ENEGEP2006_TR450312_7245

of 9
-
Upload
gustavo-nascimento -
Category
Documents
-
view
19 -
download
0
Transcript of ENEGEP2006_TR450312_7245
-
7/14/2019 ENEGEP2006_TR450312_7245
1/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
1ENEGEP 2006 ABEPRO
O Mapeamento do Fluxo de Valor Aplicado a uma Fbrica deMontagem de Canetas Simulada
Adolfo Cesar Figueiredo Costa (UFSC) [email protected] Edesio Jungles (UFSC) [email protected]
Resumo
O trabalho tem como objetivo apresentar os resultados do mapeamento do fluxo de valor em
uma planta de uma fbrica, de montagem de canetas, simulada, focando a reduo do lote de
produo e do takt time. Num primeiro momento as canetas foram montadas num sistema de
produo empurrada e gerao de estoques para suprir a demanda. Em seguida foi aplicada
a mentalidade enxuta (TPS) com produo puxada e fluxo contnuo, buscando
consistentemente atender aos requisitos do cliente. Imediatamente feita uma analise
comparativa dos dois sistemas de produo simulados e feita uma discusso sobre o
comportamento da fabrica quando se reduz o lote de produo e o takt time. Como resultado
da pesquisa, pode-se observar que: (a) os fluxos de informaes foram mais objetivos na
produo puxada; (b) com a reduo do lote de produo e do takt time o estoque em
processo foi reduzido em 96% e o lead time em 79%. Os resultados da pesquisa so
incentivadores e mostram que a forma de simulao usada e a seqncia de anlise so
importantes para auxiliar no aprendizado e visualizao dos conceitos da mentalidade
enxuta.
Palavras-chave: Jogos, mentalidade enxuta, simulao
1. Introduo
A construo se caracteriza por um alto contedo de atividades que no agregam valor emseus processos e que levam a uma baixa produtividade. Portanto, o desenvolvimento demetodologias de analise e melhoramentos de processos e a introduo de novas filosofias deproduo que contemplem um melhoramento contnuo pode ter um importante impacto nagesto, na produtividade, na qualidade e nas tecnologias atualmente em uso na construo(ALARCON, 1997).
Sem a compreenso dos efeitos das atividades de fluxo na produo, torna-se difcil tomardecises que venham a minimizar ou eliminar causas de desvios nos planos.
Atividades que no agregam valor tm dominado a maioria dos processos produtivos, sendoque apenas 3 a 20% dos estgios envolvidos nos processos agregam valor (KOSKELA, 1992).
O uso de jogos didticos em sala de aula tem sido um recurso utilizado para incentivar aparticipao ativa do aluno, melhorando a eficincia do aprendizado. Segundo Tubino eSchafranski (2000), a simulao atravs de jogos permite que idias e conceitos, passiveis deserem aplicados na prtica, sejam testados de uma maneira mais simples, possibilitando aavaliao dos impactos desses e a escolha das estratgias mais adequadas para cada situao.Assim, apesar dos jogos representarem apenas situaes semelhantes as reais, essas soconstitudas por uma srie de vantagens, uma vez que para testar os mesmos conceitos naprtica seria necessrio dispensar um tempo bem maior, envolvendo grande quantidade de
recursos e ainda apresentando o inconveniente de que o andamento normal das atividadesestaria submetido a vrios riscos.
-
7/14/2019 ENEGEP2006_TR450312_7245
2/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
2ENEGEP 2006 ABEPRO
Dentro deste contexto o artigo busca fazer uma aplicao dos conceitos da mentalidade enxutaatravs da simulao de uma fbrica de montagem de canetas, no intuito de propiciar ummaior aprendizado destes conceitos. Atravs deste estudo possvel constatar a diferena dosistema de produo puxado e empurrado, atravs da elaborao de um mapa de estado atual e
de um mapa de estado futuro conforme a ferramenta de mapeamento de fluxo de valor.Descrita nos manuais
2. Reviso de literatura
Observa-se que a utilizao dos princpios apontados por WOMACK e JONES (1998) temcomo objetivo principal a eliminao das perdas, criando um fluxo continuo de valor, quepermeie todas as etapas da cadeia produtiva, visando obteno da perfeio no atendimentoaos requisitos do cliente.
A filosofia de produo enxuta promove o melhoramento contnuo dos processos produtivosatravs da reduo de perdas e incremento do valor (qualidade, produtos terminados).
Picchi (2003) aponta caminhos de aplicao da Mentalidade Enxuta no setor da construocomo um todo. Em 2004, Picchi & Granja identificam as oportunidades de aplicao dosprincpios e ferramentas lean ao fluxo da obra. Essas pesquisas motivam Bulhes et al. (2005)a fazer um estudo de caso exploratrio para tratar dos conceitos e ferramentas da mentalidadeenxuta na criao do fluxo contnuo de trabalho na construo civil e concluir que as etapaspara implementao do fluxo contnuo sugeridas na literatura e usadas em outras indstriastm grande potencial de aplicao na construo.
Breternitz et al. (2005) fazem um estudo de caso de planejamento e execuo focando nareduo do lote de produo das alvenarias armadas de um edifcio de oito pavimentos. Comoresultado os autores destacam a significativa reduo do efetivo e custo das equipes de mo de
obra, reduo dos custos com materiais e locaes de equipamentos, reduo do tempo deespera, aumento da qualidade final do produto, aumento da produtividade e reduo doestoque de materiais. Por fim concluem que a reduo do lote de produo e a anlise dofluxo de valor, induziram a melhoria do processo de produo e dos custos das obras.
As simulaes atravs de jogos tm sido utilizadas na rea de ensino de gerenciamento daconstruo por diversos pesquisadores. Tommelein (1999) faz uso de um jogo de dados(parade game) para mostrar o efeito da variabilidade no fluxo de trabalho para um conjuntode atividades dependentes executadas sequencialmente. Santos et al. (2002) utilizam um jogo,que consiste na colagem de peas de cartolina que simbolizam as varias etapas da obra, para oensino da tcnica de programao por linha de balano. Saffaro et al. (2003) fazem um jogode montagem de casas tipo Lego com o objetivo de avaliar o comportamento dos jogadorescom relao aos princpios da lean production. Em 2005, Pinho et al. apresentam umadinmica de ensino atravs de bloquinhos de montagem Lego batizada de MIB MontagemInterativa de Bloquinhos. O artigo mostra como possvel facilitar o aprendizado dosconceitos sobre o Sistema Toyota de Produo, contudo no mostra graficamente osresultados das simulaes nem fazem aplicao do mapeamento de fluxo valor na produosimulada.
A simulao atravs do jogo da montagem de canetas foi aplicado pela primeira vez no Brasilpor Souza e Silva et al. (2003). Os autores aplicaram o jogo em sistema de produo puxado eem sistema de produo empurrado para profissionais de engenharia participantes deprograma de ps-graduao. No artigo destacado que as equipes se preocuparam mais com
as discusses estratgicas do que com a medio de tempo, portanto a apresentao dosresultados se limitou aos conceitos possveis de serem discutidos e no houve a comparao
-
7/14/2019 ENEGEP2006_TR450312_7245
3/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
3ENEGEP 2006 ABEPRO
entre os resultados de cada simulao. J Silveira et al. (2005) utilizam o jogo para compararo desempenho de um grupo em diferentes formas de organizao do processo produtivoevidenciando algumas diferenas entre o sistema de produo puxada e empurrada. Porm, oartigo carece de dados (medio), grficos referentes ao sistema de produo puxada e de
mapeamento de fluxo de valor deixando uma lacuna para ser preenchida.Neste sentido, o presente artigo segue a linha apresentada por Silveira et al. (2005). Corroboracom os artigos anteriores na medida em que tambm constata a maior eficincia do sistemapuxado de produo e os complementa uma vez que faz uma aplicao simulada domapeamento do fluxo de valor, no intuito de agregar valor e eliminar o desperdcio em umafbrica, de montagem de canetas, simulada.
Este presente artigo limita-se a apresentar os resultados grficos do mapeamento do fluxo devalor, sem, no entanto, tecer maiores comentrios sobre a operacionalizao do jogo, uma vezque este ainda encontra-se em fase de desenvolvimento no grupo de gesto da construo(GESTCON) da UFSC.
3. Metodologia da pesquisa
A estratgia de pesquisa foi realizar simulaes do processo de montagem de canetasesferogrficas. A simulao foi feita de duas formas: (PE) com a montagem em produoempurrada; e (PP) com produo puxada. Cada forma foi dividida em duas fases: (F8) fasecom lote de oito canetas; e (F4) fase com lote de quatro canetas. As fases foram simuladas emquatro rodadas com: (R1) takt time de 10 segundos T10; (R2) takt time de 7 segundos T7;(R3) takt time de 5 segundos T5; e (R4) takt time de 4 segundos T4.
A montagem foi dividida em quatro postos de trabalho: trs de produo e um de expedio.O posto 1 montava o corpo da caneta junto ponta metlica. O posto 2 colocava a carga e a
rosca do fundo da caneta. O posto 3 testava a carga e tampava. O posto 4 retirava as canetasno estoque embalava e expedia de acordo com a demanda do cliente e de acordo com o takttime da rodada. Foi utilizada uma equipe de 3 supervisores na fbrica para a coleta de dadosde produo e cronometragem. Os dados coletados foram: tempo de ciclo de cada posto detrabalho; lead time de cada rodada; tempo de produo de cada lote; tempo de entrega doslotes e o tempo de estoque (mdia) em processo de cada posto.
A demanda foi definida aleatoriamente e fixada para todas as rodadas, o que variou foi o lotede produo e o takt time.
Em cada rodada foram produzidas 48 canetas: 24 pretas, 17 vermelhas e 7 azuis, niveladas deacordo com a demanda definida.
-
7/14/2019 ENEGEP2006_TR450312_7245
4/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
4ENEGEP 2006 ABEPRO
Figura 1. Produo empurrada Figura 2. Produo puxada
4. Resultados Mapeamento do fluxo de valor
O mapeamento do fluxo de valor o simples processo de observao direta dos fluxos deinformao e de materiais conforme eles ocorrem, resumindo-os visualmente e vislumbrandoum estado futuro com um melhor desempenho (JONES & WOMACK, 2004).
4.1 Estado de produo atual produo empurrada (PE)
A montagem foi feita numa forma tradicional de produo (figuras 1 e 3) onde o posto detrabalho posterior s trabalhava quando o posto anterior produzia e a demanda era informadaaos operrios atravs de um carto de produo enviado a cada posto de trabalho pelo controle
da produo. O expedidor retirava o produto acabado do estoque.Nesta simulao foi feito um mapeamento do fluxo de valor atual (item 4.1). Discutido osproblemas entre os supervisores e os operrios da fbrica. E simuladas situaes para amelhoria do sistema produtivo com a variao do lote de produo, do takt time e do sistemaprodutivo. Isso resultou na elaborao de um mapa de fluxo de valor futuro (item 4.2) com aimplantao do sistema puxado de produo com fluxo contnuo. Para isso foram usados os 5princpios da mentalidade enxuta descritos em Womack e Jones (1998) e os manuaisAprendendo a Enxergar (ROTHER & SHOOK, 2003), Criando Fluxo Contnuo (ROTHER &HARRIS, 2002), Enxergando o Todo (JONES & WOMACK, 2004) e Criando o SistemaPuxado Nivelado (SMALLEY, 2005).
O primeiro passo tomado foi desenhar o estado atual (figura 3) atravs da coleta de dados einformaes da primeira simulao com produo empurrada e com gerao de estoques parasuprir a demanda do cliente. Isto fornece informaes necessrias para o desenvolvimento deum estado futuro.
Os Problemas encontrados na produo empurrada foram: grande quantidade de estoques emprocesso; os processos no conectados (cada um produz segundo a sua prpria programao)empurrando sua produo para frente; o longo lead time em comparao ao pequeno tempo deprocessamento; trabalhadores estressados e preocupados em acelerar a sua produtividade jque a fbrica estava sempre com os lotes atrasados (figura 3), alguns produtos defeituosos;falta de capacidade para atender a produo.
4.2 Estado de produo futura produo puxada (PP)O objetivo de mapear o fluxo de valor destacar as fontes de desperdcio e elimin-las atravs
-
7/14/2019 ENEGEP2006_TR450312_7245
5/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
5ENEGEP 2006 ABEPRO
da implementao de um fluxo de valor em um estado futuro que pode tornar-se umarealidade em curto perodo de tempo (ROTHER & SHOOK, 2003).
Neste sentido, para a elaborao do mapa de estado futuro (figura 4), o supermercado deprodutos foi implantado no intuito fazer os materiais flurem continuamente entre os postos demontagem das canetas, a programao da produo agora mandada para o processoexpedidor que retira do supermercado de produtos do posto 3 e assim inicia o processoprodutivo. A produo nivelada pela demanda estabelecida na preparao do jogo. A prticaKaizen foi estabelecida no jogo, com a reduo do tamanho dos lotes e da quantidade deprodutos em processo nos supermercados de produtos, para estender o alcance do fluxocontnuo. O sistema Kanban de sinalizao foi implantado junto aos supermercados (figuras 2e 4). O takt time foi variado (10, 7, 5, 4s) durante as duas formas de organizao do processocom o intuito de ver o comportamento da produo com a variao do mesmo. Asmodificaes esto representadas no mapa da figura 4.
4.3 Analise comparativa dos processos de produo puxada e empurrada
Neste item feita a comparao dos sistemas produtivos atravs de grficos que mostram ocomportamento da produo com as modificaes implementadas durante as simulaes.
4.3.1 Demanda X Tempo de Entrega dos lotes
Percebe-se atravs da figura 3 que, no sistema de produo empurrado, houve atraso na entrega doslotes em todas as simulaes realizadas, ou seja, essa configurao de produo no capaz de suprir ademanda do cliente e necessita de melhorias.
-
7/14/2019 ENEGEP2006_TR450312_7245
6/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
6ENEGEP 2006 ABEPRO
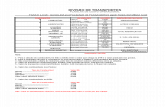
Figura 3. Mapa de Estado Atual da fbrica de montagem de canetas simulada
Com a implantao do sistema de produo puxada (figura 4) observa-se que, com o lote de 8 canetas,houve capacidade de suprir a demanda com takt times de 10 e 7 segundos por caneta alcanando umlead time de 62,6s. O mesmo comportamento j no foi observado ao reduzir mais ainda o tempo takttime de produo para 5 e 4 segundos, onde houve falta de capacidade de produo (atrasos).
Quando o lote de canetas foi reduzido pra 4 canetas fbrica supriu a demanda com um tempo taktde7 segundos, e ainda conseguiu o menor o menor lead time (32,5s) com a supresso da demanda.
4.3.2 Takt Time X Estoque em Processo na Produo Puxada
Atravs das simulaes foi possvel observar que a reduo do takt time contribui para a diminuiodo tempo em que s peas ficam no estoque em processo. Porm, a diminuio do lote atuou comoprincipal redutor desta varivel. (figura 5)
Nota-se que atravs da diminuio do takt time e do tamanho do lote conseguiu-se uma reduo notempo de estoque em processo de 96% (figura 5).
4.3.3 Takt Time X Lead Time na Produo PuxadaO estudo permitiu observar que o takt time e o tamanho do lote influenciam diretamente oLead Time.
Com a reduo do takt time e do lote na produo observa-se uma reduo de 79% no lead time(figura 6). Observa-se uma tendncia de estabilizao da curva com a reduo do tempo takt.
Pode-se concluir que o takt time tem maior influncia na capacidade de atendimento da demanda(figuras 3 e 4), enquanto que o tamanho do lote exerce maior poder sobre o tempo de estoque emprocesso e lead time (figuras 5 e 6).
-
7/14/2019 ENEGEP2006_TR450312_7245
7/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
7ENEGEP 2006 ABEPRO
Figura 4. Mapa de Estado Futuro da fbrica de montagem de canetas simulada
Produo Puxada Takt Time X T. Estoque em Processo
0
5
10
15
20
25
30
35
10 7 5 4
Takt Time (s)
TempodeEstoque(s)
Estoque posto1 PP Lote
8 Canetas
Estoque posto 1 PP Lote
de 4 Canetas
Evoluo do Lead Time Pela Variao do Takt Time -
Produo Puxada
0
10
20
30
40
50
60
70
80
90
10 7 5 4
Takt Time (s)
LeadTime(s)
Lead Time Prod. Puxada
Lote de 8
Lead Time Prod. Puxada
Lote de 4
Figura 5. Takt time X Tempo de estoque em processo Figura 6. Lead Time X Takt time
O estudo fornece varias informaes para a tomada de decises. Permite uma visualizao docomportamento da produo em relao a custos, capacidade de atender a demanda,estabilidade (variabilidade) da produo e produtividade.
5. Concluses
Este artigo cobre o fluxo de produo dentro de uma planta de montagens de canetas
simuladas, o estudo foi desenvolvido por pesquisadores (gestores) de construo civil naUniversidade Federal de Santa Catarina.
-
7/14/2019 ENEGEP2006_TR450312_7245
8/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
8ENEGEP 2006 ABEPRO
De acordo com os resultados demonstrados, observou-se que o processo produtivo simuladofica melhor articulado aos seus clientes (demanda) por meio de fluxo contnuo e produopuxada, e que dessa forma se aproxima o mximo possvel de produzir apenas o que osclientes precisam e quando precisam.
A produo puxada em fluxo de valor, regulada por um processo puxador, apresentou umagrande vantagem em relao produo empurrada. Com o controle de produo no cho defbrica, os operrios puderam sentir e reagir mais rapidamente dinmica mutante daproduo. No houve atrasos esperando a conferencia do carto de produo. Alm disso, ocontrole no cho de fbrica atribui responsabilidade e a capacidade de resolver problemasaqueles que realmente operam o processo.
No processo de produo puxada os operrios trabalham de forma mais ordenada, os fluxos deinformao so mais objetivos eliminando os erros nos lotes em relao s cores das canetas(perfeio), praticamente no existe estoque em processo imobilizando menos capital, a ociosidadedos operrios menor (maior produtividade), o local de trabalho se apresenta mais ordenado
(qualidade) e o material em processo realiza um fluxo contnuo.Observou-se na simulao que os esforos kaizen so mais efetivos quando aplicadosestrategicamente, no contexto da construo de um fluxo de valor enxuto. O mapa de fluxo de valorpermite construir uma completa cadeia de valor de acordo com os princpios enxutos, embora, nesteestudo, a ferramenta foi aplicada apenas no porta a porta da fbrica simulada.
Com as simulaes realizadas foi possvel verificar que os conceitos da Mentalidade Enxuta podemser assimilados com este tipo de exerccio didtico, feito num ambiente controlado mais que possibilitaextrapolar os conceitos para uma obra qualquer.
O jogo permite que os participantes sejam capazes de enxergar e sentir o fluxo, assim,automaticamente, passaram a focar menos o layout e mais o fluxo em si.
O estudo tambm permitiu verificar as dificuldades do trabalho em grupo com a determinao dasresponsabilidades de cada participante e a forma mais produtiva de trabalho.
Referncias
ALARCON, Luis. The importance of research to develop lean construction.In Seminrio Internacional sobreLean Construction, 2. 20-21 Out., 1997. So Paulo. Anais 1997.
BRETERNITZ, Gustavo; MEDARDONI, Aldo; PICCHI, Flavio Augusto. Execuo de estruturas emalvenarias armadas atravs de conceitos Lean Thinking: Estudo de caso com foco em reduo de lotes e
melhorias especificasIn: SIMPSIO BRASILEIRO DE GESTO E ECONOMIA DA CONSTRUO, IV,2005, Porto Alegre, Anais... Porto Alegre RS, 2005, 10 p.
BULHES, Iamara; PICCHI, Flavio; GRANJA, Ariovaldo.Fluxo contnuo na construo civil: Um estudo
de caso exploratrio In: SIMPSIO BRASILEIRO DE GESTO E ECONOMIA DA CONSTRUO, IV,2005, Porto Alegre, Anais... Porto Alegre RS, 2005, 10 p.
JONES, Daniel; WOMACK, James.Enxergando o Todo.So Paulo: Lean Institute Brasil, 2004.
KOSKELA, Lauri.Application of the new production philosophy to construction.Technical Report 72, 1992,75p.
PICCHI, Flavio Augusto.Oportunidades da aplicao do Lean Thinking na construo.Ambiente Construdo,Porto Alegre-RS, v.3, n. 1, p. 7-23, jan/mar. 2003.
PICCHI, Flavio Augusto; GRANJA, Denis Ariovaldo.Aplicao do Lean Thinking ao fluxo de obraIn:CONFERENCIA LATINO-AMERICANA DE CONSTRUO SUSTENTVEL X ENCONTRONACIONAL DE TECNOLOGIA DO AMBIENTE CONSTRUIDO, I, 2004, So Paulo, Anais...So Paulo-SP,2004, 9 p.
-
7/14/2019 ENEGEP2006_TR450312_7245
9/9
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
9ENEGEP 2006 ABEPRO
PINHO, Alexandre Ferreira; LEAL, Fabiano; ALMEIDA, Dagoberto. Utilizao de Bloquinhos deMontagem LEGO para o Ensino dos Conceitos do Sistema Toyota de ProduoIn: ENCONTRO NACIONALDE ENGENHARIA DE PRODUO, XXV, 2005, Porto Alegre, Anais.... Porto Alegre RS, 2005, 8 p.
ROTHER, Mike; SHOOK, John.Aprendendo a enxergar.So Paulo: Lean Institute Brasil, 2003.
ROTHER, Mike; HARRIS, Rick.Criando fluxo contnuo.So Paulo: Lean Institute Brasil, 2002.SAFFARO, Fernanda Aranha; BRESIANI, Lucia; SANTOS, Dbora de Gis; HEINECK, LuizFernando. Discusso de princpios da lean production atravs de um jogo didtico. In: SIMPSIOBRASILEIRO DE GESTO E ECONOMIA DA CONSTRUO, III, 2003, So Carlos, Anais. So Carlos SP, 2003, 10 p.
SANTOS, Dbora de Gis; VALESKA, Prada Borges; PRADO, Renato Lucio; HEINECK, LuizFernando. O ensino de linha de balano e variabilidade atravs de um jogo didtico In: ENCONTRONACIONAL DE TECNOLOGIA DO AMBIENTE CONSTRUIDO, IX, 2002, Foz do Iguau PR, 2002, 9 p.
SMALLEY, Art.Criando o Sistema Puxado Nivelado.So Paulo: Lean Institute Brasil, 2005.
SILVEIRA, Joo Paulo et al. Fbrica de canetas- Aprendendo conceitos de produo a partir de jogos emequipe. In: SIMPSIO BRASILEIRO DE GESTO E ECONOMIA DA CONSTRUO, IV, 2005, PortoAlegre, Anais... Porto Alegre RS, 2005, 9 p.
SOUZA E SILVA, Maria de Ftima et al.Sistema de produo puxado e sistema de produo empurrado:simulao atravs de jogo didtico de montagem de canetas, associando idias e conceitos ao ambiente da
construo civil In: SIMPSIO BRASILEIRO DE GESTO E ECONOMIA DA CONSTRUO, III, 2003,So Carlos, Anais. So Carlos SP, 2003, 11 p.
TOMMELEIN, I. D.; CHOO, H. J.Parade of trades: a game for understanding variability and dependence.Construction Engineering and Management Program, Civil and Environmental Engineering Department,University of Califrnia, Berkeley, CA, September, 1999. 4p.
TUBINO, D.; SCHAFRANSKI, L. E.Simulao Empresarial em Gesto da Produo. Manual de Simulao.Universidade Federal de Santa Catarina. 2000.
WOMACK, James; JONES, Daniel. A mentalidade enxuta nas empresas: elimine desperdcio e crie riqueza.5 ed, 427p. Rio de Janeiro: Campus, 1998.