EVELYN CAROLINE KOGA
64
Londrina 2015 PROGRAMA DE PÓS-GRADUAÇÃO STRICTO SENSU MESTRADO EM CIÊNCIA E TECNOLOGIA DO LEITE E DERIVADOS EVELYN CAROLINE KOGA DESENVOLVIMENTO E AVALIAÇÃO DE LEITE EM PÓ COM BAIXO TEOR DE LACTOSE OBTIDO POR LIOFILIZAÇÃO
Transcript of EVELYN CAROLINE KOGA

Londrina
2015
PROGRAMA DE PÓS-GRADUAÇÃO STRICTO SENSU MESTRADO EM CIÊNCIA E TECNOLOGIA DO LEITE E DERIVADOS
EVELYN CAROLINE KOGA
DESENVOLVIMENTO E AVALIAÇÃO DE LEITE EM PÓ COM
BAIXO TEOR DE LACTOSE OBTIDO POR LIOFILIZAÇÃO

EVELYN CAROLINE KOGA
Cidade ano
AUTOR
Londrina
2015
DESENVOLVIMENTO E AVALIAÇÃO DE LEITE EM PÓ COM BAIXO
TEOR DE LACTOSE OBTIDO POR LIOFILIZAÇÃO
Dissertação apresentada à UNOPAR, como requisito parcial para a obtenção do título de Mestre em Ciência e Tecnologia do Leite e Derivados. Orientador: Prof. Dr. Hélio Hiroshi Suguimoto

AUTORIZO A REPRODUÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Dados Internacionais de catalogação-na-publicação Universidade Norte do Paraná
Biblioteca Central Setor de Tratamento da Informação
Koga, Evelyn Caroline K84d Desenvolvimento e avaliação de leite em pó com baixo teor de lactose
obtido por liofilização / Evelyn Caroline Koga. Londrina: [s.n], 2016 62f. Dissertação (Mestrado em Ciência e Tecnologia do Leite).
Universidade Norte do Paraná.
Orientador: Prof. Dr. Hélio Hiroshi Suguimoto.
1 - Tecnologia do Leite - dissertação de mestrado - UNOPAR 2- Leite desnatado 3- Hidrólise 4- Desenvolvimento tecnológico 5- β-galactosidase 6-Otimização I- Suguimoto, Hélio Hiroshi; orient. II- Universidade Norte do Paraná.
CDU 66.094.941

EVELYN CAROLINE KOGA
DESENVOLVIMENTO E AVALIAÇÃO DE LEITE EM PÓ COM BAIXO TEOR DE
LACTOSE OBTIDO POR LIOFILIZAÇÃO
Dissertação apresentada à UNOPAR, no Mestrado em Ciência e Tecnologia do Leite
e Derivados, área e concentração em Tecnologia do leite e produtos lácteos como
requisito parcial para a obtenção do título de Mestre conferida pela Banca
Examinadora formada pelos professores:
_________________________________________ Prof. Dr. Hélio Hiroshi Suguimoto
UNOPAR
_________________________________________ Profa. Dra. Cínthia Hoch Batista de Souza
UNOPAR
_________________________________________ Prof. Dr. Luiz Rodrigo Ito Morioka
Membro Externo
Londrina, 14 de setembro de 2015.

Dedico este trabalho e meus pais Luiz e Kiyomi
e a todos que torceram por meu sucesso
profissional

AGRADECIMENTOS
Agradeço primeiramente à Deus por todas as graças alcançadas.
Ao Prof. Hélio, orientador, pelo incentivo, apoio, paciência, atenção,
compreensão no decorrer do programa.
Ao prof. Raul e Luiz pela ajuda valiosa.
Aos professores do programa, pela ajuda sempre que necessária.
A CAPES pelo suporte financeiro.
A SLO agropecuária por disponibilizar o liofilizador.
As meninas Ana Cristina, Ana Amélia, Barbara, Isadora e Marisa,
por esses anos de companheirismo.
Aos queridos Flávia, Geyci, José e Juliana, por me ajudarem sempre
que precisava.
Aos técnicos dos laboratórios por estarem presente quando
precisava de algum material.
As profas. Cristina, Christiane e Marilsa, por me apoiarem nesta fase
da minha vida profissional.
Todos que me ajudaram de forma direta e indireta para a o
andamento do projeto.

“A lei da mente é implacável. O que você pensa, você cria; o que você sente, você atrai; o que você acredita, torna-se realidade.” Buda

Koga, Evelyn Caroline. Desenvolvimento e avaliação de leite em pó com baixo teor de lactose obtido por liofilização. 2015. 62f. Dissertação (Mestrado em Ciência e Tecnologia do Leite e Derivados), Unidade Piza, Universidade Norte do Paraná, Londrina, 2015.
RESUMO
O leite é um produto perecível e a desidratação é uma alternativa de elevar o tempo de armazenamento. A praticidade no uso doméstico e industrial é outro fator para o estimulo na produção do leite em pó. No Brasil, cerca de 58 milhões de indivíduos são intolerantes à lactose, portanto excluídos do consumo de leite comum. O objetivo deste trabalho foi avaliar a desidratação do leite com lactose hidrolisada pelo processo de liofilização. O leite desnatado em pó foi reconstituído em 4 concentrações em dois grupos, sem e com hidrólise. Os tratamentos 10%, 13,3%, 20% e 40% de leite em pó. Nos tratamentos com hidrólise foi adicionada a enzima β-galactosidase na concentração de 0,5% (v/v). As condições para a hidrólise foram à 4ºC por 24 horas. O leite de cada tratamento foi congelado a -18˚C em placas de petri e liofilizadas, sendo pesadas a cada 3 horas para estabelecer a curva de desidratação. A amostra com 40% de sólidos apresentou o menor tempo de liofilização (18 horas) e o maior rendimento (40g). Dessa forma o tratamento 40% foi escolhido para seguir em escala piloto. Onde o leite hidrolisado foi liofilizado (68horas). Foram realizados análise de composição centesimal, físicas e microbiológicas. Formulação com lecitina de soja e saborização com cacau e café foram realizadas seguindo da analise sensorial. Nas análises de composição centesimal o leite sem e com hidrólise apresentaram diferença significativa nos teores de umidade, cinzas, lactose e glicose; e nas formulações saborizadas apresentaram diferença significativa o teor de umidade, cinzas, proteínas, glicose e lactose. Nas análises físicas o leite liofilizado com a adição de 0,6% de lecitina demostrou melhores resultados. Nas análises microbiológicas não houve a detecção dos microrganismos analisados. No teste de preferência o leite com baixa lactose comercial obteve a maior soma (252); e no teste de preferência pareado não houve significância (p<0,05); no teste de aceitação o leite liofilizado obteve notas acimas de 7 (gostei moderadamente) em todos os atributos, os leites saborizados com café, cacau e cacau com café, obtiveram notas altas de aceitação e intenção de compras. Concluímos que o produto base obtido por liofilização é uma alternativa sob o ponto de vista tecnológico no processo de produção e comercialização, devido sua boa aceitabilidade. Palavras-chave: leite desnatado. hidrólise. desenvolvimento tecnológico. β-galactosidase. otimização.

Koga, Evelyn Caroline. Development and evaluation of milk powder obtained by lyophilization with low lactose content. 2015. 62f. Dissertation (Master of Science and Technology of Milk and Dairy Products) – Centre of Agricultural Sciences, Piza Unit, UNOPAR, Londrina, 2015.
ABSTRACT
Milk is a perishable product and dehydration is an alternative to increase the storage time. The practicality in industrial and domestic use is another factor for stimulating the production of milk powder. In Brazil, about 58 million people are lactose intolerant therefore excluded from the regular milk consumption. The objective of this study was to evaluate the dehydration of milk with lactose hydrolyzed by the lyophilization process. The skimmed milk powder was reconstituted in 4 concentrations in two groups, with and without hydrolysis. Treatments 10%, 13.3%, 20% and 40% milk powder. In the treatments with Hydrolysis was added to β-galactosidase at a concentration of 0.5% (v / v). The conditions for hydrolysis were at 4 ° C for 24 hours. The milk from each treatment was frozen at -18C and lyophilized in petri plates, and weighed every 3 hours to establish the dehydration curve. The sample with 40% solids introduced lyophilization shorter (18 hours) and the highest yield (40g). Thus the 40% treatment was chosen to go on a pilot scale. Where the hydrolysed milk was freeze-dried (68horas). analysis of chemical composition, physical and microbiological analyzes were performed. Formulation with soya lecithin and saborização with cocoa and coffee were performed following sensory analysis. In the composition analysis proximate milk with and without hydrolysis showed significant differences in moisture, ash, lactose and glucose; and the flavored formulations showed significant difference moisture, ash, protein, glucose and lactose. In physical analyzes the lyophilized milk with the addition of 0.6% lecithin demonstrated better results. Microbiological analysis there was no detection of microorganisms analyzed. In the preference test milk with low lactose commercial had the highest sum (252); and paired preference test was not significant (p <0.05); the acceptance test the freeze-dried milk obtained above notes 7 (liked moderately) in all attributes, milk flavored with coffee, cocoa and cocoa with coffee, achieved high grades of acceptance and intention to purchase. We concluded that the base product obtained by lyophilization is an alternative in the technological point of view in the production and marketing process, due to its good acceptability. Keywords: skim milk. hydrolysis. technological development. β -galactosidase. optimization.

SUMÁRIO
1. Introdução ............................................................................................................ 10
2. Fundamentação Teórica ..................................................................................... 10
2.1 Leite .................................................................................................................... 10
2.1.2 Leite em pó ....................................................................................................... 11
2.2 Métodos de Desidratação .................................................................................... 12
2.3 Lactose ................................................................................................................ 14
2.4 Intolerância à Lactose ......................................................................................... 16
REFERÊNCIAS ......................................................................................................... 19
ARTIGO .................................................................................................................... 24
Resumo .................................................................................................................... 24
Abstract .................................................................................................................... 25
Introdução ................................................................................................................ 25
Material e Métodos .................................................................................................. 27
Determinação da curva de desidratação por liofilização e rendimento do leite com
lactose hidrolisada ..................................................................................................... 27
Desidratação em escala piloto do leite com lactose hidrolisada ................................ 27
Efeito da lecitina na solubilidade, dispersabilidade e molhabilidade do leite liofilizado
.................................................................................................................................. 28
Elaboração e avaliação sensorial do produto saborizado ......................................... 28
Métodos Analíticos .................................................................................................... 30
Análise de Composição Centesimal .......................................................................... 30
Análises Físicas ........................................................................................................ 30
Análises Microbiológicas ........................................................................................... 31
Análise Estatística dos Resultados ........................................................................... 32
RESULTADOS E DISCUSSÃO ................................................................................ 32
Determinação da curva de desidratação por liofilização e rendimento do leite com
lactose hidrolisada ..................................................................................................... 32
Desidratação em escala piloto do leite com lactose hidrolisada ................................ 33
Efeito da lecitina na solubilidade, dispersabilidade e molhabilidade do leite liofilizado
.................................................................................................................................. 34
Comparação da solubilidade, molhabilidade e dispersabilidade do leite hidrolisado e

liofilizado, produto otimizado e produtos saborizados ............................................... 38
Análises da composição centesimal do leite liofilizado (sem e com hidrólise
enzimática) e dos produtos saborizados ................................................................... 40
Análise Sensorial ....................................................................................................... 42
Testes de Preferência ............................................................................................... 43
Teste de Aceitação .................................................................................................... 45
CONCLUSÃO ........................................................................................................... 48
REFERÊNCIAS ......................................................................................................... 49
ANEXOS ................................................................................................................... 55
ANEXO A – Declaração de Aprovação do Comitê de Ética ...................................... 56
APÊNDICES ............................................................................................................. 58
APÊNDICE A – Termo Livre e Esclarecido ............................................................... 59
APÊNDICE B – Modelo de ficha Teste Ordenação-preferência ................................ 61
APÊNDICE C – Modelo de ficha Teste de aceitação por Escala Hedônica .............. 62

10
1. Introdução
O leite é um importante alimento, rico em nutrientes, sendo propício
para o desenvolvimento bacteriano, sendo indispensável à realização de
tratamentos de conservação após sua ordenha (RANKELL, LIEBERMAN;
SCHIFFMAN, 2001). Dentre os vários tipos de conservação do leite destacam-se: a
pasteurização, a esterilização, concentração, fermentação e a desidratação (FOX;
MCSWEENEY, 1998; WALTRA; WOUNTERS, 2006).
Os processos térmicos de conservação nem sempre permitem
preservar importantes constituintes do leite original. A liofilização é uma alternativa
para a obtenção de leite em pó. Este processo envolve dois métodos, o
congelamento e a desidratação, pelo fenômeno da sublimação. A vantagem, quando
comparado com o processo convencional de secagem por spray drying, é a
manutenção das propriedades benéficas do leite (COSTA, 2007; FELLOWS, 2006;
LIAPIS; BRUTTINI, 2006), alimento fonte de proteínas e cálcio atuando na formação
e manutenção da massa óssea, no sistema nervoso, membrana celular e muscular
(FRANCESCHINI; PRIORE; EUCLYDES, 2005).
A produção do leite com baixa lactose é um exemplo, pois na
hidrólise da lactose, há a formação dos monossacarídeos, glicose e galactose, que
na presença de aminoácidos e dependendo da temperatura do processamento na
produção do leite em pó, pode apresentar características indesejáveis tais como, o
escurecimento por meio da Reação de Maillard e alteração de sabor (BOBBIO;
BOBBIO, 1995; FOX, 2009; O’BRIEN, 2009).
Baseado neste contexto, este estudo tem como o objetivo o
desenvolvimento de leite desidratado e com baixo teor de lactose, obtido por meio
da liofilização, além do seu uso em formulação de leite saborizado, e análise das
características físico-químicas, microbiológicas e sensoriais.
2. Fundamentação Teórica
2.1 Leite
O leite é uma substância proveniente de glândulas mamárias de

11
fêmeas, com a finalidade de alimentar sua prole, tendo diferentes composições para
atender sua especificidade biológica onde podemos citar a lactose, proteínas, sais,
vitaminas, enzimas (DEETH; HARTANTO, 2009; WALTRA; WOUNTERS; GEURTS,
2006). Os animais devem produzir o leite em condições adequadas, como: bem
alimentadas, sadias, livre de doenças e vacinadas corretamente, bom manejo desde
a concepção da prole até os últimos dias de ordenha, e boas práticas de higiene em
toda rotina diária, controle microbiológico da água (BRASIL, 2011).
De acordo com a Instrução Normativa n. 51, o leite ordenhado deve
ser mantido sob refrigeração em tanque de expansão na temperatura máxima de
4ºC por no máximo 3 horas ou ser entregue na beneficiadora em até 48 horas a 7ºC
(BRASIL, 2002). Este processo de refrigeração controla a proliferação de
microrganismos patogênicos, que podem ocasionar a deterioração dos nutrientes,
alterando sua composição e de seus derivados no produto final (CHEN; DANIEL;
COOLBEAR, 2003; NÖRNBERG; TONDO; BRANDELLI, 2009). A composição do
leite integral fluído deve conter água 87,3%; gordura 3,6%; lactose 4,8%, proteínas
3,3% e minerais 0,9% (DEETH; HARTANTO, 2009).
No Brasil, o processamento de leite foi de 6,2 bilhões de litros no
primeiro trimestre de 2014, no mesmo período de 2015 a produção houve uma
redução para 6,128 bilhões de litros de leite (IBGE, 2015a). No segundo semestre
de 2014 a produção de leite foi de 5,8 bilhões de litros em 2015 houve uma redução
para 5,6 bilhões de litros (IBGE, 2015b).
2.1.2 Leite em pó
O leite em pó é designado como leite desidratado que pode ser
através da desidratação parcial ou total do leite fluido, e que tenha as condições
higiênicas sanitárias adequadas para o consumo humano (BRASIL, 1952).
A composição do leite em pó integral deve conter no máximo 4%
umidade; 28% gordura; 27% proteínas; 38% lactose e 7% sais minerais. No leite em
pó desnatado deve no máximo 5% umidade; 1,3% gordura; 37% proteínas; 52%
lactose e 8% minerais (DEETH; HARTANTO, 2009).
O leite em pó deve apresentar as características sensoriais: a) cor:
branca levemente amarelada; b) aspecto: pó não deve conter grumos ou partículas

12
queimadas; c) odor e sabor: agradável, não ranços, semelhante ao leite fluido
(BRASIL, 1996).
O consumo de leite em pó no Brasil em 2014, o consumo per capta
de leite em pó integral foi de 3,01kg e o desnatado de 0,61kg, estima-se que este
consumo se mantenha em 2015 (CONAB, 2014). O consumo per capita de leite em
pó integral e desnatado, em 2012, foi de 1,62kg nos Estados Unidos; 9,07kg na
Argélia; 1,30kg na China; 2,35kg na União Européia (FORINI; VENTURINI;
ORTOLANI, 2013).
No Brasil, as exportações de leite em pó no primeiro trimestre de
2013 foram de 8,002 milhões de quilos e no mesmo período em 2014 houve um
aumento para 17,152 milhões de kg (IBGE, 2014).
2.2 Métodos de Desidratação
O processo de desidratação é uma das formas de se conservar os
alimentos, com a redução da água, consequentemente haverá a redução da
atividade microrganismos e nas reações químicas, além da preservação de
nutrientes, redução no volume e maior tempo útil de armazenamento com o uso de
embalagens adequadas para cada produto (BARBOSA-CÁNOVAS et al., 2005).
Em 1920, iniciou-se a produção de leite em pó pelo processo de
spray drying. Com popularização de alimentos desidratados aumentaram a produção
de alimentos em pó como a produção de leite integral e desnatado, isolado proteico
e leites enriquecidos com gordura, além de café, chá, alimentos para crianças,
enzimas, microrganismos (BARBOSA-CÁNOVAS et al., 2005).
A produção de leite em pó deve se seguir alguns processos de
produção: a) a clarificação para a retirada de sujidades do leite; b) padronização de
gorduras e extrato seco desengordurado; c) homogeneização, para manter as
características do leite; d) tratamento térmico para redução da carga microbiana; e) a
concentração retirada de 45 a 55% de água; f) o leite é desidratado no atomizador,
onde é pulverizado em uma câmara de ar quente de até 200ºC (AKKERMAN et al.,
2009; BARBOSA-CÁNOVAS et al., 2005; FELLOWS, 2006; GAVA, 1984; OLIVEIRA,
PENNA, GARCIA NEVAREZ, 2009; SKANDERBY et al., 2009; WALTRA;
WOUNTERS; GEURTS, 2006).

13
A concentração de leite tem como objetivo facilitar a desidratação,
além de reduzir custo de produção, pode ser realizado por membranas de
ultrafiltração, microfiltração, osmose inversa, por congelamento ou por evaporação
(OLIVEIRA; PENNA; GARCIA NEVAREZ, 2009; SHAKEEL-UR-REHMAN, 2009).
Na evaporação em produtos lácteos utilizam-se temperaturas entre
45 – 70ºC, para não causar defeitos ou alterações indesejáveis como a
desnaturação das proteínas e perda de nutrientes (OLIVEIRA; PENNA; GARCIA
NEVAREZ, 2009; WALTRA; WOUNTERS; GEURTS, 2006).
Outro método de desidratação é com a utilização do frio. Este
método tem como característica a manutenção das características dos alimentos,
sabor, aroma, além da diminuição da umidade (COSTA, 2007).
Na indústria de alimentos o processo de liofilização foi utilizado em
1954, com a fabricação de files de peixes, e em 1964 liofilizaram café, observando
que neste processo havia uma melhor preservação das características do alimento e
maior tempo de armazenamento (BARBOSA-CÁNOVAS et al., 2005).
A liofilização ou cryo secagem, consiste no congelamento do
alimento, onde a água é removida por sublimação. O vapor é contido em uma
câmara de vácuo e o produto final tem como característica uma estrutura porosa e
de fácil reidratação. Há uma pequena perda de sabor e aroma, mas minimizam-se
as reações como: escurecimento não enzimático e desnaturação das proteínas
(COSTA, 2007; BARBOSA-CÁNOVAS et al., 2005; FELLOWS, 2006; LIAPIS;
BRUTTINI, 2006).
Para que este processo seja satisfatório, deve-se seguir alguns
passos: a) preparação da amostra: quanto maior teor de sólidos, maior economia do
processo; b) congelamento: verificar o teor de água na amostra, neste processo o
congelamento deve rápido entre -30 a -50ºC (COSTA, 2007), para impedir que afete
as características do amostra como a estrutura, consistência, cor e aroma, em
temperaturas maiores essas características podem ser modificadas, devido ao
rompimento drástico das estruturas; c) primeira desidratação: a sublimação é o
processo pelo qual a água passa do estado sólido para o gasosos, a amostra deve
estar com temperatura inferior a 0ºC e a com a pressão de 4,7mmHg com o auxílio
da bomba a vácuo (COSTA, 2007), o vapor de água será transportada para uma
câmara especial, onde será congelada a água, tendo como resultado uma maior
perda de massa neste primeira secagem, devido a baixa resistência de massa ; d)

14
segunda desidratação: nesta fase a desidratação há uma limitação na retirada de
água, devido a concentração esta entre 2 a 3%. De acordo com a resolução RDC nº
175, de 08 de julho de 2003 os produto liofilizados, devem conter no máximo 5% de
umidade (BRASIL, 2003); e) embalagem: devem ser de material que preserve a
baixa umidade, reação de oxidação de lipídeos (BARBOSA-CÁNOVAS et al., 2005).
Uma das barreiras de se utilizar a liofilização em escala industrial é
devido ao seu alto custo de produção, podendo variar entre 5 a 10 vezes a mais que
no processo convencional de desidratação. Portanto se utiliza em alimentos que
deve se conservar o aroma e sabor, para manter seu valor agregado como café,
cogumelos, vegetais e camarões (COSTA, 2007; VIEIRA; NICOLETI; TELIS, 2012).
Foram comparados o processo de desidratação comparando a
liofilização e estufa, Menezes et al. (2009) verificou que na desidratação de acerola
pelo processo de liofilização mantem maiores teores de vitamina C. O açaí liofilizado
também preserva melhor suas características nutricionais (MENEZES; TORRES;
SRUR, 2008). Este processo de desidratação também foi mais eficiente do que o
convencional para frutas para infusão (MORAES et al., 2012). No estudo com
inhame apresentou melhores concentrações de proteínas, carboidratos, melhorando
a mucilagem na preparação de pães (CONTADO et al., 2009) e no repolho
apresentaram melhores concentrações de fator anticancerígenos presentes
naturalmente (ARIKAWA; GALLAHER, 2008).
Spagnol et al. (2005) demostra que o iogurte liofilizado reconstituído
houve contagens significativas de bactérias viáveis. Comparando o processo de
liofilização e spray drying apresentou a redução de ácidos graxos devido as altas
temperaturas, luz presença de oxigênio e a liofilização é uma das formas de se
produzir o leite em pó mantem a integralidade do ácido linoléico conjugado, tendo
uma maior aporte nutricional (PANICE, 2012).
2.3 Lactose
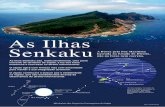
A lactose é um dissacarídeo, formada de glicose e galactose,
produzida pelas glândulas mamárias, apresentado na Figura 1 (GALLAGHER, 2010;
ESCOTT-STUMP, 2011; FOX; MCSWEENEY, 1998; FOX, 2009). A concentração no
leite varia, dependendo da espécie de mamífero, de 2 a 8,5% sendo que a

15
concentração média de lactose no leite bovino é de 4,8% (DESFLEURST et al.,
1993; FOX; MCSWEENEY, 1998; FOX, 2009). O leite pode conter outros açúcares
como glucosamina, ácido neuramínico e oligossacarídeos neutros (FOX;
MCSWEENEY, 1998).
Figura 1 – Estrutura química da lactose.
Fonte: WALTRA; WOUNTERS; GEURTS (2006).
A lactose apresenta baixo teor de solubilidade com 20% e sacarose
com 204% (BOBBIO; BOBBIO, 1995) e baixo poder de doçura, quando comparado
com a sacarose, que é seis vezes mais doce (FOX, 2009). Entretanto o processo de
hidrólise aumenta a doçura (RIEL, 1991). A lactose apresenta funções fisiológicas
importantes como fornecendo energia, controle da pressão osmótica e auxilia na
absorção de cálcio (FOX; MCSWEENEY, 1998).
Na indústria, a lactose desenvolve funções principalmente na
fermentação de derivados de leite; aumento no valor nutricional; afeta a textura de
concentrados e sorvetes; na utilização de calor pode alterar a cor e sabor de
produtos lácteos (FOX; MCSWEENEY, 1998).
A lactose pode se apresentar na forma α e β-lactose, tendo
diferentes propriedades físicas: rotação específica, solubilidade, ponto de fusão,
higroscópico (FOX, 2009).
A obtenção da lactose pode ser feita através da ultrafiltração onde
há concentração e cristalização, podendo ser utilizada na indústria farmacêutica,
sendo hidrolisada, a glicose e galactose. Dentre as aplicações da lactose tem-se:
suplementação em fórmulas infantil, substrato para a fermentação microbiana de
produtos como etanol, ácido acético e propiônico (FOX, 2009).
Na hidrólise da lactose a enzima β-galactosidase age na ligação β-
1,4-glicosídica da lactose liberando os monossacarídeos. Industrialmente, a enzima
pode ser extraída de leveduras, bactérias e bolores (Kluyveromyces fragilis, K. lactis,

16
Aspergillus niger, Rhizopus oryzae, Bacillus stearothermophilus) (PLAYNE;
CRITTENDEN, 2009). Outra forma de quebrar a lactose é com a utilização de
membranas associados com enzimas (FAEDO et al., 2013).
Os monossacarídeos glicose e galactose liberada pela hidrólise na
presença de aminoácidos e em altas temperaturas como, por exemplo, no processo
de spray drying formam uma coloração pardo-escura, causando modificação no odor
e sabor dos alimentos devido a Reação de Maillard (BOBBIO; BOBBIO, 1995; FOX,
2009; O’BRIEN, 2009).
2.4 Intolerância à Lactose
Nas pessoas que não apresentam à intolerância a lactose, a
digestão é realizada no intestino delgado, na presença da enzima lactase que
hidrolisa a lactose em glicose e galactose. A glicose é utilizada na via energética do
organismo e a galactose vai ser metabolizada no fígado (BACELAR JUNIOR;
KASHIWABARA; SILVA, 2013; MATTAR; MAZO, 2010).
Nos casos em que há uma deficiência ou ausência na produção de
enzima lactase pelo individuo a lactose passa intacto pelo intestino delgado e no
intestino grosso, a lactose será fermentada, produzindo gases como ácido graxos de
cadeia curta, gás carbônico e gás hidrogênio, causando o distensão abdominal.
Outro sintoma é o aumento da motilidade intestinal, acidificação e aumento da carga
osmótica, apresentando sintomas clínicos da patologia como as náuseas e cólicas
(BACELAR JUNIOR; KASHIWABARA; SILVA, 2013; ESCOTT-STUMP, 2011; FOX,
2009; INGRAM; SWALLOW, 2009; MATTAR; MAZO, 2010).
Há três formas de intolerância à lactose: a) primária ou genética de
herança autossômica recessiva; b) secundária: patológica ou parasitária (giardíase,
doenças gastrointestinais, alergia alimentar, antibióticos ou traumas intestinais), e c)
hipolactasia, que ocorre após o desmame, entre 2 aos 15 anos de idade (ESCOTT-
STUMP, 2011; INGRAM; SWALLOW, 2009; MATTAR; MAZO, 2010; WORTMANN;
SIMON; SILVEIRA, 2013).
A incidência da intolerância pode atingir 75% nos adultos afro-
americanos, judeus, índios americanos e mexicanos-americanos e é menos comum
entre descendentes do norte da Europa (ESCOTT-STUMP, 2011).

17
A prevalência de intolerantes à lactose em adultos se aproxima da
totalidade na Ásia e Oriente Médio; 7% na Suécia; 5% no Norte da Europa e Grã-
Bretanha e 4% na Dinamarca (MATTAR; MAZO, 2010).
No Brasil a intolerância pode chegar a 58 milhões de indivíduos
(PEREIRA; FURLAN, 2004). Ocorre em 57% de mulatos; 80% de negros; 89,3% de
crianças indígenas após 4 anos e próxima a totalidade nos descendentes de
japoneses (MATTAR; MAZO, 2010; WORTMANN; SIMON; SILVEIRA, 2013). Devido
à miscigenação as pessoas de cor negra, parda ou amarelas têm maior
predisposição à intolerância do que os indivíduos de cor branca (PRETTO et al.,
2002).
Pereira e Furlan (2004) mostraram que 44,1% da população de
Joinville, SC apresentaram intolerância à lactose. Destes 23,71% na idade 10 anos
sendo 44,94% do sexo masculino.
Os diagnósticos mais utilizados são o teste de tolerância, teste
respiratório do hidrogênio expirado em jejum e ingestão de doses de lactose, com
monitoramento; acidez nas fezes; testes genéticos e biopsia intestinal (MATTAR;
MAZO, 2010).
Um estudo realizado com 264 crianças de duas aldeias do Município
de Aquidauana – MS, usando o teste de tolerância e absorção da lactose, com base
no hidrogênio no ar expirado, demonstrou que 89,3% das crianças apresentaram
absorção deficiente e má absorção de lactose; e 37,1% intolerância à lactose
(ALVES; MORAIS, FAGUNDES-NETO, 2002).
Pretto et al. (2002), realizaram um estudo com estudantes no
município de Porto Alegre – RS. Aplicaram o teste de hidrogênio expirado e
obtiveram como resultado 5,2% dos alunos de cor branca e 15,5% dos alunos de cor
não-branca intolerantes. A porcentagem dos alunos entre 8 a 12 anos com
intolerância a lactose foi de 10,5% e 8,4% foram diagnósticos com má absorção de
lactose.
Uma das formas de se melhorar os sintomas é a exclusão de
alimentos que contenham lactose (MATTAR; MAZO, 2010). Com os avanços na
tecnologia de alimentos surgiu a utilização de enzimas, que permitam a produção de
alimentos com baixo teor de lactose como leite UHT, queijos, iogurtes, leites
fermentados, doce de leite e sorvetes (PEREIRA et al., 2012). Outras formas são a
utilização de probióticos e enzimas na forma de sachês ou cápsulas que ajudam

18
neste hidrólise da lactose (LEVITT; WILT; SHAUKAT, 2013). A população mínima de
probióticos devem ser de 106 UFC/mL ou g do alimento (GOMES; MALCATRA,
1999; KOMATSU; BURITI, SAAD, 2008; SAAD; CRUZ; FARIA, 2011)

19
REFERÊNCIAS AKKERMAN, M. C. J. C. et al. Technology of evaporations, membrane processing and dryers. In: TAMIME, A.Y. Dairy powders and concentarted products. cap. 3. United Kingdom: Wiley-Blackwell, p. 99-148, 2009. ALVES, G. M. S.; MORAIS, M. B.; FAGUNDES-NETO, U. Estado nutricional e teste do hidrogênio no ar expirado com lactose e lactulose em crianças indígenas terenas. Jornal de Pediatria, v. 78, n. 2, 2002. ANGELO A. J. Lipid oxidation in foods. Critical Reviews in Food Science and Nutrition. 1996; n. 36. v. 3. p. 175-224. ARIKAWA, A. Y.; GALLAHER, D. D. Cruciferous vegetables reduce morphologocal markers of colon cancer risk in dimethylhydrazine-treated rats. Journal Nutricion. v. 138, p. 526-532, 2008. BACELAR JUNIOR, A.J.; KASHIWABARA, T.G.B.; SILVA, V.Y.N.E. Intolerancia a lactose. Brazilian Journal os Surgery and Clinical Research. v. 4. n. 4. p. 38-42. set./nov.,2013. BARBOSA-CÁNOVAS, G. et al. Drying. In: ______. Food powders: physical properties, processing, and functionality. New York: Klumer Academic/ Plenum publishers, cap. 11, p. 271-304, 2005. BOBBIO, P. A.; BOBBIO, F. O. Carboidratos. In. ______. Química do processamento de alimentos. 3. ed. São Paulo: Varella, 1995. cap. 4. p. 51-79. BRANDÃO S. C. C. Tecnologia da produção de leite em pó - 1ª parte. Leite e derivados. 1994; 17:49-57. BRASIL - Ministério da Agricultura, Pecuária e Abastecimento – Mapa. Instrução Normativa nº 62, Regulamento técnico de produção, identidade e qualidade de leite tipo A. Diário Oficial da União; Poder Executivo, Brasília de 29 de dezembro de 2011. BRASIL. CNNPA-Comissão Nacional de Normas e Padrões para Alimentos. Normas Técnicas Especiais. Resolução nº175 de 08 de julho de 2003. Diário Oficial da União, 2003. BRASIL. Ministério da Agricultura do Abastecimento e da Reforma Agrária. Regulamento Técnico de Identidade e Qualidade de leite em pó. Portaria nº 146 de 07 de março de 1996. Diário Oficial, Brasília, 1996. BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Departamento de Inspeção de Produtos de Origem Animal. Instrução Normativa nº 51, de 18 de setembro de 2002. Aprova e oficializa o Regulamento Técnico de identidade e qualidade de leite pasteurizado tipo C refrigerado. Diário Oficial da União, Brasília 20 set 2002. Seção 1.

20
BRASIL. Ministério da Agricultura. Regulamento da inspeção industrial e sanitária de produtos de origem animal – RIISPOA. Capítulo V e VI do RIISPOA - Lei n. 1.283, de 18 de dezembro de 1950. Aprova a Inspeção industrial e sanitária dos produtos de origem animal, regulamentada pelo Decreto n. 30.691 de 29 de março de 1952 e suas alterações. Leites desidratados. Disponível em:< http://www.agricultura.gov.br/arq_editor/file/Aniamal/MercadoInterno/Requisitos/RegulamentoInspecaoIndustrial.pdf>. Acesso em: 24 set. 2015. Chen, L.; Daniel, R.M.; Coolbear, T. Review: Detection and impact of protease and lipase activities in milk and milk powders. International Dairy Journal, n. 13, v. 4, p. 255-275, 2003. CONAB – Companhia Nacional de Abastecimento. Leite e derivados: conjuntura mensal. agosto. 2014. Disponível em: <http://www.conab.gov.br/OlalaCMS/uploads/arquivos/14_09_17_08_35_48_leiteagosto2014.pdf>. Acesso em 26 de agosto de 2015. CONTADO, E. W. N. F. et al. Composição centesimal da mucilagem de inhame (Dioscorea spp.) liofilizado comparado a de um melhorador comercial utilizado na panificação e avaliação sensorial de pães de forma. Ciên. Agrotec. v. 33 ed. especial, p. 1813-1818, 2009. COSTA, E. C. Secagem por refrigeração. In:______. Secagem industrial. São Paulo: Blücher, cap. 8, p. 149-177, 2007. DEETH, H. C.; HARTANTO, J. Chemistry of milk: role of constituents in evaporation and drying. In: TAMIME, A.Y. Dairy powders and concentarted products. cap. 1. United Kingdom: Wiley-Blackwell, p. 1-27, 2009. DESFLEURST, M. et al. Auxiliares Tecnológicos. LUQUET, F. M. Los Productos Lacteos: transformacion y tecnologias, leche y productos lacteos - vaca, oveja, cabra. Acribia, Zarahoza, 1993, cap. 6. p. 461-522. ESCOTT-STUMP, S. Alergia alimentar e síndrome de méniere: alergia e intolerâncias alimentares. In: ______. Nutrição relacionada ao diagnostico e tratamento. 6. ed. Barueri SP: Manole, 2011. p. 125-140. FAEDO, R. et al. Obtenção de leite com baixo teor de lactose por processos de separação por membranas associadas à hidrólise enzimática. Revista CIATEC - UPF, v. 3, n. 1, p. 44-54, 2013. FELLOWS, P. J. Evaporadores e destilação. In:______. Tecnologia do processamento do processamento de alimentos: Princípios e prática. 2. ed. Porto Alegre: Artmed, 2006. FORINI, P. F. L.; VENTURINI, C.; ORTOLANI, M. B. Levantamento top 100 Milk Point – ed. 2013. Anuário Leite e Derivados, ano XXI, n. 139, mar./abril, 2013. FOX P. F., MCSWEENEY P. L. H. Dairy Chemistry and Biochemistry. London: Chapman & Hall; 1998.

21
FOX P. F., MCSWEENEY P. L. H. Lactose. In:______. Dairy Chemistry and Biochemistry. London: Chapman & Hall; cap. 2, p. 21-66, 1998. FOX, P. F. Lactose: chemistry and properties. In. McSweeney, P.L.H.; FOX, P.F. Advaced Dairy Chemistry: lactose, water, salts and minor constituents. 3. ed, v. 3 cap. 1. New York: Springer, p.1-15. 2009. FRANKEL E. N., HUANG S. W. Improving the oxidative stability of polyunsaturated vegetable oils by blending with high oleic sunflower oil. Journal of the American Oil Chemists Society. n. 71. v. 3. p. 255-9. 1994. GALLAGHER, M. L. Os nutrientes e seu metabolismo. In. MAHAN, L. K. ESCOTT-STUMP, S. Krause: alimentos, nutrição e dietoterapia. 12. ed. Rio de Janeiro: Elsevier, p.39-143. cap.3, 2010. GAVA, A. J. Princípios de tecnologia de alimentos. São Paulo: Nobel, 1984. GOMES, A. M. P., MALCATRA, F. X. Agentes probióticos em alimentos: aspectos fisiológicos e terapêuticos, e aplicações tecnológicas. Bol. Biotecnol., n.64, p. 12-22, 1999. IBGE - Instituto Brasileiro de Geografia e Estatística. Estatística da produção pecuária. Rio de Janeiro: IBGE, 2014. Disponível em: <http://www.ibge.gov.br/home/estatistica/indicadores/agropecuaria/producaoagropecuaria/abate-leite-couro-ovos_201401_publ_completa.pdf>. Acesso em: 15, jun., 2015. IBGE - Instituto Brasileiro de Geografia e Estatística. Estatística da produção pecuária. Rio de Janeiro: IBGE, 2015. Disponível em: <http://www.ibge.gov.br/home/estatistica/indicadores/agropecuaria/producaoagropecuaria/abate-leite-couro-ovos_201501_publ_completa.pdf>. Acesso em: 27, set., 2015. (a) IBGE - Instituto Brasileiro de Geografia e Estatística. Estatística da produção pecuária. Rio de Janeiro: IBGE, 2015. Disponível em: <http://www.ibge.gov.br/home/estatistica/indicadores/agropecuaria/producaoagropecuaria/abate-leite-couro-ovos_201502_publ_completa.pdf>. Acesso em: 27, set., 2015. (b) INGRAM, C. J. E.; SWALLOW, D. M. Lactose Malabsorption. In. McSweeney, P.L.H.; FOX, P.F. Advaced Dairy Chemistry: lactose, water, ssalts and minor constituents. 3. ed, v. 3 cap. 6. New York: Springer, p.203-232. 2009. KOMATSU, T. R.; BURITI, F. C. A.; SAAD, S. M. I. Inovação, persistência e criatividade superando barreiras no desenvolvimento de alimentos probióticos. Rev. Bras. Ciên. Farmacêutica, v. 44, n. 3, p. 329-347, 2008. LEVITT, Michael; WILT, Timothy; SHAUKAT, Aasma. Clinical implications of lactose malabsorption versus lactose intolerance. Journal of clinical gastroenterology, v. 47, n. 6, p. 471-480, 2013.

22
LIAPIS, A. I.;BRUTTINI, R. Freeze Drying. MUJUMDAR, A. S. HandBook of Insdustrial Drying. 3rd ed. London: Taylor and Francis (CRC Press), cap. 11, p. 257-284, 2006. MATTAR, R.; MAZO, D. F. C. Intolerância à lactose: mudança de paradigmas com a biologia molecular. Rev. Assoc. Med. Bras., v. 56, n. 2, 2010. MENEZES, A. R. V. et al. Estudo comparativo do pó da acerola verde (Malphigia emarginata D.C) obtido em estuda por circulação de ar e por liofilização. Revista Brasileira de Produtos Agroindustriais, v. 11, n. 1, p. 1-8, 2009. MENEZES, E. M. S.; TORRES, A. T.; SRUR, A. U. S. Valor nutricional da polpa de açaí (Euterpe oleracea Mart) liofilizada. Acta Amazonica, v. 38, n. 2, p. 311-316, 2008. MORAES, L. R. V. et al. Estudo comparativo de desidratação de frutas para fins de infusão, por método tradicional e liofilização. Revista Seminário DE Visu, v. 2, n. 2, p. 245-264, 2012. NÖRNBERG, M. F. B. L.; TONDO, E. C; BRANDELLI, A. Bactérias psicrotróficas e atividade proteolitíca no leite cru refrigerado. Acta Scientiae Veterinariae. n. 37, v. 2, p. 157-163. Porto Alegre, 2009. O’BRIEN, J. N. Enzymatic degradation pathways of lactose and their significance in dairy products. In: Mc SWEENEY, P. L. H.; FOX, P. F. Advanced Dairy Chemistry: lactose, water, salts and minor constituents, 3. ed, v. 3 cap. 7. New York: Springer, p.231-294. 2009. OLIVEIRA, M. N.; PENNA, A. L. B.; GARCIA NEVAREZ, H. G. Production of evaporated milk, sweetened condensed milk and “dulce de leche”. In: TAMIME, A.Y. Dairy powders and concentarted products. cap. 4. United Kingdom: Wiley-Blackwell, p. 149-179, 2009. PANICE, L. B. Influência da liofilização e outros processos térmicos de conservação na composição química e na quantificação de ácidos graxos do leite proveniente de experimentos de campo e de laticínios. Diálogos e Saberes, v. 8, n. 1, p. 293-296, 2012. PEREIRA, D. F.; FURLAN, S. A. Prevalência de intolerância à lactose em função da faixa etária e do sexo: experiência do Laboratório Dona Francisca, Joinville - SC. Revista Saúde Ambiental, v. 5, n. 1, 2004. PEREIRA, M. C. S. et al. Lácteos com baixo teor de lactose: uma necessidade para portadores de má digestão da lactose e um nicho de mercado. Rev. Inst. Latic. Cândico Tostes. nov./dez. n. 389, v. 67. p. 57-65, 2012. PLAYNER, M.J.; CRITTENDEN, R.G. Galacto-oligosaccharides and other products derived from lactose. In: Mc SWEENEY, P. L. H.; FOX, P. F. Advanced Dairy Chemistry: lactose, water, salts and minor constituents, 3. ed, v. 3 cap. 5. New York: Springer, p.121-202. 2009.

23
PRETTO, F. M. et al. Má absorção de lactose em crianças e adolescentes: diagnóstico através do teste do hidrogênio expirado com o leite de vaca como substrato. Jornal de Pediatria. Rio de Janeiro. v.78, n.3, p. 213-218, 2002. RANKELL, A. S., LIEBERMAN, H. A., SCHIFFMAN, R. F. Secagem. In: L. Lachman, H. A. Lieberman, and J. L. Kanig. Teoria e prática na indústria farmacêutica. Lisboa: Calouste Gulbenkian; 2001. RIEL, R. Compisición y estrutura física-química de la leche. In: AMIOT, J. Ciencia y tecnologia de la leche. Zaragoza: Acribia, cap. 1, p. 1-53, 1991. SAAD, S. M. I.; CRUZ, A. G.; FARIA, J. A. F. Probióticos e prebióticos em alimentos: fundamentos e aplicações tecnológicas, São Paulo: Varela, 2011. SHAKEEL-UR-REHMAN. Reduced lactose and lactose-free dairy products. . In: Mc SWEENEY, P. L. H.; FOX, P. F. Advanced Dairy Chemistry: lactose, water, salts and minor constituents, 3. ed, v. 3 cap. 3.5. New York: Springer, p.98-104. 2009. SKANDERBY, M. et al. Dried Milk Products. In: TAMIME, A. Y. Dairy Powders and Concentrated Products. United Kingdom: Wiley-Blackwell. cap. 5. p. 180-234. 2009. Spagnol, C. et al. Aplicação da liofilização na obtenção de microrganismos viáveis para a elaboração de iogurtes. Revista Ciências Exatas e naturais, v. 7, n. 2, p. 243-253, 2005. VIEIRA, A. P.; NICOLETI, J. F.; TELIS, V. R. N. Liofilização de fatias e abacaxi: avaliação de cinética de secagem e da qualidade do produto. Braz. J. Food Technol, v. 15, n. 1, p. 50-58, 2012. WALTRA, P.; WOUNTERS, J. T. M.; GEURTS, T. J. Concentration Processes. In:______. Dairy Science and Technology. 2. ed. Taylor e Francis Group, cap. 10, p.297-336, 2006. WALTRA, P.; WOUNTERS, J. T. M.; GEURTS, T. J. Concentration Processes. In:______. Dairy Science and Technology. 2. ed. Taylor e Francis Group, cap. 10, p.297-336, 2006. WALTRA, P.; WOUNTERS, J. T. M.; GEURTS, T. J. Dairy Science and Technology. 2. ed. Taylor e Francis Group, 2006. WORTMANN, A. C.; SIMON, D.; SILVEIRA, T. R. Análise molecular da hipolactasia primária do tipo adulto: uma nova visão do diagnóstico de um problema antiga e frequente. Revista da AMRIGS, Porto Alegre, n. 57, v.4, p. 335-343, out.-dez., 2013.

24
ARTIGO
Desenvolvimento e avaliação de leite em pó com baixo teor de lactose obtido por
liofilização
Development and evaluation of milk powder obtained by lyophilization with low
lactose content
Koga, E. K.a, Suguimoto, H. H.b*
a Discente do Mestrado em Ciência e Tecnologia do Leite e Derivados – Universidade Norte do
Paraná (UNOPAR). E-mail: [email protected]
b Doutor
em Ciência de Alimentos. – Universidade Estadual de Londrina (UEL). Docente da
Universidade Norte do Paraná (UNOPAR). E-mail: [email protected]
*Endereço para correspondência: Rua Marselha, 591, 86041-100, Jardim Piza, Londrina, PR
Resumo
O leite é um produto perecível e a desidratação é uma alternativa de elevar o tempo de armazenamento. A praticidade no uso doméstico e industrial é outro fator para o estimulo na produção do leite em pó. No Brasil, cerca de 58 milhões de indivíduos são intolerantes à lactose, portanto excluídos do consumo de leite comum. O objetivo deste trabalho foi avaliar a desidratação do leite com lactose hidrolisada pelo processo de liofilização. O leite desnatado em pó foi reconstituído em 4 concentrações em dois grupos, sem e com hidrólise. Os tratamentos 10%, 13,3%, 20% e 40% de leite em pó. Nos tratamentos com hidrólise foi adicionada a enzima β-galactosidase na concentração de 0,5% (v/v). As condições para a hidrólise foram à 4ºC por 24 horas. O leite de cada tratamento foi congelado a -18˚C em placas de petri e liofilizadas, sendo pesadas a cada 3 horas para estabelecer a curva de desidratação. A amostra com 40% de sólidos apresentou o menor tempo de liofilização (18 horas) e o maior rendimento (40g). Dessa forma o tratamento 40% foi escolhido para seguir em escala piloto. Onde o leite hidrolisado foi liofilizado (68horas). Foram realizados análise de composição centesimal, físicas e microbiológicas. Formulação com lecitina de soja e saborização com cacau e café foram realizadas seguindo da analise sensorial. Nas análises de composição centesimal o leite sem e com hidrólise apresentaram diferença significativa nos teores de umidade, cinzas, lactose e glicose; e nas formulações saborizadas apresentaram diferença significativa o teor de umidade, cinzas, proteínas, glicose e lactose. Nas análises físicas o leite liofilizado com a adição de 0,6% de lecitina demostrou melhores resultados. Nas análises microbiológicas não houve a detecção dos microrganismos analisados. No teste de preferência o leite com baixa lactose comercial obteve a maior soma (252); e no teste de preferência pareado não houve significância (p<0,05); no teste de aceitação o leite liofilizado obteve notas acimas de 7 (gostei moderadamente) em todos os atributos, os leites saborizados com café, cacau e cacau com café, obtiveram notas altas de aceitação e intenção de compras. Concluímos que o produto base obtido por liofilização é uma alternativa sob o ponto de vista tecnológico no processo de produção e comercialização, devido sua boa

25
aceitabilidade. Palavras-chave: leite desnatado. hidrólise. desenvolvimento tecnológico. β-galactosidase. otimização.
Abstract
Milk is a perishable product and dehydration is an alternative to increase the storage time. The practicality in industrial and domestic use is another factor for stimulating the production of milk powder. In Brazil, about 58 million people are lactose intolerant therefore excluded from the regular milk consumption. The objective of this study was to evaluate the dehydration of milk with lactose hydrolyzed by the lyophilization process. The skimmed milk powder was reconstituted in 4 concentrations in two groups, with and without hydrolysis. Treatments 10%, 13.3%, 20% and 40% milk powder. In the treatments with Hydrolysis was added to β-galactosidase at a concentration of 0.5% (v / v). The conditions for hydrolysis were at 4 ° C for 24 hours. The milk from each treatment was frozen at -18C and lyophilized in petri plates, and weighed every 3 hours to establish the dehydration curve. The sample with 40% solids introduced lyophilization shorter (18 hours) and the highest yield (40g). Thus the 40% treatment was chosen to go on a pilot scale. Where the hydrolysed milk was freeze-dried (68horas). analysis of chemical composition, physical and microbiological analyzes were performed. Formulation with soya lecithin and saborização with cocoa and coffee were performed following sensory analysis. In the composition analysis proximate milk with and without hydrolysis showed significant differences in moisture, ash, lactose and glucose; and the flavored formulations showed significant difference moisture, ash, protein, glucose and lactose. In physical analyzes the lyophilized milk with the addition of 0.6% lecithin demonstrated better results. Microbiological analysis there was no detection of microorganisms analyzed. In the preference test milk with low lactose commercial had the highest sum (252); and paired preference test was not significant (p <0.05); the acceptance test the freeze-dried milk obtained above notes 7 (liked moderately) in all attributes, milk flavored with coffee, cocoa and cocoa with coffee, achieved high grades of acceptance and intention to purchase. We concluded that the base product obtained by lyophilization is an alternative in the technological point of view in the production and marketing process, due to its good acceptability. Keywords: skim milk. hydrolysis. technological development. β -galactosidase. optimization.
Introdução
A desidratação é uma das formas mais antigas de conservar

26
alimentos devido à redução da quantidade e atividade da água, o que evita a
proliferação de microrganismos (DEETH; HARTANTO, 2009; FOX; MCSWEENEY,
1998; RANKELL, LIEBERMAN; SCHIFFMAN, 2001). Além disso, por consequência
da redução do peso e volume do alimento há uma redução de custos no transporte e
armazenamento do produto final. (AKKERMAN et al, 2009; FELLOWS, 2006; GAVA,
1984; OLIVEIRA, PENNA, GARCIA NEVAREZ, 2009; WALTRA; WOUNTERS;
GEURTS, 2006).
Tradicionalmente a desidratação do leite é obtida pela evaporação
parcial da água pelo processo de concentração, seguido de atomização, ambos
utilizando o calor (AKKERMAN et al, 2009; OLIVEIRA, PENNA, GARCIA NEVAREZ,
2009; SKANDERBY et al., 2009). Contudo, neste processo pode ocorrer a reação de
Maillard, que resulta em alterações na cor (FOX, 2009; O’BRIEN, 2009) do produto
modificando, assim as características do leite. Uma alternativa é a liofilização o onde
o leite desidratado mantém as propriedades sensoriais e nutricionais (BOBBIO;
BOBBIO, 1995; COSTA, 2007; FELLOWS, 2006; LIAPIS; BRUTTINI, 2006).
Especialmente na produção do leite em pó com baixo teor de
lactose, o processo de liofilização tem vantagens em relação ao método tradicional,
pois além de evitar o escurecimento facilita a solubilização, devido à porosidade dos
grânulos no produto final. Este produto visa atender a um segmento expressivo da
população, que são intolerantes a lactose.
No Brasil há cerca de 58 milhões de pessoas intolerantes a lactose
(PEREIRA; FURLAN, 2004). Esta patologia é caracterizada pela falta da enzima
lactase no intestino, levando a um quadro clínico de diarreia, flatulência e dores
abdominais. Para evitar esses sintomas, deve se excluir os alimentos que
contenham lactose ou utilizar alimentos com lactose hidrolisada (ESCOTT-STUMP,
2011; FOX, 2009; INGRAM; SWALLOW, 2009; MATTAR; MAZO, 2010; PLAYNE;
CRITTENDEN, 2009).
Baseado neste contexto a indústria láctea vem inovando com a
oferta de produtos com baixo teor de lactose, como o leite UHT, e derivados como,
os iogurtes, queijos, doce de leite e leite concentrado. (PEREIRA et al, 2012;
ROCHA, 2015).
Assim, o trabalho tem como objetivo a produção de leite em pó
liofilizado com baixo teor de lactose e sua utilização em formulação de bebidas
saborizadas, assim como a avaliação de suas características físico-químicas,

27
microbiológicas e sensoriais.
Material e Métodos
Determinação da curva de desidratação por liofilização e rendimento do leite
com lactose hidrolisada
O leite em pó desnatado (Molico®, Araçatuba, Brasil) foi
reconstituído nas seguintes concentrações: T1:– 10%; T2 – 13,3%; T3 – 20%; T4 –
40% (p/v).
A lactose do leite reconstituído nas quatro concentrações foram
submetidos à hidrólise com a enzima β-galactosidase de Kluyveromyces lactis
(Maxilact® LX 5000, São Paulo, Brasil), na concentração de 0,5 % (v/v), à 4ºC por
24 horas. Um grupo controle foi mantido sem hidrólise.
Amostras de 100 mL de leite foram colocadas em placa de Petri de
13 cm diâmetro e congeladas à -18ºC durante 48h, em seguida submetido à
liofilização (liofilizador L101 – Liobras, São Carlos, Brasil), até peso constante. Para
a determinação da curva de desidratação as placas de Petri foram pesadas a cada
três horas. O rendimento foi calculado pela diferença de peso inicial e final. O leite
liofilizado foi triturado em almofariz de porcelana, embalado e armazenado para
análises de composição centesimal. O experimento foi realizado com duas
repetições e as análises em triplicata.
Desidratação em escala piloto do leite com lactose hidrolisada
O tratamento 4, apresentou melhor resulado quanto ao tempo de
liofilização e maior rendimento. O leite em pó desnatado (Molico®, Araçatuba, Brasil)
foi reconstituído em 30L na concentração de 40% (p/v), seguido da pasteurização
(Suck Milk®, Nova Erechim, Brasil) a 65ºC por 30 min, resfriado até 30ºC,
adicionado a enzima β-galactosidase de Kluyveromyces lactis (Maxilact® LX 5000,
São Paulo, Brasil), homogeneizado e incubado a 4ºC por 24 horas.
O leite com lactose hidrolisada foi congelado a -40ºC (Freezer -
Refrirol®, Rolândia, Brasil) e transferido para liofilizador industrial (Liobras® - modelo

28
LP 1258, São Carlos, Brasil), por 68 horas. O leite desidratado foi triturado com
auxilio de liquidificador, embalado em embalagem (metalizada composto por
poliéster, metalização, polietileno) a vácuo e armazenado por uma semana, para
determinação da composição centesimal, microbiológica, solubilidade, molhabilidade
e dispersbilidade.
Efeito da lecitina na solubilidade, dispersabilidade e molhabilidade do leite
liofilizado.
A avaliação do efeito da lecitina de soja na solubilidade,
dispersabilidade e molhabilidade do leite liofilizado foi realizada por meio do
Delineamento Central Composto (DCC) com duas variáveis em cinco níveis cada (-
1,41421, -1, 0, 1, +1,41421), conforme Tabela 1 As variáveis independentes
testadas foram lecitina de soja (% - v/v) e temperatura (ºC), tendo como variáveis
dependentes a solubilidade (% IR), a dispersabilidade (%) e a molhabilidade
(segundos).
Tabela 1 – Níveis das variáveis independentes para o Delineamento Central Composto.
Variáveis Independentes Níveis codificados e reais das variáveis dependentes
-α -1 0 +1 +α
X1 (% lecitina) 0,53 0,55 0,6 0,65 0,67
X2 (Temperatura ºC) 66 70 80 90 94
As respostas foram em função das variáveis independentes
solubilidade, dispersabilidade e molhabilidade.
Elaboração e avaliação sensorial do produto saborizado
A formulação foi previamente definida através da análise de
aceitação com diferentes concentrações dos leites saborizandos, mais bem aceito e
esta descrito na Tabela 2.
Para todas as formulações foram realizados análises de composição
proximal, análises microbiológicas, testes de solubilidade, dispersabilidade e

29
molhabilidade. As análises foram realizadas em triplicatas.
Tabela 2 – Formulação dos produtos saborizados.
Formulação Café liofilizado (g)
Cacau em pó (g)
Leite liofilizado (g)
Açúcar (g) Água (g)
A 1 0 10 4 90
B 0 0,6 10 4 90
C 0,5 0,6 10 4 90
Com a aprovação do Comitê de Ética, protocolo nº 1.096.989 (Anexo
A), ao iniciar o teste os provadores preencheram o Termo de Consentimento de
Livre e Esclarecido (Apêndice A). Os testes foram realizados em cabines individuais
do Laboratório de Análise Sensorial da UNOPAR (Piza, Londrina), sob luz branca,
longe de ruídos e odores.
Para as análises sensoriais foram utilizadas o teste de ordenação -
preferência (Apêndice B); o teste pareado-preferência, aceitação por escala
hedônica e intenção de compra (Apêndice C). Participaram 100 provadores não
treinados. Para todos os provadores as amostras foram padronizadas em um volume
de 40mL de leite, servidas em copos descartáveis codificados com três dígitos. Água
e biscoito água e sal foram servidos para a limpeza do palato.
No teste de ordenação - preferência os provadores receberam três
amostras de leite: leite desnatado comercial, leite desnatado baixa lactose comercial
e leite desnatado liofilizado. Nesse teste, as amostras foram apresentadas de forma
simultânea e os provadores as ordenaram em ordem crescente de amostra
preferida.
No teste pareado-preferência, o provador expressou sua preferência,
sua reação afetiva ao escolher um produto pelo outro. Para a realização deste teste,
os provadores receberam de forma simultânea as amostras do leite desnatado baixa
lactose liofilizado e leite desnatado baixa lactose comercial e indicaram qual das
duas amostras recebida era a preferida.
Teste de aceitação e intenção de compra foi aplicado no produto
leite liofilizado puro e leite saborizados com leite liofilizado com cacau, leite liofilizado
com café e leite liofilizado com cacau e café foram apresentadas aos provadores de
forma monádica. Os atributos de aparência, aroma, sabor, doçura e impressão

30
global foram analisados por meio de escala hedônica estruturados em nove pontos,
desde “desgostei muitíssimo” (1) até “gostei muitíssimo” (9), conforme Meilgaard,
Civille e Carr (1999). Para a intenção de compra, utilizou-se de uma escala
estruturada em três pontos, (1 = provavelmente não compraria; 2 - talvez
comprasse/talvez não comprasse; 3 - provavelmente compraria).
Métodos Analíticos
Análise de Composição Centesimal
As análises de composição centesimal foram realizadas após uma
semana de produção do leite, análises realizada em triplicatas.
Na composição centesimal foram realizada análises de proteína pelo
método de micro Kjeldahl com fator de conversão de 6,38; gorduras pelo método de
Gerber e cinzas totais pelo método de incineração em forno mufla 550ºC, conforme
metodologia preconizada pela AOAC (1995). A umidade foi determinada pelo
método gravimétrico de secagem em estufa a 80ºC de acordo com SKANDERBY et
al. (2009); e acidez conforme ADMI (1965).
A concentração de lactose foi determinada pelo método de lactose-
metilamina, com comprimento de onda de 540 nm (NICKERSON; VUKICIC; LIN,
1975). A determinação de glicose foi realizada pelo método glicose-oxidase,
utilizando o Kit Glicose-oxidase (Bioliquid), que se baseia na oxidação da glicose em
ácido glicônico e peróxido de hidrogênio, pela glicose oxidase, com comprimento de
onde de 500 nm.
Análises Físicas
As análises físicas foram realizadas após uma semana de produção
do leite, análises realizada em triplicatas.
A solubilidade foi determinada através da dissolução e estabilidade
do produto base e produto saborizado reconstituído em diferentes concentrações de
lecitina e calculado o índice de retenção (VISSOTTO et al., 2006).

31
Onde:
IR – Índice de Retenção
170 – 20 g amostra + 150g água
M – peso em gramas do permeado da filtração
Para a determinação da dispersabilidade foi colocado 25g do leite
hidrolisado e liofilizado e nos produtos saborizados em 250 mL de água destilada na
temperatura de 25ºC, agitado por 20 segundos com auxilio de um agitador
magnético e filtrado em peneira com abertura de 35 mesh. Os resultados devem ser
superiores a 85% conforme estabelecido do por SKANDERBY et al. (2009). As
análises realizadas em triplicatas.
Na determinação da molhabilidade verificou-se o tempo que o leite
hidrolisado e liofilizado e os produtos saborizados gastam para atingir o fundo do
béquer. Para isso, pesou-se 10 g de amostra em um béquer de 600mL de
capacidade com 400mL de água destilada a 25ºC. Com cronômetro mediu-se o
tempo gasto para que o leite chegasse ao fundo do béquer (SKANDERBY et al.,
2009).
Análises Microbiológicas
As análises microbiológicas foram realizadas após uma semana de
produção do leite, análises realizada em duplicatas.
As análises microbiológicas foram realizadas no leite reconstituído
(sem e com hidrólise), leite hidrolisado e liofilizado e produto saborizado.
Para as análises microbiológicas foram realizadas: contagem de
microrganismos aeróbios mesófilos (UFC/mL) segundo APHA (2005) contagem de
coliformes totais e Escherichia coli pelo método de PetrifilmTM EC (3M),
determinação de Staphylococcus pelo método de PetrifilmTM STX (3M), detecção de
Salmonella pelo método de PetrifilmTM SALX (3M), contagem de bolores e leveduras
pelo método de PetrifilmTM (3M), segundo Silva, Junqueira e Silveira (2010) e
contagem de Bacillus cereus (MOSSEL; KOOPMAN; JONGERIUS, 1967;
STADHOUDERS, 1992).

32
Análise estatística dos resultados
Os resultados foram analisados através do programa disponível
Statistic 6.0 (Statsoft Inc., Tulsa, USA). As composições centesimais, a otimização e
análise sensorial foram analisadas pela metodologia de Análise de Variância
(ANOVA). O teste de Tukey foi utilizado para indicação de diferença entre as médias
das amostras (p<0,05 probabilidade). No teste de preferência foi utilizada Teste de
Friedman ao nível p<0,05 de significância.
RESULTADOS E DISCUSSÃO
Determinação da curva de desidratação por liofilização e rendimento do leite
com lactose hidrolisada
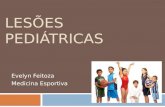
O tempo de desidratação do T1, com 10% sólidos foi de 27 horas
com 1,92% de umidade no final. Quanto maior a concentração de leite em pó, menor
tempo de desidratação. Assim, o tempo de desidratação do T4, com 40% de leite em
pó foi de apenas 15 horas (Figura 2) e com umidade final de 3,98%. A velocidade de
desidratação, calculado a partir da regressão linear da curva de desidratação, foi de
T1= 3,33; T2= 4,24; T3= 4,61 e T4= 4,71%/hora. Isso indica que na liofilização,
quanto maior a quantidade de sólidos, maior a velocidade de desidratação
(BARBOSA-CÁNOVAS et al., 2005), diferente do processo convencional de
desidratação com o uso de calor.

33
Figura 2 – Cinética de desidratação nos quatro tratamentos do leite desnatado com lactose hidrolisada.
O rendimento de leite em pó liofilizado foi de T1= 10g; T2= 12g; T3=
20g; T4= 40g, em 27; 21; 18 e 12 horas, respectivamente. Portanto quanto menor
quantidade de água, menor tempo de desidratação.
Dessa forma levando em consideração o tempo de liofilização e o
rendimento obtido, o tratamento 4 (T4) que obteve menor tempo de liofilização com
maior rendimento foi escolhido para ser o produto base para a produção em escala
piloto.
As porcentagens de umidade final do leite liofilizado foram T1
(1,92%); T2 (1,77%); T3 (3,28%) e T4 (3,98%). Pelo Teste de Tukey, com nível de
confiança de 5%, apenas o T1 e T2 não apresentaram diferença significativa
(p=0,375). As umidades obtidas nos quatro tratamentos estão de acordo com a
legislação vigente em relação ao percentual de 5% para produtos liofiizados
(BRASIL, 2003).
Desidratação em escala piloto do leite com lactose hidrolisada
O leite reconstituído referente ao T4, isto é, com 40% (p/v) foi
submetido ao processo de liofilização em escala piloto. Os 30 litros de leite
reconstituído com lactose hidrolisada produziu 12kg de leite liofilizado.
O custo estimado para o congelamento do leite reconstituído com
lactose hidrolisada foi R$4,04/kg e o processo de liofilização foi de R$10,55/hora. O
custo de todos os insumos: leite em pó, enzima, água, energia, produto de limpeza
foi de R$43,71/kg. O custo final de produção do leite liofilizado foi de R$58,30/kg.

34
Comparado o leite desidratado por liofilização e o spray dryer,
verificamos na embalagem com 380g o comercial o valor sai por R$ 22,15 o
liofilizado e R$ 15,79 o spray dryer, a diferença esta no processo de desidratação,
matéria-prima com valor agregado (comercial) e pouca quantidade de fabricação.
Efeito da lecitina na solubilidade, dispersabilidade e molhabilidade do leite
liofilizado
O melhor resultado para solubilidade foi de 0,250 %IR com 0,6% de
lecitina a 80ºC (Figura 4). O coeficiente de determinação R2 foi de 0,93775 que
significa 93,77% da variação da resposta é explicada pelo delineamento estatístico
proposto.
A Figura 3 mostra os efeitos principais das variáveis independentes
testadas sobre a solubilidade. A temperatura e a lecitina quadrática, assim como a
temperatura linear apresentaram efeitos significativos negativos. A interação 1L/2L
apresentou um efeito linear positivo significativo, demonstrando a importância da
percentagem de lecitina e da temperatura no processo de solubilidade do leite em pó
liofilizado.
Figura 3 - Gráfico de Pareto com os efeitos principais das variáveis independentes.
Os coeficientes de regressão para a resposta solubilidade mostra
que o intercepto foi significativo, ao nível de 0,01%, demonstrando que o ponto
central do delineamento estatístico foi escolhido adequadamente. Os coeficientes de

35
regressão (13,6230, 0,0447 e 0,0910), relativo aos efeitos lineares da lecitina,
temperatura e da interação lecitina/temperatura, respectivamente mostraram-se
significativo positivos ao nível de 0,05%, indicando a relevância destas variáveis no
processo de solubilidade.
Figura 4 - Superfície de resposta para a solubilidade do leite em pó liofilizado em função da temperatura (ºC) e da lecitina(%)
As temperaturas na faixa de 65 – 90ºC conduzem a valores de %IR
superiores a 0,1 %IR. Já lecitina na faixa de 0,55 – 0,65% obtém-se %IR superior à
0,143. Baseado nos resultados obtidos, para uma melhor solubilidade do leite em pó
liofilizado definiu-se a seguinte condição: 0,6% de lecitina a 80ºC (Figura 4).
O resultado da dispersabilidade do leite em pó liofilizado foi de 100%
na condição de 0,6% de lecitina a 94ºC. O coeficiente de determinação R2 foi de
0,7382 que significa 73,82 % da variação da resposta é explicada pelo delineamento
estatístico proposto.
A Figura 5 mostra os efeitos principais das variáveis independentes
testadas sobre a dispersabilidade. De acordo com os resultados somente a
temperatura linear apresentou efeito significativo positivo, houve um aumento na
percentagem de dispersibilidade do leite em pó liofilizado. Já a temperatura
quadrática, interação lecitina/temperatura linear e lecitina linear apresentaram efeito
positivo, porém não significativo. Por fim a lecitina quadrática apresentou efeito
negativo não significativo.

36
Figura 5 - Gráfico de Pareto com os efeitos principais das variáveis independentes.
Os coeficientes de regressão para a resposta dispersabilidade
mostram que o intercepto não foi significativo, ao nível de 0,01%, demonstrando que
há necessidade de ajuste do ponto central do delineamento estatístico. Os
coeficientes de regressão relativos às variáveis independentes apresentaram efeitos
não significativos ao nível de 0,05%, indicando a necessidade de ajustes na faixa
testada para processo de dispersabilidade.
Figura 6 - Superfície de resposta para a dispersabilidade do leite em pó liofilizado em função da temperatura (ºC) e da lecitina(%)
As temperaturas na faixa de 90 – 94ºC conduzem a valores de
dispersabilidade superiores a 94%. Já lecitina na faixa de 0,6 – 0,65% obtém-se
dispersabilidade superior a 94%. Baseado nos resultados obtidos, para uma melhor

37
dispersabilidade do leite em pó liofilizado definiu-se a seguinte condição: 0,6% de
lecitina a 94ºC (Figura 6).
O melhor resultado para molhabilidade foi de 0,028 segundos
estabelecido na condição de 0,65% de lecitina a 90ºC. O coeficiente de
determinação R2 foi de 0,76865 que significa 76,86% da variação da resposta é
explicada pelo delineamento estatístico proposto.
De acordo com os resultados para molhabilidade a interação
lecitina/temperatura linear e a temperatura linear apresentaram efeito positivo
significativo, houve um aumento no tempo (s) de molhabilidade do leite em pó
liofilizado. Já a lecitina quadrática e linear apresentaram efeito positivo, porém não
significativo. Por fim a temperatura quadrática apresentou efeito negativo não
significativo (Figura 7).
Figura 7 - Gráfico de Pareto com os efeitos principais das variáveis independentes.
Os coeficientes de regressão para a resposta molhabilidade
mostram que o intercepto foi significativo, ao nível de 0,01%, demonstrando que o
ponto central do delineamento estatístico foi escolhido adequadamente. O
coeficiente de regressão relativo ao efeito linear da lecitina mostrou-se significativo
negativo ao nível de 0,01%, indicando a relevância desta variável no processo de
molhabilidade no sentido de que quanto maior a percentagem de lecitina, menor é a
molhabilidade do leite em pó. Assim, sugere-se utilizar o valor mais próximo do limite
inferior desta variável independente. O coeficiente de regressão relativo ao efeito

38
lineares da interação lecitina/temperatura mostrou-se significativo positivo ao nível
de 0,001%, indicando a relevância desta variável no processo de molhabilidade.
Sugere-se utilizar o valor mais próximo dos limites superiores das variáveis
independentes.
Figura 8 - Superfície de resposta para a molhabilidade do leite em pó liofilizado em função da temperatura (ºC) e da lecitina(%)
As temperaturas na faixa de 80 – 94ºC conduzem a valores de
molhabilidade superiores a 0,01 segundo. Baseado nos resultados obtidos, para
uma melhor molhabilidade do leite em pó liofilizado definiu-se a seguinte condição:
0,65% de lecitina a 90ºC (Figura 8).
Comparação da solubilidade, molhabilidade e dispersabilidade do leite hidrolisado e liofilizado, produto otimizado e produtos saborizados
Os resultados para solubilidade, molhabilidade e dispersabilidade do
leite hidrolisado e liofilizado, leite hidrolisado e liofilizado otimizado e produtos
saborizados (café, cacau e café com cacau) foram comparados entre si e são
mostrados na Figura 9.
A solubilidade reflete a percentagem do índice de retenção (IR) do
produto em um solvente, ou seja, essa IR determina a velocidade de dissolução dos
grânulos de leite em água. Quanto menor esse índice de retenção maior é a sua
solubilidade. Para fins de análises dos dados estatísticos, os cálculos dos resultados
obtidos foram invertidos. Assim, especificamente neste caso quanto maior o IR
melhor foi a solubilidade do produto testado. Dessa forma, de acordo com os
resultados obtidos para solubilidade, o produto saborizado com café apresentou um

39
IR de 1,29%, já o produto saborizado com café com cacau teve um IR de 2,12%, o
produto saborizado com cacau apresentou IR de 2,58, o produto base com IR de
2,96 e por fim o produto base otimizado obteve um IR de 4%. Com isso, do leite
hidrolisado e liofilizado otimizado apresentou uma maior solubilidade em relação aos
outros testados. Em um trabalho realizado por Vissotto et al (2006), obteve um IR de
2,65 % em uma amostra de achocolatado em pó com a adição de 0,5% de lecitina
de soja.
A molhabilidade reflete o tempo, em minutos, de imersão do produto
na água. Neste caso, quanto menor esse tempo maior é a sua molhabilidade. Dessa
forma, de acordo com os resultados obtidos para molhabilidade, o leite hidrolisado e
liofilizado otimizado apresentou um tempo de 2 minutos, o produto saborizado com
café com cacau teve um tempo de 24 minutos, o produto saborizado com café
apresentou tempo de 28 minutos, o produto base com 37 minutos e por fim o
produto saborizado com cacau com tempo de 50 minutos. Com isso, o produto base
otimizado novamente apresentou uma melhor molhabilidade em relação aos outros
testados. Vissotto et al (2006), obteve um tempo de 8 minutos na amostra de
achocolatado em pó com a adição de 0,5% de lecitina de soja.
A dispersabilidade reflete a percentagem (%) de dispersão dos
grânulos do leite em um líquido. Assim, quanto maior for a percentagem melhor é a
sua dispersabilidade. Dessa forma, de acordo com os resultados obtidos, do leite
hidrolisado e liofilizado obteve 100 % de dispersabilidade, já os demais produtos
apresentaram 97 %.
Figura 9 – Gráfico de comparação entre a solubilidade, molhabilidade, dispersabilidade entre os leites liofilizado, otimizado e saborizados.

40
Análises da composição centesimal do leite liofilizado (sem e com hidrólise
enzimática) e dos produtos saborizados
Os resultados das análises da composição proximal do produto base
(leite reconstituído liofilizado) sem e com hidrólise enzimática estão mostrados na
Tabela 10. De acordo com a Tabela 3, pode-se observar que as percentagens de
acidez, de proteínas e de gorduras, para os dois tratamentos (sem e com hidrólise),
não apresentaram diferenças significativas ao nível de 5% (p>0,05). A acidez do
produto base sem hidrólise foi de 1,78 % e com hidrólise foi de 1,77 %. A legislação
brasileira preconiza a acidez no leite em pó num valor máximo de 18%. Isso indica
que as análises não foram afetadas pelo tipo de tratamento do produto base.
Já as percentagens de umidade, cinzas, lactose e glicose,
apresentaram diferenças significativas ao nível de 5% (p>0,05) entre os dois
tratamentos (sem e com hidrólise enzimática).
A determinação de umidade é uma das medidas mais importantes e
utilizadas em análise de alimentos. O teor de umidade de um alimento está
relacionado com sua estabilidade, qualidade e composição, e pode afetar o
armazenamento, embalagens e processamento (CHAVES et al., 2004). Apesar da
diferença significativa entre os tratamentos, a umidade obtida encontra-se de acordo
com a legislação brasileira que rege um valor máximo de 5% (BRASIL, 2003).
O teor de cinzas em um alimento pode refletir a sua qualidade,
dependendo da concentração e do tipo de mineral presente, incluindo o sabor,
aparência, textura e estabilidade do alimento. De acordo com os resultados obtidos,
observou-se uma maior percentagem de cinzas no tratamento do leite sem hidrólise
enzimática.
Em relação à análise para a lactose presente no tratamento sem
hidrólise o valor obtido foi de 61,46%, justificado pela presença de lactose no
produto base ainda não hidrolisada. Já no tratamento com hidrólise o valor de
lactose foi de 1,57%, justificado pela ação da enzima -galactosidase na quebra da
lactose em glicose e galactose. Comparando os dois tratamentos (sem e com
hidrólise enzimática), pôde-se observar uma eficiência de 97,4% de hidrólise da
lactose pela enzima -galactosidase. Em relação à análise para a glicose no
tratamento sem hidrólise o valor obtido foi de 0,81%, justificado pela ausência de
glicose no meio. Já no tratamento com hidrólise o valor de glicose obtido foi de

41
33,79%, justificado pela quebra da lactose através da -galactosidase. Comparando-
se os dois tratamentos (sem e com hidrólise enzimática) observou-se uma eficiência
de 97,6% na produção de glicose no tratamento do produto base com hidrólise.
Tabela 3. Determinação da análise de composição centesimal leite liofilizado sem e com hidrólise.
Determinações Tratamento do leite
p Sem hidrólise Com hidrólise
Acidez (NaOH 0,1) 1,78 a ± 0,01 1,77 a ± 0,03 0,1623
Umidade (%) 2,63 b ± 0,24 3,96 a ± 0,04 0,0000
Cinzas (%) 10,00 a ± 0,00 8,92 b ± 0,40 0,0001
Proteínas (%) 31,08 a ± 0,52 31,47 a ± 0,05 0,0932
Gordura (%) 0,00 a ±0,00 0,00 a ± 0,00 0,1951
Lactose (%) 61,46 a ± 0,67 1,57 b ± 0,01 0,0000
Glicose (%) 0,81 b ± 0,10 33,79 a ± 1,2 0,0000 Médias com letras em comum em uma mesma linha, não diferem significativamente entre si pelo Teste de Tukey (p>0,05).
Os resultados da análise de composição centesimal dos produtos
saborizados, estão apresentados na tabela 4. As análises de acidez e gordura, não
apresentaram diferença significativa ao nível de 5% (p>0,05). A acidez variou entre
1,34% (café com cacau), 1,36% (café) e 1,4% (cacau), estando de acordo com a
legislação (BRASIL, 1996).
As análises de umidade, cinzas, proteínas, lactose e glicose,
apresentaram diferença significativa ao nível de 5% (p<0,05) entre os produtos
saborizados.
Os resultados de análise de umidade apresentaram diferença
significativa (p = 0,0000) obtendo os seguintes valores: 2,16% (café); 2,24% (café
com cacau) e 2,70% (cacau). Os valores se enquadram de acordo com a legislação
(BRASIL, 2003). Estas diferenças de valores podem ser devido à adição de café e
cacau.
No resultados de cinzas as amostras do produto saborizado com
café com cacau (7,69%) e café (7,11%) apresentaram valores semelhantes não
tendo diferenças significativas. Já o produto saborizado com cacau apresentou
média elevada (9,31 %) podendo ser devido à adição de cacau, para a saborização.
Os valores de proteínas dos produtos saborizados com café com
cacau (21,64%) e com café (22,19%), apresentaram médias semelhantes. Já o

42
produto saborizado com cacau (30,23 %) apresentou valor mais elevado.
Tabela 4 – Comparação das análises de composição centesimal do leite liofilizado saborizado com café, cacau e caca com café.
Determinações Saborização do leite
p Café + cacau Cacau Café
Acidez (NaOH 0,1) 1,34 a ± 0,05 1,40 a ± 0,05 1,36 a ± 0,02 0,0631
Umidade (%) 2,24 b ± 0,02 2,70 a ± 0,01 2,16 c ± 0,02 0,0000
Cinzas (%) 7,69 b ± 0,32 9,31 a ± 0,46 7,11 b ± 0,25 0,0013
Proteínas (%) 21,64 b ± 0,24 30,23 a ± 0,55 22,19 b ± 0,27 0,0000
Gordura (%) 0,00 a ±0,00 0,00 a ± 0,00 0,00 a ± 0,00 0,1951
Lactose (%) 1,57 a ± 0,01 1,57 a ± 0,01 1,57 a ± 0,01 0,0000
Glicose (%) 33,79 a ± 1,2 33,79 a ± 1,2 33,79 a ± 1,2 0,0000 Médias com letras em comum em uma mesma linha, não diferem significativamente entre si (p>0,05).
Análise Sensorial
Os testes sensoriais foram realizados após a confirmação que o leite
e as formulações estavam dentro dos requisitos de segurança microbiológica
estabelecidos pela Legislação Brasileira vigente para leite em pó e mistura em pó
para o preparo de bebidas de base láctea (ANVISA, 2001). Todas as análises
resultaram na não detecção dos microrganismos patogênicos analisados
(Estafilococos coagulase positiva, coliformes a 45ºC, E. coli, microrganismo
aeróbicos mesofilos estáveis, bolor e levedura, Bacillus cereus e Salmonella),
demostrando boas práticas de fabricação.
O perfil demográfico dos provadores está apresentado na Figura 10.
As maiores porcentagens de provadores eram do sexo feminino (67%), com 33% do
sexo masculino, com faixa etária predominante de até 20 anos (50%). Destes, 59%
consumem leite mais que uma vez ao dia; 14% consumiam leite mais de uma vez na
semana e 27% consumiam leite raramente.
Outros estudos também com a maioria de entrevistados do sexo
feminino evidenciam que 82,5% dos provadores consomem leite mais de uma vez
ao dia, corroborando com o perfil demográfico encontrado no presente estudo. As
pesquisas ainda expõem que aproximadamente 75,5% dos provadores que
consomem leite o ingerem em sua forma integral (MUNIZ; MADRUGA; ARAÚJO,

43
2013; TROMBINI et al., 2002). De acordo com Portal Brasil (2015) o consumo diário
de leite deve ser de 600 mL/dia em adultos acima de 20 anos.
Figura 10 – Perfil demográfico médio dos 113 provadores entrevistados na cidade de Londrina – PR, 2015, agrupados conforme gênero, faixa etária e consumo de leite (≥1 vez ao dia; ≥ 1 vez na semana; raramente).
Testes de Preferência
Na tabela 5, estão apresentadas as somas das ordens de
preferência das amostras de leite desnatado baixa lactose liofilizado, leite comercial
1 e leite comercial 2.
Tabela 5 – Teste de ordenação-preferência entre as amostras de leite liofilizado, leite comercial 1 e leite comercial 2 (n=100).
Amostra Soma das ordens de preferência das amostras
Leite liofilizado 192b
Leite comercial 1 157 c
Leite comercial 2 252 a
Somatória seguida de letras minúsculas iguais na mesma coluna não diferem entre si pelo Leite comercial 1 – leite desnatado; leite comercial 2 – leite desnatado com baixa lactose Teste de Friedman ao nível 5% de significância.
O leite comercial 2 obteve maior preferência significativa entre as
três amostras de leite analisadas, isso por atingir a maior soma de ordem de
preferência. O leite liofilizado alcançou, significativamente, a segunda colocação de
preferência, o que acaba por classificar o leite desnatado comercial como

44
significativamente o menos preferido.
O leite comercial 2 ser significativamente mais preferido que o leite
liofilizado pode estar relacionado ao tratamento térmico que o primeiro recebe. O
leite comercial 2 é tratado termicamente a altas temperaturas pelo processo UHT
(Ultra Hight Temperature), o que lhe proporciona longa vida útil, mas também o leva
a ter ocorrência de defeitos. Devido às altas temperaturas utilizadas no processo de
beneficiamento, o leite pode sofrer alteração de sua coloração, como resultado da
reação de Maillard; e, assim como na pasteurização, porém de forma mais
pronunciada, adquirir defeitos de sabor induzidos pelo calor, como a caramelização
e o sabor de cozido (FOX, 2009; O’BRIEN, 2009; SCALAN et al., 1968; SHIPE et al.,
1978; VIOTTO; ROIG, 1993).
O leite deve apresentar sabor agradável, levemente adocicado e
aroma suave (ALMEIDA-MURADIAN; PENTEADO, 2007). Porém, no Brasil, devido
a maioria do leite consumido ser tratado pelo sistema UHT, o defeito de sabor de
cozido é fixado na memória gustativa dos consumidores como um padrão. Deste
modo, por ser tratado pelo sistema UHT e ter adquirido o sabor de cozido, o leite
desnatado baixa lactose comercial tem o sabor padrão pelo o qual os consumidores
já estão acostumados, sendo o preferido dos provadores em relação ao leite
desnatado baixa lactose liofilizado, o qual não é tratado pelo sistema UHT e não
possui esse sabor de cozido padrão, sendo preterido (SCALAN et al., 1968; SHIPE
et al., 1978; VIOTTO; ROIG, 1993; WALTRA; WOUNTERS; GEURTS, 2006).
Simionato (2007) aponta que o leite de vaca consumido pelo
brasileiro possui defeitos de sabor considerados graves em outros países e que seu
gosto é tido como "pobre" e "desagradável".
O fato dos dois tipos de leite com baixo teor de lactose (leite
desnatado baixa lactose comercial e o leite desnatado baixa lactose liofilizado)
serem significativamente mais preferidos que o leite desnatado comercial pode estar
relacionado com o fato de que um leite que possui seu teor de lactose hidrolisado
ser mais doce que um leite que possui sua lactose em seu estado normal. Isso
acontece porque, ao ser hidrolisada pela ação da enzima β-galactosidase, a lactose
é quebrada em glicose e galactose. Esses dois tipos de açúcares formados tem
maior teor de doçura que a lactose (O’BRIEN, 2009; RIEL, 1991). Logo, em um leite
de lactose hidrolisada, o açúcar do leite estará presente como glicose e galactose,
tornando-se mais doce que o normal, o que pode ter contribuído aos dois tipos de

45
leite que nesta forma estão serem mais preferidos que o leite com teor normal de
lactose, já que, segundo Santos (2007), por cultura o brasileiro não costuma
consumir leite puro, complementando-se o mesmo com achocolatado, café, açúcar,
entre outros.
Ao realizar o teste de preferência pareado entre o leite desnatado
baixo lactose comercial e o leite desnatado baixa lactose liofilizado, encontrou-se
52,21% da preferência dos provadores pelo leite desnatado baixa lactose comercial,
enquanto que o leite liofilizado com lactose hidrolisada alcançou 47,79% da
preferência. Essa diferença na preferência dos provadores não é significativa
(p<0,05) Portanto, não houve uma preferência significativa entre os dois leites
perante os provadores.
Teste de Aceitação
Como pode ser observado na Tabela 6, o leite liofilizado, obteve
notas acima de 7 (gostei moderadamente) demostrando uma boa aceitação do
produto. As amostras de leite com café com cacau e leite com café, obtiveram
médias altas para todos os atributos (exceto doçura), sempre acima de 7 (gostei
moderadamente), na escala utilizada na analise sensorial, o que mostra que os
atributos aparência, sabor, aroma e impressão global dessas amostras agradaram
moderadamente aos consumidores. Na amostra leite com cacau, as médias de
todos os atributos analisados estiveram na faixa de 6, caracterizando à esses
atributos dessa amostra a qualificação desgostei ligeiramente.
Os atributos sabor e doçura não apresentaram diferença significativa
(p>0,05) entre as amostras, estando as médias entre 6,8 a 7,2, e 6,8 a 6,9,
respectivamente, indicando que os diferentes aditivos de sabores utilizados não
influenciaram esses parâmetros.
Os atributos aparência, aroma e impressão global apresentaram
diferença significativa (p<0,05) entre as amostras, o que indica que a saborização
influenciou significativamente esses parâmetros.
A aparência do leite com café com cacau e do leite com café
obtiveram notas maiores que a aparência do leite com cacau. Isso pode ter sido
ocasionado pelo fato do leite com cacau após ficar um período em repouso ter parte
de seu cacau decantado ao fundo do recipiente, o que pode ter o levado a receber

46
notas menores na aparência. Tal acontecimento não foi observado nos outros dois
tipos de leite.
Assim como no atributo aparência, o atributo aroma do leite com
cacau obteve média de nota significativamente (p<0,05) menor que o leite com café
com cacau e o leite com café. Isso pode ser devido ao café exalar mais cheiro que o
cacau.
Devido ao atributo impressão global ser uma visão geral do provador
sob a amostra e ser resultante da percepção de outros atributos, por ter recebido
notas menores no atributo aparência e aroma, era de se esperar que a amostra de
leite com cacau também recebesse as menores médias de impressão global. O leite
com cacau alcançou notas significativamente menores (p<0,05) que o leite com café
no atributo impressão global, sendo que as duas amostras, nesse atributo tem média
comum à amostra de leite com café com cacau.
Tabela 6 - Média das notas atribuídas pelos provadores para as amostras leite com café com cacau, leite com cacau e leite com café e leite liofilizado (n = 100).
Atributos
Amostra
Cacau Café com cacau Café Liofilizado
Aparência 6,52b 7,36a 7,35a 7,31a
Aroma 6,52b 7,27a 7,37a 7,11ab
Sabor 6,81a 7,03a 7,12a 7,13a
Doçura 6,71a 6,83a 6,92a 7,01a
Impressão global 6,74a 7,17a 7,26a 7,26a As letras diferentes sobrescritas na mesma linha indicam diferenças significativas (p<0,05) entre os diferentes sabores avaliados, para um mesmo atributo.
Figura 11 – Gráfico de intenção de compra dos provadores (n=100)

47
Na figura 11, mostra que os três tipos de saborização do leite, leite
com café, leite com cacau e leite com café com cacau e leite liofilizado, obtiveram
altos índices para a intenção de compra, 63%, 54%, 65% e 66%, respectivamente. O
que aponta uma boa aceitação sensorial dos produtos pelos provadores. Isso indica
que se os mesmos fossem colocados à venda, possivelmente teriam uma demanda
satisfatória.
A intenção de compra do leite com cacau teve um percentual
relativamente menor que as outras duas saborizações, o que entra em concordância
com o fato desta saborização obter médias menores em três atributos, sendo menos
aceita na atitude de compra.

48
CONCLUSÃO
Na produção de leite liofilizado o maior rendimento e maior
velocidade de desidratação foi conseguida no tratamento com maior concentração
de leite em pó, pois na sublimação a retenção de água por sólidos solúveis é menor.
Na produção de leite liofilizado em escala piloto, embora com o
custo de R$58,30/kg, certamente em escala industrial haverá a redução e
viabilizando a produção. A adição de lecitina 0,6% favoreceu a solubilidade,
dispersabilidade e molhabilidade.
Na avaliação sensorial, o leite liofilizado foi bem aceito com notas
acima de 7. Os produtos saborizados café, cacau e café com cacau e leite liofilizado,
obtiveram notas altas de aceitação e intenção de compras.
Desse modo, verificou-se a viabilidade da produção de um leite em
pó com baixo teor de lactose, sendo assim uma alternativa no ponto de vista
tecnológico no processo de produção e comercialização, devido sua boa
aceitabilidade.

49
REFERÊNCIAS
ABNT. Associação Brasileira de normas e técnicas. NBR 12806: análise sensorial dos alimentos e bebidas – terminologia. Rio de Janeiro, 1993. ADMI - American Dry Milk Institute, Standards for grades of dry milks, in: Bulletin 916. Standards for Grades of Dry Milks Including Methods of Analysis. Inc., Chicago, Illinois, USA, 1965, p. 4 a 7, 24 a 27, e 31 a 33. ANVISA - Agência Nacional de Vigilância Sanitária. Resolução RDC nº 12, de 02 de janeiro de 2001. Regulamento Técnico sobre padrões microbiológicos para alimentos. Diário Oficial da União, 2001. AKKERMAN, M.C.J.C. et al. Technology of evaporations, membrane processing and dryers. In: TAMIME, A.Y. Dairy powders and concentarted products. cap. 3. United Kingdom: Wiley-Blackwell, p. 99-148, 2009. ALMEIDA-MURADIAN, L. B. E PENTEADO, M. V. C. P. Vigilância Sanitária: tópicos sobre legislação e análise de alimentos. Rio de Janeiro: Guanabara Koogan, 2007. p. 165-181. ALVES, G. M. S.; MORAIS, M. B.; FAGUNDES-NETO, U. Estado nutricional e teste do hidrogênio no ar expirado com lactose e lactulose em crianças indígenas terenas. Jornal de Pediatria, v. 78, n. 2, 2002. AMERICAN PUBLIC HEALTH ASSOCIATION (APHA). Standard methods for the examination of dairy products. 17ª ed. Washington, 2004. AOAC- ASSOCIATION OFFICIAL ANALYSIS CHEMISTRY. Official Methods of Analysis of AOAC International. 16. ed. Virginia: Association Analytical Chemistry, 1995. APHA - Standart Methods for the Examination of Water and Wastwater. 21th ed. Washinton, DC – EUA: Ed. American Public Health Association, 2005. ARIKAWA, A. Y.; GALLAHER, D. D. Cruciferous vegetables reduce morphologocal markers of colon cancer risk in dimethylhydrazine-treated rats. Journal Nutricion. v. 138, p. 526-532, 2008. AYOOB, K. T.; JOHSON,R. K. Why flavores milk is a nutritious choice for children. Nacional Dairy Council: Digest. v. 82, n. 4, 2011. Disponível em: <http://www.nationaldairycouncil.org/SiteCollectionDocuments/education_materials/flavored_milk/DCD11-4w.pdf>. Acesso em: 26 maio 2014. BARBOSA-CÁNOVAS, G. et al. Drying. In: ______. Food powders: physical properties, processing, and functionality. New York: Klumer Academic/ Plenum publishers, cap. 11, p. 271-304, 2005. BEMILLER, J. N.; WHISTLER, R.L. Carbohidratos. p. 187-276. cap 4. 2000.

50
BOBBIO, P. A.; BOBBIO, F. O. Carboidratos. In. ______. Química do processamento de alimentos. 3. ed. São Paulo: Varella, 1992. cap. 4. p. 51-79. BRASIL, Ministério da Agricultura, Pecuária e Abastecimento. Secretaria de Defesa Agropecuária. Métodos Analíticos Oficiais para Análises Microbiológicas para Controle de Produtos de Origem Animal e Água. Aprovado pela Instrução Normativa nº 62, de 26 de agosto de 2003. Brasília-DF, 2003b. BRASIL. CNNPA-Comissão Nacional de Normas e Padrões para Alimentos. Normas Técnicas Especiais. Resolução nº175 de 08 de julho de 2003. Diário Oficial da União, 2003. BRASIL. Ministério da Agricultura do Abastecimento e da Reforma Agrária. Regulamento Técnico de Identidade e Qualidade de leite em pó. Portaria nº 146 de 07 de março de 1996. Diário Oficial, Brasília, 1996. CHAVES, M. C. V.; GOUVEIA, J. P. G.; ALMEIDA, F. A. C.; LEITE, J. C. A.; SILVA, F. L. H. Caracterização físico-química do suco da acerola. Revista de Biologia e Ciências da Terra, v. 4, n. 2, 2004. CLARK, S. et al. The Sensory Evaluation of Dairy Products. 2. ed. Washington: Springer, 2009. CONTADO, E. W. N. F. et al. Composição centesimal da mucilagem de inhame (Dioscorea spp.) liofilizado comparado a de um melhorador comercial utilizado na panificação e avaliação sensorial de pães de forma. Ciên. Agrotec. v. 33 ed. especial, p. 1813-1818, 2009. COSTA, E. C. Secagem industrial. São Paulo: Blücher, 2007. DEETH, H. C.; HARTANTO, J. Chemistry of milk: role of constituents in evaporation and drying. In: TAMIME, A.Y. Dairy powders and concentarted products. cap. 1. United Kingdom: Wiley-Blackwell, p. 1-27, 2009. DESFLEURST, M. et al. Auxiliares Tecnológicos. LUQUET, F. M. Los Productos Lacteos: transformacion y tecnologias, leche y productos lacteos - vaca, oveja, cabra. Acribia, Zarahoza, 1993, cap. 6. p. 461-522. ESCOTT-STUMP, S. Alergia alimentar e síndrome de méniere: alergia e intolerâncias alimentares. In: ______. Nutrição relacionada ao diagnostico e tratamento. 6. ed. Barueri SP: Manole, 2011. p. 125-140. Estatística da produção pecuária. IBGE - Instituto Brasileiro de Geografia e Estatística. Rio de Janeiro: IBGE, 2014. Disponível em: <http://www.ibge.gov.br/home/estatistica/indicadores/agropecuaria/producaoagropecuaria/abate-leite-couro-ovos_201401_publ_completa.pdf>. Acesso em: 15, jun., 2015.

51
FELLOWS, P. J. Evaporadores e destilação. In:______. Tecnologia do processamento do processamento de alimentos: Princípios e prática. 2. ed. Porto Alegre: Artmed, 2006. FORINI, P. F. L.; VENTURINI, C.; ORTOLANI, M. B. Levantamento top 100 Milk Point – ed. 2013. Anuário Leite e Derivados, ano XXI, n. 139, mar./abril, 2013. FOX P. F., MCSWEENEY P. L. H. Dairy Chemistry and Biochemistry. London: Chapman & Hall; 1998. FOX, P. F. Lactose: chemistry and properties. In. McSweeney, P.L.H.; FOX, P.F. Advaced Dairy Chemistry: lactose, water, ssalts and minor constituents. 3. ed, v. 3 cap. 1. New York: Springer, p.1-15. 2009. GALLAGHER, M.L. Os nutrientes e seu metabolismo. In. MAHAN, L. K. ESCOTT-STUMP, S. Krause: alimentos, nutrição e dietoterapia. 12. ed. Rio de Janeiro: Elsevier, p.39-143. cap.3, 2010. GAVA, A. J. Princípios de tecnologia de alimentos. São Paulo: Nobel, 1984. GOMES, A. M. P., MALCATA, F. X. Agentes probióticos em alimentos: aspectos fisiológicos e terapêuticos, e aplicações tecnológicas. Bol. Biotecnol., n.64, p. 12-22, 1999. INGRAM, C. J. E.; SWALLOW, D. M. Lactose Malabsorption. In. McSweeney, P.L.H.; FOX, P.F. Advaced Dairy Chemistry: lactose, water, ssalts and minor constituents. 3. ed, v. 3 cap. 6. New York: Springer, p.203-232. 2009. International Dairy Federetion. A 6 a - Powder Dispersibility. 2005. Disponível em: <http://www.niro.com/niro/cmsdoc.nsf/WebDoc/ndkw6u9blv>. Acesso em: 8 de abril de 2014. JARDIM, D. C. P. et al. Avaliação da influência do processo de instantaneização nas propriedades físicas de cappuccinos em pó (regular e dietético). In: Simpósio de Pesquisa dos Cafés do Brasil, 2., 2002, Vitória. Consórcio Pesquisa Café. Vitória: Embrapa Café, 2002. p. 1437-1443. KOMATSU, T. R.; BURITI, F. C. A.; SAAD, S. M. I. Inovação, persistência e criatividade superando barreiras no desenvolvimento de alimentos probióticos. Rev. Bras. Ciên. Farmacêutica, v. 44, n. 3, p. 329-347, 2008. LIAPIS, A. I.;BRUTTINI, R. Freeze Drying. MUJUMDAR, A. S. HandBook of Insdustrial Drying. 3rd ed. London: Taylor and Francis (CRC Press), cap. 11, p. 257-284, 2006. MATTAR, R.; MAZO, D. F. C. Intolerância à lactose: mudança de paradigmas com a biologia molecular. Rev. Assoc. Med. Bras., v. 56, n. 2, 2010 . MEILGAARD, D. M.; CIVILLE, G. V.; CARR, B. T. Sensory evalution techriques. 3. ed. Boca Rtaon. CRC Pess, 1999.

52
MENEZES, A. R. V. et al. Estudo comparativo do pó da acerola verde (Malphigia emarginata D.C) obtido em estuda por circulação de ar e por liofilização. Revista Brasileira de Produtos Agroindustriais, v. 11, n. 1, p. 1-8, 2009. MENEZES, E. M. S.; TORRES, A. T.; SRUR, A. U. S. Valor nutricional da polpa de açaí (Euterpe oleracea Mart) liofilizada. Acta Amazonica, v. 38, n. 2, p. 311-316, 2008. MORAES, L. R. V. et al. Estudo comparativo de desidratação de frutas para fins de infusão, por método tradicional e liofilização. Revista Seminário DE Visu, v. 2, n. 2, p. 245-264, 2012. MOSSEL, D.A.A.; KOOPMAN, M.J.; JONGERIUS, E. Enumeration of Bacillus cereus in foods. Appl. Microbiol., v.15, p.650-653, 1967. MUNIZ, L. C.; MADRUGA, S. W.; ARAÚJO, C. L. Consumo de leite e derivados entre adultos e idosos no Sul do Brasil: um estudo de base populacional. Ciênc. Saúde Coletiva. v. 18, n. 12. Rio de Janeiro, dec. 2013. NICKERSON, T. A.; VUJICIC, I. F.; LIN, A. Y. Colorimetric estimation of lactose and its hydrolytic products. Journal of Dairy Science. v. 59, n.3. p. 386-390, 1975. O’BRIEN, J. N. Enzymatic degradation pathways of lactose and their significance in dairy products. In: Mc SWEENEY, P. L. H.; FOX, P. F. Advanced Dairy Chemistry: lactose, water, salts and minor constituents, 3. ed, v. 3 cap. 7. New York: Springer, p.231-294. 2009. O’BRIEN, J. N. Enzymatic degradation pathways of lactose and their significance in dairy products. In: Mc SWEENEY, P. L. H.; FOX, P. F. Advanced Dairy Chemistry: lactose, water, salts and minor constituents, 3. ed, v. 3 cap. 7. New York: Springer, p.231-294. 2009. OLIVEIRA, M. N.; PENNA, A. L. B.; GARCIA NEVAREZ, H. G. Production of evaporated milk, sweetened condensed milk and “dulce de leche”. In: TAMIME, A.Y. Dairy powders and concentarted products. cap. 4. United Kingdom: Wiley-Blackwell, p. 149-179, 2009. PANICE, L. B. Influência da liofilização e outros processos térmicos de conservação na composição química e na quantificação de ácidos graxos do leite proveniente de experimentos de campo e de laticínios. Diálogos e Saberes, v. 8, n. 1, p. 293-296, 2012. PEREIRA, D. F.; FURLAN, S. A. Prevalência de intolerância à lactose em função da faixa etária e do sexo: experiência do Laboratório Dona Francisca, Joinville - SC. Revista Saúde Ambiental, v. 5, n. 1, 2004. PLAYNER, M.J.; CRITTENDEN, R.G. Galacto-oligosaccharides and other products derived from lactose. In: Mc SWEENEY, P. L. H.; FOX, P. F. Advanced Dairy

53
Chemistry: lactose, water, salts and minor constituents, 3. ed, v. 3 cap. 5. New York: Springer, p.121-202. 2009. PORTAL BRASIL. Ministério da agricultura quer fomentar o consumo de leite. Disponivel em: <http://www.brasil.gov.br/economia-e-emprego/2015/03/ministerio-da-agricultura-quer-fomentar-o-consumo-de-leite>. Acesso em: 01 de setembro de 2015. PRETTO, F. M. et al. Má absorção de lactose em crianças e adolescentes: diagnóstico através do teste do hidrogênio expirado com o leite de vaca como substrato. Jornal de Pediatria. Rio de Janeiro. v.78, n.3, p. 213-218, 2002. RANKELL, A. S., LIEBERMAN, H. A., SCHIFFMAN, R. F. Secagem. In: L. Lachman, H. A. Lieberman, and J. L. Kanig. Teoria e prática na indústria farmacêutica. Lisboa: Calouste Gulbenkian; 2001. RIEL, R. Compisición y estrutura física-química de la leche. In: AMIOT, J. Ciencia y tecnologia de la leche. Zaragoza: Acribia, cap. 1, p. 1-53, 1991. ROCHA, A. A. Imagem do leite segue positiva, mas produtos sem lactose avançam. Disponível em: <http://www.abrasnet.com.br/clipping.php?area=15&clipping=51208>. Acesso em: 28 de agosto de 2015. SAAD, S. M. I.; CRUZ, A. G.; FARIA, J. A. F. Probióticos e prebióticos em alimentos: fundamentos e aplicações tecnológicas, São Paulo: Varela, 2011. SANTOS, R. C. Sabor de leite brasileiro merece reparos. Jornal da Unicamp, São Paulo, 20 a 26 de agosto de 2007. SCALAN, R. A., LINDSAY, R. C., LIBBEY, L. M., DAY, E. A. Heat-induced volatile compounds in milk. J. Dairy Sci, v. 51. n. 7. 1968. p. 1001-1007. SHAKEEL-UR-REHMAN. Reduced lactose and lactose-free dairy products. . In: Mc SWEENEY, P. L. H.; FOX, P. F. Advanced Dairy Chemistry: lactose, water, salts and minor constituents, 3. ed, v. 3 cap. 3.5. New York: Springer, p.98-104. 2009. SHIPE, W. F., CHAIRMAN, BASSETTE, R., DEANE, D. D., DUNKLEY, W. L., HAMMOND, E. G., HARPER W. J., KLEYN, D. H., MORGAN, M. E., NELSON, J. H., SCALAN, R. A. Off-flavors of milk: nomenclature, standards, and bibliography. J. Dairy Sci, v. 61, n. 7, p. 855-869, 1978. SILVA, N.D.; JUNQUEIRA, V.C.A; SILVEIRA, N.F.A. Manual de métodos de análise microbiológica de alimentos. 3 Ed. São Paulo: Varela, 2010.107p. SIMIONATO, M. Leite brasileiro tem “defeitos”, diz estudo. Folha de São Paulo, São Paulo, 28 de outubro de 2007. SKANDERBY, M. et al. Dried Milk Products. In: TAMIME, A. Y. Dairy Powders and Concentrated Products. United Kingdom: Wiley-Blackwell. cap. 5. p. 180-234.

54
2009. STADHOUDERS. J. The enumeration of spores and vegetative cells of Bacillus cereus. Bull. Int. Dairy Fed., n.275, p.15-18, 1992. STEFE, C. A.; ALVES, M. A. R.; RIBEIRO, R. L. Probióticos, prebióticos e simbióticos - artigo de revisão. Saúde e Ambiente em Revista, v. 3, n. 1, p. 16-33, 2008. TOMBINI, H. et al. Consumo de leite de vaca e derivados entre agricultores da região Oeste do Paraná. Alim. Nutr. Araraquara, v. 23, n. 2, p. 267-274, abr./jun. 2012. VIEIRA, A. P.; NICOLETI, J. F.; TELIS, V. R. N. Liofilização de fatias e abacaxi: avaliação de cinética de secagem e da qualidade do produto. Braz. J. Food Technol, v. 15, n. 1, p. 50-58, 2012. VIOTTO, W. H., ROIG, S. M. Desvios de sabor do leite. Rev. Inst. Latic. Cândido Tostes, Juiz de Fora, v. 48, n. 288, p. 25-33, 1993. VISSOTTO, F. Z. et al. Avaliação da influência dos processos de lecitinação e de aglomeração nas propriedades físicas de achocolatado em pó. Ciên. Tecnol. Aliment. v. 26, n. 3, p. 666-671, 2006. WALTRA, P.; WOUNTERS, J. T. M.; GEURTS, T. J. Dairy Science and Technology. 2. ed. Taylor e Francis Group, 2006. WORTMANN, A.C.; SIMON, D.; SILVEIRA, T.R. Análise molecular da hipolactasia primária do tipo adulto: uma nova visão do diagnóstico de um problema antiga e frequente. Revista da AMRIGS, Porto Alegre, n. 57, v.4, p. 335-343, out.-dez., 2013.

55
ANEXOS

56
ANEXO A – Declaração de Aprovação do Comitê de Ética

57

58
APÊNDICES

59
APÊNDICE A – Termo Livre e Esclarecido
TERMO DE CONSENTIMENTO LIVRE E ESCLARECIDO
I – DADOS SOBRE A PESQUISA
Título: “Desenvolvimento e Avaliação da Qualidade de Leite Deslactosado
Concentrado e Liofilizado”
Essa pesquisa tem a finalidade de avaliar as características sensoriais do leite
desnatado com baixa lactose e desidratado, e está sendo realizada pela aluna
Evelyn Caroline Koga (nutricionista), sob orientação do prof. Dr. Hélio Hiroshi
Suguimoto (Engenheiro Agrônomo), do programa de Mestrado em Ciência e
Tecnologia do Leite e Derivados, Unopar, Unidade Piza.
II – EXPLICAÇÕES DOS PESQUISADORES
Para participar desta análise, você deve ter entre 18 e 60 anos, sem nenhum tipo de
manifestação de alergia ou intolerância.
Esta pesquisa contará com a participação de 50 provadores e oferece um risco
mínimo de probabilidade de que o individuo sofre algum dano como consequência
imediata ou tardia do estudo. O produto recebido foi avaliado quanto as suas
características físico-quimicas e microbiológicas e esta adequada ao consumo
humano, conforme a legislação vigente no país.
Você irá provar 8 amostras (40mL) de leite desnatado com baixa lactose e
desidratado, avaliará sua aparecia, aroma, sabor, e responderá a algumas
perguntas, onde poderá expor suas impressões e considerações.
III – CONSENTIMENTO LIVRE E ESCLARECIDO
Eu, _____________________________________________________, portador do
R.G. ________________________, telefone: _________________, após a leitura do
documento, aceito participar do projeto “Desenvolvimento e Avaliação da Qualidade
de Leite Deslactosado Concentrado e Liofilizado”, na qualidade de voluntário. Estou
informando de que minha identidade e dados, exceto a quantificação dos
parâmetros previstos no estudo, não será em nenhuma hipótese divulgado.
Confiro que recebi copia deste termo e consentimento. Tendo em vista os itens
acima apresentados, eu, de forma livre, esclarecida e espontânea, manifesto meu
consentimento em participar da pesquisa.
Londrina, 18 de junho de 2015.

60
Pesquisadora: Evelyn Caroline Koga – Mestrado em Ciências e Tecnologia do Leite
e Derivados. Telefone: (43) 9946-1878 email: [email protected]
Orientador: Hélio Hiroshi Suguimoto – Prof. Dr. Mestrado em Ciências e Tecnologia
do Leite e Derivados. Telefone: (43) 3371-7834 email: [email protected]

61
APÊNDICE B – Modelo de ficha Teste Ordenação-preferência
Nome: Idade: _________
Sexo: ( )F ( )M Faixa etária: ( ) até 20 anos ( ) até 30 anos ( ) acima de 30 anos
Por favor, marque a opção que indica seu consumo médio de leite:
( ) Sempre (todo dia)
( ) Muito (2 ou mais vezes ao dia)
( ) Moderado (pelo menos 2 vezes por semana)
( ) Pouco (1 vez por semana)
( ) Quase nunca (menos de 1 vez por mês)
TESTE DE PREFERÊNCIA
Ordene as amostras recebidas em ordem crescente de preferência.
_____ _____ _____
- preferida + preferida
Comentários: ________________________________________________________
___________________________________________________________________
Nome: Idade: _________
Você esta recebendo 2 amostras de leite. Avalie cada amostra recebida, da esquerda para direita ordene as amostras
_____ _____
Comentários:_______________________________________________________________

62
APÊNDICE C – Modelo de ficha Teste de aceitação por Escala Hedônica
Nome: Idade: ________
Você está recebendo uma amostra codificada de leite. Por favor, observe e prove a amostra e
indique, conforme a escala abaixo, o quanto você gostou ou desgostou dos atributos aparência,
aroma, sabor e impressão global.
AMOSTRA: XXX
9 - Gostei Muitíssimo
8 - Gostei Muito
7 - Gostei Moderadamente
6 - Gostei Ligeiramente
5 - Nem gostei/Nem desgostei
4 - Desgostei Ligeiramente
3 - Desgostei Moderadamente
2 - Desgostei Muito
1 - Desgostei Muitíssimo
APARÊNCIA: ______
AROMA: ______
SABOR: ______
IMPRESSÃO GLOBAL: ______
Se você encontrasse este produto à venda, assinale qual seria sua atitude?
(5) – Certamente compraria
(4) – Provavelmente compraria
(3) – Talvez comprasse / Talvez não comprasse
(2) – Provavelmente não compraria
(1) – Certamente não compraria
Comentários:
_______________________________________________________________________