COMPÓSITOS SUJEITAS A FLUÊNCIA DO … · indústrias aeronáutica e aeroespacial. O aumento do...
12
APLICAÇÃO no MÉTODO DE EMISSÃO ACÚSTICA AO ESTUDO DO COMPORTAMENTO DE JUNTAS COLADAS DE MATERIAIS COMPÓSITOS SUJEITAS A FLUÊNCIA A.G. Magalhães’, M.F.S.F. de Moura2 DEM - Instituto Superior de Engenharia do Porto, Rua Dr. António Bernardino de Almeida, 431,4200-072 Porto - Portugal 2DEMEGI - Faculdade de Engenharia da Universidade do Porto, Rua Dr. Roberto f rias, 4200-465 Porto - Portugal RESUMO Recorrendo a um controlo não destrutivo, baseado no método de emissão acústica estabeleceram-se critérios para diferenciar as diferentes formas de rotura que uma ligação adesiva entre materiais compósitos pode apresentar. foi igualmente observável que a emissão acústica se revela eficaz no acompanhamento da degradação produzida por fluência. Côm o objectivo de compreender a evolução do dano até à rotura, foi utilizada a técnica de radiografia em paralelo com a emissão acústica. A verificação de que é possível estabelecer concordância entre os dois métodos permitiu validar resultados de emissão acústica e, consequentemente, reduzir citstos nas operações de controlo não destrutivo das ligações. Na elaboração do modelo de degradação discutiu-se a iiflítência de alguns aspectos relacionddos com o estabelecimento e propagação de fissuras qïte se associam ao mecanismo de rotura. Definiu-se o coeficiente acústico de dano, C’u, qïtepermiteprever o tipo de rotura a observar por análise da emissão acústica produzida na fase de fluência secïtndária. Finalmente, foram analisados, por comparação do número acumulado de contagens, os comportamentos das juntas com variações da tensão instalada, humidade relativa e temperatura. Ás conclusões retiradas permitem afirmar qíte a emissão acústica prodttzida sobe por efeito de cada um dos frictores assinalados. 1. INTRODUÇÃO A aplicação de ãdesivos estruturais para ligar materiais compósitos tem sido uma prática muito comum em diversas indústrias de referência, com destaque para as indústrias aeronáutica e aeroespacial. O aumento do grau de confiança na utilização de juntas coladas depende do desenvolvimento de programas de caracterização do comportamento mecânico, nomeadamente das propriedades a longo prazo. A rotura em ligações adesivas de materiais compósitos está dependente de um largo conjunto de variáveis como por exemplo a tenacidade do adesivo, a natureza da matriz, a orientação do reforço da camada exterior sobre a qual é feita a colagem, as condições ambientais, a geometria da junta e a configuração do carregarnento’1. A iniciação da rotura dá-se quando urna das extremidades da zona de 159
-
Upload
nguyendang -
Category
Documents
-
view
218 -
download
0
Transcript of COMPÓSITOS SUJEITAS A FLUÊNCIA DO … · indústrias aeronáutica e aeroespacial. O aumento do...
APLICAÇÃO no MÉTODO DE EMISSÃO ACÚSTICA AO ESTUDODO COMPORTAMENTO DE JUNTAS COLADAS DE MATERIAIS
COMPÓSITOS SUJEITAS A FLUÊNCIA
A.G. Magalhães’, M.F.S.F. de Moura2
DEM - Instituto Superior de Engenharia do Porto, Rua Dr. António Bernardino de Almeida, 431,4200-072 Porto -
Portugal2DEMEGI - Faculdade de Engenharia da Universidade do Porto, Rua Dr. Roberto frias, 4200-465 Porto -
Portugal
RESUMO
Recorrendo a um controlo não destrutivo, baseado no método de emissão acústicaestabeleceram-se critérios para diferenciar as diferentes formas de rotura que uma ligaçãoadesiva entre materiais compósitos pode apresentar. foi igualmente observável que aemissão acústica se revela eficaz no acompanhamento da degradação produzida porfluência.Côm o objectivo de compreender a evolução do dano até à rotura, foi utilizada a técnica deradiografia em paralelo com a emissão acústica. A verificação de que é possível estabelecerconcordância entre os dois métodos permitiu validar resultados de emissão acústica e,consequentemente, reduzir citstos nas operações de controlo não destrutivo das ligações. Naelaboração do modelo de degradação discutiu-se a iiflítência de alguns aspectosrelacionddos com o estabelecimento e propagação de fissuras qïte se associam ao mecanismode rotura. Definiu-se o coeficiente acústico de dano, C’u, qïtepermiteprever o tipo de rotura aobservar por análise da emissão acústica produzida na fase de fluência secïtndária.Finalmente, foram analisados, por comparação do número acumulado de contagens, oscomportamentos das juntas com variações da tensão instalada, humidade relativa etemperatura. Ás conclusões retiradas permitem afirmar qíte a emissão acústica prodttzidasobe por efeito de cada um dos frictores assinalados.
1. INTRODUÇÃO
A aplicação de ãdesivos estruturais paraligar materiais compósitos tem sido umaprática muito comum em diversas indústriasde referência, com destaque para asindústrias aeronáutica e aeroespacial. Oaumento do grau de confiança na utilizaçãode juntas coladas depende dodesenvolvimento de programas decaracterização do comportamento
mecânico, nomeadamente das propriedadesa longo prazo. A rotura em ligaçõesadesivas de materiais compósitos estádependente de um largo conjunto devariáveis como por exemplo a tenacidade doadesivo, a natureza da matriz, a orientaçãodo reforço da camada exterior sobre a qual éfeita a colagem, as condições ambientais, ageometria da junta e a configuração docarregarnento’1. A iniciação da rotura dá-sequando urna das extremidades da zona de
159

sobreposição rompe pelo efeito da elevadatensão de tracção resultante da flexão dosubstrato. Segundo Adams et al21 existembasicamente dois modos de rotura em juntascom substratos em materiais compósitos: noprimeiro caso, as tensões de tracção nadirecção da largura da junta, desenvolvem-se nas proximidades da interface levando auma rotura interlaminar; no outro caso, aconcentração de tensões e deformaçõesprincipais ao longo do adesivo resulta naformação de fissuras que se propagam deforma coesiva ao longo do adesivo emdirecção à interface até induzir nocompósito urna rotura transvçrsal queprogride depois de forma interlaminar.
Como método de controlo nãodestrutivo, a emissão acústica tem sidoaplicada em vários estudos realizados,corno por exemplo, na caracterização dosmecanismos de rotura em materiaiscompósítos3’ 5], na degradação daspropriedades dos filmes adesivos e naprogressão da corrosão em estruturas ninhode abelha. Em alguns casos, a emissãoacústica revela-se uma técnica mais efectivado que o controlo por radiografia, sobretudoporque implica reduções de custos quepodem ir até aos 75%. Citações da suaaplicação a este domínio são feitas emvárias publicações da especialidade6’ erevelam ser urna área de pesquisa de muitointeresse, Williams91, por exemplo, citandoBeale, Pollock, Curtis e Hili refereaplicações da técnica a alguns tipos deadesivos-epoxídicos, vinílicos e fenólicos -
com vários tipos de curas e temperaturas.foram evidenciadas potencialidades da
emissão acústica para revelar alguns dosdetalhes do processo de rotura dessesadesivos em juntas com sobreposição, comopor exemplo, a dependência da resistênciamecânica do número de vazios existentes nasuperfície de fractura do adesivo. HilIdemonstrou que nem todos os adesivos sãobons geradores de emissão acústica e aindaque o efeito de Kaiser não se evidencia, emalguns casos, para níveis de tensãoreduzidos, embora esse mesmo efeitoapareça para níveis de solicitação próximosda tensão de rotura. Mais recentementeoutros autores aplicaram a técnica daemissão acústica ao estudo das ligaçõesadesivas. É o caso de Quattlebaum’°1, autorde um interessante trabalho de avaliação daresistência mecânica de ligações carbono-alumínio com a utilização mista dastécnicas de emissão acústica e ultrasons.
2. EXPERIMENTAÇÃO
2.1 Provetes
Confeccionaram-se juntas desobreposição simples com a geometriaindicada na figura 1, utilizando substratosem laminados de carbono-epóxido, vidroepóxido e mistos, do tipo (04, 904)5. Asequência de empilhamento escolhidapermite que as camadas exteriores cumprama condição de alinhamento com asolicitação aplicada, o que corresponde aomelhor desempenho mecânico da junta.
A ligação foi realizada com um adesivoestrutural cujas características apontadas pelo fornecedor são as indicadas na tabela 1.
20
L4 180
Fig 1 - Geometria do provete adoptado (largura de 25 mm).
160

Tabela 1 - Características do adesivo Terokal 5045® [11]
2.2. Equipamento de emissão acústica
Como equipamento foi utilizado umsistema Locan de 4 canais. Todos osprovetes foram instrumentados com umsensor tipo Ri 51 ligados em modo ingleinput’ a um pré-amplificador externo comganho seleccionado a 40 dB. O sensor foicolocado ao centro da zona desobreposição.
causa mais provável para o tipo de roturaencontrada maioritariamente foi ageometria do adesivo excedentário formadapelo escoamento livre a partir do momentode sobreposição dos substratos inferior esuperior. A comparação da emissãoacústica produzida permite identificardiferenças significativas em váriosparâmetros confirmando que esta técnica‘não destrutiva’ é sensível aos diferentesmodos de rotura.
3. RESULTADOS E CONCLUSÕES
3.1. Resultados preliminares. Tipificaçãodo tipo de rotura
Os ensaios preliminares de tracçãotiveram o objectivo de verificar adetectibilidade da degradação da juntaatravés do método de emissão acústica eafinação de parâmetros. Os resultadosencontrados para o tipo de rotura, nemsempre se mostraram concordantes com oreferido na bibliografia. No entanto,salienta-se que não houve a preocupação detratar a geometria do adesivo excedentáriode forma a formar um perfil triangularcomo o que habitualmente é referido emdiferentes publicações. Obtiveram-sefundamentalmen-te dois tipos de rotura: arotura por coesão - ao longo do adesivo - ea rotura interlaminar, ilustradas, na figura 2.O aparecimento de um grande número deroturas coesivas deixou de parte apossibilidade de ter existido uma mápreparação de superficie. Num númeromuito reduzido de casos foi possívelidentificar zonas com provável falta deadesão. Isto significa que houve uma boaaderência do adesivo ao substrato e que a
1
1itIItItIÍtI!I!!IIflHiIi1II[I1HIiI
Fig 2 - Tipologia das roturas encontradas (a- coesão;b- interlaminar) (ampliação de 3.75 vezes).
A evolução média de energia numarotura coesiva permite observar umcrescimento característico que sedesenvolve a uma taxa praticamenteconstante, conforme ilustra a figura 3. Aocontrário, a rotura interlaminar é acompanhada de uma quantidade de emissãoacústica significativamente superior, figura4, com uma elevada densidade de eventoscom amplitudes acima dos 60dB.
Densidade a 20°C Viscosidade tempo de ‘pottfe’ rmax tempo de cura(g/cm3) (Pa.s) (s) (MPa)
- Para a resistência inicial - 61.25 componente A - 200 1800 20 horas a 20°C.
componente B - 15 - Para a resistência final - 3dias à temperatura ambiente ou 30 minutos a 100°C.
a)
b)
161
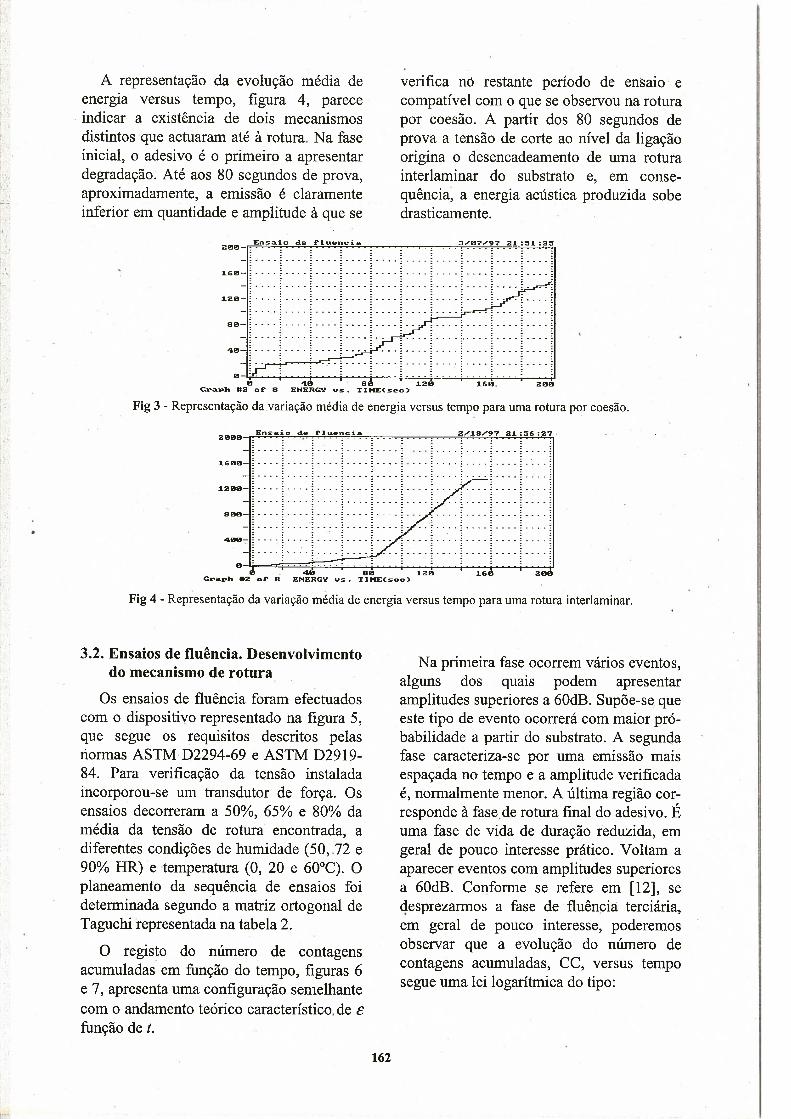
A representação da evolução média deenergia versus tempo, figura 4, pareceindicar a existência de dois mecanismosdistintos que actuaram até à rotura. Na faseinicial, o adesivo é o primeiro a apresentardegradação. Até aos $0 segundos de prova,aproximadamente, a emissão é claramenteinferior em quantidade e amplitude à que se
4Cr’aph *2 of 8 ENERGV v. TIHECsec>
verifica nó restante período de ensaio ecompatível com o que se observou na roturapor coesão. A partir dos $0 segundos deprova a tensão de corte ao nível da ligaçãoorigina o desencadeamento de uma roturainterlarninar do substrato e, em consequência, a energia acústica produzida sobedrasticamente.
3F07/97 21 51:35
Fig 3 - Representação da variação média de energia versus tempo para uma rotura por coesão.
1600—
1200—
800—
Ena, o de flue nc i
e 80Cx’aph *2 of 8 ENERGV . TIMECec)
12
218/97 2156:?7•
168 200
Fig 4 - Representação da variação média de energia versus tempo para uma rotura interlaminar.
3.2. Ensaios de fluência. Desenvolvimentodo mecanismo de rotura
Os ensaios de fluência foram efectuadoscom o dispositivo representado na figura 5,que segue os requisitos descritos pelasnormas A$TM D2294-69 e ASTM D2919-84. Para verificação da tensão instaladaincorporou-se um transdutor de força. Osensaios decorreram a 50%, 65% e 80% damédia da tensão de rotura encontrada, adiferentes condições de humidade (50, 72 e90% HR) e temperatura (0, 20 e 60°C). Oplaneamento da sequência de ensaios foideterminada segundo a matriz ortogonal deTaguchi representada na tabela 2.
O registo do número de contagensacumuladas em função do tempo, figuras 6e 7, apresenta uma configuração semelhantecom o andamento teórico característico, de efunção de t.
Na primeira fase ocorrem vários eventos,alguns dos quais podem apresentaramplitudes superiores a 60dB. $upõe-se queeste tipo de evento ocorrerá com maior próbabilidade a partir do substrato. A segundafase caracteriza-se por uma emissão maisespaçada no tempo e a amplitude verificadaé, normalmente menor. A última região corresponde à fase de rotura final do adesivo. Éuma fase de vida de duração reduzida, emgeral de pouco interesse prático. Voltam aaparecer eventos com amplitudes superioresa 60dB. Conforme se refere em [12], sedesprezarmos a fase de fluência terciária,em geral de pouco interesse, poderemosobservar que a evolução do número decontagens acumuladas, CC, versus temposegue uma lei logarítmica do tipo:
En o de £luenci200—
160—
120—
40-
0—121 160. 281
162

ensaio tensão humidade temperatura junta
1 50 50 —— O vv
2 50 50 —— 20 cc
3 50 50 —— 60 cv
4 50 72 —— O cc
5 50 72 20 cv
6 50 72 —— 60 — vv —— —
7 50 90 O — — cv
8 50 90 —— 20 — vv
9 50 90 — 60 cc
10 65 50 —— O cc
li 65 50 20 cv ——
12 65 50 60 —— vv ——
13 65 72 O cv
14 65 72 20 — vv — — — —
15 65 72 — 60 — — cc — —
16 65 90 — O — vv ——
17 65 90 20 cc
18 65 90 — — 60 — — — cv — — —
19 80 50 O — cv ——
20 $0 50 — 20 — — vv ——
21 80 50 — 60 — cc ——
22 80 72 —— O — vv
23 80 72 20 — — cc — —
24 80 72 — — 60 — — — cv — — — —
25 80 90 —— O cc
26 80 90 20 — cv —
27 80 90 — 60 vv,
Tabela 2 — Matriz ortogonal de Taguchi L27 (313)
Fig 5 — Junta colada montada no dispositivo de carregamento [121.
En
4€,—
366-
1-
26B6I ‘4 68OO 1EGx’aph # of 7 COUNTS vs. TIMECec)
Fig 6 - Representação de contagens acumuladas, (CC), numa ligação vidro-vidro.
163

cc
CC(O)
Fig 7 - Representação da curva de fluência com recurso a parâmetros de emissão acústica
CC = A in t - B
onde os coeficientes A e 3 são função datensão instalada, da temperatura e dahumidade relativa. Os resultadosexperimentais mostraram, para a expressão(1), coeficientes de correlação, em média,acima dos 90%, tabela 3.
No sentido de caracterizar a iniciação e aprogressão do dano produzido na ligação,fez-se o acompanhamento por radiografia deum dos ensaios, o que permitiu estabelecer omodelo de dano representado na figura 8.Ao aplicarmos, a força F, desenvolve-se umesforço de tracção que leva ao aparecimento
de fissuras na direcção perpendicular ao(1) plano da figura que evoluem até
encontrarem a superficie livre. A suacontinuação na direcção longitudinal estádependente do estado de tensão verificado(ver figura $ i) e ii)). Se este forsuficientemente elevado, a distribuição detensões na zona leva a frente da fissura aevoluir para o interior, determinada pelascaracterísticas mecânicas do adesivo. Ograu de evolução, Ai, determina a rotura, ounão, da ligação. Se a área remanescente forsuficiente para suportar a tensão de corte, aligação mantém-se; caso contrário ocorre ocolapso. A tenacidade do adesivo tem umpapel
CCgb
tempo
Tabela 3 — Coeficientes de correlação encontrados.
Tensão Hr(%) T(°C) A B R2(%)50 50 O 289,9 1374 91,8
•• 50 50 20 372 3007 $8,750 72 O 1298,2 6127,3 92,650 72 20 35,8 185,7 88,050 90 O 1442,4 9234,2 27,050 90 20 417,9 1658,3 90,965 50 O 1459,5 10047 98,965 50 20 557,6 2927 99,065 72 O 2441,6 19701 78,065 72 20 52,1 174,1 88,065 90 O 291,3 1727,8 87,065 90 20 438,4 2127,9 93,280 50 O 517,5 1540,8 86,780 50 20 1136,0 560$ 99,7
• $0 72 O 3431,7 13168 93,080 72 20 146,8 857 77,680 90 O 205,6 675,4 88,380 90 20 60347 259487 88,2
164
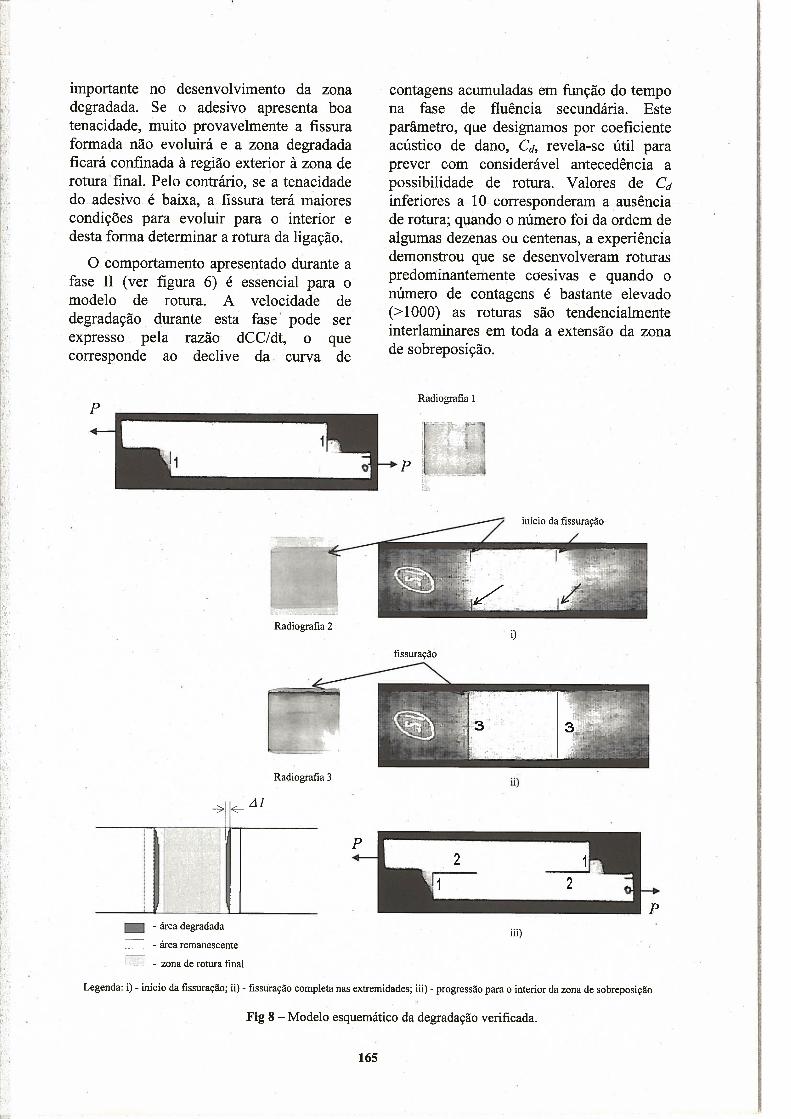
importante no desenvolvimento da zona
degradada. Se o adesivo apresenta boa
tenacidade, muito provavelmente a fissura
formada não evoluirá e a zona degradada
ficará confinada à região exterior à zona de
rotura final. Pelo contrário, se a tenacidade
do adesivo é baixa, a fissura terá maiores
condições para evoluir para o interior e
desta forma determinar a rotura da ligação.
O comportamento apresentado durante a
fase II (ver figura 6) é essencial para o
modelo de rotura. A velocidade de
degradação durante esta fase pode ser
expresso pela razão dCC/dt, o que
corresponde ao declive da curva de
zIl
Radiografia 3
—
— - área degradada
El - área remanescente
contagens acumuladas em função do tempo
na fase de fluência secundária. Este
parâmetro, que designamos por coeficiente
acústico de dano, Cd, revela-se útil para
prever com considerável antecedência a
possibilidade de rotura. Valores de Cdinferiores a 10 corresponderam a ausência
de rotura; quando o número foi da ordem de
algumas dezenas ou centenas, a experiência
demonstrou que se desenvolveram roturas
predominantemente coesivas e quando o
número de contagens é bastante elevado
(>1000) as roturas são tendencialmente
interlaminares em toda a extensão da zona
de sobreposição.
início da fissuração
- zona de rotura final
Legenda: i) - início da fissuração; ii) - fissuração completa nas extremidades; iii) - progressão para o interior da zona de sobreposição
Fig 8 — Modelo esquemátíco da degradação verificada.
Radiografia 1
1.
—+P -
Radíografia 2
fissuração
L
i)
ii)
iii)
165

3.3. Efeito da tensão instalada
A amplitude de carregamento tem umefeito apreciável no processo de degradaçãoaté à rotura. Estudos elaborados porJonathan e Walter131 demonstraram que atensão instalada, a par da espessura dacamada adesiva, têm a maior influência notempo até à rotura da junta. TambémBriskham et ai [14j referem que adurabilidade das juntas sujeitas a tensões decarácter estático em ambientes hostis sãofortemente influenciadas pelo nível detensão e pelas condições ambientais a queestão sujeitas. De facto, o aumento datensão instalada amplifica o fenómeno defluência. O seu efeito foi estudado emfunção do número acumulado de contagens,figura 10. Aparentemente o efeito da tensãonão é linear no domínio estudado. Verifica-se uma clara acentuação da emissão a partirde uma tensão instalada correspondente a65% da tensão média de rotura. O sentidodesta evolução é concordante com o que foipossível observar durante o traccionamentode uma ligação carbono-carbono, conformemostra a figura 11.
se verifica uma situação destas, o tempo devida remanescente é já bastante reduzido.Uma outra razão para o aumento do valorde CCf para maiores tensões aplicadas é acrescente influência do substrato naemissão acústica global. Esta influência éconsiderável conforme se pode observarexperimentalmente. Convém referir queeste tipo de situação é a causa maissignificativa para que a dispersão dosresultados de emissão acústica seja
habitualmente maior em condições maisdrásticas de solicitação.
3.4. Efeito da humidade e datemperatura
O efeito da humidade relativa sobre onúmero de contagens acumuladas ésemelhante ao efeito da tensão, registando-se um crescimnto de emissão a partir dos72%HR, conforme se verifica na figura 12.Considerando que a quantificação do efeitoproduzido corresponde à diferença dedeclives, é possível dizer que o efeito dahumidade relativa é menos acentuado doque o efeito da tensão.
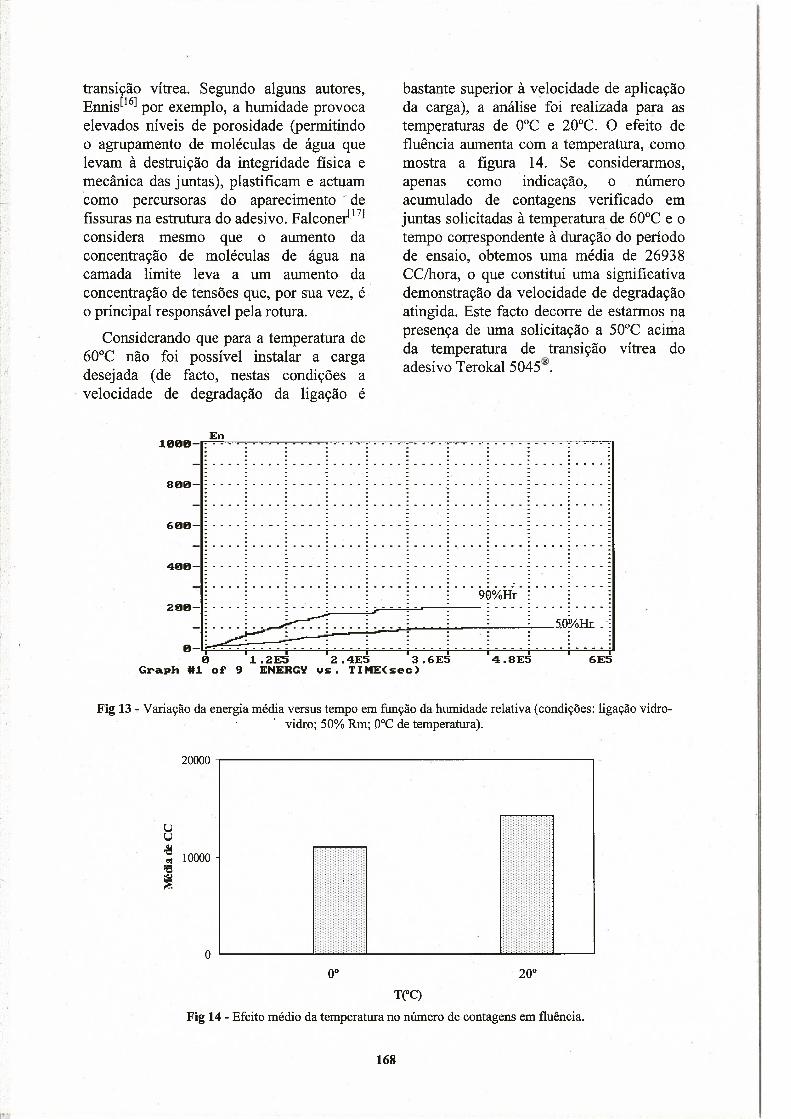
A figura 13 compara• a variação daenergia média vs tempo obtida em ligaçõesvidro-vidro, submetidas ao mesmo estadode tensão e temperatura e para valores deHrdeSOe9O%.
30000
20000 -
10000 -
0 LJTensão (% Rm)
Fig 10 — Efeito médio da tensão no número acumulado de contagens registadas durante o processo de fluência.
Aproximadamente só a partir dos 75segundos de ensaio, e já numa zona decomportamento não linear, se verifica umconsiderável aumento do númeroacumulado de contagens. Esta subidadrástica relaciona-se com o nível e avelocidade de degradação da junta. Quando
65 .80
166

ç
C/EPOXY JOINT v=6.Smm/nin
6 4E—1 BE—1 1.2 1.6Graph *2 ot 16 PARAM. 111(kN) vs. PARAM. #2(mm)
26666-
16666-
12666-
8666-
4666-
Como refere Frantzis’51, a exposição àhumidade resulta num decréscimo daresistência da ligação, sugerindo que essaperda de resistência é devida à introdução
167
de água na junta adesiva. A presença deágua tem um efeito plasticizador nas resinasde epóxido. Este efeito diminui a reticulaçãodo adesivo e, como consequência, provocauma diminuição da sua temperatura de
5/16/95 14:27:41
C/EPOXY JOINT v=6.Smm/min
2
5/16/95 14:27:41
1 1 1 1 1 1 1 1 16 36 66 96 126 156
Graph *1 of 9 COUNTS vs. TIME(sec)
Fig 11 - Representação dos diagramas de força aplicada -deslocamento e número acumulado de contagens-tempo, durante um ensaio de tracção sobre uma junta do tipo carbono-carbono (velocidade de ensaio de 0.5
mmlmin).
30000
20000
10000
o
Fig 12 - Efeito médio da humidade relativa no número de contagens em fluência.
50 72 90
transição vítrea. Segundo alguns autores,Ennis’61 por exemplo, a humidade provocaelevados níveis de porosidade (permitindoo agrupamento de moléculas de água quelevam à destruição da integridade física emecânica das juntas), plastificam e actuamcomo percursoras do aparecimento - defissuras na estrutura do adesivo. Falconert171considera mesmo que o aumento daconcentração de moléculas de água nacamada limite leva a um aumento daconcentração de tensões que, por sua vez, éo principal responsável pela rotura.
Considerando que para a temperatura de60°C não foi possível instalar a cargadesejada (de facto, nestas condições avelocidade de degradação
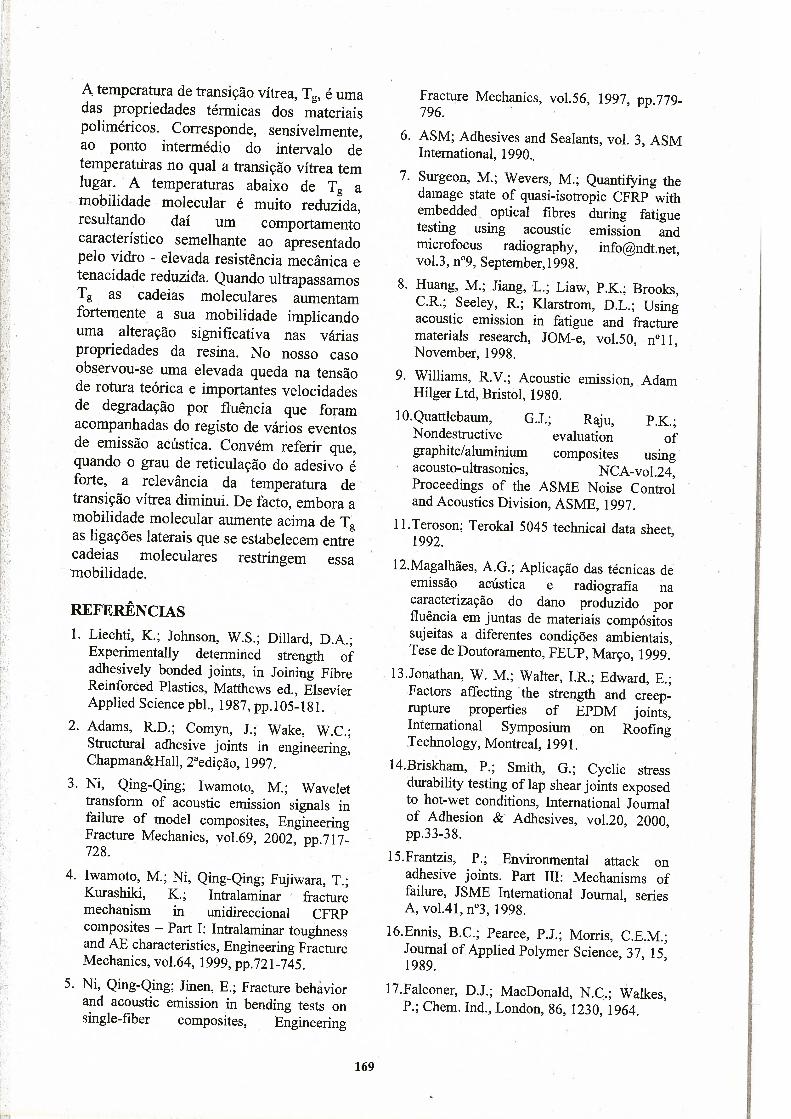
bastante superior à velocidade de aplicaçãoda carga), a análise foi realizada para astemperaturas de 0°C e 20°C. O efeito defluência aumenta com a temperatura, comomostra a figura 14. Se considerarmos,apenas como indicação, o númeroacumulado de contagens verificado emjuntas solicitadas à temperatura de 60°C e otempo correspondente à duração do períodode ensaio, obtemos uma média de 26938CC/hora, o que constitui uma significativademonstração da velocidade de degradaçãoatingida. Este facto decorre de estarmos napresença de uma solicitação a 50°C acimada temperatura de transição vítrea doadesivo Terokal 5045®.
1 1 1 1 1
6E5 4.8E5 6E5
Fig 13 Variação da energia média versus tempo em função da humidade relativa (condições: ligação vidro-vidro; 50% Rm; 0°C de temperatura).
T(°C)
Fig 14 - Efeito médio da temperatura no número de contagens em fluência.
da ligação é
En1066—
666—
406—
260—90%Hr
Sfl%Hr
0— •6 1.215 2.4E5 3
Graph #1 of 9 ENERC vs. TIMECsec)
20000
10000
o0° 20°
168
A temperatura de transição vítrea, Tg, umadas propriedades térmicas dos materiaispoliméricos. Corresponde, sensivelmente,ao ponto intermédio do intervalo detemperaturas no qual a transição vítrea temlugar. A temperaturas abaixo de Tg amobilidade molecular é muito reduzida,resultando daí um comportamentocaracterístico semelhante ao apresentadopelo vidro - elevada resistência mecânica etenacidade reduzida. Quando ultrapassamosTg as cadeias moleculares aumentamfortemente a sua mobilidade implicandouma alteração significativa nas váriaspropriedades da resina. No nosso casoobservou-se uma elevada queda na tensãode rotura teórica e importantes velocidadesde degradação por fluência que foramacompanhadas do registo de vários eventosde emissão acústica. Convém referir que,quando o grau de reticulação do adesivo éforte, a relevância da temperatura detransição vítrea diminui. De facto, embora amobilidade molecular aumente acima de Tgas ligações laterais que se estabelecem entrecadeias moleculares restringem essamobilidade.
REFERÊNCIAS
1. Liechti, K.; Johnson, W.S.; Dillard, D.A.;Experimentally determined strength ofadhesively bonded joints, in Joining Fibre
• Reinforõed Plastics, Mafthews ed., Elsevier• Applied Science pbl., 1987, pp.lO5-l$l.
2. Adams, R.D.; Comyn, J.; Wake, W.C.;$tructural adhesive joints in engineering,Chapman&Hall, 2aedição, 1997.
3. Ni, Qing-Qing; Iwamoto, M.; Wavelettransform of acoustic emission signais infailure of model composites, EngineeringFracture Mechanics, vol.69, 2002, pp.717-728.
4. Iwamoto, M.; Ni, Qing-Qing; fujiwara, T.;Kurashiki, K.; Intralaminar / fracturemechanism in unidireccional CFRPcomposites — Part 1: Intralaminar toughnessand AE characteristics, Engineering FractureMechanics, voL64, 1999, pp.72l-745.
5. Ni, Qing-Qing; Jinen, E.; Fracture behiviorand acoustic emission in bending tests onsingle-fiber composites, Engineering
Fracture Mechanics, vol.56, 1997, pp.779-796.
6. ASM; Adhesives and Sealants, vol. 3, ASMIntemational, 1990..
7. Surgeon, M.; Wevers, M.; Quantifying thedamage state of quasi-isotropic CFRP withembedded optical fibres during fatiguetesting using acoustic emission andmicrofocus radiography, [email protected],vol.3, n°9, September,l998.
8. Huang, M.; Jiang, L.; Liaw, P.K.; Brooks,C.R.; Seeley, R.; Klarstrorn, D.L.; Usíngacoustic emission in fatigue and fracturematerials research, JOM-e, vol.50, n°11,November, 1998.
9. Willíams, R.V.; Acoustic emission, AdamHilger Ltd, Bristol, 1980.
10.Quattlebaum, G.J.; Raju, P.K.;Nondestmctive evaluation ofgraphite/aluminium composites usingacousto-ultrasonics, NCA-vol.24,Proceedings of the ASME Noise Controland Acoustics Division, ASME, 1997.
ll.Teroson; Terokal 5045 technical data sheet,1992.
12.Magalhães, A.G.; Aplicação das técnicas deemissão acústica e radiografia nacaracterização do dano produzido porfluência em juntas de materiais compósitossujeitas a diferentes condições ambientais,Tese de Doutoramento, FEUP, Março, 1999.
13 .Jonathan, W. M.; Walter, I.R.; Edward, E.;•Factors affecting the strength and creeprupture properties of EPDM joints,Intemational Symposium on RoofingTechnology, Montreal, 1991.
14.Briskham, P.; Smith, G.; Cyclic stressdurability testing of lap shear joints exposedto hot-wet conditions, Intemational Journalof Adhesion & Adhesives, vol.20, 2000,pp.33-3 8.
15.Frantzis, P.; Environmental attack onadhesive joints. Part III: Mechanisms offailure, JSME Intemational Joumal, seriesA, vol.41, n°3, 1998.
16.Ennis, B.C.; Pearce, P.J.; Morris, C.E.M.;Joumal of Applied Polymer Science, 37, 15,1989.
1 7.Falconer, D.J.; MacDonald, N.C.; Walkes,P.; Chem. Ind., London, 86, 1230, 1964.
169