Avaliação dos Esforços de Corte no Torneamento da Liga de ... · São João del-Rei/MG 2014....
117
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Luís Guilherme Souza Parreiras Avaliação dos Esforços de Corte no Torneamento da Liga de Alumínio Silício (A356) com Diferentes Anteligas São João del-Rei/MG 2014
-
Upload
phungthuan -
Category
Documents
-
view
213 -
download
0
Transcript of Avaliação dos Esforços de Corte no Torneamento da Liga de ... · São João del-Rei/MG 2014....

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA
MECÂNICA
Luís Guilherme Souza Parreiras
Avaliação dos Esforços de Corte no
Torneamento da Liga de Alumínio Silício
(A356) com Diferentes Anteligas
São João del-Rei/MG
2014
Luís Guilherme Souza Parreiras
Avaliação dos Esforços de Corte no
Torneamento da Liga de Alumínio Silício
(A356) com Diferentes Anteligas
Dissertação apresentada ao Curso de Mestrado da
Universidade Federal de São João del-Rei como
requisito para a obtenção do título de Mestre em
Engenharia Mecânica.
Área de Concentração: Fabricação Mecânica dos
Materiais
Orientador: Prof. Dr. Durval Uchôas Braga
São João del-Rei/MG
2014

Ficha catalográfica elaborada pelo Setor de Processamento Técnico da Divisão de Biblioteca da UFSJ
Parreiras, Luís Guilherme Souza
P259a Avaliação dos esforços de corte no torneamento da liga de alumínio - silício (A356) com diferentes
anteligas[manuscrito] / Luís Guilherme Souza Parreiras. – 2014.
117f. ; il.
Orientador: Durval Uchôas Braga.
Dissertação (mestrado) – Universidade Federal de São João del-Rei. Departamento de Engenharia
Mecânica.
Referências: f. 99-104.
1. Engenharia mecânica - Teses 2. Usinabilidade - Teses 3. Alumínio - Silício - Teses 4. Liga A356 -
Teses 5. Modificador de grão - Teses 6. Refinador de grão - Teses 7. Esforços de corte - Teses 8. Anteliga
- Teses I. Braga, Durval Uchôas (orientador) II. Universidade Federal de São João del-Rei. Departamento
de Engenharia Mecânica III. Título
CDU: 621.9


Dedico este trabalho à minha esposa,
Elisa, e aos meus pais, Nilce e Vander,
que nunca desistiram de me apoiar.

Agradecimentos
Agradeço, primeiramente, a Deus. pela dádiva da vida e pelos dons concedidos,
tornando possível chegar até aqui.
Ao Prof. Dr. Durval Uchôas Braga, pela confiança, pelo companheirismo e pela
orientação durante toda a realização deste trabalho.
Aos professores do Departamento de Pós-Graduação em Engenharia Mecânica –
PPMEC – da UFSJ, pelo conhecimento transmitido incondicionalmente, e aos técnicos-
administrativos Mônica Jaques (secretária do PPMEC), Emílio Dias (técnico
responsável pelo Laboratório de Corrosão e Materiais da UFSJ) e Camilo (técnico do
Laboratório de Fabricação – DEMEC/UFSJ), pelo apoio e auxílio na solução de
problemas.
À LSM Brasil, por ter acreditado neste projeto, fornecendo equipamentos,
alumínio e outros insumos, como também pela minha liberação do trabalho (quando
necessário) para o desenvolvimento deste estudo.
Aos amigos da LSM Brasil, em especial à equipe do Laboratório Metalográfico
e ao estagiário Almilson, que, de alguma forma, contribuíram para o desenvolvimento
deste trabalho.
E a todos aqueles que acreditaram em mim e me ajudaram para que este estudo
pudesse ser concluído.

“Mantenha seus pensamentos positivos, porque seus pensamentos
tornam-se suas palavras. Mantenha suas palavras positivas, porque suas
palavras tornam-se o seu comportamento. Mantenha o seu comportamento
positivo, porque o seu comportamento torna-se seus hábitos. Mantenha seus
hábitos positivos, porque seus hábitos tornam-se seus valores. Mantenha seus
valores positivos porque seus valores tornam-se seu destino.”
Mohandas Karamchand Gandhi (1869-1948)
Parreiras, L.G.S. Avaliação dos Esforços de Corte no Torneamento da Liga de
Alumínio Silício (A356) com Diferentes Anteligas. 2014. Dissertação de
Mestrado, Universidade Federal de São João del-Rei, MG.
Resumo
Na última década, várias ações foram tomadas com o objetivo de se obterem veículos de
alto desempenho, especialmente em relação ao volume de poluentes liberados para o
ambiente. Neste contexto, a liga de alumínio silício A356 possui papel primordial, pois,
devido às suas boas propriedades mecânicas e baixa densidade, ela é muito utilizada
para substituição de partes e peças expressivas na composição do peso total do carro. A
demanda dessa liga levou a indústria a aprimorar seus processos para a manufatura
desse material com maior qualidade e menor custo. Com o objetivo de conhecer e
aprimorar o processo de usinabilidade das ligas A356, este trabalho foi motivado
mediante a avaliação dos esforços de corte no torneamento cilíndrico tangencial de
acabamento da liga A356 tratada com diferentes anteligas. Para o tratamento da liga,
foram selecionadas anteligas com função de refino de grão: o TiBAl5/1, o TiCAl315 e o
TiAl10%, combinadas com a anteliga SrAl10%, que tem a função de modificadora de
grão, e ligas combinadas, ou seja, refinadoras e modificadoras de grãos, o Strobloy5% e
o SrTiBAl10%. Para o processo de torneamento, foram escolhidas duas ferramentas,
uma com cobertura, 1005, e outra sem cobertura, H10. Um planejamento fatorial
aleatorizado por níveis foi utilizado para organizar as variáveis de entrada e avaliar suas
interferências nas variáveis de resposta: o momento torçor (Mt), a força de avanço (Ff),
a força de corte (Fc) e a força passiva (Fp). Para análise dos resultados com 95% de
confiabilidade tratados por meio de ferramenta estatística, ANOVA, para uma
distribuição normal, foi possível verificar que houve tendência à menor força de corte
(Fc) e momento torçor (Mt) para as peças tratadas com a anteliga combinada
SrTiBAl10% e usinadas com ferramenta sem cobertura, resultados relacionados com a
qualidade do refino de grão e a presença de partículas abrasivas, chamadas boretos.
Conclui-se que, apesar de maior consumo específico de anteliga por tonelada de liga
A356 tratada, o uso da anteliga SrTiBAl10% é a melhor opção dentre as anteligas
utilizadas, pois sugere maior produtividade e redução de custos relacionados ao
consumo de energia e utilização de ferramentas sem cobertura.
Palavras-chave: Usinabilidade, Liga A356, Modificador de Grão, Refinador de Grão,
Esforços de Corte, Anteliga.

Parreiras, L.G.S. Evaluation of Cutting Efforts during Turning of Silicon
Aluminum Alloy (A356) with Different Master Alloys. 2014. Masters Dissertation,
Federal University of São João del-Rei, MG.
Abstract
In the last decades, many actions have been taken in order to obtain high performance
on vehicles especially in terms of restricting emissions of pollutants to the environment.
Within this context, the aluminium silicon alloy (A356) has a key role due to its
mechanical properties as well as its low density. Many car parts can have their weight
reduced if made from these alloys. The huge demand for this material lead the industry
to improve the manufacturing processes so that goods quality and reduced production
costs could be achieved. The present study was aimed to understand and enhance the
process of machinability of A356 alloys. This work was motivated by evaluating the
cutting forces in cylindrical finish turning of A356 alloy treated with different master
alloys. The alloys were melt with three different kinds of grain refiners: the TiBA15/1,
the TiAl10%, and the TiCAl315, combined with a grain modifier, the SrAl10%, and, on
the final tests, master alloys with the role of grain refiner and modifier, the SrTiBAl10%
and the Strobloy5%, were used. For this study two turning tools were selected: one with
a coating, 1005, and antother uncoated, H10. A factorial design randomized level-by-
level was used to organise the process input variables and evaluate their interference on
the output variable: the `torçor`moment (Mt), the feed force (Ff), the cutting force (Fc)
and radial force (Ff). The analysis were performed with 95% of condidence treated by
the statistical tool, ANOVA, for a normal distribution. It could be verified that the A356
alloy treated with SrTiBAl10% master alloy and turning with uncoating tool shows
cutting force (Fc) and torçor moment (Mt) smaller than the other combinations. These
results can be associated with the grain refiner quality and the presence of insoluble
particles, called borites, inside the alloys. The conclusion was that there was a higher
specific consumption of the SrTiBAl10% master alloy per ton of A356 alloy treated.
However, the A356 alloy treatement with SrTiBAl10% master alloy seems to be the
best option because this combination suggested more productivity, more energy saving
and uncoating tools use.
Keywords: Machinability, A356 Alloy, Modifier, Grain Refiner, Cutting Efforts,
Master Alloy.

Lista de Figuras
Figura 2.1 – Consumo aparente de alumínio no Brasil .................................................. 25
Figura 2.2 – ALTAB alumínio ferro com 90% de ferro contido .................................... 28
Figura 2.3 – Anteligas de alumínio em diversos formatos: A) vergalhão, B) vergalhão
em varetas, C) barras e D) lingotes................................................................................. 29
Figura 2.4 – Ligas de alumínio silício: A) Diagrama de fases, B) Microestrutura ligas
hipoeutéticas (1,65% a 12,6% de silício) aumento 150x, C) Microestrutura ligas
eutéticas (12,6% de silício) aumento 400x e D) Microestrutura ligas hipereutéticas
(maior que 12,6% de silício) aumento 150x ................................................................... 31
Figura 2.5 – Influência do teor de silício nas propriedades das ligas de alumínio ......... 32
Figura 2.6 – Bloco de motor em liga A356 Chevy LS7: big smallblock ....................... 35
Figura 2.7 – Variação da morfologia Al-Si nas ligas de alumínio silício: A) Sem
modificação e B) Completamente modificada ............................................................... 36
Figura 2.8 – Alongamento para diversos níveis de adição de Sr em uma liga A356 para
três taxas de resfriamento: (1) taxa de resfriamento de 1,5 °C/s, (2) taxa de resfriamento
de 0,5 °C/s e (3) taxa de resfriamento de 0,08 °C/s ........................................................ 38
Figura 2.9 – Liga A356 com ataque profundo (NaOH 20%) – MEV: (a) Liga não
modificada (2000x) e (b) Liga modificada com 20 ppm de estrôncio (4000x) .............. 39
Figura 2.10 – Efeito do refinador de grão: (a) sem refino e (b) após refino. Ambos
atacados utilizando solução de Poulton .......................................................................... 40
Figura 2.11 – Representação do processo de solidificação em corpos de provas de
alumínio refinado com silício (“Os estágios do 1° ao 7° representam a progressão da
solidificação durante o resfriamento”) ........................................................................... 42
Figura 2.12 – Eficiências de titânio e boro no refino de ligas de alumínio .................... 43
Figura 2.13 – Ângulos de folga (αo), de cunha (βo) e de saída (γo) ................................ 45
Figura 2.14 – Torneamento Cilíndrico Externo.............................................................. 46
Figura 2.15 – Esforços de Usinagem e suas componentes ............................................. 47
Figura 2.16 – Determinação da área de contato ferramenta-peça para o cálculo da
pressão específica de corte ............................................................................................. 48
Figura 3.1 – Fluxograma seguido para o planejamento e realização dos experimentos 52
Figura 3.2 – Corpo de prova após processo de fundição ................................................ 53
Figura 3.3 – Estrutura utilizada para a fusão dos corpos de prova. Laboratório
metalográfico da LSM Brasil: A- Forno Elétrico, B- Cadinho de vazamento, C- Tanque
de resfriamento ............................................................................................................... 56
Figura 3.4 – Controlador de temperatura ligado ao termopar ........................................ 57
Figura 3.5 – Spectômetro de massa utilizado para análise química dos corpos de prova ..
.................................................................................................................. 58
Figura 3.6 – Pastilhas utilizadas para o torneamento da liga A356 ................................ 59
Figura 3.7 – Geometria da ferramenta utilizada para os ensaios e montagem da pastilha
no porta-ferramentas ....................................................................................................... 59
Figura 3.8 – Centro de torneamento Romi GL 240M .................................................... 60
Figura 3.9 – Equipamentos para monitoramento das componentes das forças de
usinagem: (a) Dinamômetro Kistler 9272 e (b) amplificador de carga Kistler 5070A .. 62
Figura 3.10 – Sistema montado e preparado para iniciar os ensaios .............................. 63
Figura 3.11 – Direção das forças de usinagem ............................................................... 64
Figura 3.12 – Microscópio ótico .................................................................................... 66
Figura 4.1 – Padrão proposto por Kaufman e Rooy (2004) para os níveis de modificação
do eutético do silício através de micrografia com aumento de 200X em microscópio
ótico: a) estrutura não modificada de f) estrutura super modificada .............................. 70
Figura 4.2 – Modificação de grão, micrografia ótica 200x, corpos de prova tratados com
as anteligas: a) TiBAl5/1+SrAl10%; b) TiAl10%+SrAl10%; c) TiCAl315+SrAl10%; d)
Strobloy5%; e) SrTiBAl10%; e f) Padrão Kaufman e Rooy (2004). ............................. 72
Figura 4.3 – Padrão de refino AFE: 1) refino extremamente fino; 2) refino fino; 3)
refino médio; 4) refino pobre, grãos grandes; 5) refino grosseiro; e 6) refino
extremamente grosseiro .................................................................................................. 73
Figura 4.4 – Teste de refino liga A356 tratada com as anteligas SrAl10% + TiBAl 5/1(a)
comparadas com padrão de refino 1(b) .......................................................................... 74
Figura 4.5 – Teste de refino liga A356 tratada com a anteliga SrTiBAl10%(a)
comparada com padrão de refino 2(b) ............................................................................ 75
Figura 4.6 – Teste de refino liga A356 tratada com as anteligas SrAl10% + TiAl10% (a)
comparadas com padrão de refino 3(b) .......................................................................... 76
Figura 4.8 –Teste de refino liga A356 tratada com a anteliga Strobloy 5%(a) comparada
com padrão de refino 2(b) .............................................................................................. 78
Figura 4.7 – Valores de momento torçor (Mt) para torneamento cilíndrico tangencial de
acabamento quando analisada apenas a variação de tratamento de refino de grão ........ 82
Figura 4.8 – Valores de momento torçor (Mt) para torneamento cilíndrico tangencial de
acabamento quando analisada apenas a variação da cobertura de ferramenta ............... 83
Figura 4.9 – Valores de força de corte (Fc) para torneamento cilíndrico tangencial de
acabamento quando analisada apenas a variação de tratamento de refino de grão ........ 85
Figura 4.10 – Valores de força de corte (Fc) para torneamento cilíndrico tangencial de
acabamento quando analisada apenas a variação da cobertura de ferramenta ............... 86
Figura 4.11 – Valores de momento torçor (Mt) para o torneamento cilíndrico tangencial
de acabamento da liga A356 tratada com diferentes anteligas: SrTiBAl, Strobloy e
TiCAl+SrAl e dois tipos de ferramenta: sem cobertura, H10, e com cobertura, 1005 .. 90
Figura 4.12 – Valores de momento torçor (Mt) para o torneamento cilíndrico tangencial
de acabamento da liga A356 tratada com as anteligas: a) SrTiBAl10%; b) Strobloy 5%;
c)TiCAl315 + SrAl 10% e usinadas com ferramentas com e sem recobrimento ........... 91
Figura 4.13 – Valores de força de corte (Fc) para o torneamento cilíndrico tangencial de
acabamento da liga A356 tratada com diferentes anteligas: SrTiBAl, Strobloy e
TiCAl+SrAl e dois tipos de ferramenta: sem cobertura, H10, e com cobertura, 1005 .. 93
Figura 4.14 – Valores de força de corte (Fc) para o torneamento cilíndrico tangencial de
acabamento da liga A356 tratada com as anteligas: a) SrTiBAl10%; b) Strobloy5% e c)
TiCAl315 + SrAl10% e usinadas com ferramentas com e sem recobrimento ............... 93
Lista de Tabelas
Tabela 2.1 – Comparativo entre as propriedades físicas do alumínio, aço e cobre ........ 25
Tabela 2.2 – Nomenclatura para Ligas Fundidas de Alumínio ...................................... 26
Tabela 2.3 – Composição da liga A356 .......................................................................... 33
Tabela 2.4 – Propriedades da liga 356 ............................................................................ 34
Tabela 2.5 – Comparativo entre agentes modificadores................................................. 37
Tabela 2.6 – Comparação das propriedades mecânicas e da resistência ao desgaste de
algumas coberturas de ferramenta de corte .................................................................... 51
Tabela 3.1 – Composição da liga A356 utilizada nos corpos de prova .......................... 53
Tabela 3.2 – Composição química (%) principal das anteligas utilizada na fusão dos
corpos de prova ............................................................................................................... 54
Tabela 3.3 – Consumo específico de anteliga por corpo de prova ................................. 54
Tabela 3.4 – Quantidade de alumínio contido na Anteliga de acordo com o consumo
específico adotado .......................................................................................................... 55
Tabela 3.5 – Parâmetros de temperatura para cada corpo de prova fundido .................. 55
Tabela 3.6 – Análise química dos corpos de prova ........................................................ 57
Tabela 3.7 – Variáveis de influência para os ensaios preliminares ................................ 67
Tabela 3.8 – Variáveis de influência para os ensaios definitivos ................................... 68
Tabela 4.1 – Valores de dureza Brinell (HB) para Liga A356 com diferentes
modificadores e refinadores de grão ............................................................................... 79
Tabela 4.2 – Análise estatística da dureza Brinell para a Liga A356 com diferentes
modificadores e refinadores de grão ............................................................................... 79
Tabela 4.3 – Valores de Microdureza Vickers (HV) da Liga A356 para diferentes
modificadores e refinadores de grão ............................................................................... 80
Tabela 4.4 – Análise estatística da microdureza Vickers para a Liga A356 com
diferentes modificadores e refinadores de grão .............................................................. 80
Tabela 4.5 – Valores de momento torçor (Mt) para os ensaios preliminares ................. 81
Tabela 4.6 – Análise estatística do momento de corte (Mt) para os ensaios preliminares .
.................................................................................................................. 81
Tabela 4.7 – Valores de força de corte (Fc) para os ensaios preliminares ..................... 84
Tabela 4.8 – Análise estatística da força de corte (Fc) para os ensaios preliminares ..... 84

Tabela 4.9 – Valores de força de avanço (Ff) para os ensaios preliminares .................. 86
Tabela 4.10 –Análise estatística do esforço de avanço (Ff) para os ensaios preliminares .
.................................................................................................................. 87
Tabela 4.11 – Valores de força passiva (Fp) para os ensaios preliminares .................... 87
Tabela 4.12 – Análise estatística da força passiva (Fp) para os ensaios preliminares ... 88
Tabela 4.13 – Valores do momento torçor (Mt) para os ensaios definitivos.................. 88
Tabela 4.14 – Análise estatística do momento torçor (Mt) para os ensaios definitivos . 89
Tabela 4.14 – Valores da força de corte (Fc) para os ensaios definitivos ...................... 92
Tabela 4.15 – Análise estatística do esforço de corte (Fc) para os ensaios definitivos .. 92
Tabela 4.15 – Valores da força de avanço (Ff) para os ensaios definitivos ................... 94
Tabela 4.16 – Análise estatística do esforço de avanço (Ff) testes finais ...................... 94
Tabela 4.17 – Valores da força passiva (Fp) para os ensaios definitivos ....................... 94
Tabela 4.18 – Análise estatística da força passiva (Fo) para os ensaios definitivos ...... 95

Lista de Abreviaturas e Siglas
A – área de corte [m2]
A – amperes
AA – Aluminum Association
ABNT – Associação Brasileira de Normas Técnicas
AFE – American Foundry Society
ap – profundidade de corte [mm]
α –Al – fase primária liga alumínio silício
αo – ângulo de folga [°]
Al-Si – liga do grupo alumínio silício
Al-Si-Mg – liga do grupo alumínio, silício e magnésio
Al-Sr – anteligas de alumínio estrôncio
Al2Si2Sr – partícula composta de alumínio, silício e estrôncio
A356 – liga de alumínio com 7,5% de silício
b – comprimento de corte [mm]
B – elemento químico boro
BAl – anteliga de alumínio boro
β – fase secundária liga alumínio silício
βo – ângulo de cunha
C – elemento químico carbono
Ca – elemento químico cálcio
cal – caloria
CO2 – dióxido de carbono
Cu – elemento químico cobre
cm2 – centímetro quadrado
cm3 – centímetro cúbico
cm – centímetro
CNC – Controle Numérico Computadorizado
Cr – elemento químico cromo
DEMEC – Departamento de Engenharia Mecânica
EAA – European Aluminum Association
EDS – espectroscopia de energia dispersiva

f – avanço [m/min]
Fe – elemento químico ferro
Fu – Força ativa [N]
Fc – Força de corte [N]
Ff – Força de avanço [N]
Fp – Força passiva [N]
Fx – componente da força de corte [N]
Fz – componente da força de avanço [N]
Fy – componente da força passiva [N]
F – valor de F calculado para a distribuição de Fisher
F 5%, (i-1), (ij(n-1)) – valor de F tabelado para a distribuição de Fisher com 95%
de confiabilidade
GB – giga bits
GHz – giga hertz
g – gramas
g/cm³ – gramas por centímetro cúbico
GL – graus de liberdade
GC1005 – código para a cobertura de ferramenta
GPa – giga Pascal
h – Espessura de corte
HV – dureza vickers
HB – dureza Brinell
H0 – hipótese em que as médias são iguais
H1 – hipótese em que as médias são diferentes
H2O – água
HF – ácido fluorídrico
HCl – ácido clorídrico
H10 – código para ferramenta sem cobertura
i – representa variável ferramenta
j – representa variável anteliga
J/kg/k – joules por quilograma por kelvin
kV – quilovolt

kg/t – quilograma por tonelada
kg/mm2 – quilograma por milímetro quadrado
Ks – pressão específica de corte
Ks1 – constante do material para teorema de Kienzle
km – quilômetro
kgf – quilograma força
kW – quilowatt
LPH – litros por hora
mm – milímetros
Mg – elemento químico magnésio
Mn – elemento químico manganês
mm/rot – milímetros por rotação
m/min – metros por minuto
Mt – momento torçor [Nm]
MQ – média quadrada
ml – mililitro
MEV – microscópio eletrônico de varredura
N – número total de amostras
N – newton
Nm – newton metro
n – número de réplicas por variação
Na – elemento químico sódio
NBR – Norma Brasileira Regulamentadora
NaOH – hidróxido de sódio
ƞ – ângulo de direção efetiva de corte
ppm – partes por milhão
rpm – rotações por minuto
Si – elemento químico silício
Sr – elemento químico estrôncio
sen – seno
Sb – antimônio
SrAl5% – anteliga de alumínio com 5% de estrôncio, modificador de grão
SrAl10% – anteliga de alumínio com 10% de estrôncio, modificador de grão
SrAl15% – anteliga de alumínio com 15% de estrôncio, modificador de grão
SrAl20% – anteliga de alumínio com 20% de estrôncio, modificador de grão
Strobloy5% – anteliga de alumínio com 5% de estrôncio, 1,6% de titânio e 1,4%
de boro, atua como refinador de grão e modificador de grão.
SrTiBAl10% – Anteliga de alumínio com 10% de estrôncio, 1% de titânio e
0,20% de boro, atua como refinador de grão e modificador de grão.
SST – soma dos quadrados total
SStrat – soma dos quadrados tratamento
SSerro – soma dos quadrados erro
SSi – soma dos quadrados variável “i”
SSj – soma dos quadrados variável “j”
SSij – soma dos quadrados variável “ij”
Ti – elemento químico titânio
TiB2 – diboreto de titânio
TiAl3 – alumineto de titânio
TiC – carbeto de titânio
TiBAl5/1 – anteliga de alumínio com 5% de titânio e 1% de boro, refinador de
grão
TiAl10% – anteliga de alumínio com 10% de titânio, refinador de grão
TiCAl315 – anteliga de alumínio com 3% de titânio e 0,15% de carbono,
refinador de grão
TiAlN – nitreto de titânio alumínio
TiN – nitreto de titânio
UFSJ – Universidade Federal de São João del-Rei
V- vanádio
vf – velocidade de avanço [m/min]
vc – velocidade de corte [m/min]
γo – ângulo de saída [°]
χ r– ângulo de posição [°]
Zr – zircônio
Zn – zinco
SUMÁRIO
1 INTRODUÇÃO ........................................................................................................... 21
2 REVISÃO DA LITERATURA ................................................................................... 24
2.1 LIGAS DE ALUMÍNIO ....................................................................................... 24
2.2 ANTELIGAS DE ALUMÍNIO ............................................................................ 27
2.3 LIGAS DE Al-Si ................................................................................................... 29
2.4 LIGA A356 ........................................................................................................... 33
2.5 MODIFICADORES DE GRÃO ........................................................................... 35
2.6 REFINADORES DE GRÃO ................................................................................ 39
2.7 USINABILIDADE DAS LIGAS DE Al-Si .......................................................... 44
2.8 PROCESSO DE TORNEAMENTO .................................................................... 45
2.9 FORÇAS DE USINAGEM .................................................................................. 46
2.9.1 Material da Peça ............................................................................................. 49
2.9.2 Material da Ferramenta .................................................................................. 50
3 MATERIAIS E MÉTODOS ........................................................................................ 52
3.1 OBTENÇÃO DA PEÇA ....................................................................................... 53
3.2 ANÁLISE QUÍMICA ........................................................................................... 57
3.3 FERRAMETAS, PROCESSO DE USINAGEM E VARIÁVEIS .................. 58
3.3.1 Ferramentas .................................................................................................... 58
3.3.2 Máquina Ferramenta ...................................................................................... 60
3.3.3 Parâmetros de Corte ....................................................................................... 60
3.3.4 Variáveis de Resposta .................................................................................... 61
3.4 METALOGRAFIA E MICRODUREZA ............................................................. 64
3.4.1 Preparação das Amostras para Micrografia, Ensaios de Dureza e Ensaios de
Microdureza ............................................................................................................ 64
3.4.2 Preparação das Amostras para Macrografia ................................................... 65
3.4.3 Análises Metalográficas ................................................................................. 65
3.4.4 Ensaios de Dureza e Microdureza .................................................................. 66
3.5 PLANEJAMENTO DE EXPERIMENTO ........................................................... 67
4 RESULTADOS ........................................................................................................... 69
4.1 RESULTADO ANÁLISE QUALITATIVA DA MODIFICAÇÃO DE GRÃO .. 69
4.2 RESULTADO ANÁLISE QUALITATIVA DO REFINO DE GRÃO ............... 73
4.3 RESULTADO ANÁLISE ESTATÍSTICA DA DUREZA BRINELL ................ 78
4.4 RESULTADO ANÁLISE ESTATÍSTICA DA MICRODUREZA VICKERS ... 80

4.5 ANÁLISE ESTATÍSTICA DOS ESFORÇOS DE USINAGEM NOS ENSAIOS
PRELIMINARES ....................................................................................................... 81
5 CONCLUSÕES ........................................................................................................... 96
6 SUGESTÕES DE TRABALHOS FUTUROS ............................................................ 98
7 REFERÊNCIAS .......................................................................................................... 99
8 ANEXOS ................................................................................................................ 105
21
1 INTRODUÇÃO
Nas últimas décadas, ligas de Al-Si-Mg ganharam espaço em aplicações
automobilística e aeroespacial graças à excelente combinação entre alta fluidez e boas
propriedades mecânicas, além da boa resistência à corrosão e soldabilidade, se
comparadas a materiais como o aço (MAZLEE et al., 2009).
Esse mercado vem crescendo a cada dia devido à grande exigência da sociedade
moderna de desenvolver produtos mais sustentáveis e que provoquem menor impacto
no meio ambiente. Prova disso são as políticas de redução de emissão de carbono
citadas por Akashi (2013).
De acordo com uma pesquisa realizada pela Ducker Worldwide, com importante
participação da European Aluminum Association (EAA), citada por Akashi (2013), a
legislação europeia tem a meta de atingir o valor médio de 95 g de CO2 por km até
2020, enquanto outros países, como Japão e China, para o mesmo período, pretendem
atingir índices de 105 g de CO2/km e 117 g de CO2/km, respectivamente, assim como os
Estados Unidos, que não estipularam uma meta de redução de CO2, mas sim de
consumo, o que, no final das contas, resultaria em emissões médias estimadas de 107 g
de CO2/km, mas apenas para 2025.
O Brasil segue a mesma tendência com a criação do programa INOVAR-AUTO,
segundo o Decreto-lei, nº 7.819, de 3 de outubro de 2012, que determina a produção de
veículos mais eficientes, modernos e com menor emissão de carbono, melhorando a
eficiência energética dos carros em 15% até 2017, para seguir os padrões internacionais.
O alumínio tem papel importante nesse cenário. Seu uso em partes e peças dos
automóveis pode gerar significativas reduções de peso nesses veículos, contribuindo,
dentre outros aspectos, para a redução de consumo de combustível. Entre os exemplos
de aplicação das ligas da série 300 na linha automobilística, estão: cilindros, válvulas,
cabeçotes e blocos de motores.
A obtenção das melhores combinações de propriedades mecânicas de uma liga
metálica depende do controle de fatores envolvidos no tratamento do metal líquido e na
solidificação, tais como: grau de modificação do eutético, velocidade de solidificação e
refino de grãos, bem como etapas posteriores de processamentos, como tratamentos
térmicos (FURLAN; FUOCO, 2008).

22
Geralmente, procura-se obter uma microestrutura homogênea, composta por grãos
refinados e equiaxias, proporcionando ao material propriedades mecânicas melhoradas.
Segundo Osório, Peixoto e Garcia (2009), esse tipo de estrutura caracteriza-se pela
isotropia de suas propriedades mecânicas. Para o desenvolvimento de estruturas
equiaxiais, é necessário impedir o crescimento colunar mediante o controle da
nucleação e das condições de solidificação ou adição de agentes inoculantes.
Conforme Araújo (2012), a utilização de modificadores químicos, como o
estrôncio, resulta na mudança da morfologia do silício eutético. O estrôncio é o
modificador mais utilizado na indústria por ser de fácil manuseio, não ser tóxico, ter boa
taxa de modificação com adição de uma pequena quantidade de material em peso em
relação à liga e ter bom tempo de atuação no banho.
Para Arango (2009), a adição de inoculantes, conhecida como inoculação, é uma
prática empregada para o refino do grão na macroestrutura bruta de solidificação. Esse
processo de refino traz como benefícios o aumento da fluidez do metal líquido, a
melhora da dispersão de partículas de segunda fase e porosidade na estrutura, como
também a melhora do acabamento superficial, da usinabilidade e das propriedades
mecânicas.
A usinagem é um processo utilizado na fabricação de componentes nos mais
diversos setores industriais. A indústria automobilística é um setor de fabricação
comercial de grande escala, no qual a redução do impacto ambiental e os custos de
fabricação são fatores importantes para a manutenção da competitividade (BORBA,
2013).
O processo de torneamento por acabamento é a operação final; em alguns casos, é
a única operação. A prioridade é a qualidade final da superfície e as tolerâncias
dimensionais da peça. Para essa etapa do processo, a combinação de avanço e
profundidades de cortes reduzidas com altas velocidades de corte, conforme Diniz,
Marcondes e Coppini (2013), produz uma quantidade razoável de cavaco sem que haja
influência da vibração na remoção do sobremetal da peça (AZAMBUJA, 2012).
Na perspectiva de Santos Júnior et al. (2011), as ligas de alumínio são as mais
utilizadas em processos de usinagem se comparadas a outras ligas de outros metais. A
usinabilidade das ligas de alumínio é afetada por diversos fatores, como: presença de
elementos de liga, impurezas, processos de obtenção da liga e tratamentos térmicos
aplicados ao metal.
23
O entendimento das variáveis que influenciam os esforços de corte no processo de
torneamento das ligas de alumínio silício tem grande importância para o
desenvolvimento da indústria metal-mecânica, possibilitando que o processo se torne
mais eficaz, agregando valor e reduzindo custos, tornando-se, então, mais competitiva.
Nesse contexto, este trabalho objetivou avaliar o processo de torneamento
cilíndrico de acabamento para a liga A356 automotiva tratada com diferentes tipos de
anteligas, quais sejam: combinação do modificador de grão (SrAl10%) com três
diferentes tipos de refinadores de grão: TiBAl5/1, TiAl10% e TiCAl315.
As ferramentas utilizadas foram de Metal Duro, sem cobertura (H10) e outra com
cobertura (GC1005).
Posteriormente, repetiram-se os ensaios comparando o melhor resultado dos
ensaios preliminares, caracterizado pelo menor esforço de corte, com a liga A356
tratada por outras duas anteligas combinadas, Strobloy5% e SrTiBAl10%, com
características modificadoras e refinadoras de grão.
Assim, esta dissertação está estruturada em cinco capítulos.
No primeiro capítulo, faz-se uma breve introdução a respeito da importância das
ligas de alumínio e de como o tratamento dessas ligas e a usinagem está correlacionado,
apresentando o objetivo do trabalho.
O segundo capítulo trata da revisão da literatura sobre o alumínio e suas ligas do
grupo alumínio silício, refinadores e modificadores de grão, a usinabilidade dessas
ligas, assim como o processo de torneamento e os esforços de usinagem nele
envolvidos.
No terceiro capítulo, são apresentados os materiais e métodos adotados para o
desenvolvimento da dissertação.
No quarto capítulo, são trazidos os resultados obtidos e a discussão destes.
No quinto capítulo, são expostas as principais conclusões e sugestões para
trabalhos futuros.
Finalmente, são apresentadas as referências e os anexos utilizados durante a
execução da pesquisa.
24
2 REVISÃO DA LITERATURA
Este capítulo tem por objetivo fazer uma revisão da bibliografia pertinente às ligas
de alumínio silício, sua aplicação e importância na economia. Mencionam-se as técnicas
de modificação do eutético do silício e refino de grão para essas ligas, com foco na
utilização de anteligas de alumínio para essa aplicação. E, por fim, revisam-se os
estudos sobre a usinabilidade das ligas de alumínio silício e quais os fatores que
influenciam nos esforços envolvidos no processo de torneamento desse material.
2.1 LIGAS DE ALUMÍNIO
Segundo Ribeiro e Abrão (2007), devido à grande demanda da indústria do
transporte, principalmente automobilística e aeronáutica, com o desenvolvimento de
novos produtos, exige-se uma disponibilidade maior de novos materiais aos quais se
tenha qualidade de informações suficientes para seu processamento.
De acordo com Massarete et al. (2013), as vantagens da utilização do alumínio em
substituição a materiais como o aço e o plástico foram sempre reconhecidas, porém a
percepção de que o seu uso era caro demais impedia o crescimento do consumo no País.
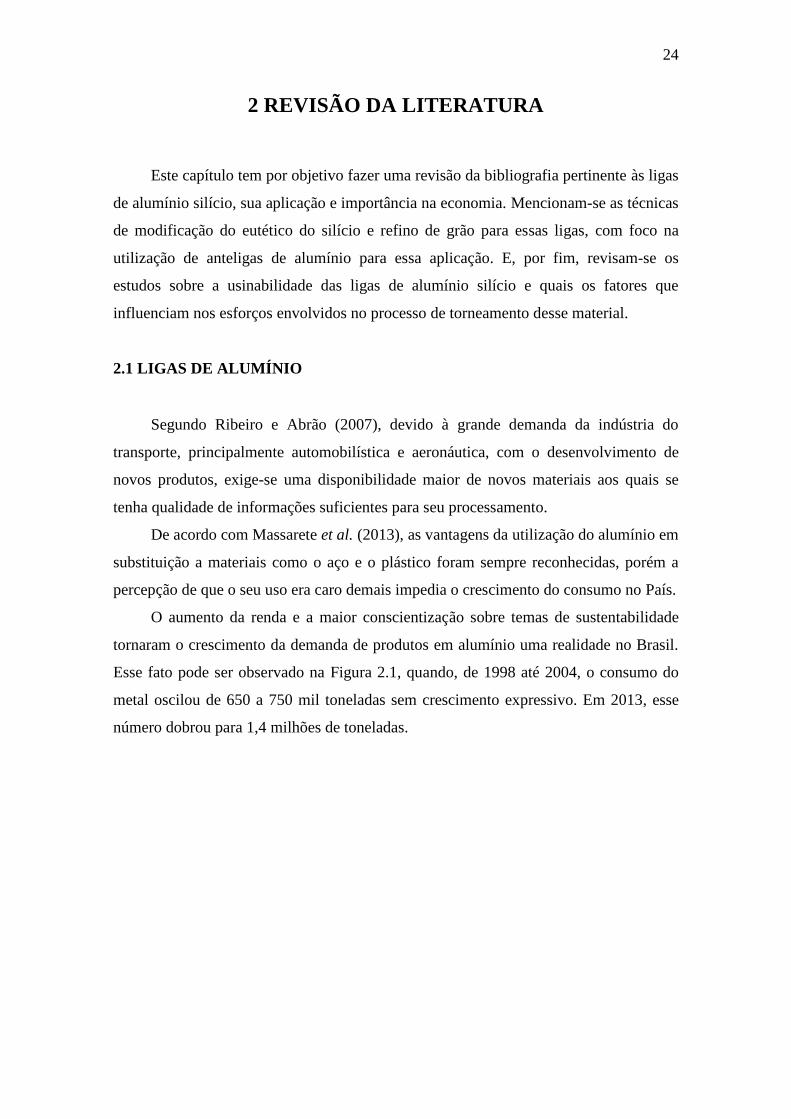
O aumento da renda e a maior conscientização sobre temas de sustentabilidade
tornaram o crescimento da demanda de produtos em alumínio uma realidade no Brasil.
Esse fato pode ser observado na Figura 2.1, quando, de 1998 até 2004, o consumo do
metal oscilou de 650 a 750 mil toneladas sem crescimento expressivo. Em 2013, esse
número dobrou para 1,4 milhões de toneladas.
25
Figura 2.1 – Consumo aparente de alumínio no Brasil
Fonte: adaptado de Massarete et al. (2013).
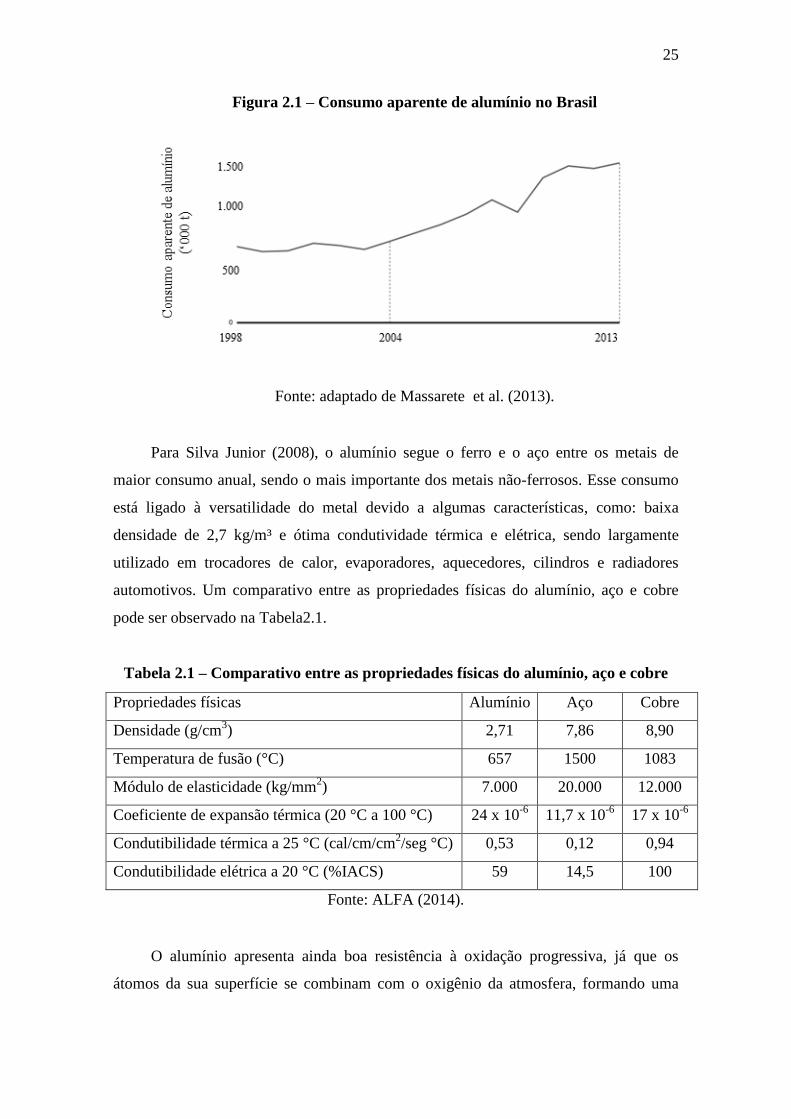
Para Silva Junior (2008), o alumínio segue o ferro e o aço entre os metais de
maior consumo anual, sendo o mais importante dos metais não-ferrosos. Esse consumo
está ligado à versatilidade do metal devido a algumas características, como: baixa
densidade de 2,7 kg/m³ e ótima condutividade térmica e elétrica, sendo largamente
utilizado em trocadores de calor, evaporadores, aquecedores, cilindros e radiadores
automotivos. Um comparativo entre as propriedades físicas do alumínio, aço e cobre
pode ser observado na Tabela2.1.
Tabela 2.1 – Comparativo entre as propriedades físicas do alumínio, aço e cobre
Propriedades físicas Alumínio Aço Cobre
Densidade (g/cm3) 2,71 7,86 8,90
Temperatura de fusão (°C) 657 1500 1083
Módulo de elasticidade (kg/mm2) 7.000 20.000 12.000
Coeficiente de expansão térmica (20 °C a 100 °C) 24 x 10-6
11,7 x 10-6
17 x 10-6
Condutibilidade térmica a 25 °C (cal/cm/cm2/seg °C) 0,53 0,12 0,94
Condutibilidade elétrica a 20 °C (%IACS) 59 14,5 100
Fonte: ALFA (2014).
O alumínio apresenta ainda boa resistência à oxidação progressiva, já que os
átomos da sua superfície se combinam com o oxigênio da atmosfera, formando uma
26
camada de óxido protetora, que impede a progressão da deterioração do material, o que
permite sua utilização em ambientes salgados (ASM, 1992).
De acordo com Haskel (2009), as ligas de alumínio são agrupadas de acordo com
seus principais elementos de liga e seu processo de fabricação. Suas propriedades
físicas, influenciadas principalmente pela composição química, definem seu uso como
materiais estruturais, assim como suas propriedades mecânicas, induzidas pela
composição química e microestrutura.
A NBR ISO 209 (ABNT, 2010) determina a composição química do alumínio e
suas ligas expressas em forma percentual em peso de seus elementos de liga. Essa
Norma abrange sistemas de classificação das ligas trabalháveis, das ligas para fundição,
peças, lingotes e de alumínio primário, além da densidade nominal das ligas
trabalháveis de alumínio.
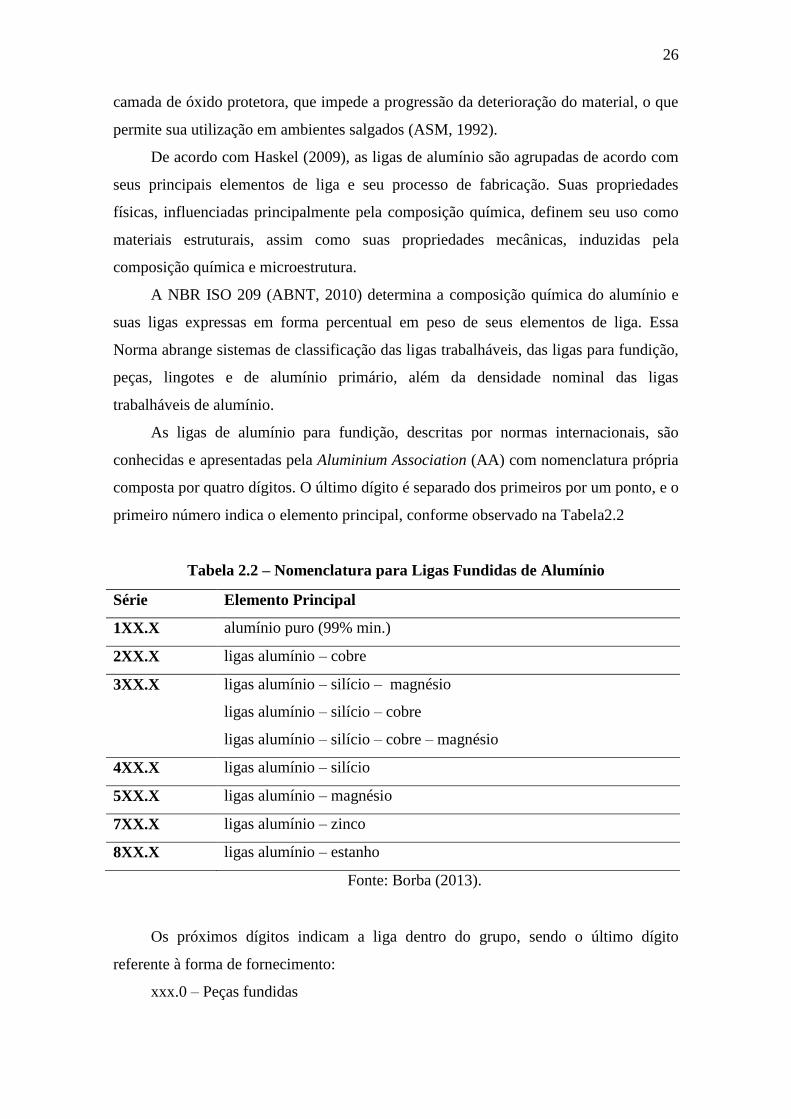
As ligas de alumínio para fundição, descritas por normas internacionais, são
conhecidas e apresentadas pela Aluminium Association (AA) com nomenclatura própria
composta por quatro dígitos. O último dígito é separado dos primeiros por um ponto, e o
primeiro número indica o elemento principal, conforme observado na Tabela2.2
Tabela 2.2 – Nomenclatura para Ligas Fundidas de Alumínio
Série Elemento Principal
1XX.X alumínio puro (99% min.)
2XX.X ligas alumínio – cobre
3XX.X ligas alumínio – silício – magnésio
ligas alumínio – silício – cobre
ligas alumínio – silício – cobre – magnésio
4XX.X ligas alumínio – silício
5XX.X ligas alumínio – magnésio
7XX.X ligas alumínio – zinco
8XX.X ligas alumínio – estanho
Fonte: Borba (2013).
Os próximos dígitos indicam a liga dentro do grupo, sendo o último dígito
referente à forma de fornecimento:
xxx.0 – Peças fundidas
27
xxx.1 – Lingotes fundidos
xxx.2 – Lingotes fabricados a partir de alumínio primário
As ligas nomeadas com uma letra antes do número significam alguma
diferenciação em algum elemento químico. Por exemplo, a liga A356 se diferencia da
liga 356 devido ao menor teor de ferro contido.
As ligas de alumínio para fundição ainda podem ser identificadas por letra de
acordo com o processo utilizado para a geração das peças, sendo:
D – Die casting (Fundição sob pressão)
P – Permanent mold (Fundição por gravidade ou baixa pressão)
S – Sandcasting (Fundição em areia)
2.2 ANTELIGAS DE ALUMÍNIO
Para que o metal alumínio se transforme em uma liga, com características físicas e
mecânicas próprias, é necessário que se adicionem elementos químicos durante o seu
processo de fabricação.
A maneira mais usual de se fazer esse processo é mediante o uso de anteligas de
alumínio devido ao seu alto rendimento metálico e fácil adição.
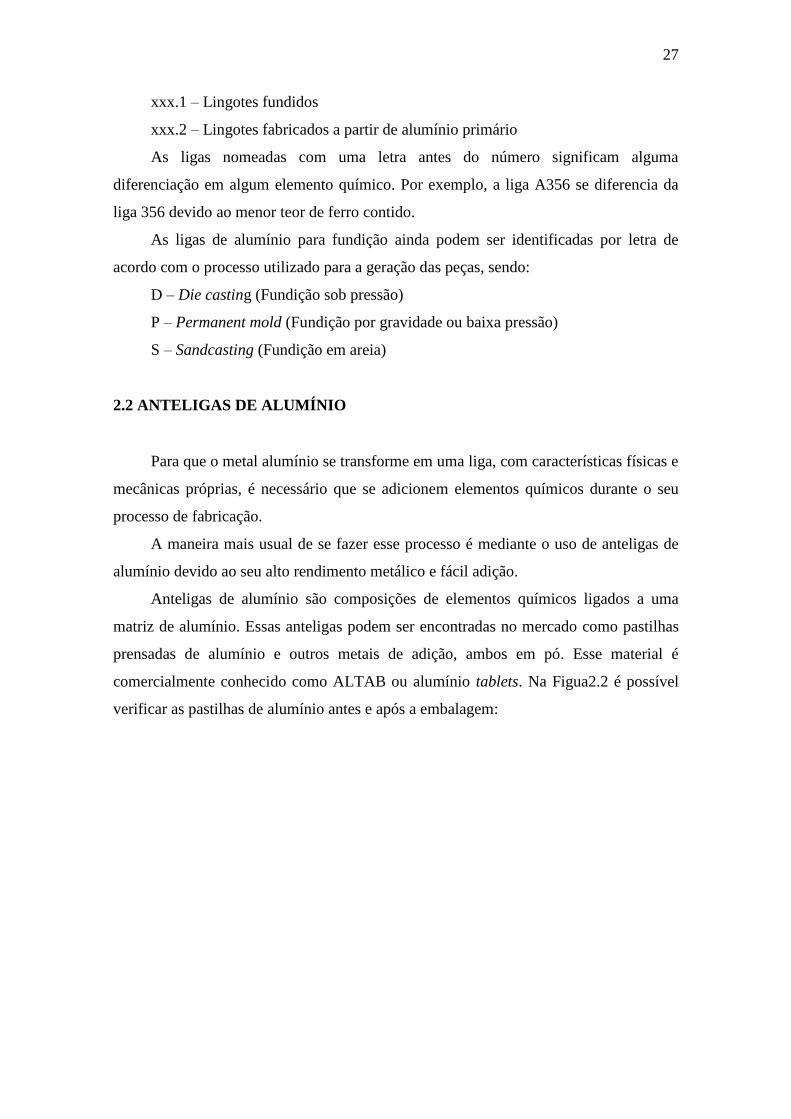
Anteligas de alumínio são composições de elementos químicos ligados a uma
matriz de alumínio. Essas anteligas podem ser encontradas no mercado como pastilhas
prensadas de alumínio e outros metais de adição, ambos em pó. Esse material é
comercialmente conhecido como ALTAB ou alumínio tablets. Na Figua2.2 é possível
verificar as pastilhas de alumínio antes e após a embalagem:

28
Figura 2.2 – ALTAB alumínio ferro com 90% de ferro contido
Fonte: autoria própria.
Anteligas de alumínio também são encontradas na forma de lingotes, vergalhões e
barras de alumínio, conforme mostrado na Figura2.3. Estas, além de serem aplicadas na
produção de ligas como elementos de adição, podem também ser utilizadas como
modificadores do eutético do silício em ligas de alumínio silício e/ou refinador de grão
nas mais diversas ligas de alumínio.
29
Figura 2.3 – Anteligas de alumínio em diversos formatos: A) vergalhão, B)
vergalhão em varetas, C) barras e D) lingotes
Fonte: autoria própria.
A escolha do tipo de anteligas e do formato a ser utilizado é conduzida de acordo
com a liga a ser produzida e o processo utilizado para sua fabricação. Já a composição
química das anteligas, assim como seu código de identificação por cor, é normatizada
pela NBR 14330 (ABNT, 2008). Mesmo com essa norma de referência, os diversos
produtores de anteligas têm desenvolvido produtos para aplicações especiais que, por
motivo de exclusividade ou não revisão do documento normalizador, podem não estar
citadas.
2.3 LIGAS DE Al-Si
O alumínio e suas ligas são uma alternativa atrativa para a substituição de
materiais utilizados atualmente na indústria como uma solução para a crescente
demanda por produtos de maior qualidade e durabilidade, sendo substituto principal
para o aço e o ferro fundido, pois permite a redução de peso do componente, a redução
das perdas por corrosão e o aumento do potencial de reciclagem. O considerável
crescimento do consumo desses materiais ao longo dos últimos anos é um bom
indicador dessa tendência.
30
As principais limitações do alumínio referem-se à resistência mecânica e dureza,
que são relativamente baixas, mas que podem ser melhoradas pela adição de elementos
de liga e por meio de tratamentos térmicos específicos. Assim, justifica-se o
crescimento do emprego das ligas de alumínio em um grande número de aplicações,
inclusive naquelas sujeitas a severas solicitações mecânicas (MOREIRA, 2011).
De acordo com Couto et al. (2010), as ligas do sistema Al-Si são as mais
importantes entre as ligas fundidas de alumínio, principalmente por sua alta fluidez,
baixa contração nos fundidos, elevada resistência à corrosão, boa soldabilidade, fácil
brasagem e baixo coeficiente de expansão térmica.
Segundo Moraes (2006), as ligas para fundição em que o silício é o principal
elemento de liga são comercialmente as mais relevantes, especialmente em virtude da
superioridade com relação às características de fundição. A adição de magnésio às ligas
alumínio silício fornece ligas com propriedades mecânicas semelhantes às das ligas
alumínio cobre, além de apresentarem melhor resistência à corrosão, menor densidade e
características de fundição superiores.
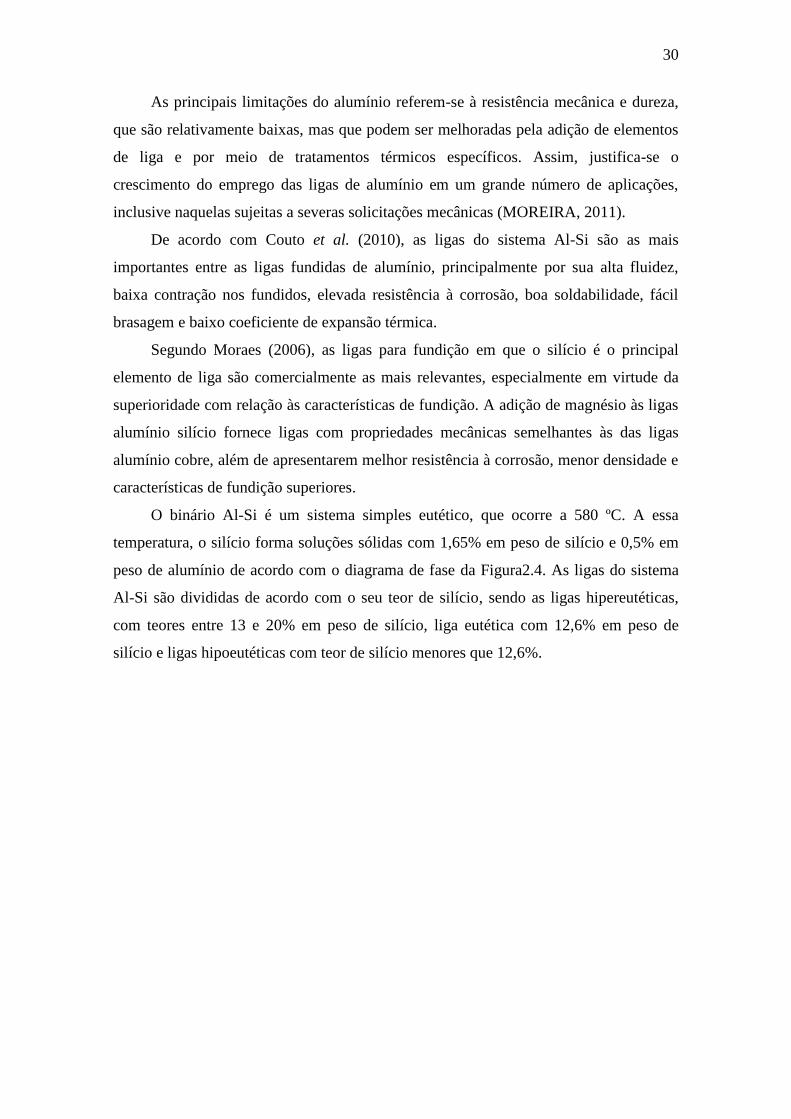
O binário Al-Si é um sistema simples eutético, que ocorre a 580 ºC. A essa
temperatura, o silício forma soluções sólidas com 1,65% em peso de silício e 0,5% em
peso de alumínio de acordo com o diagrama de fase da Figura2.4. As ligas do sistema
Al-Si são divididas de acordo com o seu teor de silício, sendo as ligas hipereutéticas,
com teores entre 13 e 20% em peso de silício, liga eutética com 12,6% em peso de
silício e ligas hipoeutéticas com teor de silício menores que 12,6%.
31
Figura 2.4 – Ligas de alumínio silício: A) Diagrama de fases, B)
Microestrutura ligas hipoeutéticas (1,65% a 12,6% de silício) aumento 150x, C)
Microestrutura ligas eutéticas (12,6% de silício) aumento 400x e D)
Microestrutura ligas hipereutéticas (maior que 12,6% de silício) aumento 150x
Fonte: Warmuzek (2004).
Os sistemas eutéticos são caracterizados pela reação eutética, isto é, pela
decomposição isotérmica de uma fase líquida em duas sólidas durante a solidificação e
reação inversa na fusão.
Ligas eutéticas são utilizadas em aplicações em que a resistência não é um
critério, como, por exemplo: utensílios domésticos e carcaças de bombas hidráulicas,
pois apresentam alto grau de fluidez e baixa contração na solidificação. As ligas
hipoeutéticas e hipereutéticas são utilizadas comercialmente em aplicações como:
32
rotores, corpos de válvulas, pás para ventiladores náuticos, pistões, cilindros e blocos
automotivos (CRIADO; MARTINÉZ; CALABRÉS, 2003).
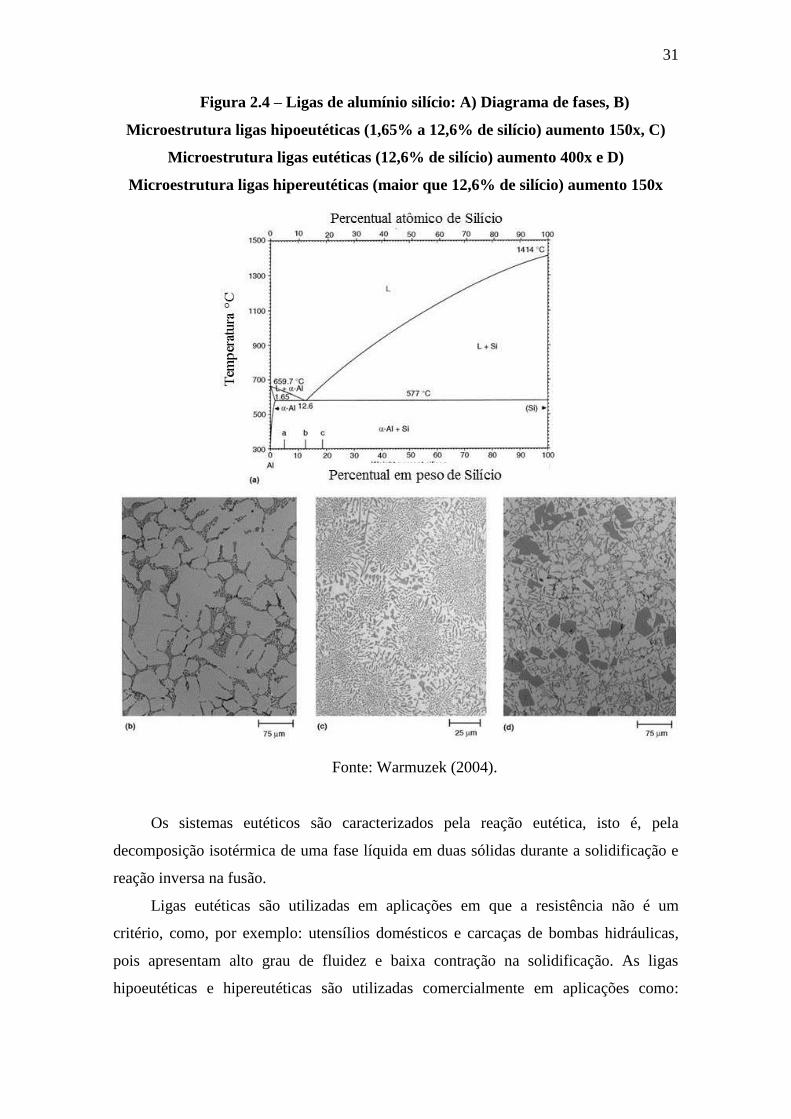
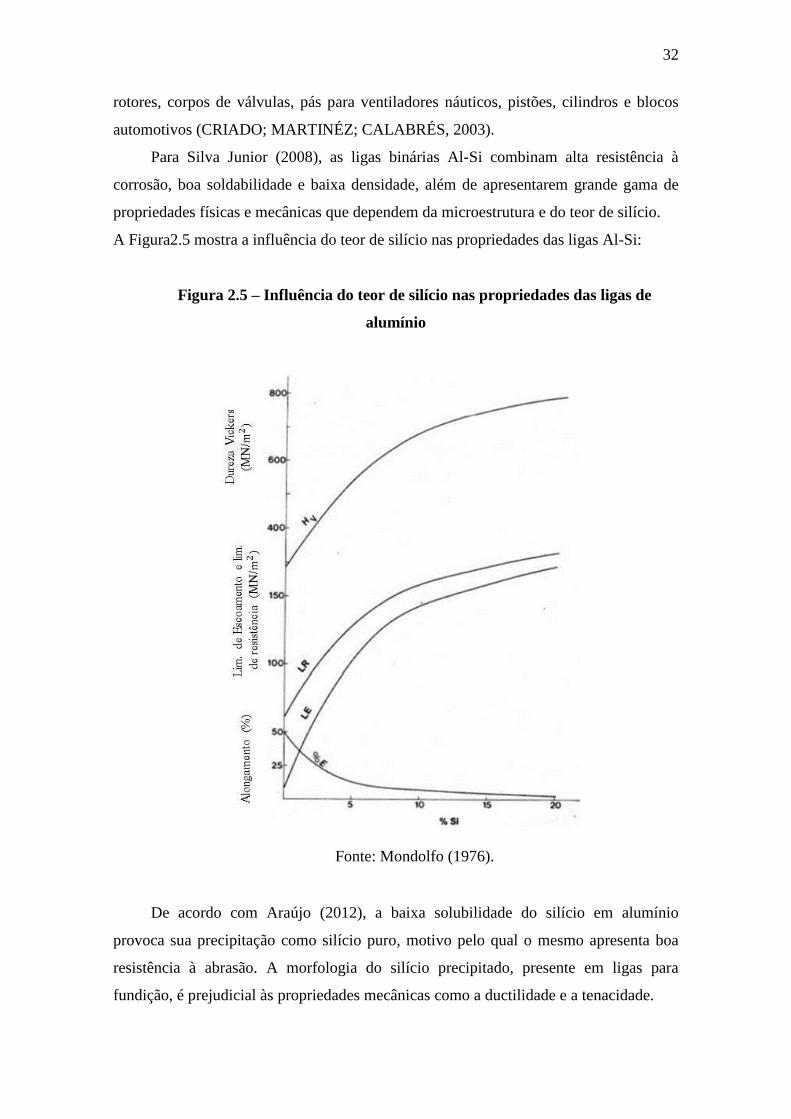
Para Silva Junior (2008), as ligas binárias Al-Si combinam alta resistência à
corrosão, boa soldabilidade e baixa densidade, além de apresentarem grande gama de
propriedades físicas e mecânicas que dependem da microestrutura e do teor de silício.
A Figura2.5 mostra a influência do teor de silício nas propriedades das ligas Al-Si:
Figura 2.5 – Influência do teor de silício nas propriedades das ligas de
alumínio
Fonte: Mondolfo (1976).
De acordo com Araújo (2012), a baixa solubilidade do silício em alumínio
provoca sua precipitação como silício puro, motivo pelo qual o mesmo apresenta boa
resistência à abrasão. A morfologia do silício precipitado, presente em ligas para
fundição, é prejudicial às propriedades mecânicas como a ductilidade e a tenacidade.
33
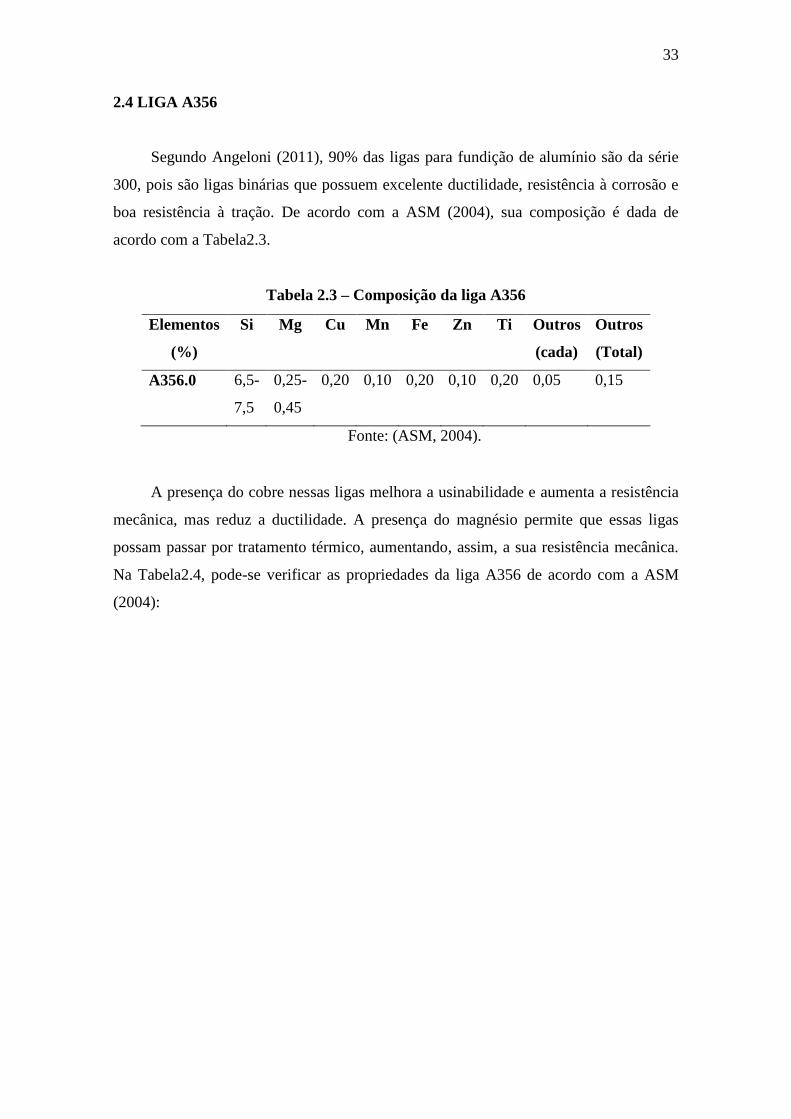
2.4 LIGA A356
Segundo Angeloni (2011), 90% das ligas para fundição de alumínio são da série
300, pois são ligas binárias que possuem excelente ductilidade, resistência à corrosão e
boa resistência à tração. De acordo com a ASM (2004), sua composição é dada de
acordo com a Tabela2.3.
Tabela 2.3 – Composição da liga A356
Elementos
(%)
Si Mg Cu Mn Fe Zn Ti Outros
(cada)
Outros
(Total)
A356.0 6,5-
7,5
0,25-
0,45
0,20 0,10 0,20 0,10 0,20 0,05 0,15
Fonte: (ASM, 2004).
A presença do cobre nessas ligas melhora a usinabilidade e aumenta a resistência
mecânica, mas reduz a ductilidade. A presença do magnésio permite que essas ligas
possam passar por tratamento térmico, aumentando, assim, a sua resistência mecânica.
Na Tabela2.4, pode-se verificar as propriedades da liga A356 de acordo com a ASM
(2004):
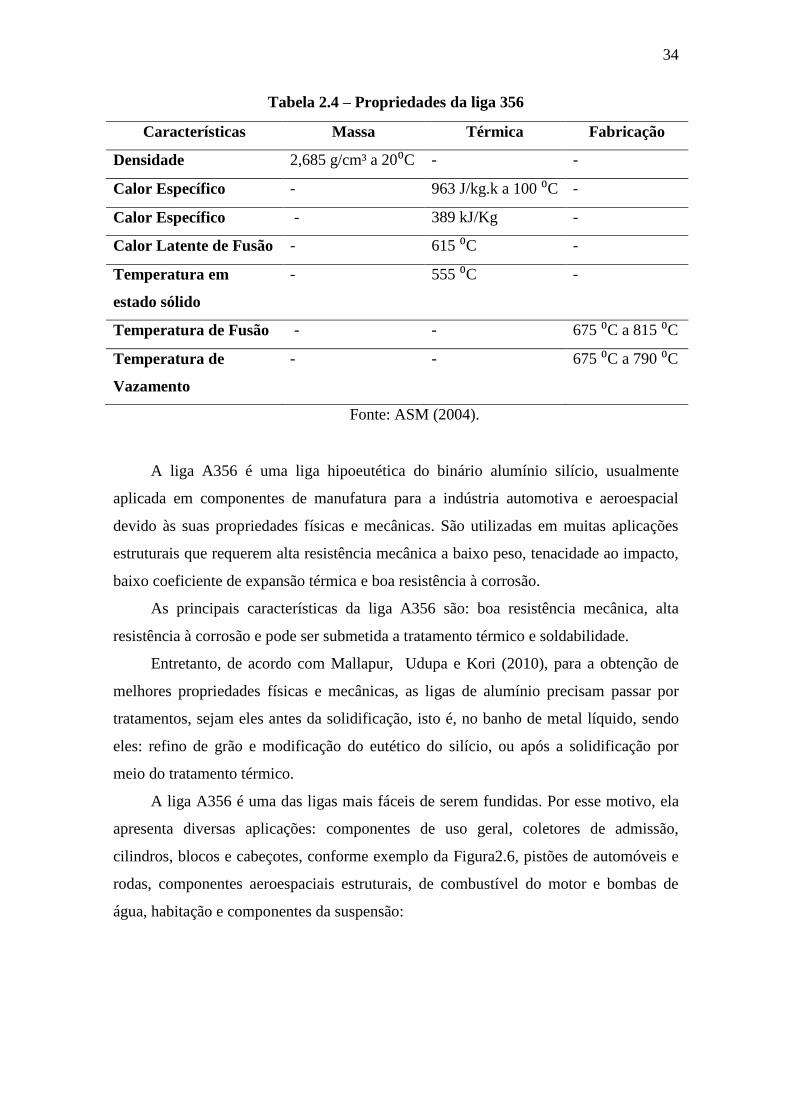
34
Tabela 2.4 – Propriedades da liga 356
Características Massa Térmica Fabricação
Densidade 2,685 g/cm³ a 20⁰C - -
Calor Específico - 963 J/kg.k a 100 ⁰C -
Calor Específico - 389 kJ/Kg -
Calor Latente de Fusão - 615 ⁰C -
Temperatura em
estado sólido
- 555 ⁰C -
Temperatura de Fusão - - 675 ⁰C a 815 ⁰C
Temperatura de
Vazamento
- - 675 ⁰C a 790 ⁰C
Fonte: ASM (2004).
A liga A356 é uma liga hipoeutética do binário alumínio silício, usualmente
aplicada em componentes de manufatura para a indústria automotiva e aeroespacial
devido às suas propriedades físicas e mecânicas. São utilizadas em muitas aplicações
estruturais que requerem alta resistência mecânica a baixo peso, tenacidade ao impacto,
baixo coeficiente de expansão térmica e boa resistência à corrosão.
As principais características da liga A356 são: boa resistência mecânica, alta
resistência à corrosão e pode ser submetida a tratamento térmico e soldabilidade.
Entretanto, de acordo com Mallapur, Udupa e Kori (2010), para a obtenção de
melhores propriedades físicas e mecânicas, as ligas de alumínio precisam passar por
tratamentos, sejam eles antes da solidificação, isto é, no banho de metal líquido, sendo
eles: refino de grão e modificação do eutético do silício, ou após a solidificação por
meio do tratamento térmico.
A liga A356 é uma das ligas mais fáceis de serem fundidas. Por esse motivo, ela
apresenta diversas aplicações: componentes de uso geral, coletores de admissão,
cilindros, blocos e cabeçotes, conforme exemplo da Figura2.6, pistões de automóveis e
rodas, componentes aeroespaciais estruturais, de combustível do motor e bombas de
água, habitação e componentes da suspensão:

35
Figura 2.6 – Bloco de motor em liga A356 Chevy LS7: big smallblock
Fonte: Hernandes (2014).
2.5 MODIFICADORES DE GRÃO
Segundo Dinnis, Taylor e Dahle (2005), em ligas de alumínio silício não
modificadas, o silício eutético é a fase que primeiro nucleia e cresce.
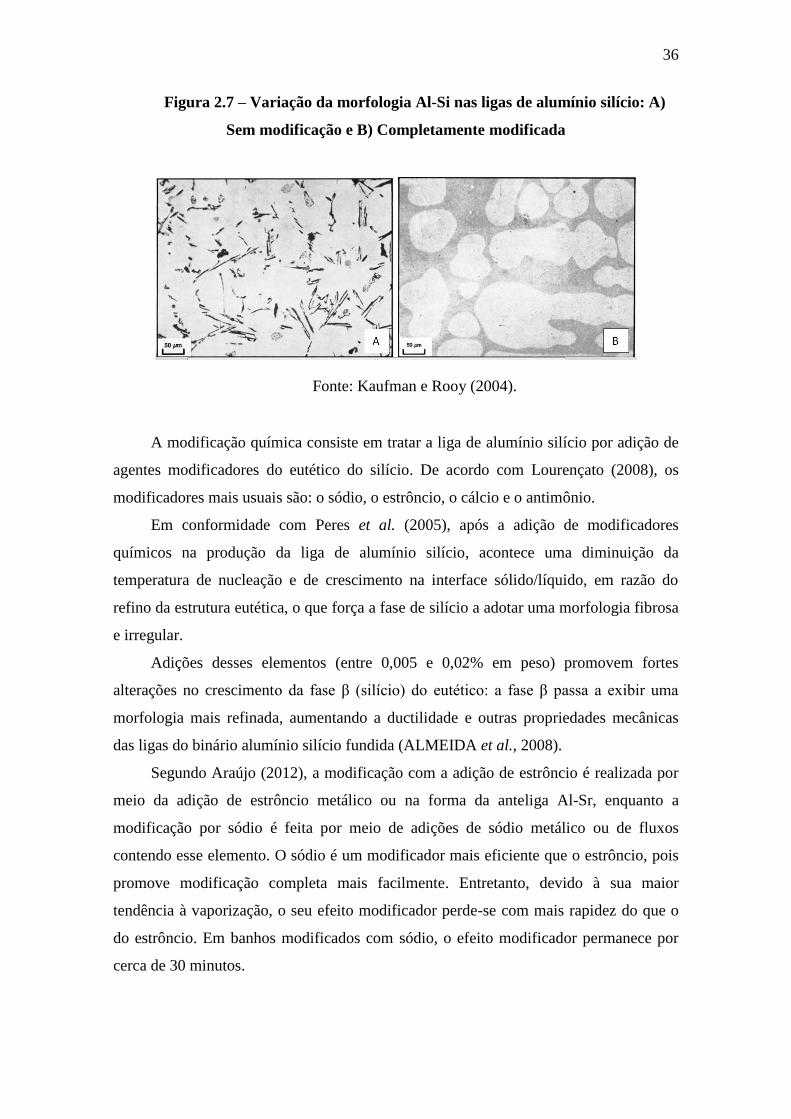
Ainda de acordo com Lourençato (2008), as ligas de alumínio silício apresentam
morfologia em forma de agulhas grosseiras e não-uniformes, conforme apresentado na
micrografia da Figura2.7(A), característica que afeta diretamente propriedades físicas da
peça, como: a ductilidade, a fadiga e a resistência à tração.
Porém, a morfologia dessas ligas pode ser transformada em uma estrutura fibrosa
e fina, como a mostrada na Figura2.7(B), através da modificação do eutético do silício.
Essa modificação pode ser realizada de duas maneiras: por adição química ou por
têmpera.
36
Figura 2.7 – Variação da morfologia Al-Si nas ligas de alumínio silício: A)
Sem modificação e B) Completamente modificada
Fonte: Kaufman e Rooy (2004).
A modificação química consiste em tratar a liga de alumínio silício por adição de
agentes modificadores do eutético do silício. De acordo com Lourençato (2008), os
modificadores mais usuais são: o sódio, o estrôncio, o cálcio e o antimônio.
Em conformidade com Peres et al. (2005), após a adição de modificadores
químicos na produção da liga de alumínio silício, acontece uma diminuição da
temperatura de nucleação e de crescimento na interface sólido/líquido, em razão do
refino da estrutura eutética, o que força a fase de silício a adotar uma morfologia fibrosa
e irregular.
Adições desses elementos (entre 0,005 e 0,02% em peso) promovem fortes
alterações no crescimento da fase β (silício) do eutético: a fase β passa a exibir uma
morfologia mais refinada, aumentando a ductilidade e outras propriedades mecânicas
das ligas do binário alumínio silício fundida (ALMEIDA et al., 2008).
Segundo Araújo (2012), a modificação com a adição de estrôncio é realizada por
meio da adição de estrôncio metálico ou na forma da anteliga Al-Sr, enquanto a
modificação por sódio é feita por meio de adições de sódio metálico ou de fluxos
contendo esse elemento. O sódio é um modificador mais eficiente que o estrôncio, pois
promove modificação completa mais facilmente. Entretanto, devido à sua maior
tendência à vaporização, o seu efeito modificador perde-se com mais rapidez do que o
do estrôncio. Em banhos modificados com sódio, o efeito modificador permanece por
cerca de 30 minutos.
37
Sathyapal e Prabhu (2008) afirmam que, no caso do estrôncio, o efeito permanece
por mais de duas horas. Outro ponto negativo do sódio é o ataque aos cadinhos de
fusão. Ainda segundo Fuoco et al. (1991), o tratamento de modificação com sódio é
também apontado como causador de redução da fluidez das ligas alumínio silício, o que
inviabiliza mais ainda a utilização desse agente modificador.
Na perspectiva de Pereira (2011), para a escolha dos modificadores de grão, a
opção entre a modificação por sódio ou estrôncio é determinada por vários fatores. A
modificação por sódio é considerada a mais eficiente. No entanto, o rápido
desvanecimento, a grande quantidade de fumo e o difícil controle da operação de adição
têm conduzido a maioria das fundições a optar pela modificação por estrôncio.
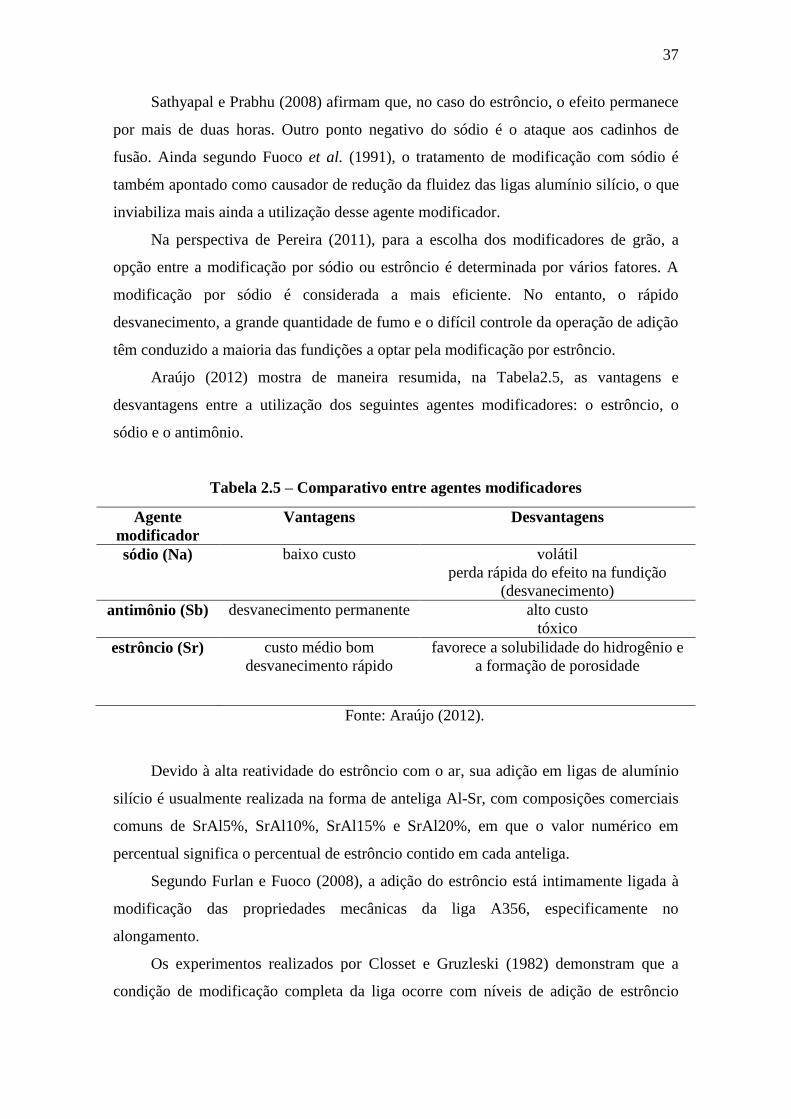
Araújo (2012) mostra de maneira resumida, na Tabela2.5, as vantagens e
desvantagens entre a utilização dos seguintes agentes modificadores: o estrôncio, o
sódio e o antimônio.
Tabela 2.5 – Comparativo entre agentes modificadores
Agente
modificador
Vantagens Desvantagens
sódio (Na) baixo custo volátil
perda rápida do efeito na fundição
(desvanecimento)
antimônio (Sb) desvanecimento permanente alto custo
tóxico
estrôncio (Sr) custo médio bom
desvanecimento rápido
favorece a solubilidade do hidrogênio e
a formação de porosidade
Fonte: Araújo (2012).
Devido à alta reatividade do estrôncio com o ar, sua adição em ligas de alumínio
silício é usualmente realizada na forma de anteliga Al-Sr, com composições comerciais
comuns de SrAl5%, SrAl10%, SrAl15% e SrAl20%, em que o valor numérico em
percentual significa o percentual de estrôncio contido em cada anteliga.
Segundo Furlan e Fuoco (2008), a adição do estrôncio está intimamente ligada à
modificação das propriedades mecânicas da liga A356, especificamente no
alongamento.
Os experimentos realizados por Closset e Gruzleski (1982) demonstram que a
condição de modificação completa da liga ocorre com níveis de adição de estrôncio
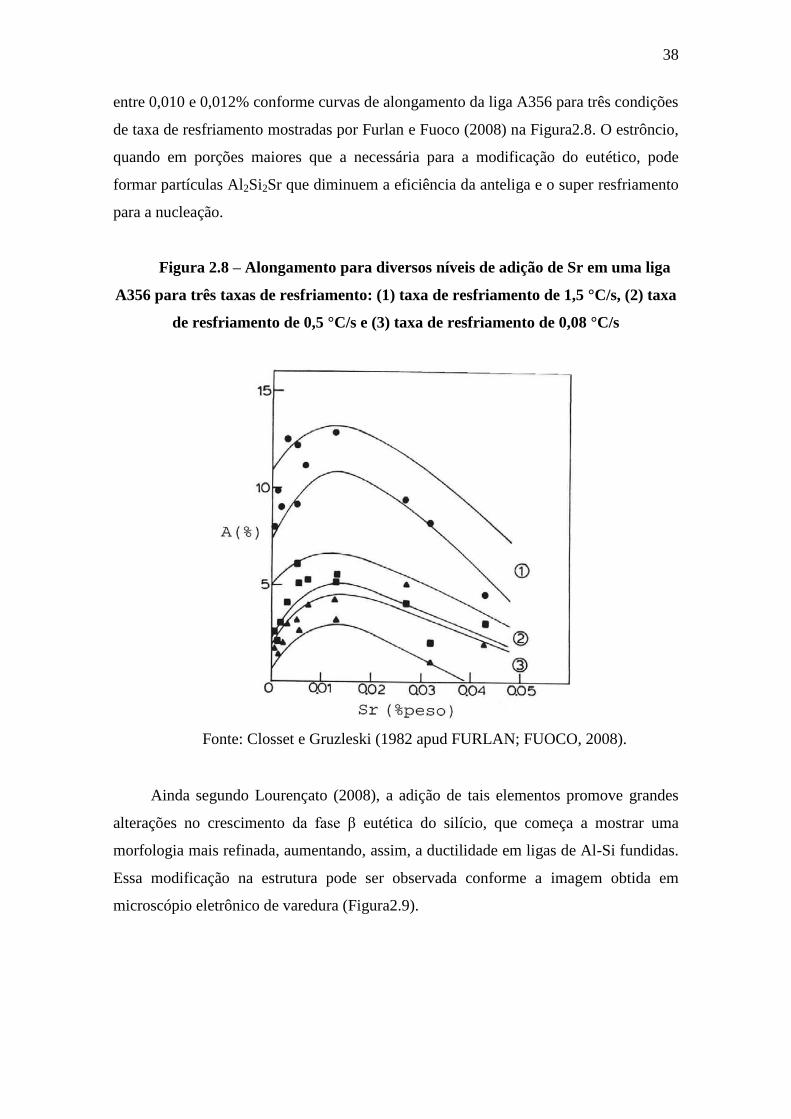
38
entre 0,010 e 0,012% conforme curvas de alongamento da liga A356 para três condições
de taxa de resfriamento mostradas por Furlan e Fuoco (2008) na Figura2.8. O estrôncio,
quando em porções maiores que a necessária para a modificação do eutético, pode
formar partículas Al2Si2Sr que diminuem a eficiência da anteliga e o super resfriamento
para a nucleação.
Figura 2.8 – Alongamento para diversos níveis de adição de Sr em uma liga
A356 para três taxas de resfriamento: (1) taxa de resfriamento de 1,5 °C/s, (2) taxa
de resfriamento de 0,5 °C/s e (3) taxa de resfriamento de 0,08 °C/s
Fonte: Closset e Gruzleski (1982 apud FURLAN; FUOCO, 2008).
Ainda segundo Lourençato (2008), a adição de tais elementos promove grandes
alterações no crescimento da fase β eutética do silício, que começa a mostrar uma
morfologia mais refinada, aumentando, assim, a ductilidade em ligas de Al-Si fundidas.
Essa modificação na estrutura pode ser observada conforme a imagem obtida em
microscópio eletrônico de varedura (Figura2.9).

39
Figura 2.9 – Liga A356 com ataque profundo (NaOH 20%) – MEV: (a) Liga
não modificada (2000x) e (b) Liga modificada com 20 ppm de estrôncio (4000x)
Fonte: Furlan e Fuoco (2008).
2.6 REFINADORES DE GRÃO
Segundo Kori, Murty e Chakraborty (2000), as ligas hipoeutéticas de alumínio
silício têm grande porção da fase α-Al em sua microestrutura. A redução dessa fase pela
utilização de refinadores de grão pode melhorar a qualidade das peças fundidas.
Li Bao et al. (2009) citam que a melhoria da qualidade é devida à existência de
uma estrutura fina de grãos aquixiais, pois essa microestrutura provoca uma melhoria na
dispersão das partículas de segunda fase e reduz a porosidade na estrutura, aumenta a
fluidez do metal líquido e melhora o acabamento superficial da peça, a usinabilidade e
as propriedades mecânicas da peça final.
Na maioria das situações práticas, é desejável que a estrutura de solidificação se
apresente na forma de grãos equiaxiais, conforme ilustrado na Figura2.10, já que esse
tipo de microestrutura caracteriza-se pela isotropia de suas propriedades mecânicas. O
tipo e o tamanho dos grãos formados são determinados pela composição química da
liga, pela taxa de resfriamento e por interferências de natureza química na composição
do líquido ou na mecânica durante o processo de solidificação (MOREIRA, 2011).

40
Figura 2.10 – Efeito do refinador de grão: (a) sem refino e (b) após refino.
Ambos atacados utilizando solução de Poulton
Fonte: Kaufaman e Rooy (2004).
De acordo com Shabestari e Malekan (2010), a adição de inoculantes, conhecida
como inoculação, é uma das práticas mais efetivas para o refino do grão na
macroestrutura bruta de solidificação. Essa adição é realizada por meio da utilização de
anteligas que garantem a formação de uma estrutura fina de grãos equiaxiais,
eliminando o crescimento de grãos colunares (ARANGO; MARTORANO, 2011)
Conforme Pereira (2011), existem vários tipos de refinadores utilizados no
tratamento de refino de grão das ligas do grupo de alumínio silício. Entre esses
refinadores, estão anteligas como: o TiAl, o TiBAl, o TiCAl e o BAl, todas constituídas
de composição variável, cuja escolha depende do maior ou menor grau de refino que se
pretende e da composição do metal líquido.
As quantidades de anteliga utilizadas para refino de grão devem ser suficientes
para refinar a estrutura, porém não devem exceder os limites máximos de cada liga, a
fim de que não interfiram nas propriedades químicas das mesmas.
Assim como os modificadores de grão, os refinadores de grão também possuem
um tempo de ação. Para Kramel (2009), o efeito máximo dos refinadores de grão é
obtido após cinco a dez minutos da adição no banho. Esse efeito, após 45 minutos,
começa a diminuir. Para que seja reativado, são necessárias novas adições.
Os mecanismos de refinamento de grão podem ser expressos como a introdução
de potentes núcleos de nucleação heterogênea em grande quantidade dentro do metal.

41
Posteriormente, algumas condições devem ser criadas, seja de forma constitucional, no
aquecimento ou fluxo de metal, de forma a forçar a ativação do maior número dos
núcleos formados e, assim, nuclear o sólido.
Na visão de Lourençato (2008), o crescimento e a nucleação dos grãos não devem
ser tão rápidos. Caso contrário, os primeiros núcleos formados crescerão rapidamente e
irão consumir os outros núcleos, não promovendo, então, a desejável nucleação de
novos grãos.
Para Sigworth e Kuhn (2007), a melhor explicação dos mecanismos de refino de
grão foi dada em 1983 por Backerud. Segundo essa teoria, a adição de titânio é
realizada por meio de anteligas de alumínio, que contêm entre cinco e dez por cento de
titânio contendo numerosos cristais do composto de alumineto de titânio, o TiAl3.
Quando essa anteliga é adicionada, normalmente alguns minutos antes do vazamento,
milhões de TiAl3 são liberados para a fusão.
Ao entrar em contato com o alumínio líquido, o TiAl3 começa a se dissolver. Isso
significa que o metal líquido na superfície da partícula torna-se enriquecido em titânio.
Então, esse composto começa a solidificar a uma temperatura que está acima do ponto
de fusão da liga base. Por esse motivo, a primeira nucleação sólida estará na superfície
da partícula de TiAl3.
O cristal de alumínio cresce em seguida, em torno da superfície da partícula de
TiAl3, no processo que consome o titânio na periferia e o crescimento da dendrita. À
medida que a liga se resfria, inicia-se novamente o crescimento da dendrita.
Na Figura2.11, é possível verificar a representação do processo de solidificação
em corpos de provas de alumínio refinado com silício pelo esquema proposto por
Guzowski, Sigworth e Sentrener (1987):

42
Figura 2.11 – Representação do processo de solidificação em corpos de
provas de alumínio refinado com silício (“Os estágios do 1° ao 7° representam a
progressão da solidificação durante o resfriamento”)
Fonte: Guzowski, Sigworth e Sentrener (1987).
Outra teoria para o refino de grão a partir da adição de Ti, citada por Lourençato
(2008), é a Teoria do Carboneto TiC, na qual Cibula (1951-1952), ao encontrar grande
número de partículas de carboneto TiC, principalmente para teores de titânio no líquido
abaixo da composição peritética, sugere que tais carbonetos são os agentes nucleantes.
O cristal TiC possui características semelhantes ao alumínio. Tais semelhanças
sugerem a possibilidade de epitaxia entre esses dois tipos de estruturas cristalinas.
Portanto, ocorre a possibilidade de nucleação de alumínio por TiC. Além disso, tais
43
carbonetos apresentam alto ponto de fusão e alta estabilidade no alumínio líquido à alta
temperatura.
Segundo Lim (2010), as ligas TiBAl contendo TiAl3 solúvel e partículas de TiB2
insolúveis têm sido amplamente utilizadas em fundições de alumínio com diferentes
proporções de titânio e boro para refino de grão por diferentes processos.
De acordo com Quested e Greer (2005), as partículas dissolvidas de TiAl3 servem
para aumentar o teor de titânio na liga e para restringir o crescimento dos grãos de fase
α –Al após a nucleação, enquanto as partículas de TiB2 insolúveis permanecem estáveis
e funcionando como nucleantes ativos para promover a nucleação heterogênea de grãos
α –Al.
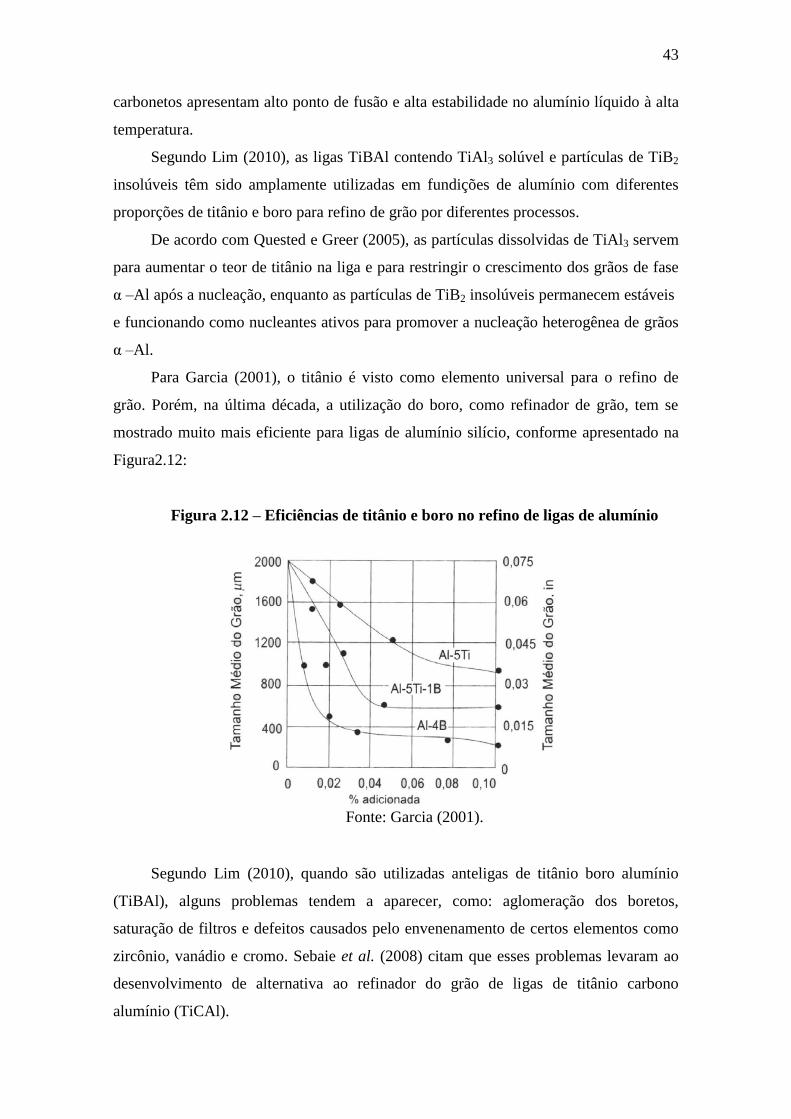
Para Garcia (2001), o titânio é visto como elemento universal para o refino de
grão. Porém, na última década, a utilização do boro, como refinador de grão, tem se
mostrado muito mais eficiente para ligas de alumínio silício, conforme apresentado na
Figura2.12:
Figura 2.12 – Eficiências de titânio e boro no refino de ligas de alumínio
Fonte: Garcia (2001).
Segundo Lim (2010), quando são utilizadas anteligas de titânio boro alumínio
(TiBAl), alguns problemas tendem a aparecer, como: aglomeração dos boretos,
saturação de filtros e defeitos causados pelo envenenamento de certos elementos como
zircônio, vanádio e cromo. Sebaie et al. (2008) citam que esses problemas levaram ao
desenvolvimento de alternativa ao refinador do grão de ligas de titânio carbono
alumínio (TiCAl).

44
Partículas TiC nessa nova classe de refinadores de grão são menores do que as
partículas de TiB2 e menos propensas à aglomeração. Os refinadores de grão TiCAl
contêm TiAl3 e TiC, partículas que não são afetadas pelos elementos zircônio, vanádio e
cromo.
Também, é importante ressaltar que as partículas de TiB2 são mais duras que as
partículas de TiC, as quais, segundo Tedpella (2014), têm suas durezas expressas em
Knoop, 4400 e 2470, respectivamente.
Boot et al. (2002) estudaram o efeito da adição de diferentes refinadores de grão e
da adição do estrôncio em uma liga Al-Si do tipo A356 (com 0,1% do peso de titânio)
produzida em uma fundição. Esses autores observaram a susceptibilidade de defeitos,
tais como: trincamento a quente, casca de fundição, porosidade e trinca de contração.
Eles observaram ainda um efeito negativo sobre o refino de grão, quando
adicionaram mais 0,1% de titânio na liga fundida A356. Essa liga, que já possui 0,016%
em peso de Ti, mostra ter o titânio em excesso suficientemente, capaz de se promover
um bom desempenho referente ao refino de grão (LOURENÇATO, 2008).
2.7 USINABILIDADE DAS LIGAS DE Al-Si
Conforme Maia et al. (2010), devido à baixa temperatura de fusão do alumínio, o
contato ferramenta-peça produzirá sempre menos calor, se comparado com aços, e
poderia comprometer as dimensões da peça usinada, a vida da ferramenta ou até mesmo
promover mecanismos termicamente ativos. Por esse motivo, o alumínio é um material
considerado de fácil usinagem.
De acordo com Diniz et al. (2013), ligas de alumínio podem ser facilmente
usinadas. Por que há baixa resistência mecânica e a energia consumida por unidade de
metal removida é muito baixa. A exceção são as ligas que contêm silício, pois as
partículas de silício são abrasivas e desgastam rapidamente a ferramenta de metal duro.
Segundo Santos (2006), existem diversas dificuldades de se usinarem ligas de
alumínio silício se comparadas com outros grupos de ligas de alumínio. Porém, o uso de
ferramentas de metal duro e o uso apropriado de fluidos lubri refrigerantes são opções
para esses processos. Ferramentas de diamante policristalino, quando utilizadas em
processos de usinagem dessas ligas, podem aumentar a vida de ferramenta.
É sabido que, em condições normais de usinagem, as ligas de alumínio
apresentam cavaco com formato longo e acabamento superficial ruim devido à sua alta

45
ductilidade, além do aparecimento de arestas postiças de corte por causa da sua alta
condutividade térmica. De acordo com Diniz et al. (2013), a seleção correta da
ferramenta de corte, com ângulo de corte bastante positivo, conforme mostrado na
Figura2.13, pode garantir um cisalhamento perfeito do cavaco eliminando os problemas
acima descritos:
Figura 2.13 – Ângulos de folga (αo), de cunha (βo) e de saída (γo)
Fonte: Suarez (2008).
2.8 PROCESSO DE TORNEAMENTO
Conforme Kawi (2011), as operações de usinagem representam a maior classe de
operações de manufatura atualmente, em que o torneamento é o processo de remoção de
material mais comumente empregado.
Na perspectiva de Trent e Wright (2000), o torneamento é a operação de usinagem
na qual o material a ser cortado é fixado ao mandril de um torno e rotacionado,
enquanto a ferramenta, presa firmemente em um porta-ferramentas, move-se em um
plano que, idealmente, contém o eixo de rotação da peça.
Para Ferraresi (1977), o processo de torneamento pode ser definido quanto à
forma da trajetória, sendo retilíneo: cilíndrico externo, mostrado na Figura2.14, interno
ou sangramento axial e ainda cônico ou radial:

46
Figura 2.14 – Torneamento Cilíndrico Externo
Fonte: Sandvik (2012).
Machado et al. (2009) classificam a operação de torneamento em desbaste e
acabamento. Na operação de desbaste, não há preocupação com a qualidade superficial,
pois a prioridade é a elevada taxa de remoção do material, enquanto que na operação de
acabamento é considerada a operação final, observando a qualidade final da superfície e
as tolerâncias dimensionais da peça.
2.9 FORÇAS DE USINAGEM
Na ótica de Amorim (2002) e de Trent e Wright (2000), as forças envolvidas no
processo de usinagem são de extrema relevância para a determinação dos parâmetros do
processo, sendo elas: potência requerida e para o projeto de máquinas operatrizes,
suportes e fixação de ferramentas, com rigidez adequada e livre de vibração. Porém, a
força de corte pode ser um importante indicador da usinabilidade, constituindo um
parâmetro crucial na tomada de decisões sobre o material a ser usado em determinada
operação.
As forças de usinagem influenciam o desenvolvimento de mecanismos de
desgaste que podem determinar o colapso da ferramenta de corte. Por esse motivo, o
monitoramento desses esforços pode ser um valioso instrumento de controle do desgaste
das ferramentas. Para Rodrigues et al. (2007), as forças de usinagem podem ainda

47
representar um índice de usinabilidade e atuam como parâmetro para controle
adaptativo de processo.
A força de usinagem é a força total resultante sobre a cunha cortante da
ferramenta durante o processo de usinagem. Esta pode ser composta por duas
componentes: estando uma delas presente no plano de trabalho, chamada força ativa;
(Fu) e uma segunda componente perpendicular ao plano de trabalho, chamada força
passiva (Fp).
Segundo Diniz et al. (2013), a força ativa (Fu) é a componente que contribui para
a potência de usinagem, pois ela se encontra no plano de trabalho, no qual os
movimentos de usinagem são realizados. Essa força pode ser decomposta em outras
duas: a força de corte (Fc) e a força de avanço (Ff) conforme a Figura2.15:
Figura 2.15 – Esforços de Usinagem e suas componentes
Fonte: adaptado de Ferraresi (1977).
De acordo com Trent e Wright (2000) e Zerbetto, Peixoto e Barros (2014), o
conhecimento da força de corte pode nos auxiliar a estimar a potência requerida para o
projeto da máquina operatriz, o projeto do suporte de fixação de ferramenta e a rigidez
adequada da máquina.

48
Uma forma prática de determinar a força de corte (Fc) em um processo de
usinagem é por meio da equação 1:
Fc = Ks x A (1),
onde Ks é a pressão específica de corte e A é a área da seção de corte, mostrada na
Figura2.16 e definida pela equação 2:
A = b x h = ap x f (2),
onde b é referente ao comprimento de corte e h a espessura de corte, definidos
pelas equações 3 e 4:
b = ap / sen (χr) (3)
e
ap = f x sen (χr) (4).
Figura 2.16 – Determinação da área de contato ferramenta-peça para o
cálculo da pressão específica de corte
Fonte: Amorim (2002). Adaptado de Ferraresi (1977).

49
Uma das maneiras, mais próximas dos valores medidos, de se calcular a pressão
específica de corte (Ks) foi definida por Kienzle em 1951 mediante a medição direta das
forças em usinagem, motivo pelo qual é bastante usada de acordo com Amorim (2002).
Dessa forma, o Ks é calculado em função da espessura de corte (h), enquanto as
constantes Ks1 e z são determinadas pelo material, conforme equação 5:
Ks = Ks1 / hz (5).
A força de corte pode ser afetada por vários fatores, que podem servir como
variáveis importantes para a determinação da vida da ferramenta em um processo de
usinagem, sendo eles: material da peça, material da ferramenta, geometria da
ferramenta, velocidade de corte e uso ou não de fluido de corte, entre outros.
2.9.1 Material da Peça
Na visão de Santos (2006), quando o material da peça tem afinidade química com
o material da ferramenta, uma zona de aderência estável e forte será formada na área da
seção de corte, aumentando o coeficiente de atrito na interface da ferramenta com a
peça e, consequentemente, aumentando a força de corte. Entretanto, se não houver
afinidade metalúrgica, não existirão fortes ligações de aderência, o coeficiente de atrito
será baixo e a força de usinagem reduzida.
O alumínio apresenta módulo de elasticidade de 69 GPa, enquanto aços de baixo
carbono apresentam módulo de elasticidade da ordem de 200 GPa. Isso significa que,
sob a mesma força de corte, o alumínio se deforma três vezes mais que o aço. Essa
propriedade do metal alumínio provoca consequências negativas na obtenção de boas
superfícies usinadas e pode gerar deformações indesejadas durante os processos de
usinagem.
Segundo Diniz et al. (2013), a alta condutividade térmica do alumínio faz com
que o calor gerado durante o processo de usinagem seja atraído para a peça. Esse fato
favorece a redução dos esforços de usinagem.
Quando da usinagem de ligas do grupo alumínio silício, o silício endurece o
alumínio por solução sólida e acelera o desgaste por abrasão. Ele ainda possui maior
ponto de fusão. Por esse motivo, o aumento da fase rica em silício aumenta as tensões e
temperatura presentes na interface entre ferramenta e peça durante o processo de
50
usinagem. Ou seja, o teor de silício da liga pode proporcionar partículas primárias mais
duras que ocasionam desgaste por abrasão da ferramenta (BORBA, 2013).
2.9.2 Material da Ferramenta
De acordo com Amorim (2002), a ação do material da ferramenta sobre a força de
corte é representativa se existe afinidade deste com o material da peça. Neste caso,
pode-se observar a ocorrência de uma zona de aderência estável e forte que promove um
aumento da força de corte. Caso não ocorra essa interação, a diminuição do atrito na
interface cavaco-ferramenta, a força de corte tende a diminuir.
Ferramentas de metal duro são amplamente utilizadas no processo de usinagem. O
desenvolvimento de coberturas para essas ferramentas ampliou a utilização das mesmas,
por garantir maior dureza e tenacidade, aumentando o desempenho dessas ferramentas.
Segundo González et al. (2012), o uso de revestimento nas ferramentas de corte tem
como vantagens:
- aumentar a dureza: apesar de o alumínio puro ser de fácil usinagem, ligas de
alumínio silício apresentam pontos de alta dureza, onde o alumínio se encontra livre;
neste caso, quanto maior a dureza da ferramenta, mais resistente a essas partículas
duras.
- aumentar a resistência ao desgaste: devido ao baixo coeficiente de atrito e à
estabilidade das partículas inseridas no metal duro.
- diminuir o coeficiente de atrito para facilitar a saída do cavaco: reduzindo as
forças de corte, evitando a aderência em superfícies de contato e reduzindo o calor
gerado.
- reduzir a energia térmica que flui pela ferramenta: após a aplicação de cobertura,
as ferramentas apresentam baixa condutividade térmica, que protege a aresta de corte e
aumenta a remoção de calor através do cavaco, facilitando o corte e reduzindo as
variações dimensionais por dilatação da peça usinada.
A Tabela2.6 apresenta uma comparação entre as propriedades mecânicas de
ferramentas com diferentes recobrimentos e sua resistência a desgastes, onde o símbolo
(++) representa melhor propriedade mecânica ou melhor resistividade a desgaste que
quando apresentado o símbolo (+).

51
Tabela 2.6 – Comparação das propriedades mecânicas e da resistência ao desgaste
de algumas coberturas de ferramenta de corte
Recobrimento Efeito
Barreira
Térmica
Capacidade
de União
com
Substrato
Coeficiente
Fricção
Desgaste
de
Flanco
Desgaste
de
Cratera
Tenacidade
TiC + ++ ++ ++ + ++
Al2O3 ++ + + + ++ +
TiN ++ ++ ++ + + ++
TiCN + ++ + ++ + ++
Fonte: adaptado de González et al. (2012).
Segundo Viana e Machado (2003), diversas pesquisas vêm sendo desenvolvidas
com ferramentas revestidas, tendo maior aplicação os revestimentos a partir de nitreto
de titânio (TiN). Esse composto possui grande gama de aplicação devido ao fato de
possuir um bom balanço entre propriedades como: dureza, tenacidade, aderência (sobre
o aço rápido e o metal duro), estabilidade química, estabilidade térmica e reduzido
coeficiente de atrito. Ele apresenta um contínuo sucesso pelo seu ótimo desempenho em
diversos trabalhos científicos.
O carbonitreto de titânio (TiCN) e o nitreto de titânio alumínio (TiAlN) podem ser
utilizados em ferramentas de metal duro como mono ou multicamadas. Boa resistência à
oxidação, baixa condutividade térmica, elevada dureza a frio e a quente e estabilidade
química são características dessas coberturas. São indicados para aplicações onde a
abrasão é predominante ou onde materiais tenazes têm que ser usinados.
As forças de avanço e passiva também podem ser influenciadas pelos fatores
citados. Porém, se comparados com outros fatores como a velocidade de corte e alguns
ângulos da ferramenta, esses fatores não são expressivos.

52
3 MATERIAIS E MÉTODOS
Neste capítulo, são apresentados os materiais e métodos utilizados para realização
desta pesquisa, a fim de avaliar os esforços de usinagem presentes durante o processo de
torneamento cilíndrico tangencial de acabamento para liga A356 com diferentes
refinadores e modificadores de grão.
O fluxograma mostrado na Figura3.1 ilustra os passos seguidos para a obtenção
dos corpos de prova e os procedimentos adotados para a elaboração e execução dos
ensaios, assim como a metodologia de coleta dos resultados:
Figura 3.1 – Fluxograma seguido para o planejamento e realização dos
experimentos
Fonte: autoria própria.
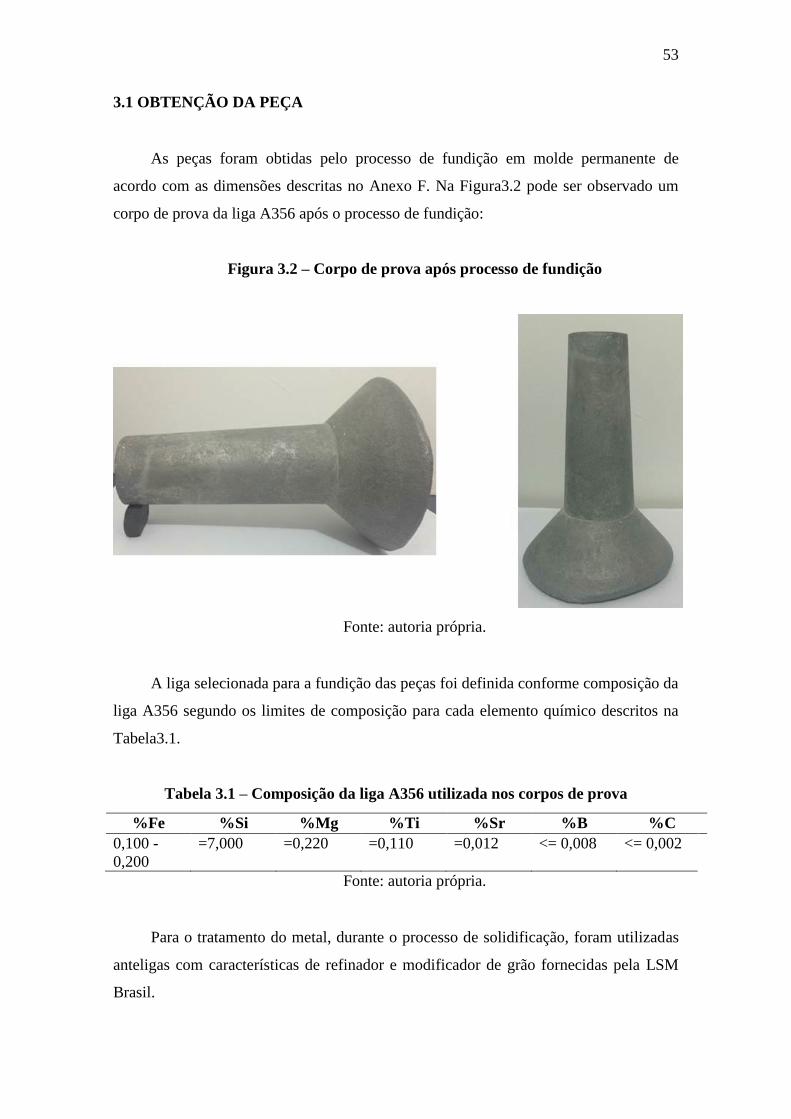
53
3.1 OBTENÇÃO DA PEÇA
As peças foram obtidas pelo processo de fundição em molde permanente de
acordo com as dimensões descritas no Anexo F. Na Figura3.2 pode ser observado um
corpo de prova da liga A356 após o processo de fundição:
Figura 3.2 – Corpo de prova após processo de fundição
Fonte: autoria própria.
A liga selecionada para a fundição das peças foi definida conforme composição da
liga A356 segundo os limites de composição para cada elemento químico descritos na
Tabela3.1.
Tabela 3.1 – Composição da liga A356 utilizada nos corpos de prova
%Fe %Si %Mg %Ti %Sr %B %C
0,100 -
0,200
=7,000 =0,220 =0,110 =0,012 <= 0,008 <= 0,002
Fonte: autoria própria.
Para o tratamento do metal, durante o processo de solidificação, foram utilizadas
anteligas com características de refinador e modificador de grão fornecidas pela LSM
Brasil.

54
Existe, também, a possibilidade de se utilizarem anteligas combinadas, ou seja,
que possuem características de refinadores e modificadores de grão em um único
produto, sendo elas: o SrTiBAl10% e o Strobloy5%, ambas fornecidas pela LSM Brasil.
Assim, ensaios preliminares de torneamento foram realizados utilizando-se corpos
de prova tratados com diferentes refinadores de grão, como o TiBAl5/1, o TiAl10% e o
TiCAl315, e apenas um modificador de grão, o SrAl10%.
Os ensaios definitivos foram realizados permitindo comparar os resultados
preliminares a novos testes em corpos de prova da liga A356 tratados com anteligas
combinadas, conforme já citado.
Na Tabela3.2, é apresentada a composição química das anteligas utilizadas na
fusão dos corpos de prova.
Tabela 3.2 – Composição química (%) principal das anteligas utilizada na fusão
dos corpos de prova
ANTELIGA %Sr %Ti %B %C %Al
TiBAl5/1 - 5 1 - Restante
TiAl10% - 10 - - Restante
TiCAl315 - 3 - 0,015 Restante
Strobloy5% 5 1,60 1,40 - Restante
SrTiBAl10% 10 1 0,20 - Restante
SrAl10% 10 - - - Restante
Fonte: autoria própria.
Na Tabela3.3 é mostrado o consumo específico de anteliga por tratamento de
corpo de prova desta pesquisa.
Tabela 3.3 – Consumo específico de anteliga por corpo de prova
Consumo específico em kg/t
Corpo de
prova
SrAl 10% TiBAl5/1 TiAl10% TiCAl315 Strobloy 5% SrTiBAl 10%
peça 1 1,2 2,8 - - - -
peça 2 1,2 - 2 - - -
peça 3 1,2 - - 2 - -
peça 4 - - - - 2,16 -
peça 5 - - - - - 2,8
Fonte: autoria própria.

55
Na Tabela3.4 mostra-se uma relação entre o consumo específico utilizado para a
fusão dos corpos de prova e a quantidade de alumínio contido em cada anteliga
utilizada. Esses dados vão nos auxiliar na análise de custos ao final da análise dos
resultados.
Tabela 3.4 – Quantidade de alumínio contido na Anteliga de acordo com o
consumo específico adotado
Anteliga Consumo Al (kg)
SrAl 10% 1,20 1,08
TiBAl5/1 2,8 2,58
TiAl10% 2 1,80
TiCAl315 2 1,94
Strobloy 5% 2,16 1,99
SrTiBAl 10% 2,8 2,49
Fonte: autoria própria.
Os corpos de prova foram fundidos em uma mesma condição de solidificação,
onde foi controlada a condição de resfriamento pelas temperaturas da liga, do cadinho e
da coquilha, mostrada na 0, e da água de resfriamento a uma vazão constante de 1000
LPH e uma temperatura controlada do laboratório de 35,5 ºC, conforme pode ser
evidenciado pelo controle na Tabela3.5.
Tabela 3.5 – Parâmetros de temperatura para cada corpo de prova fundido
Temp. Liga
A356 (⁰C)
Temp.
Cadinho (⁰C)
Temp.
Coquilha
(⁰C)
Temp.
Água (⁰C)
Fusão 01
A 801 743 94 25
B 780 732 91 25
C 780 726 94 25
D 782 739 96 25
Fusão 02
A 785 733 93 25
B 784 734 96 25
C 784 738 93 25
D 790 741 97 26
Fusão 03
A 794 743 95 26
B 795 747 98 26

56
C 788 736 95 26
D 781 727 97 26
Fusão 04
A 787 725 91 25
B 790 735 95 26
C 789 732 99 26
D 794 724 93 25
Fusão 05
A 800 718 98 25
B 799 719 95 25
C 798 711 94 25
D 797 715 92 25
Fonte: autoria própria.
Os corpos de prova foram fundidos no Laboratório de Ensaios Físicos e
Metalográficos da LSM Brasil, mostrado na Figura3.3 localizado na cidade de São João
del-Rei, no estado de Minas Gerais, o qual doou também o material para a fusão e as
análises químicas de todos os corpos de prova, conforme certificados de análise do
Anexo D.
Figura 3.3 – Estrutura utilizada para a fusão dos corpos de prova.
Laboratório metalográfico da LSM Brasil: A- Forno Elétrico, B- Cadinho de
vazamento, C- Tanque de resfriamento
57
Fonte: autoria própria.
Para o controle da taxa de água utilizada no resfriamento, utilizou-se um
rotâmetro mostrado na Figura3.3A. Ele foi calibrado antes da realização da fundição das
ligas utilizando um galão e um cronômetro. Para a medição da temperatura, foram
utilizados termopares do tipo J, interligados a um controlador de temperatura da marca
NOVUS modelo N960, calibrado conforme certificado do Anexo B mostrado
naFigura3.4.
Figura 3.4 – Controlador de temperatura ligado ao termopar
Fonte: autoria própria.
3.2 ANÁLISE QUÍMICA
A análise química dos corpos de prova, mostrada na Tabela3.6, foi realizada com
auxílio de um Spectômetro de emissão ótica Spectrolab da SPECTRO Analytical
Instruments GmbH, mostrado na Figura3.5, calibrado com auxílio de padrões
internacionais e certificado (Anexo A). O certificado de análise dos corpos de prova se
encontra no Anexo D.
Tabela 3.6 – Análise química dos corpos de prova
Anteliga Aplicada Elemento em percentual de teor (%)
Si Fe Mg Ti B Sr
TiAl 10%+SrAl 10% 6,66 0,2321 0,2199 0,1352 0,0011 0,0092
TiBAl5/1 + SrAl 10% 6,67 0,2385 0,2225 0,1291 0,0023 0,0083
TiCAl+SrAl 10% 6,71 0,2398 0,2177 0,1373 0,0011 0,0095
Strobloy 5% 6,93 0,2508 0,2285 0,1374 0,0048 0,0194
SrTiBAl 10% 6,78 0,2744 0,2321 0,1334 0,0015 0,0187
Fonte: autoria própria.

58
Figura 3.5 – Spectômetro de massa utilizado para análise química dos corpos
de prova
Fonte: autoria própria.
3.3 FERRAMETAS, PROCESSO DE USINAGEM E VARIÁVEIS
3.3.1 Ferramentas
Para a realização dos ensaios de torneamento cilíndrico tangencial de acabamento
para liga A356, foram selecionadas duas ferramentas de metal duro, conforme indicado
no catálogo de ferramentas do fornecedor Sandvik mostrado no Anexo E. A primeira é
uma ferramenta sem cobertura, H10, segundo o catálogo do fabricante equivalente à
classe N10, e uma segunda com cobertura, GC1005, segundo o catálogo do fabricante
equivalente à classe N15, mostradas na Figura3.6, e porta-ferramenta, cujas
especificações estão listadas a seguir:
Ferramenta 1: DCGX11T308- AL H10
Ferramenta 2: DCGX11T308-AL GC 1005
Porta-ferramentas: SDJCR 2020 K11

59
Figura 3.6 – Pastilhas utilizadas para o torneamento da liga A356
Fonte: autoria própria.
Ângulos de saída bastante agudos, característica de ferramentas utilizadas na
usinagem de ligas de alumínio e a montagem da pastilha no porta-ferramentas podem
ser observados na Figura3.7.
Figura 3.7 – Geometria da ferramenta utilizada para os ensaios e montagem
da pastilha no porta-ferramentas
Fonte: Sandvik (2012).
60
3.3.2 Máquina Ferramenta
Os ensaios foram realizados no Laboratório de Processos de Fabricação por
Usinagem do DEMEC/UFSJ. A máquina ferramenta utilizada, mostrada na Figura3.8,
foi um centro de torneamento ROMI GL 240M com velocidade de avanço rápido
longitudinal e transversal de 30 m/mim, potência máxima na árvore de 15 kW, rotação
máxima de 6000 rpm e CNC Fanuc Oi TD, conforme Figura 3.8:
Figura 3.8 – Centro de torneamento Romi GL 240M
Fonte: autoria própria.
3.3.3 Parâmetros de Corte
Para a realização do processo de torneamento cilíndrico de acabamento, foram
definidos parâmetros de corte de acordo com as limitações impostas pelo fornecedor das
ferramentas de acordo com o Anexo E:
Profundidade de Corte (ap)= 1,5mm;

61
Avanço (f)= 0,3 mm/rot;
Velocidade de Corte (vc)=510 m/min.
O critério de parada do teste foi determinado por um percurso de avanço de 60
mm no sentido longitudinal da peça. Esse parâmetro é o tempo necessário para que o
corte se estabilize e o dinamômetro possa fazer uma leitura adequada dos esforços de
usinagem durante o processo de corte.
3.3.4 Variáveis de Resposta
Para a avaliação deste processo, foram definidas como variáveis de resposta: a
Força de Corte (Fc), a Força de Avanço (Ff), a Força Passiva (Fp) e o Momento Torçor
(Mt).
Todas as variáveis foram monitoradas com auxílio de um dinamômetro
piezoelétrico estacionário com quatro canais da marca Kistler e modelo 9272, um
amplificador de sinais da marca Kistler, modelo 5070A, e o software DynoWare,
também fornecido pela Kistler, mostrados na Figura3.9.
O sistema de aquisição dessas variáveis foi interligado com um microcomputador
com processador Intel Pentium Dual Core 2.2GHz com 2GB de memória RAM. O
conjunto pode ser observado na Figura 3.9. Os resultados obtidos com auxílio desses
equipamentos serão analisados e discutidos no capítulo 4.

62
Figura 3.9 – Equipamentos para monitoramento das componentes das forças
de usinagem: (a) Dinamômetro Kistler 9272 e (b) amplificador de carga Kistler
5070A
Fonte: autoria própria.
Na preparação dos ensaios, o corpo de prova foi preso na placa rotativa do centro
de usinagem, a ferramenta foi presa com auxílio de um porta-ferramentas ao
dinamômetro e os corpos de prova foram usinados para um diâmetro de 45 mm antes da
realização efetiva dos ensaios, conforme Figura 3.10:
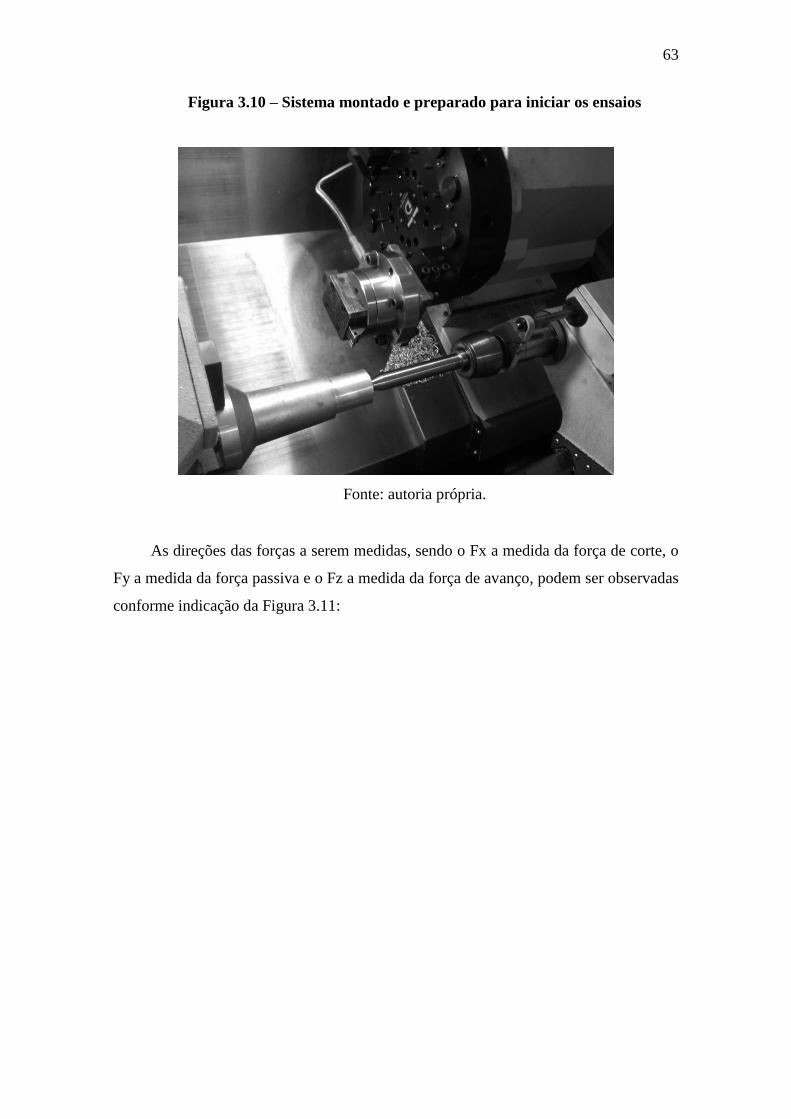
63
Figura 3.10 – Sistema montado e preparado para iniciar os ensaios
Fonte: autoria própria.
As direções das forças a serem medidas, sendo o Fx a medida da força de corte, o
Fy a medida da força passiva e o Fz a medida da força de avanço, podem ser observadas
conforme indicação da Figura 3.11:

64
Figura 3.11 – Direção das forças de usinagem
Fonte: autoria própria.
3.4 METALOGRAFIA E MICRODUREZA
3.4.1 Preparação das Amostras para Micrografia, Ensaios de Dureza e Ensaios de
Microdureza
Para as análises metalográficas e de dureza, foram retiradas amostras de 1 cm2 de
área para cada condição de tratamento por adição de anteliga para a liga A356 e
embutidas em baquelite.
Elas foram desbastadas em lixa 320 e depois lixadas em uma lixa 800. O processo
de polimento é realizado em duas etapas, sendo a primeira utilizando pano para polir
óxido de alumínio da marca Buehler com adição de pasta para polir automotiva n° 2 por
10 minutos. A amostra foi lavada primeiramente em álcool e em seguida em uma
solução de água e sabão. O segundo passo foi realizado utilizando um pano de
polimento da marca Buehler e modelo MicroCloth PSA 10/pk por 25 minutos com
adição de uma solução de 50% de sílica coloidal e 50% de água.
65
3.4.2 Preparação das Amostras para Macrografia
Para a análise da macrografia, foram preparadas amostras de 40 cm de
comprimento retiradas da região a ser realizado o corte. As amostras foram lixadas em
lixa 320 e atacadas por imersão em uma solução de Poultons [12 ml HCl (conc.), 6 ml
HNO3 (conc.), 1 ml HF (48%) e 1 ml H2O] durante 40 segundos e logo após
enxaguadas em água corrente.
3.4.3 Análises Metalográficas
As análises metalográficas foram realizadas nos corpos de prova com o intuito de
caracterizar o material e analisar a interferência da metalurgia no processo de
torneamento para cada condição de tratamento, com diferentes anteligas, da liga A356.
Para essas análises, foi utilizado um microscópio ótico NIKON, modelo Optiphot,
acoplado à câmera de captura modelo CMOS 1S500 da marca Scienon Tecnology,
disponível no Laboratório Metalográfico da LSM Brasil, conforme mostrado na Figura
3.12, e de certificado de calibração conforme Anexo C.

66
Figura 3.12 – Microscópio ótico
Fonte: autoria própria
3.4.4 Ensaios de Dureza e Microdureza
Ensaios de microdureza Vickers e de dureza Brinell foram realizados nos corpos
de prova, da liga A356 tratada com diferentes anteligas, para a caracterização do
material e uma correlação com os resultados obtidos no torneamento cilíndrico
tangencial de acabamento.
O ensaio de microdureza produz uma impressão microscópica no material,
empregando uma carga menor que 1 kgf, com penetrador de diamante. A preparação do

67
corpo de prova é feita metalograficamente e, por meio de um microscópio, é medido o
valor da distância entre as pontas opostas do quadrado impresso pelo diamante. Para o
ensaio de microdureza, foi utilizado um microdurômetro Mitutoyo MVK-G1, com carga
de 0,5 kg e lente 55x.
O ensaio de dureza Brinell é realizado através da endentação de uma esfera de
metal duro ou aço temperado contra a peça a ser ensaiada com uma força determinada
por um dado espaço de tempo. A partir da relação de diâmetro do endentador, diâmetro
da impressão na peça e força aplicada, é possível chegar ao valor da dureza da peça.
Para o ensaio da dureza Brinell, foi utilizado um durômetro Heckert (Brinell),
com um endentador esférico de 2,5 mm de diâmetro, força 62,5 kgf aplicada durante 15
segundos.
3.5 PLANEJAMENTO DE EXPERIMENTO
Tanto os ensaios preliminares quanto os ensaios definitivos foram conduzidos de
forma aleatória utilizando um planejamento estatístico fatorial através da análise de
variância (ANOVA) e assumindo um nível de confiança igual a 95%.
Para os ensaios preliminares, as variáveis de influência possuem dois níveis para
as ferramentas de corte, três níveis para os refinadores de grão e três réplicas,
numeradas de A1 a A18, para cada condição ensaiada, conforme listados na Tabela 3.7:
Tabela 3.7 – Variáveis de influência para os ensaios preliminares
TiBAl5/1 TiAl10% TiCAl315
Ferramenta 1
DCGX11T308-AL H10
A1/A2/A3
A4/A5/A6
A7/A8/A9
Ferramenta 2
DCGX11T308-AL CG1005
A10/A11/A12
A13/A14/A15
A16/A17/A18
Fonte: autoria própria.
Para os ensaios definitivos, foi considerada a melhor condição dos ensaios
preliminares, combinado com duas outras condições, nas quais foram utilizadas as
anteligas combinadas Strobloy5% e SrTiBAl10% como tratamento na fusão dos corpos
de prova.

68
Nesse segundo caso, são dois níveis para a ferramenta de corte, três níveis para a
anteliga com poder de refinador e modificador de grão e três réplicas, numeradas de A1
a A18, para cada condição ensaiada, mostrados na Tabela 3.8:
Tabela 3.8 – Variáveis de influência para os ensaios definitivos
Melhor
Preliminar
Strobloy5% SrTiBAl10%
Ferramenta 1
DCGX11T308-AL H10
A1/A2/A3
A4/A5/A6
A7/A8/A9
Ferramenta 2
DCGX11T308-AL CG1005
A10/A11/A12
A13/A14/A15
A16/A17/A18
Fonte: autoria própria.

69
4 RESULTADOS
Neste capítulo, são apresentados os resultados dos procedimentos experimentais
do capítulo anterior, assim como as análises e discussões pertinentes a estes. Estão
mencionados ainda assuntos relacionados na revisão bibliográfica com o objetivo de
evidenciar possíveis analogias ou novas respostas de saídas obtidas durante o
procedimento experimental.
4.1 RESULTADO ANÁLISE QUALITATIVA DA MODIFICAÇÃO DE GRÃO
Kaufman e Rooy (2004) sugerem um padrão metalográfico para identificação da
modificação do eutético do silício. Esse padrão é dividido em seis metalografias com
aumento de 200x, em que a Figura 4.1(a) define uma estrutura sem modificação do
eutético, enquanto a Figura 4.1(f) ilustra uma estrutura super modificada.
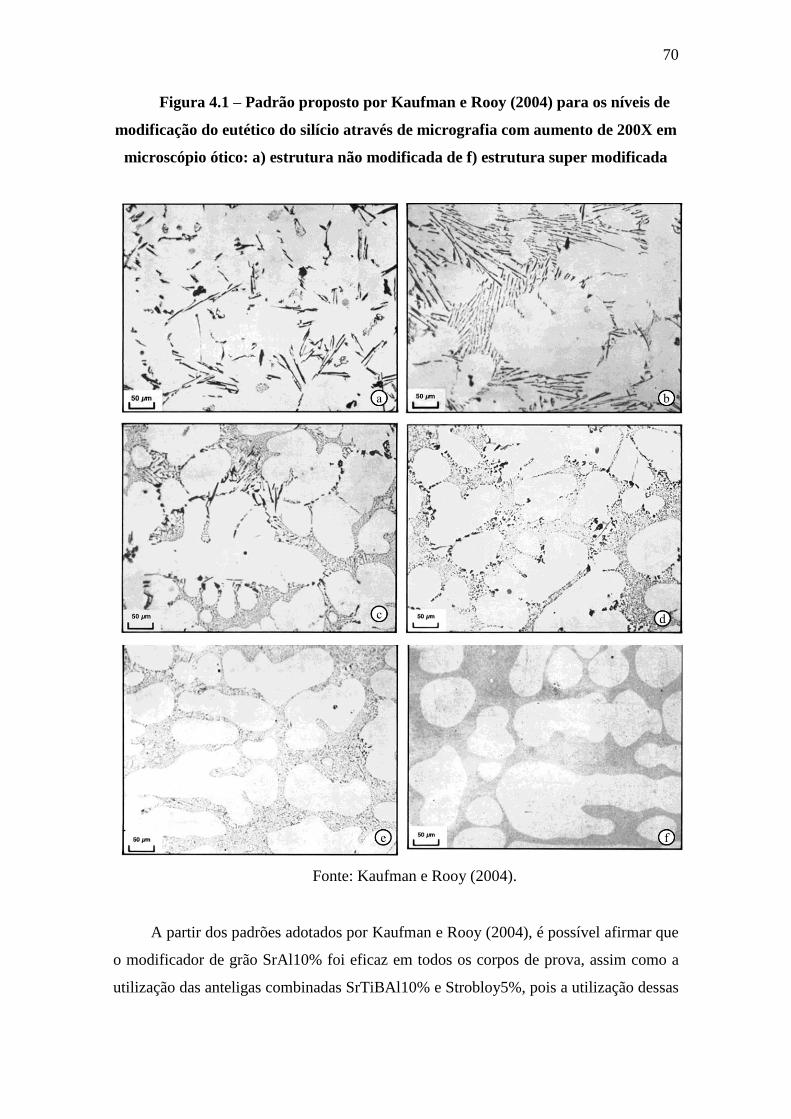
70
Figura 4.1 – Padrão proposto por Kaufman e Rooy (2004) para os níveis de
modificação do eutético do silício através de micrografia com aumento de 200X em
microscópio ótico: a) estrutura não modificada de f) estrutura super modificada
Fonte: Kaufman e Rooy (2004).
A partir dos padrões adotados por Kaufman e Rooy (2004), é possível afirmar que
o modificador de grão SrAl10% foi eficaz em todos os corpos de prova, assim como a
utilização das anteligas combinadas SrTiBAl10% e Strobloy5%, pois a utilização dessas

71
anteligas proporcionaram a modificação completa do eutético do silício conforme
Figura 4.2:
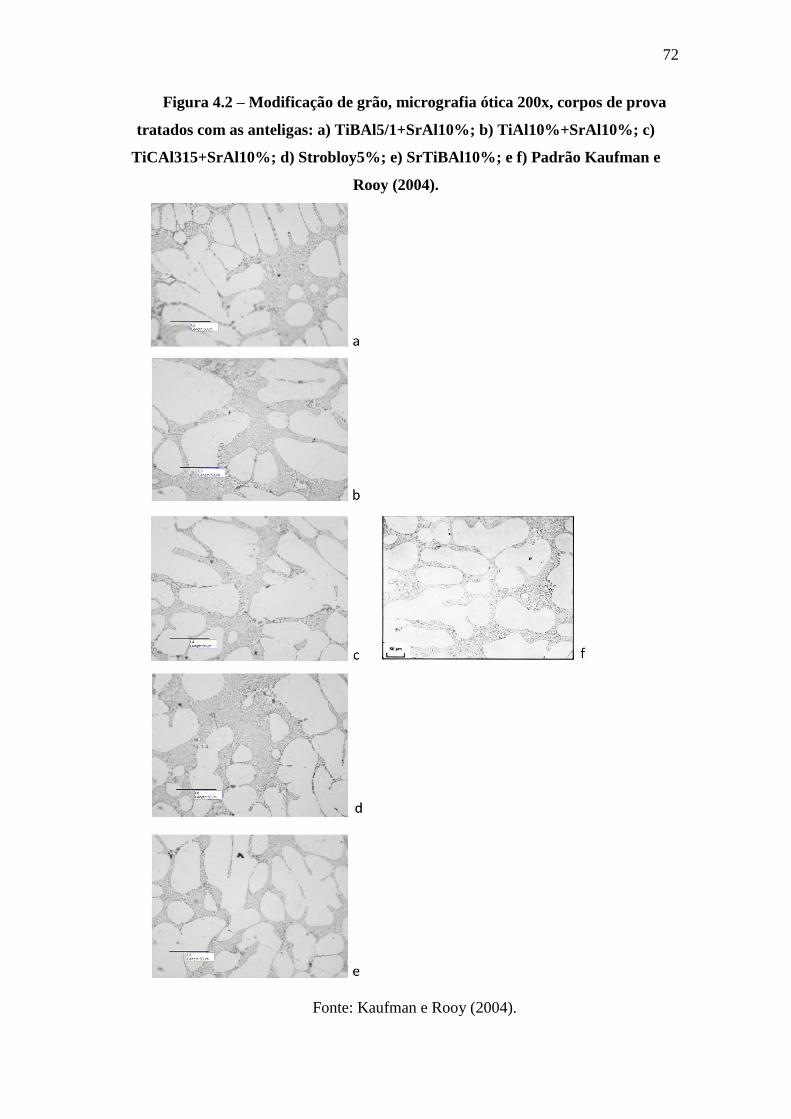
72
Figura 4.2 – Modificação de grão, micrografia ótica 200x, corpos de prova
tratados com as anteligas: a) TiBAl5/1+SrAl10%; b) TiAl10%+SrAl10%; c)
TiCAl315+SrAl10%; d) Strobloy5%; e) SrTiBAl10%; e f) Padrão Kaufman e
Rooy (2004).
Fonte: Kaufman e Rooy (2004).

73
4.2 RESULTADO ANÁLISE QUALITATIVA DO REFINO DE GRÃO
Kaufman e Rooy (2004) disponibilizam um padrão de refino de grão para ligas de
silício alumínio. Este é enumerado em uma escala de 1 a 6, onde em 1 a estrutura é
considerada extremamente fina e em 6 a estrutura é considerada grosseira de acordo
com a Figura 4.3:
Figura 4.3 – Padrão de refino AFE: 1) refino extremamente fino; 2) refino
fino; 3) refino médio; 4) refino pobre, grãos grandes; 5) refino grosseiro; e 6)
refino extremamente grosseiro
Fonte: Kaufman e Rooy (2004).
A partir desse padrão, é possível comparar qualitativamente os corpos de prova
atacados com uma solução reveladora de Poulton, contendo 60% de ácido clorídrico,
30% de ácido nítrico, 5% de ácido fluorídrico e 5% de água destilada, e concluir que
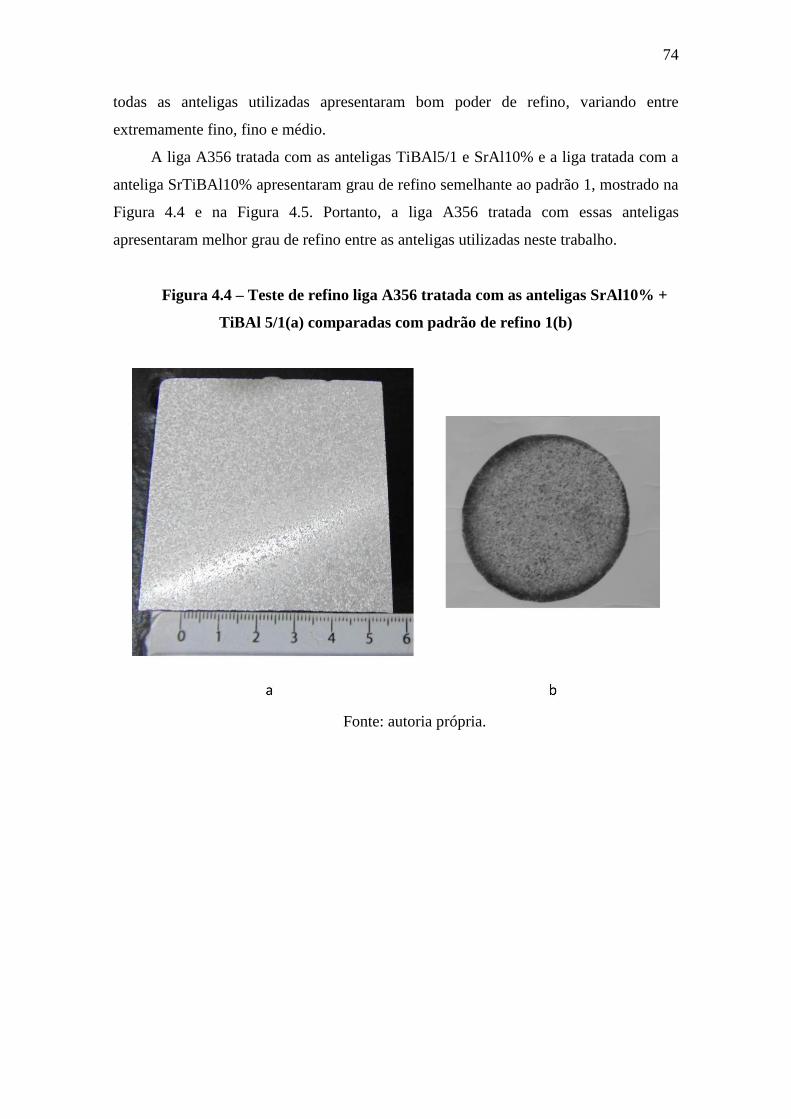
74
todas as anteligas utilizadas apresentaram bom poder de refino, variando entre
extremamente fino, fino e médio.
A liga A356 tratada com as anteligas TiBAl5/1 e SrAl10% e a liga tratada com a
anteliga SrTiBAl10% apresentaram grau de refino semelhante ao padrão 1, mostrado na
Figura 4.4 e na Figura 4.5. Portanto, a liga A356 tratada com essas anteligas
apresentaram melhor grau de refino entre as anteligas utilizadas neste trabalho.
Figura 4.4 – Teste de refino liga A356 tratada com as anteligas SrAl10% +
TiBAl 5/1(a) comparadas com padrão de refino 1(b)
Fonte: autoria própria.
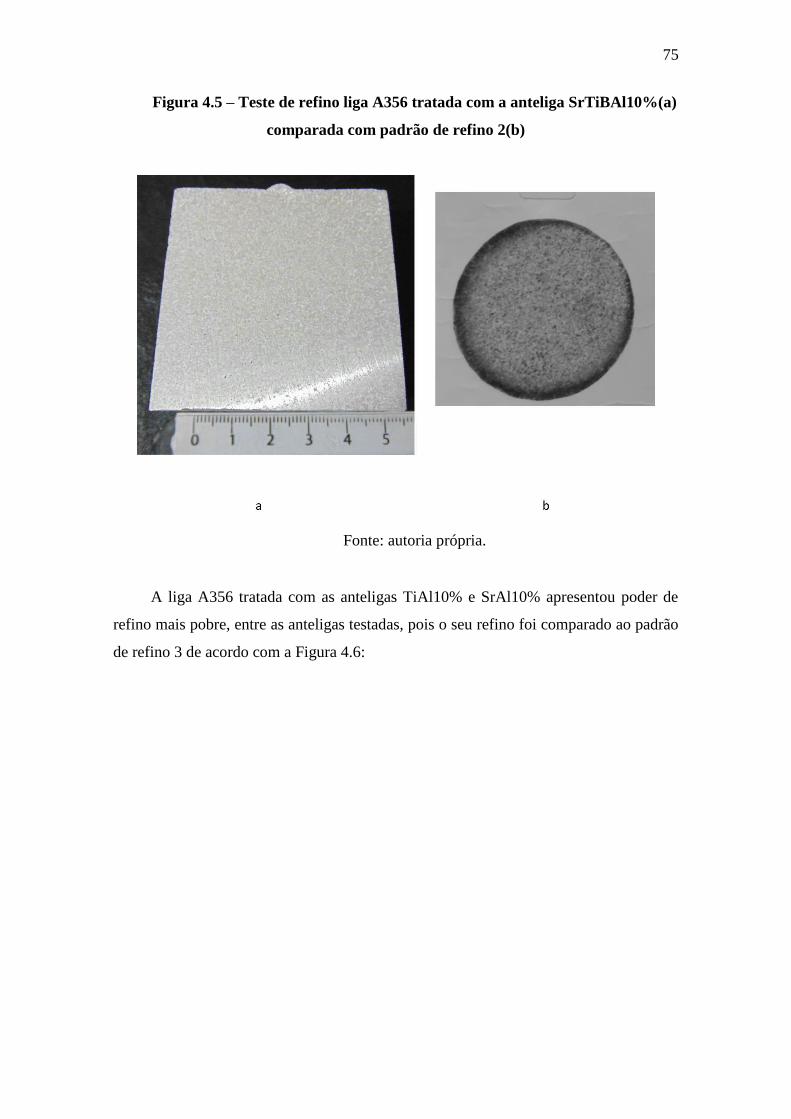
75
Figura 4.5 – Teste de refino liga A356 tratada com a anteliga SrTiBAl10%(a)
comparada com padrão de refino 2(b)
Fonte: autoria própria.
A liga A356 tratada com as anteligas TiAl10% e SrAl10% apresentou poder de
refino mais pobre, entre as anteligas testadas, pois o seu refino foi comparado ao padrão
de refino 3 de acordo com a Figura 4.6:

76
Figura 4.6 – Teste de refino liga A356 tratada com as anteligas SrAl10% +
TiAl10% (a) comparadas com padrão de refino 3(b)
Fonte: autoria própria.
A liga A356 tratada com as anteligas TiCAl315 e SrAl10% e a liga tratada com a
anteliga Strobloy5% apresentaram grau de refino intermediário, pois o refino de seus
corpos de prova foram comparados com o padrão 2 de acordo com a Figura 4.7 e a
Figura 4.8:

77
Figura 4.7 – Teste de refino liga A356 tratada com as anteligas SrAl10%+
TiCAl315 (a), comparadas com padrão de refino 2(b)
Fonte: autoria própria.

78
Figura 4.8 –Teste de refino liga A356 tratada com a anteliga Strobloy 5%(a)
comparada com padrão de refino 2(b)
Fonte: autoria própria.
4.3 RESULTADO ANÁLISE ESTATÍSTICA DA DUREZA BRINELL
As análises estatísticas deste trabalho foram desenvolvidas com auxílio do
software Excel. Detalhes referentes à montagem de planilhas, termos estatísticos e
desenvolvimento dos cálculos podem ser acompanhados no Anexo G.
Para análise da dureza Brinell (HB) dos corpos de prova, antes do processo de
usinagem, foram retiradas três medidas de cada condição a ser testada: n1, n2 e n3,
conforme mostrado na Tabela 4.1:
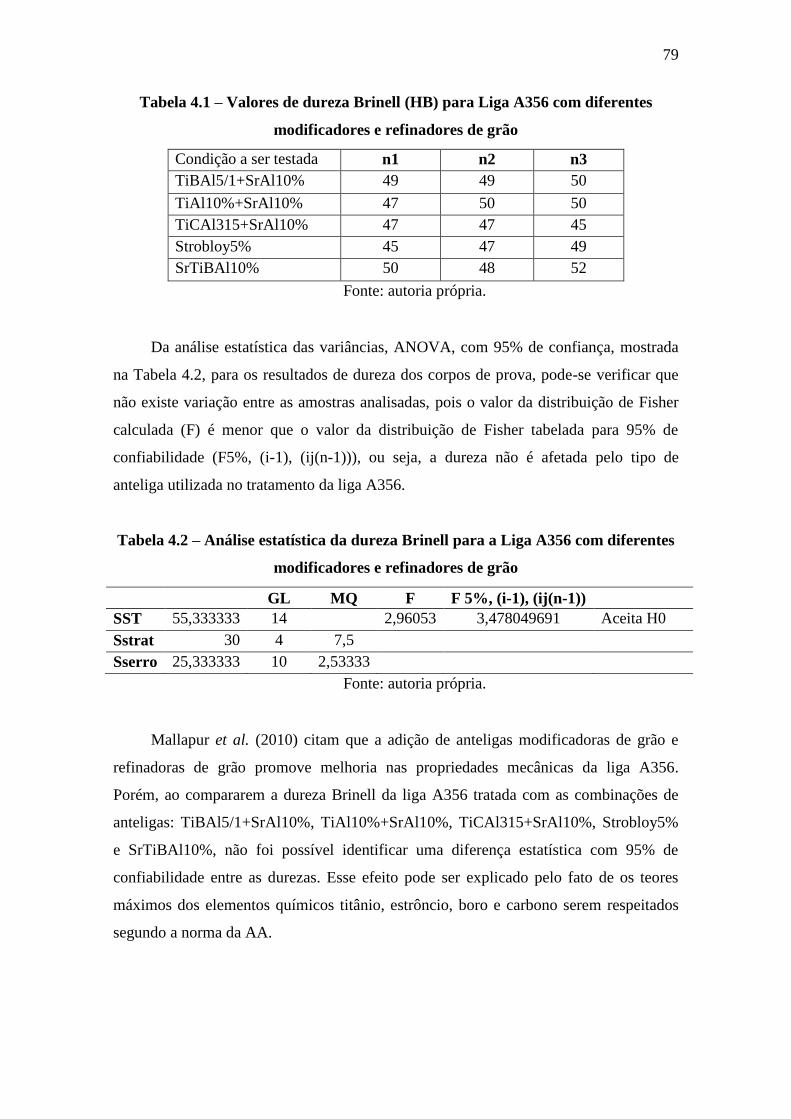
79
Tabela 4.1 – Valores de dureza Brinell (HB) para Liga A356 com diferentes
modificadores e refinadores de grão
Condição a ser testada n1 n2 n3
TiBAl5/1+SrAl10% 49 49 50
TiAl10%+SrAl10% 47 50 50
TiCAl315+SrAl10% 47 47 45
Strobloy5% 45 47 49
SrTiBAl10% 50 48 52
Fonte: autoria própria.
Da análise estatística das variâncias, ANOVA, com 95% de confiança, mostrada
na Tabela 4.2, para os resultados de dureza dos corpos de prova, pode-se verificar que
não existe variação entre as amostras analisadas, pois o valor da distribuição de Fisher
calculada (F) é menor que o valor da distribuição de Fisher tabelada para 95% de
confiabilidade (F5%, (i-1), (ij(n-1))), ou seja, a dureza não é afetada pelo tipo de
anteliga utilizada no tratamento da liga A356.
Tabela 4.2 – Análise estatística da dureza Brinell para a Liga A356 com diferentes
modificadores e refinadores de grão
GL MQ F F 5%, (i-1), (ij(n-1))
SST 55,333333 14 2,96053 3,478049691 Aceita H0
Sstrat 30 4 7,5
Sserro 25,333333 10 2,53333
Fonte: autoria própria.
Mallapur et al. (2010) citam que a adição de anteligas modificadoras de grão e
refinadoras de grão promove melhoria nas propriedades mecânicas da liga A356.
Porém, ao compararem a dureza Brinell da liga A356 tratada com as combinações de
anteligas: TiBAl5/1+SrAl10%, TiAl10%+SrAl10%, TiCAl315+SrAl10%, Strobloy5%
e SrTiBAl10%, não foi possível identificar uma diferença estatística com 95% de
confiabilidade entre as durezas. Esse efeito pode ser explicado pelo fato de os teores
máximos dos elementos químicos titânio, estrôncio, boro e carbono serem respeitados
segundo a norma da AA.
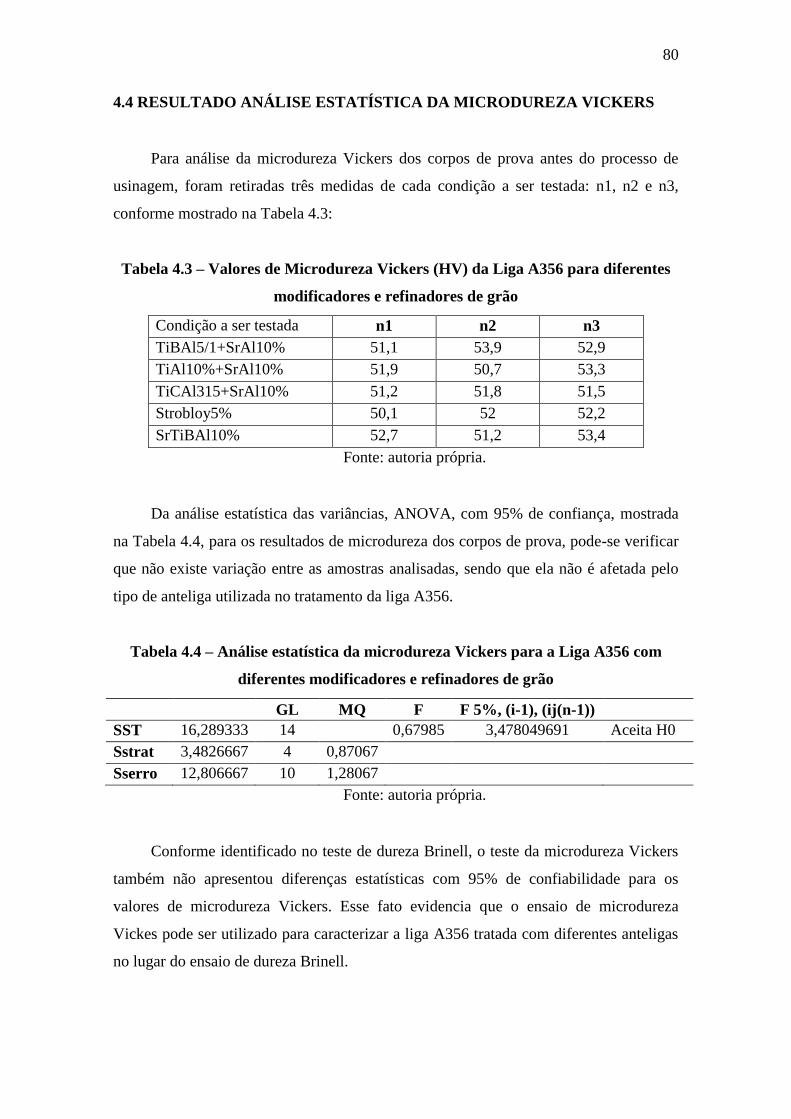
80
4.4 RESULTADO ANÁLISE ESTATÍSTICA DA MICRODUREZA VICKERS
Para análise da microdureza Vickers dos corpos de prova antes do processo de
usinagem, foram retiradas três medidas de cada condição a ser testada: n1, n2 e n3,
conforme mostrado na Tabela 4.3:
Tabela 4.3 – Valores de Microdureza Vickers (HV) da Liga A356 para diferentes
modificadores e refinadores de grão
Condição a ser testada n1 n2 n3
TiBAl5/1+SrAl10% 51,1 53,9 52,9
TiAl10%+SrAl10% 51,9 50,7 53,3
TiCAl315+SrAl10% 51,2 51,8 51,5
Strobloy5% 50,1 52 52,2
SrTiBAl10% 52,7 51,2 53,4
Fonte: autoria própria.
Da análise estatística das variâncias, ANOVA, com 95% de confiança, mostrada
na Tabela 4.4, para os resultados de microdureza dos corpos de prova, pode-se verificar
que não existe variação entre as amostras analisadas, sendo que ela não é afetada pelo
tipo de anteliga utilizada no tratamento da liga A356.
Tabela 4.4 – Análise estatística da microdureza Vickers para a Liga A356 com
diferentes modificadores e refinadores de grão
GL MQ F F 5%, (i-1), (ij(n-1))
SST 16,289333 14 0,67985 3,478049691 Aceita H0
Sstrat 3,4826667 4 0,87067
Sserro 12,806667 10 1,28067
Fonte: autoria própria.
Conforme identificado no teste de dureza Brinell, o teste da microdureza Vickers
também não apresentou diferenças estatísticas com 95% de confiabilidade para os
valores de microdureza Vickers. Esse fato evidencia que o ensaio de microdureza
Vickes pode ser utilizado para caracterizar a liga A356 tratada com diferentes anteligas
no lugar do ensaio de dureza Brinell.

81
4.5 ANÁLISE ESTATÍSTICA DOS ESFORÇOS DE USINAGEM NOS ENSAIOS
PRELIMINARES
Para os ensaios preliminares de usinagem por torneamento cilíndrico tangencial
de acabamento da liga de alumínio silício, A356, com dois níveis de ferramentas: sem
cobertura, H10, e com cobertura, GC1005, em corpos de prova tratados por três níveis
de refinador de grão: o TiBAl5/1, o TiAl10% e o TiCAl315, e combinados apenas com
um único nível de modificador de grão, o SrAl10%, os valores obtidos para o momento
de corte (Mt), medidos em newton metros (Nm), estão de acordo com Tabela 4.5:
Tabela 4.5 – Valores de momento torçor (Mt) para os ensaios preliminares
TiBAl5/1 TiAl10% TiCAl315
H10 20,26 20,36 20,25 20,20 20,19 20,07 20,05 19,99 20,23
1005 20,19 20,24 20,11 19,95 19,93 20,17 19,70 19,66 19,79
Fonte: autoria própria.
Ao analisar os valores do momento de corte (Mt) para os ensaios preliminares, é
possível afirmar que os valores encontrados foram afetados pelo tipo de refinador e pela
cobertura da ferramenta individualmente. Porém, não é possível observar interação entre
as variáveis anteliga e tipo de ferramenta, conforme mostrado na Tabela 4.6:
Tabela 4.6 – Análise estatística do momento de corte (Mt) para os ensaios
preliminares
GL MQ F F 5%, (i-1), (ij(n-1))
SST 0,68649
SSi 0,18875 1 0,18875 22,304 4,74723 A variável influencia
SSj 0,33198 2 0,16599 19,6143 3,88529 A variável influencia
SSij 0,0642 2 0,0321 3,79331 3,88529 A variável não
influencia
SSerro 0,10155 12 0,00846
Fonte: autoria própria.
Da avaliação da variação do momento torçor (Mt) apenas para os níveis de
refinador de grão, é possível dizer que, quando utilizada a anteliga TiBAl5/1 para o
tratamento da liga A356, são esperados valores maiores de momento torçor (Mt),
conforme gráfico da Figura 4.7, em um processo de torneamento cilíndrico tangencial

82
de acabamento. Esse resultado pode ser explicado devido à grande quantidade de
partículas de TiB2 inseridas na liga A356, que, além de serem abrasivas, possuem
facilidade em se aglomerar.
Os valores de momento torçor (Mt) para os corpos de prova tratados com a
anteliga TiAl10% tiveram tendências de menor valor se comparados com os corpos de
prova tratados com as anteligas TiBAl5/1 e de maior valor se comparados com as peças
tratadas com a anteliga TiCAl315. Esse fato pode ser associado à qualidade do refino de
grão encontrado para essa condição. Por apresentar refino de grão mais pobre que os
corpos de prova tratados com TiBAl5/1 e TiCAl315, podem apresentar porosidades e
pontos de tensão que aumentam o momento torçor (Mt) presentes no processo de
torneamento.
Os valores de momento torçor (Mt) encontrados para os corpos de prova tratados
com a anteliga TiCAl315 apresentaram menores valores de momento torçor (Mt), pois,
além de apresentarem refino de grão superior, as peças tratadas com TiAl10%, não
apresentam em sua composição microscópica partículas grandes, aglomeradas e
abrasivas de TiB2. No lugar dessas partículas, esses corpos de prova apresentam
partículas de TiC, que, além de estarem em menor volume que o TiB2, são menores e
não tendem a se aglomerar, sendo, assim, menos nocivas a ferramenta de corte.
Figura 4.7 – Valores de momento torçor (Mt) para torneamento cilíndrico
tangencial de acabamento quando analisada apenas a variação de tratamento de
refino de grão
Fonte: autoria própria.

83
Ao se analisarem os valores de momento torçor (Mt) para o torneamento
cilíndrico tangencial de acabamento da liga A356 utilizando ferramentas com e sem
cobertura superficial, é possível verificar que o processo tende a apresentar menores
valores de momento torçor (Mt) quando utilizadas ferramentas com cobertura de TiN e
TiAlN, conforme o gráfico mostrado na Figura 4.8:
Figura 4.8 – Valores de momento torçor (Mt) para torneamento cilíndrico
tangencial de acabamento quando analisada apenas a variação da cobertura de
ferramenta
Fonte: autoria própria.
A primeira camada, formada a partir do nitreto de titânio alumínio (TiAlN),
confere à ferramenta baixa condutividade térmica, protegendo a aresta de corte e
aumentando a remoção de calor pelo cavaco, além de alta dureza a frio e a quente,
aproximadamente 3300 HV, ajudando a vencer as barreiras das partículas duras e
abrasivas fornecidas pelos tratamentos dos corpos de prova pelas anteligas TiCAl315 e
TiBAl5/1. A segunda camada composta por nitreto de tTitânio (TiN) também reduz o
coeficiente de atrito entre a pastilha e o cavaco e é quimicamente estável.
Esse resultado demonstra que a cobertura da ferramenta minimizou a abrasividade
das partículas de silício, dos boretos (partículas de TiB2) e dos carbetos (partículas de
TiC) presente nos corpos de prova, além de reduzir a ação da porosidade e dos pontos

84
de tensões causados pelo refino de grão pobre promovido quando utilizada a anteliga
TiAl10%. Ainda, evidencia que não houve interação entre as camadas de cobertura da
ferramenta e o material da peça.
O resultado encontrado vem ao encontro da afirmação de Diniz et al. (2013) de
que ferramentas com dupla camada de cobertura são ideais para processos de usinagem
com exigências médias como o caso das ligas de alumínio.
A força de corte (Fc) foi medida em newtons (N) para os ensaios preliminares,
conforme Tabela 4.7:
Tabela 4.7 – Valores de força de corte (Fc) para os ensaios preliminares
TiBAl TiAl TiCAl
H10 336,81 342,70 331,27 336,44 335,10 331,02 329,67 334,57 334,71
1005 335,86 336,68 331,87 334,82 332,44 327,88 325,01 326,67 328,42
Fonte: autoria própria.
A força de corte (Fc), neste caso, corresponde a uma componente do momento
torçor (Mt). Por esse motivo, pode-se observar o mesmo comportamento estatístico
quando utilizada a ferramenta ANOVA, com 95% de confiabilidade, vista no momento
torçor (Mt), conforme mostrado na Tabela 4.8:
Tabela 4.8 – Análise estatística da força de corte (Fc) para os ensaios preliminares
GL MQ F F 5%, (i-1), (ij(n-1))
SST 325,687
SSi 59,1391 1 59,1391 5,00677 4,74723 A variável influencia
SSj 108,827 2 54,4136 4,60671 3,88529 A variável influencia
SSij 15,9787 2 7,98937 0,67639 3,88529 A variável não influencia
SSerro 141,742 12 11,8118
Fonte: autoria própria.
Os corpos de prova tratados com a combinação de refinador de grão TiBAl5/1 e
modificador de grão SrAl10% mostraram tendência a maiores valores para os esforços
de corte independente da ferramenta utilizada no processo de torneamento escolhido.
Ao passo que os corpos de prova tratados com a anteliga refinadora de grão TiCAl315,
combinados com a anteliga modificadora de grão SrAl10%, apresentaram tendência a
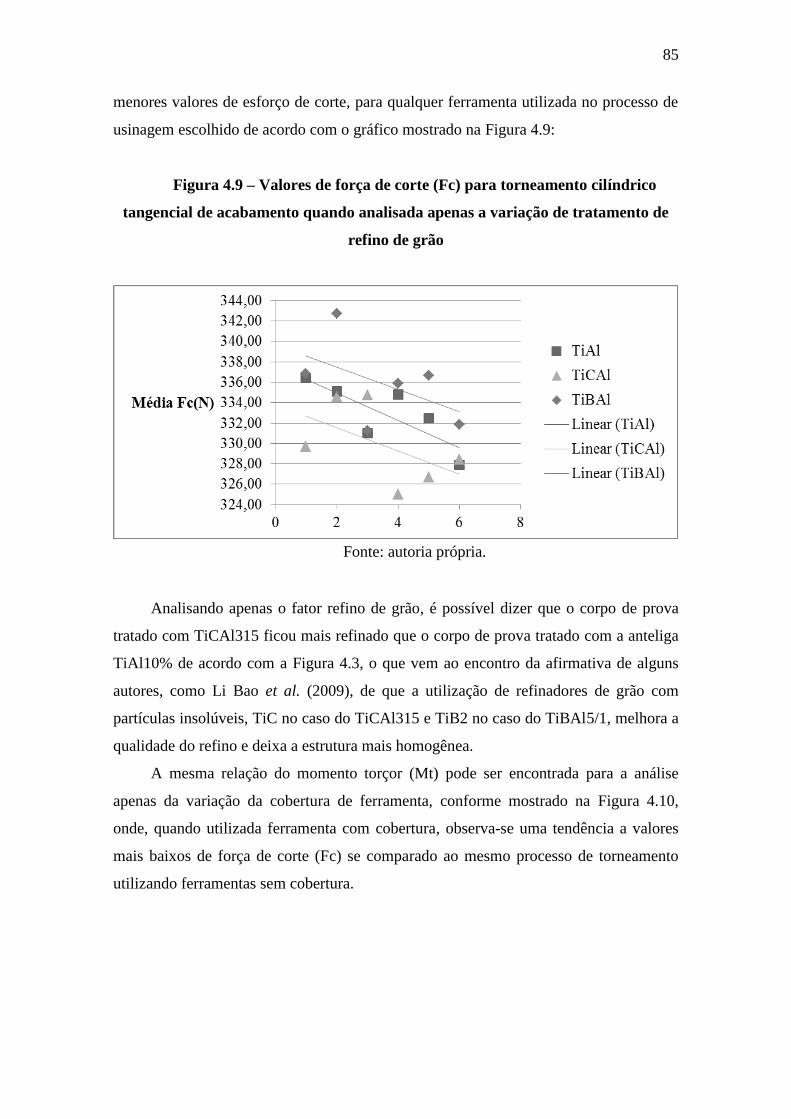
85
menores valores de esforço de corte, para qualquer ferramenta utilizada no processo de
usinagem escolhido de acordo com o gráfico mostrado na Figura 4.9:
Figura 4.9 – Valores de força de corte (Fc) para torneamento cilíndrico
tangencial de acabamento quando analisada apenas a variação de tratamento de
refino de grão
Fonte: autoria própria.
Analisando apenas o fator refino de grão, é possível dizer que o corpo de prova
tratado com TiCAl315 ficou mais refinado que o corpo de prova tratado com a anteliga
TiAl10% de acordo com a Figura 4.3, o que vem ao encontro da afirmativa de alguns
autores, como Li Bao et al. (2009), de que a utilização de refinadores de grão com
partículas insolúveis, TiC no caso do TiCAl315 e TiB2 no caso do TiBAl5/1, melhora a
qualidade do refino e deixa a estrutura mais homogênea.
A mesma relação do momento torçor (Mt) pode ser encontrada para a análise
apenas da variação da cobertura de ferramenta, conforme mostrado na Figura 4.10,
onde, quando utilizada ferramenta com cobertura, observa-se uma tendência a valores
mais baixos de força de corte (Fc) se comparado ao mesmo processo de torneamento
utilizando ferramentas sem cobertura.
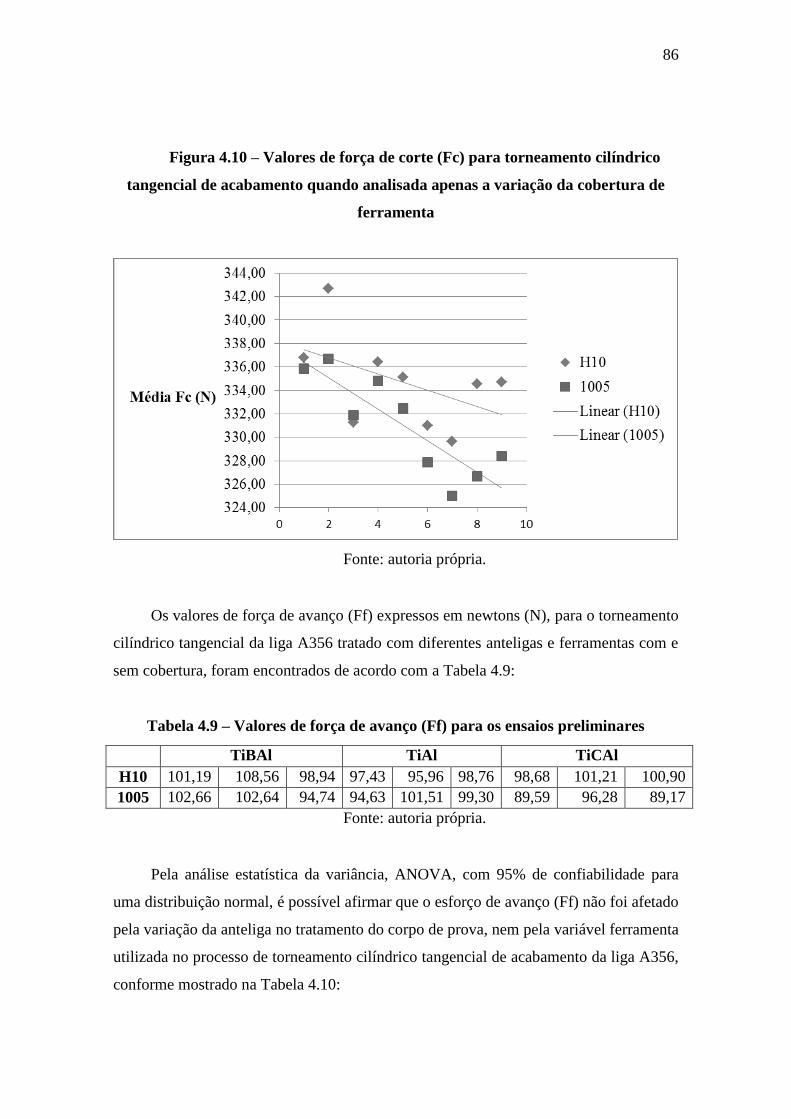
86
Figura 4.10 – Valores de força de corte (Fc) para torneamento cilíndrico
tangencial de acabamento quando analisada apenas a variação da cobertura de
ferramenta
Fonte: autoria própria.
Os valores de força de avanço (Ff) expressos em newtons (N), para o torneamento
cilíndrico tangencial da liga A356 tratado com diferentes anteligas e ferramentas com e
sem cobertura, foram encontrados de acordo com a Tabela 4.9:
Tabela 4.9 – Valores de força de avanço (Ff) para os ensaios preliminares
TiBAl TiAl TiCAl
H10 101,19 108,56 98,94 97,43 95,96 98,76 98,68 101,21 100,90
1005 102,66 102,64 94,74 94,63 101,51 99,30 89,59 96,28 89,17
Fonte: autoria própria.
Pela análise estatística da variância, ANOVA, com 95% de confiabilidade para
uma distribuição normal, é possível afirmar que o esforço de avanço (Ff) não foi afetado
pela variação da anteliga no tratamento do corpo de prova, nem pela variável ferramenta
utilizada no processo de torneamento cilíndrico tangencial de acabamento da liga A356,
conforme mostrado na Tabela 4.10:

87
Tabela 4.10 –Análise estatística do esforço de avanço (Ff) para os ensaios
preliminares
GL MQ F F 5%, (i-1), (ij(n-1))
SST 374,1044
SSi 53,76837 1 53,76837 4,118206 4,747225 A variável não influencia
SSj 92,63557 2 46,31778 3,547554 3,885294 A variável não influencia
SSij 71,02538 2 35,51269 2,719974 3,885294 A variável não influencia
SSerro 156,6751 12 13,05626
Fonte: autoria própria.
A tendência de variação dos esforços de avanço (Ff) é mais expressiva quando se
modificam variáveis como: a geometria de ferramenta, o avanço de corte e a velocidade
de corte para um processo de torneamento cilíndrico tangencial. Por esse motivo, as
variáveis deste estudo não foram suficientes para alterar a força de avanço (Ff) no
processo proposto neste trabalho, conforme observado na Tabela 4.10. O mesmo pode
ser dito para a interação entre as variáveis, que não foi notada nesse processo.
Os valores de força passiva expressos em newtons (N) para os ensaios
preliminares foram encontrados conforme Tabela 4.11:
Tabela 4.11 – Valores de força passiva (Fp) para os ensaios preliminares
TiBAl TiAl TiCAl
H10 10,20 12,11 9,72 5,12 4,59 3,83 9,94 9,94 100,90
1005 8,28 8,24 4,05 7,75 11,32 9,27 4,22 10,67 3,60
Fonte: autoria própria.
O comportamento da força passiva (Fp) foi similar ao apresentado pela força de
avanço (Ff), não sendo afetado pelas variáveis cobertura de ferramenta e anteliga
refinadora de grão. As variáveis não possuem interação entre si conforme mostrado na
Tabela 4.12:

88
Tabela 4.12 – Análise estatística da força passiva (Fp) para os ensaios preliminares
GL MQ F F 5%, (i-1), (ij(n-1))
SST 8322,49
SSi 543,95 1 543,95 1,17196 4,74723 A variável não influencia
SSj 950,522 2 475,261 1,02396 3,88529 A variável não influencia
SSij 1258,36 2 629,18 1,35559 3,88529 A variável não influencia
SSerro 5569,66 12 464,138
Fonte: autoria própria.
Após análise dos ensaios preliminares, considerando apenas os resultados
observados de força de corte (Fc) e momento torçor (Mt), no torneamento cilíndrico
tangencial da liga A356, pôde-se observar um melhor desempenho da liga A356 tratada
com o refinador TiCAl315 juntamente com o modificador SrAl10%. Assim, optou-se
por realizar os testes definitivos comparando esse resultado com novos corpos de prova
da liga A356 tratados com anteligas combinadas, ou seja, as mesmas possuem
características refinadoras e modificadoras de grão, o SrTiBAl10% e o Strobloy5%,
ambas fornecidas pela LSM Brasil.
Da medição do momento torçor (Mt), em newton metros, para o torneamento
cilíndrico tangencial de acabamento da liga A356 quando tratadas com as anteligas
TiCAl315+SrAl10%, SrTiBAl10% e Strobloy5% para dois tipos de ferramenta, com e
sem cobertura, obtiveram-se os dados da Tabela 4.13:
Tabela 4.13 – Valores do momento torçor (Mt) para os ensaios definitivos
TiCAl+SrAl Strobloy SrTiBAl
H10 20,05 20,23 19,99 20,31 20,25 20,32 19,71 19,82 19,75
1005 19,70 19,79 19,66 19,76 19,83 19,79 20,11 20,13 20,04
Fonte: autoria própria.
Da análise estatística das variâncias, ANOVA, com 95% de confiabilidade, de
uma distribuição normal, dos resultados dos ensaios definitivos, é possível afirmar que,
para os valores de momento torçor (Mt), tanto a variável anteliga como a variável
ferramenta causam influência no processo, assim como a interação entre as mesmas
provoca mudança de reação nas variáveis analisadas, conforme observado na Tabela
4.14:

89
Tabela 4.14 – Análise estatística do momento torçor (Mt) para os ensaios
definitivos
GL MQ F F 5%, (i-1), (ij(n-1))
SST 0,869
SSi 0,1444 1 0,1444 30,6901 4,74723 A variável influencia
SSj 0,06758 2 0,03379 7,18201 3,88529 A variável influencia
SSij 0,60063 2 0,30031 63,8286 3,88529 A variável influencia
SSerro 0,056 12 0,00471
Fonte: autoria própria.
Avaliando os valores de momento torçor (Mt) para os ensaios definitivos, é
possível afirmar que existe uma tendência de maiores valores de momento torçor (Mt)
para ligas tratadas com a anteliga Strobloy5% e a utilização de ferramenta sem
cobertura, conforme mostrado na Figura 4.11, enquanto houve tendência de menores
valores de momento torçor (Mt) para a liga A356 tratada com as anteligas TiCAl315 +
SrAl10% e ferramentas com cobertura.
Esses valores mostram que a utilização de uma ferramenta com baixa aderência e
resistência ao desgaste, com cobertura, aliados a uma liga isenta de partículas de TiB2,
promovem um corte durante o torneamento tangencial de acabamento, com tendências
de menores valores de momento torçor (Mt).
Porém, para o mesmo processo, utilizando uma ferramenta sem cobertura em uma
liga com refino de grão mais pobre, ou seja, possível presença de porosidades e tensões
internas, possui tendências de maiores valores de momento torçor (Mt).
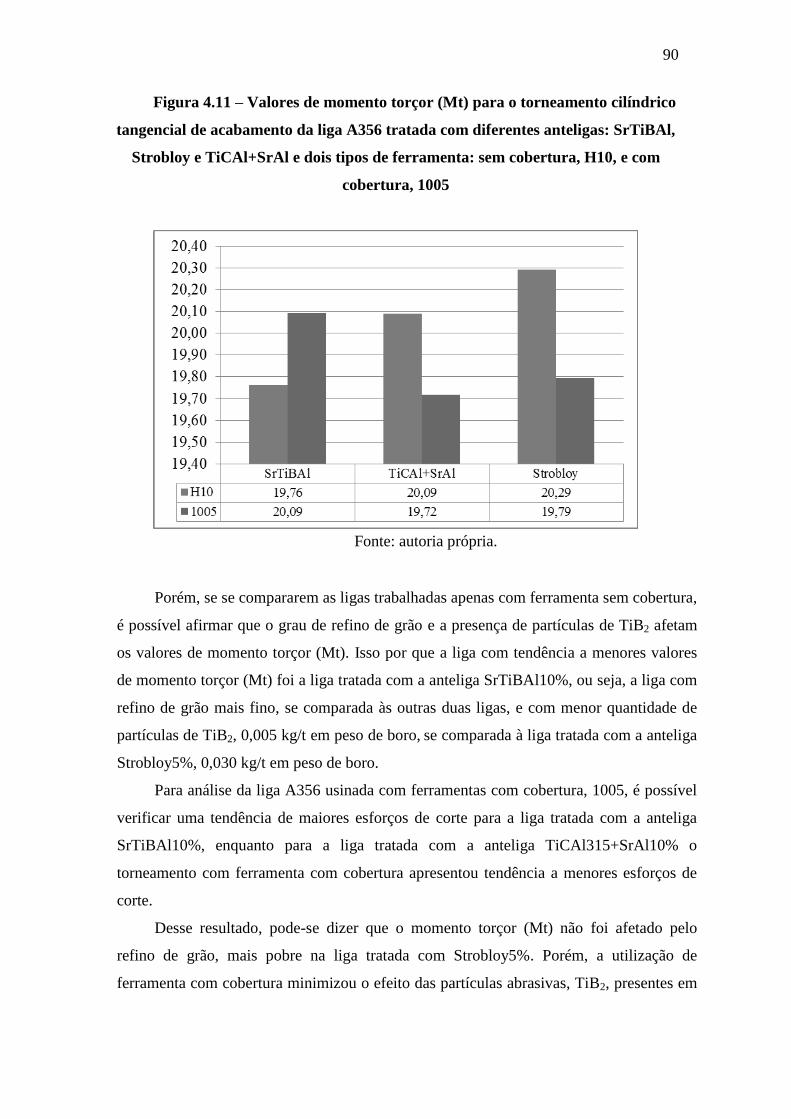
90
Figura 4.11 – Valores de momento torçor (Mt) para o torneamento cilíndrico
tangencial de acabamento da liga A356 tratada com diferentes anteligas: SrTiBAl,
Strobloy e TiCAl+SrAl e dois tipos de ferramenta: sem cobertura, H10, e com
cobertura, 1005
Fonte: autoria própria.
Porém, se se compararem as ligas trabalhadas apenas com ferramenta sem cobertura,
é possível afirmar que o grau de refino de grão e a presença de partículas de TiB2 afetam
os valores de momento torçor (Mt). Isso por que a liga com tendência a menores valores
de momento torçor (Mt) foi a liga tratada com a anteliga SrTiBAl10%, ou seja, a liga com
refino de grão mais fino, se comparada às outras duas ligas, e com menor quantidade de
partículas de TiB2, 0,005 kg/t em peso de boro, se comparada à liga tratada com a anteliga
Strobloy5%, 0,030 kg/t em peso de boro.
Para análise da liga A356 usinada com ferramentas com cobertura, 1005, é possível
verificar uma tendência de maiores esforços de corte para a liga tratada com a anteliga
SrTiBAl10%, enquanto para a liga tratada com a anteliga TiCAl315+SrAl10% o
torneamento com ferramenta com cobertura apresentou tendência a menores esforços de
corte.
Desse resultado, pode-se dizer que o momento torçor (Mt) não foi afetado pelo
refino de grão, mais pobre na liga tratada com Strobloy5%. Porém, a utilização de
ferramenta com cobertura minimizou o efeito das partículas abrasivas, TiB2, presentes em

91
maior quantidade na liga A356 tratada com Strobloy5%, 0,030 kg/t em peso de boro, se
comparado com a liga tratada com o SrTiBAl10%, 0,005 kg/t em peso de boro.
Ao analisar a interferência entre as variáveis, cobertura de ferramenta e anteliga
de tratamento, verificaram-se uma tendência de menor esforço de corte quando
utilizadas ferramentas com cobertura para as ligas tratadas com as anteligas
SrTiBAl10% e TiCAl315+SrAl10%, o que era de se esperar, conforme mostrado na
Figura 4.12(a) e na Figura 4.12(c).
Ao passo que, quando comparados os valores de momento torçor (Mt) para a liga
tratada com a anteliga Strobloy5%, houve uma tendência a maiores esforços de corte,
quando utilizadas ferramentas com cobertura. Esse fato deve ser avaliado mais a fundo
em um teste de vida de ferramenta para a verificação da relação do desgaste de
ferramenta com o aumento do momento torçor (Mt).
Figura 4.12 – Valores de momento torçor (Mt) para o torneamento cilíndrico
tangencial de acabamento da liga A356 tratada com as anteligas: a) SrTiBAl10%;
b) Strobloy 5%; c)TiCAl315 + SrAl 10% e usinadas com ferramentas com e sem
recobrimento
Fonte: autoria própria.
Os resultados da força de corte (Fc), expressos em newtons (N), para o
torneamento cilíndrico tangencial de acabamento da liga A356 para diferentes
tratamentos de refino de grão e modificação de grão, com ferramentas com e sem
cobertura, foram expressas conforme Tabela 4.14:

92
Tabela 4.14 – Valores da força de corte (Fc) para os ensaios definitivos
TiCAl+SrAl Strobloy SrTiBAl
H10 329,67 334,57 334,71 339,30 339,41 337,20 322,81 324,95 324,92
1005 325,01 324,67 326,42 326,56 325,35 326,30 330,14 331,37 329,78
Fonte: autoria própria.
Da análise dos resultados dos testes definitivos considerando a variação das
anteligas SrAl10% + TiCAl315; Strobloy5% e SrTiBAl10% e o uso de ferramentas com
e sem cobertura, é possível afirmar que os valores de força de corte (Fc) apresentaram
resultados semelhantes ao momento torçor (Mt), o que é esperado, pois a força de corte
(Fc) é uma componente do momento torçor (Mt). Então, tanto a variável anteliga como
a variável ferramenta causam influência no processo, assim como a interação entre as
mesmas provoca mudança de reação nas variáveis analisadas, conforme observado na
Tabela 4.15:
Tabela 4.15 – Análise estatística do esforço de corte (Fc) para os ensaios definitivos
GL MQ F F 5%, (i-1), (ij(n-1))
SST 485,724
SSi 97,6945 1 97,6945 44,2254 4,74723 A variável influencia
SSj 77,5016 2 38,7508 17,5421 3,88529 A variável influencia
SSij 284,02 2 142,01 64,2866 3,88529 A variável influencia
SSerro 26,508 12 2,20902
Fonte: autoria própria.
Os valores de força de corte (Fc) variaram da mesma maneira que os valores de
momento torçor (Mt), assim como a interação entre as variáveis de acordo com as
evidências da Figura 4.13 e da Figura 4.14:
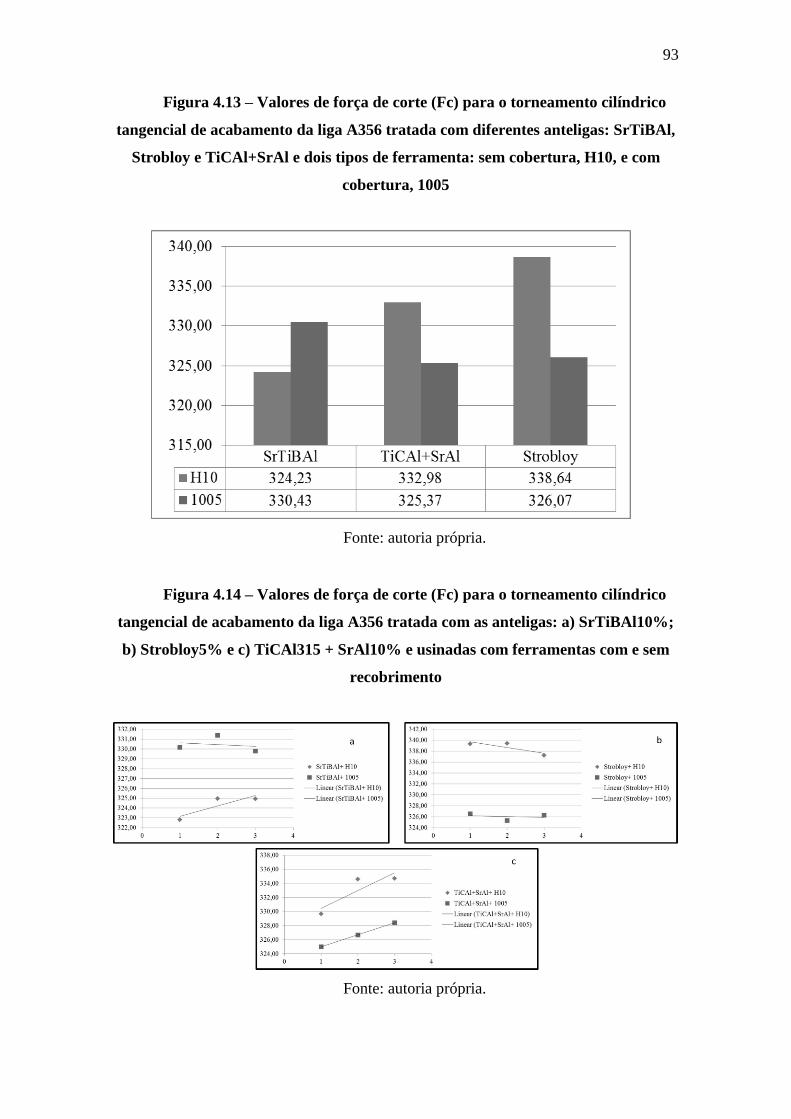
93
Figura 4.13 – Valores de força de corte (Fc) para o torneamento cilíndrico
tangencial de acabamento da liga A356 tratada com diferentes anteligas: SrTiBAl,
Strobloy e TiCAl+SrAl e dois tipos de ferramenta: sem cobertura, H10, e com
cobertura, 1005
Fonte: autoria própria.
Figura 4.14 – Valores de força de corte (Fc) para o torneamento cilíndrico
tangencial de acabamento da liga A356 tratada com as anteligas: a) SrTiBAl10%;
b) Strobloy5% e c) TiCAl315 + SrAl10% e usinadas com ferramentas com e sem
recobrimento
Fonte: autoria própria.

94
A força de avanço (Ff), medida em newtons (N), para os ensaios definitivos, pode
ser verificada conforme Tabela 4.15:
Tabela 4.15 – Valores da força de avanço (Ff) para os ensaios definitivos
TiCAl+SrAl Strobloy SrTiBAl
H10 101,19 108,56 98,94 108,07 110,84 107,65 100,63 105,76 103,57
1005 102,66 102,64 94,74 102,21 102,89 103,01 103,90 104,26 101,47
Fonte: autoria própria.
Da análise estatística das variâncias, ANOVA, com 95% de confiabilidade para
uma distribuição normal dos ensaios definitivos, conforme Tabela 4.16, é possível
afirmar que, para os valores de força de avanço (Ff), não houve influência das variáveis
cobertura de ferramenta e refinador de grão. Esse resultado já era esperado, pois essa
variável de resposta é mais afetada pela variação de parâmetros de processo, o que não
foi escopo deste trabalho.
Tabela 4.16 – Análise estatística do esforço de avanço (Ff) testes finais
GL MQ F F 5%, (i-1), (ij(n-1))
SST 242,456
SSi 41,8281 1 41,8281 4,30427 4,74723 A variável não influencia
SSj 56,6152 2 28,3076 2,91296 3,88529 A variável não influencia
SSij 27,3984 2 13,6992 1,4097 3,88529 A variável não influencia
SSerro 116,614 12 9,71782
Fonte: autoria própria.
Os valores de força passiva (Fp), expressos em newtons (N), para os ensaios
definitivos, podem ser mostrados de acordo com a Tabela 4.17:
Tabela 4.17 – Valores da força passiva (Fp) para os ensaios definitivos
TiCAl+SrAl Strobloy SrTiBAl
H10 9,94 9,94 100,90 5,32 4,34 9,49 9,10 9,10 8,63
1005 4,22 10,67 3,60 8,16 7,68 2,26 4,15 3,21 3,37
Fonte: autoria própria.
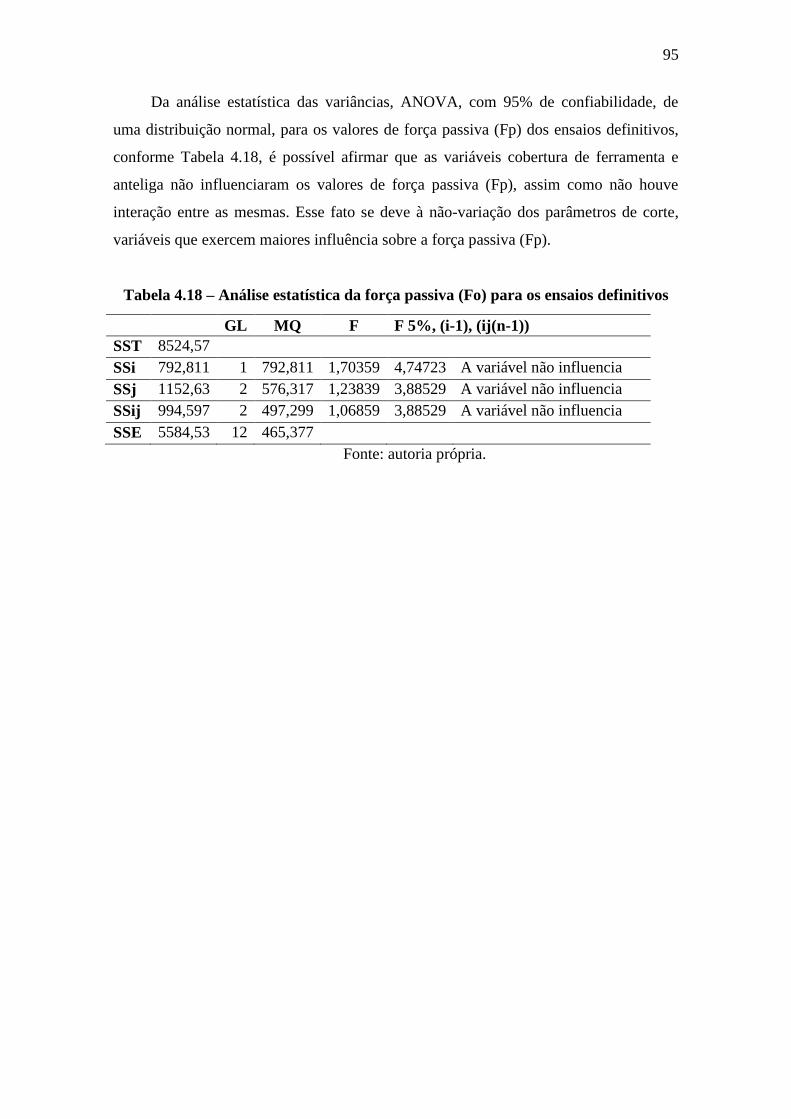
95
Da análise estatística das variâncias, ANOVA, com 95% de confiabilidade, de
uma distribuição normal, para os valores de força passiva (Fp) dos ensaios definitivos,
conforme Tabela 4.18, é possível afirmar que as variáveis cobertura de ferramenta e
anteliga não influenciaram os valores de força passiva (Fp), assim como não houve
interação entre as mesmas. Esse fato se deve à não-variação dos parâmetros de corte,
variáveis que exercem maiores influência sobre a força passiva (Fp).
Tabela 4.18 – Análise estatística da força passiva (Fo) para os ensaios definitivos
GL MQ F F 5%, (i-1), (ij(n-1))
SST 8524,57
SSi 792,811 1 792,811 1,70359 4,74723 A variável não influencia
SSj 1152,63 2 576,317 1,23839 3,88529 A variável não influencia
SSij 994,597 2 497,299 1,06859 3,88529 A variável não influencia
SSE 5584,53 12 465,377
Fonte: autoria própria.

96
5 CONCLUSÕES
Neste capítulo, são apresentadas as conclusões obtidas pela análise dos resultados
deste trabalho.
Das análises dos esforços de usinagem do torneamento cilíndrico tangencial de
acabamento da liga A356 para diferentes anteligas (refinadores e modificadores de
grão) e ferramenta sem cobertura, H10, e com cobertura, GC1005, é possível concluir
que:
- para o processo de fusão escolhido, todas as anteligas utilizadas como
modificador de grão (SrAl10%, Strobloy5% e SrTiBAl10%) foram consideradas
eficientes para uma taxa de adição entre 0,0083% e 0,0194% de estrôncio contido na
liga após o tratamento.
- Para o processo de fusão utilizado, as anteligas TiBAl5/1 e SrTiBAl10% tiveram
refino de grão mais fino se comparadas às outras anteligas utilizadas, a uma taxa de
adição de 2,8 kg/t de liga tratada.
- Para o processo de solidificação adotado, as anteligas Strobloy5% e TiCAl315
apresentaram grau médio de refino de grão se comparadas com outras anteligas
utilizadas, a uma taxa de adição de 2,16 kg/t e 2 kg/t de liga tratada.
- O refinador de grão TiAl10% teve o grau de refino mais pobre se comparado a
outras anteligas utilizadas, a uma taxa de adição de 2kg/t de liga tratada.
- A liga A356 não teve seus valores de dureza Brinell e microdureza Vickers
alterados se comparados os diferentes tratamentos de refino e modificação de grão.
- Para o processo de torneamento tangencial de acabamento considerando as
opções de refino de grão com as anteligas TiBAl5/1, TiAl10% e TiCAl315, a opção que
sugere menores valores de força de corte (Fc) é a utilização da liga com a anteliga
TiCAl 315, independente da cobertura de ferramenta.
- Para situações em que a potência da máquina é um problema, a pior combinação
é a utilização de ferramentas sem cobertura e a utilização de ligas tratadas com
TiBAl5/1.
- Para situações em que o processo de solidificação não é um problema, o
refinador TiAl10% pode ser uma boa opção, pois o seu grau de refino é aceitável e,
durante o processo de usinagem, apresenta valores médios de força de corte (Fc) se
comparado com a utilização de ligas tratadas com TiBAl e TiCAl.

97
- A utilização do refinador TiCAl 315, aliada ao uso de ferramentas com
cobertura, promove processo de usinagem com tendência a menores valores de força de
corte (Fc) se comparado com ligas tratadas com TiBAl e TiAl, sugerindo ganho de
produtividade e redução no consumo de energia.
- Dentre as variações estudadas, a utilização da anteliga combinada SrTiBAl10%
para tratamento da liga A356 sugere o processo mais econômico, pois promove um
corte com valores de força de corte (Fc) mais baixo com uma ferramenta sem cobertura,
além da utilização de uma única anteliga para dois tratamentos, modificação e refino de
grão.
- Quando o valor comercial da combinação TiCAl+SrAl e ferramenta com
cobertura for menor que a combinação SrTiBAl + ferramenta sem cobertura, o mesmo
pode ser uma opção caso a potência de corte não seja um problema.
- Quando a utilização da anteliga SrTiBAl não for uma opção disponível, a
utilização das anteligas TiCAl+SrAl com ferramenta com cobertura é uma opção, pois
os valores de força de corte são bem próximos à combinação SrTiBAl e ferramenta sem
cobertura.
- A força passiva (Fp) e a força de avanço (Ff) não foram afetadas pelo tratamento
da liga A356 nem pela variação da cobertura de ferramenta.

98
6 SUGESTÕES DE TRABALHOS FUTUROS
Neste capítulo, estão propostos temas correlacionados ao trabalho realizado como
sugestão de oportunidade para andamento da pesquisa e trabalhos futuros:
- fazer uma investigação mais apurada da vida de ferramenta para os refinadores
testados, variando seus consumos específicos e avaliando o aumento da vida de
ferramenta.
- Fazer uma investigação do comportamento de outras coberturas de ferramenta
para a variação de anteligas no tratamento da liga A356.
- Avaliar a usinabilidade das ligas hipereutéticas de alumínio silício com
diferentes tratamentos de refino e modificação de grão com utilização de anteligas.
- Avaliar a usinabilidade de ligas tratadas com refinadores à base de boro.
- Avaliar a usinabilidade das ligas de alumínio silício tratadas com diferentes
anteligas e com diferentes condições de corte.

99
7 REFERÊNCIAS
ABNT – Associação Brasileira de Normas Técnicas. ABNT NBR ISO 209:2010.
Alumínio e suas ligas – Composição química. ABNT. 2010. 4p.
ABNT – Associação Brasileira de Normas Técnicas. ABNT NBR 14330:2008.
Anteligas de alumínio – Composição química e código de cores. ABNT. 2008. 6p.
ALFA, ALUMÍNIO. Catálogo de produtos. 2014. Disponível em:
<http://www.alfaaluminio.com.br/downloads/catalogo.pdf>. Acesso em: 30 nov. 2014.
ALMEIDA, G. F. C.; COUTO, A. A.; SEVERINO, Neto, B. P.; CABRAL, A.;
VATAVUK, J.; MACHADO, K. B. S. C. Estudo de Ligas Al-Si Fundidas em Molde de
Areia Verde: Efeito da Adição de Refinador e de Modificadores de Grão nas
Propriedades Mecânicas. In: CBECiMat – CONGRESSO BRASILEIRO DE
ENGENHARIA E CIÊNCIA DOS MATERIAIS, 18., 2008, Porto de Galinhas/PE.
Anais de Congresso. Porto de Galinhas/PE. nov. 2008. p. 9083-9093.
AMORIM, H. J. Estudo da Relação entre Velocidade de Corte, Desgaste de
Ferramenta, Rugosidade e Forças de Usinagem em Torneamento com Ferramenta
de Metal Duro. 2002. 131 f. Dissertação (Mestrado)- Programa de Pós-Graduação em
Engenharia Mecânica, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2002.
ANGELONI, M. Avaliação da Vida em Fadiga de Liga de Alumínio A356 Utilizada
em Cabeçote de Motor. 2011. Tese (Doutorado)-Programa de Pós-Graduação em
Concentração Interunidades em Ciência e Engenharia de Materiais, Escola de
Engenharia de São Carlos, Instituto de Física de São Carlos, Instituto de Química de
São Carlos, Universidade de São Paulo, São Carlos, 2011.
AKASHI, A. Menos CO2, Mais Alumínio. ALUAUTO – Publicação realizada pela
ABAL. Edição 32. São Paulo. 2013. Disponível em:
<http://www.abal.org.br/aluauto/ed32/entrevista.htm>. Acesso em: 2 jun. 2014.
ARANGO, J. M. R. Análise térmica de ligas Al-Si com adição de Inoculante. 2009.
125 f. Dissertação (Mestrado)- Departamento de Engenharia Metalúrgica e de Materiais,
Escola Politécnica, Universidade de São Paulo, São Paulo, 2009.
ARANGO, D. A. P.; MARTORANO, M. A. Efeito da Adição de Inoculante na
Macroestrutura de Ligas Al-Si Obtidas por Solidificação Unidirecional. In:
CONGRESSO ANUAL DA ABM, 66., 2011, São Paulo. Anais... São Paulo, 2011.
ARAÚJO, S. K. Efeito da modificação com estrôncio na microestrutura e nas
propriedades mecânicas da liga 356. 2012. 75 f. Dissertação (Mestrado em Ciências e
Engenharia de Materiais)- Centro de Ciências Tecnológicas, Universidade do Estado
Santa Catarina, Joinville, 2012.
ASM. Properties and Selection Nonferrous Alloys. Metals Handbook, v. 2, 1992.
ASM. Heat Treating. Metals HandBook, v. 4, 2004.

100
AZAMBUJA, A. S. Análise comparativa da vida das ferramentas de corte
alisadora (wiper) e convencional (standard) no torneamento de acabamento do aço
SAE 4140. 2012. 21 fl. Monografia (Trabalho de Conclusão do Curso em Engenharia
Mecânica)-Departamento de Engenharia Mecânica, Universidade Federal do Rio
Grande do Sul, Porto Alegre, 2012.
BORBA, R. B. de. Estudo da Influência das Afiações em Brocas Escalonadas de
Canal Reto na Furação da liga de Alumínio SAE306. 2013. 91 f. Dissertação
(Mestrado)- Departamento de Engenharia Mecânica, Universidade Federal de São João
del-Rei, São João del-Rei, 2013.
BOOT, D.; COOPER, P.; STJOHN, D. H.; DAHLE, A. K. A comparison of grain
refiner masteralloys for the foundry. In: 131ST
ANNUAL MEETING &
EXHIBITION, Seattle Washington, p. 17-21, 2002.
COUTO, A. A.; MARRECO, D. M.; CABRAL NETO, A.; VATAVUK J.; NAVA M.
A. Caracterização de Ligas Al-Si Eutética e Hipereutética Fundidas por Centrifugação
para Aplicações Automotivas. In: CONGRESSO BRASILEIRO DE ENGENHARIA E
CIÊNCIA DOS MATERIAIS, 19., 2010, Campos do Jordão. Anais... Campos do
Jordão, 2010.
CRIADO A. J.; MARTÍNEZ J.; CALABRÉS R. Growth of eutectic silicon from
primary silicon crystals in aluminium-silicon alloys. Scripta Materialis, v. 36, p. 47-
54, 2003.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da Usinagem dos
Materiais. 8. ed. São Paulo: Artiber, 2013.
DINNIS, C. M.; TAYLOR, J. A.; DAHLE, A. K. As cast morphology of iron –
intermetallics in Al-Si foundry alloys. Acta Materialia, v. 53, p. 955-958, 2005.
FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: E. Blücher, 1977.
800 p.
FURLAN, T. S.; FUOCO, R. Optimization of the Sr Addition in Permanent Mold
A356 Alloys. AFS Transactions. Schaumburg, IL USA: American Foundry Society.
2008.
FUOCO, R.; CORRÊA, E. R.; CORRÊA, A. V. de O.; BOCCALINI JÚNIOR, M.
Comparação entre a Modificação com Estrôncio e o Refino com Antimônio em Ligas
de Alumínio a356. In: CONGRESSO NACIONAL DE FUNDIÇÃO, 1991, São Paulo.
Anais... São Paulo: ABIFA, 1991. p. 12.58-12.65.
GARCIA, A. Solidificação: fundamentos e aplicações. Campinas: Ed. da Unicamp,
2001.
GONZÁLEZ, L. W. R.; RODRÍGUEZ, R. P.; ROBLEDO, P. C. Z.; MATA, M. P. G.;
DUMITRESCU, L. Análisis experimental del torneado de alta velocidad del acero AISI
1045. Experimental analysis of high speed turning of AISI 1045 steel gears. Ingeniería

101
Mecánica, v. 15, n. 1, p. 10-22, ene./abr. 2012.
GUZOWSKI, M. M.; SIGWORTH, G. K.; SENTRNER, D. A. The role of boron in the
grain refinement of aluminium with titanium. Metallurgical Transactions A, v. 18A,
p. 603- 619, 1987.
HERNANDES, D. Qual é o seu bloco de motor favorito? Flatout. 2014. Disponível
em: <http://www.flatout.com.br/qual-e-o-seu-bloco-de-motor-favorito/>. Acesso em: 2
maio 2014.
HASKEL, T. Efeito do Tratamento Térmico de Solubilização na microestrutura e
nas Propriedades Mecânicas da Liga de Alumínio A356. 2009. 115 f. Dissertação
(Mestrado)-Centro de Ciências Tecnológicas, Universidade do Estado de Santa
Catarina, Joinville, 2009.
KAWI, A. A. Temperatures Behavior of Some Alloy Steels in Turning Process Under
Different Operating Conditions. Al-Qadisiya Journal For Engineering Sciences, v. 4,
n. 3, 2011.
KAUFMAN, J. G.; ROOY, E. L. Aluminum Alloy Castings. Properties, Processes, and
Applications. ASM International. 1st print. Dec. 2004.
KRAMEL, M. Estudo da Fluidez das Ligas Al-Si: Efeitos da Temperatura de
Vazamento e da Qualidade do Metal Líquido. 2009. 105f. Dissertação (Mestrado em
Ciência e Engenharia de Materiais)-Centro de Ciências Tecnológicas, Universidade do
Estado de Santa Catarina, Joinville, 2009.
KORI, S. A.; MURTY, B. S.; CHAKRABORTY, M. Development of an Efficient
Grain Refiner for Al-7Si Alloy. Materials Science and Engineering, India A280, p.
58-61, 2000.
LI BAO; WANG, H.; ZHAO, R.; WEI, Z. Optimization of processing parameters for
preparation of Al-3Ti-1B Grain Refiner. Trans. Nonferrous Met. Soc., China, p. 387-
391, 2009.
LIM, Y. P. Grain refinement and heat treatment of gravity die cast A356. Archives of
Foundry Engineering, Polland, v. 10, issue 4/2010, p. 103-108, 2010.
LOURENÇATO, L. A. Tixoformabilidade e tixoforjamento de ligas Al-Xwt%Si-
0,5wt%Mg em prensa excêntrica com matriz aberta. 2008 [sn]. Tese (Doutorado)-
Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas, Campinas,
2008.
MACHADO, A. R.; ABRÃO, A. M.; COELHO, R. T.; SILVA, M. B. Teoria da
Usinagem dos Materiais. São Paulo: E. Blücher, 2009. 384p.
MAIA, L. H. A.; MARTINS, P. S.; CARNEIRO, J. R. G.; MELO, W.; LANDRE
JÚNIOR, J.; SALES, W. F. Eliminação de Operação na Confecção de Furos em Peças
Automotivas em Liga Alumínio-Silício. In: CONGRESSO NACIONAL DE
ENGENHARIA MECÂNICA, 6., 2010, Campina Grande/PB. Anais… Campina
102
Grande/PB, 2010.
MALLAPUR D. G.; UDUPA R. K.; KORI S. A. Influence oh Ti, B and Sr on the
Microstructure and Mechanical Properties of 356 alloys. Journal of Materials Science,
v. 10, p. 4977-4983, 2010.
MONDOLFO, L. F. Aluminium Alloys: Structure and Properties. London: Butterworth
& Co., 1976.
MOREIRA, P. S. Efeito da Taxa de resfriamento e dos Tratamentos Térmicos
sobre as Propriedades Mecânicas da Liga Al-Si-Mg (A356,0) Fundida. 2011. 85 f.
Dissertação (Mestrado em Análise e Seleção de Materiais)-Escola de Minas,
Universidade Federal de Ouro Preto, Ouro Preto, 2011.
MORAES, A. C. Estudo da Corrosão Intergranular em Ligas de Alumínio de
Fundição – Influências do Teor de Cobre e do Tratamento de Solubilização. 2006. 83 f.
Dissertação (Mestrado)-Departamento de Engenharia Mecânica, Centro de Ciências
Tecnológicas, Universidade do Estado de Santa Catarina, Joinville, 2006.
MASSARETE, M.; SERRANO, A.; MACHADO, L.; HARA, L.; FRAZÃO, V.
Alumínio no Brasil: Transformações nos últimos 15 anos. Bain Brasil. Brochura, São
Paulo. 2013. Disponível em:
<http://www.bain.com/offices/saopaulo/pt/publications/articles/aluminio-no-
brasil.aspx>. Acesso em: 4 nov. 2014.
MAZLEE, M. N.; SHAMSUL, J. B.; KAMARUDIN, H.; RIZAM, S. S. Microstructural
Study And Differential Scanning Calorimetry Analysis At Elevated Temperatures Of
Uperheated As-Cast A357 Alloy. International Journal of Mechanical and Materials
Engineering (IJMME), Arau, Perlis, Malaysia, v. 4, n. 2, p. 181-185, 2009.
OSÓRIO, W. R.; PEIXOTO, L. C.; GARCIA, A. Efeitos da agitação mecânica e de
adição de refinador de grão na microestrutura e propriedade mecânica de fundidos da
liga Al-Sn. Revista Matéria, v. 14, n. 3, p. 906-917, 2009.
PEREIRA, A. F. da S. Utilização de ultrassons para afinamento da microestrutura
de ligas de Alumínio vazadas em areia. 2011. Dissertação (Mestrado)-Ciclo de
Estudos Integrados Conducentes ao Grau de Mestre em Engenharia Mecânica,
Departamento de Engenharia Mecânica, Universidade do Minho, Portugal, 2011.
PERES, M. M.; PINTO, C. P.; RIOS, C. T.; KIMINAMI, C. S.; BOTTA FO, W. J.;
BOLFARINI, C. Caracterização da liga de alumínio A356 solidificada rapidamente por
centrifugação e fundida em areia. Projeções, v. 23, p. 55-62, 2005.
QUESTED, T. E., GREER, A. L. Grain refinement of Al alloys: Mechanisms
determining as-cast grain size in directional solidification. Acta Materialia, v. 53, issue
17, p. 4643-4653, Oct. 2005,
RIBEIRO, J. L.; ABRÃO, A. M. Vida de ferramenta no fresamento de aços para
matrizes. In: CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO –
COBEF, 4., 2007, Estância de São Pedro. Anais... Rio de Janeiro: ABCM, 2007.
103
RODRIGUES, J. R. P.; SANTOS, J. C. S.; SORDI, A. Componentes da Força de
Usinagem no Torneamento de Ligas Não Ferrosas e Aços ABNT 1020 e 1045. In:
CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO – COBEF, 4.,
2007, Estância de São Pedro. Anais... Rio de Janeiro: ABCM, 2007.
SANDVIK, Catálogo de Produtos. São Paulo: Sandvik Coromant, 2012.
SANTOS, G. R. 2006. Caracterização de Filme DLC e Avaliação dos Esforços de
Usinagem em Insertos Revestidos no Torneamento de Ligas Al-Si. 2006. 71 f.
Dissertação (Mestrado em Engenharia Mecânica)-Departamento de Ciências Exatas e
de Tecnologia, Pontifícia Universidade Católica do Paraná, Curitiba, 2006.
SANTOS JÚNIOR, M. C.; MACHADO, A. R.; CRUVINEL, E. V. B. M.; SOUZA, M.
N.; BARROZO, M. A. S. Efeito das Propriedades Mecânicas e Condições de Corte
sobre as Componentes da Força de Usinagem no Torneamento das Ligas de Alumínio.
In: CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO – COBEF,
6., 2011, Caxias do Sul. Anais de congresso. São Paulo: ABCM, 2011.
SATHYAPAL, H.; PRABHU, N. K. Modification of eutectic silicon in Al-Si alloys.
Journal of Materials Science, p. 3009-3026, 2008.
SEBAIE, O. E.; SAMUEL, A. M.; SAMUEL, F. H.; DOTY, H. W. The effects of
mischmetal, cooling rate and heat treatment on the hardness of A319.1, A356.2 and
A413.1 Al–Si casting alloys. Materials Science and Engineering: A, v. 486, issues 1-
2, p. 241-252, July 2008.
SILVA JUNIOR, A. R. Determinação das propriedades mecânicas da liga A356
conformada por spray para diferentes teores de ferro e condições de
processamento. 2008. 84 f. Dissertação (Mestrado)-Universidade Federal de São
Carlos, São Carlos, 2008.
SIGWORTH, G. K.; KUHN, T. A. Grain Refinement of Aluminum Casting Alloys. In:
AFS Transactions 2007. American Foundry Society, Paper 07-067(02).pdf. from AFS
Transactions 2007. Schaumburg, IL USA, 2007.
SHABESTARI, S. G.; MALEKAN, M. Assessment of the effect of grain refinement on
the solidification characteristics of 319 aluminum alloy using thermal analysis. Journal
of Alloys and Compounds, Elsevier, v. 492, p. 134-142, 2010.
SUAREZ, M. P. Fresamento de canais da Liga de Alumínio Aeronáutico 7075-T7.
2008. 127 f. Dissertação (Mestrado em Engenharia Mecânica)-Universidade Federal de
Uberlândia, Uberlândia, 2008.
TRENT, M. C.; WRIGHT, P. K. Metal cutting principles. 4th
ed. Butterworth-
Heinemann, USA, 2000.
TEDPELLA. Hardness Tables. 2014. Disponível em:
<http://www.tedpella.com/Material-
Sciences_html/Abrasive_Grit_Grading_Systems.htm>. Acesso em: 25 maio 2014.
104
VIANA, R.; MACHADO, Á. R. Desempenho de Revestimentos de Brocas na
Usinagem de uma Liga Al-Si. In: POSMEC – SIMPÓSIO DO PROGRAMA DE PÓS-
GRADUAÇÃO EM ENGENHARIA MECÂNICA, 13., 2003, Uberlândia. Anais...
Uberlândia: Universidade Federal de Uberlândia, 2003.
WARMUZEK, M. Aluminum-Silicon Casting Alloys: an Atlas of Microfractographs.
1st print. ASM International. May 2004.
ZERBETTO, Â.; PEIXOTO, J. A.; BARROS, T. Medidor de esforço de corte na
operação de torneamento mecânico. 2014. Disponível em: <files.joao-
peixoto.webnode.com.br>. Acesso em: 25 mar. 2014.

105
8 ANEXOS

106
ANEXO A - CERTIFICADO DE CALIBRAÇÃO DO SPECTOMETRO

107
ANEXO B - CERTIFICADO DE CALIBRAÇÃO CONTROLADOR DE
TEMPERATURA
108
ANEXO C - CERTIFICADO DE CALIBRAÇÃO MICROSCÓPIO ÓTICO
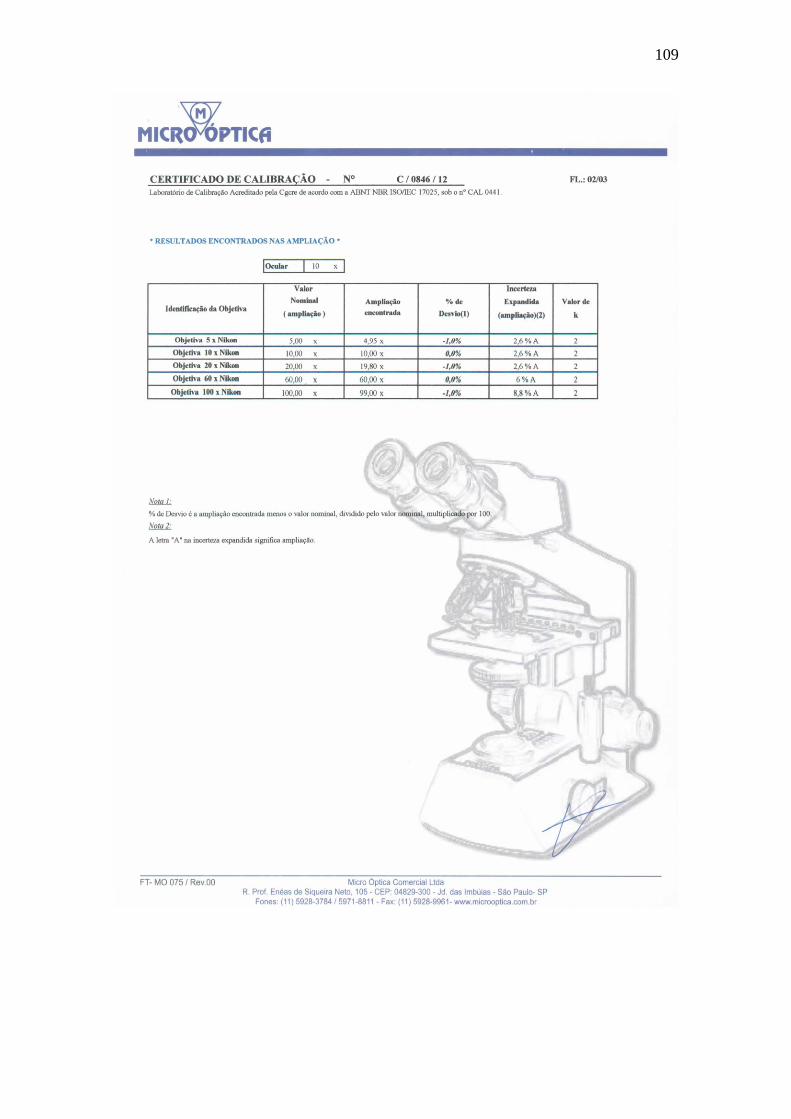
109
110
111
ANEXO D - CERTIFICADO DE ANÁLISE DOS CORPOS DE PROVA

112

113
ANEXO E - SELEÇÃO DE FERRAMENTA DE CORTE PARA O PROCESSO
DE TORNEAMENTO DE ACABAMENTO DE LIGAS ALUMÍNIO
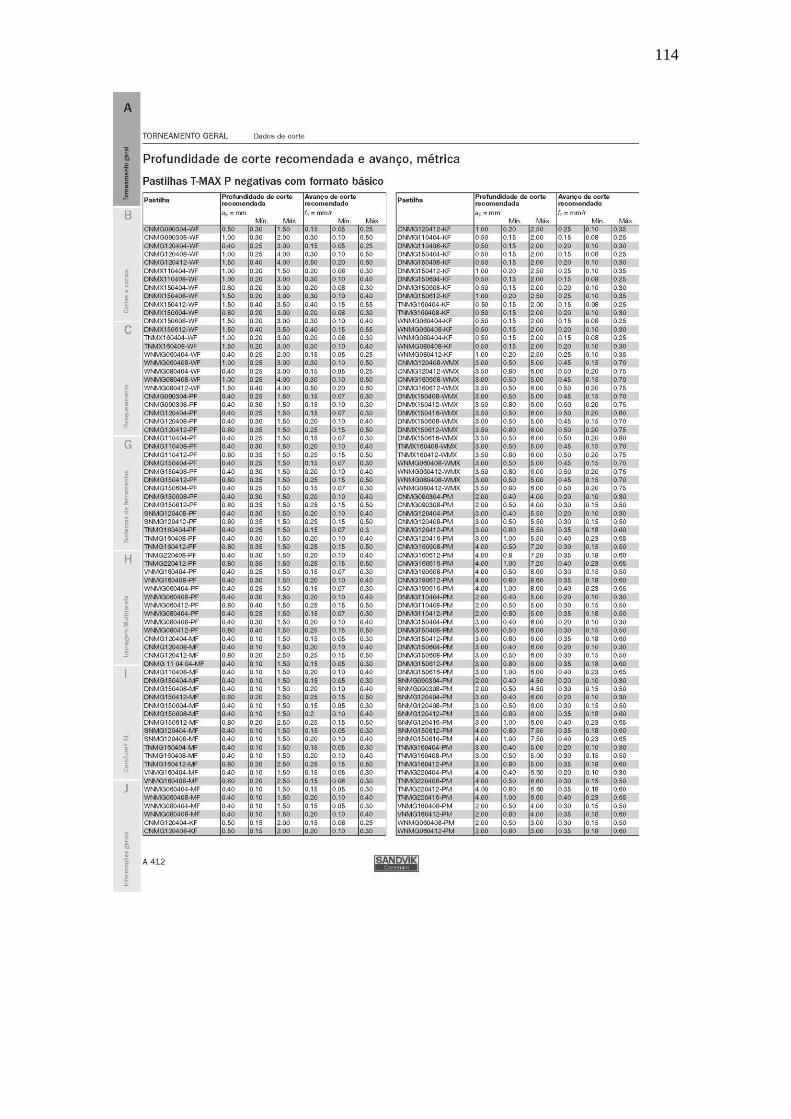
114

115
Anexo F – Dimensões coquilha de vazamento

116
Anexo G – Desenvolvimento de cálculos estatísticos para análise de variância
ANOVA pela distribuição de Fisher
Análise
da V
aria
ncia
(AN
OV
A) p
ela
distrib
uiçã
o F
de S
nedeco
r ou d
istribuiçã
o d
e F
isher p
ara
1 v
ariá
vel _
Dure
za B
rinell
n1n2
n3
Variação
1Y
YY
Variação
2Y
YY
Variação
3Y
YY
Variação
4Y
YY
Variação
5Y
YY
Y-5
0Y
-50
Y-5
0Σ
(tratamento
s)
Variação
1Y
-50
Y-5
0Y
-50
(Y-5
0)+
(Y-5
0)+
(Y-5
0)
Variação
2Y
-50
Y-5
0Y
-50
(Y-5
0)+
(Y-5
0)+
(Y-5
0)
Variação
3Y
-50
Y-5
0Y
-50
(Y-5
0)+
(Y-5
0)+
(Y-5
0)
N=
Núm
ero
de e
lem
ento
s Y
Variação
4Y
-50
Y-5
0Y
-50
(Y-5
0)+
(Y-5
0)+
(Y-5
0)
n =
núm
ero
de ré
pilica
s
Variação
5Y
-50
Y-5
0Y
-50
(Y-5
0)+
(Y-5
0)+
(Y-5
0)
Y.. (Σ
da so
ma d
os tratam
entos)
Ȳ.. (Y
../N)
Y..^
2/N
GL
(graus de lib
erdad
e) M
Q (q
uadrad
os m
édio
s)F
Fo
SS
T (so
mató
rio to
dos elem
entos)-Y
..^2
/NN
-1M
Qtrat/M
qerro
Valo
r tabelad
o
SS
trat (So
mató
rio T
ratamento
)/n-O9
número
de tratam
entos -1
SS
Trat/G
L(S
ST
rat)p
ara 95
% d
e confiab
ilidad
e
SS
erro (S
ST
-SS
trat)(N
-1)-(núm
ero d
e tratamento
s -1)
SS
erro/G
L(S
Serro
)
F d
istribuição
F d
e Sned
ecor o
u distrib
uição d
e Fisher
Se F
< 0
aceita H0
Se F
> 0
rejeita H0
Análise
da V
aria
ncia
(AN
OV
A) p
ela
distrib
uiçã
o F
de S
nedeco
r ou d
istribuiçã
o d
e F
isher p
ara
1 v
ariá
vel _
Dure
za B
rinell
N=
Núm
ero
de e
lem
ento
s15
n1
n2
n3
Σ
n =
núm
ero
de ré
pilica
s3
TiB
Al5
/1+
SrA
l10%
49
49
50
-1-1
0-2
Ho
µ1 =
µ2
TiA
l10%
+S
rAl1
0%
47
50
50
-30
0-3
H1
µ1 ≠
µ2
TiC
Al3
15+
SrA
l10
%47
47
45
-3-3
-5-1
1
Stro
blo
y5%
45
47
49
-5-3
-1-9
SrT
iBA
l10
%50
48
52
0-2
20
Y..
-25
Ȳ..
-1,6
66
7
Y..^
2/N
41,6
667
GL
MQ
FF
5%
, (i-1), (ij(n
-1))
SS
T55,3
33333
14
2,9
6053
3,4
78049691
Aceita H
0 as m
icro d
urezas são iguais p
ara 95%
de co
nfiabilid
ade.
Sstra
t30
47,5
Sse
rro25,3
33333
10
2,5
3333

117
Aná
lise d
a V
aria
ncia
(AN
OV
A) p
ela
distrib
uiçã
o F
de S
nedeco
r ou d
istribuiçã
o d
e F
isher p
ara
varia
ção
de 2
va
riáv
eis _
Mt e
nsa
io p
relim
ina
r
Va
riáv
el (i)
ferramenta
ni
2
Va
riáv
el (j)
anteliganj
3
N18
n3
20,2
620,3
620,2
520,2
020,1
920,0
720,0
519,9
920,2
3
20,1
920,2
420,1
119,9
519,9
320,1
719,7
019,6
619,7
9
Yi.1
= Σ
(Yi. 1
)
181,5
9(Y
i. ^2
)Σ
Yi1
j1Σ
Yi1
j2Σ
Yi1
j3(Y
ij2
)(Y
..^2
)(Y
..)^2
65283,3
6888
Σ Y
i2j1
Σ Y
i2j2
Σ Y
i2j3
21762,3
1151
7254,2
1130563,3
4
Yi.2
= Σ
(Yi. 2
)60,8
660,4
660,2
7
179,7
560,5
560,0
459,1
5
Y.j=
Σ (Y
.j 1)
121,4
1(Y
.j ^2
)
43523,1
0528
Y.j=
Σ (Y
.j 2)
120,5
0
Y.j=
Σ (Y
.j 3)
119,4
2
GL
FF
5%
, (i-1), (ij(n
-1))
SS
T(Y
..^2
) - (Y..)^
2 / N
0,686
SS
i(Y
i.^2
) / nj*
n - (Y
..)^2
/ N0,188752
ni-1
1S
Si/G
Li
0,188752264M
Qi/M
QE
22,304014,7
47225347
A variáve
l influ
en
cia
SS
j(Y
.j2
) / ni*
n - (Y
..)^2
/ N0,331979
nj-2
2S
Sj/G
Lj
0,165989617M
Qj/M
QE
19,614253,8
85293835
A variáve
l influ
en
cia
SS
ij(Y
ij2
) / n - (Y
..)^2
/ N - S
si - SS
j0,064203
(ni-1
)x(n
j-1)
2S
Sij/G
lij0,032101656
MQ
ij/MQ
E3,79331
3,8
85293835
A variáve
l não
influ
en
cia
SS
ES
ST
- SS
i - SS
j -SS
k -S
Sij - S
Sik
-SS
jk -S
Sijk
0,102(N
-1)-[(n
i-1)+
(nj-1
)]-[(ni-1
)x(n
j-1)]
12S
SE
/GL
E0,008462704
MQ
j
TiB
Al
TiA
lT
iCA
l
i
H1
0
1005