AVALIAÇÃO DA RESISTÊNCIA À TRAÇÃO E DAS ...§ão... · dados obtidos foram submetidos à...
46
UNIVERSIDADE CIDADE DE SÃO PAULO MESTRADO EM ORTODONTIA AVALIAÇÃO DA RESISTÊNCIA À TRAÇÃO E DAS CARACTERÍSTICAS DE SUPERFÍCIE DA SOLDAGEM ELÉTRICA EM FIOS DE AÇO, NiTi e TMA. HENRIQUE OLIVEIRA FEITOSA SÃO PAULO 2015
Transcript of AVALIAÇÃO DA RESISTÊNCIA À TRAÇÃO E DAS ...§ão... · dados obtidos foram submetidos à...
UNIVERSIDADE CIDADE DE SÃO PAULO
MESTRADO EM ORTODONTIA
AVALIAÇÃO DA RESISTÊNCIA À TRAÇÃO E DAS CARACTERÍSTICAS DE SUPERFÍCIE DA SOLDAGEM
ELÉTRICA EM FIOS DE AÇO, NiTi e TMA.
HENRIQUE OLIVEIRA FEITOSA
SÃO PAULO
2015
HENRIQUE OLIVEIRA FEITOSA
AVALIAÇÃO DA RESISTÊNCIA À TRAÇÃO E DAS CARACTERÍSTICAS DE SUPERFÍCIE DA SOLDAGEM
ELÉTRICA EM FIOS DE AÇO, NiTi e TMA.
Dissertação apresentada ao Programa de
Mestrado da Universidade Cidade de São Paulo,
como parte dos requisitos para obtenção do título
de Mestre em Ortodontia.
Orientador: Prof. Dr. Acácio Fuziy
SÃO PAULO
2015
FEITOSA, HO. Avaliação da resistência à tração e das características de superfície da
soldagem elétrica em fios de aço, NiTi e TMA. [Dissertação de Mestrado]. São Paulo:
Universidade Cidade de São Paulo; 2015.
São Paulo, 26/01/2015
Banca Examinadora
1. Prof. Dr. Acácio Fuziy (Orientador)
Julgamento: ____________________ Assinatura: ______________________
2. Profa. Dra. Tarcila Triviño (Henrique confira)
Julgamento: ____________________ Assinatura: ______________________
3. Prof. Dr. Gustavo Mattos Barreto
Julgamento: ____________________ Assinatura: ______________________
Resultado: ____________________________________________________
FEITOSA, HO. Avaliação da resistência à tração e das características de superfície
da soldagem elétrica em fios de aço, NiTi e TMA. [Dissertação de Mestrado]. São
Paulo: Universidade Cidade de São Paulo; 2015.
RESUMO
Alguns dispositivos ortodônticos disponíveis no mercado necessitam ser soldados a
outras partes do aparelho para a realização de algumas mecânicas na Ortodontia. A
soldagem térmica, elétrica ou a retenção mecânica são alternativas para realização
da união desses acessórios ao aparelho ortodôntico. Com a evolução das ligas
metálicas, surgiram os fios ortodônticos de níquel-titânio (NiTi) e titânio-molibdênio
(TMA), e os seus empregos foram difundidos na Ortodontia. Da mesma maneira, a
máquina de solda ponto foi aperfeiçoada e passou a soldar ligas de NiTi, além do
aço inoxidável e do TMA. Assim sendo, este trabalho avaliou a resistência à tração e
as características de superfície da solda entre dois segmentos de fios ortodônticos
de aço inoxidável, NiTi e TMA de três marcas comerciais diferentes (Morelli, RMO e
Ormco. Para tanto, foi realizada soldagem elétrica de segmentos de fios
ortodônticos, totalizando 108 espécimes (n=12), por meio da máquina de soldagem
elétrica modelo SMP 3000 (Kernit Ind. e Comércio LTDA, Indaiatuba, São Paulo,
Brasil). Após a soldagem, foram analisadas características microscópicas da solda,
por meio da metalografia, aspectos mecânicos de resistência à tração, com auxílio
da máquina de ensaio de tração (INSTRON), e aspectos microscópicos da superfície
de união pós-ruptura, por meio do microscópio eletrônico de varredura (MEV). Os
dados obtidos foram submetidos à Análise de Variância (ANOVA) e Tukey (p<0,05).
Foi observado que, independente do fabricante, o fio de NiTi apresentou menor
resistência à tração e o de TMA da marca comercial RMO teve resistência
significativamente superior às demais marcas comerciais utilizadas nesse estudo.
Pôde-se concluir que o tipo de liga exerceu maior influência na resistência à tração e
nas características microscópicas da solda do que a marca comercial dos fios
ortodônticos testados.
Palavras-chave: Soldagem; Fios ortodônticos; Resistência à tração.

FEITOSA, HO. Evaluation of tensile strength and surface characteristics of the
electric welding in stainless steel, NiTi and TMA wires. [Dissertation]. São Paulo:
Universidade Cidade de São Paulo; 2014
ABSTRACT
Some orthodontic appliances available in the market need to be welded to other
parts of the braces for peforming certain mechanics in Orthodontics. Thermal and
electrical welding or mechanical retention are alternatives for realization of the union
of these accessories to braces. Due to alloys’s evolution, nickel-titanium (NiTi) and
titanium-molybdenum (TMA) orthodontics wires had widespread use in Orthodontics.
The spot welding machine was improved and employed to weld NiTi alloys, besides
stainless steel and TMA. Therefore, this study evaluated the tensile strength and
weld surface features between two segments of stainless steel, NiTi and TMA
orthodontic wires and three different brands (Morelli, RMO and Ormco). Electric
welding was performed in orthodontic wires segments, totaling 108 specimens (n =
12) by electric welding machine SMP 3000 model (Kernit LTDA, Indaiatuba, Sao
Paulo, Brazil). After welding, the microscopic features were analyzed through
metallography test, the mechanical aspects of tensile strength were examined by
tensile testing machine (Instron) and surface aspects of post-rupture joint were
observed through the electron microscope (SEM). The data were submitted to
analysis of variance (ANOVA) and Tukey test (p <0.05). It was noted that, regardless
of manufacturer, the NiTi wire had the lowest tensile strength and the TMA by RMO
had significantly greater resistance than the others manufactures used in this study.
Thus, the type of alloy had a greater influence on the tensile strength and
microscopic features of the weld than the manufactures of orthodontic wires tested.
Henrique adeque o abstract seguindo as alterações no seu resumo
Keywords: Welding; Orthodontic wires; Tensile strenght
LISTA DE FIGURAS
Figura 1: Máquina de solda ponto........................................................... 20 Figura 2: Máquina Instron....................................................................... 20 Figura 3: Microscópio eletrônico de varredura........................................ 20 Figura 4: Segmento de fio de aço contornado; padronização com auxílio do compasso de ponta seca calibrado em 25 mm de abertura...
22
Figura 5: Eletrodo utilizado para soldagem............................................. 22 Figura 6: Fio contornado e devidamente posicionado para soldagem.. 23 Figura 7: Remoção do cilindro de PVC da base de resina acrílica do corpo de prova........................................................................................
24
Figura 8: Polimento do corpo de prova na politriz.................................. 26 Figura 9: Ataque com reagente ácido..................................................... 27 Figura 10: Corpo de prova constituído por um segmento de fio de aço contornado, soldado e embutido em base de resina acrílica, inserida em cilindro de tubo de PVC.....................................................................
28 Figura 11: Sistema corpo de prova/Instron............................................. 29 Figura 12: Segmentos de fios que envolviam a área de ruptura da solda, fixados sobre placa de metal (stub).............................................. 30 Figura 13: Fio conformado e sendo soldado........................................... 34 Figura 14: Corpo de prova sendo submetido a teste de resistência à tração...................................................................................................... 35 Figura 15: Análise metalográfica da solda do fio de aço da marca Morelli...................................................................................................... 36 Figura 16: Imagens de fio de aço da marca Ormco obtidas por meio do MEV.................................................................................................... 39 Figura 17: Imagens de fio de NiTi da marca Ormco obtidas por meio do MEV.................................................................................................... 40 Figura 18: Imagens de fio de TMA da marca Ormco obtidas por meio do MEV.................................................................................................... 40
LISTA DE TABELAS E GRÁFICOS
Tabela 1 – Medidas de posição e dispersão da força de resistência à tração em Newtons (N) para cada tipo de liga metálica e fabricante...... 36 Gráfico 1: Boxplots da força de resistência à tração ordenado pelas ligas de um mesmo fabricante................................................................ 37 Gráfico 2: Boxplots da força de resistência à tração ordenado conforme o fabricante por liga.................................................................
37
SUMÁRIO
1. INTRODUÇÃO........................................................................................ 8 2. REVISÃO DE LITERATURA.................................................................. 10 2.1 Principais Fios Utilizados em Ortodontia..................................... 10 2.1.1 Aço Inoxidável.......................................................................... 11 2.1.2 Níquel-Titânio (NiTi)................................................................. 12 2.1.3 Titânio-Molibdênio (ou Beta-Titânio ou TMA).......................... 14 2.2 Soldagem Elétrica........................................................................... 15 3. PROPOSIÇÃO........................................................................................ 17 4.1. Objetivo Geral................................................................................. 17 4.2. Objetivos Específicos.................................................................... 17 4. MATERIAL E MÉTODOS....................................................................... 18 4.1 Material............................................................................................. 18 4.1.1 Material da amostra................................................................. 18 4.1.2 Material complementar............................................................ 19 4.2 Métodos............................................................................................ 21 4.2.1 Formação dos grupos.............................................................. 21 4.2.2 Soldagem dos fios................................................................... 21 4.2.3 Avaliação da solda por meio da metalografia.......................... 23 4.2.3.1 Embutimento....................................................................... 24 4.2.3.2 Lixamento........................................................................... 25 4.2.3.3 Polimento............................................................................ 25 4.2.3.4 Ataque com reagente ácido e interpretação das imagens. 26 4.2.4 Teste de resistência à tração................................................... 27 4.2.5 Avaliação pós-ruptura por meio do MEV................................. 29 4.3 Obtenção de dados e análise estatística...................................... 30 5. ARTIGO CIENTÍFICO............................................................................. 31 6. REFERÊNCIAS....................................................................................... 45 ANEXOS.................................................................................................. 47
1. INTRODUÇÃO
Várias são as oportunidades nas quais o cirurgião-dentista vê a necessidade
de unir peças metálicas pelo processo conhecido como soldagem, que é a união
íntima e permanente de dois ou mais elementos metálicos. Este procedimento é
muito utilizado na união de acessórios ou na confecção de aparelhos ortodônticos
(VAN NOORT, 1994).
Os acessórios ortodônticos que possuem solda devem ser capazes de resistir
às forças geradas durante a mastigação, visto que quando quebrados podem
ocasionar irritação dos tecidos, perda de ancoragem, movimentos dentários
indesejáveis, deglutição ou aspiração das peças quebradas (O´TOOLE; FURNISH;
VON FRAUNHOFER, 1985).
Como uma alternativa para dispositivos ortodônticos soldados, a indústria tem
desenvolvido ganchos pré-fabricados. Estes dispositivos podem ser aplicados de
maneira fácil e rápida em qualquer posição ao longo do arco ortodôntico, otimizando
o tempo clínico gasto. Entretanto, os ganchos prensáveis podem se deslocar e
afetar de forma negativa a mecânica conduzida. Assim sendo, os dispositivos
soldados continuam a possuir melhores propriedades mecânicas (NASCIMENTO et
al., 2012).
Os fios ortodônticos mais utilizados que, em conjunto com os braquetes,
geram forças biomecânicas capazes de provocar movimentações dentárias são
compostos por três tipos de ligas metálicas: aço inoxidável (aço), níquel-titânio (NiTi)
e titânio-molibdênio (TMA). Ao passo que o aço possui soldabilidade comprovada
cientificamente, o NiTi e o TMA apresentam a capacidade de soldagem clinicamente
satisfatória (DONOVAN, BRANTLEY; CONOVER, 1984; NELSON; BURSTONE;
GOLDBERG, 1987).
Fatores como calibre e tipo de liga metálica do fio, tipo de máquina de solda
utilizada, a forma e pressão dos eletrodos, entre outros, podem influenciar as
características mecânicas de união entre os fios ortodônticos (ANGELINE, 1989).
Devido à importância da qualidade da soldagem elétrica realizada em ligas
metálicas constituintes de fios ortodônticos, durante as mais variadas fases do
tratamento ortodôntico, este estudo teve por objetivo avaliar a resistência à tração da
solda elétrica e as características de superfície entre dois segmentos de fios
ortodônticos de aço inoxidável, NiTi e TMA soldados e de três marcas comerciais
diferentes (Morelli, RMO e Ormco).

2. REVISÃO DE LITERATURA 2.1 Principais Fios Utilizados em Ortodontia
O francês Pierre Fauchard, em 1728, idealizou o que pode ser considerado o
primeiro protótipo de arco ortodôntico. O dispositivo chamado de Bandelette consistia numa tira de metal em forma da letra U, que servia para dar forma ao arco
dentário, na qual amarrias de prata ou latão contornavam os dentes, passando por
orifícios presentes na tira e eram torcidos de maneira que o dente fosse tracionado
em direção ao bandelette. Seguindo a mesma idéia, Angle desenhou seu aparelho
(arco E), que continha um arco por vestibular fixado às bandas nos molares. Em
seguida, realizou frequentes modificações em seus aparelhos que culminaram com
a invenção do que se tornou notoriamente conhecido por Edgewise, no qual o fio
ortodôntico passou a ser inserido em uma canaleta horizontal do braquete, como
ocorre até os dias atuais (GRABER; VANARSDALL, 1996).
No início do século XX, o ouro, a prata, o bronze e o latão eram os materiais
disponíveis para o uso em aparelhos ortodônticos. Após a I Guerra Mundial, a
invasão do aço na indústria contaminou também a Ortodontia, que passou a utilizá-
lo como rotina. O uso do aço inoxidável ocorre até hoje e, paulatinamente, vai
cedendo espaço a novos materiais (PHILLIP; SKINNER, 2000).
Diversos dispositivos ortodônticos são constituídos por ligas metálicas, que
consiste na mistura de um ou mais elementos metálicos com o objetivo de aproveitar
as propriedades favoráveis de cada um. Para as ligas dos fios ortodônticos, as
propriedades desejáveis incluem: grande elasticidade, baixa rigidez, facilidade em
ser contorneada, alta capacidade de armazenar energia, biocompatibilidade,
estabilidade no meio ambiente e capacidade de ser soldada (KAPILA et al., 1990).
Os fios ortodônticos constituídos pelas ligas de aço inoxidável, NiTi e TMA
são os mais utilizados na prática da Ortodontia Contemporânea.
2.1.1 Aço Inoxidável
O aço inoxidável substituiu os metais preciosos por causa de sua melhor
resistência mecânica e elasticidade com equivalente resistência a corrosão na
presença de fluidos bucais (PROFFIT; FIELDS; SARVER, 2007), sendo esta última
característica uma de suas grandes vantagens (RENFROE, 1975).
Existe uma grande variedade de ligas de aço inoxidável que diferem entre si
quanto ao teor dos elementos químicos e à estrutura cristalina. Elas podem ser
classificadas em função de sua estrutura cristalina em ferríticos (com estrutura
cristalina cúbica de corpo centrado, igual a do aço carbono), austeníticos (com
estrutura cristalina cúbica de faces centradas) e martensíticos (com estrutura
tetragonal de corpo centrado, que pode ser considerada como uma distorção da
estrutura cúbica de corpo centrado) (ALMEIDA; MARIUZZO; FERREIRA, 1996). Os
utilizados em Ortodontia possuem estrutura cristalina austenítica e sua composição
média é de 18% de cromo, 8% de níquel, 0,08 a 0,015% de carbono e o restante de
ferro. As porcentagens de cromo e níquel dão nome a este tipo de aço 18-8
(PHILLIP; SKINNER, 2000).
As ligas de aço inoxidável apresentam boas propriedades mecânicas e baixo
custo e por isso são as mais utilizadas na confecção de quase todos os
componentes do aparelho fixo. As principais características desta liga são: alto
módulo de elasticidade, sendo que nas fases iniciais do tratamento, alinhamento e
nivelamento, é recomendado o uso de arcos de baixo calibre, em que são inseridas
alças para reduzir a rigidez do fio; baixo módulo de resiliência, ou seja, promove
absorção de pouca energia, o que implica na produção de forças mais pesadas e
que se dissipam rapidamente, necessitando de ativações mais constantes; alta
tenacidade ou plasticidade, característica que permite ser dobrado com pequeno
risco de fratura; biocompatibilidade, resistente à corrosão e ao manchamento; e
possibilidade de receber solda térmica e elétrica (KAPILA et al., 1990).
A fácil manipulação deste material o indica para a aplicação em diferentes
estágios do tratamento ortodôntico. Atualmente o aço é empregado nas etapas do
tratamento cujo contorno dos arcos deva ser estável, visando à manutenção das
dimensões transversais e forma dos arcos dentários. A combinação da alta rigidez
com o menor atrito na interface fio / canaleta do braquete, quando comparado às
demais ligas, faz do aço o fio de eleição para fechamento de espaços por
deslizamento (GURGEL; RAMOS; KERR, 2001).
2.1.2 Níquel-Titânio (NiTi)
A utilização comercial da liga NiTi iniciou na década de 60 quando William F.
Buehler desenvolveu uma liga de composição equiatômica chamada NITINOL. Esta
sigla usa as letras da composição atômica (Ni-Ti) somadas as iniciais do local das
pesquisas (Naval Ordenance Laboratory - NOL) (ANDREASEN; MORROW, 1978;
BARRAS; MYERS, 2000). O surgimento dessa liga tinha como finalidade a
construção de antenas a serem utilizadas no programa espacial americano.
Andreasen foi o primeiro pesquisador a cogitar o uso da liga 50% de Ni e 50% de Ti
na Odontologia (ANDREASEN; HILLEMAN, 1971; ANDREASEN; BRADY, 1972).
O que torna a liga de NiTi um dos materiais mais importantes na Ortodontia
Moderna é a sua biocompatibilidade, resistência à corrosão, superelasticidade e
efeito memória de forma (BARRAS; MYERS, 2000).
As ligas de níquel–titânio também apresentam disposições cristalográficas
típicas que conferem particularidades mecânicas importantes para o uso ortodôntico.
Para esta liga, a grade espacial de forma cúbica de corpo centrado indica a fase
austenítica, que compreende a forma mais rígida. Em contrapartida a estrutura
cristalina hexagonal compacta representa a forma menos rígida, denominada fase
martensítica. Se o fio for trabalhado a frio formará uma liga de NiTi martensítica
estável. Este fio não apresentará capacidade de mudança de configuração cristalina
(transformação martensítica), e seu comportamento será semelhante ao fio de aço
trançado e de baixo calibre. Quando os fios de NiTi são submetidos ao processo de
fabricação sob altas temperaturas, uma propriedade peculiar é incorporada e o fio de
NiTi passa a apresentar uma fase austenítica inicial, entretanto com a capacidade de
transformação martensítica (MIURA et al., 1986).
A memória de forma é decorrente das transformações cristalográficas sob
mudanças de temperatura e tensão. Esta memória de forma ocorre porque em sua
fabricação a liga é aquecida e moldada sob a forma de um arco ideal, com a
estrutura cristalina arranjada na forma martensítica. Quando resfriada à temperatura
ambiente, o arco de níquel-titânio modifica-se no arranjo cristalino e assume a
conformação denominada austenítica. O fio é então posicionado nos braquetes, o
que leva à sua deformação. Na temperatura bucal (em torno de 37ºC) a grade
cristalina é induzida a retornar para a conformação martensítica e, com isso, como
se possuísse memória, retorna à forma original de um arco ideal (KAPILA et al.,
1990).
Os fios constituídos pela liga de NiTi possuem uma série de vantagens,
dentre elas: menos trocas de arcos, menor tempo de consulta, nivelamento e
correção de giroversões em menos tempo, e com menos desconforto para o
paciente, etc. Estes fios podem sustentar grandes deflexões devido ao baixo módulo
de elasticidade. Eles são seis vezes mais elásticos quando comparados aos fios de
aço inoxidável do mesmo calibre e secção transversal. Esta característica permite ao
ortodontista o uso dos arcos de NiTi nas fases de alinhamento e nivelamento e em
más oclusões com grande desalinhamento. Eles apresentam alto módulo de
resiliência, isto é, quando deformados, guardam grande quantidade de energia, que
é liberada em forma de forças ortodônticas leves e de longa duração. Exercem
cargas mais fisiológicas, acelerando a movimentação dentária e atuam por mais
tempo, o que justifica a necessidade por menos trocas de arcos. Outra vantagem do
fio de NiTi é verificado quando um fio retangular pode ser colocado nos primeiros
estágios do tratamento, pois as rotações, o nivelamento, a correção das inclinações
e torques podem ser realizados simultaneamente. Para isso, é necessário que o
paciente esteja utilizando braquetes pré-ajustados, pois a baixa plasticidade destes
fios limita as inserções de dobras (ANDREASEN; MORROW, 1978).
A pouca formabilidade e a não aceitação de solda fazem parte das limitações
dos fios de NiTi. É possível apenas realizar dobras discretas e arredondadas
(GURGEL; RAMOS; KERR, 2001).
2.1.3 Titânio-Molibdênio (ou Beta-Titânio ou TMA)
A liga de titânio-molibdênio, mais conhecida na Ortodontia por TMA (Titanium
Molybdenum Alloy), apresenta uma composição de 79% de titânio, 11% de
molibdênio, 6% de zircônia e 4% de estanho. Esta liga foi idealizada por Burstone,
nos anos 80, com o objetivo de suplantar as vantagens do aço e do NiTi
(BURSTONE; GOLDBERG, 1980).
Ao comparar as propriedades mecânicas e as características da superfície de
ligas utilizadas em Ortodontia, Krishnan e Kumar (2004) observaram que o aço,
como previsto, apresentou maiores valores de resistência, baixa fricção e superfície
quase totalmente lisa. No entanto, o fio de TMA aparentou ser mais biocompatível,
pois quando avaliada as características de carga deflexão, apresentou liberação de
forças mais leves e contínuas, porém, maior atrito na interface braquete/fio.
Os fios de TMA possuem resistência à corrosão similar aos fios de aço
(GOLDBERG; BURSTONE, 1982) e um módulo de elasticidade que é
aproximadamente a metade do aço inoxidável (JUVADI et al., 2010) e o dobro do
NiTi (LARSON; KUSY; WHITLEY, 1987). Esta última característica torna seu uso
ideal para situações em que são necessárias forças intermediárias, ou seja, menores
que as do fio de aço e maiores que as do fio de NiTi (BURSTONE; GOLDBERG,
1980). A sua vantagem em relação ao NiTi encontra-se na formabilidade e
soldabilidade (NELSON; BURSTONE; GOLDBERG, 1987).
A grande desvantagem deste tipo de fio é o alto atrito da superfície, que
chega a ser até oito vezes maior que o aço (DRESCHER; BOURAUEL;
SCHUMACHER, 1989).
Os fios de TMA são usados principalmente nos estágios finais do tratamento,
possibilitando o uso de fios retangulares com dimensões próximas ao canal de
encaixe do braquete (SMITH; WRIGHT; BROWN, 1994).
2.2 Soldagem Elétrica
A soldagem elétrica é a união de dois pedaços de metais por meio do
aquecimento de duas pontas justapostas, produzida por um fluxo de corrente
elétrica. As partes a serem unidas são presas juntas pelos eletrodos. À medida que
a corrente passa através dos eletrodos e pelos materiais a serem soldados, uma
resistência é produzida entre esses. (MOYERS, 1991).
As superfícies de contato são aquecidas por um pulso de curta duração em
baixa voltagem, com uma corrente de alta amperagem para formar um bloco fundido
do metal soldado. Em razão da pressão dos eletrodos, ocorre uma diminuição da
espessura das duas partes na união soldada, conhecida como embricamento ou set down (NELSON; BURSTONE; GOLDBERG, 1987).
A solda elétrica caracteriza-se pelo fato de dispensar o uso de fundentes e de
soldas. É realizada geralmente em área de superfície muito pequena, sendo comum
falar-se em soldagem a ponto ou soldagem por resistência (VIEIRA, 1976).
Inúmeras são as variáveis que interferem no processo de soldagem elétrica:
tempo (BINDER, 1976), corrente elétrica (VIEIRA, 1976), pressão (KOHOL, 1964) e
forma dos eletrodos (BINDER, 1976; VIEIRA, 1976; DONOVAN, BRANTLEY;
CONOVER, 1984).
Foi realizado um estudo por Nascimento et al., em 2012, para avaliação da
resistência à tração e da estrutura superficial das soldas a ponto realizadas em fios
ortodônticos das ligas de aço inoxidável, NiTi e TMA. Foram utilizados 108
espécimes divididos em seis grupos (n=18). Para tanto, diferentes combinações dos
fios conforme as diferentes ligas foram realizadas, tais como aço-aço, NiTi-NiTi,
TMA-TMA, aço-NiTi, aço-TMA e NiTi-TMA, constituindo assim os 06 grupos. As
soldas foram realizadas por meio da máquina de solda elétrica modelo SMP 3000
(fabricante Kernit), ajustada em três diferentes potências (30, 40 e 50W). Dentre os
resultados encontrados, destacou-se que a resistência à tração foi gradativamente
maior quanto maior a potência, ou seja, em 50 W a solda foi mais resistente, exceto

para os grupos aço-TMA e TMA-TMA, que teve maior resistência quando utilizada a
potência de 40W.
3. PROPOSIÇÃO
3.1. Objetivo Geral Avaliar a resistência à tração da solda elétrica e as características de
superfície entre dois segmentos de fios ortodônticos de aço inoxidável, NiTi e TMA
soldados e de três marcas comerciais diferentes (Morelli, RMO e Ormco).
3.2. Objetivos Específicos
• Analisar, por meio da metalografia, o aspecto qualitativo da solda de cada tipo
de fio/marca comercial;
• Determinar a resistência de união da soldagem elétrica, por meio do teste de
resistência à tração de cada tipo de fio/marca comercial;
• Comparar os valores de resistência de união entre os diferentes tipos de
fio/marcas comerciais;
• Analisar qualitativamente, por meio da microscopia eletrônica de varredura
(MEV), o aspecto superficial da área de ruptura da união de cada tipo de
fio/marca comercial após o teste de resistência à tração;
4. MATERIAL E MÉTODOS Este trabalho caracteriza-se como um estudo descritivo de natureza
qualitativo e quantitativo de corte transversal, no qual foi realizada a soldagem
elétrica em três ligas metálicas diferentes, utilizadas para fabricação de fios
ortodônticos; aço inoxidável, níquel-titânio e titânio-molibdênio. Para cada uma
dessas ligas, foram utilizados três marcas comerciais diferentes, sendo uma nacional
e duas importadas. Após a soldagem, foram avaliados aspectos mecânicos, de
resistência à tração, e microscópicos da superfície de união pré e pós-ruptura. As
soldagens foram realizadas na máquina de soldagem elétrica da marca Kernit,
modelo SMP3000.
Esta pesquisa não foi submetida ao Comitê de Ética em Pesquisa da
Universidade Cidade de São Paulo por não envolver direta ou indiretamente
qualquer material de origem biológica na composição de sua amostra, ou mesmo
para a realização da metodologia aplicada.
4.1. Material
Neste estudo, optou-se por dividir a abordagem entre material da amostra e
material complementar.
4.1.1 Material da amostra
A amostra deste estudo foi constituída por 108 segmentos de fios ortodônticos
soldados, com secção retangular 0.019” x 0.025” (0,48 x 0,64mm), representada
pelas ligas de aço inoxidável (aço), níquel-titânio (NiTi) e de titânio-molibdênio
(TMA). Os fios utilizados foram oriundos de três marcas comerciais distintas, sendo
uma nacional (Morelli Ortodontia - Sorocaba, São Paulo, Brasil) e duas importadas
(Rocky Mountain Orthodontics/RMO - Denver, Colorado, EUA; e Ormco - Orange,
California, EUA).

Esses materiais foram comprados ou doados de fabricantes ou distribuidores
no Brasil para a realização da pesquisa, em pacotes lacrados e contendo o número
do lote de faricação.
4.1.2 Material complementar
Para a metodologia aplicada foram utilizados alguns materiais auxiliares
descritos a seguir:
• 108 cilindros de PVC nas dimensões 15mm x 3/4"Ø (Tigre S/A, Indaiatuba,
São Paulo, Brasil);
• 01 pote de 500g de resina acrílica autopolimerizável incolor da marca VIPI
(Pirassununga, São Paulo, Brasil);
• 01 vidro de 1L de líquido acrílico autopolimerizável da marca VIPI
(Pirassununga, São Paulo, Brasil);
• Compasso de ponta seca (Dentaurum, Ispringen, Germany);
• Lima de aço (Tramontina, Carlos Barbosa, Rio Grande do Sul, Brasil);
• Alicate ortodôntico 139 (Ortho-pli, Philadelphia, Pennsylvania, EUA);
• Alicate de corte de fio grosso (Ortho-pli, Philadelphia, Pennsylvania, EUA);
• Alicate De La Rosa (ICE, Pirituba, São Paulo, Brasil);
• Máquina de solda ponto modelo SMP 3000 (Kernit Ind. e Comércio LTDA,
Indaiatuba, São Paulo, Brasil) (Figura 1);
• Lixa d´água 80, 120, 220, 320, 400, 600, 800, 1200 e 1500 (3M, Sumaré, São
Paulo, Brasil);
• Placa de vidro
• Cera nº7 (Asfer Indústria Química, São Caetano do Sul, São Paulo, Brasil);
• Máquina de ensaio de tração INSTRON (Barueri, São Paulo, Brasil),
pertencente ao Laboratório de Ensaios Mecânicos do Departamento de
Engenharia de Materiais da Universidade Federal de Sergipe (DEM-UFS)
(Figura 2);
• Microscópio eletrônico de varredura (MEV) JEOL JCM-5700 CARRY SCOPE
(Peabody, Massachusetts, EUA), pertencente ao Laboratório de
Caracterização de Materiais do Departamento de Engenharia de Materiais da
Universidade Federal de Sergipe (DEM-UFS) (Figura 3).
4.2. Métodos 4.2.1 Formação dos grupos
Figura 1: Máquina de solda ponto.
Figura 2: Máquina Instron. Figura 3: Microscópio eletrônico de varredura.
Foram confeccionados 108 espécimes, divididos em nove grupos (n=12)
constituídos por:
Grupo AM: fios da marca Morelli em aço inoxidável;
Grupo AR: fios da marca RMO em aço inoxidável;
Grupo AO: fios da marca Ormco em aço inoxidável;
Grupo BM: fios da marca Morelli em NiTi;
Grupo BR: fios da marca RMO em NiTi;
Grupo BO: fios da marca Ormco em NiTi;
Grupo CM: fios da marca Morelli em TMA;
Grupo CR: fios da marca RMO em TMA;
Grupo CO: fios da marca Ormco em TMA.
4.2.2 Soldagem dos fios
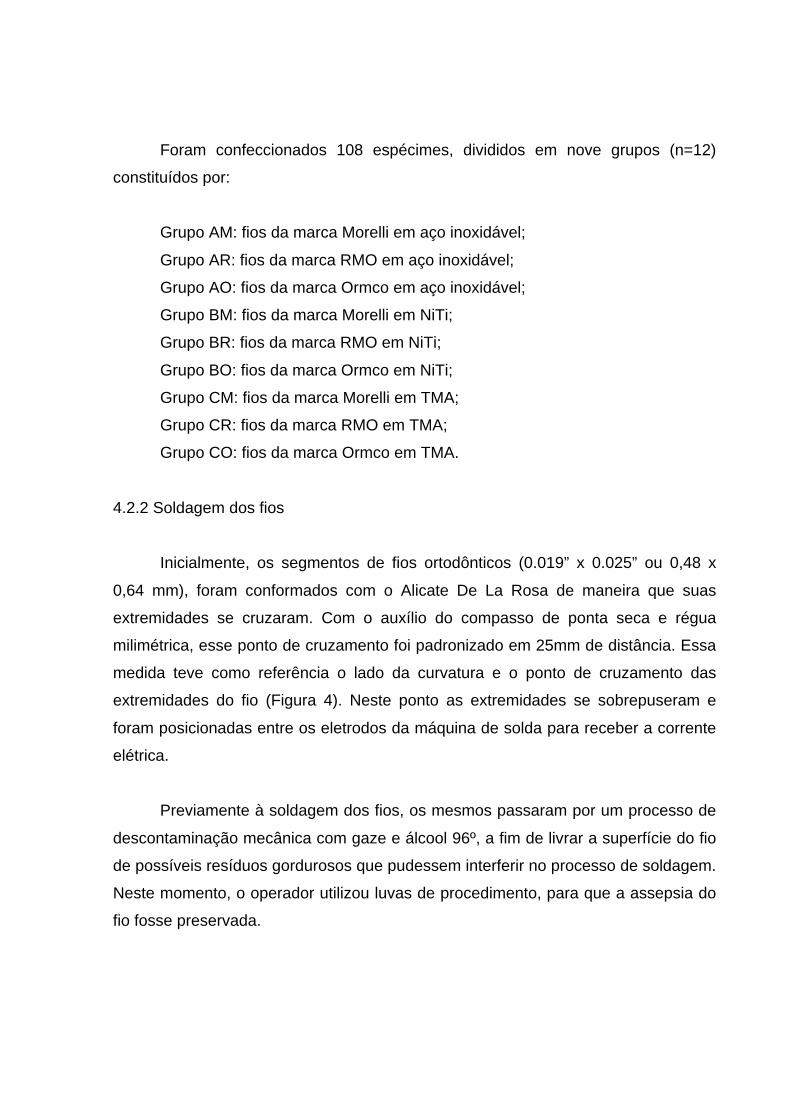
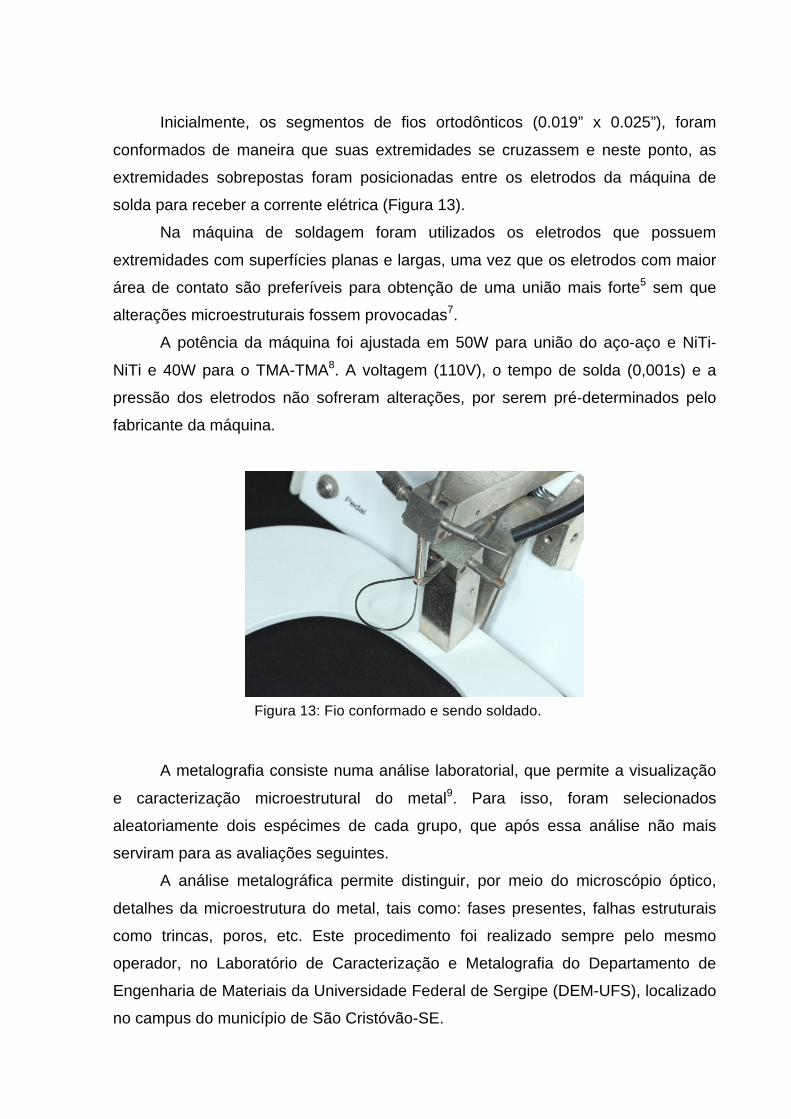
Inicialmente, os segmentos de fios ortodônticos (0.019” x 0.025” ou 0,48 x
0,64 mm), foram conformados com o Alicate De La Rosa de maneira que suas
extremidades se cruzaram. Com o auxílio do compasso de ponta seca e régua
milimétrica, esse ponto de cruzamento foi padronizado em 25mm de distância. Essa
medida teve como referência o lado da curvatura e o ponto de cruzamento das
extremidades do fio (Figura 4). Neste ponto as extremidades se sobrepuseram e
foram posicionadas entre os eletrodos da máquina de solda para receber a corrente
elétrica.
Previamente à soldagem dos fios, os mesmos passaram por um processo de
descontaminação mecânica com gaze e álcool 96º, a fim de livrar a superfície do fio
de possíveis resíduos gordurosos que pudessem interferir no processo de soldagem.
Neste momento, o operador utilizou luvas de procedimento, para que a assepsia do
fio fosse preservada.
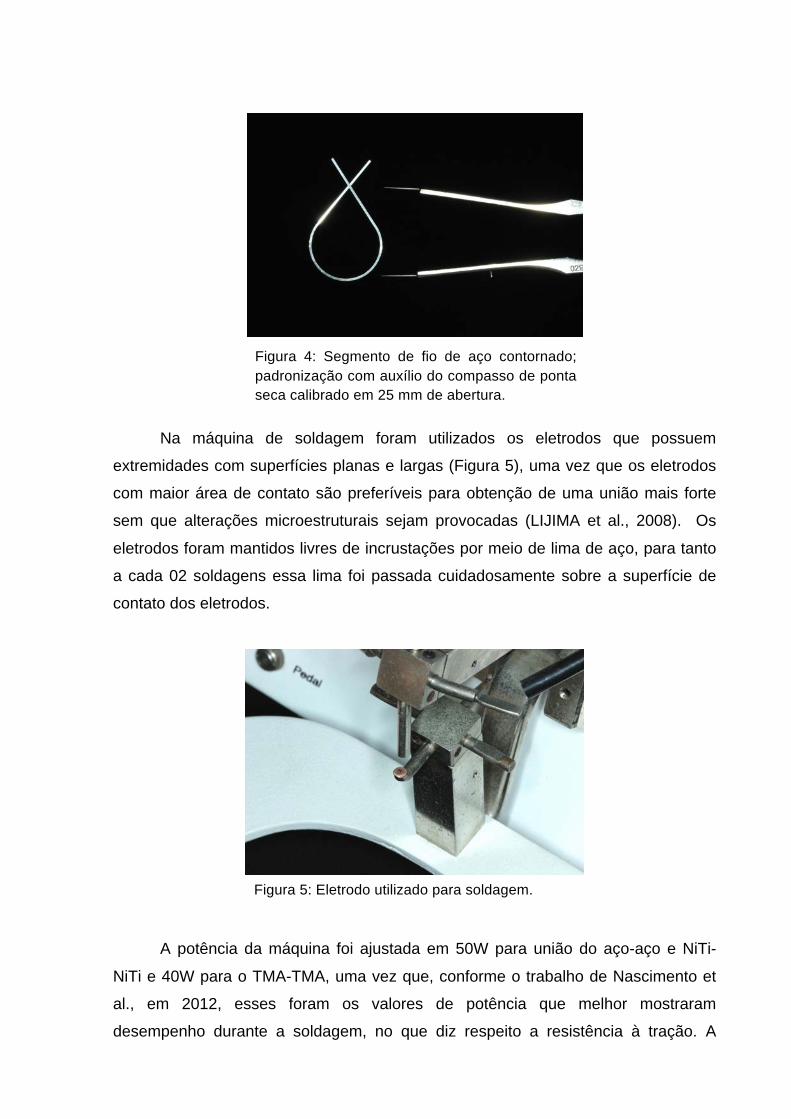
Na máquina de soldagem foram utilizados os eletrodos que possuem
extremidades com superfícies planas e largas (Figura 5), uma vez que os eletrodos
com maior área de contato são preferíveis para obtenção de uma união mais forte
sem que alterações microestruturais sejam provocadas (LIJIMA et al., 2008). Os
eletrodos foram mantidos livres de incrustações por meio de lima de aço, para tanto
a cada 02 soldagens essa lima foi passada cuidadosamente sobre a superfície de
contato dos eletrodos.
A potência da máquina foi ajustada em 50W para união do aço-aço e NiTi-
NiTi e 40W para o TMA-TMA, uma vez que, conforme o trabalho de Nascimento et
al., em 2012, esses foram os valores de potência que melhor mostraram
desempenho durante a soldagem, no que diz respeito a resistência à tração. A
Figura 4: Segmento de fio de aço contornado; padronização com auxílio do compasso de ponta seca calibrado em 25 mm de abertura.
Figura 5: Eletrodo utilizado para soldagem.
voltagem (110V), o tempo de solda (0,001s) e a pressão dos eletrodos não sofreram
alterações, por serem pré-determinados pelo fabricante da máquina utilizada.
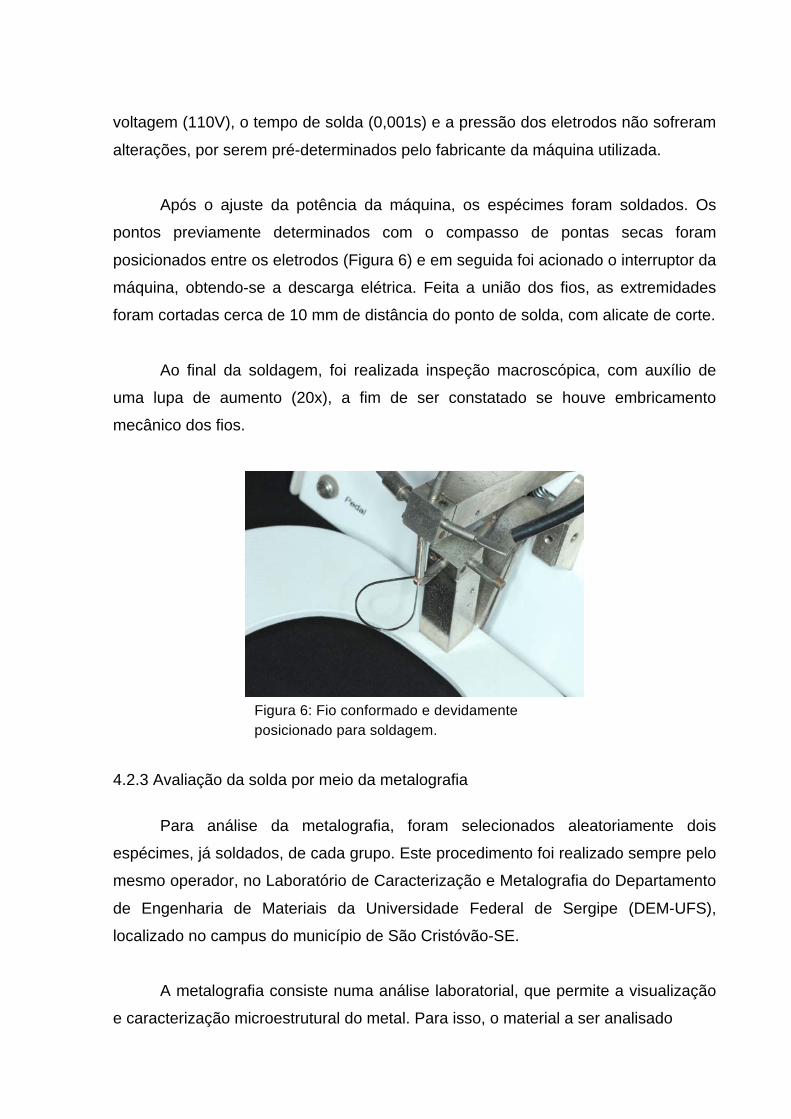
Após o ajuste da potência da máquina, os espécimes foram soldados. Os
pontos previamente determinados com o compasso de pontas secas foram
posicionados entre os eletrodos (Figura 6) e em seguida foi acionado o interruptor da
máquina, obtendo-se a descarga elétrica. Feita a união dos fios, as extremidades
foram cortadas cerca de 10 mm de distância do ponto de solda, com alicate de corte.
Ao final da soldagem, foi realizada inspeção macroscópica, com auxílio de
uma lupa de aumento (20x), a fim de ser constatado se houve embricamento
mecânico dos fios.
4.2.3 Avaliação da solda por meio da metalografia
Para análise da metalografia, foram selecionados aleatoriamente dois
espécimes, já soldados, de cada grupo. Este procedimento foi realizado sempre pelo
mesmo operador, no Laboratório de Caracterização e Metalografia do Departamento
de Engenharia de Materiais da Universidade Federal de Sergipe (DEM-UFS),
localizado no campus do município de São Cristóvão-SE.
A metalografia consiste numa análise laboratorial, que permite a visualização
e caracterização microestrutural do metal. Para isso, o material a ser analisado
Figura 6: Fio conformado e devidamente posicionado para soldagem.

passa por um processo que envolve 04 etapas: embutimento, lixamento, polimento e
ataque com reagente ácido e interpretação das imagens. Essa análise gera danos
irreversíveis ao material analisado, o que resulta no sacrifício da amostra.
4.2.3.1 Embutimento
Devido às dimensões dos espécimes, primeiramente, foram recortadas às
extremidades dos fios o mais próximo possível da área de soldagem e, em seguida,
os mesmos foram embutidos em resina acrílica. Para tanto, cilindros de PVC (15mm
x ¾ de diâmetro) foram fixados sobre uma placa de vidro com cera nº 7; a resina
acrílica autopolimerizável foi manipulada e despejada no cilindro de PVC,
preenchendo-o completamente; durante a fase plástica da resina foram inseridos os
espécimes de maneira que a solda ficou em contato com a placa de vidro; em
seguida, todo o conjunto permaneceu imerso em água até a completa polimerização
da resina, que durou cerca de 20min.
Após a polimerização da resina, os corpos de prova (CP) foram removidos da
placa de vidro e dos cilindros de PVC. Para removê-los desses cilindros, os CP
Figura 7: Remoção do cilindro de PVC da base de resina acrílica do corpo de prova. Cilindro de PVC apreendido por morsa de bancada e sendo serrado (A); vista superior de corpo de prova com marcas laterais da serragem do cilindro de PVC (B); espátula nº7 posicionada em fresta criada pela serragem (C); torção da espátula nº7 para descolamento de cilindro de PVC (D); fragmento de cilindro de PVC descolado da base de resina acrílica (E); fio embutido e devidamente preparado para lixamento (F).
A B C
D E F
foram apreendidos por uma morsa de bancada; o cilindro de PVC foi recortado com
uma serra; e, posteriormente, removido com auxílio de uma espátula nº7 (Figura 7).
Com os fios já embutidos, os corpos de prova foram submetidos a
procedimentos de lixamento e polimento, em baixa rotação e sob refrigeração
constante. Esta fase teve como objetivo tornar superficial a área da solda que se
pretendia analisar, e foi feito no sentido axial ao longo eixo do fio, para que se
tivesse acesso a maior área possível da união.
4.2.3.2. Lixamento
O lixamento foi feito manualmente apoiando-se a lixa sobre uma placa de
vidro e sob refrigeração constante em água corrente. Para tanto, foram utilizadas
lixas d´água na seguinte sequência: 80, 120, 220, 320, 400, 600, 800, 1200 e 1500.
Conforme a técnica empregada para o lixamento, a mudança de lixa ocorreu
gradativamente de maneira progressiva. Para que houvesse essa mudança foi
preciso ser visualizada, através da lupa de aumento ou microscópio óptico,
exposição da maior área possível da solda e os frisos, que foram gerados pela lixa
na superfície do metal, deveriam estar todos paralelos e no mesmo sentido. Quando
esses critérios eram atendidos, se passava para lixa da numeração superior.
A cada troca da lixa, o operador girava 90º o corpo de prova. Sendo assim, a
imagem visualizada por meio da lupa, mostravam riscos paralelos, porém, no sentido
transversal aos riscos gerados pela lixa anterior. Após a última lixa, eram
considerados devidamente lixados os corpos de prova que apresentassem a
superfície livre de áreas de arranchamento (ou seja, uma superfície uniforme) e com
frisos suaves, paralelos e no mesmo sentido.
4.2.3.3. Polimento
O polimento foi realizado manualmente, com pano de polimento e pasta
diamantada de 6, 3 e 1 mícron, por meio da politriz e sob irrigação com álcool etílico
como agente lubrificante.
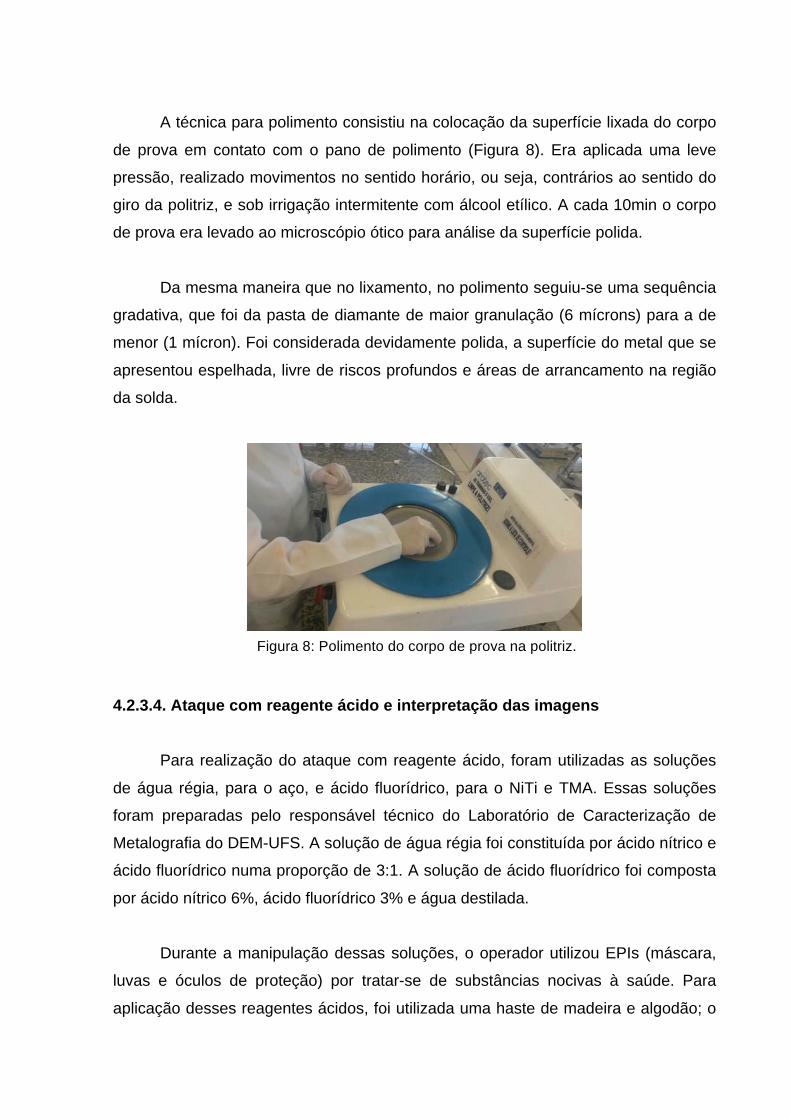
A técnica para polimento consistiu na colocação da superfície lixada do corpo
de prova em contato com o pano de polimento (Figura 8). Era aplicada uma leve
pressão, realizado movimentos no sentido horário, ou seja, contrários ao sentido do
giro da politriz, e sob irrigação intermitente com álcool etílico. A cada 10min o corpo
de prova era levado ao microscópio ótico para análise da superfície polida.
Da mesma maneira que no lixamento, no polimento seguiu-se uma sequência
gradativa, que foi da pasta de diamante de maior granulação (6 mícrons) para a de
menor (1 mícron). Foi considerada devidamente polida, a superfície do metal que se
apresentou espelhada, livre de riscos profundos e áreas de arrancamento na região
da solda.
4.2.3.4. Ataque com reagente ácido e interpretação das imagens
Para realização do ataque com reagente ácido, foram utilizadas as soluções
de água régia, para o aço, e ácido fluorídrico, para o NiTi e TMA. Essas soluções
foram preparadas pelo responsável técnico do Laboratório de Caracterização de
Metalografia do DEM-UFS. A solução de água régia foi constituída por ácido nítrico e
ácido fluorídrico numa proporção de 3:1. A solução de ácido fluorídrico foi composta
por ácido nítrico 6%, ácido fluorídrico 3% e água destilada.
Durante a manipulação dessas soluções, o operador utilizou EPIs (máscara,
luvas e óculos de proteção) por tratar-se de substâncias nocivas à saúde. Para
aplicação desses reagentes ácidos, foi utilizada uma haste de madeira e algodão; o
Figura 8: Polimento do corpo de prova na politriz.

algodão foi embebido na solução; e realizou-se o contado deste com a superfície
polida do metal (Figura 9). A cada 30-40 segundos, a superfície era lavada com
água corrente; secada com ar aquecido (por meio de um secador); e o corpo de
prova era levado ao microscópio óptico para ser verificado o grau do ataque da
superfície.
A solução de reagente ácido quando colocada em contato com a superfície do
metal ocasiona a corrosão da mesma. Alguns grãos e fases são mais atacados que
outros. Isso faz com que cada grão e fase reflitam a luz de maneira diferente de seus
vizinhos, gerando diferentes tonalidades, o que permite distinguir, por meio do
microscópio óptico, detalhes de sua microestrutura, tais como: fases presentes,
falhas estruturais como trincas, poros, etc.
Sendo constatada que a superfície se encontrava devidamente atacada pelo
reagente, as imagens obtidas pelo microscópio óptico, foram salvas no computador
e, posteriormente, foram interpretadas.
4.2.4. Teste de resistência à tração
Os dez espécimes remanescentes de cada grupo foram submetidos ao teste
de resistência à tração. Este teste foi realizado sempre pelo mesmo operador, por
meio da máquina de ensaio de tração Instron pertencente ao Laboratório de Ensaios
Mecânicos do DEM-UFS.
Figura 9: Ataque com reagente ácido.
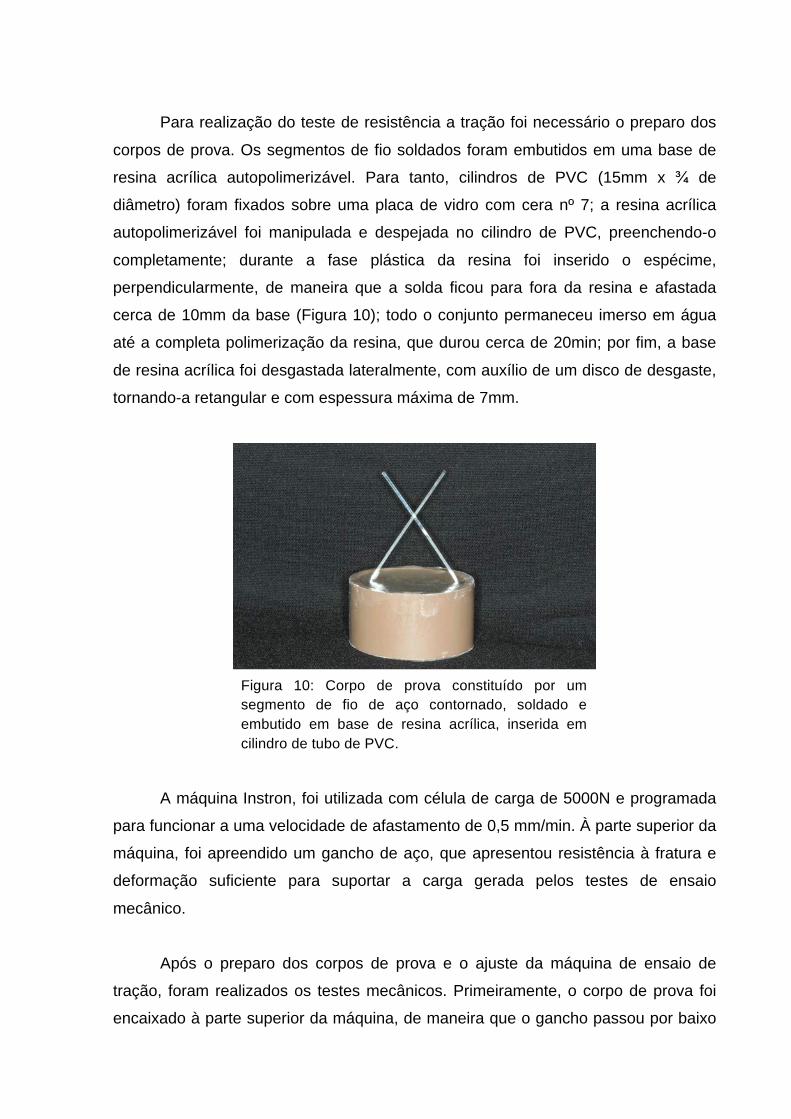
Para realização do teste de resistência a tração foi necessário o preparo dos
corpos de prova. Os segmentos de fio soldados foram embutidos em uma base de
resina acrílica autopolimerizável. Para tanto, cilindros de PVC (15mm x ¾ de
diâmetro) foram fixados sobre uma placa de vidro com cera nº 7; a resina acrílica
autopolimerizável foi manipulada e despejada no cilindro de PVC, preenchendo-o
completamente; durante a fase plástica da resina foi inserido o espécime,
perpendicularmente, de maneira que a solda ficou para fora da resina e afastada
cerca de 10mm da base (Figura 10); todo o conjunto permaneceu imerso em água
até a completa polimerização da resina, que durou cerca de 20min; por fim, a base
de resina acrílica foi desgastada lateralmente, com auxílio de um disco de desgaste,
tornando-a retangular e com espessura máxima de 7mm.
A máquina Instron, foi utilizada com célula de carga de 5000N e programada
para funcionar a uma velocidade de afastamento de 0,5 mm/min. À parte superior da
máquina, foi apreendido um gancho de aço, que apresentou resistência à fratura e
deformação suficiente para suportar a carga gerada pelos testes de ensaio
mecânico.
Após o preparo dos corpos de prova e o ajuste da máquina de ensaio de
tração, foram realizados os testes mecânicos. Primeiramente, o corpo de prova foi
encaixado à parte superior da máquina, de maneira que o gancho passou por baixo
Figura 10: Corpo de prova constituído por um segmento de fio de aço contornado, soldado e embutido em base de resina acrílica, inserida em cilindro de tubo de PVC.
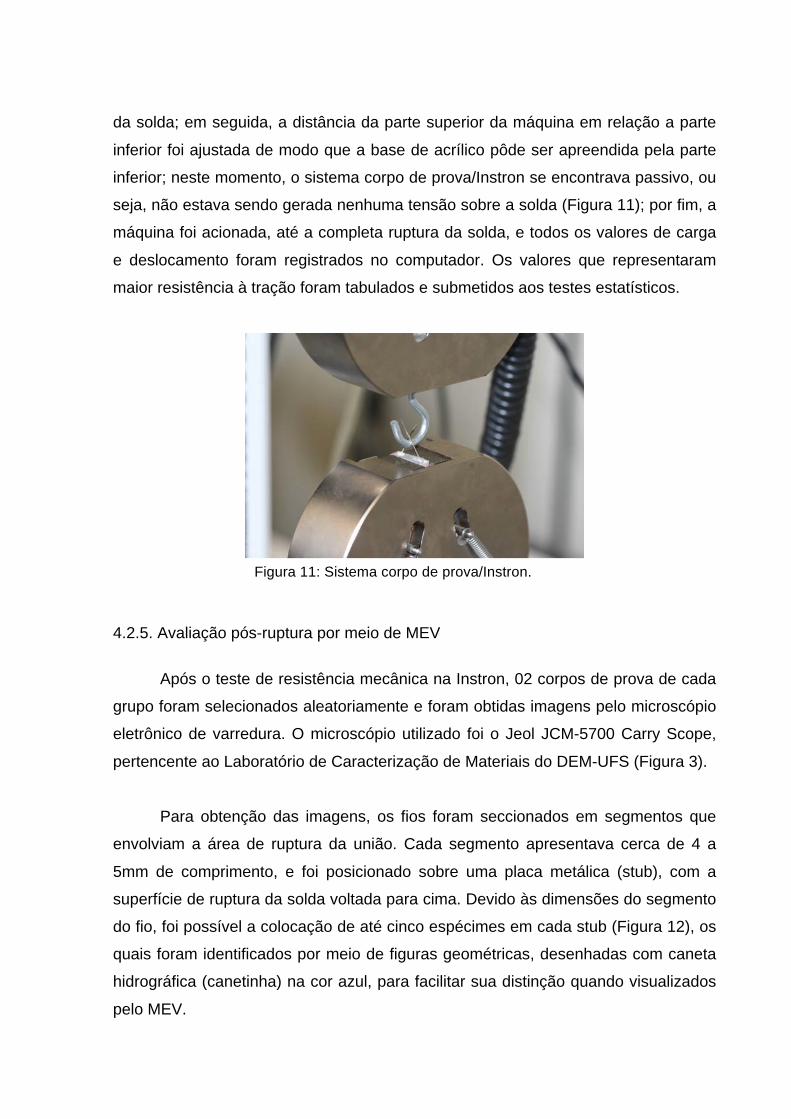
da solda; em seguida, a distância da parte superior da máquina em relação a parte
inferior foi ajustada de modo que a base de acrílico pôde ser apreendida pela parte
inferior; neste momento, o sistema corpo de prova/Instron se encontrava passivo, ou
seja, não estava sendo gerada nenhuma tensão sobre a solda (Figura 11); por fim, a
máquina foi acionada, até a completa ruptura da solda, e todos os valores de carga
e deslocamento foram registrados no computador. Os valores que representaram
maior resistência à tração foram tabulados e submetidos aos testes estatísticos.
4.2.5. Avaliação pós-ruptura por meio de MEV Após o teste de resistência mecânica na Instron, 02 corpos de prova de cada
grupo foram selecionados aleatoriamente e foram obtidas imagens pelo microscópio
eletrônico de varredura. O microscópio utilizado foi o Jeol JCM-5700 Carry Scope,
pertencente ao Laboratório de Caracterização de Materiais do DEM-UFS (Figura 3).
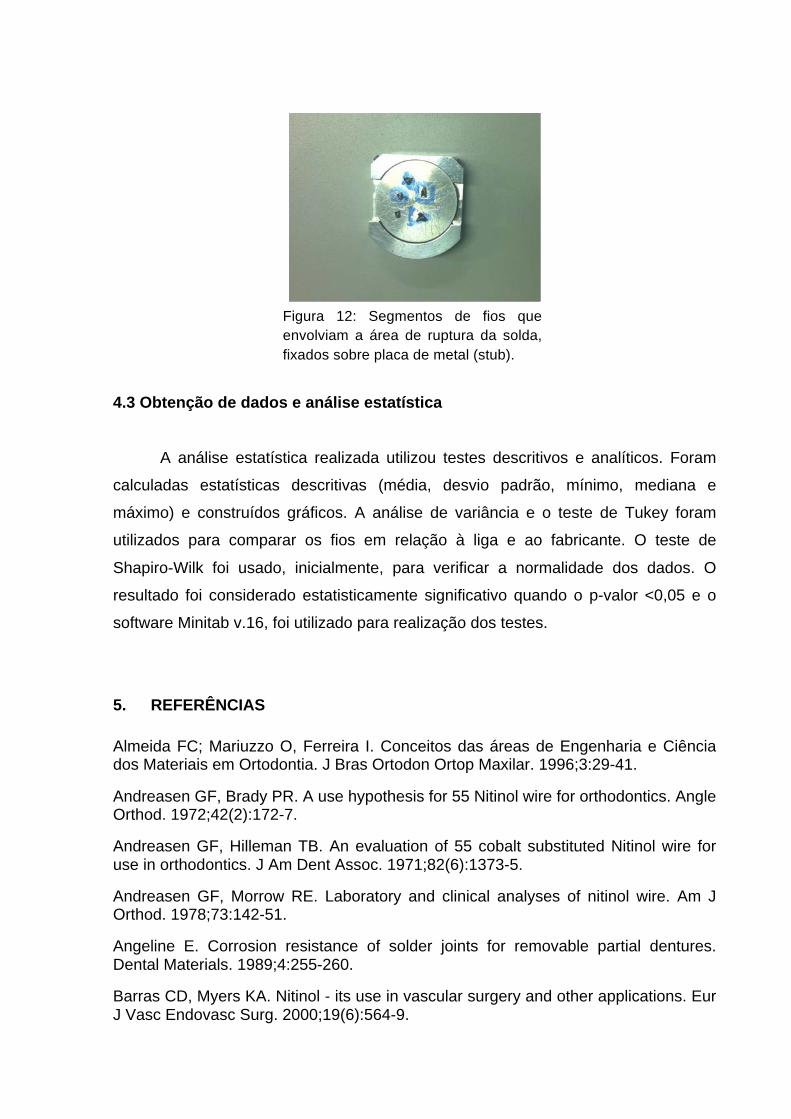
Para obtenção das imagens, os fios foram seccionados em segmentos que
envolviam a área de ruptura da união. Cada segmento apresentava cerca de 4 a
5mm de comprimento, e foi posicionado sobre uma placa metálica (stub), com a
superfície de ruptura da solda voltada para cima. Devido às dimensões do segmento
do fio, foi possível a colocação de até cinco espécimes em cada stub (Figura 12), os
quais foram identificados por meio de figuras geométricas, desenhadas com caneta
hidrográfica (canetinha) na cor azul, para facilitar sua distinção quando visualizados
pelo MEV.
Figura 11: Sistema corpo de prova/Instron.
4.3 Obtenção de dados e análise estatística
A análise estatística realizada utilizou testes descritivos e analíticos. Foram
calculadas estatísticas descritivas (média, desvio padrão, mínimo, mediana e
máximo) e construídos gráficos. A análise de variância e o teste de Tukey foram
utilizados para comparar os fios em relação à liga e ao fabricante. O teste de
Shapiro-Wilk foi usado, inicialmente, para verificar a normalidade dos dados. O
resultado foi considerado estatisticamente significativo quando o p-valor <0,05 e o
software Minitab v.16, foi utilizado para realização dos testes.
5. REFERÊNCIAS
Almeida FC; Mariuzzo O, Ferreira I. Conceitos das áreas de Engenharia e Ciência dos Materiais em Ortodontia. J Bras Ortodon Ortop Maxilar. 1996;3:29-41.
Andreasen GF, Brady PR. A use hypothesis for 55 Nitinol wire for orthodontics. Angle Orthod. 1972;42(2):172-7.
Andreasen GF, Hilleman TB. An evaluation of 55 cobalt substituted Nitinol wire for use in orthodontics. J Am Dent Assoc. 1971;82(6):1373-5.
Andreasen GF, Morrow RE. Laboratory and clinical analyses of nitinol wire. Am J Orthod. 1978;73:142-51.
Angeline E. Corrosion resistance of solder joints for removable partial dentures. Dental Materials. 1989;4:255-260.
Barras CD, Myers KA. Nitinol - its use in vascular surgery and other applications. Eur J Vasc Endovasc Surg. 2000;19(6):564-9.
Figura 12: Segmentos de fios que envolviam a área de ruptura da solda, fixados sobre placa de metal (stub).
Binder RE. Orthodontic welding. J Clin Orthod. 1976;10:137-9.
Burstone CJ, Goldberg AJ. Beta titanium: a new orthodontic alloy. Am J Orthod. 1980;77(2):121-32.
Donovan MT, Lin JJ, Brantley WA, Conover JP. Weldability of beta titanium arch wires. Am J Orthod. 1984;85(3):207-16.
Drescher D, Bourauel C, Schumacher HA. Frictional forces between bracket and arch wire. Am J Orthod. 1989;96(5):397-404.
Goldberg AJ, Burstone CJ. Status report on beta-titanium orthodontic wires. Council on Dental Materials, Instruments, and Equipment. J Am Dent Assoc. 1982;105:684-5.
Graber LW, Vanarsdall RL. Ortodontia: princípios e técnicas atuais. 2. ed. Rio de Janeiro: Guanabara Koogan; 1996.
Gurgel JA, Ramos AL, Kerr SD. Fios Ortodônticos. R Dental Press Ortodon Ortop Facial. 2001;6(4):103-114.
Juvadi SR, Kailasam V, Padmanabhan S, Chitharanjan AB. Physical, mechanical, and flexural properties of 3 orthodontic wires: an in-vitro study. Am J Orthod Dentofacial Orthop. 2010;138:623–630.
Kapila S, Sakima T, Miyazaki S, Sachdevar R. Ligas ortodônticas correntemente em uso. Revisão (parte I). Rev Odontologia USP. 1990;4:334-342.
Kohol RW. Metallurgy in Orthodontics. The Angle Orthod. 1964;34:37-52.
Krishnan V, Kumar J. Mechanical properties and surface characteristics of three archwire alloys. The Angle Orthod. 2004;74(6):825-31.
Larson BE, Kusy RP, Whitley JQ. Torsional elastic property measurements of selected orthodontic arch wires. Clin Mater. 1987;2:165-79.
Lijima M, Brantley WA, Yuasa T, Kawashima I, Mizoguchi I. Joining characteristics of beta-titanium wires with electrical resistance welding. J Biomed Mater Res B Appl Biomater. 2008;85:378–384.
Miura F, Mogi M, Ohura Y, Hamanaka H. The super-elastic property of the japanese NiTi alloy wire for use in orthodontics. Am J Orthod Dentofacial Orthop. 1986;90(1):1-10.
Moyers RE. Ortodontia. 4. ed. Rio de Janeiro: Guanabara Koogan; 1991.
Nascimento LEAG, Melo PM, Lacerda SR, D’Albuquerque MPJ. Evaluation in vitro of the tensile strenth of crimpable hooks used for stabilization in orthognathic sugery. Oral Surg Oral Med Oral Pathol Oral Radiol. 2012;113(3):308-12.
Nascimento LEAG, Santos RL, Pithon MM, Araújo MTS, Nojima MG, Nojima LI. The effect of eletric spot-welding on the mechanical properties of diferent orthodontic wire alloys. Materials Research. 2012;15(3):409-14.
Nelson KR, Burstone CJ, Goldberg AJ. Optimal welding of beta titanium orthodontic wires. Am J Orthod. 1987;92(3):213-219.
O’Toole TJ, Furnish GM, Von Fraunhofer JA. Tensile strength of soldered joints. J Prosthet Dent. 1985; 53(3):350-352.
Phillip, Skinner. Ligas de metais básicos e ligas de ouro trabalhadas mecanicamente. In: ——. Materiais dentários. Rio de Janeiro: Guanabara Koogan; 2000, cap. 28, p. 310-318.
Proffit WR, fields HW, Sarver DM. Ortodontia contemporânea. 4. ed. Rio de Janeiro: Elsevier; 2007.
Renfroe, E W. Edgewise. Philadelphia: Lea & Fibiger; 1975.
Smith BGN, Wright PS, Brown D. The clinical handling of dental materials. Oxford: Butterworth-Heinemann, 1994.
Van Noort R. Introduction of dental materials. London: Mosby; 1994.
Vieira DF. Bases de aplicação racional dos materiais odontológicos. 2. ed. São Paulo: Atheneu; 1976.

6. ARTIGO CIENTÍFICO Avaliação da resistência à tração e das características de superfície da soldagem elétrica em fios de aço, NiTi e TMA. Henrique Oliveira Feitosaa; Acácio Fuziyb
a Aluno do programa de Mestrado em Ortodontia da Universidade Cidade de São Paulo
(UNICID), São Paulo, Brasil.
b Professor Doutor Associado do programa de Mestrado em Ortodontia da Universidade Cidade
de São Paulo (UNICID), São Paulo, Brasil.
Corresponding author:
Henrique Oliveira Feitosa
Rua Marechal Floriano Peixoto, 55 – Getúlio Vargas
49055-420 Aracaju – SE, Brasil
Telefone: +55 79 99629838
Fax: +55 79 32466650
E-mail: [email protected]
Declaration of Interests:
The authors report no commercial, proprietary, financial or associative interest in
the products or companies described in this article. There is no conflict of
interest in connection with the manuscript.
O Artigo foi formatado de acordo com as normas da Revista The Angle
Orthodontist.
Resumo
Objetivo: Este trabalho avaliou a resistência à tração e as características de superfície da solda entre dois segmentos de fios ortodônticos de aço inoxidável, NiTi e TMA de três marcas comerciais diferentes (Morelli, RMO e Ormco).
Materiais e métodos: Foi realizada soldagem elétrica de segmentos de fios ortodônticos, totalizando 108 espécimes (n=12), por meio da máquina de soldagem elétrica modelo SMP 3000 (Kernit Ind. e Comércio LTDA, Indaiatuba, São Paulo, Brasil). Após a soldagem, foram analisadas características microscópicas da solda, por meio da metalografia, aspectos mecânicos de resistência à tração, com auxílio da máquina de ensaio de tração (INSTRON), e aspectos microscópicos da superfície de união pós-ruptura, por meio do microscópio eletrônico de varredura (MEV). Os dados obtidos foram submetidos à Análise de Variância (ANOVA) e Tukey (p<0,05).
Resultados: Foi observado que, independentemente do fabricante, o fio de NiTi apresentou menor resistência à tração e o de TMA da marca comercial RMO teve resistência significativamente superior às demais marcas comerciais utilizadas nesse estudo.
Conclusões: Pôde-se concluir que o tipo de liga exerceu maior influência na resistência à tração e nas características microscópicas da solda do que a marca comercial dos fios ortodônticos testados.
Palavras-chave: Soldagem; Fios ortodônticos; Resistência à tração.
Introdução
Várias são as oportunidades nas quais o cirurgião-dentista vê a necessidade
de unir peças metálicas pelo processo conhecido como soldagem, que é a união
íntima e permanente de dois ou mais elementos metálicos. Este procedimento é
muito utilizado na união de acessórios ou na confecção de aparelhos ortodônticos1.
Os acessórios ortodônticos que possuem solda devem ser capazes de resistir
às forças geradas durante a mastigação, visto que quando quebrados podem
ocasionar irritação dos tecidos, perda de ancoragem, movimentos dentários
indesejáveis, deglutição ou aspiração das peças quebradas2.
Como uma alternativa para dispositivos ortodônticos soldados, a indústria tem
desenvolvido ganchos pré-fabricados. Estes dispositivos podem ser aplicados de
maneira fácil e rápida em qualquer posição ao longo do arco ortodôntico, otimizando
o tempo clínico gasto. Entretanto, os ganchos prensáveis podem se deslocar e
afetar de forma negativa a mecânica conduzida. Assim sendo, os dispositivos
soldados continuam a possuir melhores propriedades mecânicas3.
Os fios ortodônticos mais utilizados que, em conjunto com os braquetes,
geram forças biomecânicas capazes de provocar movimentações dentárias são
compostos por três tipos de ligas metálicas: aço inoxidável (aço), níquel-titânio (NiTi)
e titânio-molibdênio (TMA). Ao passo que o aço possui soldabilidade comprovada
cientificamente, o NiTi e o TMA apresentam a capacidade de soldagem clinicamente
satisfatória4,5.
Fatores como calibre e tipo de liga metálica do fio, tipo de máquina de solda
utilizada, a forma e pressão dos eletrodos, entre outros, podem influenciar as
características mecânicas de união entre os fios ortodônticos6.
Devido à importância da qualidade da soldagem elétrica realizada em ligas
metálicas constituintes de fios ortodônticos, durante as mais variadas fases do
tratamento ortodôntico, este estudo teve por objetivo avaliar a resistência à tração da
solda elétrica e as características de superfície entre dois segmentos de fios
ortodônticos de aço inoxidável, NiTi e TMA soldados e de três marcas comerciais
diferentes (Morelli, RMO e Ormco).
Materiais e Métodos
A amostra deste estudo foi constituída por 108 segmentos de fios ortodônticos
soldados, com secção retangular 0.019” x 0.025” (0,48 x 0,64mm), representada
pelas ligas de aço inoxidável (aço), níquel-titânio (NiTi) e de titânio-molibdênio
(TMA). Os fios utilizados foram oriundos de três marcas comerciais distintas, dentre
elas: Morelli (Sorocaba, São Paulo, Brasil), Rocky Mountain Orthodontics/RMO
(Denver, Colorado, EUA) e Ormco (Orange, California, EUA). A máquina utilizada
para soldagem dos fios foi a Super Micro Ponto 3000 (modelo SMP 3000), fabricada
pela empresa Kernit Ind. e Comércio LTDA (Brasil).
Para tanto, a amostra foi dividida em 09 grupos (n=12), sendo eles: AM (fios
da marca Morelli em aço inoxidável); AR (fios da marca RMO em aço inoxidável); AO
(fios da marca Ormco em aço inoxidável); BM (fios da marca Morelli em NiTi); BR
(fios da marca RMO em NiTi); BO (fios da marca Ormco em NiTi); CM (fios da marca
Morelli em TMA); CR (fios da marca RMO em TMA); e CO (fios da marca Ormco em
TMA).
Inicialmente, os segmentos de fios ortodônticos (0.019” x 0.025”), foram
conformados de maneira que suas extremidades se cruzassem e neste ponto, as
extremidades sobrepostas foram posicionadas entre os eletrodos da máquina de
solda para receber a corrente elétrica (Figura 13).
Na máquina de soldagem foram utilizados os eletrodos que possuem
extremidades com superfícies planas e largas, uma vez que os eletrodos com maior
área de contato são preferíveis para obtenção de uma união mais forte5 sem que
alterações microestruturais fossem provocadas7.
A potência da máquina foi ajustada em 50W para união do aço-aço e NiTi-
NiTi e 40W para o TMA-TMA8. A voltagem (110V), o tempo de solda (0,001s) e a
pressão dos eletrodos não sofreram alterações, por serem pré-determinados pelo
fabricante da máquina.
A metalografia consiste numa análise laboratorial, que permite a visualização
e caracterização microestrutural do metal9. Para isso, foram selecionados
aleatoriamente dois espécimes de cada grupo, que após essa análise não mais
serviram para as avaliações seguintes.
A análise metalográfica permite distinguir, por meio do microscópio óptico,
detalhes da microestrutura do metal, tais como: fases presentes, falhas estruturais
como trincas, poros, etc. Este procedimento foi realizado sempre pelo mesmo
operador, no Laboratório de Caracterização e Metalografia do Departamento de
Engenharia de Materiais da Universidade Federal de Sergipe (DEM-UFS), localizado
no campus do município de São Cristóvão-SE.
Figura 13: Fio conformado e sendo soldado.
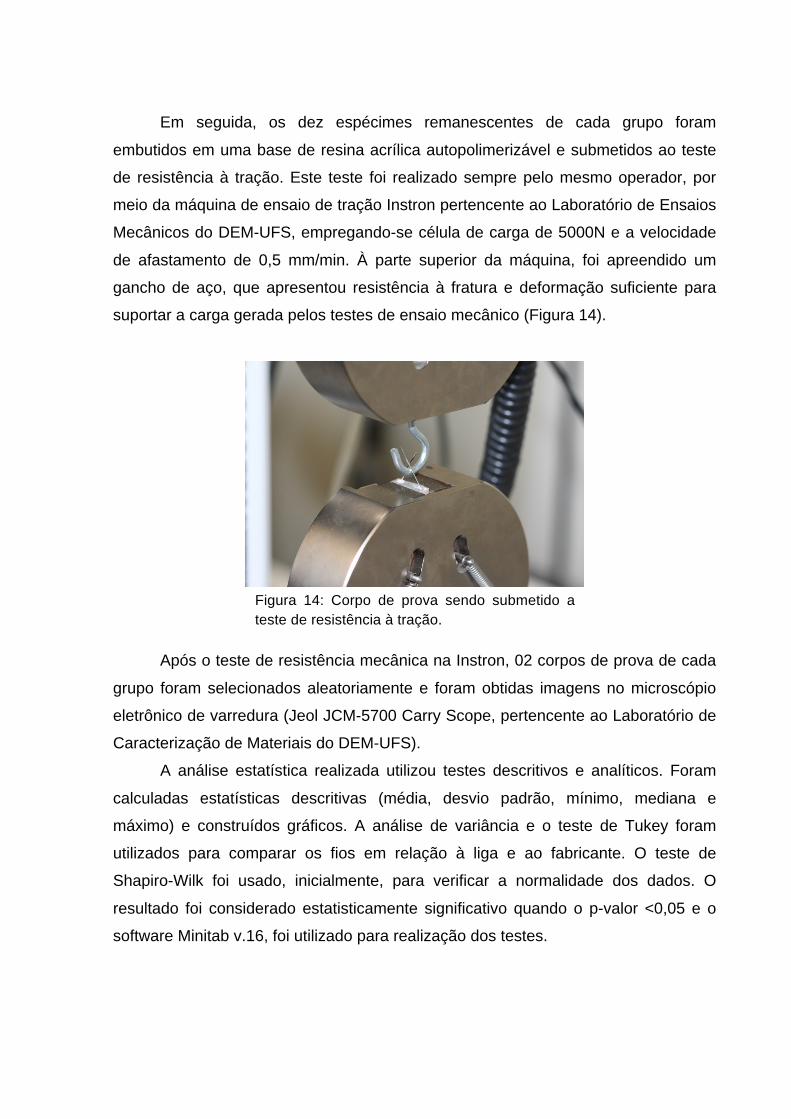
Em seguida, os dez espécimes remanescentes de cada grupo foram
embutidos em uma base de resina acrílica autopolimerizável e submetidos ao teste
de resistência à tração. Este teste foi realizado sempre pelo mesmo operador, por
meio da máquina de ensaio de tração Instron pertencente ao Laboratório de Ensaios
Mecânicos do DEM-UFS, empregando-se célula de carga de 5000N e a velocidade
de afastamento de 0,5 mm/min. À parte superior da máquina, foi apreendido um
gancho de aço, que apresentou resistência à fratura e deformação suficiente para
suportar a carga gerada pelos testes de ensaio mecânico (Figura 14).
Após o teste de resistência mecânica na Instron, 02 corpos de prova de cada
grupo foram selecionados aleatoriamente e foram obtidas imagens no microscópio
eletrônico de varredura (Jeol JCM-5700 Carry Scope, pertencente ao Laboratório de
Caracterização de Materiais do DEM-UFS).
A análise estatística realizada utilizou testes descritivos e analíticos. Foram
calculadas estatísticas descritivas (média, desvio padrão, mínimo, mediana e
máximo) e construídos gráficos. A análise de variância e o teste de Tukey foram
utilizados para comparar os fios em relação à liga e ao fabricante. O teste de
Shapiro-Wilk foi usado, inicialmente, para verificar a normalidade dos dados. O
resultado foi considerado estatisticamente significativo quando o p-valor <0,05 e o
software Minitab v.16, foi utilizado para realização dos testes.
Figura 14: Corpo de prova sendo submetido a teste de resistência à tração.
Resultados
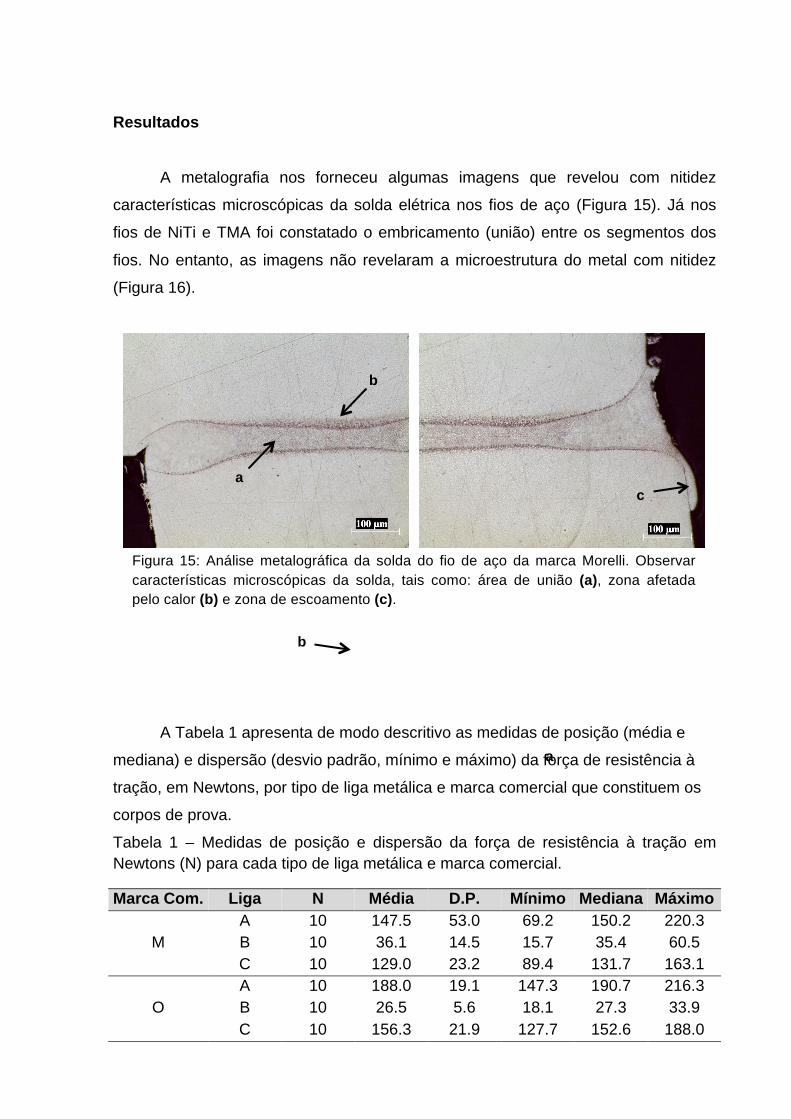
A metalografia nos forneceu algumas imagens que revelou com nitidez
características microscópicas da solda elétrica nos fios de aço (Figura 15). Já nos
fios de NiTi e TMA foi constatado o embricamento (união) entre os segmentos dos
fios. No entanto, as imagens não revelaram a microestrutura do metal com nitidez
(Figura 16).
A Tabela 1 apresenta de modo descritivo as medidas de posição (média e
mediana) e dispersão (desvio padrão, mínimo e máximo) da força de resistência à
tração, em Newtons, por tipo de liga metálica e marca comercial que constituem os
corpos de prova.
Tabela 1 – Medidas de posição e dispersão da força de resistência à tração em Newtons (N) para cada tipo de liga metálica e marca comercial.
Marca Com. Liga N Média D.P. Mínimo Mediana Máximo
M A 10 147.5 53.0 69.2 150.2 220.3 B 10 36.1 14.5 15.7 35.4 60.5 C 10 129.0 23.2 89.4 131.7 163.1
O A 10 188.0 19.1 147.3 190.7 216.3 B 10 26.5 5.6 18.1 27.3 33.9 C 10 156.3 21.9 127.7 152.6 188.0
Figura 15: Análise metalográfica da solda do fio de aço da marca Morelli. Observar características microscópicas da solda, tais como: área de união (a), zona afetada pelo calor (b) e zona de escoamento (c).
a
b
c
a
b
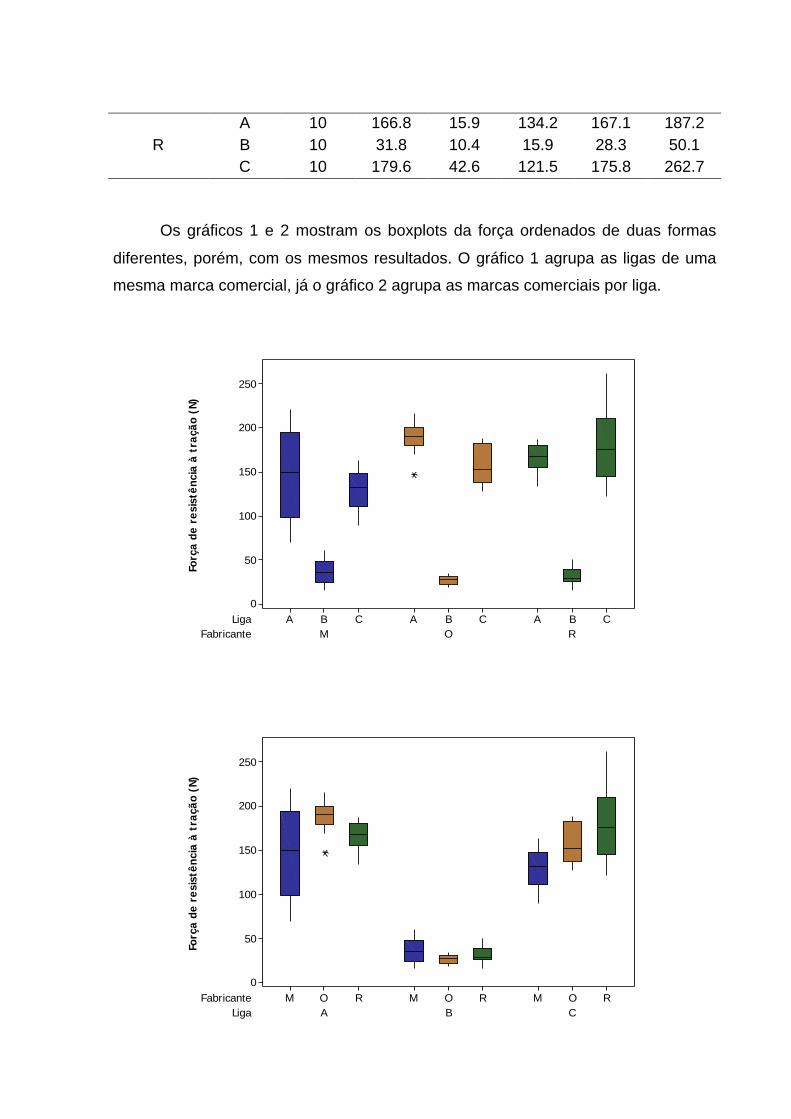
R A 10 166.8 15.9 134.2 167.1 187.2 B 10 31.8 10.4 15.9 28.3 50.1 C 10 179.6 42.6 121.5 175.8 262.7
Os gráficos 1 e 2 mostram os boxplots da força ordenados de duas formas
diferentes, porém, com os mesmos resultados. O gráfico 1 agrupa as ligas de uma
mesma marca comercial, já o gráfico 2 agrupa as marcas comerciais por liga.
FabricanteLiga
ROMCBACBACBA
250
200
150
100
50
0
Forç
a de
res
istê
ncia
à t
raçã
o (N
)
LigaFabricante
CBAROMROMROM
250
200
150
100
50
0
Forç
a de
res
istê
ncia
à t
raçã
o (N
)
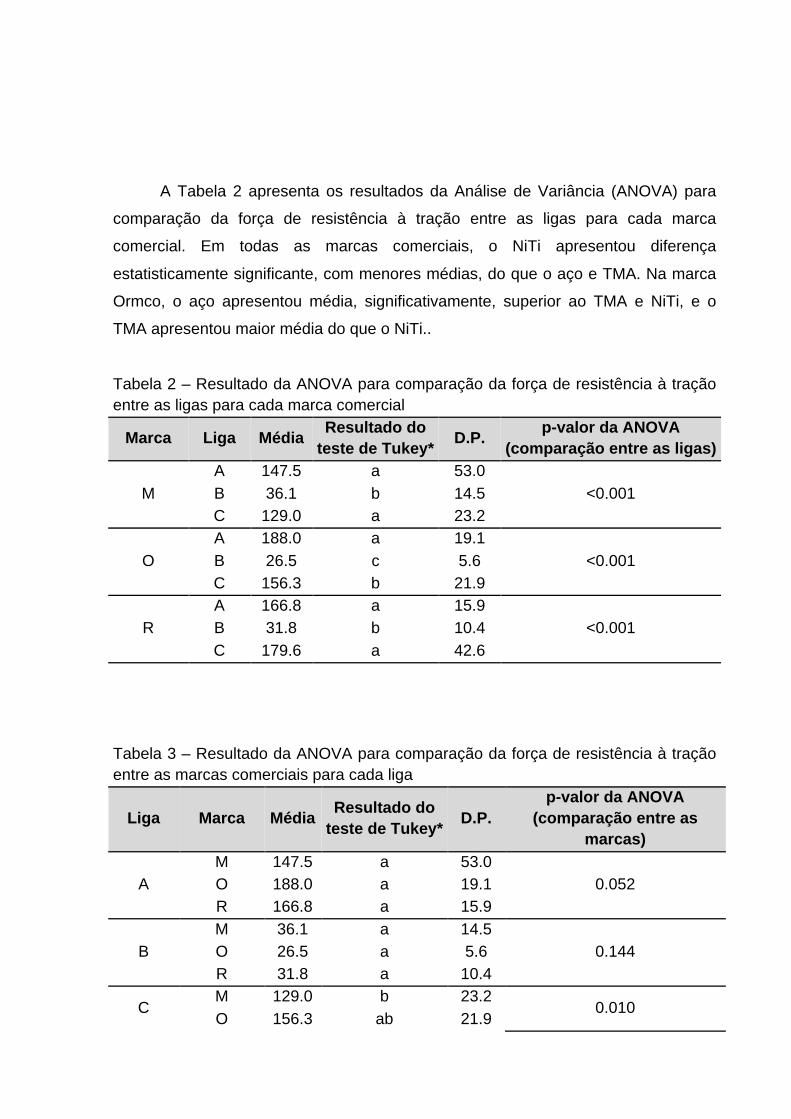
A Tabela 2 apresenta os resultados da Análise de Variância (ANOVA) para
comparação da força de resistência à tração entre as ligas para cada marca
comercial. Em todas as marcas comerciais, o NiTi apresentou diferença
estatisticamente significante, com menores médias, do que o aço e TMA. Na marca
Ormco, o aço apresentou média, significativamente, superior ao TMA e NiTi, e o
TMA apresentou maior média do que o NiTi..
Tabela 2 – Resultado da ANOVA para comparação da força de resistência à tração entre as ligas para cada marca comercial
Marca Liga Média Resultado do teste de Tukey* D.P. p-valor da ANOVA
(comparação entre as ligas)
M A 147.5 a 53.0
<0.001 B 36.1 b 14.5 C 129.0 a 23.2
O A 188.0 a 19.1
<0.001 B 26.5 c 5.6 C 156.3 b 21.9
R A 166.8 a 15.9
<0.001 B 31.8 b 10.4 C 179.6 a 42.6
Tabela 3 – Resultado da ANOVA para comparação da força de resistência à tração entre as marcas comerciais para cada liga
Liga Marca Média Resultado do teste de Tukey* D.P.
p-valor da ANOVA (comparação entre as
marcas)
A M 147.5 a 53.0
0.052 O 188.0 a 19.1 R 166.8 a 15.9
B M 36.1 a 14.5
0.144 O 26.5 a 5.6 R 31.8 a 10.4
C M 129.0 b 23.2
0.010 O 156.3 ab 21.9
R 179.6 a 42.6
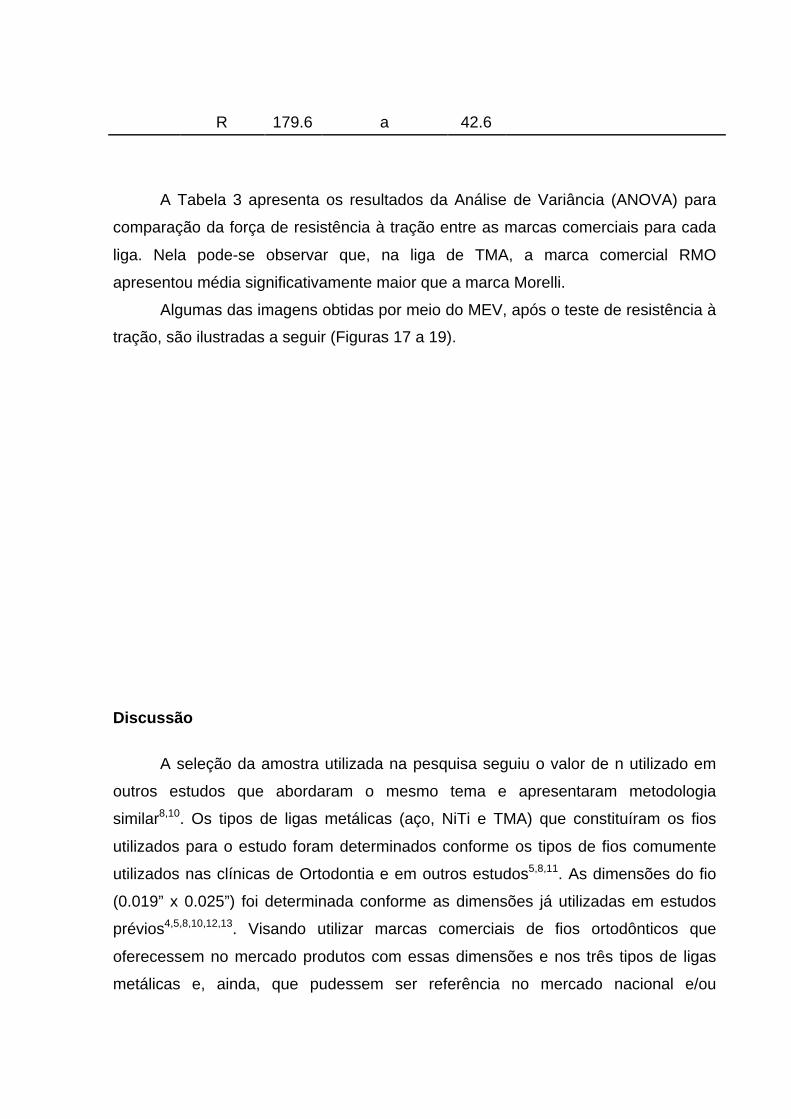
A Tabela 3 apresenta os resultados da Análise de Variância (ANOVA) para
comparação da força de resistência à tração entre as marcas comerciais para cada
liga. Nela pode-se observar que, na liga de TMA, a marca comercial RMO
apresentou média significativamente maior que a marca Morelli.
Algumas das imagens obtidas por meio do MEV, após o teste de resistência à
tração, são ilustradas a seguir (Figuras 17 a 19).
Discussão
A seleção da amostra utilizada na pesquisa seguiu o valor de n utilizado em
outros estudos que abordaram o mesmo tema e apresentaram metodologia
similar8,10. Os tipos de ligas metálicas (aço, NiTi e TMA) que constituíram os fios
utilizados para o estudo foram determinados conforme os tipos de fios comumente
utilizados nas clínicas de Ortodontia e em outros estudos5,8,11. As dimensões do fio
(0.019” x 0.025”) foi determinada conforme as dimensões já utilizadas em estudos
prévios4,5,8,10,12,13. Visando utilizar marcas comerciais de fios ortodônticos que
oferecessem no mercado produtos com essas dimensões e nos três tipos de ligas
metálicas e, ainda, que pudessem ser referência no mercado nacional e/ou
internacional, com base em outros estudos4,8,11, optou-se por trabalhar com uma
marca nacional (Morelli) e duas importadas (RMO e Ormco).
A metalografia consiste numa análise laboratorial, que permite a visualização
e caracterização microestrutural dos metais9,14. Por meio dessa análise, foi possível
visualizar com nitidez, nas ligas de aço inoxidável das três marcas comerciais, a
microestrutura do metal. Logo, observou-se a zona de união, a zona afetada pelo
calor e, em alguns deles, áreas de escoamento do material fundido (Figura 15).
Essas são características consideradas normais de uma soldagem. Já para os fios
de NiTi e TMA, apesar de não terem sido obtidas imagens tão nítidas (Figura 16), foi
possível constatar o embricamento entre os segmentos de fios soldados. A solução
utilizada para o NiTi e TMA foi constituída por ácido fluorídrico e ácido nítrico. Essa
solução é considerada universal quando o assunto é reagente ácido para análise
metalográfica de ligas que contenham titânio em sua composição14. Apesar disso,
essa solução não atacou o metal de maneira que pudessem ser obtidas imagens
nítidas de sua microestrutura. Na literatura não foram encontrados trabalhos que
sugerissem reagentes específicos para NiTi e TMA.
Em diversas situações clínicas o ortodontista trabalha com ganchos para uso
de elásticos ou amarrias, alças ou stops. Esses são recursos que o profissional pode
lançar mão de maneira a tornar o arco mais versátil e, assim, otimizar a mecânica
ortodôntica. Sendo assim, a capacidade de união de um fio a outro ou a um
acessório é um diferencial na escolha da liga a ser utilizada. Pensando nisso, a
empresa Kernit lançou no ano 2000 a primeira máquina de solda elétrica que
permitiu soldar fios de NiTi, a máquina de solda Super Micro ponto 300015, Estudos
comprovam a eficácia de soldagem entre fios de ligas distintas empregando-se este
tipo de máquina de solda ponto8,10.
Na tabela 1 constata-se que houve a união dos fios nas três ligas avaliadas, o
que pode ser comprovado por meio das medidas de resistência à tração. O valor
médio encontrado para o aço (167,4N) foi inferior aos achados de Nascimento et al.8
(210,7N); assim como o NiTi (31,5N), que foi muito abaixo do que os resultados dos
trabalhos de Macedo10 (79,2N) e Nascimento et al.8 (116,6N); e o TMA (155N)
apresentou valor médio similar ao aço.
A análise estatística mostrou que os grupos constituídos pela liga de NiTi
apresentou resistência à tração, significativamente, inferior aos demais grupos.
Apesar disso, não podemos considerar que a força de união entre os fios de NiTi,
quando utilizada a potência de 50W, não possa ter aplicabilidade clínica devido a
essa menor resistência uma vez que uma das situações clínicas em que são
exigidas maior carga, são nas mecânicas de retração em massa dos dentes
anterossuperiores. Nestes casos é necessária à aplicação de até 300g de força, em
média, para cada lado, isso equivale a aproximadamente 3N de força13.
Teoricamente, desconsiderando outros fatores que contraindicariam o uso de fios de
NiTi para mecânicas de deslize, o corpo de prova que apresentou menor resistência
suportaria essa carga, pois apresentou resistência cerca de cinco vezes maior
(15,7N).
Os gráficos 1 e 2 chamaram atenção ao desvio padrão dos grupos AM e CR.
No entanto, isso não fragilizou o poder da amostra, uma vez que no grupo AM
apenas 02 corpos de prova e no grupo CR apenas 01, tiveram valores de resistência
a tração muito abaixo da média.
Na microscopia eletrônica de varredura, realizada após os testes de
resistência à tração, observou-se que nas ligas constituídas por aço inoxidável a
separação da união se deu pela ruptura da solda e o mecanismo de fratura
apresentou microcavidades (Figura 17). O superaquecimento do metal gera
alterações microestruturais, ocasionando perda das propriedades do material e,
consequentemente, torna-o mais frágil16. Logo, a forma como ocorreu a ruptura da
união, sugere que o aquecimento gerado pela soldagem não provocou alterações à
microestrutura do metal. Além disso, o mecanismo de fratura demonstra que houve
uma boa ductilidade, devido à presença de microcavidades profundas, isso reflete
numa união forte9 (média 167,4N).
As imagens dos fios de NiTi, obtidas pelo MEV mostraram que a separação
da união ocorreu pela ruptura do fio próximo a região da solda e o mecanismo de
fratura foi intergranular (Figura 18). Isso sugere que o aquecimento gerado pela
soldagem, na região próximo à solda, quando utilizada a potência de 50W, provocou
alterações microestruturais no metal, tornando-o mais frágil16. Da mesma maneira, o
mecanismo de fratura (intergranular) sugere uma fragilidade da união, uma vez que
esse tipo de mecanismo é característico de materiais com resistência inferior9 (média
31,5N).
Já as imagens dos fios de TMA, obtidas pelo MEV (Figura 19), mostraram as
mesmas características vistas nos fios de aço. No entanto, as microcavidades,
aparentemente, apresentaram-se maiores, com menor profundidade e em maior
número, quando levadas em consideração as imagens do aço. As microcavidades
com maiores dimensões podem ter compensado a menor ductilidade da união dos
fios de TMA, tornando-a tão resistente (média 155N) quanto à do aço (média
167,4N).
Conclusões
• A soldagem elétrica de fios ortodônticos constituídos pelas ligas de aço
inoxidável, NiTi e TMA apresentam características microscópicas normais de
uma união forte e bem sucedida, quando avaliados por meio da metalografia;
• Os valores de resistência a tração, da soldagem elétrica, em fio de aço, NiTi e
TMA, atestam sua aplicabilidade clínica, mesmo para o NiTi, que apresenta
resistência significativamente inferior ao aço e TMA;
• Apenas o fio de TMA da marca comercial RMO apresentou resistência
significativamente maior do que o TMA da marca Morelli, quando comparada as
ligas por marca;
• A área de ruptura da solda de fios de aço e TMA, quando avaliada por meio do
MEV, apresenta características microscópicas de uma união forte e similares
entre si. Já nos fios de NiTi esses características são de uma união mais frágil. Referências 1. Van Noort R. Introduction of dental materials. London: Mosby; 1994.
2. O’Toole TJ, Furnish GM, Von Fraunhofer JA. Tensile strength of soldered joints.
J Prosthet Dent. 1985; 53(3):350-352.
3. Nascimento LEAG, Melo PM, Lacerda SR, D’Albuquerque MPJ. Evaluation in vitro of the tensile strenth of crimpable hooks used for stabilization in orthognathic sugery. Oral Surg Oral Med Oral Pathol Oral Radiol. 2012;113(3):308-12.
4. Nelson KR, Burstone CJ, Goldberg AJ. Optimal welding of beta titanium orthodontic wires. Am J Orthod. 1987;92(3):213-219.
5. Donovan MT, Lin JJ, Brantley WA, Conover JP. Weldability of beta titanium arch wires. Am J Orthod. 1984;85(3):207-16.
6. Angeline E. Corrosion resistance of solder joints for removable partial dentures. Dental Materials. 1989;4:255-260.
7. Lijima M, Brantley WA, Yuasa T, Kawashima I, Mizoguchi I. Joining characteristics of beta-titanium wires with electrical resistance welding. J Biomed Mater Res B Appl Biomater. 2008;85:378–384.
8. Nascimento LEAG, Santos RL, Pithon MM, Araújo MTS, Nojima MG, Nojima LI. The effect of eletric spot-welding on the mechanical properties of diferent orthodontic wire alloys. Materials Research. 2012;15(3):409-14.
9. Mondenesi PJ, Marques PV, Santos DB. Introdução à metalurgia da soldagem
[Internet]. Belo Horizonte (MG): Universidade Federal de Minas Gerais, Departamento de Engenharia Metalúrgica e de Materiais; 2012 (revisado em 2012 Jan; citado em 2012 Out). Disponível em: http://demet.eng.ufmg.br/wp-content/uploads/2012/10/metalurgia.pdf.
10. Macedo A. Soldagem elétrica em fios de níquel-titânio: avaliação ultramicroscópica e da resistência à tração [Dissertação]. São Paulo (SP): Facudade de Odontologia da Universidade Cidade de São Paulo; 2000.
11. Krishnan V, Kumar J. Mechanical properties and surface characteristics of three archwire alloys. The Angle Orthod. 2004;74(6):825-31.
12. GURGEL JA, RAMOS AL, KERR SD. Fios ortodônticos. R Dental Press Ortodon
Ortop Facial. 2001;6(4):103-114.
13. Marassi C, Marassi C. Miniimplantes ortodônticos como auxiliares da fase de retração anterior. Rev Dent Press Orthodon Ortop Facial. 2008;15(5):57-75.
14. LEYENS C, PETERS M. Titanium and Titanium alloys. Fundamentals and applications. Klön: WILEY-VCH; 2003.
15. Kernit Ind. e Comércio LTDA. Super micro ponto gold: manual de instruções,
Indaiatuba, São Paulo, Brasil; 2007.
16. FORTES C, ARAÚJO W. Metalurgia da soldagem [Internet]. Contagem (MG): Escola Superior Aberta do Brasil; 2005 (revisado em 2005 jan; citado em 2005). Disponível em: http://www.esab.com.br/br/pt/education/apostilas/upload/apostila metalurgiasoldagem.pdf.