de corrente na inversão é maior do
que a densidade de corrente no sentido progressivo, de acordo com Tait (1994) essa histerese
indica que a camada passivadora foi rompida e não se recompôs, originando a corrosão
localizada por pites.
Outra característica presente nas curvas da Figura 15 é a região passiva, para algumas
amostras ela não é uma reta como na Figura 4, o que indica que ocorreu uma oxidação lenta,
pois há um pequeno aumento na densidade de corrente.
A partir das curvas de polarização cíclica foram obtidos os parâmetros eletroquímicos
que estão na Tabela 4.
1E-7 1E-6 1E-5 1E-4 1E-3 0,01
-1,4
-1,2
-1,0
-0,8
-0,6
-0,4
-0,2
0,0
0,2
Po
ten
cia
l (V
) (S
CE
)
Densidade de corrente (A/cm²)
Revenido 600 °C
Revenido 650 °C
Revenido 700 °C
Revenido 750 °C
35
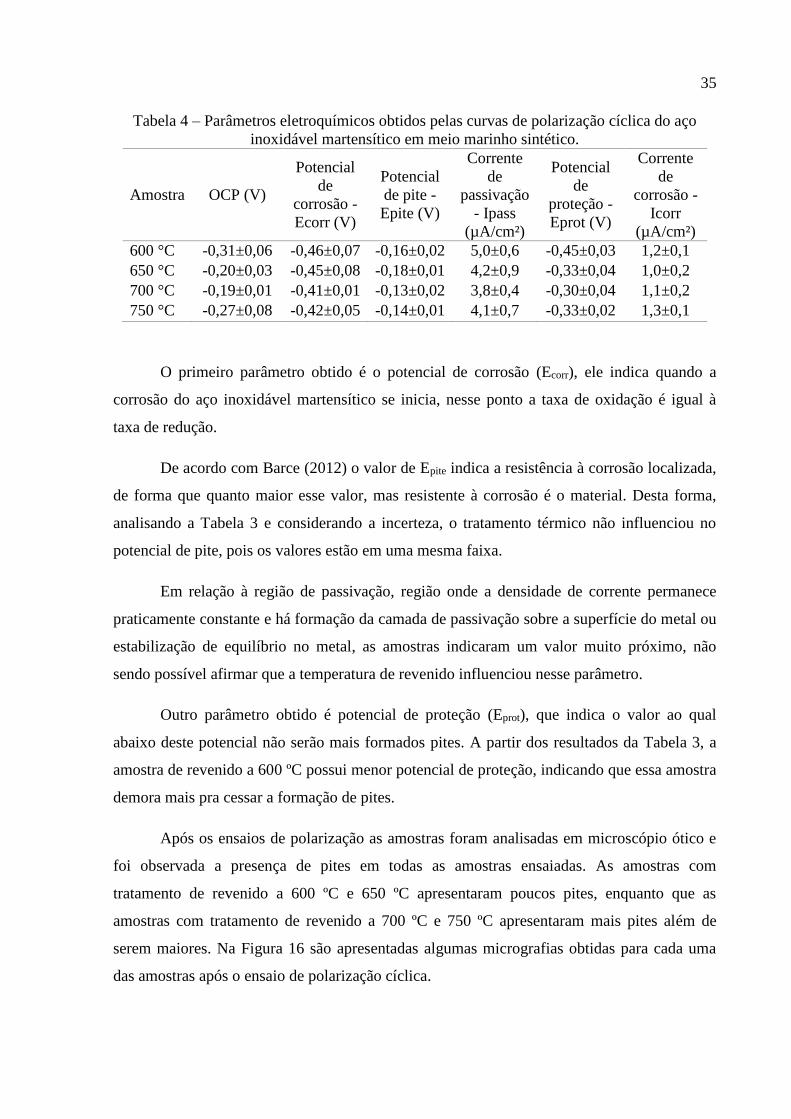
Tabela 4 – Parâmetros eletroquímicos obtidos pelas curvas de polarização cíclica do aço
inoxidável martensítico em meio marinho sintético.
Amostra OCP (V)
Potencial
de
corrosão -
Ecorr (V)
Potencial
de pite -
Epite (V)
Corrente
de
passivação
- Ipass
(µA/cm²)
Potencial
de
proteção -
Eprot (V)
Corrente
de
corrosão -
Icorr
(µA/cm²)
600 °C -0,31±0,06 -0,46±0,07 -0,16±0,02 5,0±0,6 -0,45±0,03 1,2±0,1
650 °C -0,20±0,03 -0,45±0,08 -0,18±0,01 4,2±0,9 -0,33±0,04 1,0±0,2
700 °C -0,19±0,01 -0,41±0,01 -0,13±0,02 3,8±0,4 -0,30±0,04 1,1±0,2
750 °C -0,27±0,08 -0,42±0,05 -0,14±0,01 4,1±0,7 -0,33±0,02 1,3±0,1
O primeiro parâmetro obtido é o potencial de corrosão (Ecorr), ele indica quando a
corrosão do aço inoxidável martensítico se inicia, nesse ponto a taxa de oxidação é igual à
taxa de redução.
De acordo com Barce (2012) o valor de Epite indica a resistência à corrosão localizada,
de forma que quanto maior esse valor, mas resistente à corrosão é o material. Desta forma,
analisando a Tabela 3 e considerando a incerteza, o tratamento térmico não influenciou no
potencial de pite, pois os valores estão em uma mesma faixa.
Em relação à região de passivação, região onde a densidade de corrente permanece
praticamente constante e há formação da camada de passivação sobre a superfície do metal ou
estabilização de equilíbrio no metal, as amostras indicaram um valor muito próximo, não
sendo possível afirmar que a temperatura de revenido influenciou nesse parâmetro.
Outro parâmetro obtido é potencial de proteção (Eprot), que indica o valor ao qual
abaixo deste potencial não serão mais formados pites. A partir dos resultados da Tabela 3, a
amostra de revenido a 600 ºC possui menor potencial de proteção, indicando que essa amostra
demora mais pra cessar a formação de pites.
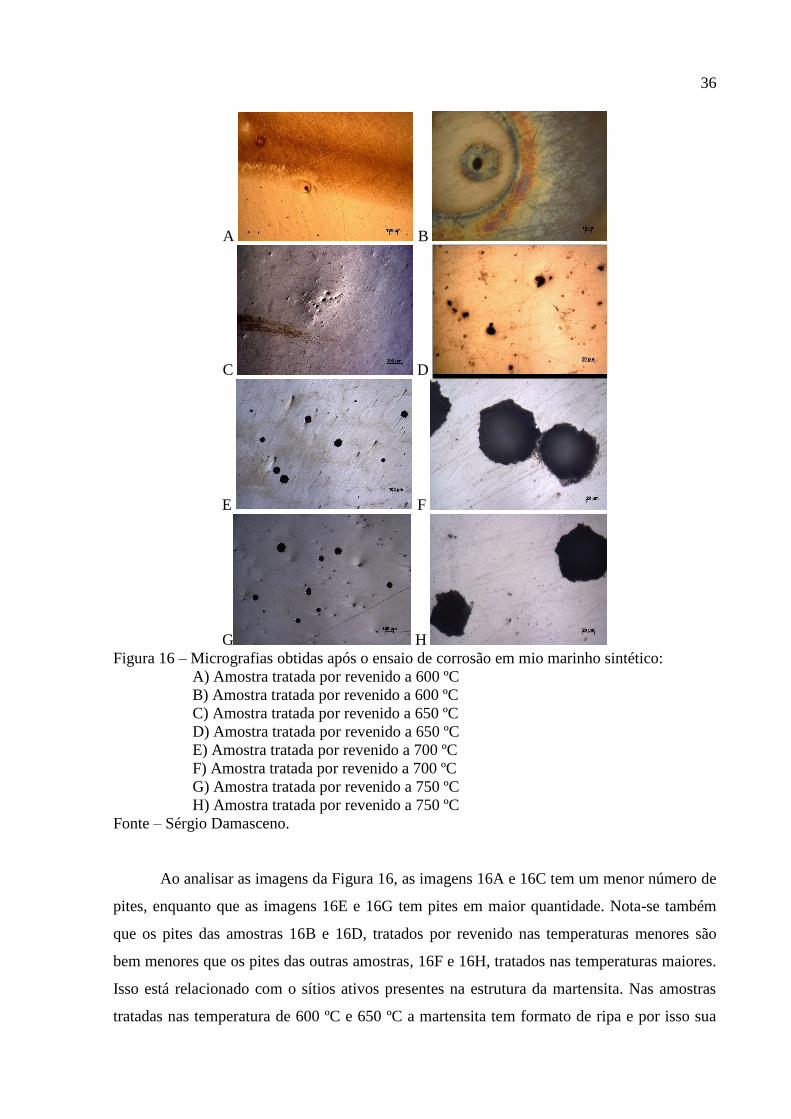
Após os ensaios de polarização as amostras foram analisadas em microscópio ótico e
foi observada a presença de pites em todas as amostras ensaiadas. As amostras com
tratamento de revenido a 600 ºC e 650 ºC apresentaram poucos pites, enquanto que as
amostras com tratamento de revenido a 700 ºC e 750 ºC apresentaram mais pites além de
serem maiores. Na Figura 16 são apresentadas algumas micrografias obtidas para cada uma
das amostras após o ensaio de polarização cíclica.
36
A B
C D
E F
G H
Figura 16 – Micrografias obtidas após o ensaio de corrosão em mio marinho sintético:
A) Amostra tratada por revenido a 600 ºC
B) Amostra tratada por revenido a 600 ºC
C) Amostra tratada por revenido a 650 ºC
D) Amostra tratada por revenido a 650 ºC
E) Amostra tratada por revenido a 700 ºC
F) Amostra tratada por revenido a 700 ºC
G) Amostra tratada por revenido a 750 ºC
H) Amostra tratada por revenido a 750 ºC
Fonte – Sérgio Damasceno.
Ao analisar as imagens da Figura 16, as imagens 16A e 16C tem um menor número de
pites, enquanto que as imagens 16E e 16G tem pites em maior quantidade. Nota-se também
que os pites das amostras 16B e 16D, tratados por revenido nas temperaturas menores são
bem menores que os pites das outras amostras, 16F e 16H, tratados nas temperaturas maiores.
Isso está relacionado com o sítios ativos presentes na estrutura da martensita. Nas amostras
tratadas nas temperatura de 600 ºC e 650 ºC a martensita tem formato de ripa e por isso sua

37
estrutura apresenta menor quantidade de pontas (sítios ativos), que é a região responsável por
interagir com os íons e ocorrer a formação dos pites. Nas amostras tratadas a temperaturas
maiores a martensita tem uma forma mais agulhada, e por isso mais sítios ativos, resposáveis
pela maior formação dos pites.
Para trabalhos futuros seria interessante fazer uma análise dos pites formados,
quantificando-os e analisando o formato e tamanho e, análise mais detalhada das
microestruturas através das imagens de microscopia eletrônica de varredura (MEV),
juntamente com a espectroscopia de energia dispersiva de raios X (EDS) para comprovar se
existe diferença na composição nas diversas fases. Além disso, seria interessante fazer o
tratamento de têmpera em um tempo maior para verificar se há dissolução da fase ferrita δ.
Assim como realizar medidas de difração de raio x e analisar os espectros pelo método
Rietveld para verificar se há austenita retida.
5. CONCLUSÕES
A partir das micrografias obtidas pode-se concluir que o tratamento térmico de
revenido altera a microestrutura da martensita refinando-a com o aumento da temperatura. Às
temperaturas mais baixas a estrutura da martensita tem formato de ripas, com o aumento da
temperatura a microestrutura é modificada para um formato mais fino. Além disso, ela se
apresenta de uma forma mais ordenada dentro de cada grão.
Em relação à microdureza, os valores para a matriz martensítica não variaram, apesar
de apresentar uma microestrutura mais refinada e, aparentemente, mais ordenada com o
aumento da temperatura. Mas se comparada o valor de microdureza da amostra sem revenido
com as amostrar tratadas por revenido, nota-se que o valor é maior, indicando que realmente o
revenido diminui as tensões geradas na têmpera, que aumentam a sua dureza.
Já a ferrita delta apresenta um valor maior e em alguns casos até próximo da
microdureza da martensita, isso não era esperado e pode estar relacionado com dificuldade de
realizar a medida devido à sua pequena área. Apenas a amostra tratada com revenido a 700 ºC
apresenta um valor menor.
A análise quantitativa da fase ferrita δ indicou uma variação. Na amostra com
tratamento térmico a 700 ºC a porcentagem de ferrita foi maior, que pode estar relacionado ao

38
fato dessa amostra ser de um lote diferente, enquanto nas outras amostras a porcentagem de
ferrita foi menor e, considerando a faixa de erros, os valores estão próximos entre si.
Os ensaios de polarização potenciodinâmica cíclica indicaram que a variação de
temperatura do tratamento térmico de revenido não modificou os parâmetros eletroquímicos
das amostras, pois considerando as incertezas, os valores obtidos estão muito próximos. Mas a
observação das amostras após os ensaios indicaram quantidades diferentes de formação de
pites, ocorrendo em maior número nas amostras que possuem matriz martensítica mais
refinada.
Desta forma é possível concluir que o tratamento térmico de revenido relaxa as
tensões geradas na têmpera, além de refinar e ordenar a estrutura da martensita no interior dos
grãos. Este fato não influencia na presença de ferrita δ e na formação da camada de
passivação, mas de alguma forma facilita a formação de pites.
REFERÊNCIAS BILIOGRÁFICAS
ASTM (AMERICAN SOCIETY FOR TESTING AND MATERIALS). D 1141: Standard
Specification for Substitute Ocean Water. West Conshohocken, Pensilvânia, 1998.
Reaprovado em 2003. 3 p.
ASTM (AMERICAN SOCIETY FOR TESTING AND MATERIALS) E3 - 11: Standard
Guide for Preparation of Metallographic Specimens. West Conshohocken, Pensilvânia 2011.
12 p.
BARCE, Mariana Sanches. Análise por planejamento fatorial da corrosão por pites de
aços inóxidáveis duplex em altas concentrações de íons cloreto. 2012. 91 f. Dissertação
(Mestrado) - Curso de Ciência e Engenharia de Materiais, Universidade Federal de São
Carlos, São Carlos, 2012.
BILMES, P. D. et al. Microstructure and pitting corrosion of 13CrNiMo weld metals.
Corrosions Science, n. 48, p.3261-3270, dez. 2005.
BILMES, P. D.; SOLARI, M.; LLORENTE, C.l.. Characteristics and effects of austenite
resulting from tempering of 13Cr–NiMo martensitic steel weld metals. Materials
Characterization, Argentina, v. 46, p.285-296, jan. 2001.
BOJACK, A. et al. In-situ determination of austenite and martensite formation in
13Cr6Ni2Mo supermartensitic stainless steel. Materials Characterization, v. 71, p.77-86,
jun. 2012.
CALLISTER, William D.; RETHWISCH, David G.. Ciência e Engenharia de Materiais:
uma introdução. 8. ed. Rio de Janeiro: LTC, 2012. 817 p.

39
CRONEMBERGER, Maria Eurenice Rocha. Efeito da solubilização na microestrutura e
na resistência à corrosão de um aço inóxidavel duplex. 2013. 104 f. Dissertação
(Mestrado) - Curso de Ciência e Engenharia de Materiais, Instituto de Ciência e Tecnologia,
Universidade Federal de Alfenas, Poços de Caldas, 2013.
CHIAVERINI, Vicente. Tratamento Térmico das Ligas Metálicas. São Paulo: Associação
Brasileira de Metalurgia e Materiais, 2008. 272 p.
GARCIA, Amauri; SPIM, Jaime Alvares; SANTOS, Carlos Alexandre dos. Ensaios dos
Materiais. 2. ed. Rio de Janeiro: Ltc, 2012. 365 p.
GENTIL, Vicente. Corrosão. 5. ed. Rio de Janeiro: LTC, 2007. 353 p.
GESNOUIN, C. et al. Effect of post-weld heat treatment on the microstructure and hydrogen
permeation of 13CrNiMo steels. Corrosion Science, Argentina, v. 46, n. 2000, p.1633-1647,
27 nov. 2003.
GIRÃO, Izabela Ferreira. Caracterização da Resistência à corrosão por pite do aço UNS
S31803 após soldagem. 2008. 50 f. TCC (Graduação) - Curso de Engenharia Mecânica,
Centro de Desenvolvimento de Materiais Metálicos – Departamento de Engenharia Mecânica,
Centro Universitário da Fei, São Bernardo do Campo, 2008.
JONES, D. A. Principles and prevention of corrosion, 2 ed. New Jersey, 1996.
LONDOÑO, Antônio José Ramírez. Precipitação de fases intermetálicas e austenita
secundária na ZAC de soldagem multipasse de aços inóxidáveis duplex. 2001. 241 f. Tese
(Doutorado) - Curso de Engenharia Metalúrgica e de Materiais, Escola Politécnica,
Universidade de São Paulo, São Paulo, 2001.
MA, X. P. et al. Microstructure and properties of 13Cr5Ni1Mo0.025Nb0.09V0.06N super
martensitic stainless steel. Materials Science And Engineering A. p. 271-279. jan. 2012.
MORAES, Maria Juliana Iorio de. Impactos do pré-sal na economia brasileira. 2013. 122 f.
Dissertação (Mestrado) - Curso de Economia, Faculdade de Economia, Administração e
Contabilidade, Universidade de São Paulo, Ribeirão Preto, 2013.
OCHOA, Diana Maria López. Estudo do desgaste erosivo-corrosivo de aços inoxidáveis de
alto nitrogênio em meio lamacento. 2007. 176 f. Tese (Doutorado) - Curso de Engenharia
Metalúrgica e de Materiais, Escola Politécnica, Universidade de São Paulo, São Paulo, 2007.
PESSOA, Fernando. Poesias Fernando Pessoa: seleção de Sueli Barros Cassal. Porto
Alegre: L&PM, 1997. 134 p.
PICON, Carlos Alberto et al. Estudo do mecanismo de corrosão por pites em água do mar de
aços inoxidáveis supermartensíticos microligados com Nb e Ti. Revista da Escola de Minas:
REM, Ouro Preto, v. 63, n. 1, p.65-69, 19 jan. 2010.
PRYDS, N.h.; HUANG, X.. The Effect of Cooling Rate on the Microstructures Formed
during Solidification of Ferritic Steel. Metallurgical And Materials Transactions A,
Roskilde, v. 31, p.3155-3166, dez. 2000.
RAMANATHAN, Lalgudi V.. Corrosão e seu controle. 3. Ed. São Paulo: Hemus Editora
Ltda, 1997. 342 p.

40
REUNIÃO ANUAL DA SOCIEDADE BRASILEIRA DE QUÍMICA, 32., 2009, Fortaleza.
Medidas de potencial de circuito aberto: Um experimento para o ensino de Eletroquímica.
Fortaleza, CE: Sociedade Brasileira de Química, 2009. 1 p.
SEDRIKS, A.J. Corrosion of Stainless Steels. New York, John Wiley & Sons Inc., 1979,
282p.
SIEWERT, T. A.; MCCOWANN, C. N.; OLSON, D. L. Ferrite number prediction to 100 fn
in stainless steel weld metal. Welding Journal, v. 67, n. 12, p. 289s-298s, 1988.
STROBEL FILHO, Eloy. Efeito do tratamento térmico na resistencia à corrosão do aço
inoxidável martensítico CA6NM em meio marinho sintético. 2005. 122 f. Dissertação
(Mestrado) - Curso de Engenharia e Ciência dos Materiais, Universidade São Francisco,
Itatiba, 2005.
TAIT, W. Stephen. An Introduction to Electrochemical Corrosion Testing for Practicing
Engineers and Scientists. Pair O Docs Pubns, 1994.
WOLYNEC, S. Técnicas Eletroquímicas em Corrosão. São Paulo: Edusp, 2003.