Gabriel Duarte Reis - TCC2 - Sistema de...
36
Gabriel Duarte Reis Controle e tratamento de stickies na produção de papéis reciclados Lorena 2013
Transcript of Gabriel Duarte Reis - TCC2 - Sistema de...
Gabriel Duarte Reis
Controle e tratamento de stickies na produção de papéis
reciclados
Lorena
2013

Gabriel Duarte Reis
Controle e tratamento de stickies na produção de papéis
reciclados
Trabalho de Conclusão de Curso
apresentado à Escola de Engenharia
de Lorena da Universidade de São
Paulo para obtenção do título de
Engenheiro Químico.
Orientador: Prof. MSc. Antonio Carlos da Silva
Lorena
2013
Autorizo a reprodução e divulgação total ou parcial deste trabalho, por qualquer
meio convencional ou eletrônico, para fins de estudo e pesquisa, desde que
citada a fonte.
Catalogação da publicação
Escola de Engenharia de Lorena
Universidade de São Paulo
Reis, Gabriel Duarte. 1988.
Controle e tratamento de stickies na produção de papel reciclado /
Gabriel Duarte Reis.- Lorena, 2013.
36 f.: il. color.
Orientador: Prof. MSc. Antonio Carlos da Silva
Trabalho de conclusão de curso (graduação) – Universidade de São
Paulo – Escola de Engenharia de Lorena, Curso de Engenharia Química,
2013.
1. Controle e tratamento. 2. Stickies. 3. Papel reciclado. I. Silva,
Antonio Carlos da. II. Universidade de São Paulo – Escola de
Engenharia de Lorena. Curso de Engenharia Química. III. Controle e
tratamento de stickies na produção de papel reciclado.

Dedico este trabalho ao meu pai
Carlos, à minha mãe Olivia, à
minha irmã Marina, à minha
namorada Priscila e a toda a
minha família.
AGRADECIMENTOS
Aos meus pais Carlos e Olivia que sempre se esforçaram ao máximo
para me proporcionar condições de estudar numa instituição de qualidade,
sempre dando suporte e tanto auxiliando quanto apoiando todas as decisões
que tomei.
À minha irmã Marina pela companhia e apoio incondicional.
Aos meus avós Antonio Carlos e Isabel que me criaram e sempre
estiveram comigo.
À minha namorada Priscila por ter aguentado firme durante esta difícil
fase da graduação em outra cidade.
A toda a minha família pela formação do meu caráter e pelo apoio e
incentivo durante toda a minha vida e principalmente nesta fase da graduação.
Aos companheiros de república que estiveram muito presentes em minha
vida durante toda a graduação, melhor fase que já vivi até hoje: Rafael Couto,
Bruno Ribeiro, Guilherme Polli, Guilherme Rossetto, Ian Peixoto e Gabriel
Guerato. Sem estas companhias a faculdade não teria sido tão completa e bem
vivida e a República do Pelé não teria sido a mesma.
Aos meus supervisores e colegas de estágio com os quais sempre
aprendi muito: Sr. Alan Simplicio que sempre me ajudou a enxergar os
problemas com mais calma e avaliar muito bem por onde agir. Ao Sr. Clovis
Ramos que me passou grande parte de seu vasto conhecimento da indústria
de papel e especialmente ao Sr. João Bosco, com quem aprendi muito e que
durante todo o estágio me serviu como inspiração tanto na parte de
conhecimento técnico como nas relações pessoais no ambiente de trabalho.
Ao Alexandre Emmerick que tanto me ensinou sobre engenharia de
processos e aos demais amigos e colegas que em algum momento me
ajudaram na Suzano Papel e Celulose.
Ao Sr. João Paulo Caetano e a Srta. Carolina Joaquim que tanto
auxiliaram no fornecimento de material técnico e conhecimento prático para a
elaboração deste trabalho.
Aos meus amigos do Mamutes Rugby que foram de fundamental
importância para meu desenvolvimento pessoal durante a graduação. Os
melhores momentos da faculdade foram nos terceiros tempos.
Aos amigos que estiveram fortemente presentes em minha vida durante
a faculdade, tanto na parte de estudos como nas horas de descontração:
República HRomeu (Augusto Matavelli, Rubens Pulzatto, Vinicius Chiquetto,
Andrei Santini, Mariana Marques), República Boteco (João Paulo, Pedro
Bonfim, Breno Sartori e Rafael Aquiyama), República 4 de Paus (André Abud,
Tiago Siroma, Rafael Tebecherani e Caio Hespanhol), amigos agregados da
REAN (Felipe Facuri, Andre Farjani, Matheus Seabra), à amiga Anna Carolina
Telles que ajudou muito no aprendizado e fornecimento de material acadêmico,
às amigas Veronica Bruno e Bruna Moraes que sempre nos acompanharam e
aos demais amigos que de uma forma ou de outra estiveram presentes em
minha vida.
Ao amigo que orientou este trabalho, o Prof. MSc. Antonio Carlos da
Silva.
Aos grandes amigos de infância Gabriel Gemignani, Diego Sanches e
Bruno Grangeia que apesar da distância nunca deixaram de apoiar e incentivar
as decisões tomadas, mantendo sempre o contato.

“O sucesso é ir de fracasso
em fracasso sem perder o
entusiasmo.” (Winston Churchill)
“Seja você mesmo. Mas não seja
sempre o mesmo.” (Gabriel Contino)
“O Sofrimento é o intervalo entre
duas felicidades.” (Vinicius de Moraes)
RESUMO
Reis, G. D. Controle e tratamento de stickies na produção de papel reciclado.
2013. 36 f. Trabalho de conclusão de curso (Graduação) – Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013.
Na indústria de papel reciclado ocorrem constantemente a formação e o
depósito de stickies, que são materiais poliméricos pegajosos e deformáveis,
que se formam com a introdução de contaminantes das aparas e refugos no
sistema. Esse material se deposita no produto final e na máquina de papel,
trazendo problemas de qualidade e produtividade, respectivamente. Este
trabalho avalia dois programas de tratamento e controle de stickies, com
diferentes tecnologias, sendo um programa enzimático e o outro a base de
detackficação. A análise da eficiência dos programas na produtividade foi feita
pela comparação da quantidade e duração das paradas de máquina
relacionadas a stickies. A análise da eficiência na produtividade foi feita pela
comparação das propriedades mecânicas e visuais do produto final, mediante a
aplicação de cada tecnologia. Os resultados mostram que o programa de
detackficação foi mais estável e eficiente, reduzindo custos, quantidade de
paradas operacionais para limpeza e quantidade de quebras causadas pelos
stickies, além de melhorar o padrão de qualidade do produto final e aumentar a
produtividade.
Palavras-chave: stickies; papel reciclado; contaminantes; aparas;
adesivos; detackficação.
ABSTRACT
Reis, G. D. Control and treatment of stickies in the recycling paper industry. 2013. 36 s. Final project (Graduation) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013.
The recycling paper industry has constantly been affected by the formation
and deposition of stickies, (deformable and sticky polymeric materials formed
due to the addition of contaminated scrap and waste inside the machine’s
system). This material deposits itself in the End Product, as well as inside the
paper machine, compromising the its quality and its productivity. This Paper
explores and evaluates two programs of treatment and control of stickies with
different technologies; these are: an enzymatic program, and the other one
based on an untack program. The analysis of the programs’ efficiency on
productivity was made by comparing the amount and duration of machine
stoppages related to the stickies. The analysis of the efficiency in productivity
was made by comparison of mechanical and visual properties of the final
product through the application of each technology. The results show that the
untacking program was more stable and efficient, reducing costs, the amount of
operating downtime for cleaning and reduced breakages caused by the amount
of stickies; besides an improvement in the standard of the final product quality
and increased productivity .
Keywords : stickies ; recycled paper ; contaminants ; shavings , adhesives,
untacking.
LISTA DE FIGURAS
Figura 1 - Esquema do cleaner .................................................................... 21
Figura 2 - Esquema do depurador vertical (cesto com fendas) .................... 21
Figura 3 - Vista lateral do depurador e deformação dos stickies ................... 22
Figura 4 - Ação do detackficante tensoativo (adaptado de Apresentação sobre
Stickies - Quimipel Indústria Química LTDA.................................. 23
Figura 5 - Visão geral da ação do detackficante tensoativo (adaptado de
Apresentação sobre stickies - Quimipel Indústria Química LTDA.) 23
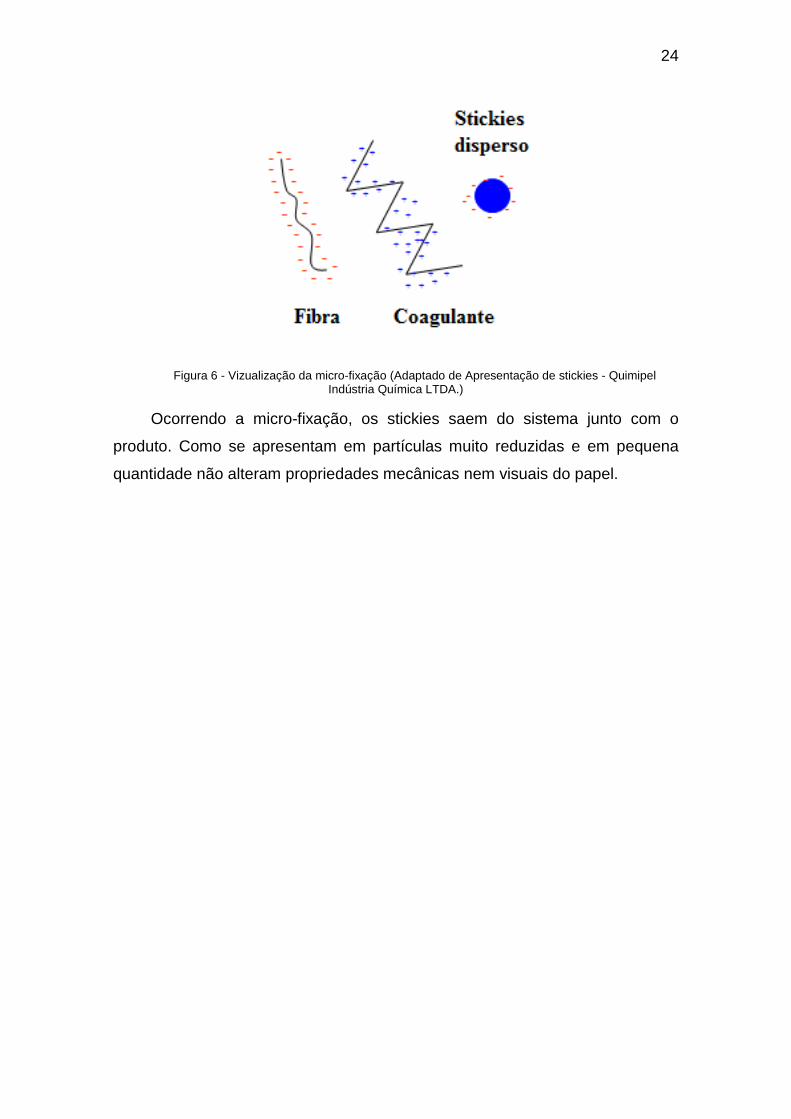
Figura 6 - Vizualização da micro-fixação (Adaptado de Apresentação de
stickies - Quimipel Indústria Química LTDA.). ............................... 24
Figura 7 - Resumo do desempenho da empresa A ....................................... 28
Figura 8 - Resumo de paradas e tempo específico da empresa A ................ 29
Figura 9 - Imagens do hemacitômetro (amostras de água branca de
diferentes pontos do processo) ..................................................... 30
Figura 10 - Resumo do desempenho da empresa B ....................................... 31
Figura 11 - Resumo de paradas e tempo específico da empresa B ................ 32
Figura 12 - Resumo de ocorrências específicas de cada fornecedor .............. 32
Figura 13 - Comparação de dosagem e custo específico dos programas ....... 33
LISTA DE TABELAS
Tabela 1 – Classificação dos micro stickies ....... ............................................ 19
Tabela 2 – Dados dos testes da empresa A ....... ........................................... 28
Tabela 3 – Dados dos testes da empresa B ....... ........................................... 31
LISTA DE ABREVIATURAS E SIGLAS
PVAc Acetato polivinílico
PVA Álcool polivinílico
SBR Estireno – butadieno (styrene butadiene rubber)
ANAP Agência Nacional de Aparistas de Papel
TQ Tanque
H Horas
t Toneladas
kg Quilogramas
kt Quilotoneladas
SUMÁRIO
1 INTRODUÇÃO .................................................................................. 14
2 JUSTIFICATIVA ................................................................................ 16
3 OBJETIVOS ...................................................................................... 17
3.1. OBJETIVO GERAL.................................................................... 17
3.2. OBJETIVOS ESPECÍFICOS ..................................................... 17
4 REVISÃO BIBLIOGRÁFICA ............................................................. 18
4.1. STICKIES .................................................................................. 18
4.1.1. ORIGEM E COMPOSIÇÃO .................................................. 18
4.1.2. CARACTERIZAÇÃO ............................................................. 19
4.1.3. CONTROLE E TRATAMENTO ............................................. 20
4.1.3.1. MECÂNICO ...................................................................... 20
4.1.3.1.1. DEPURAÇÃO ............................................................... 20
4.1.3.1.2. INATIVAÇÃO FÍSICA ................................................... 22
4.1.3.2. QUÍMICO .......................................................................... 23
4.1.3.2.1. DETACKFICAÇÃO ....................................................... 23
4.1.3.2.2. MICRO-FIXAÇÃO ......................................................... 23
5 METODOLOGIA ............................................................................... 25
6 RESULTADOS E DISCUSSÃO ........................................................ 27
6.1. EMPRESA A ............................................................................. 27
6.2. EMPRESA B ............................................................................. 29
6.3. COMPARAÇÃO DOS PROGRAMAS........................................ 32
7 CONCLUSÃO ................................................................................... 35
REFERÊNCIAS ....................................................................................... 36

14
1 INTRODUÇÃO
A crescente preocupação com o meio ambiente vem fazendo com que
cada vez mais as pessoas e instituições procurem alternativas sustentáveis
para seu desenvolvimento. Um setor que teve grande crescimento com essa
preocupação ecológica foi o de produção de papéis reciclados.
A indústria de papel sofre com alguns problemas operacionais pela
utilização destas fibras de celulose secundárias (recicladas) que compõem o
papel reciclado.
O papel reciclado possui em sua composição papel pré-consumo, e no
mínimo, 30% de papel pós-consumo. O papel pré-consumo é produto que por
algum motivo foi refugado ainda dentro da própria indústria, por estar fora de
especificação ou apresentar algum defeito. O papel pós-consumo é oriundo de
cooperativas de catadores e aparistas que recolhem papéis já utilizados.
Um dos principais problemas enfrentados pela indústria papeleira na
utilização destas fibras recuperadas é a formação de stickies, que são
impurezas formadas pelos contaminantes presente nas aparas, como colas,
resinas e insumos do próprio processo de fabricação, como anti-espumantes,
polímeros e óleos, entre outros.
A formação dos stickies tem grande impacto na produtividade e na
qualidade do papel reciclado. Como problemas de qualidade, podem ser
observadas manchas na folha, bem como pintas, buracos e alteração nas
propriedades mecânicas do papel. Estes problemas afetam tanto a qualidade
visual do papel, quanto a impressão e conversão da bobina de papel em folhas.
Dentre os problemas de produtividade causados pelos stickies, observam-
se: aumento da quantidade de quebras da folha; aumento da quantidade de
paradas operacionais para limpeza da máquina, pois os stickies acumulam-se
tanto nos raspadores dos cilindros secadores e nas vestimentas da máquina
quanto nos rolos-guia da tela secadora. O alto tack (poder de pegajosidade)
dos stickies facilita sua deposição e dificultam sua remoção.
15
O controle e o tratamento dos stickies não são muito eficientes quando
utilizados apenas recursos mecânicos como as depurações. Realiza-se então,
paralelamente, o tratamento químico, que se baseia em vários métodos. Dentre
eles destacam-se: a detackficação, a micro-fixação e o método enzimático.
Em uma grande indústria nacional de produção de papel, com linha de
produção de papel reciclado, a incidência de stickies tem prejudicado a
produtividade da máquina e a qualidade do produto.
Neste trabalho foram avaliadas duas diferentes formas de tratamento
químico para atuar paralelamente ao tratamento mecânico visando controlar a
formação e depósito de stickies na máquina e no papel durante as corridas de
papel reciclado para aumentar a qualidade do produto final, reduzir as perdas
por produto fora de especificação e aumentar a produtividade da máquina de
papel, diminuindo a incidência de paradas operacionais para limpeza e
reduzindo também a quantidade de quebras da folha causadas por sujidade
relacionada à formação dos stickies.
16
2 JUSTIFICATIVA
Este trabalho foi desenvolvido em uma grande indústria nacional de
produção de papel reciclado, pois o problema de stickies estava ocorrendo com
elevada frequência, trazendo grandes problemas de produtividade e qualidade.
Estes problemas de produtividade podem fazer com que a empresa não
atinja suas metas de produção, podendo colocar em risco seu nome perante a
falta de qualidade de seus produtos.
17
3 OBJETIVOS
3.1. OBJETIVO GERAL
O objetivo geral deste trabalho é testar dois métodos de controle e
tratamento para os stickies e definir qual é o melhor para a empresa.
3.2. OBJETIVOS ESPECÍFICOS
Este trabalho visa identificar entre os dois métodos testados qual
proporciona maior aumento de produtividade da máquina. Pela quantidade de
tempo parado por problemas relacionados a stickies e a quantidade de paradas
operacionais para limpeza da máquina será identificado o programa que traz
mais resultados na produtividade.
Outro objetivo do trabalho é reduzir as perdas de produto por problemas
relacionados a stickies e aumentar a qualidade do produto final pela redução
da sujidade e a quantidade de pintas na folha de papel.
O trabalho também tem como objetivo avaliar o custo específico de cada
programa de tratamento e controle de stickies, verificando o melhor
custo/benefício.
18
4 REVISÃO BIBLIOGRÁFICA
4.1. STICKIES
Stickies são materiais pegajosos que se depositam em diferentes pontos
da máquina de papel e na própria folha [1].
Estas impurezas podem se acumular em feltros, telas, prensas, cilindros
secadores e rolos-guia [2].
São introduzidos no circuito pela utilização de aparas pós consumo e
podem trazer problemas de qualidade e produtividade [3].
4.1.1. ORIGEM E COMPOSIÇÃO
Os principais contaminantes responsáveis pela formação dos stickies são
adesivos, colas látex, tintas, resinas, hotmelts, ligantes de revestimento
(coating binder), polímeros de embalagens [4] encontrados nas aparas pós
consumo e tinta de revestimento do papel revestido pré-consumo.
Normalmente compostos por polímeros insolúveis em água, os
contaminantes são liberados quando o material pós consumo é desagregado
em água branca, dando origem a uma dispersão instável de partículas que
podem se depositar ao longo da máquina e da folha ou até mesmo reagirem
entre si, originando partículas com poder de pegajosidade ainda maior [5].
As condições do sistema, como pH, temperatura, demanda iônica e
consistência da massa, tendem a afetar a natureza dos stickies e a tendência
deles criarem depósitos [6].
A grande quantidade de agentes químicos, como adesivos, utilizados
pelos convertedores e fabricantes dos papéis que são utilizados posteriormente
como pós-consumo, explica a vasta diversificação da natureza química dos
stickies.
Os principais componentes destes contaminantes são: estireno butadieno,
estireno acrilato, PVA, PVAc, poliestireno, poliamidas e poliésteres [4].
19
4.1.2. CARACTERIZAÇÃO
Os stickies podem ser diferenciados pelo tipo, tamanho, comportamento e
natureza [1].
Quanto ao tipo, podem ser caracterizados entre primários e secundários,
sendo primários os que são introduzidos no sistema (liberados pelas aparas
pós consumo) e secundários os que se formam durante o processo pela
combinação de substâncias presentes no sistema [1].
A maioria dos problemas causados por stickies se dá pelos stickies
primários, que estão presentes em maior quantidade. Porém, dependendo do
local de formação dos stickies secundários, eles podem ser mais difíceis de se
eliminar. Por exemplo, se um stickie se forma após as depurações, ele só
poderá ser tratado quimicamente.
Quanto ao tamanho, os stickies podem ser classificados como macro
stickies ou micro stickies. Quando o diâmetro da partícula é maior do que 0,10
mm, é considerada macro stickie. Partículas com diâmetro inferior a 0,10 mm,
são classificadas conforme a tabela 1.
Tabela 1 - Classificação dos micro stickies [1]
Classificação Diâmetro da partícula
Diperso < 0,10 mm
Coloidal 100 µm a 100 nm
Dissolvido <10 nm
Quanto ao comportamento, os stickies podem ser caracterizados como
moles ou duros. Sendo moles os stickies com alto tack (poder de
pegajosidade), que se depositam nas partes iniciais da máquina (parte úmida),
como tela formadora, feltro e prensas. Os stickies duros possuem menos
pegajosidade e acabam se depositando nos cilindros secadores, calandra e na
folha [1].
Quanto à natureza, os stickies podem estar aderidos à fibra ou livres no
meio [1].
20
Os aditivos utilizados no processo podem tornar os stickies mais moles ou
mais duros, de acordo com o grau de polimerização que conferem a cadeia do
stickie.
Para eliminar ou minimizar a formação de stickies faz-se necessário uma
análise quantitativa, visando a seleção do tipo de controle de operaçãoes e
equipamentos necessários. Para quantificá-los pode se empregar tanto
métodos visuais como físicos e químicos.
4.1.3. CONTROLE E TRATAMENTO
O controle e tratamento de stickies podem ser feito de forma mecânica e
química, normalmente agindo em conjunto. Dentre os métodos mecânicos,
tem-se principalmente a depuração da massa. Como tratamentos químicos
destacam-se a detackficação e a micro-fixação. Também é bastante utilizada a
técnica de sistemas aquosos bifásicos.
Para a ação correta de agentes de controle, primeiramente é necessário
uma seleção da matéria prima. A Agência Nacional de Aparistas de Papel
(ANAP), em conjunto com outros órgãos papeleiros, desenvolveu uma
classificação para aparas de papel e papelão que os divide em 22 itens, que
basicamente se diferenciam pela composição. As aparas podem ser revestidas
ou não, podem ter tinta de impressão ou não, podem conter misturas de papel
com papelão ou não, enfim, definem-se tipos diferentes de aparas, e a partir do
tipo de apara, determina-se qual o tratamento mais adequado para o controle
dos stickies. Há de se levar em consideração também o tipo de material pré-
consumo (refugo) a ser utilizado no processo.
4.1.3.1. MECÂNICO
4.1.3.1.1. DEPURAÇÃO
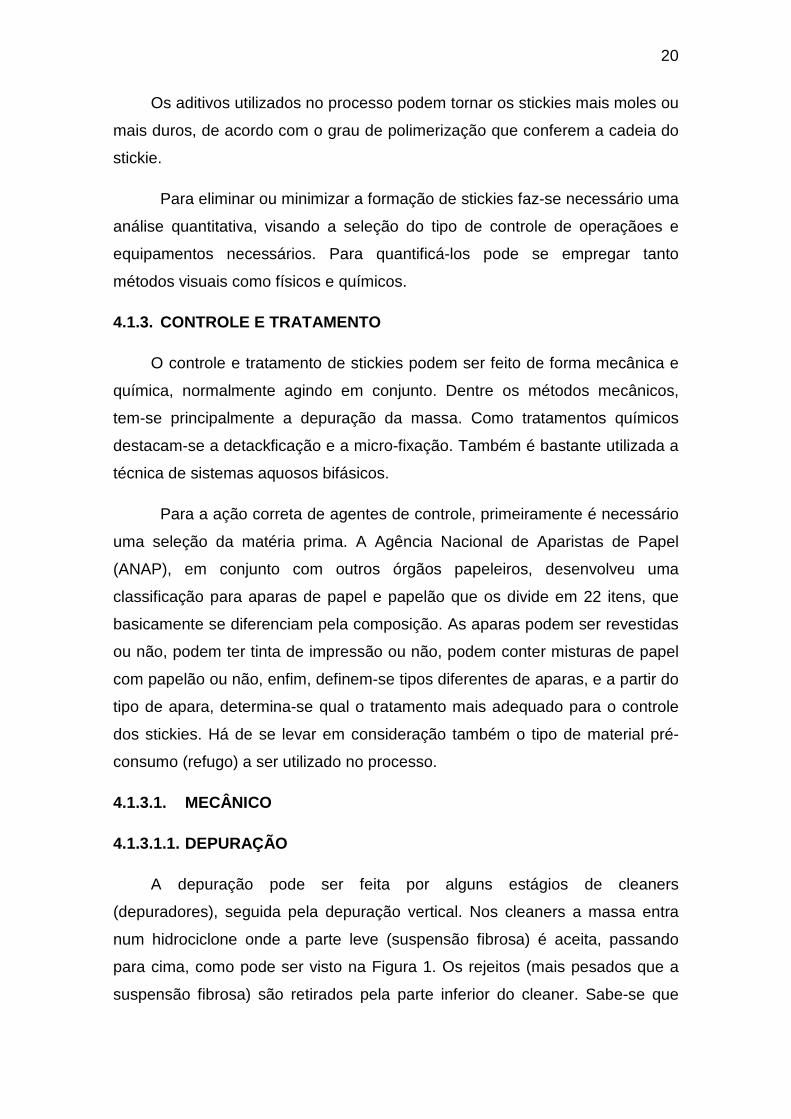
A depuração pode ser feita por alguns estágios de cleaners
(depuradores), seguida pela depuração vertical. Nos cleaners a massa entra
num hidrociclone onde a parte leve (suspensão fibrosa) é aceita, passando
para cima, como pode ser visto na Figura 1. Os rejeitos (mais pesados que a
suspensão fibrosa) são retirados pela parte inferior do cleaner. Sabe-se que
21
grande parte dos stickies é suficientemente leve para ser aceito nesta fase de
depuração, tornando-a pouco eficiente para este controle. A massa leve que é
aceita, segue para a depuração vertical, que auxilia na remoção dos stickies,
mas também não é totalmente eficiente.
Figura 1 - Esquema do cleaner (Fonte: SENAI)
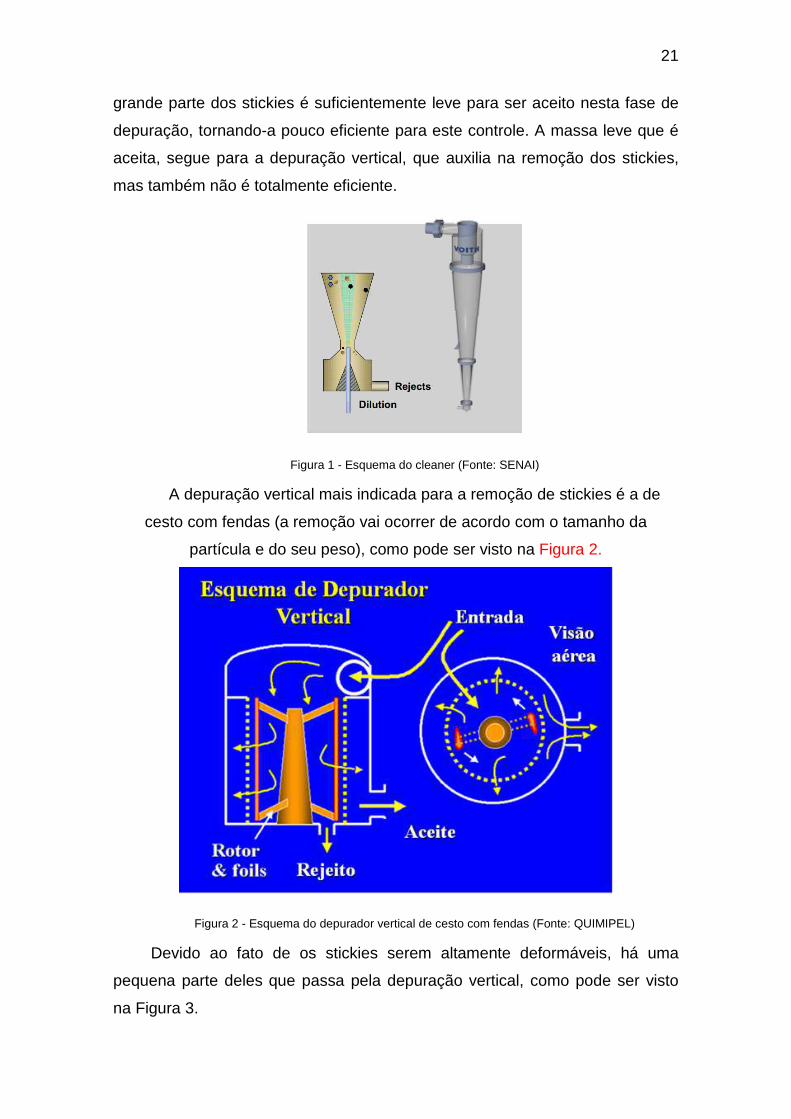
A depuração vertical mais indicada para a remoção de stickies é a de
cesto com fendas (a remoção vai ocorrer de acordo com o tamanho da
partícula e do seu peso), como pode ser visto na Figura 2.
Figura 2 - Esquema do depurador vertical de cesto com fendas (Fonte: QUIMIPEL)
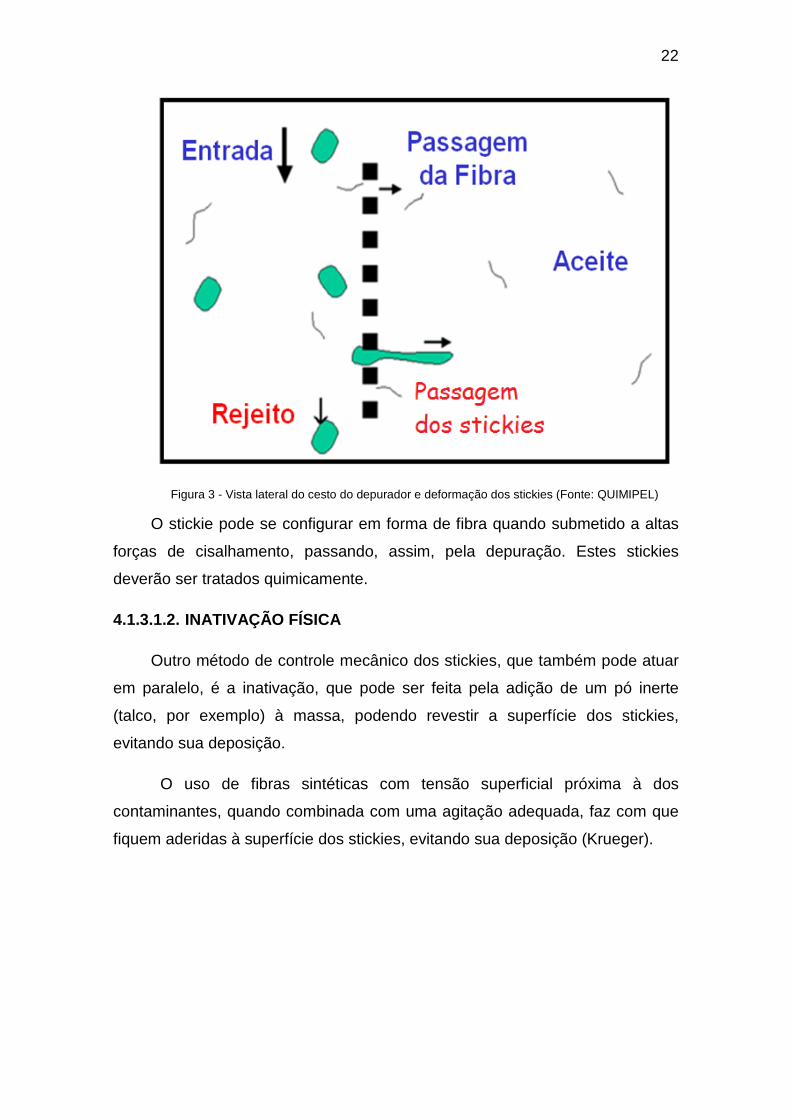
Devido ao fato de os stickies serem altamente deformáveis, há uma
pequena parte deles que passa pela depuração vertical, como pode ser visto
na Figura 3.
22
Figura 3 - Vista lateral do cesto do depurador e deformação dos stickies (Fonte: QUIMIPEL)
O stickie pode se configurar em forma de fibra quando submetido a altas
forças de cisalhamento, passando, assim, pela depuração. Estes stickies
deverão ser tratados quimicamente.
4.1.3.1.2. INATIVAÇÃO FÍSICA
Outro método de controle mecânico dos stickies, que também pode atuar
em paralelo, é a inativação, que pode ser feita pela adição de um pó inerte
(talco, por exemplo) à massa, podendo revestir a superfície dos stickies,
evitando sua deposição.
O uso de fibras sintéticas com tensão superficial próxima à dos
contaminantes, quando combinada com uma agitação adequada, faz com que
fiquem aderidas à superfície dos stickies, evitando sua deposição (Krueger).
23
4.1.3.2. QUÍMICO
4.1.3.2.1. DETACKFICAÇÃO
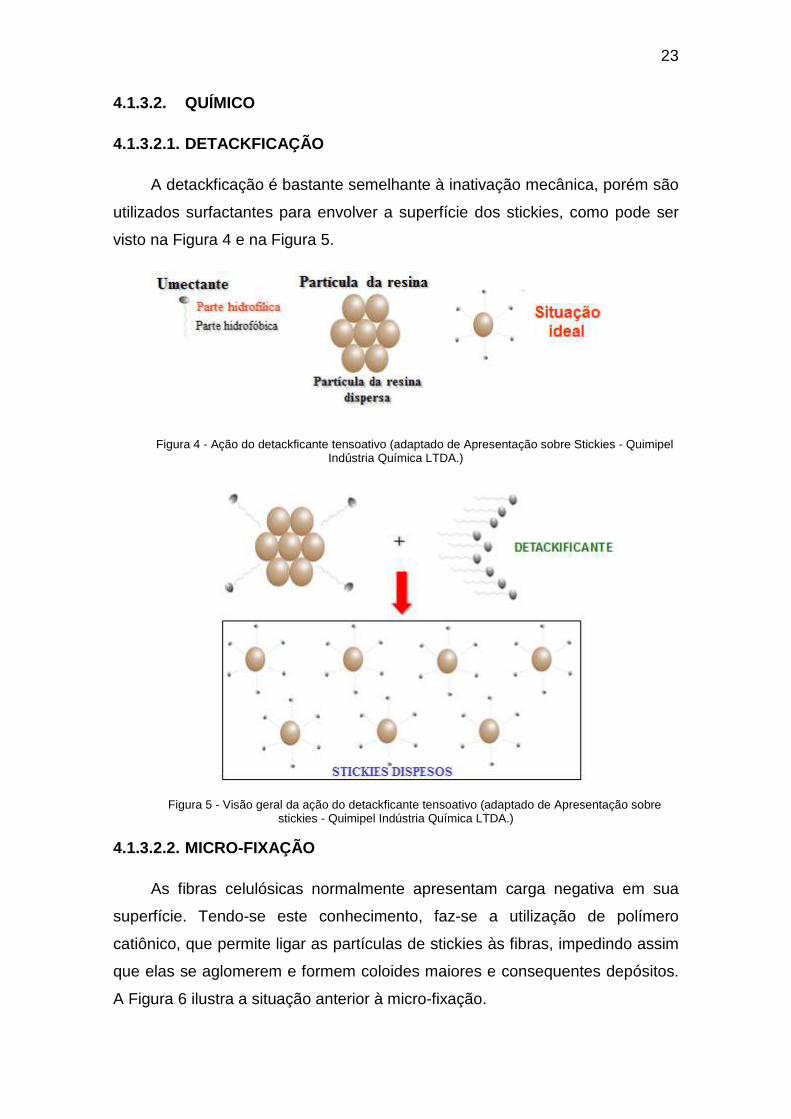
A detackficação é bastante semelhante à inativação mecânica, porém são
utilizados surfactantes para envolver a superfície dos stickies, como pode ser
visto na Figura 4 e na Figura 5.
Figura 4 - Ação do detackficante tensoativo (adaptado de Apresentação sobre Stickies - Quimipel Indústria Química LTDA.)
Figura 5 - Visão geral da ação do detackficante tensoativo (adaptado de Apresentação sobre stickies - Quimipel Indústria Química LTDA.)
4.1.3.2.2. MICRO-FIXAÇÃO
As fibras celulósicas normalmente apresentam carga negativa em sua
superfície. Tendo-se este conhecimento, faz-se a utilização de polímero
catiônico, que permite ligar as partículas de stickies às fibras, impedindo assim
que elas se aglomerem e formem coloides maiores e consequentes depósitos.
A Figura 6 ilustra a situação anterior à micro-fixação.
24
Figura 6 - Vizualização da micro-fixação (Adaptado de Apresentação de stickies - Quimipel Indústria Química LTDA.)
Ocorrendo a micro-fixação, os stickies saem do sistema junto com o
produto. Como se apresentam em partículas muito reduzidas e em pequena
quantidade não alteram propriedades mecânicas nem visuais do papel.
25
5 METODOLOGIA
Este trabalho tem método de pesquisa com abordagem quantitativa
experimental, realizada numa indústria nacional de produção de papel.
A indústria em questão utiliza duas linhas de massa celulósica para a
produção do papel reciclado: uma de massa branca, composta por papel
couché (refugado de outra unidade da mesma empresa), que é revestido com
camada de tinta a base de látex, e papel branco, refugo da própria unidade, ou
seja, a linha de massa branca é de material pré-consumo que foi refugado pela
empresa por não atender algum padrão técnico de qualidade ou de formato. A
outra linha de massa celulósica é composta pela massa escura, que é
resultado da desagregação de aparas compostas por papelão ondulado e
aparas brancas, ambos comprados de cooperativas, sendo, portanto, material
pós-consumo, com alguns agentes químicos.
Os testes foram realizados numa grande indústria nacional de papel e
celulose, em uma planta específica que é adaptada à produção e papel
reciclado. A máquina produz diversos tipos de papel, sendo as corridas
intercaladas com papéis não reciclados e reciclados.
Foram testados dois programas de diferentes fornecedores que
utilizaram de metodologias diferentes para tentar solucionar o problema. Foram
levados em consideração fatores como o custo específico de cada produto
(R$/t), a eficiência de tempo da corrida em função de sujidade por stikies e
também o feedback do laboratório de qualidade, que informou as propriedades
visuais e mecânicas do papel. Nenhum outro parâmetro foi alterado durante as
corridas, somente a frequência de análises de sujidade e formação no produto
final.
Cada fornecedor fez o teste ao longo de quatro corridas inteiras de papel
reciclado, onde foram fabricados papéis de gramaturas 63 g/m², 75 g/m² e 90
g/m². Foram alteradas as dosagens específicas do insumo ao início de cada
teste, iniciando com uma dosagem alta e reduzindo ao mínimo possível em que
o produto atuasse com eficiência.
26
Os pontos de aplicação dos produtos foram indicados pelos
fornecedores.
Os dados de tempo parado e quantidade de paradas foram levantados
pelo programa de controle e gerenciamento da produção da indústria.
A cada ocorrência de parada o operador abre um evento no programa, e
informa o momento de início e fim da ocorrência, o tipo de ocorrência, o local, a
causa e a gramatura do papel que estava sendo produzido no momento da
ocorrência.
Foram consideradas quebras não identificadas que tinham possibilidade
de serem relacionadas com stickies, quebras identificadas por sujeira
relacionada a stickies e paradas operacionais de limpeza relacionadas a
stickies.
Os dados foram filtrados no programa e avaliados um a um, excluindo-se
as ocorrências com casca de amido ou que não tivessem possibilidade de
serem relacionadas com stickies.
A empresa que recebeu os testes encarregou-se de avaliar os dados de
quantidade de paradas de máquina e tempo parado, bem como os dados do
laboratório de qualidade, que aumentou a frequência das análises de sujidade.
As empresas fornecedoras utilizaram-se de seus próprios métodos para avaliar
a aplicação e desempenho de seus produtos, sendo que algumas informações
foram compartilhadas e tiveram utilização autorizada neste trabalho.
27
6 RESULTADOS E DISCUSSÃO
Para não citar os nomes das empresas relacionadas, elas serão tratadas
por nomes genéricos, como A e B.
A empresa A realizou testes em quatro corridas que ocorreram entre
fevereiro e maio de 2012 e a empresa B realizou testes em quatro corridas
entre junho e setembro de 2012.
6.1. EMPRESA A
A empresa A utiliza um programa enzimático para o controle e tratamento
dos stickies, com esterase, focando nas ligações PVAc, vinilacrilatos e ink
binder. Pelo fato de o tratamento ser enzimático, seu tempo de contato ótimo
deve ser acima de 45 minutos, sendo, portanto, dosado ao início da preparação
de massa, no hidrapulper.
A dosagem específica solicitada pela empresa A é de 1 kg de produto
por tonelada de papel, o que dá um custo de R$10,57 por tonelada de papel
produzido.
O programa funcionou bem até o período de chuvas, quando as
condições da água da captação da indústria tiveram algumas alterações na
turbidez e pH, sendo necessário alterar as dosagens de químicos na ETA.
Essas variações de condições causaram falhas pontuais do produto ao longo
dos testes, reduzindo a estabilidade do programa.
A empresa A fez apenas o acompanhamento de pontos críticos de
acúmulo de stickies, como monotela e seus rolos guias e acompanhou também
a sujidade do papel.
A empresa A realizou seus testes entre janeiro e maio de 2012. Os dados
de cada corrida, como período, produção, quantidade de paradas relacionadas
a stickeis e tempo de máquina parada podem ser vistos na tabela 2.
28
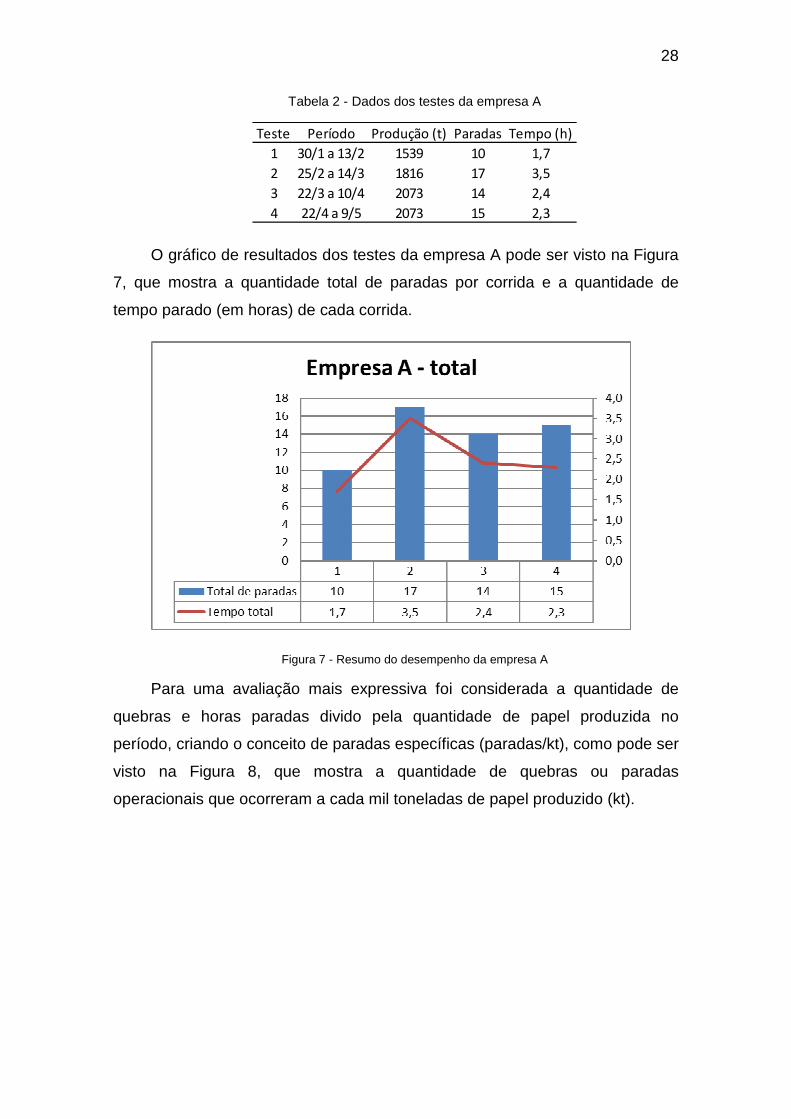
Tabela 2 - Dados dos testes da empresa A
Teste Período Produção (t) Paradas Tempo (h)
1 30/1 a 13/2 1539 10 1,7
2 25/2 a 14/3 1816 17 3,5
3 22/3 a 10/4 2073 14 2,4
4 22/4 a 9/5 2073 15 2,3
O gráfico de resultados dos testes da empresa A pode ser visto na Figura
7, que mostra a quantidade total de paradas por corrida e a quantidade de
tempo parado (em horas) de cada corrida.
Figura 7 - Resumo do desempenho da empresa A
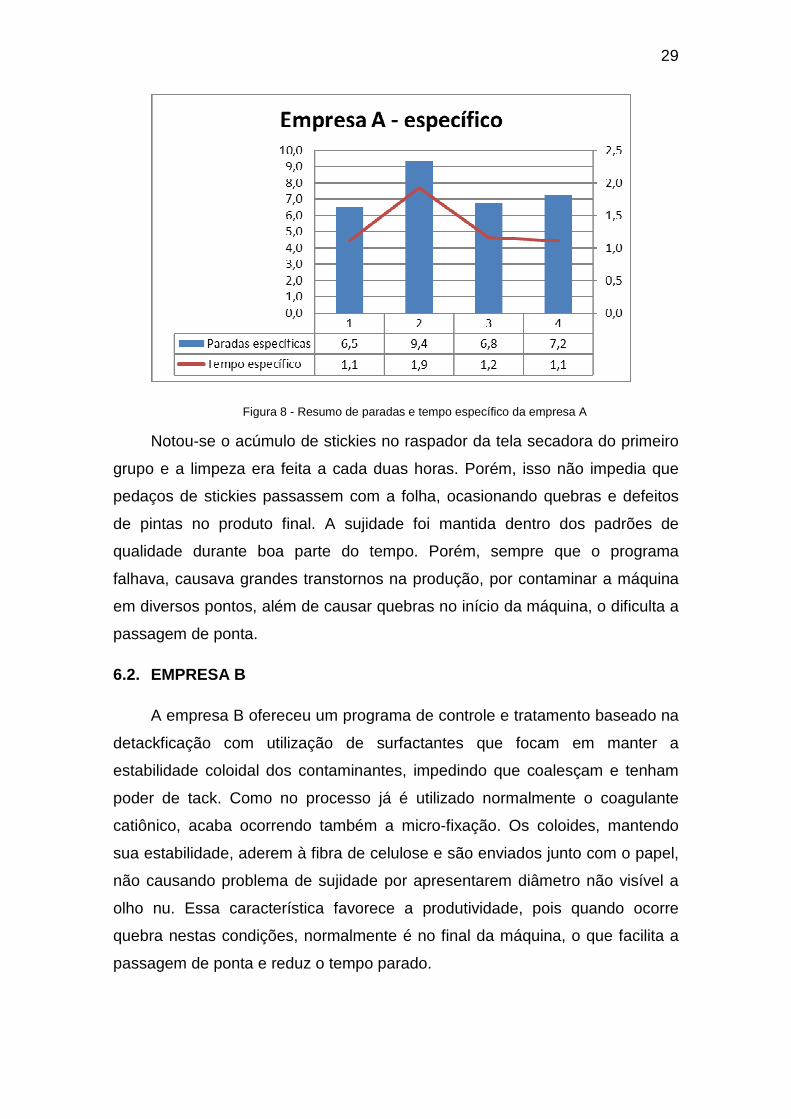
Para uma avaliação mais expressiva foi considerada a quantidade de
quebras e horas paradas divido pela quantidade de papel produzida no
período, criando o conceito de paradas específicas (paradas/kt), como pode ser
visto na Figura 8, que mostra a quantidade de quebras ou paradas
operacionais que ocorreram a cada mil toneladas de papel produzido (kt).
29
Figura 8 - Resumo de paradas e tempo específico da empresa A
Notou-se o acúmulo de stickies no raspador da tela secadora do primeiro
grupo e a limpeza era feita a cada duas horas. Porém, isso não impedia que
pedaços de stickies passassem com a folha, ocasionando quebras e defeitos
de pintas no produto final. A sujidade foi mantida dentro dos padrões de
qualidade durante boa parte do tempo. Porém, sempre que o programa
falhava, causava grandes transtornos na produção, por contaminar a máquina
em diversos pontos, além de causar quebras no início da máquina, o dificulta a
passagem de ponta.
6.2. EMPRESA B
A empresa B ofereceu um programa de controle e tratamento baseado na
detackficação com utilização de surfactantes que focam em manter a
estabilidade coloidal dos contaminantes, impedindo que coalesçam e tenham
poder de tack. Como no processo já é utilizado normalmente o coagulante
catiônico, acaba ocorrendo também a micro-fixação. Os coloides, mantendo
sua estabilidade, aderem à fibra de celulose e são enviados junto com o papel,
não causando problema de sujidade por apresentarem diâmetro não visível a
olho nu. Essa característica favorece a produtividade, pois quando ocorre
quebra nestas condições, normalmente é no final da máquina, o que facilita a
passagem de ponta e reduz o tempo parado.
30
A dosagem específica indicada pela empresa B é de 1,5 kg de produto
por tonelada de papel, o que dá um custo de R$7,36 por tonelada de papel
produzido.
A empresa B optou por utilizar dois pontos de dosagem: caixa de nível da
bomba de mistura (com vazão ajustada para o consumo específico de 1 kg/t) e
tanque de água branca (com vazão ajustada para o consumo de 0,5 kg/t),
atuando assim tanto na alta como na baixa consistência, mantendo a
estabilidade coloidal em todo sistema.
Foram acompanhados parâmetros de processos e houve a orientação
para manter a demanda iônica entre -200 e -150 UmEq, garantindo assim a
atuação dos surfactantes. Foi solicitado também um controle mais apurado da
consistência da massa em pontos específicos.
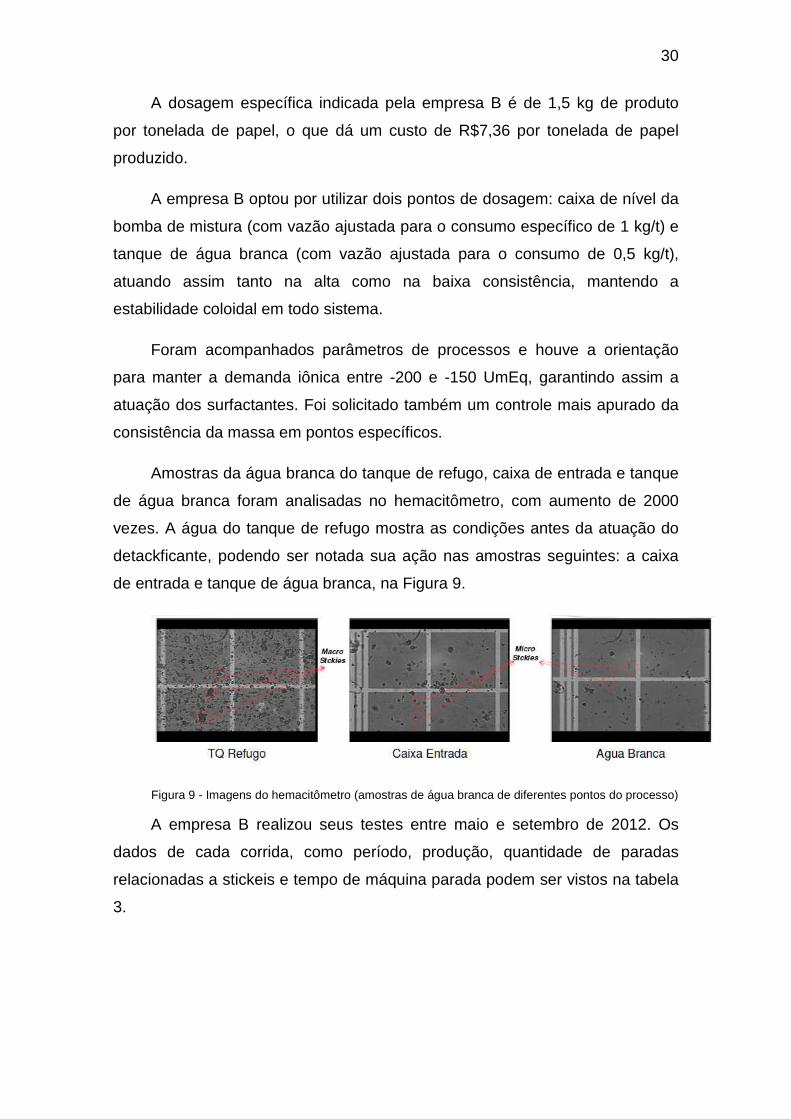
Amostras da água branca do tanque de refugo, caixa de entrada e tanque
de água branca foram analisadas no hemacitômetro, com aumento de 2000
vezes. A água do tanque de refugo mostra as condições antes da atuação do
detackficante, podendo ser notada sua ação nas amostras seguintes: a caixa
de entrada e tanque de água branca, na Figura 9.
Figura 9 - Imagens do hemacitômetro (amostras de água branca de diferentes pontos do processo)
A empresa B realizou seus testes entre maio e setembro de 2012. Os
dados de cada corrida, como período, produção, quantidade de paradas
relacionadas a stickeis e tempo de máquina parada podem ser vistos na tabela
3.
31
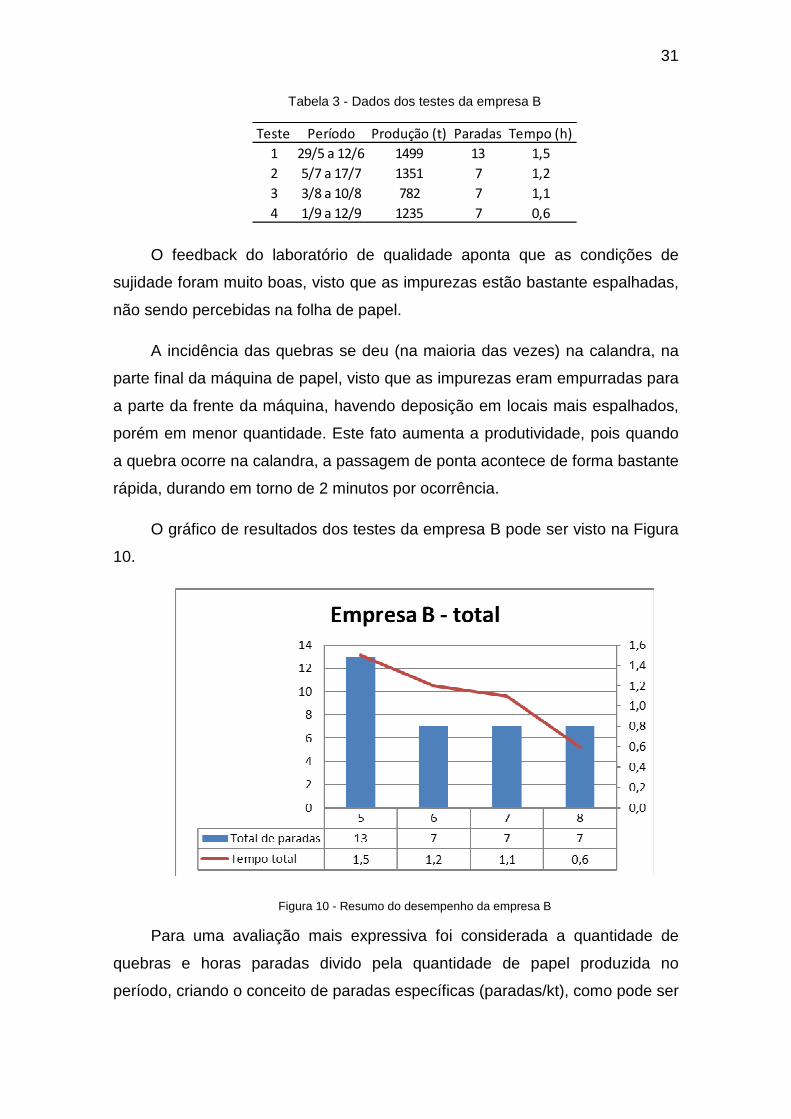
Tabela 3 - Dados dos testes da empresa B
Teste Período Produção (t) Paradas Tempo (h)
1 29/5 a 12/6 1499 13 1,5
2 5/7 a 17/7 1351 7 1,2
3 3/8 a 10/8 782 7 1,1
4 1/9 a 12/9 1235 7 0,6
O feedback do laboratório de qualidade aponta que as condições de
sujidade foram muito boas, visto que as impurezas estão bastante espalhadas,
não sendo percebidas na folha de papel.
A incidência das quebras se deu (na maioria das vezes) na calandra, na
parte final da máquina de papel, visto que as impurezas eram empurradas para
a parte da frente da máquina, havendo deposição em locais mais espalhados,
porém em menor quantidade. Este fato aumenta a produtividade, pois quando
a quebra ocorre na calandra, a passagem de ponta acontece de forma bastante
rápida, durando em torno de 2 minutos por ocorrência.
O gráfico de resultados dos testes da empresa B pode ser visto na Figura
10.
Figura 10 - Resumo do desempenho da empresa B
Para uma avaliação mais expressiva foi considerada a quantidade de
quebras e horas paradas divido pela quantidade de papel produzida no
período, criando o conceito de paradas específicas (paradas/kt), como pode ser
32
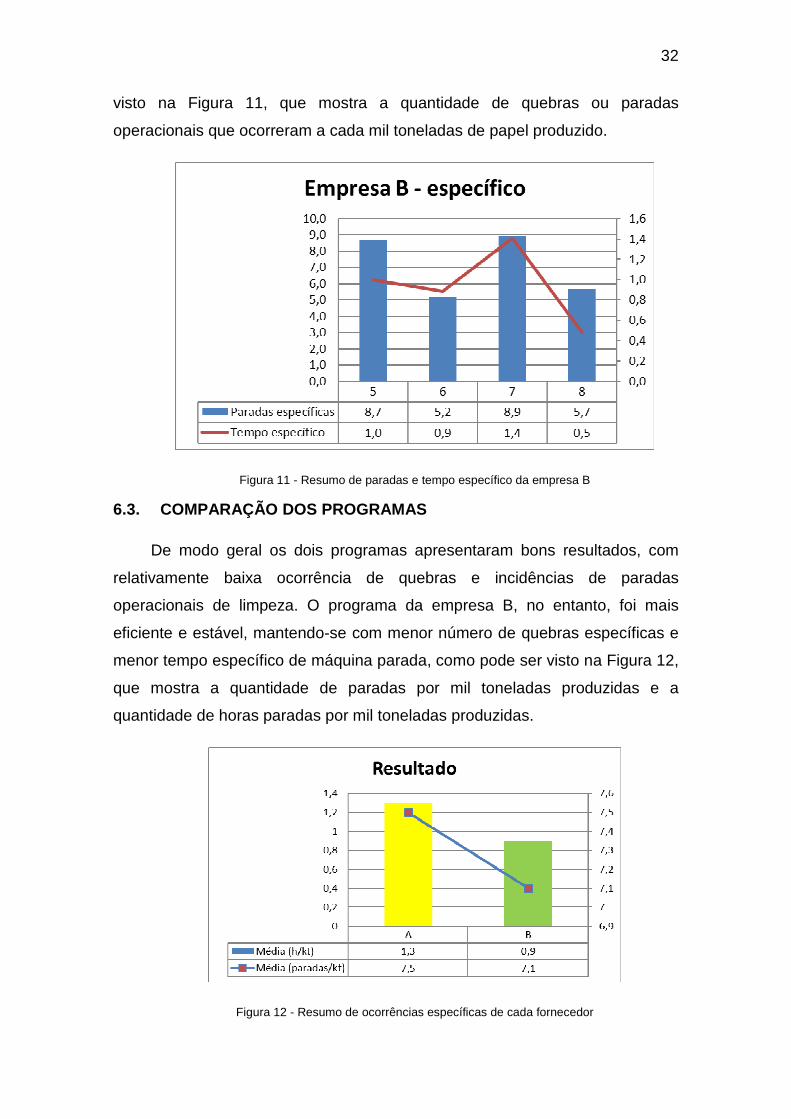
visto na Figura 11, que mostra a quantidade de quebras ou paradas
operacionais que ocorreram a cada mil toneladas de papel produzido.
Figura 11 - Resumo de paradas e tempo específico da empresa B
6.3. COMPARAÇÃO DOS PROGRAMAS
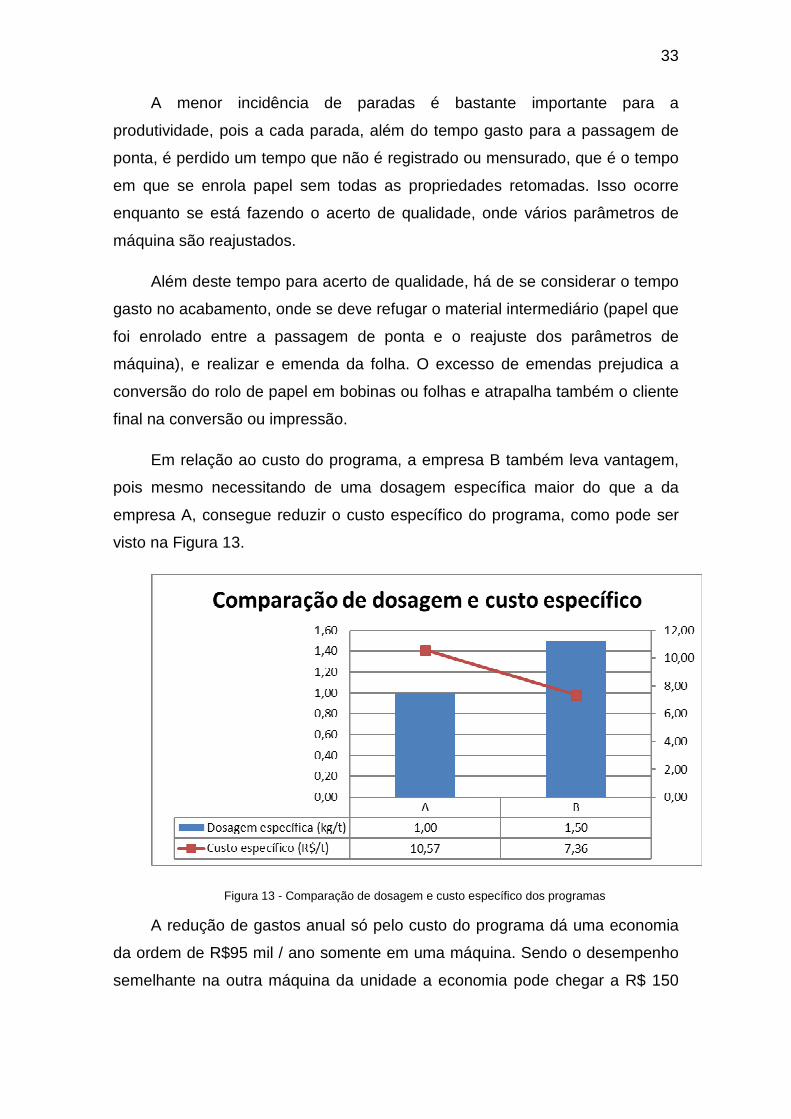
De modo geral os dois programas apresentaram bons resultados, com
relativamente baixa ocorrência de quebras e incidências de paradas
operacionais de limpeza. O programa da empresa B, no entanto, foi mais
eficiente e estável, mantendo-se com menor número de quebras específicas e
menor tempo específico de máquina parada, como pode ser visto na Figura 12,
que mostra a quantidade de paradas por mil toneladas produzidas e a
quantidade de horas paradas por mil toneladas produzidas.
Figura 12 - Resumo de ocorrências específicas de cada fornecedor
33
A menor incidência de paradas é bastante importante para a
produtividade, pois a cada parada, além do tempo gasto para a passagem de
ponta, é perdido um tempo que não é registrado ou mensurado, que é o tempo
em que se enrola papel sem todas as propriedades retomadas. Isso ocorre
enquanto se está fazendo o acerto de qualidade, onde vários parâmetros de
máquina são reajustados.
Além deste tempo para acerto de qualidade, há de se considerar o tempo
gasto no acabamento, onde se deve refugar o material intermediário (papel que
foi enrolado entre a passagem de ponta e o reajuste dos parâmetros de
máquina), e realizar e emenda da folha. O excesso de emendas prejudica a
conversão do rolo de papel em bobinas ou folhas e atrapalha também o cliente
final na conversão ou impressão.
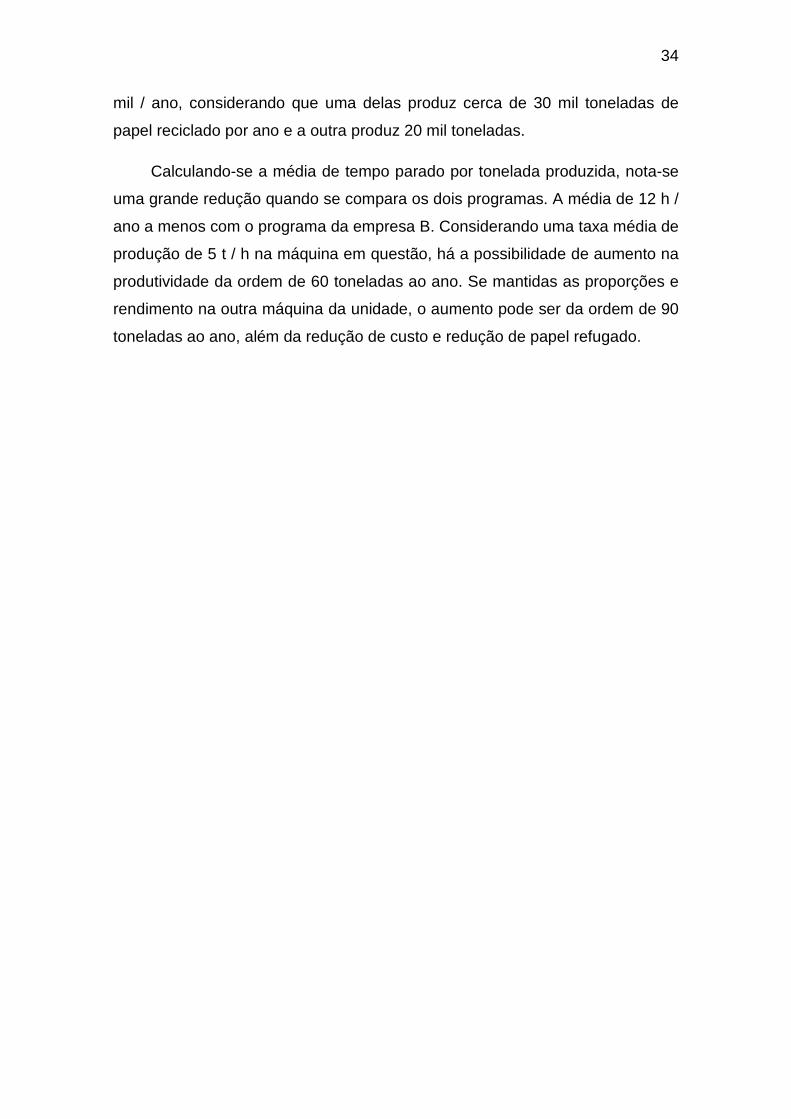
Em relação ao custo do programa, a empresa B também leva vantagem,
pois mesmo necessitando de uma dosagem específica maior do que a da
empresa A, consegue reduzir o custo específico do programa, como pode ser
visto na Figura 13.
Figura 13 - Comparação de dosagem e custo específico dos programas
A redução de gastos anual só pelo custo do programa dá uma economia
da ordem de R$95 mil / ano somente em uma máquina. Sendo o desempenho
semelhante na outra máquina da unidade a economia pode chegar a R$ 150
34
mil / ano, considerando que uma delas produz cerca de 30 mil toneladas de
papel reciclado por ano e a outra produz 20 mil toneladas.
Calculando-se a média de tempo parado por tonelada produzida, nota-se
uma grande redução quando se compara os dois programas. A média de 12 h /
ano a menos com o programa da empresa B. Considerando uma taxa média de
produção de 5 t / h na máquina em questão, há a possibilidade de aumento na
produtividade da ordem de 60 toneladas ao ano. Se mantidas as proporções e
rendimento na outra máquina da unidade, o aumento pode ser da ordem de 90
toneladas ao ano, além da redução de custo e redução de papel refugado.
35
7 CONCLUSÃO
Pela análise dos resultados foi possível concluir que o programa de
controle e tratamento de stickies oferecido pela empresa B é mais viável
financeiramente, mesmo sendo dosado em maior quantidade do que o da
empresa A, pois o produto é mais barato, havendo então redução de custo
específico do programa no produto final, além de aumentar a produtividade da
máquina pela quantidade e duração das paradas relacionadas a stickies.
O programa enzimático da empresa A funciona bem e quando as
condições de pH e temperatura estão dentro do padrão, inibe as ligações que
formam os stickies. Porém, o programa é muito sensível a variações destes
parâmetros, que não dependem somente da operação, e quando falham
causam grandes transtornos na produção, havendo excesso de quebras e
refugo de papel por sujidade elevada.
O produto da empresa B foi homologado e sua aplicação será ampliada
para as demais máquinas de papel reciclado da empresa.
36
REFERÊNCIAS
1 MARTINEZ, P. C. Stickies: caraterização e remoção . Curso internacional
de reciclagem. ABTCP. São Paulo. Brasil. 2004
2 BAJPAI, P. Biotechnology for pulp and paper processing . P. 307 – 315.
2012
3 QUIMIPEL. Apresentação sobre stickies . 2012
4 SCHWEIGHOFER, E. D. Development of cationic talcs for enhanced
pitch and stickies control . ABTCP. São Paulo. Brasil. 2010
5 KRUGER, W. C., BOWERS, D. Removing stickies from recycled fiber .
Tappi, Atlanta, v. 64, n. 7, p. 39-41. 1981
6 HOESTRA, P. M., MAY, O. W. Developments in the control of stickies .
Washington. 1987