
UNIVERSIDADE FEDERAL DE SÃO CARLOS - Livros Grátislivros01.livrosgratis.com.br/cp119347.pdf ·...
223
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS RESISTÊNCIA DE LINHAS DE SOLDA EM MOLDADOS POR INJEÇÃO DE COMPÓSITOS DE POLIPROPILENO COM FIBRA DE VIDRO, TALCO E REFORÇO HÍBRIDO DE FIBRA DE VIDRO / TALCO Carolina Lipparelli Morelli São Carlos 2006
Transcript of UNIVERSIDADE FEDERAL DE SÃO CARLOS - Livros Grátislivros01.livrosgratis.com.br/cp119347.pdf ·...

UNIVERSIDADE FEDERAL DE SÃO CARLOS
CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS
RESISTÊNCIA DE LINHAS DE SOLDA EM MOLDADOS POR INJEÇÃO DE COMPÓSITOS DE POLIPROPILENO COM FIBRA DE VIDRO, TALCO E REFORÇO HÍBRIDO DE FIBRA DE VIDRO / TALCO
Carolina Lipparelli Morelli
São Carlos 2006

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

2
3
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS
RESISTÊNCIA DE LINHAS DE SOLDA EM MOLDADOS POR INJEÇÃO DE COMPÓSITOS DE POLIPROPILENO COM REFORÇO DE FIBRA DE VIDRO, TALCO E REFORÇO HÍBRIDO DE FIBRA DE VIDRO / TALCO
Carolina Lipparelli Morelli
Dissertação apresentada ao
Programa de Pós-Graduação em Ciência
e Engenharia de Materiais como requisito
parcial à obtenção do título de MESTRE
EM ENGENHARIA DE MATERIAIS
Orientador: Prof. Dr. José Alexandrino de Sousa
Co-orientador: Prof. Dr. António Sérgio Pouzada
Agência Financiadora: CNPq
São Carlos 2006

4
5
Dedicatória Aos meus pais, que tanto influenciaram o caminho trilhado até aqui, por
me instruírem, investirem na minha educação e me ensinarem valores e
determinação na vida.
VITAE DO CANDIDATO
Engenheira de Materiais pela Universidade Federal de São Carlos – UFSCar (2004).

6
7
MEMBROS DA BANCA EXAMINADORA DA DISSERTAÇÃO DE MESTRADO
DE:
CAROLINA LIPPARELLI MORELLI
APRESENTADA AO PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIAS E
ENGENHARIA DE MATERIAIS, DA UNIVERSIDADE FEDERAL DE SÃO
CARLOS, EM 11 DE AGOSTO DE 2006.
BANCA EXAMINADORA:
Prof. Dr. José Alexandrino de Sousa
Orientador
DEMA - UFSCar
Profa Dra Rosário Elida Suman Bretas
DEMA - UFSCar
Prof. Dr. Carlos Alberto Corrêa
Universidade São Francisco

8
9
Agradecimentos
Ao meu orientador Prof. Dr. José Alexandrino de Sousa pelos incontáveis
ensinamentos, o incansável apoio todo o tempo e a confiança em mim depositada.
Ao meu co-orientador Prof. Dr. António Sérgio Pouzada, por me receber, apoiar e
ajudar em meu período na Universidade do Minho e no que se seguiu.
A todos do DEMa que me auxiliaram no decorrer do trabalho, como Mário,
Cybele, Amauri, Michelle, Robinson, Ricardo, Edson, Prof. Alberto, Militão, Helena,
Alessandra, Walter; entre outros.
A todos da Universidade do Minho que tanto me foram prestativos em minha
estadia por lá, como Profa. Jovita, Prof. Pontes, Maurício, Sampaio, João Paulo, Manuel,
Patrícia, Cristina, Cibeli, entre outros.
Enfim, a todas as pessoas que direta ou indiretamente contribuíram para a
conclusão deste trabalho, sem as quais tudo seria mais difícil. Obrigada!
Ao CNPQ, pela bolsa concedida.
Às empresas que disponibilizaram materiais utilizados no presente projeto de Mestrado:
Magnesita, Vetrotex, Braskem e Borealis.

10
11
Resumo
A presença de linhas de solda (LS) em moldados por injeção de termoplásticos
reforçados contribui para redução nas propriedades mecânicas, devido à baixa coesão
molecular e à orientação desfavorável do reforço no plano fraco da LS. Fibras de vidro
(FV) fornecem alta eficiência de reforçamento porém, devido a sua alta razão de
aspecto, geram elevada anisotropia e aumentam o efeito depreciativo da LS nas
propriedades mecânicas. O talco, carga mineral lamelar, apesar de não ser tão efetivo no
incremento da resistência e rigidez de polímeros, fornece reduzida anisotropia ao
moldado, atenuando a depreciação da LS nas propriedades mecânicas. No presente
trabalho procurou-se investigar o comportamento resultante da combinação desses dois
tipos de reforços em moldados com LS; uma vez que existe pouca bibliografia sobre
esse assunto. A hibridização de FV e talco em matriz de copolímero de propileno
(PPcop) mostrou-se positiva na presença de LS, devido à sinergia ocorrida entre os
reforços empregados, que levou ao incremento da rigidez e da resistência à tração em
comparação aos compósitos com um único tipo de reforço. As propriedades de tração e
flexão em corpos de prova sem LS foram intermediárias às dos compósitos com apenas
talco ou FV, apresentando, contudo, um comportamento superior ao que seria esperado
com a simples regra de misturas. A qualidade da LS formada é também governada pela
geometria da peça e pelas condições de injeção utilizadas, que influenciam a coesão
molecular na LS, a cristalinidade da matriz e a orientação dos reforços, entre outros
aspectos. Assim, foi feito também um estudo da influência da temperatura e do tempo
de injeção na resistência de LS em moldados complexos de PPcop reforçado com talco e
foi verificado que menores tempos de injeção levaram ao aumento da resistência da LS
sob impacto-tracional, especialmente quando empregados em temperaturas de injeção
inferiores.

12

13
WELD LINE STRENGTH IN POLYPROPYLENE INJECTION
MOULDINGS WITH GLASS FIBER, TALC AND HYBRID
REINFORCEMENT OF GLASS-FIBER / TALC
Abstract
Weld lines (WL) in injection mouldings of reinforced thermoplastics contribute to
the mechanical properties reduction, as a result of the low molecular cohesion and the
unfavourable reinforcement orientation in the weak plane of the weld line. Glass-fibers
(GF) induce high reinforcement efficiency, but, in consequence of its high aspect ratio,
generate big anisotropy and enhance the depreciative effect of the WL in the mechanical
properties. A lamellar mineral filler as talc provides small anisotropy to the mouldings
and attenuates the depreciative WL effect on the mechanical properties, although
supplies a not so significant increment on the strength and modulus of the composites.
The present work investigated the resultant behaviour of the combination of these two
kinds of reinforcements in mouldings with WL; once there is little bibliography around
the theme. The hybridization of GF and talc in the matrix of propylene copolymer
(PPcop) was shown to be beneficial in the presence of WL and promoted a synergistic
effect of the reinforcements on the mechanical properties, resulting in the increment of
modulus and tensile strength. The tensile and flexural properties of bodies without WL
were intermediate to the properties of the composites with a single reinforcement and
superior to the properties expected with the rule of additivity. The quality of the WL is
also governed by the sample geometry and the injection conditions applied, that affect
the molecular cohesion in the WL region, the matrix crystallinity and the reinforcement
orientation. Thus, it was studied also the influence of the injection temperature and time
on the WL strength of PPcop / talc complex mouldings and was verified that smaller
injection times led to an increase in the WL strength under tensile-impact test,
especially when lower injection temperatures were used.

14
15
PUBLICAÇÕES
- MORELLI, C.L.; POUZADA, A.S.; SOUSA, J.A. Influence of hybridization of
glass-fiber and talc on the mechanical performance of polypropylene
composites. In: ANNUAL TECHNICAL CONFERENCE (ANTEC), Charlotte,
North Carolina, EUA, 2006. Anais…, 2006. CD-ROM.
- MORELLI, C.L.; POUZADA, A.S.; SOUSA, J.A. Assessment of the weld line
performance of PP/talc mouldings produced in hot runner injection moulds. In:
ANNUAL TECHNICAL CONFERENCE (ANTEC), Charlotte, North Carolina,
EUA, 2006. Anais…, 2006. CD-ROM.
16
17
SUMÁRIO Pág.
i
iii
v
vii
ix
xi
xv
xvii
1
5
5
8
11
13
18
20
25
28
29
35
35
40
42
48
51
83
83
84
86
86
88
89
89
90
BANCA EXAMINADORA ...................................................................................................
AGRADECIMENTOS .........................................................................................................
RESUMO ...........................................................................................................................
ABSTRACT ........................................................................................................................
PUBLICAÇÕES …………………………………….. ............................................................
SUMÁRIO ..........................................................................................................................
ÍNDICE DE TABELAS ........................................................................................................
ÍNDICE DE FIGURAS .......................................................................................................
1 INTRODUÇÃO…….........................................................................................................
2 FUNDAMENTOS TEÓRICOS.........................................................................................
2.1 Compósitos Poliméricos...............................................................................................
2.2 A Matriz Polimérica: Copolímero de Propileno.............................................................
2.3 A Carga Mineral: Talco.................................................................................................
2.4 O Reforço Fibroso: Fibra de Vidro................................................................................
2.5 Interface........................................................................................................................
2.6 Fluxo e Orientação na Moldagem por Injeção………………………..............................
2.7 Microestrutura “pele-núcleo”………………………………………………………………...
2.8 Influência dos Parâmetros de Injeção na Morfologia dos Moldados……………………
2.9 Linhas de Solda……………………………………………………………………………....
2.10 Propriedades Mecânicas de Compósitos Poliméricos................................................
2.10.1 Módulo Elástico........................................................................................................
2.10.1.1 Empacotamento de Partículas..............................................................................
2.10.2 Comportamento de Resistência………....................................................................
2.10.3 Comportamento Deformacional…………………......................................................
3 REVISÃO BIBLIOGRÁFICA............................................................................................
4 MATERIAIS E MÉTODOS…………................................................................................
4.1 Materiais…………….....................................................................................................
4.2 Métodos………………...................................................................................................
4.2.1 Caracterização das matérias-primas..........................................................................
4.2.1.1 Determinação do Tamanho e Distribuição de Tamanhos das lamelas dos Talcos..
4.2.1.2 Determinação da Área Superficial Específica.........................................................
4.2.1.3 Determinação das Densidades dos Materiais Utilizados........................................
4.2.1.4 Razão de Aspecto..................................................................................................
4.2.1.5 Determinação do Comprimento e Distribuição de Comprimentos da Fibra de
Vidro………………………………………………………………………………………………..
18
91
94
96
97
98
99
100
100
102
102
105
106
107
109
111
111
111
113
113
115
115
119
120
124
129
132
148
150
151
152
155
160
163
165
4.2.2 Preparação das Composições...................................................................................
4.2.3 Injeção dos corpos de prova ASTM...........................................................................
4.2.4 Determinação da Concentração de Reforço.............................................................
4.2.5 Microscopia Eletrônica de Varredura em gravatas de Tração...................................
4.2.6 Ensaio de Tração.......................................................................................................
4.2.7 Ensaio de Flexão……………………………………………………………………………
4.2.8 Ensaio de Impacto Izod…………………………………………………………………….
4.2.9 Calorimetria Diferencial de Varredura........................................................................
4.2.10 Estudo em Caixas Retangulares com Linha de Solda………………………………..
4.4.10.1 Caracterização dos materiais para análise em Moldflow…………………………..
4.2.10.2 Simulação da Injeção em Moldflow……………………………………………………
4.2.10.3 Moldagem por Injeção…………………………………………………………………..
4.2.10.4 Obtenção das amostras para Impacto-Tracional…………………………………….
4.2.10.5 Análise por Microscopia………………………………………………………………..
5 RESULTADOS E DISCUSSÃO………………………………………….............................
5.1 Densidades dos Reforços e Matriz Polimérica Empregados……………………………
5.2 Concentração dos Reforços………………………………………………………………..
5.3 Caracterização de Tamanho, Área Superficial e Razão de Aspecto dos Talcos……..
5.3.1 Método de Análise por Sedimentação Simples: Distribuição de Tamanhos de
Partículas……………………………………………………………………………………………
5.3.2 Determinação da Área Superficial dos Talcos por BET………………………………..
5.3.3 Tamanho, Espessura e Distribuição das Lamelas dos Talcos: Método por Análise
de Fotomicrografias……………………………………………………………………………….
5.3.4 Razão de Aspecto………………………………………………….…………….…………
5.4 Determinação do Comprimento e Distribuição de Comprimentos da Fibra de Vidro…
5.5 Microscopia Eletrônica de Varredura das Gravatas de Tração ASTM – Orientação e
LS.. …………….…………….…………….…………….…………….…………….…………….
5.6 Análise Térmica Calorimétrica (DSC)………………………………………………………
5.7 Propriedades Mecânicas em Tração …………………….…………….…………………..
5.8 Propriedades Mecânicas em Flexão………………………………………………………..
5.9 Resistência ao Impacto Izod…………………………………………………………………
5.10 Resultados obtidos em Peças Complexas (caixas retangulares)………………..
5.10.1 Caracterização Reológica e tratamento para análise em Moldflow…………………
5.10.2 Simulação em Moldflow de estudos prévios…………………………………………..
5.10.3 Injeção em Molde de canais quentes……………………………………………….….
5.10.4 Microscopia Óptica de Luz Polarizada ………………………………………………..
5.10.5 Microscopia Eletrônica de Varredura……………………………………………….....
5.10.6 Microdureza………………………………………………………………………………. 169
19
171
177
179
181
189
191
5.10.7 Impacto-Tracional………………………………………………………………………..
6 CONCLUSÕES…………………………………………………………………………………
7 SUGESTÕES PARA FUTUROS TRABALHOS…………………………………………….
8 REFERÊNCIAS BIBLIOGRÁFICAS...............................................................................
APÊNDICE A………………………………………………………………………………………
APÊNDICE B………………………………………………………………………………………
20
21
ÍNDICE DE TABELAS
Pág.
Tabela 2.1 – Formas e razões de aspecto dos principais tipos de reforços/cargas
utilizados em compósitos poliméricos………………………………………………………......... 5
Tabela 2.2 – Composição química aproximada da fibra de vidro do tipo E…….................... 15
Tabela 2.3 – Fração de empacotamento máximo de algumas cargas………………………. 41
Tabela 2.4 – Resultados de empacotamento encontrados por Milewski…………………. 42
Tabela 3.1 – Espessuras da camada pele encontradas para os diferentes grades
comerciais de PP moldados por injeção sem (α-PP) e com nucleante da fase β (β-PP) 56
Tabela 4.1 – Propriedades físicas da FV tipo E fornecida pela Vetrotex…………………….. 84
Tabela 4.2 – Composições extrudadas…………………………………………………………... 91
Tabela 4.3 Condições de extrusão utilizadas…………………………………………………… 94
Tabela 4.4 – Condições de injeção utilizadas…………………………………………………… 96
Tabela 4.5 – Simulações feitas em Moldflow com combinações de variáveis de injeção….. 105
Tabela 4.6 – Condições de injeção utilizadas para moldagem das caixas…………………... 107
Tabela 5.1 – Densidades dos reforços utilizados nos compósitos de PPcop…………………. 111
Tabela 5.2 – Percentual em massa e em volume dos reforços nos compósitos de PPcop
estudados……………………………………………………………………………………………. 112
Tabela 5.3 - Diâmetros esféricos equivalentes dos dois tipos de talcos utilizados………….. 114
Tabela 5.4 – Valores da área superficial específica dos talcos utilizados……………………. 115
Tabela 5.5 – Maior dimensão das lamelas de talco obtida por microscopia, comparada
aos valores de diâmetro médio obtidos por sedigrafia…………………………………………. 116
Tabela 5.6 – Média das espessuras dos talcos, medidas em compósitos (μm)…………… 118
Tabela 5.7 – Razão de aspecto dos talcos e de FV (μm) dos diversos compósitos de
PPcop utilizados……………………………………………………………………………………… 119
Tabela 5.8 – Dados obtidos por análise em DSC para PPcop e compósitos de PPcop
reforçados com FV e/ou talco…………………………………………………………………….. 129
Tabela 5.9 – Fator de depreciação de linha de solda (FLS) na resistência à tração e no
módulo de compósitos de PPcop. 141
Tabela 5.10 – Parâmetros ajustados do Modelo Cross-WLF (equações 4.19 e 4.20) e
inseridos no programa Moldflow para simulação de injeção………………………………….. 155
Tabela 5.11 – Resultados de simulações feitas em Moldflow…………………………………. 157
Tabela 5.12 – Temperatura da massa Tb e tempo de congelamento tf………………………. 162
Tabela 5.13 – Dados de Resistência ao Impacto obtidos para a amostra wc……………….. 175

22
23
ÍNDICE DE FIGURAS
Pág.
Figura 2.1 – Estrutura molecular do copolímero de propileno………………………………. 10
Figura 2.2 – (a) estrutura cristalina do talco, (b) plano idealizado das folhas de sílica…… 11
Figura 2.3 – Estrutura amorfa do vidro – rede estrutural de um vidro de
sílica………………………………………………………………………………………………... 15
Figura 2.4 – Principais fatores que afetam a resistência mecânica dos compósitos de
termoplásticos reforçados com fibras de vidro curtas………………………………………… 15
Figura 2.5 – Equilíbrio das forças em sistema consistindo de uma gota sobre substrato
sólido………………………………………………………………………………………………. 19
Figura 2.6 – Efeitos de diferentes tipos de fluxos sobre a orientação molecular e de
reforços anisotrópicos……………………………………………………………………………. 21
Figura 2.7 – Escoamento de material fundido através de uma cavidade retangular com
entrada lateral…………………………………………………………………………………….. 23
Figura 2.8 – Modelo de orientação molecular na frente de fluxo avançando entre paredes
paralelas frias……………………………………………………………………………………… 23
Figura 2.9 – Componente do tensor orientação das partículas ou fibras ao longo da
espessura do moldado…………………………………………………………………………… 24
Figura 2.10 – Empenamento da peça injetada devido orientação
diferencial………………………………………………………………………………………...... 25
Figura 2.11 – Representação esquemática do perfil de orientação de reforços fibrosos ao
longo da espessura do moldado por injeção, no corte paralelo à espessura…………….... 26
Figura 2.12 – Estrutura shish-kebab……………….…………………………………………… 27
Figura 2.13 – Formação de LS de encontro frontal conseqüente de fluxo polimérico
advindo de duas entradas opostas…………………..…………………………………………. 30
Figura 2.14 – Posição das frentes de fluxo em diferentes frações do tempo de
preenchimento……………………………………………………………………………………. 30
Figura 2.15 – Formação de LS de encontro lateral, devido à recombinação de fluxos
divididos por obstáculos…………………………………………………………………………. 31
Figura 2.16 – Jato direto do fundido para dentro da cavidade do molde…………………… 32
Figura 2.17 – Orientação das fibras no plano da linha de solda, perpendiculares à direção
de fluxo preferencial………………………………………………………………………………... 35
Figura 2.18 – a) modelo em “paralelo” com tensão aplicada na direção longitudinal, b)
modelo em “série” com tensão aplicada na direção transversal…………………………….. 37
Figura 2.19 – Módulos elásticos longitudinal EL (modelo em paralelo) e transversal ET
(modelo em série) de compósito unidirecional segundo equações de Takayanagi, em 38
24
função da concentração em volume de fibras (φfibras)………………………………………..
Figura 2.20 – Curvas típicas de resistência à tração relativa versus concentração da
carga, mostrando os limites superior e inferior……………………………………………… 43
Figura 2.21 – Equilíbrio de forças de um comprimento infinitesimal de uma fibra
descontínua alinhada paralelamente à carga aplicada…………………………………….. 45
Figura 2.22 – Variação da tensão de tração no reforço com diferentes razões de aspecto 46
Figura 2.23 – Distribuição de tensão de tração no reforço e tensão de cisalhamento
interfacial………………………………………………………………………………………….. 47
Figura 2.24 – Curvas teóricas para a deformação relativa na ruptura de polímeros
carregados em função da concentração de carga, para a condição de adesão perfeita e
sem adesão……………………………………………………………………………………….. 49
Figura 3.1 – Micrografias (a) do copolímero heterofásico de propileno e (b) da blenda
mecânica de PP com EPR………………………………………………………………...…….. 52
Figura 3.2 – Curva de DSC do copolímero de propileno heterofásico; picos de
cristalização no resfriamento (a uma taxa de 10 ºC / min)…………………………………… 53
Figura 3.3 Fotomicrografias de MEV tiradas de uma superfície de fratura da amostra α-H7
moldada com vinj = 6 mm/s e rompida em ensaio de impacto-tracional: a) superfície total
de fratura com as setas indicando a zona de cisalhamento, de início da fratura e b) região
do núcleo………………………………………………………………………………………….. 58
Figura 3.4 – (a) Influência da temperatura do molde (T molde) no módulo de (•)PP, ( )PP
com 10% de talco, (♦) PP com 20% de talco e ( )PP com 40% de talco; (b) Influência da
temperatura do molde na densidade da fase amorfa do PP com taxa de injeção de (—)
20,36 cm/ s e de (- - -) 1,68 cm/s…………………………………………………………………. 60
Figura 3.5 – Modelo esquemático das amostras microtomadas para análise em
Microscópio: (a) paralela à espessura da barra de tração – P e (b) plano perpendicular à
espessura – T……………………………………………………………………………………… 62
Figura 3.6 – (a) Micrografia Óptica da região reta de linha de solda em amostras T e (b)
esquema da linha de solda curvada com sua zona de orientação de amostras P………... 62
Figura 3.7 – (a) Esquema da cavidade do molde com inserto retangular e posições de
onde os corpos de prova de tração foram retirados; (b) Orientação da FV ao longo da
espessura da peça moldada, próxima à parede do molde (camada pele), estimada por
simulações numéricas …………………………………………………………………………… 65
Figura 3.8 – Tensão máxima das amostras de 1 a 8: (a) PBT puro, e (b) PBT com 32% wt.
de FV………………………………………………………………………………………………… 65
Figura 3.9 – Variação da tensão máxima com (a) a pressão de empacotamento e com (b)
a velocidade de injeção para duas espécies: (○) espécie 2 e (■) espécie 8; uma vez que
as demais amostras seguiram omesmo padrão de comportamento…………………………. 67
Figura 3.10 – FLS na resistência de compósitos de PP com diversos reforços (12,7% em 70
25
volume), em função do parâmetro de superfície da área equivalente (a.e.s.p.)…………...
Figura 3.11 – Perfil de orientação das fibras de vidro na direção de fluxo de
preenchimento do molde ao longo da espessura do moldado………………………………. 77
Figura 4.1 – Fluxograma da Metodologia utilizada no programa experimental……………. 86
Figura 4.2 – Perfil de rosca utilizado e local de alimentação dos materiais na preparação
dos compósitos: (a) com talco, (b) com fibra de vidro e (c) dos compósitos híbridos fibro-
particulados……………………………………………………………………………................... 93
Figura 4.3 – Aspecto dos moldados: a) com LS e b) sem LS…………………………………. 95
Figura 4.4 Planos paralelos à espessura observados em MEV em corpos de prova: (a)
sem LS e (b) com LS. ……………………………………………………………………………. 98
Figura 4.5 – (a) Fotografia da caixa injetada, mostrando a ferramenta cortante e o corpo
de prova de impacto-tracional e (b) esquema da caixa injetada, mostrando a localização
dos pontos de injeção (•), assim como as regiões de onde foram extraídos corpos de
prova para análise em impacto-tracional (wc, wm, we, wl e R)……………………………….. 108
Figura 4.6 – Máquina de impacto-tracional com o detalhe da fixação do corpo de prova
ampliado……………………………………………………………………………………………. 109
Figura 5.1 – Curvas de distribuição granulométrica obtidas por sedigrafia para os talcos
GM-10 e PMT-12000 virgens e extraídos de compósitos……………………………………… 114
Figura 5.2 – Micrografias dos talcos PMT-12000 e GM-10 com ampliação de a) 10.000 X
e b) 20.000 X, mostrando as partículas de talco……………………………………………….. 116
Figura 5.3 – Distribuição de tamanho (diâmetro) das lamelas dos talcos obtida por análise
de imagens de fotomicrografias de MEV a) GM-10 e b) PMT-12000………………………… 117
Figura 5.4 – Micrografia do compósito criofraturado de PPcop + 10% talco GM-10,
mostrando as lamelas de talco…………………………………………………………………… 118
Figura 5.5– Distribuição de espessuras dos talcos a) GM-10 e b) PMT-12000…………… 118
Figura 5.6 – Histogramas com respectivas curvas de distribuição normal representando a
influência do aumento da concentração de FV na distribuição de seus comprimentos nos
compósitos com 10%, 20%, 30% e 40% em peso de FV……………………………………… 121
Figura 5.7 Diminuição do comprimento ponderal médio da FV com o aumento da
concentração total de FV………………………………………………………………………….. 122
Figura 5.8– Histogramas com respectivas curvas de distribuição normal representando a
influência da hibridização de reforços pela substituição parcial da FV por talco na
distribuição de comprimentos de FV nos compósitos com teor total de reforço constante:
40FV, 30FV10T, 20FV20T, 10FV30T……………………………………………………………. 122
Figura 5.9 – Histogramas com respectivas curvas de distribuição normal representando a
influência da adição de talco na distribuição de comprimentos de FV nos compósitos com
teores de FV constante: 20FV, 20FV10T, 20FV20T, 20FV30T………………………………. 123
Figura 5.10– Micrografias do PPcop não reforçado……………………………………………… 124
26
Figura 5.11 – Micrografias de compósitos criofraturados exibindo a estruturação pele-
núcleo ao longo da espessura: a) Camada superficial (pele) do compósito 20GM; b)
Região central (núcleo) do compósito 20GM; c) Orientação ao longo da espessura do
compósito 30FV, mostrando toda a espessura do CP; d) Orientação ao longo da
espessura do compósito híbrido 20FV20T, mostrando toda a espessura do CP. As setas
indicam a direção do fluxo…………………………………………………………….…………… 125
Figura 5.12 – Micrografia do compósito híbrido 10FV30T……………………………………... 127
Figura 5.13 – Micrografias seqüenciais tiradas do compósito 20GM, andando
horizontalmente na peça (na superfície da espessura) e passando pela região de LS
(micrografia central). As setas indicam a direção de escoamento do fundido proveniente
de entradas opostas………………………………………………………………………………... 127
Figura 5.14 – Micrografia do compósito 40FV exibindo a região de LS de orientação
perpendicular à direção de escoamento das frentes provenientes de entradas opostas
(indicadas pelas setas)…………………………………………………………………………….. 128
Figura 5.15 – Micrografia do compósito 30FV exibindo a região de LS “curvada”…………. 128
Figura 5.16 – Grau de cristalinidade (%) da matriz de PPcop induzida pela presença dos
diferentes reforços…………………………………………………………………………………. 130
Figura 5.17 – Temperaturas de Fusão Cristalina das diferentes composições…………….. 130
Figura 5.18 – Curvas de aquecimento (vermelho), resfriamento (roxo) e re-aquecimento
(preto), feitas em intervalo de 50 a 200oC, a taxas de 10oC/min, apresentando os pico de
fusão e cristalização do PPcop……………………………………………………………………... 131
Figura 5.19 – Ampliação da curva de resfriamento do PPcop, indicando a existência de
um possível pico de cristalização de PE……………………………………………………….. 132
Figura 5.20 – Curvas tensão-deformação do PPcop não reforçado, com e sem LS………… 132
Figura 5.21 – Curvas tensão-deformação de compósitos de PPcop com talcos GM-10 e
PMT-12000, com e sem linha de solda…………………………………………………………. 133
Figura 5.22 – Curvas tensão-deformação de compósitos de PPcop com FV e com reforços
híbridos de FV e talco GM-10, com e sem linha de solda……………………………………… 134
Figura 5.23 – Resistência à tração de compósitos de PPcop em função da concentração
em volume dos reforços utilizados, em corpos de prova sem linha de solda……………….. 135
Figura 5.24 – Resistência à tração de compósitos de PPcop em função da fração mássica
relativa de fibra de vidro na concentração total de reforços, em corpos de prova sem linha
de solda……………………………………………………………………………………………… 138
Figura 5.25– RT dos compósitos de PPcop em função da concentração em volume dos
reforços utilizados, em corpos de prova com linha de solda………………………………… 139
Figura 5.26 – Fator de depreciação da linha de solda na resistência à tração dos
compósitos de PPcop com reforço “referência” de FV e de talco e reforço híbrido de 139
27
FV+talco. …………………………………………………………………………………………….
Figura 5.27 – Módulo elástico sob tração dos compósitos de PPcop em função da
concentração em volume dos reforços utilizados, em corpos de prova sem linha de solda.. 143
Figura 5.28 – Módulo Elástico de compósitos de PPcop em função da fração mássica
relativa de fibra de vidro na concentração total de reforços, em corpos de prova sem linha
de solda……………………………………………………………………………………………… 144
Figura 5.29 – Módulo elástico sob tração dos diversos compósitos de PP em função da
concentração em volume dos diferentes reforços utilizados, em corpos de prova com linha
de solda……………………………………………………………………………………………… 145
Figura 5.30 – Fator de Depreciação de Linha de Solda no módulo elástico para as
diferentes composições..………………………………………………………………………… 145
Figura 5.31 – Deformação na tensão máxima sob tração das composições estudadas em
função da concentração em volume dos reforços utilizados, em corpos de prova sem linha
de solda.. …………………………………………………………………………………………… 147
Figura 5.32 – Deformação na ruptura das composições estudadas em função da
concentração em volume dos reforços utilizados, em corpos de prova com linha de solda. 147
Figura 5.33 – Resistência à flexão de compósitos de PPcop em função da concentração
em volume dos reforços utilizados……………………………………………………………….. 148
Figura 5.34 – Módulo sob flexão de compósitos de PPcop em função da concentração em
volume dos reforços utilizados…………………………………………………………………….. 149
Figura 5.35 – Deformação sob flexão de compósitos de PPcop em função da concentração
em volume dos reforços utilizados……………………………………………………………….. 149
Figura 5.36 – Resistência ao impacto Izod com entalhe das composições estudadas em
função da concentração em volume dos reforços utilizados………………………………….. 151
Figura 5.37 – Curvas de viscosidade em função da taxa de cisalhamento em três
diferentes temperaturas de ensaio para os materiais estudados……………………………..
152
Figura 5.38 – Ajuste ao modelo de Cross dos dados experimentais de viscosidade do
PPcop em função da taxa de cisalhamento a 180oC……………………………………………. 154
Figura 5.39 – Ajuste dos dados do PPcop para obtenção dos parâmetros da equação 4.21. 154
Figura 5.40 – a) Simulação em Moldflow da forma e do tempo de preenchimento da caixa
e b) subseqüente previsão de localização da LS para a amostra de PPcop simulada na
condição 5 de injeção………………………………………………………………………………. 158
Figura 5.41 – Variação da temperatura de frente de fluxo ao longo da prevista região de
formação da linha de solda para a amostra de PPcop simulada na condição 5 de injeção.
Cada ponto marcado sobre a peça corresponde a um ponto na curva traçada, iniciando
no ponto azul na parte lateral e inferior (Y = 0) até o ponto vermelho na parte lateral e
superior (Y = 73 mm) da peça…………………………………………………………………….. 159
28
Figura 5.42 – Vetores indicando a velocidade do fundido polimérico e a provável
orientação das lamelas de talco na camada superficial da caixa (pele), simulada para a
amostra PPcop injetada na condição 5……………………………………………………………
160
Figura 5.43– a) Esquema da caixa mostrando a localização real da LS (---), os pontos de
injeção (•) e as posições analisadas ao longo da peça (wc, wm, we, wl e R); b) Foto da
caixa injetada com 30% de talco, exibindo a LS real formada………………………………… 161
Figura 5.44 – Microscopia de luz polarizada da amostra de PPcop retirada da posição wc,
injetada a 210 oC e 2s exemplificando: a) as diferentes fases da morfologia formada e b)
uma visão completa da secção transversal à espessura………………………………………. 163
Figura 5.45 – Morfologia do PPcop observada por microscópio de luz polarizada em
diferentes condições de injeção e diferentes posições: (a) 210ºC / 2s, (b) 210ºC / 1s, (c)
250ºC / 1s, (d) 250ºC / 2s…………………………………………………………………………. 164
Figura 5.46 – Superfícies de fratura de amostras com 30% de talco retiradas em
diferentes posições do corpo de prova injetado com Ti = 250ºC e ti = 2s…………………… 165
Figura 5.47 – Superfície de fratura da amostra com 30% de talco retirada da posição wc
do corpo de prova injetado com Ti = 250ºC e ti = 2s, mostrando a superfície lisa da região
de reentrância do núcleo…………………………………………………………………………… 167
Figura 5.48 – Superfície de fratura da amostra com 30% de talco retirada da posição wc
do corpo de prova injetado com Ti = 250ºC e ti = 2s, mostrando a superfície lisa da
camada pele………………………………………………………………………………………… 167
Figura 5.49 – Esquema do perfil de tensões residuais característico presente em uma
peça moldada por injeção………………………………………………………………………….. 167
Figura 5.50 – Região do núcleo da superfície de fratura de amostras com 30% de talco
retiradas de diferentes posições do corpo de prova injetado com Ti = 250ºC e ti = 2s. 168
Figura 5.51 – Variação da resistência ao impacto em função das posições extraídas da
caixa injetada com os três tipos de materiais estudados………………………………………. 171
Figura 5.52 – Fator de Depreciação de Linha de Solda em impacto-tracional……………… 173
Figura 5.53 – Variação da resistência ao impacto em função da temperatura e do tempo
de injeção para a amostra wc…………………………………………………………………….. 175
29
1. INTRODUÇÃO
Termoplásticos de uso geral normalmente possuem baixos valores de
módulo de elasticidade devido a sua estrutura macromolecular, o que, em
diversas ocasiões, faz com que sejam inviáveis para aplicações estruturais.
Mas devido a suas características de baixa densidade, baixo custo e facilidade
de processamento, ou mesmo outras propriedades como resistência química,
busca-se a incorporação de reforços para aumentar a sua rigidez, com o intuito
de manter as suas boas e desejadas características no compósito final. A
incorporação de fibras e partículas sólidas de alto módulo e resistência em
matrizes poliméricas, em geral, restringe a mobilidade das cadeias e a
deformação sob carga mecânica, o que eleva o módulo elástico, apesar de ser
necessária uma avaliação por compósito, uma vez que o formato e a razão de
aspecto (relação entre a maior dimensão e a menor dimensão) de cargas e
reforços, bem como o seu tamanho médio e a distribuição de tamanhos
possuem grande influência nas propriedades mecânicas finais de compósitos
termoplásticos [1,2].
Fibras de vidro (FV) e cargas minerais reforçantes como o talco são
bastante utilizadas para reforçar matrizes termoplásticas [3,4]. As fibras de vidro
curtas com elevada razão de aspecto são chamadas de elementos reforçantes
devido a elevada rigidez e resistência mecânica que promovem nos compósitos
termoplásticos. Já cargas minerais como o talco, que apresentam uma
estrutura lamelar, além de serem utilizadas como cargas de enchimento,
diminuindo o custo do produto final, geralmente aumentam a rigidez, a
temperatura de distorção térmica, a resistência à fluência e contribuem para
redução do encolhimento de moldados.
Um dos processos mais empregados na indústria de transformação de
produtos finais de termoplásticos e compósitos poliméricos é a moldagem por
injeção, sendo caracterizado por altas taxas de produção, precisão dimensional
e versatilidade em produzir peças simples ou complexas, com pequenas ou
grandes dimensões. Apesar das diversas vantagens da moldagem por injeção,
o polímero passa por uma severa história termomecânica durante seu
30
processamento, que introduz tensões residuais e orientação preferencial no
material, tanto macromolecular como dos reforços, o que acaba resultando em
substancial anisotropia de propriedades no compósito.
Sendo assim, em compósitos moldados por injeção, a presença de
reforços de alta razão de aspecto como fibras de vidro tende a produzir um
material com elevada anisotropia de propriedades físicas e mecânicas, sendo
que um dos mais severos e prejudiciais resultados dessa anisotropia é o
empenamento da peça, ocasionado por contrações diferenciais durante o
resfriamento. Essa anisotropia decorre da orientação que as fibras adquirem na
direção do fluxo preferencial de preenchimento do molde durante o processo
de moldagem por injeção e do conseqüente congelamento dessa orientação
preferencial das fibras dentro do material quando este se solidifica.
Em se tratando do talco, apesar da menor razão de aspecto de suas
partículas lamelares, estas não possuem uma forma isotrópica tridimensional.
Assim, as partículas de talco também têm a tendência de ficarem orientadas de
acordo com o tipo de escoamento do fundido polimérico através da cavidade
do molde, durante o processo de moldagem por injeção [5], ainda que essa
orientação se dê de maneira muito menos crítica do que no caso da FV, de alta
razão de aspecto.
As propriedades mecânicas são amplamente dependentes da orientação
dos reforços, principalmente quando existe a formação de linhas de solda na
peça injetada, o que é muito comum na injeção de peças de maior
complexidade ou dimensão. A linha de solda é formada quando se tem o
encontro de frentes de fluxo do fundido polimérico durante o preenchimento da
cavidade do molde. Devido à baixa difusão molecular nessas frentes de fluxo,
após o congelamento do material é obtida uma interface de baixa resistência
mecânica. Quando a peça moldada consiste de um compósito de
termoplástico reforçado com fibras ou partículas de alta razão de aspecto,
estas tendem a ficar orientadas paralelamente ao plano fraco da linha de solda,
debilitando ainda mais o moldado nas características mecânicas desejadas
inicialmente com o reforçamento. Essa orientação preferencial e conseqüente
anisotropia de propriedades pode também levar ao empenamento da peça
31
moldada, devido ao encolhimento não homogêneo do compósito na cavidade
do molde de injeção.
A combinação ou hibridização de cargas minerais e reforços fibrosos
tende a reduzir a anisotropia do material e o efeito depreciativo da linha de
solda nas propriedades mecânicas de compósitos reforçados, bem como
reduzir o custo dos mesmos, já que o preço da carga é inferior ao da fibra. A
redução da anisotropia decorrente da combinação de cargas e reforços em
compósitos moldados por injeção pode advir da substituição parcial de um
reforço com elevada razão de aspecto (fibra), que devido a sua geometria e
orientação induz a anisotropia no compósito, por uma carga particulada de
baixa razão de aspecto (como o talco). Devido ao seu formato lamelar e à sua
razão de aspecto relativamente baixa, essa carga lamelar de talco poderá
ocasionar um menor efeito depreciativo nas propriedades mecânicas do
compósito híbrido na presença da linha de solda.
Porém a resistência da linha de solda não depende apenas das
características de reforçamento (tipo de reforço, concentração, etc) empregado
no compósito, mas também das condições de processamento utilizadas
durante a moldagem por injeção. Uma maior temperatura de injeção, por
exemplo, fornece maior energia para mobilidade molecular e melhora a coesão
molecular na região da linha de solda, o que tende a incrementar a resistência
mecânica da peça moldada. Entretanto, é necessária uma avaliação por
sistema compósito estudado, uma vez que fatores como orientação e
cristalinidade também são regidos pelas condições de processamento e
influenciam as propriedades finais do moldado.
Compósitos híbridos já têm sido produzidos industrialmente e estudos
envolvendo compósitos de polipropileno com reforços híbridos foram realizados
anteriormente pelo grupo de pesquisa orientado pelo Prof. José Alexandrino de
Sousa no Departamento de Materiais da UFSCar [6,7,8], com o objetivo principal
de investigar os efeitos da hibridização na anisotropia mecânica desses
compósitos. No entanto, nesses estudos não foi verificada a influência da
hibridização de reforços na resistência da linha de solda em moldados
injetados, que é o objetivo do presente trabalho em compósitos de copolímero
32
de propileno heterofásico reforçado com talco e/ou fibra de vidro. Uma
avaliação da influência das condições de injeção na resistência da linha de
solda também foi feita em compósitos com talco, uma vez que através da
alteração das variáveis de processamento também se pode minimizar o efeito
depreciativo da linha de solda.
33
2. FUNDAMENTOS TEÓRICOS
Nesta seção buscou-se apresentar os fundamentos relacionados ao
projeto de pesquisa em questão. Ou seja, são apresentados os conhecimentos
básicos necessários para o maior entendimento de cada propriedade estudada,
de cada material envolvido e do processamento utilizado.
2.1 – Compósitos Poliméricos
Polímeros reforçados têm sido amplamente utilizados em aplicações nas
quais leveza e baixo custo devem combinar com ótimas propriedades
mecânicas.
Quanto à geometria dos reforços/cargas, estes podem ser divididos
basicamente em três classes, apresentadas na Tabela 2.1.
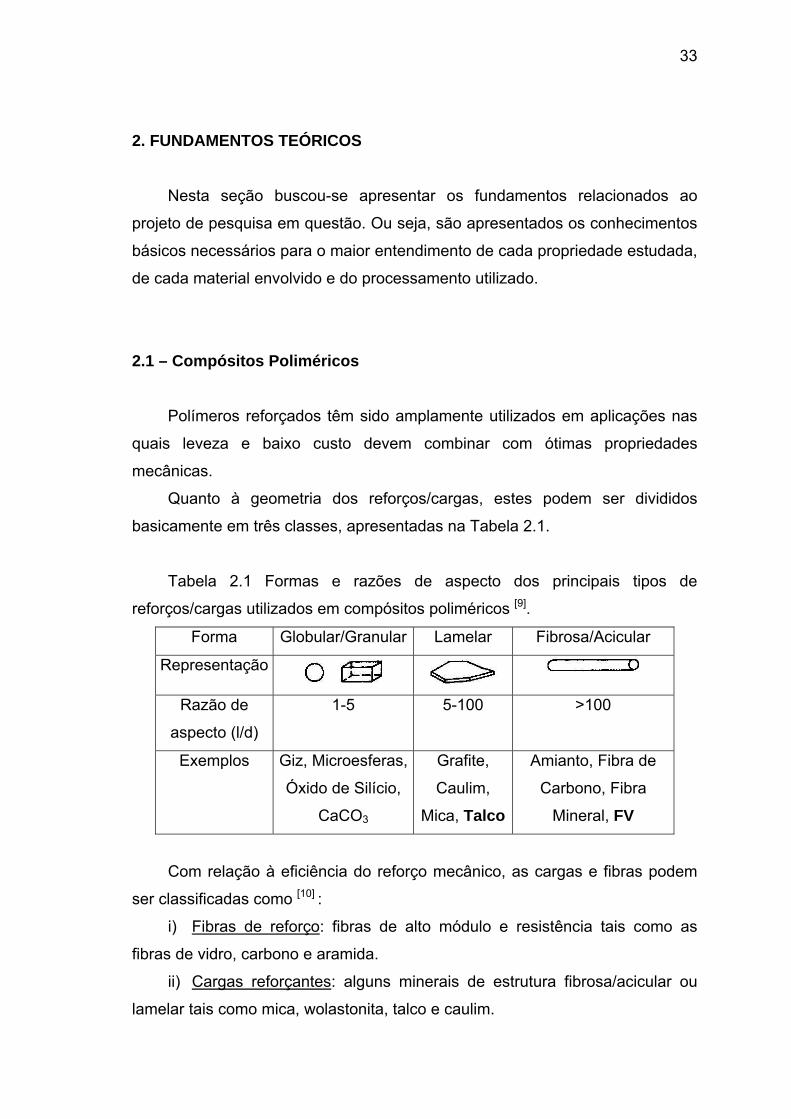
Tabela 2.1 Formas e razões de aspecto dos principais tipos de
reforços/cargas utilizados em compósitos poliméricos [9].
Forma Globular/Granular Lamelar Fibrosa/Acicular
Representação
Razão de
aspecto (l/d)
1-5 5-100 >100
Exemplos Giz, Microesferas,
Óxido de Silício,
CaCO3
Grafite,
Caulim,
Mica, Talco
Amianto, Fibra de
Carbono, Fibra
Mineral, FV
Com relação à eficiência do reforço mecânico, as cargas e fibras podem
ser classificadas como [10] :
i) Fibras de reforço: fibras de alto módulo e resistência tais como as
fibras de vidro, carbono e aramida.
ii) Cargas reforçantes: alguns minerais de estrutura fibrosa/acicular ou
lamelar tais como mica, wolastonita, talco e caulim.
34
iii) Cargas de enchimento / funcionais: cargas minerais ou sintéticas de
partículas com formato esferoidal como carbonato de cálcio (CaCO3) natural e
precipitado, alguns tipos de talco, caulim, sílica, quartzo, alumina trihidratada,
feldspato e esferas de vidro; dentre os objetivos principais dessas cargas está
o de abaixar o custo de resinas plásticas.
Em termos comparativos, a matriz polimérica é o componente de rigidez e
resistência relativamente baixas, razoavelmente tenaz ou dúctil, de baixa
densidade e coeficiente de expansão térmica superior ao do componente de
reforço, que, por sua vez, tende a possuir módulo e resistência relativamente
altos e a ser normalmente frágil. Portanto, é a fibra ou carga que deve,
idealmente, suportar a maior parte da carga mecânica ou tensão aplicada ao
sistema, enquanto é função da matriz polimérica transmitir e distribuir as
tensões para as fibras ou partículas de reforço individualmente. Este é o
princípio básico que determina a eficiência de reforçamento de compósitos
poliméricos, desde que a adesão interfacial polímero-reforço seja mantida
integralmente.
De forma geral, as principais vantagens da utilização de fibras e cargas
reforçantes em termoplásticos podem ser resumidas da seguinte maneira [10] :
aumento substancial no módulo de elasticidade / rigidez do compósito;
aumento expressivo na resistência mecânica (tração, flexão ou
compressão) e nas propriedades de tenacidade / resistência ao impacto do
compósito, dependendo do tipo de carga e matriz polimérica em questão;
melhoria substancial na resistência à fluência (isto é, deformação
lenta), alterando às vezes levemente as características viscoelásticas da matriz
polimérica;
melhoria na resistência mecânica a longo prazo (durabilidade e
resistência à fadiga), dependendo do tipo de reforço e da natureza das
interações na interface polímero-reforço;
aumento expressivo na temperatura de termo-distorção (HDT);
35
aumento na estabilidade dimensional, redução da expansão térmica e
do encolhimento de moldados;
modificação nas características reológicas, elétricas e de
permeabilidade dos compósitos.
Porém, a real influência de um reforço ou carga em um termoplástico deve
ser analisada individualmente, caso a caso, uma vez que as propriedades finais
de um compósito polimérico dependem essencialmente de [11] :
Propriedades características individuais dos seus componentes (forma,
tamanho, distribuição de tamanhos, razão de aspecto, propriedades
mecânicas, etc);
Concentração relativa dos seus componentes;
Natureza da interface polímero-reforço ou polímero-carga e da região
interfacial;
Eficiência e condições do processo de mistura (compounding; ex.
extrusão) e de conformação (ex: injeção), assegurando a melhor morfologia
desejada no compósito final (dispersão e distribuição das cargas e reforços,
molhabilidade, tensões residuais, orientação, linha de solda, etc).
Compósitos poliméricos convencionais geralmente envolvem uma alta
quantidade de reforços (mais que 10% em massa) para alcançar as
propriedades mecânicas desejadas. Esse alto teor de reforço mecânico
(normalmente entre 20/30% em massa) também pode trazer desvantagens nas
propriedades do compósito, tais como aumento na densidade do produto e
perda de tenacidade, devido inclusive à possível incompatibilidade interfacial
entre o polímero e o reforço. Além disso, a processabilidade do compósito
torna-se mais difícil, necessitando, geralmente, de altos níveis de torque no
equipamento de mistura e havendo certa dificuldade de dispersão do reforço,
com o aumento do teor do mesmo [12]. Nas últimas décadas, com o
desenvolvimento da nanotecnologia, tem havido um crescimento e, portanto,
um interesse no campo dos nanocompósitos devido a suas propriedades
especiais: não apenas por estes possibilitarem a obtenção de propriedades
36
equivalentes às dos compósitos tradicionais, mas também por exibirem
propriedades ópticas, elétricas e magnéticas únicas [13]. Nanocompósito é um
material onde pelo menos uma dimensão de um dos componentes está numa
faixa de 1-100nm [14]. Para preparação de nanocompósitos têm sido
comumente adicionadas argilas do tipo montmorilonita a diferentes matrizes
poliméricas. Os nanocompósitos poliméricos apresentam propriedades
mecânicas e térmicas muitas vezes superiores às dos compósitos
convencionais, mesmo com uma quantidade pequena de argila (menor que
10% em massa), devido à área de contato maior entre o polímero e a argila. O
caminho para obtenção de tal desempenho consiste na habilidade em esfoliar e
dispersar, individualmente, as camadas de silicato, com alto fator de forma,
dentro da matriz polimérica [15, 16].
2.2 – A Matriz Polimérica: Copolímero de Propileno
O polipropileno (PP) é o termoplástico estereorregular mais importante no
mercado, substituindo diversos materiais em inúmeras aplicações, e esta
situação deve se estender no futuro pelas seguintes razões [17]:
Baixo custo relativo do produto, devido ao baixo custo do monômero e
eficiente tecnologia de polimerização, quando comparada com outros
termoplásticos em geral;
Pode ser modificado para a utilização em uma grande variedade de
aplicações através da copolimerização, orientação molecular, tenacificação
com elastômeros olefínicos ou preparação de compósitos com reforços ou
cargas reforçantes;
Sua processabilidade permite seu uso na maioria das técnicas
comerciais de fabricação.
Em adição, PP homopolímero tem excelentes e desejáveis propriedades
físicas, mecânicas e térmicas. É relativamente rígido, tem alto ponto de fusão e
baixa densidade [18], o que faz com que tenha importância significativa em
aplicações automotivas, dentre outras.
37
O parâmetro de grande importância para polímeros semi-cristalinos é sua
morfologia cristalina, ou seja, grau de cristalinidade, tamanho dos esferulitos,
espessura das lamelas e orientação cristalina. Em geral, a cristalinidade
intrínseca dos polipropilenos depende de sua isotaticidade. Um aumento na
isotaticidade resulta num aumento na cristalinidade, na temperatura de fusão e,
em adição, estruturas esferulíticas mais empacotadas, mais densas, podem ser
obtidas (embora o tamanho dos esferulitos não seja alterado pela
isotaticidade). Porém, polipropilenos homopolímeros de alta e baixa
cristalinidade exibem resistências ao impacto inadequadas a baixas
temperaturas, o que restringe seu uso [19].
A adição de borracha de etileno-propileno (EPR ou EPDM) em
polipropileno tende a melhorar a resistência ao impacto do PP em temperaturas
sub-ambiente. Existem dois modos de se adicionar EPR ao PP. Um deles é
através da preparação de blenda de EPR com PP [20]. O outro modo é pela
preparação de copolímeros de PP e polietileno (PE) através da
copolimerização in situ dos monômeros diretamente, resultando em um sistema
heterofásico com partículas de borracha dispersas na matriz de PP.
PP de alto impacto, produzido tanto pela copolimerização de multi-estágio
do PP com outra α-olefina, quanto através da formação de uma blenda de PP
com vários elastômeros, apresenta morfologia bifásica ou multifásica. Durante
o processamento [21] ocorrem mecanismos de quebra e coalescência dos
domínios elastoméricos, dependendo da distribuição inicial, da razão entre as
viscosidades dos componentes e das condições de processamento. Ou seja, o
tamanho e a forma dos domínios dependem do comportamento reológico, da
tensão interfacial, assim como da taxa de cisalhamento aplicada no
processamento do fundido. O comportamento reológico do copolímero é
majoritariamente influenciado pela fase de etileno, que é altamente viscosa e
está dispersa em uma matriz de PP menos viscosa, modificando suas
propriedades viscoelásticas. Numa escala a curta distância, detalhes da
morfologia dependem também da compatibilidade entre os componentes [22].
Copolímeros em bloco ou aleatórios de propileno com baixo teor de
etileno (geralmente 7% ou menos) são extremamente importantes
38
comercialmente, uma vez que aumentam a tenacidade do PP, como
comentado. Entretanto, a introdução de micropartículas de borracha
geralmente diminui a rigidez [20] do polímero, assim como a tensão de
escoamento [23]. As taxas de nucleação e de cristalização também diminuem,
uma vez que o monômero de etileno se manifesta como um defeito na
regularidade das cadeias de PP, dificultando a cristalização. Conforme a
concentração de etileno aumenta, a espessura dos cristalitos é gradualmente
diminuída, o que é refletido em um menor ponto de fusão. O ponto de fusão do
copolímero aleatório de propileno é de cerca de 145ºC [18]. Essa alteração na
cristalinidade também afeta as propriedades mecânicas e o tempo de
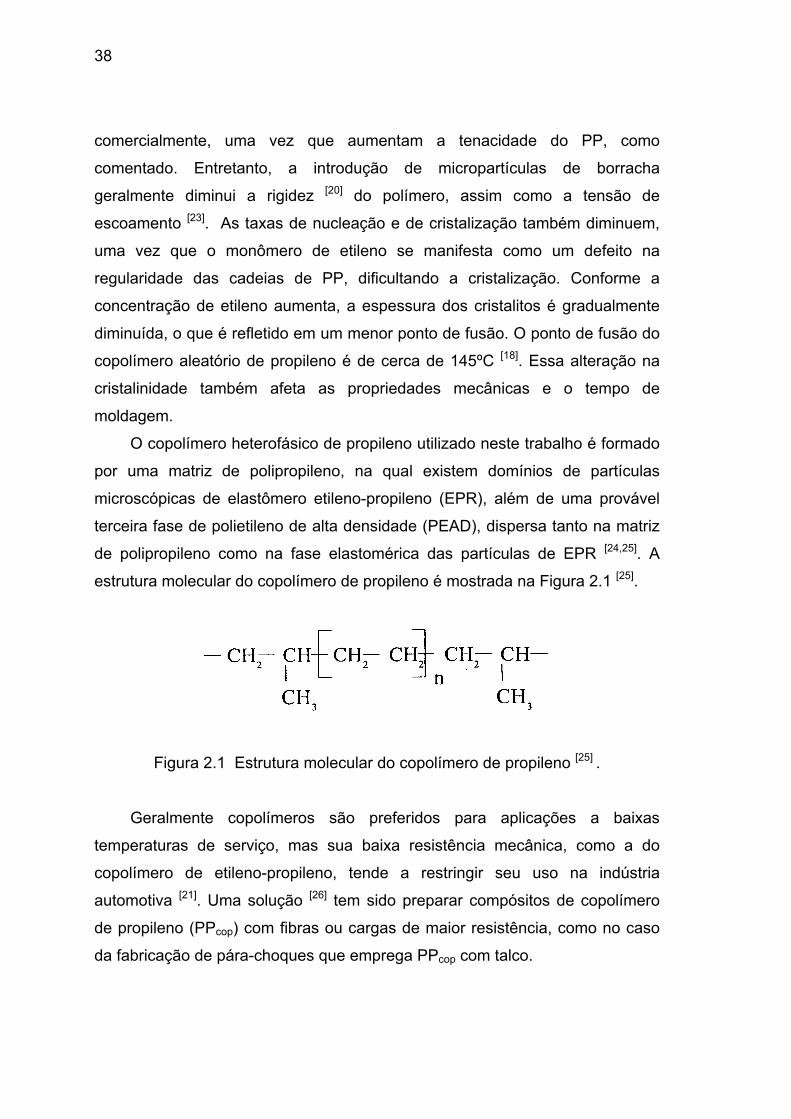
moldagem. O copolímero heterofásico de propileno utilizado neste trabalho é formado
por uma matriz de polipropileno, na qual existem domínios de partículas
microscópicas de elastômero etileno-propileno (EPR), além de uma provável
terceira fase de polietileno de alta densidade (PEAD), dispersa tanto na matriz
de polipropileno como na fase elastomérica das partículas de EPR [24,25]. A
estrutura molecular do copolímero de propileno é mostrada na Figura 2.1 [25].
Figura 2.1 Estrutura molecular do copolímero de propileno [25] .
Geralmente copolímeros são preferidos para aplicações a baixas
temperaturas de serviço, mas sua baixa resistência mecânica, como a do
copolímero de etileno-propileno, tende a restringir seu uso na indústria
automotiva [21]. Uma solução [26] tem sido preparar compósitos de copolímero
de propileno (PPcop) com fibras ou cargas de maior resistência, como no caso
da fabricação de pára-choques que emprega PPcop com talco.
39
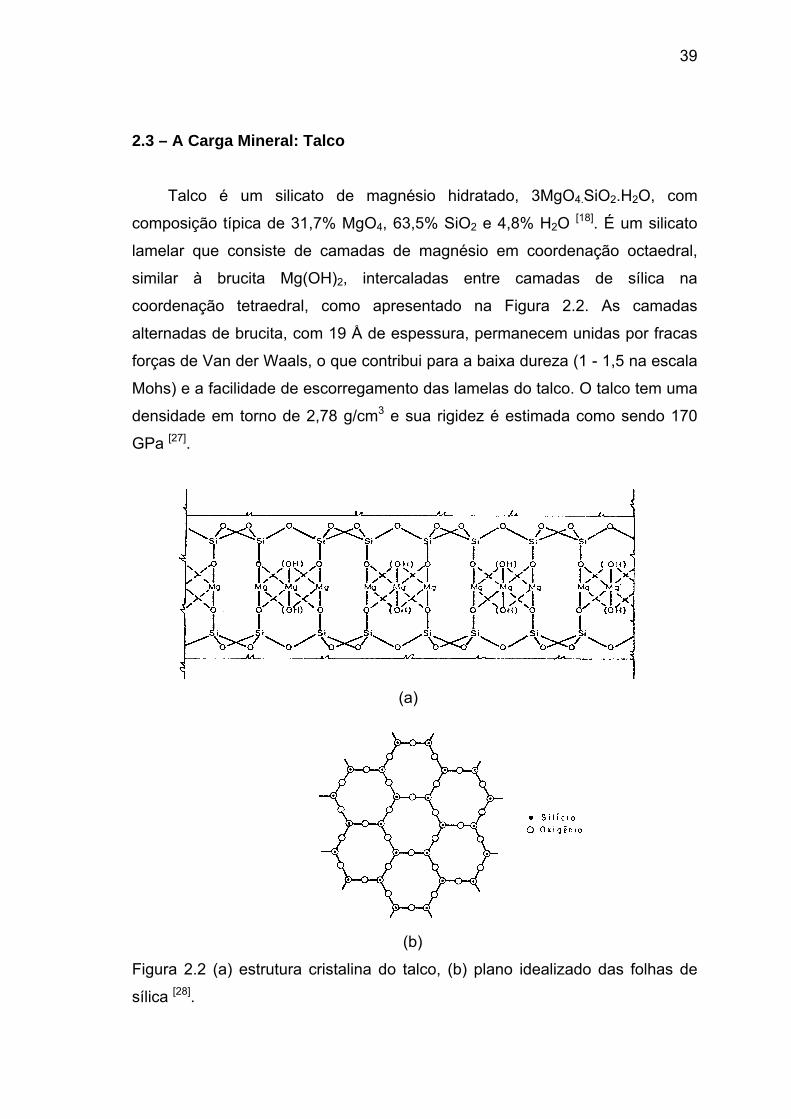
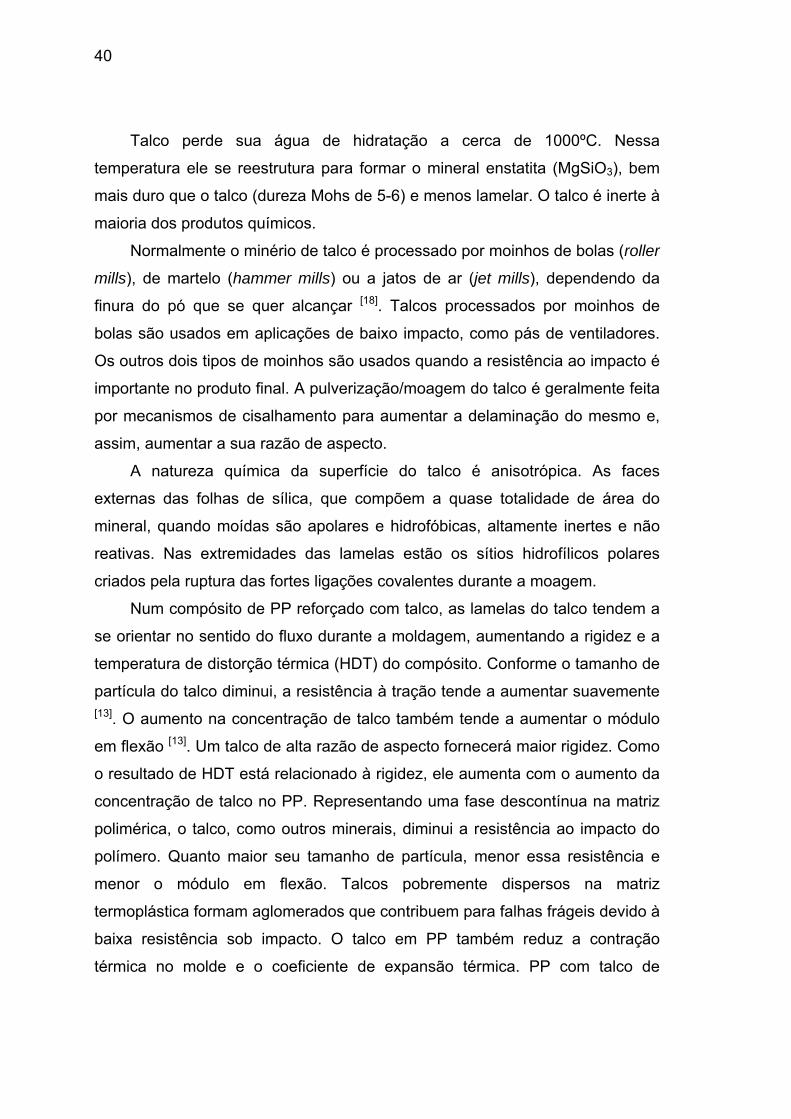
2.3 – A Carga Mineral: Talco
Talco é um silicato de magnésio hidratado, 3MgO4.SiO2.H2O, com
composição típica de 31,7% MgO4, 63,5% SiO2 e 4,8% H2O [18]. É um silicato
lamelar que consiste de camadas de magnésio em coordenação octaedral,
similar à brucita Mg(OH)2, intercaladas entre camadas de sílica na
coordenação tetraedral, como apresentado na Figura 2.2. As camadas
alternadas de brucita, com 19 Å de espessura, permanecem unidas por fracas
forças de Van der Waals, o que contribui para a baixa dureza (1 - 1,5 na escala
Mohs) e a facilidade de escorregamento das lamelas do talco. O talco tem uma
densidade em torno de 2,78 g/cm3 e sua rigidez é estimada como sendo 170
GPa [27].
(a)
(b)
Figura 2.2 (a) estrutura cristalina do talco, (b) plano idealizado das folhas de
sílica [28].
40
Talco perde sua água de hidratação a cerca de 1000ºC. Nessa
temperatura ele se reestrutura para formar o mineral enstatita (MgSiO3), bem
mais duro que o talco (dureza Mohs de 5-6) e menos lamelar. O talco é inerte à
maioria dos produtos químicos.
Normalmente o minério de talco é processado por moinhos de bolas (roller
mills), de martelo (hammer mills) ou a jatos de ar (jet mills), dependendo da
finura do pó que se quer alcançar [18]. Talcos processados por moinhos de
bolas são usados em aplicações de baixo impacto, como pás de ventiladores.
Os outros dois tipos de moinhos são usados quando a resistência ao impacto é
importante no produto final. A pulverização/moagem do talco é geralmente feita
por mecanismos de cisalhamento para aumentar a delaminação do mesmo e,
assim, aumentar a sua razão de aspecto.
A natureza química da superfície do talco é anisotrópica. As faces
externas das folhas de sílica, que compõem a quase totalidade de área do
mineral, quando moídas são apolares e hidrofóbicas, altamente inertes e não
reativas. Nas extremidades das lamelas estão os sítios hidrofílicos polares
criados pela ruptura das fortes ligações covalentes durante a moagem.
Num compósito de PP reforçado com talco, as lamelas do talco tendem a
se orientar no sentido do fluxo durante a moldagem, aumentando a rigidez e a
temperatura de distorção térmica (HDT) do compósito. Conforme o tamanho de
partícula do talco diminui, a resistência à tração tende a aumentar suavemente [13]. O aumento na concentração de talco também tende a aumentar o módulo
em flexão [13]. Um talco de alta razão de aspecto fornecerá maior rigidez. Como
o resultado de HDT está relacionado à rigidez, ele aumenta com o aumento da
concentração de talco no PP. Representando uma fase descontínua na matriz
polimérica, o talco, como outros minerais, diminui a resistência ao impacto do
polímero. Quanto maior seu tamanho de partícula, menor essa resistência e
menor o módulo em flexão. Talcos pobremente dispersos na matriz
termoplástica formam aglomerados que contribuem para falhas frágeis devido à
baixa resistência sob impacto. O talco em PP também reduz a contração
térmica no molde e o coeficiente de expansão térmica. PP com talco de
41
granulometria fina apresenta uma boa qualidade superficial em peças
moldadas.
Cargas minerais como o talco também são utilizadas como cargas de
enchimento, diminuindo o custo do produto final. Como vantagens adicionais
podem ser citadas a fácil processabilidade, reduzida ação abrasiva nos
equipamentos de processamento e, principalmente, obtenção de um material
com baixa anisotropia de propriedades devido ao formato lamelar da carga
mineral.
O talco tende a agir como agente nucleante em alguns polímeros
cristalinos, aumentando o grau de cristalinidade do polímero. A orientação
preferencial do talco na direção de injeção induz a orientação preferencial das
moléculas de PP localizadas próximas, levando à sua cristalização [29].
Tratamento superficial convencional empregado em cargas minerais
visando incrementar a adesão com a matriz não tem resultado efetivo no talco,
devido ao fato de ter baixa concentração de hidroxilas na superfície das suas
lamelas e à sua característica apolar [3]. Mas a sua superfície possui natureza
oleofílica, o que facilita a sua dispersão em solventes orgânicos inclusive
polímeros, facilitando a sua molhabilidade e interação com monômeros ou
polímeros apolares como PP sem a necessidade de agente de acoplagem
interfacial [30].
A superfície química do talco pode levar a interações talco-polímero e
talco-estabilizante que podem causar descoloração e despolimerização sob
aquecimento (150-160ºC) por um longo tempo. Óxido de ferro é
freqüentemente um contaminante do talco [18]. Alto teor de impurezas de ferro
no talco também pode influenciar na estabilidade termo-oxidativa do PP.
2.4 – O Reforço Fibroso: Fibra de Vidro
As fibras de vidro (FV) são fabricadas a partir da fiação de uma
composição de óxidos, sendo a sílica o óxido predominante (50-65% de SiO2).
Outros óxidos como, por exemplo, óxido de cálcio, de boro, sódio e alumínio
42
contribuem para algumas propriedades da fibra. O tipo de vidro obtido depende
da composição da mistura dos diversos óxidos e a qualidade desejada do
material formado é alcançada pelo controle da temperatura e da taxa de
resfriamento. O vidro do tipo E, cal-alumina-borosilicato, é muito utilizado para
fabricação de fibras e é um bom isolante elétrico. Sua composição química
aproximada está exibida na Tabela 2.2. O vidro do tipo S tem elevado módulo e
resistência sob tração (minoritárias impurezas), além de resistência a altas
temperaturas, devido ao maior teor de sílica. Porém, a FV ainda apresenta
baixo módulo de elasticidade, quando comparada com as fibras de carbono e
de boro.
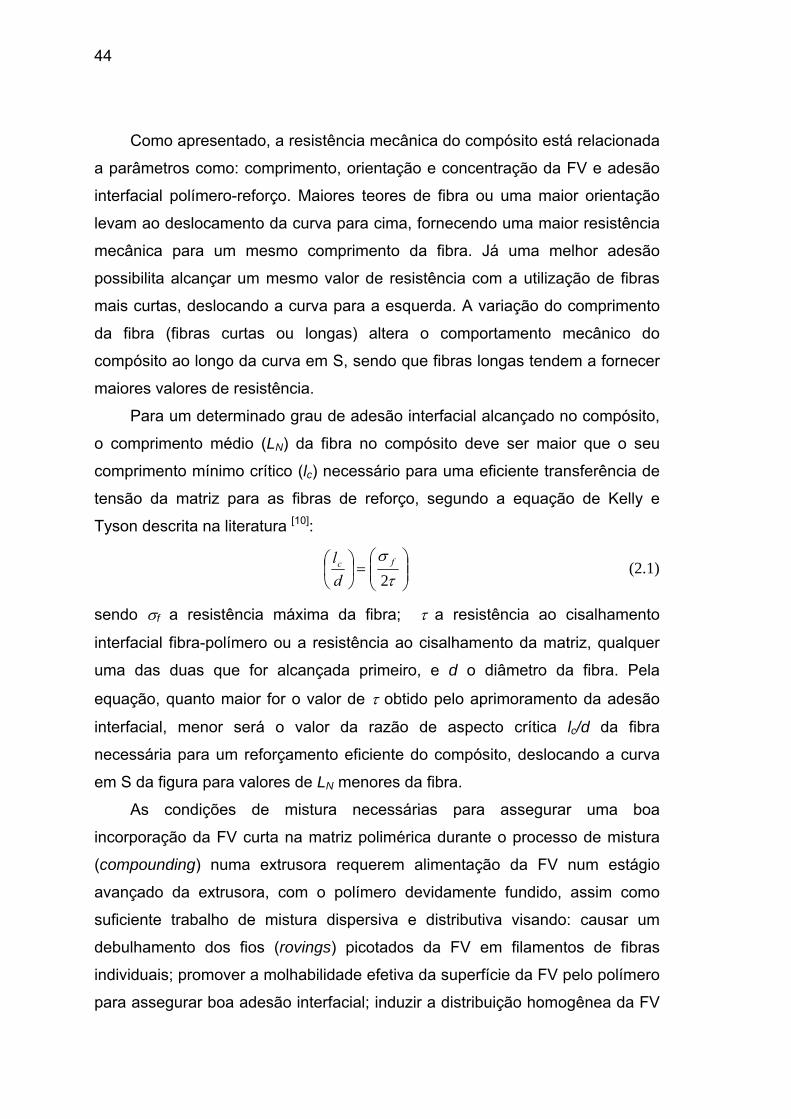
O vidro tem uma estrutura amorfa, isto é, não existe ordem a longa
distância para o posicionamento espacial de seus átomos, como mostrado na
Figura 2.3.
Compósitos poliméricos reforçados com fibras têm sido muito
proeminentes pois a maioria dos materiais é mais rígido e resistente na forma
de fibra do que em qualquer outra forma (na direção de orientação da fibra). O
uso de fibras como materiais de engenharia de alto desempenho é baseado em
três importantes características:
Um diâmetro pequeno da fibra, pois isso diminui a probabilidade de
existirem imperfeições no material;
Uma alta razão de aspecto, que permite, através da boa adesão na
interface fibra-matriz, uma alta transferência da carga mecânica aplicada para a
fibra;
Um alto grau de flexibilidade no processamento, que permite o uso de
variadas técnicas de fabricação de compósitos poliméricos.
43
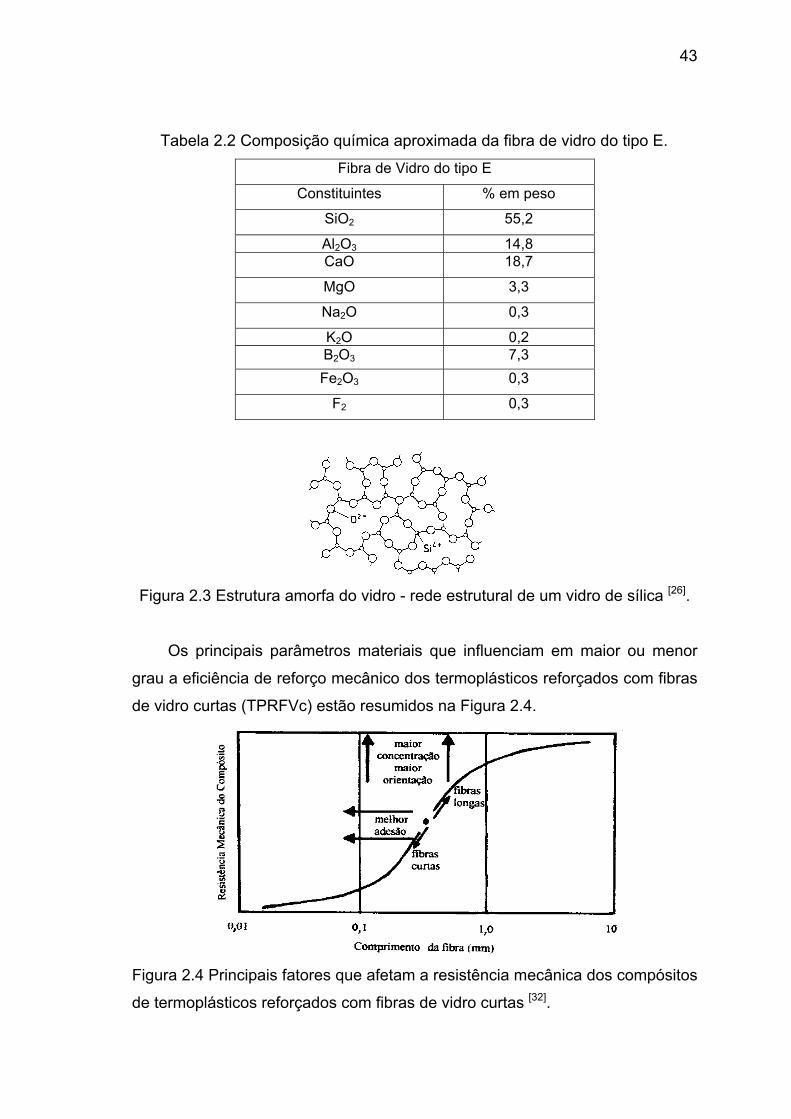
Tabela 2.2 Composição química aproximada da fibra de vidro do tipo E.
Figura 2.3 Estrutura amorfa do vidro - rede estrutural de um vidro de sílica [26].
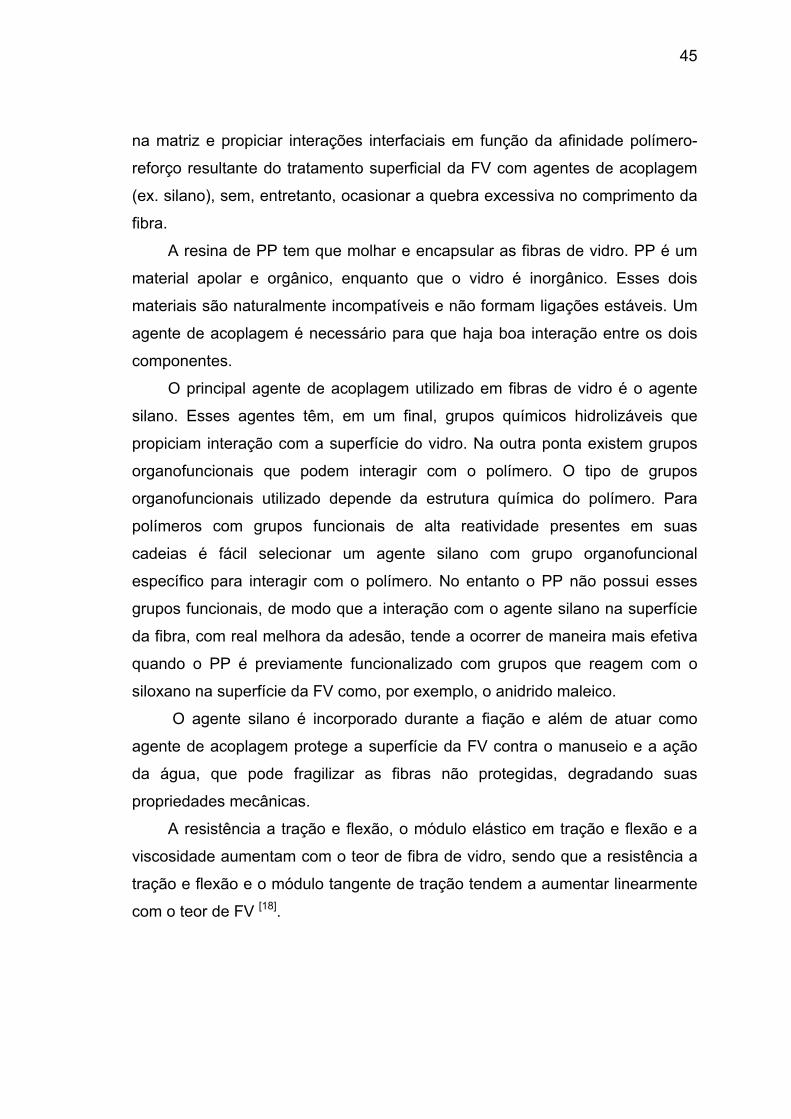
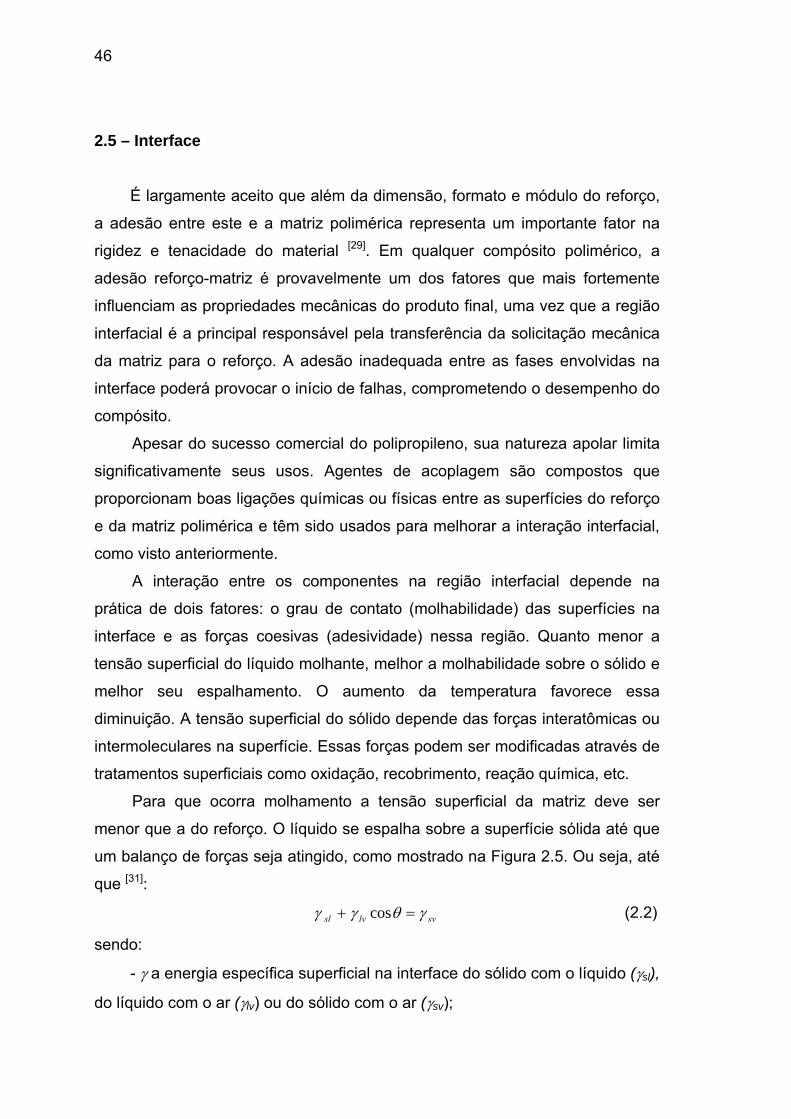
Os principais parâmetros materiais que influenciam em maior ou menor
grau a eficiência de reforço mecânico dos termoplásticos reforçados com fibras
de vidro curtas (TPRFVc) estão resumidos na Figura 2.4.
Figura 2.4 Principais fatores que afetam a resistência mecânica dos compósitos
de termoplásticos reforçados com fibras de vidro curtas [32].
Fibra de Vidro do tipo E
Constituintes % em peso
SiO2 55,2
Al2O3 14,8 CaO 18,7
MgO 3,3
Na2O 0,3
K2O 0,2 B2O3 7,3 Fe2O3 0,3
F2 0,3
44
Como apresentado, a resistência mecânica do compósito está relacionada
a parâmetros como: comprimento, orientação e concentração da FV e adesão
interfacial polímero-reforço. Maiores teores de fibra ou uma maior orientação
levam ao deslocamento da curva para cima, fornecendo uma maior resistência
mecânica para um mesmo comprimento da fibra. Já uma melhor adesão
possibilita alcançar um mesmo valor de resistência com a utilização de fibras
mais curtas, deslocando a curva para a esquerda. A variação do comprimento
da fibra (fibras curtas ou longas) altera o comportamento mecânico do
compósito ao longo da curva em S, sendo que fibras longas tendem a fornecer
maiores valores de resistência.
Para um determinado grau de adesão interfacial alcançado no compósito,
o comprimento médio (LN) da fibra no compósito deve ser maior que o seu
comprimento mínimo crítico (lc) necessário para uma eficiente transferência de
tensão da matriz para as fibras de reforço, segundo a equação de Kelly e
Tyson descrita na literatura [10]:
⎟⎟⎠
⎞⎜⎜⎝
⎛=⎟
⎠⎞
⎜⎝⎛
τσ2
fc
dl
(2.1)
sendo σf a resistência máxima da fibra; τ a resistência ao cisalhamento
interfacial fibra-polímero ou a resistência ao cisalhamento da matriz, qualquer
uma das duas que for alcançada primeiro, e d o diâmetro da fibra. Pela
equação, quanto maior for o valor de τ obtido pelo aprimoramento da adesão
interfacial, menor será o valor da razão de aspecto crítica lc/d da fibra
necessária para um reforçamento eficiente do compósito, deslocando a curva
em S da figura para valores de LN menores da fibra.
As condições de mistura necessárias para assegurar uma boa
incorporação da FV curta na matriz polimérica durante o processo de mistura
(compounding) numa extrusora requerem alimentação da FV num estágio
avançado da extrusora, com o polímero devidamente fundido, assim como
suficiente trabalho de mistura dispersiva e distributiva visando: causar um
debulhamento dos fios (rovings) picotados da FV em filamentos de fibras
individuais; promover a molhabilidade efetiva da superfície da FV pelo polímero
para assegurar boa adesão interfacial; induzir a distribuição homogênea da FV
45
na matriz e propiciar interações interfaciais em função da afinidade polímero-
reforço resultante do tratamento superficial da FV com agentes de acoplagem
(ex. silano), sem, entretanto, ocasionar a quebra excessiva no comprimento da
fibra.
A resina de PP tem que molhar e encapsular as fibras de vidro. PP é um
material apolar e orgânico, enquanto que o vidro é inorgânico. Esses dois
materiais são naturalmente incompatíveis e não formam ligações estáveis. Um
agente de acoplagem é necessário para que haja boa interação entre os dois
componentes.
O principal agente de acoplagem utilizado em fibras de vidro é o agente
silano. Esses agentes têm, em um final, grupos químicos hidrolizáveis que
propiciam interação com a superfície do vidro. Na outra ponta existem grupos
organofuncionais que podem interagir com o polímero. O tipo de grupos
organofuncionais utilizado depende da estrutura química do polímero. Para
polímeros com grupos funcionais de alta reatividade presentes em suas
cadeias é fácil selecionar um agente silano com grupo organofuncional
específico para interagir com o polímero. No entanto o PP não possui esses
grupos funcionais, de modo que a interação com o agente silano na superfície
da fibra, com real melhora da adesão, tende a ocorrer de maneira mais efetiva
quando o PP é previamente funcionalizado com grupos que reagem com o
siloxano na superfície da FV como, por exemplo, o anidrido maleico.
O agente silano é incorporado durante a fiação e além de atuar como
agente de acoplagem protege a superfície da FV contra o manuseio e a ação
da água, que pode fragilizar as fibras não protegidas, degradando suas
propriedades mecânicas.
A resistência a tração e flexão, o módulo elástico em tração e flexão e a
viscosidade aumentam com o teor de fibra de vidro, sendo que a resistência a
tração e flexão e o módulo tangente de tração tendem a aumentar linearmente
com o teor de FV [18].
46
2.5 – Interface
É largamente aceito que além da dimensão, formato e módulo do reforço,
a adesão entre este e a matriz polimérica representa um importante fator na
rigidez e tenacidade do material [29]. Em qualquer compósito polimérico, a
adesão reforço-matriz é provavelmente um dos fatores que mais fortemente
influenciam as propriedades mecânicas do produto final, uma vez que a região
interfacial é a principal responsável pela transferência da solicitação mecânica
da matriz para o reforço. A adesão inadequada entre as fases envolvidas na
interface poderá provocar o início de falhas, comprometendo o desempenho do
compósito.
Apesar do sucesso comercial do polipropileno, sua natureza apolar limita
significativamente seus usos. Agentes de acoplagem são compostos que
proporcionam boas ligações químicas ou físicas entre as superfícies do reforço
e da matriz polimérica e têm sido usados para melhorar a interação interfacial,
como visto anteriormente.
A interação entre os componentes na região interfacial depende na
prática de dois fatores: o grau de contato (molhabilidade) das superfícies na
interface e as forças coesivas (adesividade) nessa região. Quanto menor a
tensão superficial do líquido molhante, melhor a molhabilidade sobre o sólido e
melhor seu espalhamento. O aumento da temperatura favorece essa
diminuição. A tensão superficial do sólido depende das forças interatômicas ou
intermoleculares na superfície. Essas forças podem ser modificadas através de
tratamentos superficiais como oxidação, recobrimento, reação química, etc.
Para que ocorra molhamento a tensão superficial da matriz deve ser
menor que a do reforço. O líquido se espalha sobre a superfície sólida até que
um balanço de forças seja atingido, como mostrado na Figura 2.5. Ou seja, até
que [31]:
svlvsl γθγγ =+ cos (2.2)
sendo:
- γ a energia específica superficial na interface do sólido com o líquido (γsl),
do líquido com o ar (γlv) ou do sólido com o ar (γsv);
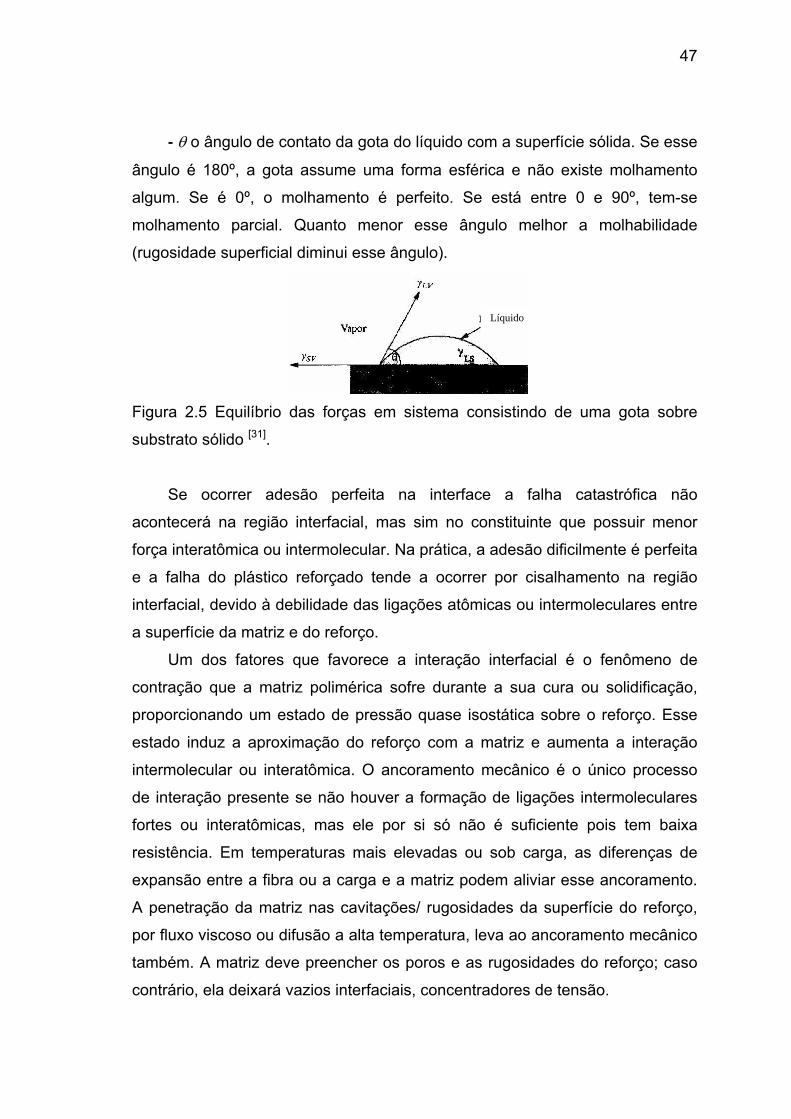
47
- θ o ângulo de contato da gota do líquido com a superfície sólida. Se esse
ângulo é 180º, a gota assume uma forma esférica e não existe molhamento
algum. Se é 0º, o molhamento é perfeito. Se está entre 0 e 90º, tem-se
molhamento parcial. Quanto menor esse ângulo melhor a molhabilidade
(rugosidade superficial diminui esse ângulo).
Figura 2.5 Equilíbrio das forças em sistema consistindo de uma gota sobre
substrato sólido [31].
Se ocorrer adesão perfeita na interface a falha catastrófica não
acontecerá na região interfacial, mas sim no constituinte que possuir menor
força interatômica ou intermolecular. Na prática, a adesão dificilmente é perfeita
e a falha do plástico reforçado tende a ocorrer por cisalhamento na região
interfacial, devido à debilidade das ligações atômicas ou intermoleculares entre
a superfície da matriz e do reforço.
Um dos fatores que favorece a interação interfacial é o fenômeno de
contração que a matriz polimérica sofre durante a sua cura ou solidificação,
proporcionando um estado de pressão quase isostática sobre o reforço. Esse
estado induz a aproximação do reforço com a matriz e aumenta a interação
intermolecular ou interatômica. O ancoramento mecânico é o único processo
de interação presente se não houver a formação de ligações intermoleculares
fortes ou interatômicas, mas ele por si só não é suficiente pois tem baixa
resistência. Em temperaturas mais elevadas ou sob carga, as diferenças de
expansão entre a fibra ou a carga e a matriz podem aliviar esse ancoramento.
A penetração da matriz nas cavitações/ rugosidades da superfície do reforço,
por fluxo viscoso ou difusão a alta temperatura, leva ao ancoramento mecânico
também. A matriz deve preencher os poros e as rugosidades do reforço; caso
contrário, ela deixará vazios interfaciais, concentradores de tensão.
Líquido
48
Outro tipo de ancoramento que pode ocorrer é o ancoramento físico, que
é definido [31] como qualquer ancoramento envolvendo forças fracas,
secundárias, de Van der Waals, interações dipolares e pontes de hidrogênio.
No caso do ancoramento químico, com ligação química, pode ocorrer a
formação de uma solução sólida ou de um composto na interface, resultando
numa zona interfacial. Existe uma reação interfacial entre reforço e matriz
(metálica, iônica ou covalente), com difusão atômica ou molecular.
2.6 – Fluxo e Orientação na Moldagem por Injeção
No compósito polimérico moldado por injeção, as moléculas poliméricas e
as partículas ou fibras de reforço ficam orientadas conforme o sentido de
escoamento do material fundido pela cavidade, dependendo também da ação
do fluxo de compactação e da relaxação ocorrida durante o tempo de
resfriamento e congelamento do fundido. O grau de orientação das fibras e
partículas é uma função da sua razão de aspecto e concentração, além de
parâmetros de injeção como temperatura do fundido, pressão e tempo de
compactação, pressão e velocidade de injeção, espessura da cavidade, forma
da entrada, campo de escoamento e temperatura do molde [2].
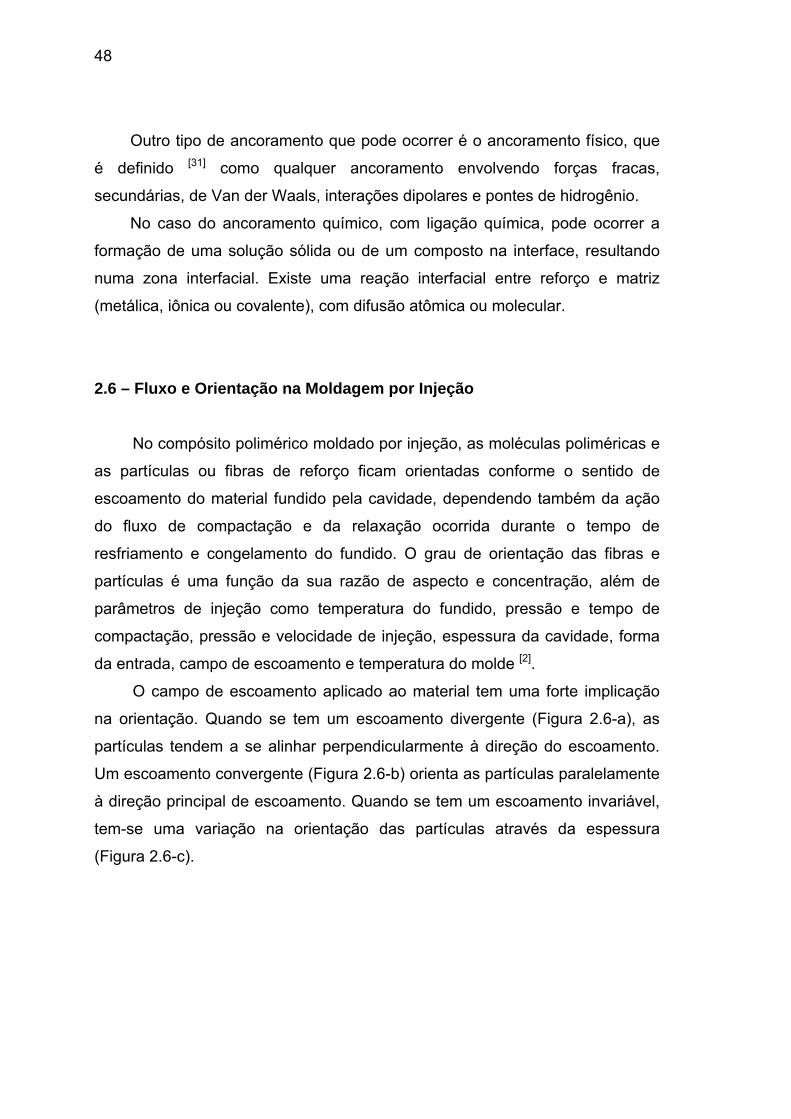
O campo de escoamento aplicado ao material tem uma forte implicação
na orientação. Quando se tem um escoamento divergente (Figura 2.6-a), as
partículas tendem a se alinhar perpendicularmente à direção do escoamento.
Um escoamento convergente (Figura 2.6-b) orienta as partículas paralelamente
à direção principal de escoamento. Quando se tem um escoamento invariável,
tem-se uma variação na orientação das partículas através da espessura
(Figura 2.6-c).
49
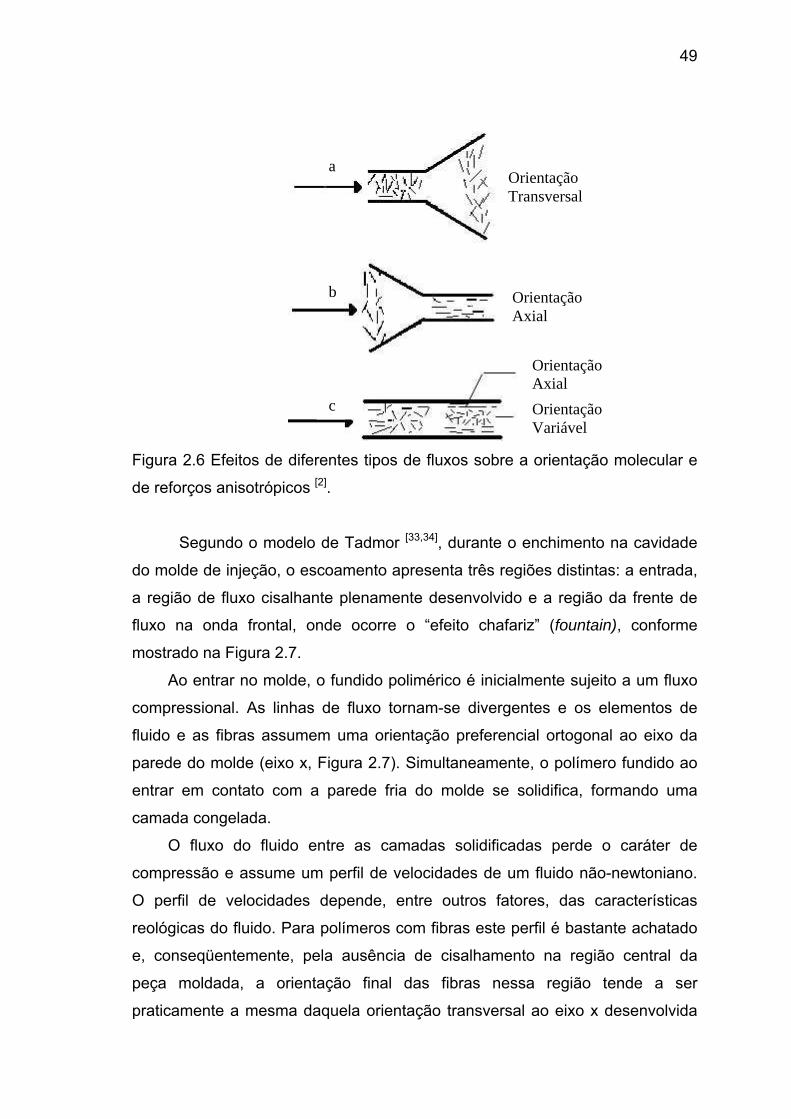
Figura 2.6 Efeitos de diferentes tipos de fluxos sobre a orientação molecular e
de reforços anisotrópicos [2].
Segundo o modelo de Tadmor [33,34], durante o enchimento na cavidade
do molde de injeção, o escoamento apresenta três regiões distintas: a entrada,
a região de fluxo cisalhante plenamente desenvolvido e a região da frente de
fluxo na onda frontal, onde ocorre o “efeito chafariz” (fountain), conforme
mostrado na Figura 2.7.
Ao entrar no molde, o fundido polimérico é inicialmente sujeito a um fluxo
compressional. As linhas de fluxo tornam-se divergentes e os elementos de
fluido e as fibras assumem uma orientação preferencial ortogonal ao eixo da
parede do molde (eixo x, Figura 2.7). Simultaneamente, o polímero fundido ao
entrar em contato com a parede fria do molde se solidifica, formando uma
camada congelada.
O fluxo do fluido entre as camadas solidificadas perde o caráter de
compressão e assume um perfil de velocidades de um fluido não-newtoniano.
O perfil de velocidades depende, entre outros fatores, das características
reológicas do fluido. Para polímeros com fibras este perfil é bastante achatado
e, conseqüentemente, pela ausência de cisalhamento na região central da
peça moldada, a orientação final das fibras nessa região tende a ser
praticamente a mesma daquela orientação transversal ao eixo x desenvolvida
Orientação Variável
a
b
c
Orientação Transversal
Orientação Axial
Orientação Axial
50
na região de entrada. Alguma alteração nessa orientação transversal das fibras
na região central da peça moldada pode advir do maior tempo de resfriamento
e, portanto, do maior tempo de relaxação disponível para o material do centro.
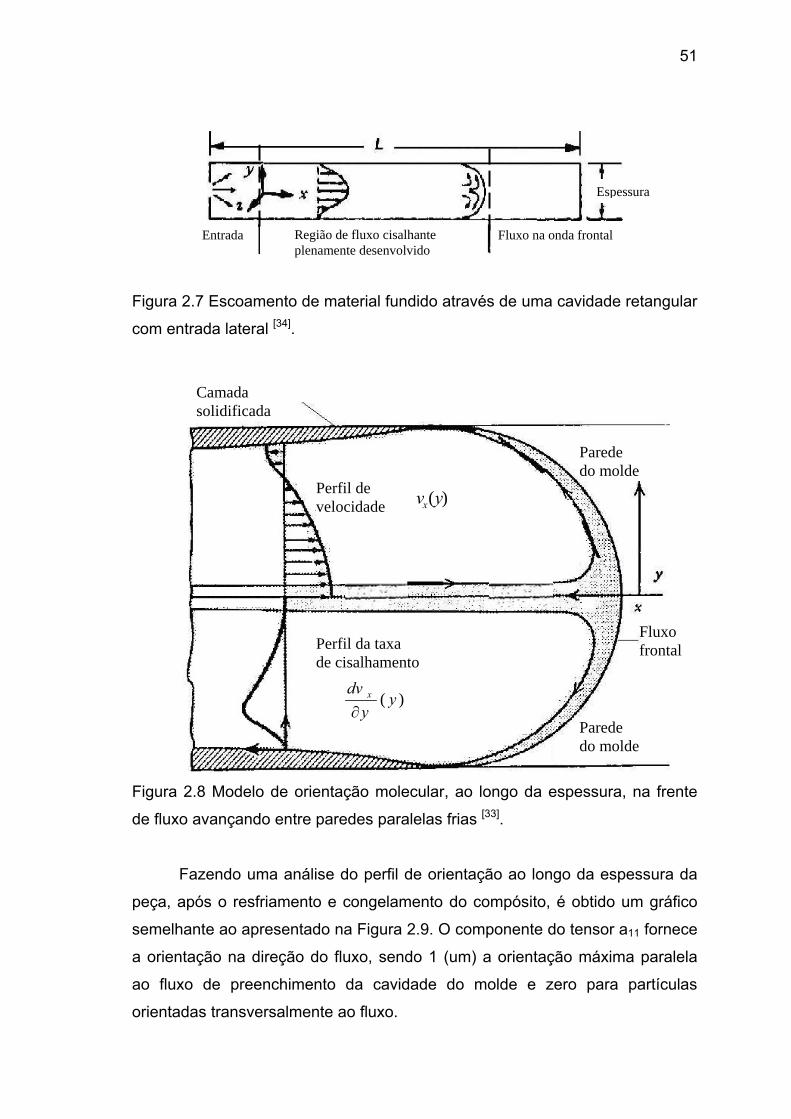
À medida que o fluido avança, o perfil de velocidades muda
consideravelmente e o fluido e as fibras passam a sofrer o “efeito chafariz” na
região do fluxo frontal. A frente de fluxo avança com uma velocidade média, ao
longo do comprimento da cavidade do molde. Uma molécula do polímero ou
uma partícula de reforço que avança pelo centro do escoamento, junto com o
fluxo frontal, sofre uma desaceleração axial e é lançada contra a parede do
molde, por um fluxo elongacional (vide Figura 2.8). Nesse momento, as
moléculas poliméricas estiram e as partículas de alta razão de aspecto sofrem
uma rotação, ficando ambas orientadas paralelas à parede do molde. Como a
parede do molde está “fria”, o material fundido congela, formando uma camada
superficial altamente orientada na “pele” da peça final.
Além do fluxo elongacional, há a contribuição do fluxo cisalhante na
orientação das fibras. Como pode ser observado na Figura 2.8, a taxa de
cisalhamento tem seu valor máximo entre o centro e a parede do molde, porém
em uma região mais próxima da parede. Isso explica a maior orientação
molecular ou de fibras numa região próxima à parede, mas não junto à mesma.
Ou seja, o fluxo cisalhante plenamente desenvolvido que ocorre após a
passagem da onda frontal induz alta orientação, pelo fato de que as partículas
em contato com a camada congelada superficial passam por altas taxas de
cisalhamento, ficando também orientadas após o congelamento. O material da
região central, como fica um tempo maior no estado fundido, tem um período
maior para relaxar e perder a orientação que venha a obter durante a injeção
do compósito fundido.
51
Figura 2.7 Escoamento de material fundido através de uma cavidade retangular
com entrada lateral [34].
Figura 2.8 Modelo de orientação molecular, ao longo da espessura, na frente
de fluxo avançando entre paredes paralelas frias [33].
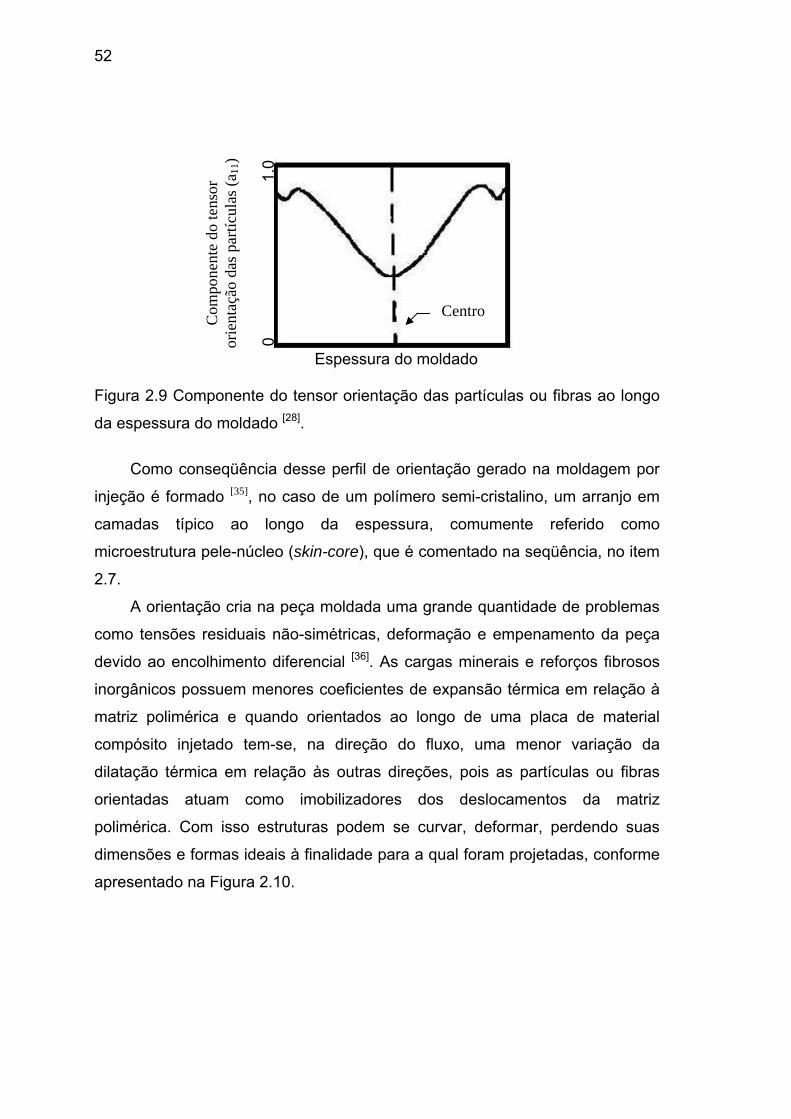
Fazendo uma análise do perfil de orientação ao longo da espessura da
peça, após o resfriamento e congelamento do compósito, é obtido um gráfico
semelhante ao apresentado na Figura 2.9. O componente do tensor a11 fornece
a orientação na direção do fluxo, sendo 1 (um) a orientação máxima paralela
ao fluxo de preenchimento da cavidade do molde e zero para partículas
orientadas transversalmente ao fluxo.
Camada solidificada
Perfil da taxa de cisalhamento
Parede do molde
Fluxo frontal
)( yy
dv x
∂
Perfil de velocidade
Parede do molde
)(yvx
Entrada Região de fluxo cisalhante plenamente desenvolvido
Fluxo na onda frontal
Espessura
52
Figura 2.9 Componente do tensor orientação das partículas ou fibras ao longo
da espessura do moldado [28].
Como conseqüência desse perfil de orientação gerado na moldagem por
injeção é formado [35], no caso de um polímero semi-cristalino, um arranjo em
camadas típico ao longo da espessura, comumente referido como
microestrutura pele-núcleo (skin-core), que é comentado na seqüência, no item
2.7.
A orientação cria na peça moldada uma grande quantidade de problemas
como tensões residuais não-simétricas, deformação e empenamento da peça
devido ao encolhimento diferencial [36]. As cargas minerais e reforços fibrosos
inorgânicos possuem menores coeficientes de expansão térmica em relação à
matriz polimérica e quando orientados ao longo de uma placa de material
compósito injetado tem-se, na direção do fluxo, uma menor variação da
dilatação térmica em relação às outras direções, pois as partículas ou fibras
orientadas atuam como imobilizadores dos deslocamentos da matriz
polimérica. Com isso estruturas podem se curvar, deformar, perdendo suas
dimensões e formas ideais à finalidade para a qual foram projetadas, conforme
apresentado na Figura 2.10.
CentroCom
pone
nte
do te
nsor
or
ient
ação
das
par
tícul
as (a
11)
0
1
.0
Espessura do moldado
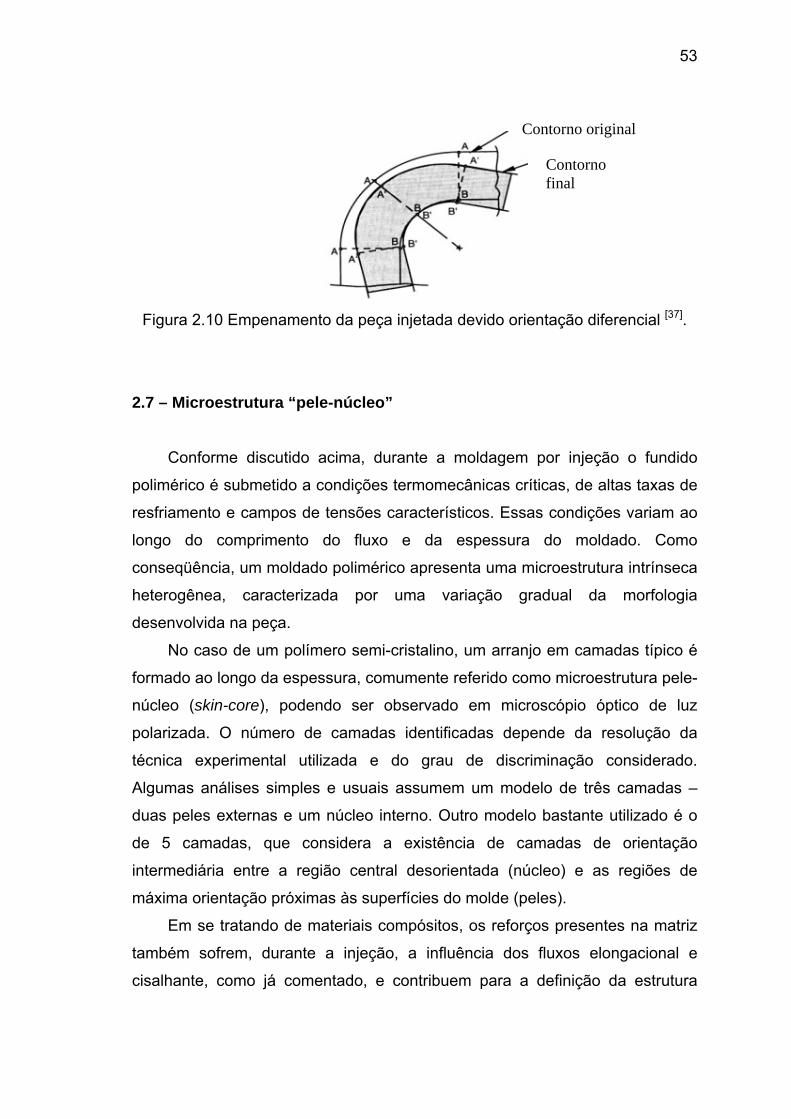
53
Figura 2.10 Empenamento da peça injetada devido orientação diferencial [37].
2.7 – Microestrutura “pele-núcleo”
Conforme discutido acima, durante a moldagem por injeção o fundido
polimérico é submetido a condições termomecânicas críticas, de altas taxas de
resfriamento e campos de tensões característicos. Essas condições variam ao
longo do comprimento do fluxo e da espessura do moldado. Como
conseqüência, um moldado polimérico apresenta uma microestrutura intrínseca
heterogênea, caracterizada por uma variação gradual da morfologia
desenvolvida na peça.
No caso de um polímero semi-cristalino, um arranjo em camadas típico é
formado ao longo da espessura, comumente referido como microestrutura pele-
núcleo (skin-core), podendo ser observado em microscópio óptico de luz
polarizada. O número de camadas identificadas depende da resolução da
técnica experimental utilizada e do grau de discriminação considerado.
Algumas análises simples e usuais assumem um modelo de três camadas –
duas peles externas e um núcleo interno. Outro modelo bastante utilizado é o
de 5 camadas, que considera a existência de camadas de orientação
intermediária entre a região central desorientada (núcleo) e as regiões de
máxima orientação próximas às superfícies do molde (peles).
Em se tratando de materiais compósitos, os reforços presentes na matriz
também sofrem, durante a injeção, a influência dos fluxos elongacional e
cisalhante, como já comentado, e contribuem para a definição da estrutura
Contorno final
Contorno original
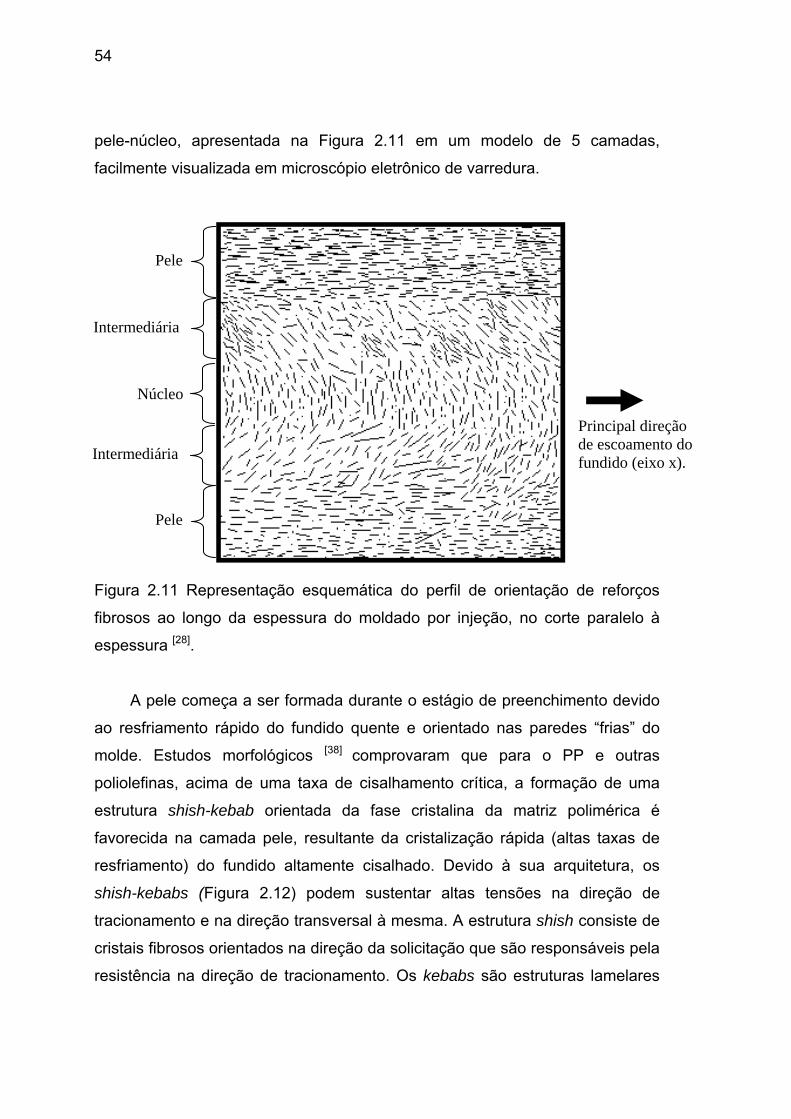
54
pele-núcleo, apresentada na Figura 2.11 em um modelo de 5 camadas,
facilmente visualizada em microscópio eletrônico de varredura.
Figura 2.11 Representação esquemática do perfil de orientação de reforços
fibrosos ao longo da espessura do moldado por injeção, no corte paralelo à
espessura [28].
A pele começa a ser formada durante o estágio de preenchimento devido
ao resfriamento rápido do fundido quente e orientado nas paredes “frias” do
molde. Estudos morfológicos [38] comprovaram que para o PP e outras
poliolefinas, acima de uma taxa de cisalhamento crítica, a formação de uma
estrutura shish-kebab orientada da fase cristalina da matriz polimérica é
favorecida na camada pele, resultante da cristalização rápida (altas taxas de
resfriamento) do fundido altamente cisalhado. Devido à sua arquitetura, os
shish-kebabs (Figura 2.12) podem sustentar altas tensões na direção de
tracionamento e na direção transversal à mesma. A estrutura shish consiste de
cristais fibrosos orientados na direção da solicitação que são responsáveis pela
resistência na direção de tracionamento. Os kebabs são estruturas lamelares
Pele
Pele
Núcleo
Intermediária
Intermediária
Principal direção de escoamento do fundido (eixo x).

55
ao redor do shish e suportam altas forças transversais à direção principal de
solicitação.
Figura 2.12 Estrutura shish-kebab [39].
Em se tratando do polipropileno, nas proximidades da formação dessa
morfologia shish-kebab, é comum também a formação de β-esferulitos,
resultantes da cristalização induzida por cisalhamento.
Para uma dada taxa de fluxo, a formação da pele é essencialmente
governada pelo balanço entre o tempo de resfriamento (para congelar a
estrutura orientada induzida pelo campo de tensões) e o tempo de relaxação
do material [40]. No caso de corpos de prova de tração moldados por injeção,
uma correlação direta entre a espessura da pele e seu grau de orientação tem
sido encontrada [41,42], sendo que camadas da pele mais espessas incluem
material mais orientado (cadeias poliméricas e reforços, caso presentes,
orientados na direção principal de preenchimento da cavidade).
O núcleo dos moldados por injeção de PP apresenta essencialmente uma
cristalização esferulítica do tipo alfa (α-esferulitos), típica de fundidos que
cristalizam sob condições praticamente quiescentes. A camada pele
previamente formada age como uma barreira de isolamento devido à baixa
condutividade térmica do polímero, o que leva a uma baixa taxa de
resfriamento no núcleo e a um alto grau de cristalinidade resultante. Um
gradiente do tamanho dos esferulitos também é formado, aumentando no
56
sentido da região central [40]. O núcleo apresenta um baixo grau de orientação
(molecular e de reforços) e, portanto, normalmente possui rigidez menor e
deformação na ruptura maior do que a camada pele.
Desta forma, as propriedades da pele são governadas por seu grau de
orientação, enquanto que as do núcleo são determinadas por sua morfologia
cristalina [26]. Três aspectos morfológicos principais podem ser utilizados para
caracterizar a estrutura em camadas pele-núcleo [26]: i) o quociente pele-núcleo,
relacionado à espessura da camada pele; ii) o grau de orientação da pele, e iii)
o arranjo semi-cristalino do núcleo. A natureza molecular do polímero, a
magnitude das camadas pele e núcleo e suas morfologias têm influência direta
no comportamento mecânico de peças moldadas por injeção. Também devem
ser consideradas as condições de injeção utilizadas, por influenciarem
fortemente a morfologia resultante da peça moldada, como discutido na
seqüência.
2.8 – Influência dos Parâmetros de Injeção na Morfologia de Moldados
As condições de processo utilizadas na moldagem por injeção, tais como
temperatura, velocidade e pressão de injeção, temperatura do molde e pressão
de empacotamento, têm grande influência na microestrutura resultante do
polímero moldado.
O perfil de temperatura ao longo da espessura do moldado durante o
resfriamento é resultante do balanço entre: o calor trazido pelo fundido,
proporcional à temperatura de injeção; o calor perdido pelo fundido,
proporcional à diferença entre as temperaturas do fundido e do molde; e o calor
gerado por dissipação viscosa durante preenchimento, que é função da
velocidade de injeção. Tem sido verificado [43,44] em PP homopolímero que o
aumento da temperatura de injeção tende a reduzir a magnitude da camada
pele e aumentar o tamanho dos esferulitos do núcleo e o grau de cristalinidade.
Uma baixa velocidade de injeção (taxa de fluxo), que causa cisalhamento
moderado, tende a gerar altos graus de orientação no produto acabado, devido
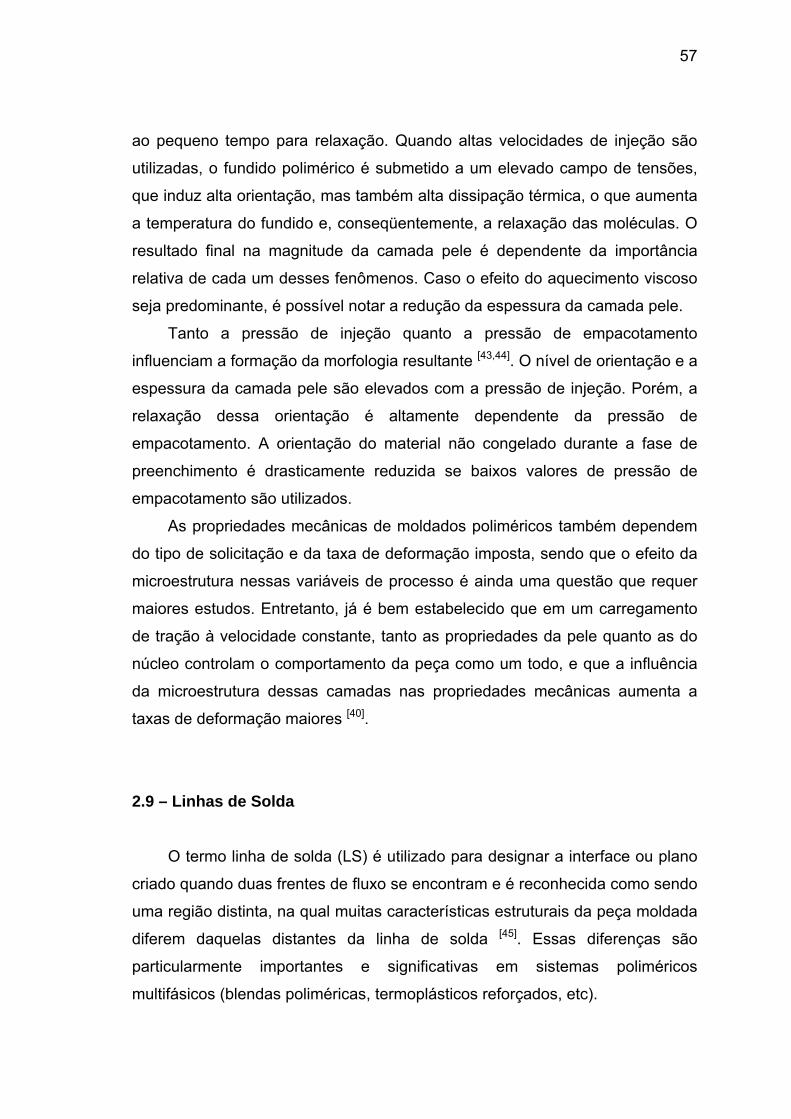
57
ao pequeno tempo para relaxação. Quando altas velocidades de injeção são
utilizadas, o fundido polimérico é submetido a um elevado campo de tensões,
que induz alta orientação, mas também alta dissipação térmica, o que aumenta
a temperatura do fundido e, conseqüentemente, a relaxação das moléculas. O
resultado final na magnitude da camada pele é dependente da importância
relativa de cada um desses fenômenos. Caso o efeito do aquecimento viscoso
seja predominante, é possível notar a redução da espessura da camada pele.
Tanto a pressão de injeção quanto a pressão de empacotamento
influenciam a formação da morfologia resultante [43,44]. O nível de orientação e a
espessura da camada pele são elevados com a pressão de injeção. Porém, a
relaxação dessa orientação é altamente dependente da pressão de
empacotamento. A orientação do material não congelado durante a fase de
preenchimento é drasticamente reduzida se baixos valores de pressão de
empacotamento são utilizados.
As propriedades mecânicas de moldados poliméricos também dependem
do tipo de solicitação e da taxa de deformação imposta, sendo que o efeito da
microestrutura nessas variáveis de processo é ainda uma questão que requer
maiores estudos. Entretanto, já é bem estabelecido que em um carregamento
de tração à velocidade constante, tanto as propriedades da pele quanto as do
núcleo controlam o comportamento da peça como um todo, e que a influência
da microestrutura dessas camadas nas propriedades mecânicas aumenta a
taxas de deformação maiores [40].
2.9 – Linhas de Solda
O termo linha de solda (LS) é utilizado para designar a interface ou plano
criado quando duas frentes de fluxo se encontram e é reconhecida como sendo
uma região distinta, na qual muitas características estruturais da peça moldada
diferem daquelas distantes da linha de solda [45]. Essas diferenças são
particularmente importantes e significativas em sistemas poliméricos
multifásicos (blendas poliméricas, termoplásticos reforçados, etc).
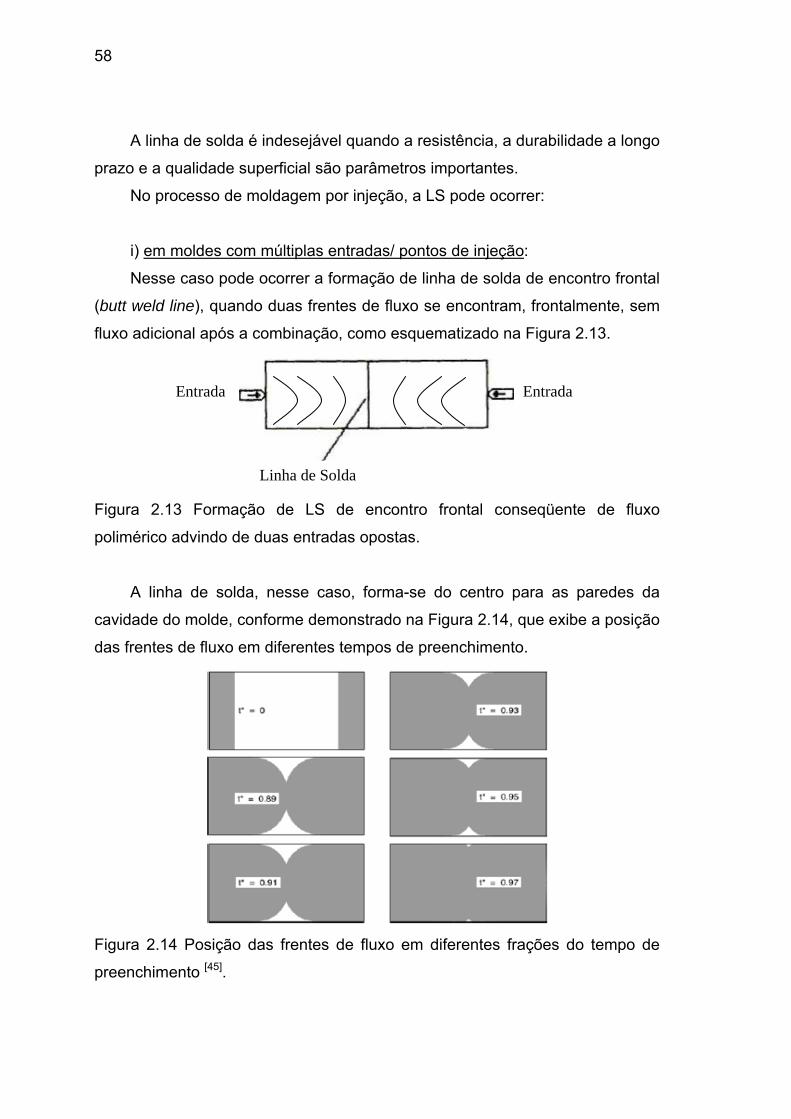
58
A linha de solda é indesejável quando a resistência, a durabilidade a longo
prazo e a qualidade superficial são parâmetros importantes.
No processo de moldagem por injeção, a LS pode ocorrer:
i) em moldes com múltiplas entradas/ pontos de injeção:
Nesse caso pode ocorrer a formação de linha de solda de encontro frontal
(butt weld line), quando duas frentes de fluxo se encontram, frontalmente, sem
fluxo adicional após a combinação, como esquematizado na Figura 2.13.
Figura 2.13 Formação de LS de encontro frontal conseqüente de fluxo
polimérico advindo de duas entradas opostas.
A linha de solda, nesse caso, forma-se do centro para as paredes da
cavidade do molde, conforme demonstrado na Figura 2.14, que exibe a posição
das frentes de fluxo em diferentes tempos de preenchimento.
Figura 2.14 Posição das frentes de fluxo em diferentes frações do tempo de
preenchimento [45].
Linha de Solda
Entrada Entrada
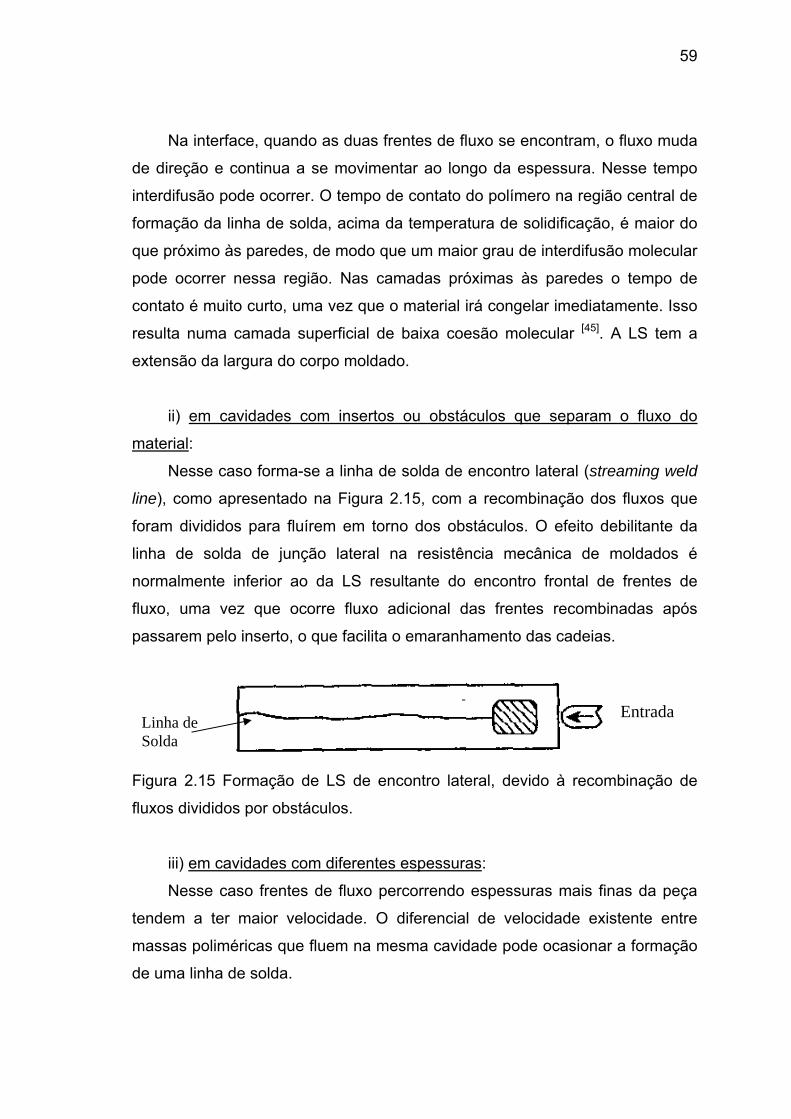
59
Na interface, quando as duas frentes de fluxo se encontram, o fluxo muda
de direção e continua a se movimentar ao longo da espessura. Nesse tempo
interdifusão pode ocorrer. O tempo de contato do polímero na região central de
formação da linha de solda, acima da temperatura de solidificação, é maior do
que próximo às paredes, de modo que um maior grau de interdifusão molecular
pode ocorrer nessa região. Nas camadas próximas às paredes o tempo de
contato é muito curto, uma vez que o material irá congelar imediatamente. Isso
resulta numa camada superficial de baixa coesão molecular [45]. A LS tem a
extensão da largura do corpo moldado.
ii) em cavidades com insertos ou obstáculos que separam o fluxo do
material:
Nesse caso forma-se a linha de solda de encontro lateral (streaming weld
line), como apresentado na Figura 2.15, com a recombinação dos fluxos que
foram divididos para fluírem em torno dos obstáculos. O efeito debilitante da
linha de solda de junção lateral na resistência mecânica de moldados é
normalmente inferior ao da LS resultante do encontro frontal de frentes de
fluxo, uma vez que ocorre fluxo adicional das frentes recombinadas após
passarem pelo inserto, o que facilita o emaranhamento das cadeias.
Figura 2.15 Formação de LS de encontro lateral, devido à recombinação de
fluxos divididos por obstáculos.
iii) em cavidades com diferentes espessuras:
Nesse caso frentes de fluxo percorrendo espessuras mais finas da peça
tendem a ter maior velocidade. O diferencial de velocidade existente entre
massas poliméricas que fluem na mesma cavidade pode ocasionar a formação
de uma linha de solda.
Entrada Linha de Solda
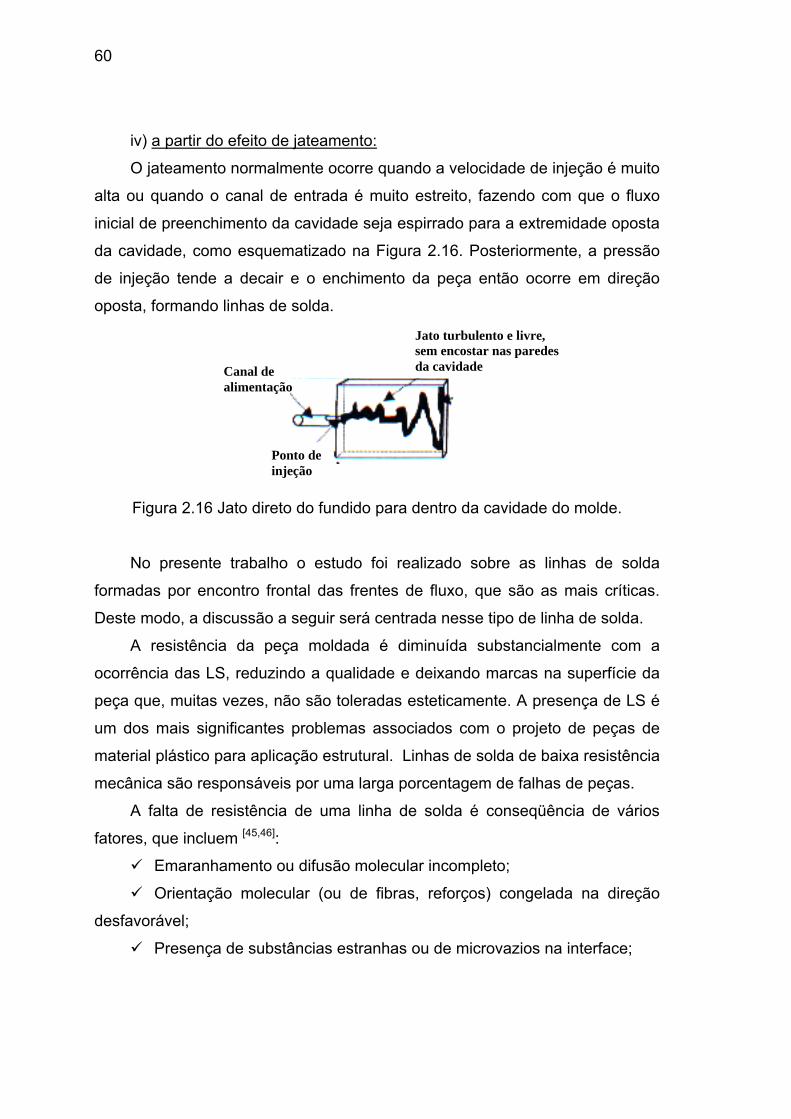
60
iv) a partir do efeito de jateamento:
O jateamento normalmente ocorre quando a velocidade de injeção é muito
alta ou quando o canal de entrada é muito estreito, fazendo com que o fluxo
inicial de preenchimento da cavidade seja espirrado para a extremidade oposta
da cavidade, como esquematizado na Figura 2.16. Posteriormente, a pressão
de injeção tende a decair e o enchimento da peça então ocorre em direção
oposta, formando linhas de solda.
Figura 2.16 Jato direto do fundido para dentro da cavidade do molde.
No presente trabalho o estudo foi realizado sobre as linhas de solda
formadas por encontro frontal das frentes de fluxo, que são as mais críticas.
Deste modo, a discussão a seguir será centrada nesse tipo de linha de solda.
A resistência da peça moldada é diminuída substancialmente com a
ocorrência das LS, reduzindo a qualidade e deixando marcas na superfície da
peça que, muitas vezes, não são toleradas esteticamente. A presença de LS é
um dos mais significantes problemas associados com o projeto de peças de
material plástico para aplicação estrutural. Linhas de solda de baixa resistência
mecânica são responsáveis por uma larga porcentagem de falhas de peças.
A falta de resistência de uma linha de solda é conseqüência de vários
fatores, que incluem [45,46]:
Emaranhamento ou difusão molecular incompleto;
Orientação molecular (ou de fibras, reforços) congelada na direção
desfavorável;
Presença de substâncias estranhas ou de microvazios na interface;
Canal de alimentação
Ponto de injeção
Jato turbulento e livre, sem encostar nas paredes da cavidade
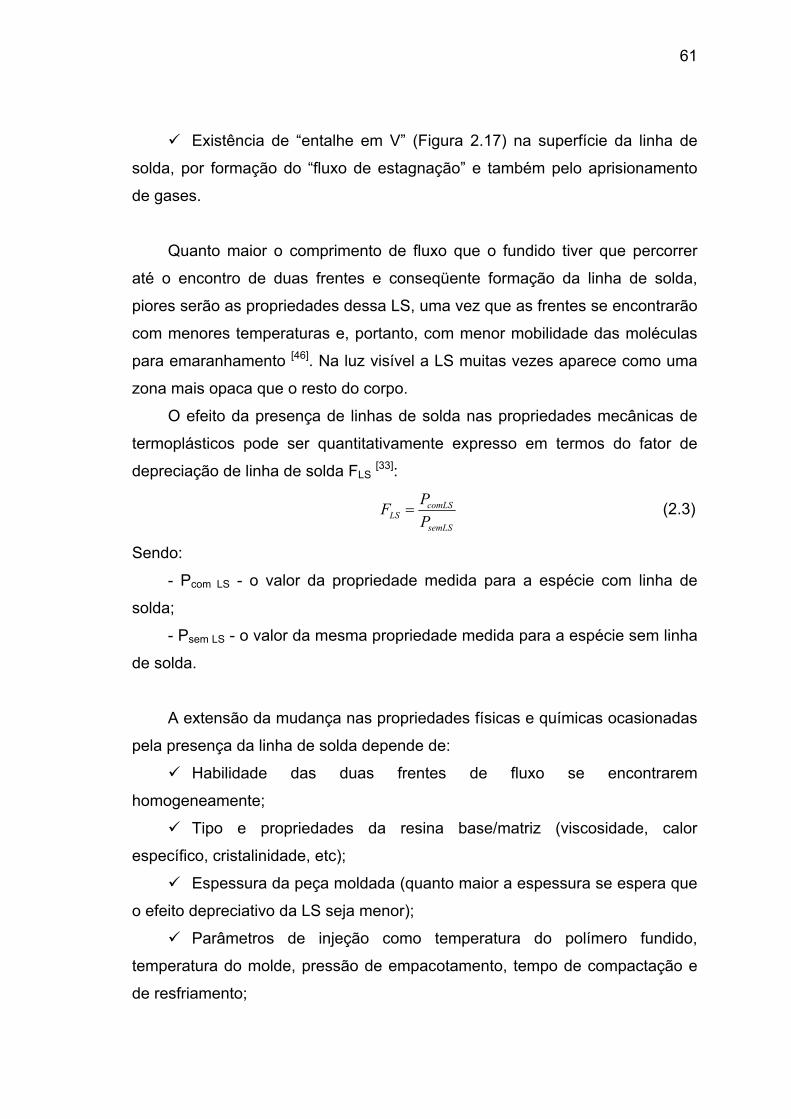
61
Existência de “entalhe em V” (Figura 2.17) na superfície da linha de
solda, por formação do “fluxo de estagnação” e também pelo aprisionamento
de gases.
Quanto maior o comprimento de fluxo que o fundido tiver que percorrer
até o encontro de duas frentes e conseqüente formação da linha de solda,
piores serão as propriedades dessa LS, uma vez que as frentes se encontrarão
com menores temperaturas e, portanto, com menor mobilidade das moléculas
para emaranhamento [46]. Na luz visível a LS muitas vezes aparece como uma
zona mais opaca que o resto do corpo.
O efeito da presença de linhas de solda nas propriedades mecânicas de
termoplásticos pode ser quantitativamente expresso em termos do fator de
depreciação de linha de solda FLS [33]:
semLS
comLSLS P
PF = (2.3)
Sendo:
- Pcom LS - o valor da propriedade medida para a espécie com linha de
solda;
- Psem LS - o valor da mesma propriedade medida para a espécie sem linha
de solda.
A extensão da mudança nas propriedades físicas e químicas ocasionadas
pela presença da linha de solda depende de:
Habilidade das duas frentes de fluxo se encontrarem
homogeneamente;
Tipo e propriedades da resina base/matriz (viscosidade, calor
específico, cristalinidade, etc);
Espessura da peça moldada (quanto maior a espessura se espera que
o efeito depreciativo da LS seja menor);
Parâmetros de injeção como temperatura do polímero fundido,
temperatura do molde, pressão de empacotamento, tempo de compactação e
de resfriamento;
62
Presença de cargas, reforços e modificadores de impacto.
Para minimizar os efeitos da presença da LS pode-se [47]:
a) Variar as condições de processamento: O aumento na temperatura do
fundido tem se mostrado eficaz para reduzir os efeitos da linha de solda. Porém
deve ser considerado que existe um limite até o ponto no qual o polímero
começa a degradar e também que o aumento na temperatura do fundido
resulta num aumento no tempo do ciclo de moldagem. Outro fator que
influencia a LS é a temperatura do molde; no entanto, não é possível fazer uma
generalização como no caso da temperatura do fundido, sendo necessária uma
avaliação por material. A resistência da LS também é dependente do tempo e a
pressão de injeção. Tem-se comprovado que a diminuição do tempo de injeção
aprimora as propriedades. Parâmetros como a pressão e o tempo de
empacotamento também podem afetar a qualidade da linha de solda formada.
b) Redesenhar o molde: Nos casos em que essa possibilidade é viável,
pode-se modificar o molde visando deslocar a formação da LS para uma região
não crítica, onde as tensões não são muito altas ou onde a LS não é visível.
c) Modificar o design da máquina: Visando induzir fluxo transiente após a
formação da LS para haver mobilidade da LS formada e, com isso, melhora
das propriedades.
O efeito mais negativo da presença de linha de solda nas propriedades
mecânicas é observado para termoplásticos amorfos [46, 48] que exibem fratura
frágil nas condições ambientes (ex. PS, SAN). Em polímeros semicristalinos,
fatores adicionais como o grau de cristalinidade e o tamanho e distribuição dos
cristalitos também influenciam a resistência da linha de solda. O efeito
depreciativo da LS na deformação de ruptura de polímeros semicristalinos
aumenta com a diminuição da temperatura do fundido, visto que isso leva a
uma taxa de resfriamento mais lenta, resultando na formação de esferulitos
grandes. Temperaturas de molde mais altas também levam a uma taxa de
resfriamento mais lenta e, portanto, a esferulitos grandes.
63
Em polímeros carregados ou reforçados, a perda de resistência do
compósito na presença da LS está ligada à razão de aspecto da fase dispersa.
Enquanto a LS formada em compósitos com esferas de vidro e aditivos
aproximadamente esféricos como CaCO3 tem resistência praticamente idêntica
à do material sem LS, uma perda significativa ocorre nos materiais reforçados
com fibras ou aditivos lamelares. Essa perda de resistência é atribuída à
orientação das fibras ou lamelas paralelas à LS, como mostrado na Figura
2.17.
Figura 2.17 Orientação das fibras no plano da linha de solda, perpendicular à
direção de fluxo preferencial [28].
Num ensaio de tração, a tensão é transmitida para as fibras através de um
mecanismo de cisalhamento ao longo do comprimento da fibra. Assim, fibras
alinhadas perpendicularmente à direção da força aplicada, como acontece na
LS, têm pouco efeito de reforçamento [35].
2.10 – Propriedades Mecânicas de Compósitos Poliméricos
2.10.1 – Módulo Elástico
Uma das propriedades mais importantes na caracterização do
comportamento mecânico de um material é o seu módulo de elasticidade. Este
64
é caracterizado pela intensidade da resistência mecânica que o material
oferece ao se deformar elasticamente sob alguma solicitação mecânica, que
pode vir a ser de tração, compressão, flexão ou cisalhamento, considerando
que deformação elástica é uma deformação totalmente recuperável. A
incorporação de partículas sólidas de alto módulo e resistência em matrizes
poliméricas, em geral, restringe a mobilidade das cadeias poliméricas e a
deformação sob tensão aplicada, o que eleva o módulo elástico, mas é
necessária uma avaliação específica por tipo de compósito. Esse grau de
restrição aumenta em função do aumento da fração volumétrica da carga ou
reforço, considerando as outras variáveis constantes. É possível explicar esse
fenômeno pelo fato de que, tendo-se uma menor quantidade de matriz
polimérica livre para deformar, é necessário um maior esforço para causar uma
deformação e, conseqüentemente, um módulo elástico mais elevado é obtido.
A forma da partícula também influencia o módulo final. Reforços com razão de
aspecto maior que 1 (um), tendem a se orientar na direção do fluxo, dando
maior valor de módulo elástico paralelo à sua orientação [2].
O módulo de compósitos pode ser estimado através dos seguintes
modelos definidos por:
I) Takayanagi: prevê o comportamento dos compósitos desde que as
partículas presentes no mesmo: estejam orientadas na mesma direção do
compósito, possuam o comprimento do compósito moldado, estejam
distribuídas uniformemente e possuam uma boa adesão com a matriz
polimérica. São apresentadas duas situações distintas [49]:
A primeira situação ocorre para uma tensão aplicada em paralelo aos
componentes, de modo que todos tenham a mesma deformação. Esse modelo
é chamado de combinação de efeitos em “paralelo” e representa o limite
superior do módulo do compósito:
)1( fmffc EEE φφ −+= (2.4)
sendo:
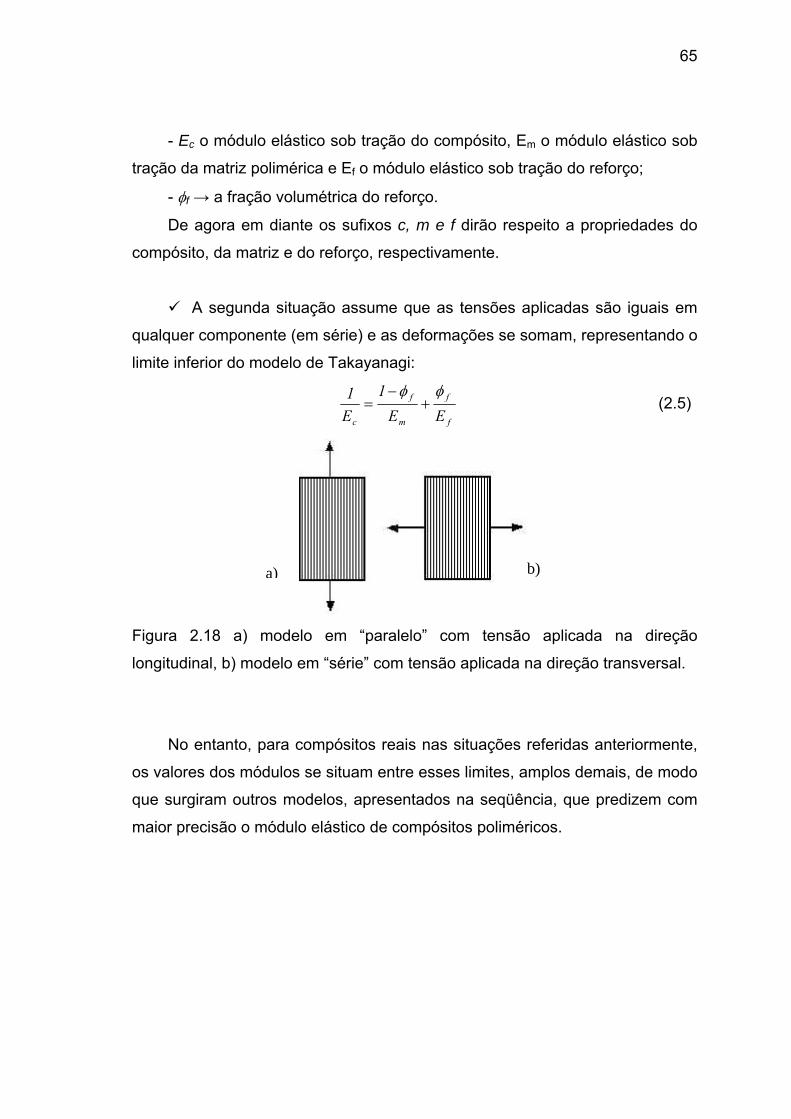
65
- Ec o módulo elástico sob tração do compósito, Em o módulo elástico sob
tração da matriz polimérica e Ef o módulo elástico sob tração do reforço;
- φf → a fração volumétrica do reforço.
De agora em diante os sufixos c, m e f dirão respeito a propriedades do
compósito, da matriz e do reforço, respectivamente.
A segunda situação assume que as tensões aplicadas são iguais em
qualquer componente (em série) e as deformações se somam, representando o
limite inferior do modelo de Takayanagi:
f
f
m
f
c EE1
E1 φφ
+−
= (2.5)
Figura 2.18 a) modelo em “paralelo” com tensão aplicada na direção
longitudinal, b) modelo em “série” com tensão aplicada na direção transversal.
No entanto, para compósitos reais nas situações referidas anteriormente,
os valores dos módulos se situam entre esses limites, amplos demais, de modo
que surgiram outros modelos, apresentados na seqüência, que predizem com
maior precisão o módulo elástico de compósitos poliméricos.
a) b)
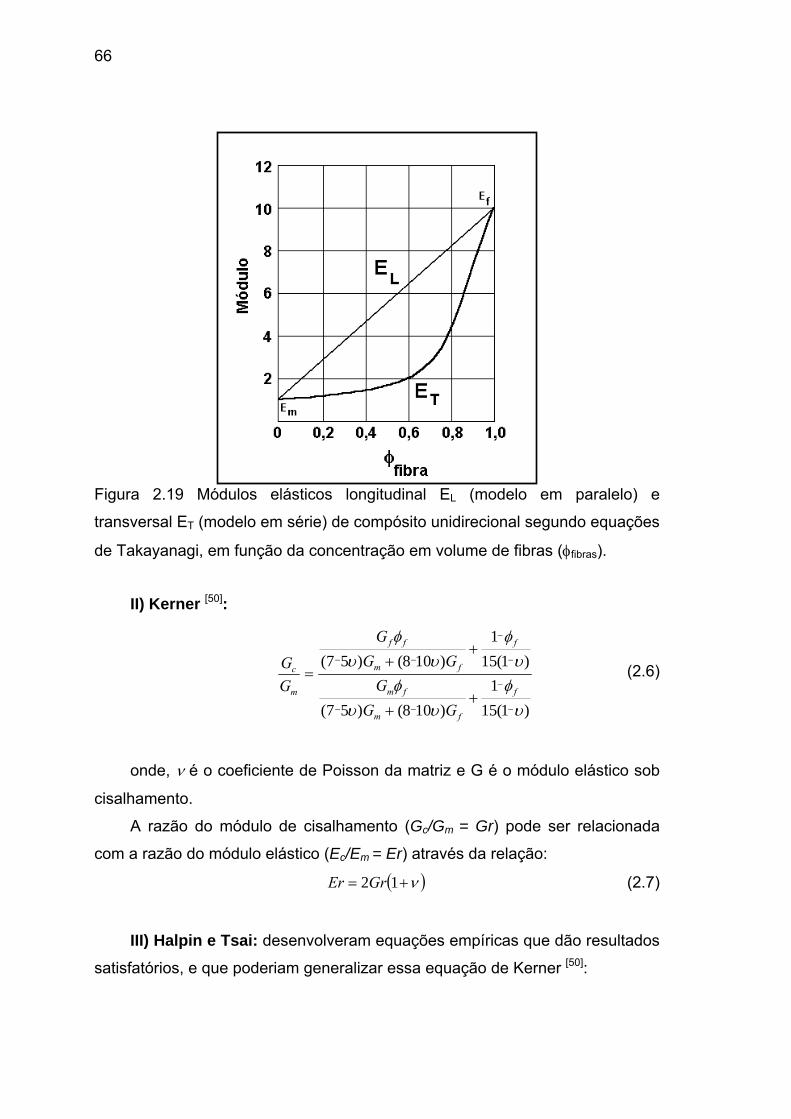
66
Figura 2.19 Módulos elásticos longitudinal EL (modelo em paralelo) e
transversal ET (modelo em série) de compósito unidirecional segundo equações
de Takayanagi, em função da concentração em volume de fibras (φfibras).
II) Kerner [50]:
)1(151
)108()57(
)1(151
)108()57(
_
_
__
_
_
__
υφ
υυφ
υφ
υυφ
f
fm
fm
f
fm
ff
m
c
GGG
GGG
GG
++
++
= (2.6)
onde, ν é o coeficiente de Poisson da matriz e G é o módulo elástico sob
cisalhamento.
A razão do módulo de cisalhamento (Gc/Gm = Gr) pode ser relacionada
com a razão do módulo elástico (Ec/Em = Er) através da relação:
( )ν+= 12GrEr (2.7)
III) Halpin e Tsai: desenvolveram equações empíricas que dão resultados
satisfatórios, e que poderiam generalizar essa equação de Kerner [50]:
67
f
fErφηφηξ
−
+=
11
(2.8)
sendo:
- ξ um fator empírico que depende da razão de aspecto e da distribuição
do reforço, das condições de carregamento e do coeficiente de Poisson da
matriz→ para o módulo longitudinal pode-se estimar ξ = 2 (l / d), sendo l/d a
razão de aspecto do reforço;
-ξ
η+
=
1 -
m
f
m
f
EEEE
Quanto maior o valor do módulo do reforço, maior será η e maior o
módulo do compósito.
IV) Lewis e Nielsen: com o conceito da fração de empacotamento
máximo (φfmax), generalizaram ainda mais a equação de Kerner, obtendo [49,50]:
f
f
BAB
Erψφφ
−
+=
11
(2.9)
sendo:
- A
EEEE
B
m
f
m
f
+=
1 - ;
- A - uma constante relacionada ao coeficiente de Einstein (KE).
O fator empírico ψ depende da fração de empacotamento máximo da
carga (φfmax) e pode ser dado por:
- f2maxf
maxf11 φ
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
φ
φ−+=ψ
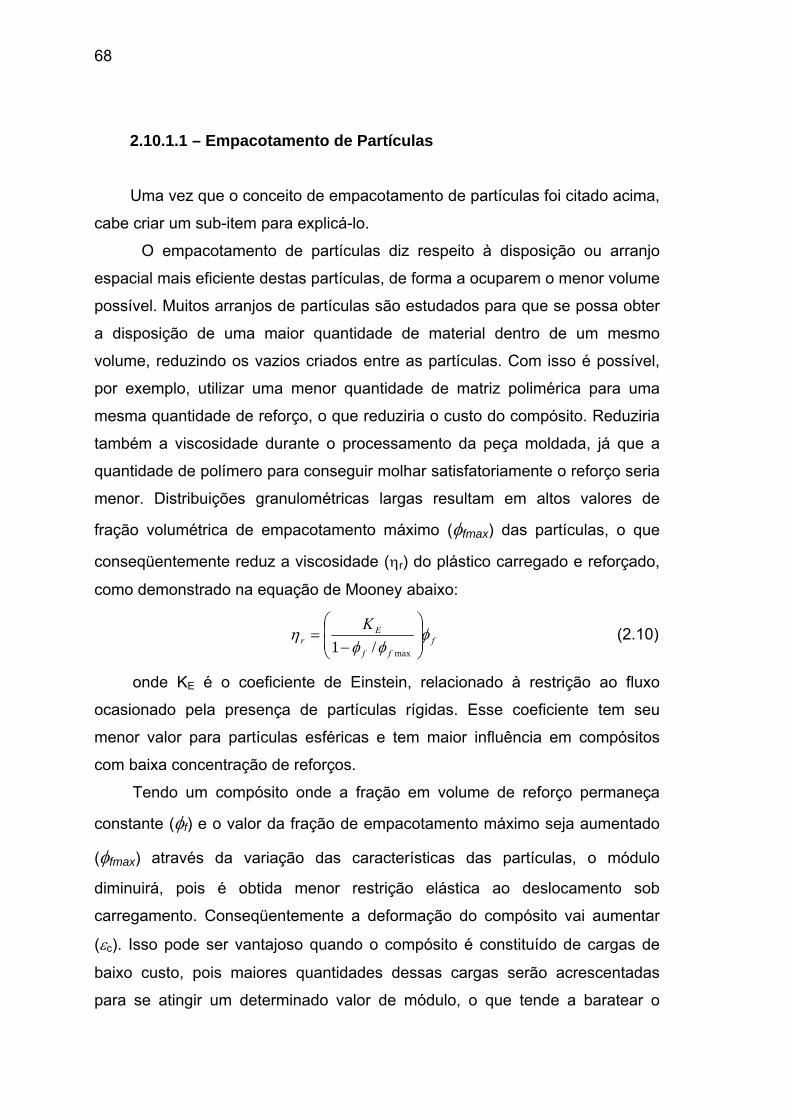
68
2.10.1.1 – Empacotamento de Partículas
Uma vez que o conceito de empacotamento de partículas foi citado acima,
cabe criar um sub-item para explicá-lo.
O empacotamento de partículas diz respeito à disposição ou arranjo
espacial mais eficiente destas partículas, de forma a ocuparem o menor volume
possível. Muitos arranjos de partículas são estudados para que se possa obter
a disposição de uma maior quantidade de material dentro de um mesmo
volume, reduzindo os vazios criados entre as partículas. Com isso é possível,
por exemplo, utilizar uma menor quantidade de matriz polimérica para uma
mesma quantidade de reforço, o que reduziria o custo do compósito. Reduziria
também a viscosidade durante o processamento da peça moldada, já que a
quantidade de polímero para conseguir molhar satisfatoriamente o reforço seria
menor. Distribuições granulométricas largas resultam em altos valores de
fração volumétrica de empacotamento máximo (φfmax) das partículas, o que
conseqüentemente reduz a viscosidade (ηr) do plástico carregado e reforçado,
como demonstrado na equação de Mooney abaixo:
fff
Er
Kφ
φφη ⎟
⎟⎠
⎞⎜⎜⎝
⎛
−=
max/1 (2.10)
onde KE é o coeficiente de Einstein, relacionado à restrição ao fluxo
ocasionado pela presença de partículas rígidas. Esse coeficiente tem seu
menor valor para partículas esféricas e tem maior influência em compósitos
com baixa concentração de reforços.
Tendo um compósito onde a fração em volume de reforço permaneça
constante (φf) e o valor da fração de empacotamento máximo seja aumentado
(φfmax) através da variação das características das partículas, o módulo
diminuirá, pois é obtida menor restrição elástica ao deslocamento sob
carregamento. Conseqüentemente a deformação do compósito vai aumentar
(εc). Isso pode ser vantajoso quando o compósito é constituído de cargas de
baixo custo, pois maiores quantidades dessas cargas serão acrescentadas
para se atingir um determinado valor de módulo, o que tende a baratear o
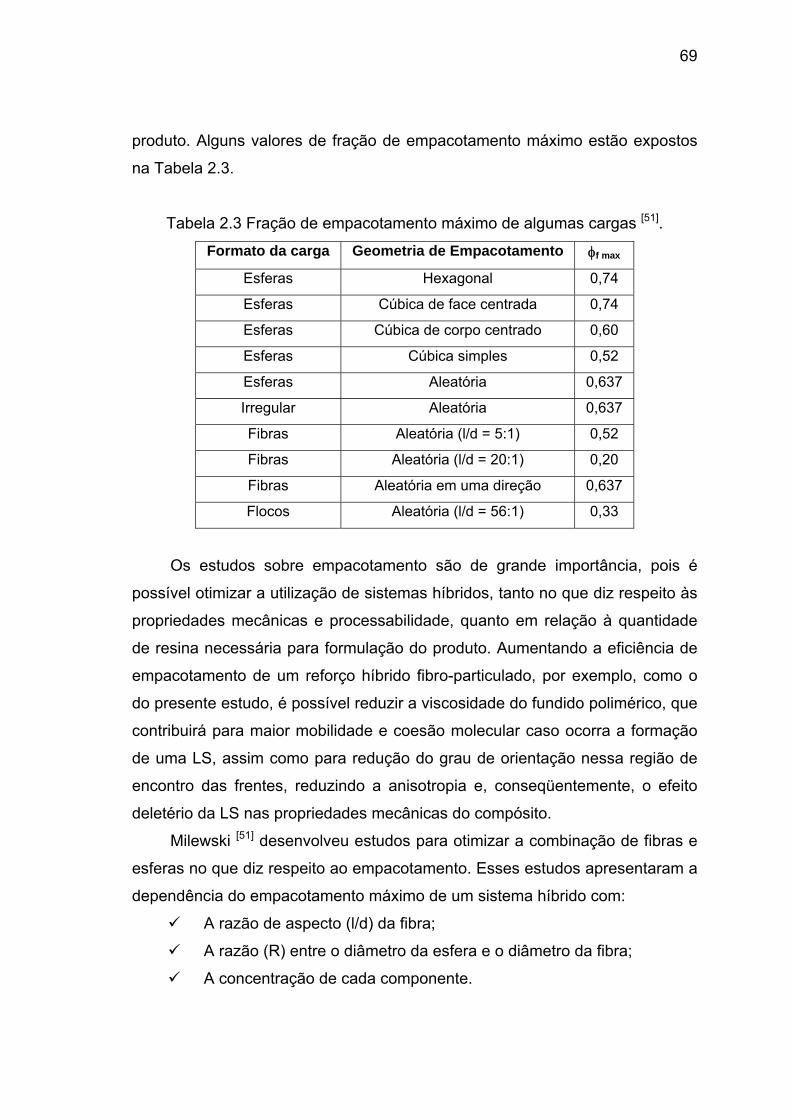
69
produto. Alguns valores de fração de empacotamento máximo estão expostos
na Tabela 2.3.
Tabela 2.3 Fração de empacotamento máximo de algumas cargas [51].
Formato da carga Geometria de Empacotamento φf max
Esferas Hexagonal 0,74
Esferas Cúbica de face centrada 0,74
Esferas Cúbica de corpo centrado 0,60
Esferas Cúbica simples 0,52
Esferas Aleatória 0,637
Irregular Aleatória 0,637
Fibras Aleatória (l/d = 5:1) 0,52
Fibras Aleatória (l/d = 20:1) 0,20
Fibras Aleatória em uma direção 0,637
Flocos Aleatória (l/d = 56:1) 0,33
Os estudos sobre empacotamento são de grande importância, pois é
possível otimizar a utilização de sistemas híbridos, tanto no que diz respeito às
propriedades mecânicas e processabilidade, quanto em relação à quantidade
de resina necessária para formulação do produto. Aumentando a eficiência de
empacotamento de um reforço híbrido fibro-particulado, por exemplo, como o
do presente estudo, é possível reduzir a viscosidade do fundido polimérico, que
contribuirá para maior mobilidade e coesão molecular caso ocorra a formação
de uma LS, assim como para redução do grau de orientação nessa região de
encontro das frentes, reduzindo a anisotropia e, conseqüentemente, o efeito
deletério da LS nas propriedades mecânicas do compósito.
Milewski [51] desenvolveu estudos para otimizar a combinação de fibras e
esferas no que diz respeito ao empacotamento. Esses estudos apresentaram a
dependência do empacotamento máximo de um sistema híbrido com:
A razão de aspecto (l/d) da fibra;
A razão (R) entre o diâmetro da esfera e o diâmetro da fibra;
A concentração de cada componente.
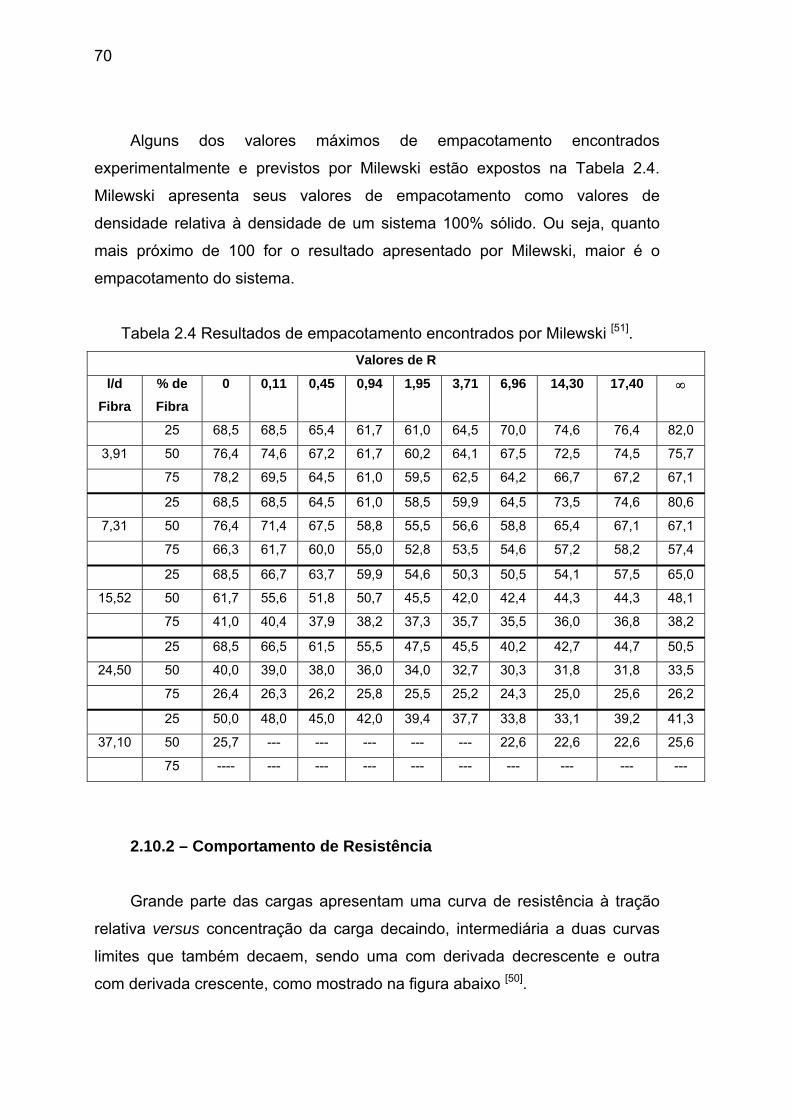
70
Alguns dos valores máximos de empacotamento encontrados
experimentalmente e previstos por Milewski estão expostos na Tabela 2.4.
Milewski apresenta seus valores de empacotamento como valores de
densidade relativa à densidade de um sistema 100% sólido. Ou seja, quanto
mais próximo de 100 for o resultado apresentado por Milewski, maior é o
empacotamento do sistema.
Tabela 2.4 Resultados de empacotamento encontrados por Milewski [51]. Valores de R
l/d Fibra
% de Fibra
0 0,11 0,45 0,94 1,95 3,71 6,96 14,30 17,40 ∞
25 68,5 68,5 65,4 61,7 61,0 64,5 70,0 74,6 76,4 82,0
3,91 50 76,4 74,6 67,2 61,7 60,2 64,1 67,5 72,5 74,5 75,7
75 78,2 69,5 64,5 61,0 59,5 62,5 64,2 66,7 67,2 67,1
25 68,5 68,5 64,5 61,0 58,5 59,9 64,5 73,5 74,6 80,6
7,31 50 76,4 71,4 67,5 58,8 55,5 56,6 58,8 65,4 67,1 67,1
75 66,3 61,7 60,0 55,0 52,8 53,5 54,6 57,2 58,2 57,4
25 68,5 66,7 63,7 59,9 54,6 50,3 50,5 54,1 57,5 65,0
15,52 50 61,7 55,6 51,8 50,7 45,5 42,0 42,4 44,3 44,3 48,1
75 41,0 40,4 37,9 38,2 37,3 35,7 35,5 36,0 36,8 38,2
25 68,5 66,5 61,5 55,5 47,5 45,5 40,2 42,7 44,7 50,5
24,50 50 40,0 39,0 38,0 36,0 34,0 32,7 30,3 31,8 31,8 33,5
75 26,4 26,3 26,2 25,8 25,5 25,2 24,3 25,0 25,6 26,2
25 50,0 48,0 45,0 42,0 39,4 37,7 33,8 33,1 39,2 41,3
37,10 50 25,7 --- --- --- --- --- 22,6 22,6 22,6 25,6
75 ---- --- --- --- --- --- --- --- --- ---
2.10.2 – Comportamento de Resistência
Grande parte das cargas apresentam uma curva de resistência à tração
relativa versus concentração da carga decaindo, intermediária a duas curvas
limites que também decaem, sendo uma com derivada decrescente e outra
com derivada crescente, como mostrado na figura abaixo [50].
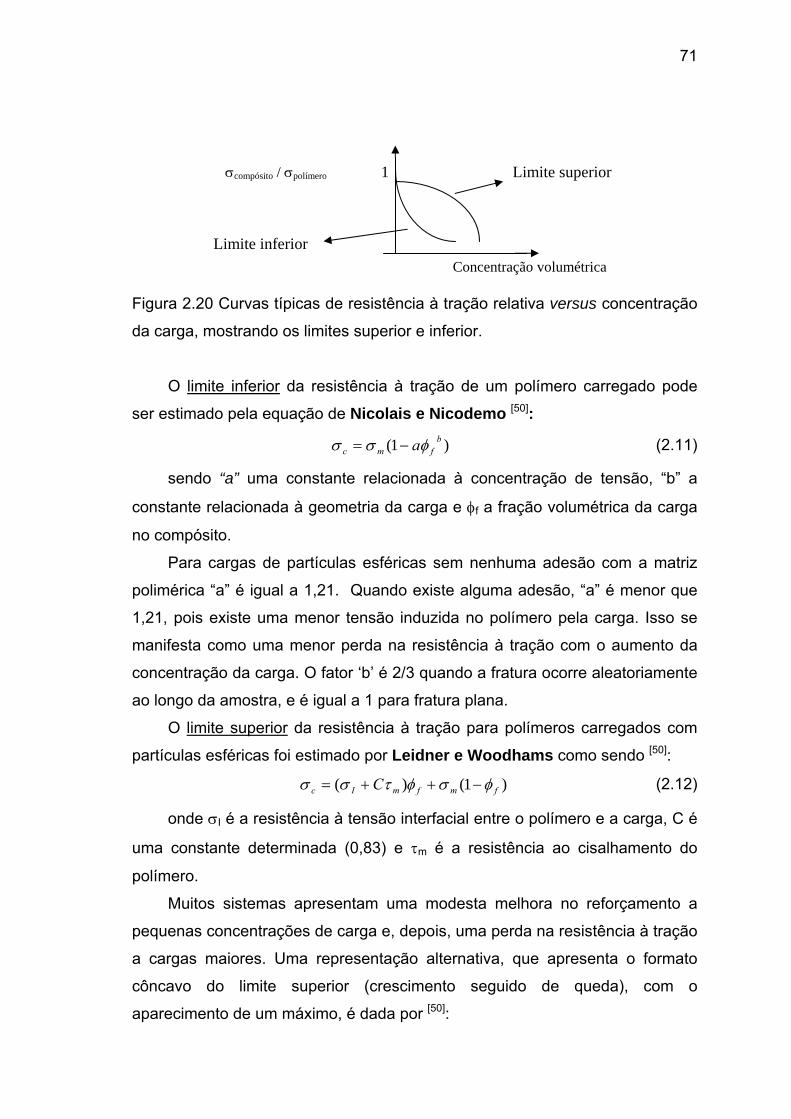
71
Figura 2.20 Curvas típicas de resistência à tração relativa versus concentração
da carga, mostrando os limites superior e inferior.
O limite inferior da resistência à tração de um polímero carregado pode
ser estimado pela equação de Nicolais e Nicodemo [50]:
)1( bfmc aφσσ −= (2.11)
sendo “a” uma constante relacionada à concentração de tensão, “b” a
constante relacionada à geometria da carga e φf a fração volumétrica da carga
no compósito.
Para cargas de partículas esféricas sem nenhuma adesão com a matriz
polimérica “a” é igual a 1,21. Quando existe alguma adesão, “a” é menor que
1,21, pois existe uma menor tensão induzida no polímero pela carga. Isso se
manifesta como uma menor perda na resistência à tração com o aumento da
concentração da carga. O fator ‘b’ é 2/3 quando a fratura ocorre aleatoriamente
ao longo da amostra, e é igual a 1 para fratura plana.
O limite superior da resistência à tração para polímeros carregados com
partículas esféricas foi estimado por Leidner e Woodhams como sendo [50]:
)1()( fmfmIc C φσφτσσ −++= (2.12)
onde σI é a resistência à tensão interfacial entre o polímero e a carga, C é
uma constante determinada (0,83) e τm é a resistência ao cisalhamento do
polímero.
Muitos sistemas apresentam uma modesta melhora no reforçamento a
pequenas concentrações de carga e, depois, uma perda na resistência à tração
a cargas maiores. Uma representação alternativa, que apresenta o formato
côncavo do limite superior (crescimento seguido de queda), com o
aparecimento de um máximo, é dada por [50]:
1σcompósito / σpolímero
Concentração volumétrica
Limite superior
Limite inferior
72
)1( df
bfmc ca φφσσ +−= (2.13)
Essa equação não é uma predição teórica, não pode ser usada para
predizer o comportamento de amostras não testadas. Mas as constantes
devem ser determinadas a partir de dados experimentais. Os valores de “a” e
“b” não devem ser muito diferentes dos encontrados para o limite inferior. Os
valores de “c” e “d” devem ser indicadores mais fortes da adesão polímero-
carga [50]. O tamanho da partícula influencia também na resistência à tração do
compósito. Quando aumentamos o tamanho médio de partículas a resistência
diminui. Esse fato pode ser explicado por alguns fatores [31,37,3]:
Com uma mesma fração de partículas, diminuindo o tamanho das
mesmas, a área superficial aumenta e a distância entre as partículas diminui.
Desta forma, existirá uma menor quantidade de regiões poliméricas (que se
deformam mais) entre as partículas para resistir à tensão aplicada, havendo
ainda uma distribuição mais uniforme de tensão, e conseqüentemente, de
deformação, levando a um aumento na resistência à tração;
Considerando que o campo de tensões perto de uma partícula
independe do tamanho desta, e como com partículas menores existirão
menores volumes de polímero, a probabilidade de se encontrar uma trinca será
menor;
Durante a tração de um compósito existe a tendência de ocorrer o
desacoplamento (debonding) das cargas. Com partículas menores, os vazios
(defeitos) deixados pelo desmolhamento são menores, sendo menos
prejudiciais à resistência da peça moldada;
Partículas com menores tamanhos concentram menores tensões, e o
seu desmolhamento é reduzido pelo arraste viscoso, evitando que se atinjam
altos níveis de tensão.
Assim, durante a “compostagem” é necessária uma boa dispersão para se
evitar a formação de aglomerados, pois estes irão funcionar como partículas
grandes que quebram facilmente quando tensionadas; além de reterem ar e
vazios nos seus interiores. Vale aqui a diferenciação entre agregados e
aglomerados quando é relacionado com reforços minerais: agregado é a
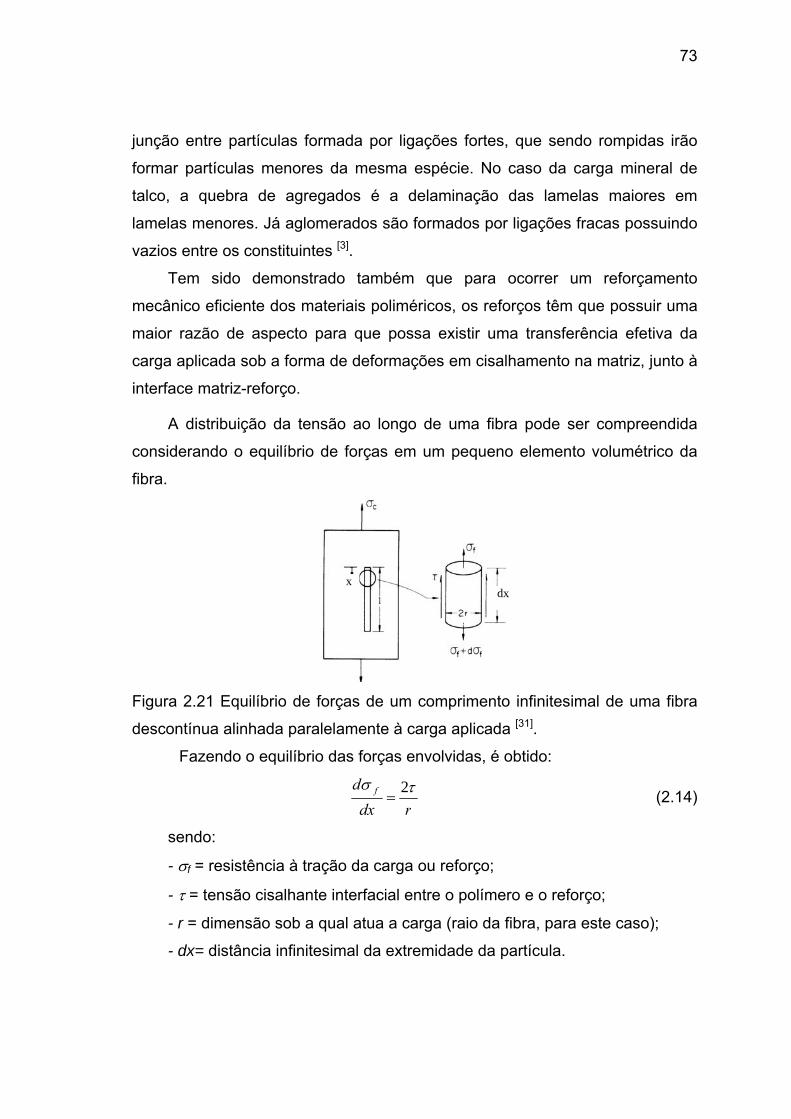
73
junção entre partículas formada por ligações fortes, que sendo rompidas irão
formar partículas menores da mesma espécie. No caso da carga mineral de
talco, a quebra de agregados é a delaminação das lamelas maiores em
lamelas menores. Já aglomerados são formados por ligações fracas possuindo
vazios entre os constituintes [3].
Tem sido demonstrado também que para ocorrer um reforçamento
mecânico eficiente dos materiais poliméricos, os reforços têm que possuir uma
maior razão de aspecto para que possa existir uma transferência efetiva da
carga aplicada sob a forma de deformações em cisalhamento na matriz, junto à
interface matriz-reforço.
A distribuição da tensão ao longo de uma fibra pode ser compreendida
considerando o equilíbrio de forças em um pequeno elemento volumétrico da
fibra.
Figura 2.21 Equilíbrio de forças de um comprimento infinitesimal de uma fibra
descontínua alinhada paralelamente à carga aplicada [31].
Fazendo o equilíbrio das forças envolvidas, é obtido:
rdxd f τσ 2
= (2.14)
sendo:
- σf = resistência à tração da carga ou reforço;
- τ = tensão cisalhante interfacial entre o polímero e o reforço;
- r = dimensão sob a qual atua a carga (raio da fibra, para este caso);
- dx= distância infinitesimal da extremidade da partícula.
x dx
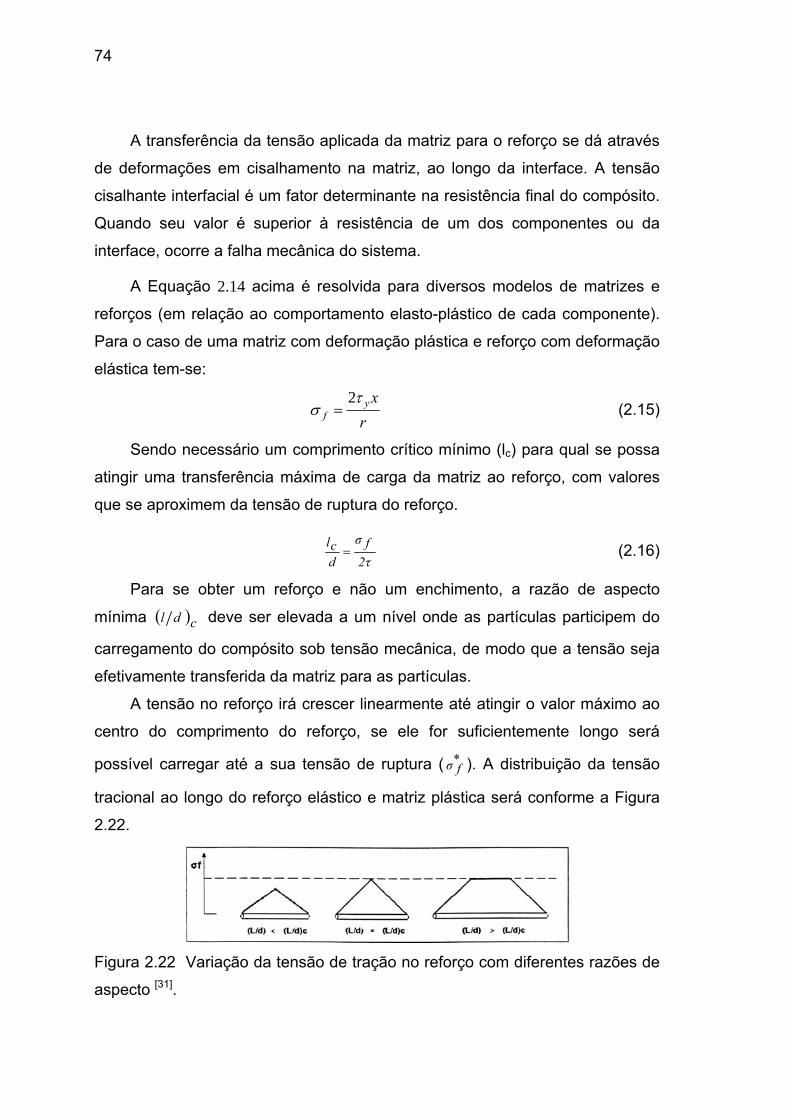
74
A transferência da tensão aplicada da matriz para o reforço se dá através
de deformações em cisalhamento na matriz, ao longo da interface. A tensão
cisalhante interfacial é um fator determinante na resistência final do compósito.
Quando seu valor é superior à resistência de um dos componentes ou da
interface, ocorre a falha mecânica do sistema.
A Equação 2.14 acima é resolvida para diversos modelos de matrizes e
reforços (em relação ao comportamento elasto-plástico de cada componente).
Para o caso de uma matriz com deformação plástica e reforço com deformação
elástica tem-se:
rxy
fτ
σ2
= (2.15)
Sendo necessário um comprimento crítico mínimo (lc) para qual se possa
atingir uma transferência máxima de carga da matriz ao reforço, com valores
que se aproximem da tensão de ruptura do reforço.
τ2fσ
dcl = (2.16)
Para se obter um reforço e não um enchimento, a razão de aspecto
mínima ( )cdl deve ser elevada a um nível onde as partículas participem do
carregamento do compósito sob tensão mecânica, de modo que a tensão seja
efetivamente transferida da matriz para as partículas.
A tensão no reforço irá crescer linearmente até atingir o valor máximo ao
centro do comprimento do reforço, se ele for suficientemente longo será
possível carregar até a sua tensão de ruptura ( *fσ ). A distribuição da tensão
tracional ao longo do reforço elástico e matriz plástica será conforme a Figura
2.22.
Figura 2.22 Variação da tensão de tração no reforço com diferentes razões de
aspecto [31].
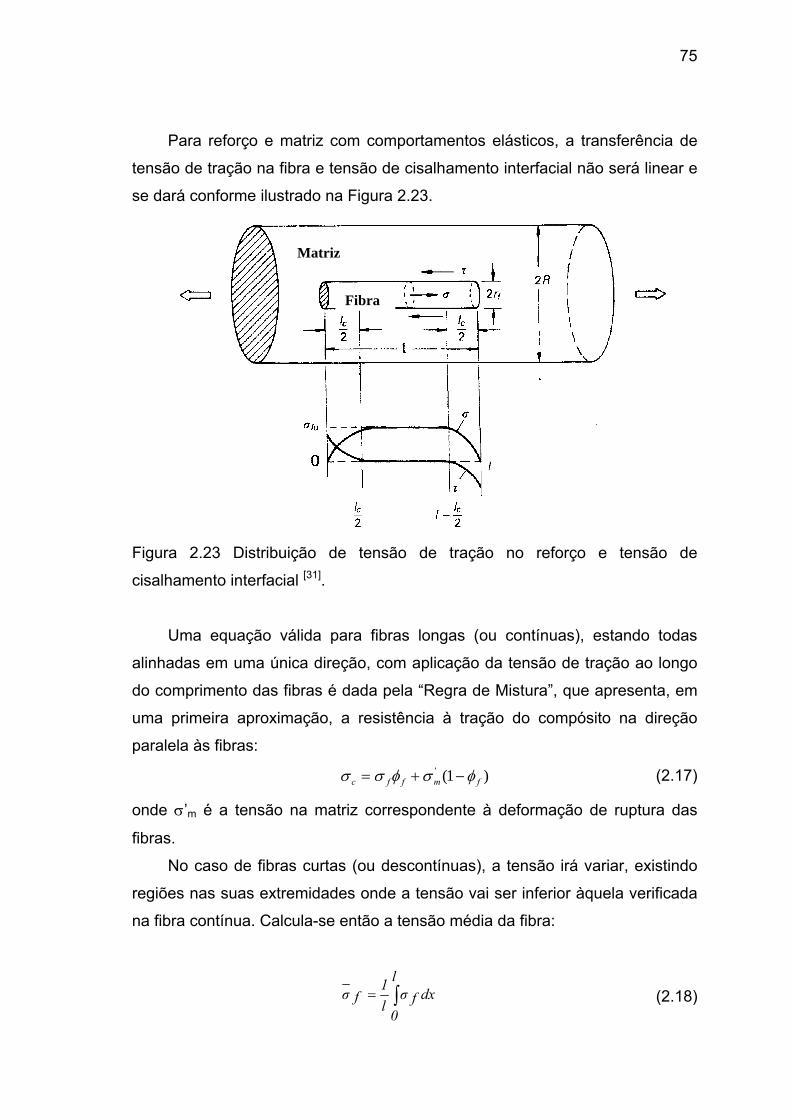
75
Para reforço e matriz com comportamentos elásticos, a transferência de
tensão de tração na fibra e tensão de cisalhamento interfacial não será linear e
se dará conforme ilustrado na Figura 2.23.
Figura 2.23 Distribuição de tensão de tração no reforço e tensão de
cisalhamento interfacial [31].
Uma equação válida para fibras longas (ou contínuas), estando todas
alinhadas em uma única direção, com aplicação da tensão de tração ao longo
do comprimento das fibras é dada pela “Regra de Mistura”, que apresenta, em
uma primeira aproximação, a resistência à tração do compósito na direção
paralela às fibras:
)1('fmffc φσφσσ −+= (2.17)
onde σ’m é a tensão na matriz correspondente à deformação de ruptura das
fibras.
No caso de fibras curtas (ou descontínuas), a tensão irá variar, existindo
regiões nas suas extremidades onde a tensão vai ser inferior àquela verificada
na fibra contínua. Calcula-se então a tensão média da fibra:
∫=l
0dxfσl
1fσ (2.18)
Matriz
Fibra
76
Com valores superiores à razão de aspecto mínima cd
l⎟⎠⎞
⎜⎝⎛ :
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
N
cff
Ll
21σσ (2.19)
onde LN é o comprimento médio da fibra presente no compósito.
Inserindo na Equação 2.17 a tensão média para fibra curta (Equação
2.19) e um fator de correção para o alinhamento (η), obtém-se uma equação
para fibras curtas:
)1(2
1 'fm
N
cffc L
l φσηφσσ −+⎟⎟⎠
⎞⎜⎜⎝
⎛−= (2.20)
O valor de η muda de acordo com a orientação das fibras com o sentido
de aplicação da tensão. Quando:
η = 1 → as fibras estão totalmente alinhadas e são testadas na direção
de alinhamento;
η = 1/3 → distribuição aleatória em um só plano das fibras;
η < 1/6 → fibras totalmente alinhadas aleatoriamente nas três
dimensões espaciais.
2.10.3 – Comportamento Deformacional
Cargas minerais e reforços fibrosos de alto módulo normalmente
aumentam o módulo elástico do compósito para pequenas deformações. Mas
causam também uma diminuição drástica na deformação de ruptura, devido à
restrição da movimentação da matriz, ocasionada pela presença das partículas.
A teoria para o comportamento deformacional do compósito sob
carregamento mecânico é bastante complexa, sendo que os resultados
esperados dependem do mecanismo exato de fratura. Entretanto, modelos
simples fornecem resultados qualitativos e, freqüentemente, um conhecimento
semi-quantitativo dos resultados experimentais [50]. A Equação 2.21 de Nielsen [49] é uma boa aproximação para sistemas onde existe uma boa adesão
interfacial:
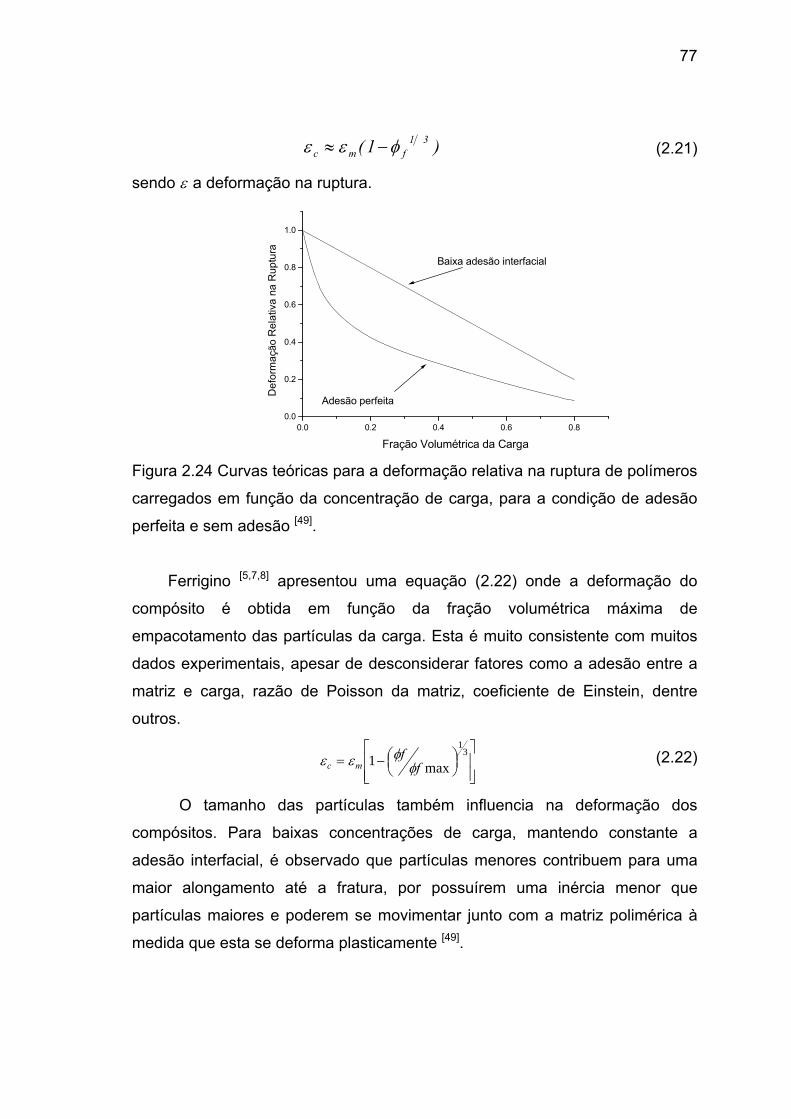
77
)1( 31fmc φεε −≈ (2.21)
sendo ε a deformação na ruptura.
0.0 0.2 0.4 0.6 0.80.0
0.2
0.4
0.6
0.8
1.0
Adesão perfeita
Baixa adesão interfacialD
efor
maç
ão R
elat
iva
na R
uptu
ra
Fração Volumétrica da Carga Figura 2.24 Curvas teóricas para a deformação relativa na ruptura de polímeros
carregados em função da concentração de carga, para a condição de adesão
perfeita e sem adesão [49].
Ferrigino [5,7,8] apresentou uma equação (2.22) onde a deformação do
compósito é obtida em função da fração volumétrica máxima de
empacotamento das partículas da carga. Esta é muito consistente com muitos
dados experimentais, apesar de desconsiderar fatores como a adesão entre a
matriz e carga, razão de Poisson da matriz, coeficiente de Einstein, dentre
outros.
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞⎜
⎝⎛−=
31
max1 ff
mc φφεε (2.22)
O tamanho das partículas também influencia na deformação dos
compósitos. Para baixas concentrações de carga, mantendo constante a
adesão interfacial, é observado que partículas menores contribuem para uma
maior alongamento até a fratura, por possuírem uma inércia menor que
partículas maiores e poderem se movimentar junto com a matriz polimérica à
medida que esta se deforma plasticamente [49].

78
79
3. REVISÃO BIBLIOGRÁFICA
A revisão bibliográfica foi feita em bases de dados como Capes
Periódicos, Probe, Web of Science, Dedalus (acervo bibliográfico da USP),
entre outras. Muitos livros que tratam de assuntos referentes a compósitos
poliméricos e linhas de solda também foram consultados. Os principais tópicos
pesquisados, que se relacionam, de alguma forma, com o projeto de Mestrado
em questão foram:
Copolímero de propileno;
Compósitos poliméricos reforçados com fibra de vidro ou talco;
Relação existente entre características da carga ou reforço
(granulometria, razão de aspecto, efeito nucleante, orientação
preferencial, concentração, etc) e as propriedades dos compósitos;
Linhas de solda;
Compósitos com reforços híbridos em geral;
Influência dos parâmetros de processamento nas propriedades finais
do moldado;
Morfologia de moldados por injeção e sua influência nas propriedades
mecânicas.
• Ojeda et al. [25] estudaram a influência do teor de etileno (0 a 5,4% em
peso) nas propriedades físicas de copolímeros de propileno-etileno. Foi
verificado que a elevação do teor de etileno além de 3% dá origem à formação
de borracha propileno-etileno (EPR) e que as partículas de borracha dispersas
na matriz cristalina (visíveis apenas no microscópio eletrônico) conferem um
eficiente mecanismo de absorção de energia mecânica por deformação
elastoplástica, o qual deve causar um aumento da resistência ao impacto do
material. Em relação ao homopolímero, os copolímeros apresentaram
estruturas esferulíticas de menor tamanho, de contornos mais irregulares e
indefinidos e de estrutura interna mais irregular; devido à perturbação do
processo de cristalização pelas partículas borrachosas.
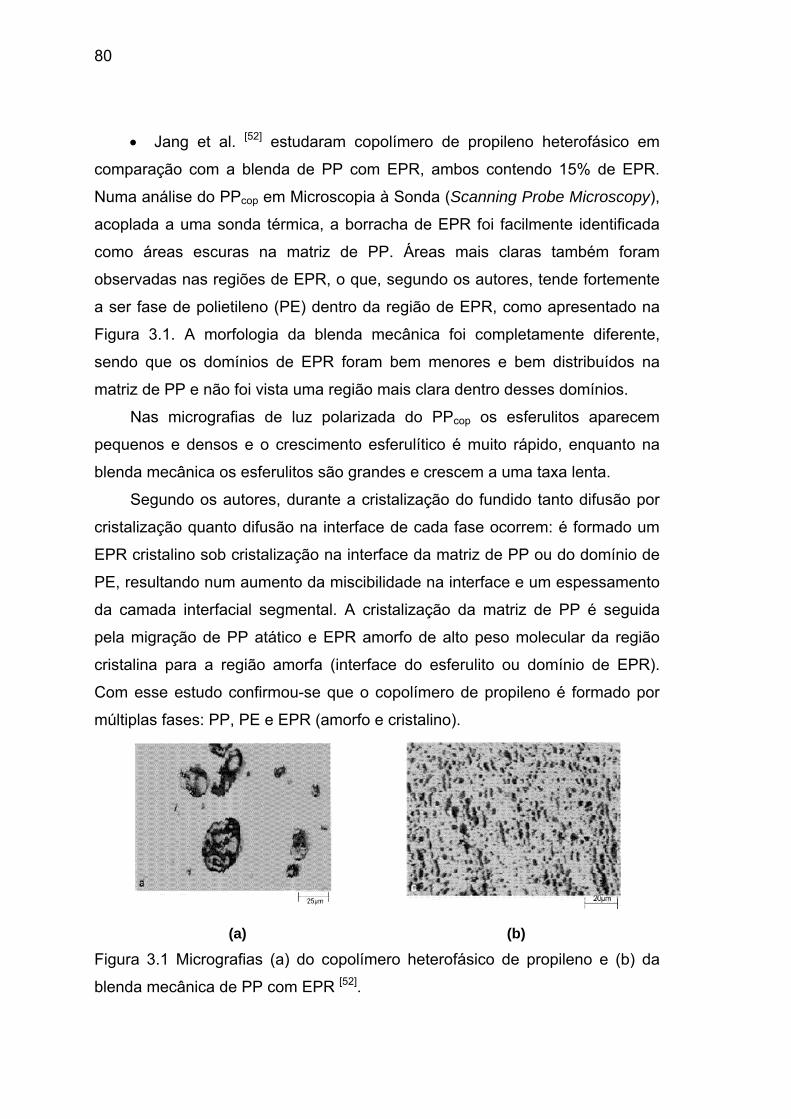
80
• Jang et al. [52] estudaram copolímero de propileno heterofásico em
comparação com a blenda de PP com EPR, ambos contendo 15% de EPR.
Numa análise do PPcop em Microscopia à Sonda (Scanning Probe Microscopy),
acoplada a uma sonda térmica, a borracha de EPR foi facilmente identificada
como áreas escuras na matriz de PP. Áreas mais claras também foram
observadas nas regiões de EPR, o que, segundo os autores, tende fortemente
a ser fase de polietileno (PE) dentro da região de EPR, como apresentado na
Figura 3.1. A morfologia da blenda mecânica foi completamente diferente,
sendo que os domínios de EPR foram bem menores e bem distribuídos na
matriz de PP e não foi vista uma região mais clara dentro desses domínios.
Nas micrografias de luz polarizada do PPcop os esferulitos aparecem
pequenos e densos e o crescimento esferulítico é muito rápido, enquanto na
blenda mecânica os esferulitos são grandes e crescem a uma taxa lenta.
Segundo os autores, durante a cristalização do fundido tanto difusão por
cristalização quanto difusão na interface de cada fase ocorrem: é formado um
EPR cristalino sob cristalização na interface da matriz de PP ou do domínio de
PE, resultando num aumento da miscibilidade na interface e um espessamento
da camada interfacial segmental. A cristalização da matriz de PP é seguida
pela migração de PP atático e EPR amorfo de alto peso molecular da região
cristalina para a região amorfa (interface do esferulito ou domínio de EPR).
Com esse estudo confirmou-se que o copolímero de propileno é formado por
múltiplas fases: PP, PE e EPR (amorfo e cristalino).
(a) (b)
Figura 3.1 Micrografias (a) do copolímero heterofásico de propileno e (b) da
blenda mecânica de PP com EPR [52].
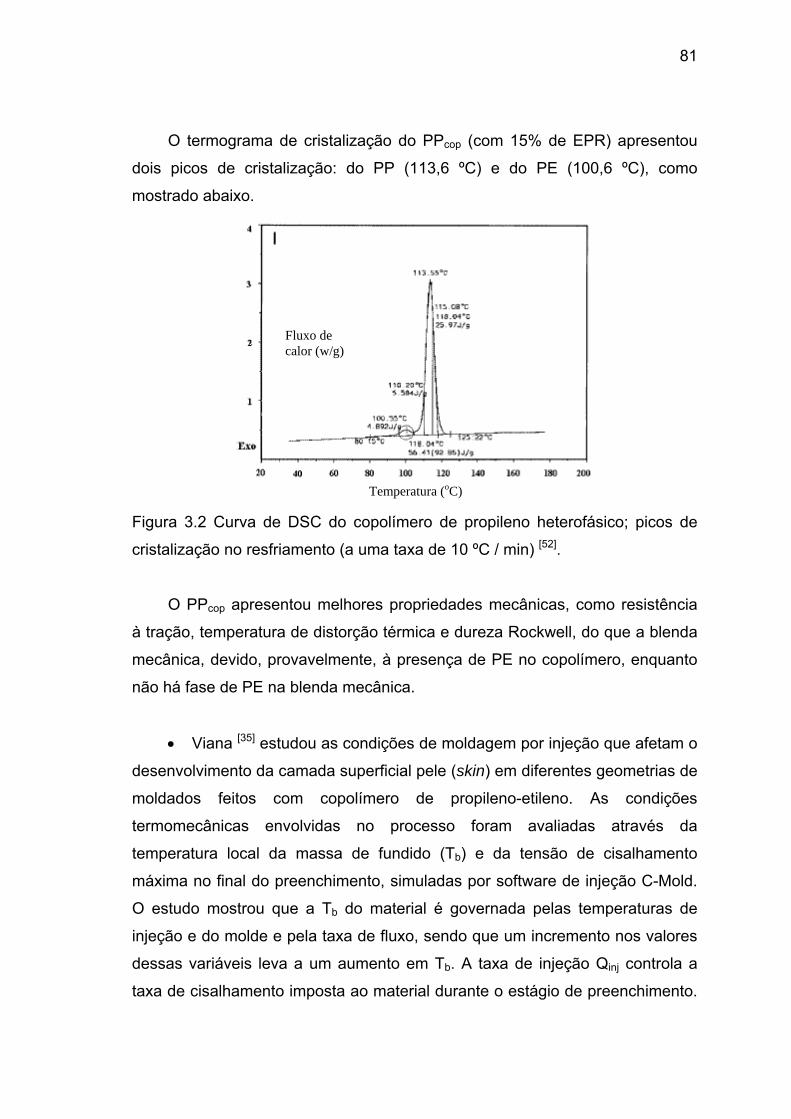
81
O termograma de cristalização do PPcop (com 15% de EPR) apresentou
dois picos de cristalização: do PP (113,6 ºC) e do PE (100,6 ºC), como
mostrado abaixo.
Figura 3.2 Curva de DSC do copolímero de propileno heterofásico; picos de
cristalização no resfriamento (a uma taxa de 10 ºC / min) [52].
O PPcop apresentou melhores propriedades mecânicas, como resistência
à tração, temperatura de distorção térmica e dureza Rockwell, do que a blenda
mecânica, devido, provavelmente, à presença de PE no copolímero, enquanto
não há fase de PE na blenda mecânica.
• Viana [35] estudou as condições de moldagem por injeção que afetam o
desenvolvimento da camada superficial pele (skin) em diferentes geometrias de
moldados feitos com copolímero de propileno-etileno. As condições
termomecânicas envolvidas no processo foram avaliadas através da
temperatura local da massa de fundido (Tb) e da tensão de cisalhamento
máxima no final do preenchimento, simuladas por software de injeção C-Mold.
O estudo mostrou que a Tb do material é governada pelas temperaturas de
injeção e do molde e pela taxa de fluxo, sendo que um incremento nos valores
dessas variáveis leva a um aumento em Tb. A taxa de injeção Qinj controla a
taxa de cisalhamento imposta ao material durante o estágio de preenchimento.
Fluxo de calor (w/g)
Temperatura (oC)
82
Uma maior Qinj levou a um aumento (ou menor redução) em Tb no final do
preenchimento, devido a uma provável maior dissipação de calor.
A formação da camada pele foi relacionada a duas variáveis de tempo:
tempo tR necessário para se atingir a temperatura de cristalização, durante o
qual pode ocorrer a relaxação da orientação induzida por fluxo, e tempo de
relaxação do material, λ. As principais conclusões foram:
Para todos os moldados a espessura da pele diminuiu com o aumento
dos níveis térmicos e de tensão de cisalhamento, embora tenham sido
observados diferentes graus de contribuição de cada variável com as diferentes
geometrias estudadas.
Variações na temperatura de injeção têm uma forte influência no
desenvolvimento da camada pele. O aumento nessa temperatura resulta em
um incremento no tempo tR, para alcançar a temperatura de cristalização, e
numa redução no tempo λ de relaxação do material, ambos os efeitos
contribuindo para a diminuição da espessura da pele.
O efeito da temperatura do molde se manifesta de dois modos
opostos. A diminuição da temperatura do molde leva a um aumento da taxa de
resfriamento e, portanto, a uma diminuição do tempo para atingir a temperatura
de cristalização, o que tende a levar à formação de uma camada pele mais
espessa. Por outro lado, a temperatura de cristalização também é diminuída
com o aumento da taxa de resfriamento, o que acaba aumentando o tempo tR e
induzindo à formação de uma camada pele mais fina (maior tempo para
relaxação). Assim, segundo o trabalho, essa variável tem, em geral, uma
pequena contribuição no desenvolvimento da pele.
O aumento da taxa (velocidade) de injeção aumenta a temperatura e o
nível de cisalhamento do fundido. O aumento do cisalhamento imposto leva a
dois efeitos competitivos: aumento da temperatura de cristalização, reduzindo o
tempo tR para atingir essa temperatura (pele mais espessa) e diminuição do
tempo de relaxação λ do material (pele mais fina). A formação da pele é
dependente da magnitude dos dois efeitos. Entretanto, o aumento
concomitante da temperatura do fundido imposto por taxas de fluxo maiores
83
levou ao afinamento da pele. O balanço final foi a redução da espessura da
pele com o aumento da taxa de injeção.
A geometria do molde teve grande influência no nível de tensão de
cisalhamento e, portanto, no desenvolvimento da pele.
• Viana, Cunha e Billon [40] estudaram as relações existentes entre a
microestrutura formada (avaliada pela espessura da pele e pelo tamanho dos
esferulitos do núcleo) e as propriedades mecânicas de um copolímero de
propileno-etileno moldado por injeção. As variações na microestrutura foram
obtidas através de variações sistemáticas das condições de processamento,
que incluíram as temperaturas de injeção e do molde e a taxa de injeção.
Foram realizados ensaios de tração, a baixas velocidades (2 mm/min) e
ensaios de impacto-tracional, a altas velocidades (3 m/s), sendo que foram
obtidos e analisados valores de tensão de escoamento (σy), módulo inicial (E),
deformação na ruptura (eb) e energia de ruptura (ub) por área transversal do
corpo de prova.
Segundo o trabalho, o tamanho dos esferulitos do núcleo, ao menos
quando esses esferulitos apresentam pequenas dimensões (1,5 a 3,5 μm), não
se mostrou um parâmetro microestrutural determinante para as propriedades
encontradas em ambas as velocidades de ensaios de tração. Em se tratando
da espessura da pele, seu aumento levou a um aumento no módulo E e na
tensão de escoamento, devido à formação de uma maior quantidade de
material orientado na direção de tracionamento, nas duas velocidades
estudadas. Por outro lado, esse aumento no grau de orientação também levou
a uma diminuição na deformação de ruptura do material com camada pele mais
espessa. Com relação à energia de quebra por área de material, a influência da
espessura da camada pele e do tamanho dos esferulitos do núcleo nessa
propriedade foi pequena.
• Karger-Kocsis et al. [26] estudaram a influência das fases α e β no
comportamento de moldados de três grades comerciais de PP homopolímero
de diferentes índices de fluidez (MFI) em ensaio de impacto-tracional. A
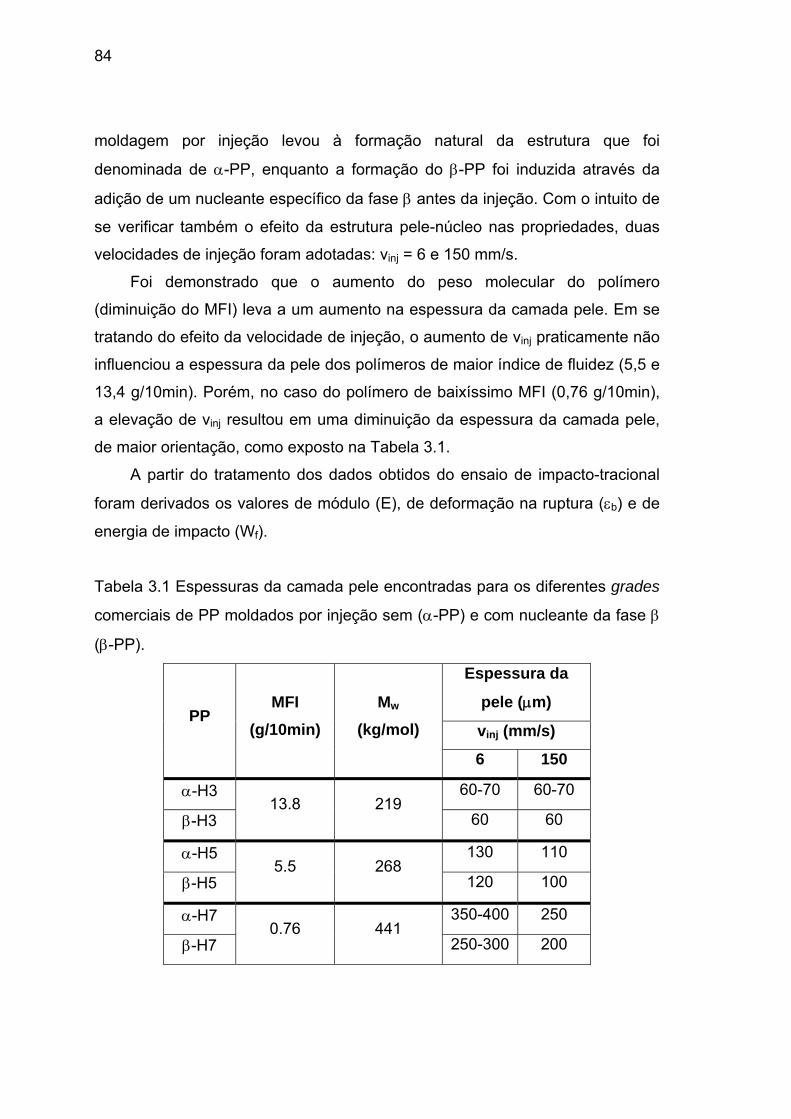
84
moldagem por injeção levou à formação natural da estrutura que foi
denominada de α-PP, enquanto a formação do β-PP foi induzida através da
adição de um nucleante específico da fase β antes da injeção. Com o intuito de
se verificar também o efeito da estrutura pele-núcleo nas propriedades, duas
velocidades de injeção foram adotadas: vinj = 6 e 150 mm/s.
Foi demonstrado que o aumento do peso molecular do polímero
(diminuição do MFI) leva a um aumento na espessura da camada pele. Em se
tratando do efeito da velocidade de injeção, o aumento de vinj praticamente não
influenciou a espessura da pele dos polímeros de maior índice de fluidez (5,5 e
13,4 g/10min). Porém, no caso do polímero de baixíssimo MFI (0,76 g/10min),
a elevação de vinj resultou em uma diminuição da espessura da camada pele,
de maior orientação, como exposto na Tabela 3.1.
A partir do tratamento dos dados obtidos do ensaio de impacto-tracional
foram derivados os valores de módulo (E), de deformação na ruptura (εb) e de
energia de impacto (Wf).
Tabela 3.1 Espessuras da camada pele encontradas para os diferentes grades
comerciais de PP moldados por injeção sem (α-PP) e com nucleante da fase β
(β-PP).
Espessura da
pele (μm)
vinj (mm/s) PP
MFI (g/10min)
Mw
(kg/mol)
6 150
α-H3 60-70 60-70
β-H3 13.8 219
60 60
α-H5 130 110
β-H5 5.5 268
120 100
α-H7 350-400 250
β-H7 0.76 441
250-300 200
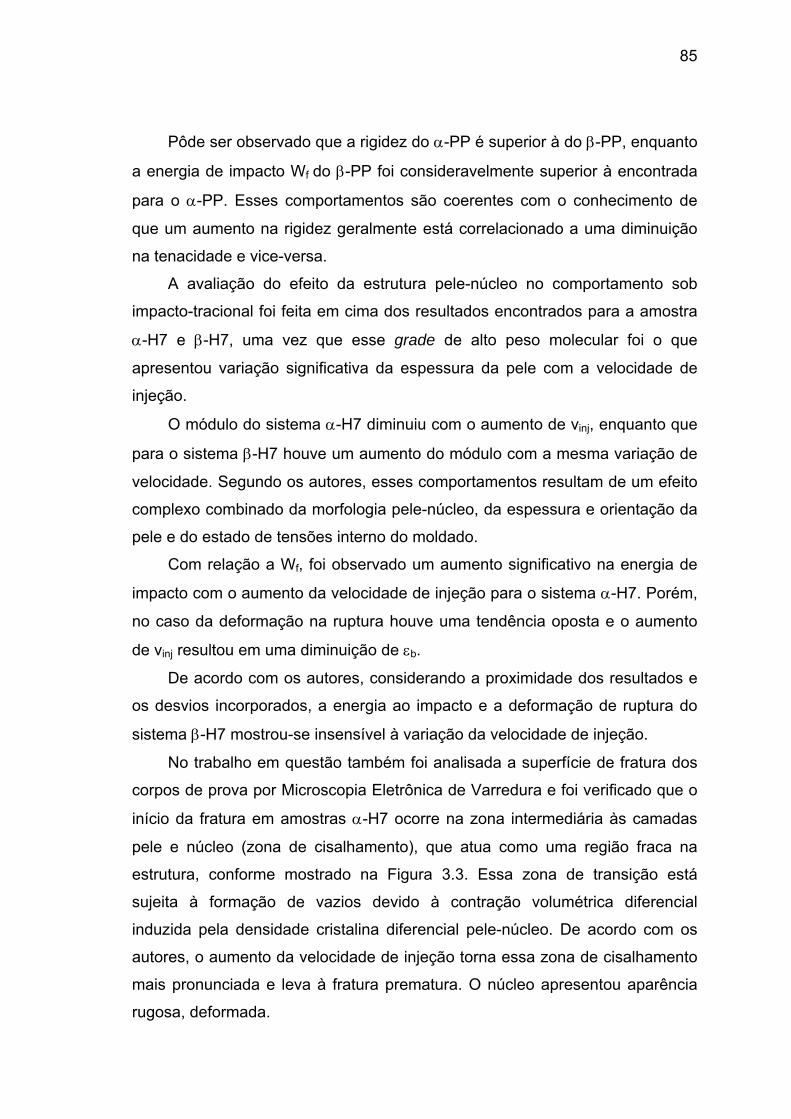
85
Pôde ser observado que a rigidez do α-PP é superior à do β-PP, enquanto
a energia de impacto Wf do β-PP foi consideravelmente superior à encontrada
para o α-PP. Esses comportamentos são coerentes com o conhecimento de
que um aumento na rigidez geralmente está correlacionado a uma diminuição
na tenacidade e vice-versa.
A avaliação do efeito da estrutura pele-núcleo no comportamento sob
impacto-tracional foi feita em cima dos resultados encontrados para a amostra
α-H7 e β-H7, uma vez que esse grade de alto peso molecular foi o que
apresentou variação significativa da espessura da pele com a velocidade de
injeção.
O módulo do sistema α-H7 diminuiu com o aumento de vinj, enquanto que
para o sistema β-H7 houve um aumento do módulo com a mesma variação de
velocidade. Segundo os autores, esses comportamentos resultam de um efeito
complexo combinado da morfologia pele-núcleo, da espessura e orientação da
pele e do estado de tensões interno do moldado.
Com relação a Wf, foi observado um aumento significativo na energia de
impacto com o aumento da velocidade de injeção para o sistema α-H7. Porém,
no caso da deformação na ruptura houve uma tendência oposta e o aumento
de vinj resultou em uma diminuição de εb.
De acordo com os autores, considerando a proximidade dos resultados e
os desvios incorporados, a energia ao impacto e a deformação de ruptura do
sistema β-H7 mostrou-se insensível à variação da velocidade de injeção.
No trabalho em questão também foi analisada a superfície de fratura dos
corpos de prova por Microscopia Eletrônica de Varredura e foi verificado que o
início da fratura em amostras α-H7 ocorre na zona intermediária às camadas
pele e núcleo (zona de cisalhamento), que atua como uma região fraca na
estrutura, conforme mostrado na Figura 3.3. Essa zona de transição está
sujeita à formação de vazios devido à contração volumétrica diferencial
induzida pela densidade cristalina diferencial pele-núcleo. De acordo com os
autores, o aumento da velocidade de injeção torna essa zona de cisalhamento
mais pronunciada e leva à fratura prematura. O núcleo apresentou aparência
rugosa, deformada.
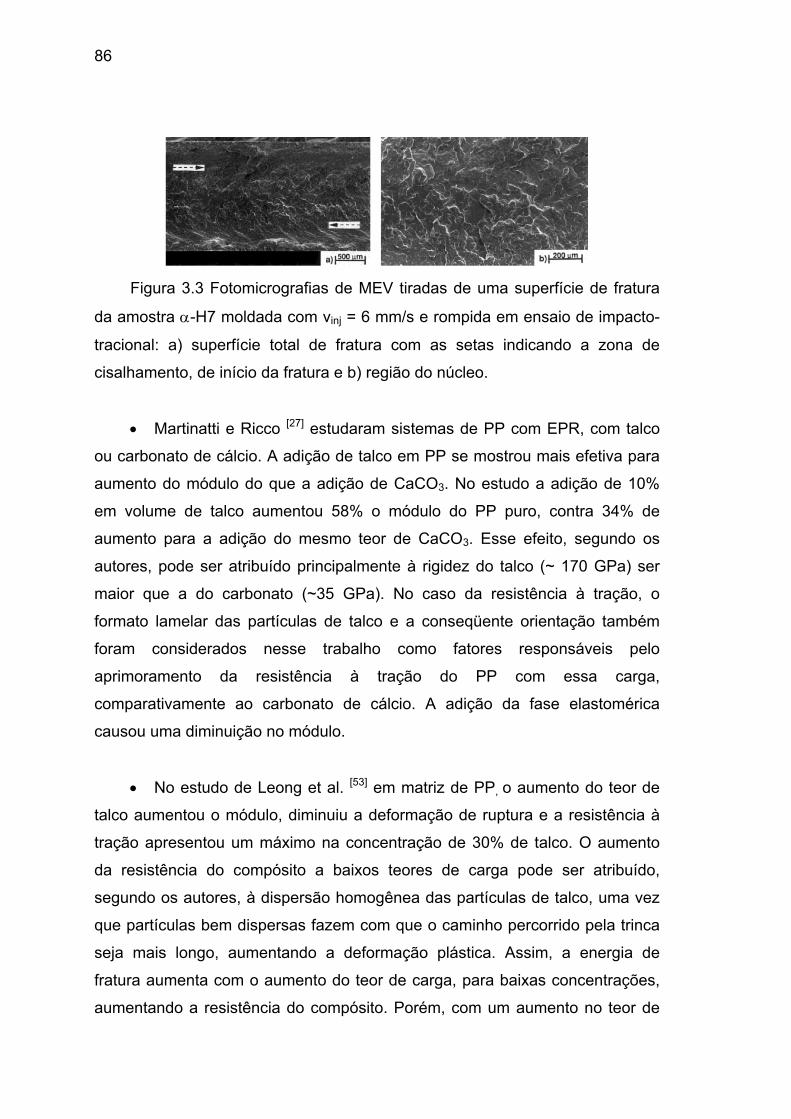
86
Figura 3.3 Fotomicrografias de MEV tiradas de uma superfície de fratura
da amostra α-H7 moldada com vinj = 6 mm/s e rompida em ensaio de impacto-
tracional: a) superfície total de fratura com as setas indicando a zona de
cisalhamento, de início da fratura e b) região do núcleo.
• Martinatti e Ricco [27] estudaram sistemas de PP com EPR, com talco
ou carbonato de cálcio. A adição de talco em PP se mostrou mais efetiva para
aumento do módulo do que a adição de CaCO3. No estudo a adição de 10%
em volume de talco aumentou 58% o módulo do PP puro, contra 34% de
aumento para a adição do mesmo teor de CaCO3. Esse efeito, segundo os
autores, pode ser atribuído principalmente à rigidez do talco (~ 170 GPa) ser
maior que a do carbonato (~35 GPa). No caso da resistência à tração, o
formato lamelar das partículas de talco e a conseqüente orientação também
foram considerados nesse trabalho como fatores responsáveis pelo
aprimoramento da resistência à tração do PP com essa carga,
comparativamente ao carbonato de cálcio. A adição da fase elastomérica
causou uma diminuição no módulo.
• No estudo de Leong et al. [53] em matriz de PP, o aumento do teor de
talco aumentou o módulo, diminuiu a deformação de ruptura e a resistência à
tração apresentou um máximo na concentração de 30% de talco. O aumento
da resistência do compósito a baixos teores de carga pode ser atribuído,
segundo os autores, à dispersão homogênea das partículas de talco, uma vez
que partículas bem dispersas fazem com que o caminho percorrido pela trinca
seja mais longo, aumentando a deformação plástica. Assim, a energia de
fratura aumenta com o aumento do teor de carga, para baixas concentrações,
aumentando a resistência do compósito. Porém, com um aumento no teor de
87
talco, segundo comentado no trabalho, ocorre maior desacoplamento das
partículas de talco da matriz polimérica, gerando vazios, que crescem para
formar a trinca. Em adição, o maior teor de aglomerados diminui a resistência
mecânica, devido à baixa resistência dos próprios aglomerados.
• Alonso, Velasco e Saja [29] estudaram compostos de PP isotático com
2, 5, 10, 20 e 40% de talco e verificaram que a orientação preferencial das
partículas lamelares de talco na direção da injeção, verificada por MEV, foi
mais perfeita nos compósitos de baixa concentração do que nos de alta
concentração de talco. Uma porcentagem maior de talco aumentou a
temperatura de cristalização. O efeito nucleante do talco aumentou para
concentrações até 10% e depois estabilizou.
• Guerrica-Echevarría et al. [52] avaliaram compósitos de PP com 10, 20
e 40% de talco e verificaram que o módulo elástico aumenta aproximadamente
de forma linear com a concentração de talco (aumento de cerca de 40% no
módulo para cada 10% de carga adicionada), pois o PP é substituído por
partículas mais rígidas que retêm a sua mobilidade e deformação. A tensão de
escoamento apresentou um suave crescimento para teores de talco até 5% em
volume, e depois um suave decréscimo, mantendo-se praticamente constante.
A deformação na ruptura caiu drasticamente com o aumento de talco, devido
ao efeito de reforço das partículas rígidas e da concentração de tensão na
interface entre as partículas não deformáveis e a matriz polimérica.
Os mesmos autores estudaram também a influência das condições de
processamento nas propriedades mecânicas dos compósitos e verificaram que
a velocidade de injeção não alterou as propriedades significativamente,
provavelmente devido à alta taxa de cristalização e alta cristalinidade do PP,
que influenciou mais as propriedades mecânicas do que os diferentes graus de
orientação. A variação do módulo com a temperatura do molde está
apresentada na Figura 3.4. Embora suave, uma tendência de aumento do
módulo com a temperatura do molde se repetiu. Isso não era esperado, uma
vez que, conforme a temperatura do molde aumenta, uma menor camada
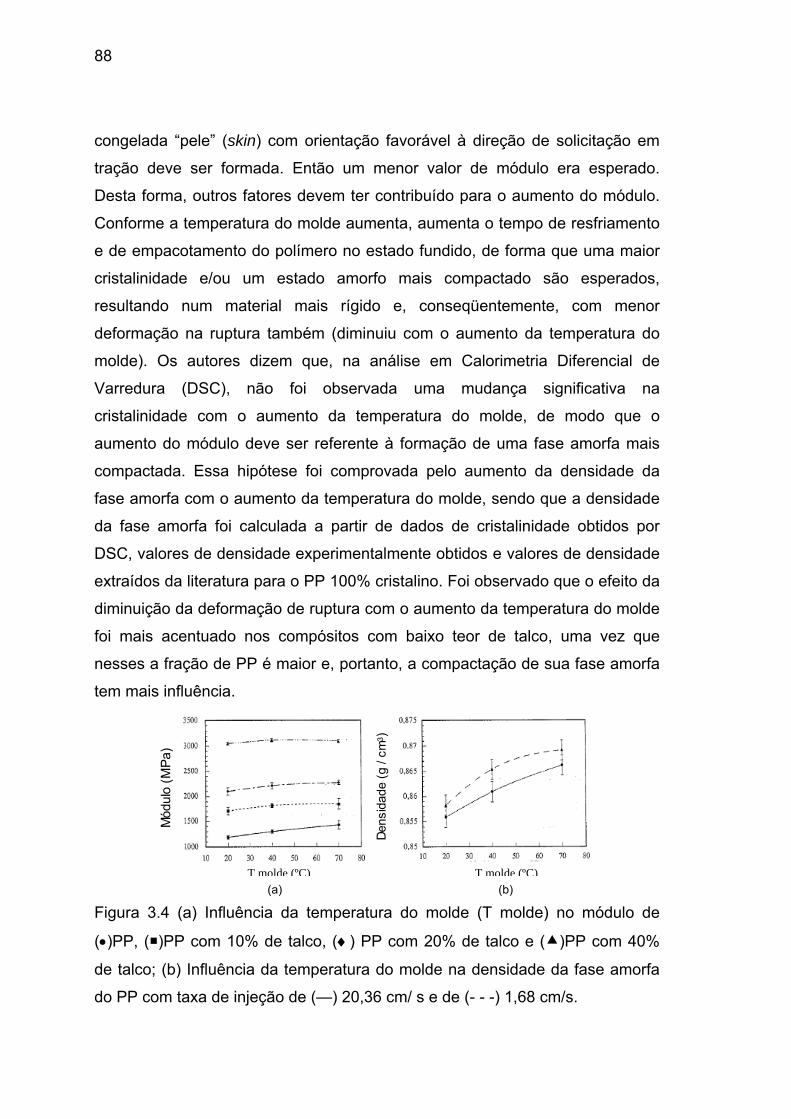
88
congelada “pele” (skin) com orientação favorável à direção de solicitação em
tração deve ser formada. Então um menor valor de módulo era esperado.
Desta forma, outros fatores devem ter contribuído para o aumento do módulo.
Conforme a temperatura do molde aumenta, aumenta o tempo de resfriamento
e de empacotamento do polímero no estado fundido, de forma que uma maior
cristalinidade e/ou um estado amorfo mais compactado são esperados,
resultando num material mais rígido e, conseqüentemente, com menor
deformação na ruptura também (diminuiu com o aumento da temperatura do
molde). Os autores dizem que, na análise em Calorimetria Diferencial de
Varredura (DSC), não foi observada uma mudança significativa na
cristalinidade com o aumento da temperatura do molde, de modo que o
aumento do módulo deve ser referente à formação de uma fase amorfa mais
compactada. Essa hipótese foi comprovada pelo aumento da densidade da
fase amorfa com o aumento da temperatura do molde, sendo que a densidade
da fase amorfa foi calculada a partir de dados de cristalinidade obtidos por
DSC, valores de densidade experimentalmente obtidos e valores de densidade
extraídos da literatura para o PP 100% cristalino. Foi observado que o efeito da
diminuição da deformação de ruptura com o aumento da temperatura do molde
foi mais acentuado nos compósitos com baixo teor de talco, uma vez que
nesses a fração de PP é maior e, portanto, a compactação de sua fase amorfa
tem mais influência.
(a) (b)
Figura 3.4 (a) Influência da temperatura do molde (T molde) no módulo de
(•)PP, ( )PP com 10% de talco, (♦) PP com 20% de talco e ( )PP com 40%
de talco; (b) Influência da temperatura do molde na densidade da fase amorfa
do PP com taxa de injeção de (—) 20,36 cm/ s e de (- - -) 1,68 cm/s.
Mód
ulo
(MPa
)
Dens
idad
e (g
/ cm
3 )
T molde (ºC) T molde (ºC)
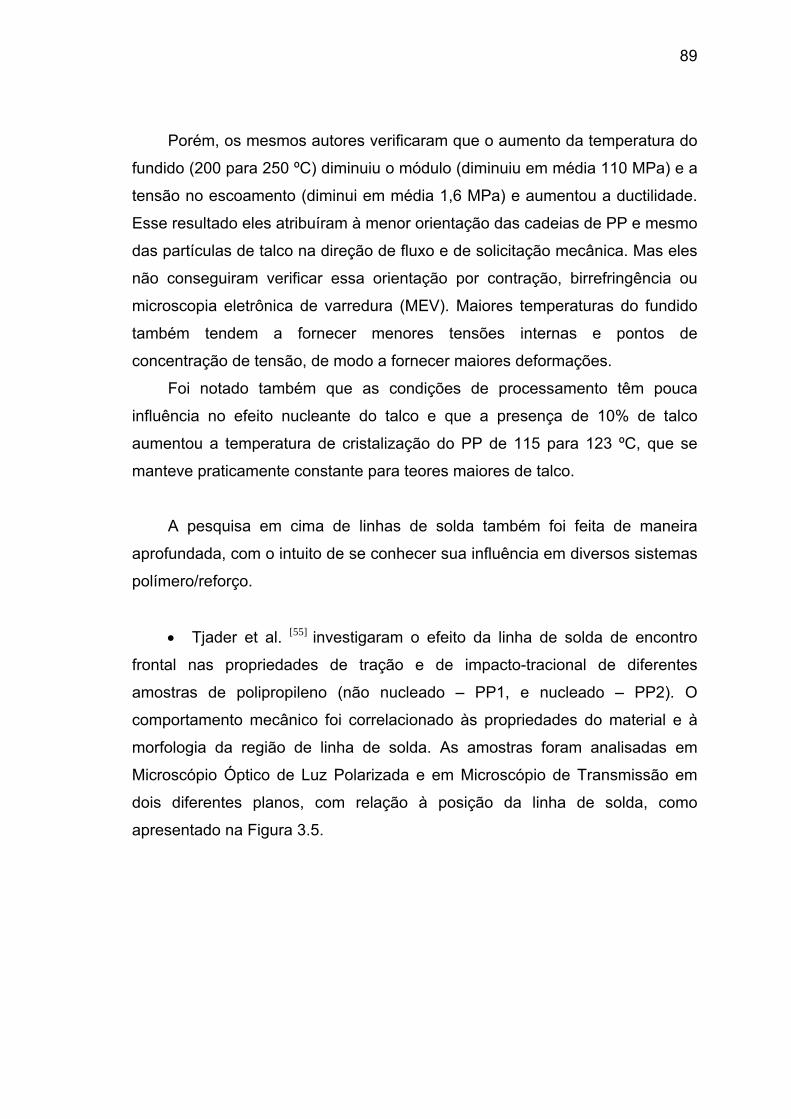
89
Porém, os mesmos autores verificaram que o aumento da temperatura do
fundido (200 para 250 ºC) diminuiu o módulo (diminuiu em média 110 MPa) e a
tensão no escoamento (diminui em média 1,6 MPa) e aumentou a ductilidade.
Esse resultado eles atribuíram à menor orientação das cadeias de PP e mesmo
das partículas de talco na direção de fluxo e de solicitação mecânica. Mas eles
não conseguiram verificar essa orientação por contração, birrefringência ou
microscopia eletrônica de varredura (MEV). Maiores temperaturas do fundido
também tendem a fornecer menores tensões internas e pontos de
concentração de tensão, de modo a fornecer maiores deformações.
Foi notado também que as condições de processamento têm pouca
influência no efeito nucleante do talco e que a presença de 10% de talco
aumentou a temperatura de cristalização do PP de 115 para 123 ºC, que se
manteve praticamente constante para teores maiores de talco.
A pesquisa em cima de linhas de solda também foi feita de maneira
aprofundada, com o intuito de se conhecer sua influência em diversos sistemas
polímero/reforço.
• Tjader et al. [55] investigaram o efeito da linha de solda de encontro
frontal nas propriedades de tração e de impacto-tracional de diferentes
amostras de polipropileno (não nucleado – PP1, e nucleado – PP2). O
comportamento mecânico foi correlacionado às propriedades do material e à
morfologia da região de linha de solda. As amostras foram analisadas em
Microscópio Óptico de Luz Polarizada e em Microscópio de Transmissão em
dois diferentes planos, com relação à posição da linha de solda, como
apresentado na Figura 3.5.
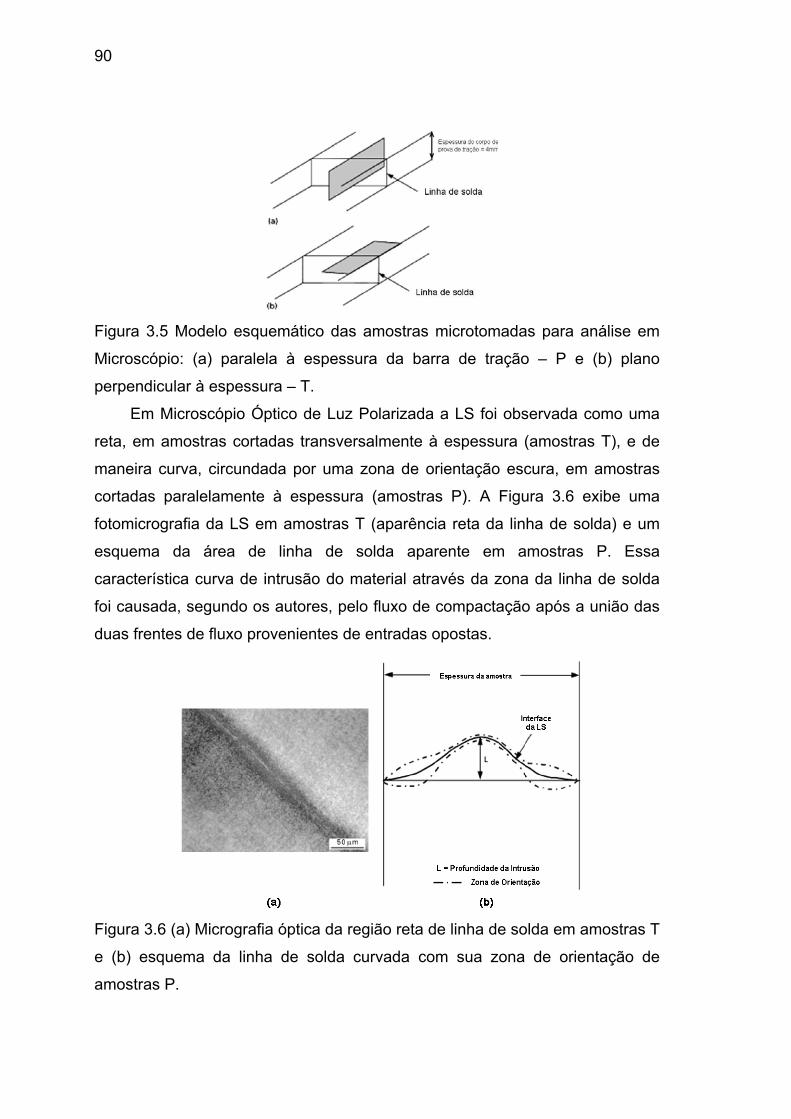
90
Figura 3.5 Modelo esquemático das amostras microtomadas para análise em
Microscópio: (a) paralela à espessura da barra de tração – P e (b) plano
perpendicular à espessura – T.
Em Microscópio Óptico de Luz Polarizada a LS foi observada como uma
reta, em amostras cortadas transversalmente à espessura (amostras T), e de
maneira curva, circundada por uma zona de orientação escura, em amostras
cortadas paralelamente à espessura (amostras P). A Figura 3.6 exibe uma
fotomicrografia da LS em amostras T (aparência reta da linha de solda) e um
esquema da área de linha de solda aparente em amostras P. Essa
característica curva de intrusão do material através da zona da linha de solda
foi causada, segundo os autores, pelo fluxo de compactação após a união das
duas frentes de fluxo provenientes de entradas opostas.
Figura 3.6 (a) Micrografia óptica da região reta de linha de solda em amostras T
e (b) esquema da linha de solda curvada com sua zona de orientação de
amostras P.
91
A linha de solda do PP1 (não nucleado) só foi vista até 80 μm distante da
superfície (amostras T). Essas amostras apresentaram uma estrutura
esferulítica bem desenvolvida e uma região de LS não esferulítica. Essa região
de linha de solda foi contornada, na matriz de esferulitos α-monoclínicos, por
muitos esferulitos do tipo β-hexagonais bem desenvolvidos. A uma distância de
500 μm ou mais da LS a mesma característica esferulítica foi observada, porém
com esferulitos β presentes em menor número e menor dimensão. Segundo os
autores, a alta concentração de esferulitos do tipo β ao redor da LS pode ser
causada pelas forças de cisalhamento sofridas pelo fundido quando as duas
frentes de fluxo provenientes de entradas de injeção opostas se encontram.
Amostras foram investigadas também por Microscopia Eletrônica de
Transmissão (MET). A LS cria um entalhe em V na superfície, que pôde ser
observado por MET. Esse entalhe atua como concentrador de tensão e reduz a
resistência mecânica de amostras com LS. A LS afetou apenas a morfologia da
camada superficial “pele” do PP1 (não nucleado). Abaixo da camada pele e do
entalhe em V uma morfologia esferulítica homogênea foi observada em
amostras T. Em amostras P (paralelas à espessura) esferulitos do tipo α bem
desenvolvidos foram encontrados. O tamanho dos esferulitos na região ao
redor da LS foi menor do que o encontrado no restante da matriz. A amostra de
PP2 (nucleado) teve um entalhe em V mais profundo na superfície. Nas
amostras T, em torno do entalhe em V as lamelas ficaram orientadas paralelas
à LS até uma certa distância. Mais distante do entalhe nenhuma mudança na
morfologia pôde ser detectada. Nas amostras P, amontoados de lamelas
orientadas paralelamente e perpendicularmente e também estruturas cruzadas
foram vistos nas proximidades da LS. Algumas amostras T foram cortadas a
700 μm da superfície, mas nem a interface da LS nem nenhuma orientação
significante foram observadas nessa profundidade.
Em se tratando da análise das propriedades mecânicas, as amostras de
impacto-tracional não entalhadas romperam em diferentes lugares: na LS, na
matriz distante da mesma ou na garra. De acordo com os autores, devido à
baixa confiabilidade nesses resultados eles não foram usados. As amostras de
PP2 fraturaram de maneira frágil. Micrografias de MEV revelaram que as
92
fraturas das espécies não entalhadas foram iniciadas por um defeito, que atuou
como um concentrador mais forte do que a própria LS. No caso das amostras
PP2, esse defeito concentrador de tensão foi o entalhe em V, onde as fraturas
foram iniciadas, enquanto que para o PP1, de entalhe em V superficial, pouco
perceptível, a fratura se originou aleatoriamente ao longo do corpo de prova. A
orientação nas proximidades da LS para a amostra PP2 enfatizou o efeito
concentrador de tensão do entalhe em V.
A presença da LS não afetou a resistência mecânica do PP em ensaio de
tração. A deformação na ruptura do PP2 sofreu uma queda de 62% na
presença da LS. A amostra com LS rompeu sem empescoçamento, enquanto
que a referência manteve esse fenômeno. Porém, no caso do PP1, a
deformação continuou ultrapassando os limites da máquina (maior que 400%),
de modo que não pôde ser avaliada.
No caso do ensaio de impacto-tracional feito em corpos de prova com
entalhe, a LS induziu uma queda de 16% na resistência ao impacto do PP1, e
de 35% no caso do PP2. A fratura não se iniciou no entalhe feito nas amostras,
mas sim no entalhe em V formado no processo de moldagem por injeção. O
polipropileno nucleado (PP2) teve piores propriedades de resistência ao
impacto do que o PP1, devido ao entalhe em V apenas superficial das
amostras de PP1, que resultou em uma LS mais resistente. O polipropileno é
muito sensível a defeitos superficiais, como o entalhe em V.
Diante dos resultados, os autores concluíram que o efeito do entalhe em V
nas propriedades mecânicas foi predominante sobre o efeito da morfologia que,
na análise em MET, se mostrou homogênea abaixo da camada de
cisalhamento.
• Kim et al. [48] investigaram o efeito de linhas de solda de encontro lateral
na morfologia e nas propriedades mecânicas de poli(butileno tereftalato) (PBT)
puro e reforçado com fibra de vidro (32% em peso). A pressão de
empacotamento e a velocidade de injeção foram variadas com o intuito de se
investigar também o efeito das variáveis de processamento nas propriedades
mecânicas sob tração.
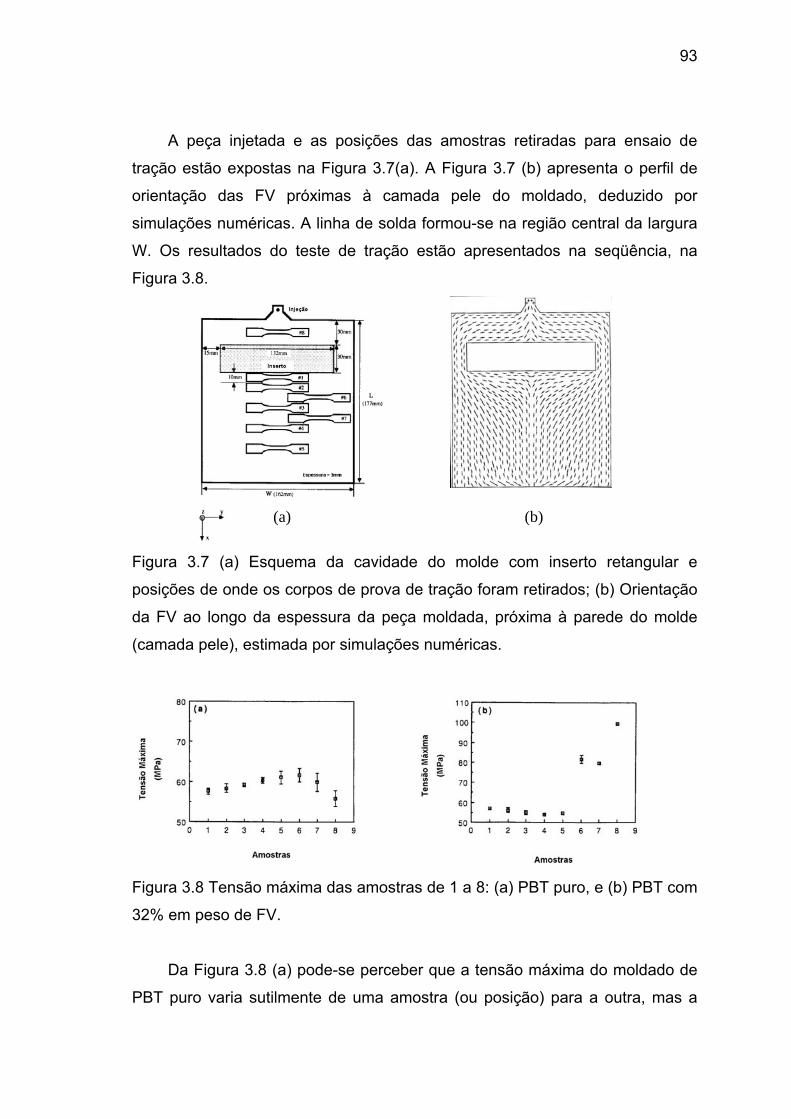
93
A peça injetada e as posições das amostras retiradas para ensaio de
tração estão expostas na Figura 3.7(a). A Figura 3.7 (b) apresenta o perfil de
orientação das FV próximas à camada pele do moldado, deduzido por
simulações numéricas. A linha de solda formou-se na região central da largura
W. Os resultados do teste de tração estão apresentados na seqüência, na
Figura 3.8.
Figura 3.7 (a) Esquema da cavidade do molde com inserto retangular e
posições de onde os corpos de prova de tração foram retirados; (b) Orientação
da FV ao longo da espessura da peça moldada, próxima à parede do molde
(camada pele), estimada por simulações numéricas.
Figura 3.8 Tensão máxima das amostras de 1 a 8: (a) PBT puro, e (b) PBT com
32% em peso de FV.
Da Figura 3.8 (a) pode-se perceber que a tensão máxima do moldado de
PBT puro varia sutilmente de uma amostra (ou posição) para a outra, mas a
(a) (b)
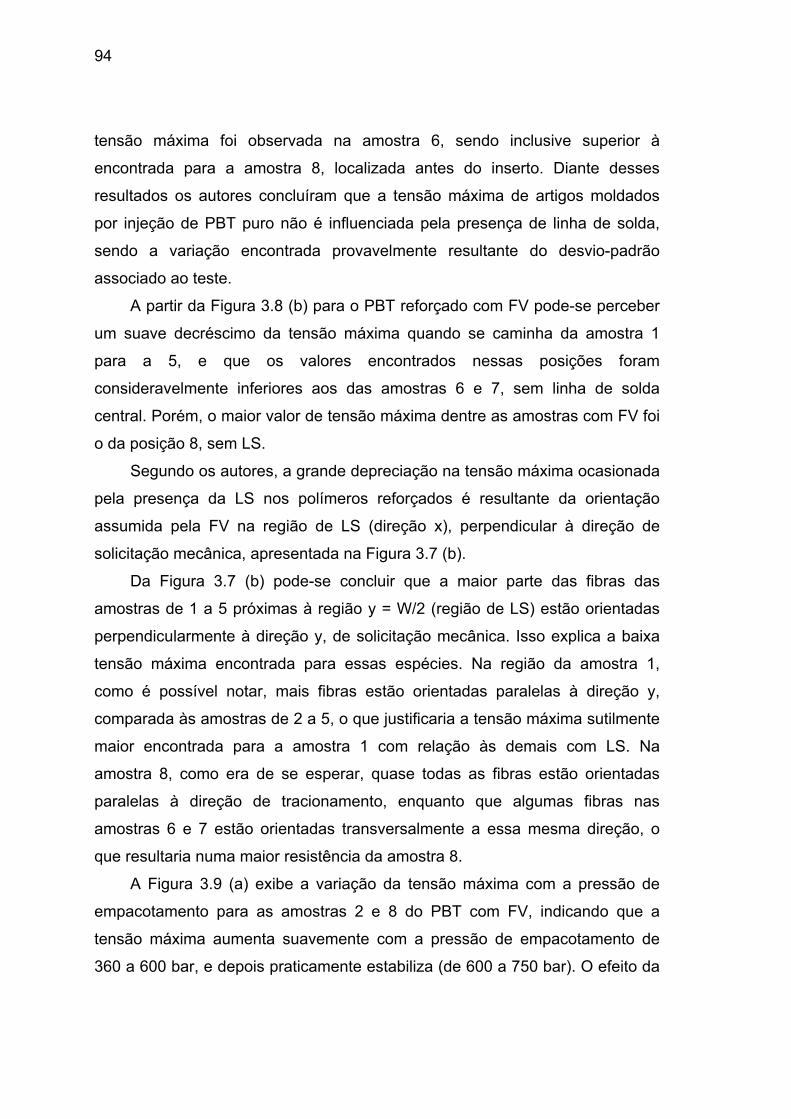
94
tensão máxima foi observada na amostra 6, sendo inclusive superior à
encontrada para a amostra 8, localizada antes do inserto. Diante desses
resultados os autores concluíram que a tensão máxima de artigos moldados
por injeção de PBT puro não é influenciada pela presença de linha de solda,
sendo a variação encontrada provavelmente resultante do desvio-padrão
associado ao teste.
A partir da Figura 3.8 (b) para o PBT reforçado com FV pode-se perceber
um suave decréscimo da tensão máxima quando se caminha da amostra 1
para a 5, e que os valores encontrados nessas posições foram
consideravelmente inferiores aos das amostras 6 e 7, sem linha de solda
central. Porém, o maior valor de tensão máxima dentre as amostras com FV foi
o da posição 8, sem LS.
Segundo os autores, a grande depreciação na tensão máxima ocasionada
pela presença da LS nos polímeros reforçados é resultante da orientação
assumida pela FV na região de LS (direção x), perpendicular à direção de
solicitação mecânica, apresentada na Figura 3.7 (b).
Da Figura 3.7 (b) pode-se concluir que a maior parte das fibras das
amostras de 1 a 5 próximas à região y = W/2 (região de LS) estão orientadas
perpendicularmente à direção y, de solicitação mecânica. Isso explica a baixa
tensão máxima encontrada para essas espécies. Na região da amostra 1,
como é possível notar, mais fibras estão orientadas paralelas à direção y,
comparada às amostras de 2 a 5, o que justificaria a tensão máxima sutilmente
maior encontrada para a amostra 1 com relação às demais com LS. Na
amostra 8, como era de se esperar, quase todas as fibras estão orientadas
paralelas à direção de tracionamento, enquanto que algumas fibras nas
amostras 6 e 7 estão orientadas transversalmente a essa mesma direção, o
que resultaria numa maior resistência da amostra 8.
A Figura 3.9 (a) exibe a variação da tensão máxima com a pressão de
empacotamento para as amostras 2 e 8 do PBT com FV, indicando que a
tensão máxima aumenta suavemente com a pressão de empacotamento de
360 a 600 bar, e depois praticamente estabiliza (de 600 a 750 bar). O efeito da
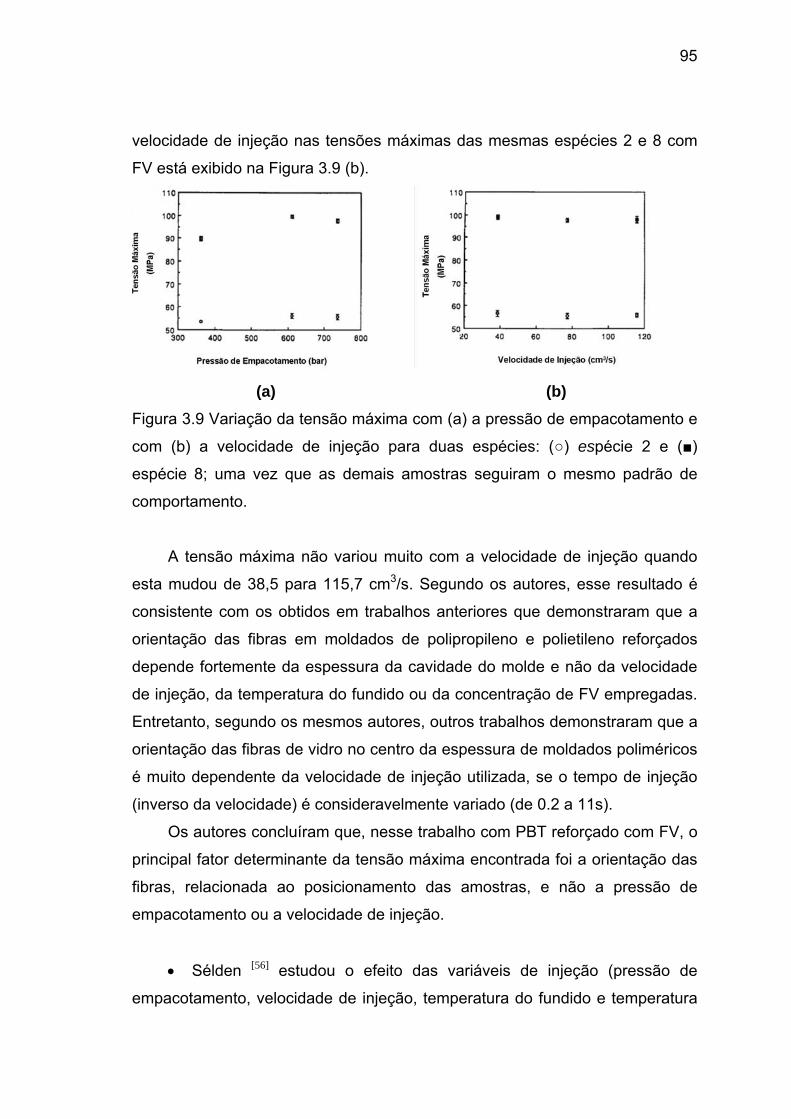
95
velocidade de injeção nas tensões máximas das mesmas espécies 2 e 8 com
FV está exibido na Figura 3.9 (b).
(a) (b) Figura 3.9 Variação da tensão máxima com (a) a pressão de empacotamento e
com (b) a velocidade de injeção para duas espécies: (○) espécie 2 e (■)
espécie 8; uma vez que as demais amostras seguiram o mesmo padrão de
comportamento.
A tensão máxima não variou muito com a velocidade de injeção quando
esta mudou de 38,5 para 115,7 cm3/s. Segundo os autores, esse resultado é
consistente com os obtidos em trabalhos anteriores que demonstraram que a
orientação das fibras em moldados de polipropileno e polietileno reforçados
depende fortemente da espessura da cavidade do molde e não da velocidade
de injeção, da temperatura do fundido ou da concentração de FV empregadas.
Entretanto, segundo os mesmos autores, outros trabalhos demonstraram que a
orientação das fibras de vidro no centro da espessura de moldados poliméricos
é muito dependente da velocidade de injeção utilizada, se o tempo de injeção
(inverso da velocidade) é consideravelmente variado (de 0.2 a 11s).
Os autores concluíram que, nesse trabalho com PBT reforçado com FV, o
principal fator determinante da tensão máxima encontrada foi a orientação das
fibras, relacionada ao posicionamento das amostras, e não a pressão de
empacotamento ou a velocidade de injeção.
• Sélden [56] estudou o efeito das variáveis de injeção (pressão de
empacotamento, velocidade de injeção, temperatura do fundido e temperatura
96
do molde) na resistência de linhas de solda (de encontro frontal e lateral) em
diferentes termoplásticos de engenharia (PA6 com 35%FV, PPS com 40% FV,
PP com 40% talco, PPO e ABS). Foram realizados ensaios de flexão, tração e
impacto sob queda de dardos.
De um modo geral, segundo o autor, mudanças nos parâmetros de
injeção não produziram nenhuma grande mudança no fator de depreciação de
linha de solda encontrado para as amostras. Porém, em suma, foi possível
observar que alta pressão de compactação, alta temperatura do fundido e
baixa temperatura do molde fornecem os maiores fatores de depreciação de LS
(mais próximos de 1); ou seja, a menor queda no valor das propriedades
mecânicas decorrente da presença da LS. O efeito da velocidade de injeção no
fator de depreciação da LS mostrou-se tanto positivo quanto negativo,
dependendo do material. Os mesmos autores ressaltaram inclusive, diante dos
resultados encontrados, que é necessária uma avaliação: por material, por tipo
de ensaio mecânico realizado, por posição da amostra extraída da peça
injetada e por efeito das variáveis de injeção combinadas.
No caso do PP carregado com talco, o aumento da pressão de
empacotamento elevou a resistência à flexão e o fator de depreciação de LS
das amostras. Porém, o aumento conjunto da velocidade de injeção ou da
temperatura do fundido atenuou esse efeito positivo da pressão de
empacotamento.
O trabalho também mostrou uma baixa correlação entre os resultados
obtidos nos ensaios de flexão e nos ensaios de impacto, com relação ao fator
de depreciação de LS. Esse fator de depreciação da LS obtido através de
ensaio de impacto para LS de encontro frontal também foi algumas vezes
maior do que 1.
• O trabalho de Dairanieh et al. [47] avaliou a sensibilidade do Moldflow
quanto à análise de linhas de solda de encontro lateral quando propriedades
materiais e condições de processamento são variadas. A simulação foi feita em
um pacote de Moldflow que já fornecia a severidade da linha de solda. Os
autores concluíram que, qualitativamente, o algoritmo do Moldflow foi capaz de
97
predizer corretamente os efeitos das mudanças na viscosidade, densidade e na
relação PVT na resistência da linha de solda do PMMA. O algoritmo também foi
eficaz na predição da influência da variação no tempo de injeção na resistência
da LS. Entretanto as predições com relação às mudanças na temperatura do
molde e do fundido não foram coerentes com o observado experimentalmente.
• Ersoy e Nugay [57] prepararam compósitos, com e sem LS de encontro
frontal, de PP e de poliamida 6 (PA) com 10, 20 e 30% de talco. Conforme se
aumentou a porcentagem de talco nos compósitos com PP sem LS, um
aumento no módulo elástico foi observado, enquanto a resistência à tração
permaneceu praticamente inalterada, apresentando uma suave queda de, no
máximo, 5% apenas. Com o aumento da concentração da carga, a
deformação se tornou mais frágil e a formação do pescoço não foi observada.
Por outro lado, a resistência à tração do PA aumentou suavemente (até 8%)
com a porcentagem de talco, provavelmente devido à interação entre os grupos
polares do PA e os OH nas extremidades das lamelas do talco. Porém, a
resistência da LS tanto do PP quanto do PA tendeu a diminuir com o aumento
da carga, provavelmente devido à orientação das lamelas de talco na região da
linha de solda perpendicular à direção de solicitação mecânica.
• Giusti e Cintra Filho [58] estudaram corpos de prova de PP carregado
com 20 e 30% de fibra de vidro, com e sem linha de solda de encontro frontal.
Sem a formação de linha de solda a resistência (tensão na ruptura) dos
compósitos aumentou de forma proporcional à porcentagem de fibra no
material. Já a resistência dos corpos de prova com linha de solda foi tanto
menor quanto maior foi a concentração de fibras, porque além da orientação
das fibras na interface da solda ser desfavorável, a matriz de PP não
apresentou boa adesão fibra-matriz, diminuindo assim a tensão máxima
suportada pelo material.
• Savadori, Pelliconi e Romanini [22] estudaram a influência da presença
da LS de encontro frontal em compósitos de PP com esferas de vidro, com
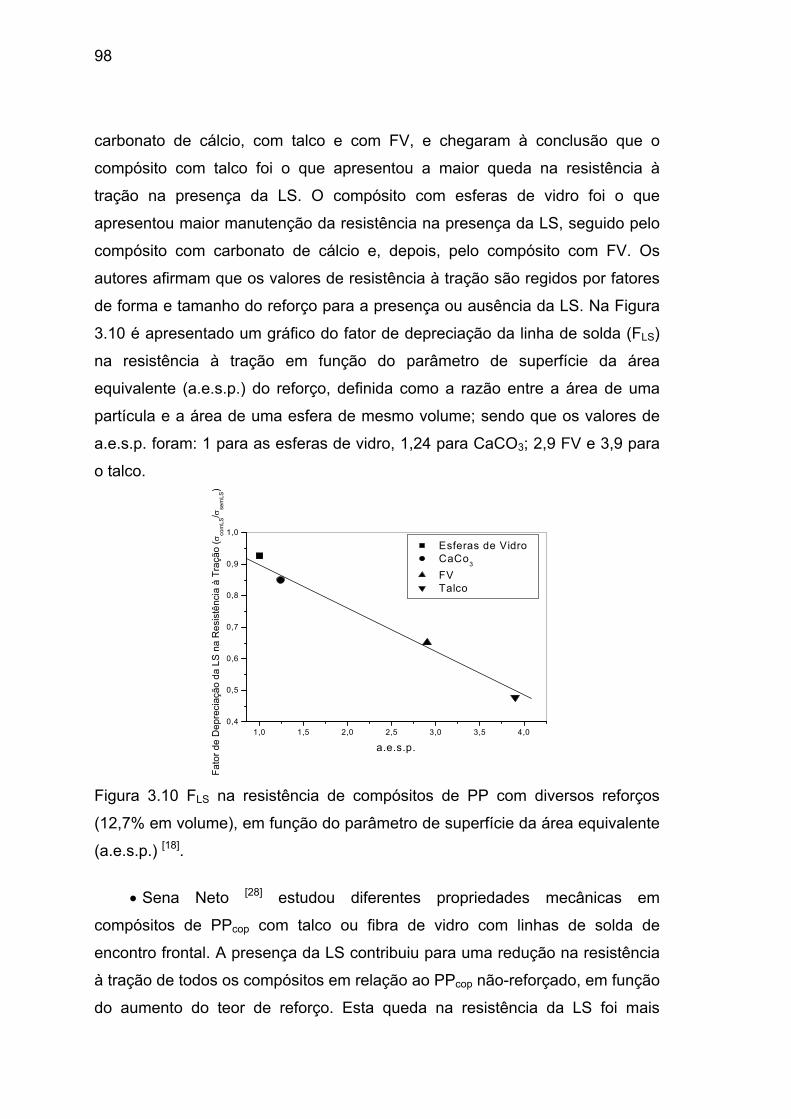
98
carbonato de cálcio, com talco e com FV, e chegaram à conclusão que o
compósito com talco foi o que apresentou a maior queda na resistência à
tração na presença da LS. O compósito com esferas de vidro foi o que
apresentou maior manutenção da resistência na presença da LS, seguido pelo
compósito com carbonato de cálcio e, depois, pelo compósito com FV. Os
autores afirmam que os valores de resistência à tração são regidos por fatores
de forma e tamanho do reforço para a presença ou ausência da LS. Na Figura
3.10 é apresentado um gráfico do fator de depreciação da linha de solda (FLS)
na resistência à tração em função do parâmetro de superfície da área
equivalente (a.e.s.p.) do reforço, definida como a razão entre a área de uma
partícula e a área de uma esfera de mesmo volume; sendo que os valores de
a.e.s.p. foram: 1 para as esferas de vidro, 1,24 para CaCO3; 2,9 FV e 3,9 para
o talco.
1,0 1,5 2,0 2,5 3,0 3,5 4,00,4
0,5
0,6
0,7
0,8
0,9
1,0
Esferas de Vidro CaCo3
FV Talco
Fato
r de
Dep
reci
ação
da
LS n
a R
esis
tênc
ia à
Tra
ção
(σco
mLS
/σse
mLS
)
a.e.s.p.
Figura 3.10 FLS na resistência de compósitos de PP com diversos reforços
(12,7% em volume), em função do parâmetro de superfície da área equivalente
(a.e.s.p.) [18].
• Sena Neto [28] estudou diferentes propriedades mecânicas em
compósitos de PPcop com talco ou fibra de vidro com linhas de solda de
encontro frontal. A presença da LS contribuiu para uma redução na resistência
à tração de todos os compósitos em relação ao PPcop não-reforçado, em função
do aumento do teor de reforço. Esta queda na resistência da LS foi mais
99
pronunciada nos compósitos com FV, de forma que seus valores se
aproximaram dos valores dos compósitos com talco. Ou seja, menores valores
de FLS na resistência foram obtidos para os compósitos reforçados com FV (de
0,34 a 0,23) em relação aos compósitos com talcos (de 0,84 a 0,53). Estes
dados de FLS na resistência à tração dos compósitos de PPcop reforçados com
FV e talcos contradizem os dados anteriormente publicados por Savadori et al.,
que atribuíram ao talco um efeito debilitante maior que o da FV na resistência
da LS de compósitos moldados de PP. A resistência do PPcop não-reforçado se
manteve inalterada na presença da LS, devido suficiente coesão e difusão
molecular na região da LS para assegurar entrelaçamento macromolecular. A
presença da LS nos moldados também teve influência insignificante na redução
do módulo do PPcop não-reforçado, assim como nos compósitos reforçados
com talcos. Entretanto, a presença da mesma LS contribuiu para uma redução
significativa do módulo do compósito com FV, aproximando o valor absoluto do
seu módulo ao dos compósitos com talco. Esta queda maior no valor do
módulo está associada à orientação desfavorável das fibras de vidro, de alta
razão de aspecto, na região da LS. A presença da LS em moldados de PPcop
reforçados com FV e talco contribuiu para eliminação do ponto de escoamento
sob tração em todos os compósitos de PPcop e antecipou a sua deformação na
ruptura, em função da concentração volumétrica do reforço. Segundo o autor,
as propriedades de deformação foram as mais debilitadas dentre todas as
propriedades mecânicas de tração avaliadas em moldados de compósitos de
PPcop com LS.
No mesmo trabalho também foram estudados talcos de granulometria
distinta (grossa, média e fina) e foi verificado que a redução na granulometria
das partículas/lamelas da carga nos compósitos com talco contribuiu para um
ligeiro aumento no módulo elástico, devido à maior área de interação interfacial
polímero-reforço. A resistência à tração nos compósitos com talco também
aumentou com a redução do diâmetro médio das partículas da carga mineral,
assim como com o aumento do grau de cristalinidade da matriz polimérica.
100
Trabalhos sobre compósitos de PP carregados com um único tipo de
reforço ou carga, como os citados, são abundantes e podem ser encontrados
em muitos periódicos sobre compósitos e polímeros. Os efeitos dessas cargas
nas propriedades do PP são relativamente conhecidos, inclusive na presença
de linha de solda, como apresentado em alguns trabalhos citados acima. Como
mostrado, a introdução de talco tem sido conhecida por aumentar algumas
propriedades do PP tais como rigidez, resistência, estabilidade dimensional e
cristalinidade; em detrimento de outras propriedades como resistência ao
impacto e deformabilidade. A fibra de vidro, por sua vez, fornece maior
aprimoramento na resistência e rigidez, mas fornece anisotropia ao compósito.
Porém, esses estudos foram focados na caracterização de sistemas
compósitos com um único reforço, e ainda não existem muitos estudos na
combinação de diferentes cargas numa mesma matriz, ou seja, em compósitos
com reforços híbridos. Compósitos com reforços híbridos têm se tornado cada
vez mais competitivos comercialmente por uma série de razões: i) existe uma
vantagem econômica em diluir reforços mais caros, como fibras, com cargas de
menor custo; ii) um espectro mais abrangente de propriedades físicas e
mecânicas pode ser alcançado [19], facilitando o design de materiais com
características específicas, principalmente quando se busca a diminuição da
anisotropia do compósito que pode levar à deformação (empenamento) da
peça; iii) híbridos são usados para se atingir efeitos sinérgicos e aperfeiçoar
características mecânicas e propriedades funcionais.
• Hartikainen et al [59] prepararam compósitos híbridos de PP com fibras
de vidro longas (FVL) e carbonato de cálcio. Para isso foram preparados
concentrados de PP com 40% de CaCO3, que depois foram misturados
fisicamente com concentrados de PP com 60% de fibra longa e com PP
virgem, em diferentes quantidades, para se obter as diversas concentrações
desejadas de PP, fibra e CaCO3. As devidas misturas físicas foram então
injetadas. Foi verificado que a adição de carbonato de cálcio tem pequeno
efeito na orientação das fibras longas e na cristalização do polipropileno
reforçado com fibras longas, mas o comprimento médio das fibras diminuiu. Foi
101
demonstrado também que a presença da carga causou desacoplamento
(debonding) antecipado das fibras quando o compósito foi submetido a uma
baixa taxa de deformação (1mm/min) sob tração o que culminou no
arrancamento (pull-out) das fibras, que pôde ser verificado nas micrografias de
MEV pela maior quantidade de vazios deixados na matriz. Esse
desacoplamento sob tensão induzido prematuramente pela presença de cargas
pode ser devido aos vazios formados em torno das partículas nas proximidades
das fibras, ou devido ao contato direto partícula/fibra. Ainda nesse estudo, o aumento da concentração de fibras longas no
compósito com apenas PP causou um aumento no módulo e na resistência,
mas diminuiu a deformação de ruptura, o que é explicado pela restrição que as
fibras impõem à deformação da matriz. Conforme carbonato foi acrescentado,
o formato da curva tensão/deformação não mudou, mas tanto a resistência
quanto a deformação diminuíram. No entanto, o módulo aumentou. A adição
apenas de carbonato de cálcio ao PP elevou em 5% o módulo do compósito
comparado ao da resina virgem. Mas, na presença de fibras longas, a adição
de carbonato resultou num aumento de 10 a 15%, o que demonstra um efeito
de sinergia. Os efeitos de cristalização que poderiam ter sido induzidos pelo
carbonato e, assim, melhorado as propriedades mecânicas, foram
desconsiderados pois análises de calorimetria diferencial de varredura (DSC)
mostraram que o carbonato não atua como agente nucleante.
• Leong, Ishak e Ariffin [19] estudaram compósitos híbridos de copolímero
de propileno com diferentes teores relativos de talco/carbonato de cálcio,
sempre resultando numa concentração total de carga de 30% no PPcop.
O módulo elástico sob tração diminuiu com a substituição de talco por
CaCO3, devido ao baixo módulo deste último. Porém, o módulo dos compósitos
foi sempre maior que o da resina virgem, devido à rigidez das cargas. Em
adição, o talco, sendo uma partícula lamelar, tem a habilidade de se orientar no
sentido do fluxo polimérico durante o processamento, fornecendo maior efeito
de reforço à matriz. Cargas lamelares, com maior razão de aspecto, têm maior
molhabilidade pela matriz e criam menos microvazios, aumentando a interação
102
carga/polímero, o que contribui para transferência de tensão durante
carregamento externo. A resistência à tração também diminuiu com a
substituição de talco por carbonato, o que pode ser atribuído à formação de
cavidades em torno das partículas de carbonato, conforme discutido no artigo.
Quando foram adicionadas cargas minerais ao PPcop a deformação na ruptura
caiu drasticamente. Essa diminuição foi ainda maior conforme se aumentou o
teor de talco no compósito híbrido. O módulo sob flexão também aumentou
com o aumento do teor de talco, porém a resistência à flexão dos compósitos
híbridos foi menor que a da resina pura. Apenas no caso do compósito
unicamente com talco (30%) houve um suave aumento na resistência
comparada à do polímero puro. Esse aumento para o compósito apenas com
talco pode ser atribuído à formação de camada superficial (pele), de alta
orientação, na moldagem, uma vez que a tensão de flexão é bastante sensível
a essa camada. No caso dos compósitos híbridos ou apenas com carbonato, a
menor resistência à flexão pode ser resultante das cavidades induzidas pela
presença do carbonato, de baixa adesão com a matriz.
A resistência ao impacto tem relação direta com a adesão da carga à
matriz, sendo que nesse caso a diminuição da adesão levou ao aumento da
resistência ao impacto. Os híbridos apresentaram uma resistência ao impacto
muito maior que a do PPcop puro e do PPcop com talco. Esse resultado sugere
que a presença de carbonato (adesão ruim com a matriz) é determinante na
melhora da resistência ao impacto dos compostos.
Embora o talco costume ser conhecido pela habilidade de deslizamento
de suas partículas, umas sobre as outras, durante a aplicação de forças
cisalhantes devido ao seu formato lamelar, o que ocasiona um aumento no
fluxo plástico, essa habilidade apenas se aplica a cargas em determinadas
partes do compósito que se situam próximas às paredes do molde. Portanto,
esse efeito não foi sentido no ensaio de MFI e o aumento do teor de talco nos
compósitos híbridos causou uma diminuição do fluxo.
• Leite [6] estudou dois tipos de compósitos híbridos com matriz de PPcop,
sendo um deles um sistema bi-particulado de talco / carbonato de cálcio natural
103
(em concentrações totais de carga de 10, 30 e 50% e composição relativa de
1:1); e o outro um sistema fibro-particulado de fibra de vidro / talco (T) (nas
concentrações de 10FV10T, 10FV30T, 20FV10T, 20FV20T, 20FV30T,
30FV10T, 30FV20T). O principal enfoque deste trabalho foi avaliar o
empacotamento dos sistemas híbridos e o efeito desta variável nas
propriedades físicas medidas. Os empacotamentos das combinações de talco
com carbonato de cálcio, em diferentes proporções, seguiram uma regra de
mistura; enquanto os empacotamentos das combinações de FV e talco
apresentaram sinergismo, ultrapassando os valores de empacotamento
encontrados para sistemas só com talco ou só com fibra. Módulos sob tração e
sob flexão, resistência ao impacto e tensões no escoamento e na ruptura das
composições de PPcop com talco/ carbonato de cálcio seguiram uma regra de
mistura. Ligeiros desvios dessa regra de mistura devem ser atribuídos,
segundo o autor, à delaminação do talco e a um provável efeito nucleante
deste sobre a cristalização do PPcop, embora maiores estudos para a
comprovação disso não tenham sido feitos. A deformação na ruptura do
mesmo compósito (PPcop com talco / carbonato de cálcio), como era de se
esperar, não seguiu uma regra de mistura, estando mais próxima dos valores
para os compósitos apenas com talco, devido à maior interação do talco com a
matriz e conseqüente menor deformação. Nas composições de PPcop com FV /
talco, os melhores empacotamentos fibras / lamelas obtidos reduziram o
módulo de elasticidade e melhoraram a resistência ao impacto do termoplástico
em composições com alto teor carga+reforço. A composição de PPcop com 20%
de FV e 30% de talco foi definida como a melhor devido ao seu balanço
otimizado entre custo e propriedades mecânicas.
• Sahão Júnior [7] estudou compósitos híbridos de PP com FV / carbonato
de cálcio em diferentes concentrações totais do reforço híbrido (30 e 40%) e
concentrações relativas FV / carbonato de cálcio (30/70, 50/50 e 70/30). Para
os compósitos de PP reforçados com sistema fibro-particulado, nas
composições relativas de 30/70, 50/50, 70/30 de FV / carbonato de cálcio, os
valores relativos (compósito / resina pura) de módulo sob tração e sob flexão, e
104
de resistência ao impacto seguiram aproximadamente a simples regra de
mistura para as concentrações de 30 e 40% em peso total de reforço híbrido.
Para os sistemas híbridos a resistência à tração foi elevada a valores
superiores à regra de mistura à medida que aumentamos o teor de fibra de
vidro nas composições (ficaram mais próximos dos valores para os compósitos
só com FV). A deformação na ruptura não seguiu a regra de mistura para os
híbridos; os valores foram muito baixos, próximos aos encontrados para os
compósitos só com FV.
• Cintra, Pouzada e Sousa [60] estudaram o módulo em flexão e a
anisotropia em placas moldadas por injeção de compósitos híbridos de PP, FV
e CaCO3, comparados ao compósito referência de PP apenas com FV. A
orientação das fibras foi medida ao longo da espessura das amostras de PP +
20%FV; PP + 20%FV + 10% CaCO3 e PP + 20%FV + 20% CaCO3. Foi
observado que a orientação das fibras de vidro na direção de preenchimento
(componente de tensor orientação a11) aumentou consideravelmente com o
aumento da concentração de CaCO3 e a variação da orientação ao longo da
espessura foi reduzida (a diferença entre as orientações médias do núcleo e da
pele diminuiu).
• Ferro [5] estudou um compósito de polipropileno (PP) com reforço híbrido
de FV curta e carbonato de cálcio natural (CaCO3) e analisou a influência da
adição da carga mineral particulada na alteração do campo de orientação das
fibras na peça moldada e na anisotropia dos módulos sob flexão
(longitudinal/tranversal: EfL/EfT). Em compósitos híbridos com teores constantes
de FV, foi verificado um aumento na anisotropia mecânica e na orientação da
FV na direção de preenchimento da cavidade do molde (longitudinal) com o
aumento da concentração de CaCO3. Porém, a substituição de parte da FV por
carga mineral contribuiu para uma redução desse perfil de orientação e da
subseqüente anisotropia mecânica.
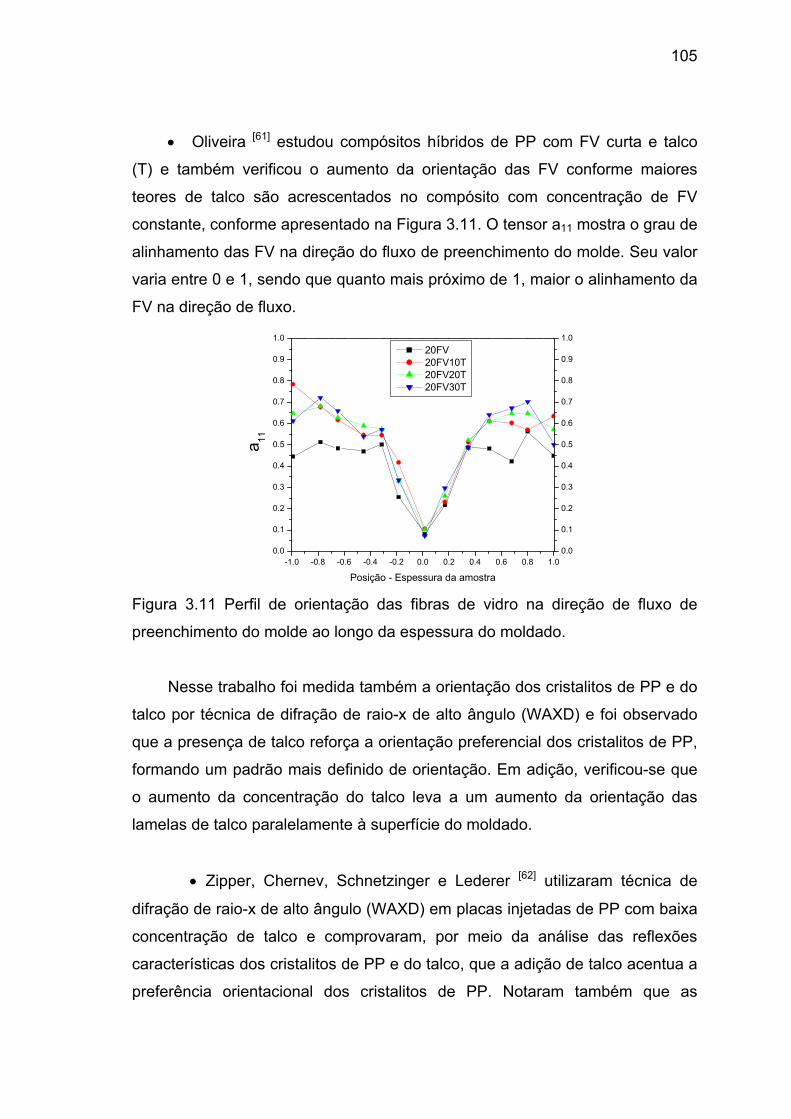
105
• Oliveira [61] estudou compósitos híbridos de PP com FV curta e talco
(T) e também verificou o aumento da orientação das FV conforme maiores
teores de talco são acrescentados no compósito com concentração de FV
constante, conforme apresentado na Figura 3.11. O tensor a11 mostra o grau de
alinhamento das FV na direção do fluxo de preenchimento do molde. Seu valor
varia entre 0 e 1, sendo que quanto mais próximo de 1, maior o alinhamento da
FV na direção de fluxo.
-1.0 -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8 1.00.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
a 11
Posição - Espessura da amostra
20FV 20FV10T 20FV20T 20FV30T
Figura 3.11 Perfil de orientação das fibras de vidro na direção de fluxo de
preenchimento do molde ao longo da espessura do moldado.
Nesse trabalho foi medida também a orientação dos cristalitos de PP e do
talco por técnica de difração de raio-x de alto ângulo (WAXD) e foi observado
que a presença de talco reforça a orientação preferencial dos cristalitos de PP,
formando um padrão mais definido de orientação. Em adição, verificou-se que
o aumento da concentração do talco leva a um aumento da orientação das
lamelas de talco paralelamente à superfície do moldado.
• Zipper, Chernev, Schnetzinger e Lederer [62] utilizaram técnica de
difração de raio-x de alto ângulo (WAXD) em placas injetadas de PP com baixa
concentração de talco e comprovaram, por meio da análise das reflexões
características dos cristalitos de PP e do talco, que a adição de talco acentua a
preferência orientacional dos cristalitos de PP. Notaram também que as
106
lamelas do talco estão orientadas paralelamente a direção de fluxo, ou seja,
paralelas à superfície. Esse efeito de orientação é reduzido à medida que se
afasta do ponto de injeção.
• Cloud, McDowell e Gerakaris [35] estudaram alguns compósitos com e
sem linha de solda, inclusive alguns híbridos. Em compósitos com matrizes de
nylon 66 (PA66) e policarbonato (PC), quanto maior a concentração de fibra de
vidro, maiores foram os valores absolutos de resistência à tração para os
corpos de prova com e sem LS; porém, maior foi o fator depreciativo, ou seja, a
porcentagem de queda entre a propriedade do corpo de prova sem LS e do
corpo de prova com LS. Porém, no caso de compósitos de PP, as resistências
à tração do corpo com LS contendo 20% e 30% de FV foram menores que a
resistência do PP sem fibra; embora a resistência desses corpos sem LS
contendo FV tenha sido maior que a do PP puro. Isso ocorreu, segundo
comentado no artigo, devido à porcentagem de queda crescente com a
concentração de FV: Quanto maior a quantidade de FV, maior a queda da
propriedade no corpo com LS, o que acaba fazendo com que a resistência do
corpo com LS contendo 30% de FV seja menor que a de um corpo com LS
contendo 20% de fibra. Isso se deve, segundo os autores, à adesão não ótima
das fibras com o PP. Assim, a resistência do PP reforçado fica quase
totalmente dependente do comprimento das fibras (transferência mecânica por
cisalhamento) e de sua orientação. Em um compósito de PA66 com uma carga particulada (foi usado
poli(tetrafluor-etileno - PTFE)), a presença da linha de solda ocasionou apenas
uma suave queda na resistência mecânica, quando comparada a essa
propriedade medida no compósito sem linha de solda. Quando a carga e a FV
foram combinadas, a queda resultante na resistência do corpo com LS foi
aproximadamente uma somatória dos efeitos das duas cargas separadamente.
FV na concentração de 30% fizeram cair em 42% (FLS = 0,58) a resistência do
compósito (CP com fibra sem LS comparado ao corpo com FV com LS), e 20%
da carga particulada fizeram cair em 8% (FLS = 0,92) a resistência do
compósito; enquanto o CP contendo 30% de FV + 15% de carga perdeu 48%
107
(FLS = 0,52) da resistência, quase uma somatória exata (e fator de
depreciação da linha de solda foi ainda menor do que o encontrado para o
compósito só com FV).
• Kagan [63] estudou a presença de linha de solda em compósitos de nylon
6 (PA6) carregados com fibra de vidro curta e carga mineral, em diferentes
concentrações. No trabalho não foi especificada qual a carga mineral utilizada.
Para PA6 não reforçado a resistência da linha de solda foi praticamente igual
(apenas 0,8% menor) à resistência do material base (sem LS). Enquanto a
resistência à tração do nylon (sem LS) aumentou 262% quando se aumentou o
teor de FV de 0 a 63% em peso, a resistência absoluta da linha de solda
praticamente não mudou (sendo aproximadamente igual à resistência do nylon
sem FV). O fator de depreciação da LS (FLS) foi de 0,99 para o nylon 6 sem FV
e 0,40 para o PA 6 com 63% em peso de FV. A resistência do PA 6 carregado
com 40% de carga mineral praticamente não mudou comparada à do polímero
puro, enquanto a resistência da LS diminuiu 10% e o fator depreciativo diminuiu
de 0,99 com 0% de carga para 0,85 com 40% de carga. Quando foram
combinados 15% de FV com 25% de carga mineral, observou-se que a
resistência à tração do CP sem LS (126 MPa) foi intermediária à encontrada
para as amostras com apenas 40% de carga (90 MPa) e com 33% de FV
(192,9 MPa). Já, no caso da mesma composição, a resistência do compósito
híbrido com linha de solda (90 MPa) foi praticamente igual à da amostra com
apenas 33% de FV (89,2 MPa), sendo, portanto, maior do que a da amostra só
com 40% de carga (77 MPa). O fator depreciação (0,71) também foi
intermediário ao encontrado para a amostra só com 40% de carga (0,85) e a
amostra só com 33% de FV (0,46).
Como foi possível perceber da bibliografia revisada, apesar de existirem já
alguns trabalhos realizados com reforços híbridos fibro-particulados, existe
muito pouco ainda quanto ao comportamento desses reforços na presença de
linhas de solda. Foram apresentados dois trabalhos que buscaram
correlacionar reforços híbridos fibro (FV)-particulados (PTFE [35] e carga mineral
108
não especificada [62]) com LS, sendo que em um deles [35] a adição de carga
(PTFE) ao compósito com fibra fez cair ainda mais a resistência mecânica,
influenciando negativamente; enquanto no outro [62] encontrou-se um valor de
fator de depreciação de linha de solda (FLS) intermediário ao encontrado nos
compósitos referência com apenas FV e apenas com carga mineral, com
manutenção da resistência, mostrando um efeito benéfico da adição da carga
no compósito com fibra. O presente trabalho de Mestrado pretende esclarecer
essa questão.
Tentou-se, em adição, fazer uma caracterização da resistência da linha de
solda através de técnica de microdureza, baseado na revisão bibliográfica dos
trabalhos que se seguem.
• Nguyen-Chung, Menning, Boyanova, Fakirov e Baltá Calleja [64]
utilizaram técnica de microdureza para caracterizar a qualidade da linha de
solda em placas retangulares (100 X 80 X 2 mm) de poliestireno (PS) moldadas
por injeção. A LS foi formada ao longo do comprimento do corpo de prova,
devido à presença de um inserto metálico de 12 mm de diâmetro na cavidade
do molde (próximo à entrada do fundido), constituindo uma linha de solda de
encontro lateral. Para avaliação da microdureza foi empregado um indentador
Vickers de base de diamante e foi aplicada uma força de 25 mN em ciclos de
carregamento de 6 s. Caminhando-se transversalmente à LS, ao longo da
largura da placa, descobriu-se que a microdureza encontrada na superfície do
moldado apresentava uma queda de cerca de 30% quando medida sobre a
linha de solda. No entanto, essa queda no valor da microdureza na LS só
ocorreu a distâncias (ao longo do comprimento da placa retangular) não
excedentes ao diâmetro do obstáculo. A distâncias maiores não foi possível
encontrar diferenças entre os valores de microdureza medidos sobre a LS e
aqueles obtidos em regiões afastadas da mesma. Isso é resultante, segundo os
autores, da melhor interdifusão das cadeias poliméricas ocorrida em regiões
distantes do obstáculo, uma vez que este estava a uma temperatura baixa,
igual à do molde (50 oC), enquanto que a temperatura do fundido injetado era
de 250 oC.
109
• Em outro estudo, Boyanova, Baltá Calleja e Fakirov [65] avaliaram,
através da técnica de microdureza, a influência da temperatura do fundido na
qualidade da linha de solda de encontro frontal formada em dois polímeros
rígidos: policarbonato (PC) e poliestireno (PS). Foi utilizada uma força de 250
mN aplicada em ciclos de carregamento de 6 s. Verificou-se que as amostras
injetadas com maiores temperaturas do fundido apresentaram menores quedas
nos valores de microdureza medidos sobre a LS, devido à maior interdifusão
molecular ocorrida no encontro das frentes de fluxo. A queda perceptível nos
valores de microdureza encontrados aconteceu numa extensão de 0,1mm,
caminhando perpendicularmente à linha de solda.
• Gamba, Pontes, Oliveira e Pouzada [65] utilizaram a técnica de
microdureza para caracterizar a linha de solda de compósitos de polipropileno
com altos teores de FV (20, 30 e 40% em peso) injetados em diferentes
temperaturas (250 e 280oC) e tempos de injeção (0,5; 1,0 e 1,5 s). Foi possível
observar uma tendência ao aumento do valor de microdureza encontrado na
região de linha de solda com a diminuição do tempo de injeção e o aumento da
temperatura de injeção, provavelmente devido ao maior calor que induziu maior
coesão molecular no encontro das frentes de fluxo provenientes de entradas
opostas.

110
111
4. MATERIAIS E MÉTODOS
4.1 – Materiais
Os materiais utilizados no projeto foram, basicamente:
I) Copolímero de propileno-etileno heterofásico (PPcop):
Utilizado como matriz polimérica, foi fornecido na forma de grânulos
(pellets) pela Braskem, sob o código PX1955 e MFI de 4,71g/10min.
O copolímero de propileno foi estabilizado com 0,17% de anti-oxidante
primário (Irganox 1010) e 0,33% de anti-oxidante secundário (Irgafos 168)
antes da preparação com a carga de talco, com o reforço fibroso e com o
reforço híbrido FV/talco, assim como no estado puro, para controle.
II) Tipos de talcos com granulometria distintas:
Os talcos utilizados na pesquisa foram fornecidos pela Magnesita S.A. sob
os códigos GM-10 (talco fino) e PMT-12000 (talco ultra-fino), ambos
preparados através de moinhos a jato em espiral (spiral jet mills), mas com
granulometrias distintas.
Resina epóxi Araldite foi acrescentada ao talco (1% em massa de talco)
antes da preparação do compósito com PPcop para evitar a adsorção dos anti-
oxidantes do PPcop na superfície das partículas de talco, que são oleofílicas.
III) Fibra de Vidro curta:
A fibra de vidro (FV) empregada como reforço foi fornecida pela Vetrotex
do Brasil, sob o código 968. É uma fibra do tipo E picada (chopped strands),
com diâmetro e comprimento nominais de 13 μm e 4,5 mm, respectivamente.
Esta FV é tratada com agente de acoplagem silano e otimizada para utilização
em poliolefinas, especialmente em PP, fornecendo boas características de
processamento e alto desempenho mecânico. Algumas caracterizações de
fábrica da FV tipo E fornecida pela Vetrotex constam na Tabela 4.1.
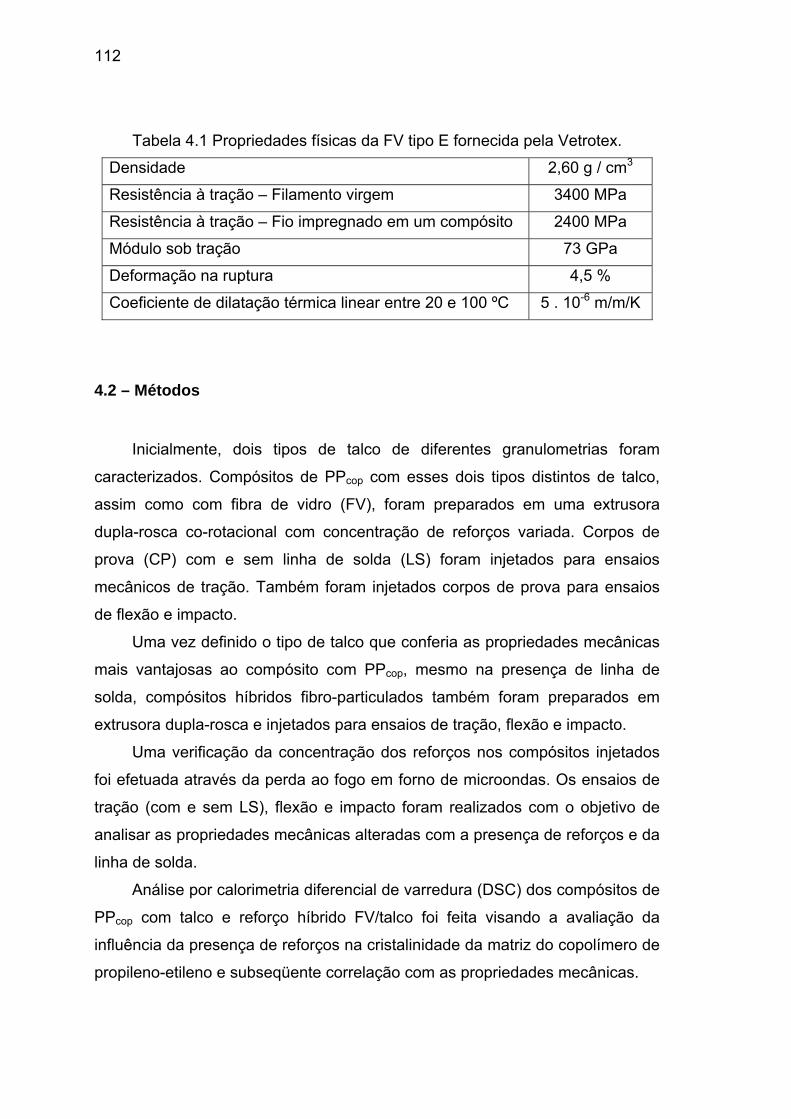
112
Tabela 4.1 Propriedades físicas da FV tipo E fornecida pela Vetrotex.
Densidade 2,60 g / cm3
Resistência à tração – Filamento virgem 3400 MPa
Resistência à tração – Fio impregnado em um compósito 2400 MPa
Módulo sob tração 73 GPa
Deformação na ruptura 4,5 %
Coeficiente de dilatação térmica linear entre 20 e 100 ºC 5 . 10-6 m/m/K
4.2 – Métodos
Inicialmente, dois tipos de talco de diferentes granulometrias foram
caracterizados. Compósitos de PPcop com esses dois tipos distintos de talco,
assim como com fibra de vidro (FV), foram preparados em uma extrusora
dupla-rosca co-rotacional com concentração de reforços variada. Corpos de
prova (CP) com e sem linha de solda (LS) foram injetados para ensaios
mecânicos de tração. Também foram injetados corpos de prova para ensaios
de flexão e impacto.
Uma vez definido o tipo de talco que conferia as propriedades mecânicas
mais vantajosas ao compósito com PPcop, mesmo na presença de linha de
solda, compósitos híbridos fibro-particulados também foram preparados em
extrusora dupla-rosca e injetados para ensaios de tração, flexão e impacto.
Uma verificação da concentração dos reforços nos compósitos injetados
foi efetuada através da perda ao fogo em forno de microondas. Os ensaios de
tração (com e sem LS), flexão e impacto foram realizados com o objetivo de
analisar as propriedades mecânicas alteradas com a presença de reforços e da
linha de solda.
Análise por calorimetria diferencial de varredura (DSC) dos compósitos de
PPcop com talco e reforço híbrido FV/talco foi feita visando a avaliação da
influência da presença de reforços na cristalinidade da matriz do copolímero de
propileno-etileno e subseqüente correlação com as propriedades mecânicas.
113
Análises por microscopia eletrônica de varredura (MEV) foram realizadas
em amostras dos CP de tração na região da LS e distante dela, para uma
avaliação qualitativa dos perfis de orientação preferencial das fibras de vidro e
das lamelas de talco nos corpos de prova injetados com e sem linha de solda.
As propriedades mecânicas de moldados, inclusive na presença de linha
de solda, estão intrinsicamente ligadas à microestrutura formada e esta, por
sua vez, é influenciada também pelas condições de injeção utilizadas. Assim,
foi desenvolvido um estudo complementar durante 6 meses na Universidade do
Minho em Portugal para investigar a influência das condições de injeção e da
geometria da peça moldada na morfologia e nas propriedades mecânicas de
corpos com LS. Esse estudo foi feito em caixas retangulares com linha de
solda de compósitos de PPcop com talco previamente extrudados no Brasil.
Microscopia Óptica de Luz Polarizada foi feita para observação da morfologia
formada durante a injeção. Testes de microdureza e ensaios mecânicos de
impacto-tracional foram realizados para se avaliar a qualidade da LS formada e
análises por MEV permitiram a observação da superfície de fratura dos corpos
de prova de impacto-tracional. As condições de processamento analisadas
nesse estudo foram simuladas no programa de injeção Moldflow.
A metodologia seguida no projeto de mestrado está esquematizada no
fluxograma da Figura 4.1 e descrita na sequência, de forma detalhada.
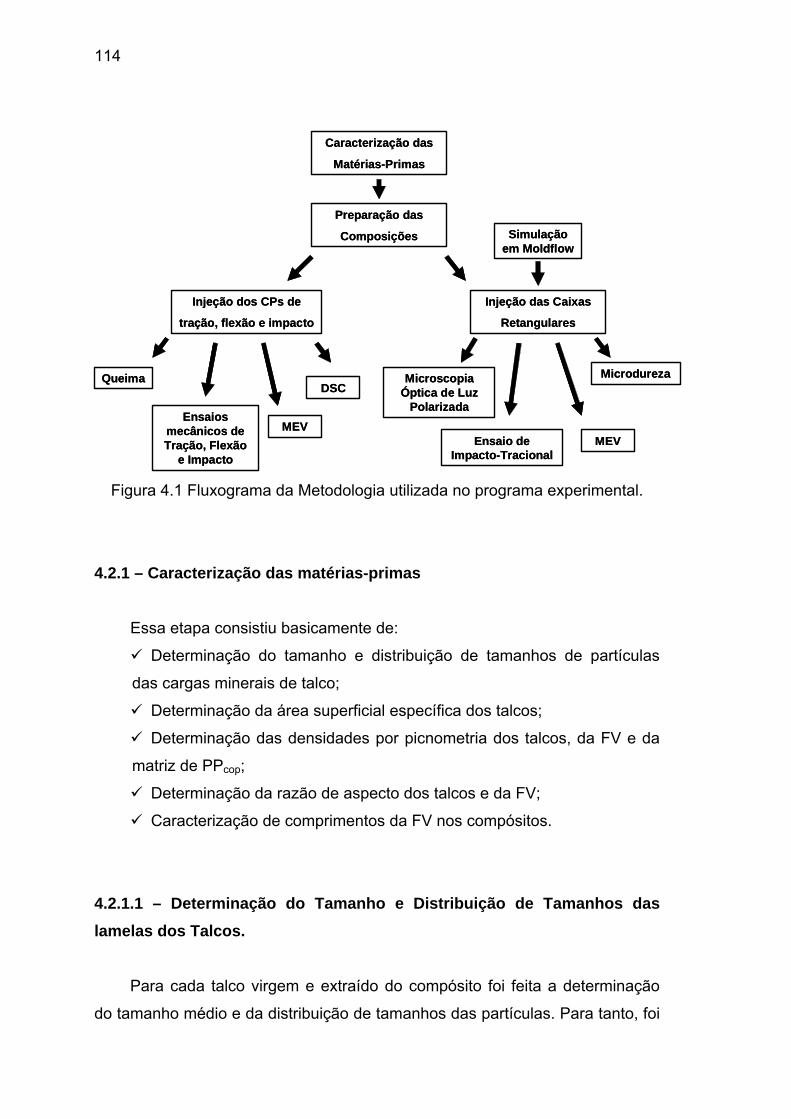
114
Caracterização das
Matérias-Primas
Preparação das
Composições
Injeção dos CPs de
tração, flexão e impacto
Queima
Ensaios mecânicos de Tração, Flexão
e Impacto
MEV
DSC
Injeção das Caixas
Retangulares
Simulação em Moldflow
Microscopia Óptica de Luz
Polarizada
Microdureza
Ensaio de Impacto-Tracional
MEV
Caracterização das
Matérias-Primas
Preparação das
Composições
Injeção dos CPs de
tração, flexão e impacto
Queima
Ensaios mecânicos de Tração, Flexão
e Impacto
MEV
DSC
Injeção das Caixas
Retangulares
Simulação em Moldflow
Microscopia Óptica de Luz
Polarizada
Microdureza
Ensaio de Impacto-Tracional
MEV
Figura 4.1 Fluxograma da Metodologia utilizada no programa experimental.
4.2.1 – Caracterização das matérias-primas
Essa etapa consistiu basicamente de:
Determinação do tamanho e distribuição de tamanhos de partículas
das cargas minerais de talco;
Determinação da área superficial específica dos talcos;
Determinação das densidades por picnometria dos talcos, da FV e da
matriz de PPcop;
Determinação da razão de aspecto dos talcos e da FV;
Caracterização de comprimentos da FV nos compósitos.
4.2.1.1 – Determinação do Tamanho e Distribuição de Tamanhos das lamelas dos Talcos.
Para cada talco virgem e extraído do compósito foi feita a determinação
do tamanho médio e da distribuição de tamanhos das partículas. Para tanto, foi
115
utilizada uma técnica de sedimentação por gravidade (Lei de Stokes), que se
baseia no princípio de que tamanhos diferentes de partículas têm velocidades
diferentes de sedimentação na suspensão. O ensaio foi realizado no
Laboratório de Cerâmicas Especiais (LCE-DEMa), utilizando um equipamento
Sedigraph 5000D da Micromeritics, que mede a transmitância de feixes de
raios-X através de uma suspensão particulada; sendo que esta transmitância
varia de acordo com a concentração das partículas que, por sua vez, varia com
o tempo em uma região da suspensão.
O percentual da massa acumulada (P) é calculado através da variação
da transmitância [67]:
100lnln
0∗⎟⎟⎠
⎞⎜⎜⎝
⎛=
TTP (4.1)
sendo:
- T a transmitância depois de determinado tempo;
- T0 a transmitância inicial.
O tamanho de partícula determinado por esta técnica é conhecido como
diâmetro esférico equivalente, ou seja, o diâmetro de uma esfera de mesma
densidade que exibiria exatamente a mesma velocidade de sedimentação. A
técnica fornece uma curva do diâmetro esférico equivalente versus a
porcentagem em massa cumulativa de partículas com diâmetro menor ou igual
ao indicado.
Esta técnica normalmente é utilizada para medir partículas de tamanho
entre 50 e 0,1 μm. Possíveis fontes de erro incluem impedimento de
sedimentação devido à interação entre partículas, arraste de partículas mais
finas por mais grossas e aglomeração causada pelo movimento browniano.
Dispersão incompleta e aglomerados durante sedimentação também afetam os
resultados.
Os principais resultados avaliados através dessa técnica são o diâmetro
esférico equivalente de 50% (d50) das partículas, tomado como o diâmetro
médio, e de 95% (d95) das partículas, que fornece a fração de grossos.
116
4.2.1.2 – Determinação da Área Superficial Específica
A área superficial específica é a área superficial de partículas por unidade
de massa do material. Pode ser determinada pela adsorção física de um gás a
uma temperatura criogênica, como o nitrogênio.
A área superfícial específica AS foi estimada pelo equipamento analisador
Gemini 2370 da Micromeritics, segundo a equação [68]:
As = (NA VM AM ) / (VMOL MS) (4.2)
Sendo:
- NA o número de Avogadro;
- AM a área ocupada por uma molécula adsorvida (16,2 x 10-20 m2 para o N2);
- VMOL o volume de um mol do gás na T e P do ensaio;
- MS a massa da amostra;
- VM o volume de gás necessário à formação de uma monocamada adsorvida,
estimado, segundo a equação de BET (Brunauer, Emmett e Teller) por [68]:
(P/PS) / [VA (1 – P/PS)] = 1 / (VMC) + [(P/PS) (C - 1)] / (VMC) (4.3)
Sendo:
- P a pressão do sistema;
- PS a pressão de vapor de saturação na temperatura do sistema;
- VA a quantidade de gás adsorvida na superfíce das partículas;
- C uma constante relacionada à energia de adsorção.
Através da técnica de BET de análise superficial é observada a
quantidade de nitrogênio adsorvida pela amostra. Quanto maior a área
superficial das partículas, maior é a adsorção de nitrogênio. O volume de gás
adsorvido por massa do sólido depende também da pressão do gás, da
temperatura absoluta e da natureza do gás e do sólido.
117
4.2.1.3 – Determinação das Densidades dos Materiais Utilizados
As densidades dos talcos e FV foram obtidas através da técnica de
picnometria a hélio, utilizando um picnômetro AccuPyc 1330 da Micromeritics.
A principal vantagem desta técnica sobre a picnometria com líquido advém do
poder de penetração do hélio que, devido a sua dimensão atômica, consegue
penetrar em poros com diâmetros de até 1 Å.
O PPcop teve sua densidade determinada através da técnica de
picnometria em líquido [69], empregando um líquido (álcool) com uma densidade
menor que a densidade provável do polímero. Para tanto, amostras retiradas
de corpos de prova injetados foram pesadas e colocadas no picnômetro com o
líquido de densidade conhecida, fazendo o líquido transbordar. Pesando-se o
sistema picnômetro+líquido+amostra foi possível calcular a densidade do
polímero pela seguinte equação:
ascs
slpol mmm
m−+
=ρρ (4.4)
- ρpol = densidade do polímero;
- ρl = densidade do líquido utilizado; - ms = massa da amostra do polímero; - mc = massa do picnômetro mais o líquido; - mas = massa do picnômetro mais o líquido e a amostra do polímero.
4.2.1.4 – Razão de Aspecto
Devido à influência do formato e da razão de aspecto do reforço no seu
grau de orientação e nas propriedades mecânicas de compósitos poliméricos
injetados, inclusive na resistência de LS, foi efetuada uma caracterização da
razão de aspecto dos reforços empregados. A quantificação das dimensões
dos reforços foi feita utilizando o programa Image Pro-Plus, em imagens
obtidas de Microscópio Óptico, no caso da FV, ou em Microscópio Eletrônico
de Varredura, no caso dos talcos. A maior (“diâmetro”) e a menor (espessura)
118
dimensão das lamelas dos talcos foram medidas através de fotomicrografias
dos corpos de prova criofraturados. A FV teve sua razão de aspecto calculada
através dos seus valores de comprimentos médios medidos em fibras extraídas
dos compósitos. Para o diâmetro da FV foi adotado o valor nominal de 13 µm,
fornecido pelo fabricante.
Deste modo, a razão de aspecto dos reforços foi calculada segundo a
equação abaixo:
)()(dim
)()(dimdl=A
diâmetrofibraouespessuralameladaensãomenorocomprimentfibraoudiâmetrolameladaensãomaior
= (4.5)
4.2.1.5 – Determinação do Comprimento e Distribuição de Comprimentos da Fibra de Vidro
Para avaliação da distribuição dos comprimentos da FV, foram retiradas
amostras de corpos de prova injetados, calcinadas em forno microondas para
remoção da matriz polimérica e dispersas em mistura de álcool e água (1:1)
sobre uma lâmina. Seus tamanhos foram então avaliados em um Microscópio
Óptico e foram calculados o comprimento médio numérico (LN), comprimento
médio ponderal ou volumétrico (LW) e a polidispersividade (PD) para a
construção do histograma com a distribuição dos comprimentos [28]:
∑∑
=
==
1
1
ii
iii
N n
nlL (4.6)
∑∑
=
==
1
1
2
iii
iii
W nl
nlL (4.7)
N
NW
LLL
PD)-(
= (4.8)
sendo:
- li = comprimento da fibra de um determinado tamanho.
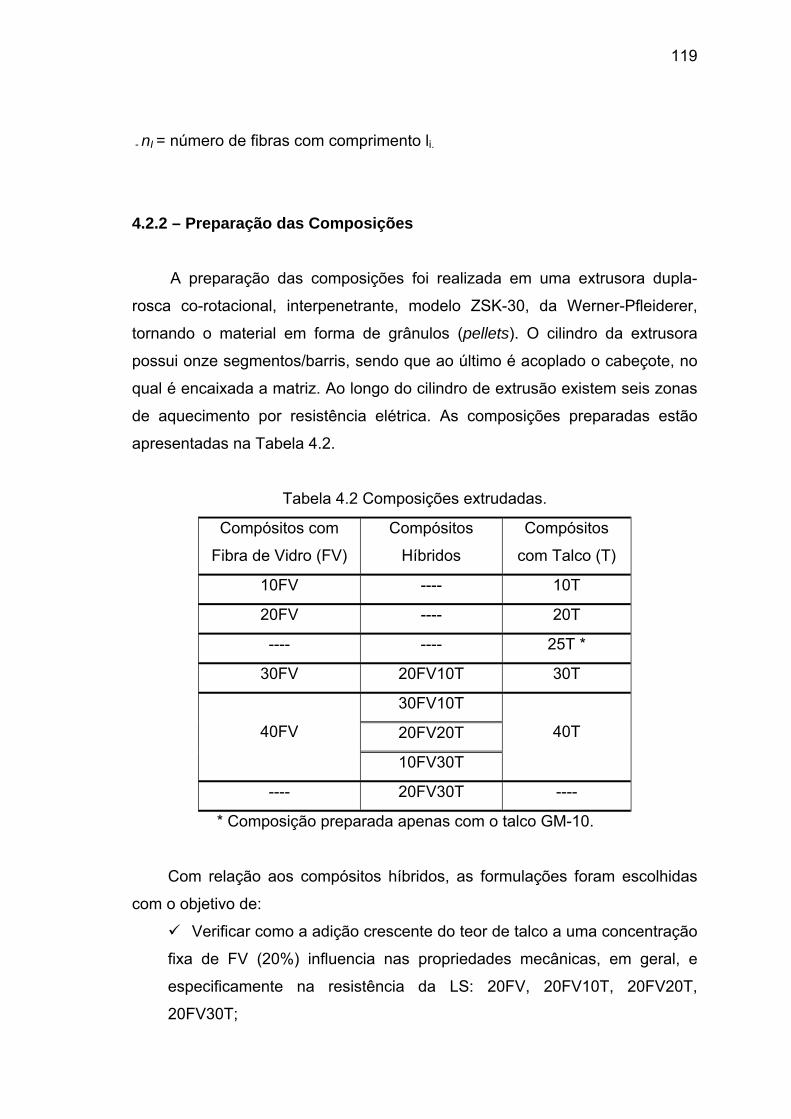
119
- nI = número de fibras com comprimento li.
4.2.2 – Preparação das Composições
A preparação das composições foi realizada em uma extrusora dupla-
rosca co-rotacional, interpenetrante, modelo ZSK-30, da Werner-Pfleiderer,
tornando o material em forma de grânulos (pellets). O cilindro da extrusora
possui onze segmentos/barris, sendo que ao último é acoplado o cabeçote, no
qual é encaixada a matriz. Ao longo do cilindro de extrusão existem seis zonas
de aquecimento por resistência elétrica. As composições preparadas estão
apresentadas na Tabela 4.2.
Tabela 4.2 Composições extrudadas.
Compósitos com
Fibra de Vidro (FV)
Compósitos
Híbridos
Compósitos
com Talco (T)
10FV ---- 10T
20FV ---- 20T
---- ---- 25T *
30FV 20FV10T 30T
30FV10T
20FV20T 40FV
10FV30T
40T
---- 20FV30T ----
* Composição preparada apenas com o talco GM-10.
Com relação aos compósitos híbridos, as formulações foram escolhidas
com o objetivo de:
Verificar como a adição crescente do teor de talco a uma concentração
fixa de FV (20%) influencia nas propriedades mecânicas, em geral, e
especificamente na resistência da LS: 20FV, 20FV10T, 20FV20T,
20FV30T;
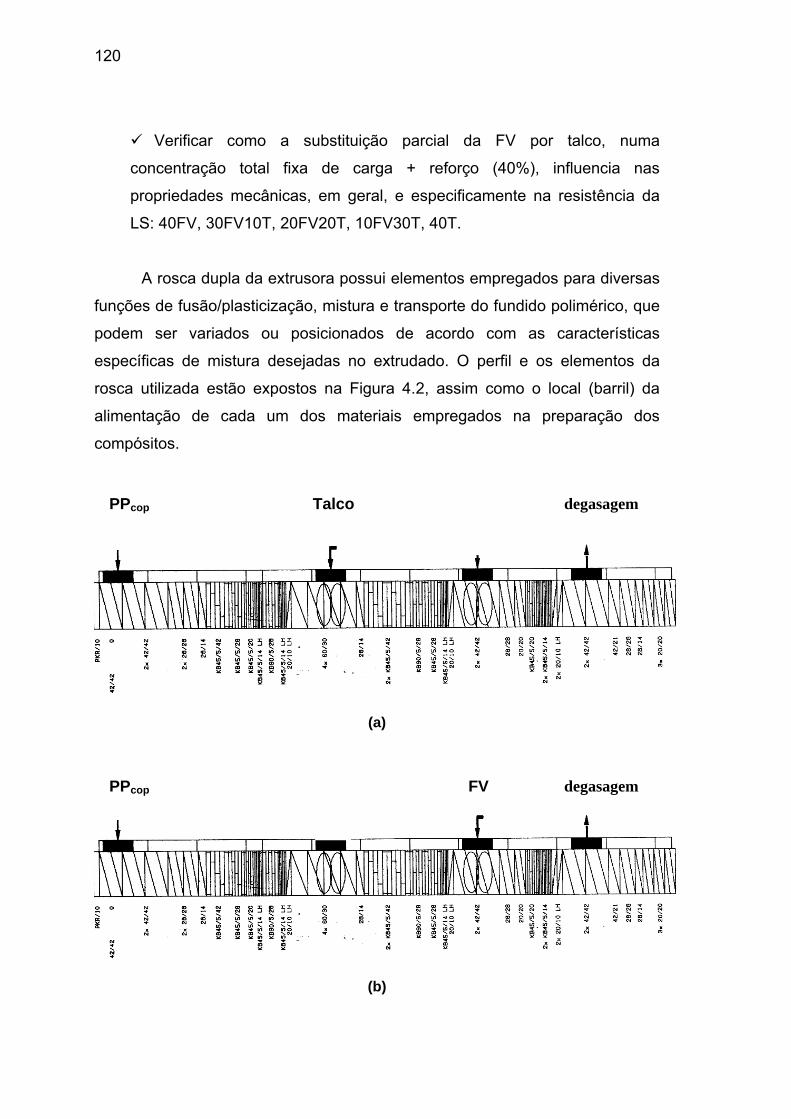
120
Verificar como a substituição parcial da FV por talco, numa
concentração total fixa de carga + reforço (40%), influencia nas
propriedades mecânicas, em geral, e especificamente na resistência da
LS: 40FV, 30FV10T, 20FV20T, 10FV30T, 40T.
A rosca dupla da extrusora possui elementos empregados para diversas
funções de fusão/plasticização, mistura e transporte do fundido polimérico, que
podem ser variados ou posicionados de acordo com as características
específicas de mistura desejadas no extrudado. O perfil e os elementos da
rosca utilizada estão expostos na Figura 4.2, assim como o local (barril) da
alimentação de cada um dos materiais empregados na preparação dos
compósitos.
(a)
(b)
PPcop Talco degasagem
FV PPcop degasagem
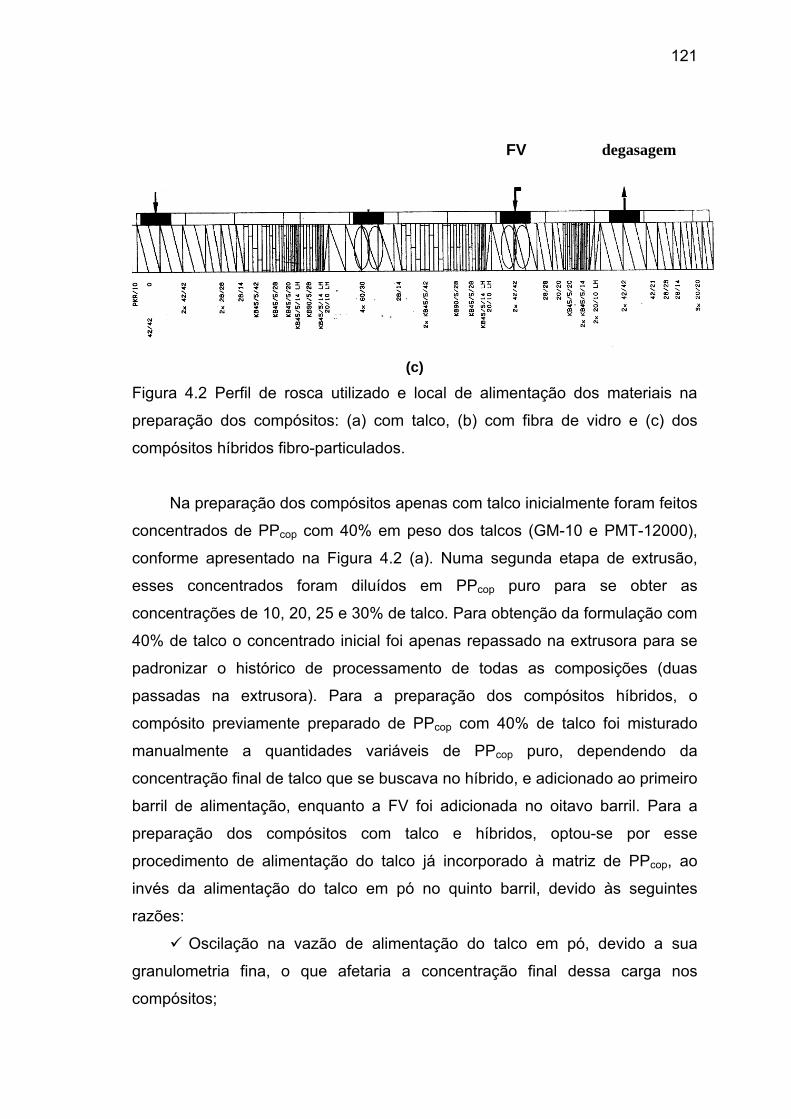
121
(c)
Figura 4.2 Perfil de rosca utilizado e local de alimentação dos materiais na
preparação dos compósitos: (a) com talco, (b) com fibra de vidro e (c) dos
compósitos híbridos fibro-particulados.
Na preparação dos compósitos apenas com talco inicialmente foram feitos
concentrados de PPcop com 40% em peso dos talcos (GM-10 e PMT-12000),
conforme apresentado na Figura 4.2 (a). Numa segunda etapa de extrusão,
esses concentrados foram diluídos em PPcop puro para se obter as
concentrações de 10, 20, 25 e 30% de talco. Para obtenção da formulação com
40% de talco o concentrado inicial foi apenas repassado na extrusora para se
padronizar o histórico de processamento de todas as composições (duas
passadas na extrusora). Para a preparação dos compósitos híbridos, o
compósito previamente preparado de PPcop com 40% de talco foi misturado
manualmente a quantidades variáveis de PPcop puro, dependendo da
concentração final de talco que se buscava no híbrido, e adicionado ao primeiro
barril de alimentação, enquanto a FV foi adicionada no oitavo barril. Para a
preparação dos compósitos com talco e híbridos, optou-se por esse
procedimento de alimentação do talco já incorporado à matriz de PPcop, ao
invés da alimentação do talco em pó no quinto barril, devido às seguintes
razões:
Oscilação na vazão de alimentação do talco em pó, devido a sua
granulometria fina, o que afetaria a concentração final dessa carga nos
compósitos;
FV degasagem
122
Melhor molhamento das partículas de talco pela matriz do que o que
seria obtido com o incorporamento do talco em pó no quinto barril e o seguido
incorporamento de FV no oitavo, no caso dos híbridos;
Nova indução à dispersão e distribuição das partículas de talco na
matriz, passando o compósito novamente na rosca-dupla, o que favoreceria
ainda mais as propriedades mecânicas finais, sem ocorrer degradação
significativa da matriz polimérica.
No caso dos compósitos apenas com FV, todas as formulações (10, 20,
30 e 40% de FV) foram feitas em uma única etapa, conforme apresentado na
Figura 4.2 (b), para se evitar a quebra excessiva das FV.
As condições de extrusão utilizadas estão apresentadas na Tabela 4.3.
Tabela 4.3 Condições de extrusão utilizadas.
Perfil de Temperatura (oC)
Zona 1 Zona 2 Zona 3 Zona 4 Zona 5 Zona 6
210 230 250 260 260 260
Rotação = 200 rpm
Vazão concentrados 1 = 6 kg/h
Vazão formulações FV 2 = 10 kg/h
Vazão diluídos e híbridos 3 = 12 kg/h
1 = PPcop + 40% GM-10 e PPcop + 40% PMT-12000;
2 = PPcop + 10, 20, 30 e 40% FV;
3 = PPcop + 10, 20, 30 e 40% (repassada) GM-10 e PMT-12000;
Híbridos: 10FV30T, 20FV20T, 30FV10T, 20FV10T, 20FV30T.
4.2.3 – Injeção dos corpos de prova ASTM
A injeção dos corpos de prova para ensaios de tração, flexão e impacto
foi realizada, a partir dos grânulos dos compósitos obtidos anteriormente por
extrusão, no Departamento de Engenharia de Materiais da UFSCar, numa
injetora Arbug 270V com capacidade de força de fechamento do molde de 300
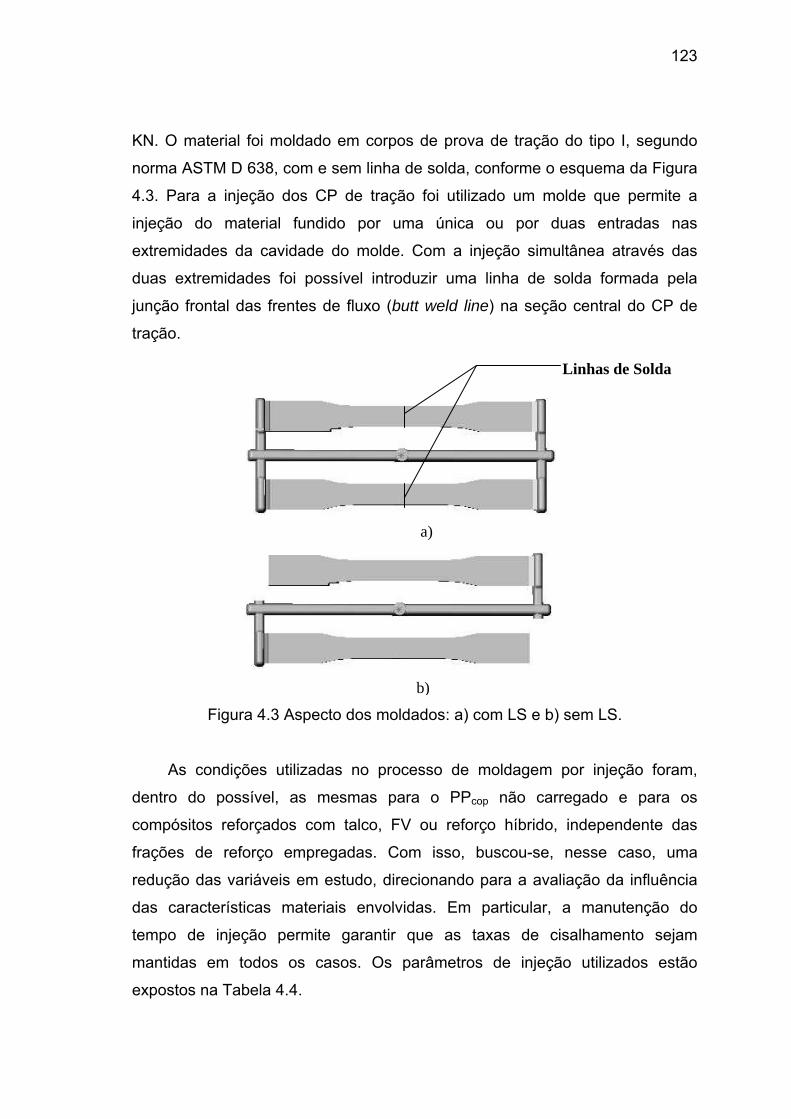
123
KN. O material foi moldado em corpos de prova de tração do tipo I, segundo
norma ASTM D 638, com e sem linha de solda, conforme o esquema da Figura
4.3. Para a injeção dos CP de tração foi utilizado um molde que permite a
injeção do material fundido por uma única ou por duas entradas nas
extremidades da cavidade do molde. Com a injeção simultânea através das
duas extremidades foi possível introduzir uma linha de solda formada pela
junção frontal das frentes de fluxo (butt weld line) na seção central do CP de
tração.
Figura 4.3 Aspecto dos moldados: a) com LS e b) sem LS.
As condições utilizadas no processo de moldagem por injeção foram,
dentro do possível, as mesmas para o PPcop não carregado e para os
compósitos reforçados com talco, FV ou reforço híbrido, independente das
frações de reforço empregadas. Com isso, buscou-se, nesse caso, uma
redução das variáveis em estudo, direcionando para a avaliação da influência
das características materiais envolvidas. Em particular, a manutenção do
tempo de injeção permite garantir que as taxas de cisalhamento sejam
mantidas em todos os casos. Os parâmetros de injeção utilizados estão
expostos na Tabela 4.4.
a)
b)
Linhas de Solda
124
Tabela 4.4 Condições de injeção utilizadas.
Zonas
1 2 3 4 5 Perfil de Temperatura (ºC)
180 200 220 240 240
Temperatura do fundido (ºC) 240
Velocidade de Injeção (cm3/s) 12
Pressão de Injeção (MPa) 64
Pressão de Empacotamento (MPa) 46
Tempo de Empacotamento (s) 15
PPcop e Compósitos com
FV e Reforço Híbrido
Compósitos com
Talco
Contra-Pressão (MPa) 0 (para evitar a quebra
excessiva da FV)
4 (para favorecer a
dispersão das
lamelas de talco)
Temperatura do Molde (ºC) 40
4.2.4 – Determinação da Concentração de Reforço
A determinação da concentração em peso dos reforços foi realizada em
amostras retiradas de corpos de prova injetados para ensaios de tração,
objetivando a constatação das porcentagens de talco e fibra existentes em
diferentes compósitos de polipropileno preparados no processo de extrusão e
posterior injeção. O intuito de se conhecer essas porcentagens reais foi poder
correlacioná-las com as propriedades mecânicas dos compósitos, também
avaliadas. A concentração de reforço foi obtida a partir de um tratamento por
30 minutos em forno de microondas modelo AIR WAVE 7000 da marca CEM, à
temperatura de 620ºC, em atmosfera ambiente. Para isso, amostras retiradas
dos CP foram colocadas em cadinhos de alumina previamente pesados
(medida A), sendo que este conjunto (cadinho + amostra) também foi pesado
(medida B), de modo que, após o tratamento no forno microondas, a medição
da nova massa de cadinho + “cinzas” restantes (medida C) pudesse fornecer o
125
percentual em peso de reforço presente (φf) através de cálculos simples abaixo
demonstrados.
φf = [(C – A) / (B – A)] x 100 (4.9)
Isso é possível pois, com o tratamento a 620ºC, todo o PPcop é retirado da
amostra, de modo que apenas a massa de reforço presente no compósito
(“cinzas”) permanece.
4.2.5 – Microscopia Eletrônica de Varredura em gravatas de Tração
A análise em MEV feita nos corpos de prova de tração tipo I ASTM foi
realizada em Microscópio Eletrônico de Varredura Zeiss (poder de resolução
nominal de 4,5 nm), o que permitiu obter alguns resultados quanto à
caracterização física das partículas de talco e da FV. Análises em todas as
composições também foram feitas com o intuito de se conseguir uma avaliação
qualitativa do perfil de orientação das cargas e fibras ao longo da espessura do
CP, na região de LS e distante dela.
Visando caracterização física, os talcos em pó foram retirados dos
diversos compósitos da matriz de PPcop por calcinação de corpos de prova
moldados por injeção, a 620 °C por 30 minutos em forno de microondas,
conforme descrito no item anterior. Em seguida foram passados por peneiras
de malha 150 mesh, para desfazer os aglomerados presentes, dispersos em
uma suspensão de água destilada/álcool (1:1) e gotejados sobre o porta-
amostra. Após secagem foi feita uma deposição de ouro para permitir
condução eletrônica e a observação em microscópio eletrônico de varredura.
Para observação e estudo dos moldados por injeção, foram cortadas
amostras de CP, entalhadas, mantidas sob N2 líquido por mais de duas horas e
rompidas sob ação de carga brusca. Na sequência, recobrimento com uma
camada de ouro foi feito nas amostras já fixadas nos porta-amostras e
circundadas com tinta de prata condutora. Os planos dos corpos de prova de
tração, sem e com LS, observados em MEV estão representados na Figura
4.4.
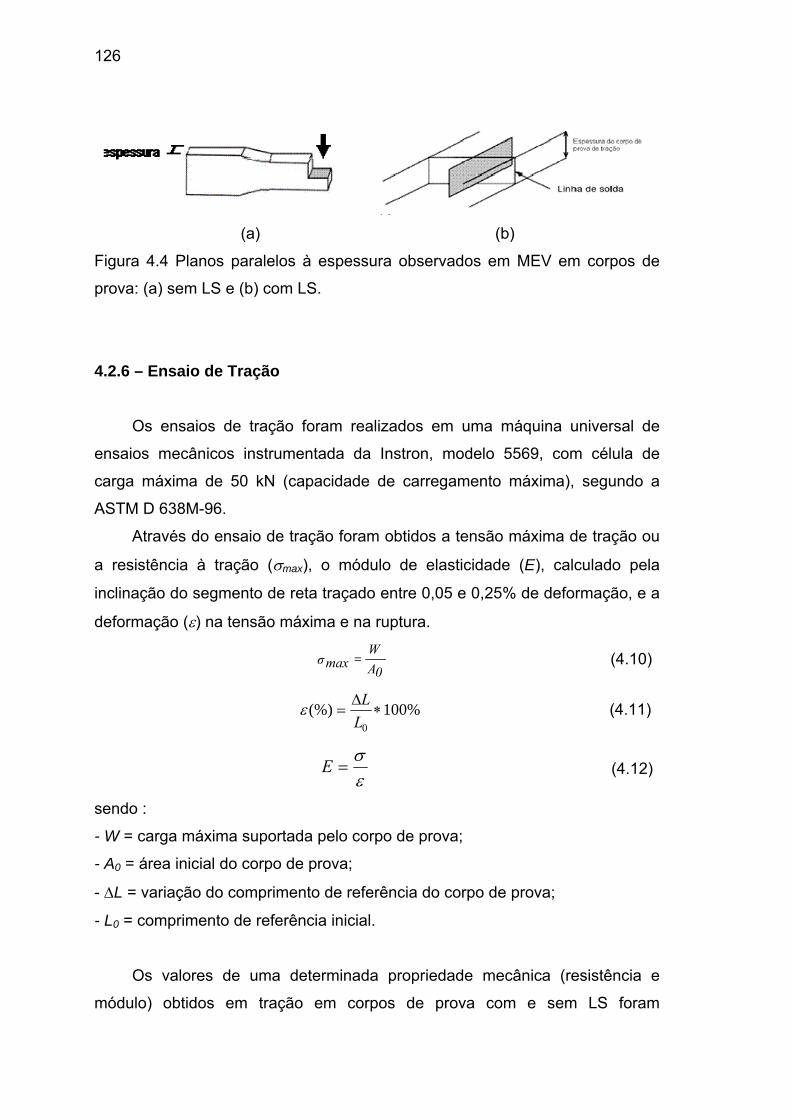
126
(a) (b)
Figura 4.4 Planos paralelos à espessura observados em MEV em corpos de
prova: (a) sem LS e (b) com LS.
4.2.6 – Ensaio de Tração
Os ensaios de tração foram realizados em uma máquina universal de
ensaios mecânicos instrumentada da Instron, modelo 5569, com célula de
carga máxima de 50 kN (capacidade de carregamento máxima), segundo a
ASTM D 638M-96.
Através do ensaio de tração foram obtidos a tensão máxima de tração ou
a resistência à tração (σmax), o módulo de elasticidade (E), calculado pela
inclinação do segmento de reta traçado entre 0,05 e 0,25% de deformação, e a
deformação (ε) na tensão máxima e na ruptura.
0A
Wmaxσ = (4.10)
%100(%)0∗
Δ=
LLε (4.11)
εσ
=E (4.12)
sendo :
- W = carga máxima suportada pelo corpo de prova;
- A0 = área inicial do corpo de prova;
- ΔL = variação do comprimento de referência do corpo de prova;
- L0 = comprimento de referência inicial.
Os valores de uma determinada propriedade mecânica (resistência e
módulo) obtidos em tração em corpos de prova com e sem LS foram

127
confrontados através da equação abaixo, para se avaliar o fator de depreciação
da LS (FLS). Esse índice correlaciona a propriedade de um corpo com linha de
solda (PcomLS) com a mesma propriedade de um corpo sem linha de solda
(PsemLS) e informa o quanto a presença da LS debilita essa determinada
propriedade. Quanto maior o FLS (varia entre zero e um), menor é a influência
depreciativa da LS na propriedade em questão.
semLS
comLSLS P
PF =
4.2.7 – Ensaio de Flexão
Os ensaios de flexão em 3 pontos também foram realizados na máquina
universal de ensaios mecânicos instrumentada da Instron, modelo 5569, com
célula de carga de capacidade máxima de 500 N, segundo o Procedimento A
da ASTM D 790-00.
Através desse ensaio foram obtidos a tensão máxima de flexão ou a
resistência à flexão (σf), o módulo de elasticidade em flexão (Ef) e a
deformação em flexão (εf) na máxima carga.
223bdPL
f =σ (4.13)
3
3
4bdmLE f = (4.14)
2
6LDd
f =ε (4.15)
sendo :
- P = carga aplicada na camada externa e central do corpo de prova;
- L = distância entre os apoios de base;
- b = largura do corpo de prova;
- d = espessura do corpo de prova;
- m = inclinação da tangente a 0,5% de deformação;
128
- D = deflexão máxima d centro do corpo de prova.
Os ensaios de flexão eram interrompidos no momento de ruptura do
corpo de prova ou quando o limite de 5% de deformação era alcançado, como
sugere a norma.
4.2.8 – Ensaio de Impacto Izod
Os ensaios de impacto pendular Izod com entalhe padrão (raio do cume =
0,25 mm) foram feitos segundo a norma ASTM D256-90b, utilizando pêndulo
Ceast de 2,0 J para os compósitos híbridos e com FV, martelo de 2,75 J para
compósitos com talco e de 4 J para o polímero puro. A troca de pêndulos foi
necessária pois a norma especifica que os valores de energia encontrados
devem estar compreendidos no intervalo de 15% (mínimo) a 85% (máximo) da
energia nominal de queda do pêndulo.
A resistência ao impacto das amostras (RI) foi determinada segundo a
equação 4.17.
Area
EERI arcp −= (4.16)
sendo:
- Ecp = energia para ruptura da amostra;
- Ear = energia dispensada pela resistência do ar, dada pela queda livre do
pêndulo, sem atingir o CP;
- Area = área referente à seção transversal do CP após o entalhe: (espessura x
largura útil).
4.2.9 – Calorimetria Diferencial de Varredura
Como visto na Revisão Bibliográfica, o talco pode funcionar como um
agente nucleante para o polipropileno, alterando a sua estrutura cristalina e o
129
seu grau de cristalinidade. Como o grau de cristalinidade e a morfologia
cristalina influenciam as propriedades mecânicas de termoplásticos
semicristalinos, uma avaliação da influência da presença de talco no grau de
cristalinidade da matriz de PPcop fornece maior segurança na avaliação dos
resultados de propriedades mecânicas nos moldados por injeção destes
compósitos.
Para a realização dos ensaios utilizou-se um calorímetro de fluxo de
calor Netzch 204 por fluxo de calor. Nesta técnica por fluxo de calor, a amostra
e a referência inerte são colocadas em panelas sobre plataformas situadas
sobre um disco, onde são conectados os termopares. O calor é transferido a
uma taxa constante para a amostra e a referência. O princípio básico para esse
tipo de DSC é o registro das diferenças de temperatura (ΔT) geradas entre a
amostra e a referência com as ocorrências de transformações na amostra. As
transformações ocorridas na amostra durante a análise geram uma diferença
de taxa de fluxo de calor entre o forno e amostra e entre o forno e a referência.
A quantidade de energia liberada ou consumida pela amostra (Q) é obtida
através da seguinte equação:
TmcQ Δ= (4.17)
sendo:
- mxc a capacidade calorífica da amostra;
- ΔT a diferença instantânea de temperatura entre a amostra e referência.
Assim, a técnica DSC registra os calores consumidos e/ou liberados pela
amostra comparados a uma referência. Com os valores de entalpia de fusão
(ΔHf) das amostras de compósitos e o valor teórico de entalpia de fusão do PP
isotático 100% cristalino (PP100%c) foi calculado o grau de cristalinidade (%C)
presente na amostra, conforme a equação 4.19 [70]. Esse valor deve então ser
normalizado com relação ao teor real de PP presente na amostra, uma vez que
é a matriz polimérica que sofre o processo de cristalização. Como valor de
referência para a entalpia de fusão de um polipropileno isotático teoricamente
130
100% cristalino foi considerado o valor de 209 J/g [71] para a massa de um
grama de PP totalmente cristalino.
100*%%100 cf
f
PPH
amostraHC
Δ
Δ= (4.18)
Durante o ensaio de DSC as amostras foram submetidas a um ciclo de
aquecimento, resfriamento e aquecimento de 50 a 200 ºC, com taxa de
aquecimento e resfriamento de 10 ºC/min.
4.2.10 – Estudo em Caixas Retangulares Moldadas com Linhas de Solda
Visando avaliar a influência dos parâmetros de injeção nas propriedades
de moldados por injeção, foi feito um estudo em caixas retangulares moldadas
com linhas de solda. Os materiais das caixas estudados comparativamente
foram: PPcop puro (referência), PPcop + 20% talco (20T) e PPcop + 30% talco
(30T).
Para esse estudo, inicialmente foram feitas simulações do processo de
injeção com diferentes condições, utilizando o programa Moldflow Plastic
Insight 5.0 (MPI). Para isso foram implementadas, na base de dados do
programa, propriedades térmicas e reológicas das formulações, obtidas em
análises prévias, conforme descrito na seqüência.
4.2.10.1 – Caracterização dos materiais para análise em Moldflow Visando análise no programa de simulação de injeção Moldflow foram
realizados os passos, descritos na seqüência, de obtenção de dados de
caracterização dos materiais em estudo (PPcop, 20T e 30T), com o intuito de se
ter uma maior confiabilidade na análise.
131
I) Obtenção da curva de viscosidade a baixas taxas de cisalhamento
Para obtenção da curva de viscosidade em regime permanente a baixas
taxas de cisalhamento foi utilizado reômetro rotacional ARES de deformação
controlada. Para tanto se empregou a geometria cone-placa de diâmetro de
25mm, com distância entre o cone e a placa de 0,051 mm e ângulo do cone de
5,73o. O ensaio foi realizado numa faixa de taxas de cisalhamento de 0,01 a
100 s-1 e nas temperaturas de 180, 210 e 240 oC.
II) Obtenção da curva de viscosidade a altas taxas de cisalhamento
A curva de viscosidade a altas taxas de cisalhamento foi obtida no
reômetro capilar de marca Instron, com um capilar de comprimento (L) de
25,52 mm e diâmetro (d) de 0,76 mm (L/d = 33). A faixa de taxas de
cisalhamento explorada foi de 15 a 10000 s-1 e as temperaturas de ensaio
foram de 180, 210 e 240 oC.
III) Ajuste da curva de viscosidade ao Modelo Cross-WLF
O programa Moldflow Plastic Insight 5.0 (MPI) reconhece os dados de
caracterização reológica introduzidos em seu banco de dados segundo o
modelo de Cross-WLF [72], dado pela equação 4.20.
)1(
*
.
0
0
1
n−
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛+
=
τγη
ηη (4.19)
onde:
- η : viscosidade (Pa.s);
- .γ : taxa de cisalhamento;
- τ* : está relacionado ao tempo de relaxação do material;
- n : índice de pseudoplasticidade
- η0 = viscosidade com a taxa tendendo a zero, dada por:
⎟⎟⎠
⎞⎜⎜⎝
⎛
−+−−
=)()(
exp *2
*1
10 TTATTA
Dη (4.20)
sendo:
132
- PDDT 32* += e D2 = Tg ;
- P : pressão (Pa);
- T : temperatura (K).
É possível inserir no banco de dados do programa Moldflow os valores de
D1, A1, A2, T*, n e τ* do material em estudo, fornecendo maior confiabildade
no comportamento do fluxo durante a simulação de injeção. Esses dados foram
encontrados procedendo da seguinte maneira:
Através das curvas de η X .γ obtidas por reometria para cada material
foram encontrados os valores de η0, para a taxa de cisalhamento tendendo a
zero. Os valores de τ* e n foram então obtidos através de um processo iterativo
aplicando a equação 4.19 sobre os mesmos dados das curvas η X .γ .
Como o comportamento reológico de cada material estudado foi
analisado em três temperaturas (180, 210 e 240 oC), foram construídas curvas
de η0 X T. Na análise, o efeito da pressão P foi desconsiderado (D3 = 0), de
modo que T* iguala-se a D2, tomada como a temperatura de transição vítrea
(Tg) do material. As variáveis D1 e A1 da equação 4.20 são obtidas por
processo iterativo.
Cabe comentar aqui a vulnerabilidade do programa de simulação
Moldflow quanto à análise de polímeros semi-cristalinos, uma vez que utiliza,
na descrição do comportamento do fundido polimérico, uma equação (Cross-
WLF) originalmente deduzida para polímeros amorfos. No caso de polímeros
semi-cristalinos a mobilidade do material é drasticamente reduzida durante o
resfriamento ao atingir sua temperatura de cristalização, muito acima da Tg do
material. Por isso, alguns trabalhos [73] feitos em polímeros semi-cristalinos
assumem a variável T* como sendo a temperatura de não-fluxo do material
(temperatura na qual a viscosidade do material tende ao infinito – aumento
abrupto – partindo do resfriamento do fundido). Porém, outros mantêm a
utilização de T* = Tg e o próprio programa Moldflow recomenda o uso de Tg.
No banco de dados de materiais do Moldflow, todos os materiais apresentam T*
como sendo a Tg e o valor da variável A2 da equação 4.20 também é sempre
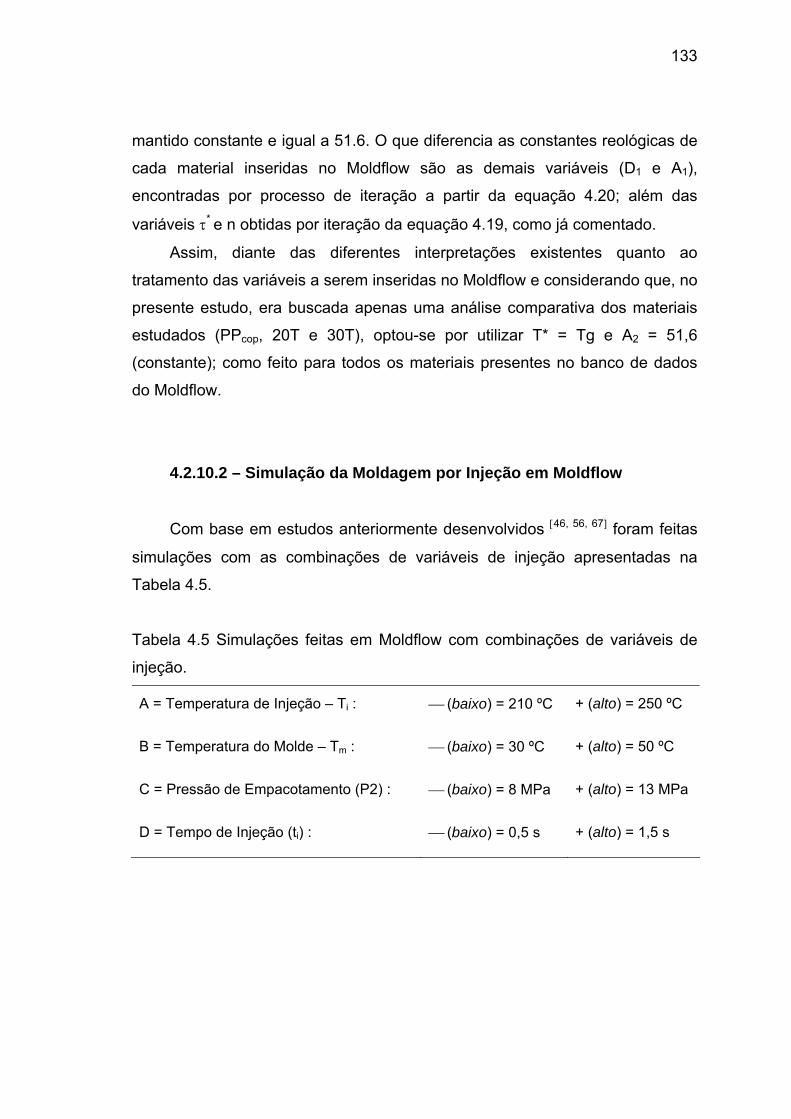
133
mantido constante e igual a 51.6. O que diferencia as constantes reológicas de
cada material inseridas no Moldflow são as demais variáveis (D1 e A1),
encontradas por processo de iteração a partir da equação 4.20; além das
variáveis τ* e n obtidas por iteração da equação 4.19, como já comentado.
Assim, diante das diferentes interpretações existentes quanto ao
tratamento das variáveis a serem inseridas no Moldflow e considerando que, no
presente estudo, era buscada apenas uma análise comparativa dos materiais
estudados (PPcop, 20T e 30T), optou-se por utilizar T* = Tg e A2 = 51,6
(constante); como feito para todos os materiais presentes no banco de dados
do Moldflow.
4.2.10.2 – Simulação da Moldagem por Injeção em Moldflow
Com base em estudos anteriormente desenvolvidos [46, 56, 67] foram feitas
simulações com as combinações de variáveis de injeção apresentadas na
Tabela 4.5.
Tabela 4.5 Simulações feitas em Moldflow com combinações de variáveis de
injeção.
A = Temperatura de Injeção – Ti : ⎯ (baixo) = 210 ºC + (alto) = 250 ºC
B = Temperatura do Molde – Tm : ⎯ (baixo) = 30 ºC + (alto) = 50 ºC
C = Pressão de Empacotamento (P2) : ⎯ (baixo) = 8 MPa + (alto) = 13 MPa
D = Tempo de Injeção (ti) : ⎯ (baixo) = 0,5 s + (alto) = 1,5 s
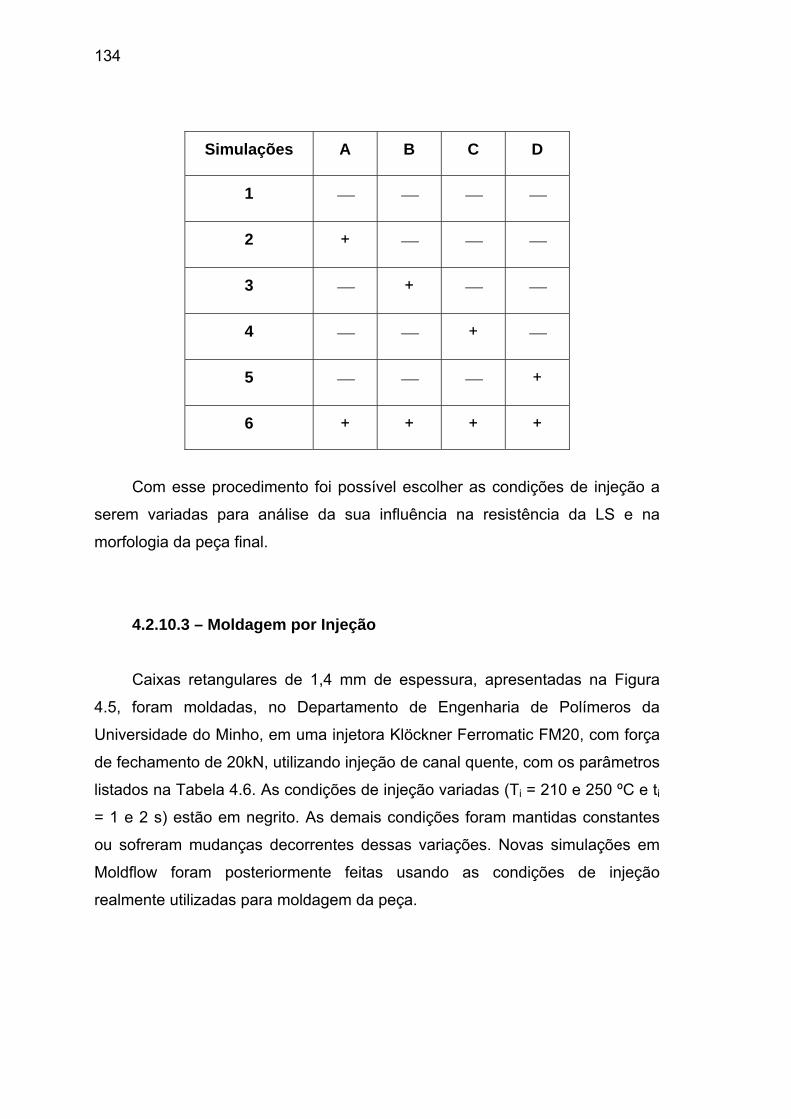
134
Simulações A B C D
1 ⎯ ⎯ ⎯ ⎯
2 + ⎯ ⎯ ⎯
3 ⎯ + ⎯ ⎯
4 ⎯ ⎯ + ⎯
5 ⎯ ⎯ ⎯ +
6 + + + +
Com esse procedimento foi possível escolher as condições de injeção a
serem variadas para análise da sua influência na resistência da LS e na
morfologia da peça final.
4.2.10.3 – Moldagem por Injeção
Caixas retangulares de 1,4 mm de espessura, apresentadas na Figura
4.5, foram moldadas, no Departamento de Engenharia de Polímeros da
Universidade do Minho, em uma injetora Klöckner Ferromatic FM20, com força
de fechamento de 20kN, utilizando injeção de canal quente, com os parâmetros
listados na Tabela 4.6. As condições de injeção variadas (Ti = 210 e 250 ºC e ti
= 1 e 2 s) estão em negrito. As demais condições foram mantidas constantes
ou sofreram mudanças decorrentes dessas variações. Novas simulações em
Moldflow foram posteriormente feitas usando as condições de injeção
realmente utilizadas para moldagem da peça.
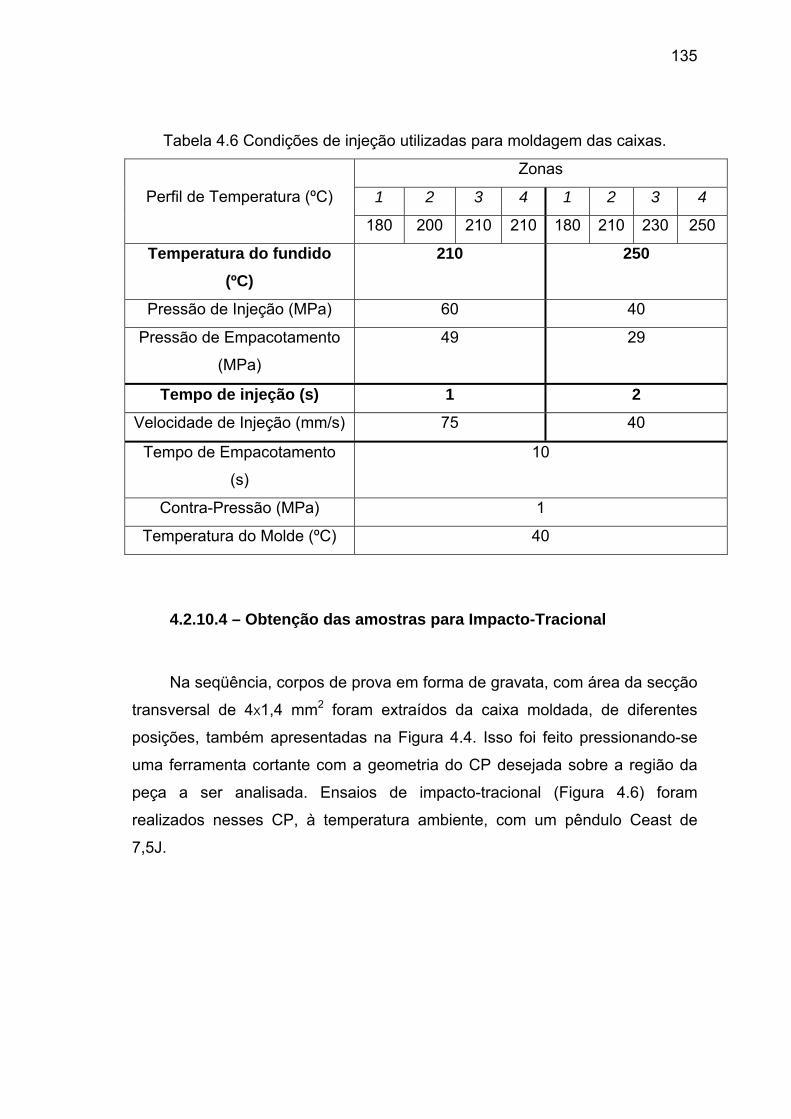
135
Tabela 4.6 Condições de injeção utilizadas para moldagem das caixas.
Zonas
1 2 3 4 1 2 3 4 Perfil de Temperatura (ºC)
180 200 210 210 180 210 230 250
Temperatura do fundido (ºC)
210 250
Pressão de Injeção (MPa) 60 40
Pressão de Empacotamento
(MPa)
49 29
Tempo de injeção (s) 1 2
Velocidade de Injeção (mm/s) 75 40
Tempo de Empacotamento
(s)
10
Contra-Pressão (MPa) 1
Temperatura do Molde (ºC) 40
4.2.10.4 – Obtenção das amostras para Impacto-Tracional
Na seqüência, corpos de prova em forma de gravata, com área da secção
transversal de 4X1,4 mm2 foram extraídos da caixa moldada, de diferentes
posições, também apresentadas na Figura 4.4. Isso foi feito pressionando-se
uma ferramenta cortante com a geometria do CP desejada sobre a região da
peça a ser analisada. Ensaios de impacto-tracional (Figura 4.6) foram
realizados nesses CP, à temperatura ambiente, com um pêndulo Ceast de
7,5J.
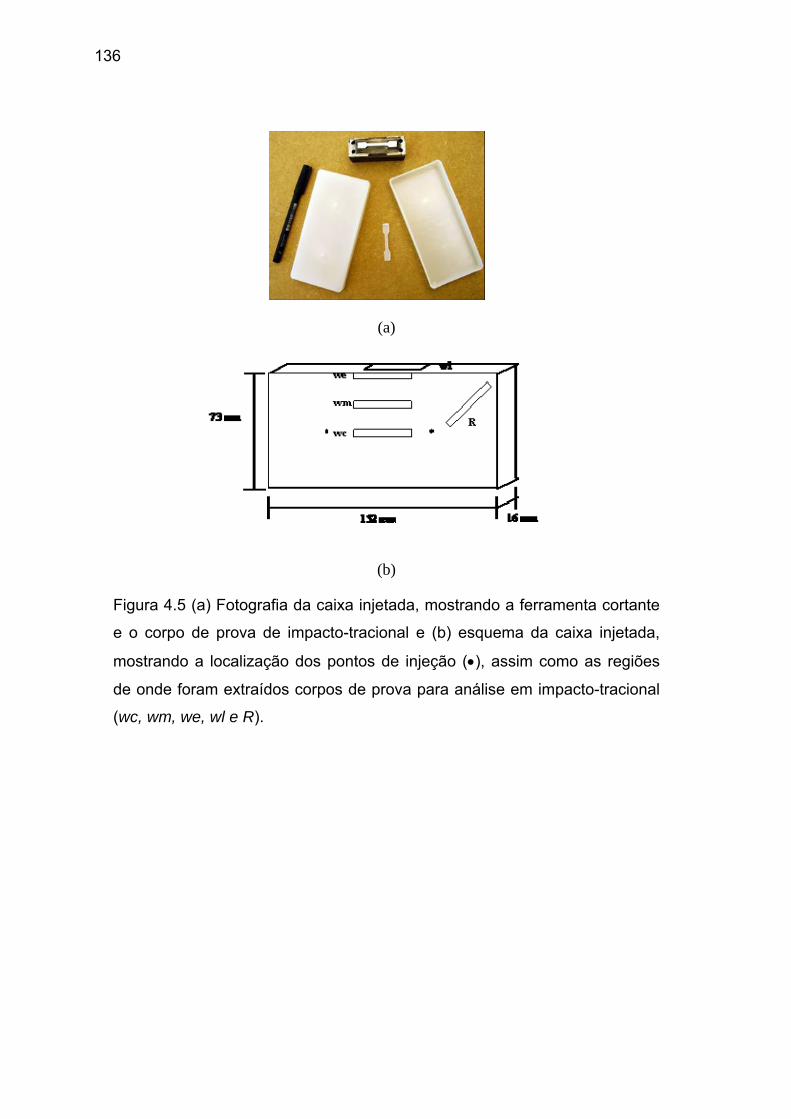
136
(a)
(b)
Figura 4.5 (a) Fotografia da caixa injetada, mostrando a ferramenta cortante
e o corpo de prova de impacto-tracional e (b) esquema da caixa injetada,
mostrando a localização dos pontos de injeção (•), assim como as regiões
de onde foram extraídos corpos de prova para análise em impacto-tracional
(wc, wm, we, wl e R).

137
Figura 4.6 Máquina de impacto-tracional com o detalhe da fixação do corpo de
prova ampliado.
4.2.10.5 – Análise por Microscopia
Com o intuito de se avaliar a influência dos parâmetros de injeção na
morfologia resultante, microscopia óptica de luz polarizada foi realizada em
amostras de PPcop. Para tanto, tiras da amostra de cerca de 15 μm de
espessura foram cortadas com um micrótomo Leitz 1401 e observadas em um
microscópio de luz polarizada Olympus BH2.
Também buscando melhor avaliação da superfície de fratura e elucidação
de comportamentos mecânicos, microscopia eletrônica de varredura (MEV) foi
efetuada na superfície de fratura dos CP utilizados nos ensaios de impacto-
tracional. As amostras receberam recobrimento de uma fina camada de ouro e
foi utilizado um microscópio eletrônico de varredura Leica Cambridge, modelo
S360.
Paralelamente, realizaram-se ensaios de microdureza nos compósitos,
utilizando um microdurômetro Leica VMHT 30A, com identador Vickers de base
quadrada de diamante, com o objetivo de verificar se seria possível, com isso,

138
buscar uma correlação entre a dureza superficial e a resistência da LS,
baseado em estudos anteriormente desenvolvidos [55, 65, 66].
139
5. RESULTADOS E DISCUSSÃO 5.1 – Densidades dos Reforços e Matriz Polimérica Empregados
Os seguintes valores médios de densidade, determinados por picnometria
à hélio foram obtidos para os talcos e a FV conforme Tabela 5.1.
Tabela 5.1 Densidades dos reforços utilizados nos compósitos de PPcop.
Material/Especificação Densidade ρf (g/cm3)
Talco GM-10 2,784
Talco PMT-12000 2,666
Fibra de vidro E - 968 2,579
O PPcop empregado em todas as composições teve sua densidade
medida por picnometria a líquido, tendo sido obtido um valor de 0,866 g/cm3.
5.2 – Concentração dos Reforços
Os valores médios corrigidos da concentração de reforços determinada
por calcinação nos diversos compósitos investigados estão na Tabela 5.2. A
conversão da concentração (fração) em massa para concentração em volume
(φf) foi efetuada através das equações 5.1 para compósito com reforço singular
e 5.2 para os compósitos híbridos.
m
f
f
f
fff MM
M
ρρ
ρφ
)1( _
+
= (5.1)
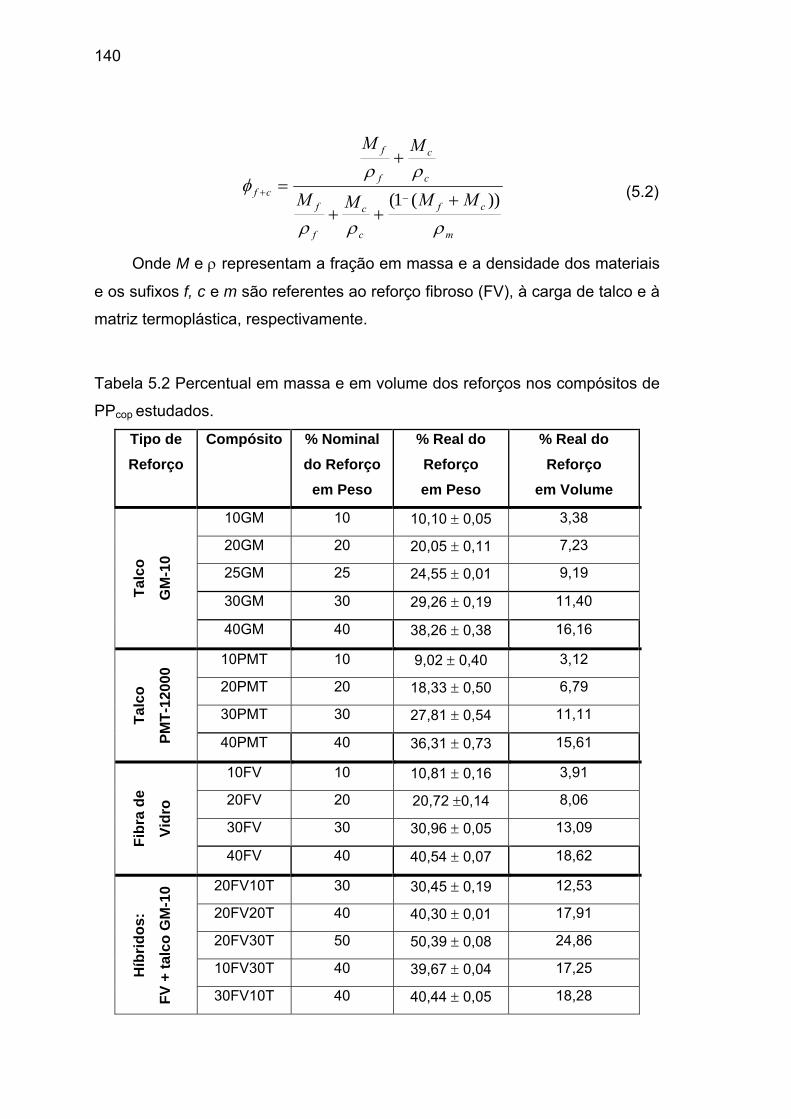
140
m
cf
c
c
f
f
c
c
f
f
cf MMMM
MM
ρρρ
ρρφ
))(1( _ +++
+
=+ (5.2)
Onde M e ρ representam a fração em massa e a densidade dos materiais
e os sufixos f, c e m são referentes ao reforço fibroso (FV), à carga de talco e à
matriz termoplástica, respectivamente.
Tabela 5.2 Percentual em massa e em volume dos reforços nos compósitos de
PPcop estudados.
Tipo de Reforço
Compósito % Nominal do Reforço
em Peso
% Real do Reforço em Peso
% Real do Reforço
em Volume
10GM 10 10,10 ± 0,05 3,38
20GM 20 20,05 ± 0,11 7,23
25GM 25 24,55 ± 0,01 9,19
30GM 30 29,26 ± 0,19 11,40 Talc
o
GM
-10
40GM 40 38,26 ± 0,38 16,16
10PMT 10 9,02 ± 0,40 3,12
20PMT 20 18,33 ± 0,50 6,79
30PMT 30 27,81 ± 0,54 11,11 Talc
o
PMT-
1200
0
40PMT 40 36,31 ± 0,73 15,61
10FV 10 10,81 ± 0,16 3,91
20FV 20 20,72 ±0,14 8,06
30FV 30 30,96 ± 0,05 13,09
Fibr
a de
Vidr
o
40FV 40 40,54 ± 0,07 18,62
20FV10T 30 30,45 ± 0,19 12,53
20FV20T 40 40,30 ± 0,01 17,91
20FV30T 50 50,39 ± 0,08 24,86
10FV30T 40 39,67 ± 0,04 17,25 Híb
ridos
:
FV +
talc
o G
M-1
0
30FV10T 40 40,44 ± 0,05 18,28
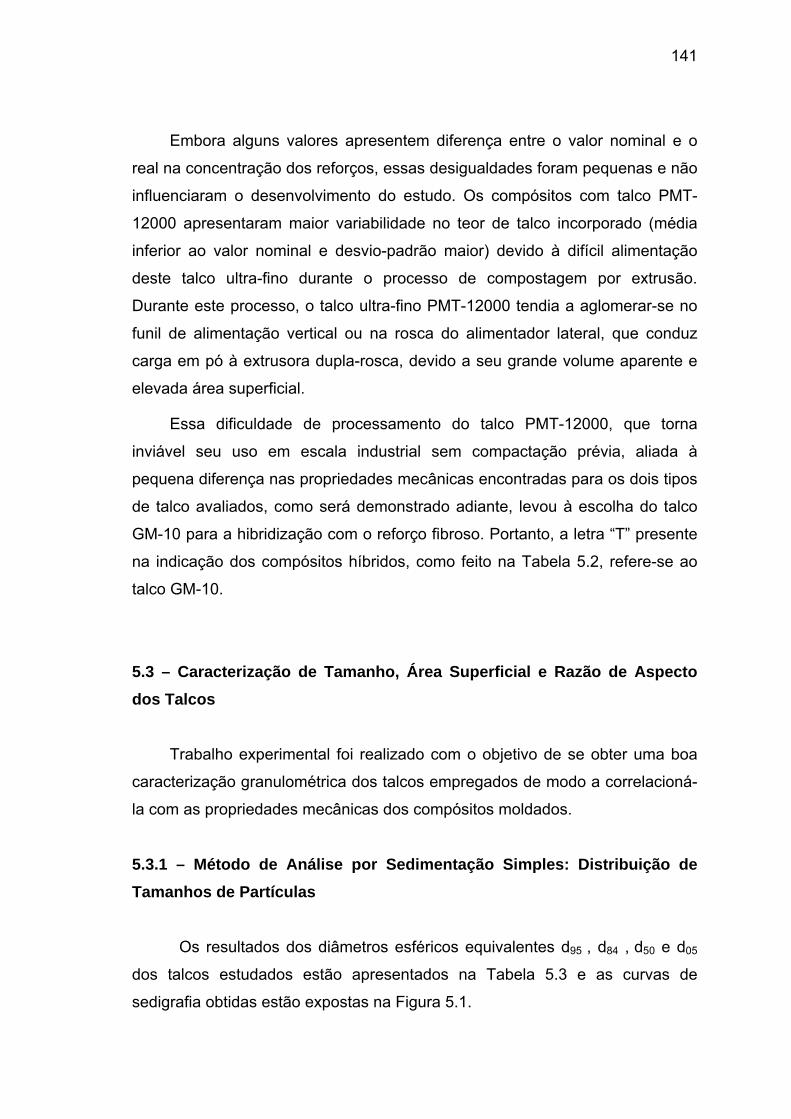
141
Embora alguns valores apresentem diferença entre o valor nominal e o
real na concentração dos reforços, essas desigualdades foram pequenas e não
influenciaram o desenvolvimento do estudo. Os compósitos com talco PMT-
12000 apresentaram maior variabilidade no teor de talco incorporado (média
inferior ao valor nominal e desvio-padrão maior) devido à difícil alimentação
deste talco ultra-fino durante o processo de compostagem por extrusão.
Durante este processo, o talco ultra-fino PMT-12000 tendia a aglomerar-se no
funil de alimentação vertical ou na rosca do alimentador lateral, que conduz
carga em pó à extrusora dupla-rosca, devido a seu grande volume aparente e
elevada área superficial.
Essa dificuldade de processamento do talco PMT-12000, que torna
inviável seu uso em escala industrial sem compactação prévia, aliada à
pequena diferença nas propriedades mecânicas encontradas para os dois tipos
de talco avaliados, como será demonstrado adiante, levou à escolha do talco
GM-10 para a hibridização com o reforço fibroso. Portanto, a letra “T” presente
na indicação dos compósitos híbridos, como feito na Tabela 5.2, refere-se ao
talco GM-10.
5.3 – Caracterização de Tamanho, Área Superficial e Razão de Aspecto dos Talcos
Trabalho experimental foi realizado com o objetivo de se obter uma boa
caracterização granulométrica dos talcos empregados de modo a correlacioná-
la com as propriedades mecânicas dos compósitos moldados.
5.3.1 – Método de Análise por Sedimentação Simples: Distribuição de Tamanhos de Partículas
Os resultados dos diâmetros esféricos equivalentes d95 , d84 , d50 e d05
dos talcos estudados estão apresentados na Tabela 5.3 e as curvas de
sedigrafia obtidas estão expostas na Figura 5.1.
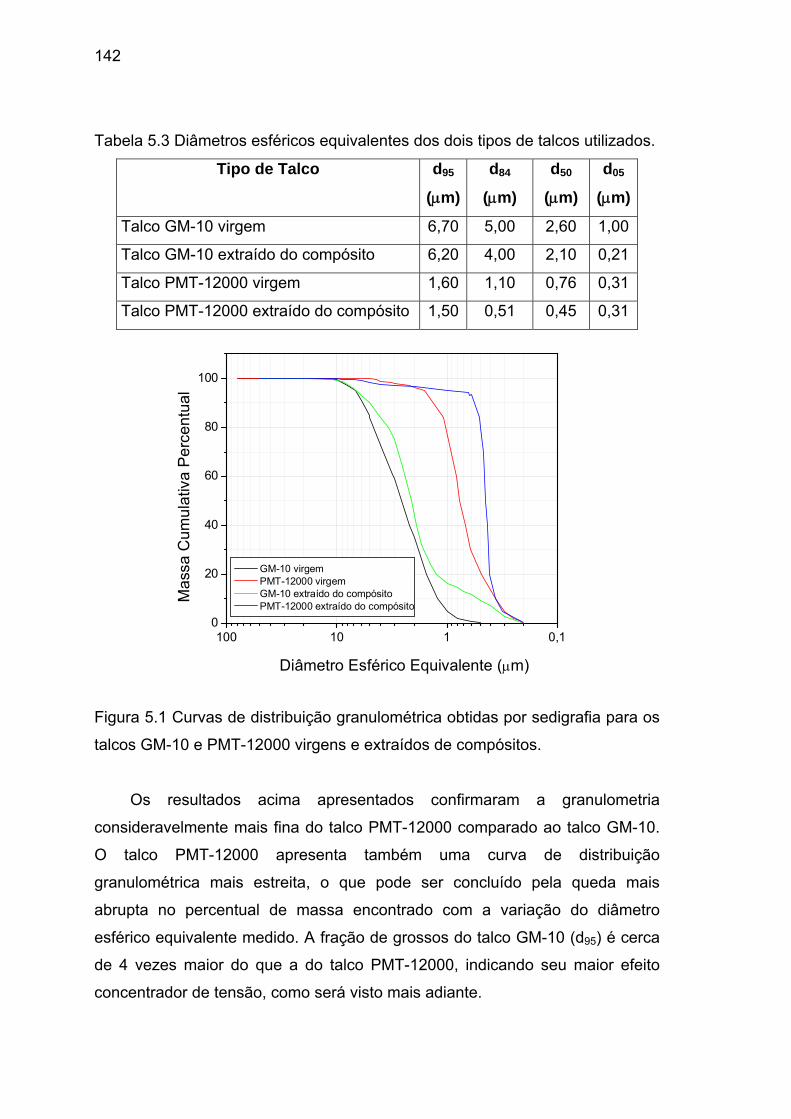
142
Tabela 5.3 Diâmetros esféricos equivalentes dos dois tipos de talcos utilizados.
Tipo de Talco d95
(μm)
d84
(μm)
d50
(μm)
d05
(μm)
Talco GM-10 virgem 6,70 5,00 2,60 1,00
Talco GM-10 extraído do compósito 6,20 4,00 2,10 0,21
Talco PMT-12000 virgem 1,60 1,10 0,76 0,31
Talco PMT-12000 extraído do compósito 1,50 0,51 0,45 0,31
100 10 1 0,10
20
40
60
80
100
Diâmetro Esférico Equivalente (μm)
Mas
sa C
umul
ativ
a P
erce
ntua
l
GM-10 virgem PMT-12000 virgem GM-10 extraído do compósito PMT-12000 extraído do compósito
Figura 5.1 Curvas de distribuição granulométrica obtidas por sedigrafia para os
talcos GM-10 e PMT-12000 virgens e extraídos de compósitos.
Os resultados acima apresentados confirmaram a granulometria
consideravelmente mais fina do talco PMT-12000 comparado ao talco GM-10.
O talco PMT-12000 apresenta também uma curva de distribuição
granulométrica mais estreita, o que pode ser concluído pela queda mais
abrupta no percentual de massa encontrado com a variação do diâmetro
esférico equivalente medido. A fração de grossos do talco GM-10 (d95) é cerca
de 4 vezes maior do que a do talco PMT-12000, indicando seu maior efeito
concentrador de tensão, como será visto mais adiante.
143
Nota-se também, observando as curvas dos talcos extraídos dos
compósitos presentes na Figura 5.1, o refinamento da granulometria dos talcos
resultante dos processos de extrusão e injeção aos quais foram submetidos.
5.3.2 – Determinação da Área Superficial dos Talcos por BET
Através da técnica de adsorção de nitrogênio de Brunauer, Emmett e
Teller (BET) foram determinados os valores de área superficial específica para
os talcos utilizados. Os valores apresentados na Tabela 5.4 são para os talcos
virgens. Analisando os dados de tamanho de lamela e área superficial percebe-
se que a área superficial específica dos talcos é inversamente proporcional ao
tamanho médio das partículas, aumentando mais acentuadamente com a
contribuição do tamanho e a fração dos finos.
Tabela 5.4 Valores da área superficial específica dos talcos utilizados.
Tipo de Talco Área superficial (m2/g)
Talco GM-10 8,32
Talco PMT-12000 17,10
5.3.3 – Tamanho, Espessura e Distribuição das Lamelas dos Talcos: Método por Análise de Fotomicrografias
Através das fotomicrografias retiradas dos talcos puros extraídos dos
compósitos por calcinação, expostas na Figura 5.2, já é possível verificar,
visualmente, a maior dimensão das partículas do talco GM-10 comparadas ao
talco PMT-12000.
As fotomicrografias obtidas por microscopia eletrônica de varredura dos
talcos puros e de compósitos reforçados com talcos foram avaliadas utilizando
o programa analisador de imagens Image Pro-Plus. Com essas
fotomicrografias calibradas através de suas respectivas escalas, foi possível
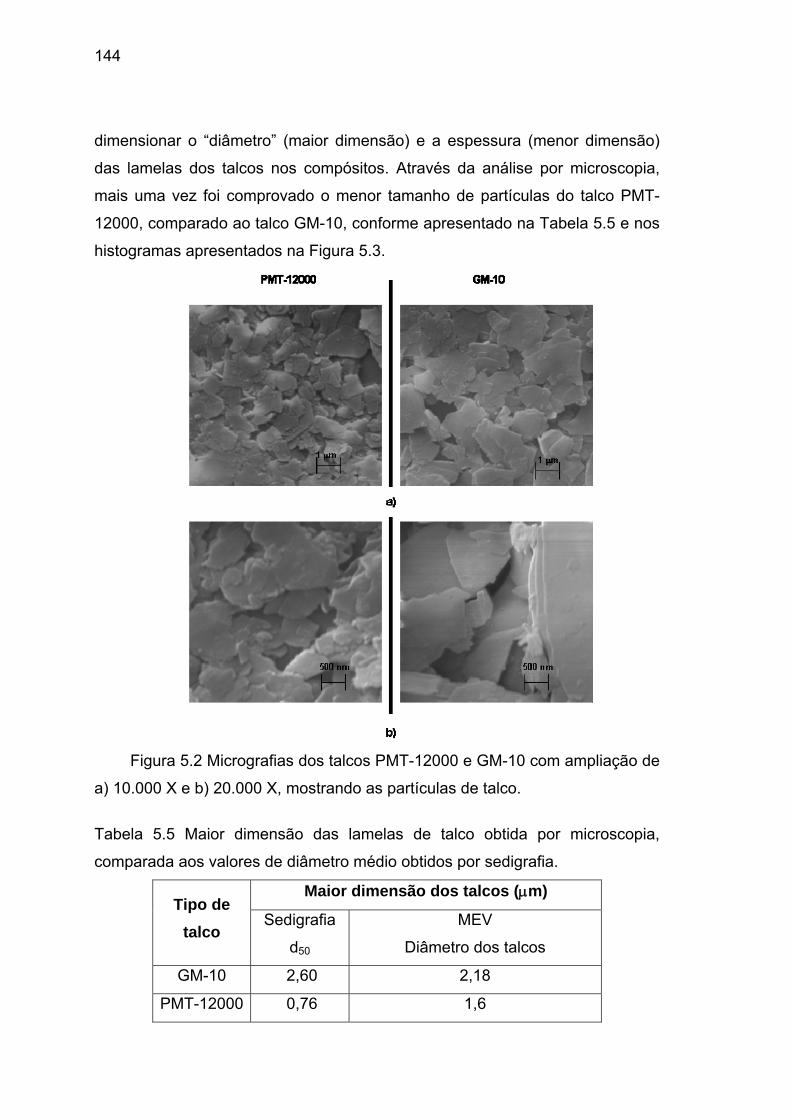
144
dimensionar o “diâmetro” (maior dimensão) e a espessura (menor dimensão)
das lamelas dos talcos nos compósitos. Através da análise por microscopia,
mais uma vez foi comprovado o menor tamanho de partículas do talco PMT-
12000, comparado ao talco GM-10, conforme apresentado na Tabela 5.5 e nos
histogramas apresentados na Figura 5.3.
Figura 5.2 Micrografias dos talcos PMT-12000 e GM-10 com ampliação de
a) 10.000 X e b) 20.000 X, mostrando as partículas de talco.
Tabela 5.5 Maior dimensão das lamelas de talco obtida por microscopia,
comparada aos valores de diâmetro médio obtidos por sedigrafia.
Maior dimensão dos talcos (μm) Tipo de
talco Sedigrafia
d50
MEV
Diâmetro dos talcos
GM-10 2,60 2,18
PMT-12000 0,76 1,6
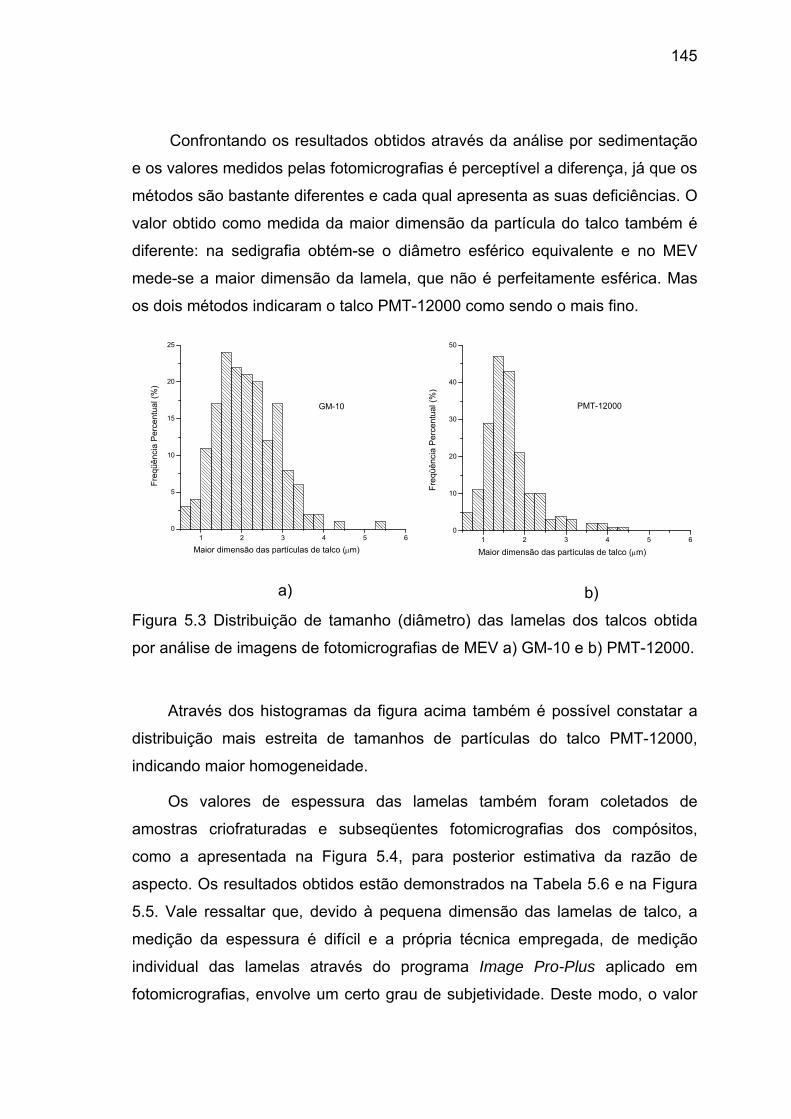
145
Confrontando os resultados obtidos através da análise por sedimentação
e os valores medidos pelas fotomicrografias é perceptível a diferença, já que os
métodos são bastante diferentes e cada qual apresenta as suas deficiências. O
valor obtido como medida da maior dimensão da partícula do talco também é
diferente: na sedigrafia obtém-se o diâmetro esférico equivalente e no MEV
mede-se a maior dimensão da lamela, que não é perfeitamente esférica. Mas
os dois métodos indicaram o talco PMT-12000 como sendo o mais fino.
1 2 3 4 5 60
5
10
15
20
25
Freq
üênc
ia P
erce
ntua
l (%
)
Maior dimensão das partículas de talco (μm)
GM-10
a)
1 2 3 4 5 60
10
20
30
40
50
Freq
üênc
ia P
erce
ntua
l (%
)
Maior dimensão das partículas de talco (μm)
PMT-12000
b)
Figura 5.3 Distribuição de tamanho (diâmetro) das lamelas dos talcos obtida
por análise de imagens de fotomicrografias de MEV a) GM-10 e b) PMT-12000.
Através dos histogramas da figura acima também é possível constatar a
distribuição mais estreita de tamanhos de partículas do talco PMT-12000,
indicando maior homogeneidade.
Os valores de espessura das lamelas também foram coletados de
amostras criofraturadas e subseqüentes fotomicrografias dos compósitos,
como a apresentada na Figura 5.4, para posterior estimativa da razão de
aspecto. Os resultados obtidos estão demonstrados na Tabela 5.6 e na Figura
5.5. Vale ressaltar que, devido à pequena dimensão das lamelas de talco, a
medição da espessura é difícil e a própria técnica empregada, de medição
individual das lamelas através do programa Image Pro-Plus aplicado em
fotomicrografias, envolve um certo grau de subjetividade. Deste modo, o valor
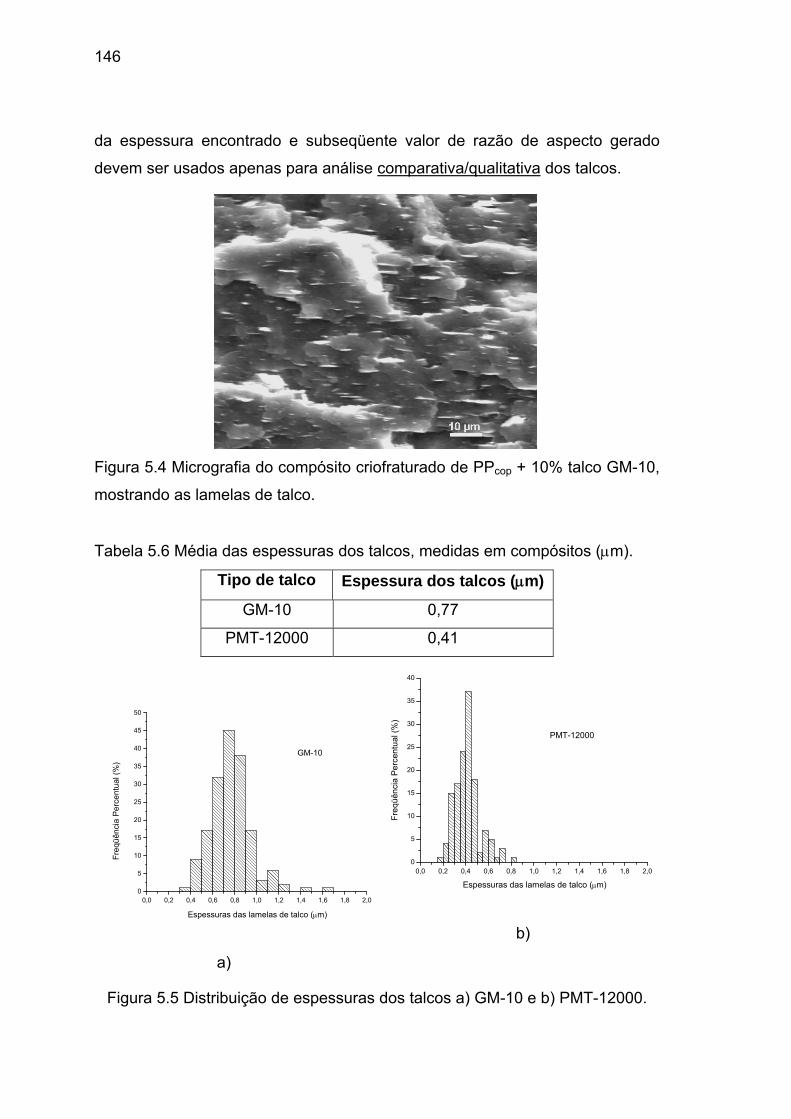
146
da espessura encontrado e subseqüente valor de razão de aspecto gerado
devem ser usados apenas para análise comparativa/qualitativa dos talcos.
Figura 5.4 Micrografia do compósito criofraturado de PPcop + 10% talco GM-10,
mostrando as lamelas de talco.
Tabela 5.6 Média das espessuras dos talcos, medidas em compósitos (μm).
Tipo de talco Espessura dos talcos (μm)
GM-10 0,77
PMT-12000 0,41
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,00
5
10
15
20
25
30
35
40
45
50
Espessuras das lamelas de talco (μm)
GM-10
Freq
üênc
ia P
erce
ntua
l (%
)
a)
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,00
5
10
15
20
25
30
35
40
PMT-12000
Espessuras das lamelas de talco (μm)
Freq
üênc
ia P
erce
ntua
l (%
)
b)
Figura 5.5 Distribuição de espessuras dos talcos a) GM-10 e b) PMT-12000.
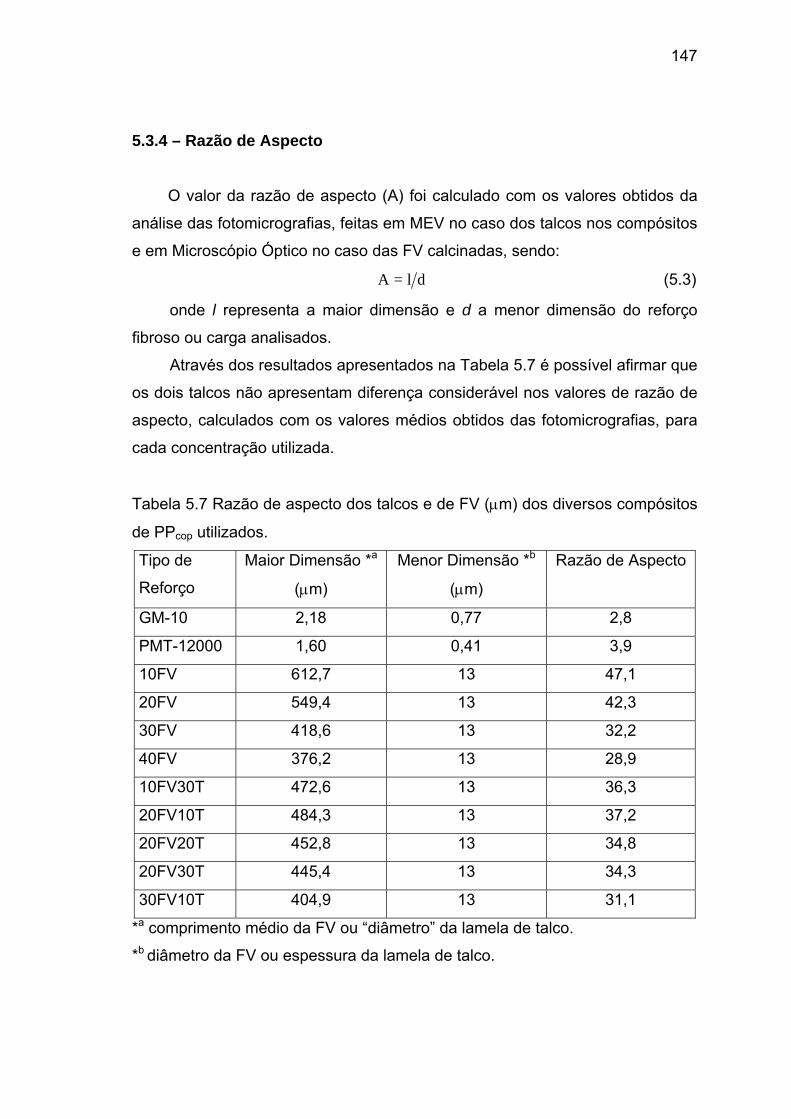
147
5.3.4 – Razão de Aspecto
O valor da razão de aspecto (A) foi calculado com os valores obtidos da
análise das fotomicrografias, feitas em MEV no caso dos talcos nos compósitos
e em Microscópio Óptico no caso das FV calcinadas, sendo:
dl=A (5.3)
onde l representa a maior dimensão e d a menor dimensão do reforço
fibroso ou carga analisados.
Através dos resultados apresentados na Tabela 5.7 é possível afirmar que
os dois talcos não apresentam diferença considerável nos valores de razão de
aspecto, calculados com os valores médios obtidos das fotomicrografias, para
cada concentração utilizada.
Tabela 5.7 Razão de aspecto dos talcos e de FV (μm) dos diversos compósitos
de PPcop utilizados.
Tipo de
Reforço
Maior Dimensão *a
(μm)
Menor Dimensão *b
(μm)
Razão de Aspecto
GM-10 2,18 0,77 2,8
PMT-12000 1,60 0,41 3,9
10FV 612,7 13 47,1
20FV 549,4 13 42,3
30FV 418,6 13 32,2
40FV 376,2 13 28,9
10FV30T 472,6 13 36,3
20FV10T 484,3 13 37,2
20FV20T 452,8 13 34,8
20FV30T 445,4 13 34,3
30FV10T 404,9 13 31,1
*a comprimento médio da FV ou “diâmetro” da lamela de talco.
*b diâmetro da FV ou espessura da lamela de talco.
148
5.4 – Determinação do Comprimento e Distribuição de Comprimentos da Fibra de Vidro
A quebra da FV na extrusão e injeção é induzida por dois tipos de
interação: tensão de flexão induzida na fibra pelo fluxo cisalhante do compósito
fundido e tensão resultante da interação fibra-fibra (colisões, atrito e
impedimento espacial). Em se tratando de um compósito com reforço híbrido
de FV e talco, o aumento da viscosidade do fundido (η) resultante do
acréscimo de talco tende a induzir ainda mais a quebra da fibra. A flexão
provocada pela interação da fibra com o fluxo cisalhante do fundido antes dos
filamentos serem molhados e encapsulados pela matriz é a maior responsável
pela quebra da fibra. Porém, mesmo após o encapsulamento a quebra da fibra
continua ocorrendo durante o processamento do compósito. A tensão de flexão
crítica para a quebra da FV devido ao fluxo cisalhante é proporcional ao
produto 2η.L..
γ . Isto sugere que quanto maior o comprimento (L) da FV, maior
a probabilidade de quebra, e que a taxa de quebra é uma função da taxa de
cisalhamento (γ) do processo, como era de se esperar [2]. As etapas de
calcinação e preparação para análise do tamanho da FV não interferem de
modo determinante na redução dos comprimentos da mesma. Os
comprimentos de FV medidos para cada composição estão apresentados nos
histogramas e curvas de ajuste com distribuição normal de comprimentos
apresentados nas Figuras 5.6, 5.8 e 5.9.
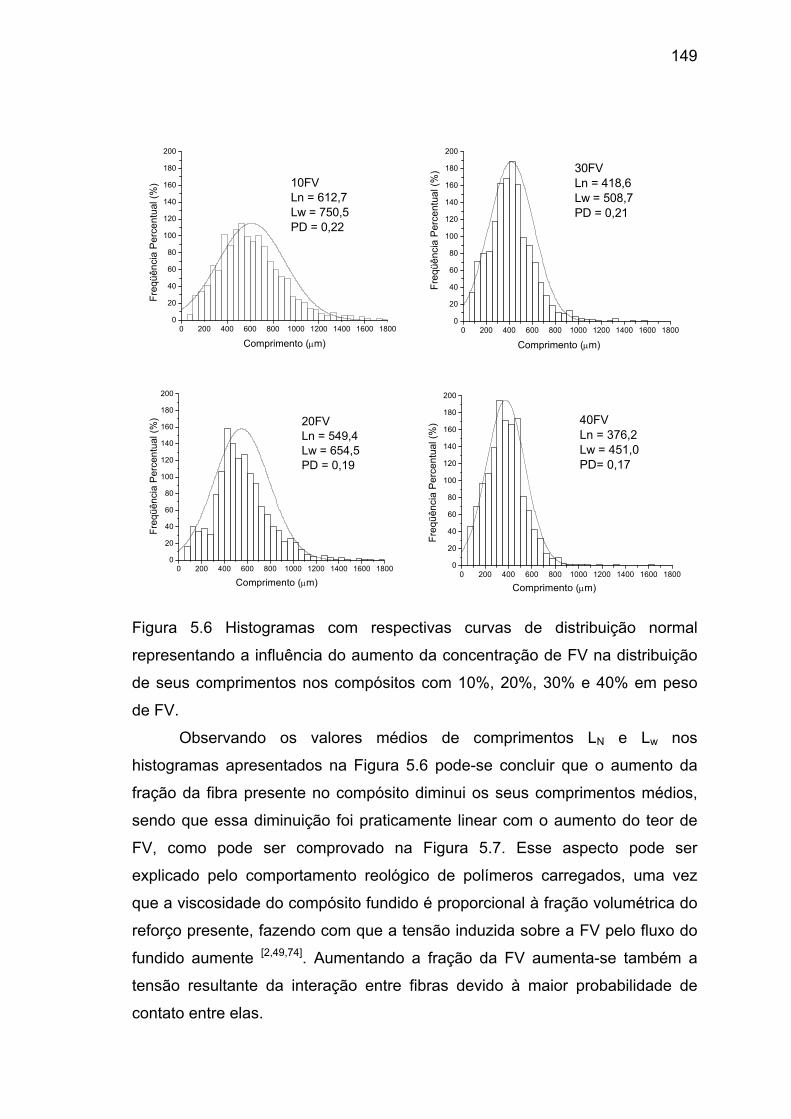
149
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
80
100
120
140
160
180
200Fr
eqüê
ncia
Per
cent
ual (
%)
Comprimento (μm)
10FVLn = 612,7Lw = 750,5PD = 0,22
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
80
100
120
140
160
180
200
20FVLn = 549,4Lw = 654,5PD = 0,19
Comprimento (μm)
Freq
üênc
ia P
erce
ntua
l (%
)
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
80
100
120
140
160
180
200
30FVLn = 418,6Lw = 508,7PD = 0,21
Comprimento (μm)
Freq
üênc
ia P
erce
ntua
l (%
)
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
80
100
120
140
160
180
200
40FVLn = 376,2Lw = 451,0PD= 0,17
Comprimento (μm)
Freq
üênc
ia P
erce
ntua
l (%
)
Figura 5.6 Histogramas com respectivas curvas de distribuição normal
representando a influência do aumento da concentração de FV na distribuição
de seus comprimentos nos compósitos com 10%, 20%, 30% e 40% em peso
de FV.
Observando os valores médios de comprimentos LN e Lw nos
histogramas apresentados na Figura 5.6 pode-se concluir que o aumento da
fração da fibra presente no compósito diminui os seus comprimentos médios,
sendo que essa diminuição foi praticamente linear com o aumento do teor de
FV, como pode ser comprovado na Figura 5.7. Esse aspecto pode ser
explicado pelo comportamento reológico de polímeros carregados, uma vez
que a viscosidade do compósito fundido é proporcional à fração volumétrica do
reforço presente, fazendo com que a tensão induzida sobre a FV pelo fluxo do
fundido aumente [2,49,74]. Aumentando a fração da FV aumenta-se também a
tensão resultante da interação entre fibras devido à maior probabilidade de
contato entre elas.
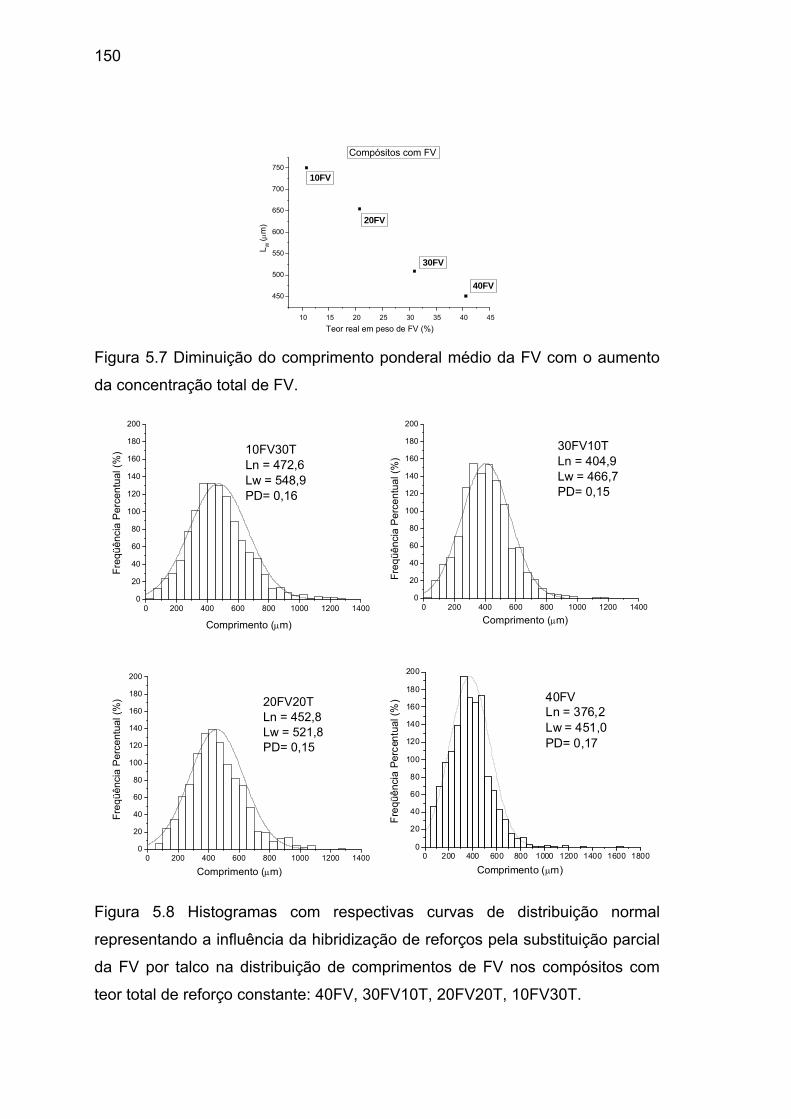
150
10 15 20 25 30 35 40 45
450
500
550
600
650
700
750
30FV
40FV
20FV
Compósitos com FV
Teor real em peso de FV (%)
L W (μ
m)
10FV
Figura 5.7 Diminuição do comprimento ponderal médio da FV com o aumento
da concentração total de FV.
0 200 400 600 800 1000 1200 14000
20
40
60
80
100
120
140
160
180
200
10FV30TLn = 472,6Lw = 548,9PD= 0,16
Comprimento (μm)
Freq
üênc
ia P
erce
ntua
l (%
)
0 200 400 600 800 1000 1200 14000
20
40
60
80
100
120
140
160
180
200
20FV20TLn = 452,8Lw = 521,8PD= 0,15
Freq
üênc
ia P
erce
ntua
l (%
)
Comprimento (μm)
0 200 400 600 800 1000 1200 14000
20
40
60
80
100
120
140
160
180
200
30FV10TLn = 404,9Lw = 466,7PD= 0,15
Freq
üênc
ia P
erce
ntua
l (%
)
Comprimento (μm)
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
80
100
120
140
160
180
200
40FVLn = 376,2Lw = 451,0PD= 0,17
Comprimento (μm)
Freq
üênc
ia P
erce
ntua
l (%
)
Figura 5.8 Histogramas com respectivas curvas de distribuição normal
representando a influência da hibridização de reforços pela substituição parcial
da FV por talco na distribuição de comprimentos de FV nos compósitos com
teor total de reforço constante: 40FV, 30FV10T, 20FV20T, 10FV30T.
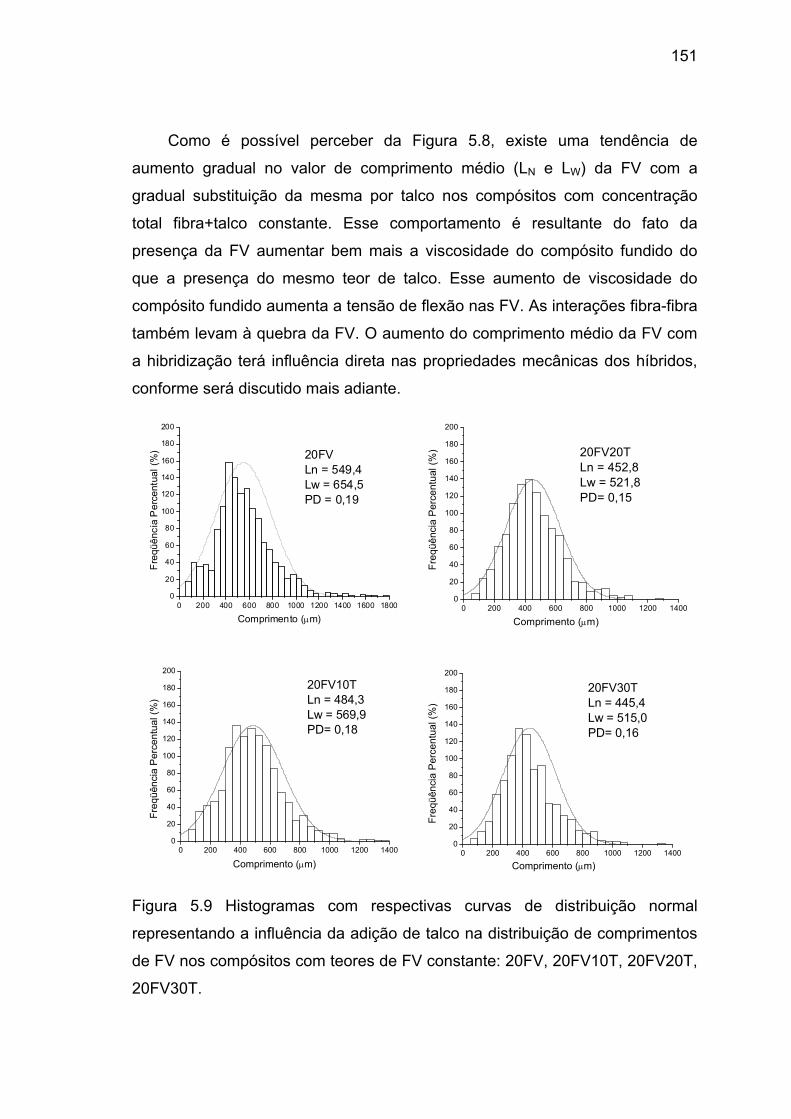
151
Como é possível perceber da Figura 5.8, existe uma tendência de
aumento gradual no valor de comprimento médio (LN e LW) da FV com a
gradual substituição da mesma por talco nos compósitos com concentração
total fibra+talco constante. Esse comportamento é resultante do fato da
presença da FV aumentar bem mais a viscosidade do compósito fundido do
que a presença do mesmo teor de talco. Esse aumento de viscosidade do
compósito fundido aumenta a tensão de flexão nas FV. As interações fibra-fibra
também levam à quebra da FV. O aumento do comprimento médio da FV com
a hibridização terá influência direta nas propriedades mecânicas dos híbridos,
conforme será discutido mais adiante.
0 200 400 600 800 1000 1200 1400 1600 18000
20
40
60
80
100
120
140
160
180
200
20FVLn = 549,4Lw = 654,5PD = 0,19
Comprimento (μm)
Freq
üênc
ia P
erce
ntua
l (%
)
0 200 400 600 800 1000 1200 14000
20
40
60
80
100
120
140
160
180
200
20FV10TLn = 484,3Lw = 569,9PD= 0,18
Freq
üênc
ia P
erce
ntua
l (%
)
Comprimento (μm)
0 200 400 600 800 1000 1200 14000
20
40
60
80
100
120
140
160
180
200
20FV20TLn = 452,8Lw = 521,8PD= 0,15
Freq
üênc
ia P
erce
ntua
l (%
)
Comprimento (μm)
0 200 400 600 800 1000 1200 14000
20
40
60
80
100
120
140
160
180
200
20FV30TLn = 445,4Lw = 515,0PD= 0,16
Freq
üênc
ia P
erce
ntua
l (%
)
Comprimento (μm)
Figura 5.9 Histogramas com respectivas curvas de distribuição normal
representando a influência da adição de talco na distribuição de comprimentos
de FV nos compósitos com teores de FV constante: 20FV, 20FV10T, 20FV20T,
20FV30T.
152
No caso dos compósitos híbridos com teores de FV constantes, o
acréscimo de 10% de talco diminuiu consideravelmente o comprimento médio
das fibras, que depois decaiu de maneira mais sutil com o acréscimo de teores
maiores de talco (20 e 30% em peso) e subseqüente aumento da concentração
total de reforço na matriz. Essas quedas nos valores de LN e LW são
provavelmente decorrentes do aumento da viscosidade do fundido polimérico
com a adição de partículas rígidas de talco.
5.5 – Microscopia Eletrônica de Varredura das gravatas de Tração ASTM– Orientação e LS
Não foi possível identificar a formação do perfil parabólico do fundido nem
a região de LS em micrografias tiradas de amostras criofraturadas da matriz de
PPcop não reforçado, como a apresentada na Figura 5.10. Em se tratando de
compósitos, essas características são realçadas e foram perceptíveis nas
micrografias. Micrografias de compósitos com talco, com FV e híbridos, sem
LS, criofraturados paralelamente à espessura do moldado, estão expostas na
Figura 5.10. Nos compósitos com talco foi necessária a utilização de uma
ampliação maior para a visualização das lamelas de talco.
Figura 5.10 Micrografia do PPcop não reforçado.
Através das micrografias apresentadas abaixo é possível identificar
claramente, tanto nos compósitos carregados apenas com talco ou FV, quanto
nos híbridos: i) a presença de uma camada de alta orientação (pele) na direção
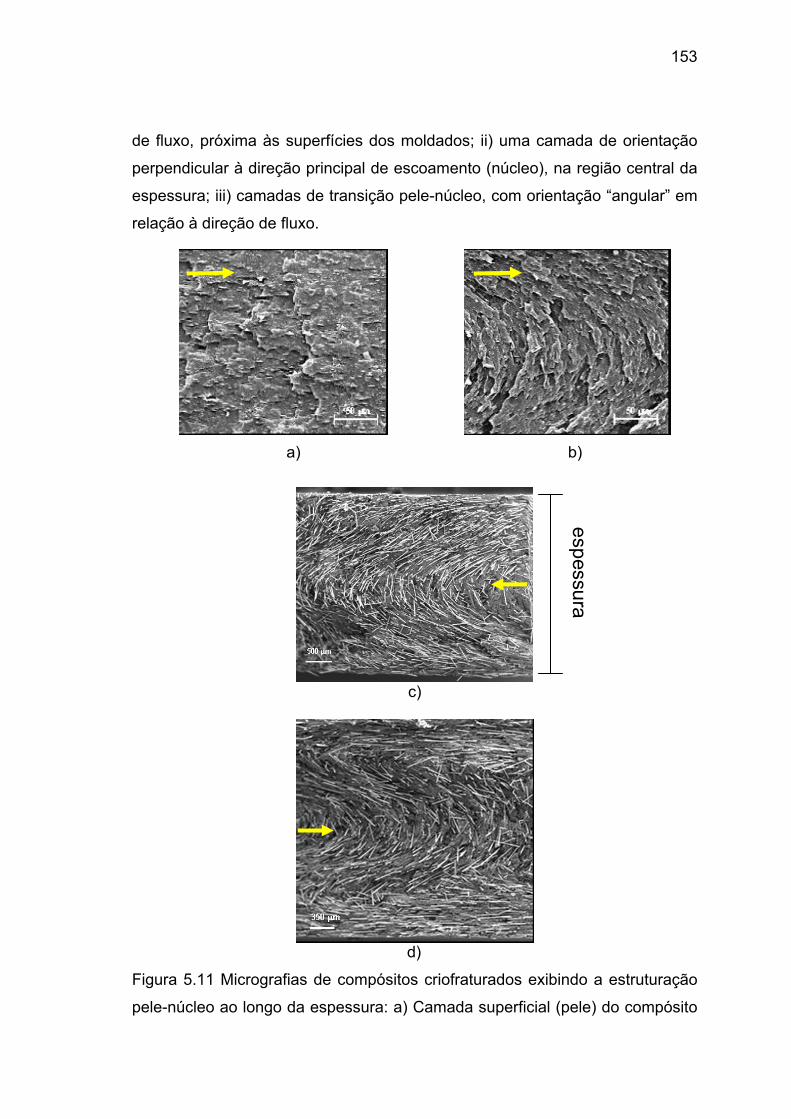
153
de fluxo, próxima às superfícies dos moldados; ii) uma camada de orientação
perpendicular à direção principal de escoamento (núcleo), na região central da
espessura; iii) camadas de transição pele-núcleo, com orientação “angular” em
relação à direção de fluxo.
a) b)
c)
d)
Figura 5.11 Micrografias de compósitos criofraturados exibindo a estruturação
pele-núcleo ao longo da espessura: a) Camada superficial (pele) do compósito
espessura
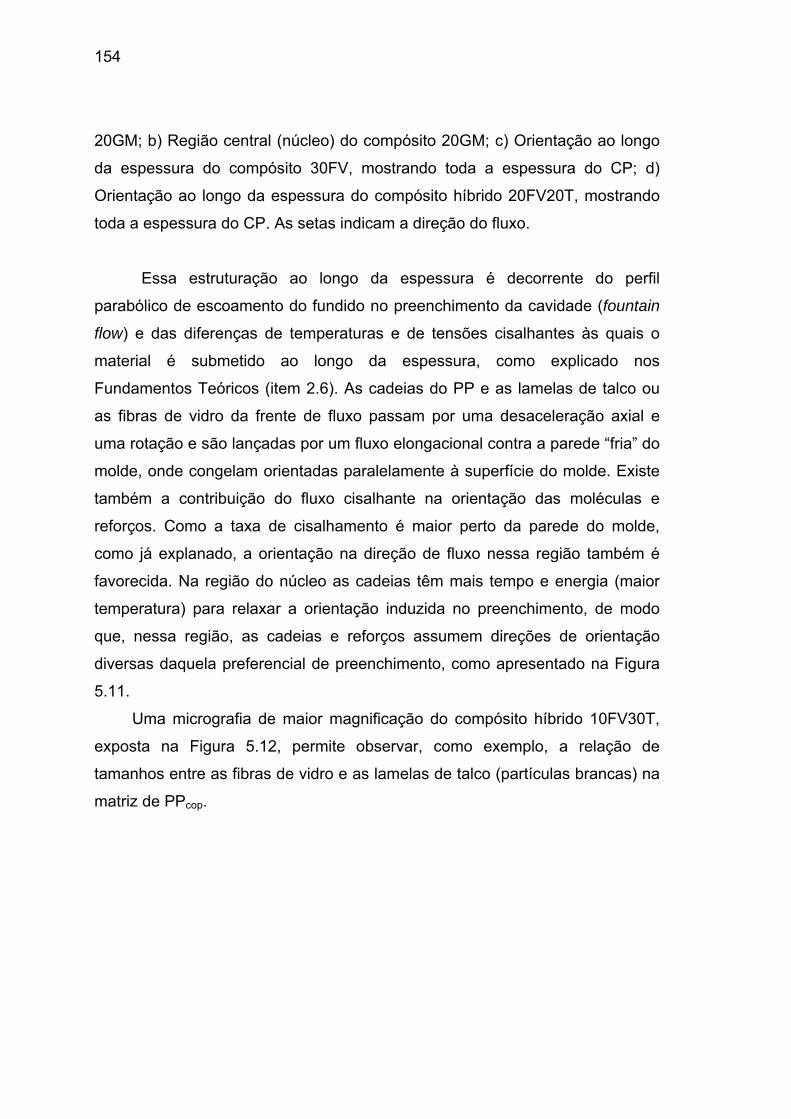
154
20GM; b) Região central (núcleo) do compósito 20GM; c) Orientação ao longo
da espessura do compósito 30FV, mostrando toda a espessura do CP; d)
Orientação ao longo da espessura do compósito híbrido 20FV20T, mostrando
toda a espessura do CP. As setas indicam a direção do fluxo.
Essa estruturação ao longo da espessura é decorrente do perfil
parabólico de escoamento do fundido no preenchimento da cavidade (fountain
flow) e das diferenças de temperaturas e de tensões cisalhantes às quais o
material é submetido ao longo da espessura, como explicado nos
Fundamentos Teóricos (item 2.6). As cadeias do PP e as lamelas de talco ou
as fibras de vidro da frente de fluxo passam por uma desaceleração axial e
uma rotação e são lançadas por um fluxo elongacional contra a parede “fria” do
molde, onde congelam orientadas paralelamente à superfície do molde. Existe
também a contribuição do fluxo cisalhante na orientação das moléculas e
reforços. Como a taxa de cisalhamento é maior perto da parede do molde,
como já explanado, a orientação na direção de fluxo nessa região também é
favorecida. Na região do núcleo as cadeias têm mais tempo e energia (maior
temperatura) para relaxar a orientação induzida no preenchimento, de modo
que, nessa região, as cadeias e reforços assumem direções de orientação
diversas daquela preferencial de preenchimento, como apresentado na Figura
5.11.
Uma micrografia de maior magnificação do compósito híbrido 10FV30T,
exposta na Figura 5.12, permite observar, como exemplo, a relação de
tamanhos entre as fibras de vidro e as lamelas de talco (partículas brancas) na
matriz de PPcop.

155
Figura 5.12 Micrografia do compósito híbrido 10FV30T.
A região de encontro das frentes de fluxo provenientes de entradas
opostas que levou à formação da linha de solda de encontro frontal também
pôde ser identificada através da orientação característica das lamelas de talco
ou fibras de vidro no plano da LS, como apresentado nas Figuras 5.13 e 5.14.
(a) (b) (c)
Figura 5.13 Micrografias seqüenciais tiradas do compósito 20GM,: (a) frente de
fluxo proveniente de uma entrada de injeção; (b) região da LS; (c) frente de
fluxo proveniente da entrada oposta de injeção. As setas indicam a direção de
escoamento do fundido.
Na Figura 5.13 é possível notar a orientação das lamelas de talco e do
fluxo congelado da matriz de PP no plano da LS, ou seja, transversal à direção
principal de preenchimento e solicitação mecânica. Essa orientação
desfavorável incrementa o efeito depreciativo da presença da LS na resistência
à tração dos moldados. Na Figura 5.14 o mesmo comportamento se repete
para o compósito com 40% de FV e é possível identificar o formato parabólico
das frentes de fluxo provenientes de entradas opostas e a região de encontro
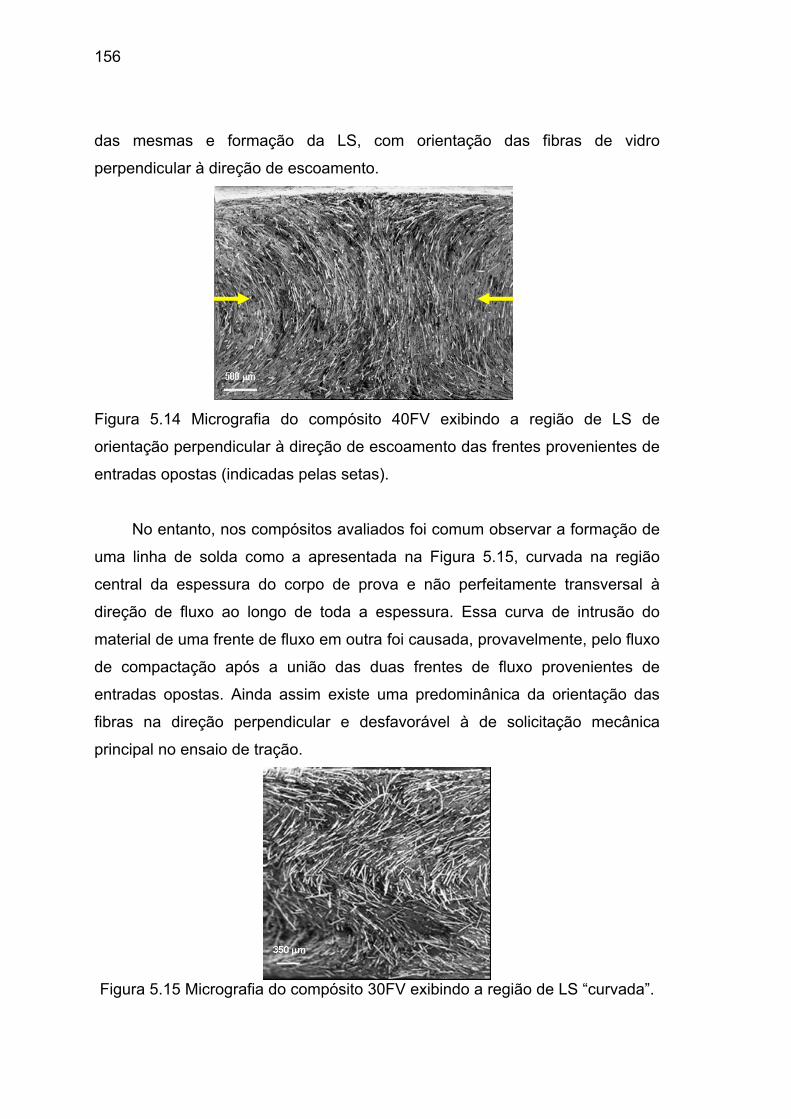
156
das mesmas e formação da LS, com orientação das fibras de vidro
perpendicular à direção de escoamento.
Figura 5.14 Micrografia do compósito 40FV exibindo a região de LS de
orientação perpendicular à direção de escoamento das frentes provenientes de
entradas opostas (indicadas pelas setas).
No entanto, nos compósitos avaliados foi comum observar a formação de
uma linha de solda como a apresentada na Figura 5.15, curvada na região
central da espessura do corpo de prova e não perfeitamente transversal à
direção de fluxo ao longo de toda a espessura. Essa curva de intrusão do
material de uma frente de fluxo em outra foi causada, provavelmente, pelo fluxo
de compactação após a união das duas frentes de fluxo provenientes de
entradas opostas. Ainda assim existe uma predominânica da orientação das
fibras na direção perpendicular e desfavorável à de solicitação mecânica
principal no ensaio de tração.
Figura 5.15 Micrografia do compósito 30FV exibindo a região de LS “curvada”.
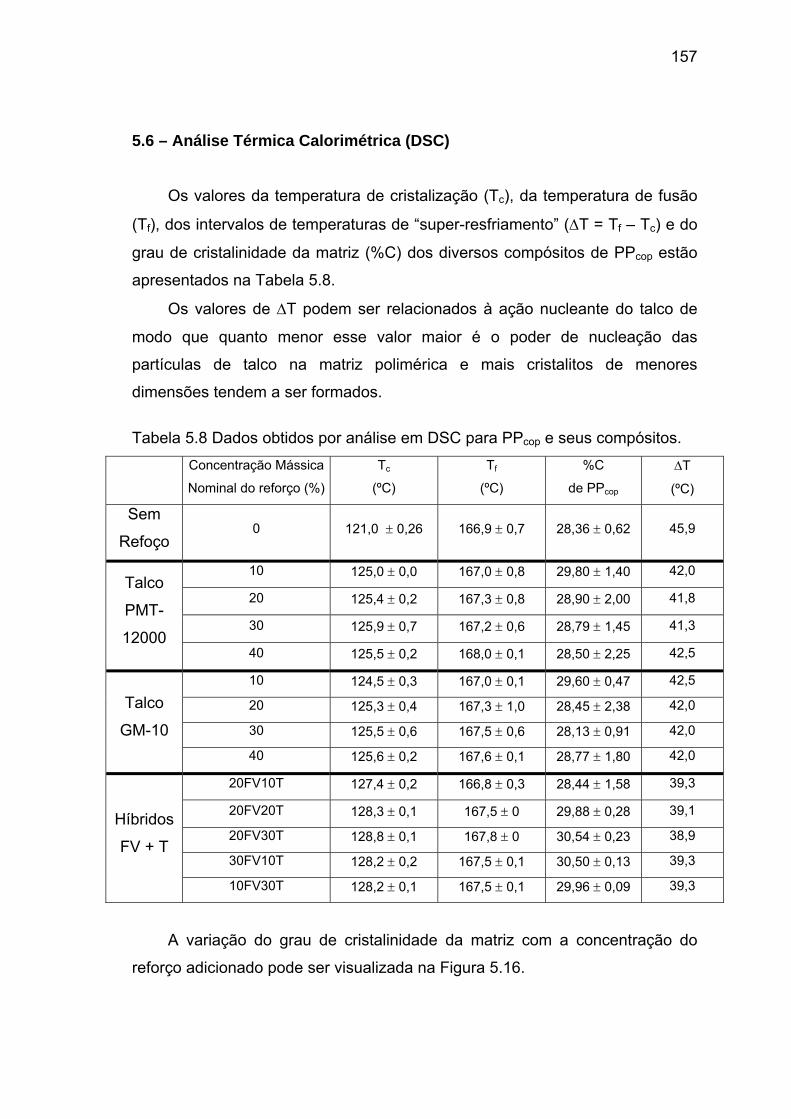
157
5.6 – Análise Térmica Calorimétrica (DSC)
Os valores da temperatura de cristalização (Tc), da temperatura de fusão
(Tf), dos intervalos de temperaturas de “super-resfriamento” (ΔT = Tf – Tc) e do
grau de cristalinidade da matriz (%C) dos diversos compósitos de PPcop estão
apresentados na Tabela 5.8.
Os valores de ΔT podem ser relacionados à ação nucleante do talco de
modo que quanto menor esse valor maior é o poder de nucleação das
partículas de talco na matriz polimérica e mais cristalitos de menores
dimensões tendem a ser formados.
Tabela 5.8 Dados obtidos por análise em DSC para PPcop e seus compósitos.
Concentração Mássica
Nominal do reforço (%) Tc
(ºC)
Tf
(ºC)
%C
de PPcop
ΔT
(ºC)
Sem
Refoço 0 121,0 ± 0,26 166,9 ± 0,7 28,36 ± 0,62 45,9
10 125,0 ± 0,0 167,0 ± 0,8 29,80 ± 1,40 42,0
20 125,4 ± 0,2 167,3 ± 0,8 28,90 ± 2,00 41,8
30 125,9 ± 0,7 167,2 ± 0,6 28,79 ± 1,45 41,3
Talco
PMT-
12000 40 125,5 ± 0,2 168,0 ± 0,1 28,50 ± 2,25 42,5
10 124,5 ± 0,3 167,0 ± 0,1 29,60 ± 0,47 42,5
20 125,3 ± 0,4 167,3 ± 1,0 28,45 ± 2,38 42,0
30 125,5 ± 0,6 167,5 ± 0,6 28,13 ± 0,91 42,0
Talco
GM-10 40 125,6 ± 0,2 167,6 ± 0,1 28,77 ± 1,80 42,0
20FV10T 127,4 ± 0,2 166,8 ± 0,3 28,44 ± 1,58 39,3
20FV20T 128,3 ± 0,1 167,5 ± 0 29,88 ± 0,28 39,1
20FV30T 128,8 ± 0,1 167,8 ± 0 30,54 ± 0,23 38,9
30FV10T 128,2 ± 0,2 167,5 ± 0,1 30,50 ± 0,13 39,3
Híbridos
FV + T
10FV30T 128,2 ± 0,1 167,5 ± 0,1 29,96 ± 0,09 39,3
A variação do grau de cristalinidade da matriz com a concentração do
reforço adicionado pode ser visualizada na Figura 5.16.
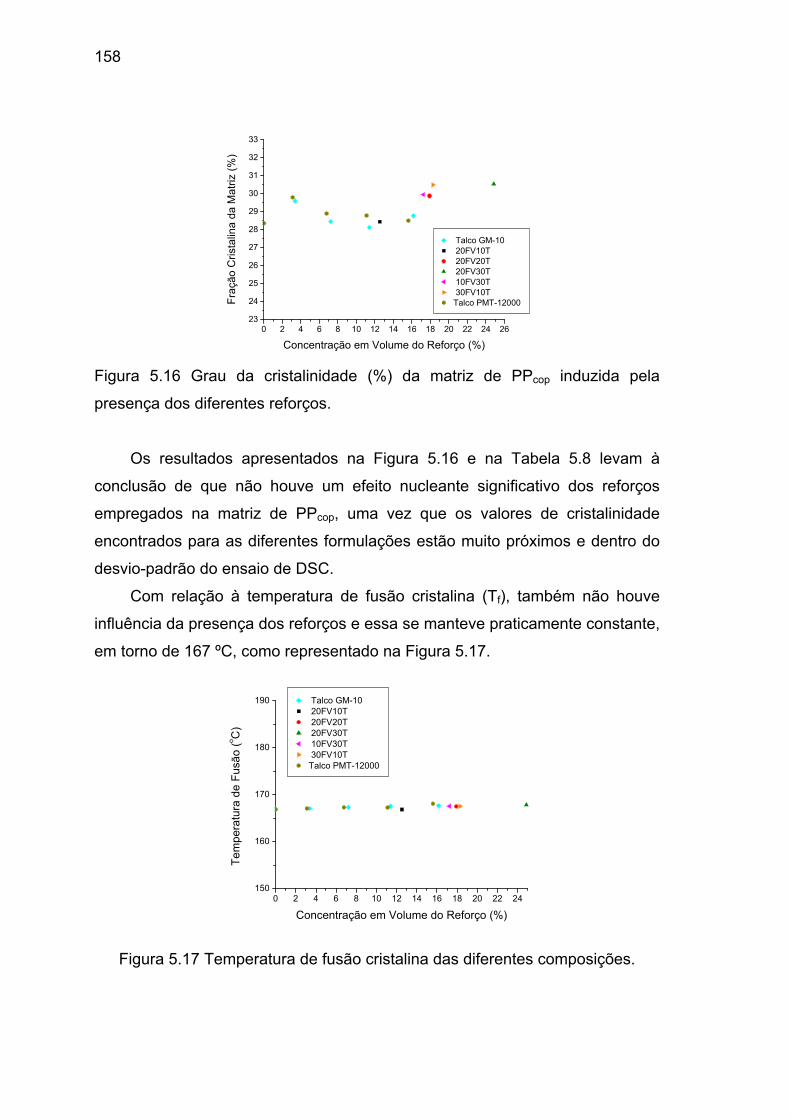
158
0 2 4 6 8 10 12 14 16 18 20 22 24 2623
24
25
26
27
28
29
30
31
32
33
Fraç
ão C
rista
lina
da M
atriz
(%)
Concentração em Volume do Reforço (%)
Talco GM-10 20FV10T 20FV20T 20FV30T 10FV30T 30FV10TTalco PMT-12000
Figura 5.16 Grau da cristalinidade (%) da matriz de PPcop induzida pela
presença dos diferentes reforços.
Os resultados apresentados na Figura 5.16 e na Tabela 5.8 levam à
conclusão de que não houve um efeito nucleante significativo dos reforços
empregados na matriz de PPcop, uma vez que os valores de cristalinidade
encontrados para as diferentes formulações estão muito próximos e dentro do
desvio-padrão do ensaio de DSC.
Com relação à temperatura de fusão cristalina (Tf), também não houve
influência da presença dos reforços e essa se manteve praticamente constante,
em torno de 167 ºC, como representado na Figura 5.17.
0 2 4 6 8 10 12 14 16 18 20 22 24150
160
170
180
190 Talco GM-10 20FV10T 20FV20T 20FV30T 10FV30T 30FV10TTalco PMT-12000
Tem
pera
tura
de
Fusã
o (o C
)
Concentração em Volume do Reforço (%)
Figura 5.17 Temperatura de fusão cristalina das diferentes composições.
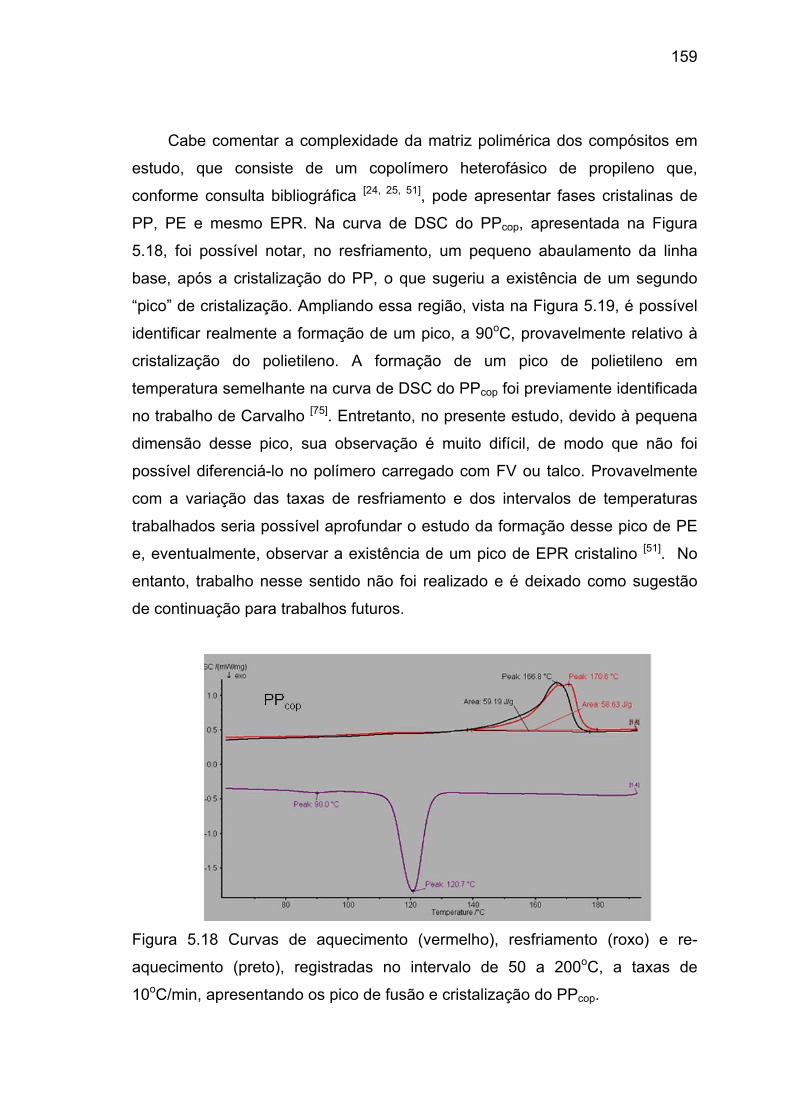
159
Cabe comentar a complexidade da matriz polimérica dos compósitos em
estudo, que consiste de um copolímero heterofásico de propileno que,
conforme consulta bibliográfica [24, 25, 51], pode apresentar fases cristalinas de
PP, PE e mesmo EPR. Na curva de DSC do PPcop, apresentada na Figura
5.18, foi possível notar, no resfriamento, um pequeno abaulamento da linha
base, após a cristalização do PP, o que sugeriu a existência de um segundo
“pico” de cristalização. Ampliando essa região, vista na Figura 5.19, é possível
identificar realmente a formação de um pico, a 90oC, provavelmente relativo à
cristalização do polietileno. A formação de um pico de polietileno em
temperatura semelhante na curva de DSC do PPcop foi previamente identificada
no trabalho de Carvalho [75]. Entretanto, no presente estudo, devido à pequena
dimensão desse pico, sua observação é muito difícil, de modo que não foi
possível diferenciá-lo no polímero carregado com FV ou talco. Provavelmente
com a variação das taxas de resfriamento e dos intervalos de temperaturas
trabalhados seria possível aprofundar o estudo da formação desse pico de PE
e, eventualmente, observar a existência de um pico de EPR cristalino [51]. No
entanto, trabalho nesse sentido não foi realizado e é deixado como sugestão
de continuação para trabalhos futuros.
Figura 5.18 Curvas de aquecimento (vermelho), resfriamento (roxo) e re-
aquecimento (preto), registradas no intervalo de 50 a 200oC, a taxas de
10oC/min, apresentando os pico de fusão e cristalização do PPcop.
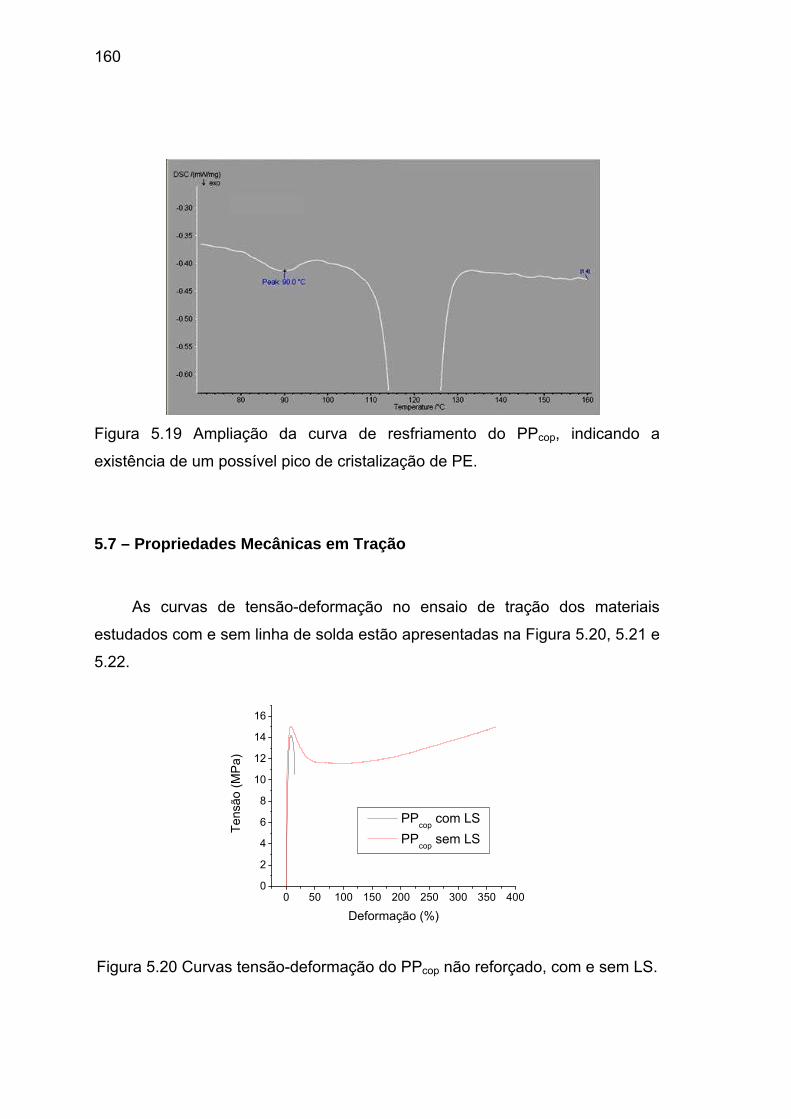
160
Figura 5.19 Ampliação da curva de resfriamento do PPcop, indicando a
existência de um possível pico de cristalização de PE.
5.7 – Propriedades Mecânicas em Tração
As curvas de tensão-deformação no ensaio de tração dos materiais
estudados com e sem linha de solda estão apresentadas na Figura 5.20, 5.21 e
5.22.
0 50 100 150 200 250 300 350 4000
2
4
6
8
10
12
14
16
Tens
ão (M
Pa)
Deformação (%)
PPcop com LS PPcop sem LS
Figura 5.20 Curvas tensão-deformação do PPcop não reforçado, com e sem LS.
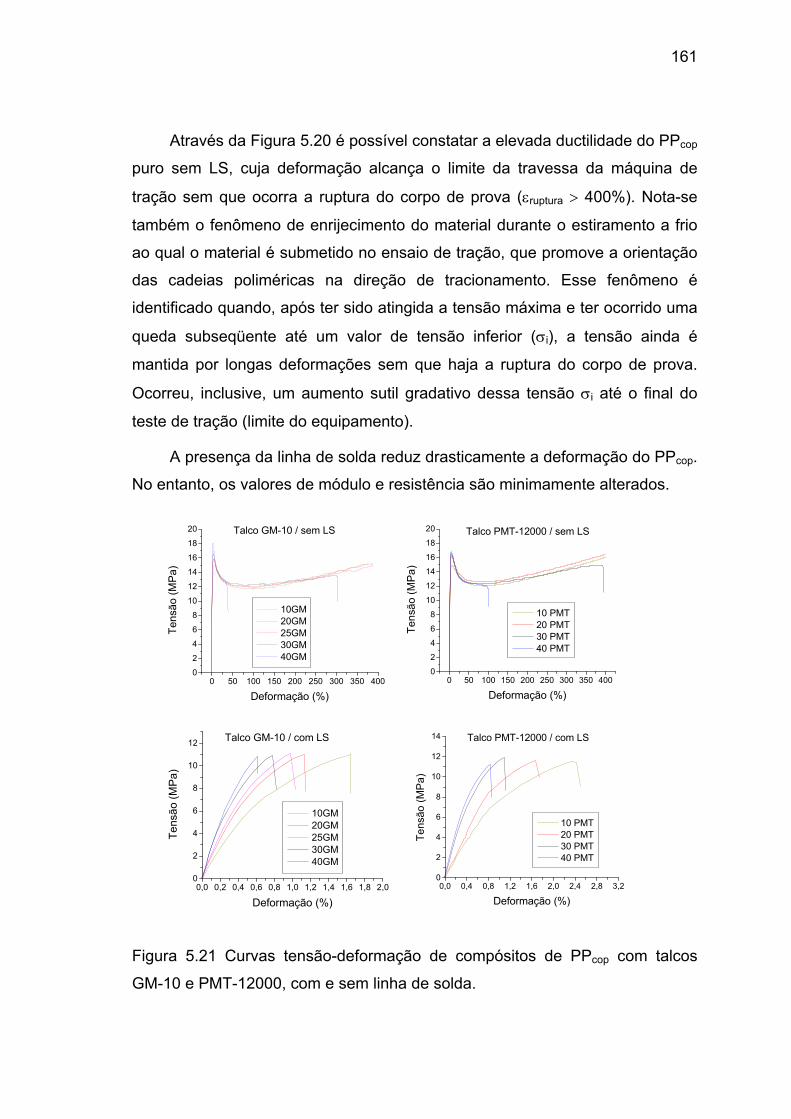
161
Através da Figura 5.20 é possível constatar a elevada ductilidade do PPcop
puro sem LS, cuja deformação alcança o limite da travessa da máquina de
tração sem que ocorra a ruptura do corpo de prova (εruptura > 400%). Nota-se
também o fenômeno de enrijecimento do material durante o estiramento a frio
ao qual o material é submetido no ensaio de tração, que promove a orientação
das cadeias poliméricas na direção de tracionamento. Esse fenômeno é
identificado quando, após ter sido atingida a tensão máxima e ter ocorrido uma
queda subseqüente até um valor de tensão inferior (σi), a tensão ainda é
mantida por longas deformações sem que haja a ruptura do corpo de prova.
Ocorreu, inclusive, um aumento sutil gradativo dessa tensão σi até o final do
teste de tração (limite do equipamento).
A presença da linha de solda reduz drasticamente a deformação do PPcop.
No entanto, os valores de módulo e resistência são minimamente alterados.
Figura 5.21 Curvas tensão-deformação de compósitos de PPcop com talcos
GM-10 e PMT-12000, com e sem linha de solda.
0 50 100 150 200 250 300 350 4000
2
4
6
8
10
12
14
16
18
20
Tens
ão (M
Pa)
Deformação (%)
10GM 20GM 25GM 30GM 40GM
Talco GM-10 / sem LS
0 50 100 150 200 250 300 350 4000
2
4
6
8
10
12
14
16
18
20
Tens
ão (M
Pa)
Deformação (%)
10 PMT 20 PMT 30 PMT 40 PMT
Talco PMT-12000 / sem LS
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,00
2
4
6
8
10
12
Tens
ão (M
Pa)
Deformação (%)
10GM 20GM 25GM 30GM 40GM
Talco GM-10 / com LS
0,0 0,4 0,8 1,2 1,6 2,0 2,4 2,8 3,20
2
4
6
8
10
12
14
Tens
ão (M
Pa)
Deformação (%)
10 PMT 20 PMT 30 PMT 40 PMT
Talco PMT-12000 / com LS
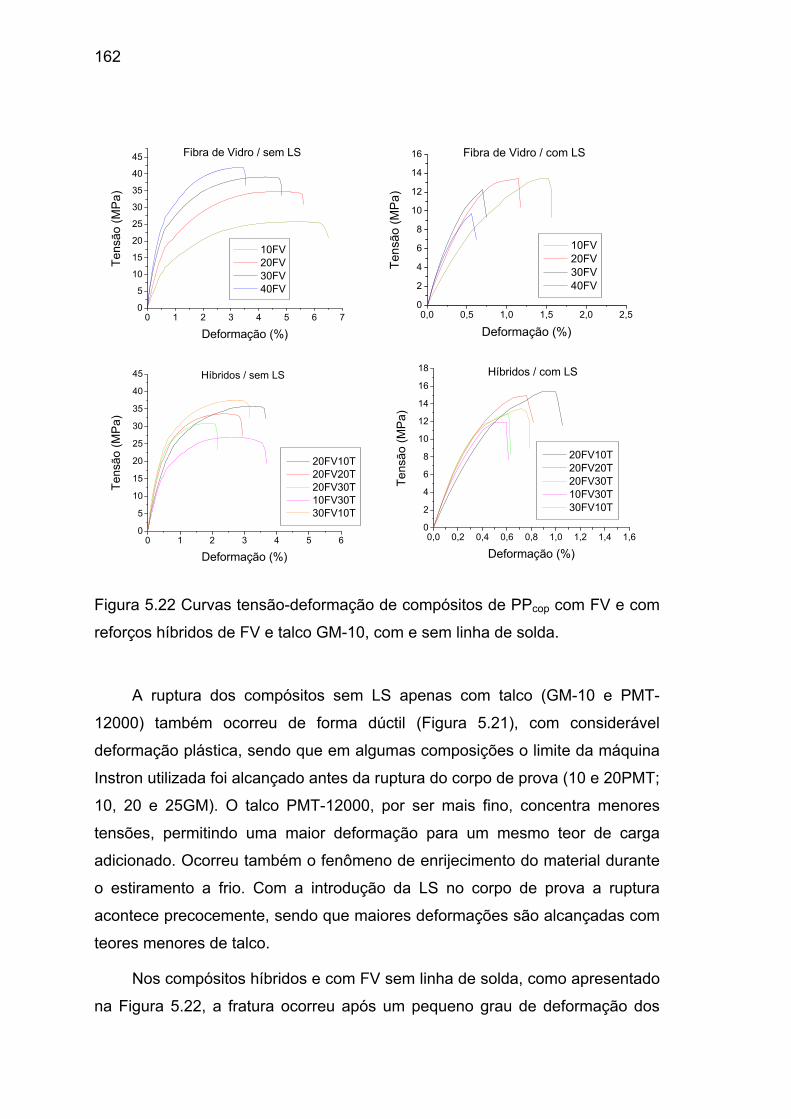
162
Figura 5.22 Curvas tensão-deformação de compósitos de PPcop com FV e com
reforços híbridos de FV e talco GM-10, com e sem linha de solda.
A ruptura dos compósitos sem LS apenas com talco (GM-10 e PMT-
12000) também ocorreu de forma dúctil (Figura 5.21), com considerável
deformação plástica, sendo que em algumas composições o limite da máquina
Instron utilizada foi alcançado antes da ruptura do corpo de prova (10 e 20PMT;
10, 20 e 25GM). O talco PMT-12000, por ser mais fino, concentra menores
tensões, permitindo uma maior deformação para um mesmo teor de carga
adicionado. Ocorreu também o fenômeno de enrijecimento do material durante
o estiramento a frio. Com a introdução da LS no corpo de prova a ruptura
acontece precocemente, sendo que maiores deformações são alcançadas com
teores menores de talco.
Nos compósitos híbridos e com FV sem linha de solda, como apresentado
na Figura 5.22, a fratura ocorreu após um pequeno grau de deformação dos
0 1 2 3 4 5 6 70
5
10
15
20
25
30
35
40
45
Tens
ão (M
Pa)
Deformação (%)
10FV 20FV 30FV 40FV
Fibra de Vidro / sem LS
0 1 2 3 4 5 60
5
10
15
20
25
30
35
40
45
Tens
ão (M
Pa)
Deformação (%)
20FV10T 20FV20T 20FV30T 10FV30T 30FV10T
Híbridos / sem LS
0,0 0,5 1,0 1,5 2,0 2,50
2
4
6
8
10
12
14
16
Tens
ão (M
Pa)
Deformação (%)
10FV 20FV 30FV 40FV
Fibra de Vidro / com LS
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,60
2
4
6
8
10
12
14
16
18
Tens
ão (M
Pa)
Deformação (%)
20FV10T 20FV20T 20FV30T 10FV30T 30FV10T
Híbridos / com LS
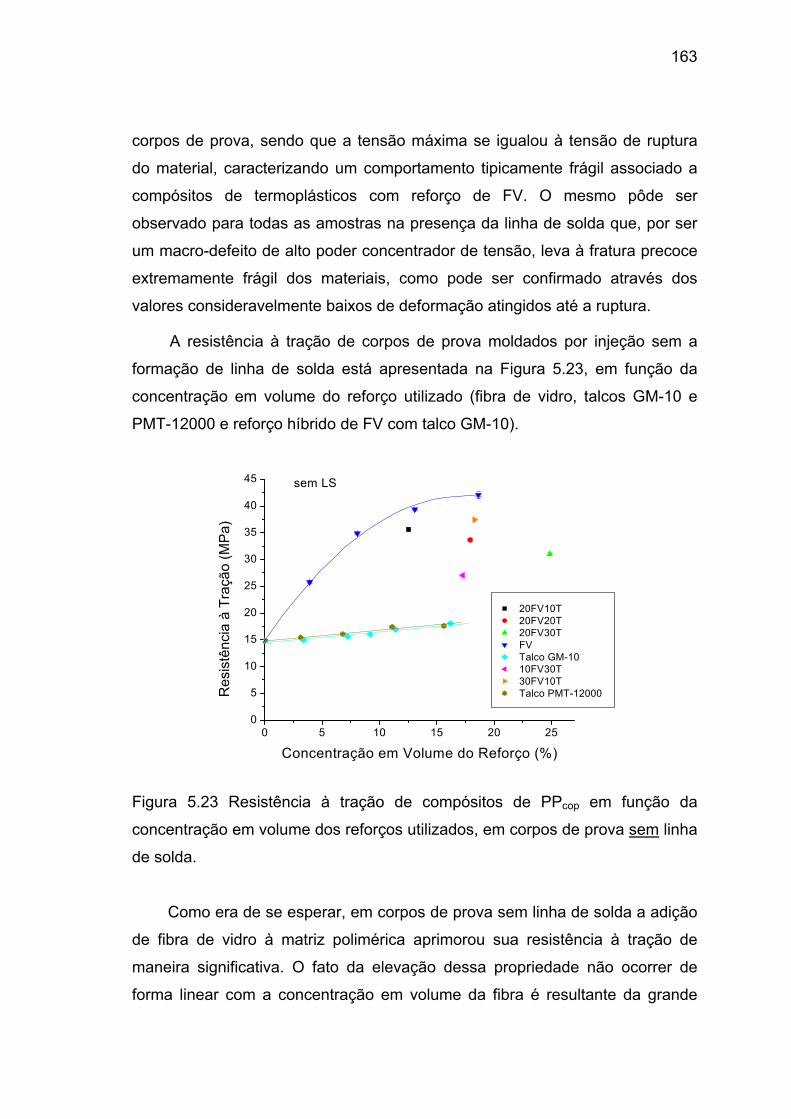
163
corpos de prova, sendo que a tensão máxima se igualou à tensão de ruptura
do material, caracterizando um comportamento tipicamente frágil associado a
compósitos de termoplásticos com reforço de FV. O mesmo pôde ser
observado para todas as amostras na presença da linha de solda que, por ser
um macro-defeito de alto poder concentrador de tensão, leva à fratura precoce
extremamente frágil dos materiais, como pode ser confirmado através dos
valores consideravelmente baixos de deformação atingidos até a ruptura.
A resistência à tração de corpos de prova moldados por injeção sem a
formação de linha de solda está apresentada na Figura 5.23, em função da
concentração em volume do reforço utilizado (fibra de vidro, talcos GM-10 e
PMT-12000 e reforço híbrido de FV com talco GM-10).
0 5 10 15 20 250
5
10
15
20
25
30
35
40
45
Res
istê
ncia
à T
raçã
o (M
Pa)
Concentração em Volume do Reforço (%)
20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
sem LS
Figura 5.23 Resistência à tração de compósitos de PPcop em função da
concentração em volume dos reforços utilizados, em corpos de prova sem linha
de solda.
Como era de se esperar, em corpos de prova sem linha de solda a adição
de fibra de vidro à matriz polimérica aprimorou sua resistência à tração de
maneira significativa. O fato da elevação dessa propriedade não ocorrer de
forma linear com a concentração em volume da fibra é resultante da grande
164
quebra de FV ocorrida em compósitos com altos teores desse reforço (30 e
40% em massa), o que foi acusado pela queda no comprimento médio
ponderal (LW) das fibras recuperadas por queima dos CP, que foi de 750,5 μm,
para o compósito com 10% de FV, até 451,0 μm para o compósito com 40% de
FV.
A adição da carga mineral de talco, por sua vez, não influenciou muito a
resistência à tração da matriz de PPcop, apesar de ser possível notar uma
tendência ao crescimento dessa propriedade com o aumento do teor de talco.
A diferença na granulometria dos dois talcos empregados não foi determinante
na resistência à tração (RT) dos compósitos, uma vez que os valores de RT
encontrados para o talco fino GM-10 e o talco ultra-fino PMT-12000 foram
muito próximos.
Em se tratando dos compósitos com reforços híbridos, os valores de RT
encontrados para todas as composições foram intermediários aos valores
encontrados para os compósitos “referência” com apenas talco ou FV, ficando
mais próximos dos valores de FV. Isso se deve ao fato de que a substituição
parcial de FV por talco, devido à redução da viscosidade do sistema fundido,
eleva o comprimento ponderal médio (Lw) da fibra, aumentando sua eficiência
de reforçamento. Nos compósitos de reforço híbrido com teor total de carga
constante (40% em massa), a substituição gradual de fibra de vidro por talco
fez com que os valores de resistência à tração encontrados se distanciassem
da RT do compósito com 40% de FV. No caso dos compósitos híbridos com
teor de FV constante em 20%, o acréscimo de talco resultou numa suave
queda na RT. Essa queda na RT pode ser atribuída à progressiva queda no
comprimento ponderal médio da FV com o aumento do teor de talco, resultante
do aumento na viscosidade do fundido devido ao aumento do teor total de
reforço. Assim, nesse caso, considerando o fato de que a presença de talco
pouco influencia a resistência à tração dos compósitos de PP em análise, a
diminuição da razão de aspecto da FV foi determinante nessa propriedade,
resultando no decaimento da resistência mecânica. Essa diminuição no
comprimento da FV também justificaria a menor RT do compósito 30FV10T
comparado ao compósito 30FV.
165
Na Figura 5.24 observa-se a variação da RT com a concentração relativa
de FV nos compósitos. Comparando-se as composições com a mesma
concentração total em massa de reforço, é possível perceber que os
compósitos híbridos apresentaram RT superior à esperada através da simples
regra de misturas, que seria dada pelas linhas traçadas entre as composições
“referência” só com talco e só com FV. Um desvio natural dessa regra de
misturas já seria esperado devido à diferença de densidades existentes entre a
FV e o talco, que resulta em diferentes concentrações em volume de
compósitos de mesma concentração nominal em massa. Em adição, devido a
limitações na determinação experimental precisa dos teores relativos de FV e
talco nos compósitos híbridos, a curva foi construída baseada em valores de
concentração em massa nominal do reforço híbrido, e é sabido que as
propriedades mecânicas variam com a concentração em volume dos mesmos.
Além disso, em se tratando dos compósitos híbridos com concentração de FV
constante (20%), ocorre um aumento no grau de orientação das fibras na
direção de solicitação mecânica com a adição de partículas de talco, conforme
citado na revisão bibliográfica [8, 60, 61], elevando a sua resistência à tração. No
caso dos compósitos híbridos com concentração total de reforço constante
(40% FV + talco) esse comportamento acima do esperado com a regra de
misturas pode ser decorrente do aumento no comprimento ponderal médio das
FV com a substituição parcial destas por lamelas de talco. A transferência de
tensão da matriz para a fibra é mais efetiva com comprimentos (Lw) maiores de
FV, conforme citado no item sobre micromecânica de reforçamento em
fundamentos teóricos (equação 2.20). O aumento no grau de orientação [61, 62]
preferencial das cadeias de PP na direção de preenchimento (e de solicitação
mecânica) com a adição de partículas de talco também pode ter tido sua
parcela de contribuição, embora maiores estudos nesse sentido não tenham
sido realizados e são propostos como sugestão para trabalhos futuros.
Portanto, em compósitos fibro-particulados não se pode considerar a
contribuição de cada um dos reforços isoladamente, uma vez que a presença
da carga de talco afeta o reforço de FV presente (sua orientação, degradação
do comprimento médio, etc), e mesmo o sistema matricial sofre mudanças
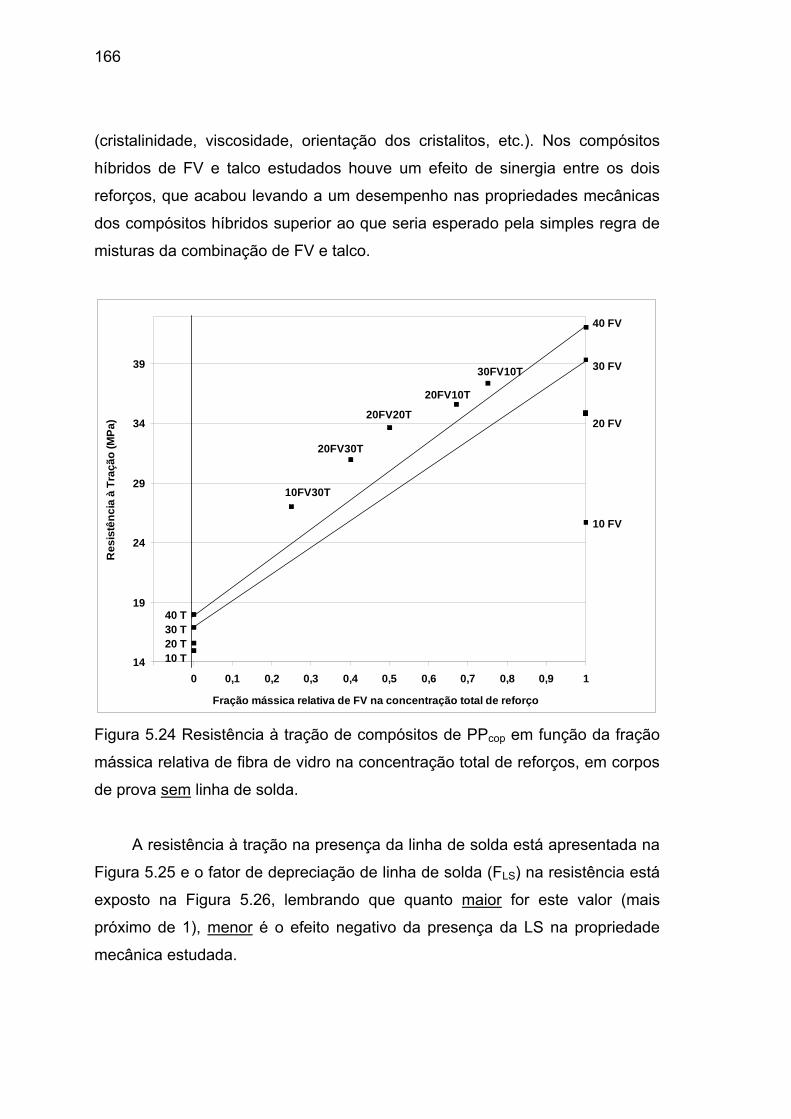
166
(cristalinidade, viscosidade, orientação dos cristalitos, etc.). Nos compósitos
híbridos de FV e talco estudados houve um efeito de sinergia entre os dois
reforços, que acabou levando a um desempenho nas propriedades mecânicas
dos compósitos híbridos superior ao que seria esperado pela simples regra de
misturas da combinação de FV e talco.
14
19
24
29
34
39
-0,1 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Fração mássica relativa de FV na concentração total de reforço
Res
istê
ncia
à T
raçã
o (M
Pa)
40 T30 T20 T10 T
40 FV
30 FV
20 FV
10 FV
10FV30T
20FV20T
30FV10T
20FV30T
20FV10T
Figura 5.24 Resistência à tração de compósitos de PPcop em função da fração
mássica relativa de fibra de vidro na concentração total de reforços, em corpos
de prova sem linha de solda.
A resistência à tração na presença da linha de solda está apresentada na
Figura 5.25 e o fator de depreciação de linha de solda (FLS) na resistência está
exposto na Figura 5.26, lembrando que quanto maior for este valor (mais
próximo de 1), menor é o efeito negativo da presença da LS na propriedade
mecânica estudada.
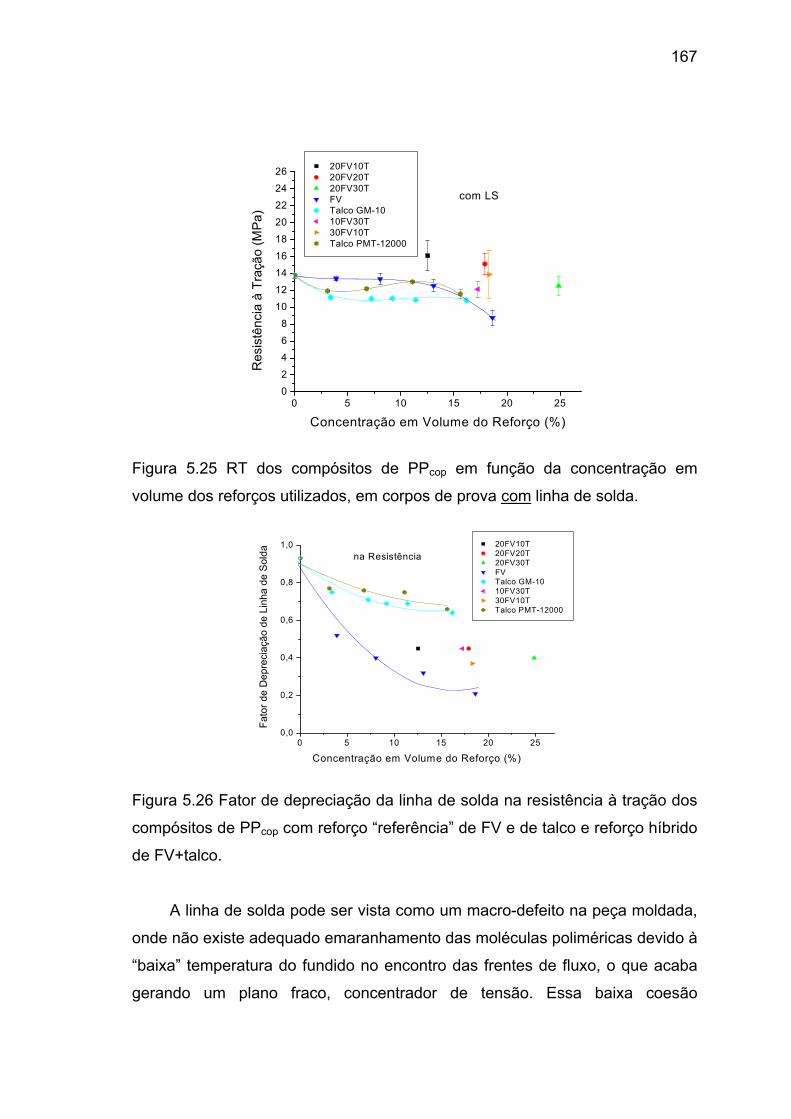
167
0 5 10 15 20 250
2
4
6
8
10
12
14
16
18
20
22
24
26 20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
Res
istê
ncia
à T
raçã
o (M
Pa)
Concentração em Volume do Reforço (%)
com LS
Figura 5.25 RT dos compósitos de PPcop em função da concentração em
volume dos reforços utilizados, em corpos de prova com linha de solda.
0 5 10 15 20 250,0
0,2
0,4
0,6
0,8
1,0 20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
Fato
r de
Dep
reci
ação
de
Linh
a de
Sol
da
Concentração em Volume do Reforço (%)
na Resistência
Figura 5.26 Fator de depreciação da linha de solda na resistência à tração dos
compósitos de PPcop com reforço “referência” de FV e de talco e reforço híbrido
de FV+talco.
A linha de solda pode ser vista como um macro-defeito na peça moldada,
onde não existe adequado emaranhamento das moléculas poliméricas devido à
“baixa” temperatura do fundido no encontro das frentes de fluxo, o que acaba
gerando um plano fraco, concentrador de tensão. Essa baixa coesão
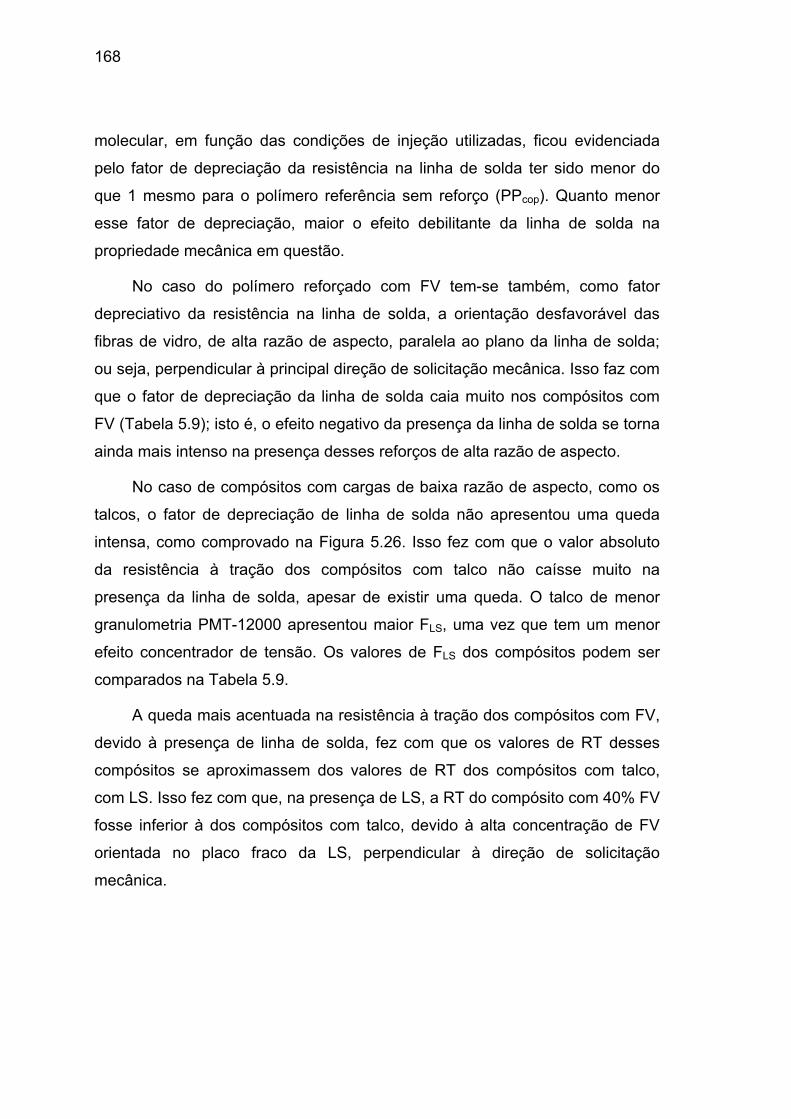
168
molecular, em função das condições de injeção utilizadas, ficou evidenciada
pelo fator de depreciação da resistência na linha de solda ter sido menor do
que 1 mesmo para o polímero referência sem reforço (PPcop). Quanto menor
esse fator de depreciação, maior o efeito debilitante da linha de solda na
propriedade mecânica em questão.
No caso do polímero reforçado com FV tem-se também, como fator
depreciativo da resistência na linha de solda, a orientação desfavorável das
fibras de vidro, de alta razão de aspecto, paralela ao plano da linha de solda;
ou seja, perpendicular à principal direção de solicitação mecânica. Isso faz com
que o fator de depreciação da linha de solda caia muito nos compósitos com
FV (Tabela 5.9); isto é, o efeito negativo da presença da linha de solda se torna
ainda mais intenso na presença desses reforços de alta razão de aspecto.
No caso de compósitos com cargas de baixa razão de aspecto, como os
talcos, o fator de depreciação de linha de solda não apresentou uma queda
intensa, como comprovado na Figura 5.26. Isso fez com que o valor absoluto
da resistência à tração dos compósitos com talco não caísse muito na
presença da linha de solda, apesar de existir uma queda. O talco de menor
granulometria PMT-12000 apresentou maior FLS, uma vez que tem um menor
efeito concentrador de tensão. Os valores de FLS dos compósitos podem ser
comparados na Tabela 5.9.
A queda mais acentuada na resistência à tração dos compósitos com FV,
devido à presença de linha de solda, fez com que os valores de RT desses
compósitos se aproximassem dos valores de RT dos compósitos com talco,
com LS. Isso fez com que, na presença de LS, a RT do compósito com 40% FV
fosse inferior à dos compósitos com talco, devido à alta concentração de FV
orientada no placo fraco da LS, perpendicular à direção de solicitação
mecânica.
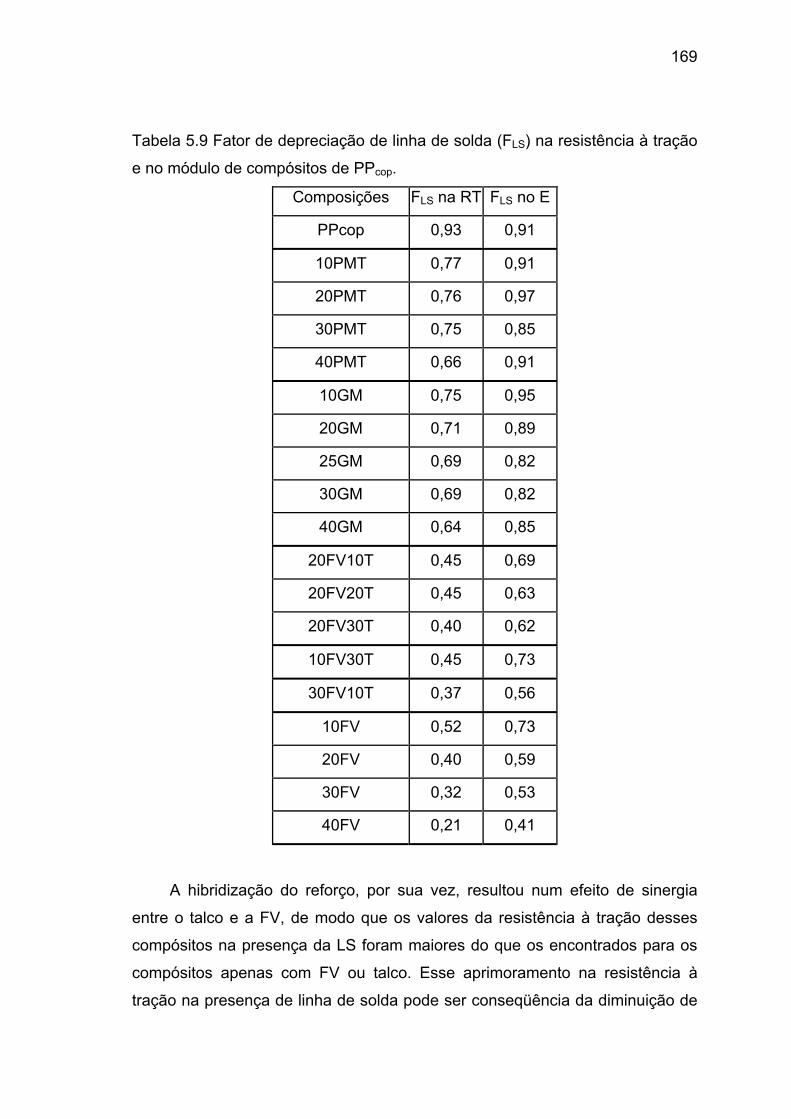
169
Tabela 5.9 Fator de depreciação de linha de solda (FLS) na resistência à tração
e no módulo de compósitos de PPcop.
Composições FLS na RT FLS no E
PPcop 0,93 0,91
10PMT 0,77 0,91
20PMT 0,76 0,97
30PMT 0,75 0,85
40PMT 0,66 0,91
10GM 0,75 0,95
20GM 0,71 0,89
25GM 0,69 0,82
30GM 0,69 0,82
40GM 0,64 0,85
20FV10T 0,45 0,69
20FV20T 0,45 0,63
20FV30T 0,40 0,62
10FV30T 0,45 0,73
30FV10T 0,37 0,56
10FV 0,52 0,73
20FV 0,40 0,59
30FV 0,32 0,53
40FV 0,21 0,41
A hibridização do reforço, por sua vez, resultou num efeito de sinergia
entre o talco e a FV, de modo que os valores da resistência à tração desses
compósitos na presença da LS foram maiores do que os encontrados para os
compósitos apenas com FV ou talco. Esse aprimoramento na resistência à
tração na presença de linha de solda pode ser conseqüência da diminuição de
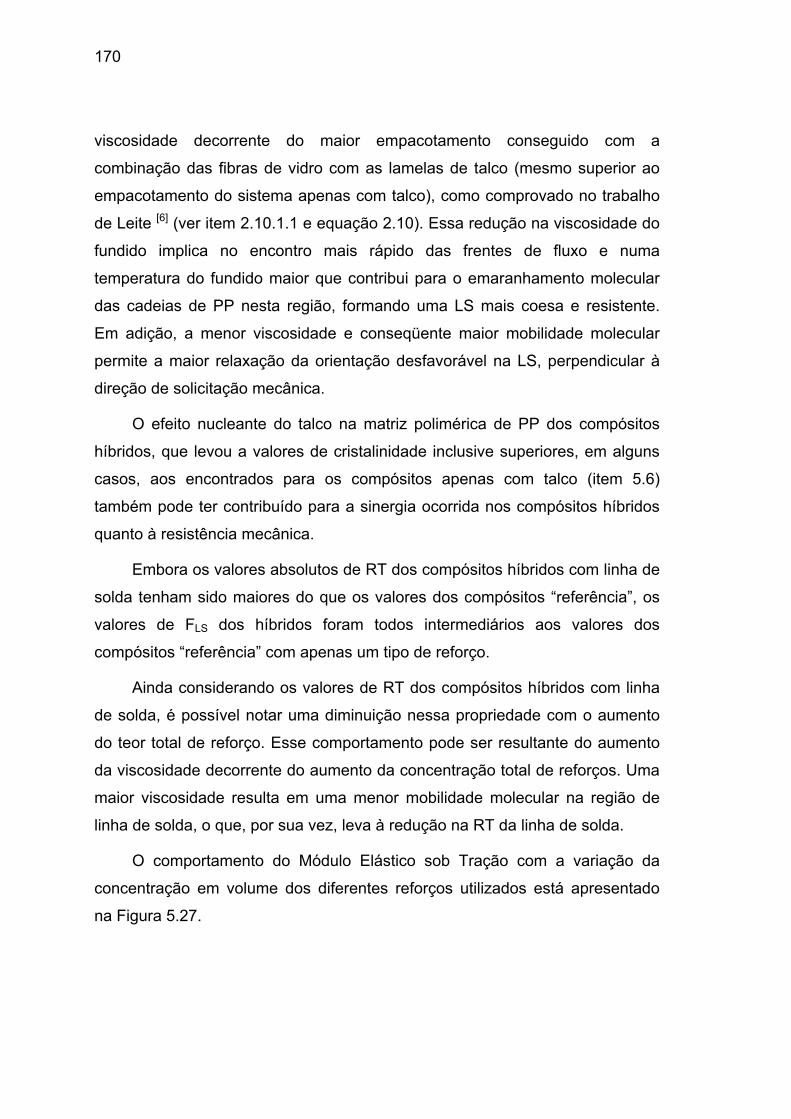
170
viscosidade decorrente do maior empacotamento conseguido com a
combinação das fibras de vidro com as lamelas de talco (mesmo superior ao
empacotamento do sistema apenas com talco), como comprovado no trabalho
de Leite [6] (ver item 2.10.1.1 e equação 2.10). Essa redução na viscosidade do
fundido implica no encontro mais rápido das frentes de fluxo e numa
temperatura do fundido maior que contribui para o emaranhamento molecular
das cadeias de PP nesta região, formando uma LS mais coesa e resistente.
Em adição, a menor viscosidade e conseqüente maior mobilidade molecular
permite a maior relaxação da orientação desfavorável na LS, perpendicular à
direção de solicitação mecânica.
O efeito nucleante do talco na matriz polimérica de PP dos compósitos
híbridos, que levou a valores de cristalinidade inclusive superiores, em alguns
casos, aos encontrados para os compósitos apenas com talco (item 5.6)
também pode ter contribuído para a sinergia ocorrida nos compósitos híbridos
quanto à resistência mecânica.
Embora os valores absolutos de RT dos compósitos híbridos com linha de
solda tenham sido maiores do que os valores dos compósitos “referência”, os
valores de FLS dos híbridos foram todos intermediários aos valores dos
compósitos “referência” com apenas um tipo de reforço.
Ainda considerando os valores de RT dos compósitos híbridos com linha
de solda, é possível notar uma diminuição nessa propriedade com o aumento
do teor total de reforço. Esse comportamento pode ser resultante do aumento
da viscosidade decorrente do aumento da concentração total de reforços. Uma
maior viscosidade resulta em uma menor mobilidade molecular na região de
linha de solda, o que, por sua vez, leva à redução na RT da linha de solda.
O comportamento do Módulo Elástico sob Tração com a variação da
concentração em volume dos diferentes reforços utilizados está apresentado
na Figura 5.27.
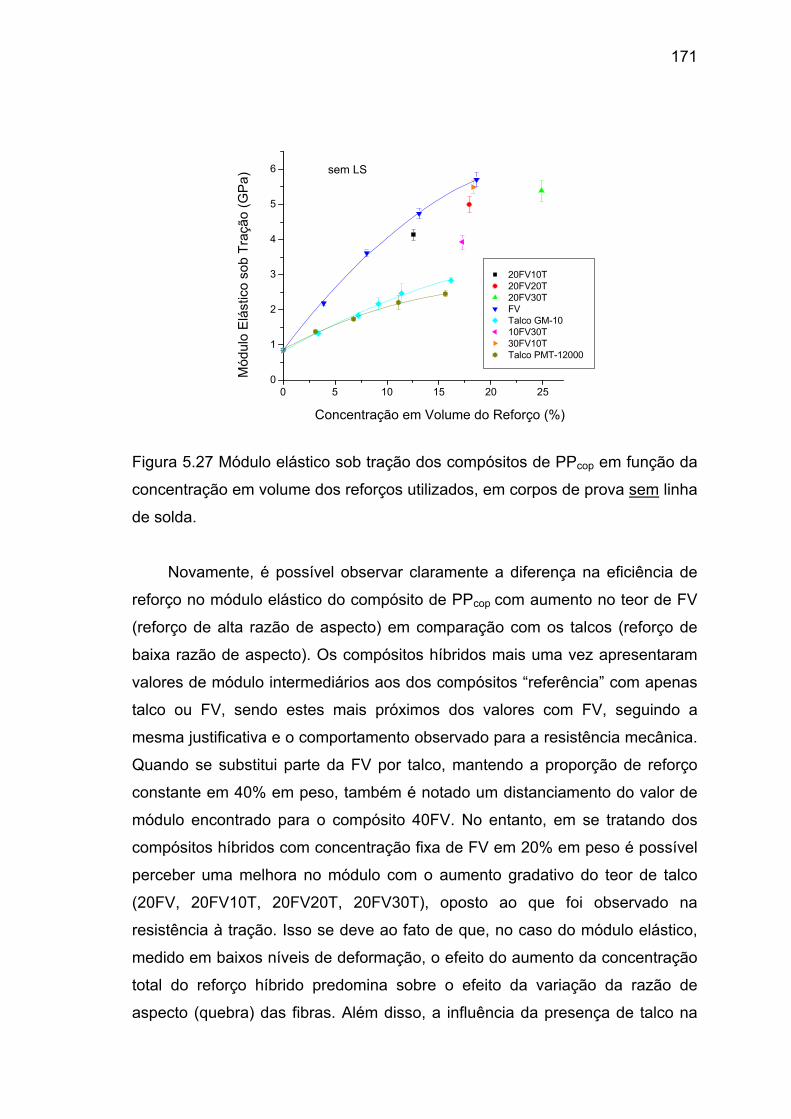
171
0 5 10 15 20 250
1
2
3
4
5
6
Concentração em Volume do Reforço (%)
20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
Mód
ulo
Elá
stic
o so
b Tr
ação
(GP
a)
sem LS
Figura 5.27 Módulo elástico sob tração dos compósitos de PPcop em função da
concentração em volume dos reforços utilizados, em corpos de prova sem linha
de solda.
Novamente, é possível observar claramente a diferença na eficiência de
reforço no módulo elástico do compósito de PPcop com aumento no teor de FV
(reforço de alta razão de aspecto) em comparação com os talcos (reforço de
baixa razão de aspecto). Os compósitos híbridos mais uma vez apresentaram
valores de módulo intermediários aos dos compósitos “referência” com apenas
talco ou FV, sendo estes mais próximos dos valores com FV, seguindo a
mesma justificativa e o comportamento observado para a resistência mecânica.
Quando se substitui parte da FV por talco, mantendo a proporção de reforço
constante em 40% em peso, também é notado um distanciamento do valor de
módulo encontrado para o compósito 40FV. No entanto, em se tratando dos
compósitos híbridos com concentração fixa de FV em 20% em peso é possível
perceber uma melhora no módulo com o aumento gradativo do teor de talco
(20FV, 20FV10T, 20FV20T, 20FV30T), oposto ao que foi observado na
resistência à tração. Isso se deve ao fato de que, no caso do módulo elástico,
medido em baixos níveis de deformação, o efeito do aumento da concentração
total do reforço híbrido predomina sobre o efeito da variação da razão de
aspecto (quebra) das fibras. Além disso, a influência da presença de talco na
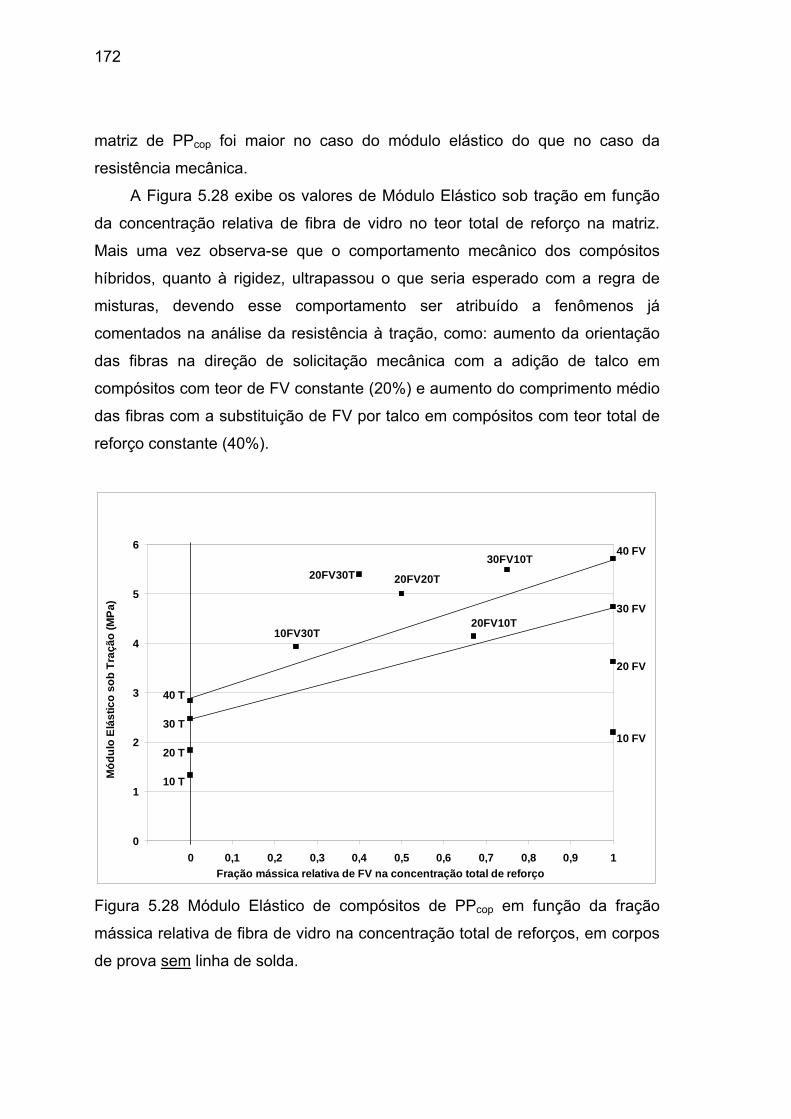
172
matriz de PPcop foi maior no caso do módulo elástico do que no caso da
resistência mecânica.
A Figura 5.28 exibe os valores de Módulo Elástico sob tração em função
da concentração relativa de fibra de vidro no teor total de reforço na matriz.
Mais uma vez observa-se que o comportamento mecânico dos compósitos
híbridos, quanto à rigidez, ultrapassou o que seria esperado com a regra de
misturas, devendo esse comportamento ser atribuído a fenômenos já
comentados na análise da resistência à tração, como: aumento da orientação
das fibras na direção de solicitação mecânica com a adição de talco em
compósitos com teor de FV constante (20%) e aumento do comprimento médio
das fibras com a substituição de FV por talco em compósitos com teor total de
reforço constante (40%).
0
1
2
3
4
5
6
-0,1 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Fração mássica relativa de FV na concentração total de reforço
Mód
ulo
Elás
tico
sob
Traç
ão (M
Pa)
40 T
30 T
20 T
10 T
40 FV
30 FV
20 FV
10 FV
10FV30T
20FV20T
30FV10T20FV30T
20FV10T
Figura 5.28 Módulo Elástico de compósitos de PPcop em função da fração
mássica relativa de fibra de vidro na concentração total de reforços, em corpos
de prova sem linha de solda.
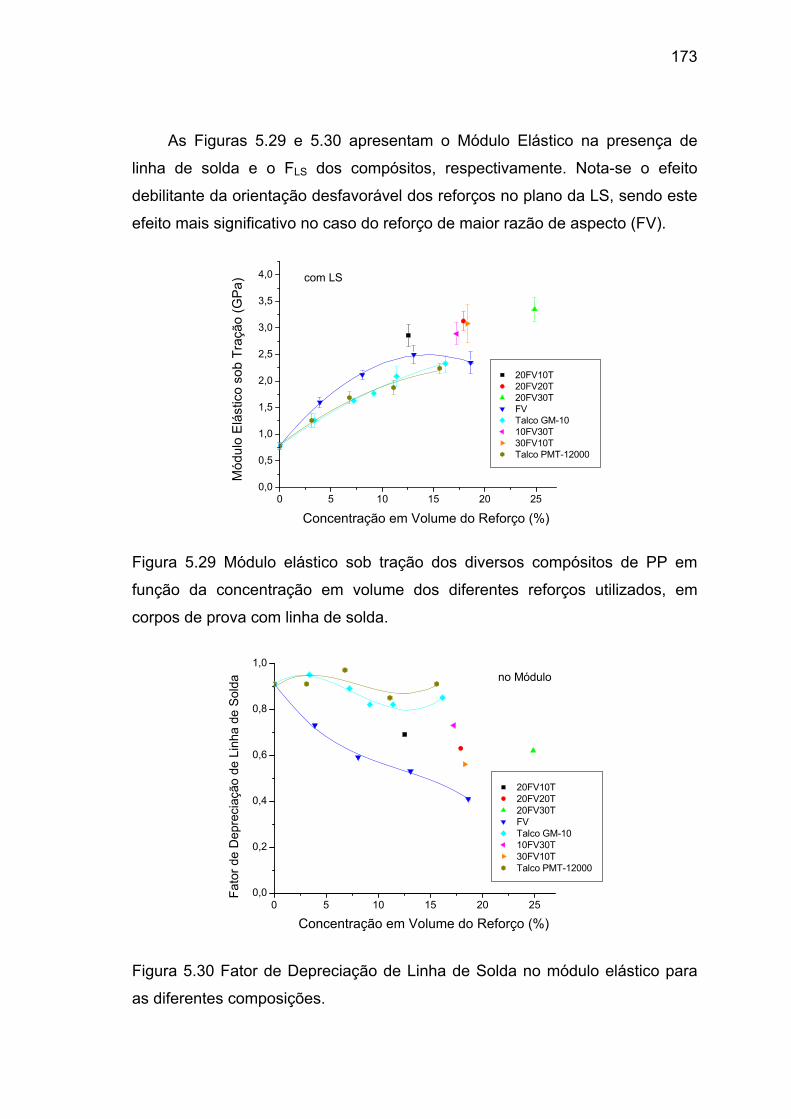
173
As Figuras 5.29 e 5.30 apresentam o Módulo Elástico na presença de
linha de solda e o FLS dos compósitos, respectivamente. Nota-se o efeito
debilitante da orientação desfavorável dos reforços no plano da LS, sendo este
efeito mais significativo no caso do reforço de maior razão de aspecto (FV).
0 5 10 15 20 250,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
Concentração em Volume do Reforço (%)
Mód
ulo
Elá
stic
o so
b Tr
ação
(GP
a) com LS
Figura 5.29 Módulo elástico sob tração dos diversos compósitos de PP em
função da concentração em volume dos diferentes reforços utilizados, em
corpos de prova com linha de solda.
0 5 10 15 20 250,0
0,2
0,4
0,6
0,8
1,0
20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
Concentração em Volume do Reforço (%)
Fato
r de
Dep
reci
ação
de
Linh
a de
Sol
da no Módulo
Figura 5.30 Fator de Depreciação de Linha de Solda no módulo elástico para
as diferentes composições.
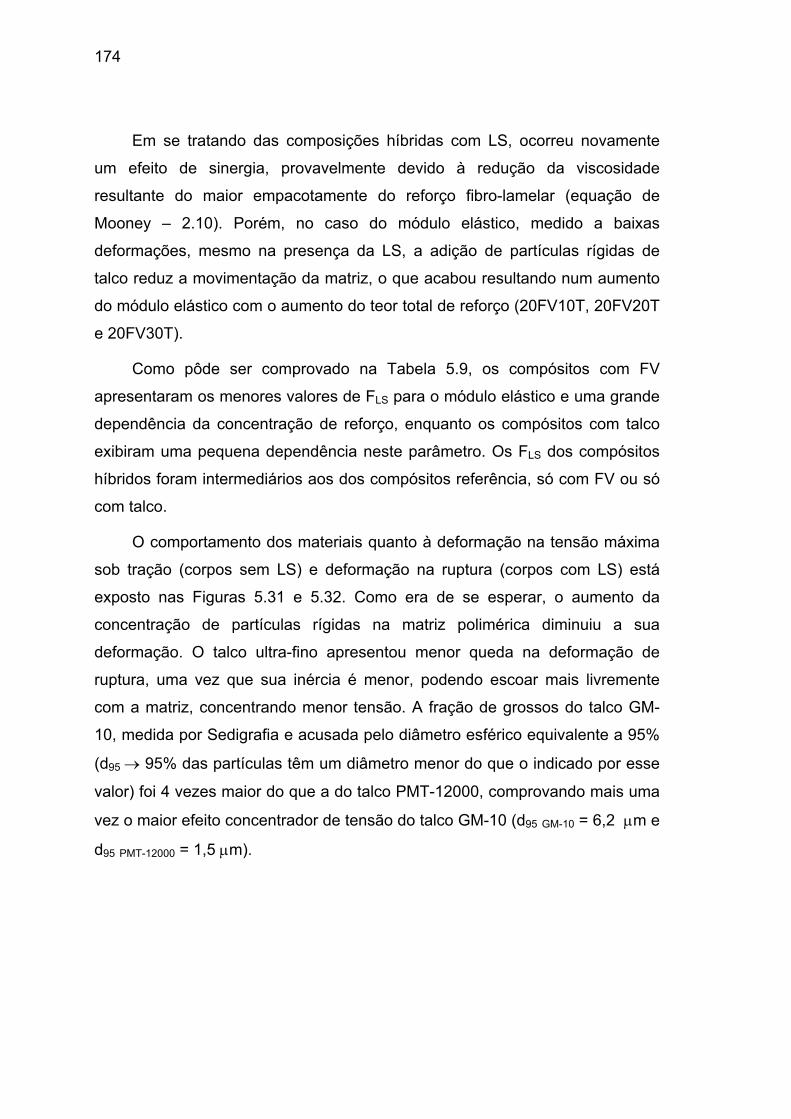
174
Em se tratando das composições híbridas com LS, ocorreu novamente
um efeito de sinergia, provavelmente devido à redução da viscosidade
resultante do maior empacotamente do reforço fibro-lamelar (equação de
Mooney – 2.10). Porém, no caso do módulo elástico, medido a baixas
deformações, mesmo na presença da LS, a adição de partículas rígidas de
talco reduz a movimentação da matriz, o que acabou resultando num aumento
do módulo elástico com o aumento do teor total de reforço (20FV10T, 20FV20T
e 20FV30T).
Como pôde ser comprovado na Tabela 5.9, os compósitos com FV
apresentaram os menores valores de FLS para o módulo elástico e uma grande
dependência da concentração de reforço, enquanto os compósitos com talco
exibiram uma pequena dependência neste parâmetro. Os FLS dos compósitos
híbridos foram intermediários aos dos compósitos referência, só com FV ou só
com talco.
O comportamento dos materiais quanto à deformação na tensão máxima
sob tração (corpos sem LS) e deformação na ruptura (corpos com LS) está
exposto nas Figuras 5.31 e 5.32. Como era de se esperar, o aumento da
concentração de partículas rígidas na matriz polimérica diminuiu a sua
deformação. O talco ultra-fino apresentou menor queda na deformação de
ruptura, uma vez que sua inércia é menor, podendo escoar mais livremente
com a matriz, concentrando menor tensão. A fração de grossos do talco GM-
10, medida por Sedigrafia e acusada pelo diâmetro esférico equivalente a 95%
(d95 → 95% das partículas têm um diâmetro menor do que o indicado por esse
valor) foi 4 vezes maior do que a do talco PMT-12000, comprovando mais uma
vez o maior efeito concentrador de tensão do talco GM-10 (d95 GM-10 = 6,2 μm e
d95 PMT-12000 = 1,5 μm).
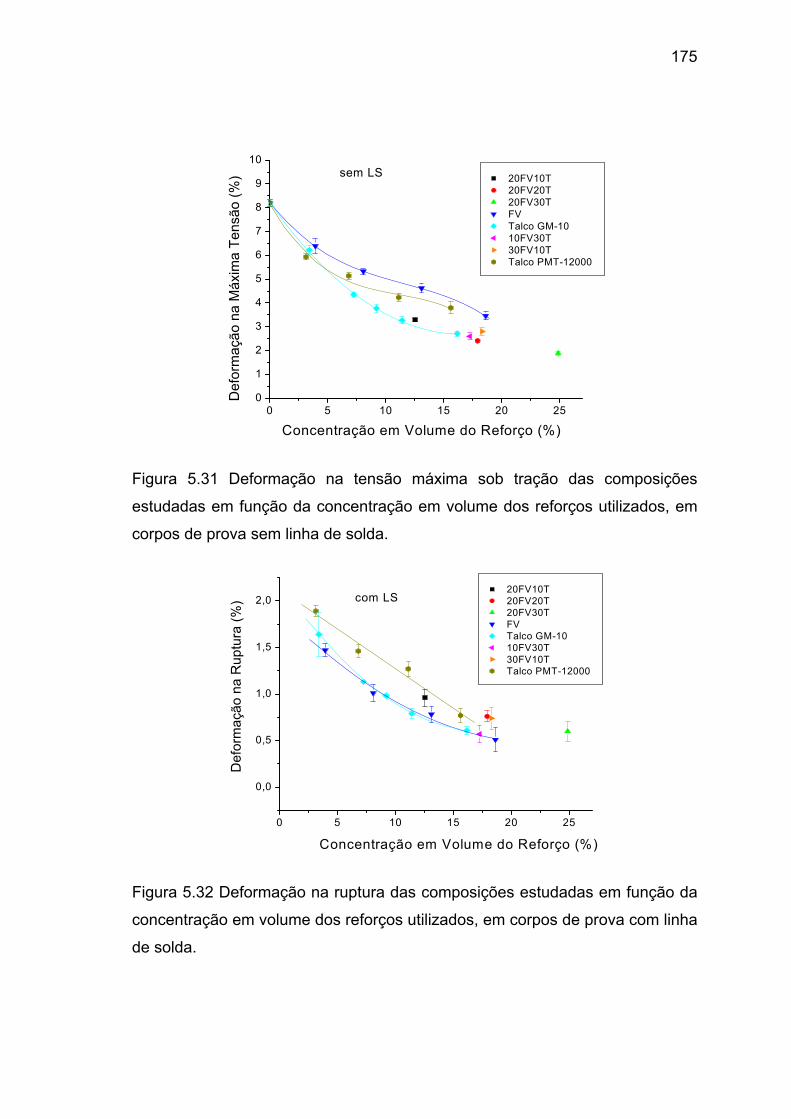
175
0 5 10 15 20 250
1
2
3
4
5
6
7
8
9
10
20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
Concentração em Volume do Reforço (%)
Def
orm
ação
na
Máx
ima
Tens
ão (%
) sem LS
Figura 5.31 Deformação na tensão máxima sob tração das composições
estudadas em função da concentração em volume dos reforços utilizados, em
corpos de prova sem linha de solda.
0 5 10 15 20 25
0,0
0,5
1,0
1,5
2,0
Def
orm
ação
na
Rup
tura
(%)
20FV10T 20FV20T 20FV30T FV Talco GM-10 10FV30T 30FV10T Talco PMT-12000
Concentração em Volume do Reforço (%)
com LS
Figura 5.32 Deformação na ruptura das composições estudadas em função da
concentração em volume dos reforços utilizados, em corpos de prova com linha
de solda.
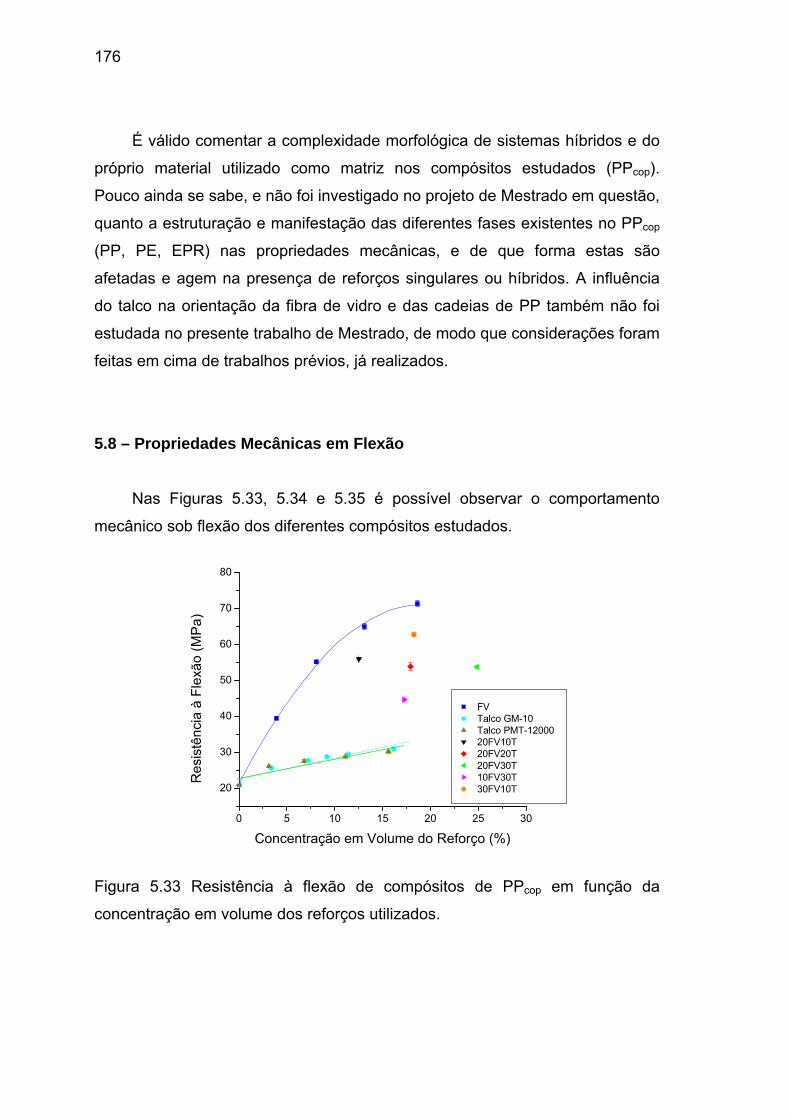
176
É válido comentar a complexidade morfológica de sistemas híbridos e do
próprio material utilizado como matriz nos compósitos estudados (PPcop).
Pouco ainda se sabe, e não foi investigado no projeto de Mestrado em questão,
quanto a estruturação e manifestação das diferentes fases existentes no PPcop
(PP, PE, EPR) nas propriedades mecânicas, e de que forma estas são
afetadas e agem na presença de reforços singulares ou híbridos. A influência
do talco na orientação da fibra de vidro e das cadeias de PP também não foi
estudada no presente trabalho de Mestrado, de modo que considerações foram
feitas em cima de trabalhos prévios, já realizados.
5.8 – Propriedades Mecânicas em Flexão
Nas Figuras 5.33, 5.34 e 5.35 é possível observar o comportamento
mecânico sob flexão dos diferentes compósitos estudados.
0 5 10 15 20 25 30
20
30
40
50
60
70
80
Res
istê
ncia
à F
lexã
o (M
Pa)
Concentração em Volume do Reforço (%)
FV Talco GM-10 Talco PMT-12000 20FV10T 20FV20T 20FV30T 10FV30T 30FV10T
Figura 5.33 Resistência à flexão de compósitos de PPcop em função da
concentração em volume dos reforços utilizados.
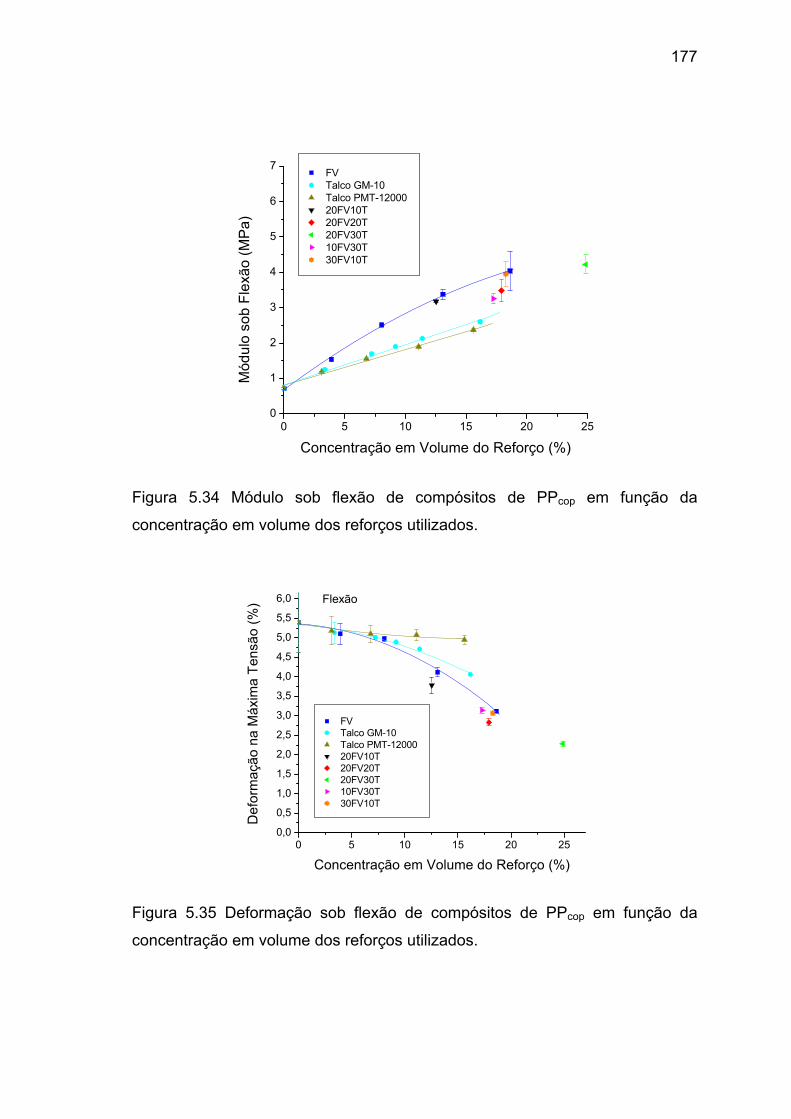
177
0 5 10 15 20 250
1
2
3
4
5
6
7
Mód
ulo
sob
Flex
ão (M
Pa)
Concentração em Volume do Reforço (%)
FV Talco GM-10 Talco PMT-12000 20FV10T 20FV20T 20FV30T 10FV30T 30FV10T
Figura 5.34 Módulo sob flexão de compósitos de PPcop em função da
concentração em volume dos reforços utilizados.
0 5 10 15 20 250,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
Def
orm
ação
na
Máx
ima
Tens
ão (%
)
Concentração em Volume do Reforço (%)
FV Talco GM-10 Talco PMT-12000 20FV10T 20FV20T 20FV30T 10FV30T 30FV10T
Flexão
Figura 5.35 Deformação sob flexão de compósitos de PPcop em função da
concentração em volume dos reforços utilizados.
178
Como é possível perceber através das figuras acima, o comportamento
mecânico quanto à resistência e ao módulo elástico em flexão foi similar ao
observado na tração dos compósitos sem linha de solda. Novamente o
incremento da FV na resistência e no módulo foi significativo, enquanto a
influência dos talcos não foi tão determinante, apesar de ser possível notar o
aprimoramento dessas propriedades.
A resistência à flexão e o módulo dos compósitos híbridos também foram
intermediários aos valores encontrados para os compósitos “referência”. A
substituição gradual de FV por talco, mantendo a concentração total de reforço
constante em 40%, diminui a resistência à flexão e o módulo elástico,
distanciando os valores daqueles encontrados para o compósito com 40% de
FV. No caso dos híbridos com concentração constante de FV igual a 20%,
notou-se uma queda na resistência à flexão com a adição de talco, o que deve
ser decorrente também da quebra da FV. Com relação ao módulo elástico,
medido a pequenas deformações, a adição gradual de talco no compósito com
concentração constante de 20% de FV levou ao incremento dessa propriedade,
uma vez que dificultou a movimentação da matriz polimérica, enrijecendo-a.
5.9 – Resistência ao Impacto Izod
Na Figura 5.36 é possível ver o resultado do teste de resistência ao
impacto pendular com geometria Izod de CP com entalhe padrão (raio do cume
= 0,25 mm) feito para as diferentes composições.
A resistência ao impacto diminuiu com o acréscimo de talco ou de FV
devido ao efeito concentrador de tensão desses reforços na matriz de PPcop, de
grande ductilidade. A maior dimensão das FV comparativamente ao talco fez
com que esse efeito concentrador de tensão também fosse superior. A
presença da FV também nos compósitos híbridos foi determinante para sua
baixa resistência ao impacto.
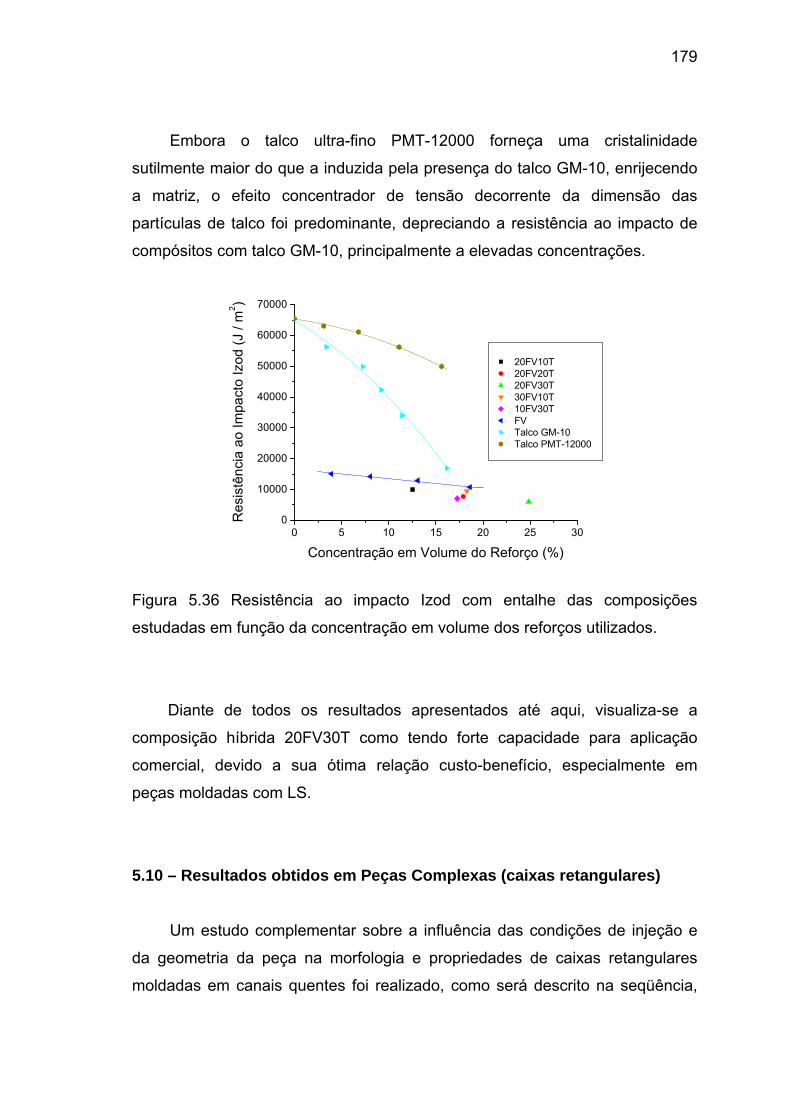
179
Embora o talco ultra-fino PMT-12000 forneça uma cristalinidade
sutilmente maior do que a induzida pela presença do talco GM-10, enrijecendo
a matriz, o efeito concentrador de tensão decorrente da dimensão das
partículas de talco foi predominante, depreciando a resistência ao impacto de
compósitos com talco GM-10, principalmente a elevadas concentrações.
0 5 10 15 20 25 300
10000
20000
30000
40000
50000
60000
70000
Res
istê
ncia
ao
Impa
cto
Izod
(J /
m2 )
Concentração em Volume do Reforço (%)
20FV10T 20FV20T 20FV30T 30FV10T 10FV30T FV Talco GM-10 Talco PMT-12000
Figura 5.36 Resistência ao impacto Izod com entalhe das composições
estudadas em função da concentração em volume dos reforços utilizados.
Diante de todos os resultados apresentados até aqui, visualiza-se a
composição híbrida 20FV30T como tendo forte capacidade para aplicação
comercial, devido a sua ótima relação custo-benefício, especialmente em
peças moldadas com LS.
5.10 – Resultados obtidos em Peças Complexas (caixas retangulares)
Um estudo complementar sobre a influência das condições de injeção e
da geometria da peça na morfologia e propriedades de caixas retangulares
moldadas em canais quentes foi realizado, como será descrito na seqüência,
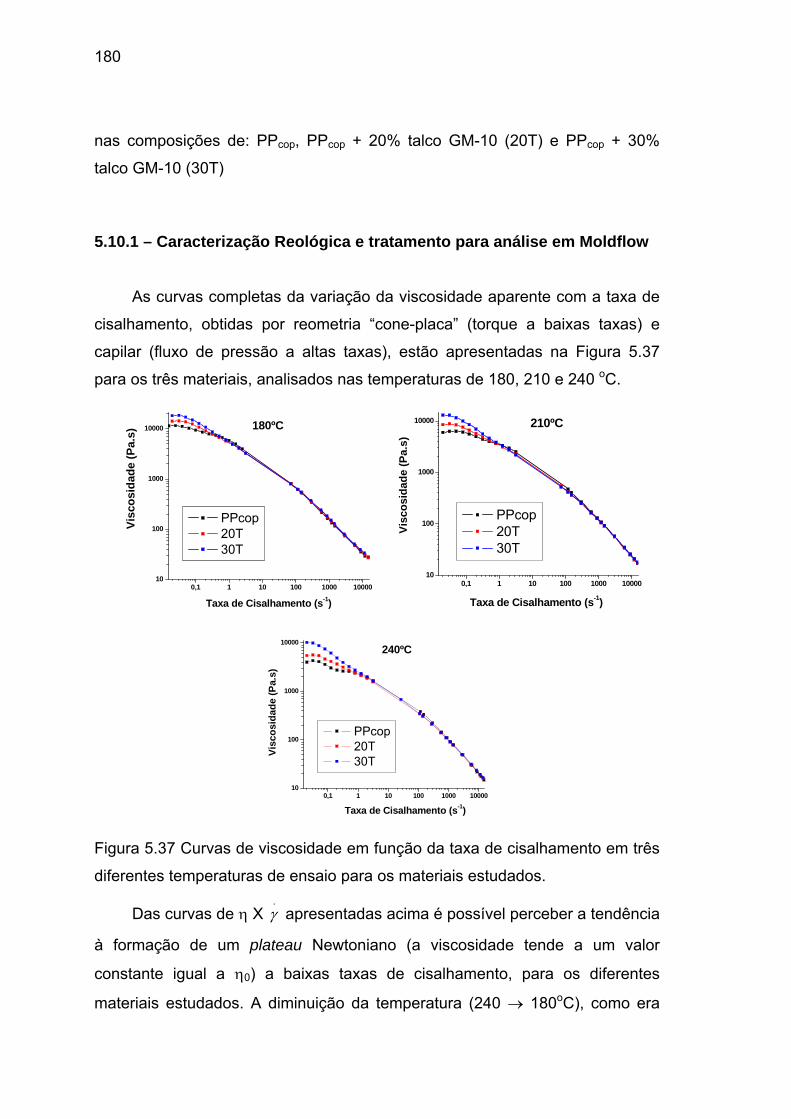
180
nas composições de: PPcop, PPcop + 20% talco GM-10 (20T) e PPcop + 30%
talco GM-10 (30T)
5.10.1 – Caracterização Reológica e tratamento para análise em Moldflow
As curvas completas da variação da viscosidade aparente com a taxa de
cisalhamento, obtidas por reometria “cone-placa” (torque a baixas taxas) e
capilar (fluxo de pressão a altas taxas), estão apresentadas na Figura 5.37
para os três materiais, analisados nas temperaturas de 180, 210 e 240 oC.
0,1 1 10 100 1000 1000010
100
1000
10000
Visc
osid
ade
(Pa.
s)
Taxa de Cisalhamento (s-1)
PPcop 20T 30T
180ºC
0,1 1 10 100 1000 1000010
100
1000
10000
PPcop 20T 30T
Taxa de Cisalhamento (s-1)
Visc
osid
ade
(Pa.
s)
210ºC
0,1 1 10 100 1000 1000010
100
1000
10000
PPcop 20T 30T
Taxa de Cisalhamento (s-1)
Visc
osid
ade
(Pa.
s)
240ºC
Figura 5.37 Curvas de viscosidade em função da taxa de cisalhamento em três
diferentes temperaturas de ensaio para os materiais estudados.
Das curvas de η X .γ apresentadas acima é possível perceber a tendência
à formação de um plateau Newtoniano (a viscosidade tende a um valor
constante igual a η0) a baixas taxas de cisalhamento, para os diferentes
materiais estudados. A diminuição da temperatura (240 → 180oC), como era
181
esperado, deslocou as curvas para cima devido ao aumento da viscosidade do
fundido (diminuição da mobilidade molecular do polímero), que se refletiu no
aumento de η0.
A presença de partículas rígidas de talco também levou a um aumento da
viscosidade a baixas taxas de cisalhamento, o que tende a piorar a adesão
molecular na região da linha de solda, constituída a baixas velocidades/taxas.
O efeito benéfico de indução de emaranhamento das cadeias na região de LS
pela pressão de compactação também é diminuído com o aumento da
viscosidade do fundido.
O aumento da taxa de cisalhamento faz com que as lamelas de talco
sejam, cada vez mais, forçadas a se orientarem no sentido do fluxo, de modo
que é diminuída a resistência ao escoamento e a viscosidade cai,
aproximando-se da viscosidade do polímero não carregado a altas taxas de
cisalhamento.
Diante desses resultados foi possível fazer o ajuste da curva de
viscosidade versus taxa de cisalhamento segundo a equação de Cross-WLF
(Equação 4.20), que é o único modelo de viscosidade disponível no programa
Moldflow, e obter os parâmetros desconhecidos, apresentados no item 4.2.10.1
(τ* e n), por iterações computacionais feitas no programa Origin 7.0. Para cada
temperatura de ensaio foram obtidos valores diferentes de τ* e n, de modo que
se optou por inserir no programa Moldflow a média dos valores encontrados.
Um exemplo de ajuste da curva ao modelo de Cross é apresentado na Figura
5.38 para o PPcop ensaiado a 180oC.
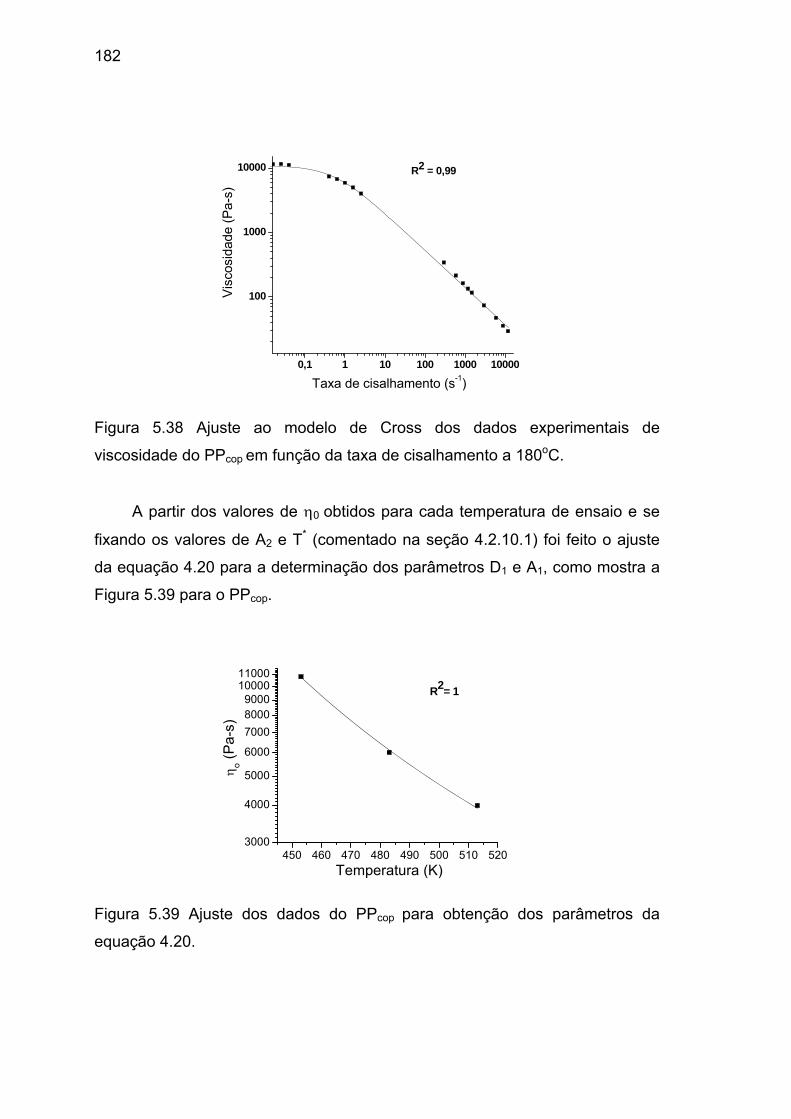
182
0,1 1 10 100 1000 10000
100
1000
10000
Taxa de cisalhamento (s-1)
Vis
cosi
dade
(Pa-
s)
R2 = 0,99
Figura 5.38 Ajuste ao modelo de Cross dos dados experimentais de
viscosidade do PPcop em função da taxa de cisalhamento a 180oC.
A partir dos valores de η0 obtidos para cada temperatura de ensaio e se
fixando os valores de A2 e T* (comentado na seção 4.2.10.1) foi feito o ajuste
da equação 4.20 para a determinação dos parâmetros D1 e A1, como mostra a
Figura 5.39 para o PPcop.
450 460 470 480 490 500 510 5203000
4000
5000
6000
700080009000
1000011000
Temperatura (K)
η o (Pa-
s)
R2= 1
Figura 5.39 Ajuste dos dados do PPcop para obtenção dos parâmetros da
equação 4.20.
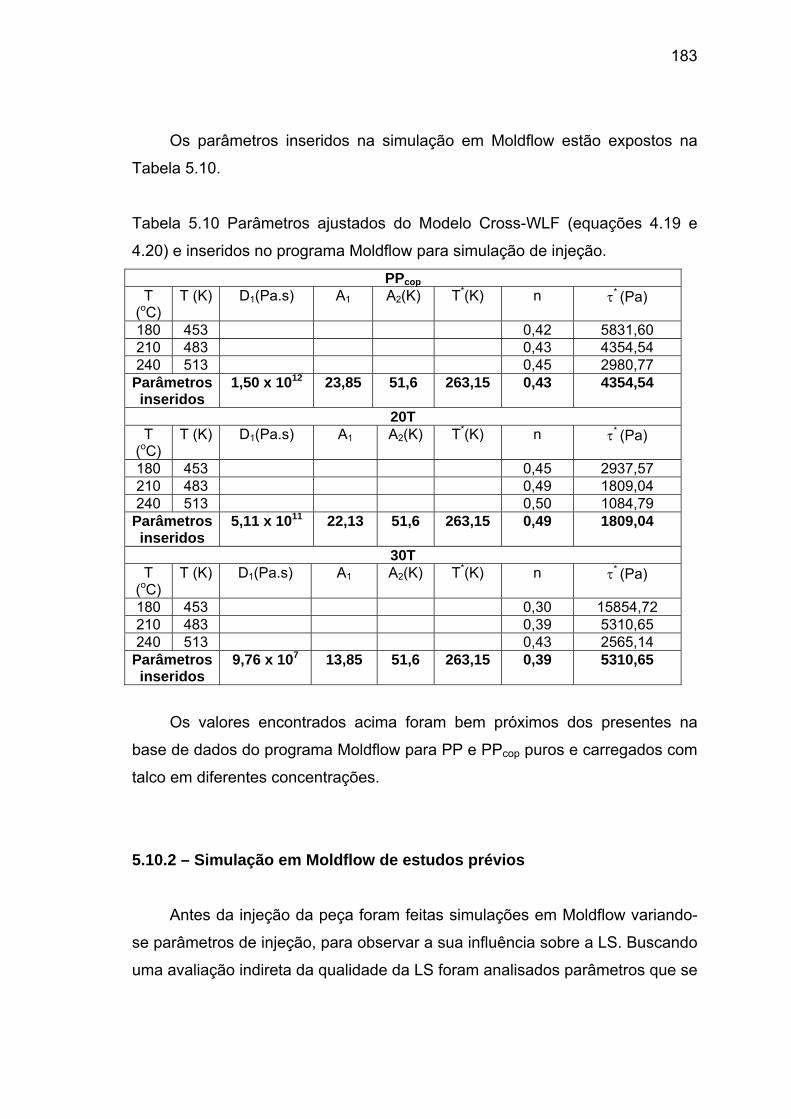
183
Os parâmetros inseridos na simulação em Moldflow estão expostos na
Tabela 5.10.
Tabela 5.10 Parâmetros ajustados do Modelo Cross-WLF (equações 4.19 e
4.20) e inseridos no programa Moldflow para simulação de injeção.
PPcop T
(oC) T (K) D1(Pa.s) A1 A2(K) T*(K) n τ* (Pa)
180 453 0,42 5831,60 210 483 0,43 4354,54 240 513 0,45 2980,77
Parâmetros inseridos
1,50 x 1012 23,85 51,6 263,15 0,43 4354,54
20T T
(oC) T (K) D1(Pa.s) A1 A2(K) T*(K) n τ* (Pa)
180 453 0,45 2937,57 210 483 0,49 1809,04 240 513 0,50 1084,79
Parâmetros inseridos
5,11 x 1011 22,13 51,6 263,15 0,49 1809,04
30T T
(oC) T (K) D1(Pa.s) A1 A2(K) T*(K) n τ* (Pa)
180 453 0,30 15854,72 210 483 0,39 5310,65 240 513 0,43 2565,14
Parâmetros inseridos
9,76 x 107 13,85 51,6 263,15 0,39 5310,65
Os valores encontrados acima foram bem próximos dos presentes na
base de dados do programa Moldflow para PP e PPcop puros e carregados com
talco em diferentes concentrações.
5.10.2 – Simulação em Moldflow de estudos prévios
Antes da injeção da peça foram feitas simulações em Moldflow variando-
se parâmetros de injeção, para observar a sua influência sobre a LS. Buscando
uma avaliação indireta da qualidade da LS foram analisados parâmetros que se
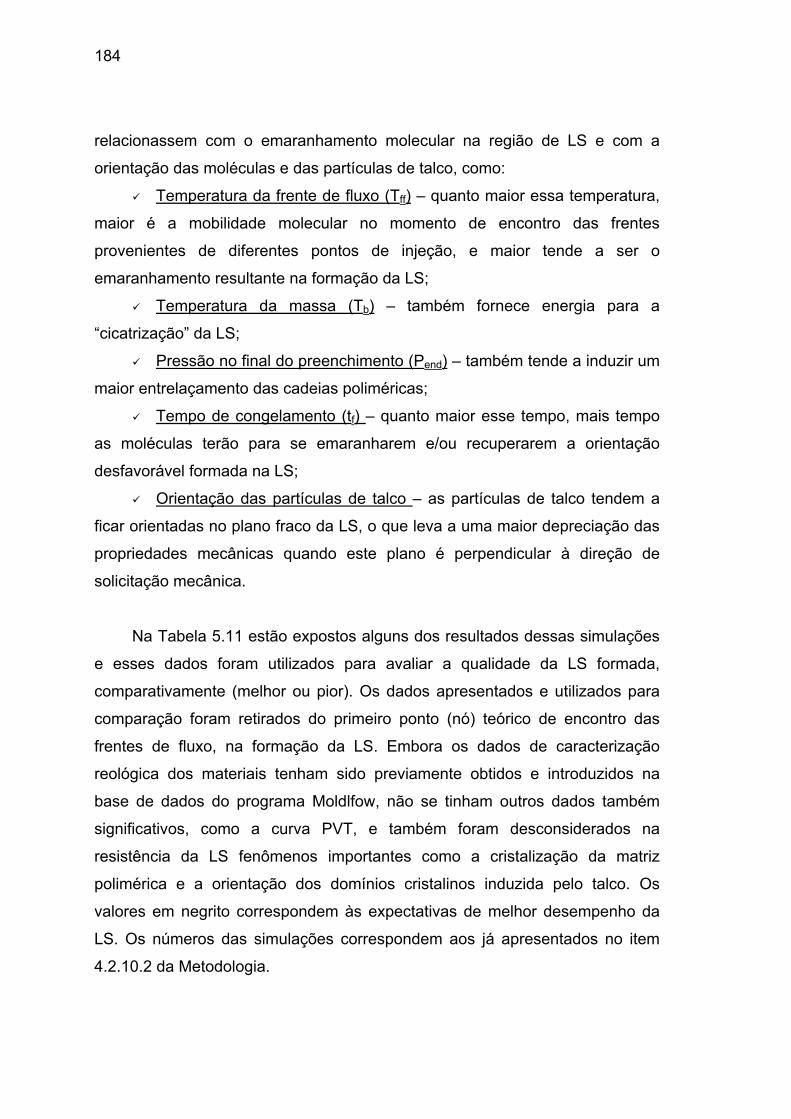
184
relacionassem com o emaranhamento molecular na região de LS e com a
orientação das moléculas e das partículas de talco, como:
Temperatura da frente de fluxo (Tff) – quanto maior essa temperatura,
maior é a mobilidade molecular no momento de encontro das frentes
provenientes de diferentes pontos de injeção, e maior tende a ser o
emaranhamento resultante na formação da LS;
Temperatura da massa (Tb) – também fornece energia para a
“cicatrização” da LS;
Pressão no final do preenchimento (Pend) – também tende a induzir um
maior entrelaçamento das cadeias poliméricas;
Tempo de congelamento (tf) – quanto maior esse tempo, mais tempo
as moléculas terão para se emaranharem e/ou recuperarem a orientação
desfavorável formada na LS;
Orientação das partículas de talco – as partículas de talco tendem a
ficar orientadas no plano fraco da LS, o que leva a uma maior depreciação das
propriedades mecânicas quando este plano é perpendicular à direção de
solicitação mecânica.
Na Tabela 5.11 estão expostos alguns dos resultados dessas simulações
e esses dados foram utilizados para avaliar a qualidade da LS formada,
comparativamente (melhor ou pior). Os dados apresentados e utilizados para
comparação foram retirados do primeiro ponto (nó) teórico de encontro das
frentes de fluxo, na formação da LS. Embora os dados de caracterização
reológica dos materiais tenham sido previamente obtidos e introduzidos na
base de dados do programa Moldlfow, não se tinham outros dados também
significativos, como a curva PVT, e também foram desconsiderados na
resistência da LS fenômenos importantes como a cristalização da matriz
polimérica e a orientação dos domínios cristalinos induzida pelo talco. Os
valores em negrito correspondem às expectativas de melhor desempenho da
LS. Os números das simulações correspondem aos já apresentados no item
4.2.10.2 da Metodologia.
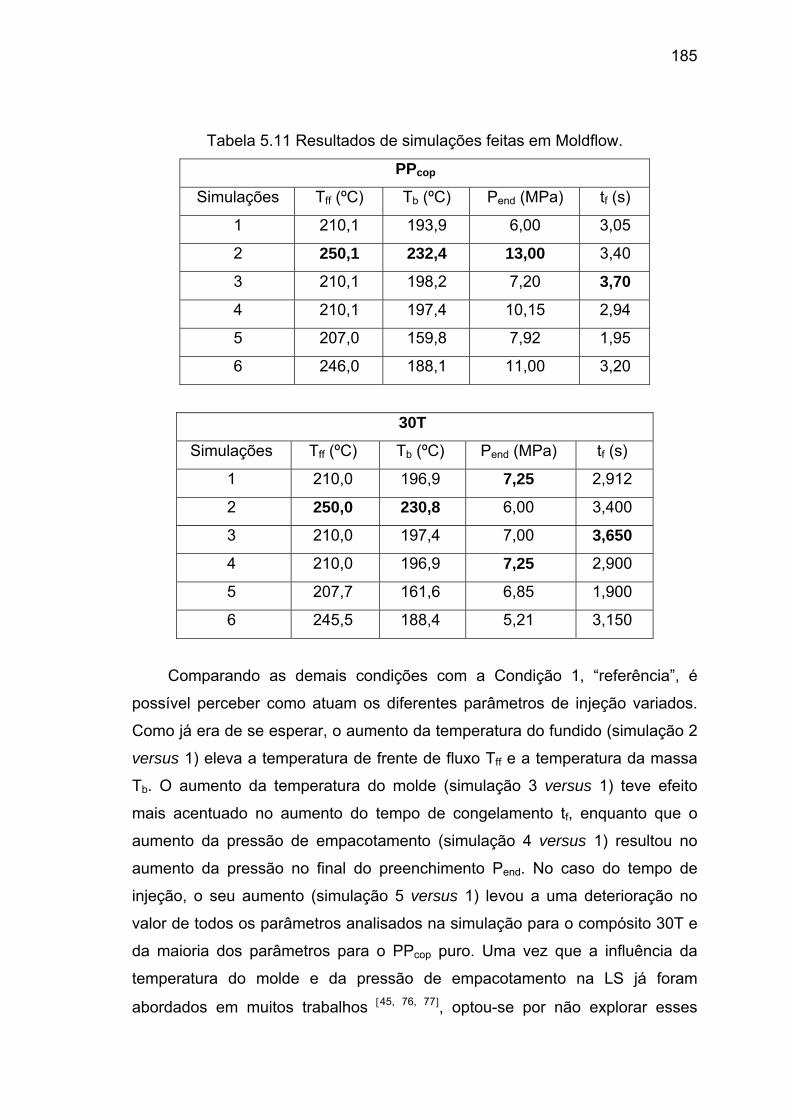
185
Tabela 5.11 Resultados de simulações feitas em Moldflow.
PPcop
Simulações Tff (ºC) Tb (ºC) Pend (MPa) tf (s)
1 210,1 193,9 6,00 3,05
2 250,1 232,4 13,00 3,40
3 210,1 198,2 7,20 3,70
4 210,1 197,4 10,15 2,94
5 207,0 159,8 7,92 1,95
6 246,0 188,1 11,00 3,20
30T
Simulações Tff (ºC) Tb (ºC) Pend (MPa) tf (s)
1 210,0 196,9 7,25 2,912
2 250,0 230,8 6,00 3,400
3 210,0 197,4 7,00 3,650
4 210,0 196,9 7,25 2,900
5 207,7 161,6 6,85 1,900
6 245,5 188,4 5,21 3,150
Comparando as demais condições com a Condição 1, “referência”, é
possível perceber como atuam os diferentes parâmetros de injeção variados.
Como já era de se esperar, o aumento da temperatura do fundido (simulação 2
versus 1) eleva a temperatura de frente de fluxo Tff e a temperatura da massa
Tb. O aumento da temperatura do molde (simulação 3 versus 1) teve efeito
mais acentuado no aumento do tempo de congelamento tf, enquanto que o
aumento da pressão de empacotamento (simulação 4 versus 1) resultou no
aumento da pressão no final do preenchimento Pend. No caso do tempo de
injeção, o seu aumento (simulação 5 versus 1) levou a uma deterioração no
valor de todos os parâmetros analisados na simulação para o compósito 30T e
da maioria dos parâmetros para o PPcop puro. Uma vez que a influência da
temperatura do molde e da pressão de empacotamento na LS já foram
abordados em muitos trabalhos [45, 76, 77], optou-se por não explorar esses
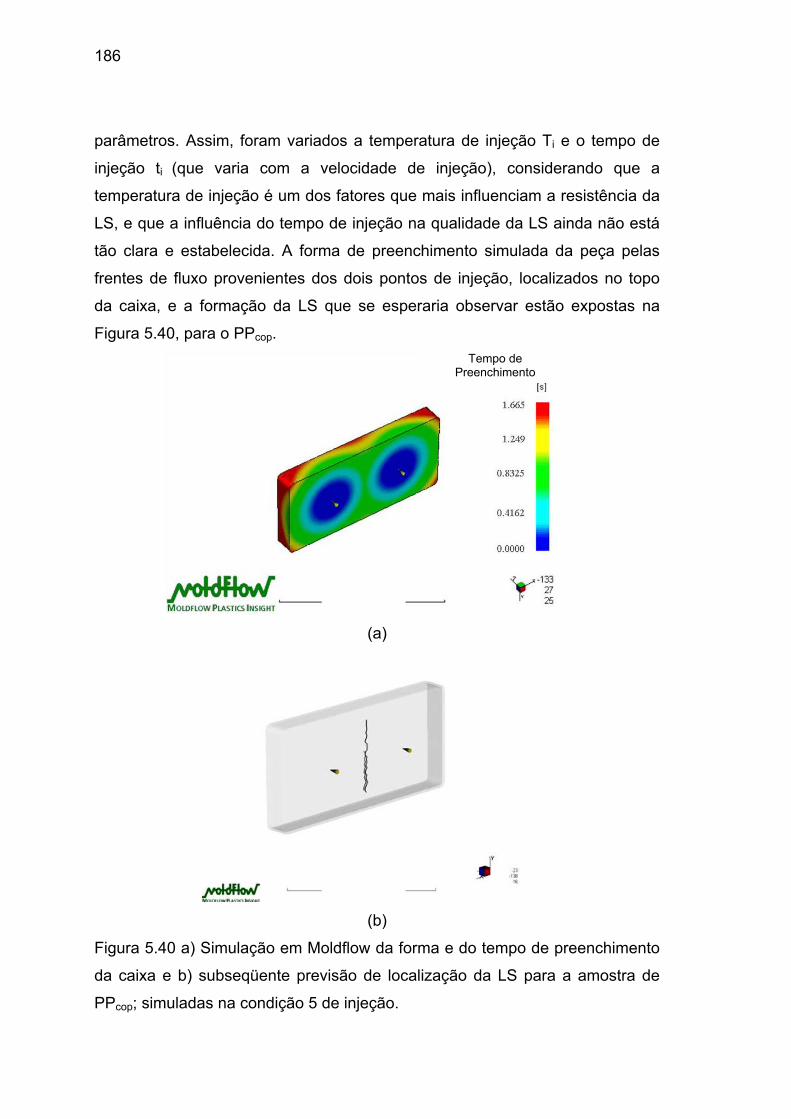
186
parâmetros. Assim, foram variados a temperatura de injeção Ti e o tempo de
injeção ti (que varia com a velocidade de injeção), considerando que a
temperatura de injeção é um dos fatores que mais influenciam a resistência da
LS, e que a influência do tempo de injeção na qualidade da LS ainda não está
tão clara e estabelecida. A forma de preenchimento simulada da peça pelas
frentes de fluxo provenientes dos dois pontos de injeção, localizados no topo
da caixa, e a formação da LS que se esperaria observar estão expostas na
Figura 5.40, para o PPcop.
(a)
(b)
Figura 5.40 a) Simulação em Moldflow da forma e do tempo de preenchimento
da caixa e b) subseqüente previsão de localização da LS para a amostra de
PPcop; simuladas na condição 5 de injeção.
Tempo de Preenchimento
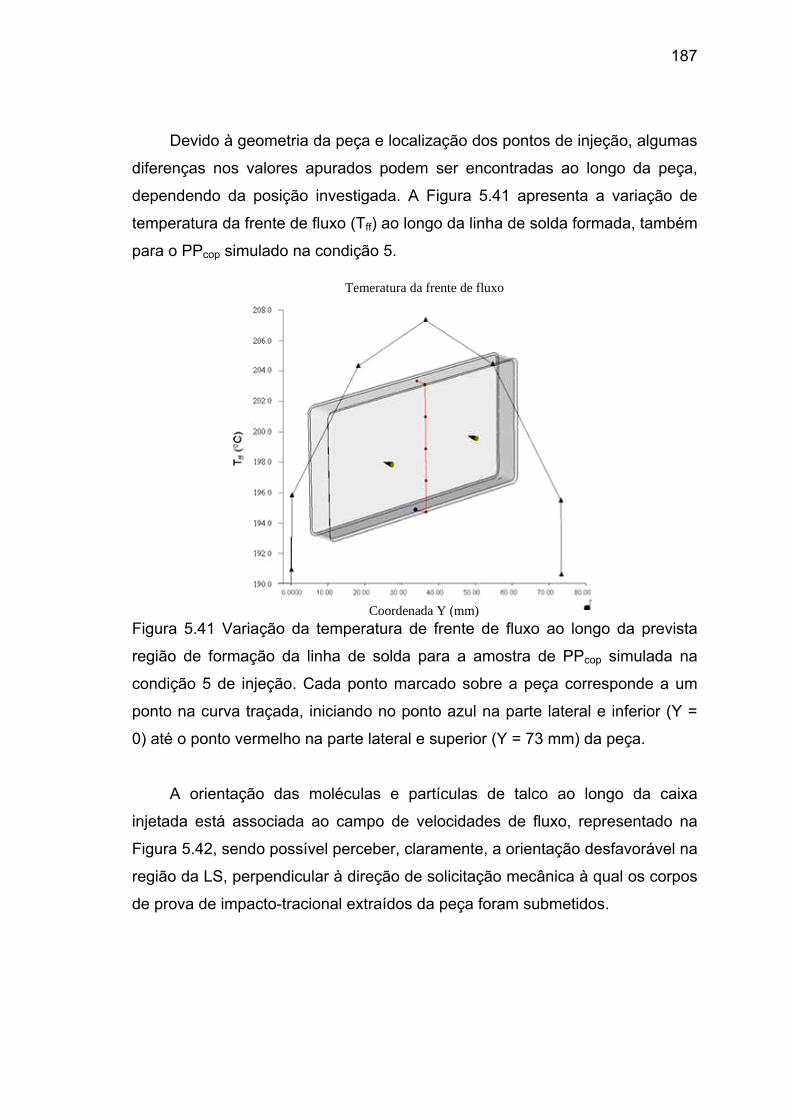
187
Devido à geometria da peça e localização dos pontos de injeção, algumas
diferenças nos valores apurados podem ser encontradas ao longo da peça,
dependendo da posição investigada. A Figura 5.41 apresenta a variação de
temperatura da frente de fluxo (Tff) ao longo da linha de solda formada, também
para o PPcop simulado na condição 5.
Figura 5.41 Variação da temperatura de frente de fluxo ao longo da prevista
região de formação da linha de solda para a amostra de PPcop simulada na
condição 5 de injeção. Cada ponto marcado sobre a peça corresponde a um
ponto na curva traçada, iniciando no ponto azul na parte lateral e inferior (Y =
0) até o ponto vermelho na parte lateral e superior (Y = 73 mm) da peça.
A orientação das moléculas e partículas de talco ao longo da caixa
injetada está associada ao campo de velocidades de fluxo, representado na
Figura 5.42, sendo possível perceber, claramente, a orientação desfavorável na
região da LS, perpendicular à direção de solicitação mecânica à qual os corpos
de prova de impacto-tracional extraídos da peça foram submetidos.
Temeratura da frente de fluxo
Coordenada Y (mm)
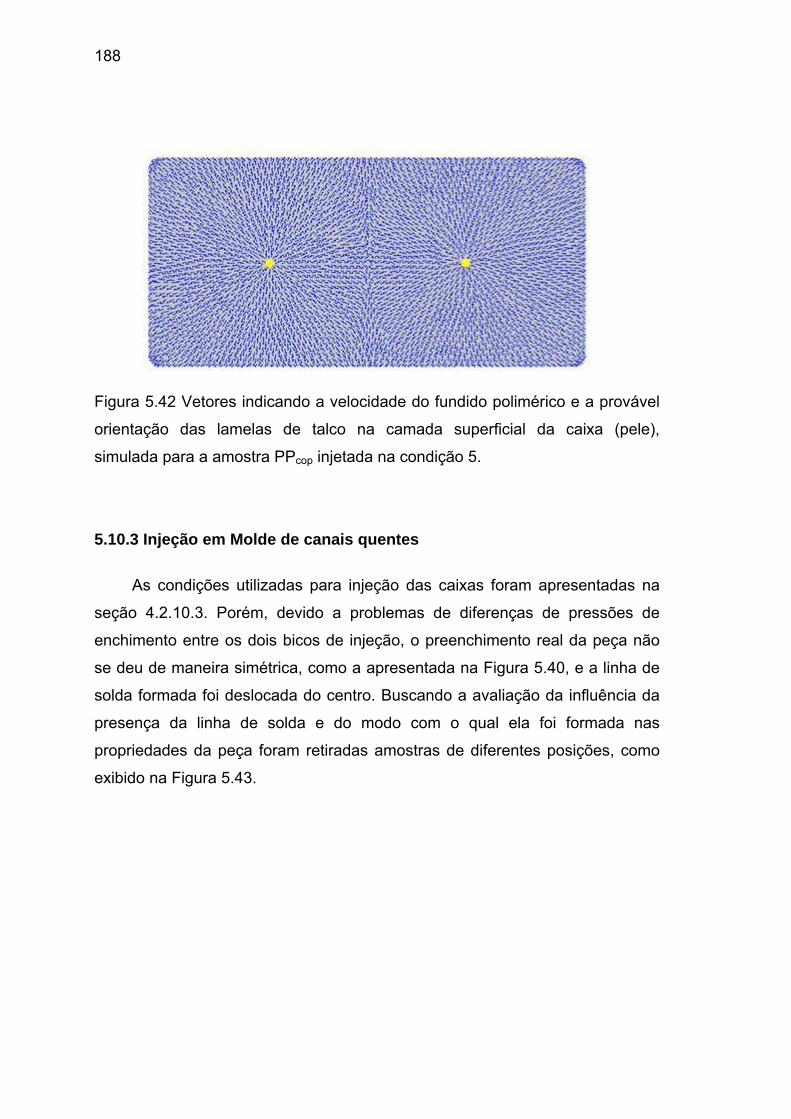
188
Figura 5.42 Vetores indicando a velocidade do fundido polimérico e a provável
orientação das lamelas de talco na camada superficial da caixa (pele),
simulada para a amostra PPcop injetada na condição 5.
5.10.3 Injeção em Molde de canais quentes
As condições utilizadas para injeção das caixas foram apresentadas na
seção 4.2.10.3. Porém, devido a problemas de diferenças de pressões de
enchimento entre os dois bicos de injeção, o preenchimento real da peça não
se deu de maneira simétrica, como a apresentada na Figura 5.40, e a linha de
solda formada foi deslocada do centro. Buscando a avaliação da influência da
presença da linha de solda e do modo com o qual ela foi formada nas
propriedades da peça foram retiradas amostras de diferentes posições, como
exibido na Figura 5.43.
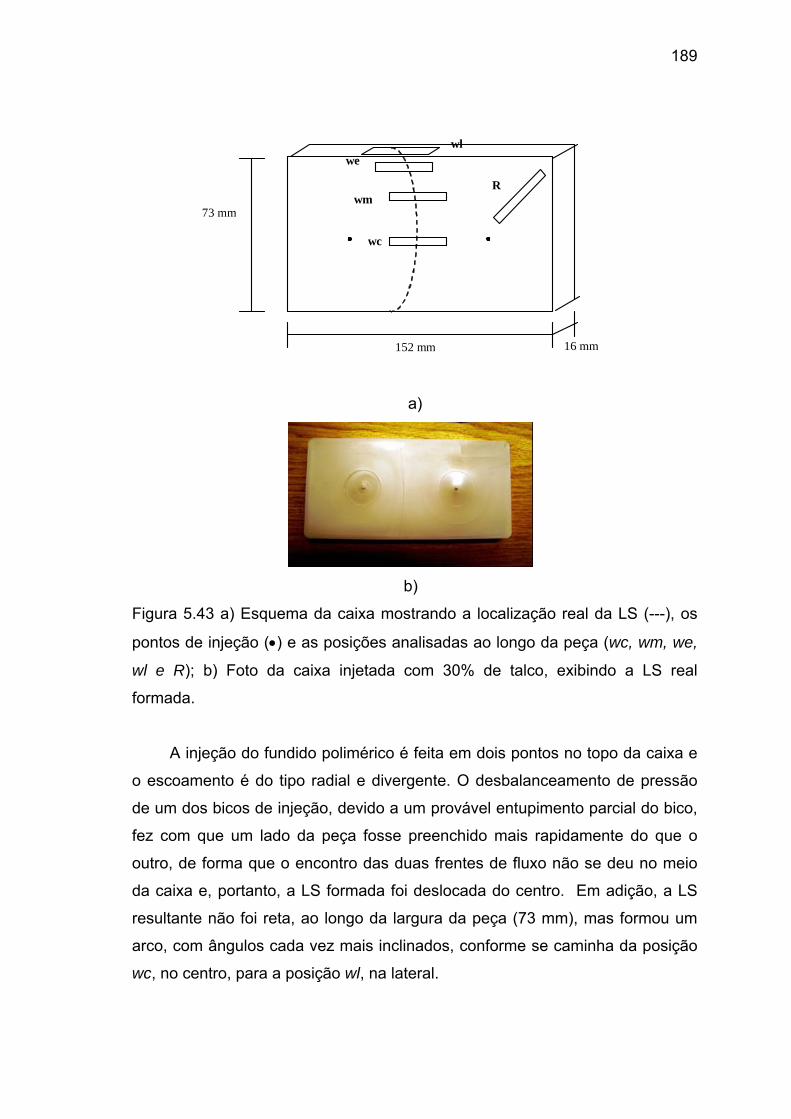
189
73 mm
152 mm 16 mm
we wl
wm
wc
R
a)
b)
Figura 5.43 a) Esquema da caixa mostrando a localização real da LS (---), os
pontos de injeção (•) e as posições analisadas ao longo da peça (wc, wm, we,
wl e R); b) Foto da caixa injetada com 30% de talco, exibindo a LS real
formada.
A injeção do fundido polimérico é feita em dois pontos no topo da caixa e
o escoamento é do tipo radial e divergente. O desbalanceamento de pressão
de um dos bicos de injeção, devido a um provável entupimento parcial do bico,
fez com que um lado da peça fosse preenchido mais rapidamente do que o
outro, de forma que o encontro das duas frentes de fluxo não se deu no meio
da caixa e, portanto, a LS formada foi deslocada do centro. Em adição, a LS
resultante não foi reta, ao longo da largura da peça (73 mm), mas formou um
arco, com ângulos cada vez mais inclinados, conforme se caminha da posição
wc, no centro, para a posição wl, na lateral.
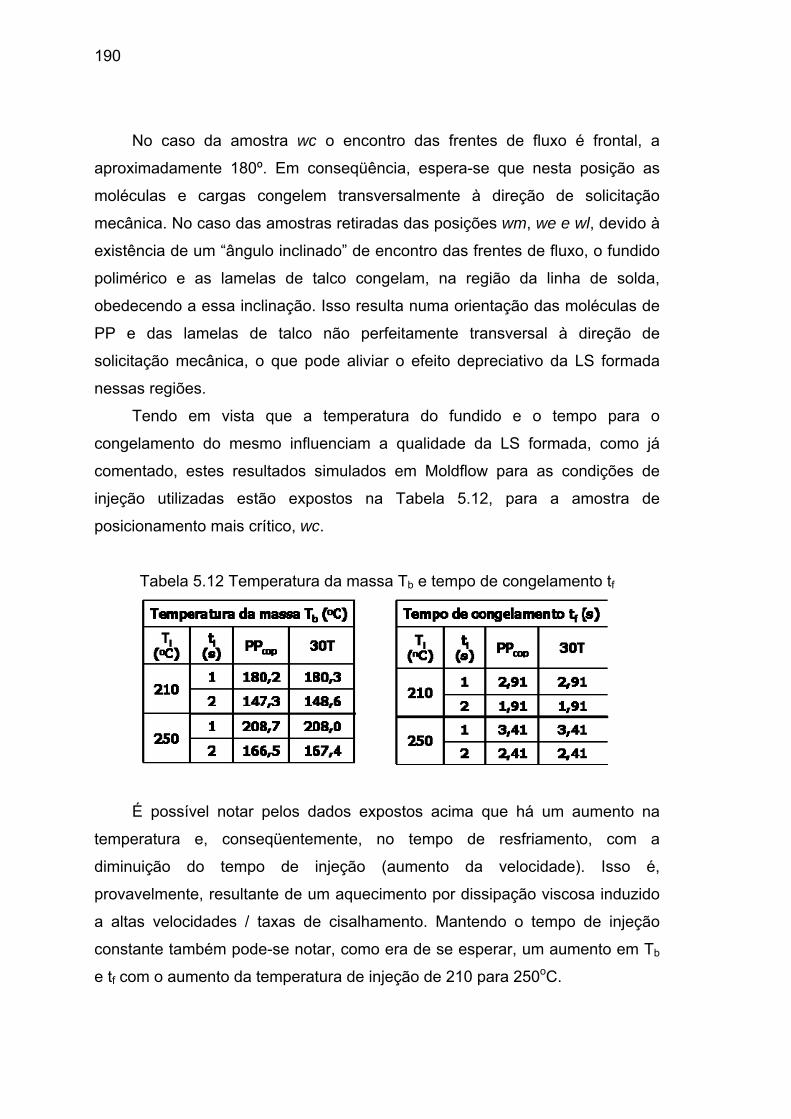
190
No caso da amostra wc o encontro das frentes de fluxo é frontal, a
aproximadamente 180º. Em conseqüência, espera-se que nesta posição as
moléculas e cargas congelem transversalmente à direção de solicitação
mecânica. No caso das amostras retiradas das posições wm, we e wl, devido à
existência de um “ângulo inclinado” de encontro das frentes de fluxo, o fundido
polimérico e as lamelas de talco congelam, na região da linha de solda,
obedecendo a essa inclinação. Isso resulta numa orientação das moléculas de
PP e das lamelas de talco não perfeitamente transversal à direção de
solicitação mecânica, o que pode aliviar o efeito depreciativo da LS formada
nessas regiões.
Tendo em vista que a temperatura do fundido e o tempo para o
congelamento do mesmo influenciam a qualidade da LS formada, como já
comentado, estes resultados simulados em Moldflow para as condições de
injeção utilizadas estão expostos na Tabela 5.12, para a amostra de
posicionamento mais crítico, wc.
Tabela 5.12 Temperatura da massa Tb e tempo de congelamento tf
É possível notar pelos dados expostos acima que há um aumento na
temperatura e, conseqüentemente, no tempo de resfriamento, com a
diminuição do tempo de injeção (aumento da velocidade). Isso é,
provavelmente, resultante de um aquecimento por dissipação viscosa induzido
a altas velocidades / taxas de cisalhamento. Mantendo o tempo de injeção
constante também pode-se notar, como era de se esperar, um aumento em Tb
e tf com o aumento da temperatura de injeção de 210 para 250oC.
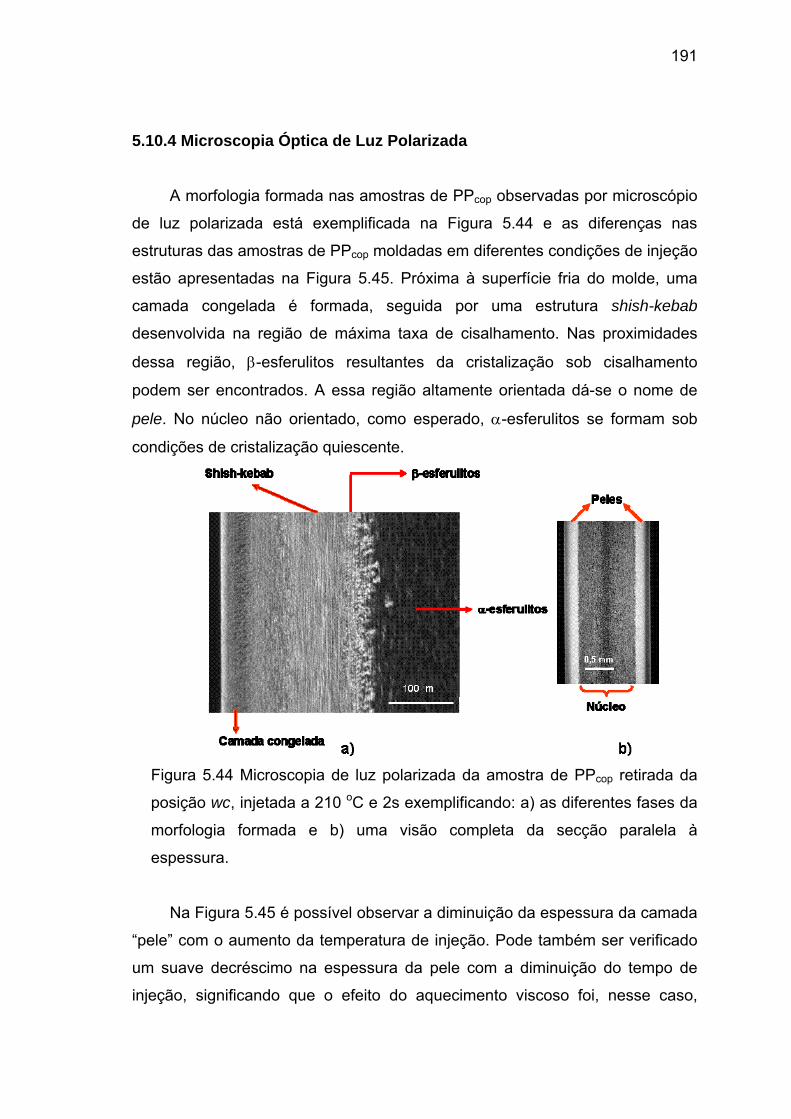
191
5.10.4 Microscopia Óptica de Luz Polarizada
A morfologia formada nas amostras de PPcop observadas por microscópio
de luz polarizada está exemplificada na Figura 5.44 e as diferenças nas
estruturas das amostras de PPcop moldadas em diferentes condições de injeção
estão apresentadas na Figura 5.45. Próxima à superfície fria do molde, uma
camada congelada é formada, seguida por uma estrutura shish-kebab
desenvolvida na região de máxima taxa de cisalhamento. Nas proximidades
dessa região, β-esferulitos resultantes da cristalização sob cisalhamento
podem ser encontrados. A essa região altamente orientada dá-se o nome de
pele. No núcleo não orientado, como esperado, α-esferulitos se formam sob
condições de cristalização quiescente.
Figura 5.44 Microscopia de luz polarizada da amostra de PPcop retirada da
posição wc, injetada a 210 oC e 2s exemplificando: a) as diferentes fases da
morfologia formada e b) uma visão completa da secção paralela à
espessura.
Na Figura 5.45 é possível observar a diminuição da espessura da camada
“pele” com o aumento da temperatura de injeção. Pode também ser verificado
um suave decréscimo na espessura da pele com a diminuição do tempo de
injeção, significando que o efeito do aquecimento viscoso foi, nesse caso,
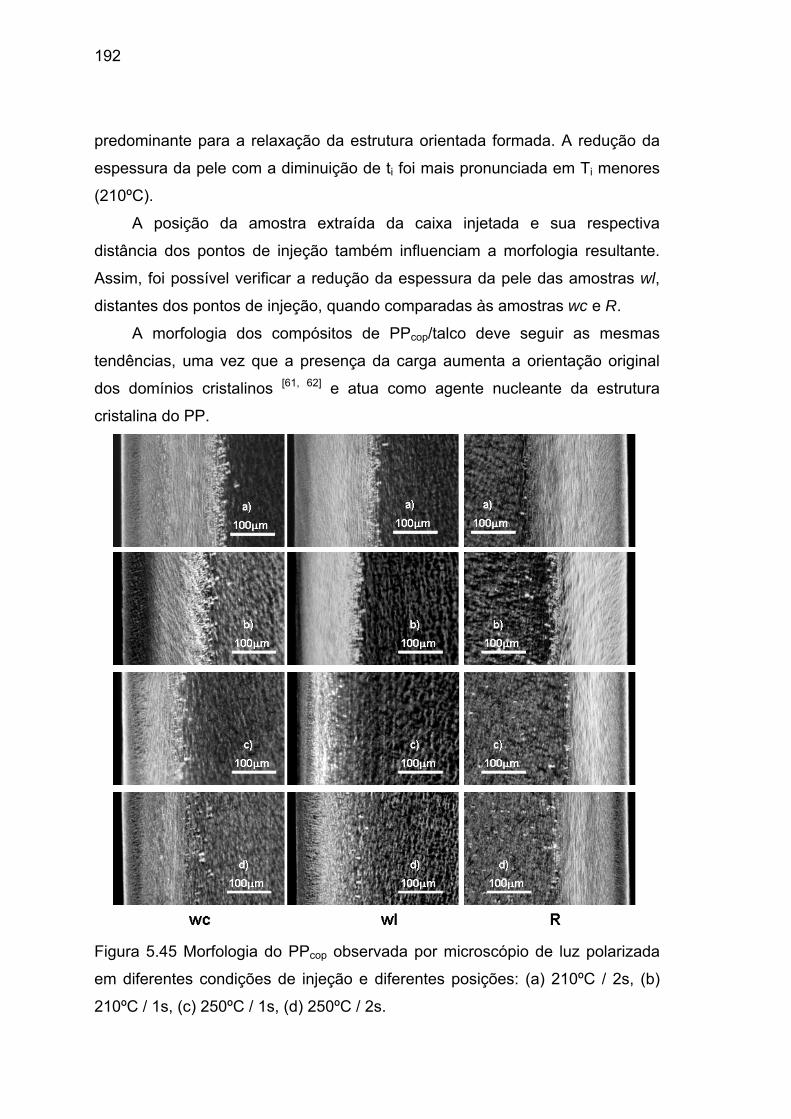
192
predominante para a relaxação da estrutura orientada formada. A redução da
espessura da pele com a diminuição de ti foi mais pronunciada em Ti menores
(210ºC).
A posição da amostra extraída da caixa injetada e sua respectiva
distância dos pontos de injeção também influenciam a morfologia resultante.
Assim, foi possível verificar a redução da espessura da pele das amostras wl,
distantes dos pontos de injeção, quando comparadas às amostras wc e R.
A morfologia dos compósitos de PPcop/talco deve seguir as mesmas
tendências, uma vez que a presença da carga aumenta a orientação original
dos domínios cristalinos [61, 62] e atua como agente nucleante da estrutura
cristalina do PP.
Figura 5.45 Morfologia do PPcop observada por microscópio de luz polarizada
em diferentes condições de injeção e diferentes posições: (a) 210ºC / 2s, (b)
210ºC / 1s, (c) 250ºC / 1s, (d) 250ºC / 2s.
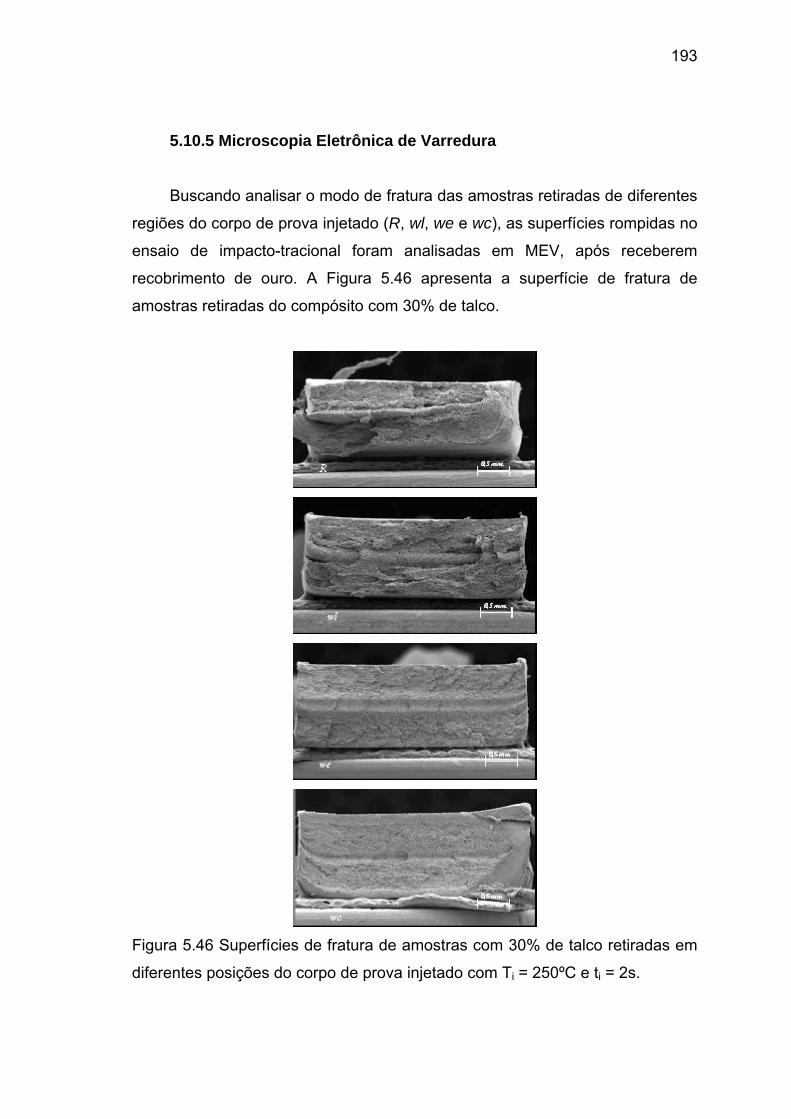
193
5.10.5 Microscopia Eletrônica de Varredura
Buscando analisar o modo de fratura das amostras retiradas de diferentes
regiões do corpo de prova injetado (R, wl, we e wc), as superfícies rompidas no
ensaio de impacto-tracional foram analisadas em MEV, após receberem
recobrimento de ouro. A Figura 5.46 apresenta a superfície de fratura de
amostras retiradas do compósito com 30% de talco.
Figura 5.46 Superfícies de fratura de amostras com 30% de talco retiradas em
diferentes posições do corpo de prova injetado com Ti = 250ºC e ti = 2s.
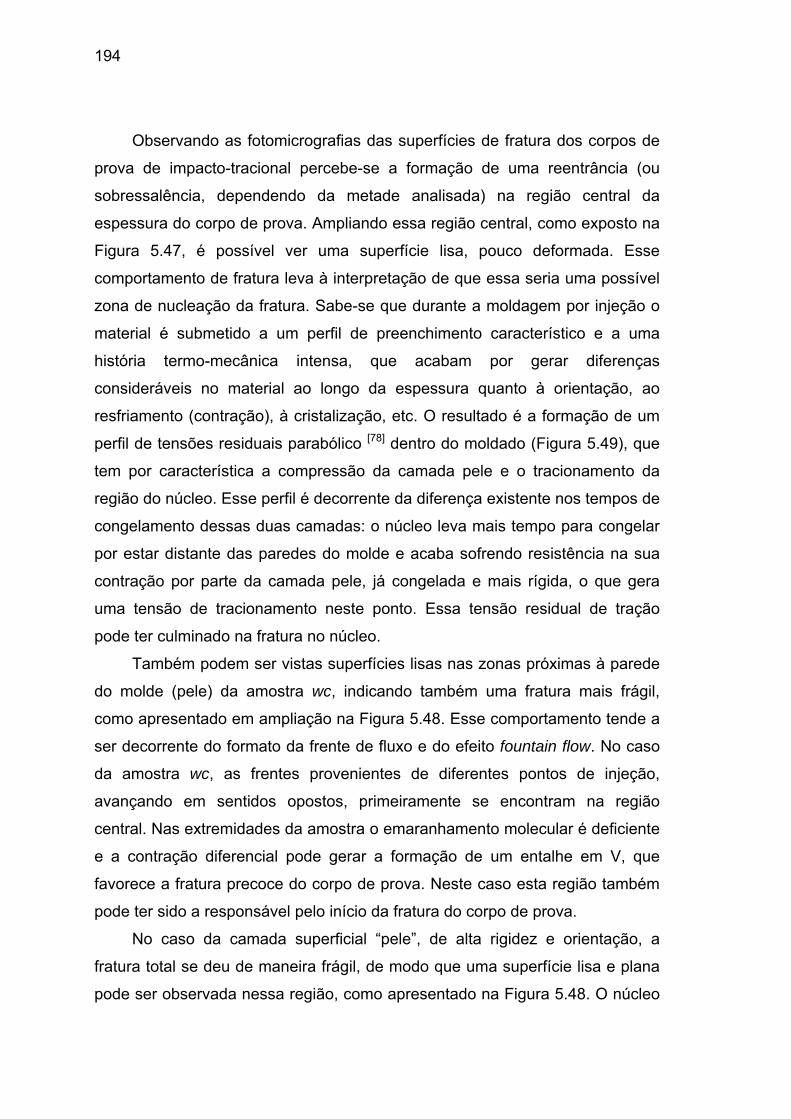
194
Observando as fotomicrografias das superfícies de fratura dos corpos de
prova de impacto-tracional percebe-se a formação de uma reentrância (ou
sobressalência, dependendo da metade analisada) na região central da
espessura do corpo de prova. Ampliando essa região central, como exposto na
Figura 5.47, é possível ver uma superfície lisa, pouco deformada. Esse
comportamento de fratura leva à interpretação de que essa seria uma possível
zona de nucleação da fratura. Sabe-se que durante a moldagem por injeção o
material é submetido a um perfil de preenchimento característico e a uma
história termo-mecânica intensa, que acabam por gerar diferenças
consideráveis no material ao longo da espessura quanto à orientação, ao
resfriamento (contração), à cristalização, etc. O resultado é a formação de um
perfil de tensões residuais parabólico [78] dentro do moldado (Figura 5.49), que
tem por característica a compressão da camada pele e o tracionamento da
região do núcleo. Esse perfil é decorrente da diferença existente nos tempos de
congelamento dessas duas camadas: o núcleo leva mais tempo para congelar
por estar distante das paredes do molde e acaba sofrendo resistência na sua
contração por parte da camada pele, já congelada e mais rígida, o que gera
uma tensão de tracionamento neste ponto. Essa tensão residual de tração
pode ter culminado na fratura no núcleo.
Também podem ser vistas superfícies lisas nas zonas próximas à parede
do molde (pele) da amostra wc, indicando também uma fratura mais frágil,
como apresentado em ampliação na Figura 5.48. Esse comportamento tende a
ser decorrente do formato da frente de fluxo e do efeito fountain flow. No caso
da amostra wc, as frentes provenientes de diferentes pontos de injeção,
avançando em sentidos opostos, primeiramente se encontram na região
central. Nas extremidades da amostra o emaranhamento molecular é deficiente
e a contração diferencial pode gerar a formação de um entalhe em V, que
favorece a fratura precoce do corpo de prova. Neste caso esta região também
pode ter sido a responsável pelo início da fratura do corpo de prova.
No caso da camada superficial “pele”, de alta rigidez e orientação, a
fratura total se deu de maneira frágil, de modo que uma superfície lisa e plana
pode ser observada nessa região, como apresentado na Figura 5.48. O núcleo
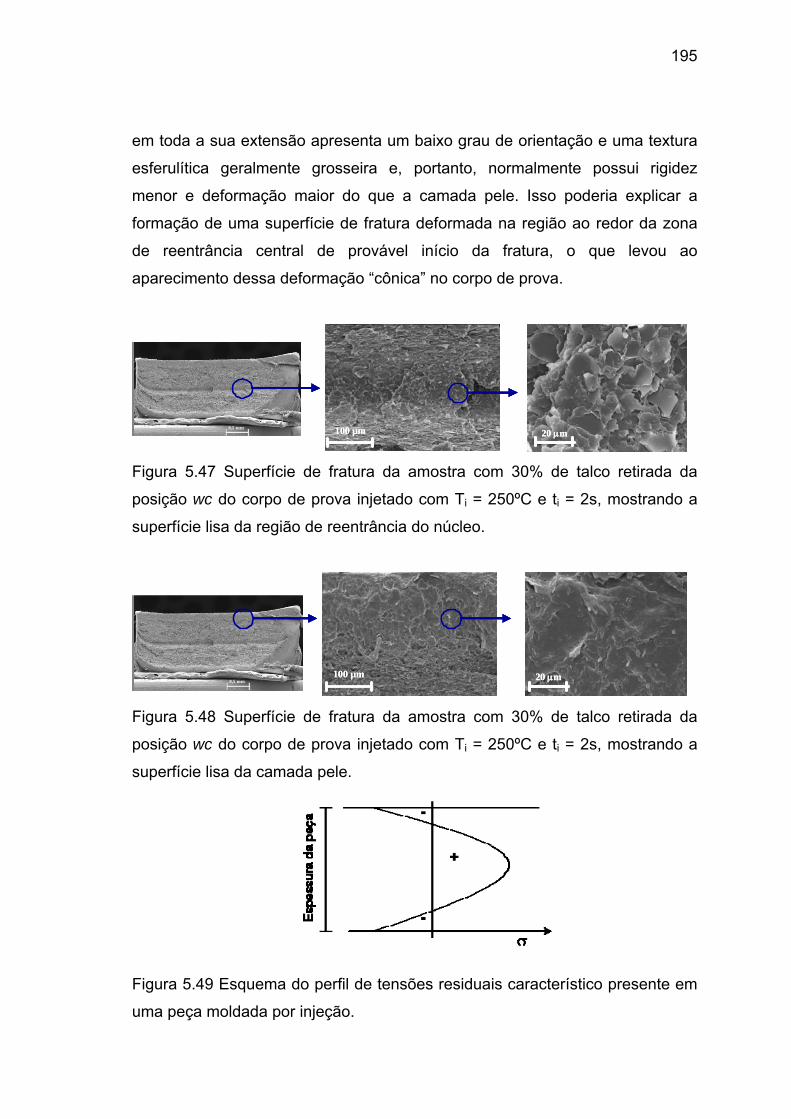
195
em toda a sua extensão apresenta um baixo grau de orientação e uma textura
esferulítica geralmente grosseira e, portanto, normalmente possui rigidez
menor e deformação maior do que a camada pele. Isso poderia explicar a
formação de uma superfície de fratura deformada na região ao redor da zona
de reentrância central de provável início da fratura, o que levou ao
aparecimento dessa deformação “cônica” no corpo de prova.
100 µm0,5 mm20 μm100 µm100 µm100 µm0,5 mm20 μm20 μm20 μm
Figura 5.47 Superfície de fratura da amostra com 30% de talco retirada da
posição wc do corpo de prova injetado com Ti = 250ºC e ti = 2s, mostrando a
superfície lisa da região de reentrância do núcleo.
0,5 mm100 µm 20 μm0,5 mm100 µm100 µm100 µm 20 μm20 μm20 μm
Figura 5.48 Superfície de fratura da amostra com 30% de talco retirada da
posição wc do corpo de prova injetado com Ti = 250ºC e ti = 2s, mostrando a
superfície lisa da camada pele.
Figura 5.49 Esquema do perfil de tensões residuais característico presente em
uma peça moldada por injeção.
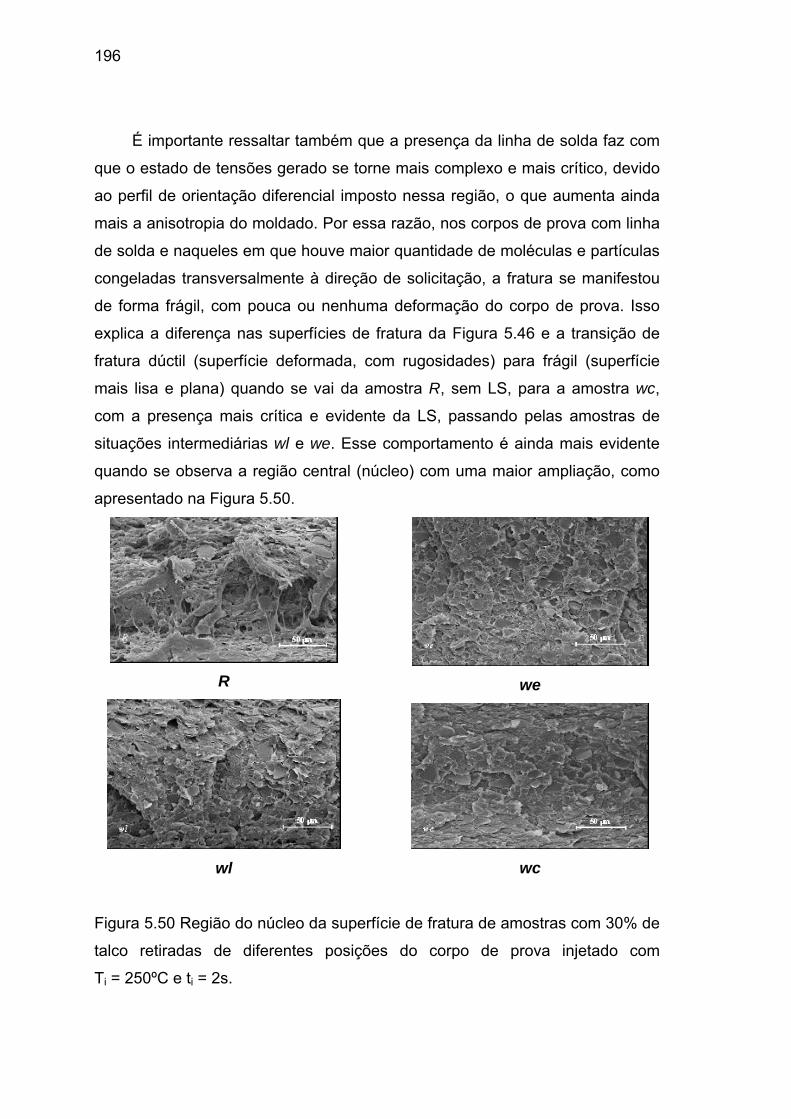
196
É importante ressaltar também que a presença da linha de solda faz com
que o estado de tensões gerado se torne mais complexo e mais crítico, devido
ao perfil de orientação diferencial imposto nessa região, o que aumenta ainda
mais a anisotropia do moldado. Por essa razão, nos corpos de prova com linha
de solda e naqueles em que houve maior quantidade de moléculas e partículas
congeladas transversalmente à direção de solicitação, a fratura se manifestou
de forma frágil, com pouca ou nenhuma deformação do corpo de prova. Isso
explica a diferença nas superfícies de fratura da Figura 5.46 e a transição de
fratura dúctil (superfície deformada, com rugosidades) para frágil (superfície
mais lisa e plana) quando se vai da amostra R, sem LS, para a amostra wc,
com a presença mais crítica e evidente da LS, passando pelas amostras de
situações intermediárias wl e we. Esse comportamento é ainda mais evidente
quando se observa a região central (núcleo) com uma maior ampliação, como
apresentado na Figura 5.50.
R
wl
we
wc
Figura 5.50 Região do núcleo da superfície de fratura de amostras com 30% de
talco retiradas de diferentes posições do corpo de prova injetado com
Ti = 250ºC e ti = 2s.
197
É válido ressaltar que o formato das amostras analisadas, perceptível na
Figura 5.45, não perfeitamente retangular, é conseqüência do método de
extração das amostras a partir da caixa injetada. A ferramenta cortante, no
formato do corpo de prova de impacto-tracional a ser ensaiado, era
pressionada contra a peça de cima para baixo e acabava gerando uma
pequena “abertura” na parte inferior, devido à ductilidade do polímero.
Todas as amostras de PPcop não carregado romperam de forma
extremamente dúctil no ensaio de impacto-tracional, o que não permitiu a
visualização e análise de suas superfícies de fratura em MEV por não se ter
uma superfície plana, mas extremamente deformada e irregular.
5.10.6 Microdureza
Considerando que a medida de microdureza é obtida através de um
ensaio relativamente simples e rápido e que estudos anteriores apresentaram a
existência de uma correlação entre essa medida e a qualidade da linha de
solda formada [61, 65, 66], fez-se uma tentativa, neste trabalho, de caracterizar os
materiais e a linha de solda através da microdureza medida sobre a LS e
afastada da mesma.
Porém, embora o emprego da técnica de microdureza tenha sido
apresentado, nos trabalhos citados acima, como eficiente na caracterização da
qualidade da LS de polímeros rígidos (PS, PC e PP com alto teor de FV), o
mesmo não foi comprovado no polímero estudado, de alta ductilidade (PPcop).
Devido à baixa rigidez do PPcop, mesmo na presença de talco, não foi possível
obter uma marca de indentação nítida, bem definida, de modo a fornecer
repetibilidade e conseqüente confiabilidade nas medições dos comprimentos
das diagonais da impressão. Isso compromete o cálculo da microdureza
Vickers (HV), que é dada pela equação abaixo [79].
22 8544,12sin
2dF
dF
AFHV
s
===
α
(5.4)
sendo:
198
- F = carga aplicada (gf);
- As = área da superfície de impressão (μm2);
- d = média dos comprimentos das diagonais da impressão (μm);
- α = ângulo entre as faces opostas, do indentador Vickers piramidal de base
quadrada (136º).
Mesmo aumentando-se a carga aplicada F e o tempo da indentação, a
baixa nitidez da marca projetada sobre o material não permitiu uma análise
apurada, de modo que o ensaio de microdureza não se mostrou uma técnica
adequada para a caracterização dos materiais estudados. Além da marca
inicial formada não ser nítida, a recuperação da deformação induzida pelo
indentador se dava de maneira muito rápida, prejudicando ainda mais a
visualização e subseqüente análise.
No caso da tentativa de caracterização da LS e avaliação de sua
qualidade, foram feitas medidas de microdureza sobre a LS e afastada da
mesma. Para isso buscou-se aplicar uma carga menor de modo a não formar
uma impressão maior do que a linha de solda aparentemente formada. Porém,
mais uma vez, o alto erro da medição associado à imprecisão na visualização
das diagonais da impressão, não permitiu que fossem encontradas
diferenciações nos resultados obtidos de zonas próximas ou afastadas da LS.
Os dados de microdureza Vickers encontrados para o PPcop puro e com
20 e 30% de talco ficaram em torno de 3HV, e os valores dos comprimentos
das diagonais encontrados para F de 49,03 mN e tempo de indentação de 99 s
oscilaram em torno de 60 μm. Sabendo-se que a profundidade de indentação
do marcador Vickers piramidal de base quadrada utilizado pode ser dada [73]
por d/7, chega-se a uma profundidade de indentação em torno de 8,6 μm.
Devido também à ductilidade e dificuldade de fazer uma marca nítida no
material, utilizando essa técnica não foi possível apurar diferenças na
orientação das moléculas de polímero e partículas de talco ao longo da
espessura dos corpos de prova. Essa diferença seria, teoricamente, dada pela
diferença do tamanho das diagonais formadas na indentação, longitudinal e
transversal à direção escolhida. Alguns estudos [80] em polímeros rígidos
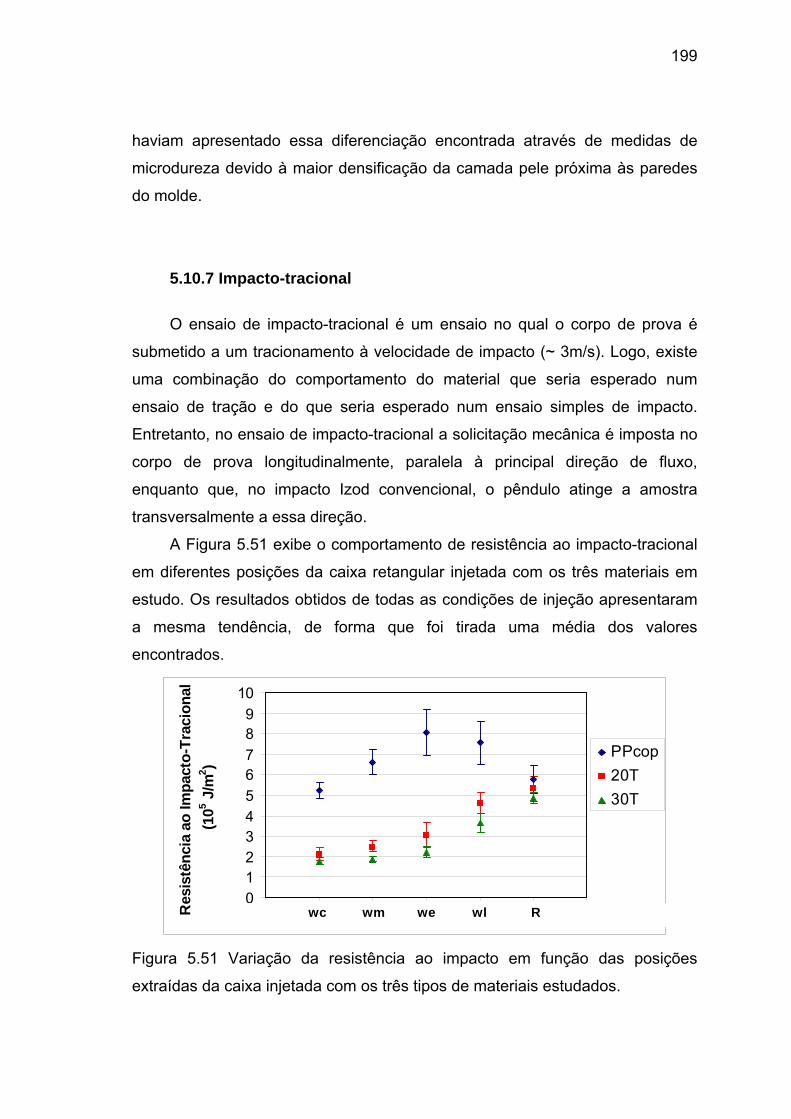
199
haviam apresentado essa diferenciação encontrada através de medidas de
microdureza devido à maior densificação da camada pele próxima às paredes
do molde.
5.10.7 Impacto-tracional
O ensaio de impacto-tracional é um ensaio no qual o corpo de prova é
submetido a um tracionamento à velocidade de impacto (~ 3m/s). Logo, existe
uma combinação do comportamento do material que seria esperado num
ensaio de tração e do que seria esperado num ensaio simples de impacto.
Entretanto, no ensaio de impacto-tracional a solicitação mecânica é imposta no
corpo de prova longitudinalmente, paralela à principal direção de fluxo,
enquanto que, no impacto Izod convencional, o pêndulo atinge a amostra
transversalmente a essa direção.
A Figura 5.51 exibe o comportamento de resistência ao impacto-tracional
em diferentes posições da caixa retangular injetada com os três materiais em
estudo. Os resultados obtidos de todas as condições de injeção apresentaram
a mesma tendência, de forma que foi tirada uma média dos valores
encontrados.
0123456789
10
0 1 2 3 4 5 6Res
istê
ncia
ao
Impa
cto-
Trac
iona
l (1
05 J/m
2 )
PPcop20T30T
wc wm we wl R
Figura 5.51 Variação da resistência ao impacto em função das posições
extraídas da caixa injetada com os três tipos de materiais estudados.
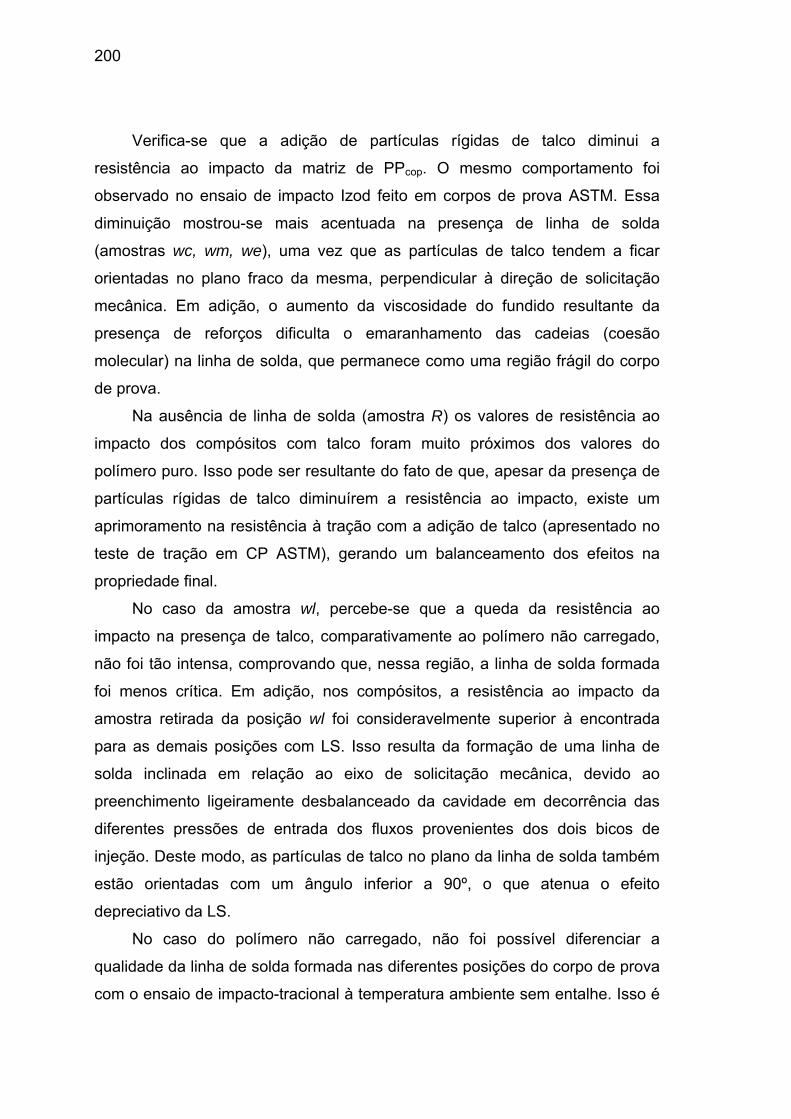
200
Verifica-se que a adição de partículas rígidas de talco diminui a
resistência ao impacto da matriz de PPcop. O mesmo comportamento foi
observado no ensaio de impacto Izod feito em corpos de prova ASTM. Essa
diminuição mostrou-se mais acentuada na presença de linha de solda
(amostras wc, wm, we), uma vez que as partículas de talco tendem a ficar
orientadas no plano fraco da mesma, perpendicular à direção de solicitação
mecânica. Em adição, o aumento da viscosidade do fundido resultante da
presença de reforços dificulta o emaranhamento das cadeias (coesão
molecular) na linha de solda, que permanece como uma região frágil do corpo
de prova.
Na ausência de linha de solda (amostra R) os valores de resistência ao
impacto dos compósitos com talco foram muito próximos dos valores do
polímero puro. Isso pode ser resultante do fato de que, apesar da presença de
partículas rígidas de talco diminuírem a resistência ao impacto, existe um
aprimoramento na resistência à tração com a adição de talco (apresentado no
teste de tração em CP ASTM), gerando um balanceamento dos efeitos na
propriedade final.
No caso da amostra wl, percebe-se que a queda da resistência ao
impacto na presença de talco, comparativamente ao polímero não carregado,
não foi tão intensa, comprovando que, nessa região, a linha de solda formada
foi menos crítica. Em adição, nos compósitos, a resistência ao impacto da
amostra retirada da posição wl foi consideravelmente superior à encontrada
para as demais posições com LS. Isso resulta da formação de uma linha de
solda inclinada em relação ao eixo de solicitação mecânica, devido ao
preenchimento ligeiramente desbalanceado da cavidade em decorrência das
diferentes pressões de entrada dos fluxos provenientes dos dois bicos de
injeção. Deste modo, as partículas de talco no plano da linha de solda também
estão orientadas com um ângulo inferior a 90º, o que atenua o efeito
depreciativo da LS.
No caso do polímero não carregado, não foi possível diferenciar a
qualidade da linha de solda formada nas diferentes posições do corpo de prova
com o ensaio de impacto-tracional à temperatura ambiente sem entalhe. Isso é
201
decorrente da ductilidade do PPcop e da formação de uma linha de solda de boa
qualidade nas condições de injeção trabalhadas de modo que, mesmo nas
amostras wc, a fratura dos corpos de prova foi dúctil, com considerável
deformação plástica. Esse comportamento do polímero, além da própria
característica do ensaio de impacto-tracional sem entalhe, levou a uma
dispersão significativa dos resultados, com desvios-padrão consideráveis.
A partir dos dados expostos na Figura 5.51 foi possível calcular o Fator
de Depreciação de Linha de solda (FLS), exposto na Figura 5.52, para todas as
posições analisadas, sendo que, no caso do impacto-tracional:
(5.5)
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5Fato
r de
Dep
reci
ação
de
Linh
a de
Sol
da
PP20T30T
wc wm we wl
Figura 5.52 Fator de Depreciação de Linha de Solda em impacto-tracional.
É possível perceber na Figura 5.52 que o valor de FLS foi muito próximo a
1 no caso do PPcop não carregado, comprovando o baixo impacto negativo da
presença da LS na resistência ao impacto-tracional do polímero puro. Nota-se
também, ainda para o polímero puro, uma tendência de crescimento de FLS
para valores acima de 1 no caso das amostras wm, we e wl. Esse crescimento
pode ser decorrente de uma eventual diminuição de orientação molecular (e
diminuição da rigidez) na direção de solicitação mecânica (direção de
preenchimento da cavidade) induzido durante o fluxo complexo na cavidade do
Resistência obtida na posição analisada (wc, wm, we ou wl)
Resistência obtida na posição referência R FLS IT =
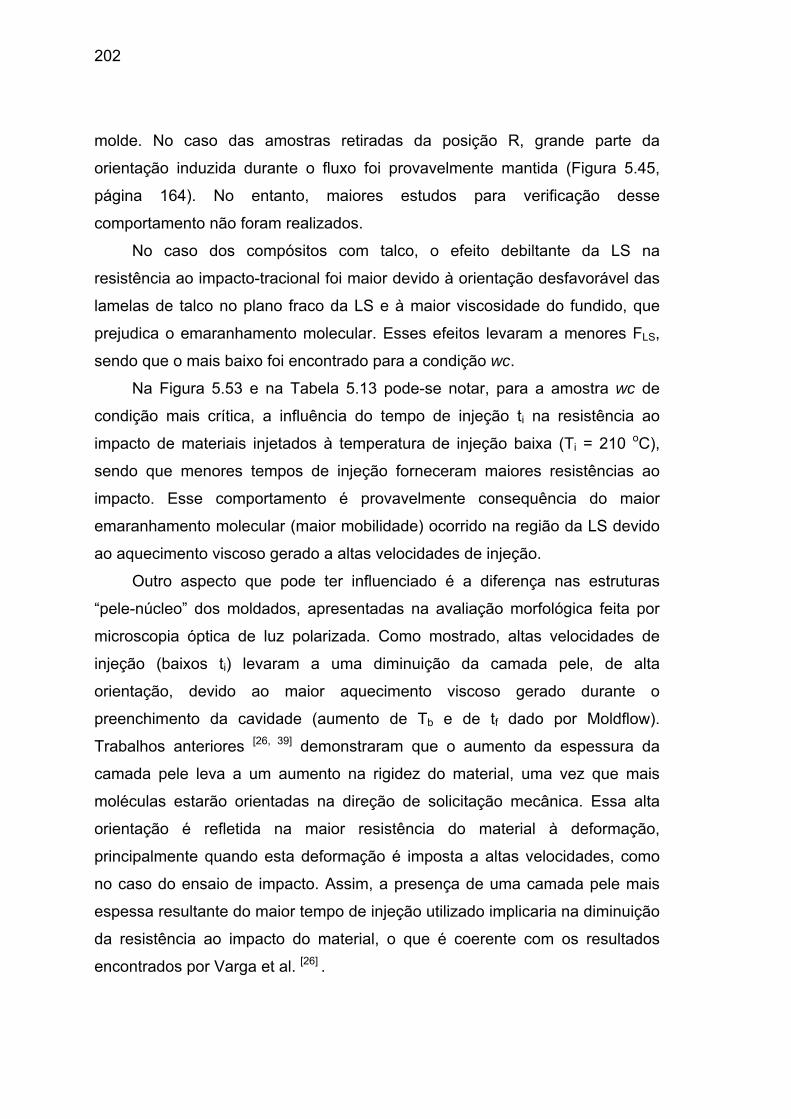
202
molde. No caso das amostras retiradas da posição R, grande parte da
orientação induzida durante o fluxo foi provavelmente mantida (Figura 5.45,
página 164). No entanto, maiores estudos para verificação desse
comportamento não foram realizados.
No caso dos compósitos com talco, o efeito debiltante da LS na
resistência ao impacto-tracional foi maior devido à orientação desfavorável das
lamelas de talco no plano fraco da LS e à maior viscosidade do fundido, que
prejudica o emaranhamento molecular. Esses efeitos levaram a menores FLS,
sendo que o mais baixo foi encontrado para a condição wc.
Na Figura 5.53 e na Tabela 5.13 pode-se notar, para a amostra wc de
condição mais crítica, a influência do tempo de injeção ti na resistência ao
impacto de materiais injetados à temperatura de injeção baixa (Ti = 210 oC),
sendo que menores tempos de injeção forneceram maiores resistências ao
impacto. Esse comportamento é provavelmente consequência do maior
emaranhamento molecular (maior mobilidade) ocorrido na região da LS devido
ao aquecimento viscoso gerado a altas velocidades de injeção.
Outro aspecto que pode ter influenciado é a diferença nas estruturas
“pele-núcleo” dos moldados, apresentadas na avaliação morfológica feita por
microscopia óptica de luz polarizada. Como mostrado, altas velocidades de
injeção (baixos ti) levaram a uma diminuição da camada pele, de alta
orientação, devido ao maior aquecimento viscoso gerado durante o
preenchimento da cavidade (aumento de Tb e de tf dado por Moldflow).
Trabalhos anteriores [26, 39] demonstraram que o aumento da espessura da
camada pele leva a um aumento na rigidez do material, uma vez que mais
moléculas estarão orientadas na direção de solicitação mecânica. Essa alta
orientação é refletida na maior resistência do material à deformação,
principalmente quando esta deformação é imposta a altas velocidades, como
no caso do ensaio de impacto. Assim, a presença de uma camada pele mais
espessa resultante do maior tempo de injeção utilizado implicaria na diminuição
da resistência ao impacto do material, o que é coerente com os resultados
encontrados por Varga et al. [26] .
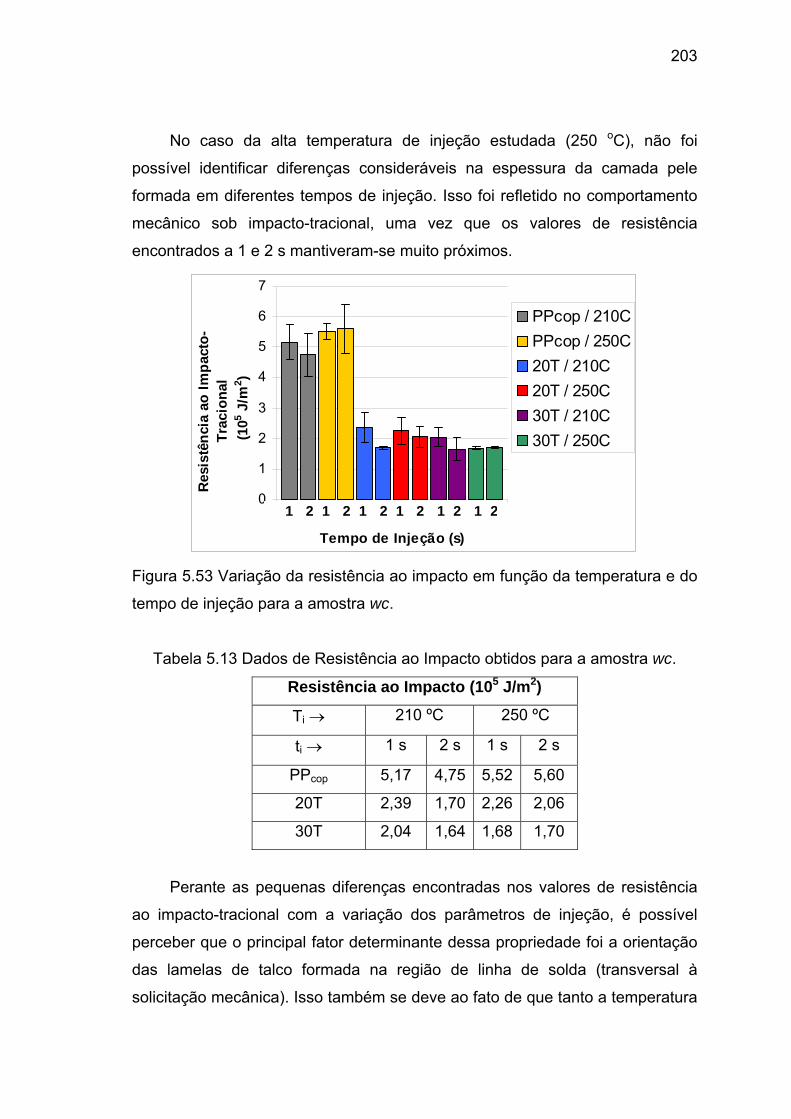
203
No caso da alta temperatura de injeção estudada (250 oC), não foi
possível identificar diferenças consideráveis na espessura da camada pele
formada em diferentes tempos de injeção. Isso foi refletido no comportamento
mecânico sob impacto-tracional, uma vez que os valores de resistência
encontrados a 1 e 2 s mantiveram-se muito próximos.
0
1
2
3
4
5
6
7
1
Tempo de Injeção (s)
Res
istê
ncia
ao
Impa
cto-
Trac
iona
l (1
05 J/m
2 )
PPcop / 210CPPcop / 250C20T / 210C20T / 250C30T / 210C30T / 250C
1 2 1 2 1 2 1 2 1 2 1 2
Figura 5.53 Variação da resistência ao impacto em função da temperatura e do
tempo de injeção para a amostra wc.
Tabela 5.13 Dados de Resistência ao Impacto obtidos para a amostra wc.
Resistência ao Impacto (105 J/m2)
Ti → 210 ºC 250 ºC
ti → 1 s 2 s 1 s 2 s
PPcop 5,17 4,75 5,52 5,60
20T 2,39 1,70 2,26 2,06
30T 2,04 1,64 1,68 1,70
Perante as pequenas diferenças encontradas nos valores de resistência
ao impacto-tracional com a variação dos parâmetros de injeção, é possível
perceber que o principal fator determinante dessa propriedade foi a orientação
das lamelas de talco formada na região de linha de solda (transversal à
solicitação mecânica). Isso também se deve ao fato de que tanto a temperatura
204
quanto o tempo de injeção estudados afetam o comportamento do material
quanto a cristalização, nucleação, crescimento de esferulitos, formação da
camada pele, emaranhamento molecular na linha de solda, dentre outros
aspectos, fazendo-os variar de forma competitiva ou compensatória algumas
vezes, dificultando uma análise isolada através de poucos ensaios.
Além disso, o uso de um molde de canais quentes no presente trabalho
provavelmente minimizou os problemas de baixa adesividade da região de
linha de solda, tornando-a mais resistente.
205
6. CONCLUSÕES
Conforme esperado, a fibra de vidro curta (FV), reforço de alta razão de
aspecto, atuou de forma mais eficiente e determinante nas propriedades
mecânicas de compósitos de copolímero heterofásico de propileno (PPcop)
quando comparada à carga lamelar de talco. Em moldados por injeção sem
linha de solda, foram observados aumentos mais evidentes na resistência
mecânica e no módulo sob tração e sob flexão com o incremento do teor de
FV. A variação dessas propriedades com o teor de talco acrescentado foi
pequena e a granulometria do talco empregado, nesse caso, não se mostrou
um fator determinante.
Em se tratando da resistência ao impacto, houve uma diminuição da
mesma com o aumento da concentração de reforços devido ao efeito
concentrador de tensão dos mesmos na matriz altamente dúctil de PPcop.
Nesse caso, a menor granulometria do talco PMT-12000, e subseqüente menor
efeito concentrador de tensão, foi decisiva para menor perda dessa
propriedade em relação ao polímero não-reforçado.
Na presença da linha de solda (LS) ocorre a deterioração da resistência à
tração e do módulo elástico dos moldados injetados, principalmente no caso
dos compósitos, expressa pelo fator de depreciação de linha de solda (FLS).
Essa depreciação é decorrente da orientação desfavorável dos reforços na
região de LS, comprovada por MEV, e da baixa coesão molecular na LS
resultante do aumento da viscosidade com a adição dos reforços. Essa queda
no módulo e na resistência à tração na presença da LS é maior em compósitos
com FV, comparativamente aos compósitos com talco; sendo mais acentuada
quanto maior o teor de FV adicionado.
A hibridização dos reforços de FV e talco nos compósitos de PPcop
mostrou-se uma alternativa vantajosa quando se deseja alcançar um espectro
de propriedades variadas com custos viáveis. Em se tratando de moldados
injetados sem LS, os compósitos híbridos de FV e talco apresentaram
resistência e módulo sob tração e flexão intermediários aos dos compósitos
206
com reforços singulares, apenas com FV ou talco, e com desempenho superior
ao que seria esperado com a simples regra de misturas, devido a fatores como:
Aumento provável da orientação das fibras de vidro na direção da
solicitação mecânica devido ao aumento da viscosidade com o teor de talco em
compósitos com concentração de FV constante em 20%;
Aumento do comprimento médio da FV, comprovado por análise
microscópica, com a substituição parcial de FV por talco, em compósitos
híbridos com reforço total de carga+fibra constante em 40%.
Com relação aos moldados com LS, a hibridização da FV com talco se
mostrou ainda mais vantajosa, por apresentar um efeito de sinergia, que
resultou em propriedades de resistência e módulo em tração superiores às dos
compósitos com reforços singulares. Esse comportamento foi uma provável
consequência da otimização do empacotamento do reforço fibroso com as
lamelas de talco, que causou uma diminuição na viscosidade do fundido
durante a moldagem por injeção, permitindo maior emaranhamento e coesão
molecular na região de LS formada. Entretanto, os compósitos híbridos de FV e
talco apresentaram resistências ao impacto inferiores às dos compósitos com
um único tipo de reforço.
Também é possível melhorar a qualidade da linha de solda formada
através da mudança nas condições do processo de moldagem por injeção
empregadas, como demonstrado no presente trabalho. Maiores velocidades de
injeção geram uma linha de solda de melhor qualidade, sendo que este efeito é
ainda mais sentido se menores temperaturas de injeção são utilizadas. Porém,
é necessária uma avaliação por compósito e por tipo de geometria trabalhada.
207
7. SUGESTÕES PARA FUTUROS TRABALHOS
• Estudo morfológico aprofundado de compósitos do copolímero de
propileno com FV e/ou talco, visando constatar os domínios cristalinos
presentes, as diferentes fases e de que forma os reforços estão distribuídos
nesses domínios e como influenciam a cristalinidade total e as propriedades
mecânicas finais.
• Aplicação da técnica de difração de raio-X de alto ângulo (WAXD) em
compósitos híbridos fibro-particulados de polipropileno com LS para avaliação
da influência dos reforços na orientação dos domínios cristalinos do PP na
região da LS e sua influência nas propriedades mecânicas finais.

208
209
8. REFERÊNCIAS BIBLIOGRÁFICAS
1. WONG, T. L.; BARRY, C. M. F.; ORROTH, S. A. The Effects of Filler Size on the Properties of TPO Blends. In: ANTEC, 1999. Anais, 1 CD .Vol III.
2. PAPATHANASIOU, T. D.; GUELL, D. C. Flow-induced Alignment in Composite Materials. Woodhead publishing limited, 1997.
3. ROTHON, R. Particulate-filled Polymer Composites. Ed. Longman
Scientific & Technical, Essex, 1995.
4. TROTIGNON, J. P. Mechanical Reinforcing Effect of Mineral Fillers in Polymers. In: Congresso Brasileiro de Polímeros, 1, 1991, Anais, p. 391-
398.
5. SUH, C. H.; WHITE, J. L. Talc-thermoplastic Compounds: Particle Orientation in Flow and Rheological Properties. Journal of Non-Newtonian
Fluid Mechanics, v.62, p. 175-206, 1996.
6. LEITE, R. F. Polipropileno Reforçado com Cargas Híbridas. 1988.
Dissertação (Mestrado em Engenharia de Materiais) – Departamento de
Materiais, Universidade Federal de São Carlos, São Carlos.
7. SAHÃO JÚNIOR, S. Polipropileno Reforçado com Sistema Híbrido Fibro-Particulado: Fibra de Vidro / Carbonato de Cálcio. 1995. Dissertação
(Mestrado em Engenharia de Materiais) – Departamento de Materiais,
Universidade Federal de São Carlos, São Carlos.
8. FERRO, O., A., G. Anisotropia e Orientação de Fibras em Compósitos Híbridos de Polipropileno / Fibra de Vidro / CaCO3 Moldados por Injeção.
2001. Dissertação (Mestrado em Engenharia de Materiais) – Departamento de
Materiais, Universidade Federal de São Carlos, São Carlos.
9. KATZ, H.S.; MILEWSKI, J.V. Handbook of Fillers for Plastics. New York:
Van Nostrand Reinhold, 1987.
10. SOUSA, J.A.; CINTRA, J.S. Compósitos de Termoplásticos. Apostila do
curso de Aperfeiçoamento em Tecnologia de Plásticos, Universidade Federal
de São Carlos, p. 2-3, 2004.
210
11. SOUSA, J.A. Critérios Técnicos para Seleção de Fibras de Reforço.
Anais de Seminário da ABPol sobre Plásticos Carregados e Reforçados. São
Paulo, p. 11-14, 1990.
12. PARK, C.I.; PARK, O.O.; LIM, J.G.; KIM, H.J. The fabrication of syndiotactic polystyrene / organophilic clay nanocomposites and their properties. Polymer 42, p. 7465-7475, 2001.
13. YANG, F.; OU, Y.; YU, Z. Polyamide 6 /Silica Nanocomposites prepared by in Situ Polymerization. Journal of Applied Polymer Science, Vol. 69, p.
355-361, 1998.
14. ZHAO, Z.; YU, W.; LIU, Y.; ZHANG,J.; SHAO, Z. Isothermal crystallization behaviors of nylon 6 and nylon 6 / montmorilonite nanocomposite. Materials Letters, 2003.
15. LAN, T.; KAVIRATNA, P.D.; PINNAVAIA, T. J. On the nature of polyimide – clay hybrid composites. Chemistry of Materials, Vol. 6, p. 573 – 575, 1994.
16. WANG, Z.; LAN, T.; PINNAVAIA, T. J. Hybrid organic – inorganic nanocomposites formed from an epoxy polymer and layered silicic acid (Magadiite). Chemistry of Materials, Vol. 8,. 2200 – 204, 1996.
17. Encyclopedia of Polymer Science, John Wiley &Son INC, v.13, 1990.
18. KARIAN, H.G. Handbook of Polypropylene and Polypropylene Composites. New York: Marcel Dekker, Inc., 1999.
19. LEONG, Y.W.; MOHD ISHAK, Z.A; ARIFFIN, A. Mechanical and Thermal Properties of Talc and Calcium Carbonate Filled Polypropylene Hybrid Composites. Journal of Applied Polymer Science. v. 91, p. 3327-3336, 2004.
20. ZHU, W.; ZHANG, G.; YU, J.; DAÍ, G. Crystallization Behavior and Mechanical Properties of Polypropylene Copolymer by In Situ Copolymerization with a Nucleating Agent and/or Nano-Calcium Carbonate. Journal of Applied Polymer Science. v. 91, p. 431-438, 2004.
21. DASARI, A.; ROHRMANN, J.; MISRA, R.D.K. Microstructural Evolution during Tensile Deformation of Polypropylenes. Materials Science and
Engineering. A351, p. 200-213, 2003.
211
22. TANEM, B.S.; KAMFJORD, T.; AUGESTAD, M.; LØVGREN, T. B.;
LUNDQUIST, M. Sample Preparation and AFM Analysis of Heterophase Polypropylene System. Polymer. v. 44, p. 4283-4291, 2003.
23. SAVADORI, A.; PELLICONI, A.; ROMANINI, D. Weld Line Resistance in Polypropylene Composites. Plastics and Rubber Processing and
Applications. v. 3, 1983.
24. MOORE JR, E. P. Polypropylene Handbook. Hanser Gardner
Publications, 1996.
25. OJEDA, T.; LIBERMAN, S.; AMORIM, R.; SAMIOS, D. Propylene-Ethylene Copolymer: Ethylene Content Influence on Molecular and Thermomechanical Properties. Journal of Polymer Engineering. v.16, p. 105-
120, 1996/97.
26. KARGER-KOCSIS, J.; MOUZAKIS, D.E.; EHRENSTEIN, G.W.; VARGA, J.
Instrumented Tensile and Falling Weight Impact Response of Injection-
Molded α- and β-Phase Polypropylene Homopolymers with Various Melt
Flow Indices. Journal of Applied Polymer Science, v. 73, p. 1205-1214, 1999
27. MARTINATTI, F.; RICCO, T. High-rate Fracture Toughness of Polypropylene-based, Hybrid, Particulate Composites. Journal of Materials
Science v.29, p. 442-448, 1994.
28. SENA NETO, A. R. Resistência de Linha de Solda em Moldados por Injeção de Compósitos de Polipropileno com Fibra de Vidro e Talco. 2003.
Dissertação (Mestrado em Engenharia de Materiais) – Departamento de
Materiais, Universidade Federal de São Carlos, São Carlos.
29. ALONSO, M.; VELASCO, J.I.; SAJA, J.A. Constrained Crystallization and Activity of Filler in surface modified talc polypropylene composites. Eur.
Polym. J. v. 33, p. 255-262, 1997.
30. SANTOS, C. A. X. Caracterização de Alguns Talcos Industriais Brasileiros Itilizados como Carga em Polipropileno. Mineração Metalurgia,
n.540, p. 33-39, 1996.
31. CHAWLA, K.K. Composite Materials: Science and Engineering. New
York: Springer-Verlag, 1998.
212
32. NAGAE, S.; NAGURA, K.; YAMAGIWA, N.; YAMANE, Y.; MIYAGE, K.;
INOUE, K. Effect of Compounding Conditions on Mechanical Properties of Glass Fiber-Reinforced Polyamide-6. International Polymer Porcessing. v.12,
p. 116-122, 1997.
33. TADMOR, Z. Molecular Orientation in Injection Molding. Journal of
Applied Polymer Science, v. 18, p. 1753-1772, 1974.
34. OSWALD, T., A.; MENGES, G. Materials science of polymer for engineers. Hanser Publishers, 1996.
35. VIANA, J.C. Development of the Skin Layer in Injection Moulding Phenomenological Model. Polymer, v.45, p. 993-1005, 2004.
36. MALLOY, R; GARDNER, G.; GROSSMAN, E. Improving Weld Line Strengths Using a Multi-live Feed Injection Moulding Process. ANTEC 93.
37. OSWALD, T., A.; MENGES, G. Materials science of polymer for engineers. Hanser Publishers, 1996.
38. STERN, C.; FRICK, A.R.; WEICKERT, G.; MICHLER, G.H.; HENNING, S.
Processing, Morphology and Mechanical Properties of Liquid Pool Polypropylene with Different Molecular Weights. Macromoleculer Materials,
v. 290, p. 621-635, 2005.
39. SIMAL, A.L.; Estrutura e Propriedades dos Polímeros. São Carlos,
EdUFSCar, 2002.
40. VIANA, J.C.; CUNHA, A.M.; BILLON, N. The Effect of the Skin Thickness and Spherulite siza on the Mechanical Properties of Injection Mouldings.
Journal of Materials Science, v. 36, p. 4411-4418, 2001.
41. PHILLIPS, R.; HERBERT, G.J . NEWS and M. WOLKOWICZ, Polym. Eng.
Sci. 34(23) (1994) 1731.
42. FUJIYAMA, M.; WAKINO, T. Intern. Polym. Proc. VII(2) (1992) 159.
43. CUNHA, A.A.M.; A Study on the Mechanical Behaviour of Injection Moulded Polypropylene Parts. Universidade do Minho, Tese de
Doutoramento, 1991.
44. CUNHA, A.M.; POUZADA, A.S. Plast,. Rubb. and Comp. Process. and
Appl., v. 18, p. 79 (1992).
213
45. NGUYEN-CHUNG, T. Flow analysis of the weld line formation during injection mold filling of thermoplastics. Rheol Acta, v. 43, pg 240–245, 2004.
46. CLOUD, P.J.; MCDOWELL, F.; GERAKARIS, S.. Reinforced Thermoplastics: Understanding Weld-Line Integrity. Plastics Technology,
1976.
47. DAIRANIEH, I.S. ; HAUFE, A. ; WOLF, H.J. ; MENNIG, G. Computer Simulation of Weld Lines in Injection Molded Poly(Methyl Methacrylate). Polymer Engineering and Science, Agosto, 1996, Vol. 36, Nº 15.
48. KIM, J.K.; SONG, J.H.; CHUNG, S.T.; KWON, T.H. Morphology and Mechanical Properties of Injection Molded Articles with Weld-Lines.
Polymer Engineering and Science, v. 37, no 1, p. 228-241, 1997.
49. NIELSEN, L. E. Mechanical Properties of Polymers and Composites.
Marcel Dekker, v. 2, ,1974.
50. BIGG, D.M. Mechanical Properties of Particulate Filled Polymers. Polymer Composites. v.8, 1987.
51. MILEWSKI, J. V. Packing Concepts in the Utilization of Filler and Reinforcement Combinations. Guide to Selection and Usage of Fillers and
Reinforcement, p. 66-78.
52. JANG, G. S.; CHO, W. J.; HA, C. S.; KIM, W.; KIM, H. K. Morphology, Crystallization Behavior and Properties of Impact-Modified Polypropylene Copolymer with or without Sodium Benzoate as a Nucleating Agent. Colloid. Polym. Sci. v. 280, p. 424–431, 2002.
53. LEONG, Y.W.;ABU BAKAR,M.B.;ISHAK, Z.A.M.; ARIFFIN, A. Mechanical and Morphological Properties of Polypropylene Hybrid Composite in the Presence of Talc/Calcium Carbonate as Fillers. Postgraduate Research
Papers, University Sains Malaysia: Penang, Malaysia, p. 136, 2002.
54. GUERRICA-ECHEVARRÍA, G.; EGUIAZÁBAL, J.I.; NAZÁBAL, J..
Influence of Molding Conditions and Talc Content on the Properties of Polypropylene Composites. Eur. Polym. J. v. 34, p. 1213-1219, 1998.
55. TJADER, T.; SEPPALA, J.; JAASJELAINEN, P. Effect of Material Characteristics of polyolefins on the weld line morphology and its
214
correlation to mechanical properties. Journal of Materials Science, v.33, p.
923-931, 1998.
56. SÉLDEN, R. Effect of Processing on Weld Line Strength in Five
Thermoplastics, Polymer Engineering and Science, v. 37, p. 205-218, 1997.
57. ERSOY, O.G.; NUGAY, N. A New Approach to Increase Weld Line Strength of Incompatible Polymer Blend Composites: Selective Filler Addition. Polymer, v.45, Issue 4, pg 1243-1252, 2004.
58. GIUSTI, L.; CINTRA FILHO, J.S. Escoamento Transiente Aumenta a Resistência das Linhas de Solda em Peças Injetadas. Plástico Industrial, 56,
1999.
59. HARTIKAINEN, J.; HINE, P.; SZABO´, J.S.; LINDNER, M.; HARMIA, T.;
DUCKETTB, R.A.; FRIEDRICH, K. Polypropylene Hybrid Composites Reinforced with Long Glass Fibres and Particulate Filler. Composites
Science and Technology, 2004.
60. CINTRA, J.S.; POUZADA, A.S.; SOUSA, J.A. Fiber Orientation and Anisotropy in Injection Molded Hybrid Composites of Polypropylene / Glass Fibers / Calcium Carbonate. Proceedings of 15th PPS Annual Meeting,
1999.
61. OLIVEIRA, C.A. Análise da Anisotropia Mecânica em Moldados por Injeção de Compósitos de Polipropileno com Reforço Híbrido de Fibra de Vidro e Talco. 2006. Dissertação (Mestrado em Engenharia de Materiais) –
Departamento de Materiais, Universidade Federal de São Carlos, São Carlos.
62. ZIPPER, P., CHERNEV B., SCHNETZINGER, K. AND LEDERER K.,
“Comparative Studies on Polypropylene Compounds with Graphite, Talc and Magnesium Hydroxide” – PPS (2001).
63. KAGAN, V. Optimized Mechanical Performance of Welded and Molded Butt Joints: Part II – Weld and Knit Lines Integrity. Journal of reinforced
plastics and composites, v. 22, No. 10, p. 867-879, 2003.
64. NGUYEN-CHUNG, T.; MENNING, G.; BOYANOVA, M.; FAKIROV, S.;
BALTÁ CALLEJA, F.J. Effect of an Obstacle During Processing on the Weld Line of Injection-Molded Glassy Polystyrene: Microhardness Study. Journal of Applied Polymer Science, v. 92, p. 3362-3367, 2004.
215
65. BOYANOVA, M.; BALTÁ-CALLEJA, F.J.; FAKIROV, S. Influence of Processing Conditions on the Weld Line in Doubly Injection-Molded Glassy Policarbonate and Polystyrene: Microindentation Hardness Study.
Advances in Polymer Technology, v.24, no 1, p. 14-20, 2005.
66. MARTINEZ GAMBA, A.J.; PONTES, A.J.; OLIVEIRA, M.J.; POUZADA, A.S.
Weld lines in glass reinforced polypropylene plates, Procedings of PPS
Americas Regional Meeting, Florianópolis – SC, Brazil, 2004.
67. REED, J.S. Principles of Ceramics Processing. New York: John Wiley &
Sons, 1995.
68. ONODA Jr, G.Y. Ceramic Processing Before Firing. New York: John
Wiley & Sons, 1978.
69. GOTOH, K., MASUDA, H., HIGASHITANI, K. (Ed.) Powder Technology Handbook 2nd. ed. New York: Marcel Dekker, 1997.
70. MACHADO, L.D. & MATOS, J.R. Análise Térmica Diferencial e calorimetria exploratória diferencial in Técnicas de Caracterização de Polímeros, S.V. Canevarolo Jr, Artiber editora, 2003, pp.246.
71. BRANDRUP, J.; IMMERGUT, E., H. Polymer handbook. 2nd, ed. Wiley
Interscience 1975.
72. Moldflow Plastics Insight User´s Guide, Versão 5.0, 2003.
73. BRETAS, R.E.S.; COLIAS, D.; BAIRD, D.G. Dynamical Rheological Properties of Polyetherimide/Polyetheretherketone/Liquid Crystaliine Polymer Ternary Blends. Polymer Engineering and Science, v.34, no 19, p,
1492-1496, 1994.
74. MALLICK, P. K.; NEWMAN, S. Composites materials technology:
processes and properties. Munich: Hanser Publishers, 1990.
75. CARVALHO, B.M. Estudos de Cinética de Cristalização Aplicados à Modelagem e Simulação do Processo de Solidificação de PP. Tese de
Doutorado, UFSCar, 1998.
76. LIU, S.J.; WU, J.Y.; CHANG, J.H. An Experimental Matrix Design to Optimize the Weldline strength in Injection Molded Parts. Polymer
Engineering and Science, May 2000, v. 20, no 5.
216
77. TURNG, L.S.; KHARBAS, H., Effect of Processing Conditions on the weld-line strength and microstructure of microcellular injections molded parts. Polymer Engineering and Scince, January 2003, v. 43, no1.
78. POWELL, P.C.; HOUSZ, A.J.I. Engineering with polymers, Stanley
Thornes Publishers Ltd, 1998.
79. Operation Instructions of Microhardness tester Leica VMHT 30A/M.
80. BALTA CALLEJA, F. J.; FAKIROV, S. Microhardness of Polymers.
Cambridge University Press, Cambridge, Chapt. 2, p. 11, 2000.
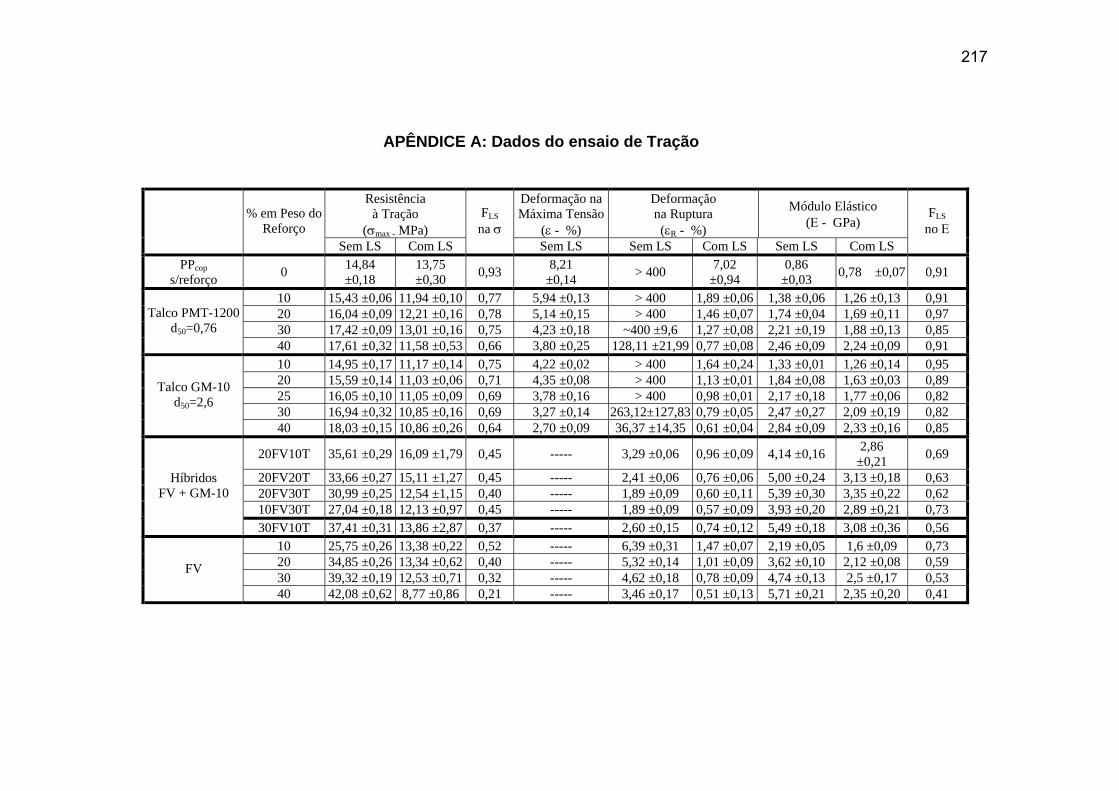
217
APÊNDICE A: Dados do ensaio de Tração
Resistência à Tração
(σmax - MPa)
Deformação na Máxima Tensão
(ε - %)
Deformação na Ruptura (εR - %)
Módulo Elástico (Ε - GPa) % em Peso do
Reforço Sem LS Com LS
FLS
na σ Sem LS Sem LS Com LS Sem LS Com LS
FLS
no Ε
PPcop s/reforço 0 14,84
±0,18 13,75 ±0,30 0,93 8,21
±0,14 > 400 7,02 ±0,94
0,86 ±0,03 0,78 ±0,07 0,91
10 15,43 ±0,06 11,94 ±0,10 0,77 5,94 ±0,13 > 400 1,89 ±0,06 1,38 ±0,06 1,26 ±0,13 0,91 20 16,04 ±0,09 12,21 ±0,16 0,78 5,14 ±0,15 > 400 1,46 ±0,07 1,74 ±0,04 1,69 ±0,11 0,97 30 17,42 ±0,09 13,01 ±0,16 0,75 4,23 ±0,18 ~400 ±9,6 1,27 ±0,08 2,21 ±0,19 1,88 ±0,13 0,85
Talco PMT-1200 d50=0,76
40 17,61 ±0,32 11,58 ±0,53 0,66 3,80 ±0,25 128,11 ±21,99 0,77 ±0,08 2,46 ±0,09 2,24 ±0,09 0,91 10 14,95 ±0,17 11,17 ±0,14 0,75 4,22 ±0,02 > 400 1,64 ±0,24 1,33 ±0,01 1,26 ±0,14 0,95 20 15,59 ±0,14 11,03 ±0,06 0,71 4,35 ±0,08 > 400 1,13 ±0,01 1,84 ±0,08 1,63 ±0,03 0,89 25 16,05 ±0,10 11,05 ±0,09 0,69 3,78 ±0,16 > 400 0,98 ±0,01 2,17 ±0,18 1,77 ±0,06 0,82 30 16,94 ±0,32 10,85 ±0,16 0,69 3,27 ±0,14 263,12±127,83 0,79 ±0,05 2,47 ±0,27 2,09 ±0,19 0,82
Talco GM-10 d50=2,6
40 18,03 ±0,15 10,86 ±0,26 0,64 2,70 ±0,09 36,37 ±14,35 0,61 ±0,04 2,84 ±0,09 2,33 ±0,16 0,85
20FV10T 35,61 ±0,29 16,09 ±1,79 0,45 ----- 3,29 ±0,06 0,96 ±0,09 4,14 ±0,16 2,86 ±0,21 0,69
20FV20T 33,66 ±0,27 15,11 ±1,27 0,45 ----- 2,41 ±0,06 0,76 ±0,06 5,00 ±0,24 3,13 ±0,18 0,63 20FV30T 30,99 ±0,25 12,54 ±1,15 0,40 ----- 1,89 ±0,09 0,60 ±0,11 5,39 ±0,30 3,35 ±0,22 0,62 10FV30T 27,04 ±0,18 12,13 ±0,97 0,45 ----- 1,89 ±0,09 0,57 ±0,09 3,93 ±0,20 2,89 ±0,21 0,73
Híbridos FV + GM-10
30FV10T 37,41 ±0,31 13,86 ±2,87 0,37 ----- 2,60 ±0,15 0,74 ±0,12 5,49 ±0,18 3,08 ±0,36 0,56 10 25,75 ±0,26 13,38 ±0,22 0,52 ----- 6,39 ±0,31 1,47 ±0,07 2,19 ±0,05 1,6 ±0,09 0,73 20 34,85 ±0,26 13,34 ±0,62 0,40 ----- 5,32 ±0,14 1,01 ±0,09 3,62 ±0,10 2,12 ±0,08 0,59 30 39,32 ±0,19 12,53 ±0,71 0,32 ----- 4,62 ±0,18 0,78 ±0,09 4,74 ±0,13 2,5 ±0,17 0,53
FV
40 42,08 ±0,62 8,77 ±0,86 0,21 ----- 3,46 ±0,17 0,51 ±0,13 5,71 ±0,21 2,35 ±0,20 0,41

218
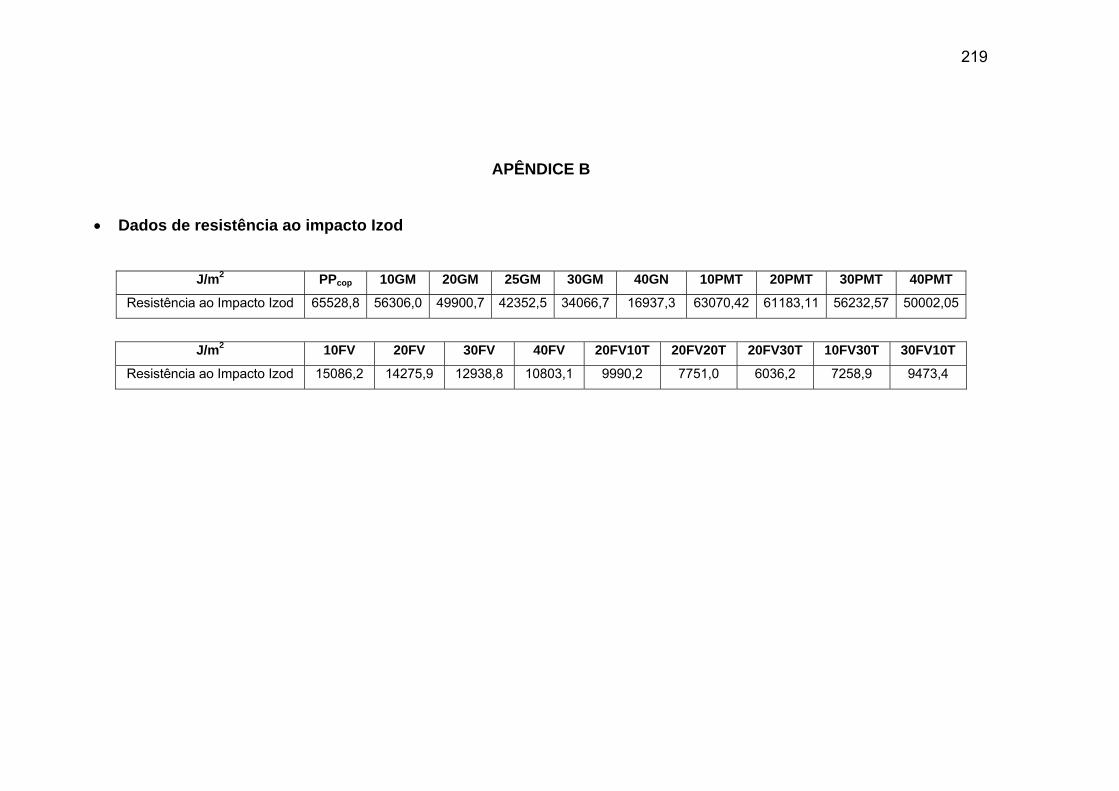
219
APÊNDICE B
• Dados de resistência ao impacto Izod
J/m2 PPcop 10GM 20GM 25GM 30GM 40GN 10PMT 20PMT 30PMT 40PMT
Resistência ao Impacto Izod 65528,8 56306,0 49900,7 42352,5 34066,7 16937,3 63070,42 61183,11 56232,57 50002,05
J/m2 10FV 20FV 30FV 40FV 20FV10T 20FV20T 20FV30T 10FV30T 30FV10T
Resistência ao Impacto Izod 15086,2 14275,9 12938,8 10803,1 9990,2 7751,0 6036,2 7258,9 9473,4

220
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo


















