
Desenvolvimento de um sistema de visão para o controlo de...
89
Desenvolvimento de um sistema de visão para o controlo de qualidade de injecção de peças de automóvel
Transcript of Desenvolvimento de um sistema de visão para o controlo de...
Desenvolvimento de um sistema de visão
para o controlo de qualidade de injecção de
peças de automóvel

iii
“If the eye can do it,
so can the machine”
E.R.Davies

Resumo
iv
A presente dissertação expõe o trabalho desenvolvido na detecção de defeitos num
componente metálico utilizado na indústria automóvel. Pretendia-se que a detecção
fosse efectuada recorrendo a visão artificial, para tal efeito foi desenvolvido um sistema
laboratorial de aquisição, assim como os algoritmos necessários à inspecção de cada
defeito recorrendo a técnicas de processamento e análise de imagem.
A reflexão especular do componente metálico constitui um problema cuja solução
implicou a utilização de um sistema de iluminação uniforme. A cor do fundo é um
assunto relevante no sentido da obtenção do melhor contraste entre o componente e a
envolvente. A precisão requerida para um dos defeitos é da ordem da décima de
milímetro, pelo que foi necessário especificar a câmara de modo a obter a resolução
espacial adequada.
Para cada tipo de defeito foram desenvolvidos algoritmos específicos, sendo possível
parametrizar cada um deles. Os defeitos são: análise de um orifício, verificação da
presença de roscas nos pernos e existência de rebarbas. Foram efectuadas duas
abordagens na detecção do primeiro defeito, uma através do rectângulo envolvente e
uma segunda através da transformada de Hough. Experiências posteriores levaram à
combinação dos dois métodos no sentido de se obter uma solução mais precisa e
robusta. A detecção das roscas nos pernos baseia-se na análise do comportamento
periódico nos pernos ao longo de uma linha. O algoritmo de detecção da rebarba tem
como princípio básico a análise da variação da direcção ao longo do contorno externo
do componente. Para que esta abordagem seja possível o componente é dividido em
sectores, havendo um quadrante associado a cada um deles. Existe rebarba quando se
verifica movimento fora do quadrante previsto para o sector em questão.
O trabalho desenvolvido cumpriu os objectivos inicialmente propostos, isto é, cada
defeito é detectado correctamente. Os algoritmos possuem um elevado grau de
flexibilidade, sendo para tal possível ajustar diversos parâmetros associados a cada
algoritmo de detecção.
Palavras-chave: Inspecção Visual Automática, Máquinas de Visão, Visão por
Computador, Processamento de Imagem.

Abstract
v
This work describes the progresses made on the development of an automatic visual
inspection for automotive metal components. For this purpose, a laboratorial acquisition
system was implemented as well as the necessary algorithms for the inspection using
processing and image analysis techniques.
The specular reflection of the metal component constitutes a problem whose solution
involved the use of a uniform lighting system. The background color is a relevant issue
to obtain the best contrast between the object and environment. The precision required
for one of the defects is 0,1 millimeter, for this purpose it was necessary to specify a
camera to obtain the appropriate spatial resolution.
For each type of defect were developed specific algorithms, with the possibility of set
each one. The defects are: central hole closed or partially closed; absence of thread on
the bolts; burr on the weld connections. Two approaches were tried for the detection of
the first defect, one based on the bounding box and the other based on circular Hough
transform. After some experiences, the combination of the two methods was
implemented in order to achieve a more accurate and robust solution. The thread
detection on the bolts is based on the analysis of the periodic behavior in a line on the
bolt. The principle of the burr detection algorithm is based on the direction variation of
the extern contour of the component. To make this approach possible, the component
must be divided into sectors with a quadrant associated to each one. We´re in presence
of burr when is detected movement outside the predefined quadrant.
The development work fulfilled the objectives initially proposed. The algorithms have a
high degree of flexibility. It is possible to adjust some parameters associated to each
detection algorithm.
Keywords: Automatic Visual Inspection, Machine Vision, Computer Vision, Image
Processing.
Agradecimentos
vi
Gostaria de agradecer a todos que, de alguma forma, contribuíram para a realização
deste trabalho.
Desejava deixar aqui registado, um agradecimento ao professor Manuel João Ferreira
pela sua preciosa ajuda e um outro agradecimento à engenheira Teresa Martins da
empresa Enermeter, pela disponibilidade dos meios técnicos necessários à realização
deste trabalho.
Queria ainda agradecer, em especial, à Helena Marques e ao Nuno Pereira por toda a
sua disponibilidade na revisão desta tese.

vii
Aos meus pais, irmão e Helena
Índice
viii
Índice de Conteúdos
Capítulo 1 - Introdução
1. Enquadramento.......................................................................................................... 1
2. Objectivos.................................................................................................................. 2
2.1. Componente ....................................................................................................... 3
2.2. Defeitos no componente .................................................................................... 3
3. Estrutura da tese ........................................................................................................ 5
Capítulo 2 - Inspecção Visual Automática
1. Controlo de Qualidade .............................................................................................. 7
2. Inspecção ................................................................................................................... 9
3. Inspecção Visual Automática .................................................................................. 11
4. Máquinas de Visão .................................................................................................. 14
4.1. Iluminação ....................................................................................................... 16
4.2. Câmaras ........................................................................................................... 20
4.3. Processamento de Imagem ............................................................................... 22
4.3.1. Transformada de Hough ........................................................................... 23
5. Conclusão ................................................................................................................ 24
Capítulo 3 - Metodologias Aplicadas
1. Sistema laboratorial de aquisição ............................................................................ 27
1.1. Fundo ............................................................................................................... 28
1.2. Sistema de iluminação ..................................................................................... 28
1.3. Câmaras ........................................................................................................... 28

Índice
ix
2. Algoritmos ............................................................................................................... 29
2.1. Orifício ............................................................................................................. 29
2.1.1. Abordagem pelo rectângulo envolvente ................................................... 30
2.1.2. Abordagem pela transformada de Hough ................................................. 31
2.1.3. Validação do orifício (aberto, parcialmente fechado e fechado) .............. 31
2.2. Roscas .............................................................................................................. 32
2.3. Rebarba ............................................................................................................ 35
3. Conclusão ................................................................................................................ 39
Capítulo 4 - Análise e Discussão de Resultados
1. Sistema laboratorial de aquisição ............................................................................ 40
1.1. Fundo ............................................................................................................... 40
1.2. Sistema de iluminação ..................................................................................... 42
1.3. Câmaras ........................................................................................................... 44
2. Defeitos ................................................................................................................... 45
2.1. Orifício ............................................................................................................. 46
2.2. Roscas .............................................................................................................. 53
2.3. Rebarba ............................................................................................................ 55
3. Conclusão ................................................................................................................ 67
Capítulo 5 - Conclusões
1. Conclusões .............................................................................................................. 69
Bibliografia ..................................................................................................................... 72

Índice
x
Índice de Figuras
Figura 1 - Componente a inspeccionar. ............................................................................ 3
Figura 2 - Defeito no orifício. a) Componente sem defeito - orifício completamente
aberto; b) Componente com defeito - ausência de orifício; c) Componente com defeito -
orifício parcialmente fechado. .......................................................................................... 4
Figura 3 - Defeito nas roscas; a) Componente sem defeito - apresenta roscas nos dois
pernos; b) Componente com defeito - apresenta um perno sem rosca. ............................ 4
Figura 4 - Defeito rebarba. a) Vista superior do componente com rebarba; b) e c)
rebarba vista em detalhe. .................................................................................................. 5
Figura 5 - Modelo genérico das máquinas de visão. Modelo adaptado de [1] ............... 16
Figura 6 - Sistema laboratorial de aquisição .................................................................. 27
Figura 7 - Orifício que se pretende analisar. a) Vista em pormenor do orifício conforme.
b) Orifícios não conformes. ............................................................................................ 30
Figura 8 - Diagrama do algoritmo de detecção do defeito no orifício. a) Abordagem com
rectângulo envolvente. b) Análise dos pixéis no interior do orifício. c) Abordagem com
a transformada de Hough. ............................................................................................... 32
Figura 9 - Comportamento periódico da rosca ao longo de uma linha........................... 33
Figura 10 - Pernos a inspeccionar. a) Pernos sem defeito. b) Perno esquerdo sem rosca.
........................................................................................................................................ 33
Figura 11 - Diagrama do algoritmo de detecção do defeito das roscas. ......................... 34
Figura 12 - Defeito rebarba. a) Componente com rebarba; b) e c) rebarba vista em
detalhe. ............................................................................................................................ 35
Figura 13 - Sectores do componente. a) Componente. b) Divisão em sectores. ............ 36
Figura 14 - Exemplificação do algoritmo. a) Quadrantes, as setas verdes indicam as
direcções esperadas para o sector representado em b), as setas a vermelho indicam os
quadrantes em que irá ocorrer rebarba no sector. b) Sector 1, vista em pormenor no lado
direito. ............................................................................................................................. 37
Figura 15 - Diagrama do algoritmo de detecção de rebarba........................................... 38
Figura 16 - Fundo preto, fundo branco. .......................................................................... 41
Figura 17 - Fundo branco com faixa negra..................................................................... 41
Figura 18 - Fundo branco, orifício bem definido. .......................................................... 42
Índice
xi
Figura 19 - Resultados obtidos com a lâmpada fluorescente circular. ........................... 43
Figura 20 - Resultados obtidos com as lâmpadas fluorescentes compactas. .................. 43
Figura 21 - Parametrização do software para o defeito no orifício. a) Através da
abordagem pelo rectângulo envolvente. b) Através da transformada de Hough. ........... 46
Figura 22 - Resultados obtidos na detecção do defeito no orifício. a), b), c) Abordagem
pelo rectângulo envolvente. d), e) e f) Abordagem através da transformada de Hough. a)
e d) Componente conforme. b), c), e) e f) Componente não conforme. ......................... 47
Figura 23 - Detecção do orifício com deslocamento. ..................................................... 48
Figura 24 - Influência do parâmetro "percentagem min. pixéis" na presença de
deslocamento. a) Parâmetro superior a 94,2%. b) Parâmetro inferior a 94,2%. ............. 48
Figura 25 - Falsa detecção de círculo. ............................................................................ 49
Figura 26 - Diagrama do algoritmo aplicado na detecção do defeito no orifício. .......... 50
Figura 27 - Parametrização do software para o defeito no orifício através da abordagem
final. ................................................................................................................................ 51
Figura 28 - Resultados obtidos na detecção do defeito no orifício conjugando as duas
abordagens. ..................................................................................................................... 51
Figura 29 – Comportamento periódico da rosca ao longo de uma linha. ....................... 53
Figura 31 - Resultados obtidos na detecção do defeito nos pernos. ............................... 54
Figura 30 - Parametrização do software para o defeito na rosca. ................................... 54
Figura 32 - Detecção do início da rebarba. a) Sector 1 (de acordo com o original). b)
Detecção do início da rebarba. c) Contorno do sector e identificação do início da
rebarba. ........................................................................................................................... 55
Figura 33 - Resultado do alinhamento com a horizontal. a) Imagem original. b)
Componente alinhado com a horizontal. ........................................................................ 56
Figura 34 - Parametrização do software para o defeito na rebarba. ............................... 57
Figura 35 - Resultados obtidos na detecção da rebarba no componente A. a) Imagem
binarizada. b) Detecção da rebarba................................................................................. 58
Figura 36 - Resultados obtidos na detecção da rebarba no componente B. a) Imagem
binarizada. b) Detecção da rebarba................................................................................. 59
Figura 37 - Resultados obtidos na detecção da rebarba no componente C. a) Imagem
binarizada. b) Detecção da rebarba................................................................................. 60
Figura 38 - Resultados obtidos na detecção da rebarba no componente A com um nível
limiar de binarização inadequado. a) Imagem binarizada com um nível inadequado. b)
Imagem binarizada com o nível adequado. c) Detecção da rebarba com um nível limiar

Índice
xii
de binarização inadequado. d) Detecção da rebarba com um nível limiar de binarização
adequado. ........................................................................................................................ 61
Figura 39 - Detecção da rebarba com os critérios de acordo com a Tabela 3. ............... 62
Figura 40 - Detecção da rebarba no componente A, com os critérios extremos. ........... 63
Figura 41- Detecção da rebarba para o componente A com critérios alargados, de acordo
com a Tabela 3. ............................................................................................................... 64
Figura 42 - Detecção da rebarba para o componente B com critérios alargados, de
acordo com a Tabela 4. ................................................................................................... 64
Figura 43 Detecção da rebarba para o componente C com critérios alargados, de acordo
com a Tabela 4. ............................................................................................................... 64
Figura 44 - Influência do alinhamento horizontal. a) Componente alinhado com a
horizontal. b) Componente com um desvio em relação à horizontal. ............................ 65
Figura 45 - Alinhamento do componente com a horizontal. a) Componente desalinhado.
b) Falha no alinhamento. c) Alinhamento correcto. ....................................................... 66

Índice
xiii
Índice de tabelas
Tabela 1 - Tempo de processamento para a inspecção do orifício ................................. 52
Tabela 2 - Memória alocada para as diversas abordagens na detecção do defeito no
orifício ............................................................................................................................ 53
Tabela 3 - Parâmetros utilizados na detecção da rebarba ............................................... 62
Tabela 4 - Parâmetros utilizados na detecção da rebarba ............................................... 65

Índice
xiv
Índice de equações
Equação 1 - Resolução mínima necessária ..................................................................... 29
Equação 2 - Cálculo dos pixéis por milímetro utilizando a câmara Oscar F810C e
considerando que o componente surge alinhado com a horizontal. ............................... 44
Equação 3 - Cálculo dos pixéis por milímetro utilizando a câmara Oscar F810C e
considerando que o componente pode surgir rodado até 45º em relação à horizontal. .. 45
Equação 4 - Cálculo dos pixéis por milímetro utilizando a câmara Oscar F810C e
considerando que o componente não ultrapassa uma margem de 10 milímetros quer na
horizontal, quer na vertical. ............................................................................................ 45
Capítulo
1 Introdução
1
Neste capítulo é apresentado o enquadramento do sistema proposto para a elaboração da
presente dissertação, os seus objectivos e a sua estrutura.
1. Enquadramento
O controlo de qualidade assume nos dias de hoje um importante papel na cadeia de
produção de bens e produtos. Mercados cada vez mais exigentes, uma concorrência
feroz e a necessidade de reduzir os custos associados a produtos defeituosos, levam a
que as empresas invistam em sistemas de inspecção mais eficazes, capazes de detectar a
mínima falha durante o ciclo de produção [1].
Produtos defeituosos acarretam prejuízos elevados, quer ao nível material quer ao nível
de imagem, não só à empresa responsável pela sua produção mas também a todos os
agentes envolvidos no processo de distribuição e comercialização [2]. Neste sentido a
inspecção surge como uma medida preventiva [3]. A inspecção pode ser efectuada na
fase final de produção ou durante as diversas fases de fabrico. A última situação
apresenta a grande vantagem de, caso se verifique um defeito numa determinada etapa,
permitir interromper as seguintes fases, resultando assim numa menor perda, a nível
económico, comparativamente à inspecção realizada apenas no final. A implementação
de uma inspecção contínua é tecnicamente mais complexa e financeiramente mais
dispendiosa. A opção por uma inspecção ao longo do processo produtivo ou apenas no
final está subordinada aos objectivos da empresa, aos próprios materiais constituintes do
produto, bem como ao seu processamento.
Actualmente muitos dos processos de inspecção são efectuados recorrendo a mão-de-
obra especializada [4], o que conduz frequentemente a resultados deficitários. O
operador humano tem a capacidade de distinguir facilmente objectos, assim como
adaptar-se rapidamente a mudanças no próprio objecto ou no espaço envolvente e tomar
medidas em conformidade, no entanto, o problema da inspecção manual reside no facto
do operador ser propenso a distracções e a falta de concentração ao fim de algum tempo.
Além destes factores, o operador possui uma velocidade de inspecção limitada [5],

Capítulo 1 Introdução
2
desempenha as suas funções num período restrito de horas, está sujeito a acidentes e em
algumas situações a entrar em contacto com matérias perigosas, envolvendo assim um
risco acrescido [6].
A visão artificial constitui, actualmente, uma resposta eficaz às limitações próprias da
inspecção humana [7]. Apesar da visão artificial ainda não substituir a inspecção
humana em todas as aplicações, nos casos em que tal sucede os resultados são muito
superiores, principalmente no factor da repetividade. Situações existem também em que
a inspecção manual é impraticável [8].
Ao recorrer-se a sistemas automáticos de inspecção obtém-se ainda a vantagem de uma
inspecção à totalidade dos produtos, e se poder alocar os recursos humanos
anteriormente despendidos nesta tarefa para outras funções mais proveitosas à
organização.
À semelhança da inspecção por visão humana, a inspecção por visão artificial, não é
destrutiva, uma vez que não existe contacto entre o sistema de visão e o objecto a
inspeccionar, não havendo deste modo desgastes nos materiais físicos envolventes.
O crescente desenvolvimento tecnológico [9], quer ao nível computacional, quer ao
nível de câmaras ou mesmo da iluminação, e a redução dos custos destes produtos
tecnológicos e a maior consciencialização para a utilização desta tecnologia [10], levam
a que o cluster da visão artificial assuma cada vez mais um papel importante não só ao
nível da indústria mas também na área dos serviços da saúde. Este cluster tecnológico
tem tido boas taxas de crescimento [11], de acordo com a EMVA (European Machine
Vision Association). A fonte citada aponta ainda que o sector automóvel, tal como em
anos anteriores, mantém a maior fatia a nível de mercado da visão artificial.
2. Objectivos
O trabalho desenvolvido nesta dissertação tem como finalidade a inspecção de um
componente metálico (Figura 1) utilizado na indústria automóvel. Este componente
constituído por uma liga metálica, é obtido por um processo de injecção. O objecto em
causa apresenta três tipos de defeitos, associados ao processo de fabrico, mais
concretamente a nível da injecção da peça, os quais serão descritos na subsecção 2.2.
A inspecção do referido componente é efectuada recorrendo a técnicas de visão por
computador, sendo que para tal foram desenvolvidos diversos algoritmos com vista à

Capítulo 1 Introdução
3
detecção de cada uma das eventuais falhas. Os algoritmos foram efectuados com o
auxílio da biblioteca de processamento de imagem OpenCV [12] e implementados na
linguagem de programação Microsoft™ visual C++ 6.
Os métodos aplicados e os resultados obtidos, bem como todas as considerações
efectuadas sobre os mesmos, serão alvo de uma reflexão nos capítulos posteriores.
2.1. Componente
O componente a inspeccionar é, como já foi dito anteriormente, constituído por uma
liga metálica. Possui um orifício na parte superior e dois pernos com rosca na parte
inferior. Apresenta ainda uma dimensão de aproximadamente 80mm de comprimento
por 60mm de largura.
Na Figura 1 apresenta-se o componente em duas posições diferentes, permitindo-se
assim uma integral percepção do mesmo.
2.2. Defeitos no componente
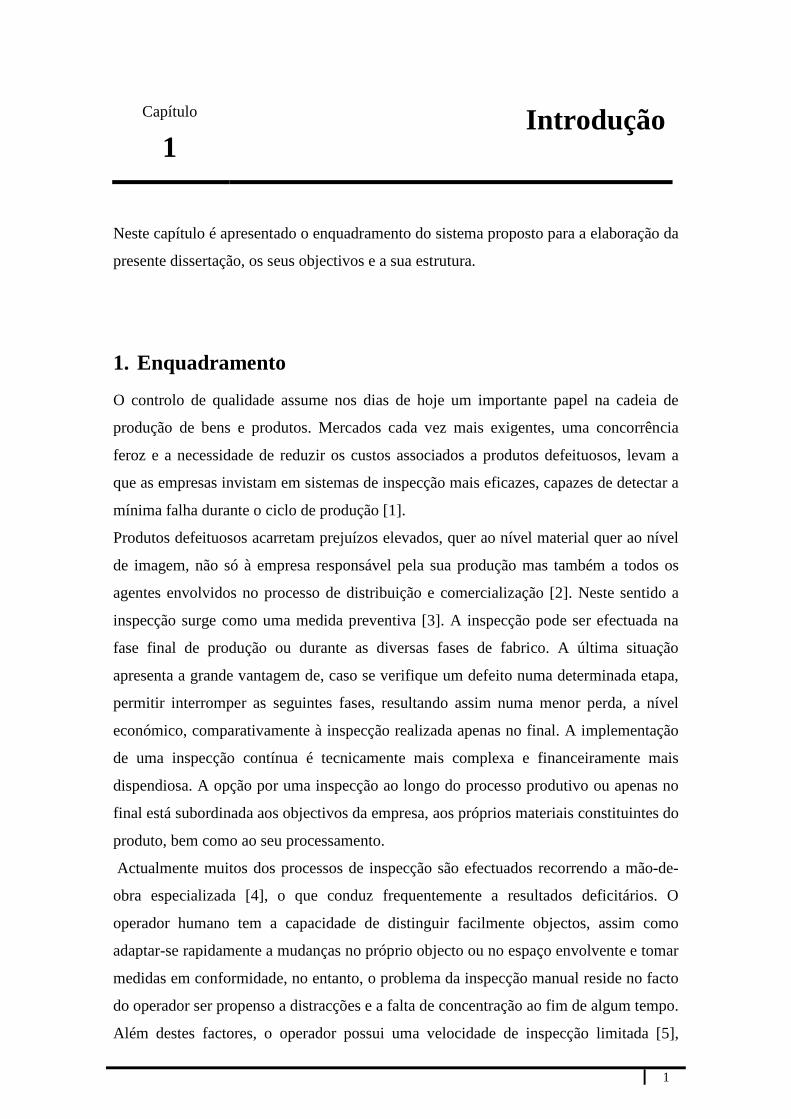
Durante o processo produtivo podem ocorrer três tipos de defeitos distintos: orifício
fechado ou parcialmente fechado (Figura 2), ausência de rosca num ou nos dois pernos
(Figura 3), e por último, rebarbas (Figura 4). Entenda-se por rebarba excessos de
material que ficam em torno da peça injectada, apresentando dimensões e formas
irregulares e variando consideravelmente entre peças não sendo possível prever a sua
localização [13].
O primeiro defeito apresenta-se na Figura 2, onde se pode observar a parte superior do
componente com especial enfoque no orifício. A seta a verde indica que o componente
não possui defeito, pois o orifício não se encontra fechado. As setas a vermelho indicam
que o componente apresenta defeito: ausência de orifício e orifício parcialmente
fechado, para o componente do centro e para o componente da direita respectivamente.
Figura 1 - Componente a inspeccionar.
Capítulo 1 Introdução
4
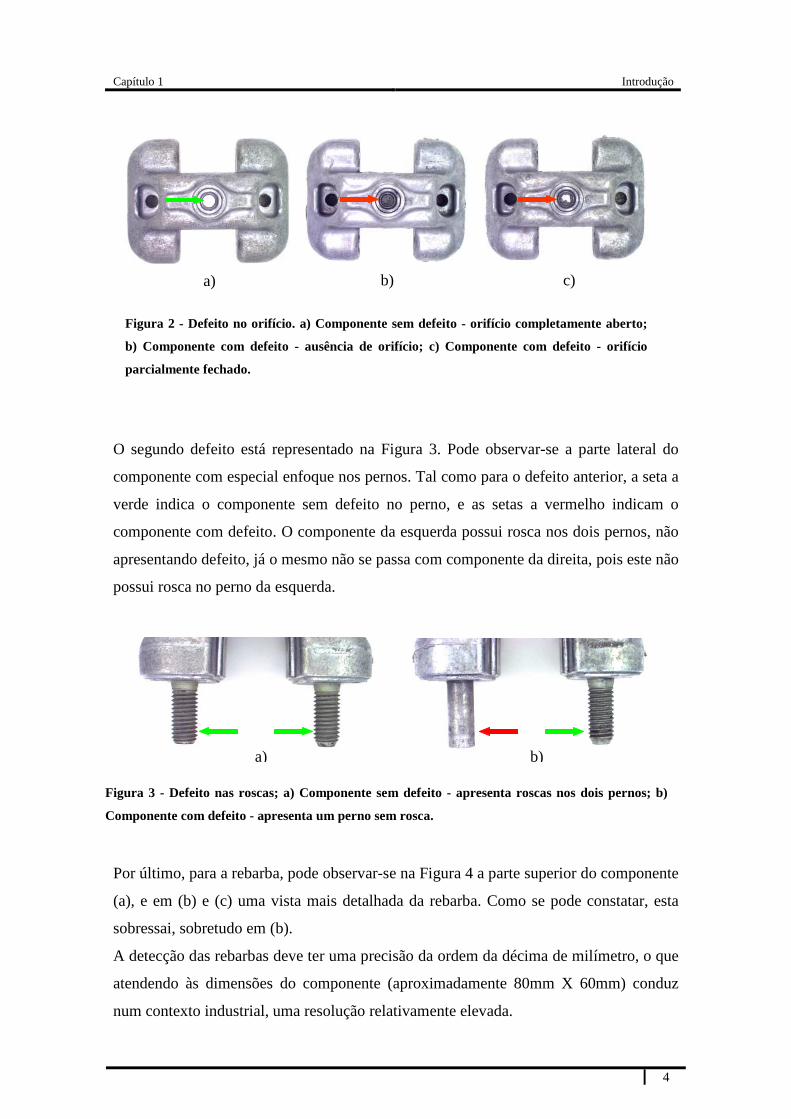
O segundo defeito está representado na Figura 3. Pode observar-se a parte lateral do
componente com especial enfoque nos pernos. Tal como para o defeito anterior, a seta a
verde indica o componente sem defeito no perno, e as setas a vermelho indicam o
componente com defeito. O componente da esquerda possui rosca nos dois pernos, não
apresentando defeito, já o mesmo não se passa com componente da direita, pois este não
possui rosca no perno da esquerda.
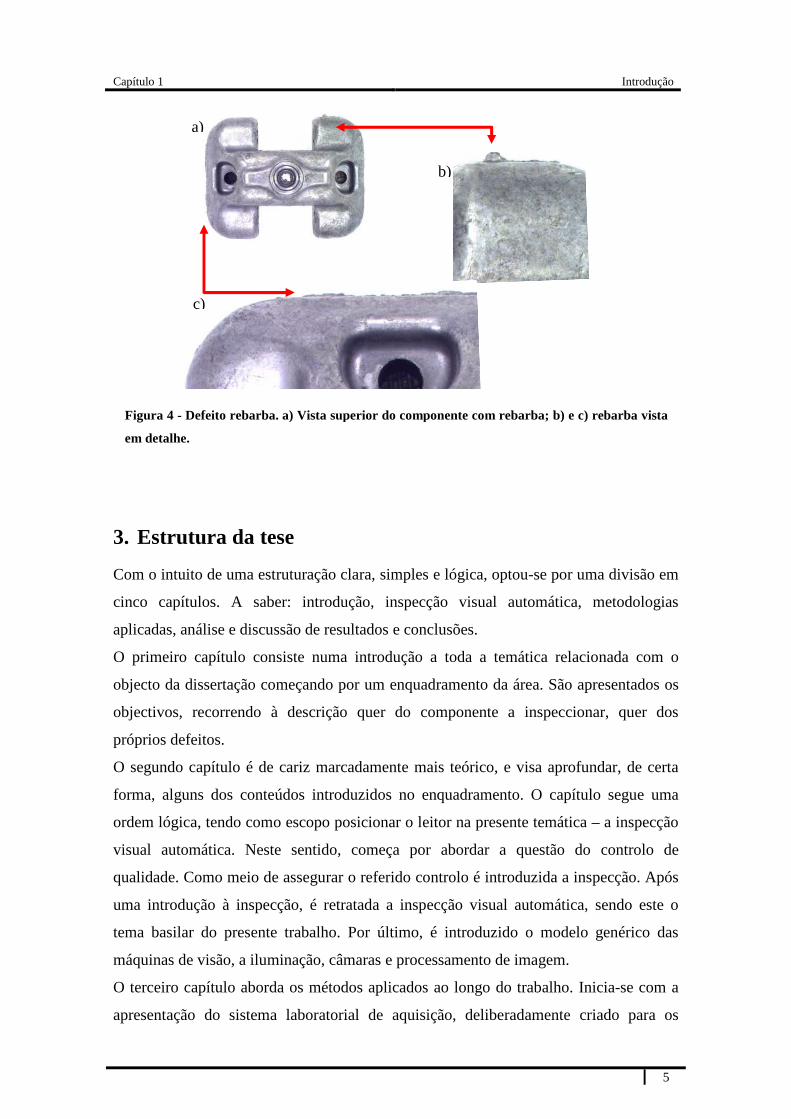
Por último, para a rebarba, pode observar-se na Figura 4 a parte superior do componente
(a), e em (b) e (c) uma vista mais detalhada da rebarba. Como se pode constatar, esta
sobressai, sobretudo em (b).
A detecção das rebarbas deve ter uma precisão da ordem da décima de milímetro, o que
atendendo às dimensões do componente (aproximadamente 80mm X 60mm) conduz
num contexto industrial, uma resolução relativamente elevada.
a) b)
b) a) c)
Figura 2 - Defeito no orifício. a) Componente sem defeito - orifício completamente aberto;
b) Componente com defeito - ausência de orifício; c) Componente com defeito - orifício
parcialmente fechado.
Figura 3 - Defeito nas roscas; a) Componente sem defeito - apresenta roscas nos dois pernos; b)
Componente com defeito - apresenta um perno sem rosca.
Capítulo 1 Introdução
5
3. Estrutura da tese
Com o intuito de uma estruturação clara, simples e lógica, optou-se por uma divisão em
cinco capítulos. A saber: introdução, inspecção visual automática, metodologias
aplicadas, análise e discussão de resultados e conclusões.
O primeiro capítulo consiste numa introdução a toda a temática relacionada com o
objecto da dissertação começando por um enquadramento da área. São apresentados os
objectivos, recorrendo à descrição quer do componente a inspeccionar, quer dos
próprios defeitos.
O segundo capítulo é de cariz marcadamente mais teórico, e visa aprofundar, de certa
forma, alguns dos conteúdos introduzidos no enquadramento. O capítulo segue uma
ordem lógica, tendo como escopo posicionar o leitor na presente temática – a inspecção
visual automática. Neste sentido, começa por abordar a questão do controlo de
qualidade. Como meio de assegurar o referido controlo é introduzida a inspecção. Após
uma introdução à inspecção, é retratada a inspecção visual automática, sendo este o
tema basilar do presente trabalho. Por último, é introduzido o modelo genérico das
máquinas de visão, a iluminação, câmaras e processamento de imagem.
O terceiro capítulo aborda os métodos aplicados ao longo do trabalho. Inicia-se com a
apresentação do sistema laboratorial de aquisição, deliberadamente criado para os
a)
b)
c)
Figura 4 - Defeito rebarba. a) Vista superior do componente com rebarba; b) e c) rebarba vista
em detalhe.

Capítulo 1 Introdução
6
objectivos a prosseguir. Nesta apresentação inclui-se uma abordagem ao sensor de
imagem utilizado e à sua resolução mínima necessária, assim com à iluminação e à cor
do fundo. Posteriormente, são apresentados os algoritmos para cada tipo de defeito
recorrendo à representação em diagrama a fim de evidenciar melhor o próprio
funcionamento dos mesmos, sendo ainda efectuada uma explicação do seu
funcionamento.
O capítulo seguinte evidencia todos os resultados obtidos com os métodos descritos
anteriormente. Aqui são analisados os tipos de iluminação, as câmaras utilizadas e a cor
do fundo. Os resultados obtidos com os algoritmos descritos são alvo de uma profunda
reflexão.
O último capítulo apresenta as conclusões extraídas de todo o estudo desenvolvido ao
longo da presente tese.

Capítulo
2 Inspecção Visual Automática
7
Este capítulo aborda a inspecção visual automática, desde o controlo da qualidade,
passando (de um modo genérico) pela inspecção, até às máquinas de visão. A
iluminação, câmaras e o processamento de imagem são assuntos também aqui tratados.
Ao longo do capítulo serão ainda apresentados alguns exemplos de soluções aplicadas,
quer ao nível da inspecção visual automática no geral, quer ao nível da inspecção em
componentes para automóvel. Embora se aborde a detecção de rebarbas, convém notar
que as fontes encontradas sobre o mesmo tema são escassas. A opção por uma
exposição inicial atinente à temática do controlo de qualidade, prende-se com o facto do
objectivo primário da dissertação ser a “garantia da qualidade”, neste caso, a qualidade
do componente em questão.
1. Controlo de Qualidade
Existe mais do que uma definição para o termo qualidade. De acordo com [3], qualidade
pode ser definida como “different things to different people”, dependendo da percepção
do valor do produto em consideração e das suas expectativas na performance e
durabilidade do mesmo. Um outro autor [14] define-a como níveis diferentes de
expectativas para diferentes grupos de consumidores. Já a American Society for Quality
Control (ASQC), referenciada em [3], define-a como uma aproximação sistemática à
procura da excelência, sendo sinónimo de produtividade, redução de custos, satisfação
do cliente, trabalho em equipa, vendas e lucros. A qualidade pode também ser definida
como [3]: o grau de excelência que um produto possui, o melhor que o dinheiro pode
comprar e o cumprimento das especificações. O mesmo autor considera ainda que esta
pode também ser vista como a combinação das características ou propriedades de um
produto que o tornam utilizável.
A qualidade é um dos factores mais importantes para o sucesso e crescimento de um
negócio [15]. Os benefícios que uma empresa obtém com o controlo de qualidade (QC)
são incontestáveis. K. Ishikawa [16] descreve como benefícios resultantes deste
Capítulo 2 Inspecção Visual Automática
8
controlo: a diminuição do número de produtos defeituosos, a redução do número de não
conformidades, o aumento da fiabilidade, a melhoria da confiança no produto (e a
consequente obtenção da confiança dos clientes), decréscimo dos custos inerentes à não
qualidade, aumento da produtividade, valorização do produto final (e a possibilidade de
o poder vender a um preço superior). Este autor refere ainda como vantagens:
crescimento do volume de produção, tornando possível a preparação de planos de
produção mais racionais; melhoramento do custo unitário do produto, diminuição do
reprocessamento, aumento da eficiência. Para o mesmo autor o controlo de qualidade só
é bem sucedido quando a administração da organização se sente responsável pela
qualidade dos seus produtos e toma como política a qualidade [16].
Para produzir com qualidade, a organização terá de estar ciente dos requisitos do
mercado, assim como das expectativas dos clientes em torno do produto. A empresa
deverá conhecer as características técnicas do produto e as suas funcionalidades,
estando consciente da sua aplicação final e durabilidade. Deve ser ainda tido em
consideração: o preço a que o produto pode ser vendido (atendendo às quantidades
solicitadas), o prazo de entrega, a capacidade de resposta da organização, a necessidade
de inspecção, recursos técnicos e humanos. Os resultados obtidos com a inspecção
deverão ser objecto de análise e utilizados como uma mais-valia para futuras
implementações, visando a melhoria contínua [17].
Embora possa parecer redundante, para assegurar a qualidade é necessário a
implementação de um controlo de qualidade. O controlo de qualidade é definido pelo
autor [18] como o processo de medir a qualidade, comparando os valores obtidos com
os requisitos especificados e actuando, se possível, na diferença. O mesmo autor
surpreende a existência de quatro passos no controlo, os quais se regem por: estabelecer
planos de melhoria, definir os standards, avaliar a conformidade e actuar quando
necessário. O autor [14] define-o como um sistema usado para manter um nível
desejado de qualidade num produto ou serviço.
Durante algum tempo, o controlo de qualidade consistiu em atribuir a responsabilidade
à última pessoa na linha de produção, de verificar se o produto estava de acordo com as
especificações [18]. Hodiernamente, as práticas de controlo de qualidade começam no
design do produto/processo e continuam durante a fase de manufacturação. À soma de
todos estes esforços é dado o nome de controlo de qualidade total (TQC). O mesmo
autor refere ainda que a qualidade total pressupõe a existência de oito ciclos de
produção para qualidade total, sendo estes: marketing; engenharia de projecto; aquisição
Capítulo 2 Inspecção Visual Automática
9
de matéria-prima; engenharia de manufactura (planeamento); produção; inspecção e
teste; embalamento; instalação, manutenção e serviço. Daqui resulta que o controlo total
de qualidade envolve toda a organização, desde a concepção do produto até à sua
aplicação pelo cliente final.
2. Inspecção
O propósito da inspecção é assegurar a qualidade. Pode-se definir inspecção como a
apreciação de um artigo ou produto, isto é, se este apresenta ou não defeito de acordo
com um determinado critério de qualidade. Poder-se-á dizer que o propósito da
inspecção é eliminar a necessidade da inspecção [19].
A introdução da inspecção ao longo dos vários estágios da manufactura do produto,
apesar de constituir um custo adicional, espera-se que seja rentável [2]. Os custos
associados a esta estratégia poderão ser recuperados através de uma detecção mais
atempada dos produtos defeituosos e uma subsequente actuação na fonte. Quando numa
determinada fase é detectada a não conformidade, o produto não continua a ser
processado nas etapas posteriores, não se acrescentando, assim, valor ao produto não
conforme. Esta estratégia permite diagnosticar, de forma directa, a origem do problema
[2].
Uma estratégia de inspecção apenas no final do ciclo de manufactura, apresenta custos
de inspecção mais reduzidos. No entanto, o custo de um produto terminado não
conforme é mais elevado. No caso de uma falha no processo, o produto continua a ser
transformado nas etapas seguintes, resultando em perdas de material, tempo, energia e
trabalho [4]. Esta estratégia é limitada, pois não permite diagnosticar as causas de
imediato [2].
A estratégia de inspecção deverá ser delineada de acordo com as necessidades da
organização e em compromisso com os seus objectivos [2]. No entanto, e de um modo
geral, a inspecção deve ser realizada o mais cedo possível a fim de poupar tempo e
dinheiro [3].
A inspecção pode ser classificada [16] de acordo com: o número de itens a inspeccionar
(inspecção a 100% ou inspecção por amostra), as etapas do processo de manufactura,
detalhes da inspecção (desempenho, comportamento ao longo de um período), método

Capítulo 2 Inspecção Visual Automática
10
de inspecção - se é destrutiva ou não destrutiva, sendo que neste último caso não viável
a inspecção a 100%.
É geralmente difícil através da inspecção por amostragem garantir uma percentagem
inferior a 1% de produtos defeituosos num lote e, particularmente difícil garantir menos
de 0,1% de defeitos por este método [16].
Para garantir um produto isento de defeitos é necessária uma inspecção a 100%. O
técnico de inspecção é muito propenso a erros [16], o que pode levar a uma má
avaliação da conformidade.
A forma de assegurar uma inspecção “zero defeitos”, recorrendo a meios humanos,
implica, de acordo com K. Ishikawa, repetir meticulosamente o processo sete a oito
vezes, tornando-a assim extremamente dispendiosa [16].
A inspecção manual nem sempre é exequível, sobretudo quando os níveis de qualidade
são extremamente elevados e/ou a inspecção por amostra não é aplicável [5]. Volumes
elevados de produção e tolerâncias apertadas, são factores que podem inviabilizar a
opção por uma inspecção manual [5]. Inconsistências na avaliação do produto a
inspeccionar, cansaço, aborrecimento [20], inacessibilidade, ambientes austeros, entre
outras causas, levam, além dos motivos económicos presentes para cada caso, a optar
por sistemas automáticos de inspecção, desde que estes apresentem mais-valias
significativas.
Além dos factores anteriormente citados, a exactidão e a eficiência do inspector, de
acordo com [10] é de apenas 70% e para a indústria de semicondutores situa-se entre os
60-80% [21]. De facto, esta é uma área onde desde cedo se procuraram soluções
alternativas à inspecção manual. Importa dizer que os métodos aplicados para obter as
referidas taxas não estão discriminados em nenhuma das fontes.
Algumas pesquisas [22] indicam que a inspecção por lotes, efectuada por inspectores,
tende a ser mais exacta que a inspecção a 100%, devido, provavelmente, à
inconsistência e ao cansaço.
A inspecção manual, ao contrário da inspecção automática, não está condicionada à
existência de programas. Neste caso, o inspector para desempenhar a sua tarefa tem de
ter apenas presente alguns conhecimentos das características do produto.
A inspecção pode ser efectuada com base nos diferentes sentidos: visão, olfacto,
audição, tacto e paladar. Na presente tese o sentido abordado é a visão, não sendo os
outros sentidos pertinentes para a mesma.

Capítulo 2 Inspecção Visual Automática
11
Os consumidores frequentemente relacionam a qualidade da aparência com a qualidade
funcional. Daí que para garantir o sucesso de um produto é desejado que a aparência
seja visualmente verificada [7]. Impurezas não desejadas, corpos estranhos, são de um
modo geral mais fáceis de detectar visualmente. A sua presença tem, geralmente, uma
consequência mais séria que os defeitos na produção [23], pois podem apresentar perigo
para o consumidor e arruinar a confiança no produto. Cascas, ossos, insectos nos
vegetais, resíduos resultantes do desgaste dos equipamentos produtivos, pedaços do
empacotamento (vidro, plástico), cabelos ou unhas, são alguns exemplos de
contaminação [23].
A inspecção visual pode ser definida como o processo de determinar se um produto se
desvia de um conjunto de especificações, recorrendo ao sentido da visão [22]. Esta
normalmente envolve a avaliação específica de determinadas características no objecto,
tais como: dimensões geométricas, superfície, integridade de montagem.
Uma justificação válida para a utilização da visão na inspecção é o facto de constituir,
de longe, o sentido mais versátil e capaz de captar um grande manancial de informação.
As virtualidades da visão aliadas à necessidade de obter um feedback, garantem a
informação atinente aos erros surgidos no processo, permitindo identificar a causa e
implementar acções correctivas que visem a manutenção da qualidade e da
produtividade [7].
A inspecção visual tem a vantagem de não necessitar de contacto físico, evitando assim,
a paragem da linha de produção. Esta característica é sobretudo importante quando se
trata da inspecção de produtos “sensíveis” na sua manipulação.
3. Inspecção Visual Automática
A justificação para a utilização de sistemas de visão automática pode ser resumida a:
fiabilidade, versatilidade, velocidade, integração nos processos de manufactura e
poupança de custos [24].
Dependendo da tecnologia utilizada, é esperado que um sistema de visão artificial
consiga uma inspecção substancialmente mais eficiente, sendo teoricamente possível
operar durante 24 horas por dia, 7 dias por semana [10].
Além das vantagens anteriormente citadas, a inspecção visual automática tem também
como vantagem a possibilidade de operar em ambientes: de difícil acesso, intoleráveis,
perigosos e desconfortáveis ao homem. Ambientes com: radiação nuclear, níveis
Capítulo 2 Inspecção Visual Automática
12
sonoros elevados, temperaturas desagradáveis, riscos de explosão, locais perigosos (por
ex. cortador a laser, este apresenta um risco acrescido ao operador), contaminações por
via aérea (pó, vapores tóxicos), presença de produtos químicos e riscos biológicos,
constituem motivos ponderosos para a utilização de sistemas automáticos, sendo estes
por vezes mesmo a única opção [10]. Os sistemas de visão possuem, ainda, a vantagem
de não introduzirem contaminantes na operação, ao contrário dos humanos que podem
transportar resíduos de pó ou gorduras nas mãos ou na roupa [25].
A visão artificial pode também ser útil na detecção de mudanças graduais, em processos
contínuos, que aparecem ao longo de grandes períodos de tempo, em relação aos quais a
inspecção manual tende a falhar [10]. A possibilidade de falha da visão humana é
amplamente demonstrada pela existência de ilusões visuais, ambiguidades e
inconsistências [26]. Apesar dos sistemas automáticos de inspecção apresentarem
diversas vantagens, não são isentos de falhas.
Por norma, um sistema é projectado e optimizado para uma tarefa específica num
ambiente condicionado. Contudo, se os requisitos da aplicação se modificarem, o
sistema terá que ser adaptado, podendo revelar-se difícil e dispendioso.
Por vezes não é possível atingir os melhores resultados apenas com uma inspecção
manual ou com uma inspecção visual automática [10]. Nestes casos é preferível recorrer
a um inspector que opera em simbiose com o sistema artificial de visão. Sylla apresenta
uma pesquisa sobre uma investigação experimental na inspecção de um componente
metálico. Devido ao facto de, separadamente, nem os inspectores humanos nem a
máquina de visão conseguirem atingir uma boa performance, detectando todas as falhas,
a pesquisa do referido autor é orientada no sentido de combinar os dois tipos de
inspecção, no intuito de se atingir um melhor desempenho, estendido a todas as falhas
[5].
A inspecção automática é objecto das mais diversas aplicações, especializando-se em
função de cada uma delas, não havendo nenhum sistema automático de inspecção
(genérico) que se adapte facilmente a uma grande variedade de produtos [22].
Em suma, a inspecção automática é a solução para uma inspecção fiável, capaz de
garantir uma inspecção a 100% [27], sobretudo para volumes elevados de produção.
Além disso, a inspecção automática reúne as características adequadas à integração no
processo de manufactura. É assim possível obter o retorno de forma a facilitar o
controlo da produção [7].

Capítulo 2 Inspecção Visual Automática
13
Apesar de todas as vantagens enunciadas para a inspecção visual automática, de acordo
com [4] a inspecção na indústria é ainda tradicionalmente manual, sobretudo para
objectos mais complexos e peças metálicas, à excepção das placas de circuito impresso
[28].
No que concerne à inspecção de rebarbas de acordo com [29], esta é também
maioritariamente manual, baseando-se na visão e no toque. O autor em [13] reporta um
sistema de visão automática para a detecção de rebarbas em peças metálicas. A detecção
das rebarbas baseia-se nas variações que ocorrem em pequenos segmentos nos limites
da peça; grandes variações significam ocorrência de rebarba. No artigo [30] são
apresentadas três abordagens para a detecção de rebarbas em painéis para a indústria
automóvel: uma por contacto através de pontas e duas através da visão (CCD e Position
Sensitive Device).
A indústria automóvel, farmacêutica, de defesa e aeroespacial são exemplos nos quais a
segurança na manufactura é crítica.
Na indústria automóvel a utilização de métodos automatizados para construção de peças
é regra. Por exemplo a montagem de travões [31], cujas falhas comuns (ausência de
componentes, componentes mal orientados e contaminação com óleo) caso passem
despercebidas, podem colocar vidas em risco. Este é um caso em que a eliminação de
uma inspecção por operador humano durante o processo de fabrico deverá ser
compensada por uma inspecção precisa [1].
Em [32] é relatada a implementação de um sistema de inspecção a sensores para
airbags, numa indústria de componentes automóveis. A aplicação do sistema evita que
os sensores com defeito sejam montados e mais tarde rejeitados nos testes de
aceleração. Os resultados obtidos mostram que 99,8% das peças com defeito são
detectadas e uma taxa inferior a 1% diz respeito a falsos alarmes. Segundo o autor a
iluminação mostrou ser uma tarefa difícil devido ao facto de uma parte do componente
ser metálica. A escolha da iluminação recaiu sobre uma lâmpada de halogéneo de 150
watt num esquema de iluminação estruturada.
Os produtos farmacêuticos, por seu turno, podem ser potencialmente letais (aquando
uma utilização indevida), pelo que é especialmente necessário verificar se na
embalagem estão indicados de forma correcta e legível a identificação do produto, o
código do lote e validade [1]. Produtos com embalagem em vidro, como o leite
engarrafado, por exemplo, são processados em ambientes hostis ao trabalho humano
devido às temperaturas altas e níveis de ruído consideráveis. As fissuras e fragmentos

Capítulo 2 Inspecção Visual Automática
14
de vidro são defeitos comuns, cuja premente eliminação não se compadece com as
debilidades próprias do olho humano [1]. Além das condições adversas, o elevado
volume de produção impossibilita uma inspecção detalhada realizada por operadores
humanos. Máquinas de visão utilizando técnicas de iluminação controlada podem
desempenhar tal tarefa de inspecção de forma mais profícua [1].
4. Máquinas de Visão
O actual crescimento das máquinas de visão na manufactura deve-se a diversos factores
[10]: redução do preço dos recursos computacionais, consciencialização para a
aplicação de máquinas de visão como um componente integral de um desenvolvimento
a longo prazo de um processo de automação. Todos estes factores, aliados às
responsabilidades legais envolvidas na produção e venda de produtos não conformes,
mostram a importância da utilização de máquinas de visão na inspecção.
A maioria das aplicações de máquinas de visão está relacionada com pelo menos um
dos quatro tipos de inspecção [6]: inspecção dimensional, inspecção da qualidade da
superfície, inspecção da montagem correcta (qualidade estrutural) e inspecção da
exactidão da operação ou operação correcta (qualidade operacional).
A inspecção dimensional engloba: dimensões, forma, orientação, alinhamento,
circularidade e cantos. A inspecção estrutural da montagem abrange: montagem
(presença de: orifícios, fendas, rebites, parafusos, grampos) e objectos estranhos (pó,
rebarbas). Por sua vez, a inspecção da superfície abrange: covas, riscos, quebras,
desgaste, rugosidade, textura, costuras, dobras e continuidades. E, por último, a
inspecção operacional engloba: incompatibilidade da operação para as especificações e
standard. Os três primeiros tipos de inspecção são também referidos em [33]. Apesar
das diferenças nas quatro categorias de inspecção, todas elas são reduzidas à acção de
confirmação da satisfação dos critérios de qualidade e cumprimento das especificações
do cliente, o que na maior parte dos casos se resume a uma decisão binária – conforme
ou não conforme [6].
O modelo genérico das máquinas de visão pode ser decomposto em sete blocos distintos
[1], representado na Figura 5. O modelo é composto por: condicionamento do ambiente,
aquisição da imagem, pré-processamento, segmentação, extracção das características,
classificação e/ou interpretação e por fim a actuação.
Capítulo 2 Inspecção Visual Automática
15
O primeiro bloco representa o ambiente industrial, no qual a tarefa de manufactura se
desenrola. O ambiente é condicionado com o intento de se reduzir a complexidade em
todos os níveis subsequentes. Uma condicionante típica nestes casos é a iluminação
controlada.
O segundo bloco é composto pelo sensor de imagem, e tem como finalidade a
transformação da informação óptica em informação digital, podendo esta ser
posteriormente tratada por um computador.
O bloco seguinte (pré-processamento) tem como propósito o melhoramento da imagem
adquirida no bloco anterior. São exemplos de pré-processamento: filtragem de ruído,
correcção de cor, rotação, correcção da distorção do sensor.
O quarto bloco (segmentação) é o estágio inicial no processo de reconhecimento. Aqui a
imagem é dividida em regiões, separando-se os objectos e o fundo. A segmentação é por
vezes utilizada como um processo de detecção de defeitos, revelando algumas
anomalias na superfície dos objectos. Existem duas abordagens diferentes na
segmentação, a primeira baseia-se na binarização e a segunda nos gradientes.
O quinto bloco é o processo de aquisição da informação necessária para a interpretação.
O descritor do objecto deve conter a informação relevante da forma e tamanho do
objecto contido na imagem. Este deve ainda ser invariante da posição e da orientação.
São exemplos de descritores geralmente utilizados: o perímetro, a área, o rectângulo
mínimo envolvente, o centro da área, a informação sobre buracos (número, diâmetro,
posição), a circularidade (perímetro2/área).
O sexto bloco diz respeito ao processo de reconhecimento de padrões. Este processo
utiliza as características ou descritores extraídos da imagem na fase anterior. A
eficiência da classificação depende não só dos algoritmos aplicados, mas também da
qualidade das imagens adquiridas [6].
O último bloco encerra o ciclo permitindo a interacção no ambiente, e é aqui que
finalmente é tomada uma acção específica de acordo com a avaliação efectuada no
bloco anterior.

Capítulo 2 Inspecção Visual Automática
16
Figura 5 - Modelo genérico das máquinas de visão. Modelo adaptado de [1]
É desejável que uma máquina de visão possua como características: flexibilidade,
eficiência, exactidão, velocidade adequada ao processo de manufactura, relação custo/
eficiência acessível e robustez [6]. A exactidão pode ser mantida através de um sistema
de calibração capaz de eliminar os problemas de desvio [34]. A fiabilidade e a
durabilidade podem ser asseguradas: evitando a acumulação de sujidade nas lentes da
câmara (através de um sopro de ar ou através da definição de limpezas periódicas no
plano de manutenção), controlando a temperatura ambiente e considerando outros
potenciais riscos [34]. A fiabilidade e a relação custo eficiência podem ser melhoradas
através de uma monitorização regular das falhas e taxas de rejeição [34].
A escolha do sistema de iluminação e do sensor de imagem são factores extremamente
importantes para o sucesso de uma máquina de visão. Um bom sistema de iluminação
pode poupar processamento desnecessário, evitando algoritmos mais rebuscados e
complexos. Se o sistema de iluminação ou o sensor de imagem não forem eficazes não
haverá algoritmos capazes de processar a informação e produzir os resultados
pretendidos.
4.1. Iluminação
A iluminação desempenha um papel vital na simplificação da tarefa de inspecção. É
mais proveitoso despender algum tempo no desenvolvimento de um esquema de
iluminação com qualidade, que desenvolver um algoritmo complexo capaz de superar
os problemas associados a uma má iluminação [35]. O autor em [10] vai mesmo ao
ponto de afirmar que nunca se deve compensar o fraco desempenho de um sistema de
iluminação com o aumento da sofisticação do processamento de imagem. O autor de
[36] afirma que geralmente é menos dispendioso melhorar o sistema de iluminação que
o sistema de processamento de imagem.

Capítulo 2 Inspecção Visual Automática
17
Fundos com alto contraste e iluminação controlada eliminam sombras indesejadas [4].
A projecção do sistema de iluminação deve garantir que não há influência por parte de
outras fontes de luz (outras lâmpadas, luz do dia) na proximidade da máquina de visão
[37].
Objectos que apresentam uma elevada reflexão especular, colocam especiais desafios no
que concerne à sua iluminação. A recuperação da forma original do objecto exige
amiúde a utilização de técnicas de iluminação estruturada [38].
Existem vários aspectos sobre a temática da iluminação que devem ser considerados no
projecto de uma máquina de visão. Assumem aqui particular relevância a localização da
(s) fonte (s) de luz, tipo de lâmpada e sua temperatura. No artigo [37] são abordadas
diversas técnicas de iluminação, assim como alguns exemplos de aplicação.
Podem-se considerar as seguintes técnicas de iluminação:
• Iluminação frontal
o Omnidireccional
o Direccional
• Iluminação oposta
• Iluminação estruturada
A técnica de iluminação frontal é utilizada para a inspecção de características na
superfície do objecto [37]. No artigo citado é reportada uma inspecção dos taipais
traseiros de carrinhas de caixa aberta recorrendo a esta técnica. A referida técnica
divide-se em dois tipos (omnidireccional e direccional). A iluminação omnidireccional
proporciona uma iluminação uniforme, permitindo a eliminação de sombras no objecto,
desde que posicionada adequadamente. Esta iluminação pode obter-se colocando uma
superfície difusora por cima do objecto, e o foco (ou focos) de luz apontado para aquela.
A utilização de uma meia cúpula esférica de material difusor é uma boa solução para
atingir uma iluminação uniforme [34]. A iluminação direccional permite destacar a
textura superficial do objecto. Com esta técnica é possível identificar orifícios na
superfície, não sendo aí reflectida a luz [34].
A técnica de iluminação oposta proporciona um melhor contraste, realçando a silhueta
do objecto [37]. Esta técnica tem como aplicações típicas: medir e averiguar a
presença/ausência de determinadas características. O objecto fica entre a câmara e a
fonte de luz, devendo esta apresentar-se difusa. Para a inspecção de objectos
transparentes, coloca-se na superfície da fonte de luz uma máscara de dimensões

Capítulo 2 Inspecção Visual Automática
18
ligeiramente superior ao objecto em questão. O tamanho da máscara é importante e
afecta a qualidade da definição do contorno [1].
Com a técnica de iluminação estruturada, a forma e orientação de um objecto
tridimensional podem ser reveladas através da incidência de tiras de luz sobre o objecto
em causa. Com esta técnica é obtido um contraste elevado, as relações entre superfícies
e descontinuidades tornam-se mais nítidas, revelando a natureza tridimensional do
objecto [1]. De uma forma simples, luz estruturada pode ser definida como a projecção
de uma fonte luminosa com a forma de um feixe ou padrão controlado. Esta técnica é
utilizada quando se pretende reduzir a complexidade da vista ou para extrair informação
tridimensional da vista utilizando o vulgar sistema de visão bidimensional [37].
É de salientar, ainda, a iluminação estroboscópica. É uma técnica frequentemente
utilizada na indústria e consiste na iluminação do objecto através de uma sucessão de
impulsos de luz de duração reduzida e intensidade elevada. Esta técnica visa eliminar o
efeito de movimento.
Existem diversos tipos de fonte de luz que podem ser aplicados nas máquinas de visão:
• Lâmpadas de incandescência
• Lâmpadas de halogéneo
• Lâmpadas fluorescentes
• Lâmpadas de xénon
• Diodos emissores de luz ( Leds)
As lâmpadas de incandescência são semelhantes às de uso corrente, podendo apresentar,
ou não, reflector.
As lâmpadas de halogéneo possuem uma luz intensa e de cor branca, podendo ser
acopladas a fibras ópticas de modo a iluminar locais inacessíveis. Caracterizam-se,
ainda, por permitir uma iluminação bastante flexível ao nível da sua geometria. A curta
duração das lâmpadas e a dissipação de calor são problemas a ter em consideração, cuja
atenuação pode ser conseguida operando com tensões ligeiramente inferiores [37]. O
certo é que estas lâmpadas não dispensam a utilização de um sistema de arrefecimento.
As lâmpadas fluorescentes são mais eficientes, uma vez que comparativamente às fontes
citadas, geram menos energia com espectro infra-vermelho [37]. A sua luz é difusa,
sendo útil em aplicações em que se pretende inspeccionar materiais (metálicos) com
reflexão especular elevada. A dissipação de calor não é significativa, dispensando
sistemas de arrefecimentos. As lâmpadas fluorescentes comuns, de um modo geral, não

Capítulo 2 Inspecção Visual Automática
19
são apropriadas para aplicações de visão, dado que apresentam oscilações na
intensidade, provocando mudanças de intensidade ou cores indesejadas na imagem
capturada. Uma solução para eliminar as referidas oscilações consiste na aplicação de
lâmpadas fluorescentes de alta frequência - bastante superior à de captura da câmara. As
lâmpadas fluorescentes existem em tamanhos e formas variadas. O seu baixo custo e
uma vida útil alargada tornam esta fonte de luz uma opção atractiva.
As lâmpadas xénon são utilizadas em aplicações que requerem uma fonte de luz
estroboscópica, portanto, intensa e de curta duração.
Os diodos emissores de luz são dispositivos semicondutores que irradiam luz
monocromática, com um comprimento de onda dependente da sua composição química.
Esta fonte de luz apresenta muitas vantagens quando comparada com as demais. E
devido ao seu tamanho reduzido pode ser utilizada em diversas geometrias. Luz em
anel, ponto, área ou linha são algumas das configurações geométricas possíveis de obter
com este tipo de fonte. É, ainda, possível controlar cada LED independentemente,
podendo-se obter condições de iluminação diferentes (ângulos de iluminação diferentes,
ou intensidades). Os LEDs podem ser utilizados em aplicações que requeiram luz
estroboscópica. Esta fonte mostra-se ainda mais eficiente que todas as citadas,
apresentando consumos mais reduzidos e uma durabilidade mais elevada, cerca de 100
000 horas contra as 10 000 horas para as lâmpadas fluorescentes [9]. Esta fonte tem
ainda como vantagem não produzir oscilações de intensidade visíveis na imagem. Todas
estas características levam a que este tipo de iluminação possa adaptar-se a uma grande
variedade de tarefas de inspecção.
Apesar das inúmeras vantagens da iluminação com diodos emissores de luz, para certas
aplicações estes não apresentam o desempenho mais adequado. O artigo [39] aborda um
sistema de inspecção de vedantes para automóvel aplicando redes neuronais, no qual a
iluminação é constituída por LEDs e uma lâmpada com fibra óptica. A utilização da
lâmpada, e não apenas LEDs, deve-se ao facto destes não terem intensidade suficiente
para a tarefa em causa. Em [40] o autor chega à conclusão que para superfícies
especulares a aplicação de LEDs na iluminação é o melhor mas o fabrico de dispositivos
de larga dimensão recorrendo a esta tecnologia continua a ser uma problemática.

Capítulo 2 Inspecção Visual Automática
20
4.2. Câmaras
As câmaras podem ser divididas em dois tipos distintos: câmaras analógicas e câmaras
digitais.
As primeiras fornecem o sinal de vídeo em formato analógico, sendo necessário
posteriormente recorrer a um dispositivo digital de aquisição (frame-grabber).
As câmaras digitais disponibilizam à saída a imagem em formato digital. Estas
apresentam algumas vantagens relativamente às analógicas, nomeadamente, maior
imunidade ao ruído, levando a uma boa relação sinal/ruído, resoluções e taxas de
aquisição superiores.
As câmaras possuem alguns ajustes que permitem a obtenção de uma melhor imagem,
tais como: regulação do tempo de exposição, ganho, brilho e balanceamento de cor.
Alguns destes ajustes podem, ainda, ser efectuados de modo automático.
O varrimento do sensor nas câmaras pode ser entrelaçado ou progressivo. No primeiro a
imagem é dividida em duas, sendo adquiridas em separado as linhas horizontais pares e
as linhas horizontais ímpares do sensor. No varrimento entrelaçado as linhas horizontais
pares são adquiridas em separado das linhas horizontais ímpares. No varrimento
progressivo a imagem é adquirida na totalidade. As câmaras com varrimento
progressivo são mais adequadas para adquirir objectos em movimento.
Para a escolha de uma câmara dever-se-á ter presente as seguintes características:
resolução, taxa de aquisição, formato da imagem, interface, sensibilidade, relação
sinal/ruído, tensão de alimentação e consumo. As características das câmaras variam,
em certa medida, com o tipo de sensor de imagem utilizado.
Relativamente aos sensores de imagem, existem diversos tipos, uns mais complexos que
outros. Na presente tese o enfoque é colocado nos sensores de imagem baseados na
tecnologia CMOS e CCD, pois estes são os mais pertinentes para a realização do
trabalho.
No artigo [9] são apresentadas algumas propostas dos fabricantes de câmaras. Esta
publicação dá conta dos interfaces e resolução de diversos modelos, sem deixar de parte
as câmaras inteligentes. Em [41] é abordado o funcionamento, assim como a perspectiva
histórica das referidas tecnologias. No artigo [42] são comparadas as características dos
sensores de imagem CCD e CMOS. Relativamente à tecnologia CMOS, o seu
funcionamento, desempenho e recentes desenvolvimentos são relatados em [43] , e em
[44] é apresentado o estado da arte no que concerne a estes sensores.

Capítulo 2 Inspecção Visual Automática
21
Existem alguns critérios para a apreciação dos sensores de imagem [6], a saber: resposta
do sensor, gama dinâmica, sensibilidade, uniformidade, velocidade de operação e
fiabilidade.
A resposta do sensor é a medida do nível do sinal por unidade da energia óptica. Os
sensores CMOS são ligeiramente melhores que os CCD nesta categoria, o que se
justifica pelos elementos de ganho serem mais fáceis de colocar no circuito.
A gama dinâmica, por sua vez, é definida como a relação do nível de saturação do pixel
com o seu sinal limiar.
No que tange à sensibilidade, os sensores CCD são melhores porque possuem menos
circuitos incorporados, o que reduz o ruído e melhora a sensibilidade do sensor.
A uniformidade indica a consistência da resposta para pixéis diferentes sobre condições
idênticas de iluminação. Os sensores CMOS são mais sensíveis a essas variações devido
aos circuitos adicionais incorporados no sensor.
Velocidade de operação, os sensores CMOS são mais rápidos devido aos circuitos
encontrarem-se incorporados no circuito do sensor, sendo assim menor a distância e não
sendo assim necessário recorrer a outros circuitos em placa de circuito impresso.
Fiabilidade, os sensores CMOS são superiores aos CCD devido ao alto nível de
integração contido no circuito do sensor. Maior integração significa menos ligações
externas que são susceptíveis à corrosão e a outros problemas associados com as soldas
em ambientes agressivos. No geral os sensores CCD oferecem um desempenho superior
e flexibilidade à custa do tamanho. Os sensores CMOS oferecem maior integração,
menor consumo, menor tamanho à custa da qualidade da imagem [6].
Apesar da maturidade da tecnologia CCD, o potencial da tecnologia CMOS é bastante
elevado, considerando a integração de sensores inteligentes e processamento autónomo.
Muitas aplicações na indústria requerem operações autónomas, o que significa que
existe a necessidade de câmaras inteligentes que forneçam capacidades de
processamento rápido no seu interior.
Em suma a tecnologia CMOS tem como grande vantagem possuir a capacidade de
integrar de forma flexível o sensor e o processamento no mesmo circuito, podendo
atender às necessidades das diferentes aplicações [43].

Capítulo 2 Inspecção Visual Automática
22
4.3. Processamento de Imagem
O processamento de imagem é definido por diversas fontes [1,26,45] como um processo
que gera uma imagem de saída, mais conveniente, a partir da modificação de uma
imagem de entrada. O processamento de imagem pode também ser compreendido como
um procedimento de manipulação e análise da imagem. Deste fazem parte o
melhoramento da imagem, a restauração e a compressão [26,46], a análise e a síntese
[46].
O melhoramento da imagem tem como propósito melhorar a sua aparência aos olhos
humanos [26], são exemplos: o ajuste do brilho ou contraste e a redução de ruído.
A restauração da imagem tem como finalidade a correcção de degradações que possam
ter ocorrido, o efeito de arrastamento dos objectos em movimento é um exemplo de
degradação; a correcção geométrica é um exemplo de restauração.
A compressão de imagem tem como escopo a representação das imagens de uma forma
mais compacta, mantendo um nível de qualidade aceitável.
A segmentação, extracção de características e classificação dos objectos fazem parte da
análise da imagem [46]. Estas operações não resultam numa imagem. A segmentação da
imagem é frequentemente descrita como sendo o processo pelo qual se subdivide a
imagem nas suas partes constituintes [47]; de uma forma objectiva, esta pode ser vista
como a separação entre o fundo e os objectos [48]. A segmentação é um dos métodos
mais usados no processo de redução de informação da imagem, e consiste em dividir a
imagem em regiões que correspondam a cada objecto, permitindo assim a distinção,
quer dos objectos, quer do fundo [1]. A segmentação pode ser abordada de duas formas,
através de técnicas de binarização e através de técnicas baseadas nos gradientes da
imagem de primeira ordem (Sobel) ou de segunda ordem (Laplacianos). As operações
de diferenciação acentuam as variações de intensidade, o que permite detectar as
fronteiras do objecto. Na extracção de características são identificadas as propriedades
inerentes às diferentes regiões da imagem. As descrições do objecto deverão conter toda
a informação relevante acerca da forma e tamanho, sendo conveniente que estas sejam
invariantes em relação à posição, orientação e, idealmente, à escala [1]. São exemplos
de descritores, como referido anteriormente: área, perímetro, rectângulo mínimo
envolvente, orifícios (número, tamanho, posição), circularidade (perímetro2/área), entre
outros. A classificação tem como propósito o reconhecimento das características obtidas
a partir dos descritores extraídos da imagem.
Capítulo 2 Inspecção Visual Automática
23
As operações de síntese da imagem resultam na criação de imagens a partir de outras
imagens ou de outro tipo de informação. Tais operações são utilizadas quando a imagem
pretendida é impossível de adquirir ou não existe, sequer. Existem dois tipos de
operações de síntese: reconstrução e visualização. A primeira consiste na reconstrução
da imagem, com base em múltiplas imagens, sendo disso um exemplo a tomografia
computorizada. A visualização consiste na criação de imagens para apresentações,
podendo ser, ou não, baseadas em objectos que existam. O domínio de aplicação deste
tipo de operação de síntese enquadra-se em áreas tais como a computação gráfica e a
imagem médica.
Existem diversos trabalhos que retratam o processamento de imagem, são disso
exemplo os livros referenciados [1,7,23,33,46,48,49,50]. Uns apresentam uma
componente mais ligada à disciplina do processamento de sinal, outros dedicam
especial atenção ao processamento de imagem e outros, ainda, abordam o
processamento de imagem sob o ponto de vista das máquinas de visão [1] ou
relacionado com a inspecção [23]. Algumas das obras mencionadas apresentam
algoritmos de processamento de imagem [33,49]. O autor em [33] mostra diversos
algoritmos básicos de processamento de imagem, como sejam: filtro mediana, diversas
máscaras, binarização, erosão, dilatação e convex hull.
Dos algoritmos aplicados no presente trabalho, a transformada de Hough merece
especial destaque dada a sua importância e complexidade.
4.3.1. Transformada de Hough
A transformada de Hough tem como propósito a detecção de linhas, curvas, círculos,
elipses e outras formas. Inicialmente foi aplicada na detecção de linhas e só mais tarde
se estendeu à detecção a curvas e elipses. A referida transformada possui a
particularidade de, teoricamente, detectar objectos na presença de ruído ou que se
encontrem apenas parcialmente na imagem [50]. A sua principal desvantagem é a
quantidade de memória necessária à sua implementação [51].
A transformada de Hough pode também ser utilizada para detectar outras formas além
de linhas, curvas e elipses. A esta variante dá-se o nome de transformada de Hough
generalizada.
São várias as aplicações da transformada de Hough. Na agricultura, por exemplo, na
detecção de tomates e melões [52]. Ao nível da indústria existem muitos componentes
que apresentam diversas formas geométricas básicas, um exemplo é a detecção de

Capítulo 2 Inspecção Visual Automática
24
rolamentos reportada em [53]. O referido artigo apresenta a inspecção de rolamentos
utilizados nos contadores de energia recorrendo à transformada de Hough. Em [54] é
apresentado um sistema de inspecção de garrafas de água recorrendo à transformada
generalizada de Hough.
5. Conclusão
O objectivo primário da dissertação é o estudo de um meio capaz de assegurar a
“qualidade”, mais concretamente, a qualidade do componente apresentado.
O propósito da inspecção é assegurar a qualidade. A inspecção pode ser definida como a
apreciação de um artigo ou produto, isto é, se este apresenta ou não defeito de acordo
com um determinado critério de qualidade.
A inspecção pode ser efectuada ao longo dos vários estágios da manufactura do produto.
Embora constitua um custo adicional, espera-se que seja rentável, pois os custos
associados a esta estratégia poderão ser recuperados através de uma detecção mais
atempada dos produtos defeituosos e uma subsequente actuação na fonte.
Uma outra estratégia consiste na inspecção apenas no final do ciclo de manufactura.
Apesar de ser menos dispendiosa, o custo de um produto terminado não conforme é
mais elevado.
A inspecção pode ser classificada de acordo com: o número de itens a inspeccionar
(inspecção a 100% ou inspecção por amostra), as etapas do processo de manufactura,
detalhes da inspecção (desempenho, comportamento ao longo de um período) e método
de inspecção - se é destrutiva ou não destrutiva.
A inspecção manual nem sempre é exequível, níveis de qualidade extremamente
elevados, volumes elevados de produção e tolerâncias apertadas podem inviabilizar a
opção por uma inspecção manual. Além dos factores citados, o cansaço, o
aborrecimento, e nalguns casos a inacessibilidade e ambientes austeros penalizam e
podem mesmo inviabilizar a inspecção manual.
Os consumidores frequentemente relacionam a qualidade da aparência com a qualidade
funcional. Para garantir o sucesso de um produto é desejável que a aparência seja
visualmente verificada.
A inspecção visual pode ser definida como o processo de determinar se um produto se
desvia de um conjunto de especificações, recorrendo ao sentido da visão. Este modo de

Capítulo 2 Inspecção Visual Automática
25
inspecção tem a vantagem de não necessitar de contacto físico, evitando assim, a
paragem de linha de produção. Esta característica assume particular importância quando
se trata da inspecção de produtos “sensíveis” na sua manipulação.
A justificação para a utilização de sistemas de visão automática pode ser resumida a:
fiabilidade, versatilidade, velocidade, integração nos processos de manufactura e
poupança de custos. A esta justificação acresce ainda o facto de ser (teoricamente)
possível um sistema automático operar durante 24 horas por dia; e a possibilidade de
operar em ambientes de difícil acesso, intoleráveis, perigosos e desconfortáveis ao
homem. Apesar de todas as vantagens enunciadas da inspecção visual automática, a
inspecção na indústria é ainda tradicionalmente manual, sobretudo para objectos mais
complexos e peças metálicas. A inspecção de rebarbas é maioritariamente manual,
baseando-se na visão e no toque.
O actual crescimento das máquinas de visão na manufactura deve-se a diversos factores:
redução do preço dos recursos computacionais, consciencialização para a aplicação de
máquinas de visão como um componente integral de um desenvolvimento a longo prazo
de um processo de automação. Todos estes aspectos, aliados às responsabilidades legais
envolvidas na produção e venda de produtos não conformes, mostram a importância da
utilização de máquinas de visão na inspecção.
A escolha do sistema de iluminação e do sensor de imagem são factores extremamente
importantes para o sucesso de uma máquina de visão. Um bom sistema de iluminação
pode poupar processamento desnecessário, evitando algoritmos mais rebuscados e
complexos.
Fundos com alto contraste e iluminação controlada eliminam sombras indesejadas. A
projecção do sistema de iluminação deve garantir que não haja influência por parte de
outras fontes de luz (outras lâmpadas, luz do dia) na proximidade da máquina de visão.
A localização da (s) fonte (s) de luz, tipo de lâmpada e sua temperatura assumem
particular relevância no projecto de uma máquina de visão. Existem diversas técnicas de
iluminação, nomeadamente: iluminação frontal (omnidireccional, direccional),
iluminação oposta e iluminação estruturada, sendo ainda de salientar a iluminação
estroboscópica. São vários os tipos de fonte de luz que podem ser aplicados nas
máquinas de visão: lâmpadas de incandescência, lâmpadas de halogéneo, lâmpadas
fluorescentes, lâmpadas de xénon e diodos emissores de luz (Leds). Estes últimos, cuja
utilização tem sido crescente, destacam-se pela sua durabilidade, resposta e a
possibilidade de assumirem as mais diversas geometrias.

Capítulo 2 Inspecção Visual Automática
26
As câmaras podem ser divididas em dois tipos distintos: câmaras analógicas e câmaras
digitais. As segundas apresentam algumas vantagens relativamente às analógicas: maior
imunidade ao ruído, excelentes resoluções e taxas de aquisição superiores. As câmaras
possuem alguns ajustes que permitem a obtenção de uma melhor imagem: regulação do
tempo de exposição, ganho, brilho e balanceamento de cor. Na escolha de uma câmara
dever-se-á ter presente as seguintes características: resolução, taxa de aquisição, formato
da imagem, interface, sensibilidade, relação sinal/ruído, tensão de alimentação e
consumo.
O processamento de imagem pode ser definido como um processo que gera uma
imagem de saída, mais conveniente, a partir de uma imagem de entrada modificada. O
processamento de imagem pode também ser compreendido como um método de
manipulação e análise da imagem. Deste fazem parte o melhoramento da imagem, a
restauração, a compressão, a análise e a síntese.
A transformada de Hough tem como propósito a detecção de linhas, curvas, círculos,
elipses e outras formas. A referida transformada possui a particularidade de,
teoricamente, detectar objectos na presença de ruído, ou que se encontrem apenas
parcialmente na imagem. A sua principal desvantagem é a quantidade de memória
necessária à sua implementação.

Capítulo
3 Metodologias Aplicadas
27
Este capítulo descreve os métodos aplicados na detecção de cada um dos defeitos
descritos anteriormente, assim como o sistema laboratorial de aquisição desenvolvido.
Como já referido, os métodos foram implementados na linguagem C++ recorrendo ao
compilador Microsoft™ visual C++ 6 e à biblioteca de processamento de imagem
OpenCV.
Os resultados obtidos serão apresentados no capítulo seguinte.
1. Sistema laboratorial de aquisição
Tendo em vista resolução do problema proposto, foi desenvolvido um protótipo
laboratorial de aquisição. A imagem do componente a inspeccionar é obtida num
ambiente condicionado. Desta forma a iluminação exterior não constitui um problema,
pois o sistema encontra-se isolado. A escolha da iluminação, assim como a cor do fundo
são importantes para a obtenção dos melhores resultados.
Figura 6 - Sistema laboratorial de aquisição

Capítulo 3 Metodologias Aplicadas
28
1.1. Fundo
A obtenção dos melhores resultados passa por um bom contraste entre o componente e
o fundo. A cor do fundo assume aqui particular relevância, tendo sido alvo de estudo no
presente trabalho. Foram realizadas experiências com fundo branco e fundo preto, com
o propósito de aferir o fundo mais adequado ao cumprimento dos objectivos
inicialmente propostos.
1.2. Sistema de iluminação
O sistema de iluminação é extremamente importante num sistema de visão. Um bom
sistema de iluminação pode evitar processamento desnecessário.
O componente a inspeccionar é constituído por uma liga metálica que, quando exposta
directamente à luz, apresenta uma reflexão especular elevada. Por esse motivo, é
utilizada uma configuração que apresenta a iluminação relativamente uniforme. A
configuração em causa é a iluminação frontal, colocada de modo a ser omnidireccional,
obtendo-se assim uma iluminação difusa.
Foram utilizadas quatro fontes diferentes de iluminação: uma lâmpada de
incandescência, uma lâmpada fluorescente de forma circular, quatro lâmpadas
fluorescentes compactas (economizadoras) e barras de LEDs.
1.3. Câmaras
Para a detecção dos três tipos de defeitos são necessárias duas câmaras, uma para a
detecção das roscas nos pernos e uma segunda para os outros dois defeitos. A última
deve apresentar uma resolução elevada, uma vez que é pretendida a detecção de
rebarbas até uma décima de milímetro. A primeira câmara não necessita de uma
resolução tão elevada quanto a segunda. As câmaras podem ser monocromáticas, dado
que a informação relativa à cor não é relevante. A câmara orientada para a detecção do
defeito das roscas é colocada perpendicularmente aos pernos do componente, enquanto
a outra é disposta frontalmente acima do componente.
A resolução necessária para a aquisição do componente na íntegra (80mm X 60mm),
com uma precisão de uma décima de milímetro, é dada pela Equação 1.

Capítulo 3 Metodologias Aplicadas
29
��������� �80
0,1� 2 � 1600 ����
������� �61
0,1� 2 � 1220 ����
Equação 1 - Resolução mínima necessária
A câmara utilizada é uma Allied Oscar F810C, a cores, com um sensor de imagem
CCD, varrimento progressivo e uma resolução de 3272x2469 pixéis. Para a detecção
das roscas nos pernos foi usada a mesma câmara, no entanto as imagens foram
adquiridas com uma resolução inferior - 1024x768 pixéis. A resolução máxima da
câmara utilizada resulta em 4 pixéis por décima de milímetro, o que significa que com
esta câmara obtém-se o dobro dos pixéis necessários, assim respeitando o teorema da
amostragem.
2. Algoritmos
Os algoritmos foram implementados na linguagem de programação C++ recorrendo ao
compilador Microsoft™ visual C++ 6 e à biblioteca de processamento de imagem
OpenCV.
A biblioteca de processamento de imagem OpenCV, para além de apresentar um
conjunto de funções base de processamento, possui a grande vantagem de ser uma
ferramenta “open source”, pelo que não são necessárias licenças especiais. As funções
incluídas na referida biblioteca revelaram, ainda, uma grande utilidade à implementação
dos algoritmos utilizados na presente tese.
Para cada defeito foram implementados algoritmos distintos. Na detecção do orifício
realizaram-se duas abordagens diferentes, enquanto que para a detecção dos restantes
defeitos foi efectuada uma abordagem para cada um deles.
2.1. Orifício
A primeira abordagem baseia-se no rectângulo envolvente do componente, já a segunda
concretiza-se através da transformada de Hough. Porém, a análise da abertura do
orifício, em particular, é idêntica nas duas abordagens. Na Figura 7 pode-se observar em
pormenor o orifício a inspeccionar a) e em b) os dois orifícios não conformes.

Capítulo 3 Metodologias Aplicadas
30
2.1.1. Abordagem pelo rectângulo envolvente
O orifício encontra-se no centro do componente, o que significa que o centro do
componente é o mesmo do orifício. Partindo deste princípio, e considerando o raio
como sendo uma proporção de uma medida (comprimento ou largura) do componente,
facilmente se obtém a área interior do círculo. O rectângulo envolvente é obtido a partir
da informação do contorno externo do componente.
Na Figura 8a) pode-se observar o diagrama do algoritmo implementado. A imagem do
componente é adquirida sendo de seguida efectuada uma binarização. Posteriormente, é
extraído o contorno externo, através da função cvFindContours da biblioteca de
processamento de imagem OpenCV, recorrendo ao algoritmo Chain Code. Com a
sequência de pontos do contorno externo obtém-se o rectângulo envolvente, recorrendo
à função cvBoundingRect. As dimensões do rectângulo são verificadas e caso estas não
se encontrem dentro dos limites esperados, a inspecção termina indicando que o
componente não está conforme. Caso contrário a inspecção continua. Seguidamente, são
calculados o centro do orifício (com base no centro do rectângulo) e o seu raio (a partir
de uma proporção entre o comprimento do rectângulo e o raio conhecido do
componente). Adquiridos o centro e raio do orifício, procede-se a análise do seu interior
- este passo é igual para as duas abordagens.
O valor do limiar de binarização, o comprimento e largura mínimos e máximos para o
rectângulo envolvente são parâmetros ajustáveis.
Todavia, esta abordagem apresenta uma falha que será discutida no capítulo seguinte.
a) b)
Figura 7 - Orifício que se pretende analisar. a) Vista em pormenor do orifício conforme. b)
Orifícios não conformes.

Capítulo 3 Metodologias Aplicadas
31
2.1.2. Abordagem pela transformada de Hough
O orifício em causa apresenta uma forma circular, como se pode observar na Figura 7.
A transformada de Hough possui a capacidade de identificar círculos em imagens.
Na Figura 8c) pode observar-se o diagrama do algoritmo implementado. A imagem do
componente é adquirida, havendo de seguida a possibilidade de um ajuste no brilho e no
contraste a fim de melhorar a detecção do círculo. Posteriormente é aplicada a
transformada de Hough, recorrendo à função cvHoughCircles da biblioteca de
processamento de imagem. Após a obtenção do centro e raio da circunferência, verifica-
se que este último está entre os limites pretendidos, em caso afirmativo analisa-se o
interior do orifício, caso contrário a inspecção é terminada.
O valor de ajuste do brilho e do contraste, assim como o raio de referência mínimo e
máximo, são parâmetros ajustáveis.
Esta abordagem apresenta também uma deficiência que será descrita no capítulo
seguinte.
2.1.3. Validação do orifício (aberto, parcialmente fechado e fechado)
Após a obtenção da área do orifício, independentemente da abordagem seguida, é criada
uma máscara circular com as dimensões do orifício. Os pixéis nessa área são
comparados com uma intensidade de referência e são contabilizados os que possuem
uma intensidade superior ao parâmetro de referência. Após esta contabilização, em
percentagem, o resultado é comparado com um valor de referência (próximo de 100%).
Se o resultado for inferior ao valor de referência, o orifício encontra-se aberto (0%) ou
parcialmente aberto, encontrando-se não conforme. O valor da intensidade de referência
máxima e mínima, assim como a percentagem de pixéis de referência são parâmetros
ajustáveis.
Na Figura 8b) pode observar-se o diagrama do algoritmo implementado, comum às duas
abordagens anteriormente citadas. No capítulo seguinte poder-se-á observar os
resultados obtidos com o referido algoritmo.

Capítulo 3 Metodologias Aplicadas
32
Figura 8 - Diagrama do algoritmo de detecção do defeito no orifício. a) Abordagem com rectângulo
envolvente. b) Análise dos pixéis no interior do orifício. c) Abordagem com a transformada de
Hough.
2.2. Roscas
O componente possui dois pernos. Para que estes se apresentem conformes deverão
possuir rosca. A abordagem seguida para a detecção da rosca baseia-se na avaliação das
transições nos pernos. O algoritmo implementado analisa o comportamento periódico
nos pernos, o qual se assemelha a um sinal triangular como se pode observar na Figura
9.
a) b) c)

Capítulo 3 Metodologias Aplicadas
33
A Figura 10 apresenta os pernos a inspeccionar, o componente da esquerda possui
roscas nos pernos, não apresentando defeito. O componente da direita apresenta um
perno sem rosca, o que significa uma não conformidade.
Na Figura 11 pode observar-se o diagrama do algoritmo implementado. A imagem do
componente é adquirida sendo de seguida efectuada uma binarização. Posteriormente é
aplicado um filtro morfológico (close), no sentido de eliminar ruído resultante da
binarização. De seguida são identificadas as posições de cada um dos pernos, e com a
informação obtida é aplicada a detecção de rosca. Este passo consiste na análise das
transições ocorridas ao longo de uma linha no perno, tendo esta a mesma orientação.
Para cada linha, é contabilizado o número de transições ocorridas ao longo da mesma.
As transições deverão ocorrer dentro de um intervalo de pixéis para que sejam contadas
como passo da rosca. A informação sobre o passo mínimo e passo máximo são
parâmetros que podem ser afinados. Para que uma linha seja considerada como
possuindo rosca é necessário que haja um número de transições válidas superior a um
valor de referência. Após a verificação da existência de rosca em todas as linhas que
compõem cada perno, é contabilizado o número de linhas em que se verifica a
a) b)
Figura 10 - Pernos a inspeccionar. a) Pernos sem defeito. b) Perno esquerdo sem rosca.
Figura 9 - Comportamento periódico da rosca ao longo de uma linha.
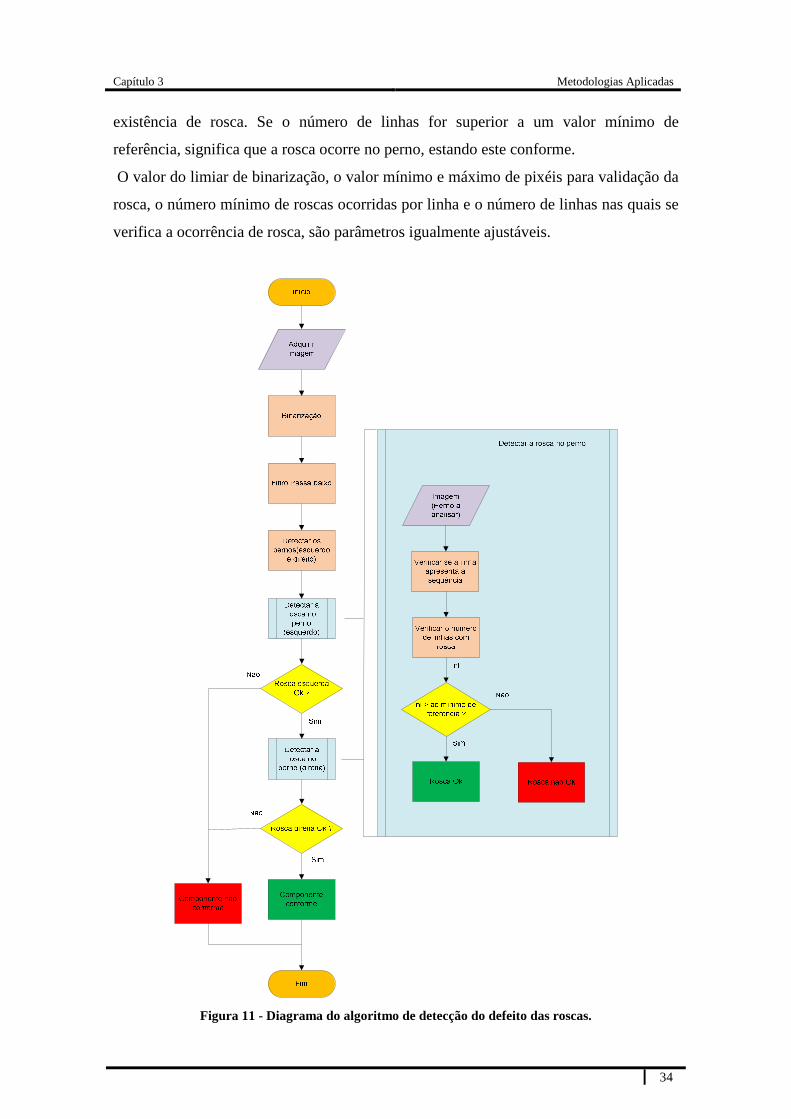
Capítulo 3 Metodologias Aplicadas
34
existência de rosca. Se o número de linhas for superior a um valor mínimo de
referência, significa que a rosca ocorre no perno, estando este conforme.
O valor do limiar de binarização, o valor mínimo e máximo de pixéis para validação da
rosca, o número mínimo de roscas ocorridas por linha e o número de linhas nas quais se
verifica a ocorrência de rosca, são parâmetros igualmente ajustáveis.
Figura 11 - Diagrama do algoritmo de detecção do defeito das roscas.

Capítulo 3 Metodologias Aplicadas
35
2.3. Rebarba
A abordagem seguida para a detecção da rebarba assenta no comportamento do
contorno externo do componente. Para que a abordagem seja exequível é necessário que
o componente se encontre alinhado com a horizontal, caso contrário os resultados
obtidos não serão verdadeiros. Trata-se de uma limitação do algoritmo, mas que é
superada pela inclusão de uma funcionalidade de correcção da orientação do
componente. Esta limitação poderá, ainda, ser evitada ao colocar o componente já
alinhado no processo.
Na Figura 12 pode observar-se em pormenor a rebarba no componente.
Devido às irregularidades geométricas do componente e para que o algoritmo funcione,
torna-se necessário a divisão do mesmo em diversos sectores. Após uma análise da
geometria do componente optou-se por dividi-lo em 20 partes. Apesar de à primeira
vista parecerem demasiadas divisões, este número deve-se, além da própria geometria
do componente, a uma optimização do algoritmo. Deste modo, é possível detectar
melhor a rebarba nos sectores que possuem curva. O algoritmo além de detectar a
presença de rebarba, indica a sua localização desde o início até ao fim.
Na Figura 13 pode observar-se o componente a) e o seu contorno externo dividido nos
referidos sectores b).
a)
b)
c)
Figura 12 - Defeito rebarba. a) Componente com rebarba; b) e c) rebarba vista em detalhe.

Capítulo 3 Metodologias Aplicadas
36
O algoritmo baseia-se na análise da variação do contorno externo do componente,
focando-se na variação da direcção ao percorrer em cada sector os pontos constituintes
do contorno. Para cada sector é previamente definido um quadrante. O conceito de
quadrante significa a direcção da variação entre dois pontos consecutivos do contorno.
Existem quatro quadrantes, o primeiro possui as direcções 0, 45º, 90º; o segundo possui
as direcções 90º, 135º, 180º; o terceiro possui as direcções 180º, 225º, 270º; e o quarto
as direcções 270º, 315º, 0º. Na Figura 14a) encontram-se representadas as direcções
possíveis para os quatro quadrantes.
Tomando como exemplo a Figura 14 (representativa do sector 1), as setas verdes
indicam as direcções nas quais não ocorre rebarba e as setas a vermelho indicam a
ocorrência de rebarba. Na mesma Figura, em b), pode observar-se mais em pormenor
parte do sector. Seguindo as setas, tem-se dois movimentos com direcção favorável
(quadrante 3) ao sector, seguido de um na direcção errada, significando que a direcção
do movimento ocorre noutro quadrante (quadrante 4). A ocorrência de movimento no
quadrante não esperado indica a presença de rebarba. É este o princípio básico do
algoritmo implementado.
Na Figura 15 pode observar-se o diagrama do algoritmo implementado. A imagem do
componente é adquirida, sendo de seguida efectuado o alinhamento do componente com
a horizontal. A detecção do ângulo da direcção é obtida através da função
cvMinAreaRect2, recorrendo à informação dos contornos externos. Esta função
encontra-se incluída na biblioteca de processamento de imagem. Após a informação da
orientação do componente, este é rodado no sentido inverso através da função
cvGetQuadrangleSubPix, para que fique alinhado com a horizontal. A função enunciada
recorre à interpolação bilinear e ainda a uma matriz de transformação para efectuar a
b) a)
Figura 13 - Sectores do componente. a) Componente. b) Divisão em sectores.

Capítulo 3 Metodologias Aplicadas
37
rotação. Após o componente estar alinhado com a horizontal é efectuada uma
binarização e um alisamento da imagem, de forma a atenuar ligeiramente as transições.
Posteriormente, é extraído novamente o contorno exterior do componente, agora
alinhado, e são efectuadas as divisões em sectores. A fase seguinte é a análise das
rebarbas. Nesta fase é percorrido o contorno em cada sector. Quando é detectado
movimento num quadrante diferente do esperado, os pixéis seguintes são analisados.
Caso estes possuam mais que um determinado número de pixéis no quadrante não
esperado, é considerada a existência de rebarba. Após a detecção, o algoritmo procura o
ponto onde a rebarba termina. O ponto terminal do defeito é o ponto que apresenta uma
das componentes semelhante ao ponto inicial; esta componente (horizontal ou vertical)
varia de acordo com o sector em questão.
A aplicação do método descrito para os sectores em curva falha num determinado tipo
de rebarba, por esse motivo a detecção da rebarba nestes sectores é tratada de um modo
diferente. É calculado o ponto central do sector incluído no contorno. A variação de
uma das componentes ocorre com maior frequência até ao meio da curva, mudando de
componente a variar com maior frequência para a outra metade. A variação da outra
componente é reduzida mas aumenta com a presença de rebarba. Após ser detectada, a
rebarba é “desenhada” desde o início até ao fim.
O valor do limiar de binarização, o alisamento horizontal e vertical, o número de pixéis
em avanço para os sectores rectos e curvos, e o número mínimo de pixéis para os
1
a) b)
2
4 3
Figura 14 - Exemplificação do algoritmo. a) Quadrantes, as setas verdes indicam as direcções
esperadas para o sector representado em b), as setas a vermelho indicam os quadrantes em que irá
ocorrer rebarba no sector. b) Sector 1, vista em pormenor no lado direito.

Capítulo 3 Metodologias Aplicadas
38
sectores rectos e curvos em que ocorre o quadrante não esperado ao longo dos pixéis em
avanço, são parâmetros ajustáveis.
Figura 15 - Diagrama do algoritmo de detecção de rebarba.

Capítulo 3 Metodologias Aplicadas
39
3. Conclusão
Neste capítulo foram descritos os métodos aplicados para a detecção dos defeitos.
No sentido de se obter uma imagem de qualidade superior, foi desenvolvido um sistema
laboratorial de aquisição. Para se alcançarem os melhores resultados, é desejável um
bom contraste entre o componente e o seu fundo; daí ter-se abordado a questão da cor
do fundo. O sistema de iluminação é extremamente importante num sistema de visão,
podendo evitar processamento desnecessário. Dada a constituição do material do
componente, o esquema de iluminação utilizado foi a iluminação frontal numa
configuração omnidireccional, obtendo-se assim uma luz difusa. Foram utilizadas ainda
quatro fontes diferentes de luz.
Ao nível da implementação computacional, descreveram-se os algoritmos efectuados,
com o objectivo de se detectarem os defeitos propostos. Estes foram acompanhados
com um diagrama do algoritmo, ilustrações do problema e uma explicação do mesmo
para cada tipo de defeito.
Para o defeito do orifício foram efectuadas duas abordagens diferentes, a primeira
baseada no rectângulo envolvente e a segunda baseada na transformada de Hough.
Ambas as abordagens apresentaram uma falha, embora de natureza diferente. No
capítulo seguinte será apresentada a solução que colmata ambas as falhas.
Para o defeito na rosca foi efectuada uma abordagem baseada nas transições ao longo de
uma linha do perno.
Para o defeito da rebarba a abordagem realizada assentou na variação da direcção ao
percorrer o contorno externo do componente, o que implicou a divisão do mesmo em
diversos sectores.

Capítulo
4 Análise e Discussão de Resultados
40
Este capítulo aborda todos os resultados obtidos com os métodos descritos no capítulo
anterior. É descrito ainda um método aplicado, cujo resultado não foi o melhor.
Os resultados obtidos com as diversas fontes de luz, assim como a cor do fundo e as
câmaras utilizadas são objecto de reflexão.
Para o defeito do orifício foram efectuadas duas abordagens diferentes, ambas
apresentaram uma falha, neste capítulo é descrita a solução encontrada no sentido da sua
resolução.
1. Sistema laboratorial de aquisição
Os resultados apresentados neste capítulo obtiveram-se a partir de um sistema
laboratorial de aquisição desenvolvido conforme o descrito no capítulo anterior.
Para o sucesso do sistema de aquisição concorreram diversos factores: a cor do fundo, a
iluminação e as câmaras.
Inicialmente foi utilizada a câmara Firewire DFX21F04 da ImagingSource, que
apresenta uma baixa resolução (640X480 pixéis), não possuindo as características
necessárias ao cumprimento dos requisitos propostos.
1.1. Fundo
A cor do fundo influencia, na imagem, o contraste entre o componente e a área
envolvente. A escolha de um fundo que proporcione um maior contraste resulta numa
melhor definição do componente na imagem.
A questão inicial foi a escolha da cor do fundo. Das alternativas testadas, fundo preto e
fundo branco, constatou-se que ambas apresentavam vantagens. O fundo preto apresenta
como vantagem uma melhor definição do orifício, mas uma péssima definição dos
limites do componente, penalizando assim a detecção de rebarba. O fundo branco tem
como vantagem uma boa definição dos limites do componente, favorecendo a detecção
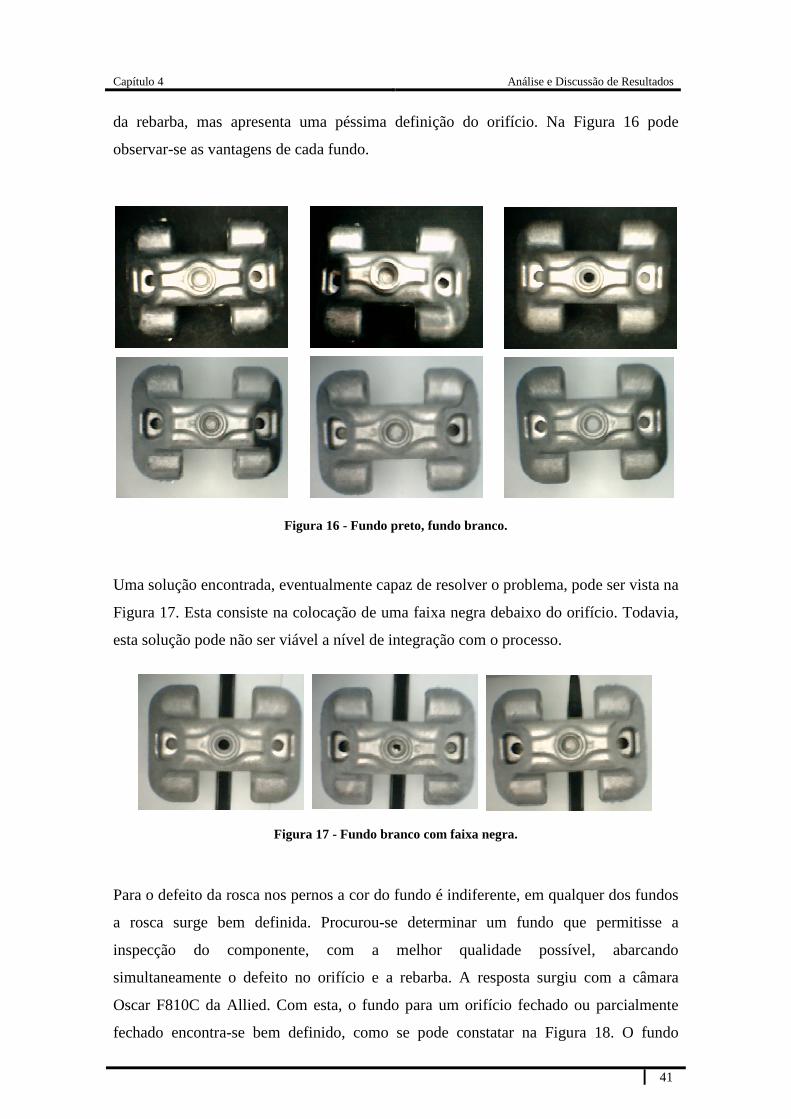
Capítulo 4 Análise e Discussão de Resultados
41
da rebarba, mas apresenta uma péssima definição do orifício. Na Figura 16 pode
observar-se as vantagens de cada fundo.
Uma solução encontrada, eventualmente capaz de resolver o problema, pode ser vista na
Figura 17. Esta consiste na colocação de uma faixa negra debaixo do orifício. Todavia,
esta solução pode não ser viável a nível de integração com o processo.
Para o defeito da rosca nos pernos a cor do fundo é indiferente, em qualquer dos fundos
a rosca surge bem definida. Procurou-se determinar um fundo que permitisse a
inspecção do componente, com a melhor qualidade possível, abarcando
simultaneamente o defeito no orifício e a rebarba. A resposta surgiu com a câmara
Oscar F810C da Allied. Com esta, o fundo para um orifício fechado ou parcialmente
fechado encontra-se bem definido, como se pode constatar na Figura 18. O fundo
Figura 16 - Fundo preto, fundo branco.
Figura 17 - Fundo branco com faixa negra.

Capítulo 4 Análise e Discussão de Resultados
42
branco na inspecção não constituiu um problema, revelou-se, antes, como aquele que
permite o melhor contraste entre o componente e o fundo, na detecção dos defeitos
propostos.
1.2. Sistema de iluminação
Foram testados quatro tipos de fonte de iluminação: lâmpada de incandescência,
lâmpada fluorescente circular, lâmpada fluorescente compacta (lâmpada
economizadora), e barras de LEDs.
Numa abordagem primária utilizou-se uma lâmpada de incandescência colocada por
cima do componente, contudo os resultados obtidos não foram satisfatórios. Com um
fundo branco não foi possível obter uma imagem branca do fundo. A oscilação da
iluminação, devido à rede eléctrica, era bem visível na imagem. As sombras, mesmo
com as paredes brancas, eram bastantes, o que resultava numa má definição da cor do
fundo.
A abordagem seguinte passou pela utilização de uma lâmpada fluorescente circular.
Com este tipo de lâmpada pretendia-se obter uma iluminação o mais uniforme possível.
Os resultados foram muito superiores aos anteriores mas a oscilação continuava
elevada. Persistiam as sombras, embora bastante inferiores em área. O fundo ainda não
se apresentava uniforme e branco, como pretendido. As imagens obtidas com este tipo
de iluminação foram adquiridas com a câmara DFX21F04, da ImagingSource,
apresentando uma menor qualidade. Na Figura 19 pode observar-se os resultados
alcançados com este tipo de iluminação.
Figura 18 - Fundo branco, orifício bem definido.

Capítulo 4 Análise e Discussão de Resultados
43
Posteriormente foram utilizadas lâmpadas fluorescentes compactas. A utilização desta
fonte, de acordo com a disposição apresentada na Figura 6 do capítulo três, permitiu
atingir bons resultados. As sombras reduziram-se substancialmente, assim como as
oscilações da luminosidade, além disso, o fundo branco apresenta-se com a cor
pretendida. Na Figura 20 pode observar-se as imagens obtidas com este tipo de
iluminação. As imagens foram adquiridas com a câmara Oscar F810C da Allied. Como
se pode constatar, independentemente de estas apresentarem uma distribuição bastante
mais uniforme, a definição é também superior.
A iluminação com LEDs, permitiu também atingir bons resultados. A luminosidade não
oscila e é uniforme. Este tipo de iluminação, como referido no capítulo dois, possui uma
durabilidade superior a qualquer das fontes utilizadas, bem como um consumo de
energia bastante mais reduzido, dissipando uma menor quantidade de calor. Os LEDs
possuem, ainda, a vantagem de poderem ser actuados apenas no momento da aquisição
da imagem, reflectindo-se também numa durabilidade superior. Por motivos diversos,
não foi possível utilizar a mesma caixa com este tipo de iluminação. Pode assumir-se
que, tanto a iluminação com as lâmpadas fluorescentes compactas, como a iluminação
com barras de LEDs, apresentam bons resultados. A distribuição da luminosidade é boa,
e não ocorrem oscilações para ambas as fontes. Sob o ponto de vista económico, a
última fonte, comparativamente às lâmpadas fluorescentes compactas, não é tão viável,
uma vez que as barras de LEDs apresentam um custo elevado. Tendo em conta que se
Figura 19 - Resultados obtidos com a lâmpada fluorescente circular.
Figura 20 - Resultados obtidos com as lâmpadas fluorescentes compactas.

Capítulo 4 Análise e Discussão de Resultados
44
alcançaram bons resultados com as lâmpadas fluorescentes compactas, a escolha poderá
recair nestas, sobretudo se o orçamento for um critério relevante.
1.3. Câmaras
Foram usadas duas câmaras diferentes. Numa fase inicial foi utilizada a câmara a cores
firewire DFX21F04 da ImagingSource, a qual possui um sensor de imagem CCD,
varrimento progressivo e uma resolução de 640x480 pixéis. Numa fase mais avançada
do trabalho foi utilizada a câmara Allied Oscar F810C a cores, com CCD, varrimento
progressivo, firewire e uma resolução de 3272x2469 pixéis.
A questão inicial consistiu em encontrar a posição, o número de câmaras e a resolução
necessária para o cumprimento dos objectivos.
Em relação ao posicionamento das câmaras, a solução encontrada passou pela instalação
de uma câmara colocada perpendicularmente aos pernos e outra colocada por cima do
componente. A primeira tem como finalidade a inspecção da rosca no perno, e a
segunda a detecção dos defeitos rebarba e orifício. No que concerne à resolução das
câmaras, e de acordo com os requisitos mínimos necessários, esta característica é mais
elevada para a inspecção da rebarba do que para os outros defeitos. A primeira câmara
utilizada não possui a resolução mínima que garanta uma precisão de décima de
milímetro, motivo pelo qual não pode ser utilizada na inspecção da rebarba. A segunda
câmara utilizada já possui a resolução necessária, como se pode constatar pela Equação
1, apresentada no capítulo anterior. Para uma precisão de uma décima de milímetro e
respeitando as condições mínimas do teorema da amostragem, tem-se como resolução
mínima 1600x1220 pixéis. A
Equação 2 mostra que utilizando a câmara Oscar F810C, e considerando que o
componente surge alinhado com a horizontal, para o caso menos favorável (horizontal)
tem-se 40,9 pixéis por milímetro (ppm). O que significa aproximadamente 4 pixéis por
décima de milímetro, sendo assim possível cumprir o critério mínimo do teorema da
amostragem, sobrando ainda alguma margem.
������� �!"#$
�3272
80' 40,9 ��� ; ���
+,�"�-#$�
2469
60' 41,1 ���
Equação 2 - Cálculo dos pixéis por milímetro utilizando a câmara Oscar F810C e considerando que
o componente surge alinhado com a horizontal.

Capítulo 4 Análise e Discussão de Resultados
45
Considerando que o componente pode surgir rodado até 45º (caso extremo), a Equação
3 mostra que é possível obter 24,9 ppm para o pior caso (vertical); o que significa
aproximadamente 2,4 pixéis por décima de milímetro, sendo ainda possível cumprir o
critério mínimo do teorema da amostragem.
������� �!"#$
�3272
.80 / 600 � cos.45º0' 33 ���
���+,�"�-#$
�2469
.60 / 800 � sin.45º0' 24,9 ���
Equação 3 - Cálculo dos pixéis por milímetro utilizando a câmara Oscar F810C e considerando que
o componente pode surgir rodado até 45º em relação à horizontal.
Analisando os pixéis por milímetro obtidos para os dois casos, pode concluir-se que
para o primeiro (componente alinhado com a horizontal) consegue-se atingir o número
máximo de pixéis por milímetro. Contudo, obriga a que o componente no processo surja
alinhado com a horizontal e com uma posição bem definida, não havendo espaço para
qualquer margem. No segundo caso, ao permitir-se que o componente surja com um
determinado ângulo desperdiça-se resolução, mas torna a solução mais prática sob o
ponto de vista industrial.
Tomando em consideração que no processo é possível garantir uma posição e orientação
em que o componente não ultrapassa uma margem de 10 milímetros, quer na horizontal,
quer na vertical, verifica-se, de acordo com a Equação 4, uma resolução de 35,2 ppm
(vertical), sendo ainda possível cumprir o critério mínimo do teorema da amostragem.
������� �!"#$
�3272
90' 36,3 ��� ; ���
+,�"�-#$�
2469
70' 35,2 ���
Equação 4 - Cálculo dos pixéis por milímetro utilizando a câmara Oscar F810C e considerando que
o componente não ultrapassa uma margem de 10 milímetros quer na horizontal, quer na vertical.
2. Defeitos
Nesta secção são apresentados os resultados obtidos na detecção de cada um dos
defeitos, sendo estes objecto de uma reflexão. Ao longo da secção é ainda introduzido
um método básico, que após a sua implementação se revelou inadequado ao

Capítulo 4 Análise e Discussão de Resultados
46
cumprimento dos objectivos propostos. São também apresentados os tempos de
inspecção para cada tipo de defeito, tempos estes obtidos recorrendo a um computador
com processador Intel® Celeron D 2,93MHz 1Gb de memória e o sistema operativo
Microsoft Windows XP Profissional SP2.
2.1. Orifício
Para a detecção deste defeito foram efectuadas duas abordagens distintas. A primeira
através do rectângulo envolvente e a segunda através da transformada de Hough. A
análise do orifício, em particular, é efectuada da mesma forma para as duas abordagens.
Na Figura 21 encontram-se duas vistas do software implementado, a do lado esquerdo
apresenta a parametrização para a abordagem através do rectângulo envolvente e a
segunda através da transformada de Hough.
Na Figura 22 pode observar-se o resultado das duas abordagens na detecção do defeito
em causa. Para a abordagem através do rectângulo envolvente - Figura 22a) - o valor do
parâmetro “percentagem min. pixéis” utilizado foi de 94%. Apesar do orifício se
a) b)
Figura 21 - Parametrização do software para o defeito no orifício. a) Através da abordagem pelo
rectângulo envolvente. b) Através da transformada de Hough.

Capítulo 4 Análise e Discussão de Resultados
47
encontrar completamente aberto, a sua detecção não se encontra totalmente correcta,
pois o centro apresenta-se ligeiramente deslocado.
Se o parâmetro “percentagem min. pixéis” for superior a 94,2%, o resultado obtido pela
abordagem do rectângulo envolvente indicará o componente sem defeito como não
conforme, tratando-se de um falso positivo. Como se pode observar, esta abordagem
apresenta uma debilidade associada ao facto do rectângulo envolvente ser obtido a partir
do tamanho máximo que o componente apresenta. Na presença de rebarba o tamanho do
rectângulo envolvente é influenciado, e quando esta apresenta uma dimensão
considerável, o centro do rectângulo desloca-se. O que significa que o seu centro passa a
não coincidir com o centro do componente, como se pode observar na Figura 23.
A detecção errada do orifício, com deslocamento, resulta numa análise errada dos
pixéis, pois passarão a ser contabilizados pixeis que não pertencem ao orifício.
a) b) c)
d) e) f)
Figura 22 - Resultados obtidos na detecção do defeito no orifício. a), b), c) Abordagem pelo
rectângulo envolvente. d), e) e f) Abordagem através da transformada de Hough. a) e d)
Componente conforme. b), c), e) e f) Componente não conforme.

Capítulo 4 Análise e Discussão de Resultados
48
Desta forma, não é possível apertar os critérios de validação dos pixéis que pertencem
ao fundo (aumentar o parâmetro “percentagem min. pixéis” para valores próximos de
100%), no sentido de se obterem resultados mais fidedignos. O estreitamento do
referido parâmetro, poderá resultar no aumento de ocorrências de falsos positivos.
Na Figura 24 pode observar-se o resultado final da inspecção de um orifício conforme,
através da abordagem do rectângulo envolvente. A detecção do orifício teve como
resultado um ligeiro deslocamento, o que significa que se o referido parâmetro for mais
apertado (próximo dos 100%) o componente apresentar-se-á como não conforme. Neste
caso, a inspecção com o parâmetro superior a 94,2% resulta num falso positivo e com
um parâmetro inferior tem como resultado a conformidade do componente.
O tempo de inspecção foi de aproximadamente 350 milissegundos (para imagens com
um resolução de 3272x2469 pixéis, nas condições inicialmente descritas). Se forem
efectuadas duas pirâmides, no sentido de se baixar a resolução da imagem, o tempo
reduz-se para 230 milissegundos. Na Tabela 1 pode observar-se os tempos obtidos para
as diferentes abordagens.
a) b)
Figura 23 - Detecção do orifício com deslocamento.
Figura 24 - Influência do parâmetro "percentagem min. pixéis" na presença de deslocamento. a)
Parâmetro superior a 94,2%. b) Parâmetro inferior a 94,2%.

Capítulo 4 Análise e Discussão de Resultados
49
A abordagem pela transformada de Hough também apresenta um problema. Em
determinadas situações apresenta falsos círculos, como se pode observar na Figura 25;
embora nesta figura a obtenção do círculo tenha sido propositada, aumentando o
parâmetro do raio máximo. A presença de determinados brilhos no componente pode
conduzir a esta falsa detecção de círculos pela transformada de Hough.
Um outro inconveniente reside no tempo de inspecção - este é de aproximadamente 8,9
segundos, para imagens com uma resolução de 3272x2469 pixéis nas condições
inicialmente descritas. Se forem efectuadas duas pirâmides inferiores o tempo de
inspecção reduz-se para 580 milissegundos. Na Tabela 1 pode observar-se os tempos
obtidos para as diferentes abordagens.
A solução encontrada para que a inspecção do orifício seja mais fidedigna, passa pela
combinação das duas abordagens. Primeiro é calculado o rectângulo envolvente, e
mediante a divisão do tamanho deste último por uma constante cria-se uma região de
interesse centrada no centro do rectângulo. Nesta região de interesse, com tamanho
superior ao orifício e consideravelmente inferior ao rectângulo envolvente, é aplicada a
transformada de Hough. Como se trata de uma área inferior, o procedimento está mais
imune à ocorrência de falsos círculos.
Na Figura 26 pode observar-se o diagrama do método aplicado na inspecção do defeito
no orifício, obtendo-se o melhor de cada uma das abordagens.
Figura 25 - Falsa detecção de círculo.

Capítulo 4 Análise e Discussão de Resultados
50
Figura 26 - Diagrama do algoritmo aplicado na detecção do defeito no orifício.
A Figura 27 evidencia os parâmetros necessários à detecção do orifício através deste
novo algoritmo. Os parâmetros, tal como o algoritmo, resultam da combinação das duas
abordagens anteriores. Os cinco primeiros parâmetros (a contar de cima) têm como
finalidade a parametrização do rectângulo envolvente, os seis seguintes têm como
objectivo a parametrização para a transformada de Hough e os últimos três têm como
intuito a parametrização da detecção dos pixéis na área do orifício.

Capítulo 4 Análise e Discussão de Resultados
51
Figura 27 - Parametrização do software para o defeito no orifício através da abordagem final.
A Figura 28 mostra os resultados obtidos com esta fusão. Como se pode constatar,
obtêm-se resultados mais reais, não havendo o problema de deslocamento do centro do
orifício na presença de rebarba com dimensões significativas.
Figura 28 - Resultados obtidos na detecção do defeito no orifício conjugando as duas abordagens.

Capítulo 4 Análise e Discussão de Resultados
52
O tempo de processamento é de aproximadamente 228 milissegundos, apresentando
sensivelmente o mesmo tempo de inspecção que a abordagem pelo rectângulo
envolvente, recorrendo ao uso de pirâmides inferiores.
A Tabela 1 apresenta os tempos resultantes da inspecção do orifício com as diferentes
abordagens.
Tabela 1 - Tempo de processamento para a inspecção do orifício
Tempos Rectângulo envolvente Transformada de Hough Combinação das duas
Sem Pirâmides 350 ms 8900 ms -
Com Pirâmides 230 ms 580 ms 228 ms
(resolução da imagem 3272x2469 pixéis)
Tempos Rectângulo envolvente Transformada de Hough Combinação das duas
Sem Pirâmides 38 ms 750 ms 49 ms
(resolução da imagem 1024x768 pixéis)
Da análise dos resultados obtidos, a abordagem mais correcta para este defeito é a que
resulta da combinação das outras duas. Esta junção é mais robusta, obtendo-se assim
resultados mais fidedignos. Além da vantagem citada, esta abordagem apresenta
também um tempo de processamento aceitável, sobretudo se comparado com a
abordagem pela transformada de Hough em exclusivo e sem recorrer às pirâmides. À
medida que a resolução da imagem aumenta, o tempo de processamento sobe, sobretudo
para as duas primeiras abordagens. Estas, com a resolução mais elevada, demoram
aproximadamente dez vezes mais, relativamente à resolução mais baixa testada. A
segunda abordagem demora sempre mais tempo, tal facto deve-se à complexidade
computacional que o algoritmo que implementa a transformada de Hough requer, assim
como a grande quantidade de memória alocada para o mesmo fim. Pode observar-se na
Tabela 2 a quantidade de memória alocada para cada abordagem com as duas
resoluções. Os valores foram obtidos a partir da variação da memória utilizada pelo
computador. Trata-se de uma análise grosseira, mas permite ter uma ideia da quantidade
de memória necessária. O motivo de se efectuarem testes com as imagens de resolução
mais elevada deve-se ao facto da imagem do defeito “orifício” ser comum à da rebarba,
requerendo esta última uma resolução considerável. Contudo, é possível adquirir com a
mesma câmara imagens com resoluções diferentes.

Capítulo 4 Análise e Discussão de Resultados
53
Tabela 2 - Memória alocada para as diversas abordagens na detecção do defeito no orifício
Memória Rectângulo envolvente Transformada de Hough Combinação das duas
1024x768 pixéis 9Megabyte 11Megabyte 5Megabyte
3272x2469 pixéis 149Megabyte 169Megabyte 43Megabyte
2.2. Roscas
O algoritmo implementado analisa o comportamento periódico nos pernos, ao longo de
uma linha. Tal comportamento assemelha-se a um sinal triangular, como se pode
observar na Figura 29. O gráfico apresentado resulta da transição dos pixéis (brancos
para pretos e vice-versa) ao longo de uma linha, sendo o eixo das ordenadas
representado pelo número de pixéis ocorrido em cada bloco (passo da rosca).
A Figura 30 evidencia os parâmetros necessários à detecção da rosca nos pernos. O
primeiro (a contar de cima) é relativo ao limiar de binarização. O seguinte tem como
função o ajuste da ordenada a partir da qual é considerado o início do perno, o algoritmo
calcula os pontos extremos horizontais e soma o parâmetro em causa. Os dois
parâmetros seguintes têm como finalidade a caracterização da rosca pretendida, e
referem-se ao passo da rosca (em pixéis). Os dois últimos parâmetros têm por objectivo
a validação da análise; o primeiro refere-se ao número mínimo de roscas encontradas ao
longo de uma linha vertical do perno e o segundo refere-se ao número mínimo de linhas
consideradas como contendo rosca.
Na Figura 31 pode observar-se os resultados obtidos na detecção da rosca nos pernos.
Os rectângulos a verde indicam que o perno está conforme e os rectângulos vermelhos
indicam que o perno não apresenta rosca. As imagens foram obtidas através da câmara
Oscar F810C da Allied, possuindo uma resolução de 1024x768 pixéis.
-10-505
101520253035
1 2 3 4 5 6 7 8 9 10 11 12
Figura 29 – Comportamento periódico da rosca ao longo de uma linha.

Capítulo 4 Análise e Discussão de Resultados
54
Figura 31 - Resultados obtidos na detecção do defeito nos pernos.
Analisando os resultados obtidos, o componente que não possui defeito nos dois pernos
apresenta 16 linhas no perno esquerdo e 17 linhas no perno direito, resultando numa
avaliação positiva da conformidade do componente. Para o componente que apresenta
defeito num dos pernos, são detectadas, no perno que possui rosca, 15 linhas com passo
de rosca, e zero linhas no perno defeituoso. No componente que não apresenta rosca nos
dois pernos são detectadas zero linhas.
Figura 30 - Parametrização do software para o defeito na rosca.
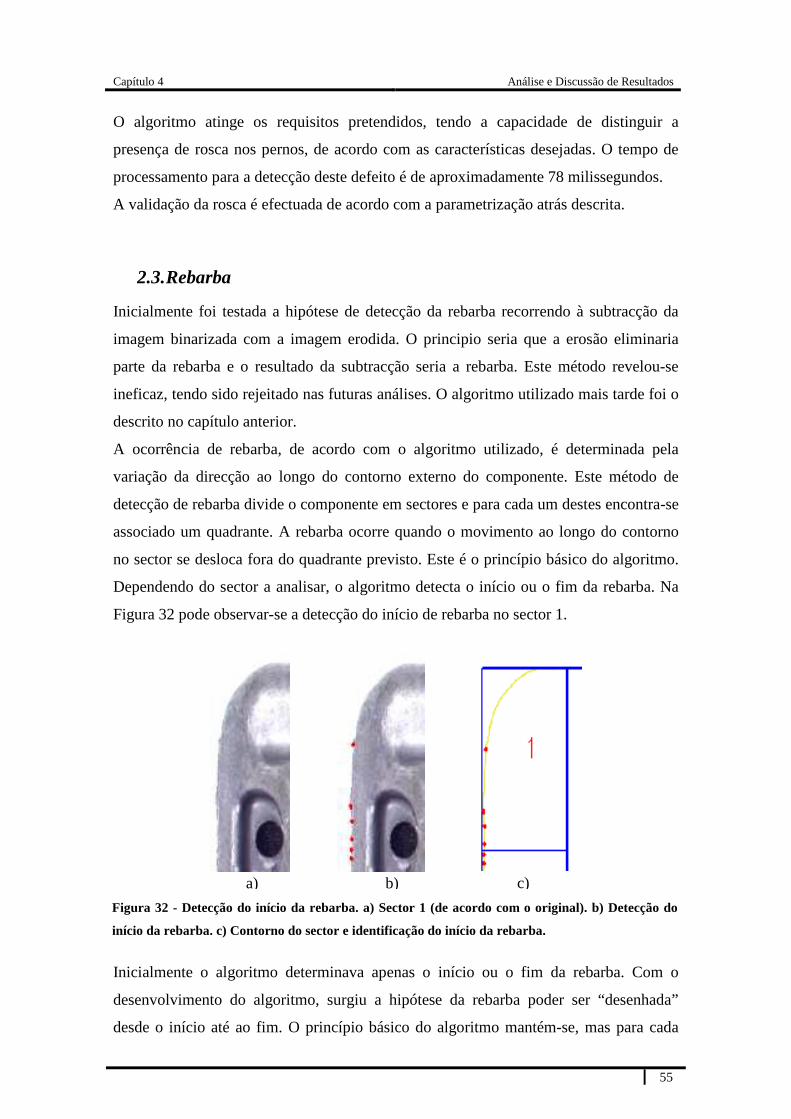
Capítulo 4 Análise e Discussão de Resultados
55
O algoritmo atinge os requisitos pretendidos, tendo a capacidade de distinguir a
presença de rosca nos pernos, de acordo com as características desejadas. O tempo de
processamento para a detecção deste defeito é de aproximadamente 78 milissegundos.
A validação da rosca é efectuada de acordo com a parametrização atrás descrita.
2.3. Rebarba
Inicialmente foi testada a hipótese de detecção da rebarba recorrendo à subtracção da
imagem binarizada com a imagem erodida. O principio seria que a erosão eliminaria
parte da rebarba e o resultado da subtracção seria a rebarba. Este método revelou-se
ineficaz, tendo sido rejeitado nas futuras análises. O algoritmo utilizado mais tarde foi o
descrito no capítulo anterior.
A ocorrência de rebarba, de acordo com o algoritmo utilizado, é determinada pela
variação da direcção ao longo do contorno externo do componente. Este método de
detecção de rebarba divide o componente em sectores e para cada um destes encontra-se
associado um quadrante. A rebarba ocorre quando o movimento ao longo do contorno
no sector se desloca fora do quadrante previsto. Este é o princípio básico do algoritmo.
Dependendo do sector a analisar, o algoritmo detecta o início ou o fim da rebarba. Na
Figura 32 pode observar-se a detecção do início de rebarba no sector 1.
Inicialmente o algoritmo determinava apenas o início ou o fim da rebarba. Com o
desenvolvimento do algoritmo, surgiu a hipótese da rebarba poder ser “desenhada”
desde o início até ao fim. O princípio básico do algoritmo mantém-se, mas para cada
a) b) c)
Figura 32 - Detecção do início da rebarba. a) Sector 1 (de acordo com o original). b) Detecção do
início da rebarba. c) Contorno do sector e identificação do início da rebarba.

Capítulo 4 Análise e Discussão de Resultados
56
sector existe associada a informação de “desenhar” a rebarba, para a frente (para os
sectores em que é detectado o início da rebarba), ou para trás (para os sectores em que é
detectado o fim da rebarba). Os sectores são também diferenciados por “Rectas
Horizontais”, “Rectas Verticais”, “Curva_1” e “Curva_2”, que se encontram igualmente
associados a cada sector. A diferenciação entre sectores com rectas verticais e
horizontais tem apenas como propósito a funcionalidade de desenho da rebarba, não
interferindo na detecção da mesma (inicio ou fim).
Para que o algoritmo funcione correctamente é necessário que o componente se
encontre alinhado com a horizontal. O método aplicado inclui a funcionalidade de
correcção do componente, alinhando-o com a horizontal. O resultado desta pode ser
visualizado na Figura 33.
A parametrização do algoritmo pode dividir-se em dois grupos, o primeiro encontra-se
relacionado com a preparação da imagem e o segundo com os critérios que permitem a
validação da rebarba. O primeiro grupo é constituído pelo parâmetro de afinação do
nível limiar de binarização, pelo ajuste do ângulo de compensação e pelo alisamento
(“smooth”) vertical e horizontal da imagem binarizada. Este último tem por objectivo
uma uniformização, para que não seja tão sensível a detecção de rebarba. O segundo
grupo é constituído pelo parâmetro “nº de pixéis em avanço” e pelo “nº mínimo de
pixéis”. Estes encontram-se em duplicado, para que seja possível haver critérios
a) b) Figura 33 - Resultado do alinhamento com a horizontal. a) Imagem original. b) Componente
alinhado com a horizontal.

Capítulo 4 Análise e Discussão de Resultados
57
diferentes nos sectores rectos e nos curvos, pois a natureza do algoritmo é diferente. Os
parâmetros necessários ao método aplicado encontram-se evidenciados na Figura 34.
Os resultados obtidos com o algoritmo implementado encontram-se nas ilustrações
seguintes. Para cada componente inspeccionado pode observar-se a respectiva imagem
binarizada e a imagem com a detecção da rebarba (a vermelho), sobreposta ao contorno
externo do componente (a azul).
Analisando a Figura 35, Figura 36 e Figura 37 pode observar-se para cada componente
os resultados obtidos na detecção da rebarba. O primeiro componente é o que apresenta
menos defeito, tendo o algoritmo assinalado três rebarbas. Os dois componentes
seguintes apresentam um número mais elevado de rebarbas, como se pode constatar na
Figura 36b) e Figura 37b).
Os resultados obtidos encontram-se muito dependentes do nível limiar de binarização, o
que limita a robustez do algoritmo. Para a obtenção dos melhores resultados é
fundamental que a iluminação seja o mais uniforme possível e o parâmetro limiar de
binarização esteja devidamente ajustado. A Figura 38 é um exemplo de uma má
binarização. O componente é o mesmo da Figura 35, com os mesmos parâmetros de
detecção, mas com um nível limiar de binarização inadequado, induzindo uma falsa
Figura 34 - Parametrização do software para o defeito na rebarba.

Capítulo 4 Análise e Discussão de Resultados
58
detecção de rebarba. A binarização efectuada com o nível ajustado e o seu resultado
encontram-se em miniatura.
Figura 35 - Resultados obtidos na detecção da rebarba no componente A. a) Imagem binarizada. b)
Detecção da rebarba.
a)
b)

Capítulo 4 Análise e Discussão de Resultados
59
Figura 36 - Resultados obtidos na detecção da rebarba no componente B. a) Imagem binarizada. b)
Detecção da rebarba.
a)
b)

Capítulo 4 Análise e Discussão de Resultados
60
Figura 37 - Resultados obtidos na detecção da rebarba no componente C. a) Imagem binarizada. b)
Detecção da rebarba.
a)
b)

Capítulo 4 Análise e Discussão de Resultados
61
a)
Figura 38 - Resultados obtidos na detecção da rebarba no componente A com um nível limiar de
binarização inadequado. a) Imagem binarizada com um nível inadequado. b) Imagem binarizada
com o nível adequado. c) Detecção da rebarba com um nível limiar de binarização inadequado. d)
Detecção da rebarba com um nível limiar de binarização adequado.
a)
c)
b)
d)
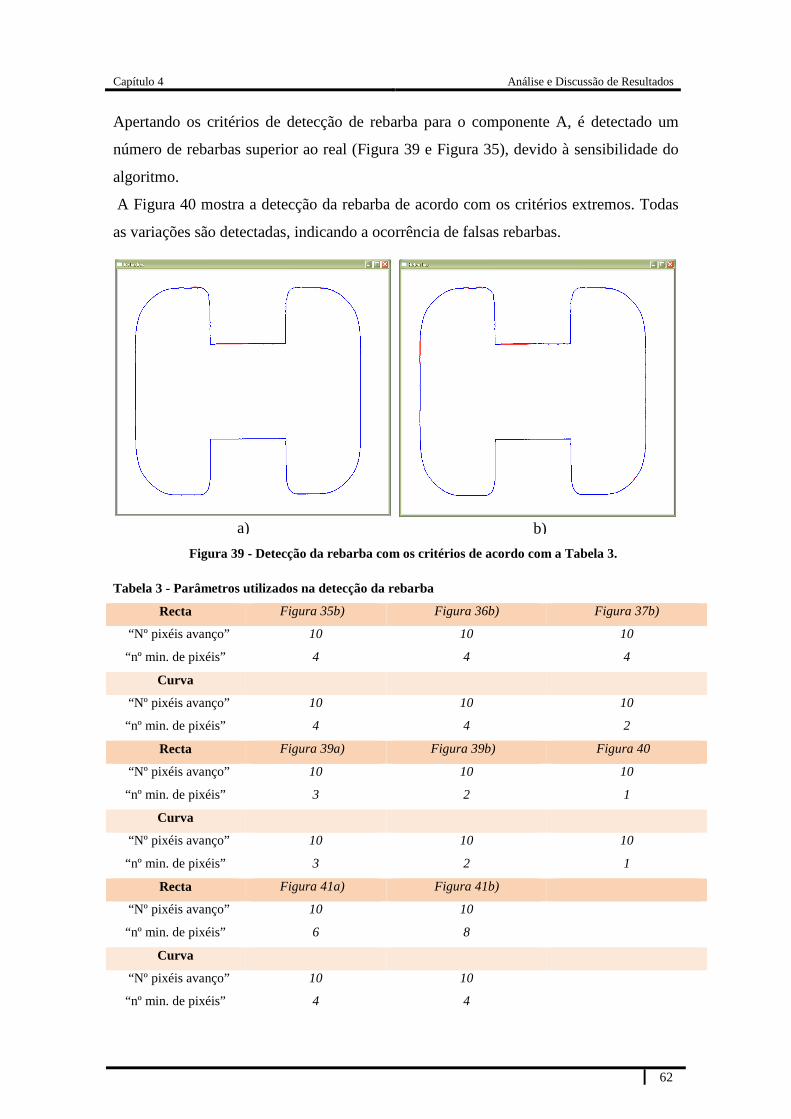
Capítulo 4 Análise e Discussão de Resultados
62
Apertando os critérios de detecção de rebarba para o componente A, é detectado um
número de rebarbas superior ao real (Figura 39 e Figura 35), devido à sensibilidade do
algoritmo.
A Figura 40 mostra a detecção da rebarba de acordo com os critérios extremos. Todas
as variações são detectadas, indicando a ocorrência de falsas rebarbas.
Tabela 3 - Parâmetros utilizados na detecção da rebarba
Recta Figura 35b) Figura 36b) Figura 37b)
“Nº pixéis avanço” 10 10 10
“nº min. de pixéis” 4 4 4
Curva
“Nº pixéis avanço” 10 10 10
“nº min. de pixéis” 4 4 2
Recta Figura 39a) Figura 39b) Figura 40
“Nº pixéis avanço” 10 10 10
“nº min. de pixéis” 3 2 1
Curva
“Nº pixéis avanço” 10 10 10
“nº min. de pixéis” 3 2 1
Recta Figura 41a) Figura 41b)
“Nº pixéis avanço” 10 10
“nº min. de pixéis” 6 8
Curva
“Nº pixéis avanço” 10 10
“nº min. de pixéis” 4 4
a) b)
Figura 39 - Detecção da rebarba com os critérios de acordo com a Tabela 3.

Capítulo 4 Análise e Discussão de Resultados
63
Figura 40 - Detecção da rebarba no componente A, com os critérios extremos.
O motivo de se ter optado pelo componente A, para a análise da detecção de rebarba
com os critérios de detecção mais apertados, deve-se ao facto deste ser o que menos
rebarba apresenta.
Alargando os critérios de detecção de rebarba, pode observar-se ainda, para o
componente A (Figura 41a), que a rebarba superior direita deixa de ser detectada e
aumentando mais o critério do número mínimo de pixéis (Figura 41b)) o algoritmo não
detecta qualquer rebarba. Para os restantes componentes, facilmente serão detectados
rebarbas.
À medida que o critério “nº mínimo de pixéis” se torna mais elevado (Tabela 4), para o
componente B (Figura 42), pode constatar-se que a detecção da rebarba deixa de se
verificar nalguns pontos.
Relativamente ao componente C, com o aumento do critério do número mínimo de
pixéis, para um valor máximo igual ao parâmetro “nº de pixéis em avanço”, são
detectadas apenas duas rebarbas (Figura 43b)).

Capítulo 4 Análise e Discussão de Resultados
64
a) b)
a) b)
a) b)
Figura 41- Detecção da rebarba para o componente A com critérios alargados, de acordo
com a Tabela 3.
Figura 42 - Detecção da rebarba para o componente B com critérios alargados, de acordo
com a Tabela 4.
Figura 43 Detecção da rebarba para o componente C com critérios alargados, de acordo
com a Tabela 4.
a) b)

Capítulo 4 Análise e Discussão de Resultados
65
Tabela 4 - Parâmetros utilizados na detecção da rebarba
Recta Figura 42a) Figura 42b)
“Nº pixéis avanço” 10 10
“nº min. de pixéis” 6 10
Curva
“Nº pixéis avanço” 10 10
“nº min. de pixéis” 4 4
Recta Figura 43a) Figura 43b)
“Nº pixéis avanço” 10 10
“nº min. de pixéis” 6 10
Curva
“Nº pixéis avanço” 10 10
“nº min. de pixéis” 4 6
Em relação à funcionalidade de alinhamento com a horizontal, pode observar-se na
Figura 44 que um alinhamento não horizontal conduz à não detecção da rebarba. A
detecção do lado esquerdo encontra-se correcta, pois o componente está alinhado com a
horizontal. Já o componente da direita apresenta uma inclinação, o que levou à não
detecção de uma rebarba no lado superior esquerdo e outra no lado superior direito.
Como se pode constatar, o alinhamento é fundamental para o sucesso do algoritmo.
A detecção do ângulo do componente com a horizontal, por vezes é imprecisa,
resultando num alinhamento incorrecto (Figura 45b)). Como se pode notar, existem
a) b) Figura 44 - Influência do alinhamento horizontal. a) Componente alinhado com a horizontal. b)
Componente com um desvio em relação à horizontal.

Capítulo 4 Análise e Discussão de Resultados
66
ligeiras diferenças nos resultados da detecção da rebarba. Estas, para os casos
estudados, não influenciaram significativamente os resultados.
A robustez do algoritmo é um pouco limitada pelo nível de limiar de binarização, o que
pode introduzir uma falsa detecção de rebarbas. O reduzido número de amostras não
permite uma análise de resultados mais realista, embora esta seja uma limitação comum
aquando do desenvolvimento primário de soluções de visão artificial na detecção de
defeitos. A solução é testada para um número reduzido de amostras e posteriormente é
integrada na produção para testes.
A funcionalidade de alinhamento com a horizontal apresenta por vezes algumas
imprecisões, que podem levar a uma falsa detecção das rebarbas. O algoritmo de
a) b)
c) Figura 45 - Alinhamento do componente com a horizontal. a) Componente desalinhado. b) Falha
no alinhamento. c) Alinhamento correcto.
Capítulo 4 Análise e Discussão de Resultados
67
detecção de rebarba, num trabalho futuro, necessita de alguns ajustes para que se torne
mais eficaz.
Em relação ao tempo de inspecção, o algoritmo demora cerca de 1500 milissegundos a
detectar este tipo de defeito.
3. Conclusão
Neste capítulo foram abordados e analisados os resultados obtidos.
Após um estudo da cor do fundo, chegou-se à conclusão que o fundo branco permite
obter os melhores resultados, sobretudo a nível da detecção da rebarba. Um fundo de
cor branca possibilita um melhor contraste com o componente.
Foram testadas diversas fontes de iluminação, sendo que a iluminação por lâmpadas
fluorescentes compactas e a iluminação por barras de LEDs permitiram obter bons
resultados. Apesar da iluminação por LEDs apresentar algumas vantagens relativamente
às lâmpadas fluorescentes compactas, os resultados obtidos com estas últimas foram
igualmente bons, e dado que o seu custo é substancialmente mais reduzido, a escolha
recai neste tipo de iluminação, sobretudo se o orçamento for uma questão importante.
Relativamente às câmaras, foram utilizadas duas, embora apenas uma delas cumpra a
resolução mínima necessária. Admitindo uma precisão de décima de milímetro e
respeitando as condições mínimas do teorema da amostragem, tem-se como resolução
mínima 1600x1220 pixéis. A câmara Oscar F810C apresenta uma resolução
aproximadamente duas vezes superior ao mínimo (admitindo o componente
perfeitamente alinhado com a horizontal). Considerando como caso extremo a situação
do componente surgir com um ângulo de 45º, obtém-se aproximadamente 2,4 pixéis por
décima de milímetro.
Os algoritmos desenvolvidos cumprem o seu objectivo. Foram analisadas diversas
situações para cada um deles. O reduzido número de amostras impossibilita uma análise
de resultados mais realista, embora esta seja uma limitação comum aquando do
desenvolvimento primário de soluções de visão artificial na detecção de defeitos. A
solução é testada para um número reduzido de amostras e ulteriormente é integrado na
produção para testes.
Capítulo 4 Análise e Discussão de Resultados
68
Na detecção do defeito no orifício efectuaram-se duas abordagens distintas. A primeira
baseia-se no centro do rectângulo envolvente e a segunda assenta na detecção da
circunferência (que coincide com o orifício) através da transformada de Hough. Na
primeira abordagem o centro do rectângulo envolvente é bastante influenciado pela
ocorrência de rebarbas de dimensões consideráveis, o que representa um problema. O
componente apresenta reflexões especulares quando em presença de uma fonte de luz,
que podem conduzir a uma falsa detecção de círculos por parte da transformada. A
solução final passou por uma combinação das duas abordagens iniciais, resultando
numa detecção mais robusta e rápida. O tempo de detecção é de aproximadamente 228
milissegundos.
O algoritmo implementado para a detecção de roscas nos pernos analisa o
comportamento periódico destes ao longo de uma linha. São avaliadas as transições dos
pixéis (brancos para pretos e vice-versa) ao longo das várias linhas verticais que
compõem o perno. O algoritmo atinge os requisitos pretendidos, tendo a capacidade de
distinguir a presença de rosca nos pernos, de acordo com as características desejadas. O
tempo de processamento para a detecção deste defeito é de aproximadamente 78
milissegundos.
O princípio básico do algoritmo de detecção de rebarba consiste na análise da variação
da direcção ao longo do contorno externo do componente. Para que seja possível aplicar
este algoritmo é necessário dividir o componente em sectores. Para cada sector
encontra-se associado um quadrante. A rebarba ocorre quando o movimento, ao longo
do contorno no sector, tem lugar fora do quadrante previsto. Para que o algoritmo
funcione correctamente é necessário que o componente se encontre alinhado com a
horizontal. O método aplicado inclui a funcionalidade de correcção do componente,
alinhando-o com a horizontal. Os resultados obtidos encontram-se muito dependentes
do nível limiar de binarização, o que limita a robustez do algoritmo, podendo introduzir
uma falsa detecção de rebarba. Para a obtenção dos melhores resultados é fundamental
que a iluminação seja o mais uniforme possível e o parâmetro limiar de binarização
esteja devidamente ajustado. A detecção do ângulo do componente com a horizontal é
por vezes imprecisa, resultando num alinhamento incorrecto do componente e podendo
assim induzir a detecção de uma falsa rebarba. O algoritmo de detecção de rebarba, num
trabalho futuro, necessita de alguns ajustes para se tornar mais eficaz. O tempo de
inspecção necessário é de aproximadamente 1500 milissegundos.

Capítulo
5 Conclusões
69
1. Conclusões
Na presente tese é abordado o tema da inspecção visual automática como meio de
garantir o controlo de qualidade. A inspecção, de um modo geral, e sobretudo a
inspecção visual automática foram aqui focadas. Enunciam-se alguns exemplos de
aplicações de sistemas de visão na indústria, assim como os seus constituintes. Existe
lugar ainda para uma abordagem básica sobre a visão artificial, câmaras, sistemas de
iluminação e processamento de imagem. Tudo isto sob um pano de fundo teórico.
Sob um ponto de vista mais prático, foram analisadas as mais diversas questões surgidas
ao longo da implementação. A existência de um bom sistema de iluminação é
fundamental para o sucesso de um sistema de visão. Um contraste bem definido pode
eliminar a necessidade de algoritmos extremamente rebuscados, os quais, dependendo
da qualidade da imagem, poderão ser mesmo impossíveis de concretizar. No caso do
componente a analisar, o fundo branco revelou um contraste superior. Foi desenvolvido
um protótipo laboratorial de aquisição, composto por quatro lâmpadas fluorescentes e
paredes brancas, para que a iluminação se distribua mais uniformemente. O motivo
desta distribuição uniforme reside no facto do componente ser constituído por uma liga
metálica, a qual apresenta uma reflexão especular elevada. Testaram-se ainda diversas
fontes de iluminação. As que mais se adequaram ao cumprimento dos objectivos foram
as lâmpadas fluorescentes compactas e as barras de LEDs. Estas últimas apresentam
diversas vantagens a nível técnico (menor consumo, menor dissipação de calor, maior
durabilidade, possibilidade de utilizar apenas no momento da aquisição) mas têm como
grande óbice o seu custo. As lâmpadas fluorescentes compactas, cumprem os objectivos
propostos, igualmente com bons resultados, pelo que atendendo ao factor económico, a
escolha deverá recair sobre estas.
A câmara utilizada (Oscar F810C) cumpre as especificações desejadas, embora a
informação de cor não seja relevante para a solução implementada. Esta câmara
apresenta uma resolução aproximadamente duas vezes superior ao mínimo (admitindo o
componente perfeitamente alinhado com a horizontal). Considerando como caso

Capítulo 5 Conclusões
70
extremo a situação do componente surgir com um ângulo de 45º, obtém-se
aproximadamente 2,4 pixéis por décima de milímetro, encontrando-se assim com uma
resolução ligeiramente acima do necessário (considerando o teorema da amostragem).
Ao nível da implementação computacional, foram descritos os algoritmos efectuados no
sentido de se detectarem os defeitos propostos. Estes cumprem o seu objectivo.
Procedeu-se à análise de diversas situações para cada um deles. O reduzido número de
amostras impede uma análise de resultados mais realista, embora esta seja uma
limitação comum aquando do desenvolvimento primário de soluções de visão artificial
na detecção de defeitos. A solução é testada para um número reduzido de amostras e
posteriormente é integrado na produção para testes.
Efectuaram-se duas abordagens distintas para a determinação do defeito no orifício,
ambas apresentam problemas, embora de natureza diferente. A primeira abordagem
baseia-se no centro do rectângulo envolvente, sendo sensível às rebarbas de dimensão
considerável, pois o centro do rectângulo é influenciado por estas. A segunda
abordagem é efectuada através da transformada de Hough. O facto de o componente
apresentar reflexões especulares, quando em presença de uma fonte de luz, pode
conduzir a uma falsa detecção de círculos. A solução final passou por uma combinação
das duas abordagens iniciais, resultando numa detecção mais robusta e rápida. O tempo
de detecção é de aproximadamente 228 milissegundos.
O algoritmo de detecção do defeito das roscas nos pernos atinge os requisitos
pretendidos, tendo a capacidade de distinguir a presença de rosca nos pernos, de acordo
com as características desejadas. Este analisa o comportamento periódico nos pernos ao
longo de uma linha, avaliando as transições dos pixéis (brancos para pretos e vice-versa)
ao longo das várias linhas verticais que compõem o perno. O tempo de processamento
para a detecção deste defeito é de aproximadamente 78 milissegundos.
A abordagem utilizada na detecção de rebarba consiste na análise da variação da
direcção ao longo do contorno externo do componente. Para que esta abordagem seja
possível é necessário dividir o componente em sectores. A cada sector está associado
um quadrante. A rebarba ocorre quando se regista movimento fora do quadrante
previsto para o sector em questão. Para que o algoritmo funcione correctamente é
necessário que o componente se encontre alinhado com a horizontal. O método aplicado
inclui a funcionalidade de correcção do componente, alinhando-o com a horizontal. A
robustez do algoritmo é limitada pelo nível limiar de binarização, podendo este
introduzir uma falsa detecção de rebarba. Para a obtenção dos melhores resultados é

Capítulo 5 Conclusões
71
fundamental que a iluminação seja o mais uniforme possível e o parâmetro limiar de
binarização esteja devidamente ajustado. A detecção do ângulo do componente com a
horizontal, por vezes é imprecisa, resultando assim num alinhamento incorrecto do
componente, o que pode induzir a detecção de uma falsa rebarba. O algoritmo de
detecção de rebarba, assim como o método de detecção do ângulo num trabalho futuro,
necessitam de alguns ajustes, para que se tornem mais eficazes. O tempo de inspecção
necessário é de aproximadamente 1500 milissegundos.
O trabalho desenvolvido cumpre os objectivos inicialmente propostos. A detecção de
cada um dos defeitos funcionou correctamente. Os algoritmos possuem um elevado
grau de flexibilidade, podendo ser ajustados os mais diversos parâmetros associados a
cada um deles. No que concerne ao tempo de processamento, é possível reduzi-lo,
optimizando ainda mais o código e aproveitando sinergias entre as diferentes detecções,
mais concretamente a detecção dos defeitos no orifício e a rebarba.
Os testes realizados no protótipo laboratorial indiciam uma perspectiva promissora, no
sentido da sua implementação na indústria, não dispensando claro está, alguns ajustes,
assim como mais testes com diferentes amostras.
Deste trabalho resultou um artigo publicado na conferência IEEE International
Symposium on Industrial Electronics 2008 (ISIE08) com o título “Detection of Defects
in Automotive Metal Components Through Computer Vision”.
Referências
72
Bibliografia
[1]. Awcock, G. W. and Thomas, R. Applied Image Processing. s.l. : The MacMillan
Press LTD, 1996.
[2]. A survey of inspection strategy and sensor distribution studies in discrete-part
manufacturing processes. Sampatraj S. Mandroli, Abhishek K. Shivastava, Yu
Ding. s.l. : IIE Transactions (2006), 2006. Vol. 38, pp. 309–328.
[3]. Mehta, Pradip V. An Introduction To Quality Control For The Apparel Industry.
s.l. : ASQC Quality Press, 1992.
[4]. Newman, Timothy S. and Jain, Anil K. A survey of automated visual inspection.
Computer Vision andImage Understanding. March 1995, Vol. 61, pp. 231-262.
[5]. Sylla, Cheickna. Experimental investigation of human and machine-vision
arrangements in inspection tasks. Control Engineering Practice. March, 2002, Vol. 10,
pp. 347–361.
[6]. Malamas, Elias N., et al. A SURVEY ON INDUSTRIAL VISION SYSTEMS,
APPLICATIONS AND TOOLS. Image and Vision Computing. 2, 2003, Vol. 21, pp.
171–188.
[7]. Vernon, David. Machine Vision, Automated Visual Inspection and Robot Vision.
s.l. : Prentice Hall, 1991.
[8]. Development of Inspection Robot for Nuclear Power Plant. Yamamoto, Shinji.
1992.
[9]. Connolly, Christine. Machine vision developments. Sensor Review. 4, 2006, Vol.
26, pp. 277–282.
[10]. Batchelor, Bruce G. and Whelan, Paul F. Intelligent Vision Systems for
Industry. 2002. http://elm.eeng.dcu.ie/~whelanp/ivsi/.
[11]. Schwarzkopf, Patrick. Machine Vision Market Europe Results 2006. [Online]
2007. [Cited: 12 1, 2007.] http://emva.org.
[12]. Definição do OpenCV na enciclopédia online Wikipedia.
http://pt.wikipedia.org/wiki/Opencv. [Online] [Cited: 6 22, 2008.]

Referências
73
[13]. Tsai, DM and Lu, WJ. Detecting and locating burrs of industrial parts.
International Journal of Production Research. 11, 1996, Vol. Vol. 34, pp. 3187-3205.
[14]. Mitra, Amitava. Fundamentals Of Quality Control An Improvement. Second
Editon. s.l. : Prentice Hall, 1998.
[15]. Chandra, M. Jeya. Statistical Quality Control. s.l. : CRC Press, 2001.
[16]. Ishikawa, Kaoru. Introduction to Quality Control. s.l. : 3ª Corporation, 1990.
[17]. Caplen, Rowland. A Practical Approach To Quality Control. 5º Edition. s.l. :
Business Books, 1988.
[18]. Pyzdek, Thomas. What Every Engineer Should Know About Quality Control. s.l. :
Marcel Dekker Inc, 1989.
[19]. Mizuno, Shigeru. Company – Wide Total Quality Control. s.l. : Asien
Productivity Organization, 1988.
[20]. Kroemer, K. H. E. and Grandjean, E. Fitting the Task to the Human - A
Textbook of Occupational Ergonomics. s.l. : Taylor & Francis, 1997. 0-7484-0665-4.
[21]. Chou, Paul B., et al. Automatic defect classification for semiconductor
manufacturing. Machine Vision and Applications. 4, 1997, Vol. 9, pp. 201–214.
[22]. NEWMAN, TIMOTHY S. and JAIN, ANIL K. A SYSTEM FOR 3D CAD-
BASED INSPECTION USING RANGE IMAGES. Pattern Recognition. 10, 1995, Vol.
28, pp. 1555-1574.
[23]. Marshall, A. D. and Martin, R. R. Computer Vision Models and Inspection. s.l. :
World Scientific Publishing Co, 1992.
[24]. Chan, J. P. and Palmer, G. S. MACHINE VISION - APPLICATlONS IN
INDUSTRY. [ed.] The Institution of Electrical Engineers (IEE). 1995.
[25]. Harms, Toni M. MACHINE VISION: WHAT CAN IT DO FOR YOU. 1992.
[26]. Nalwa, Vishvjit S. A Guied Tour of Computer Vision. s.l. : Addison-Wesley
Publishing Company, 1993.
[27]. Barkman, William E. In-Process Quality Control For Manufacturing. s.l. :
Marcel Dekker INC, 1989.
[28]. Katafuchi, Norifum, et al. A method for inspecting industrial parts surfaces
based on an optics mode. Machine Vision and Applications. 2000, Vol. 12, pp. 170–
176.
[29]. Meum, Erik. Development of Burr Measurement System. Laboratory for
Manufacturing Automation. [Online] [Cited: 11 2, 2007.]
http://lma.berkeley.edu/research/2000/2000_Meum_1/index.html.

Referências
74
[30]. Benati, F., et al. A robot-based burr measurement system for the automotive
industry. IEEE, 1999, pp. 1740-1744.
[31]. Total quality control for automotive raw foundry brake disks. Lerones, P.M., et
al. s.l. : Springer-Verlag London Limited, 2005. pp. 359–371.
[32]. Automated Visual Inspection to assembly of Frontal Airbag Sensors of
Automobiles. Fernández, Javier, Benchetrit, David and Gachet, Diego. Antibes-Juan
les Pins, France : IEEE, 2001. Emerging Technologies and Factory Automation. Vol. 2,
pp. 631-634.
[33]. Davies, Er. Machine Vision, Theory, Algorithms, Practicalities. s.l. : Academic
Press, 1990. ISBN 0-12-206090-3.
[34]. Where IS the Intelligence in Machine Vision? Awcock, Graeme. Brighton,UK :
IEEE, 2000. Fourth International Conference on knowledge-Based Intelligent
Engineering Systems &Allied Technologies. pp. 25-32.
[35]. Thomas, A.D.H., et al. Real-Time Industrial Visual Inspection – A Review. Real-
Time Imaging. Academic Press Limited, 1995, Vol. 1, pp. 139-158.
[36]. Gunasekaran, Sundaram. Review Computer vision technology for food quality
assurance. Trends in Food Science & Technology. 8 1996, Vol. 7, pp. 245-256.
[37]. FUNDAMENTALS OF MACHINE VISION LIGHTING. Alltrista Corporation -
Amir Novini. 1985. Vision 86.
[38]. OREN, MICHAEL and NAYAR, SHREE K. A Theory of Specular Surface
Geometry, , 24(2), (1996),. International Journal of Computer Vision. Kluwer
Academic Publishers., 1996, Vol. 24, pp. 105–124 .
[39]. Pham, D.T., Jennings, N.R. and Ross, I. INTELLIGENT VISUAL
INSPECTION OF VALVE-STEM SEALS. Control Eng. Practice. No. 9, 1995, Vol.
Vol. 3, pp. 1237-1245.
[40]. Seulin, R, Merienne, F. and Gorria, P. Dynamic lighting system for specular
surface inspection. [Online] [Cited: 06 28, 2008.] http://vision.u-
bourgogne.fr/Le2i/user_data/publications/seu01a.pdf.
[41]. Shortis, Mark and Beyer, Horst. Chapter 5 : Sensor Technology for Digital
Photogrammetry and Machine Vision. Mark Shorti's Homepage. [Online] [Cited: 06 28,
2008.] http://www.geomsoft.com/markss/papers/Shortis_Beyer_Ch5.pdf.
[42]. CCD vs. CMOS:Facts and Fiction. Litwiller, Dave. s.l. : Laurin Publishing Co.
Inc., January 2001, PHOTONICS SPECTRA,.
Referências
75
[43]. CMOS Image Sensors. Gamal, Abbas El and Eltoukhy, Helmy. MAY/JUNE
205, IEEE CIRCUITS & DEVICES MAGAZINE, pp. 6-20.
[44]. Theuwissen, Albert. CMOS Image Sensors : State-Of-The-Art and Future
Perspectives. IEEE, 2007, pp. 21-27.
[45]. Machine Vision Online. Glossary of Machine Vision Terms. Machine Vision
Online. [Online] [Cited: 07 21, 2008.]
http://www.machinevisiononline.org/public/articles/articlesdetails.cfm?id=127.
[46]. Baxes, Gregory A. Digital Image Processing. s.l. : John Wiley & Sons, Inc, 1994.
[47]. Zhang, Yu-Jin. An Overview of Image and Video Segmentation in the Last 40
Years. s.l. : IRM Press, 2006.
[48]. Russ, John C. The Image Processing – Handbook. Third Edition. s.l. : CRC Press
LLC, 1999.
[49]. Phillips, Dwayne. Image Processing in C. Second Edition. s.l. : R & D
Publications, 1994. ISBN 0-13-104548-2.
[50]. Hussain, Zahid. Digital Image Processing – Practical Applications of Parallel
Processing Techniques. s.l. : E. Horwood, 1991.
[51]. Suetens, Paul, Fua, Pascal and Hanson, Andrew J. Computational Strategies for
Object Recognition. ACM Computing Surveys . 1, March 1992, Vol. 24.
[52]. Jiménez, A.R., Ceres, R. and Pons, J.L. A Survey of Computer Vision Methods
for Locating Fruit on Trees. Transaction of the ASAE. 6, 2000, Vol. 43, pp. 1911-1920.
[53]. Derganc, Joze, Likar, Bos tjan and Pernus, Franjo. A machine vision system
for measuring the eccentricity of bearings. Computers in Industry. Elsevier Science
B.V, 2003, Vol. 50, pp. 103–111.
[54]. Fault detection and localization in empty water bottles through machine vision.
Shafait, Faisal, Imran, Syed Muhammad and Klette, Sven. 2004. IEEE International
Conference on ETechnology - E Tech 2004. pp. 30-34. 0-7803-8655-8.
[55]. Chibesakunda, Emanuel S. Parametric Cost Model for Deburring Processes.
Laboratory for Manufacturing Automation. [Online] [Cited: 11 2, 2007.]
http://lma.berkeley.edu/research/2000/2000_Chibesakunda_1/index.html.

Referências
76
Internet:
Dicionário online de visão por computador e processamento de imagem
http://homepages.inf.ed.ac.uk/rbf/CVDICT/
Glossário sobre máquinas de visão
http://bruce.cs.cf.ac.uk/bruce/LVM/Glossary/Glossary.htm
http://www.machinevisiononline.org/public/articles/articlesdetails.cfm?id=127
Glossário de termos aplicados na indústria
http://logmgt.nkmu.edu.tw/news/articles/Glossary%20of%20Industry%20Terms.pdf
Glossário sobre óptica
http://www.edmundoptics.com/TechSupport/DisplayArticle.cfm?articleid=297
OpenCV
http://opencvlibrary.sourceforge.net/CvReference
http://www.lamce.ufrj.br/grva/data/realidade_aumentada/opencv/OpenCVReferenceMa
nual.pdf
http://pt.wikipedia.org/wiki/Opencv
Computer Vision Source Code
http://www.cs.cmu.edu/~cil/txtv-source.html
Provérbios
http://elm.eeng.dcu.ie/~whelanp/proverbs/proverbs.pdf


















