Aula12Eletroeroso
25
1 Eletroerosão Prof. Dr. Bruno Scuracchio
-
Upload
rafael-oliveira-carvalho -
Category
Documents
-
view
216 -
download
3
description
Eletroersao
Transcript of Aula12Eletroeroso
1
Eletroerosão
Prof. Dr. Bruno Scuracchio
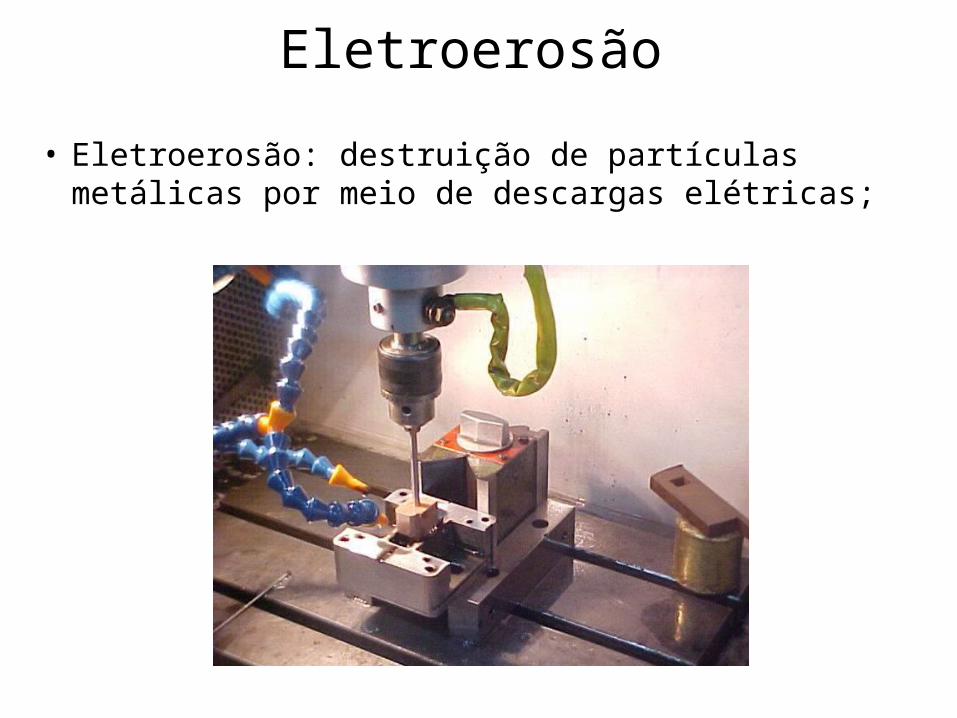
• Eletroerosão: destruição de partículas metálicas por meio de descargas elétricas;
Eletroerosão
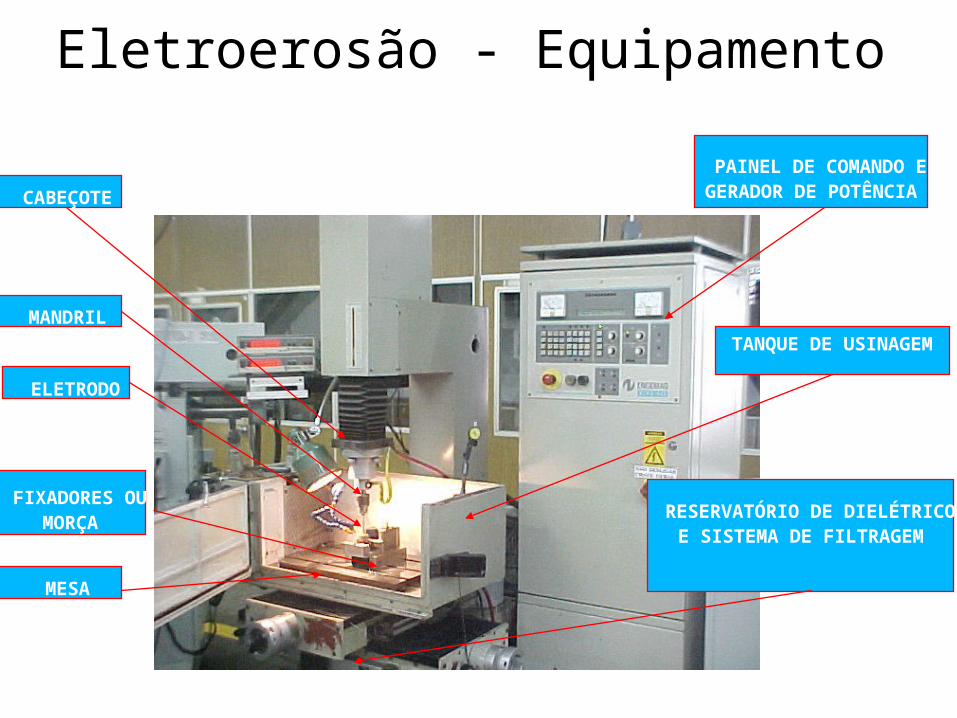
Eletroerosão - Equipamento
PAINEL DE COMANDO EGERADOR DE POTÊNCIA CABEÇOTE
MESA
RESERVATÓRIO DE DIELÉTRICOE SISTEMA DE FILTRAGEM
TANQUE DE USINAGEM
FIXADORES OUMORÇA
MANDRIL
ELETRODO

Eletroerosão - Equipamento
PEÇA QUE ESTÁ SENDOUSINADA
MANDRIL PARA FIXARO ELETRODO
PRISMA MAGNÉTICOUTILIZADO PARA FIXAÇÃO
ELETRODO É A FERRAMENTA QUE PRODUZ A EROSÃO
CANAIS DO LÍQUIDODIELÉTRICO

Eletroerosão - Processo• Materiais envolvidos devem ser bons condutores de
eletricidade;• Fluido dielétrico isolante;• Polarização e corrente;• Distância entre eletrodo e peça (GAP);

Eletroerosão - Processo

Eletroerosão - Processo
Eletroerosão - Processo
• Processo rápido e eficiente;• Bom acabamento;• Rápida dissipação de calor;• Não há contato direto entre peça e eletrodo;• Limpeza: injeção,aspiração,jato lateral.

Eletroerosão - Limpeza

Eletroerosão - Processo
• Eletroerosão por penetração;
• Eletroerosão a fio.

Eletroerosão por penetração
• A máquina de eletroerosão por penetração CNC funciona com um eletrodo de cobre ou grafite.
• Este eletrodo precisa ser moldado com o perfil a ser esculpido no bloco metálico. O processo não provoca atrito entre as peças. O eletrodo se aproxima da peça imersa (que fica imersa em óleo) e dá descargas elétricas, que vão escavando o metal.

Eletroerosão por Penetração
Eletroerosão a Fio
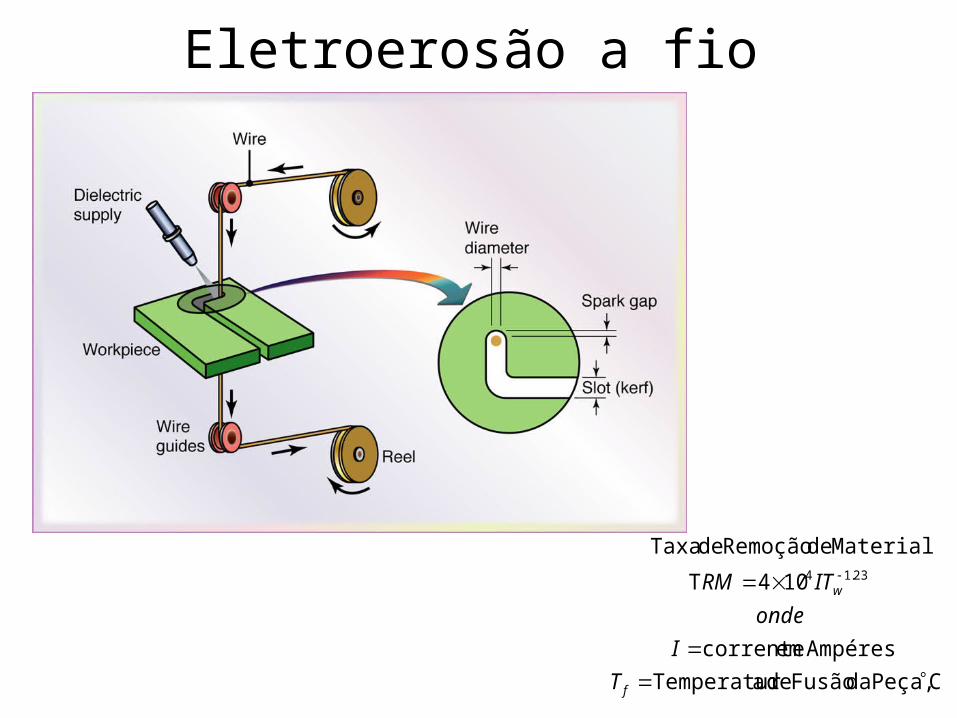
• No processo de usinagem por eletroerosão a fio, um fio muito fino serve como eletrodo e o processo geralmente é realizado dentro de um tanque com fluido dielétrico.
• Fios de latão especiais são utilizados, sendo que eles são alimentados lentamente com as descargas elétricas.

• Ao observar o processo com uso de fio eletrodo sob um microscópio, verifica-se que o fio se realmente não toca o metal a ser cortado; as descargas elétricas removem pequenas quantidades de material e permitem que o fio seja removido através da peça.
• A pequena quantidade de material que é removida da peça é lavada para retirar o fluido que passa continuamente. As descargas repetitivas criam um conjunto de crateras sucessivamente mais profundas na peça de trabalho até que a forma final seja produzida.
Eletroerosão a Fio

• Não é necessário fabricar um molde ou uma ferramenta. Movimentação do fio por controle numérico (CNC)
• As tolerâncias dimensionais são de acordo com o controle de temperatura atingido:– Variações de 3°C geram uma tolerância de
aproximadamente 4 µm. – Variações de ± 1°C, geram tolerâncias próximas de 1 µm.
Eletroerosão a Fio
Eletroerosão a fio
C Peça, da Fusão de aTemperatur
Ampéres em corrente
104T
Material de Remoção de Taxa23.14
f
w
T
I
onde
ITRM

Eletroerosão a fio

Eletroerosão a fio
Tipos de Ferramentas
• Eletrodos:– Metálicos:cobre eletrolítico,cobre tungstênio e cobre
sinterizado;
– Não metálicos: grafite é o principal.

Eletroerosão - Peças
Eletroerosão - Limitações
• Desgaste do eletrodo;• Apenas corrente contínua;• Alto custo
Eletroerosão – Vantagens
• Usinagem de peças complexas;• Superfície de alta qualidade;• Pouca distorção/alteração da micro-estruturais;• Usinar moldes para injeção;• Usinar materiais duros – não envolve abrasão
nem cisalhamento!

Eletroerosão - Exemplo
Intensidade da corrente:
Para cada tipo de trabalho, de acordo com: área de erosão, material do eletrodo e material da peça. Quanto maior a amperagem, maior o volume de material erodido.
ELETRODO MATERIAL A SER USINADO COEFICIENTE PARA AMPERAGEMCobre Eletrolítico Aço 0,07 A /mm2
Grafite Aço 0,01 A / mm2Cobre e Tungstênio Aço 0,14 A / mm2
Cobre Cobre 0,07 A /mm2Cobre e Tungstênio Pastilha de metal duro 0,05 A / mm2
COEFICIENTES PARA CÁLCULO DE AMPERAGEM
Com base na tabela acima é possível calcular a amperagem ( I ) que deve ser utilizada para erodir a nossa peça

Eletroerosão - Exemplo
I = área a ser erodida x coeficiente para amperagem
EX.: se fossemos erodir um quadrado de aço de 10,7mm de lado com um eletrodo de cobre eletrolitico e desejassemos uma rugosidade de 0,013mm:
Teriamos que I = 10,7 X 10,7 X 0,07 = 8A
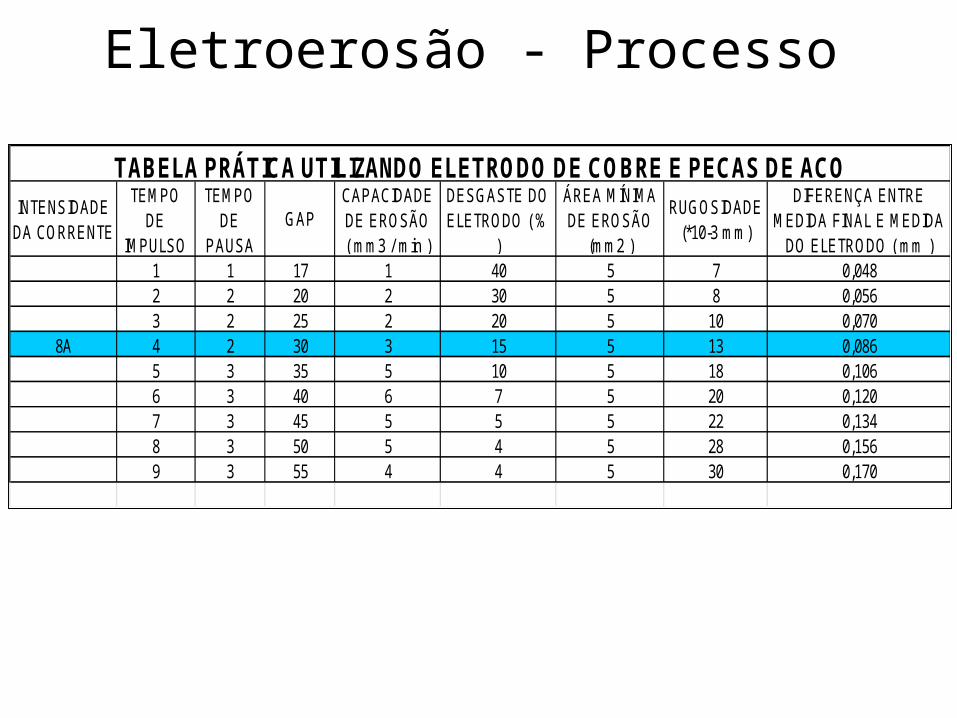
Eletroerosão - Processo
1 1 17 1 40 5 7 0,0482 2 20 2 30 5 8 0,0563 2 25 2 20 5 10 0,070
8A 4 2 30 3 15 5 13 0,0865 3 35 5 10 5 18 0,1066 3 40 6 7 5 20 0,1207 3 45 5 5 5 22 0,1348 3 50 5 4 5 28 0,1569 3 55 4 4 5 30 0,170
TABELA PRÁTICA UTILIZANDO ELETRODO DE COBRE E PEÇAS DE AÇODIFERENÇA ENTRE
MEDIDA FINAL E MEDIDA DO ELETRODO ( mm )
RUGOSIDADE (*10-3 mm)
INTENSIDADE DA CORRENTE
TEMPO DE
IMPULSO
TEMPO DE
PAUSAGAP
CAPACIDADE DE EROSÃO ( mm3 / min )
DESGASTE DO ELETRODO ( %
)
ÁREA MÍNIMA DE EROSÃO
(mm2 )