







Línguas
Páginas
Legal

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CAMPUS CAMPO MOURÃO
COORDENAÇÃO DE ENGENHARIA DE ALIMENTOS
GISELY DE MATTOS
ESTÁGIO SUPERVISIONADO
AMAFIL INDÚSTRIA E COMÉRCIO DE ALIMENTOS LTDA
CAMPO MOURÃO 2013

LISTA DE FIGURAS
Figura 1- Símbolo da marca AMAFIL .......................................................................... 7
Figura 2- Vista da Matriz da Amafil em São Lourenço- Cianorte- PR ......................... 8
Figura 3- Fluxograma do processo industrial de fécula de mandioca ....................... 11
Figura 4- Fluxograma do processo industrial de polvilho .......................................... 17
SUMÁRIO
1 INTRODUÇÃO ......................................................................................................... 5
2 DESCRIÇÃO DA EMPRESA E DO PRODUTO ...................................................... 7
3 ATIVIDADES DESENVOLVIDAS .......................................................................... 10
3.1 FÉCULA DE MANDIOCA .................................................................................... 10
3.1.1 Procedimento de Análises Físico- Química ..................................................... 12
3.1.1.1 Umidade por infravermelho ........................................................................... 12
3.1.1.2 Vazamento .................................................................................................... 12
3.1.1.3 pH e Fator Ácido ........................................................................................... 13
3.1.1.4 Pontos Pretos ................................................................................................ 14
3.1.1.5 Polpa ............................................................................................................. 14
3.2 POLVILHO AZEDO E POLVILHO DOCE............................................................ 16
3.2.1 Procedimentos de Análises Físico-Química ..................................................... 18
3.2.1.1 pH .................................................................................................................. 18
3.2.1.2 Determinação de Acidez ............................................................................... 19
3.2.1.3 Umidade por Infravermelho ........................................................................... 20
3.2.1.4 Pontos Pretos ................................................................................................ 21
3.2.1.5 Determinação da Expansão .......................................................................... 22
3.2.1.6 Determinação de Cor .................................................................................... 23
3.3 DESENVOLVIMENTO DE NOVOS PRODUTOS ............................................... 23
4 CONCLUSÃO ........................................................................................................ 25
5 REFERÊNCIA BIBLIOGRÁFICA ........................................................................... 26
RESUMO
O presente trabalho teve por finalidade descrever o estágio obrigatório
desenvolvido na Amafil Indústria e Comércio de Alimentos Ltda., localizada no
Distrito de São Lourenço, em Cianorte - Paraná, no período de novembro de 2012 a
fevereiro de 2013. As atividades desenvolvidas no estágio compreenderam o
acompanhamento e auxilio no desenvolvimento de três novas farinhas de mandioca
temperada da marca AMAFIL, e acompanhamento das análises físico-químicas de
fécula de mandioca, polvilho doce e polvilho azedo. O estágio proporcionou
aquisição de novos conhecimentos, a integração com pessoas e com o ambiente de
trabalho e aplicação dos conhecimentos teóricos e práticos obtidos no curso de
graduação de Engenharia de Alimentos. Esta experiência tornou-se de extrema
importância profissional e uma ferramenta obtida para entrada no mercado de
trabalho.
5
1 INTRODUÇÃO
O estágio curricular supervisionado foi realizado na Amafil Indústria e
Comércio de Alimentos Ltda., situada no Distrito de São Lourenço, no município de
Cianorte – PR, no período de novembro de 2012 a fevereiro de 2013, orientado pela
Profa. Msc. Leila Larisa Medeiros Marques e supervisionado pela Engenheira de
Alimentos Etienne Francielli Guerra que é responsável pelo controle de qualidade da
Amafil. Tendo como atividades desenvolvidas o acompanhamento de análises físico-
químicas de polvilho doce, polvilho azedo e fécula de mandioca para o controle de
qualidade dos produtos, e acompanhamento e auxilio no desenvolvimento de novos
produtos para o crescimento da marca AMAFIL.
O estágio é um período de essencial importância no processo de formação
profissional do aluno. No estágio supervisionado e obrigatório o aluno tem a
possibilidade de vivenciar a aprendizagem adquirida ao longo do curso, tendo como
função associar as inúmeras disciplinas do currículo acadêmico, dando-lhe unidade
estrutural e testando o nível de integração e o grau de entrosamento. Por meio dele
o estudante pode apreender as diferenças do mundo organizacional e exercitar sua
adaptação ao meio industrial.
O polvilho, assim como a farinha é um produto derivado das raízes de
mandioca, e se diferem no processamento. O polvilho é um produto amiláceo, sua
secagem é feita ao sol e pode ser classificado em polvilho doce e azedo. A diferença
entre o polvilho doce e o azedo é o teor de acidez, sendo que este último apresenta
um teor de acidez e propriedade de expansão maior que o polvilho doce (EMATER,
2000).
A fécula de mandioca é caracterizada como um pó fino, seco, branco,
inodoro, insípido e produz ligeira crepitação quando comprimido entre os dedos.
Assim como o polvilho, a fécula é um produto amiláceo, mas se difere do polvilho na
forma de processamento, a qual normalmente é seca por spray dryer. A fécula não
apresenta propriedade de expansão (CAVALLET, 2002).
Nas indústrias, os fabricantes de alimentos realizam um rígido controle de
qualidade, tanto na matéria-prima que recebem como no produto final processado
que sai das fábricas. O produto final processado deve possuir qualidade e
uniformidade antes de ser colocado no mercado. Para tanto, é necessário um
6
controle analítico nas várias fases do processamento e, por último, no produto final
(CECCHI, 2003). O controle de qualidade de uma análise laboratorial é essencial
para garantir a confiabilidade da informação (CARUSO, 1999).
A indústria de alimentos brasileira, responsável por quase 15% do
faturamento do setor industrial e por empregar mais de 1 milhão de pessoas, tem
conseguido seguir as tendências internacionais na área de produção, porém ainda
precisa desenvolver trajetórias mais consistentes na área de inovação, como
investimentos em pesquisa e desenvolvimento (P&D) com o objetivo de criar novos
produtos de maior valor adicionado para acompanhar a onda de consumo de
alimentos saudáveis e de preparo rápido (GOUVEIA, 2006).
O presente relatório teve como objetivo descrever as atividades
desenvolvidas no estágio curricular, tais como auxilio no desenvolvimento de novos
produtos e o acompanhamento e realização de análises físico-químicas de polvilho
azedo, doce e fécula.
7
2 DESCRIÇÃO DA EMPRESA E PRODUTO
A história da AMAFIL teve início em 1956, no Distrito de São Lourenço, em
Cianorte - Pr, onde o Sr. Antonio Martinho da Silva que migrou de Santa Catarina
para o Noroeste do Paraná abriu uma pequena farinheira. O sonho cresceu e em
1974 surge a marca AMAFIL (FIGURA 1), um nome que traduz a essência da
empresa: a letra “A” vinda do nome Antonio; as letras “MA”, de Martinho; e “FIL”
significando “Filhos” (AMAFIL, 2013).
Figura 1- Símbolo da marca AMAFIL.
Fonte: AMAFIL, 2013.
A partir da década de 90 com a informatização, a indústria tomou novos
rumos, passou a produzir fécula, polvilho e farofas, ampliou-se com as filiais dos
municípios de Altônia e Terra Boa, com o objetivo de atender todas as expectativas
do mercado e a satisfação total de seus clientes.
A unidade matriz, onde foi efetuado o estágio obrigatório, tem
aproximadamente 90.000 m² de área total, com cerca de 34.000 m² de área
construída, (FIGURA 2), localizada no Distrito de São Lourenço, Município de
Cianorte – PR. Esta unidade possui uma capacidade instalada de processar 300
toneladas de raiz de mandioca por dia.
8
Figura 2. Vista da Matriz da Amafil em São Lourenço- Cianorte- PR.
Fonte: AMAFIL, 2013.
A unidade de Fécula, situada no município de Terra Boa no estado do
Paraná, tem potencial produtivo para 400 toneladas de raiz de mandioca por dia,
distribuídas em seus 150.000 m² de área total e 36.000 m² de área construída. Em
Altônia-Pr, especializada em polvilho e fécula, são processadas 60 mil toneladas por
ano do alimento.
Atualmente, a Amafil é considerada uma das maiores produtoras de derivados
de mandioca do Brasil.
Os funcionários da unidade matriz são em sua maioria moradores do distrito
de São Lourenço, e o restante de cidades vizinhas. A Amafil possui um número total
de aproximadamente 450 colaboradores, contando com todas as suas unidades,
sendo 230 colaboradores da matriz.
Cada linha de produção tem seu horário particular de funcionamento. A parte
de polvilhos e fécula trabalham 17 horas por dia. A linha de produção de polvilho
doce, polvilho azedo e fécula de mandioca trabalham de janeiro a novembro, e no
mês de dezembro é realizada a manutenção. As outras linhas de produção da
indústria trabalham todos os meses do ano.
A água que abastece a Amafil, unidade matriz, é fornecida por 3 poços
artesianos e pela Sanepar.
9
O polvilho doce, polvilho azedo e fécula de mandioca são embalados em
embalagens de 500 gramas, 1 Kg e 25 kg.
O fornecimento da matéria prima é em sua maior proporção realizado por
produtores rurais da região de Cianorte e em menor por áreas produtoras de
mandioca da própria Amafil.
A Amafil possui cliente em âmbito nacional e internacional, tendo como
principal cliente externo a Coréia do Sul.
A mandioca para a produção de polvilho doce, polvilho azedo e fécula de
mandioca é processada por máquinas e equipamentos de ultima geração, sendo
eles pré-lavador, lavador, triturador, desintegrador, cevadeira, Gls, centrífuga,
secador, padronizador, empacotadeiras e caldeira.
10
3 ATIVIDADES DESENVOLVIDAS
Durante a realização do estágio curricular no laboratório de controle de
qualidade da AMAFIL no período de 26/11/2012 a 27/02/2013, teve-se como
atividades desenvolvidas o auxílio no desenvolvimento de novos produtos e o
acompanhamento e realização de análise físico-química de polvilho doce, polvilho
azedo e fécula de mandioca, tais como acidez, pH, fator ácido, umidade, vazamento,
expansão, pontos pretos e polpa, e consequentemente elaboração de laudos
técnicos referentes à qualidade desses produtos.
3.1 FÉCULA DE MANDIOCA
A fécula de mandioca apresenta características físico-químicas de grande
interesse Industrial (APLEVICZ, 2006). Entre os produtos e subprodutos da
mandioca, sem dúvida o mais versátil e valorizado é a fécula, denominação que a
Legislação Brasileira dá à fração amilácea originária de raízes e tubérculos. Essa
valorização deve-se a suas múltiplas aplicações, que vão da culinária ao uso
industrial. Na culinária, a fécula de mandioca destaca-se, assim como as de outras
tuberosas, pela neutralidade de aroma, sabor e cor, que permite seu uso
indiscriminadamente em pratos doces e salgados. No uso industrial, é empregada
principalmente na indústria de alimentos, seguida das indústrias de papéis e têxteis
(SOUZA et al., 2005).
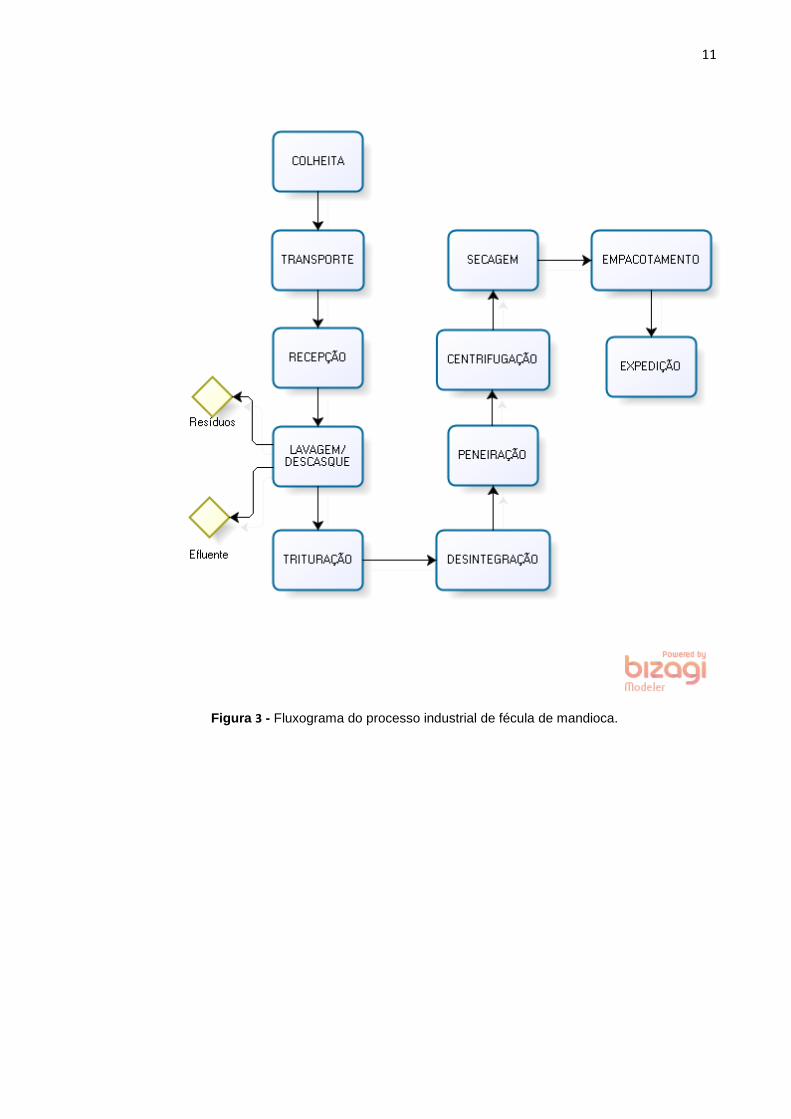
O processo industrial de fécula pode ser observado na figura 3.
11
Figura 3 - Fluxograma do processo industrial de fécula de mandioca.
12
3.1.1 Procedimento de Análises Físico-Química
3.1.1.1 Umidade por Infravermelho
Refere-se ao teor de água livre encontrada no produto amiláceo. O seu teor é
expresso em gramas por 100 gramas do produto, cuja determinação e tolerância
devem obedecer à metodologia analítica segundo a Instrução Normativa nº 23 de 14
de dezembro de 2005 (BRASIL, 2005).
A aparelhagem utilizada foi o analisador de umidade por infravermelho.
O procedimento consistia de:
Pesar com precisão, cerca de 5 gramas da amostra em placa de alumínio,
previamente seca e tarada;
Levar ao aparelho e realizar os comandos para a análise de umidade. O
resultado aparecerá no display.
3.1.1.2 Vazamento
Refere-se ao teor de produto amiláceo pulverizado, que passa por uma
peneira específica, cuja determinação e tolerância devem obedecer à metodologia
analítica segundo a Instrução Normativa nº 23 de 14 de dezembro de 2005 (BRASIL,
2005).
O material utilizado para esta análise é relacionado abaixo:
Balança semi analítica;
Béquer de plástico de 600 mL;
Peneira de abertura 0,106 mm – 150 Tyler/Mesh com fundo e tampa;
Agitador elétrico ou manual.
O procedimento consistia de:
Pesar 100 gramas da amostra devidamente homogeneizada;
13
Transferir para a peneira, e agitar em movimento vai e vem, até não vazar
mais. Pesar o retido;
Anotar na ficha de análise do produto.
A forma de realizar o cálculo é utilizando a fórmula1:
Vazamento: 100% – retido na peneira (formula 1)
3.1.1.3 pH e Fator Ácido
Segundo BRASIL 2005, o pH refere-se ao potencial de hidrogênio ionizável
característico do produto amiláceo (BRASIL 2005).
O material utilizado para esta análise é relacionado abaixo:
Balança semi-analítica;
Béquer de 100 mL;
Bastão de vidro;
Peixinho para agitação magnético;
Proveta de 50 mL;
Bureta de 25 mL;
Potenciômetro aferido com solução tampão pH 4,00 e 7,00;
Agitador magnético;
O procedimento consistia de:
Calibrar o potenciômetro com pH 7,00 e 4,00;
Pesar com precisão 25 gramas da amostra homogeneizada;
Medir com proveta 50 mL de água destilada ou deionizada;
Transferir para amostra, agitar com bastão de vidro;
Com agitação constante introduzir o eletrodo e medir o pH;
Para o fator ácido, adicionar gota a gota solução de HCl 0,1N até atingir pH
3,00, anotar os mL gastos e multiplicar pelo fator da solução de HCl 0,1N;
Anotar o resultado na ficha de análise do produto.
14
Valores mais baixos de pH e mais elevados de acidez titulável são justificados
pela intensidade da atividade microbiana aumentar com o aumento da fermentação
da fécula ( APLEVICZ, 2006).
3.1.1.4 Pontos Pretos
A legislação brasileira, não implementa classificação de pontos pretos para o
produto fécula de mandioca, está foi apenas uma medida adotada pelo laboratório
da Amafil para garantir a qualidade de seus produtos.
O material utilizado para esta análise é relacionado abaixo:
Balança semi-analítica;
Becker de 500 mL;
Bastão de vidro.
O procedimento consistia de:
Pesar 50 gramas da amostra em um becker previamente seco e tarado
(preferencialmente de vidro);
Adicionar 250 mL de água. Homogeneizar e aguardar decantar o produto (30
minutos);
Observar os pontos pretos no fundo do Becker;
Anotar o resultado na ficha de análise do produto.
3.1.1.5 Polpa
Refere-se ao material proveniente do cilindro central da raiz de mandioca e o
seu teor é expresso em mililitros por 100 gramas do produto (BRASIL, 2005).
O material utilizado para esta análise é relacionado abaixo:
Bequer de 400 mL;
Balança semi analítica;
15
Bastão de vidro;
Peneira 0,105mm – 150 tyler;
Água destilada ou deionizada;
Proveta de 250 mL;
Recipiente graduado com precisão de 0,10 mL.
O procedimento consistia de:
Pesar com precisão 50 gramas da amostra;
Medir 250 mL de água destilada ou deionizada em proveta;
Transferir a amostra e agitar até completa decantação;
Agitar novamente e passar pela peneira 0,105mm, lavar em água corrente até
não mais vazar pela peneira;
Transferir para o tubo de decantação e deixar em repouso durante 2 horas ou
até a completa decantação.
A forma de realizar o cálculo é:
Fazer a leitura. O resultado obtido será os ml decantados. Anotar na ficha de
análise do produto.
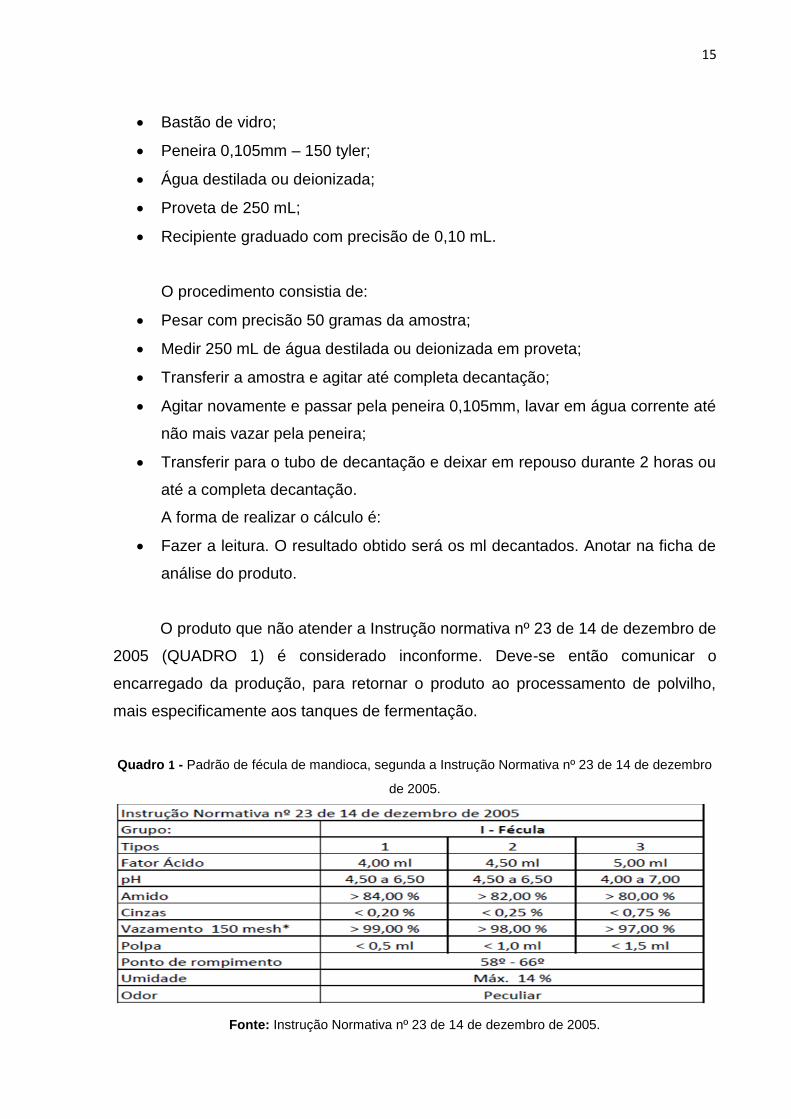
O produto que não atender a Instrução normativa nº 23 de 14 de dezembro de
2005 (QUADRO 1) é considerado inconforme. Deve-se então comunicar o
encarregado da produção, para retornar o produto ao processamento de polvilho,
mais especificamente aos tanques de fermentação.
Quadro 1 - Padrão de fécula de mandioca, segunda a Instrução Normativa nº 23 de 14 de dezembro
de 2005.
Fonte: Instrução Normativa nº 23 de 14 de dezembro de 2005.
16
3.2 POLVILHO AZEDO E POLVILHO DOCE
O polvilho é um produto artesanal utilizado como ingrediente principal na
fabricação de biscoitos e pão de queijo. E pode ser classificado em doce ou azedo,
tendo por base apenas o teor de acidez.
O processo de produção do polvilho doce e azedo pode ser observado na
figura 4.

17
Figura 4 - Fluxograma do processo industrial de polvilho.
18
O processo industrial de fabricação do polvilho doce e azedo difere somente
pelo tempo de fermentação nos tanques, ou seja, o polvilho doce permanece
durante aproximadamente uma semana e o polvilho azedo por um período de 30 a
40 dias (APLEVICZ, 2006).
3.2.1 Procedimentos de Análises Físico- Químicas
3.2.1.1 pH e Fator Ácido
A determinação do pH é uma determinação eletrométrica que avalia a
concentração de íons hidrogênio em uma amostra ( PARK; ANTONIO 2006).
O material utilizado para esta análise é relacionado abaixo:
25g da amostra (polvilho azedo ou polvilho doce);
1 béquer de 100 mL;
1 proveta de 100 mL;
2 béqueres de 250 mL;
Ácido clorídrico 0,1N;
Rotor magnético e peixinho;
1 bastão de vidro;
Aparelho pHmetro digital modelo PG 2000 da marca GEHAKA;
1 recipiente fechado para acondicionamento de água destilada – pisseta;
1 Bureta de 50 mL.
O procedimento consistia de:
Calibrar o pHmetro diariamente e registrar na planilha REG 10.3 Controle
calibração phmetro;
Lavar o eletrodo com água destilada e secar com papel higiênico macio,
antes do início e ao término da análise;
Tarar o béquer de 100 mL e pesar 25 gramas da amostra;
Medir a água destilada (50 mL) na proveta;.
19
Adicionar a água no béquer contendo as 25 gramas da amostra.
Homogeneizar com ajuda do bastão de vidro;
Levar a amostra ao equipamento magnético, com o eletrodo posicionado no
interior do béquer, regular a velocidade do equipamento magnético mantendo
a amostra homogeneizada;
O resultado do pH aparece no visor do pHmetro. Anotar na ficha de análise
do produto;
Após a determinação de pH realizar a análise do fator ácido. Colocar na
bureta a solução de ácido clorídrico 0,1 N até completá-la no nível máximo
indicado. Com amostra em homogeneização, inicia-se a titulação, até atingir o
pH 3,0;
Anotar na ficha de análise do produto o fator ácido pela quantidade de ácido
clorídrico em mL gastos;
Ao término da análise, lavar o equipamento novamente com água destilada,
secar com papel absorvente macio e deixar o eletrodo em solução de
descanso.
O baixo pH em polvilho é considerado um dos principais fatores
característicos do produto por que este é o responsável pelo controle e manutenção
do crescimento microbiano ( MACHADO; ARAÚJO; PEREIRA, 2010).
3.2.1.2 Determinação de Acidez
O polvilho de acordo com o teor de acidez será classificado em polvilho doce
ou polvilho azedo (CEREDA, 2003).
O material utilizado para esta análise é relacionado abaixo:
10 gramas da amostra;
100 mL de água destilada;
1 béquer de 250 mL;
1 bureta de 100 mL;
3 gotas do indicador Fenolftaleína;
20
1 proveta de 100 mL para água destilada;
Rotor magnético e peixinho;
1 bastão de vidro;
Hidróxido de Sódio 0,1N;
Balança semi-analítica.
O procedimento consistia de:
Completar a bureta com hidróxido de sódio 0,1 N até a posição inicial;
Tarar a balança semi-analítica com o béquer. Pesar 10 gramas da amostra no
béquer de 250 mL;
Adicionar 100 mL de água nas 10 gramas da amostra contida no béquer de
250 mL; Homogenizar com bastão de vidro;
Levar a suspensão ao rotor magnético, posicionado abaixo da bureta,
carregada de hidróxido de sódio 0,1 N;
Colocar o peixinho no becker de 250 mL contendo a amostra;
Ligar o rotor em velocidade ideal, não permitindo sedimentação da amostra
no fundo do béquer;
Adicionar 3 gotas de fenolftaleína na amostra contida no béquer de 250 mL;
Iniciar a titulação gotejando o hidróxido de sódio na amostra até obter uma
coloração rósea permanente, com tom suave;
Verificar a quantidade de hidróxido de sódio utilizada na titulação da amostra
em mL e anotar na ficha de análise do produto.
O teor de Acidez titulável caracteriza a fermentação natural pela qual o
polvilho azedo é fabricado (CARVALHO et al., 1996).
3.2.1.3 Umidade por Infravermelho
A determinação de umidade é uma das medidas mais importantes e utilizadas
na análise de alimentos. No processo de secagem essa determinação é
21
fundamental. A umidade de um alimento está relacionada com sua estabilidade,
qualidade e composição (PARK; ANTONIO, 2006).
A aparelhagem utilizada foi o analisador de umidade por infravermelho.
O procedimento consistia de:
Pesar com precisão cerca de 5 gramas da amostra em placa de alumínio,
previamente seca e tarada;
Levar ao aparelho e realizar os comandos para a análise de umidade. O
resultado aparecerá no display;
Anotar na ficha de análise do produto.
A água contida que o grânulo pode absorver e reter é um fator de qualidade
importante, pois está relacionado com o poder de expansão da massa do polvilho
azedo ao forno (MACHADO; ARAÚJO; PEREIRA, 2010).
3.2.1.4 Pontos Pretos
A legislação brasileira não implementa classificação de pontos pretos para o
produto polvilho azedo ou doce, está foi apenas uma medida adotada pelo Amafil
para garantir a qualidade de seus produtos.
O material utilizado para esta análise é relacionado abaixo:
Balança semi-analítica;
Becker de 500 mL;
Bastão de vidro.
O procedimento consistia de:
Pesar 50 gramas da amostra em um becker previamente seco e tarado
(preferencialmente de vidro);
Adicionar 250 mL de água. Homogeneizar e aguardar decantar o produto (30
minutos);
Observa no fundo do becker a presença de pontos preto;
Anotar o resultado na ficha de análise do produto.
22
3.2.1.5 Determinação de Expansão
A qualificação do poder de expansão constitui um parâmetro importante para
avaliar a qualidade do polvilho. Por outro lado, pode-se dizer que a capacidade de
expansão do polvilho é influenciada pelo processo fermentativo (MACHADO;
ARAÚJO; PEREIRA, 2010).
O material utilizado para esta análise é relacionado abaixo:
Balança semi-analítica;
Forno;
Recipiente de plástico;
Colher de pau;
Proveta de 50 mL;
Proveta de 500 mL;
Alpiste.
O procedimento consistia de:
Tarar a balança semi-analítica com o recipiente e pesar 31,25 gramas do
produto;
Pesar 0,5 gramas de sal e 2,5 gramas de margarina. Juntar com a amostra do
produto;
Ferver 25 mL de água e escaldar a mistura;
Misturar bem a massa. Amassar e fazer 4 bolinhas de 4 gramas cada;
Levar ao forno para assar.
O resultado é obtido depois de tirar as bolinhas do forno, esfriar e pesar em
balança semi-analítica. Colocar as bolinhas com o alpiste na proveta de 500 mL.
Anotar o valor deslocado das sementes;
A forma de realizar o cálculo é dividindo o volume da proveta pelo peso das
bolinhas. Este é o valor da expansão em mL / g. Anotar na ficha de análise do
produto;
23
3.2.1.6 Determinação de Cor
Determinação de Cor Molhada
O procedimento consistia de:
Pesar 50 gramas do produto e adicionar 250 mL de água. Homogeneizar.
Anotar o resultado na ficha de análise do produto;
Determinação de Cor Escaldada
O procedimento consistia de:
Verificar a cor das bolinhas do teste de expansão antes de serem assadas.
Anotar o resultado na ficha de análise do produto.
Se o produto apresentar-se fora dos parâmetros internos estabelecidos pelo
controle de qualidade, o mesmo deverá retornar as etapas de processamento
conforme determinado pelo laboratório juntamente com a produção.
O padrão utilizado para o controle de qualidade do polvilho são padrões
internos estabelecidos pelo laboratório de controle de qualidade da Amafil, e não
foram disponibilizados pela mesma.
3.3 DESENVOLVIMENTO DE NOVOS PRODUTOS
Durante o período de realização do estágio foram desenvolvidas três novas
farinhas de mandioca temperada da marca AMAFIL, as quais foram farinha de
mandioca temperada baiana, farinha de mandioca com soja temperada e farinha de
mandioca temperada especial para recheio de frango. Nesse tempo foram testadas
diversas formulações em laboratório até chegar às três formulações aprovadas pela
equipe responsável do desenvolvimento de novos produtos e pela Diretoria Geral da
Indústria.
Os testes foram realizados com diversos ingredientes e aditivos de vários
fornecedores diferentes até ser encontrado o melhor resultado, ou seja, as
24
formulações aprovadas foram as que proporcionaram aos produtos maior sabor,
beleza e saúde.
Antes do lançamento das farinhas de mandioca temperadas, foi realizado
teste em escala industrial das três formulações aprovadas, e enviadas amostras
para clientes em diversas regiões do país. O lançamento das três farinhas de
mandioca temperada está marcado para o fim do primeiro semestre de 2013.
25
4 CONCLUSÃO
As atividades realizadas no estágio proporcionaram desenvolvimento de
habilidades com o trabalho em equipe, integração ao ambiente de trabalho,
aplicação dos conhecimentos teóricos e práticos obtidos na graduação de
Engenharia de Alimentos, aptidão de responsabilidade profissional, além de
proporcionar experiência prática, sendo assim, de extrema importância profissional
antecedente a entrada no mercado de trabalho.
Durante esse aprendizado, foi possível perceber a importância do controle de
qualidade em uma indústria de alimentos, laboratórios compostos por profissionais
qualificados e um controle de processo eficiente que garanta a qualidade dos
produtos finais, além da necessidade de manter um bom relacionamento com o
grupo de trabalho.
Desta forma, o Engenheiro de Alimentos se torna peça fundamental na
avaliação da qualidade dos produtos fabricados, tendo como função orientar e
determinar as atividades a serem executas em cada caso, como também ressaltar
que há a necessidade de se fazer análises desde a matéria-prima até seu produto
final, formando um conjunto de parâmetros a serem avaliados.
Logo, conclui-se que o estágio supervisionado é de grande importância para
formação acadêmica, pois é nele que se vivencia a função de um Engenheiro de
Alimentos em uma indústria, tendo assim preparo para atuação no mercado de
trabalho após a conclusão do curso.
26
5 REFERÊNCIAS BIBLIOGRÁFICAS
AMAFIL, 2013. Disponível em:<www.amafil.com.br>. Acesso em 20 de jan. de 2013. APLEVICZ, K. S. Caracterização de produtos panificados à base de féculas de mandioca nativas e modificadas. 2006. 131 f. Dissertação (Mestrado em Ciência e Tecnologia de Alimentos)- Faculdade de Engenharia de Alimentos, Universidade Estadual de Ponta Grossa, Ponta Grossa, 2006. BRASIL. Instrução Normativa nº 23 de 14 de dezembro de 2005. Disponível em: <http://www.claspar.pr.gov.br/arquivos/File/pdf/produtos_amilaceos_in_23_05.pdf.> Acesso em 16 de fev. de 2013. CARUSO, L.; LAJOLO, F. M.; MENEZES, E. W.; Modelos Esquemáticos Para Avaliação Da Qualidade Analítica Dos Dados Nacionais De Fibra Alimentar. Ciência e Tecnologia de Alimentos, Campinas, v. 19, n. 3, dez. 1999. CARVALHO, E. P.; CANHOS, V. P.; RIBEIRO, V. E.; CARVALHO, H. P. Polvilho azedo: aspectos físicos, químicos e microbiológicos. Pesquisa agropecuária brasileira, Brasília v31, n2, 1996. Disponível em: <http://www.alice.cnptia.embrapa.br/bitstream/doc/104060/1/pab9607fev.pdf.> Acesso em: 01 de fev.de 2013. CAVALLET, L. E. Investigação do processo de fabricação biológica de N2 atmosferico na fermentação de fécula de mandioca. 2002. 79 f. Tese (doutorado) em Agronomia - Faculdade de Ciências Agronômicas da Unesp, Botucatu, 2002. CECCHI, H. M. Fundamentos Teóricos e Práticos em Análises de Alimentos. 2 ed. rev. Campinas, SP: UNICAMP, 2003. CEREDA, M. P.; VILPOUX, O. F.; TAKAHASHI, M. Balança Hidrostática Como Forma De Avaliação Do Teor De Massa Seca E Amido. In: CEREDA, M. P; VILPOUX, O. F. Série Culturas de Tuberosas Amiláceas Latino Americanas, v. 1, p. 81, 2003. Fundação Cargill. São Paulo. EMATER, 2000. Processamento artesanal de mandioca, Fabricação de Polvilho. Disponível em: <http://www.emater.mg.gov.br/doc%5Csite%5Cserevicoseprodutos%5Clivraria%5CAgroind%C3%BAstria%5Cprocessamento%20artesanal%20da%20mandioca%20-%20fabrica%C3%A7%C3%A3o%20do%20polvilho.pdf>. Acesso em 01 de fev. de 2013.
27
GOUVEIA, F.. Indústria de alimentos: no caminho da inovação e de novos produtos. Inovação Uniemp, Campinas, v. 2, n. 5, 2006. MACHADO, V. A.; ARAÚJO, M. M. C. A.; PEREIRA, J. Caracterização física, química e tecnológica do Polvilho Azedo. Mossoró, RN: Revista Verde, v.5, n.3, p. 01 - 06 jul. set. 2010. Disponível em: <http://www.gvaa.com.br/revista/index.php/RVADS/article/view/299/299>. Acesso em: 03 de fev. de 2013. PARK, K. J.; ANTONIO, G. C. Análises de Matérias Biológicas. Universidade Estadual de Campinas, SP: Editora Unicamp, 2006. Disponível em: <http://www.feagri.unicamp.br/ctea/manuais/analise_matbiologico.pdf>. Acesso em 02 de fev. de 2013. SOUZA, J. M. L.; NEGREIROS, J. R. S. ÁLVARES, V. S.; LEITE, F. M. N.; SOUZA, M. L.; REIS, F. S.; FELISBERTO, F. A. V. Variabilidade físico-química da farinha de mandioca. Ciência e Tecnologia de Alimentos, Campinas, out.-dez. 2008. Disponível em: <http://www.scielo.br/pdf/cta/v28n4/a22v28n4.pdf>. Acesso em: 02 de fev. de 2013.
Top Related