APLICAÇÃO DA SIMULAÇÃO A EVENTOS DISCRETOS PARA...
14
APLICAÇÃO DA SIMULAÇÃO A EVENTOS DISCRETOS PARA AVALIAR A INFLUÊNCIA DO SETUP EM UMA EMPRESA DO SETOR AUTOMOTIVO THIAGO BUSELATO MAURICIO (cesmac ) [email protected] Juliana Ramos Abs (cesmac ) [email protected] francisco gustavo torres (cesmac ) [email protected] ISIS BARROS SANTOS (cesmac ) [email protected] Este trabalho apresenta a utilização da simulação a eventos discretos como ferramenta necessária para a tomada de decisão nas empresas. Pois ela permitirá a avaliar o comportamento de um sistema ao retirar duas máquinas e movimentar a mão de obra para auxiliar no setup realizado no mesmo layout. Além disso, o trabalho apresentará propostas de cenários para a empresa adotar como meta, e assim, reduzir seu custo operacional. Palavras-chave: simulação a eventos discretos, lead time, setup e produtividade. XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
Transcript of APLICAÇÃO DA SIMULAÇÃO A EVENTOS DISCRETOS PARA...

APLICAÇÃO DA SIMULAÇÃO A
EVENTOS DISCRETOS PARA AVALIAR
A INFLUÊNCIA DO SETUP EM UMA
EMPRESA DO SETOR AUTOMOTIVO
THIAGO BUSELATO MAURICIO (cesmac )
Juliana Ramos Abs (cesmac )
francisco gustavo torres (cesmac )
ISIS BARROS SANTOS (cesmac )
Este trabalho apresenta a utilização da simulação a eventos discretos
como ferramenta necessária para a tomada de decisão nas empresas.
Pois ela permitirá a avaliar o comportamento de um sistema ao retirar
duas máquinas e movimentar a mão de obra para auxiliar no setup
realizado no mesmo layout. Além disso, o trabalho apresentará
propostas de cenários para a empresa adotar como meta, e assim,
reduzir seu custo operacional.
Palavras-chave: simulação a eventos discretos, lead time, setup e
produtividade.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
O desenvolvimento mundial decorrente da globalização, contribuiu para uma maior exigência
dos consumidores, assim, cobrando das empresas o melhor atendimento possível.
Para uma organização se manter competitiva no mercado, tornou-se necessário a capacidade
de agregar valor aos produtos com custos baixos, e aliado a isso, a preocupação com a
redução do lead time e do tamanho dos estoques. Saber gerenciar processos produtivos de
forma eficiente é fundamental para evitar a falência das organizações.
Para isso, o setor de Planejamento e Controle da Produção teve que evoluir estudando os
processos produtivos para torná-los mais eficientes. Nessa evolução foram desenvolvidas
algumas ferramentas de gestão da produção e qualidade como: o 5S, a filosofia Just-in-time e
o Lean Manufacturing. Essas ferramentas surgiram na tentativa de diminuir o lead time e
suprir a demanda da população que vem aumentando.
Planejamento e Controle da Produção é o setor responsável por: planejar qual produto será
fabricado, programar os materiais e recursos a serem utilizados, programar o início e término
de sua produção, e controlar o estoque e a execução da produção, sendo assim um processo de
fluxo contínuo (RENTES, 2008).
Portanto, o lead time se torna relevante nesse processo, pois segundo Christopher (1998):
"Lead time ou tempo de throughput é o tempo necessário para que um
produto evolua da concepção ao lançamento, do pedido à entrega ou da matéria-
prima ao cliente e inclui o tempo de processamento e o tempo de fila".
Ou seja, trata-se do tempo entre a concepção do pedido até sua entrega, e é um dos fatores que
influenciam o setor de Planejamento e Controle da Produção e a confiabilidade da empresa
perante o cliente.
Outro elemento de grande relevância para os processos produtivos é o tempo de setup.
Segundo Slack et al. (2008), trata-se do tempo decorrido entre o final da produção de uma
peça e o início da produção da próxima peça boa diferente. É envolvido nessa parcela de
tempo toda a preparação para reiniciar o ciclo, ou seja, o tempo dispensado na preparação do
equipamento para habilitá-lo ao reinício da atividade (SHINGO, 2000).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
Além de influenciar na competitividade das organizações, a redução do tempo de setup
diminui o tempo ocioso e os desperdícios na produção, aumentando a produtividade e
reduzindo os custos de operações.
Portanto, uma boa gestão de custos também faz-se necessário, para que seja possível agregar
valor aos produtos com menores custos de produção. Afinal, de acordo com Batalha (2008)
“O conhecimento adequado dos custos é de suma importância para um
gerenciamento eficaz. No ambiente competitivo atual, tais informações tornam-se,
mais importantes, pois as consequências de uma decisão incorreta são mais graves e
imediatas do que era há algum tempo”.
Sabendo-se desses fatores, o cenário a ser avaliado é de uma empresa que precisa aumentar
sua produtividade. Ela atua no setor automotivo, e está instalada no Sul do estado de Minas
Gerais. Ela faz parte de uma multinacional de origem alemã com aproximadamente 100
plantas em 4 continentes, 8 centros de pesquisa e desenvolvimento e cerca de 47 mil
colaboradores. Somente essa planta produz cerca de 351 milhões de peças/ano, empregando
algo em torno de 3.000 colaboradores, movimentando centenas de milhões de reais.
Nessa empresa, existe um setor com 16 máquinas do mesmo processo operadas por 8
colaboradores. O objetivo do estudo é avaliar a influência do setup na produtividade desse
local, criando para isso, alguns cenários virtuais com a Simulação a Eventos Discretos.
A Simulação a Eventos Discretos (SED) é a experimentação de um sistema real por meio de
modelos. A possibilidade de criar e simular fenômenos desejados permite conferir quão
representativas seriam as mudanças, colaborando, dessa forma, com tomada de decisões
(BATEMAN et al., 2013). A SED é conhecida por seu comportamento dinâmico (que sofre
influência do tempo), é um ato que ocorre de forma discreta em um determinado momento e
que predominam mudanças.
Assim, a situação do setup na empresa será estudada e analisada por meio da técnica de
simulação a eventos discretos, iremos observar se é possível com a retirada de algumas
máquinas e a utilização de uma mão de obra direta (MOD) para o setup, aumentar a
produtividade, reduzir o custo do produto e o lead time.
Com a ajuda de um programa de simulação a eventos discretos, iremos criar algumas
situações para avaliar a interferência do tempo de setup na produtividade do processo, com o
objetivo de identificar suas falhas e corrigi-las, contribuindo para a melhoria do processo de

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
produção da empresa, atendo como objetivo de avaliar e mensuraro ganho de produtividade,
a realocação da MOD, a redução no custo de produção e a redução do Lead Time.
2. Revisão da literatura
2.1 Lead Time e Set up
O lead time é o intervalo de tempo entre a liberação da ordem de produção até o momento
que a peça ou produto esteja pronto para ser utilizado (Erdmann, 1998). “Lead Time é uma
medida do tempo gasto pelo sistema produtivo para transformar matérias-primas em produtos
acabados” (TUBINO, 1999).
Erdmann afirma que o sistema Just in time procura organizar a produção em pequenos lotes,
tornando necessário o trabalho com lead time curtos para aumentar a flexibilidade de resposta.
Para Pelegrino (2007) um dos benefícios da redução do lead time é o aumento da capacidade
de produção e a maior rapidez na entrega do produto ao cliente.
Em sistemas de produção por lotes, paradas para ajustes são constantes devido à necessidade
de se produzir uma grande variedade de produtos. Portanto, é necessário que ocorra um
controle deste período ocioso para garantir uma boa produtividade para a empresa e para que
não ocorra uma aumento desnecessário do lead time.
Essas paradas são conhecidas como Setup ou Tempo de Setup. Segundo Sousa et al. (2009) o
Setup é um exemplo típico de resíduos, sem qualquer valor agregado e portanto, deve ser
reduzida para o valor mais baixo possível. Conforme Cakmakci (2009), quanto menor for o
tempo de preparação da máquina, menor poderá ser o tamanho do lote produzido, logo maior
será a eficiência.
2.2 Simulação a Eventos Discretos
A SED é uma ferramenta que pode ser utilizada para estudar o lead time e o tempo de setup,
pois segundo (HARREL et al., 2000) “A SED é uma imitação de um sistema real para
avaliação e melhorias no desempenho deste sistema, modelado computacionalmente”. Para a
construção da simulação, deve passar por várias etapas evitando que ocorra erros com o
estudo em questão.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
Montevechi et al. (2007) afirma que a simulação é a importação da realidade para um
ambiente controlado, onde seu comportamento pode ser estudado sob diversas condições, sem
riscos físicos e/ou altos custos envolvidos.
Para Nethe e Stahlmann (1999) o desenvolvimento de modelos de processos antes do
desenvolvimento dos modelos de simulação apresenta vantagens tais como grande auxílio na
coleta de informações relevantes e redução de esforços e tempo consumido no
desenvolvimento de um modelo de simulação.
Lin et al.(2015) utilizou a SED para solucionar um problema de superlotação em um
departamento de emergência no National Hospital Ambulatory Medical Care Survey, teve
uma eficácia estratégia para aliviar essa aglomeração de pacientes baseado nos dados
coletados, podendo representar recursos médicos e permitindo demonstrar que o desvio de
ambulância (AD) com varias vezes em intervalo de tempo menor mostra um efeito melhor do
que apenas um único AD com duração maior.
3.Material e métodos
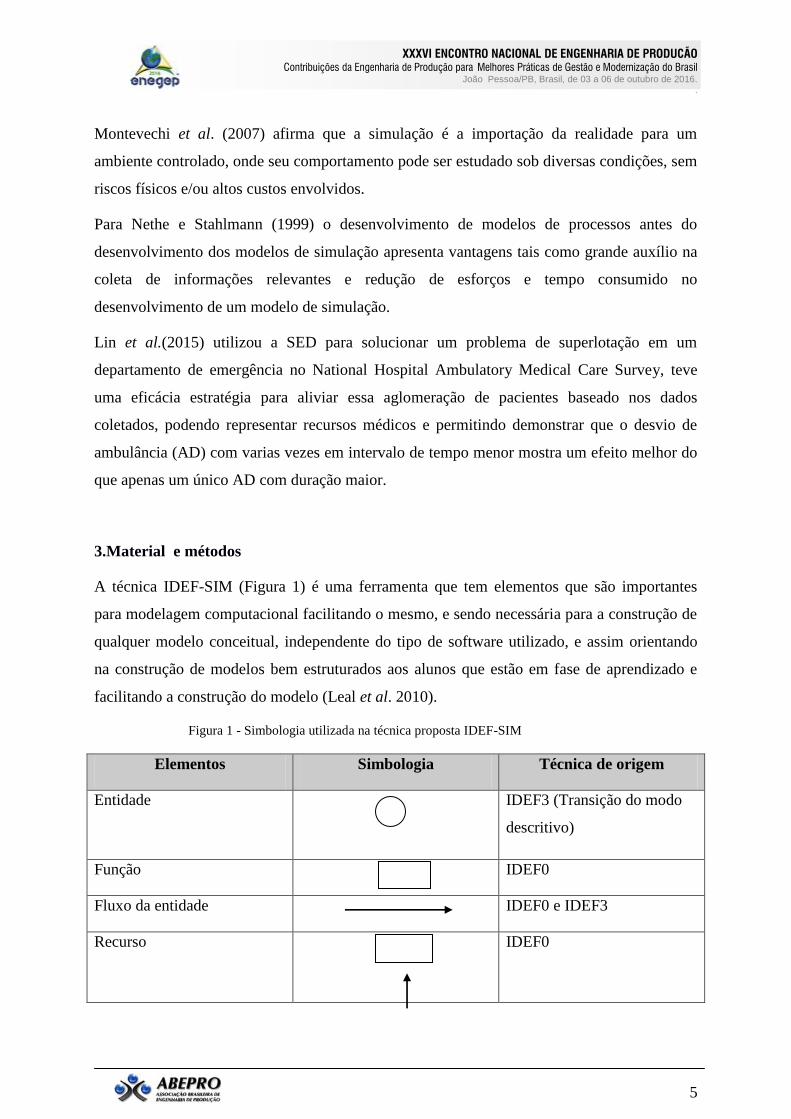
A técnica IDEF-SIM (Figura 1) é uma ferramenta que tem elementos que são importantes
para modelagem computacional facilitando o mesmo, e sendo necessária para a construção de
qualquer modelo conceitual, independente do tipo de software utilizado, e assim orientando
na construção de modelos bem estruturados aos alunos que estão em fase de aprendizado e
facilitando a construção do modelo (Leal et al. 2010).
Figura 1 - Simbologia utilizada na técnica proposta IDEF-SIM
Elementos Simbologia Técnica de origem
Entidade
IDEF3 (Transição do modo
descritivo)
Função
IDEF0
Fluxo da entidade
IDEF0 e IDEF3
Recurso
IDEF0

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
Controle
IDEF0
Regras para fluxo paralelo
e/ou alternativo
Regra E
Regra OU
Regra E/OU
IDEF3
Movimento
Fluxograma
Explicação
IDEF0 e IDEF3
Entrada de fluxo no sistema
Fim do sistema
Conexão com outra figura
A metodologia definida para este trabalho foi a mesma proposta por Montevechi et al.
(2010) representada na Figura 2.
Figura 2- Fluxograma utilizado no trabalho de Montevechi.
&
X
O

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Fonte: Montevechi et al (2010).
Dessa forma, a primeira etapa do trabalho foi definir seu objetivo e posterior a definição do
sistema junto com a definição do sistema e suas ferramentas de simulação a serem utilizados.
A Construção do modelo conceitual é feita através de uma técnica denominado IDEF-SIM
onde que o próprio software tem uma técnica de modelagem conceitual, que inclui uma
simbologia que representa os componentes existentes em muitos pacotes de simulação, tais
como lógica do processo, recursos, regras e transporte (LEAL, 2008).
A Validação do modelo conceitual é feita após a construção do modelo conceitual, que terá a
sua validação feita por especialistas e interessados pela área simulação assim buscando um
resultado mais concreto para a sua solução.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
Tudo que foi obtido como dados estatísticos (como quantidade de produtos feitos e sua
variedade, quantos operários, quantas maquinas, o horário que os operadores trabalham), ou a
construção do modelo conceitual deve ser guardado, pois esses dados poderão ser necessários
novamente nas fases a seguir.
A Modelagem dos dados de entrada é o princípio da construção do modelo computacional.
Esse modelo geralmente é composto através da coleta de dados, tratamento de dados e
inferência (aplicação dos conhecimentos de dados probabilísticos).
Na implementação, a construção do modelo computacional é realizada através da modelagem
do cenário que poderá representar o sistema real, logo após essa modelagem ser concluída,
deverá ser feito uma verificação e validação do modelo atual.
A Verificação do modelo computacional é uma verificação que deverá ser feita, pois o
modelo poderá conter erros, assim ajudando a identificá-los.
Se o modelo estiver de acordo com o proposto vai para a Validação do modelo operacional,
pois é uma passo importante, nele pode-se verificar se os dados obtidos são confiáveis e se o
comportamento dele está de acordo com a situação real.
Na etapa da análise, será estudado as possíveis soluções e seus dados. A definição do projeto
experimental é a fase de mudanças de cenário, ou seja, vai decidir o que se deve mudar ou
retirar dentro da simulação que foi feita.
Após essa tomada de decisão, deve executar os experimentos propostos na fase anterior e
analisar as estatísticas que essas experiências apresentou e estudá-las para ver se é
recomendada ou não para determinado caso.
4. Resultados e discussão
O objetivo da definição do sistema conta uma breve síntese de onde houve a coleta de dados
para a confecção de tal modelo de simulação, uma empresa de Minas Gerais foi a escolhida
para a extração de dados e o estudo para a melhoria do setup.
Por sua vez essa empresa é responsável por a produção de sete tipos produtos, sendo assim o
foco desse trabalho que é desenvolver e executar melhorias, mas para isso necessário a
utilização do software Promodel, desenvolvido para todos os fins de simulação onde seu
intuito e verificar se é possível a redução do lead time e a redução do MOD.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
A técnica IDEF-SIM serviu para a construção do modelo conceitual, um dos requisitos para a
construção do modelo computacional e servirá como um verdadeiro suporte para a construção
do mesmo, na Figura 3 mostra o modelo em questão já validado.
Figura 3- Modelo conceitual validado.
A validação do modelo conceitual foi realizada após a sua construção, realizamos essa
validação após entrarmos em contato com o responsável do setor e com pessoas capazes de
entender o modelo.
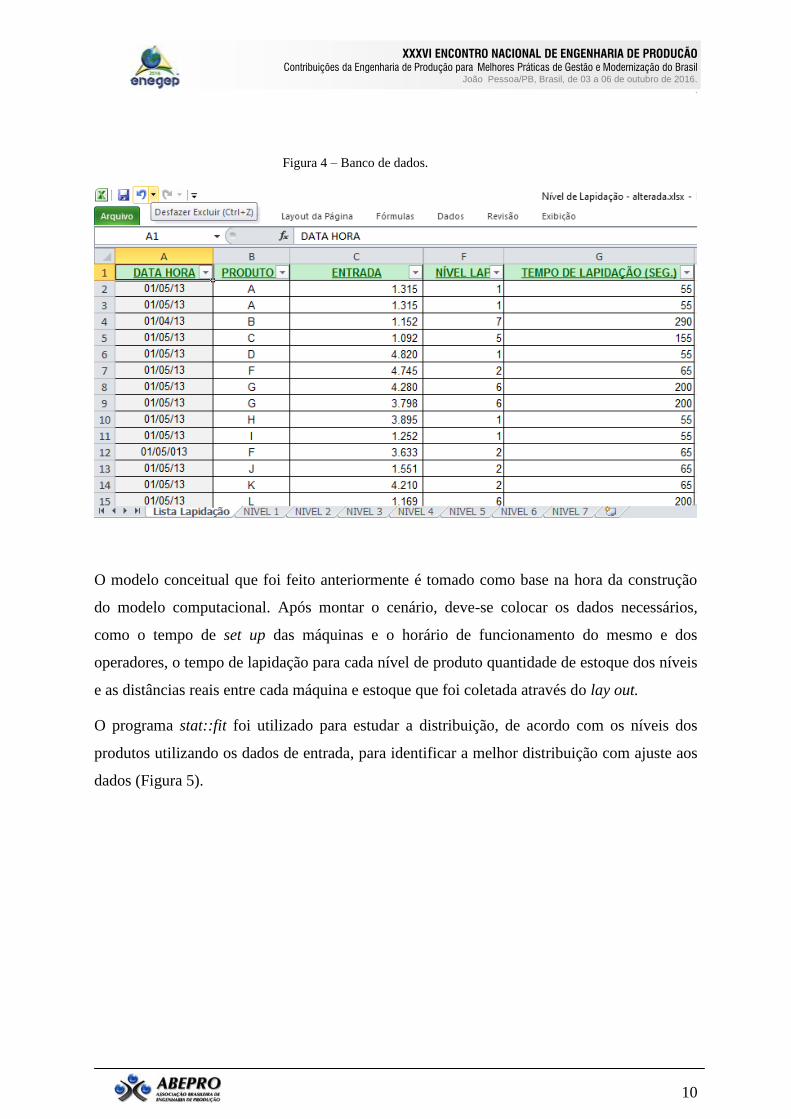
A modelagem dos dados de entrada, essa etapa que se deu o início a construção do modelo
computacional, com a realização da coleta de dados como: o volume de produção para cada
tipo de produto, tempo do operador e da lapidadora junto com suas distâncias reais. A
empresa em questão disponibilizou uma lista com todos os tipos de lapidação e o lay out
desse setor. Após receber a lista foi feia uma separação para cada tipo de lapidação em relação
ao tipo de produto, a quantidade de produto que entra na lapidadora, tempo de lapidação e
diferença entre a data de entrada do produto na máquina (Figura 4).
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
Figura 4 – Banco de dados.
O modelo conceitual que foi feito anteriormente é tomado como base na hora da construção
do modelo computacional. Após montar o cenário, deve-se colocar os dados necessários,
como o tempo de set up das máquinas e o horário de funcionamento do mesmo e dos
operadores, o tempo de lapidação para cada nível de produto quantidade de estoque dos níveis
e as distâncias reais entre cada máquina e estoque que foi coletada através do lay out.
O programa stat::fit foi utilizado para estudar a distribuição, de acordo com os níveis dos
produtos utilizando os dados de entrada, para identificar a melhor distribuição com ajuste aos
dados (Figura 5).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Figura 5 – Distribuição do nivel 3.
A construção do modelo conceitual é tomada como base dando início ao estudo, assim como
já foi mencionado e feito à construção do modelo computacional seguindo as mesmas regras e
parâmetros do modelo conceitual. A Figura 6 apresenta a construção do modelo
computacional.
Figura 6 - Modelo computacional.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Após ter sido verificado o modelo computacional, passou pelo processo de validação do
modelo computacional, realizada pelos especialistas do sistema.
Após a validação do modelo computacional avaliou-se algumas situações para serem testadas.
Todos os cenários envolviam o desligamento de um conjunto de máquinas, e a utilização de
uma mão de obra para auxiliar no setup das outras máquinas.
No primeiro cenário, sem alteração do tempo de setup, houve redução em 30% da quantidade
de peças produzidas e aumento no tempo de entrega do produto para o cliente.
Optou o desligamento do estoque quatro juntos com as lapidadores sete e oito, através do
gráfico apresentados pelo programa Promodel percebeu que o rendimento desse conjunto era
o menor entres os sete (Figura 7).
Figura 7 – Utilização das máquinas.
Posteriormente, foram testados cenários onde o tempo de setup era menor que o praticado
pela empresa atualmente. Uma delas foi alterar o setup que era de 30 min para 15 min e em
outra situação o setup para 20 min.
O único resultado satisfatório foi com o tempo de setup em 15min, pois esse cenário
apresentou redução na produção em 2% e aumento no lead time de apenas 3h, o que seria
tolerado pelos clientes.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
5. Conclusões
Com o presente trabalho pode-se nota a influência a importância da simulação a eventos
discretos na tomada de decisão das empresas. Além disso, pode-se avaliar o comportamento
da produtividade e do lead time com a movimentação de uma mão de obra e com a variação
do tempo de setup.
Os resultados foram disponibilizados para a empresa. O modelo que apresenta o set up de 15
min será adotado como meta. Isso porque, cada máquina tem um custo horário de R$ 53 reais.
Isso leva a um custo anual de aproximadamente R$ 600 mil por ano para as duas máquinas,
ou seja, ao desligá-las, a empresa poderia ter essa economia. Valor esse muito relevante no
período de crise que o país está passando.
No entanto, para que a empresa possa desligar essas duas maquinas, deve primeiro fazer um
projeto para reduzir o tempo do setup de 30 min para 15 min, só depois que conseguir essa
redução no tempo que pode fazer essa retirada das máquinas.
7. Referências
CAKMAKCI, M. Process improvement: performance analysis of the setup time reduction-
SMED in the automobile industry. International Journal of Advanced Manufacturing
Technology, v. 41, n. 1-2, p. 168-179, 2009.
LIN, Chih-Hao; KAO, Chung-Yao; HUANG, Chong-Ye. Managing emergency department
overcrowding via ambulance diversion: A discrete event simulation model. Journal of the
Formosan Medical Association (2015) 114, p. 64e71
SOUSA, R. M.; LIMA, R. M.; CARVALHO, D.; ALVES, A. An Industrial Application of
Resource Constrained Scheduling for Quick Changeover. Proceedings… IEEE International
Conference on Industrial Engineering and Engineering Management, Hong Kong, China,
2009.
TUBINO, Dalvio Ferrari. Planejamento e controle da produção: teoria e prática. – 2. Ed. –
São Paulo: Altas, 2009.
ERDMANN, Rolf Hermann. Administração da produção: Planejamento, Programação e
Controle. Florianópolis: Papa livro, 2007.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
PELEGRINO, Paula Luci. Redução de lead time e aumento da capacidade na produção
de rolos guias para máquina de papel. Trabalho de conclusão de curso (TCC).
Universidade de São Paulo. Curso de Engenharia de Produção – POLI – USP: São Paulo,
2007.
MONTEVECHI, J.A.B.; PINHO, A.F. de; LEAL, F. & MARINS, F.A.S. Application of
design of experiments on the simulation of a process in an automotive industry. In:
Proceedings of the 2007 Winter Simulation Conference, Washington, DC, USA.
HARRELL, C.; GHOSH, B. K. & BOWDEN, R. Simulation Using Promodel. 3.ed. Boston:
McGraw-Hill, 603 p, 2000.
NETHE, A. & STAHLMANN, H.D. Survey of a general theory of process modeling. In:
Proceedings of the 1999 International Conference on Process Modelling, Cottbus, Germany,
p. 2–16.