AVALIAÇÃO EXPERIMENTAL DA CONDIÇÃO ......entre a ferramenta e a apara, que possam contribuir...
92
AVALIAÇÃO EXPERIMENTAL DA CONDIÇÃO TRIBOLÓGICA NO PROCESSO DE CORTE POR ARRANQUE DE APARA Esmeraldo Miguel Cangundo (Licenciado) Dissertação para obtenção do Grau de Mestre em Engenharia Mecânica Júri Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista Orientador: Prof. Paulo António Firme Martins Co-orientador: Prof. Pedro Alexandre Rodrigues Carvalho Rosa Vogal: Profª Maria Beatriz Cipriano de Jesus Silva Outubro de 2009
Transcript of AVALIAÇÃO EXPERIMENTAL DA CONDIÇÃO ......entre a ferramenta e a apara, que possam contribuir...

AVALIAÇÃO EXPERIMENTAL DA CONDIÇÃO TRIBOLÓGICA
NO PROCESSO DE CORTE POR ARRANQUE DE APARA
Esmeraldo Miguel Cangundo
(Licenciado)
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Paulo António Firme Martins
Co-orientador: Prof. Pedro Alexandre Rodrigues Carvalho Rosa
Vogal: Profª Maria Beatriz Cipriano de Jesus Silva
Outubro de 2009


I
À Dionísia, minha irmã Cristina e aos meus pais.

II

III
“Quando todos pensam da mesma forma, então ninguém está a pensar. ”
Walter Lippmann

IV

V
Resumo
A existência de atrito na interface de contacto entre a ferramenta e a apara tem uma influência
significativa no mecanismo de formação de apara, em especial na eficiência energética dos
processos de maquinagem. De facto, alguns autores estimam que em determinadas aplicações o
atrito possa ser responsável por até 50% da energia total consumida na formação da apara. Este
nível de energia dissipada é uma preocupação tanto económica, como ambiental, quando se analisa
a extensa aplicação industrial dos processos de maquinagem. Deste modo, torna-se prioritária a
realização de estudos compreensivos dos fenómenos tribológicos existentes na interface de contacto
entre a ferramenta e a apara, que possam contribuir futuramente para uma melhoria da eficiência de
um dos grupos de processos tecnológicos de maior utilização industrial.
A pesquisa bibliográfica neste domínio mostrou que existe alguma dificuldade, ou mesmo desacordo,
sobre quais os ensaios ou as técnicas que devem ser utilizadas ou que permitem reproduzir de forma
independente as condições tribológicas na interface de contacto entre a ferramenta e a apara. Deste
modo, o presente trabalho de investigação procura estabelecer metodologias experimentais
adequadas a uma avaliação do coeficiente de atrito na interface de contacto entre a ferramenta e a
apara. O estudo foi alargado à análise das variáveis operativas e da sua influência no valor do
coeficiente de atrito, tais como a velocidade ou a pressão relativa na interface, ou o meio envolvente.
Neste trabalho foram utilizadas condições de corte ortogonal, distintas da generalidade das
aplicações industriais, de modo a promover condições experimentais controladas que permitam uma
avaliação comparativa adequada. Foram seleccionados alguns ensaios tribológicos tradicionais,
tendo sido desenvolvidas as competências experimentais necessárias para a sua implementação na
caracterização do coeficiente de atrito entre diferentes pares de materiais. A utilização de ferramentas
de cálculo numérico foi também necessária para a realização de ábacos de calibração do coeficiente
de atrito para alguns dos ensaios tribológicos. Ficou demonstrado que é possível obter estimativas
adequadas do valor médio do coeficiente de atrito com o ensaio de pino-no-disco quando
devidamente controladas as principais variáveis operativas. De facto, a textura superficial mostrou ser
uma das principais variáveis a controlar para permitir estabelecer um controlo sobre o coeficiente de
atrito. O ensaio de anel, apesar de mostrar uma boa sensibilidade ao coeficiente de atrito, não é
utilizável na gama típica de valores para o corte por arranque de apara, apresentando saturação para
valores do coeficiente de atrito acima de 0.4. É ainda apresentada uma análise da influência das
propriedades mecânicas dos pares tribológicos no comportamento global do atrito.

VI

VII
Abstract
The presence of friction on the tool-chip interface has a significant impact on the energetic efficiency in
the machining process. In fact, some authors proposed that, in some applications, the friction
mechanism is responsible for up to 50% of the total energy consumption of the process. The level of
consumed energy is an economic and environmental concern, when it turns out clear the role of the
machining process in the modern day industry.
It turns out evident that, it is necessary to carried out comprehensive studies of the friction mechanism
on the tool-chip interface, contributing for the optimization of the efficiency of the one of the most
applied technological process in the industry.
The literature review shows that there is still some lack of knowledge about the reliability of the
tribological characterization techniques, especially for describing the chip-tool interaction in the metal
cutting operations. So, the present work searches to establish adequate experimental methodologies
that allow assessing the tool-chip interaction through independent techniques. The experimental work
were supported by an extended study on the principal operating parameters, such as sliding velocity,
applied load and the surrounding medium.
Orthogonal cutting conditions were employed in the present work, differing from the generality of the
industrial applications, in order to assure that the experimental work is conducted under similar
controlled conditions.
Some traditional tribological characterization techniques were selected and experimental tests were
conducted with different tribo-pairs. Numerical simulation techniques were also applied for calculating
the calibration curves for some tribological characterization techniques. It was also demonstrated that,
it is possible to obtain a good average for the friction coefficient value on the pin-on-disc test, when the
principal operating parameters are controlled. In fact, the surface texture has proved to be one of the
most important parameter that controls the friction coefficient. The ring compression test also shows a
good sensibility on the surface texture, but the test is not appropriate for the typical values of the
cutting operations, as the test saturates for a value of friction coefficient about 0.4. It was also
presented the analysis of the influence of the mechanical properties of the tribo-pairs on the overall
friction mechanism.

VIII

IX
Palavras-chave
Atrito
Ensaio de anel
Pino-no-disco
Corte ortogonal
Keywords
Friction
Pin-on-disc test
Ring compression test
Orthogonal cutting

X
XI
Agradecimentos
Desejo mostrar o meu profundo agradecimento;
Ao meu orientador científico, o Prof. Paulo António Firme Martins pelo apoio e dedicação
demonstrada ao longo da realização da presente dissertação;
Ao meu co-orientador científico, o Prof. Pedro Alexandre Rodrigues Carvalho Rosa, pelo apoio
científico, dedicação, sentido crítico, e pela preciosa colaboração prestada nos esclarecimentos e na
organização deste trabalho, mostrando-me sempre o caminho a seguir, tendo frequentemente
sacrificado o seu tempo em detrimento deste trabalho;
Ao Mestre Valentino Cristino pela dedicação, sentido crítico, amizade, grande capacidade de
transmissão de conhecimentos e ajuda prestada ao longo da realização desta dissertação, sem os
quais a conclusão da mesma não seria possível;
À Dionísia, pela paciência, dedicação, apoio, companheirismo e amor demonstrado ao longo destes
anos;
À minha irmã Cristina, por sempre acreditar em mim e por todo sacrifício que teve de fazer;
Aos meus irmãos e sobrinhos, pelo carinho e paciência demonstrado e ao mesmo tempo por
entenderem o motivo da minha ausência ao longo deste período da minha formação;
À Professora Doutora Maria Beatriz Cipriano de Jesus Silva, pelas palavras confortantes proferidas
nos momentos em que me sentia perdido;
Ao Engenheiro Hélder Neto pela amizade e companheirismo demonstrado nos momentos mais
difíceis, tornando possível a efectivação desta realidade;
À TOTAL E&P ANGOLA por ter acreditado em mim, e como tal oferecido uma bolsa de estudos, que
foi fundamental para a efectivação desta fase académica;
À Área Científica de Tecnologia Mecânica (ACTM) do Instituto Superior Técnico (IST) em particular na
pessoa do Sr. Farinha pelo apoio no fabrico de vários componentes, necessários para a execução do
presente trabalho;
Ao colega Joaquim Pereira, pela colaboração prestada no decorrer da realização deste trabalho;
Ao Mestre Carlos Silva pelo companheirismo e colaboração na parte do fabrico da célula de carga;
Aos colegas do Departamento de Engenharia Mecânica do Instituto Superior Técnico (IST) em
particular aos da ACTM pelo apoio e incentivo demonstrado;
Ao Nelson Martins, Alegria Jeremias, Samori Jordão, Fernando Dala, Jandira Coelho, Edson Silva e
Domingos Massala, pelo apoio e criticas dirigida a quanto da realização desta dissertação, tornando-a
ainda mais rica;
Aos bolseiros da TOTAL E&P ANGOLA pelo ambiente familiar oferecido ao longo deste período da
minha formação académica no IST;
A todos aqueles que directa ou indirectamente tornaram possível que esta realidade fosse alcançada
com sucesso, o meu muito obrigado.

XII

XIII
Índice
Resumo .............................................................................................................................................. V
Abstract ............................................................................................................................................ VII
Palavras-chave ................................................................................................................................ IX
Keywords .......................................................................................................................................... IX
Agradecimentos ............................................................................................................................... XI
Lista de tabelas ............................................................................................................................... XV
Lista de figuras ............................................................................................................................... XVI
Lista de símbolos ........................................................................................................................... XIX
Abreviaturas .................................................................................................................................... XX
Nomenclaturas ................................................................................................................................ XX
1 Introdução..................................................................................................................... 1
2 Fundamentos teóricos ................................................................................................. 5
2.1 Tribologia ............................................................................................................................... 5
2.1.1 Breve introdução histórica ........................................................................................... 5
2.1.2 Natureza das superfícies ............................................................................................. 9
2.1.3 Mecanismos de atrito ................................................................................................. 12
2.1.4 Lubrificação ................................................................................................................. 14
2.1.5 Modelos de atrito ........................................................................................................ 15
2.1.6 Quantificação do atrito ............................................................................................... 19
2.2 Corte por arranque de apara ............................................................................................ 25
2.2.1 Definições básicas ...................................................................................................... 25
2.2.2 Tribologia no corte ortogonal .................................................................................... 28
3 Desenvolvimento experimental ..................................................................................35
3.1 Ensaio de pino-no-disco .................................................................................................... 35
3.2 Ensaio de anel .................................................................................................................... 40
3.3 Ensaio de corte ortogonal ................................................................................................. 41
3.4 Materiais em estudo ........................................................................................................... 42
3.5 Plano de ensaios ................................................................................................................ 43
4 Resultados e Discussão .............................................................................................45
4.1 Influência da velocidade relativa e da pressão de contacto ........................................ 45

XIV
4.2 Influência da rugosidade superficial ................................................................................ 48
4.3 Influência do meio envolvente .......................................................................................... 52
4.4 Avaliação comparativa de ensaios .................................................................................. 55
5 Conclusões e perspectivas de trabalho futuro .........................................................59
5.1 Conclusões .......................................................................................................................... 59
5.2 Perspectivas de trabalho futuro ........................................................................................ 60
Bibliografia .........................................................................................................................61
Anexos .................................................................................................................................. i
Encoder ............................................................................................................................................... i
Subrotina (Diagrama de Bloco) ................................................................................................... i
Data Sheet ......................................................................................................................................ii
Características do óleo utilizado .................................................................................................... iii

XV
Lista de tabelas
Tabela 3.1 – Relação entre a textura superficial, a rugosidade superficial média e o tipo de lixa
utilizado na preparação superficial dos discos. ..................................................................................... 39
Tabela 3.2– Propriedades mecânicas dos materiais para o fabrico dos respectivos provetes. ........... 43
Tabela 3.3 – Plano de trabalho experimental para o ensaio pino-no-disco. ......................................... 44
Tabela 3.4 – Plano de trabalho experimental para o ensaio de anel .................................................... 44

XVI
Lista de figuras
Figura 2.1 – Equipamentos de redução de atrito: a) Mecanismos de transporte de carga nas
civilizações antigas; b) Pivô inferior da porta (Frene e co-autores, 1990). ............................................. 6
Figura 2.2 – Transporte de estátua, túmulo de Tchuti Hemp, EI-Bersheh, 1800 A.C. (Frene e co-
autores, 1990). ........................................................................................................................................ 7
Figura 2.3 – Esquemas das experiencias realizado por Leonardo da Vinci (Frene e co-autores, 1990);
a) Dispositivos para estudo do atrito; b) Dispositivo para diminuição do atrito. ...................................... 7
Figura 2.4 – Aspecto real de uma superfície acabada: a) Esquema representativo das impurezas que
afectam a superfície dos metais; b) Forma geométrica de uma superfície vista ao nível microscópico
............................................................................................................................................................... 10
Figura 2.5 – Decomposição do perfil de uma superfície mostrando os elementos que constituem a sua
textura (Rodrigues, 2006). ..................................................................................................................... 11
Figura 2.6 – Mecanismos básicos de atrito: a) Adesão; b) Formação de micro-apara e c) Deformação
de asperezas (elástica e plástica) (Holmberg e co-autor, 2009)........................................................... 13
Figura 2.7 – Esquema do contacto entre a superfície da peça (apara) e a ferramenta de corte com um
regime de tensão variável ao longo da face de ataque desta: a) Representação das forças de corte
(Fa), originadas pelo atrito consequente do carregamento normal (FN). b) Correspondência
interdisciplinar dos fenómenos do atrito e desgaste no corte por arranque de apara. ......................... 14
Figura 2.8 – Representação esquemática das principais leis de atrito usadas em engenharia,
mostrando a tensão de atrito numa interface sólido – sólido, como uma função da pressão normal.
São apresentadas duas curvas (A e B) geradas a partir da lei do atrito de Bay. ................................. 19
Figura 2.9 – Representação esquemática do ensaio de pino-no-disco. ............................................... 21
Figura 2.10 – Deformação do anel durante a operação de forjamento: a) Provete original e deformado
em condições de baixo e elevado atrito; b) Curva de calibração típica (Fletcher e co-autores, 1998). 23
Figura 2.11 – Representação da malha deformada durante a simulação do ensaio de anel no
programa I-Form2 (onde N define a linha neutra ou a zona de velocidade nula, que separa as duas
direcções de escoamento de material) ( Rosa, 2003). ......................................................................... 25
Figura 2.12 – Representação esquemática do corte por arranque de apara; a) Corte Oblíquo; b) Corte
Ortogonal ............................................................................................................................................... 26
Figura 2.13 – Mecanismo de formação de apara: a) Representação bidimensional do corte ortogonal,
ilustrando os principais parâmetros; b) Zonas de corte. ....................................................................... 27
Figura 2.14 Mecanismo de formação de apara: a) Tresca (1878); b) Mallock (1881-82) (Childs e co-
autores, 2000) e c) Processo de formação de apara observado actualmente em condições de baixo e
elevado atrito. ........................................................................................................................................ 29
Figura 2.15 – Métodos para determinação de distribuição de tensões: a) Método fotoelástico; b)
Método split tool (Loladze, 1958). ......................................................................................................... 30
Figura 2.16 – Influência dos parâmetros de corte no comprimento de contacto (lc): a) Correlação com
espessura da apara não deformada para diferentes materiais, 1-cobre, 2-chumbo, 3-alumínio, 4-aço
AISI E9310, 5-Câdmio e 6- Titânio; b) Correlação com a velocidade de corte para diferentes

XVII
materiais, 1-Titânio, 2-Liga berílio-cobre (UNSC17000, HB200), 3-Liga berílio-cobre (UNSC
17000,HB110), 5- cobre e 6- alumínio 2014 (Astkhov, 2006). .............................................................. 32
Figura 3.1 – Máquina de ensaios do pino-no-disco desenvolvido e componentes: a) Máquina de
ensaios; b) Motor-redutor A053UH25 18.6 1HP 4PB5; c) Variador de frequência ACT401-07 FA 1HP.
............................................................................................................................................................... 36
Figura 3.2 – Sistema de ensaio; a) Representação esquemática do aparato experimental de pino-no-
disco; b) Amplificador de sinais Vishay 2100; c) Célula de carga bidimensional; d) Painel frontal e
diagrama de bloco do programa desenvolvido. .................................................................................... 37
Figura 3.3 – Monitorização da velocidade de rotação do motor; a) Alterações para a montagem do
encoder; b) Montagem final. .................................................................................................................. 37
Figura 3.4 – Metodologia de polimento de discos; a) Unidade de limpeza e polimento; b) Direcção das
estrias obtidas no polimento. ................................................................................................................. 38
Figura 3.5 – Discos de AISI 316L e PVC com diferentes texturas superficiais obtidos na unidade de
limpeza e polimento. .............................................................................................................................. 38
Figura 3.6 – Controlo do estado superficial; a) Rugosímetro Kosaka Lab. SE 1200; b) Medição da
rugosidade superficial de um disco. ...................................................................................................... 39
Figura 3.7 – Máquina de ensaios universal Instron 1200KN utilizada para o ensaio de anel .............. 40
Figura 3.8 – Representação esquemática da textura dos pratos de compressão; pratos de
compressão utilizados no ensaio de anel. ............................................................................................ 40
Figura 3.9 – Aparato experimental para os ensaios de corte ortogonal: a) Montagem do aparato; b)
Esquema representativo do aparato. .................................................................................................... 41
Figura 3.10 – Polimento das ferramentas de corte: a) esquema representativo da ULP; b)
Acabamento superficial obtido para ferramentas de AISI 316L. ........................................................... 42
Figura 3.11 – Provetes de chumbo e cobre utilizados nos ensaios para os vários processos: a) pino
no disco, b) ensaio de anel; c) corte ortogonal. .................................................................................... 43
Figura 4.1 – Resultados do ensaio pino-no-disco: a) Força normal e tangencial em função do tempo
para o par Pb/PVC a velocidade v=0.072m/s; b) Relação da força normal e tangencial obtida nos
ensaios pino-no-disco para pares tribológicos com propriedades mecânicas similares ( Pb/PVC) para
diferentes velocidades. .......................................................................................................................... 46
Figura 4.2– Relação entre a força tangencial e normal para pares tribológicos com propriedades
mecânicas diferentes para várias velocidades: a) Pb/AISI 316 L; b) Cu/AISI 316 L. ........................... 47
Figura 4.3– Comportamento do coeficiente de atrito: a) Influência da rugosidade superficial no valor
do coeficiente de atrito no ensaio pino-no-disco; b) O mesmo gráfico com o eixo horizontal na em
escala logarítmica. ................................................................................................................................. 49
Figura 4.4 – Depósitos de chumbo na superfície dos discos: a) Disco de AISI 316 L com Ra=0.07 um;
b) Disco de PVC com Ra=0.65 um; c) disco de AISI 316 L com Ra=0.8 um; d) O mesmo disco
mostrado em (b) ampliado com recurso a microscópio óptico.............................................................. 50
Figura 4.5– Ilustração que mostra a interacção entre o pino e o disco para diferentes valores de
rugosidade ............................................................................................................................................. 50
Figura 4.6 – Resultados experimentais e curvas de calibração resultante do modelo de atrito de
Coulomb: a) Chumbo; b) Cobre ............................................................................................................ 51

XVIII
Figura 4.7 – Depósitos de cobre nos pratos depois de cada etapa do ensaio realizado. .................... 52
Figura 4.8 – Influência da atmosfera do meio envolvente no coeficiente de atrito. .............................. 53
Figura 4.9 – Coeficiente de atrito em função da velocidade relativa na interface para condições de
atrito lubrificado ..................................................................................................................................... 54
Figura 4.10 – Análise comparativa das técnicas de avaliação de atrito em condições de lubrificação.
............................................................................................................................................................... 55
Figura 4.11 – Comparação da textura superficial dos pratos e discos utilizados nos ensaios de anel e
de pino-no-disco .................................................................................................................................... 55
Figura 4.12 – Análise comparativa das técnicas de avaliação de atrito: a) Influência das propriedades
mecânicas e da rugosidade superficial no coeficiente de atrito; b) O mesmo gráfico com escala
logarítmica no eixo horizontal. ............................................................................................................... 57

XIX
Lista de símbolos
µ - Coeficiente de atrito de Coulomb
D0 - Diâmetro exterior inicial do provete
d0 - Diâmetro interior inicial do provete
f - Constante representativa da tensão de corte na interface (modelo de atrito de Coulomb);
factor de atrito (modelo de atrito de Wanheim – Bay)
Fa - Força de atrito
Fc - Força de corte
FN - Força normal à direcção de escorregamento
Fp - Força de penetração
Ft - Força de atrito
hi - Variação de altura entre a espessura do anel (após carregamento)
h0 - Altura inicial do provete
k - Tensão de corte máxima do material
lc - Comprimento de contacto entre a apara e a face de ataque da ferramenta de corte
m - Factor de atrito (modelo de atrito de Prandtl)
P - Pressão normal
R0 - Raio exterior do anel
Ra - Rugosidade média aritmética
Rc - Grau de encalque
Rn - Posição radial da linha neutra
t - Espessura da apara depois do corte
to - Espessura da apara antes do corte
Vc - Velocidade de corte
w - Largura da apara (medida paralelamente ao sentido da aresta de corte)
Zi - Rugosidade parcial
α - Razão entre as áreas real e aparente (modelo de atrito de Wanheim – Bay)
α - Ângulo de ataque da ferramenta de corte
β - Ângulo de atrito
σ - Ângulo de saída da ferramenta de corte
σe - Tensão de cedência do material
τ - Tensão de corte derivado da força de atrito
𝜙 - Ângulo do plano de corte

XX
Abreviaturas
CA - Coeficiente de atrito
CFC - Cúbico de faces centradas
MEF - Modelação em elementos finitos
POD - Pino-no-disco
PVC - Cloreto de polivinila
SAD - Sistema de aquisição de dados
ULP - Unidade de limpeza e polimento
MFA - Microscópio de força atómica
PC - Personal computer
Nomenclaturas
ACTM - Área científica de Tecnologia Mecânica
AISI - American Iron and Steel Institute
ASTM - American Society for Testing and Materials
DEM - Departamento de Engenharia Mecânica
ISO - International Organization of Standardization
IST - Instituto Superior técnico
UTL - Universidade Técnica de Lisboa

1
Capítulo 1
1 Introdução
Os processos tecnológicos de maquinagem sempre possuíram, de entre os processos de fabrico,
uma importância significativa para a sociedade económico-industrial devido ao facto de estarem
envolvidos na produção directa da generalidade dos bens de consumo, ou indirectamente no fabrico
de ferramentas e/ou equipamentos utilizados noutros processos produtivos (Armarego e co-autor,
1969). A característica mais marcante dos processos de maquinagem está relacionada com a
elevada flexibilidade com que permitem a obtenção de geometrias complexas e/ou esbeltas com
elevada precisão numa gama alargada de materiais (p.ex. metais, polímeros ou cerâmicos) (Shaw,
1989). No entanto, e apesar da importância económica e tecnológica, os processos de maquinagem
continuam a ser dos menos compreendidos, devido possivelmente a dificuldades na compreensão do
mecanismo de formação de apara.
Em estudos recentes, Tekaya, Bil e Kiliç (2004) compararam as estimativas numéricas obtidas a partir
de três programas de elementos finitos com valores obtidos experimentalmente, tendo concluído que
embora os parâmetros individuais (tais como a força de corte, a força de penetração e o ângulo do
plano de corte) possam convergir com os resultados experimentais, nenhum dos modelos numéricos
possibilitou uma solução global satisfatória. Da análise deste trabalho consideraram como causas
prováveis para esta divergência lacunas no comportamento mecânico do material e da condição
tribológica na interface de contacto, para as condições de velocidade e de temperatura que se
verificam durante os processos de maquinagem. Em concordância com as observações anteriores,
Astakhov (2005) após analisar diversas simulações do corte por arranque de apara disponíveis na
literatura verificou que todas as estimativas numéricas estavam em boa concordância com os
resultados experimentais, independentemente do valor do coeficiente de atrito que tinha sido definido.
De facto, o coeficiente de atrito na generalidade dos casos não tinha sido pré-determinado
experimentalmente, mas sim utilizado como um parâmetro de ajuste da simulação numérica.
De acordo com a análise da literatura da especialidade parece haver algum embaraço com a
quantificação e a modelação do atrito no corte por arranque de apara. Esta dificuldade não parece
estar relacionada com a ausência de técnicas para a avaliação do atrito, muito pelo contrário (Blau,
1996 e Booser, 1985), mas com alguma falta de precisão e fiabilidade dos valores obtidos. Esta é a
razão pela qual muitos investigadores têm procurado quantificar o atrito através da medição directa
das componentes da força de corte, mesmo conhecendo a existência de contribuições secundárias
(aresta de corte, face de saída, etc…) que influenciam o valor final. Estas contribuições secundárias
são em grande parte as responsáveis pela medição de valores de atrito muito acima dos limites
teóricos, sendo possível encontrar na literatura da especialidade valores do coeficiente de atrito acima
de 1 (Kato, 1972; Shirakashi, 1982, e Childs, 1990), quando o limite teórico pela teórica da
plasticidade é de 0.577. Todas estas questões em torno da quantificação do atrito têm promovido
alguma confusão e desacordo, sobre quais os ensaios ou as técnicas que devem ser utilizadas ou

2
que permitem reproduzir as condições tribológicas no corte por arranque de apara. Outros,
beneficiando das dificuldades descritas anteriormente, aproveitam para mascarar problemas na
modelação do escoamento plástico do material, utilizando os ajustes no valor do atrito para fazer
convergir o campo de tensões ou o campo de extensões da solução numérica com os valores
experimentais. Alguns autores chegam mesmo a atribuir valores fisicamente impossíveis com alguma
naturalidade (Lin e co-autores, 1995). Será talvez por isso que não se encontram na literatura da
especialidade trabalhos que apresentem de forma combinada o campo de tensões e de deformações
com a respectiva validação experimental.
De acordo com o referido anteriormente, conclui-se que a previsão e o controlo do atrito são das
questões com mais influência na qualidade das previsões dos modelos teóricos, concorrendo para
dificultar a compreensão do mecanismo de formação de apara. Deste modo, o presente trabalho de
investigação procura estabelecer metodologias experimentais adequadas a uma avaliação do
coeficiente de atrito no corte por arranque de apara. É dada especial importância às questões
relacionadas com a quantificação do atrito em condições de ensaio semelhantes às encontradas nos
processos de corte, assim como, a necessidade de aplicar técnicas de avaliação independentes.
O estudo foi ainda alargado de modo a permitir identificar a influência das variáveis operativas (a
velocidade e a pressão relativa na interface, o meio envolvente, etc…) no valor do coeficiente de
atrito, assim como quantificar o valor dessa influência.
A presente dissertação está estruturada em cinco capítulos, incluindo a presente introdução ao
trabalho. O segundo capítulo refere-se aos fundamentos teóricos necessários para a compreensão do
trabalho desenvolvido na presente dissertação, tendo sido feita uma breve revisão histórica da
Tribologia, apresentação dos conceitos básicos sobre os fundamentos do atrito e os seus
mecanismos, bem como os métodos para a sua quantificação. Uma breve descrição do processo de
corte por arranque de apara é também apresentada neste capítulo para elucidar os principais
aspectos tecnológicos abordados ao longo da investigação.
O terceiro capítulo faz referência ao desenvolvimento experimental da presente investigação. Para a
quantificação independente do atrito foram escolhidos dois dos ensaios mais utilizados para a
avaliação do atrito no domínio dos processos de fabrico, o ensaio de anel e o ensaio de pino-no-
disco. A escolha destes ensaios tribológicos foi realizada no sentido de permitir uma aplicação
simples que permita uma avaliação independente do atrito sem a existência de contribuições
secundárias do processo tecnológico (aresta de corte, face de saída, etc…), proporcionando ao
mesmo tempo uma boa precisão de controlo das variáveis envolvidas. A quantificação do atrito no
processo tecnológico foi conduzida através da medição experimental da relação µ=Fc/Ft, entre os
valores da força de corte Fc e da força de penetração Ft, em condições operativas adequadas.
O terceiro capítulo apresenta ainda a concepção e o projecto de um novo conceito para máquinas de
ensaios tribológicos do tipo pino-no-disco desenvolvido pelo autor, permitindo introduzir novos
contributos na metodologia de ensaios relativamente às que são possíveis de realizar nas máquinas
comerciais. Destaca-se a possibilidade de avaliar a influência da textura e do nível de rugosidade
3
superficial sobre o valor do atrito. Esta metodologia foi igualmente estendida aos ensaios de corte
ortogonal.
O quarto capítulo refere-se à discussão dos resultados obtidos nesta investigação, onde se
comparam as medições obtidas com as novas metodologias experimentais com os valores reais do
processo de corte por arranque de apara. Esta comparação permitiu concluir sobre a validade dos
ensaios do tipo pino-no-disco na avaliação do atrito nos processos de corte por arranque de apara.
Estas metodologias foram igualmente importantes para esclarecer a possibilidade da aplicabilidade
do ensaio de anel na avaliação do coeficiente de atrito para o corte ortogonal. Para permitir uma
análise mais completa do tema, foi também avaliado o impacto de outras variáveis operativas no valor
do atrito, tal como a velocidade relativa ou a pressão na interface de contacto, ou o meio envolvente
com a utilização de diferentes tipos de gás. E por último, as conclusões e perspectivas de trabalhos
futuros resultantes deste trabalho são apresentadas no capítulo cinco respectivamente.

4

5
Capítulo 2
2 Fundamentos teóricos
A atenção dada à Tribologia ao longo da História do Homem começou por estar limitada a aspectos
intrínsecos dos sistemas mecânicos, onde o atrito promovia um aumento da força necessária para
accionar as alfaias agrícolas ou mesmo para deslocar pequenos objectos. Na actualidade a Tribologia
tem um papel fundamental na vida do Homem, desde as tarefas básicas da vida quotidiana até às
mais avançadas aplicações tecnológicas.
Desta maneira, o presente capítulo foi estruturado em duas grandes secções onde se procura
fornecer a informação necessária para uma melhor compreensão dos assuntos discutidos na
presente investigação. Na primeira secção procura-se compor uma visão geral da Tribologia aplicada
aos processos de fabrico, com particular destaque para os métodos de quantificação do atrito,
enquanto na segunda secção apresentam-se os principais aspectos tecnológicos dos processos de
maquinagem e os aspectos particulares da Tribologia neste domínio.
2.1 Tribologia
O estudo da Tribologia, em particular de fenómenos inerentes a compreensão do fenómeno de atrito
requer conhecimentos de carácter multidisciplinar pois este acréscimo de energia, de características
dissipativas, é o resultado de um conjunto de fenómenos físico/químicos que ocorrem
simultaneamente durante o movimento relativo das superfícies em contacto. Neste capítulo são
abordados os fundamentos teóricos referentes à Tribologia, é apresentada uma breve introdução
histórica, sendo dada especial ênfase aos mecanismos de atrito, as suas causas e consequências no
âmbito dos processos tecnológicos de fabrico.
2.1.1 Breve introdução histórica
A Tribologia é a ciência que estuda a interacção das superfícies em movimento relativo. A natureza e
consequência das interacções resultantes na interface de contacto entre dois sólidos são geralmente,
o atrito e o desgaste. Durante a interacção entre duas superfícies ocorre a transmissão de forças,
conversão de energia e a alteração das propriedades mecânicas e químicas incluindo a natureza
superficial dos materiais em contacto (Bhusan, 1999).
O nome Tribologia foi criado em 1967 (Frene e co-autores, 1990) e vem do grego sendo que a
palavra “tribo” significa friccionar, e “logos” significa estudo ou ciência. A Tribologia inclui o estudo da
lubrificação, atrito e desgaste resultante da interacção entre corpos. De referir, que apesar de que em
muitas aplicações de engenharia, o fenómeno de atrito e desgaste seja uma fonte de perda de

6
eficiência e aumento de custos, o mesmo não acontece com outras aplicações (sistemas de travões,
discos de embraiagens, processo de laminagem, etc) onde a presença do fenómeno de atrito faz
parte dos requisitos básicos para o seu funcionamento normal, do mesmo modo que o homem não
seria capaz de andar sem o efeito do fenómeno de atrito. Por fim, foi através da fricção que o homem
descobriu o fogo há mais de 100 000 anos.
Contudo desde o fabrico do primeiro mecanismo, que o homem tem tentado suprimir o desgaste e
diminuir o efeito do atrito para limitar o esforço. Com o desenvolvimento tecnológico, em cerca de
4000 A.C, foi possível o fabrico da roda, com a inclusão de articulações feitas de madeira, pedra ou
de produtos provenientes da indústria. A invenção da roda tornou possível a substituição do atrito de
deslizamento pelo de rolamento (Figura 2.1a).
O primeiro rolamento produzido pelo homem foi o suporte da porta denominado na literatura anglo-
saxónica por door sockets, o rolamento era composto por uma haste de madeira, que girava no
interior de uma outra madeira ou pedra oca. Rolamentos feitos de pedras datadas de 2500 D.C. foram
encontrados na Mesopotâmia1 (Figura 2.1b).
a) b)
Figura 2.1 – Equipamentos de redução de atrito: a) Mecanismos de transporte de carga nas
civilizações antigas; b) Pivô inferior da porta (Frene e co-autores, 1990).
Para transportar cargas pesadas, os egípcios deslizavam-na sobre calços provavelmente fabricados
em madeira e lubrificados. Existe várias documentações que comprova a utilização desta técnica
(Frene e co-autores, 1990). O mais antigo foi encontrado no túmulo de Saqqara, em cerca de 2400
A.C. e mostra o transporte de uma estátua, sendo que este é o primeiro sistema conhecido de
lubrificação. Outra documentação datada de 1800 A.C. foi encontrada no túmulo de Tchuti Hetep e
demonstra a utilização do princípio descrito anteriormente (Figura 2.2).
1 Mesopotâmia é uma região localizada no médio oriente, delimitada entre os vales dos rios Tigre e Eufrates e é
actualmente ocupada pelo território do Iraque.

7
Figura 2.2 – Transporte de estátua, túmulo de Tchuti Hemp, EI-Bersheh, 1800 A.C. (Frene e co-autores,
1990).
Apesar dos factos acima referidos, a investigação científica propriamente dita foi iniciado por
Leonardo da Vinci (1452-1519), este que é conhecido como o “pai da Tribologia” (Blau e co-autor,
2009) tendo desenvolvido as leis básicas do atrito tais como; a lei da proporcionalidade entre a força
normal e a força tangencial (força de atrito) no século XV. Vários desenhos mostram esquemas das
experiências realizadas por Leonardo da Vinci, com propostas tecnológicas dos métodos de
quantificação e diminuição do coeficiente de atrito (Figura 2.3).
a) b)
Figura 2.3 – Esquemas das experiências realizado por Leonardo da Vinci (Frene e co-autores, 1990); a)
Dispositivos para estudo do atrito; b) Dispositivo para diminuição do atrito.
Em 1699 Amonton desenvolveu vários estudos, tendo concluído que quando uma superfície é
coberta de pequenas esferas, o coeficiente de atrito é o resultado do ângulo entre as esferas e a
superfície (Stachowiak e co-autores, 2001). Um valor próximo de 0.3 foi encontrado assumindo-se
que, o movimento tem sempre lugar entre o topo das esferas (zona de contacto) e a superfície.

8
Realça-se que apesar de já Leonardo da Vinci ter concluído sobre a proporcionalidade da força
normal e tangencial, Amonton realizou as suas experiências mais tarde e independentemente do
Leonardo da Vinci tendo chegado às mesmas conclusões.
De notar, que mesmo com as experiências realizadas por Leonardo e Amonton, verificou-se um baixo
interesse pelos estudos dos fenómenos tribológicos. O baixo interesse verificado naquela fase, foi
devido a inexistência de questões que suscitassem uma maior curiosidade da parte dos
investigadores sobre a necessidade de se compreender o fenómeno de interacção entre corpos
(Stachowiak e co-autores, 2001).
Os primeiros estudos matemáticos referentes ao atrito foram realizados pelo engenheiro e físico
francês Charles Augustin Coulomb (1875). O seu estudo no atrito foi fortemente estimulado pelo
crescimento da indústria da guerra francesa da época. Coulomb não só estabeleceu as leis básicas
de atrito como reconheceu o papel da adesão na interacção entre superfícies.
A procura sobre o entendimento dos fenómenos tribológicos, começou concretamente com a
publicação em 1886 de trabalhos realizados por Osborne Reynolds sobre hidrodinâmica. Reynolds
demonstrou que a pressão hidrodinâmica do líquido entre duas superfícies em escorregamento é
suficiente para evitar o contacto entre as duas superfícies, quando sujeitos a baixas velocidades. A
apresentação dos trabalhos realizados por Reynolds, suscitou maior interesse de outros
investigadores quanto à procura de maior compreensão, relativamente aos fenómenos de interacção
das superfícies, sendo que, esta busca encontra-se presente até hoje.
Um progresso significativo foi observado em 1938, quando Holm demonstrou que quando as
asperezas de dois corpos em contactos são deformados, a possibilidade de ocorrência de ligações
entre as duas superfícies (soldadura a frio) é aumentada, porém nestas condições a força de atrito é
devida à tensão de corte resultante entre as ligações (Frene e co-autores, 1990). Em 1939 Bowden e
Tabor confirmaram esta teoria tendo ressaltado a influência do material com dureza inferior.
Mais recentemente, Bowden e Tabor (1950) definiram a área de contacto. A superfície em contacto
não é geometricamente perfeita; a força normal aplicada é distribuída ao longo dos picos de
asperezas sujeitas à deformação, ou seja, a área real de contacto é dependente da força aplicada
mas independente da área aparente de contacto.
Em diversos casos quando as superfícies recém-formadas entram em contacto, pode ocorrer o
fenómeno de adesão, aumentando o atrito e promovendo a deformação plástica do material com
menor dureza. Devido à quase “impossibilidade” de se evitar o contacto entre superfícies em
movimento relativo, os fenómenos de atrito e desgaste, apesar da sua complexidade para o seu
entendimento, têm um grau de importância muito elevado em quase todas aplicações de engenharia,
o que resulta a grande necessidade de os quantificar, ou em última possibilidade controlá-los.

9
2.1.2 Natureza das superfícies
Quando se tenta compreender o fenómeno de atrito entre duas superfícies, é necessário conhecer
detalhes específicos acerca das superfícies envolvidas (Myers, 1999). Conforme visto anteriormente a
força de atrito entre superfícies depende das forças de interacção entre elas (i.e., da sua natureza
química) e da dureza e tensões de cedência de cada material (da sua natureza física).
Todas as superfícies obtidas por processos de fabrico (como p. ex. maquinagem, forjamento) não são
totalmente planas ou lisas, pois quando observado numa escala microscópica, facilmente se constata
que possuem irregularidades, apesar de muitas vezes parecerem perfeitamente polidas à vista
desarmada (Jamari e Schipper, 2006). A estas irregularidades encontradas na superfície, são
geralmente denominados de asperezas, sendo que a sua origem pode ser atribuída a diversos
fenómenos tais como: à fractura dos materiais, à formação de óxidos, a alterações metalúrgicas, à
deposição de material na superfície e à solidificação de líquidos. Quando dois corpos entram em
contacto entre si este dá-se inicialmente ao nível das asperezas.
O tipo de deformação que ocorre (elástica, elasto-plástica, plástica) durante o contacto de superfícies
depende do valor da carga normal aplicada, da micro-geometria e das propriedades dos materiais em
contacto. Vários investigadores (Thomas,1999 e Burakowski e co-autor,1999) concluíram que a força
de atrito depende das propriedades específicas dos materiais envolvidos e da área de contacto
estabelecida entre ambas as superfícies. É importante referir que em muitos casos as propriedades
dos materiais podem ser diferentes em relação ao que era de se esperar, ou por diferenças entre a
área real e a aparente ou por as asperezas apresentarem gradientes de dureza (p.ex. devido ao
fenómeno de encruamento da deformação plástica de materiais). A diferença entre a área real e a
aparente pode ainda ser promovida pela existência de partículas estranhas aos materiais em
interacção (camadas de óxidos, existência de bolsas de gás ou líquido, condensação de vapores,
impurezas sólidas, etc).
A orientação macroscópica das asperezas (textura superficial) está directamente dependente do
processo utilizado para a sua obtenção podendo variar desde grandezas atómicas a macroscópicas.
Existem casos em que a geometria da superfície é causada pelos efeitos localizados, como por
exemplo a presença de elementos microestruturais mais duros, a fractura local ou o efeito da
corrosão que pode atacar a superfície de forma aleatória. Mesmo após um cuidadoso polimento é
impossível fazer com que a superfície a nível atómico esteja totalmente lisa (Carilho, 2007) pelo que,
torna-se importante distinguir entre derivações macroscópicas (desvios), ondulações, asperezas e
micro-asperezas (Figura 2.4) relativamente à superfície teórica perfeita.
No caso do processo de corte por arranque de apara, por exemplo, as ferramentas de corte deixam
nas superfícies saliências e depressões que, embora tendo uma altura pequena em relação às
dimensões globais da peça, podem influenciar a resistência da peça a esforços mecânicos ou à
corrosão. Assim, quando se analisa detalhadamente uma superfície cilíndrica obtida por torneamento

10
a sua geometria não coincide exactamente com a de uma superfície cilíndrica circular recta, pois as
suas geratrizes apresentam rugosidades e ondulações, o mesmo se passando com as directrizes.
Uma vez que as superfícies resultantes do fabrico não coincidem com a superfícies geométricas
pretendidas; diferindo estas tanto na dimensão, como na forma, será necessário em cada caso definir
as variações consideradas admissíveis. No que respeita às dimensões (e também à forma), essa
especificação é feita definindo-se tolerâncias, enquanto no caso do grau de acabamento da superfície
é feita através da definição da rugosidade.
Água e gordurasAr
Metal
Oxidos
Flutuações
Rugosidades
Desvios macroscópicos
Superfície ideal
Micro-rugosidades
a) b)
Figura 2.4 – Aspecto real de uma superfície acabada: a) Esquema representativo das impurezas que
afectam a superfície dos metais; b) Forma geométrica de uma superfície vista ao nível microscópico
Após essa breve introdução das características superficiais obtidas nos processos de fabrico,
interessa estabelecer algumas medidas que são usadas para medir a rugosidade, designadamente,
as rugosidades Ra, Ry e Rz. Essas grandezas de medição de rugosidade serão definidas com base na
linha média, a qual se define como sendo a linha paralela à direcção geral do perfil, traçada de modo
a que, no comprimento da amostragem, a soma das áreas superiores, compreendida entre ela e o
perfil efectivo, seja igual à soma das áreas inferiores. A rugosidade média aritmética, Ra, é definida
como a média aritmética dos valores absolutos das ordenadas de afastamento (yi) dos pontos do
perfil de rugosidade em relação à linha média, dentro do comprimento de medida (Figura 2.5a) e é
obtida pela equação 2.1:
𝑅𝑎 =1
𝐿𝑚
𝑦𝑖 𝐿𝑚
0
𝑑𝑙 ≈1
𝑛 𝑦𝑖
𝑛
1
(2.1)
A rugosidade Ry define-se como à distância vertical entre o pico mais alto e o vale mais profundo,
dentro do comprimento de medida (Figura 2.5b), e por último a rugosidade Rz, corresponde a média
aritmética dos cincos valores de rugosidade superficial parcial existente no comprimento de medida
(equação 2.2). A rugosidade parcial Zi é a soma dos valores absolutos das ordenadas dos pontos de
maior afastamento, acima e abaixo da linha média no comprimento de amostragem (Figura 2.5c).
𝑅𝑧 =1
5 𝑍𝑖
5
1
(2.2)

11
Do ponto de vista prático, o par metal-metal é provavelmente o sistema tribológico mais estudado. De
facto, estudar o atrito na interacção de metais corresponde também ao estudo dos seus óxidos, pois
exceptuando-se casos muito específicos é impossível encontrar uma superfície completamente isenta
de contaminantes. Na melhor hipótese, a superfície normal de um metal estará coberta de camadas
absolvidas de moléculas de gases e/ou outros contaminantes. Como resultado destes factores a força
de atrito é quase sempre inferior devido a tendência que certos contaminantes possuem de se
comportar como um lubrificante (Myers, 1999).
a) Rugosidade média, Ra b) Rugosidade, Ry c) Rugosidade, Rz
Figura 2.5 – Decomposição do perfil de uma superfície mostrando os elementos que constituem a sua textura
(Rodrigues, 2006).
Para superfícies com grau de limpeza elevado, por exemplo as obtidas a partir de bombardeamento
de electrões a elevadas temperaturas e em ambiente controlado, o valor do coeficiente de atrito
obtidos nestas condições foram µ= 3-6 (Myers, 1999). De referir que, quando existe um bom contacto
entre superfícies de dois metais similares, e isentas de contaminantes, as duas superfícies de facto
estarão soldadas fortemente de tal forma que a ligação seja tão forte quanto a dos próprios materiais
envolvidos ou mesmo superior. Para metais dissimilares, resultados semelhantes poderão ser
encontrado caso exista algum grau de miscibilidade entre eles. No caso em que os dois metais são
mutuamente imiscíveis poderá haver ou não soldadura entre eles.
O comportamento de superfícies metálicas na presença do ar, poderá ser diferente em relação as
superfícies limpas ou recém-formadas. Quando em presença do oxigénio, a maioria dos metais
desenvolvem rapidamente uma camada de óxido na sua superfície. Portanto este óxido resultante
poderá ter características diferentes em relação ao par de material. Por exemplo, uma superfície
limpa de cobre o coeficiente de atrito pode atingir valor de 6.8, enquanto a mesma superfície exposta
ao ar fica pelos 0.8 (Myers, 1999).
Nos casos em que a interacção de dois corpos é realizada na presença de camadas de óxidos,
diferentes tipos de comportamento podem ser observados, dependendo principalmente das
características do óxido e da pressão superficial a que está sujeita a superfície do metal. Nos casos
em que a carga aplicada não é elevada ou em baixas velocidades relativas na interface, a camada de
óxido pode separar completamente as superfícies metálicas resultando como valores do coeficiente
de atrito na gama de 0.6 a 1. Com o aumento da carga aplicada, e se a camada de óxido for

12
relativamente fraca, esta vai-se deformar favorecendo assim a presença de um contacto directo entre
o par envolvido e um significado aumento do coeficiente de atrito. Na prática, o atrito entre superfícies
não lubrificadas pode provavelmente ser considerado como interacção entre camadas de óxidos ou
superfícies compostas por óxido-óxido, óxido-metal, e metal-metal.
2.1.3 Mecanismos de atrito
Ao longo da história surgiram várias teorias com o objectivo de explicar a origem e os mecanismos
envolvidos no mecanismo de atrito. As superfícies obtidas pelos processos de fabrico são sempre
rugosas e contaminadas (Batchelor e co-autor, 1995). Quando duas superfícies estão muito próximos,
o contacto ocorre primeiramente entre as asperezas que se deformam plasticamente em
consequência do aumento da pressão de contacto.
O atrito pode ser definido como a resistência ao movimento relativo, ou simplesmente a tendência da
sua ocorrência entre dois corpos em contacto. Depois de muitos anos de investigação em Tribologia,
concluiu-se que o fenómeno de atrito não corresponde simplesmente às propriedades intrínsecas do
material, mas também depende de diversos factores específicos do par tribológico envolvido, bem
como os factores do processo em estudo (Stolarski, 1990).
Bowden, Tabor e Leornardo da Vinci estudaram a interacção entre corpos com superfícies elásticas
(Ali, 2001). Actualmente muitos engenheiros continuam com grande interesse nesta área, como p. ex.
nos rolamentos, área na qual a lubrificação tem grande importância. De notar que o crescente
interesse ao estudo dos corpos em contacto com superfícies elásticas, fez com que as superfícies
elasto-plásticas fossem também incluídas no campo de interesse. A maioria dos processos com
metais, envolve a presença da ferramenta e do material a trabalhar.
Existem vários mecanismos de atrito, sendo que a sua predominância depende das particularidades
do sistema em análise. Segundo Lenard (2002), as causas mais frequentes do atrito são: (i) a
deformação elástica e plástica das asperezas, (ii) a deformação elástica e plástica devido à formação
de aparas; (iii) o fenómeno de adesão; e por último, (iv) a deformação e/ou fractura das camadas
superficiais de óxidos acima da zona de deformação plástica (sólidos, líquidos ou gasosos).
O fenómeno de adesão (Figura 2.6a) é predominante em ambiente de vácuo e no contacto entre
superfícies muito limpas ou recém-formadas. Este mecanismo foi explicado por Bowden e Tabor
(Holmberg e co-autor, 2009), que afirmam que quando duas asperezas entram em contacto a
pressões elevadas, surgem pequenas micro-soldaduras. Quando estas superfícies entram em
movimento relativo, as micro-soldaduras rompem-se, mas a tensão de corte resultante provoca uma
resistência ao movimento, sendo que durante o movimento relativo na interface outras soldaduras são
formadas e rompidas continuamente. A deformação plástica (também elástica) das asperezas é
causada pela elevada pressão que se desenvolve na interface de contacto, tendo as asperezas de
maior dureza uma acção predominante sobre a deformação da superfície mais macia (Figura 2.6c). A
formação de apara (Figura 2.6b) é devido à presença de corpos terceiros na superfície em contacto
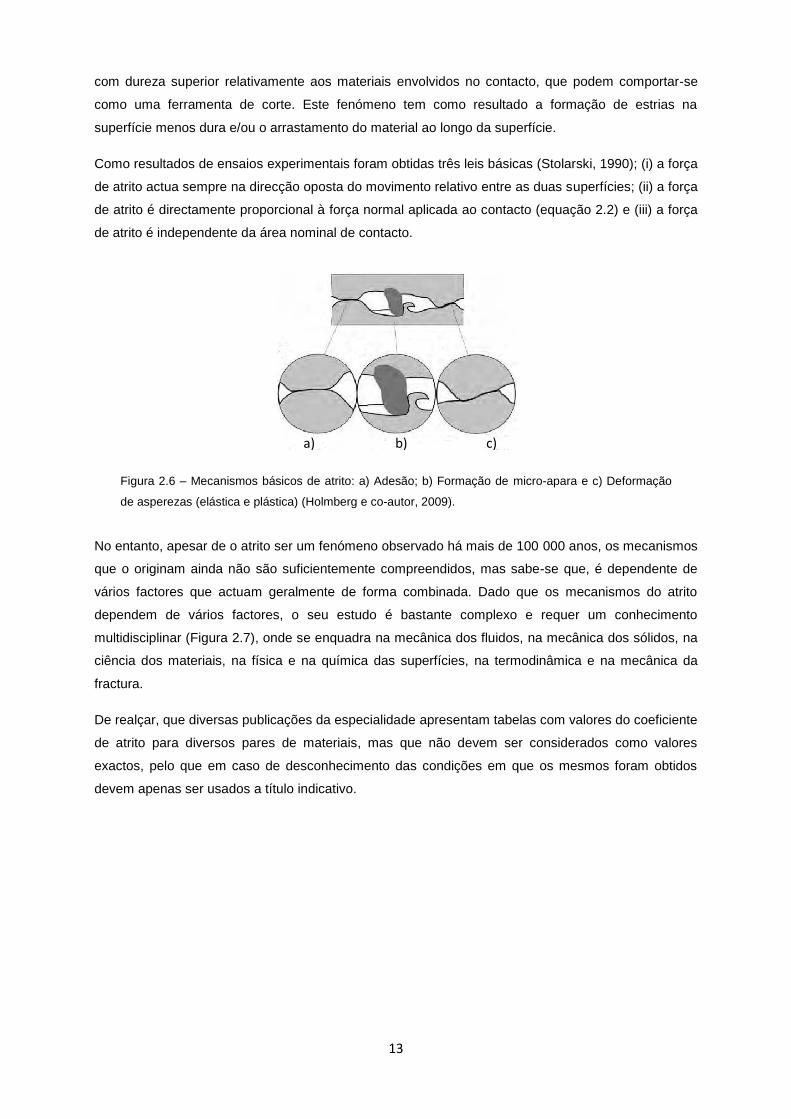
13
com dureza superior relativamente aos materiais envolvidos no contacto, que podem comportar-se
como uma ferramenta de corte. Este fenómeno tem como resultado a formação de estrias na
superfície menos dura e/ou o arrastamento do material ao longo da superfície.
Como resultados de ensaios experimentais foram obtidas três leis básicas (Stolarski, 1990); (i) a força
de atrito actua sempre na direcção oposta do movimento relativo entre as duas superfícies; (ii) a força
de atrito é directamente proporcional à força normal aplicada ao contacto (equação 2.2) e (iii) a força
de atrito é independente da área nominal de contacto.
Figura 2.6 – Mecanismos básicos de atrito: a) Adesão; b) Formação de micro-apara e c) Deformação
de asperezas (elástica e plástica) (Holmberg e co-autor, 2009).
No entanto, apesar de o atrito ser um fenómeno observado há mais de 100 000 anos, os mecanismos
que o originam ainda não são suficientemente compreendidos, mas sabe-se que, é dependente de
vários factores que actuam geralmente de forma combinada. Dado que os mecanismos do atrito
dependem de vários factores, o seu estudo é bastante complexo e requer um conhecimento
multidisciplinar (Figura 2.7), onde se enquadra na mecânica dos fluidos, na mecânica dos sólidos, na
ciência dos materiais, na física e na química das superfícies, na termodinâmica e na mecânica da
fractura.
De realçar, que diversas publicações da especialidade apresentam tabelas com valores do coeficiente
de atrito para diversos pares de materiais, mas que não devem ser considerados como valores
exactos, pelo que em caso de desconhecimento das condições em que os mesmos foram obtidos
devem apenas ser usados a título indicativo.
a) b) c)

14
t
FN
Fa
Ac
Ferramenta
Bruto de
maquinagem
N ˜C
AR3
AR2
AR1
FN
Tool
Termodinâmica
(sistema inteiro)
Mecânica
da fractura
Física e química das
superfícies
Lubrificação e mec.
dos fluídos
Bruto de maquinagem
Ciência dos materiais
Plasticidade
a) b)
Figura 2.7 – Esquema do contacto entre a superfície da peça (apara) e a ferramenta de corte com um
regime de tensão variável ao longo da face de ataque desta: a) Representação das forças de corte (Fa),
originadas pelo atrito consequente do carregamento normal (FN). b) Correspondência interdisciplinar dos
fenómenos do atrito e desgaste no corte por arranque de apara.
2.1.4 Lubrificação
Em termos funcionais, a lubrificação pode ser definida como a redução do atrito entre duas
superfícies através da redução do nível de interacção existente entre as asperezas (Myers, 1999). Um
lubrificante pode ser uma substância sólida, líquida ou gasosa existente entre as superfícies em
movimento relativo entre si. Pode-se considerar, pelo menos localmente, que as superfícies estão
completamente separadas e a resistência ao movimento relativo é causada pela necessidade de
vencer a força de atrito causado pelo terceiro corpo (constituído geralmente por camadas de óleos,
óxidos ou outros corpos estranhos).
Os mecanismos de redução do atrito, entre duas superfícies em movimento relativo podem ser
convenientemente repartidos em quatro regimes (Myers, 1999); (i) regime hidrodinâmico, onde um
interveniente com uma camada relativamente espessa, evita o contacto directo entre as superfícies
em movimento relativo, e consequentemente reduz o atrito entre eles; (ii) regime elasto-hidrodinâmico
em que, para uma camada muito fina de lubrificante sobre altas pressões localizadas fazem com que
o lubrificante demonstre as suas características especiais (viscosidade) evitando o contacto directo
entre as asperezas; (iii) camada limite, onde a acção do lubrificante é o resultado da existência de
uma película mono molecular absolvida em ou ambos os sólidos e que reduzem as forças de adesão
que actuam nos pontos de contactos; e (iv) aquele que pode ser chamado de “lubrificação química”,
em que o lubrificante enfraquece ou destrói as ligações soldadas nas asperezas por meio de ataque
químico.
Em todos os casos, o atrito é dependente das propriedades combinadas do fluído lubrificante e a das
superfícies em contacto. Se as superfícies estão completamente separadas, o coeficiente de atrito
dependerá essencialmente das propriedades do lubrificante.

15
2.1.5 Modelos de atrito
O atrito é uma das variáveis mais importantes nos processos de corte e de deformação plástica, na
interface entre a ferramenta e a peça a trabalhar. Tal importância deve-se ao facto de que em todos
os processos, a magnitude e a distribuição da tensão, temperatura do processo, e as condições das
superfícies diferem de um processo para outro. Nos vários processos existentes, o atrito contribui
para o aumento da temperatura na interface ferramenta–peça (Ali, 2001).
O esforço para a tentativa de quantificar o atrito foi iniciado por Leonardo da Vinci (1452-1519) que,
com base em experiências simples chegou às primeiras conclusões sobre o fenómeno de atrito; (i)
atrito provocado pelo mesmo peso terá a mesma resistência no início do movimento, embora as
áreas ou comprimento de contacto sejam diferentes e (ii) o atrito é dependente da natureza das
superfícies em contacto e de outras condições operativas.
A consideração adequada da área de contacto, da força normal aplicada e da direcção do
escoamento de material requer a utilização dos modelos de atrito o mais realista possível. Existem
fundamentalmente três leis de atrito, com interesse nos processos de corte e de deformação plástica.
Estas leis podem ser generalizadas como:
Lei de Amonton-Coulomb (Teoria das Asperezas)
Lei de Prandtl (Teoria da Adesão)
Lei de Wanheim-Bay (Modelo Misto)
2.1.5.1 Lei de Amonton-Coulomb
A lei do atrito de Coulomb, também conhecida como a lei clássica do atrito, é baseada em trabalhos
desenvolvidos anteriormente por Leonardo da Vinci e Amonton (1663-1705), e é definida
matematicamente por:
𝜇 =Fa
FN
=τi
P
(2.3)
Onde, µ representa o coeficiente de atrito, FN a força normal a superfície de contacto, Fa a força de
atrito resultante do efeito da aplicação da força normal, τi é a tensão média de corte na superfície de
contacto e P a pressão normal de contacto. A equação 2.3 mostra que para um coeficiente de atrito
constante a tensão de corte cresce na mesma razão que a pressão de contacto. Esta equação é
apenas válida quando satisfaz este critério. A teoria de plasticidade indica que a equação 2.3 só é
aplicável para baixas pressões tendo em conta que para pressões elevadas esta relação deixa de
existir (Ali, 2001). Devido aos valores elevados de pressão hidrostática a que são sujeitos os diversos

16
processos de deformação plástica e corte de metais, os valores da pressão normal podem atingir
valores superiores ao da tensão de corte do material fazendo com que o valor do coeficiente de atrito
baixe consideravelmente atingindo valores pouco realísticos.
2.1.5.2 Lei de Prandtl
Para solucionar as limitações verificadas na lei do atrito de Coulomb, a lei de atrito constante ou
simplesmente a lei de Prandtl, assume que a tensão de corte é proporcional à força necessária para
que ocorra deformação plástica do material, resultando a seguinte expressão:
𝜏 = m. k (2.4)
Nesta formulação, m representa o factor de atrito ou factor de proporcionalidade e varia de 0
(condições de atrito nulo) a 1 (condições de atrito máximo geralmente com ocorrência do fenómeno
de adesão), k corresponde a tensão de corte máxima do material.
Tal como o coeficiente de atrito, o factor de atrito é dependente de parâmetros como a temperatura, a
pressão, a velocidade, o meio envolvente e a solubilidade dos materiais envolvidos (Brown e co-
autores, 1969). Atendendo que estes parâmetros podem variar ao longo do processo, é de esperar
que o coeficiente de atrito varie ao longo da interface de contacto. O uso do valor médio do
coeficiente de atrito é razoável para o cálculo de forças mas pode levar a erros consideráveis quando
aplicado para determinar a distribuição de tensão na interface de contacto conforme descrito por
Schey (1983). Igualmente como no caso da distribuição de tensão não é correcto usar o valor médio
do coeficiente de atrito para prever a microestrutura dos materiais envolvidos no processo.
Conforme discutido por Dieter (1976), a análise acima foi feita para o caso de atrito de deslizamento
na interface, facto este que é frequentemente descrito na física elementar. No caso extremo, verifica-
se uma situação onde a tensão de corte que actua na superfície de interface é máxima (igual ao valor
da tensão de corte puro) e constante, nesta situação deixa de existir o movimento relativo na interface
entre a apara e a ferramenta de corte. Usando o critério de plasticidade de Von Mises o coeficiente de
atrito máximo é:
µ =𝑘
𝜎𝑒
=
𝜎𝑒
3
𝜎𝑒
= 0.577 (2.5)
Portanto, o valor do coeficiente de atrito definido pela equação 2.5 pode ser considerado como o valor
limite, isto é se µ ≥ 0.577, não pode existir movimento relativo na interface. A equação 2.3 mostra que
se o coeficiente de atrito na interface entre a apara e a ferramenta de corte é constante, então a
razão entre a tensão de corte e a tensão normal é constante ao longo de todo o comprimento de
contacto.

17
Contudo, apesar deste constrangimento teórico para a existência de movimento relativo na interface
entre dois corpos, na prática este aspecto nem sempre é verificado. Estudos anteriores realizados por
vários investigadores encontraram valores muito superiores ao limite teórico, Zorev (1966) obteve µ =
0.6-1.8, Kronenberg (1966) 0.77-1.46, Armarego e Brawn (1969) 0.8-2, Finnie e Shaw (1956) 0.88-
1.85, Usui e Takeyama (1960) 0.4-2, etc. Como pode ser observado, os valores de coeficiente de
atrito obtido nos processos de corte de metais estão muito acima do valor limite teórico µ=0.577. Por
outro lado, os valores do coeficiente de atrito utilizados na previsão e modelação numérica para
caracterizar as condições de deslizamento na interface, são sempre inferiores ao valor limite. Na
simulação de processos de corte, Stenkowsky e Mon (1990) usaram µ=0.2, Komvopoulos e
Erpenbeck (1991) 0-0.5, Lin, Pan e Lo (1995) 0.074. Curiosamente todos os resultados da simulação
numérica parecem estar em boa concordância com os resultados obtidos experimentalmente
(Astkhov, 2006).
2.1.5.3 Lei de Wanheim-Bay
A teoria de adesão, considera que as superfícies são rugosas e possuem vales e picos. O contacto
entre dois corpos ocorre apenas em pontos específicos, resultando numa área real de contacto,
sendo esta uma fracção da área aparente de contacto. Devido a valores reduzidos da área de
contacto, a pressão aplicada é frequentemente elevada. Bowden e Tabor (1964) afirmaram que o
fenómeno de adesão (soldadura a frio) ocorre nas zonas em contacto e a força necessária para
romper esta ligação é a medida de atrito. Analisando a deformação plástica de asperezas de forma
isolada, Bowden e Tabor (1964) apresentaram uma explicação teórica para o coeficiente de atrito, na
lei de Amonton.
Nas suas primeiras análises, nas quais o efeito da pressão normal foi considerado independente da
tensão de corte, o valor máximo obtido para o coeficiente de atrito foi de 0.2. Portanto para alguns
metais em condições de atmosfera controlada (p. ex. no vácuo) este valor pode aumentar
significativamente. Para incorporar este factor, esta teoria foi posteriormente modificada de modo a
incluir o efeito combinado entre as tensões de corte e normais e como o aumento das áreas de
contacto, chegando-se à seguinte formulação:
µ =𝑓
3 1 − 𝑓2 (2.6)
Onde 𝑓 é uma constante que representa a tensão de corte na interface de contacto, sendo que para
ligações forte o seu limite é 1 e reduz à medida que a força na ligação diminui. Bay (1976) modificou a
equação 2.6 tendo substituído o 3 por β que representa a percentagem da área da superfície
realmente capaz de entrar em contacto com a outra representando-se como:

18
µ =𝑓
𝛽 1 − 𝑓2 (2.7)
A equação 2.7 indica a condição para o início de um deslizamento mais grosseiro. O deslizamento
começa quando as condições máximas de atrito estático são atingidos e as ligações separam-se.
Neste instante a resistência de atrito é nula, mas seguidamente novas ligações são formadas
repetindo-se o processo. A resistência estática de atrito permanece ao longo de uma distância da
ordem de 10-3
cm quando o movimento começa.
Nas teorias de Bowden e Tabor é considerada de forma isolada a deformação de cada impureza.
Porém, maioritariamente nos processos de corte e deformação plástica, a pressão na interface entre
a peça e a ferramenta é elevada fazendo com que as asperezas se deformem e consequentemente
entrem em contacto entre si. A necessidade de se considerar a interacção entre asperezas vizinhas
fez com que este problema fosse estudado por Wanheim, Bay e co-autores (1985). Estes estudos
foram resumidos por Bay (1985). Considerando a área real de contacto e a deformação plástica das
asperezas, o estudo propôs um modelo de atrito, que assume que o atrito e a pressão são
proporcionais simplesmente até o limite da proporcionalidade.
𝜏
𝑘= 𝑚. 𝛼 (2.8)
Onde α corresponde à relação entre a área real de contacto e a área aparente.
A lei do atrito de Amonton e a teoria de adesão de Bowden e Tabor têm uma aplicabilidade limitada.
Para além do limite de proporcionalidade, a deformação das asperezas favorece a ocorrência de
interacções entre si nas superfícies dos materiais. Nestas condições a variação do atrito com a
pressão deixa de ser proporcional, sendo que para pressões elevadas aproxima-se do valor máximo.
Quando a área real de contacto iguala a área aparente, o modelo de atrito constante (lei de Prandtl)
apresenta-se como o mais adequado. Este modelo assume que a inclinação das asperezas é baixa,
sendo que estas condições são verificadas ao longo de todo o intervalo de interesse. Os estudos
realizados por Bay (1985) tiveram em conta a inclinação das asperezas, obtendo-se como resultando
um novo modelo de atrito e novas curvas de atrito mais compreensivo e evoluindo para uma nova lei.
O modelo geral de Wanheim-Bay, diz que o atrito numa interface em contacto é proporcional à tensão
normal nos casos em que este assume valores baixos 𝑝
𝜎𝑒 < 1.5 , mas tende para um valor
constante a altas pressões normais na interface de contacto 𝑝
𝜎𝑒 > 3 . Esta formulação é
apresentada como se segue:
𝜏 = 𝑓. 𝛼. 𝑘 (2.9)

19
Na qual o τ é a tensão de atrito, 𝑓 é factor de atrito, α a razão entre a área real de contacto e a
aparente, k é a tensão de corte máxima do material.
A Figura 2.8 mostra uma representação esquemática das leis de atrito discutidas anteriormente,
apresentando a evolução da tensão de corte em função da pressão normal de contacto para
diferentes leis. Verifica-se no entanto que para pressões baixas as leis de atrito de Coulomb e Bay
confundem-se entre si.
Figura 2.8 – Representação esquemática das principais leis de atrito usadas em engenharia, mostrando a tensão
de atrito numa interface sólido – sólido, como uma função da pressão normal. São apresentadas duas curvas (A
e B) geradas a partir da lei do atrito de Bay.
2.1.6 Quantificação do atrito
A medida do atrito parece ser uma tarefa relativamente simples, mas torna-se mais complexa na
medida que é considerada com maior exactidão o seu significado. Apesar de muitos anos de
investigação sobre este fenómeno, ainda não existe uma concordância sobre o seu real significado
tornando-se assim muito difícil comparar os trabalhos realizados por vários investigadores.
Desde as experiências no plano inclinado realizado por Leonardo da Vinci muitos métodos foram
desenvolvidos para quantificar o atrito não só pela sua dependência pelo par tribológico envolvido
mas também pela forma que os mesmos interagem entre si. Nos mais diversos métodos existentes o
coeficiente de atrito é deduzido a partir da força de atrito, estando sujeito a incertezas na
determinação desta força tais como; (i) a força de atrito varia continuamente, fazendo com que o valor
do coeficiente de atrito seja apenas uma aproximação à realidade; e (ii) o cálculo do coeficiente de
atrito é baseado na carga nominal de contacto.
Lei de Prandtl
Lei de Coulomb
Lei de Bay
τa
p
Deformação
das asperezas
Zona de transição
(plasticidade
relativa)
Plasticidade total

20
O conhecimento preciso do atrito requer o uso de equipamentos de medida de alta tecnologia e ao
mesmo tempo muito dispendiosos (Stachowiak, 2004), estes ensaios são geralmente realizados em
condições laboratoriais controladas. A qualidade e a precisão destes valores influenciam
significativamente a compreensão deste fenómeno, pelo que a correcta compreensão dos métodos
utilizados para medir o atrito, bem como as suas limitações é essencial para a investigação na área
da Tribologia.
Tendo em consideração esta visão geral da sua aplicação, o objectivo dos ensaios na área da
Tribologia pode ser especificado como: encontrar soluções experimentais para os problemas reais
encontrados na indústria; diminuição de perdas energéticas; protecção do meio ambiente com a
redução da poluição gerada nos processos de fabrico; a melhoria das características dos materiais,
aumentando-se o seu tempo de vida útil; a caracterização de novos materiais bem como a ampliação
das áreas de aplicação. Devido o grau elevado de complexidade para a quantificação do coeficiente
de atrito, ela é geralmente determinada por dois métodos distintos:
a) Método de quantificação directa
Este método consiste fundamentalmente em medir as tensões de corte originadas pelo atrito e a
tensão normal na superfície de contacto. O valor do coeficiente de atrito é obtido com a utilização de
instrumentação adequada para medir as deformações na zona em avaliação. Portanto devido à
grande complexidade e custos elevados para a sua implementação este método é frequentemente
preterido em relação ao método de quantificação independente.
b) Método de quantificação independente
Existem muitos métodos para a quantificação de atrito, sendo que uma boa parte deles, encontra-se
descrita nas normas ASTM por parte do comité D-2, entre outras publicações (Cristino, 2007), tais
como os métodos bloco no anel (ASTM D2714) e o pino no disco (ASTM G 99-95a). De entre estes
métodos descritos na norma ASTM os indicados para recriar as condições nos processos de corte por
arranque de apara e de deformação plástica são os métodos de pino-no-disco e o de ensaio de anel
(Carilho, 2007). Nesta dissertação far-se-á uso dos dois métodos para avaliar o coeficiente de atrito
nos processos de corte por arranque de apara e de deformação plástica.
2.1.6.1 Ensaio de pino no disco
As máquinas de ensaios tribológicos, são aparatos que servem para medir atrito ou desgaste em
condições controladas, e são frequentemente utilizados nas mais diversas investigações realizadas
na área da Tribologia. Este aparato deve ser seleccionado cuidadosamente permitindo recriar todas
as características críticas do atrito ou desgaste sem a complexidade associada à utilização dos
ensaios nos processos reais de fabrico. No entanto, uma selecção inadequada pode fornecer
resultados completamente erróneos pelo que um profundo entendimento das características das
máquinas de ensaios tribológicos é fundamental. Existe uma grande diversidade de máquinas de
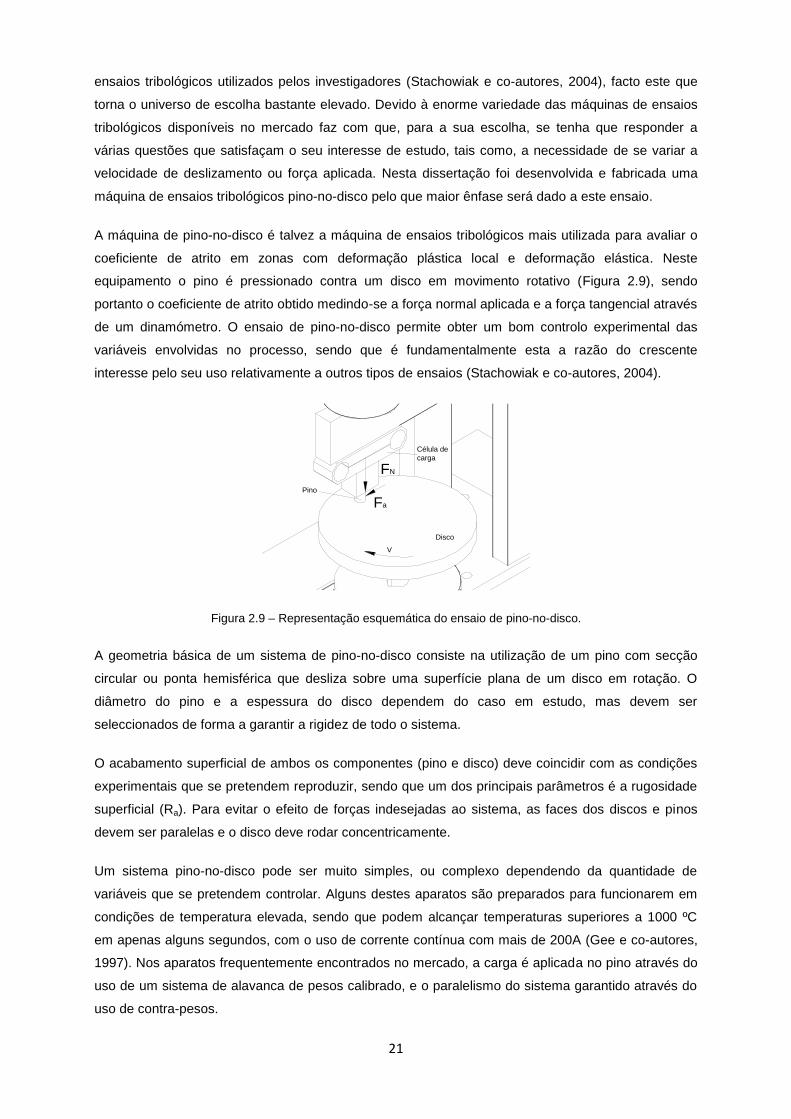
21
ensaios tribológicos utilizados pelos investigadores (Stachowiak e co-autores, 2004), facto este que
torna o universo de escolha bastante elevado. Devido à enorme variedade das máquinas de ensaios
tribológicos disponíveis no mercado faz com que, para a sua escolha, se tenha que responder a
várias questões que satisfaçam o seu interesse de estudo, tais como, a necessidade de se variar a
velocidade de deslizamento ou força aplicada. Nesta dissertação foi desenvolvida e fabricada uma
máquina de ensaios tribológicos pino-no-disco pelo que maior ênfase será dado a este ensaio.
A máquina de pino-no-disco é talvez a máquina de ensaios tribológicos mais utilizada para avaliar o
coeficiente de atrito em zonas com deformação plástica local e deformação elástica. Neste
equipamento o pino é pressionado contra um disco em movimento rotativo (Figura 2.9), sendo
portanto o coeficiente de atrito obtido medindo-se a força normal aplicada e a força tangencial através
de um dinamómetro. O ensaio de pino-no-disco permite obter um bom controlo experimental das
variáveis envolvidas no processo, sendo que é fundamentalmente esta a razão do crescente
interesse pelo seu uso relativamente a outros tipos de ensaios (Stachowiak e co-autores, 2004).
Fa
FN
V
Célula de
carga
Pino
Disco
Figura 2.9 – Representação esquemática do ensaio de pino-no-disco.
A geometria básica de um sistema de pino-no-disco consiste na utilização de um pino com secção
circular ou ponta hemisférica que desliza sobre uma superfície plana de um disco em rotação. O
diâmetro do pino e a espessura do disco dependem do caso em estudo, mas devem ser
seleccionados de forma a garantir a rigidez de todo o sistema.
O acabamento superficial de ambos os componentes (pino e disco) deve coincidir com as condições
experimentais que se pretendem reproduzir, sendo que um dos principais parâmetros é a rugosidade
superficial (Ra). Para evitar o efeito de forças indesejadas ao sistema, as faces dos discos e pinos
devem ser paralelas e o disco deve rodar concentricamente.
Um sistema pino-no-disco pode ser muito simples, ou complexo dependendo da quantidade de
variáveis que se pretendem controlar. Alguns destes aparatos são preparados para funcionarem em
condições de temperatura elevada, sendo que podem alcançar temperaturas superiores a 1000 ºC
em apenas alguns segundos, com o uso de corrente contínua com mais de 200A (Gee e co-autores,
1997). Nos aparatos frequentemente encontrados no mercado, a carga é aplicada no pino através do
uso de um sistema de alavanca de pesos calibrado, e o paralelismo do sistema garantido através do
uso de contra-pesos.

22
Recentemente, vários autores argumentaram que o ensaio de pino-no-disco é inadequado sendo
incapaz de reproduzir o valor das pressões de contacto envolvidas no processo, a temperatura do
processo e o fluxo de material frequentemente encontrado nas aplicações industriais (Grzesik e co-
autores, 2002). No caso do fluxo de material é dito que a apara desliza sobre a face de ataque
apenas uma vez, sendo que nos ensaios de pino-no-disco o pino desliza na mesma zona várias
vezes durante o ensaio. Em resultado disso, várias propostas alternativas do pino-no-disco foram
sugeridas por vários autores, como por exemplo Olsson e co-autores (1989), Hedenquist e Olsson
(1991) e Zemzemi e co-autores (2007).
Portanto, apesar de estas alternativas serem bem sucedidas na reprodução das condições de corte
reais, mostraram-se ser bastante dispendiosas, exigindo maior consumo de tempo e necessidade de
requerer uma grande precisão no controlo dos parâmetros do processo, isto relativamente aos do
pino-no-disco convencional. É de salientar ainda que as máquinas de ensaios de pino-no-disco,
trabalham frequentemente em condições extremas de pressão de contacto e velocidades relativas na
interface de contacto de forma a deliberadamente se acelerar o processo de desgaste, diminuindo
assim o tempo efectivo dos ensaios. Estas condições extremas não são portanto necessárias para a
avaliação do coeficiente de atrito, já que o atrito pode ser avaliado em apenas uma volta do disco em
contacto com o pino.
Tendo em contas as observações citadas verificou-se que os ensaios de POD precisam de ser
revistos de forma a se identificarem quais as modificações técnicas a serem efectuadas e quais os
parâmetros que precisam de ser controlados eficientemente, de tal forma que possam ser usados
com sucesso dado que, este é um método barato e rápido (disponível na maioria dos laboratórios a
nível mundial) para a determinação independente do coeficiente de atrito nas mais diversas
aplicações do processo de corte de metais.
2.1.6.2 Ensaio de Anel
Um outro tipo de ensaio frequentemente utilizado para calibração do atrito, principalmente nos
processos de forjamento, é o ensaio de anel. O ensaio consiste em comprimir um provete com forma
anelar de geometria específica 𝐷0: 𝑑0: ℎ0 (Figura 2.1a1) numa forma faseada, no qual, durante as
etapas, as variações da geometria do provete são registados e depois comparados com curvas de
calibração de atrito.
As primeiras análises matemáticas sobre o ensaio de anel foram apresentadas por Kunogi (1954),
formando as bases desta técnica. O primeiro trabalho experimental foi desenvolvido por Male (1964)
e Cockcroft (Sofouglu e co-autor, 1999), baseado na análise do forjamento de um disco sólido de
Schroeder e Webster (1949). Este ensaio de anel é conhecido por ensaio de “Cockcroft e Male” e
teve grande aceitação nas últimas duas décadas (Sofouglu e co-autor, 1999). Outros estudos teóricos
e experimentais incidiram na explicação dos efeitos de diferentes parâmetros tais como; dureza,

23
geometria do provete, velocidade de deformação, condições de lubrificação, temperatura, etc. Alguns
resultados interessantes foram apresentados, como o trabalho experimental desenvolvido por Male e
Depierre (1970) mostrou que a análise matemática apresentada por Avitzur (1964) pode resultar num
factor de atrito superior à unidade. As suas análises foram desenvolvidas com base no trabalho
experimental tendo sido usado provetes com geometrias de 6:3:1 e 6:3:0.5, onde concluíram que
provetes com relação geométrica de 6:3:1 fornecem um factor de atrito superior à unidade, enquanto
os resultados com 6:3:0.5 estavam em boa concordância com a curva teórica relativamente a um
factor de atrito de m=1.
A utilização do ensaio de anel não está só limitada à calibração do atrito, autores, como Saul e co-
autores (1971), Bramley e Abdul (1973), Depierre e Gurney (1974) e Altan e al. (1972,1975)
efectuaram análises teóricas do ensaio para avaliação da tensão do escoamento dos materiais. Altan
(1972) realizou os seus estudos através do método de limite superior para determinar a tensão de
escoamento num provete anelar, tendo concluído que, para as condições de atrito elevado, o campo
teórico de velocidade não representa com boa precisão as condições de escoamento do metal,
resultando que os resultados experimentais tenham uma fraca concordância com os resultados
teóricos.
No ensaio de anel, um provete anelar com dimensões específicas é comprimido e deformado entre
pratos. A partir do controlo da variação da altura e do diâmetro interno do provete em cada fase do
ensaio, é possível sem instrumentos especiais de medida obter o factor de atrito (m), através da
interpolação com as curvas teóricas de calibração. Uma geometria típica para este tipo de ensaios é
apresentada na Figura 2.10a, bem como um exemplo da curva de calibração (Figura 2.10b).
Contrariamente à maioria dos métodos, este método não necessita de medição da força, sendo
suficiente o controlo dimensional do provete durante cada fase do ensaio.
h0
D0
d0
Di
hidi
hidi
Di
a) b)
Figura 2.10 – Deformação do anel durante a operação de forjamento: a) Provete original e deformado em
condições de baixo e elevado atrito; b) Curva de calibração típica (Fletcher e co-autores, 1998).
a2
a1
a3

24
É de referir que, quando assumidas diferentes considerações teóricas (modelos de atrito), o
comportamento das curvas de calibração pode variar e consequentemente também varia a magnitude
do valor do coeficiente de atrito (Fletcher e co-autores, 1998).
Na Figura 2.10a, encontra-se representado o comportamento típico de dois provetes anelares
idênticos, obtidos após a realização do ensaio de anel com uma mesma redução de altura (Δh). Um
dos provetes comprimido encontra-se em condições de baixo atrito (Figura 2.10a3), enquanto o outro
em condições de atrito elevado (Figura 2.10a2). Verifica-se portanto que nos dois casos o
comportamento do anel durante o ensaio é completamente diferente. No caso em que temos as
condições de baixo atrito, o diâmetro interior aumenta, enquanto no caso oposto verifica-se uma
diminuição do diâmetro interior. Note-se que em ambos os casos há um aumento do diâmetro
exterior.
No entanto, para o uso deste método uma série de pressupostos simplificativos deve ser feito, o que
pode levar a grandes erros e incertezas (Loveday e Books, 2000). Além disso, uma vez que os
valores obtidos por este método varia com vários parâmetros entre os quais a velocidade relativa, e a
pressão de contacto, faz com que qualquer estimativa do atrito seja apenas um valor indicativo (as
condições de lubrificação podem variar em cada fase do ensaio).
Apesar de este tipo de ensaio ser amplamente utilizado, ele só é adequado para classificar
qualitativamente a qualidade dos lubrificantes ou o acabamento das superfícies das ferramentas, pois
não é ideal para a obtenção de valores quantitativos fiáveis para fins de modelação. Os valores
obtidos são altamente dependentes dos pressupostos assumidos para o cálculo das curvas de
calibração, sendo que para reduções de altura inferiores a 20%, o método não é muito sensível
estando muito dependente do grau de qualidade da caracterização mecânica do material (Loveday e
Books, 2000), (Petersen e co-autores, 1997).
Estudos anteriores demonstraram que, no ensaio do anel, o factor de atrito é só função da variação
do diâmetro interior e da altura do provete, como expressa em Eq. 2,10. As curvas de calibração do
ensaio de anel podem ser obtidas a partir de dois métodos diferentes: (i) analítica e (ii) numérico. O
factor de atrito, m é obtido a partir da seguinte expressão:
𝑚 = 𝐹 ℎ𝑜 − ℎ
ℎ𝑜 ,
𝑑𝑖 − 𝑑
𝑑 (2.10)
A determinação das curvas de calibração com base na análise numérica é essencialmente obtida
através do método de elementos finitos (Figura 2.11). Com este método é possível prever o
comportamento do material do anel, em função da variação da pressão de contacto na face, bem
como em função da velocidade de deformação e temperatura no factor de atrito (m) (Petersen e co-
autores, 1997).
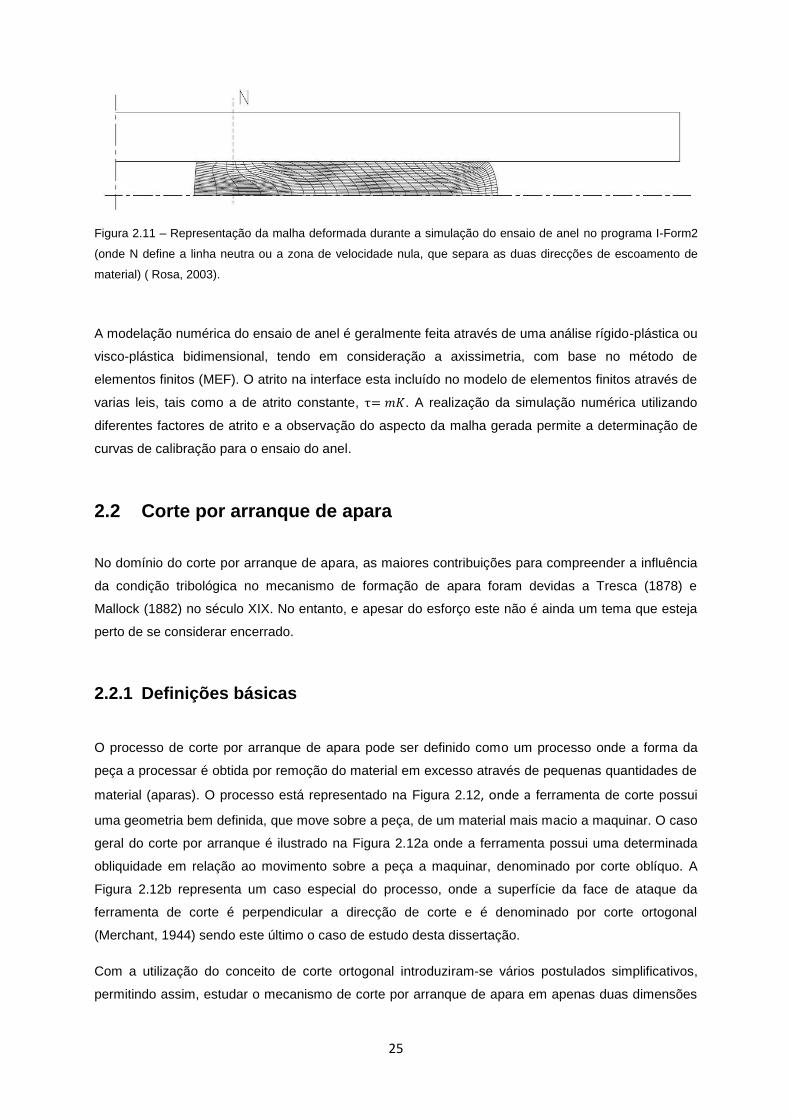
25
Figura 2.11 – Representação da malha deformada durante a simulação do ensaio de anel no programa I-Form2
(onde N define a linha neutra ou a zona de velocidade nula, que separa as duas direcções de escoamento de
material) ( Rosa, 2003).
A modelação numérica do ensaio de anel é geralmente feita através de uma análise rígido-plástica ou
visco-plástica bidimensional, tendo em consideração a axissimetria, com base no método de
elementos finitos (MEF). O atrito na interface esta incluído no modelo de elementos finitos através de
varias leis, tais como a de atrito constante, τ= 𝑚𝐾. A realização da simulação numérica utilizando
diferentes factores de atrito e a observação do aspecto da malha gerada permite a determinação de
curvas de calibração para o ensaio do anel.
2.2 Corte por arranque de apara
No domínio do corte por arranque de apara, as maiores contribuições para compreender a influência
da condição tribológica no mecanismo de formação de apara foram devidas a Tresca (1878) e
Mallock (1882) no século XIX. No entanto, e apesar do esforço este não é ainda um tema que esteja
perto de se considerar encerrado.
2.2.1 Definições básicas
O processo de corte por arranque de apara pode ser definido como um processo onde a forma da
peça a processar é obtida por remoção do material em excesso através de pequenas quantidades de
material (aparas). O processo está representado na Figura 2.12, onde a ferramenta de corte possui
uma geometria bem definida, que move sobre a peça, de um material mais macio a maquinar. O caso
geral do corte por arranque é ilustrado na Figura 2.12a onde a ferramenta possui uma determinada
obliquidade em relação ao movimento sobre a peça a maquinar, denominado por corte oblíquo. A
Figura 2.12b representa um caso especial do processo, onde a superfície da face de ataque da
ferramenta de corte é perpendicular a direcção de corte e é denominado por corte ortogonal
(Merchant, 1944) sendo este último o caso de estudo desta dissertação.
Com a utilização do conceito de corte ortogonal introduziram-se vários postulados simplificativos,
permitindo assim, estudar o mecanismo de corte por arranque de apara em apenas duas dimensões

26
(Mesquita e co-autor, 1990). No entanto, após a introdução destas simplificações é possível eliminar
muitas variáveis, diminuindo-se assim o grau de complexidade para se estudar este processo. A
forma de cunha da ferramenta de corte é a resultante de convergência de duas superfícies, sendo a
face de ataque, a que é solidária com a apara, de forma a formar a aresta de corte.
Uma das mais importantes variáveis neste processo é o ângulo de inclinação da face de ataque,
definido entre a face de ataque e uma linha perpendicular a superfície da peça já maquinada. A esta
inclinação denomina-se ângulo de ataque da ferramenta de corte (α) e de acordo a terminologia ISO
o seu sinal é definido conforme mostrado na Figura 2.13. Apesar de a face de saída não entrar
directamente no processo de formação da apara tem sido objecto de estudo quando se pretende
optimizar e/ou minimizar o tempo de vida das ferramentas de corte. Esta é definida pelo ângulo de
saída (σ), definida entre a superfície de saída e uma linha paralela a nova superfície da peça.
90º90º
Ferramenta
Bruto de
maquinagemBruto de
maquinagem
Ferramenta
AparaApara
Ângulo de
obliquidade
Figura 2.12 – Representação esquemática do corte por arranque de apara; a) Corte Oblíquo; b) Corte
Ortogonal
Uma outra variável com grande importância, é a inclinação do plano de corte (ϕ) em relação a
velocidade de corte. Apesar das dificuldades existentes de se prever experimentalmente, é possível
obtê-lo de forma analítica com base no grau de encalque (Rc):
𝑅𝐶 =t
to=
𝐴𝐵 cos 𝜙 − 𝛼
𝐴𝐵 sin 𝜙= cot 𝜙 cos 𝜙 + sin 𝛼 (2.11)
Com algumas manipulações matemáticas a partir da equação 2.11 é possível calcular o ângulo de
inclinação do plano de corte (equação 2.12), com o ângulo de ataque da ferramenta (α), a espessura
da apara antes (to) e depois do corte (𝑡). Note-se que, mesmo quando a apara é contínua regular,
ela, de facto não tem espessura absolutamente uniforme, pelo que a sua espessura não pode ser
medido directamente. Porém é possível calculá-la a partir do peso médio da apara já que é
normalmente conhecida a densidade do material a maquinar (Mesquita e co-autor, 1990),
a) b)

27
determinando-se em seguida o volume da apara e com a largura da apara conhecida determina-se a
respectiva espessura.
𝜙 = cot−1 Rc − sin α
cos α (2.12)
A Figura 2.13b mostra as zonas de corte consideradas nos processos de corte por arranque de
apara. A primeira zona é denominada de zona primária de corte, e começa na aresta de corte e
estende-se ao longo do plano de corte, até atingir a superfície exterior do material, limitando a zona
onde o material será deformado. Nesta região, o material atinge a tensão máxima de corte (k) na
direcção do plano de corte e distorce ao longo deste plano. A segunda zona é denominada de zona
secundária de corte e surge ao longo do plano de ataque da ferramenta como resultado do atrito de
contacto entre esta e a superfície da apara, e por último a terceira zona que surge no decorrer do
deslizamento entre a superfície recém-formada da peça e a face de saída da ferramenta de corte é
denominada de zona terciária de corte.
+
+A
B
Ângulo de ataque ()
Espessura da
apara (t)
Plano de corte
Superfície
maquinadaAresta de corte
Ângulo de
saída ()
Espessura de corte (t0)
ângulo do plano
de corte ()Face de saída
Face de
ataque
a)
Ferramenta
Bruto de
maquinagem
Zona de corte
secundária
Zona de corte primária
Interface ferramenta/apara
lc
Interface ferramenta/bruto
Zona terciária de corte
b)
Figura 2.13 – Mecanismo de formação de apara: a) Representação bidimensional do corte ortogonal,
ilustrando os principais parâmetros; b) Zonas de corte.

28
2.2.2 Tribologia no corte ortogonal
O termo Tribologia é frequentemente utilizado para representar a performance real das superfícies em
termos de lubrificação, atrito e desgaste (Grzesik, 2008). O processo de corte é realizado através de
um sistema tribo-mecânico que é composto por três elementos básicos: (i) o material a maquinar; (ii)
a ferramenta e o meio envolvente; (iii) lubrificante líquido, ou gasoso. As características tribológicas
na face de ataque são o resultado da geração de novas superfícies resultante do escorregamento
entre a ferramenta e a apara, da força de contacto que actua em superfícies reduzidas elevando
assim o valor da tensão normal que aí actua.
Vários estudos demonstraram que apenas 30 a 50% da energia necessária para o corte de metais é
utilizada para o corte propriamente dito, sendo a restante despendida maioritariamente nas zonas das
interfaces apara-ferramenta e peça-ferramenta (Astkhov, 2006). Este facto pode ser verificado
quando analisado o comportamento térmico das zonas de corte. Surpreendentemente, quando
comparado as temperaturas na zona de deformação com a zona de interface entre a apara e a
ferramenta de corte verificou-se que a temperatura neste ultimo é relativamente baixa (80 a 250 ºC)
em relação ao primeiro que pode ultrapassar 1000ºC (Astkhov, 2006).
A interface entre a ferramenta e a apara, e a ferramenta e a peça a maquinar são as zonas de
contacto que participam directamente no processo de corte. Apesar de muitas diferenças existentes
entre estas zonas, existe igualmente um número elevado de semelhanças nas características
tribológicas das suas interfaces tais como; pressões de contacto elevadas, gama de temperaturas, o
contacto entre as superfícies recém-formadas e as altas velocidades relativas na interface. Existe
também uma correlação entre as tensões que actuam nestas zonas de interfaces já que ambas estão
relacionadas com o mesmo estado de tensão na zona de deformação. Portanto a zona de corte
frequentemente com maior interesse corresponde à zona de interface entre a ferramenta e a apara,
daí o facto da maior atenção dada a este zona pela maioria dos investigadores na área.
Na maioria dos fenómenos de engenharia, o efeito do atrito nas interfaces tribológicas é
caracterizados pela lei de Coulomb (equação 2.2). Embora seja já bem conhecido que o contacto
entre dois corpos ocorre entre as asperezas, é frequente calcular-se as tensões assumindo que as
forças encontram-se totalmente distribuídas em toda área de contacto (área aparente). Apesar de ser
uma aproximação, ela não se encontra longe da realidade visto que nos processos de maquinagem a
área real e a área aparente são praticamente iguais devido às elevadas pressões de contacto que se
verificam nestes processos (Zorev, 1966).
A Figura 2.14 mostra o tipo de aparas observadas há mais de 100 anos atrás e as observadas
actualmente nos processos de corte por arranque de apara. A análise desta figura permite definir as
três zonas fundamentais no mecanismo do processo de formação de apara nomeadamente (Figura
2.13b) a zona de corte primária, a secundária e a terciária. Também mostra que apenas uma
superfície da apara é constrangida (aquela em contacto com a ferramenta de corte), enquanto a outra

29
encontra-se livre. Este aspecto favorece a formação de diferentes tipos de apara em função das
condições tribológicas existente na interface entre a apara e a ferramenta de corte.
Os factores que afectam a geometria da apara são: o ângulo de ataque da ferramenta de corte (α), as
condições tribológicas entre a apara e a ferramenta, e as propriedades mecânicas do material a
maquinar. A espessura da apara obtida nos processos de corte por arranque de apara, aumenta à
medida que se aumenta a dureza do material a maquinar, no entanto é difícil fundamentar esta
afirmação já que é muito difícil variar a dureza do material sem que, com ela se varie também o
coeficiente de atrito na interface entre a ferramenta de corte (Childs e co-autores, 2000).
Figura 2.14 Mecanismo de formação de apara: a) Tresca (1878); b) Mallock (1881-82) (Childs e co-autores,
2000) e c) Processo de formação de apara observado actualmente em condições de baixo e elevado atrito.
Distribuição de tensões
Vários estudos foram realizados com o objectivo de melhorar a compreensão dos fenómenos que
ocorrem na interface apara–ferramenta, através do estudo da distribuição da tensão de corte e normal
nesta zona. Diversos métodos experimentais incluindo o uso de ferramentas de polímeros
fotoelásticas, ferramentas transparentes para permitir uma directa observação da interface, apara-
ferramenta (Figura 2.15). O método fotoelástico foi desenvolvido por investigadores como Coker e
Filon (1931) e Zeichev (1934) que usaram material fotoelástico na análise do processo de corte
ortogonal. Os primeiros investigadores que provavelmente obtiveram resultados satisfatórios, quanto
à distribuição de tensões na interface entre a apara e a ferramenta de corte foram Andreev (1958) e
Kattwinkel (1957).
Andreev (1958), concluiu que o comprimento de contacto lc está dividido em duas partes distintas
aproximadamente iguais; a parte plástica que compreende desde o gume da ferramenta até a zona
central do comprimento de contacto (ou o comprimento da zona de interface entre a apara e a
ferramenta) e a parte elástica que corresponde desde a parte central do comprimento de contacto até
a zona de separação da apara com a face de ataque. Os resultados obtidos indicam que a tensão
normal é nula no ponto de separação e cresce exponencialmente até à zona do gume da ferramenta.
Kettwinkel (1957) usou um procedimento semelhante e encontrou um comportamento idêntico da
distribuição da tensão normal ao longo do comprimento de contacto (lc). Porém concluiu também que
a tensão de corte começa com um valor nulo no ponto de separação, sendo que alcança o seu
máximo na zona central decrescendo a partir deste ponto até ao gume da ferramenta. De notar que
a) b) c)

30
vários outros investigadores como Takeyama e Usi (1958), Chandrasekaran e Kapoor (1965)
chegaram a conclusões semelhantes quanto à distribuição das tensões normais e de corte na face de
ataque.
Apesar do acima exposto, os estudos experimentais com o recurso a este método são apenas uma
tentativa para determinar a distribuição de tensão durante o processo de corte de metais, sendo que
inúmeras questões relativamente ao entendimento deste fenómeno continuam em aberto (Astkhov,
2006). Uma das limitações consiste no facto de que a velocidade de corte utilizada nos ensaios é
muito inferior em relação ao que se verifica na realidade. Como resultado as lacunas, que ainda
existem quanto ao entendimento dos aspectos tribológicos que ocorrem na interface entre a apara e a
ferramenta de corte, nomeadamente, o modo de deformação; a máxima temperatura; a velocidade
relativa na interface de contacto; o fenómeno de adesão e as interacções químicas, fazem com que
estes resultados alcançados tenham ainda um grau de incerteza muito elevado (Doyle e co-autores,
1979).
Um outro método utilizado para determinar a distribuição de tensões na face de ataque foi
desenvolvido por Loladze (1958) e é denominado por split tool method (Figura 2.15 b) que consiste
em utilizar como material da ferramenta de corte, um compósito constituído em duas partes. Neste
método durante o ensaio é apenas medida a força que actua por uma das partes (𝑂𝐶 ), sendo que o
seu comprimento é aumentado incrementalmente durante o ensaio desde um valor pequeno até
atingir o comprimento total de contacto (𝑂𝐵 ), reduzindo-se assim a outra parte. Em cada fase
incremental a força normal que actua na fase de ataque é controlada e posteriormente procede-se o
cálculo das tensões.
a) b)
Figura 2.15 – Métodos para determinação de distribuição de tensões: a) Método fotoelástico; b) Método split tool (Loladze, 1958).
Utilizando a metodologia desenvolvida por si, Loladze (1958) encontrou para a distribuição da tensão
normal e de corte, um comportamento qualitativo semelhante ao verificado nos estudos de Andreev
(1958). Os valores máximos da tensão normal variavam entre 900 a 1600 MPa para diferentes tipos
de aço utilizados nos ensaios e foram superiores em relação à tensão de cedência do material da
peça para todos os casos (≅ 2𝜎𝑒 ).
A formação de apara pela acção das tensões de corte verificadas no plano de corte, é um dos
aspectos do processo de corte que mais a atraiu atenção dos investigadores nesta área. Com grande
O

31
relevância é também o facto de existir um grande interesse para entender a maquinabilidade e a
performance das ferramentas de corte, o movimento da apara e do material a maquinar ao longo da
face de ataque e do gume da ferramenta.
Na maioria dos casos a interacção entre a apara e a ferramenta de corte é visto como uma situação
clássica do fenómeno de atrito, em que a força de atrito tende a restringir o movimento da apara ao
longo da superfície da ferramenta, pelo que esta força é considerada em termos de coeficiente de
atrito (µ) entre a ferramenta de corte e o material a maquinar. Como visto anteriormente (ver secção
2.1) o coeficiente de atrito tem origem nos trabalhos de Amonton e Coulomb que demonstraram que,
na maioria dos casos de escorregamento ou deslizamento de um sólido em relação ao outro, a força
requerida para iniciar o movimento é proporcional à força normal à superfície de interface onde o
deslizamento ocorre. Trabalhos de vários investigadores como Bowden e Tabor, Archad, e tantos
outros demonstraram que esta proporcionalidade resulta do facto de que as superfícies dos sólidos
não são totalmente planas e como tal o contacto é apenas verificado entre as asperezas. De facto
esta proporcionalidade só acontece em condições de pressões baixas na interface de contacto.
Segundo Trent (2000) nas condições em que ocorrem a maioria dos processos de engenharia onde
ocorre o mecanismo de deslizamento, a área de contacto é muito pequena e por este facto é
importante sempre conhecerem-se as condições de carregamento a que o processo está sujeito.
Até hoje continua-se a assumir que a tensão de atrito na face de ataque é proporcional à tensão
normal que actua na mesma face, ou seja a tensão de corte (tensão de atrito) é relacionada com a
tensão normal pelo coeficiente de atrito (µ) ou pelo ângulo de atrito (β). O coeficiente de atrito e o
ângulo de atrito estão relacionados pela seguinte expressão:
𝑡𝑎𝑛 𝛽 = µ (2.13)
É de referir que resultados experimentais demonstraram que os valores da tensão normal na face de
ataque podem ser de 1 a 3 vezes superiores à tensão de corte máxima, k, enquanto o valor máximo
da tensão de atrito chega a duas vezes mais que o valor da tensão de corte máxima. Esta última
conclusão é discutível sendo que teoricamente um metal não pode transmitir tensões de corte
superiores à tensão de corte máxima, k.
Comprimento de contacto
As características tribológicas dos processos de corte, não se limitam apenas ao desgaste da
ferramenta de corte, ou na sua temperatura de contacto mas sim em todas características físicas
deste processo. Estas características não podem ser ignoradas relativamente a outros parâmetros do
corte de metais, atendendo que afectam estes parâmetros directamente. De facto é muito importante
o estabelecimento dos parâmetros principais e dependentes, bem como as suas correlações de forma
a controlar o processo de corte.

32
Nos ensaios, o comprimento de contacto (lc) é medido com recurso ao microscópio. Como discutido
anteriormente, o contacto entre a apara e a ferramenta também conhecido como comprimento de
contacto determina um dos mais importantes parâmetros na interface (Figura 2.13b), assim como a
temperatura, as tensões, o desgaste da ferramenta, etc. Estudos feitos demonstraram que este
parâmetro é muito sensível à variação dos parâmetros e características do processo de corte
(Astkhov, 2006). Em consequência desta sensibilidade é de grande importância determinar as
correlações existentes entre estas características e o comprimento de contacto, pois a optimização da
Tribologia do processo só é efectivamente conseguida quando estas correlações são conhecidas e
bem compreendidas.
A Figura 2.16a mostra como a espessura de corte pode afectar directamente o comprimento de corte.
Estudos realizados com o objectivo de analisar apenas a influência da espessura de corte isolando-a
da influência da razão de compressão da apara ou grau de encalque (Rc), demonstraram que o
comprimento de contacto é directamente proporcional à espessura da apara antes do corte. Portanto
a espessura da apara antes do corte pode ser vista como um parâmetro que afecta directamente o
comprimento de contacto (Astkhov, 2006).
a) b)
Figura 2.16 – Influência dos parâmetros de corte no comprimento de contacto (lc): a) Correlação com espessura
da apara não deformada para diferentes materiais, 1-cobre, 2-chumbo, 3-alumínio, 4-aço AISI E9310, 5-Câdmio
e 6- Titânio; b) Correlação com a velocidade de corte para diferentes materiais, 1-Titânio, 2-Liga berílio-cobre
(UNSC17000, HB200), 3-Liga berílio-cobre (UNSC 17000,HB110), 5- cobre e 6- alumínio 2014 (Astkhov, 2006).
A influência da velocidade de corte no comprimento de contacto, é mostrada na Figura 2.16b para
diferentes materiais, como pode ser visto a dependência é mais evidente para baixas velocidades de
corte. Esta alta dependência pode ser atribuída a mudanças da temperatura na interface entre a
apara e a ferramenta, que muda significativamente com a velocidade de corte, sendo que esta
mudança de temperatura é menos significativa para altas velocidades de corte. De facto a
dependência apresentada na Figura 2.16b é resultado do efeito combinado entre a velocidade de
corte e a temperatura na interface. De referir que outro parâmetro que pode influenciar o comprimento
de contacto é o ângulo de ataque da ferramenta (α), sendo que o comprimento de contacto diminui
com o aumento do ângulo de ataque. Porém o ângulo de ataque afecta o comprimento de contacto
de duas formas, nomeadamente, directamente e através do grau de encalque. Importa no entanto
33
realçar que a influência do ângulo de ataque no comprimento de corte não é muito significativa
(Astkhov, 2006).
Como resultado das considerações acima apresentadas, entre os três factores analisados (espessura
da apara não deformada, velocidade de corte e o ângulo de ataque), só a espessura da apara afecta
directamente o comprimento de corte, já que os outros actuam sempre de forma combinada.
Fluidos de corte
As funções básicas de um fluido de corte é permitirem a refrigeração, lubrificação e a redução severa
do grau de contacto existente na interface entre a apara-ferramenta de corte e peça-ferramenta de
corte (Astkhov, 2006). Como resultado, os fluidos de corte podem afectar significativamente as
condições tribológicas existente na interface com a mudança da temperatura de contacto, da tensão
normal e de corte bem como a sua distribuição ao longo da interface, o tipo e o mecanismo de
desgaste da ferramenta de corte, a qualidade da superfície maquinada, etc. Em algumas aplicações
industriais os fluidos de corte para além de exercerem as funções descritas anteriormente assumem
outras finalidades como a lavagem de partes integrantes dos equipamentos ou o transporte da apara
do local em que se efectua o corte até outro mais conveniente.
Historicamente até ao século XIX a água era utilizada como sistema de refrigeração em várias
operações de processamento de metais. Taylor (1907) foi provavelmente o primeiro a provar sobre a
utilidade prática do uso de líquidos para aumentar a eficácia do processo de corte de metais. Em
1883, demonstrou que com a utilização de um fluxo de água na zona de corte consegue-se aumentar
a velocidade de corte admissível entre 30 a 40%. De facto ele verificou que a água era um óptimo
refrigerante devido à sua alta capacidade térmica, bem como a sua grande disponibilidade (Astkhov,
2006), no entanto as suas propriedades corrosiva e a fraca capacidade de lubrificação, fizeram com
que cedo se percebesse a necessidade de desenvolver novos fluidos para diminuir o impacto
negativo presente com o uso da água como fluido refrigerante de uma maneira isolada.
Para diminuir os constrangimentos verificados com o uso isolado da água descrito anteriormente,
rapidamente desenvolveram-se os óleos minerais com elevada capacidade de lubrificação, mas a sua
baixa capacidade de refrigeração e o seu alto custo fez com que a sua utilização estivesse limitada
apenas nos processos realizados a baixa velocidade. Finalmente a partir de 1910 desenvolveram-se
óleos solúveis que permitiram conjugar as propriedades de lubrificação e refrigeração de diversos
fluidos de corte.
Embora o significado do uso de fluidos de corte na maquinagem ser amplamente compreendido,
frequentemente é visto como um elemento de apoio necessário mas não importante (Astkhov, 2006).
Em consequência disso em muitos casos, a selecção do fluido de corte é baseada na hipótese de
que quanto maior a quantidade de lubrificante utilizado, melhor é o suporte para o processo de corte,
sendo que é frequente ver um fluxo contínuo do fluido de corte na zona de contacto entre a peça e a
ferramenta de corte, sem se ter em conta os requisitos do próprio processo. Além disso a selecção do

34
tipo de fluido é geralmente baseada nas recomendações do fabricante dos respectivos fluidos, sem a
clara compreensão da natureza da operação em questão bem como do verdadeiro objectivo do fluido
de corte.
De referir ainda, que o custo relativamente à compra e à utilização dos fluidos de corte tem crescido
comparativamente ao que se verificava hà duas décadas atrás (≈3%), sendo que hoje é estimado em
15% dos custos globais do processo. Em resultado deste aumento, esforços têm sido feitos no
sentido de diminuir ou mesmo quando possível eliminar o seu uso, sendo que presentemente existe
um grande interesse no desenvolvimento de processos avançados de maquinagem que permite o
uso reduzido ou mesmo na sua totalidade, eliminando-se todos os problemas associado ao uso de
fluidos de corte (custos de maquinagem, custos de reciclagem da apara, etc) (Astkhov, 2006).

35
Capítulo 3
3 Desenvolvimento experimental
Este capítulo apresenta resumidamente o desenvolvimento experimental necessário para permitir a
realização dos ensaios de avaliação da condição tribológica no corte por arranque de apara,
utilizando tantas técnicas de medição directa como pela utilização de ensaios tribológicos
independentes. O capítulo começa por apresentar brevemente o projecto e a construção do aparato
experimental para o ensaio de pino-no-disco e para o ensaio de anel. De seguida apresenta a
montagem experimental utilizada na medida das componentes da força de corte em condições
laboratoriais controladas. No final do capítulo são apresentados os materiais utilizados na
investigação e é elaborado um plano de ensaios adequado a uma avaliação compreensiva da
influência dos principais parâmetros operativos na interface de contacto e a sua influência no valor do
atrito.
3.1 Ensaio de pino-no-disco
A Figura 3.1a apresenta a nova máquina de ensaios desenvolvida e fabricado para a execução do
plano de ensaios da presente investigação. As componentes gerais do equipamento podem ser
divididas em quatro grupos distintos:
i) Parte estrutural básica;
ii) Parte eléctrica e mecânica;
iii) Grupo de controlo e monitorização;
iv) Unidade de polimento
A parte estrutural básica oferece suporte aos componentes mecânicos e eléctricos, para o controlo e
medição das cargas, tal como a unidade de polimento. Estes são independentes do tipo de ensaio (p.
ex. avaliação de atrito ou desgaste), as condições operativas e materiais, revestimento e lubrificantes
a analisar. A parte mecânica e eléctrica, consistem no motor eléctrico, no suporte do disco, nos
sistemas de guiamento e posicionamento, no pino e nos discos. O motor eléctrico (Figura 3.1b) está
equipado com um variador de frequência (Figura 3.1c) para o controlo preciso da velocidade de
rotação do disco. O suporte do disco encontra-se acoplado sobre um rolamento cónico, e não
directamente ao veio rotativo do motor eléctrico, devido às cargas originadas durante o ensaio, que
pode danificar o redutor.
Os ensaios de pino-no-disco realizados durante este trabalho foram especialmente concebidos para a
avaliação do atrito no corte ortogonal, sendo assim, o pino simula o bruto de maquinagem e os discos
a face de ataque da ferramenta de corte. O projecto do suporte do pino desvia-se do conceito das
máquinas de ensaios convencionais, com o fim de aumentar a rigidez e reduzir a deformação da

36
estrutura causada pela deformação originada pelo peso do sistema e das cargas aplicadas. O novo
conceito elimina o uso de um contra-peso. A utilização de guias lineares reduz as folgas do sem-fim,
melhorando o paralelismo do sistema, permitindo assim, suportar cargas até 15 kN. Os pinos e discos
são dependentes do tipo de ensaio, condições operativas e materiais, revestimento e lubrificantes em
estudo.
b)
a) c)
Figura 3.1 – Máquina de ensaios do pino-no-disco desenvolvido e componentes: a) Máquina de ensaios; b)
Motor-redutor A053UH25 18.6 1HP 4PB5; c) Variador de frequência ACT401-07 FA 1HP.
Os sistemas de controlo e medição incluem uma célula de carga bidimensional, um sistema de
aquisição e um computador pessoal. A célula de carga, projectada e fabricada especificamente para
os ensaios, é fixa no suporte do pino e ligada à unidade de amplificação de sinal (Vishay 2100). Um
computador pessoal (PC) instalado com o sistema de aquisição de dados (SAD) fornecido pela
National Instruments PCI-6025E, combinado com o software de controlo Labview destinado à
monitorização dos valores experimentais, tal como a força normal e tangencial (Figura 3.2). As forças
foram obtidas através da célula de carga bidimensional com uma frequência de aquisição de 300Hz.
Atendendo ao facto de que a velocidade relativa na interface entre as duas superfícies é um dos
parâmetros mais influentes no atrito, é indispensável monitorizar a velocidade de rotação do disco. O
controlo da velocidade de rotação do motor através do variador de frequência permite um controlo
preciso da velocidade, mas este encontra-se num software comercial fornecido pelo fabricante do
equipamento. Assim, foi necessário instalar um encoder angular (Figura 3.3), Kubler
5.2400.1122.0360 no eixo de rotação do motor que permite comparar a fiabilidade do valor fornecido
pelo variador de frequência (ver anexo). O software de monitorização programado em Labview foi
posteriormente introduzido no software de aquisição final.
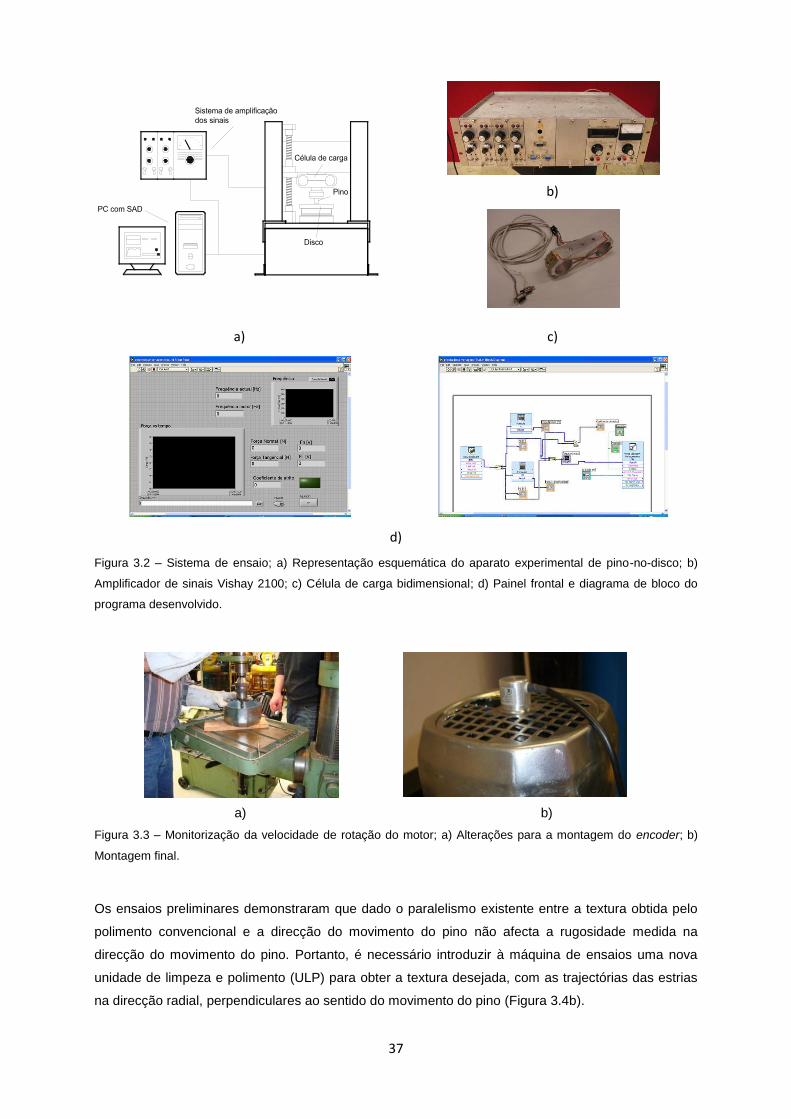
37
b)
a) c)
d)
Figura 3.2 – Sistema de ensaio; a) Representação esquemática do aparato experimental de pino-no-disco; b)
Amplificador de sinais Vishay 2100; c) Célula de carga bidimensional; d) Painel frontal e diagrama de bloco do
programa desenvolvido.
a) b)
Figura 3.3 – Monitorização da velocidade de rotação do motor; a) Alterações para a montagem do encoder; b)
Montagem final.
Os ensaios preliminares demonstraram que dado o paralelismo existente entre a textura obtida pelo
polimento convencional e a direcção do movimento do pino não afecta a rugosidade medida na
direcção do movimento do pino. Portanto, é necessário introduzir à máquina de ensaios uma nova
unidade de limpeza e polimento (ULP) para obter a textura desejada, com as trajectórias das estrias
na direcção radial, perpendiculares ao sentido do movimento do pino (Figura 3.4b).

38
lixa / pano de
polimento
Disco
Unidade de limpeza e
polimento
Pino
a) b)
Figura 3.4 – Metodologia de polimento de discos; a) Unidade de limpeza e polimento; b) Direcção das estrias
obtidas no polimento.
A ULP não só permite produzir a textura desejada, mas também repor as condições superficiais dos
discos depois do ensaio. Conforme ilustrado na Figura 3.4b, a unidade combina a velocidade de
rotação e granulação da lixa e/ou pano de polimento (suspensão de alumina) com a rotação do disco
para assegurar os valores da rugosidade superficial (Ra) que variam desde 0.07 a 0.8 µm para os
diferentes materiais a ensaiar (Figura 3.5).
Figura 3.5 – Discos de AISI 316L e PVC com diferentes texturas superficiais obtidos na unidade de limpeza e
polimento.
Estes valores são controlados através de medições com um rugosímetro de contacto Kosaka Lab.
SE-1200 (Figura 3.6) para valores de 0.2 à 0.8 µm e um microscópio de força atómica (MFA) para
rugosidades inferiores à 0.2 µm na direcção perpendicular ao de rotação dos discos. A
Tabela 3.1 apresenta a micrografia dos discos apresentados na Figura 3.5, bem como a relação entre
o seu aspecto superficial com a rugosidade média (Ra) e a granulometria da lixa utilizada. Para
concluir a apresentação do novo conceito da máquina de ensaios tribológico referido anteriormente é
necessário referir que o seu projecto modular permite diferentes tipos de aplicação de carga sobre o
Ra=0.1µm Ra=0.3µm
Ra=0.2µm
Ra=0.4µm
Ra=0.007µm Ra=0.3µm Ra=0.4µm Ra=0.5µm Ra=0.8µm
Ra=0.2µm Ra=0.5µm Ra=0.7µm

39
pino; (i) a aplicação de uma carga estacionária através de pesos calibrados, e (ii) a aplicação da
carga variável, pouco comum nas máquinas comerciais, através do sem-fim com porca de
recirculação de esferas para controlar a posição e a carga aplicada no pino.
a) b)
Figura 3.6 – Controlo do estado superficial; a) Rugosímetro Kosaka Lab. SE 1200; b) Medição da rugosidade
superficial de um disco.
Textura Granulação da Lixa Ra obtido (µm)
100 0.8
180 0.5
240 0.4
600 0.3
1200 0.2
0.3 µm (suspensão
de alumina) 0.007
Tabela 3.1 – Relação entre a textura superficial, a rugosidade superficial média e o tipo de lixa utilizado na
preparação superficial dos discos.
1mm
1mm
1mm
1mm
1mm
X 10 µm/div
Z 150 nm/div

40
3.2 Ensaio de anel
Os ensaios de anel foram realizados na máquina de ensaios universal Instron (Figura 3.7) com
capacidade de 1200 kN, onde o provete foi comprimido em várias etapas. No fim de cada etapa, os
valores da altura, diâmetro interior e exterior são medidos, e depois aplicados nas curvas de
calibração de atrito obtidas através de um ábaco numérico. Os ensaios foram realizados à
temperatura ambiente e em condições “quasi-estáticas”, similares a outros ensaios executados no
desenvolvimento experimental da presente investigação.
Figura 3.7 – Máquina de ensaios universal Instron 1200KN utilizada para o ensaio de anel
O acabamento superficial dos pratos de compressão foi controlado através de procedimentos de
polimento com lixas e panos de polimento, realizados num torno convencional, obtendo assim, uma
textura radial, ilustrada na Figura 3.8 e os valores de Ra variam de 0.04 a 0.65 µm. Estes valores
foram medidos através do rugosímetro de contacto Kosaka Lab. SE-1200 ao longo da direcção do
escoamento do material durante o ensaio.
Provete
Prato de compressão
Figura 3.8 – Representação esquemática da textura dos pratos de compressão; pratos de compressão utilizados
no ensaio de anel.
Ra = 0.04 µm Ra = 0.06 µm Ra = 0.12 µm Ra = 0.20 µm Ra = 0.35 µm Ra = 0.65 µm

41
3.3 Ensaio de corte ortogonal
Para assegurar que todos os ensaios de corte ortogonal são realizados em condições comparáveis
com as técnicas de calibração de atrito independentes mencionadas anteriormente, foi necessário
desenvolver e fabricar um aparato que permitisse medir as forças no corte ortogonal em condições
controladas. O aparato foi instalado numa fresadora CNC TRIAC de 2½ eixos (Figura 3.9), composto
essencialmente pela ferramenta de corte, um dinamómetro piezoeléctrico tridimensional, um provete
e uma unidade de limpeza e polimento.
Dinamometro
Piezoelectrico
Ferramenta de
corte
Amplificador de
sinalFz
Fresadora CNC
Provete
PC com SAD
Fy
a) b)
Figura 3.9 – Aparato experimental para os ensaios de corte ortogonal: a) Montagem do aparato; b) Esquema
representativo do aparato.
As ferramentas de corte têm todas a mesma geometria, com um ângulo de ataque α = 0º e um ângulo
de saída σ = 5º e foram fabricados com o mesmo material dos discos utilizado nos ensaios de pino-
no-disco. O material a maquinar é o mesmo utilizado nos pinos para o ensaio de pino-no-disco e anel,
fixo directamente no dinamómetro piezoeléctrico tridimensional através de dois parafusos. Os ensaios
foram realizados em condições de corte ortogonal, isto é, o gume da ferramenta de corte é recto e
perpendicular à direcção de corte. Importa referir que, para todos os casos analisados no processo de
corte, a rugosidade superficial na face saída foi mantida constante ( 05.0aR µm).
O dinamómetro piezoeléctrico tridimensional (Kistler 9257B) é ligado a um amplificador de sinal
(Kistler 5011B) e permite medir a força de corte durante o ensaio. O sistema é linear em toda a sua
gama de medida, medindo a força com uma precisão de 1% e a sua resolução permite medir
variações da força com grande amplitude. Um PC com sistema de aquisição de dados (National
Instruments, PCI-6025E) combinado com o software programado em Labview, adquire e armazena os
resultados experimentais.
A ULP, para além de limpar a ferramenta de corte, reproduz uma rugosidade superficial na face de
ataque próxima à observada nos discos utilizados nos ensaios de pino-no-disco permitindo assim
obter-se resultados comparáveis. A Figura 3.9b mostra esquematicamente o aparato utilizado para a
realização do ensaio de corte, sendo que a unidade de limpeza e polimento desenvolvida

42
especificamente para este tipo de ensaio é mostrada na Figura 3.10a. As ferramentas de corte com
diferentes texturas e rugosidades estão apresentadas na Figura 3.10b.
É importante realçar que, a unidade de limpeza e polimento foi projectado de forma a assegurar a
direccionalidade da topografia superficial de acordo com os discos e pratos de compressão no caso
dos ensaios de caracterização independentes, porque a textura superficial influencia drasticamente o
valor do coeficiente de atrito (Bhusan, 1999 e Sedlacek, 2009).
Ferramenta
Unidade de
limpeza/Polimento
a) b)
Figura 3.10 – Polimento das ferramentas de corte: a) esquema representativo da ULP; b) Acabamento superficial
obtido para ferramentas de AISI 316L.
3.4 Materiais em estudo
Os materiais para o desenvolvimento experimental foram seleccionados de uma forma criteriosa, com
o objectivo de avaliar quantitativamente a influência das propriedades dos pares tribológicos na
interacção com a rugosidade superficial e o coeficiente de atrito daí resultante. Os discos foram
fabricados em aço inoxidável AISI 316L e em cloreto de polivinila (PVC).
Os pinos utilizados nos ensaios de pino-no-disco possuem forma cilíndrica com 8 mm de diâmetro
(Figura 3.11a). A escolha do chumbo tecnicamente puro (99.7%) justifica-se pelo facto que o seu
comportamento mecânico ser muito próximo de um material rígido-perfeitamente plástico que é
assumido na maioria dos modelos analíticos, bem como pela possibilidade de poder realizar os
ensaios à temperatura ambiente. O outro material utilizado para fabricar os pinos, é o cobre
electrolítico, o qual apresenta propriedades mecânicas próximas do aço inoxidável AISI 316L.
Como foi referido anteriormente (ver 2.1.6.2) os estudos anteriores relativos à geometria e dimensões
usadas para determinar o factor de atrito no ensaio de anel concluíram que os anéis com a mesma
razão geométrica 𝐷0: 𝑑0:ℎ0 de 6:3:2 são os que apresentaram os melhores resultados para avaliar o
factor de atrito (Male, 1964). Neste trabalho foram utilizados anéis com dimensões de 24:12:8 mm
(Figura 3.11b).
Nos ensaios de corte ortogonal, devido à proximidade das propriedades mecânicas entre o cobre
electrolítico e o aço AISI 316L que pode danificar a aresta de corte, foram limitados ao chumbo
Ra = 0.015 µm
Ra = 0.120 µm Ra = 0.320 µm Ra = 0.360 µm
Ra = 0.750 µm
Ra = 0.052 µm
Aresta de corte
Face de ataque

43
tecnicamente puro. A zona de ensaio do provete tem as dimensões de 19 mm de largura e 25 mm de
comprimento para assegurar que o corte decorre em condições estacionárias, e em deformação
plana (Figura 3.11c).
a) b) c)
Figura 3.11 – Provetes de chumbo e cobre utilizados nos ensaios para os vários processos: a) pino no disco, b)
ensaio de anel; c) corte ortogonal.
A Tabela 3.2 apresenta as propriedades mecânicas e metalúrgicas do chumbo e cobre
respectivamente.
Designação/Material Chumbo Cobre
Densidade (g/mm3) 11.35 8.89
Ponto de Fusão (ºC) 327.46 1083
Ponto de ebulição 1749 2595
Temperatura de Recristalização 120
Dureza (Mohs) 1.5
Sistema Cristalografico Cúbico Cúbico
Estrutura Cristalina CFC CFC
Tabela 3.2– Propriedades mecânicas dos materiais para o fabrico dos respectivos provetes.
3.5 Plano de ensaios
A Tabela 3.3 apresenta o plano de trabalhos para os ensaios de pino-no-disco. O trabalho
experimental foi realizado de forma a isolar os parâmetros do processo mais relevantes
nomeadamente no valor do coeficiente de atrito: (i) a força normal, (ii) a velocidade, (iii) a morfologia
superficial e os pares de materiais. Diferentes meios envolventes foram também analisados, através
da aplicação de um lubrificante líquido, o Mobilgear 627 (detalhes adicionais do óleo encontram-se
em anexo), e gases como azoto e oxigénio. Devido à natureza absorvente do PVC, só foram
realizados ensaios em condições a seco para este material. Antes de cada ensaio, os discos foram
desengordurados para garantir as condições iniciais em todos os casos analisados. Os ensaios foram
realizados de forma aleatória e no mínimo três ensaios para cada caso com fins estatísticos.

44
Ra [µm] Material do pino Material do disco Velocidade [m/s] Lubrificação Atmosfera
<=0.1
Chumbo e
Cobre AISI 316L e PVC
0.072,0.216,0.432
e 0.72 Sim/não
Ar, Oxigénio*
e Azoto*
0.2
0.3
0.4
0.5
0.8
* - Ensaios realizados só para o par tribológico chumbo/AISI 316L
Tabela 3.3 – Plano de trabalho experimental para o ensaio pino-no-disco.
No caso dos ensaios de anel, os provetes foram fabricados em chumbo e cobre, e os pratos em aço
inoxidável AISI 316L. A Tabela 3.4 apresenta o respectivo plano de ensaios. Os ensaios foram
realizados de forma aleatória e no mínimo três ensaios para cada caso com fins estatísticos. O
lubrificante foi utilizado com o objectivo de reproduzir as mesmas condições nos ensaios de pino-no-
disco. Para evitar depósitos de material dos provetes sobre os pratos de compressão, influenciando
os resultados finais, os pratos são limpos e desengordurados com etanol entre estágios de
compressão. Depois de cada caso de ensaio, a superfície dos pratos é recondicionada através de
polimento e a sua rugosidade medida.
Pratos Ra [um] Material do provete Material do prato Lubrificação
0.04
Chumbo e Cobre AISI 316L Sim/Não
0.06
0.12
0.20
0.35
0.65
Tabela 3.4 – Plano de trabalho experimental para o ensaio de anel
O plano de ensaios para o corte ortogonal foi projectado para conseguir reproduzir as condições dos
ensaios de pino-no-disco e anel, realizados a seco. A eliminação da utilização do lubrificante,
temperatura e encruamento no plano de ensaios é crucial para reduzir o número de parâmetros que
influenciam a condição tribológica do processo. O mesmo se aplica para a espessura de corte e a
velocidade de corte, que é mantida constante, com o valor da espessura de corte de 0.2 mm e a
velocidade de corte “quasi-estáticas” para todos os ensaios. Caso contrário, o número de
combinações das variáveis torna-se demasiado grande. Os ensaios foram realizados de forma
aleatória e no mínimo três ensaios para cada caso com fins estatísticos. De notar, que todos os
ensaios foram realizados em condições quasi-estáticas.

45
Capítulo 4
4 Resultados e Discussão
Este capítulo apresenta uma análise compreensiva da condição tribológica na interface de contacto
entre a apara e a ferramenta em condições de corte ortogonal. Procura identificar os principais
parâmetros que influenciam o valor do coeficiente de atrito, assim como avaliar quais os ensaios
tribológicos independentes que mais se adequam à realidade do corte por arranque de apara. Desta
maneira, o capítulo foi estruturado em três secções iniciais onde se procura identificar as principais
variáveis operativas e quantificar a sua influência no coeficiente de atrito. Por fim termina com uma
quarta secção onde se desenvolve uma avaliação comparativa das estimativas independentes
obtidas através do ensaio de pino-no-disco e do ensaio de anel, comparando com os resultados reais
observados experimentalmente no processo de corte por arranque de apara. Ao longo do capítulo é
dada uma ênfase especial à influência da rugosidade superficial e às propriedades mecânicas dos
pares tribológicos no valor do coeficiente de atrito.
4.1 Influência da velocidade relativa e da pressão de contacto
A concepção da máquina de pino-no-disco introduzida no Capítulo 3 permitiu a realização de ensaios
combinados com carga e velocidade variáveis. A Figura 4.1a mostra os resultados típicos obtidos
para a evolução da força normal/tangencial (FN/Ft) em função do tempo de ensaio. A análise da
influência da velocidade relativa na interface de contacto, em condições a seco, é apresentada para o
par de materiais Pb/PVC na Figura 4.1b, Pb/AISI 316L na Figura 4.2a e Cu/AISI 316 L na Figura 4.2b.
A partir da Figura 4.1 a) e b) é possível retirar duas conclusões principais: 1) a primeira, as figuras
demonstram que a força de atrito é directamente proporcional à força normal aplicada sobre o pino,
logo, o coeficiente de atrito não é afectado pela pressão de contacto existente entre o pino e o disco;
2) o coeficiente de atrito, em condições de atrito seco, não é influenciado, de uma forma significativa,
pela velocidade relativa na interface de contacto. De facto a variação do coeficiente de atrito com a
variação da velocidade relativa na interface de contacto é pouco significativa. Para os ensaios do par
tribológico Pb/PVC, a primeira conclusão está em concordância com as leis fundamentais de atrito e
foi previamente descrito por Bowers e co-autores (1953). A segunda conclusão é surpreendente
quando analisado com base em muitos trabalhos publicados na área da tribologia, mas encontra-se
em concordância com os resultados experimentais publicado por Shooter e Thomas (1952) no caso
do par de material aço-polímero.

46
a)
b
Figura 4.1 – Resultados do ensaio pino-no-disco: a) Força normal e tangencial em função do tempo
para o par Pb/PVC a velocidade v=0.072m/s; b) Relação da força normal e tangencial obtida nos
ensaios pino-no-disco para pares tribológicos com propriedades mecânicas similares ( Pb/PVC) para
diferentes velocidades.
Como se verifica na Figura 4.2a/b, para os pares tribológicos Pb/AISI 316L e Cu/AISI 316L, a
independência do coeficiente de atrito com a carga normal e a velocidade relativa na interface de
contacto também são verificadas. Este último resultado também foi obtido recentemente por Sedlacek
e co-autores (2009), no caso de pinos de alumínio (Al2O3) e discos de aço 100Cr6. No entanto, para a
gama de velocidades ensaiadas, relativamente baixas, pode não ser suficiente para suportar a
segunda conclusão mencionada anteriormente. No entanto, é de salientar que o objectivo da
presente dissertação consiste em procurar estabelecer metodologias experimentais adequadas para
avaliar o coeficiente de atrito no corte por arranque de apara, e não explorar de uma forma exaustiva
0
50
100
150
200
250
300
0 0.1 0.2 0.3 0.4 0.5 0.6
Fo
rça
[N
]
Tempo [s]
Força Normal
Força tangencial
0
20
40
60
80
100
120
140
160
0 50 100 150 200 250 300 350
Fo
rça
Ta
ng
en
cia
l [N
]
Força Normal [N]
0.072m/s
0.43m/s
0.72m/s

47
a influência de todos os parâmetros, sendo a velocidade relativa na interface de contacto limitada
pelo equipamento desenvolvido.
a)
b)
Figura 4.2– Relação entre a força tangencial e normal para pares tribológicos com propriedades
mecânicas diferentes para várias velocidades: a) Pb/AISI 316 L; b) Cu/AISI 316 L.
0
20
40
60
80
100
120
140
160
0 100 200 300 400 500
Fo
rça
Ta
ng
en
cia
l [N
]
Força Normal [N]
0.072 m/s
0.43 m/s
0.72 m/s
0
20
40
60
80
100
120
140
160
0 50 100 150 200
Fo
rça
Ta
ng
en
cia
l [N
]
Força Normal [N]
0.072m/s
0.72 m/s
0.43 m/s

48
4.2 Influência da rugosidade superficial
A Figura 4.3 mostra a evolução do coeficiente de atrito obtido nos ensaios de pino-no-disco para
todos os pares de materiais descritos na secção 3.5. Na Figura 4.3b, o eixo horizontal do gráfico está
apresentado numa escala logarítmica para facilitar a sua leitura ao longo de todo intervalo da
rugosidade superficial com grande relevância na zona de adesão. No caso dos pares de materiais Pb/
AISI 316L e Cu/ AISI 316L, a análise da Figura 4.3a/b permite identificar três regiões diferentes; (i) a
região esquerda (Ra <0.1 µm), no qual o coeficiente de atrito é constante e assume o menor valor de
todos os casos analisados, (ii) A direita (Ra >0.5 µm) onde o coeficiente de atrito é constante e
apresenta o máximo valor de todos os casos analisados e (iii) a região central (0.1< Ra<0.5) onde o
valor do coeficiente de atrito cresce progressivamente do valor mais baixo para o valor mais alto.
Na região à esquerda do gráfico, a rugosidade superficial dos discos de aço AISI 316L é muito inferior
(Ra<0.1 µm) e por esta razão o deslizamento entre o pino e o disco é bastante suave. Nesta zona o
mecanismo de atrito é originado basicamente pelo fenómeno de adesão (Figura 4.5) e a força de
atrito resultante do movimento relativo entre o pino e o disco deve ser aproximadamente igual à força
necessária para romper as ligações resultantes da elevada pressão local (soldadura a frio), que actua
entre as asperezas.
A Figura 4.3a/b também revela diferenças significativas entre a variação do coeficiente de atrito em
função da rugosidade para os pares Pb/ AISI 316L, e Pb/ PVC. De facto, os ensaios realizados com
os discos de PVC forneceram um coeficiente de atrito µ≈0.24 que é aproximadamente constante e
independente da rugosidade superficial em toda a gama dos ensaios realizados. Este comportamento
pode ser explicado pelo facto de que as propriedades mecânicas do PVC e do chumbo serem muito
similares em comparação com o par chumbo-aço. Por outras palavras o contacto entre superfícies
com propriedades mecânicas muito próximas reduz (ou elimina) a interacção entre as asperezas, pois
o grau de penetração e deformação das asperezas nos discos é relativamente pequeno. Como
resultado deste fenómeno, a resistência ao deslizamento em condições de atrito seco, poderá ser
independente da rugosidade superficial inicial do pino e dos discos do par de material.
Contudo os resultados resultantes da interacção dos pares Pb/ AISI 316L e Pb/ PVC, ajudam a
entender as diferenças básicas existente no comportamento do atrito entre os processos de
deformação e de corte. No caso dos processos de deformação as diferenças existentes nas
propriedades mecânicas da peça a trabalhar e da ferramenta é muito reduzida quando comparado
com as diferenças verificadas nos processos de corte e esta é a razão pelo que o comportamento do
atrito nos processos de deformação em condições de atrito seco é pouco sensível à influência da
rugosidade superficial em relação aos processos de corte.

49
a)
b)
Figura 4.3– Comportamento do coeficiente de atrito: a) Influência da rugosidade superficial no valor do coeficiente de atrito no ensaio pino-no-disco; b) O mesmo gráfico com o eixo horizontal em escala logarítmica.
Contrariamente, à região à direita do gráfico (região em que a rugosidade superficial é elevada) o
nível de interacção entre as asperezas é maior. As pontas das asperezas dos discos (material com
dureza superior em relação ao do pino), penetram no interior do pino produzindo aparas resultantes
do micro-corte ao nível das asperezas (Figura 4.4). Este resulta da forte resistência ao deslizamento
descrito por Bowden e Tabor (1964) e explica o aumento observado do valor do coeficiente de atrito
na interacção de materiais com rugosidade superficial elevada (Figura 4.5).
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Co
efi
ce
inte
de
atr
ito
Ra [um]
Pino-no-disco Pb/AISI 316L
Pino-no-disco Pb/PVC
Pino-no-disco Cu/AISI 316L
Ajuste Pino-no-disco Pb/AISI 316L
Ajuste Pino-no-disco Pb/PVC
Ajuste Pino-no-disco Cu/AISI 316L
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.0 0.1 1.0
Co
efi
ce
inte
de
atr
ito
Log Ra [um]
Pino-no-disco Pb/AISI 316L
Pino-no-disco Pb/PVC
Pino-no-disco Cu/AISI 316L
Ajuste Pino-no-disco Pb/AISI 316L
Ajuste Pino-no-disco Pb/PVC
Ajuste Pino-no-disco Cu/AISI 316L
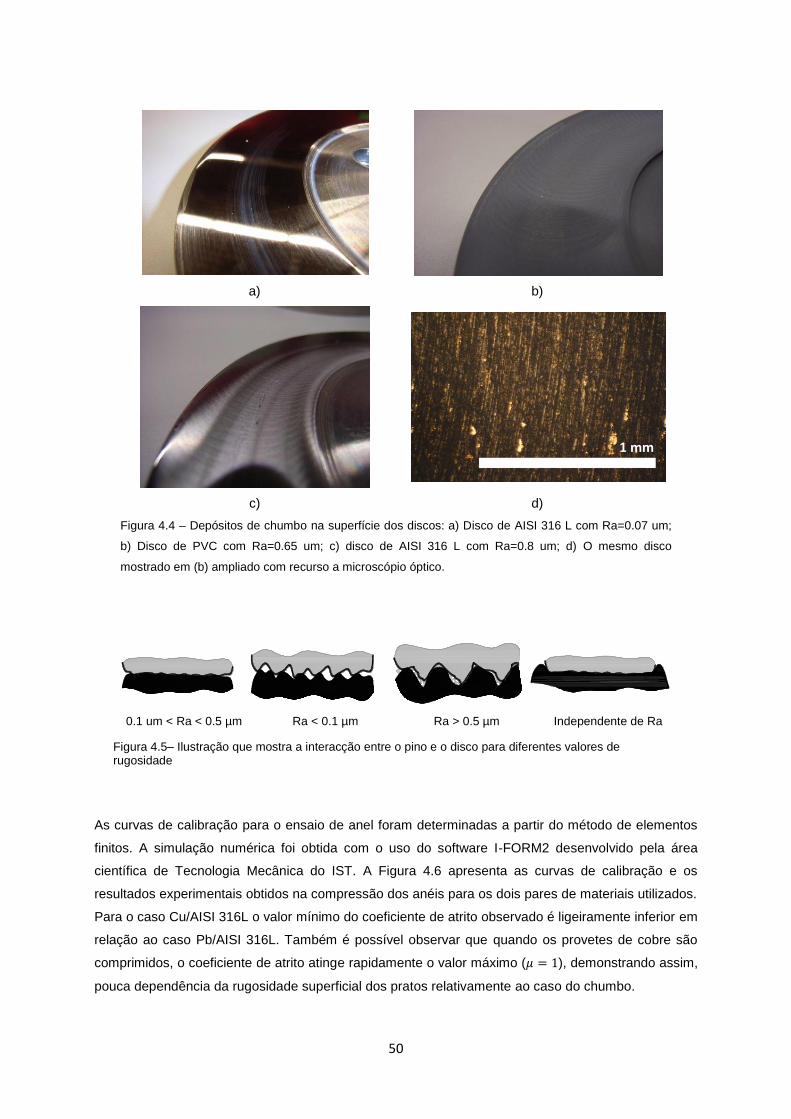
50
a) b)
c) d)
Figura 4.4 – Depósitos de chumbo na superfície dos discos: a) Disco de AISI 316 L com Ra=0.07 um;
b) Disco de PVC com Ra=0.65 um; c) disco de AISI 316 L com Ra=0.8 um; d) O mesmo disco
mostrado em (b) ampliado com recurso a microscópio óptico.
0.1 um < Ra < 0.5 µm Ra < 0.1 µm Ra > 0.5 µm Independente de Ra
Figura 4.5– Ilustração que mostra a interacção entre o pino e o disco para diferentes valores de rugosidade
As curvas de calibração para o ensaio de anel foram determinadas a partir do método de elementos
finitos. A simulação numérica foi obtida com o uso do software I-FORM2 desenvolvido pela área
científica de Tecnologia Mecânica do IST. A Figura 4.6 apresenta as curvas de calibração e os
resultados experimentais obtidos na compressão dos anéis para os dois pares de materiais utilizados.
Para o caso Cu/AISI 316L o valor mínimo do coeficiente de atrito observado é ligeiramente inferior em
relação ao caso Pb/AISI 316L. Também é possível observar que quando os provetes de cobre são
comprimidos, o coeficiente de atrito atinge rapidamente o valor máximo (𝜇 = 1), demonstrando assim,
pouca dependência da rugosidade superficial dos pratos relativamente ao caso do chumbo.
1 mm

51
a)
b)
Figura 4.6 – Resultados experimentais e curvas de calibração resultante do modelo de atrito de Coulomb: a)
Ensaios realizados com provete de chumbo; b) Ensaios realizados com provete de cobre
-50%
-30%
-10%
10%
30%
50%
70%
90%
0% 10% 20% 30% 40% 50% 60%
(Do
-Di)
/Do
(h0-hi)/h0
Ra = 0.04 um seco Ra = 0.06 um seco
Ra = 0.12 um seco Ra = 0.20 um seco
Ra = 0.35 um seco Ra = 0.65 um seco
Ra = 0.04 um lubrificado Ra = 0.12 um lubrificado
Ra = 0.35 um lubrificado Ra = 0.65 um lubrificado
u = 0.00 u = 0.05
u = 0.10 u = 0.18
u = 0.20 u = 0.25
u = 0.30 u = 0.40
u = 0.50 u = 1.00
-50%
-30%
-10%
10%
30%
50%
70%
90%
0% 10% 20% 30% 40% 50% 60%
(Do
-Di)
/Do
(h0-hi)/h0
Ra = 0.04 um seco Ra = 0.06 um seco
Ra = 0.12 um seco Ra = 0.20 um seco
Ra = 0.65 um seco Ra = 0.04 um lubrificado
Ra = 0.12 um lubrificado Ra = 0.35 um lubrificado
Ra = 0.65 um lubrificado u = 0.00
u = 0.050 u = 0.055
u = 0.09 u = 0.10
u = 0.162 u = 0.30
u = 0.70 u = 1.00
Lubrificado
Seco
Seco
Lubrificado

52
Através dos resultados experimentas para o par tribológico Pb/AISI 316L, verificou-se também que,
em condições de atrito seco, a redução do diâmetro interior do provete durante o ensaio é mais
acentuada à medida que aumenta a rugosidade dos pratos, no entanto, o diâmetro interior final tende
manter-se constante a partir de um certo valor da rugosidade Ra>0.15 µm. Este efeito de “saturação
da geometria do provete” também se verifica para o par tribológico Cu/AISI 316L o valor da
rugosidade superficial no qual se regista a saturação da geometria do provete encontra-se nos
Ra=0.10 µm.
Nos ensaios realizados ao aplicar um lubrificante líquido, observa-se um decréscimo do valor do
coeficiente de atrito para toda a gama de rugosidades ensaiadas. É de notar que, a maior diferença
no valor de coeficiente de atrito para as diferentes condições ensaiadas verifica-se para os ensaios
realizados nos pratos com os valores de rugosidade mais elevados.
Tal como foi verificado nos ensaios de pino-no-disco, o material do provete também se encontra
depositado nos pratos de compressão. Por isso, durante as etapas de compressão, os pratos foram
limpos com etanol para evitar depósitos de material (Figura 4.7), para que as manchas não
influenciassem os resultados.
Figura 4.7 – Depósitos de cobre nos pratos depois de cada etapa do ensaio realizado.
4.3 Influência do meio envolvente
A forma da interacção entre as superfícies é de maior interesse nos estudos no âmbito da Tribologia e
ocorre em diferentes tipos de atmosferas envolventes, no entanto é comum supor que um meio
envolvente, quando controlado, seja um lubrificante líquido. Mesmo nas condições muitas vezes
referidas de “atrito seco”, o meio envolvente é composto por uma mistura de gases que formam a
atmosfera terrestre. Entre as superfícies em estudo, normalmente, o par tribológico não se encontra
em contacto directo, mas sim as camadas oxidadas, nitrogenadas e vapor de água.
Nos ensaios de pino-no-disco, o material do pino na interface, é constantemente removido pelo disco
durante o ensaio. Com a introdução da atmosfera controlada, pode-se observar o impacto da
presença das camadas oxidadas na interface sobre o coeficiente de atrito. Da Figura 4.8 observa-se
que, os ensaios realizados numa atmosfera controlada constituída basicamente de azoto (N2), são
semelhantes aos realizados na atmosfera terrestre pelo facto de que este é constituído

53
maioritariamente por azoto. Porém, quando os ensaios são realizados numa atmosfera susceptível de
promover a formação de óxidos, como é o caso do oxigénio (O2) constata-se uma subida do
coeficiente de atrito de aproximadamente 10%, em relação ao valor obtido com a utilização do ar
atmosférico como meio envolvente.
Figura 4.8 – Influência da atmosfera do meio envolvente no coeficiente de atrito.
A Figura 4.9 mostra uma redução significativa do coeficiente de atrito para ambos os casos
analisados (chumbo e cobre) relativamente aos ensaios realizados em condições de atrito seco
(Figura 4.3), com a aplicação de um lubrificante líquido (Mobilgear 627). Outro facto interessante é
que as condições de lubrificação também dependem do par de material utilizado: para o par Cu/AISI
316L, o coeficiente de atrito mantém-se constante (µ≈0.19), independente da velocidade relativa na
interface. Porém, um resultado diferente foi obtido com o par Pb/AISI 316 L, que mostrou ser muito
sensível a baixas velocidades relativas na interface (≤ 0.3 m/s), para maiores velocidades relativa na
interface de contacto, este tende a um valor constante de 0.13.
A influência da velocidade relativa na interface de contacto que se verifica no caso do par tribológico
Pb/AISI 316 L é justificada pela presença do regime de lubrificação hidrodinâmica, devido a formação
de “poças lubrificantes”, que é facilitada pela presença de metais macios.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Co
efi
cie
nte
de
atr
ito
Ra [um]
Pino-no-disco Pb/AISI 316L ar
Pino-no-disco Pb/AISI 316L O2
Pino-no-disco Pb/AISI 316L N2
Ajuste Pino-no-disco Pb/AISI ar
Ajuste Pino-no-disco Pb/AISI 316L O2
Ajuste Pino-no-disco Pb/AISI 316L N2

54
Figura 4.9 – Coeficiente de atrito em função da velocidade relativa na interface para condições de atrito
lubrificado
A Figura 4.10 apresenta o coeficiente de atrito em função da rugosidade superficial em condições de
atrito lubrificado realizados nos ensaios de anel e pino-no-disco respectivamente. Para ambos os
casos, verificou-se uma redução significativa (≥55%) do valor do coeficiente atrito em condições
lubrificadas relativamente ao atrito seco. De referir ainda, que para o caso do par Pb/AISI 316 L, esta
redução tende a aumentar com a velocidade relativa na interface, enquanto para o caso do par
Cu/AISI 316L, esta redução do coeficiente de atrito é praticamente constante e independente da
velocidade relativa na interface.
Da comparação feita, pode-se observar que, as diferentes técnicas de caracterização tribologica
apresentam a mesma influência da rugosidade superficial no coeficiente de atrito. No entanto para os
resultados obtidos no ensaio de anel (Figura 4.10), verifica-se uma tendência de subestimar o valor
do coeficiente de atrito, para ambos os casos estudados, diferendo dos resultados obtidos no ensaio
de pino-no-disco. Maiores diferenças são observadas para valores elevados de rugosidade superficial
(Ra).
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Co
efi
cie
nte
de
atr
ito
Velocidade na interface [m/s]
Pb/AISI 316L
Cu/AISI 316L
Ajuste Pb/AISI 316L
Ajuste Cu/AISI 316L

55
Figura 4.10 – Análise comparativa das técnicas de avaliação de atrito em condições de lubrificação.
4.4 Avaliação comparativa de ensaios
Durante a fase de preparação superficial dos discos e pratos de compressão, é necessário garantir
que os métodos de preparação das superfícies permitem texturas semelhantes e comparáveis
conseguindo assim, reproduzir as mesmas condições nos ensaios tribológicos realizados. A Figura
4.11 apresenta esta análise, realizada entre as superfícies dos discos e pratos, e como pode ser
observado, as texturas superficiais para os dois casos (pino-no-disco e ensaio de anel) são
semelhantes, permitindo assim a sua comparação.
Figura 4.11 – Comparação da textura superficial dos pratos e discos utilizados nos ensaios de anel e de
pino-no-disco
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.2 0.4 0.6 0.8 1
Co
efi
ce
inte
de
atr
ito
Ra [um]
Pino-no-disco Pb/AISI 316L
Anel Pb/AISI 316L
Pino-no-disco Cu/AISI 316L
Anel Cu/AISI 316L
Ajuste Pino-no-disco Pb/AISI 316L
Ajuste Anel Pb/AISI 316L
Ajuste Pino-no-disco Cu/AISI 316L
Ajuste Anel Cu/AISI 316L
0
1
2
3
4
5
6
7
8
9
10
0 0.2 0.4 0.6 0.8 1 1.2
Ry,R
z [
µm
]
Ra [µm]
Ry_Ensaio de Anel Pb/AISI 316 L
Ry_Ensaio de Anel Cu/AISI 316 L
Ry_Pino-no-disco Pb/AISI 316 L
Ry_Pino-no-disco Cu/AISI 316 L
Rz_Ensaio de Anel Pb/AISI 316 L
Rz_Ensaio de Anel Cu/AISI 316 L
Rz_Pino-no-disco Pb/AISI 316 L
Rz_Pino-no-disco Cu/AISI 316 L
Ajuste Ry
Ajuste Rz

56
A precisão e fiabilidade dos resultados obtidos nos ensaios de pino-no-disco, para todos os casos
estudados foram avaliadas com o ensaio de anel e de corte em condições laboratoriais. Para o
ensaio de corte, a escolha da velocidade de corte, como a preparação superficial das ferramentas de
corte, foi feita cuidadosamente de forma a ser semelhantes aos utilizados no ensaio de pino-no-disco.
No caso das ferramentas de corte, procurou-se ter o mesmo alinhamento das estrias com o verificado
no ensaio de pino-no-disco permitindo assim possível a comparação dos valores obtidos nos três
tipos de ensaios. De realçar que, estes ajustes são muito importantes já que, o coeficiente de atrito
depende também da morfologia superficial e da dureza verificada na ponta das suas estrias como
mostrado recentemente por Menezes e co-autores (2009).
A Figura 4.12 apresenta a análise comparativa do valor de coeficiente de atrito obtido nos ensaios
descritos no Capítulo 3. De referir, quando comparados os resultados obtidos no ensaio pino-no-disco
com os obtidos no processo de corte relativamente ao par de material Pb/AISI 316L, verifica-se que
para rugosidades inferiores a 0.25 µm, o coeficiente de atrito obtido no processo de corte é superior
em relação ao do pino-no-disco. A presença de superfícies recém-formadas no processo de corte de
metais, para esta zona de rugosidades, não é possível recriar na sua totalidade com o uso de ensaios
de pino-no-disco e de anel. Outro facto importante que também deve ser referido, é que nesta região
existe uma grande influência do efeito de escala. Devido à dificuldade de isolar os efeitos resultantes
das forças (tangencial e normal) que actuam na zona do raio de bico e da face de saída, o valor
medido pelo sensor piezoeléctrico utilizado no processo de corte é influenciado significativamente por
estas componentes, já que para estes casos (Ra <0.25 µm), as forças possuem a mesma magnitude.
Na outra região em que o coeficiente de atrito obtido no ensaio pino-no-disco é superior relativamente
ao obtido no processo de corte (Ra >0.25 µm), justifica-se pelo facto de que nesta zona o ensaio
realizado no pino-no-disco é mais propenso a formação de camadas de óxidos na interface entre o
pino e o disco originando coeficiente de atrito superior, enquanto no processo de corte existe sempre
a presença de superfícies recém-formadas. De realçar que para os casos em que a rugosidade na
superfície de ataque da ferramenta de corte é muito superior ao da face de saída o efeito de escala
referido anteriormente é bastante reduzido.
Na mesma figura, também se pode verificar que o ensaio de anel apresenta uma evolução menos
definida que o do pino-no-disco e do ensaio de corte. Para rugosidades inferiores a 0.1 µm, o ensaio
de anel apresenta um resultado próximo do ensaio de pino-no-disco. No entanto, ao aumentar o valor
da rugosidade do prato de compressão, o valor do coeficiente de atrito atinge rapidamente o seu valor
máximo. O facto da curva de calibração depender simplesmente da sensibilidade da geometria do
provete, isto indica que a geometria utilizada pode não ser a mais apropriada para estudos
tribológicos para valores de atrito elevados. O mesmo pode ser verificado na Figura 4.6, em que a
curva de calibração para µ = 0.5 se encontra muito próximo da curva para o atrito máximo µ = 1.

57
Pode-se concluir que, nas condições dos ensaios realizados ao longo deste trabalho verificou-se que
a morfologia superficial, a rugosidade e as propriedades mecânicas dos pinos e discos possuem
grande relevância no comportamento de atrito entre os diferentes pares de materiais.
a)
b)
Figura 4.12 – Análise comparativa das técnicas de avaliação de atrito: a) Influência das propriedades
mecânicas e da rugosidade superficial no coeficiente de atrito; b) O mesmo gráfico com escala
logarítmica no eixo horizontal.
A comparação entre os dois tipos de ensaios tribológicos nomeadamente, o ensaio de pino-no-disco
e os resultados obtidos directamente no processo de corte por arranque de apara para o par Pb/AISI
316L, no geral mostram uma boa concordância. No caso do ensaio de anel, a sua rápida saturação
no que diz respeito à rugosidade superficial, torna-o menos apropriado para descrever o atrito no
corte.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Co
efi
ce
inte
de
atr
ito
Ra [um]
Pino-no-disco Pb/AISI 316L
Anel Pb/AISI 316L
Corte Ortogonal Pb/AISI 316L
Pino-no-disco Cu/AISI 316L
Anel Cu/AISI 316L
Ajuste Pino-no-disco Pb/AISI 316L
Ajuste Anel Pb/AISI 316L
Ajuste Corte Ortogonal Pb/AISI 316L
Ajuste Pino-no-disco Cu/AISI 316L
Ajuste Anel Cu/AISI 316L
0
0.2
0.4
0.6
0.8
1
1.2
0.0 0.0 0.1 1.0
Co
efi
ce
inte
de
atr
ito
Ra [um]
Pino-no-disco Pb/AISI 316L
Anel Pb/AISI 316L
Corte Ortogonal Pb/AISI 316L
Pino-no-disco Cu/AISI 316L
Anel Cu/AISI 316L
Ajuste Pino-no-disco Pb/AISI 316L
Ajuste Anel Pb/AISI 316L
Ajuste Corte Ortogonal Pb/AISI 316L
Ajuste Pino-no-disco Cu/AISI 316L
Ajuste Anel Cu/AISI 316L

58

59
Capítulo 5
5 Conclusões e perspectivas de trabalho futuro
Este capítulo encerra a presente dissertação de mestrado, apresentando as conclusões sobre os
resultados obtidos, bem como perspectivando novas oportunidades de investigação. Desta forma, o
capítulo está organizado numa primeira secção onde são apresentadas as principais contribuições
deste trabalho de investigação, e numa segunda secção que procura deixar indicações para futuros
desenvolvimentos no domínio da experimentação e da modelação numérica do fenómeno tribológico
que ocorre no processo de corte por arranque de apara.
5.1 Conclusões
A avaliação do coeficiente de atrito nos processos reais de corte e de deformação, além de complexa,
é uma tarefa morosa. A realização dos ensaios tribológicos em equipamentos do tipo pino-no-disco
permite agilizar o processo de quantificação do atrito e das influências das suas principais variáveis
operativas, mas é necessário seguir procedimentos adequados de modo a permitir reproduzir as
condições tribológicas representativas do caso de estudo real.
A velocidade relativa na interface (na gama de velocidade utilizada neste trabalho), não possui
influência significativa no coeficiente de atrito, para os ensaios realizados em condições de atrito seco
em todos os casos analisados. Contrariamente aos ensaios realizados em condições de atrito seco,
nos ensaios realizados em condições de atrito lubrificado, constatou-se uma influência para baixas
velocidades (≤ 0.3 m/s) para os pares de materiais com propriedades mecânicas similares.
A utilização de líquido lubrificante possibilitou uma redução significativa (55%) do coeficiente de atrito
relativamente aos ensaios realizados no pino-no-disco e de anel em condições de atrito seco.
Verificou-se também que a maior diferença entre os resultados a seco e a lubrificado residem nos
casos com elevada rugosidade superficial. A eficácia do lubrificante também depende das
propriedades mecânicas do par tribológico em estudo.
Observou-se também que, a atmosfera envolvente possui grande influência no coeficiente de atrito,
tendo sido observado um aumento significativo no caso em que foi utilizado oxigénio (O2) como fluido
do meio envolvente, sendo que este aumento deve-se à grande capacidade de gerar óxidos que o
oxigénio tem quando exposto a superfícies metálicas. Para o caso em que foi utilizado o nitrogénio
(N2) como atmosfera envolvente não se observou grande influência, relativamente aos ensaios
realizados com a utilização do ar atmosférico, facto que é justificado pela presença maioritária deste
gás no ar atmosférico.

60
Contrariamente ao que tem sido considerado nos ensaios de anel, desde a sua primeira
apresentação, ficou demonstrado neste trabalho que as texturas superficiais dos pratos utilizados têm
grande influência no coeficiente de atrito, pelo que o seu controlo não deve ser desprezado. O ensaio
de anel demonstrou ser mais adequado para condições de baixo atrito, já que para os casos em
condições de atrito elevado a geometria típica do provete tende a saturar, pelo que nestas condições
as curvas de calibração de atrito se confundem entre si.
Este trabalho permitiu mostrar que com o pino-no-disco, é possível avaliar o coeficiente de atrito no
corte por arranque de apara quando combinado com um controlo adequado da morfologia e
rugosidade superficial. Ao realizar o ensaio em apenas uma volta do disco de forma que o pino
deslize sobre a superfície do disco apenas uma vez, elimina o problema levantado por muitos
autores, como causa do ensaio ser inadequado para reproduzir as condições num processo de corte
real.
Os resultados obtidos também permitem concluir que a diferença existente nas propriedades
mecânicas do material dos pinos e discos faz com que existam variações significativas do coeficiente
de atrito com a rugosidade superficial, enquanto para materiais com propriedades mecânicas
similares (tensão e dureza), o coeficiente de atrito é praticamente constante e independente da
rugosidade superficial, em condições de atrito seco.
5.2 Perspectivas de trabalho futuro
Durante a realização deste trabalho observou-se uma grande influência das propriedades mecânicas
dos materiais no valor do coeficiente de atrito, pelo que o autor sugere uma investigação futura mais
aprofundada da influência das propriedades metalúrgicas dos discos e/ou pinos sendo que para isso
poderá ser necessário o recurso aos tratamentos térmicos.
Dado o grau de complexidade elevado para se isolar os efeitos resultantes das forças que actuam na
face de saída (corte ortogonal) medido pelo sensor piezoeléctrico, uma análise sobre influência da
rugosidade superficial poderá ajudar a quantificar o seu efeito sobre o coeficiente de atrito e portanto
aumentar a precisão dos valores encontrados frequentemente nesses ensaios de corte ortogonal.
Um estudo experimental de corte ortogonal focado só nas várias zonas de interface entre apara-face
de ataque, aresta do corte e peça-face de saída tem que ser efectuado, com o objectivo de conseguir
quantificar a influência de cada uma destas componentes no mecanismo de atrito no corte por
arranque de apara.
Novos acessórios devem ser introduzidos no novo equipamento de ensaio pino-no-disco para permitir
a realização de ensaios com geração de superfícies novas, pelo que o autor sugere um estudo
alargado dos efeitos do meio envolventes possuem sobre as superfícies recém-formadas,
identificando as reacções químicas ocorridas entre as superfícies em contacto e quantificando a sua
contribuição para o mecanismo de atrito.

61
Bibliografia
Ali M.K, “A sensor for measuring surface shear stresses in metal forming”, Msc thesis, Queen`s
university, Canada, 2001.
Amaro J. R. C. e Bettencourt R. L. A., ”Concepção, projecto, e fabrico de um digitalizador 3D”, IST,
Portugal, 2005.
Andreev, G.S., “Photoelastic study of stresses in a cutting tool using cinematography (in Russian)”,
Vestnyk Machinostroeniya, Vol38 , 54–57, 1958.
Armarego E. J. A., R. H. Brown, “ The machining of metals”, Prentice-Hall, 1969.
Armarego E. J., Brown R.H., “ The Machining of Metals”, Prentice Hall, New Jersey, USA,1969.
Astakhov V., “On the inadequacy of the single-shear plane model of chip formation”,
Astkhov V.P, “Tribology of Metal Cutting”, Elsevier, London, 2006.
Avitzur B., Isr. J. Technol., Vol 2 295, 1964.
Avitzur B., “Metal Forming: Processes and Analysis”, McGraw Hill Inc., New York, 1968.
Batchelor, A.W. e Stachoviak, G.W., “Tribology in Materials Processing”, J. Mat. Proc.Techn., Vol48,
503-515, 1995.
Bay N., “Friction and Adhesion in Metal forming and Cold Welding”, Technical University of Denmark,
Institute of Manufacturing Engineering, D. Tech. Thesis, MM. No. 85.43,1985.
Bay N., Wibom O. e Martins P. A. F., “Testing of friction and lubrication in bulk metal forming”,
IMECE98 - International Mechanical Engineering Conference and Exhibition, Anaheim, USA, 1998.
Bhusan B., “Principles and Appilications of Tribology”, John Wiley,Canada, 1999.
Bil H., Kiliç S. E. and Tekkaya A. E., “A comparison of orthogonal cutting data from experiments with
three different finite element models”, International Journal of Machine Tools & Manufacture, Vol 44,
933-944,2004.
Blau P.J., “Friction science and technology”, Marcel Dekker, Inc., 1996.
Blau,Peter J. “Friction science and technology”, Taylor &Francis Group, USA, 2009
Booser R., “CRC Handbook of Lubrication”, Vol 1–3, CRC Press, Inc, 1985.
Bowden F.P. e Tabor D. “Friction and Lubrication of Solids”, Oxford Claredon Press, Oxford, 1964.
Bowden F.P.e Tabor D., “Friction and Lubrication of solids Part II”, Oxford University Press, London,
1964.

62
Bowers R.C.,Clinton W.C. and Zisman W.A., “Frictional behavioo of polyethylene,
polytetrafluorethylene and halogenated derivatives, Lubrication”, Engineering, Vol 9 pp 204-209,1953.
Brown E.D.,Owens R.S. e Booser E.R., “Friction of Dry surfaces”, ASME, New York,1969.
Burakowski T. e Wierzchon, “Surface Engineering of Metals”, Crc Press, London,1999.
C.H. Lee and T. Altan, Trans. ASME. J. Eng. Ind.,Vol 94 , p. 775, 1972.
Carilho J.A.C., “Avaliação experimental da força de atrito durante o processo de corte por arranque de
apara”, Msc thesis, Instituto Superior Tecnico, Lisboa, 2007.
Chandrasekaran, H., Kapoor, D.V., “Photoelastic analysis of tool–chip interface stresses”, ASME
Journal of Engineering for Industry, 87 (1965), 495–502.
Childs T., Maekawa K. Obikawa T. e Yamane Y., “Metal Machining Theory And Applications”, John
Wiley & Sons,New York,2000.
Childs, T.H.C. e Maekawa, K., “Computer aided simulation of chip flow and tool wear”. Wear 139, 235-
250, 1990.
Coker, E.G., Filon, L.N.G., “Treatise on Photoelasticity”, Cambridge University Press, Cambridge,
1931.
Cristino V.A.M., “Experimental Assessment Of Analytical Solutions For Orthogonal Metal Cutting”, Msc
thesis, Instituto Superior tecnico,Lisboa, 2007.
Cristino V.A.M.,Rosa P.A.R. e Martins P.A.F., “On the Utilization of Pino-on-Disc Simulative tests for
the Calibration of friction in metal cutting”, Journal of engineering Tribology.(in press), 2009.
Depierre and F. Gurney, Trans. ASME. J. Lubr. Technol., 96, p.482, 1974.
Dieter G., “Mechanical Metallurgy”, McGraw-Hill, New York, 1976.
Doyle, E.D., Horne, J.G., Tabor, D., “Frictional interactions between chip and rake face in continuous
chip formation”, Proceedings of Royal Society, London , 1979.
Finnie I., Shaw M.C., The friction process in metal cutting, Transactions of ASME, 77 (1956), 1649–
1657.
Fletcher J.D., Li Y.H., Beynon J.H. e Sellars C.M., “The influence of surface conditions in hot forming
determined by ring upsetting : a numerical and experimental investigation”, Proc. Inst Mech Engrs,
212, 453-465, 1998.
Frene J., Nicolas D. e Godet M., ”Hydrodynamic Lubrication,Bearings and Thrust Bearings”,
Elsevier,Netherlands,1990.
Gee M.G., Loveday, M.S. e Brooks M.R., “Measurement of Friction under Simulated Metal Working
Conditions in Miniaturised Test System”, World Tribology Congress, Abstracts Vol., pp 381,1997.
Gordon, M.B., “The applicability of binomial law to the process of friction in the cutting of metals”,
Wear, Vol 10, p. 274-290, 1967.
Grzesik W. , “ Advanced Machinning Process of Metallic materials, Theory Modeling and
applications”, Elsevier,Poland,2008.
Grzesik W., Zalisz Z., Nieslony P., “Friction and wear testing of multilayer coatings on carbide”,

63
Hedenquist P. and Olsson M., Sliding wear testing of coated cutting tool materials, Tribology
International, 23, 143–150,1991.
Holmberg K., Matthews A., “Coatings Tribology, Properties, mechanisms, techniques and applications
in surface engineering”, Elsevier,Netherlands, 2009.
http://www.kosakalab.co.jp/common/pdf/se1200.pdf
http://www.tribology-abc.com/abc/history.html
International Journal of Mechanical Sciences, Vol 47, 1649-1672, 2005.
J.R. Douglas and T. Altan, Trans. ASME. J. Eng. Ind.,Vol 97, p. 66, 1975.
Jamari J. e Schipper D.J., Criterion of surface contact deformation of metals,Wiley
InterScience,Netherlands, 2006.
Kato, S., Yamaguchi, Y. e Yamada, M., “Stress distribution at the interface between chip and tool in
machining” Trans ASME J. Eng. Ind. 948, 683-689, 1972.
Kattwinkel W., “Untersuchungen an schneiden spanender werkzeuge mit hilfe der spannungsoptic”,
Industry-Anzeiger, 37 , 29–33, 1957.
Komvopoulos, K., Erpenbeck, S.A., “Finite element modeling of orthogonal metal cutting”, ASME
Journal of Engineering for Industry, 113, 253–267, 1991.
Kronenberg M., “Machining Science and Application, Teory and Practice for Operation and
Development of Machining Processes”, Pergamon Press, Oxford,1966.
Lenard J. G., Metal Forming Science And Practice, Elsevier, Oxford, 2002.
Lin, Z.C., Pan, W.C., Lo, S.P., “A study of orthogonal cutting with tool flank wear and sticking
behaviour on the chip–tool interface”, Journal of Materials Processing Technology, 52, 524–538, 1995.
Loladze, T.N., Strength and Wear of Cutting Tools (in Russian), Mashgiz, Moscow, 1958.
Loveday M.S e Brooks M.R., “High Temperature Friction: A simplified Approach for Estimating
Uncertainty of Measurement”, NPL Report, CMMT, 305, 2000.
M. Kunogi, J. Sci. Res. Inst., 2, p. 63, 1954.
Male A. T. e Cockcroft M. G., “A method for the determination of the coefficient of friction of metals
under conditions of bulk plastic deformation”, J. Inst. Metals, 93, 38, 1964.
Male A.T. e V. Depierre, Trans. ASME. J. Lubr. Technol., 92, p.389,1970.
Menezes P. L., Kishore and Kailas S. V., “Role of surface texture of harder surface on subsurface
deformation”, Wear,Vol 266, p. 103-109, 2009.
Menezes P.L.,Kishore and Kailas S.V., “Role of surface texture of harder surface on subsurface
deformation”,Wear,Vol.266,p.103-109, 2009.
Merchant M.E., J. Applied Physics., vol. 66, 168 ,1944.
Mesquita R. M. D. e Marques M. J. M., Corte por Arranque de Apara, Aeist, Lisboa, 1990.
Myers D., “Surfaces,Interfaces, And Colloids, Principles And Applications”,Willey, New York,1999.
N. Bramley and A. Abdul, “Proc. Int. Conf. on the Strength of Materials and Alloys”, Institute of Metals,
Cambridge, p. 386, 1973.

64
Olsson M., Soderberg S., Jacobson S. and Hogmark S., “Simulation of cutting pin-on-disc test”,
International Journal of Machine Tools and Manufacture, 29, 377–390, 1989.
Petersen S.B., P.A.F. Martins, e N. Bay, “ Friction in bulk metal forming: a general friction model vs.
the law of constant friction”, J Mat Proc Techn 66 1997.
Rodrigues J., Precisão das superfícies obtidas por torneamento, IST, Lisboa, 2006.
Rodrigues J.M.C., Martins P.A.F., Tecnologia da deformação plástica, Vol. I. Fundamentos teóricos,
Escolar Editora, Portugal, 2005.
Rosa P.A.R.C., Inversão externa de tubos metálicos de parede fina, M.Sc. Thesis, Instituto Superior
Técnico, Lisboa, 2003.
Saul, A.T. Male and V. Depierre, in: A.L. Hoffmanner (Ed.), Metal Forming: Interrelation Between
Theory and Practice, Plenum Press, New York, p. 293, 1971.
Schey J.A., “Tribology in metalworking;friction lubrication and Wear”,ASM,1983.
Schroeder and D.A. Webster, J. Appl. Mech., 16, p. 289, 1949.
Sedlacek M., Podgornik B., Vizintin J., “Influence of surface preparation on roughness parameters,
friction and wear”, Wear, 2009, 266, 482–487.
Sedlacek M.,Podgornik B. and Vizintin J., “Influence of surface preparation on roughness on
parameters”, Friction and wear,Wear,Vol.254,pp.482-487,2009.
Shaw M. C., “Metal Cutting Principles”, Oxford University Press, New York,1989.
Shirakashi, T. e Usui, E., “Friction characteristics on tool face in metal machining”, J. JSPE 39,966-
972, 1982.
Shooter K. e Thomas R.H, “Frictional properties of some plastics”, Research,Vol.2, pp.533-539,1952.
Sofouglu H. e Rasty J. ,”On the measurement of friction coefficient utilizing the ring compression test,
Tribology International, Vol 32,p327-335,1999.
Stachowiak G., Batchelor A. W. , “Experimental Methods in Tribology”, Elsevier, Australia, 2004.
Stachowiak, Gwidon W. e Batchelor, Andrew W., Engineering Tribology, Elsevier, London, 2001.
steel with TiN coated carbide cutting tools, International Journal for Machining and Machinability of
Materials, 2007, 2, 361–367.
STolarski T.A., “Tribology in Machine Design”, Elsevier,Oxford,1990.
Strenkowski, J.S., Moon, K.-J., “Finite element prediction of chip geometry and tool/workpiece
temperature distributions in orthogonal metal cutting”, ASME Journal of Engineering for Industry, 112,
313–318, 1990.
Takeyama, H., Usui, H., “The effect of tool–chip contact area in metal cutting”, ASME Journal of
Engineering for Industry, 79 (1958), 1089–1096.
Taylor, F.W., “On the art of cutting metals”, Transactions of ASME, Vol, p. 70-350, 1907.
Thomas T.R., “Rough surfaces,Imperial “College Press,London,1999.
Trent E. e Wright P., “Metal Cutting” ,Elsevier, USA, 2000.

65
Usui, E., Takeyma, H., “A photoelastic analysis of machining stresses”, ASME Journal of Engineering
for Industry, Vol 81, pp303–308, 1960.
Zeichev, A.G., “Optical Methods of Stress Analysis, Frontier Publishing”, Moscow, 1934.
Zemzemi F., Rech J.,Ben Salem W., Dogui A. and Kapsa P., “Identification of a friction model at
tool/chip/workpiece interfaces in dry machining of AISI4142 treated steels”, Journal of Materials
Processing Technology, 2008 (in press).
Zorev N. N. , “Metal Cutting Mechanics”, Pergamon Press, Oxford, 1966.

66

i
Anexos
Encoder
Subrotina (Diagrama de Bloco)

ii
Data Sheet

iii
Características do óleo utilizado
Mobilgear 627
ISO Viscosity Grade 100
Viscosity, ASTM D 445
cSt @ 40º C 100
cSt @ 100º C 12.0
Viscosity Index, ASTM D 2270 98
Pour Point, ºC, ASTM D 97 -27
Flash Point, ºC, ASTM D 92 235
Density @15.6º C, ASTM D 4052, kg/l
0.89
Timken OK Load, ASTM D 2782, lb
65
Weld Load, kg 250
Load Wear Index, kgf 48
FZG Scuffing, DIN 51534, A/8.3/90, Fail Stage
12+
Rust protection, ASTM D 665, Sea Water
Pass
Copper Strip Corrosion, ASTM D 130, 3 hrs @ 100º C
1B
Demulsibility, ASTM D 1401, @ 54º C Time to 3ml emulsion, minutes @ 82º C
30
Foam Test, ASTM D 892, Seq I and II, Tendency/Stability, ml/ml
0/0

iv