Estocagem Secundária – a proteção do meio ambiente (Pinturas)

Expansão da unidade Pirometalúrgicado Complexo Industrial do Queiroz
Nova Lima - Brasil
Alexandre Freitas e Rosevelt Freire

• 1834: Fundação da companhia inglesa Saint John Del ReyMining Company
• 1960: Transferência do controle acionário para grupo brasileiro liderado pelo Unibanco / família Moacir Sales = Morro Velho
• 1975: Anglo American torna-se a principal acionista em associação com o Grupo Bozano, Simonsen
• 1999: Morro Velho passa a pertencer à AngloGold
• 2004: ao adquirir o grupo Ashanti Goldfields, AngloGold altera razão social para AngloGold Ashanti.
Um pouco da nossa história

• Cerca de 61 mil trabalhadores • Ações nas bolsas de Joanesburgo, Nova Iorque, Sidney,
Londres, Paris, Gana e Bruxelas.
• América do Sul:• 9% da produção total da empresa;• 5.200 trabalhadores;• Certificações:
– ISO 9001; – ISO 14001;– NOSA 5 Estrelas / OHSAS 18001
Quem somos e onde estamos

Onde estamos na América do Sul

PGR - Programa de Gerenciamento de Riscos
Busca permanente da segurança e saúde dos trabalhadores e harmonia com o meio ambiente.
Saúde e segurança são responsabilidades compartilhadas em todos os níveis e por todos os empregados da AngloGold. Em conjunto, esforçamo-nos por desenvolver e absorver as melhores práticas e criar locais de trabalho seguros.
Saúde, Segurança e Meio Ambiente

• 2700 amostras mensais de Controle Ambiental
• 40 Piezômetros de Controle na Planta
• Gerenciamento e Monitoramento das Barragens de Rejeitos
• Consultorias e Auditorias Externas
• Auditorias Internas
• Protocolo de Gerenciamento de Barragens
• 5 estações de monitoramento atmosférico
Meio AmbienteA AngloGold empenha-se em formar parcerias com as comunidades onde está inserida, compartilhando seus valores, tradições e ambiente. Objetivamos o desenvolvimento destas comunidades, tornando-as beneficiárias de um legado valioso, fruto de nossa presença e de nosso compromisso de tratar o meio ambiente responsavelmente.

Gerenciamento Ambiental:controle on-line de emissão

Planta do Queiroz
Barragem Calcinado
BarragemCocuruto
Barragem Rapaunha
Município de Nova Lima
ventos
Monitoramento Atmosférico

ANGLOGOLD ASHANTI
Produção x Acidentes
0
10
20
30
40
50
60
70
3000350040004500500055006000650070007500800085009000950010000
Kg Au
LTFR 45,85 57,20 34,62 21,03 12,20 11,73 15,15 10,36 8,34 6,94 5,37 7,03 9,19 5,73 4,17 1,56 2,00 2,31 2,03
KgAu 3770 3895 3845 4381 4508 4964 4756 5219 5473 6077 6142 6112 6258 6325 6557 6639 6793 7533 9877
1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006Up to jul/ 07
PPP
NOSAOSHAS
Estatísticas de Acidentes

• Construção: 1983 - 1985
• Start up: 1985 (ago)
• Capacidade: 1500 tpd de minério
• Expansão: 2006/ 2007
• Capacidade: 4.000 tpd de minério
Planta Industrial do Queiroz

Melhoria de Capacidade da Planta Industrial
0
500
1000
1500
2000
2500
3000
3500
4000
4500
1986 1989 1992 1995 1998 2001 2004 2007
tpd
de m
inér
io
Planta Industrial do Queiroz

Produção de Ouro
0
50
100
150
200
250
300
350
K/O
z
Actual 3 47 106 123 121 125 124 141 145 160 153 168 176 195 197 197 199 203 211 213 218 210 292
1985 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Produção de Ouro

Planta Queiroz Produção de Acido (kt)
0
20
40
60
80
100
120
140
160
180
200
Real 15 77 71 74 73 74 81 92 98 101 88 90 101 115 112 128 113 122 131 138 133 192
1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
Produção de Ácido Sulfúrico

Unidade CuiabáPirita % 10,04Pirrotita % 2,5
Arsenopirita % 1,02Grafite % 0,32
Sílica % 40,0Carbonato % 5,9
Enxofre % 6,5Outros % 33,72
Ouro g/t 7,5
Composição Mineralógica

• Implantação das seguintes unidades:– Ustulação (440 t/dia de concentrado com 32% S)– Lavagem de gases (44.000 Nm3/h)– Ácido sulfúrico (400 t/dia 100%)– Torre de resfriamento (3.000 m3/h)– Estocagem diária (500 t)
• Prazo contratual: 19 meses, a partir de 18/04/05
• Investimento Total : R$ 84.563.338,72 - parte nacional US$ 5,660,185 - parte importada
Projeto de expansão: objetivo

Pirometalurgia

Arranjo da Unidade

• Projeto de viabilidade (aprovado em janeiro de 2005)• Montagem de equipe “Owners team” composta de 10 funcionários • Contratação de consultoria • Definição de modelo de planta desejada• Definição de escopo e modelo do contrato• Visitas técnicas• Elaboração da carta-convite • Análise e discussão das propostas• Aprovação de licenças ambientais • Agenda de esclarecimento• Elaboração do “Vendor list”• Negociação técnica e comercial• Assinatura do contrato• Análise HAZOP
Estratégia

• Licença de Instalação (LI)– Solicitação à FEAM 31/03/2005– Concedida a Licença de Instalação pela FEAM 28/09/05
• Licença de Operação (LO)– Solicitação à FEAM 13/07/06– Concedida a Licença de Operação pela FEAM em 07/05/07
Licenças de instalação e operação

Tecnologias avaliadas• Ustulação
– Leito Fluidizado circulante (FCB) - Outotec– Leito Fluidizado estático (FSB) - tecnologia própria
• Lavagem de gases– Venturi, Scrubber, Torre de Lavagem e Precipitadores Eletrostáticos
Úmidos (WESP)• Boliden• Outotec• Natrontec
• Planta de ácido sulfúrico– Wet Sulphuric Acid (WSA – Haldor Topsoe)– Conventional Dry Process
• Outotec• MECs• Natrontec

• México - Molimex - Planta Metalúrgica: tecnologia WSA da Topsoe
• África do Sul - Planta da Angloplatinum
• Austrália - HBP - Planta de enxofre da MECs: torres de aço inox
• Austrália - KCGM Planta Metalúrgica Outotec: ustulador leito circulante
- Kanonwa Belle: ustulador leito fluidizado estático (2 estágios)
• Austrália - West Mininng Company (WMC) - Planta Metalúrgica Outotec
• Espanha - Asturiana de Metais - Planta Metalúrgica Outotec
Visitas técnicas

• Modelo de contrato : EPC-LSP (Turn Key)
• Empresas Contratadas – Consultoria geral – MB consultores– EPC – Promon engenharia– Consultoria de ustulação – Ken Kellet
• Local de elaboração do projeto - São Paulo• Acompanhamento e revisão do detalhamento da engenharia pelo
Owners Team
Contrato

• Ustulação– Resfriamento indireto de calcinado– Analisador on-line de oxigênio– Modificação nos ciclones de calcinado
• Lavagem de gases– Soprador e chaminé intermediária– Precipitador eletrostático de Hastelloy– Opacímetro em rede– Válvulas tipo faca de Hastelloy
• Torre de resfriamento– Medidor on-line de corrosão e controle bacteriológico– Variador de velocidade dos ventiladores
Melhorias implantadas

Melhorias implantadas• Fábrica de ácido sulfúrico
– Trocadores de calor casco tubo com proteção anódica (EKS)– Bombas de recirculação de ácido Lewis– Medidor on-line de SO2 na entrada do conversor– Eliminadores de névoa tipo Browniano na torre final– Distribuidores de ácido com 40 pontos/m2 (Zecor)– Relés inteligentes– Catalisadores VK 59 / 69 (Haldor Topsoe)– Compartilhamento da fornalha de pré-aquecimento– Softstart para motores acima de 60 CV– Compartilhamento do soprador reserva– Protocolo Profibus DP para comunicação com CCM – Protocolo PA para comunicação com instrumentos de campo

• Gases na entrada do Sistema de Lavagem com 700oC e alta teor de sólidos (100 g/Nm3)
• Gases na entrada do primeiro leito do Conversor - relação O2/SO2 = 1 (8,2% SO2 v. v.)
• Eficiência de Conversão 99,85% equivalente a < 1 kg/t ácido
• Umidade do gás após a torre de secagem < 100 mg/Nm3
• Emissão de Névoa Ácida < 0,05 kg/ t ácido
• Tempo de alinhamento de processo, após alimentação < 4 horas
• Pressão diferencial no soprador EOR – SOR = 700 mmca
• Produção de ácido sulfúrico - 400 t/dia
Garantias
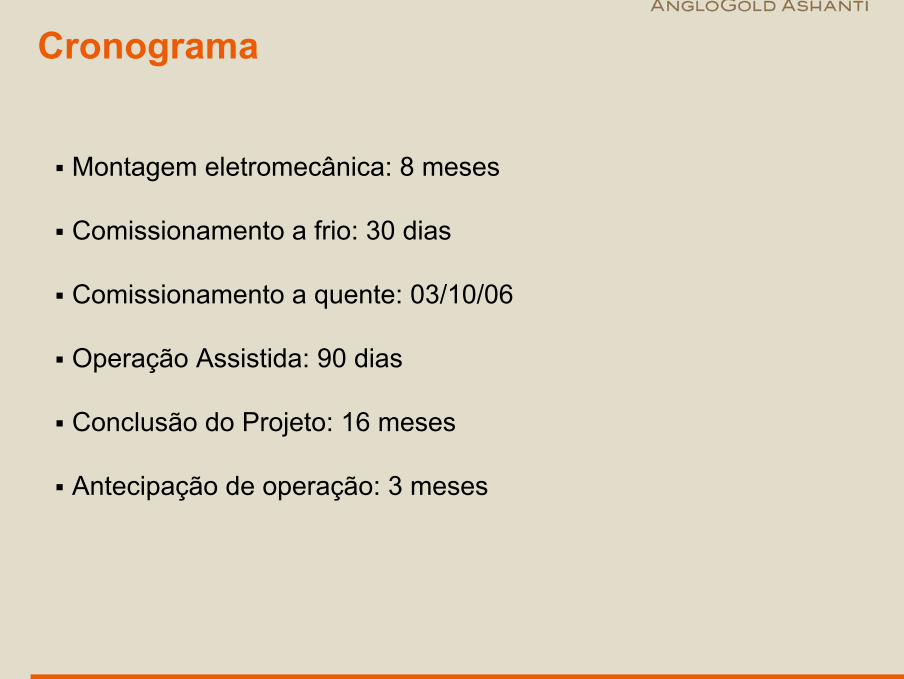
Montagem eletromecânica: 8 meses
Comissionamento a frio: 30 dias
Comissionamento a quente: 03/10/06
Operação Assistida: 90 dias
Conclusão do Projeto: 16 meses
Antecipação de operação: 3 meses
Cronograma

Progresso Físico - Empreendimento
0%
20%
40%
60%
80%
100%
ma
i/05
jun
/05
jul/0
5
ago/
05
set/0
5
out/0
5
nov/
05
dez
/05
jan/
06
fev/
06
ma
r/06
abr/0
6
ma
i/06
jun/
06
jul/0
6
ago
/06
set/0
6
out
/06
nov
/06
dez
/06
jan
/07
Baseline Real Projetado Atual Projetado Anterior
Avanço físico do empreendimento


Ustulador e Fábrica de Ácido

2.047m2Isolamento térmico
318tCaldeiraria516tEquipamentos rotativos
2.773m2Refratário e anti-ácido
46.165mCabos elétricos
121tDutos161tTubulação308tEstrutura metálica
2.225m3Concreto47.088h/hProjeto e engenharia
QuantidadeUnidadeDescrição
Quantitativos do projeto

Montagem

Calha de distribuição de ácido

Seqüência de Montagem
2ª Montagem: Torre de Lavagem eEstocagem de Lama e Início da
Montagem da Estrutura Metálica da Lavagem
3ª Montagem: Torre Umidificadora
4ª Montagem: Precipitadores
1ª Montagem: Tanque da Torre Umidificadora
1ª Montagem: Tanque da Torre Umidificadora e Ustulador

Seqüência de Montagem
2ª Montagem: Torres e Conversor
3ª Montagem: Trocadores?
1ª Montagem: Tanques das Torres e Tanque Diário de Estocagem 4ª Montagem: Dutos, Soprador e
Torre de Refrigeração

Objetivo
• Promover a limpeza, passivação e operacionabilidade de equipamentos, linhas e sistemas operacionais.
Consiste em:
– Limpeza (flushing)
– Testes pré-operacionais – SOPs
– Comissionamento a frio – equipamentos e áreas
– Passivação (ambientalização interna) de linhas e partes de equipamentos
– Start-up
– Comissionamento a quente
Comissionamento e Start-up
Obrigado!
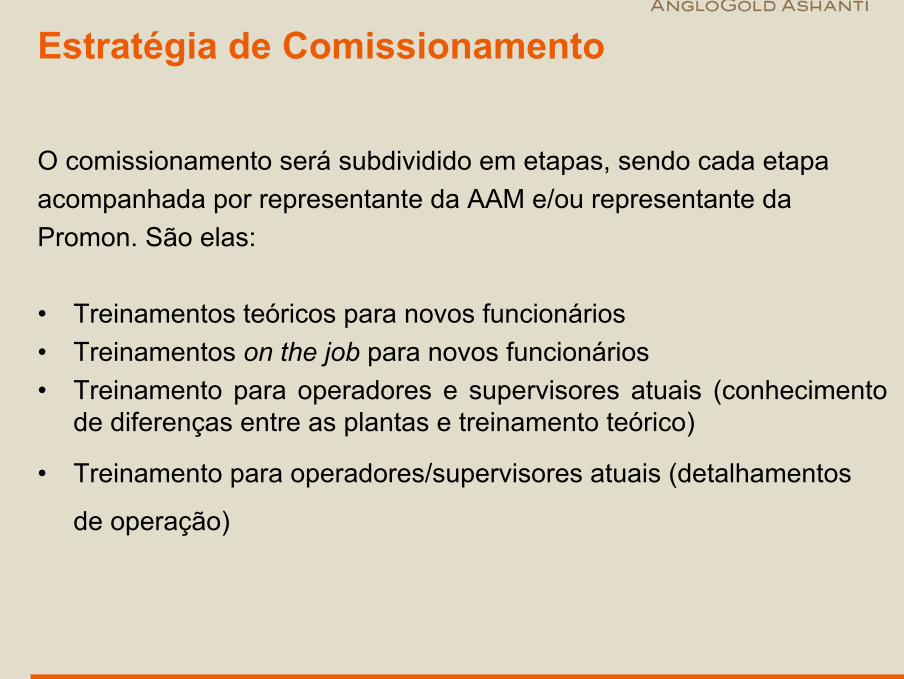
O comissionamento será subdividido em etapas, sendo cada etapaacompanhada por representante da AAM e/ou representante da Promon. São elas:
• Treinamentos teóricos para novos funcionários • Treinamentos on the job para novos funcionários • Treinamento para operadores e supervisores atuais (conhecimento
de diferenças entre as plantas e treinamento teórico)
• Treinamento para operadores/supervisores atuais (detalhamentos
de operação)
Estratégia de Comissionamento

• Treinamentos específicos de novos equipamentos (ex: trocador de
calor casco tubo, Blower intermediário) para todos os funcionários
da ARPI
• Liberação de equipamentos – sistemas SOPs
• Checagem de interligações de dutos e equipamentos
• Checagem de envio de sinais (instrumentos)
• Checagem do sentido de fluxo
• Checagem do funcionamento de válvulas
• Limpeza e passivação de linhas e equipamentos
Estratégia de Comissionamento
• Testes hidrostáticos
• Acompanhamento do funcionamento de equipamentos
• Acompanhamento e aferição de equipamentos
• Funcionamento de sistemas com preenchimento de check list de
liberação
• Simulações de condições com acompanhamento operacional
• Funcionamento em conjunto da planta
• Start-up dos sistemas
• Ajustes de processo e equipamentos em operação
Estratégia de Comissionamento

Leaching Recovery (%)
90,00
92,00
94,00
96,00
98,00
Jan
Feb Mar Apr
May Jun Jul
Aug Sep Oct Nov
Dec
Year
Actual Budget
Recuperação

Cash Operating Costs Treatment (US$/t)
22,8
22,7
0,0
10,0
20,0
30,0
40,0
Budget 20,9 21,9 34,4 27,1 23,2 20,7 18,0 22,8
Actual 19,3 18,9 21,3 23,3 25,1 23,9 25,7 22,7
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Year
Planta MetalúrgicaCustos de Tratamento - 2007

Cash Operating Costs TreatmentBy credits (US$/t)
14,3
12,3
0,0
5,0
10,0
15,0
20,0
25,0
30,0
Budget 12,6 13,6 26,0 18,5 14,8 11,9 9,4 14,3
Actual 7,2 7,9 16,4 11,4 13,8 13,0 14,8 12,3
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Year
Cash Operating Cost - 2007
Planta Metalúrgica

Cash Operating Cost by Credits - 2007
Cash Operating Costs By credits
8,52 10
,40
0,00
5,00
10,00
15,00
Budget 8,32 8,31 8,41 8,57 8,50 8,74 8,64 8,52
Actual 12,09 10,92 4,91 11,87 11,30 10,84 10,91 10,40
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Year
Planta Metalúrgica
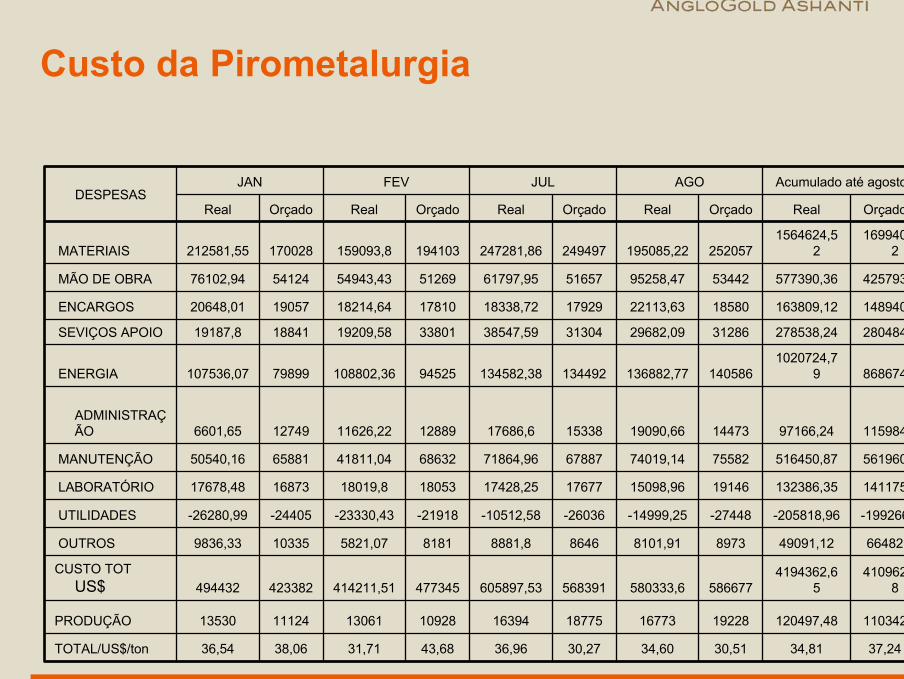
37,2434,8130,5134,6030,2736,9643,6831,7138,0636,54TOTAL/US$/ton
110342120497,481922816773187751639410928130611112413530PRODUÇÃO
4109628
4194362,65586677580333,6568391605897,53477345414211,51423382494432
CUSTO TOT US$
6648249091,1289738101,9186468881,881815821,07103359836,33OUTROS
-199266-205818,96-27448-14999,25-26036-10512,58-21918-23330,43-24405-26280,99UTILIDADES
141175132386,351914615098,961767717428,251805318019,81687317678,48LABORATÓRIO
561960516450,877558274019,146788771864,966863241811,046588150540,16MANUTENÇÃO
11598497166,241447319090,661533817686,61288911626,22127496601,65ADMINISTRAÇÃO
8686741020724,7
9140586136882,77134492134582,3894525108802,3679899107536,07ENERGIA
280484278538,243128629682,093130438547,593380119209,581884119187,8SEVIÇOS APOIO
148940163809,121858022113,631792918338,721781018214,641905720648,01ENCARGOS
425793577390,365344295258,475165761797,955126954943,435412476102,94MÃO DE OBRA
1699402
1564624,52252057195085,22249497247281,86194103159093,8170028212581,55MATERIAIS
OrçadoRealOrçadoRealOrçadoRealOrçadoRealOrçadoReal
Acumulado até agostoAGOJULFEVJANDESPESAS
Custo da Pirometalurgia

Composição Custo - Agosto/07
33%
16%4%5%22%
3%12%
2%0%2% 1%
MATERIAIS MÃO DE OBRA ENCARGOS
SEVIÇOS APOIO ENERGIA ADMINISTRAÇÃO
MANUTENÇÃO OFICINA LABORATÓRIO
UTILIDADES OUTROS
Custo da Pirometalurgia

(US$ Million)
As Approved in January 2005
Jun 2007 Outlook
Development (1) 12.649 m 13.256 m Produced: Gold 2.873 M Koz 3.825M Koz Produced: Acid 2 Mt 2,5 Mt Capex US$ 137,2 million US$ 209,8 million Payback 7.6 years 5.8 years Project Life 2018 2019
Indicadores