UTILIZAÇÃO DE POLÍMEROS CATIÔNICOS PARA SEPARAÇÃO DE …
36
UNIVERSIDADE FEDERAL DE SANTA CATARINA CENTRO DE CIÊNCIAS FÍSICAS E MATEMÁTICAS DEPARTAMENTO DE QUÍMICA UTILIZAÇÃO DE POLÍMEROS CATIÔNICOS PARA SEPARAÇÃO DE FASES EM BORRAS OLEOSAS E DETERMINAÇÃO DE MERCÚRIO POR ESPECTROMETRIA ATÔMICA MATEUS OLIVERA MÜLLER Florianópolis Junho/2019
Transcript of UTILIZAÇÃO DE POLÍMEROS CATIÔNICOS PARA SEPARAÇÃO DE …

UNIVERSIDADE FEDERAL DE SANTA CATARINA
CENTRO DE CIÊNCIAS FÍSICAS E MATEMÁTICAS
DEPARTAMENTO DE QUÍMICA
UTILIZAÇÃO DE POLÍMEROS CATIÔNICOS PARA
SEPARAÇÃO DE FASES EM BORRAS OLEOSAS E
DETERMINAÇÃO DE MERCÚRIO POR ESPECTROMETRIA
ATÔMICA
MATEUS OLIVERA MÜLLER
Florianópolis
Junho/2019

2
MATEUS OLIVERA MÜLLER
UTILIZAÇÃO DE POLÍMEROS CATIÔNICOS PARA
SEPARAÇÃO DE FASES EM BORRAS OLEOSAS E
DETERMINAÇÃO DE MERCÚRIO POR ESPECTROMETRIA
ATÔMICA
Relatório apresentado ao Departamento de Química da Universidade Federal de Santa Catarina, como requisito parcial da disciplina de Estágio II (QMC 5512)
___________________________________
Assinatura do(a) Aluno(a)
___________________________________
Assinatura do(a) Orientador(a)
Florianópolis
Junho/2019

3
AGRADECIMENTOS
Primeiramente, gostaria de agradecer aos meus pais, José Miguel Müller e
Carmen Maria Olivera Müller, as duas pessoas mais maravilhosas que conheço, que
a vida toda estiveram ao meu lado lutando por aquilo que era certo não importando as
dificuldades que passamos, pelos imensuráveis sacrifícios que fizeram ao longo de
suas vidas e por nunca terem desistido tornando assim o futuro que abraço possível.
Aos meus irmãos Francisco Olivera Müller e Manuela Olivera Müller que
mesmo com nossas desavenças sempre me ajudaram o máximo possível.
À minha namorada, Heloisa Daros dos Santos, por ter me acompanhado
durante toda a graduação, dando amor e paciência incondicionais nos momentos mais
necessários.
Aos meus dois grandes amigos Gabriel Corssatto e Carlos Augusto Vieira por
me acompanhar nesta grande aventura mesmo nos seus altos e baixos.
À minha orientadora, Vera Lucia A. Frescura Bascuñan, pelo suporte e
incentivo sendo minha professora e minha amiga.
A todos os membros do laboratório LEMA, principalmente ao professor Eduardo
S. Chaves pelo grande apoio durante estes dois semestres.
E a todos que me acompanharam por esta caminhada que de alguma forma
me ajudaram a seguir em frente.

4
SUMÁRIO
1 INTRODUÇÃO ...................................................................................................... 7
2 REVISÃO DA LITERATURA ................................................................................. 8
2.1 A química do petróleo .................................................................................... 8
2.2 Tratamento de resíduos na indústria do petróleo ......................................... 10
2.3 Técnica de analíticas para determinação de Hg .......................................... 13
2.4 Mercúrio ....................................................................................................... 14
3 OBJETIVOS ........................................................................................................ 16
3.1 Objetivo geral ............................................................................................... 16
3.2 Objetivos específicos ................................................................................... 16
4 METODOLOGIA ................................................................................................. 17
4.1 Reagentes e equipamentos ......................................................................... 17
4.2 Amostras ...................................................................................................... 17
4.3 Metodologia da preparação das amostras ................................................... 17
4.4 Digestão ácida ............................................................................................. 18
4.5 Determinações de Hg ................................................................................... 19
4.6 Segurança no laboratório ............................................................................. 21
5 RESULTADOS E DISCUSSÃO .......................................................................... 22
5.1 Seleção do polímero catiônico ..................................................................... 22
5.2 Caracterização do polímero ......................................................................... 23
5.3 Efeito da matriz para determinação de Hg por FAS ..................................... 25
. .......................................................................... Erro! Indicador não definido.
5.4 Efeito da concentração do polímero ............................................................. 27
5.5 Efeito do pH na concentração de Hg na fase aquosa .................................. 28
5.6 Efeito da agitação na concentração de Hg na fase aquosa ......................... 28
5.7 Efeito da centrifugação na concentração de Hg na fase aquosa ................. 29

5
5.8 Aplicação ...................................................................................................... 31
6 CONCLUSÃO ..................................................................................................... 33
7 REFERÊNCIAS .................................................................................................. 34

6
RESUMO
Este trabalho teve como objetivo avaliar o processo de tratamento de borras
oleosas, oriundas da indústria do petróleo, por meio da adição de soluções poliméricas
que promovem a separação da fase aquosa com menores concentrações de Hg. Os
parâmetros experimentais avaliados foram pH, tempo de agitação, concentração de
polímero, centrifugação e digestão da amostra. Para determinação das concentrações
de Hg na solução aquosa foi utilizada a técnica de espectrometria de fluorescência
atômica (AFS). A concentração de 0,02% (m/v) do polímero Un80 com pH inicial de
4,8, um preparo de amostra envolvendo 15 minutos de agitação seguido de
centrifugação de 3000 rpm por 5 minutos mostrou-se a condição mais adequada para
o tratamento da borra oleosa. As determinações foram realizadas sem necessidade
da digestão das soluções poliméricas. Posteriormente as etapas de otimização terem
sido concluídas, a metodologia desenvolvida nos estudos foi aplicada a diferentes
amostras de borras, onde todas apresentaram valores de retenção de mercúrio na
fase densa em torno de 92% mostrando a aplicabilidade e eficiência do tratamento
proposto.
Palavras chave: Borra de petróleo. Polímero. Floculação. Espectrometria de
fluorescência atômica.

7
1 INTRODUÇÃO
O petróleo é um recurso natural não renovável encontrado em todo o mundo,
amplamente explorado dado sua versatilidade na indústria. Caracterizado fisicamente
pela sua cor preta, alta viscosidade e odor forte, quimicamente o petróleo é composto
de uma mistura de hidrocarbonetos. Atualmente, é difícil não depender dos produtos
derivados de petróleo, como combustíveis, plásticos, tecidos sintéticos, cosméticos,
produtos de limpeza e até na alimentação. Para suprir a demanda mundial, a
exploração de petróleo cresce cada vez mais e juntamente com esse crescimento
aumenta a geração de resíduos das mais variadas formas, quantidades e
periculosidade.
Um dos principais problemas de alguns destes resíduos são as concentrações
elevadas de elementos com alto potencial tóxico como cádmio, chumbo, mercúrio e
arsênio, o que torna o tratamento industrial destes materiais um desafio. Nesse
contexto, durante o processo de refinamento do petróleo, um dos principais resíduos
é a borra, que é composta por uma complexa mistura de hidrocarbonetos, matéria
orgânica, água, metais e partículas sólidas em suspensão. Atualmente, as principais
formas de tratamento para este tipo de resíduo são a incineração, extração por
solvente, landfarming, entre outros. Entretanto, o alto custo e a baixa eficiência de
tratamento com relação aos metais tóxicos são as principais limitações.
O tratamento utilizando polímero tem por objetivo a inertização do resíduo.
Imobilizando ou limitando a solubilidade de qualquer constituinte presente no resíduo,
estabilizando-os na borra de forma a permitir a extração da água presente e
promovendo uma significativa redução em massa do resíduo. Nesse trabalho, o
tratamento de borras oleosas de petróleo utilizando polímeros catiônicos será
otimizado, avaliando o grau de retenção de mercúrio na fase oleosa por meio de sua
determinação na fase aquosa, por espectrometria de fluorescência atômica (AFS). A
estabilidade e aplicabilidade serão avaliadas visando ampliação de escala para
aplicação industrial.

8
2 REVISÃO DA LITERATURA
2.1 A química do petróleo O petróleo é formado quando uma grande quantidade de matéria orgânica é
aprisionada no solo sob camadas de lama ou areia, que ao longo de milhares de anos
sofre ação da atividade geológica e gradualmente vai se degradando. Ele é constituído
principalmente de uma mistura complexa de hidrocarbonetos, metais e compostos
contendo nitrogênio, oxigênio e enxofre. Entretanto, existe uma grande dificuldade em
determinar sua composição exata uma vez que a constituição do petróleo depende de
sua idade, profundidade do poço, local da extração, entre outros.[1]
Uma vez extraído, o petróleo é transportado às refinarias, onde passa por um
processo de refino que consiste basicamente em três etapas: destilação, conversão e
tratamento. A destilação permite a separação da mistura complexa dos
hidrocarbonetos que fazem parte da composição do petróleo em frações de misturas
mais simples. O petróleo é aquecido até a ebulição dentro da torre de destilação, ao
entrar em ebulição a fase gasosa sobe na torre e gradativamente esfria, condensando
em diferentes alturas e, consequentemente, separando de acordo com faixas de
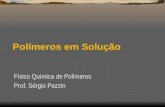
ebulição, como mostra a Figura 1, em frações como: diesel, querosene, gasolina, GLP,
óleos lubrificantes, etc. Entretanto, nem todas as frações do petróleo são separadas
por esse processo, a conversão utiliza a fração que possui alto ponto de ebulição, e
não foi separada pelo processo anterior. Essa etapa consiste em quebrar esses
hidrocarbonetos de alta massa molar em moléculas menores e de maior valor
agregado. Por fim, a etapa de tratamento consiste em remover, dos produtos da
destilação, compostos indesejados como o enxofre e torná-los adequados ao
mercado. [2] [3]

9
Figura 1.- Ilustração de uma torre de refino de petróleo e suas faixas de temperatura.[2]
(Adaptada por Heloisa D. dos Santos)
O refino dá origem a combustíveis e a matérias primas para as mais diversas
indústrias fazendo com que se torne cada vez mais importante desenvolver técnicas
eficientes e aplicáveis para o tratamento dos resíduos gerados nesses processos e
nos subsequentes como: transporte, armazenagem e comercialização. Dentre os
resíduos gerados, os que demandam uma maior atenção, devido a sua periculosidade
e/ou quantidade produzida são, por exemplo: gases como óxidos de carbono (COx),
óxidos de nitrogênio (NOx), óxidos de enxofre (SOx); inúmeros compostos orgânicos
tóxicos; partículas sólidas; metais pesados; água utilizada nos processos e a borra do
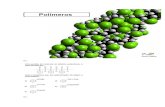
petróleo.[2] Na Figura 2, está ilustrado as etapas de produção do petróleo e resíduos
gerados.
Figura 2.- Ilustração da cadeia de produção do petróleo e sua geração de resíduos.[5]
(Adaptada por Heloisa D. dos Santos)

10
2.2 Tratamento de resíduos na indústria do petróleo Considerando que no Brasil, em 2017, foram extraídos cerca de 410 mil metros
cúbicos de petróleo cru por dia, pode-se afirmar que, nos processos industriais
subsequentes há uma quantidade expressiva de resíduos sendo produzida
diariamente. [5] Grande parte desse resíduo produzido pela indústria do petróleo é a
borra de petróleo, uma pasta viscosa de cor preta e odor forte, composta
principalmente de uma emulsão de água e óleo contendo partículas sólidas, matéria
orgânica e metais, alguns desses tóxicos. A destinação ambientalmente correta para
este tipo de resíduo é de extrema importância. O tratamento adequado deste tipo de
resíduo pode ser realizado por diferentes processos: incineração, extração por
solvente, irradiação por micro-ondas, surfactantes, centrifugação, landfarming.[4]
A incineração consiste na queima do resíduo que, em algumas situações, podem
necessitar do auxílio de um comburente, o qual, em muitos casos, se trata de uma
matéria orgânica seca proveniente de algum processo industrial. Embora esse tipo de
tratamento seja apontado como uma forma rápida e eficiente de tratar esses resíduos
deve-se considerar o elevado custo associado ao tratamento dos gases e fuligem
gerados nesse processo, além da possível necessidade de uma secagem do resíduo
antes da incineração. [6]
No tratamento de extração por solvente, como o próprio nome sugere, utilizam-se
solventes orgânicos para extração e separação de óleos presentes no resíduo que,
posteriormente, podem ser utilizados para produção do diesel. Esse processo possui
alto custo associado à demanda de grandes quantidades de solventes orgânicos,
podendo gerar alto impacto ambiental, além de não ser eficiente em eliminar dos
resíduos a contaminação por elementos inorgânicos tóxicos. Apesar disso, a extração
com solvente é amplamente utilizada pelo setor industrial em virtude da sua fácil
aplicação e altos rendimentos. [7]
Em função da alta proporção de água no resíduo de petróleo, a técnica de
irradiação por micro-ondas torna-se um processo alternativo para o tratamento desses
resíduos. Esse procedimento consiste na utilização de radiação eletromagnética para
promover a separação das fases da borra de petróleo. Esse tratamento é rápido,
eficiente e não requer o uso de produtos químicos, porém, possui um alto custo
energético além de, assim como na separação por solventes, também não solucionar

11
o problema da contaminação por elementos de alta toxicidade, uma vez que os
mesmos permanecem dispersos nas fases. [8]
O uso de surfactantes para o tratamento de resíduos oleosos é um processo
alternativo que visa a quebra da emulsão água/óleo para posteriormente proceder à
separação das fases. Apesar de possuir uma boa aplicabilidade por se tratar de um
processo rápido e eficiente, esse procedimento possui um custo elevado e, em alguns
casos, utilizam-se surfactantes que apresentam alguma toxicidade e que precisam ser
recuperados após o processo. [9]
O processo de centrifugação consiste na aplicação de força centrífuga para
promover a separação das fases no resíduo de borra. O alto rendimento e a eficiência
de separação das fases, além de não utilizar produtos químicos, fazem dessa técnica
uma boa alternativa para aplicação industrial. Por outro lado, esse processo possui
alto custo energético e exige tratamento prévio da borra para redução da viscosidade,
além de não resolver o problema dos metais tóxicos. [4]
O processo de landfarming consiste em misturar o resíduo com terra ou areia
para promover a remediação através do uso de plantas, bactérias ou fungos. Embora
esse processo consiga tratar grandes quantidades de resíduo com baixo custo e de
não precisar muita manutenção, apresenta restrições associadas ao longo tempo
necessário e ao risco de perdas de compostos tóxicos por lixiviação ou arraste por
água de chuva podendo assim contaminar reservatórios de água. [10]
No biotratamento, o resíduo de petróleo é misturado com outro resíduo
orgânico industrial para promover a degradação por fungos e bactérias, similar ao
landfarming. É uma técnica de baixo custo e eficiente e apresenta a vantagem de ser
aplicada em um ambiente mais controlado, reduzindo assim as possíveis
contaminações do meio ambiente. [11]
Os processos citados acima são os principais tratamentos já aplicados em larga
escala no setor industrial, entretanto existem outras técnicas, algumas das quais ainda
se encontram em fases laboratoriais como: irradiação ultrassônica, congelamento,
flutuação de espuma, eletro cinética, entre outras. [4] podemos dentre esses
procedimentos em desenvolvimento destacar a floculação e estabilização dos
resíduos por meio da adição de polímeros.
Polímeros são macromoléculas constituídas da repetição de uma unidade
chamada monômero, suas propriedades químicas e físicas estão associadas à
característica química e ao número de vezes que se repete o monômero. Durante o

12
processo de floculação ocorre a estabilização da borra, em função das longas cadeias
poliméricas, que favorecem a interação com outras moléculas ou átomos por atração
eletrostática ou ligação de hidrogênio, e as próprias interações entre as cadeias
poliméricas. Essas interações fazem com que se formem grandes agregados, que
quando em solução recobrem as partículas em suspenção. Essas partículas floculam
o que promove a separação de fases: a fase aquosa (leve) e a fase densa composta
pela emulsão água/óleo e as partículas floculadas contendo o polímero utilizado no
processo. Nessa etapa de separação de fases, ocorre um pré-tratamento da fase
aquosa, uma vez que se o polímero funcionar como o esperado haverá um alto grau
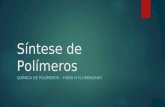
de retenção de contaminantes na fase densa. [12][13] Na Figura 3 está ilustrada a borra
separada nas duas fases resultantes do processo de adição de polímero.
Figura 3.- Borra de petróleo tratada com solução polimérica. Polímero Hx 33 na
concentração de 0,05 % m/v. Fonte: autor.
Em comparação a outros processos, o tratamento polimérico da borra apresenta a
vantagem de estabilizar, com os processos de floculação e decantação, partículas em
suspensões. Uma vez que as partículas em suspensão são transferidas para a fase
densa essas permanecem estabilizadas, facilitando as etapas seguintes do
tratamento desse resíduo. [14] Embora essa técnica tenha as vantagens citadas, a
complexidade do resíduo abrange uma nova fronteira: os metais em solução, no caso,

13
mais especificamente, o mercúrio. Não há um estudo que comprove a eficácia de
polímeros na retenção e estabilização destes na fase densa, é necessário realizar
novos estudos de otimização e estabilidade em nível laboratorial para verificar se a
técnica é aplicável para esse tipo de contaminante.
2.3 Técnicas analíticas para determinação de Hg
Entre as técnicas analíticas aplicadas para a determinação de Hg a
espectrometria de fluorescência atômica (AFS) utiliza do princípio da fluorescência
está se destaca, principalmente pela alta sensibilidade. A fluorescência atômica ocorre
quando elétrons, que foram excitados a camadas mais energéticas do átomo, voltam
para o estado fundamental liberando fótons. Como o feixe de excitação é
perpendicular ao feixe de fótons liberados pelo analito, se trata de uma técnica muito
sensível, pois a detecção está sendo medida com relação ao sinal de valor zero e não
como uma pequena variação de um sinal intenso como em outras técnicas de
absorção atômica. Entretanto, essa técnica não é amplamente utilizada, devido ao
pequeno número de sistemas químicos que fluorescem com intensidade significativa.
O mercúrio é considerado um bom elemento para a fluorescência porque absorve e
emite em comprimento de onda similares, entretanto esta técnica somente detecta Hg
na forma elementar (Hg0), sendo assim, os compostos de mercúrio são convertidos a
íons Hg2+ por agentes oxidantes e posteriormente reduzido com SnCl2. Isto faz com
que não seja possível uma caracterização de espécies de mercúrio, somente a
quantificação do mesmo. A Figura 4 representa o instrumento utilizado e seus
principais componentes. [15] [16]

14
Figura 4.- Esquema básico de componentes de espectrômetro de fluorescência
atômica (AFS). [15]
2.4 Mercúrio
O mercúrio (Hg) não possui função biológica conhecida, entretanto, se encontra
em quase todos os seres vivos, normalmente em pequenas quantidades, as quais não
oferecem risco à saúde. Ao longo da história, por se tratar de um metal líquido, o (Hg)
sempre despertou a curiosidade do ser humano, sendo usado em diversas culturas,
os primeiros registros de utilização do mercúrio pelo homem datam de 28 mil anos
A.C., quando o sulfeto de mercúrio (HgS) era utilizado em cavernas como tinta pela
sua cor vermelha característica. No final do século XX, os principais usos do Hg eram
na exploração de ouro, na utilização de amálgamas em próteses dentárias e na
fabricação de baterias. Atualmente, em virtude de conhecermos os efeitos adversos
do uso de Hg, o uso deste metal é combatido e reduzido com o fim de diminuir os
impactos no meio ambiente e na saúde dos seres vivos. [17]
Por se tratar de um metal altamente tóxico, contaminações por mercúrio são
extremamente perigosas ao ser humano. As três principais formas que esse metal se
encontra são: Hg elementar (Hg0), como compostos inorgânicos de mercúrio
(mercúrico Hg+2 ou mercuroso Hg2+2) e compostos orgânicos de mercúrio. Cada uma
das dessas espécies possui toxicidade própria dependendo da biodisponibilidade da
mesma. [18]
O mercúrio elementar, Hg0, em temperatura ambiente é encontrado no estado
líquido, como possui uma baixa taxa de absorção por contato com a pele ou ingestão
não é tão perigoso, embora, dado ao seu baixo ponto de ebulição pode gerar vapor

15
de mercúrio, o qual é altamente tóxico. A inalação desses vapores de Hg pode levar
a problemas respiratórios e a exposição crônica a este gás afeta o sistema
neurológico, podendo levar a perda de memória, tremores, delírio e desordens
neurocognitivas. [18][19]
Compostos inorgânicos de mercúrio (Hg+2 e Hg2+2) foram muito usados em
produtos medicinais, porém em função de baixa solubilidade em água e baixa
biodisponibilidade, não apresentam toxicidade tão elevada quanto as outras duas
formas citadas. Apesar disso, cabe ressaltar que mesmo assim, esses compostos
podem acabar se acumulando no fígado e nos rins, onde em concentrações elevadas
podem levar a falência desses órgãos. [18]
Das três espécies citadas, os compostos orgânicos de Hg são os mais tóxicos
em virtude de sua alta biodisponibilidade e difícil eliminação após absorção. O CH3Hg
(metil mercúrio) é uma das formas mais comuns e mais perigosas de mercúrio
orgânico devido a sua elevada estabilidade e por possuir uma alta afinidade por
lipídeos, o que causa seu acúmulo no sistema nervoso. Mesmo em baixas
concentrações é extremamente nocivo em função de sua capacidade de influenciar
nos mecanismos do DNA e do RNA tornando-o um agente mutagênico e cancerígeno.
[18]
16
3 OBJETIVOS
3.1 Objetivo geral Utilizar polímeros catiônicos para o tratamento de borras oleosas de petróleo,
avaliando o grau de retenção de mercúrio na fase oleosa.
3.2 Objetivos específicos
• Avaliar o efeito de diferentes polímeros catiônicos para o tratamento da borra
oleosa e selecionar o polímero mais adequando com base na capacidade de
retenção de Hg.
• Caracterizar o polímero selecionado por meio de infravermelho, análise
termogravimétrica (TGA) e análise de carbono, hidrogênio e nitrogênio (CHN).
• Avaliar a técnica de calibração para determinação de Hg em soluções
poliméricas por FAS
• Otimizar os parâmetros para tratamento da borra oleosa com soluções
poliméricas (pH, agitação, centrifugação, concentração de polímero)
• Aplicar as condições otimizadas para o tratamento de borras oleosas com
diferentes características.

17
4 METODOLOGIA
4.1 Reagentes e equipamentos Todos os reagentes utilizados possuem grau de pureza analítico. Os polímeros
utilizados Hx 43, Hx 33, Hx 47 e Un 80, são polímeros catiônicos comerciais,
gentilmente doados por uma unidade de refinaria de petróleo; Ácido nítrico Merck,
Darmstadt, Alemanha; Peróxido de hidrogênio: Neon Comercial, Suzano, SP Brasil; A
água utilizada é Milli-Q (Millipore, Beadford, MA, EUA) com a resistividade de 18,2 MΩ
cm; Ácido clorídrico Merck KGaA, Darmstadt, Alemanha ; Cloreto de estanho(II)
Aldrich chemistry St. Louis EUA.
Os equipamentos utilizados foram balança analítca BEL Equipamentos Analíticos,
Piracicaba, SP, Brasil; Micro-ondas DGT 100 Plus (Provecto Analítica, Jundiaí, SP,
Brasil);Ultrassom (THORNTON INPEC Eletrônica S.A., Vinhedo, SP,
Brasil);Destilador de quartzo (Kürner Analysentehnik, Rosenheim, Alemanha);
Espectrômetro de fluorescência atômica Mercur Duo (Analytik Jena, Jena, Alemanha);
pHmetro modelo HI 2221 (HANNA instruments Brasil, Tamboré Barueri, SP, Brasil);
Centrífuga microprocessada (Quimis, Diadema, SP, Brasil); Agitador rotativo MA 160
(Marconi Equipamentos Para Laboratório Ltda, Piracicaba, SP, Brasil),
Espectrofotômetro de infravermelho modelo FTLA 2000 (ABB, Zurique, Suíça);
Analisador elementar EA 1110 CHNS-O (CE Instruments, Wigan, Reino Unido);
Analisador termogravimétrico TGA – 50 (Shimadzu, Quioto, Japão).
4.2 Amostras As amostras de borras são provenientes de tanques de armazenamento de
resíduos de refinarias de petróleo e apresentam contaminação por mercúrio. As
amostras de borra de petróleo se encontram acondicionadas em recipientes de vidro,
sob-refrigeração em geladeiras, no Laboratório de Espectrometria de Massa e
Atômica (LEMA).
4.3 Metodologia da preparação das amostras O processo de preparo de amostra visou a menor geração de utensílios e resíduos
contaminados pela borra, pois além de a borra ser tóxica o processo de limpeza dos
materiais usados necessita da utilização de xileno, solvente orgânico moderadamente
tóxico.
18
Dada a não homogeneidade da borra foi necessária a homogeneização da
mesma, a qual é feita mecanicamente com o objetivo de obter uma amostra com a
composição representativa. Posteriormente, uma massa de 5 g borra é transferida
para tubos tipo Falcon de 50 mL de modo que maior parte dela se encontre no fundo
do recipiente (sem adesão as paredes do Falcon).
Uma vez feita a adição da solução polimérica a borra o Falcon contendo ambas foi
colocado em um agitador rotativo por 10 minutos para a posterior centrifugação para
acelerar o processo de separação das fases. Em seguida uma alíquota de 100 µL
(visando uma diluição de 100 vezes) da fase aquosa é colocada em um Falcon de 15
mL e então há a adição de 100 µL (1% v/v) de ácido nítrico bidestilado, 100 µL(1%
v/v) de permanganato de potássio e 50 µL (0,5% v/v) de cloridrato de hidroxilamina,
para pôr fim avolumar a solução á 10 mL. A preparação da amostra de sobrenadante
com a adição destes reagentes é necessária para que a amostra seja analisada no
Mercur. A fase aquosa passará por uma digestão caso se faça necessário. Na
determinação de mercúrio empregando a técnica de AFS é recomendada a
decomposição da matéria orgânica, onde o elemento de interesse é convertido em
cátions inorgânicos.
4.4 Digestão ácida
O processo de digestão ácida em vaso fechado e assistido por micro-ondas foi
utilizado na fase aquosa com a finalidade de adequá-la ao método de análise. A
digestão promove a completa dissolução da matriz da amostra ou a completa extração
de analitos, pela ação oxidante de ácidos minerais e do aquecimento. O meio de
digestão adotado foi a mistura de 8 mL da amostra com 2 mL de ácido nítrico e 1mL
de peróxido de hidrogênio, adicionados diretamente nos vasos de teflon do forno de
micro-ondas. Na Tabela 1 é apresentado o programa de digestão no micro-ondas
utilizado, esse mesmo programa, utilizando 7 mL de ácido de limpeza (HNO3), foi
usado para a limpeza dos vasos de teflon do aparelho.
19
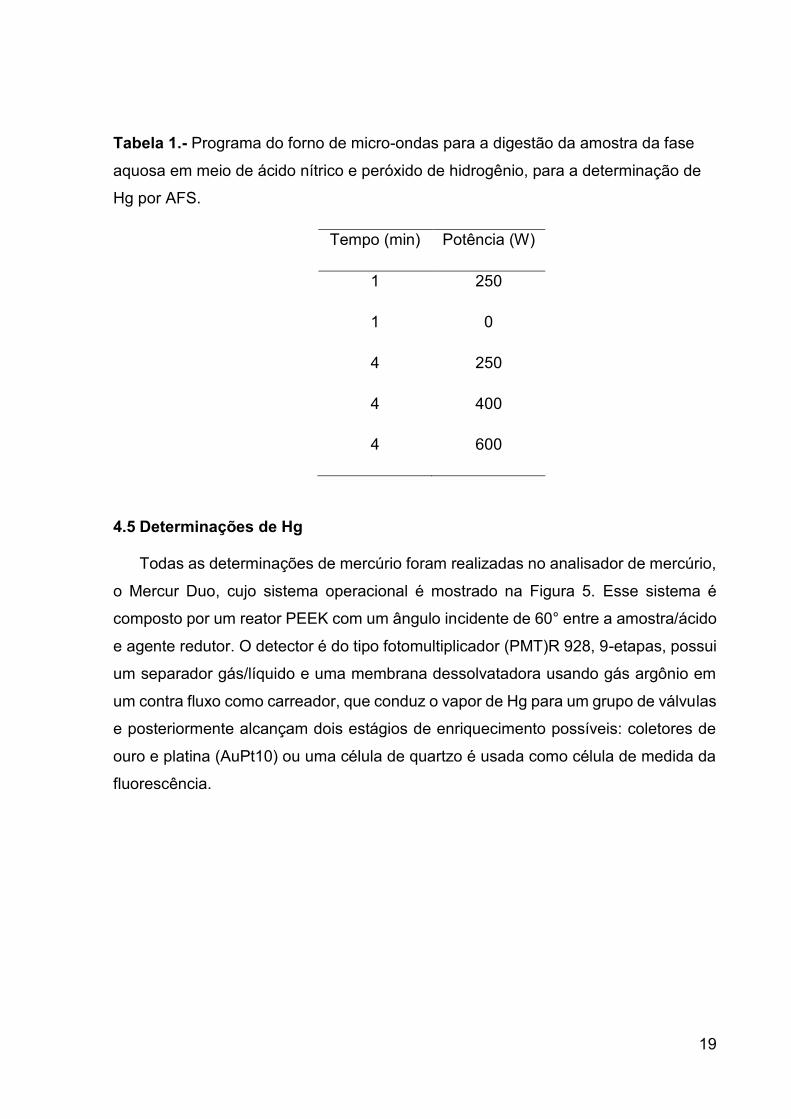
Tabela 1.- Programa do forno de micro-ondas para a digestão da amostra da fase
aquosa em meio de ácido nítrico e peróxido de hidrogênio, para a determinação de
Hg por AFS.
Tempo (min) Potência (W)
1 250
1 0
4 250
4 400
4 600
4.5 Determinações de Hg
Todas as determinações de mercúrio foram realizadas no analisador de mercúrio,
o Mercur Duo, cujo sistema operacional é mostrado na Figura 5. Esse sistema é
composto por um reator PEEK com um ângulo incidente de 60° entre a amostra/ácido
e agente redutor. O detector é do tipo fotomultiplicador (PMT)R 928, 9-etapas, possui
um separador gás/líquido e uma membrana dessolvatadora usando gás argônio em
um contra fluxo como carreador, que conduz o vapor de Hg para um grupo de válvulas
e posteriormente alcançam dois estágios de enriquecimento possíveis: coletores de
ouro e platina (AuPt10) ou uma célula de quartzo é usada como célula de medida da
fluorescência.
20
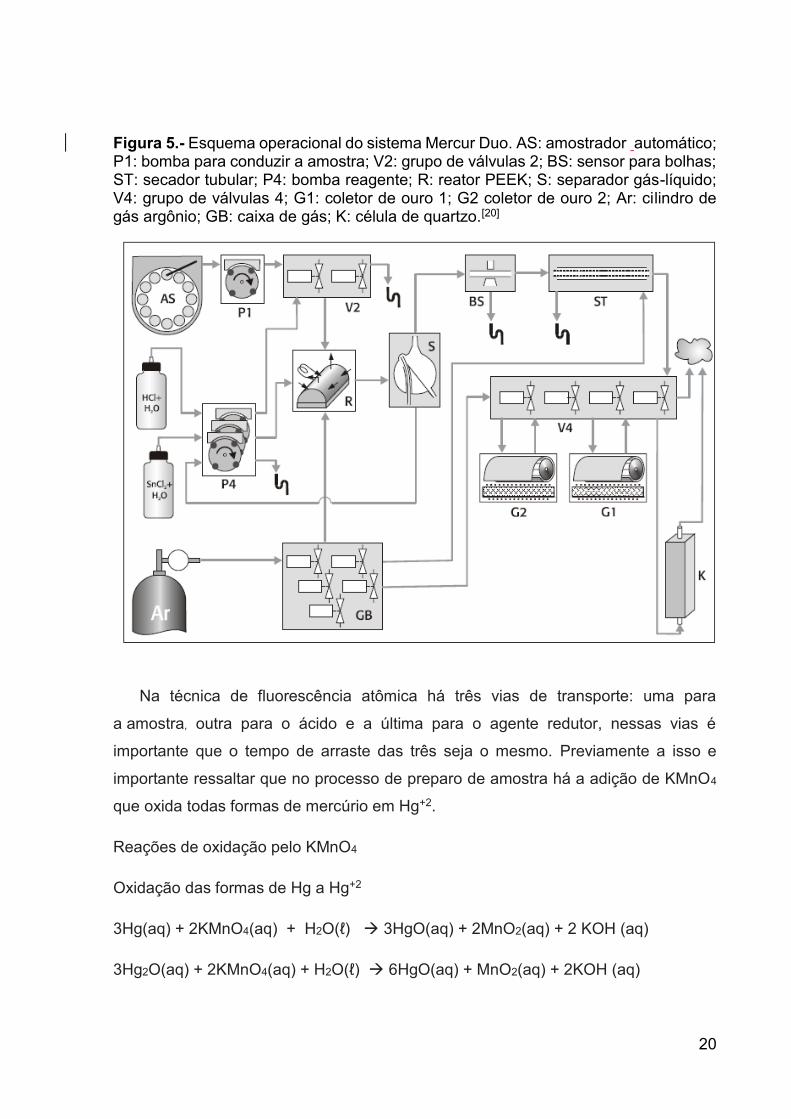
Figura 5.- Esquema operacional do sistema Mercur Duo. AS: amostrador automático; P1: bomba para conduzir a amostra; V2: grupo de válvulas 2; BS: sensor para bolhas; ST: secador tubular; P4: bomba reagente; R: reator PEEK; S: separador gás-líquido; V4: grupo de válvulas 4; G1: coletor de ouro 1; G2 coletor de ouro 2; Ar: cilindro de gás argônio; GB: caixa de gás; K: célula de quartzo.[20]
Na técnica de fluorescência atômica há três vias de transporte: uma para
a amostra, outra para o ácido e a última para o agente redutor, nessas vias é
importante que o tempo de arraste das três seja o mesmo. Previamente a isso e
importante ressaltar que no processo de preparo de amostra há a adição de KMnO4
que oxida todas formas de mercúrio em Hg+2.
Reações de oxidação pelo KMnO4
Oxidação das formas de Hg a Hg+2
3Hg(aq) + 2KMnO4(aq) + H2O(ℓ) → 3HgO(aq) + 2MnO2(aq) + 2 KOH (aq)
3Hg2O(aq) + 2KMnO4(aq) + H2O(ℓ) → 6HgO(aq) + MnO2(aq) + 2KOH (aq)

21
O cloreto de estanho é o agente redutor que foi utilizado neste trabalho e tem
como função promover a formação do vapor de mercúrio assim com o ácido, no caso
o ácido clorídrico.
Redução do Hg2+ com o cloreto de estanho.
Hg2+(aq) + SnCl2(aq) → Hg0 + SnCl4(aq)
4.6 Segurança no laboratório
No laboratório LEMA o uso de jaleco, calças e sapato fechado é obrigatório
para a circulação dentro do mesmo, assim como o uso de luvas nitrílicas quando se
está utilizando qualquer reagente e a utilização de máscaras de gás quando no
experimento houver à possibilidade de emissão de voláteis tóxicos. Estas medidas e
procedimentos de segurança visam a integridade e bem-estar de todos os
pesquisadores que ali desenvolvem suas atividades.
No ambiente onde se encontram as balanças sempre, ao se coletarem as
amostras, a porta permaneceu fechada e o sistema de exaustão do ar ligado, a coleta
ou uso de reagentes foi feita nas capelas, também com os exaustores ligados. Ambos
os procedimentos previnem a contaminação do ar com compostos voláteis que
possam oferecer risco à saúde.
Todos os resíduos gerados no laboratório foram separados e destinados a
correta disposição, levando em consideração as regras para descarte de resíduos
químicos estabelecidas pela UFSC. Luvas, papéis, sólidos em geral contaminados por
reagentes ou amostras foram descartados em um recipiente com saco plástico, que
quando cheio foi recolhido por uma empresa para a incineração. Resíduos líquidos
são condicionados em bombonas específicas para cada tipo de descarte: resíduo
aquoso, orgânico e borra. O recolhimento dos resíduos foi realizado conforme sistema
UFSC de descarte de resíduos químicos.

22
5 RESULTADOS E DISCUSSÃO
5.1 Seleção do polímero catiônico
Os resultados da determinação de mercúrio na fase aquosa, gerada após a
separação de fases obtida pelo tratamento da borra com as soluções 0,01% (m/v) dos
polímeros catiônicos Hx33, Hx43, Hx47 e Un80 são apresentados na Figura 6. Esta
etapa teve como finalidade avaliar o efeito da adição das soluções poliméricas dos
diferentes polímeros à borra sobre a concentração de Hg na fase aquosa resultante
após a separação. Todos os tratamentos foram realizados em triplicata e o seu
preparo seguiu a metodologia padrão citada anteriormente. Previamente à análise
todas as alíquotas da fase aquosa foram diluídas cem vezes, de forma a garantir que
seu sinal de fluorescência integrada se encontrasse dentre os limites de linearidade
da curva de calibração.
Figura 6. – Intensidade de fluorescência integrada em função da concentração de
mercúrio na fase aquosa resultantes da adição de soluções poliméricas (0,01% (m/v))
dos polímeros Hx33(azul), Hx47(amarelo), Hx43(verde) e Un80 (vermelho) a borra de
petróleo
Un80
Hx33
Hx47Hx43 y = 0,0028x + 0,0454
R² = 0,9998
0
0,5
1
1,5
2
2,5
3
0 200 400 600 800 1000
Inte
nci
dad
e d
e fl
uo
resc
ên
cia
inte
grad
a (s
)
Concentração ng/L Hg

23
Conforme apresentado na figura 6 observa-se que o polímero Hx33 apresentou a
maior concentração de mercúrio na fase aquosa (63,06 ±1 ,09 µg/L) indicando uma
menor retenção deste elemento na borra. Por outro lado, o polímero Un80 promoveu
a maior retenção de mercúrio na borra o que pode ser verificado pela menor
concentração deste elemento na fase aquosa (18,70 ± 0,15 µg/L). Em função destes
resultados o polímero Un80 foi selecionado para a continuidade dos experimentos.
5.2 Caracterização do polímero Uma vez selecionado o polímero ele foi caracterizado através de espectroscopia
de infravermelho (FTIR), análise elementar quantitativa de carbono, nitrogênio e
hidrogênio (CNH) e termogravimetria. Sendo assim, na Figura 7 é apresentado o
espectro de infravermelho do polímero Un80 onde observa-se NH e NH2 entre 3500-
3000 cm-1, CH em 2960 cm-1 estas duas absorções podem estar associadas a
vibrações de deformação axial nos átomos de hidrogênio ligados a carbono, oxigênio
e nitrogênio (C-H, O-H e N-H), deformações axiais de C=O de amidas em 1700-1630
cm-1 e por fim CH2 em 1470-1430 cm-1 e C-N em 1280-1180 cm-1 a absorção destas
regiões é associada a deformações axiais e angulares de ligações do tipo C-X.
Figura 7. - Espectro de infravermelho do polímero Un80, em pastilhas de KBr.

24
Figura 8. - Estrutura química da poliacrilamida
Os resultados obtidos na análise do espectro de infravermelho e levando em
consideração que durante os experimentos foi observado que o polímero apresentou
capacidade de formar um hidrogel em altas concentrações e possuir propriedade
floculante, indicam que este polímero pode ser uma poliacrilamida (Figura 8) de alto
peso molecular. Estes resultados são reafirmados por outros autores que estudando
poliacrilamidas reportam espectros de infravermelho semelhantes aos encontrados
neste trabalho além de associarem a estes polímeros formação de hidrogeis e
propriedades floculantes.[21] No sentido de complementar os resultados de
espectroscopia de infravermelho foram realizadas análises de CHN com a finalidade
de comprovar a presença e a proporção de carbono, nitrogênio e hidrogênio no
polímero cujos resultados foram 23,14% de carbono, 6,84% de nitrogênio e 4,57 % de
hidrogênio em uma amostra de 2,544g do polímero Un80.
As pequenas porcentagens de carbono, hidrogênio e nitrogênio podem estar
associadas a que, por se tratar de um polímero catiônico, necessitar de um contra íon,
o qual pode representar uma parcela significativa da massa total do polímero uma vez
que os elementos analisados possuem baixo valor de massa molar. Na literatura
vários estudos utilizando poliacrilamidas modificadas para o tratamento de água
reportam que na análise de CHN encontraram valores de 21,23 % de carbono, 4,13
% de hidrogênio e 8,25 % de nitrogênio corroborando os resultados obtidos neste
trabalho indicando assim a possibilidade de se tratar de uma poliacrilamida. [22] Na
Figura 9 são apresentados os resultados da análise termogravimétrica do polímero
em termos de porcentagem de massa e DTGA.

25
Figura 9. - Curva resultante da análise termogravimétrica do polímero Un80 (azul) e
sua derivada (vermelho).
O estudo termogravimétrico do polímero Un80, Figura 9, apresentou três estágios
de degradação térmica. O primeiro estágio inicia-se a temperatura em torno de 25ºC
e se estende até 153ºC, com temperatura de taxa máxima de degradação em 63ºC e
está associado à perda de massa (6%) por evaporação da água e compostos voláteis.
O segundo e o terceiro estágios 278,5ºC e 389,5ºC, respectivamente. Resultados
semelhantes foram reportados na literatura em um estudo onde foi realizada a análise
termogravimétrica de poliacrilamida e reportam dois estágios de degradação térmica
a 300 C° e outra próxima a 400°C. [23] Sendo assim, os resultados obtidos indicam que
o polímero Un80 pode se tratar de uma poliacrilamida.
5.3 Efeito da matriz para determinação de Hg por FAS Uma vez que a técnica utilizada na análise de mercúrio elimina a matriz, a etapa
de digestão poderia ser eliminada do processo de preparo de amostra, o que resultaria
em um menor tempo no preparo das mesmas, na menor geração de resíduos e na
diminuição da possibilidade de perdas de analito durante o processo de digestão.
Para comprovar essa hipótese foram feitas três curvas analíticas utilizando
diferentes matrizes: uma aquosa contendo apenas água e o padrão de mercúrio; uma
de simulação de matriz contendo solução de polímero 0,01% (m/v) mais o padrão de
mercúrio; uma de adição de analito sendo ela feita com a adição de padrão à fase
aquosa digerida resultante da separação de fase promovida pela adição de 10 mL de
uma solução polimérica à 5 g de borra.

26
Para o estudo se mostrar válido, todas as retas resultantes das curvas de calibração
deveriam apresentar a mesma sensibilidade (coeficiente angular) e na curva de adição
de analito, o coeficiente linear deveria se encontrar deslocado no eixo Y em função da
concentração de mercúrio inerente da própria amostra. Desta forma, se concluiria que
a matriz não influenciaria na geração de vapor de mercúrio.[24]
Na Figura 10 são apresentadas as curvas padrão de intensidade de
fluorescência integrada em função da concentração de mercúrio para as três
diferentes matrizes avaliadas. Observa-se que as curvas apresentaram sensibilidade
muito similares, indicando que na matriz da amostra ou a adição de polímero não
interferem na geração de vapor de mercúrio. E, consequentemente, a etapa de
digestão pode ser descartada uma vez que não influencia na análise.
Figura 10. - Comparação das curvas de calibração externa, simulação de matriz e
adição de analito. Para averiguar o efeito da matriz na geração de vapor de mercúrio.
Todas as curvas possuem a adição de padrão de mercúrio nas concentrações entre
50 e 1000 ng/L.
Com base nos resultados mostrados acima, pode-se concluir que a calibração com
soluções padrão em meio aquoso são adequadas para as determinações de mercúrio
em soluções poliméricas por FAS. Assim, a calibração com padrões aquosos foi
selecionada para as próximas determinações.

27
5.4 Efeito da concentração do polímero Concluída a seleção do polímero, investigou-se o efeito da concentração do
polímero no tratamento da borra oleosa e retenção de mercúrio na fase aquosa. Um
estudo inicial foi realizado utilizando soluções com concentrações de polímero de
0,05%, 0,03%, 0,01%, 0,005% (m/v) e sem a adição de polímero.
Figura 11. – Concentração de mercúrio na fase aquosa em função da concentração
de polímero nas soluções utilizadas no tratamento da borra.
Ao observar o gráfico é possível perceber que a concentração de polímero
influência na concentração de Hg na fase aquosa. Em concentrações até 0,02 % o
aumento da concentração de polímero na solução de separação promoveu uma
redução da concentração de mercúrio na fase aquosa. Por outro lado, a partir desta
concentração (0,02% m/v ) observa-se uma linearização do gráfico sugerindo que
existe uma concentração limite onde a partir daquele ponto o polímero não consegue
mais reter Hg na borra.
Considerando 0,02% m/v como a concentração otimizada onde obtivemos uma
concentração de 12,17 ± 1,56 µg L-1 e que sem nenhuma adição de polímero a
concentração de Hg na fase aquosa foi de 2,87 ± 0,21 mg L-1 podemos afirmar que o
polímero conseguiu reter na borra de petróleo cerca de 99,6% do mercúrio, mostrando
assim a eficiência do tratamento proposto.

28
5.5 Efeito do pH na concentração de Hg na fase aquosa
Outro fator importante analisado foi o pH e seu efeito na concentração de Hg na
fase aquosa. Partido de um pH inicial de 4,80 o polímero catiônico Un80 tem outras
quatro faixas de pH preparadas por meio da adição de ácido clorídrico e hidróxido de
sódio resultando em pHs de 2; 5,6; 7,5; 10,2 e o pH inicial. Todas as amostras foram
tratadas com 10 mL a 0,02% (m/v) de polímero, sendo a massa de borra mantida fixa
em 5 g .
Na Figura 12 são apresentados os resultados de concentração de mercúrio na
fase aquosa em função do pH onde observa-se que o pH 10,2 promoveu uma baixa
retenção de mercúrio na borra apresentando a maior concentração de mercúrio na
fase aquosa.
Figura 12. - Estudo do efeito do pH na concentração de mercúrio
Os resultados da concentração de mercúrio na fase aquosa para diferentes pH
são apresentados no gráfico de barras expressos como médias e seus respectivos
desvios padrões. As soluções com pH 4,8, 5,6 e 7,5 apresentaram as menores
concentrações de mercúrio na fase aquosa variando de 3,03 ± 0,04 µg/L a 3,96±0,1
µg/L. Em função destes resultados optou-se por trabalhar com pH 4,8 de modo a
simplificar o procedimento evitando a etapa de ajuste do pH.
5.6 Efeito da agitação na concentração de Hg na fase aquosa
Tendo em vista que uma das variáveis do processo de preparo da amostra é o
tempo de agitação, um estudo foi realizado para verificar o efeito deste parâmetro
0
5
10
15
20
25
30
2 4,8 5,6 7,5 10,2
Co
nce
ntr
ação
Hg
(µg/
L)
pH

29
sobre a concentração de Hg na fase aquosa. O estudo consistiu em adicionar 10 mL
de solução 0,02% (m/v) de polímero Un80 em 5 g de borra colocada sob agitação e
foram coletadas alíquotas de 100 µL nos tempos 0, 5, 10, 15 e 20 minutos.
Figura 13. - Efeito do tempo de agitação sobre a concentração de Hg na fase aquosa.
Devido à ausência de agitação no tempo zero esta não representa uma resposta
significativa, já que a solução polimérica ainda não entrou completamente em contato
com a borra. Tal hipótese é sustentada pelo fato que em cinco minutos de agitação
houve um aumento da concentração, pois ocorreu um contato mais intenso entre a
borra e o polímero, mas não houve tempo para o processo de floculação estabilizar o
Hg na borra. A partir dos 15 minutos começa a ocorrer um processo de estabilização
onde o polímero já imobilizou o que podia do Hg na borra e a concentração dele varia
pouco.
5.7 Efeito da centrifugação na concentração de Hg na fase aquosa
Soluções poliméricas possuem alta viscosidade, fator que pode acarretar um
longo tempo de decantação principalmente em concentrações mais altas de
polímeros. Em alguns casos para fins de coleta de alíquotas sem contaminantes (sem
gotículas de borra suspensas), optou-se por centrifugar a amostra contendo a borra e
a solução polimérica por 5 min a 3000 rpm o que promoveu uma rápida e eficiente
separação das fases (fase aquosa e borra). Entretanto, foi necessário verificar se este

30
processo de separação afetava a concentração de Hg na fase aquosa. Para tal, foi
realizado um ensaio onde uma amostra de solução de borra adicionada de solução
polimérica foi submetida a centrifugação e outra amostra foi deixada em repouso de
modo a que o processo de decantação ocorresse de forma natural (aproximadamente
20 minutos).
Na Figura 14 são apresentados os resultados de concentração de mercúrio na
fase aquosa para as amostras contendo a borra adicionada de soluções poliméricas
com diferentes concentrações de polímeros que foram centrifugadas ou decantadas.
Observou-se que para todas as concentrações de polímero na solução testadas não
houve diferenças na concentração de mercúrio das amostras centrifugadas ou
decantadas, indicando que estes processos não interferem nos processos de extração
deste elemento da borra. Optou-se por analisar a fração polimérica com a etapa de
centrifugação, além de otimizar o tempo de preparo das amostras, esse processo
tornou a coleta de alíquotas da fase aquosa mais fácil tendo em vista que posterior a
centrifugação não há partículas de borra em suspensão que possam contaminar a
amostra.
Figura 14. - Estudo de soluções poliméricas de 0,05; 0,02; 0,01 e 0,005% (m/v) que
foram adicionadas a borra de petróleo seguidas de um processo de preparo de
amostra com e sem centrifugação para a análise da influência do processo na
concentração de mercúrio na fase aquosa.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,05 0,02 0,01 0,005
Co
nce
ntr
ação
de
Hg
(mg/
L)
Concentração do polímero (% m/v)
Centrifugado
Não centrifugado

31
5.8 Aplicação Para avaliar a aplicabilidade dos resultados obtidos o método de tratamento
proposto foi utilizado em quatro resíduos com características físicas diferentes, como
mostra a figura 15, da indústria do petróleo utilizando os parâmetros otimizados,
concentração de 0,02% (m/v) do polímero Un80 com seu pH inicial de 4,8 sem a etapa
de digestão e com um preparo de amostra envolvendo 15 minutos de agitação seguido
de uma centrifugação de 3000 rpm por 5 minutos. Os resultados obtidos foram
comparados com a concentração de mercúrio presente na fase aquosa sem
tratamento, permitindo desta forma determinar o grau de retenção de mercúrio
promovido pelo tratamento proposto.
Figura 15 – Foto das quatro amostras de borras utilizadas no experimento de
aplicação.

32
Tabela 2- Resultados dos estudos de concentração de Hg realizados na fase aquosa
resultante dos tratamentos das amostras A, B, C e D.
A faixa de retenção foi estimada utilizando os desvios padrões para definir a melhor
e a pior situação possível de retenção para aquela amostra. Embora as borras
tenham características diferentes (Figura 15) e apresentem concentrações diferentes
de mercúrio observa-se que o tratamento proposto neste trabalho promoveu um grau
de retenção similar e acima de 88% em todas as aplicações. Os resultados deste
trabalho podem ser uma alternativa interessante para o tratamento deste tipo de
resíduos uma vez que ele possui uma aplicabilidade e eficiência comprovadas.

33
6 CONCLUSÃO
• O polímero Un80 foi o mais adequado para o tratamento da borra uma vez que
apresentou a menor concentração de mercúrio na fase aquosa indicando uma
maior retenção deste elemento na borra.
• O polímero Un80 apresentou características de uma poliacrilamida em função
dos resultados das análises de espectroscopia de infravermelho, análise
elementar (CHN) e análise termogravimétrica (TGA).
• A matriz polimérica da fase aquosa não afetou a geração de vapor de mercúrio,
indicando não ser necessária a etapa de digestão acida da amostra.
• As condições otimizadas para o tratamento polimérico da borra foram
concentração de 0,02% (m/v) do polímero Un80 com seu pH inicial de 4,8 sem
a etapa de digestão e com um preparo de amostra envolvendo 15 minutos de
agitação seguido de uma centrifugação por 5 minutos.
• O tratamento otimizado se mostrou eficiente, uma vez que quando aplicado a
outras amostras provenientes da indústria petroquímica todas apresentaram
valores de retenção de mercúrio na fase densa em torno de 92% mostrando a
aplicabilidade e eficiência do tratamento proposto.

34
7 REFERÊNCIAS
[1] Dembicki, H. Jr. Practical Petroleum Geochemistry for Exploration and
Production, Elsevier, Pages 19-60, 2017.
[2] Speight, J. G. The chemistry and technology of petroleum. 5. ed. Boca Raton:
CRC Press, 2014.
[3] Disponível em: http://www.petrobras.com.br/pt/nossas-atividades/areas-de-
atuacao/refino/ Acessado em: 03/11/2018
[4] Hu, G.; Li, J.; Zeng, G.; Recent development in the treatment of oily sludge from
petroleum industry: A review, Journal of Hazardous Materials, 261 470–490, 2013.
[5] ANP- Agência nacional de petróleo disponível
em:http://www.anp.gov.br/publicacoes/boletins-anp/2395-boletim-mensal-da-
producao-de-petroleo-e-gas-natural acessado 18/10/2018
[6] Li, C. T.; Lee, W. J.; Mi, H. H.; Su, C. C. PAH emission from the incineration of
waste oily sludge and PE plastic mixtures, Sci. Total. Environ., 170, 171–183, 1995.
[7] Zubaidy, E.A.H.; Abouelnasr, D.M. Fuel recovery from waste oily sludge using
solvent extraction, Process. Saf. Environ., 88, 318–326, 2010.
[8] Tan, W.; Yang, X.; Tan, X. Study on demulsification of crude oil emulsions by
microwave chemical method, Sep. Sci. Technol., 42, 1367–1377, 2007.
[9] Long, X.; Zhang, G.; Shen, C.; Sun G.; Wang, R.; Yin, L.; Meng, Q. Application of
rhamnolipid as a novel biodemulsifier for destabilizing waste crude oil, Bioresour.
Technol., 131, 1–5, 2013.
[10] Hejazi, R.F.; Husain, T. Landfarm performance under arid conditions, Environ.
Sci. Technol., 38, 2449–2456, 2004.
[11] Wang, X.; Wang, Q.H.; Wang, S.J.; Li, F.S.; Guo, G.L. Effect of biostimulation on
community level physiological profiles of microorganisms in field-scale biopiles
composed of aged oil sludge, Bioresour. Technol., 111 308–315, 2012.

35
[12] WILES, C. C. A review of solidification/stabilization technology. Journal of
Hazardous Materiasl, 14, 5-21, 1987.
[13] HU, Guangji. Development of Novel Oil Recovery Methods for Petroleum
Refinery Oily Sludge Treatment. 2016. 255 f. Tese (Doutorado) - Curso de
Philosophy In Natural Resources And Environmental Studies, University Of Northern
British Columbia, Prince George, 2016.
[14] SOARES, J. B. P.; MOTTA, F. L. Using Polymer Reaction Engineering Principles
to Help the Environment: The Case of the Canadian Oil Sands Tailings. J. Braz.
Chem. Soc., Vol. 00, No. 00, 1-10, 2018.
[15] Skoog, D. A., West, D. M., Holler, F. J., Crouch S. R.; Princípios de análise
instrumental, tradução da 8ª edição; Porto Alegre, Bookman, 2009.
[16] ZHANG, Ruoxi et al. Application of flow injection–green chemical vapor
generation–atomic fluorescence spectrometry to ultrasensitive mercury speciation
analysis of water and biological samples. Microchemical Journal, [s. L.], v. 127,
p.62-67, jul. 2016.
[17] Disponível em: www.rsc.org/periodic-table/element/80/mercury Acessado em:
18/10/2018
[18] Kaur, P.; Syversen, T. The toxicology of Mercury and its compounds, Journal of
Trace Elements in Medicine and Biology,v 26, 215-226, 2012.
[19] Thomas, W. C.; Laszlo M. The Toxicology of Mercury and its chemical
compounds, Critical Reviews in toxicology. v 36, 609-662, 2006.
[20] Operating instructions, Analytik Jena AG, Jena, Germany, 2003.
[21] L. M. da Luz; R. M. C. Santana; C. Oliveira; CORRELAÇÃO DO GRAU DE
ANIONICIDADE E VISCOSIDADE EM POLIELETRÓLITOS A BASE DE
ACRILAMIDA. 22º Congresso Brasileiro de Engenharia e Ciência dos Materiais.
Natal, 2016.

36
[22] RAHMAN, Nafisur; HASEEN, Uzma; RASHID, Mohd. Synthesis and
characterization of polyacrylamide zirconium (IV) iodate ion-exchanger: Its
application for selective removal of lead (II) from wastewater. Arabian Journal Of
Chemistry, [s.l.], v. 10, p.1765-1773, maio 2017.
[23] YANG, Mu-hoe. The Two-Stages Thermal Degradation of
Polyacrylamide. Polymer Testing, [s.l.], v. 17, n. 3, p.191-198, maio 1998. Elsevier
BV.
[24] SILVA, J. S. A. ; CHAVES, E. S. ; dos Santos, Eder José ; Saint'Pierre, Tatiana
D. ; FRESCURA, V. L. ; CURTIUS, A. J. . Calibration techniques and modifiers for
the determination of Cd, Pb and Tl in biodiesel as microemulsion by graphite furnace
atomic absorption spectrometry. Journal of the Brazilian Chemical Society , v. 21,
p. 620-626, 2010.