ANÁLISE DA CAPACIDADE DE PRODUÇÃO EM UM SETOR DE … · A simulação computacional de sistemas,...
14
ANÁLISE DA CAPACIDADE DE PRODUÇÃO EM UM SETOR DE BORDADOS POR MEIO DA SIMULAÇÃO COMPUTACIONAL Arineia Nogueira de Assis (PUC) [email protected] Ricardo Caetano Rezende (PUC/UEG) [email protected] Gustavo Suriani de Campos Meireles (PUC) [email protected] Tatiany da Rocha Paco (UFSCar/PUC) [email protected] O Objetivo deste trabalho foi analisar a capacidade de produção do setor de bordado de uma confecção localizada na grande Goiânia por meio da simulação computacional. A análise de capacidade advém da necessidade de se conhecer a capacidade produtiva, tornando viáveis alterações no sistema de forma a minimizar os impactos, em caso de alterações nas quantidades produzidas. A simulação permite imitar o funcionamento real de um sistema e realizar testes de possíveis mudanças a serem introduzidas no processo. A fim de realizar a simulação foi necessária a coleta de dados dos processos envolvidos do sistema em estudo como: os tempos de processamento E transporte, que foram analisados, por meio do software Arena. O sistema simulado apresentou capacidade inferior à demanda, tendo o processo de bordar, cujos recursos são os operadores de máquina, uma utilização de 100% e tempo médio de espera na fila de 4653 minutos. Palavras-chaves: Capacidade, Setor de bordado, Simulação computacional XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
Transcript of ANÁLISE DA CAPACIDADE DE PRODUÇÃO EM UM SETOR DE … · A simulação computacional de sistemas,...

ANÁLISE DA CAPACIDADE DE
PRODUÇÃO EM UM SETOR DE
BORDADOS POR MEIO DA
SIMULAÇÃO COMPUTACIONAL
Arineia Nogueira de Assis (PUC)
Ricardo Caetano Rezende (PUC/UEG)
Gustavo Suriani de Campos Meireles (PUC)
Tatiany da Rocha Paco (UFSCar/PUC)
O Objetivo deste trabalho foi analisar a capacidade de produção do
setor de bordado de uma confecção localizada na grande Goiânia por
meio da simulação computacional. A análise de capacidade advém da
necessidade de se conhecer a capacidade produtiva, tornando viáveis
alterações no sistema de forma a minimizar os impactos, em caso de
alterações nas quantidades produzidas. A simulação permite imitar o
funcionamento real de um sistema e realizar testes de possíveis
mudanças a serem introduzidas no processo. A fim de realizar a
simulação foi necessária a coleta de dados dos processos envolvidos
do sistema em estudo como: os tempos de processamento E transporte,
que foram analisados, por meio do software Arena. O sistema simulado
apresentou capacidade inferior à demanda, tendo o processo de
bordar, cujos recursos são os operadores de máquina, uma utilização
de 100% e tempo médio de espera na fila de 4653 minutos.
Palavras-chaves: Capacidade, Setor de bordado, Simulação
computacional
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
A Associação Brasileira da Indústria Têxtil e de Confecção (ABIT, 2011), afirma que o
desempenho recorde da produção, do emprego e das horas pagas na indústria em 2010 reflete
um comportamento de recuperação da atividade econômica pós-recessão, corroborando com a
ideia de que as indústrias desse setor vêm crescendo mesmo após a crise econômica mundial.
Entretanto, um dos setores com déficit de 2,4% na produtividade em 2010 foi o Têxtil
registrando uma queda de 0,7% em 2009, enquanto o Vestuário, um dos componentes do setor
Têxtil, teve um aumento de 9,6% no mesmo ano, atingindo a quarta maior taxa de
crescimento na produtividade, sendo este um setor relativamente intensivo em mão de obra.
Ainda segundo a ABIT, em termos da indústria no contexto recente, pode-se argumentar que
o desempenho da produtividade industrial deverá passar a depender mais da introdução de
melhorias e inovações no processo de produção no futuro próximo, fruto de uma maior taxa
de investimento na produção.
Algumas ferramentas utilizadas pelas indústrias para acompanharem o desenvolvimento do
mercado são as de gestão da produção, as quais envolvem: qualidade, logística, cadeia de
suprimentos, ergonomia, projetos, planejamento e controle de produção, entre outras.
O planejamento e controle da produção, de acordo com Slack, Chambers e Johnston (2007),
possui o propósito de garantir que os processos da produção ocorram eficaz e eficientemente e
que produzam produtos e serviços conforme requeridos pelo consumidor. Sendo que dentro
deste sistema está o planejamento de capacidade como a tarefa de determinar a capacidade
efetiva da operação produtiva, de forma que ela possa responder a demanda. A capacidade de
uma operação é definida como o máximo de nível de atividade de valor adicionado em
determinado período de tempo que o processo pode realizar sob condições normais de
operação.
A falta de capacidade para produção de determinados produtos pode acarretar inúmeros
transtornos às empresas, como: não cumprimento dos prazos prometidos aos clientes, falta de
qualidade em função da terceirização ou utilização de mão de obra não qualificada, entre
outros. Por isso, é necessário analisar a capacidade de produção para cada produto sempre que
confirmada a demanda dos mesmos.
Atualmente, as empresas tem-se mostrado complexas, e passam por uma dinâmica de
mudanças, que envolvem novas tecnologias, globalização, e a busca para acompanhar as
exigências do mercado, através da redução de custos, garantia da qualidade, investimento em
novas tecnologias, entre outros. A adoção de ferramentas como análise e planejamento da
capacidade auxiliam na busca desses fatores.
A empresa em estudo possui o setor de bordado, no qual 98% do mix passam por este setor, e não
está conseguindo atender a demanda. Daí surge a necessidade de planejar a capacidade em
tempo hábil para realizar os ajustes necessários, como seleção de terceirizados, aquisição de
novos equipamentos e ferramentas, planejamento e controle mais rigoroso.
Assim, este trabalho tem como objetivo estudar o setor de bordado de uma indústria do ramo de
confecções visando analisar a capacidade do mesmo por meio da simulação.
A metodologia de pesquisa, a fim de atingir o objetivo, teve um caráter exploratório, com natureza
aplicada, utilizando uma abordagem quantitativa e como procedimento a simulação.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
2. Revisão bibliografica
2.1. Planejamento e Controle de Produção (PCP)
O Planejamento e Controle de Produção pode ser visto como setor de apoio à produção,
atuando dentro de três níveis de decisões. No nível estratégico, colabora com a formulação de
um Plano de Produção consolidado, Plano Financeiro e de Marketing. No nível tático,
desmembra o Plano de Produção em um Plano-mestre de Produção, detalhando os bens e
serviços que serão executados. E no nível operacional, programa e acompanha cada
implementação do que foi planejado (TUBINO, 2007).
Para Chiavenato (2005) a produção de um bem deve seguir as etapas de planejar, organizar,
dirigir e controlar. Para atender a requisitos de eficiência e eficácia, a produção precisa
repousar em um sistema de planejamento e controle confiável. Há muita atividade a ser
planejada, organizada e coordenada para que a produção ocorra da melhor maneira possível.
A complexidade do sistema produtivo exige necessariamente um esquema de planejamento e
controle.
O PCP é responsável por programar, acompanhar e controlar a produção. O primeiro diz
respeito a estabelecer o quanto e quando comprar, fabricar ou montar os itens necessários à
composição dos produtos finais, sequenciar a produção de forma a otimizar a utilização dos
recursos. Já o controle da produção coleta e analisa os dados (índices de quebra de máquina,
índices de defeitos, horas/máquinas e horas/homens, consumo de materiais, entre outros),
verificando e garantindo que a produção aconteça como foi programada, e prever possíveis
problemas que porventura aconteçam (TUBINO, 2007).
Para Lopes e Lima (2008), o planejamento e controle da produção (PCP) está presente para
responder, de forma mais rápida e precisa, às mudanças, tanto internas como externas à
organização, da mesma forma em que melhora o controle dos recursos envolvidos na
produção e os objetivos de desempenho organizacionais (qualidade, rapidez, confiabilidade,
flexibilidade e custo), ou seja, a abordagem do planejamento e controle de produção é focada
na otimização dos controles de fluxos de informações, de materiais e de pessoas.
2.2. Capacidade
Capacidade é a quantidade máxima de produtos e serviços que podem ser produzidos em uma
unidade produtiva, em um dado intervalo de tempo, podendo ser influenciada por inúmeros
fatores, aumentando ou diminuindo, como colaboradores, máquinas, a composição do mix de
produtos, grau de automatização, entre outros (MOREIRA, 2008).
Capacidade é a máxima produção ou saída de um empreendimento, ou seja, pode ser
explicada como o nível máximo de atividade de valor adicionado que pode ser conseguido,
em condições normais de operação por um determinado período de tempo (MARTINS;
LAUGENI, 2005).
Capacidade produtiva de uma unidade de operação é o volume máximo potencial de
atividades de agregação de valor que pode ser atingido por uma unidade produtiva sob
condições normais de operação (CORRÊA; CORRÊA, 2006, p. 426).
Martins e Laugeni (2005) dividem a capacidade em dois tipos: a capacidade do projeto,
também conhecida como teórica, que é aquela que o fornecedor ou fabricante apresentam para

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
o produto; e a capacidade efetiva ou real, capacidade após o desconto dos tempos necessários
para que o sistema funcione adequadamente, como os tempos de setups, manutenção, entre
outros.
Visando atender o mercado consumidor, como afirma Martins Junior (2009), as organizações
empresariais precisam acompanhar as variações de demanda e para isto precisam que a função
produção ajuste a capacidade de produção às necessidades do mercado.
2.2.1. Análise de capacidade
O objetivo da análise de capacidade é não prosseguir com um plano que trará problemas de
operacionalização, ou seja, a função da análise de capacidade é equacionar os recursos
produtivos de forma a garantir uma passagem segura no chão de fábrica (TUBINO, 2007).
As decisões acerca da capacidade merecem atenção pelo caráter essencialmente estratégico,
que se reflete no envolvimento de altos valores financeiros, imobilização forçada de recursos,
nas dificuldades futuras de mudança, nos custos operacionais (MOREIRA, 2008).
Tubino (2007) define cinco passos para análise da capacidade:
1) Identificar os recursos a serem incluídos na análise; se necessário simplificar,
considerar apenas os recursos críticos;
2) Obter a taxa de produção das máquinas, da variável que se pretende analisar; para cada
produto, pode ser incluído, separados, os tempos de manutenção, setups, entre outros;
3) Multiplicar o padrão de consumo de cada produto para cada recurso pela quantidade
de produção (demanda prevista), para o período considerado;
4) Consolidar as necessidades de capacidade para cada recurso em cada período; e
5) Comparar a capacidade disponível com a calculada, em cada período.
Segundo Slack, Chambers e Johnston, (2007) o principal problema de medição de capacidade
é a complexidade dos processos produtivos; apenas quando a produção é altamente
padronizada e repetitiva é fácil de definir capacidade. O volume de produção é uma medida
mais adequada de medição, pois a natureza do produto não varia.
Tubino (2007) afirma que algumas medidas podem ser adotadas para aumentar a capacidade
instalada, como planejar outros turnos, terceirizar, comprar novos equipamentos (esta deve ser
muito bem avaliada antes de ser adotada), enquanto que para redução da capacidade tem-se a
antecipação de férias, redução dos turnos, venda de equipamentos.
2.3. Simulação
Para Prado (2010, p. 24) “simulação é uma técnica de solução de um problema pela análise de
um modelo que descreve o comportamento do sistema usando um computador digital”.
Modelo de simulação é uma representação simplificada das diversas interações entre as partes
deste sistema; é uma abstração da realidade, que se aproxima do verdadeiro comportamento
do sistema, mas sempre mais simples que o sistema real sendo, inclusive, utilizada para
responder perguntas do tipo “o que ocorre se ...” (CHWIF; MEDINA, 2010).
Segundo Prado (2010), simulação é uma técnica que permite imitar o funcionamento de um
sistema real, construir modelos nos quais é possível visualizar na tela o funcionamento do

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
sistema em estudo, como um filme. É também uma ferramenta excelente para medir
quantitativamente a confiabilidade de um sistema.
A simulação computacional de sistemas, ou apenas simulação, consiste na utilização de certas
técnicas matemáticas, empregadas em computadores, as quais permitem imitar o
funcionamento de, praticamente qualquer tipo de operação ou processo do mundo real, ou
seja, é o estudo do comportamento de sistemas reais através do exercício de modelos. Desta
maneira, pode-se entender a simulação como um processo amplo que engloba não apenas a
construção do modelo, mas todo o método experimental que se segue, buscando: descrever o
comportamento do sistema; construir teorias e hipóteses considerando as observações
efetuadas; usar o modelo para prever o comportamento futuro, isto é, os efeitos produzidos
por alterações no sistema ou nos métodos empregados em sua operação (PARAGON, 2011).
Chwif e Medina (2010) afirmam que a simulação consegue prever com certa confiança o
comportamento de um sistema baseando-se nas entradas especificas e respeitando as
condições e é uma ferramenta de análise de cenários; faz uso apenas de formulas matemáticas,
porém não substitui o ser humano.
Freitas Filho (2008) apresenta três motivos mais comuns para experimentar-se com modelos
simulados: o sistema real ainda não existe, sendo utilizado para planejar o futuro sistema;
experimentar com o sistema real é dispendioso e o modelo permite fazer testes quanto ao
sistema, com menos custo; experimentar com o sistema real não é apropriado pois alguns
sistemas não podem ser testados na prática, como por exemplo planos de emergência.
Para Chwif e Medina (2010) a simulação é dividida em duas categorias, a computacional e a
não computacional. Simulação computacional é a que necessita utilizar o computador para ser
realizada, enquanto que não computacional não necessita do computador.
Ainda para Chwif e Medina (2010) têm-se as seguintes considerações acerca do uso de
simulação e teoria das filas:
a) Se o problema for estático, ou seja, se os estados do sistema não se alteram com o
tempo, a simulação de eventos discretos não tem qualquer utilidade prática;
b) Se o problema for determinístico, isto é, se não apresenta nenhum comportamento
aleatório, a simulação pode ser utilizada, porém será subutilizada;
c) Se o problema for complexo, dinâmico e apresentar aleatoriedade, a melhor escolha é
a simulação.
3. O sistema
A empresa em estudo é uma confecção localizada na grande Goiânia, a qual possui mais de
250 colaboradores diretos e mais de 1000 indiretos, sendo que o sistema adotado para estudo
é o setor de bordado, o qual trabalha três turnos por dia, durante seis dias por semana, e conta
com 45 colaboradores.
Os lotes para serem bordados chegam ao setor de bordado vindo do setor de separação que
funciona de segunda a sexta das 07h30min às 17h30min. Ao chegar os lotes passam pela
Conferência Inicial (verifica-se a existência de peça piloto, as fichas são assinadas e o lote
colocado na prateleira); o processo seguinte é o Planejamento, no qual é verificada a
necessidade de matérias-primas e a disponibilidade das mesmas; em seguida junta-se o lote e
todos as materiais e matérias-primas necessários: se houver necessidade de cortar aplique ou

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
resinar apliques os mesmos são encaminhados ao local adequado (a plotter para cortar os
apliques ou ao silk para resinar – o silk é um setor independente do bordado) e os lotes ficam
aguardando a chegada dos apliques. Ao chegar são juntados ao lote que passa a estar pronto
para ser bordado.
Os lotes aguardam na fila e, quando possível, são então encaminhados às maquinas antes que
estas terminem os lotes anteriores. Existem sete máquinas de bordar e após serem bordadas
são encaminhadas a conferência final, onde é verificado se todas as peças foram bordadas e
separadas de acordo com cor e tamanho (somente em casos raros, as peças são retiradas da
sequencia em que chegam ao bordado). Após são encaminhas ao setor de conferência. A
Figura 1 mostra o fluxograma do sistema.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Início
Término
Conferência
Inicial
Planejamento
O lote já pode
ser bordado?
Aguardar na
Fila
Necessita de
Resina?Cortar aplique
Resinar
Processamento -
Bordado
Conferência
Final
Setup
Reposição
Lote Concluído?
Sim
Não
Sim
Sim
NãoNão
Figura 1: Fluxograma do sistema

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
O processo segue o Mapofluxograma mostrado na Figura 2.
Figura 2: Mapofluxograma do Sistema
4. Modelagem
A modelagem do sistema em estudo ocorreu através do software Arena, versão Full, pois este
sistema possui mais de 150 peças aguardando para serem processadas (estas peças recebem
segundo a simulação o nome genérico de entidades). O software escolhido em função de estar
disponibilizado pela Pontifícia Universidade Católica de Goiás e pela interface amigável.
As variáveis de decisão foram definidas por meio do Fluxograma do sistema, no qual para
cada processo foi definida uma variável para estudo. A relação de dados coletados diz respeito
ao TEC - intervalos entre chegadas dos lotes no setor de bordados, Tempo de deslocamento
(movimentação das prateleiras -planejamento- para ploter e máquina 4; movimentação das
prateleiras –planejamento- às máquinas 1 e 7, e destas para conferência final; movimentação
das prateleiras –planejamento- às máquinas 2 e 6, e destas para conferência final;
movimentação das prateleiras –planejamento- às máquinas 3 e 5, e destas para conferência
final; movimentação de conferência final para o corte; movimentação do planejamento para o
silk), Tempo de processamento (reposição e resinar que ocorrem fora do setor em estudo,
Conferência inicial, Planejamento, Processamento, Setup, Cortar aplique, Conferência final,
Reposição, Resinar, Percentuais para divisão de percurso das entidades (Percentual de número
de bordados, Percentual de peças por lote, Percentual de peças que vão direto à máquina,
Percentual de peças que necessitam resinar, Percentual de peças que apresentam avarias e
necessitam de reposição).
O sistema foi modelado utilizando os blocos:
Create (entrada dos lotes no sistema), Process (para descrição de algum processo), Assign
(para mudar imagem da entidade, criar atributos à entidade), Separate (para conversão do lote
em peças), decide (definir o caminho, baseando-se em porcentagem que a entidade deve
percorrer), Dispose (saída do sistema), Pickstation (escolha da máquina para encaminhar a
entidade), Seize (formação de fila aguardando atendimento), Delay (para processamento da
entidade), Release (para liberação do recurso), Record (para cálculo do tempo de trânsito da
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
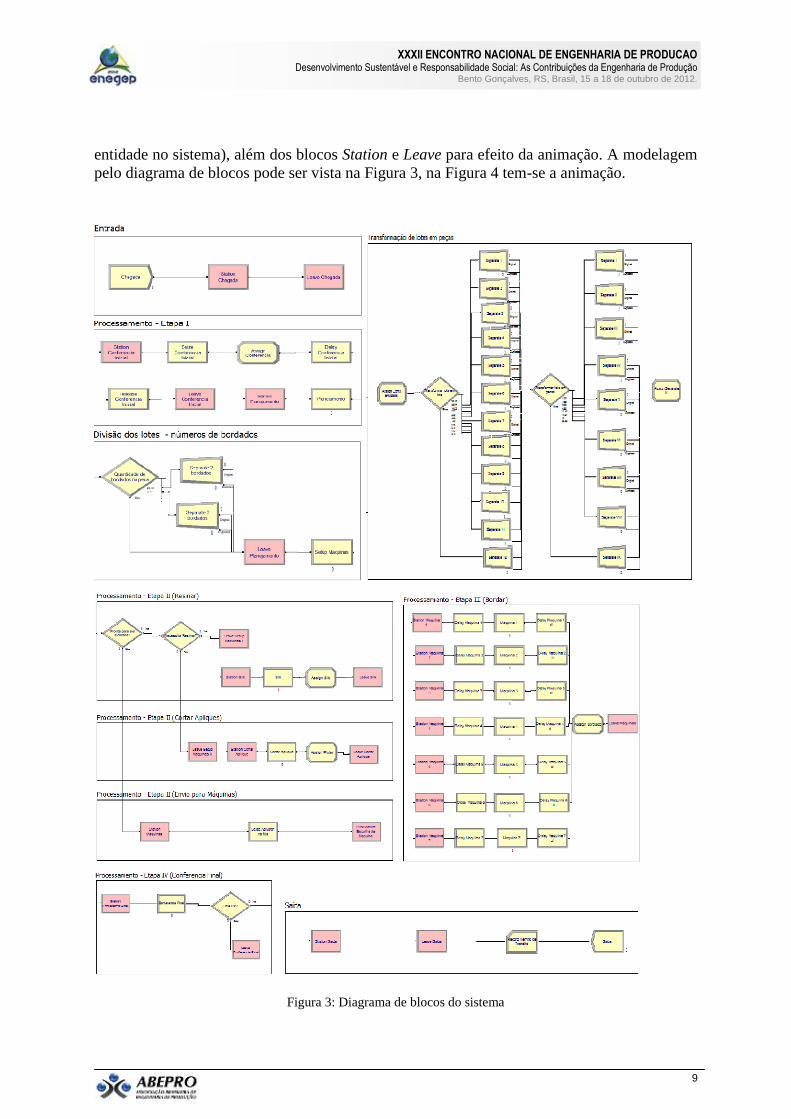
entidade no sistema), além dos blocos Station e Leave para efeito da animação. A modelagem
pelo diagrama de blocos pode ser vista na Figura 3, na Figura 4 tem-se a animação.
Figura 3: Diagrama de blocos do sistema

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Figura 4: Animação do modelo
Os dados foram coletados, na quantidade de trinta dados e em seguida analisados segundo
Freitas Filho (2008) para verificar a quantidade de coletas ideal, sendo coletado
posteriormente o restante da amostra, quando necessário.
Após a coleta de todos os dados os mesmos foram inseridos no input analyzer do software
Arena, o qual forneceu a distribuição de probabilidade que mais se aproxima da relação de
dados coletados. Em seguida foi realizado o teste de aderência, a fim de verificar se a
distribuição dada realmente é adequada para o sistema em estudo por meio dos testes Square
Erro, Qui-Quadrado ou KS e valor de p.
Os valores obtidos através do input analyzer foram inseridos no diagrama de blocos da etapa
de pré-modelagem, e em seguida foi realizada a animação do modelo, incluindo animação
estatística e da entidade.
A validação foi realizada através da observação da animação do modelo, que foi comparado
ao que ocorre na prática, e quantidade de peças que deixou o setor na semana da coleta de
dados (dados obtidos através do software ERP utilizado na empresa em estudo).
5. Resultados
O sistema em estudo é um sistema não terminal, pois são desconhecidas o início e término do
mesmo, ou seja, foi retirado o período de warm-up do modelo, totalizando 14.400 minutos.
A duração de simulação foi de 22.320 minutos (10 dias de (warm-up) + 5,5 dias médios
trabalhos por semana, sendo que cada dia é composto por 1.440 minutos) que é equivalente a uma
semana de trabalho. Quanto ao número de replicações foram realizadas dez replicações e em
seguida calculado o número ideal de replicações, de acordo com Chwif e Medina (2010),
totalizando 30 replicações.
A avaliação do modelo ocorreu tendo como base a quantidade de peças que deixou o sistema
(NumberOut), já que este é o principal objetivo deste trabalho. Em média, obteve-se 2.058
peças por semana, com variação de 66 peças para mais ou para menos, em função da variação
calculada pelo desvio padrão.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
A Figura 5 mostra as taxas de ocupação dos recursos. Como pode ser observado, os
operadores durante semanas como esta simulada (obtida a partir do pico da Coleção de Alto
Verão 2011, conforme Figura 6) trabalham todo o tempo, restando para eles apenas os
horários das refeições. Se necessário, deixam as máquinas trabalhando e retornam
rapidamente aos seus postos, quando isso não ocorre um dos auxiliares de produção do setor
assume o comando da máquina até o retorno do operador.
A Figura 6 mostra a produção enviada ao setor por semana e a produção que deixa o setor,
durante algumas semanas da Coleção de Alto Verão.
Figura 5– Taxa de utilização dos recursos

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
Figura 6 – Gráfico de pico de algumas semanas da coleção
A Tabela 1 mostra ainda as taxas de utilização dos recursos e os respectivos tempos de fila
para o setor em estudo.
Processo Recurso
Tempo média na
fila (minutos)
Scheduled
Utilization (%)
Pro
cess
amen
to
Máquina 1 Operador 1 5567,47 100
Máquina 2 Operador 2 4521,42 100
Máquina 3 Operador 3 4485,83 100
Máquina 4 Operador 4 4453,17 100
Máquina 5 Operador 5 4527,44 100
Máquina 6 Operador 6 4537,81 100
Máquina 7 Operador 7 4477,86 100
Planejamento Planejador
1,60 7,68
Conferência Inicial 2,98
Reposição Operador de corte 0,008 0,18
Resinar Operador de silk 292 3,53
Cortar Aplique Operador de Ploter 7,68 7,46
Conferência Final Revisora 295,08 51,96

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
Fonte: Os autores (2012)
Tabela 1 – Resultados: processos, recursos, tempos e taxas de utilizações
Dessa forma, nos momentos de pico, com as taxas de utilização mostradas, o setor não
consegue atender a demanda, o que ocorre em todas as coleções e é intensificado durante a
produção de 50 peças de cada referência (modelo), as chamadas peças-pilotos da coleção
seguinte; estas peças são utilizadas pelos representantes para efetuar a venda das peças aos
clientes e, portanto, não podem ser terceirizadas.
A análise da capacidade deste setor mostrou a incapacidade do setor em atender a demanda.
Assim, deve-se buscar uma solução para tal problema tendo em vista que a Coleção seguinte é
a de Inverno, considerada a Coleção mais dificil em função da produção das jaquetas de
moletom e sarja; a coleção de Alto Verão é considerada a maior coleção. Todas as três
coleções (Inverno, Primavera e Alto Verão) apresentam comportamento similar quanto aos
picos de vendas.
7. Conclusões
A análise de capacidade e o conhecimento da capacidade existente são citadas por vários autores
como necessárias às organizações para que estas possam tomar decisões a longo, médio e curto
prazo, através do Planejamento e Controle de Capacidade.
Assim, este trabalho analisou a capacidade de produção do setor de bordados de uma confecção,
utilizando a simulação computacional.
Diante dos fatos observados pode-se concluir que o recurso com restrição de capacidade de
produção do setor é o processamento, já que a taxa de utilização é máxima e o tempo média
de fila para os recursos deste processo é 4653 minutos.
Assim, a sugestão de melhoria poderá ser realizada como trabalho futuro, podendo ser por
meio da aplicação da TRF (Troca Rápida de Ferramentas) para redução dos tempos de Setup;
ou aumento do número de máquinas; ou ampliação do tempo de funcionamento do setor
(todos os dias da semana). Ainda como sugestão estas alterações devem ser simuladas e
apartir dos resultados encontrados decidir quais ações deve ser tomadas.
Referências
ABIT. A Produtividade Industrial em 2010. 2011. Disponível em <http://www.abit.
org.br/site/publicacoes/arquivos_pdf/A%20Produtividade%20Industrial%20em%202010.pdf>. Acesso em: 13
mar. 2011, 11:50.
CHIAVENATO, I. Administração da Produção. 1. ed. Rio de Janeiro: Elsevier. 2005.
CORRÊA, H. L. CORRÊA, C. A. Administração da Produção e Operações. 2. ed. São Paulo: Atlas, 2006.
CHWIF, L. MEDINA, A. C. Modelagem e Simulação de Eventos Discretos: Teoria e prática. 3. ed. São
Paulo: Leonardo Chwif. 2010.
FREITAS FILHO, P. J. Introdução à Modelagem e Simulação de Sistemas. 2. ed . Florianópolis: Visual
Books, 2008.
JUNG, C. F. Elaboração de Projetos de Pesquisa Aplicados a Engenharia de Produção. Taquara: FACCAT.
2010. Disponível em: <http://www.metodologia.net.br> Acesso em: 03 abr. 2011, 21:50.
LOPES, R. A. LIMA, J. F. G. Planejamento e Controle de Produção: um estudo de caso em setor de artigos
esportivos de uma indústria manufatureira. ENEGEP: Rio de Janeiro. 2008. Disponível em
<http://www.abepro.org.br/biblioteca/enegep2008_TN _STO_069_491_11556.pdf>. Acesso em: 30 abr. 2011,
16:50.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
MARTINS JUNIOR, J. C. M. Método Estruturado para Aplicação das Técnicas de Aumento da
Capacidade de Produção de Recursos Gargalo em Células de Manufatura. São Carlos: UFSCar. 2009.
MARTINS, P. G. LAUGENI F. P. Administração da Produção. 8. ed. São Paulo: Saraiva. 2005.
MELLO, A. E. N. S. Aplicação do Mapeamento de Processos e da Simulação no Desenvolvimento de
Projetos de Processos Produtivos. Itajuba: UNIFEI. 2008. Disponível em <
http://pt.scribd.com/doc/55801931/23/Simulacao-Computacional>. Acesso em: 04 jun. 2011, 16:30.
MIZOGUCHI, M. R. S. JARDIM, E. G. M. COSTA, R. S. A Programação e o Controle da Produção em
Ambiente de Incerteza e Ativos Caros: O Caso de uma Empresa Termoplástica do Pólo Industrial de Manaus.
Revista Gestão Industrial. UTFPR. Ponto Grossa. 2010. v 6. n 4. Disponível em
<http://www.pg.utfpr.edu.br/depog/ periodicos/index.php/revistagi/article/view/657/576>. Acesso em: 05 jun.
2011, 11:20.
MOREIRA, D. A. Administração da produção e operações. 2. ed. São Paulo: Cengage Learning. 2008.
PARAGON. Simulação. 2011. Disponível em < http://www.paragon.com.br/padrao.
aspx?produtos_content_lst_2307__.aspx>. Acesso em: 05 jun. 2011, 10:20.
PEREIRA, C. R. Um Modelo de Simulação de sistemas Aplicados à Programação da produção de um
Frigorifico de Peixe. São Carlos: UFSCar. 2011. Disponível em <
http://www.bdtd.ufscar.br/htdocs/tedeSimplificado//tde_busca/arquivo. php?codArquivo=4059 >. Acesso em: 05
jun. 2011, 10:20.
PEREIRA, C. R. V. Uma Introdução às Filas de Espera. Universidade da Madeira. 2009. Disponível em
<http://digituma.uma.pt/bitstream/10400.13/48/1/MestradoCl%c 3%a1udiaPereira.pdf>. Acesso em: 05 jun.
2011, 10:20.
PEREIRA, E. A. R.; LIMA, E. P. de; COSTA, S. E. G. Estudo das diferentes lógicas de Planejamento e
Controle - uma Contribuição ao Gerenciamento Estratégico de Operações. Curitiba: PUCPR. 2008.
Disponível em <http://www.uff.br/ sg/index.php/ sg/article/view/SGV3N1A4/50>. Acesso em: 30 abr. 2011,
17:55.
PRADO, D. S. Usando o ARENA em Simulação. 4. ed. Belo Horizonte: INDG Tecnologia e Serviços Ltda.
2010.