MAPEAMENTO DE FLUXO DE VALOR NA CADEIA … · MAPEAMENTO DE FLUXO DE VALOR NA CADEIA PRODUTIVA...
40
MAPEAMENTO DE FLUXO DE VALOR NA CADEIA PRODUTIVA Curso: Engenharia de Produção e Sistemas Disciplina: EO2MFV1 – Mapeamento de Fluxo de Valor na Cadeia Produtiva Professor: Adalberto José Tavares Vieira
-
Upload
nguyencong -
Category
Documents
-
view
222 -
download
2
Transcript of MAPEAMENTO DE FLUXO DE VALOR NA CADEIA … · MAPEAMENTO DE FLUXO DE VALOR NA CADEIA PRODUTIVA...
MAPEAMENTO DE FLUXO DE VALOR NA CADEIA PRODUTIVA
Curso: Engenharia de Produção e Sistemas
Disciplina: EO2MFV1 – Mapeamento de Fluxo de Valor na
Cadeia Produtiva
Professor: Adalberto José Tavares Vieira
1. Introdução
Desde o final da segunda guerra mundial, um novo sistema de produção surgido no Japão, na fábrica da Toyota, vem sendo aperfeiçoado de maneira constante, na busca da melhoria contínua e da eliminação de desperdícios. Os desdobramentos de princípios fundamentais da Administração de Taylor e Ford evoluíram para um sistema de produção que é tido na atualidade como referência em qualidade, flexibilidade e produtividade, capaz de competir com preços devido a sua sistemática de redução de desperdícios. Trata-se da Mentalidade Enxuta, uma filosofia de manufatura que “encurta o tempo entre pedido do cliente e a entrega, através da eliminação de desperdícios”.
1. Introdução
A Toyota foi a precursora em desenvolver um sistema próprio de produção que buscava a eliminação constante e sistemática dos desperdícios, tornando-se referência mundial com o seu Sistema de Produção Toyota (TPS).
1. Introdução
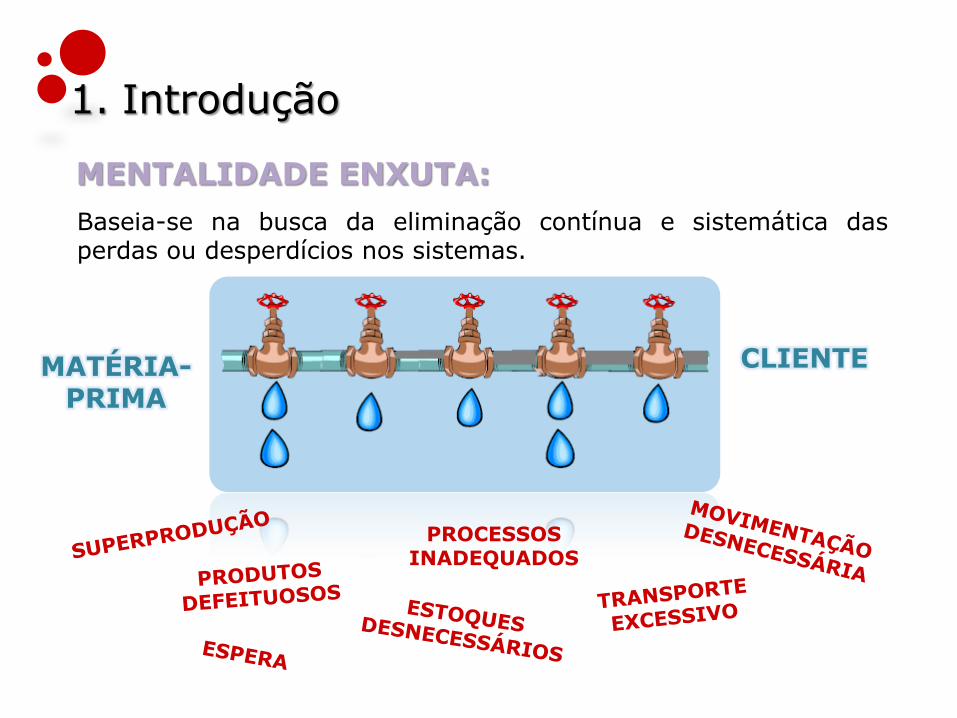
MENTALIDADE ENXUTA:
Baseia-se na busca da eliminação contínua e sistemática das perdas ou desperdícios nos sistemas.
MATÉRIA-PRIMA
CLIENTE
PROCESSOS INADEQUADOS
1. Introdução
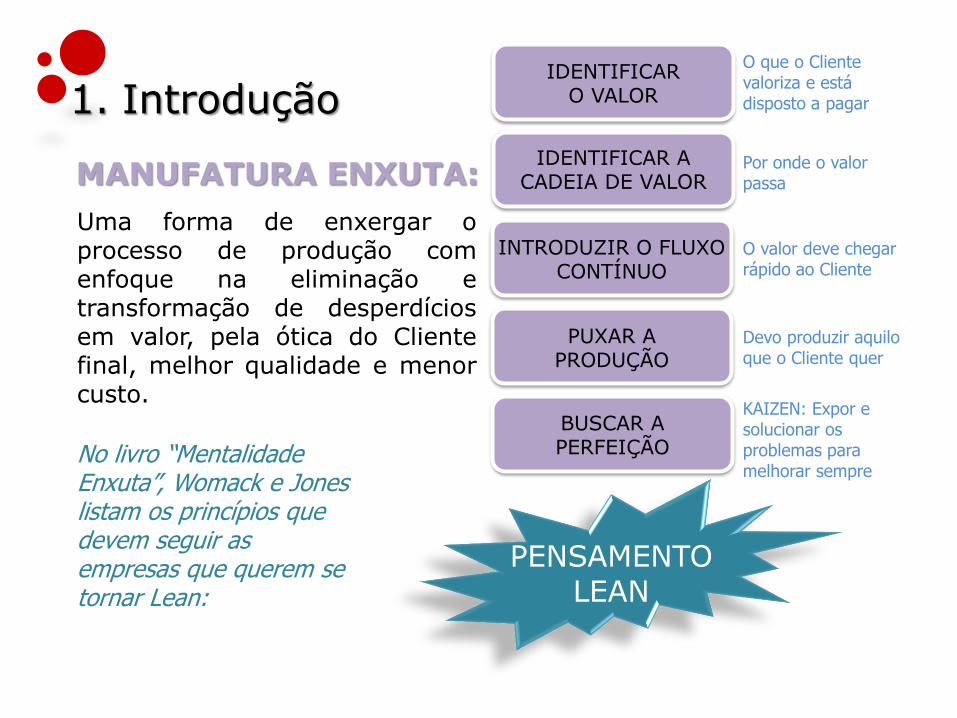
MANUFATURA ENXUTA:
Uma forma de enxergar o processo de produção com enfoque na eliminação e transformação de desperdícios em valor, pela ótica do Cliente final, melhor qualidade e menor custo.
IDENTIFICAR O VALOR
IDENTIFICAR A CADEIA DE VALOR
INTRODUZIR O FLUXO CONTÍNUO
PUXAR A PRODUÇÃO
BUSCAR A PERFEIÇÃO
PENSAMENTO LEAN
O que o Cliente valoriza e está disposto a pagar
Por onde o valor passa
O valor deve chegar rápido ao Cliente
Devo produzir aquilo que o Cliente quer
KAIZEN: Expor e solucionar os problemas para melhorar sempre
No livro “Mentalidade Enxuta”, Womack e Jones listam os princípios que devem seguir as empresas que querem se tornar Lean:
1. Introdução
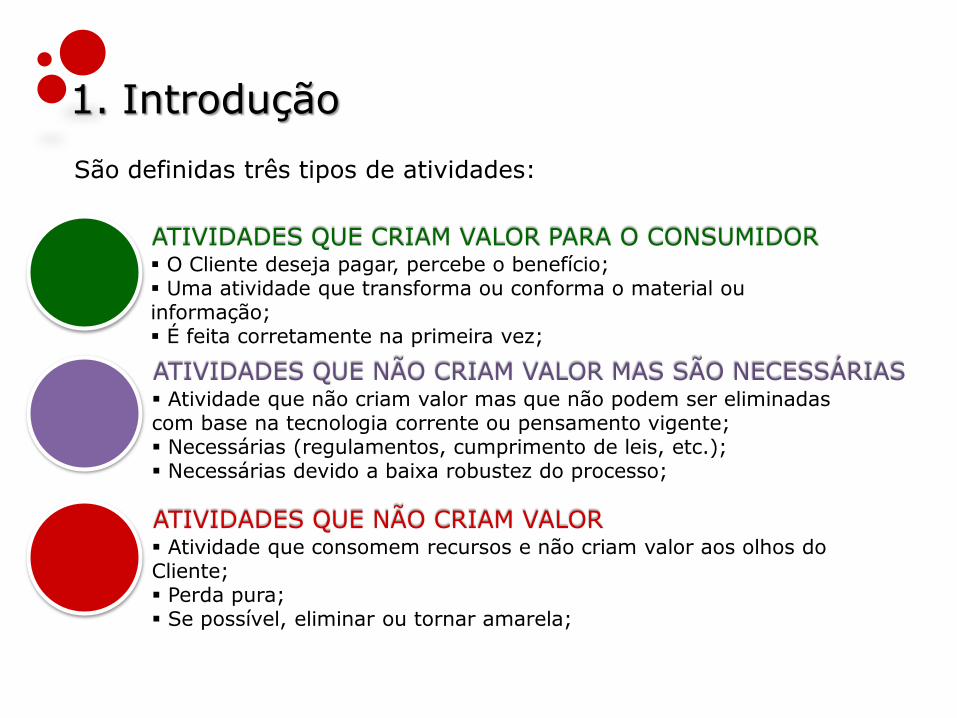
São definidas três tipos de atividades:
ATIVIDADES QUE CRIAM VALOR PARA O CONSUMIDOR O Cliente deseja pagar, percebe o benefício; Uma atividade que transforma ou conforma o material ou informação; É feita corretamente na primeira vez;
ATIVIDADES QUE NÃO CRIAM VALOR MAS SÃO NECESSÁRIAS Atividade que não criam valor mas que não podem ser eliminadas com base na tecnologia corrente ou pensamento vigente; Necessárias (regulamentos, cumprimento de leis, etc.); Necessárias devido a baixa robustez do processo;
ATIVIDADES QUE NÃO CRIAM VALOR Atividade que consomem recursos e não criam valor aos olhos do Cliente; Perda pura; Se possível, eliminar ou tornar amarela;
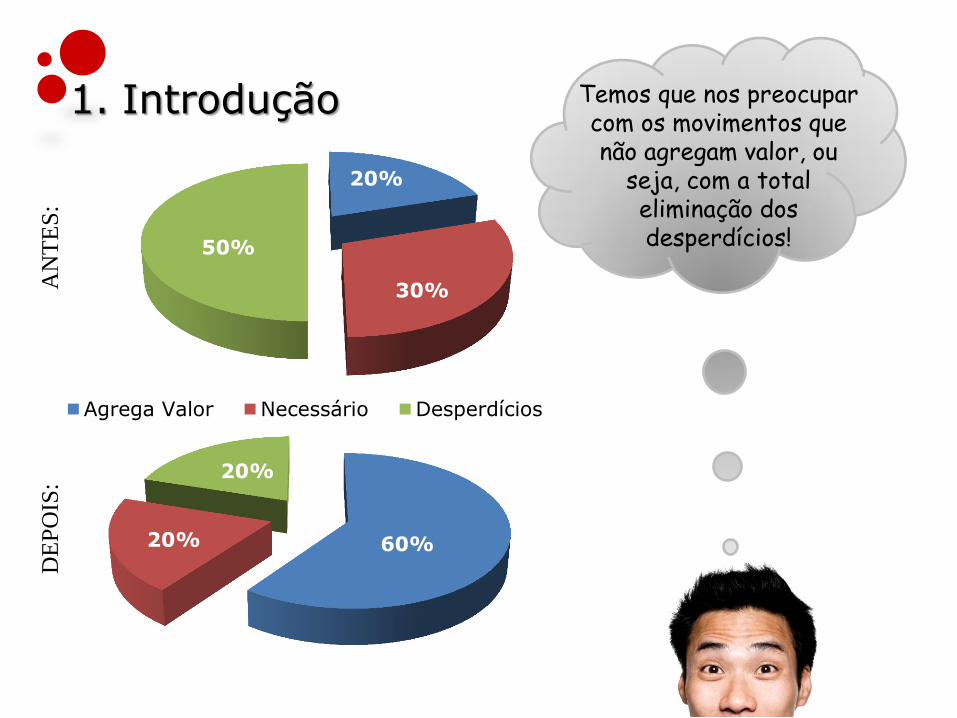
1. Introdução Temos que nos preocupar com os movimentos que não agregam valor, ou
seja, com a total eliminação dos desperdícios!
60% 20%
20%
Agrega Valor Necessário Desperdícios
20%
30%
50%
AN
TE
S:
DE
PO
IS:
1. Introdução
É uma ferramenta estratégica:
- Proporciona “visão helicóptero”;
- Mostra as oportunidade Kainzens de sistema;
- Permite o emprego integrado das ferramentas Lean;
- Evita os “Kamikaze Kaizens”;
Fluxos de todos os materiais e informações do processo de
manufatura;
O QUE É O MAPEAMENTO DE FLUXO DE VALOR?
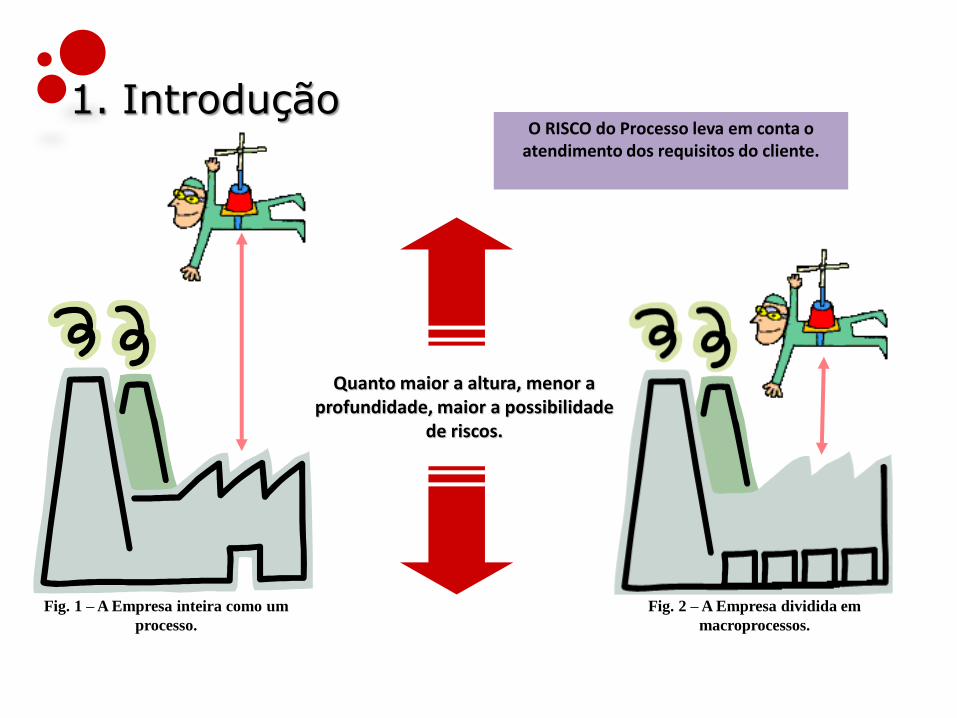
1. Introdução O RISCO do Processo leva em conta o
atendimento dos requisitos do cliente.
Quanto maior a altura, menor a profundidade, maior a possibilidade
de riscos.
Fig. 1 – A Empresa inteira como um
processo.
Fig. 2 – A Empresa dividida em
macroprocessos.
1. Introdução
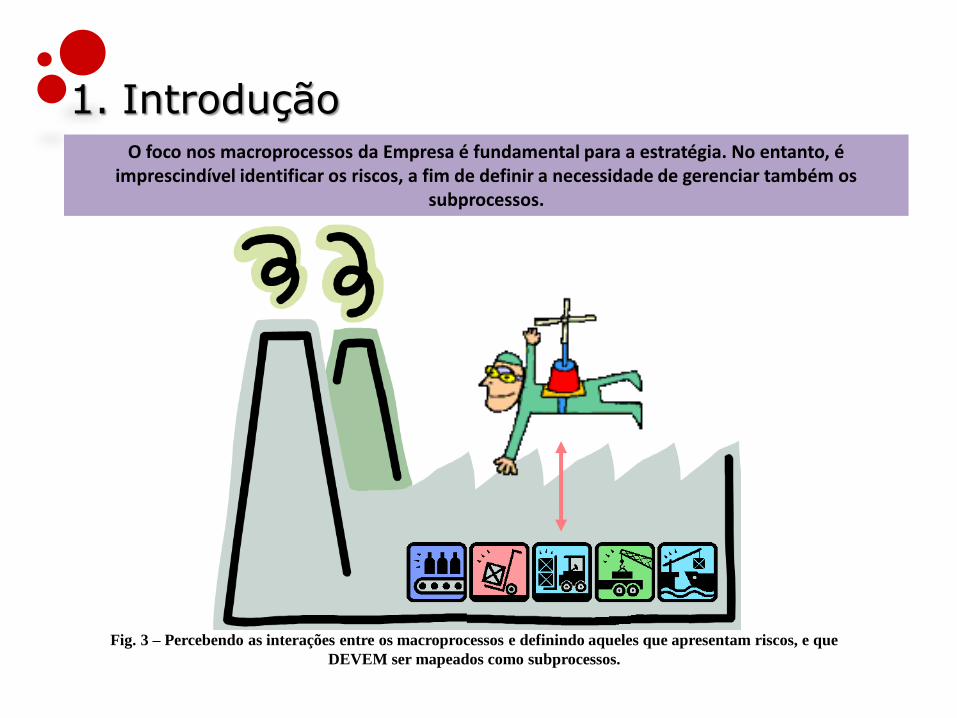
Fig. 3 – Percebendo as interações entre os macroprocessos e definindo aqueles que apresentam riscos, e que
DEVEM ser mapeados como subprocessos.
O foco nos macroprocessos da Empresa é fundamental para a estratégia. No entanto, é imprescindível identificar os riscos, a fim de definir a necessidade de gerenciar também os
subprocessos.
1. Introdução À medida que se vai “descendo” os macroprocessos
vão sendo desdobrados em subprocessos. Aumenta o gerenciamento sobre os riscos.
1. Introdução
Pode ser adaptar-se aos mais variados segmentos de negócios;
Cria uma linguagem comum aos diversos níveis;
Perspectiva horizontal dos processos de agregação de valor;
Identificação e eliminação de desperdícios/ eliminação de
atividades que não agregam valor;
Fazer com que os produtos fluam nas etapas que agregam valor,
sem interrupções;
O QUE É O MAPEAMENTO DE FLUXO DE VALOR?
1. Introdução
CRIAR A VISÃO!!
QUAIS OS OBJETIVOS DO MAPEAMENTO?
Visualizar o fluxo de valor e as oportunidade de Kaizens de sistema.
- O MAPA DO ESTADO PRESENTE é um foto da empresa hoje.
- O MAPA DO ESTADO FUTURO é um desenho do que ela poderá ser. - O contraste entre a “foto” e o “desenho” cria a motivação para a mudança.
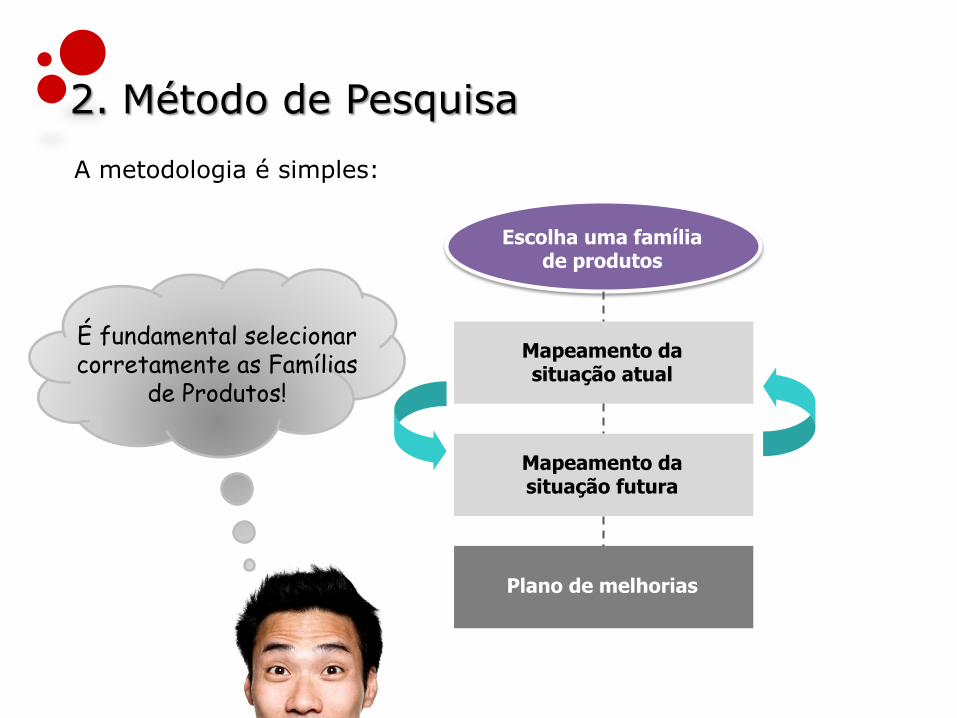
2. Método de Pesquisa
Escolha uma família de produtos
Mapeamento da situação atual
Mapeamento da situação futura
Plano de melhorias
A metodologia é simples:
É fundamental selecionar corretamente as Famílias
de Produtos!
2. Método de Pesquisa
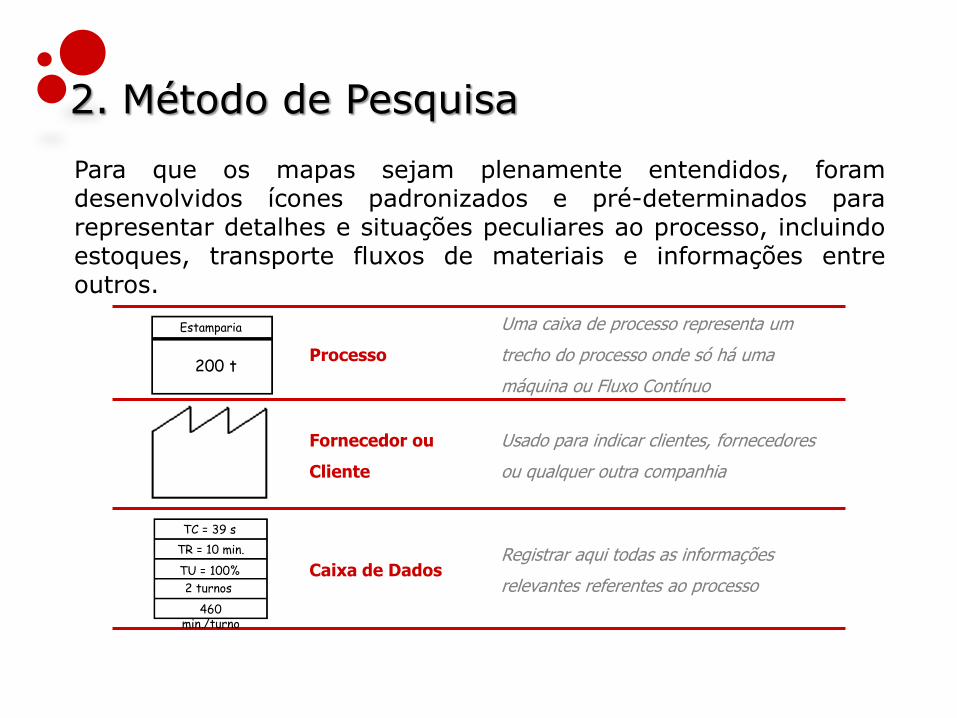
Para que os mapas sejam plenamente entendidos, foram desenvolvidos ícones padronizados e pré-determinados para representar detalhes e situações peculiares ao processo, incluindo estoques, transporte fluxos de materiais e informações entre outros.
Processo
Uma caixa de processo representa um
trecho do processo onde só há uma
máquina ou Fluxo Contínuo
Fornecedor ou
Cliente
Usado para indicar clientes, fornecedores
ou qualquer outra companhia
Caixa de Dados Registrar aqui todas as informações
relevantes referentes ao processo
Estamparia
200 t
TC = 39 s
TR = 10 min.
TU = 100%
2 turnos
460 min./turno
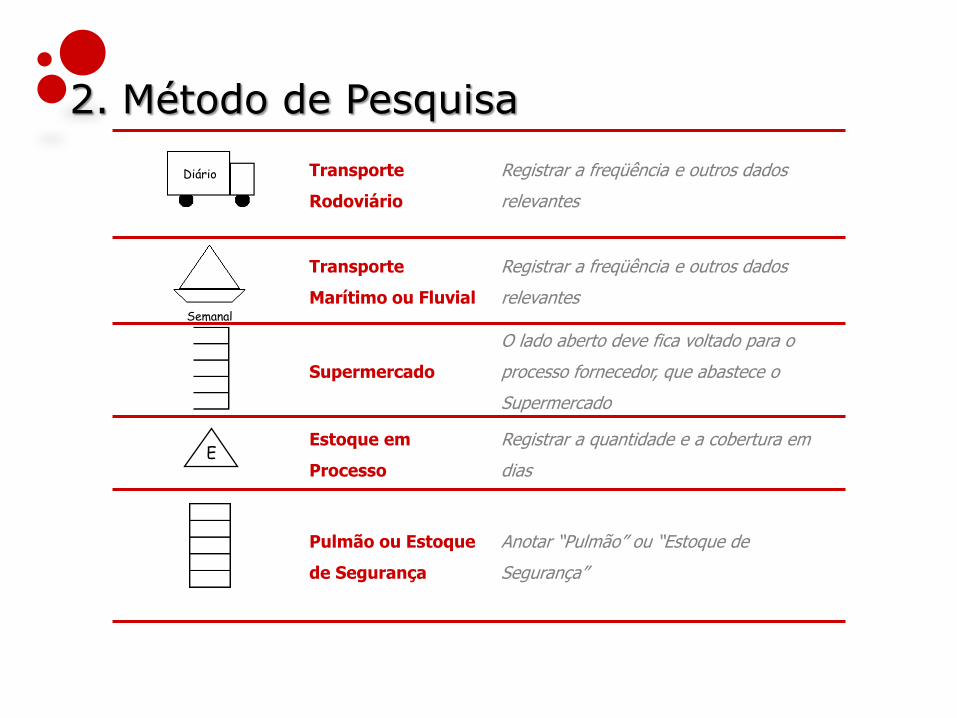
2. Método de Pesquisa
Transporte
Rodoviário
Registrar a freqüência e outros dados
relevantes
Transporte
Marítimo ou Fluvial
Registrar a freqüência e outros dados
relevantes
Supermercado
O lado aberto deve fica voltado para o
processo fornecedor, que abastece o
Supermercado
Estoque em
Processo
Registrar a quantidade e a cobertura em
dias
Pulmão ou Estoque
de Segurança
Anotar “Pulmão” ou “Estoque de
Segurança”
E
Diário
Semanal
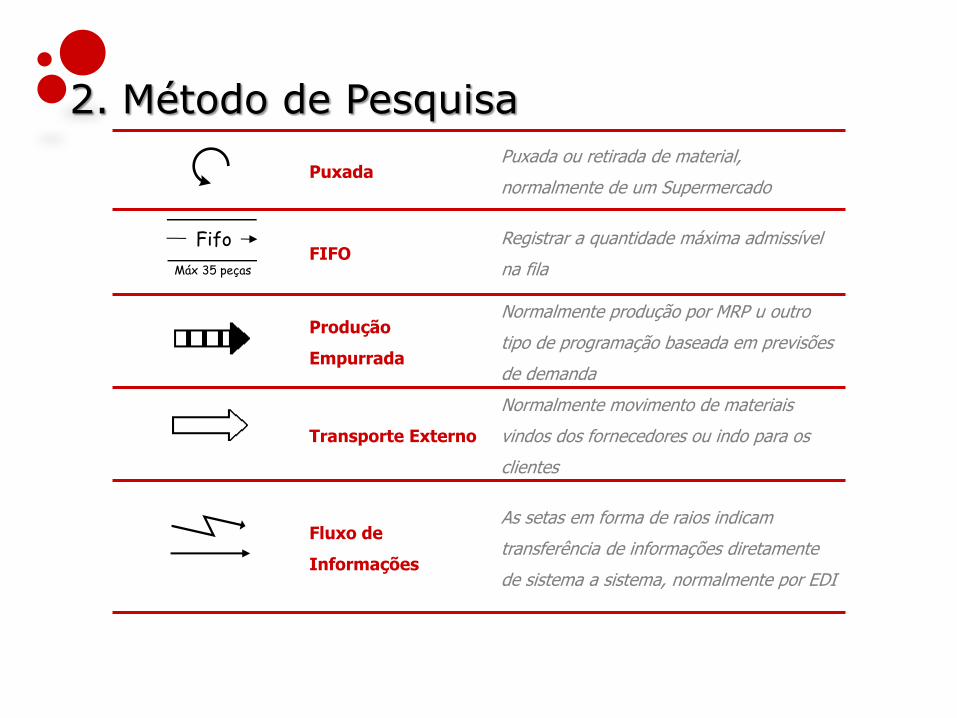
2. Método de Pesquisa
Puxada Puxada ou retirada de material,
normalmente de um Supermercado
FIFO Registrar a quantidade máxima admissível
na fila
Produção
Empurrada
Normalmente produção por MRP u outro
tipo de programação baseada em previsões
de demanda
Transporte Externo
Normalmente movimento de materiais
vindos dos fornecedores ou indo para os
clientes
Fluxo de
Informações
As setas em forma de raios indicam
transferência de informações diretamente
de sistema a sistema, normalmente por EDI
Máx 35 peças
Fifo
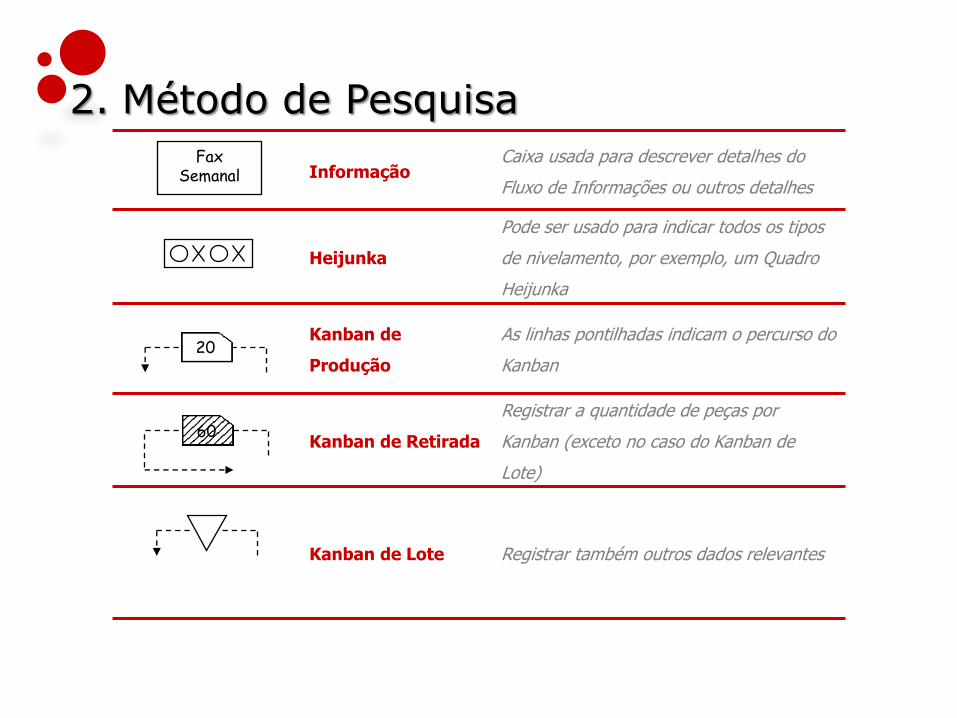
2. Método de Pesquisa
Informação Caixa usada para descrever detalhes do
Fluxo de Informações ou outros detalhes
Heijunka
Pode ser usado para indicar todos os tipos
de nivelamento, por exemplo, um Quadro
Heijunka
Kanban de
Produção
As linhas pontilhadas indicam o percurso do
Kanban
Kanban de Retirada
Registrar a quantidade de peças por
Kanban (exceto no caso do Kanban de
Lote)
Kanban de Lote Registrar também outros dados relevantes
20
Fax Semanal
60
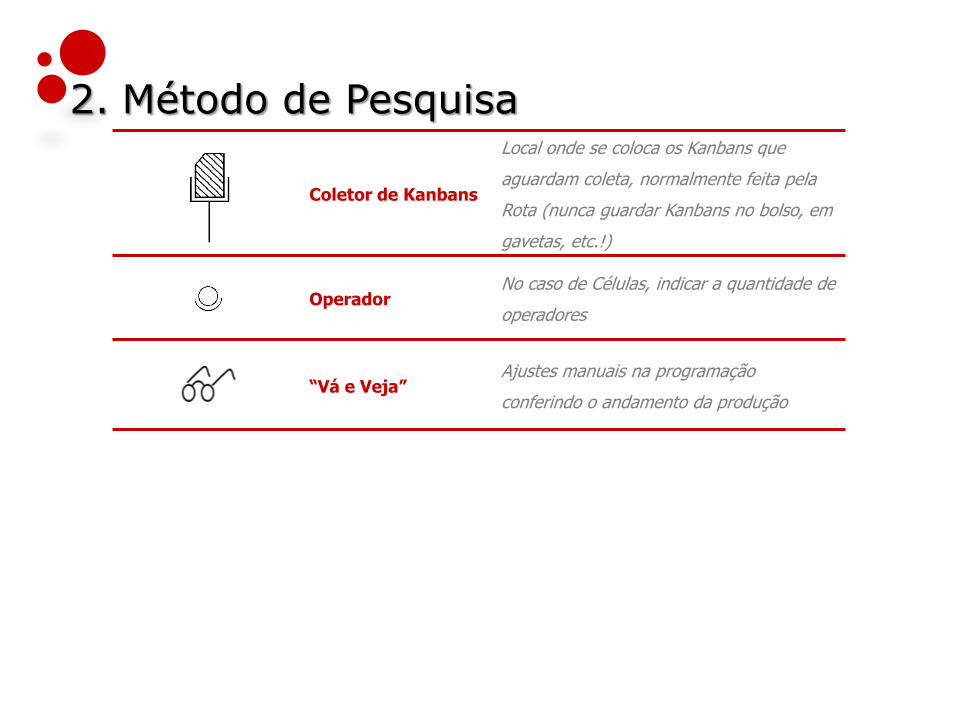
2. Método de Pesquisa
Coletor de Kanbans
Local onde se coloca os Kanbans que
aguardam coleta, normalmente feita pela
Rota (nunca guardar Kanbans no bolso, em
gavetas, etc.!)
Operador No caso de Células, indicar a quantidade de
operadores
“Vá e Veja” Ajustes manuais na programação
conferindo o andamento da produção
2. Método de Pesquisa
O processo de mapeamento de fluxo de valor deve ser bem planejado. Além de envolver a alta administração no processo, é necessário que sejam formados os grupos de trabalho incluindo os operadores, de modo que estes expressem de maneira aberta suas idéias para melhoria da eficiência e eficácia produtiva.
Com o envolvimento de operadores, os
desperdícios são mais facilmente detectados.
3. Estudo de Caso
3.1 Coleta de Dados
Localizada no município de Joinville;
Ações negociadas na Bolsa de Valores de São Paulo (BOVESPA);
Área total de 319.000 m², sendo 72.000 m² de área construída;
Força de trabalho de mais de 2.250 colaboradores;
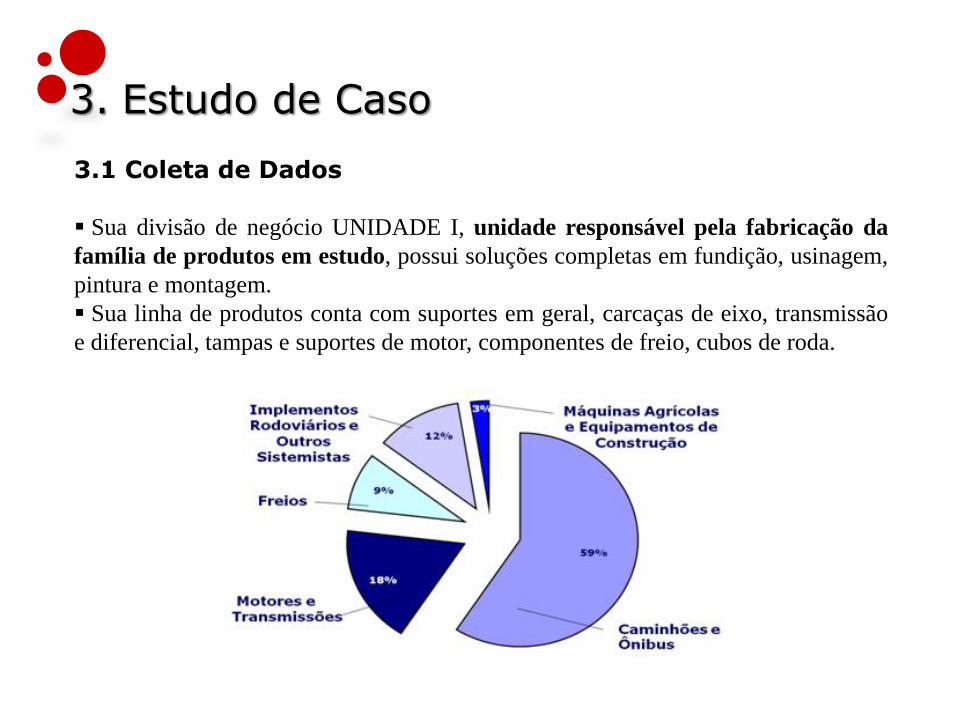
3. Estudo de Caso
3.1 Coleta de Dados Sua divisão de negócio UNIDADE I, unidade responsável pela fabricação da
família de produtos em estudo, possui soluções completas em fundição, usinagem,
pintura e montagem.
Sua linha de produtos conta com suportes em geral, carcaças de eixo, transmissão
e diferencial, tampas e suportes de motor, componentes de freio, cubos de roda.
3. Estudo de Caso
3.1 Coleta de Dados
FAMÍLIA DE PRODUTOS A MAPEAR:
Suportes de aço para montagem do painel; Dois números de peça: lado esquerdo (E) e lado direito (D); Cliente: Montadora;
REQUISITOS DO CLIENTE:
18.440 PEÇAS/MÊS (12.000 E e 6.400 D; 20 suportes por bandeja retornável; 10 bandejas por palete, portanto 200 peças por palete; Cliente trabalha em dois turnos; Um embarque diário por caminhão;
3. Estudo de Caso
3.1 Coleta de Dados
TEMPO DE TRABALHO:
20 dias/ mês, 2 turnos de operação; 8 horas por turno, 2 intervalos de 10 minutos/ turno;
PROCESSOS DE PRODUÇÃO:
Estampagem de peças metálicas, solda e montagem; Tempos de Troca de Ferramentas de D para E e vice-versa: TR = 60 min. na estamparia e TR = 10 min. na solda; Bobinas de aço fornecidas 2x/ semana;
3. Estudo de Caso
3.1 Coleta de Dados
DEPARTAMENTO DE CONTROLE DA PRODUÇÃO:
Recebe do Cliente previsões de 90/60/30 dias; Recebe do Cliente confirmação diária de pedidos; Roda MRP semanalmente, com previsões de 6 semanas; Coloca pedidos semanais por fax para o Fornecedor; Coloca programas semanais para a Estamparia, Solda e Montagem; Revisa diariamente os programas de produção; Emite programação diária de embarques para a Expedição;
3. Estudo de Caso
3.1 Coleta de Dados
ESTAMPARIA:
Processo compartilhado com outras famílias de produtos; 1 prensa de 200 ton. com alimentador de bobinas; 1 operador; Tempo de ciclo é de 60 peças por minuto; São estampados lotes para 1 semana (TL = 1 semana); Tempo utilizável: TU = 85%; Estoque observado: 5 dias de bobinas antes da prensa e 4.600 peças E e 2.400 peças D estampadas prontas.
3. Estudo de Caso
3.1 Coleta de Dados
SOLDAGEM – PONTO 1:
Dedicado a esta família de produtos; Processo manual com 1 operador; Tempo de ciclo: TC = 39 segundos; Tempo utilizável: TU = 100%; Estoque observado: 1.100 peças E e 600 peças D já soldadas.
3. Estudo de Caso
3.1 Coleta de Dados
SOLDAGEM – PONTO 2:
Dedicado a esta família de produtos; Processo manual com 1 operador; Tempo de ciclo: TC = 46 segundos; Tempo utilizável: TU = 80%; Estoque observado: 1.600 peças E e 850 peças D já soldadas.
3. Estudo de Caso
3.1 Coleta de Dados
MONTAGEM – PONTO 1:
Dedicado a esta família de produtos; Operação manual realizada por 1 operador; Tempo de ciclo: TC = segundos; Não há tempo de troca de ferramenta: TR = 0; Tempo utilizável: TU = 100%; Estoque observado: 1.200 peças E e 640 peças D já montadas.
3. Estudo de Caso
3.1 Coleta de Dados
MONTAGEM – PONTO 2:
Dedicado a esta família de produtos; Operação manual realizada por 1 operador; Tempo de ciclo: TC = 40 segundos; Não há tempo de troca de ferramenta: TR = 0; Tempo utilizável: TU = 100%; Estoque observado (Almoxarifado de Acabados): 2.700 peças E e 1.440 peças D;
3. Estudo de Caso
3.1 Coleta de Dados
DEPARTAMENTO DE EXPEDIÇÃO:
Coleta as peças no Almoxarifado de Acabados; Prepara o embarque diário;
3. Estudo de Caso
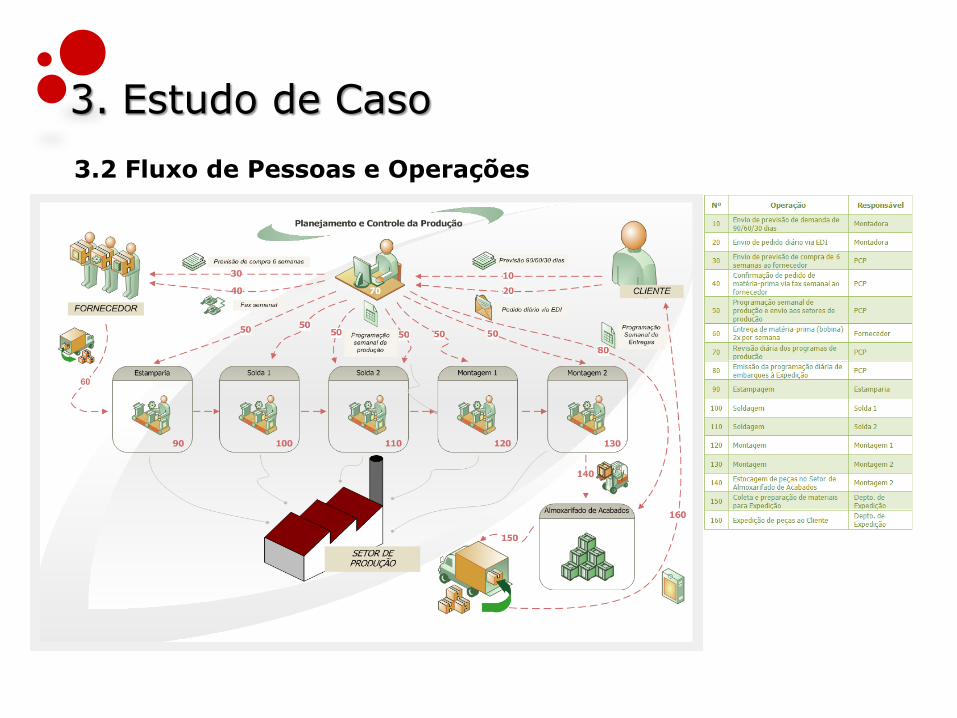
3.2 Fluxo de Pessoas e Operações
3. Estudo de Caso
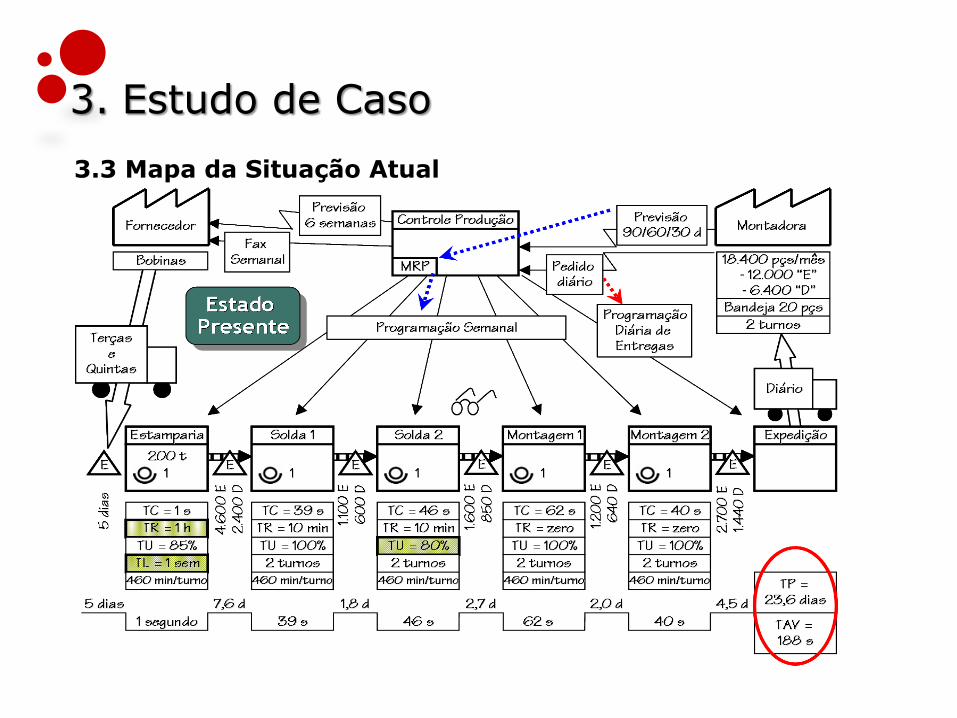
3.3 Mapa da Situação Atual
3. Estudo de Caso
3.3 Mapa da Situação Atual
CONDIÇÕES INICIAIS:
A produção é empurrada em “lote-e-fila”; Não se produz conforme takt; O volume de produção é instável; Há 1 operador para cada processo; Há excesso de operadores e também de horas-extras.
3. Estudo de Caso
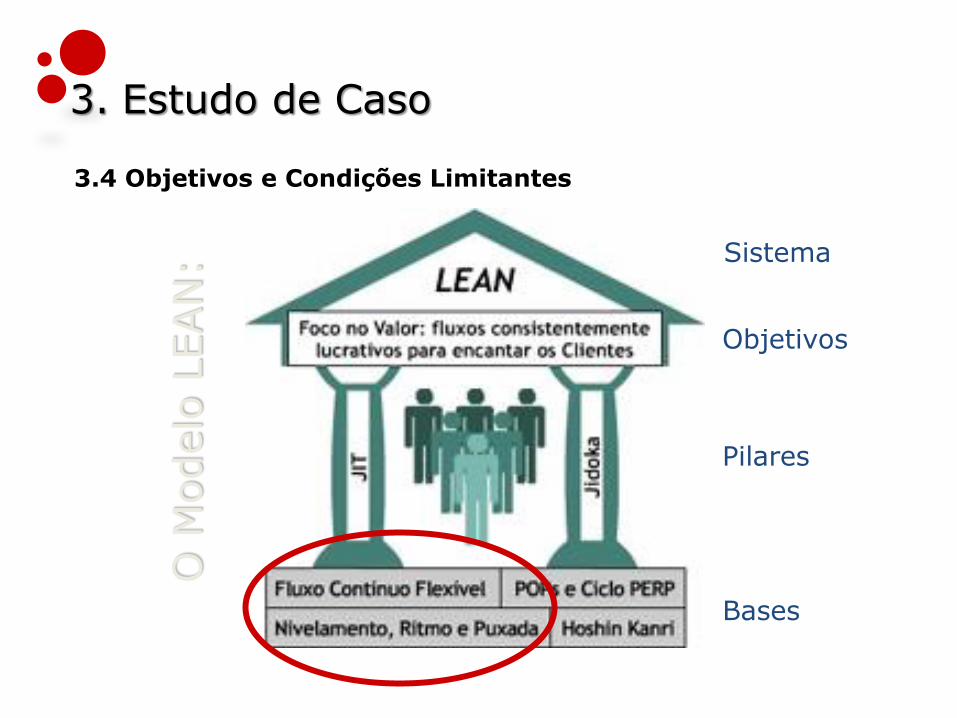
3.4 Objetivos e Condições Limitantes O
Modelo
LEAN
: Sistema
Objetivos
Pilares
Bases
3. Estudo de Caso
3.4 Objetivos e Condições Limitantes
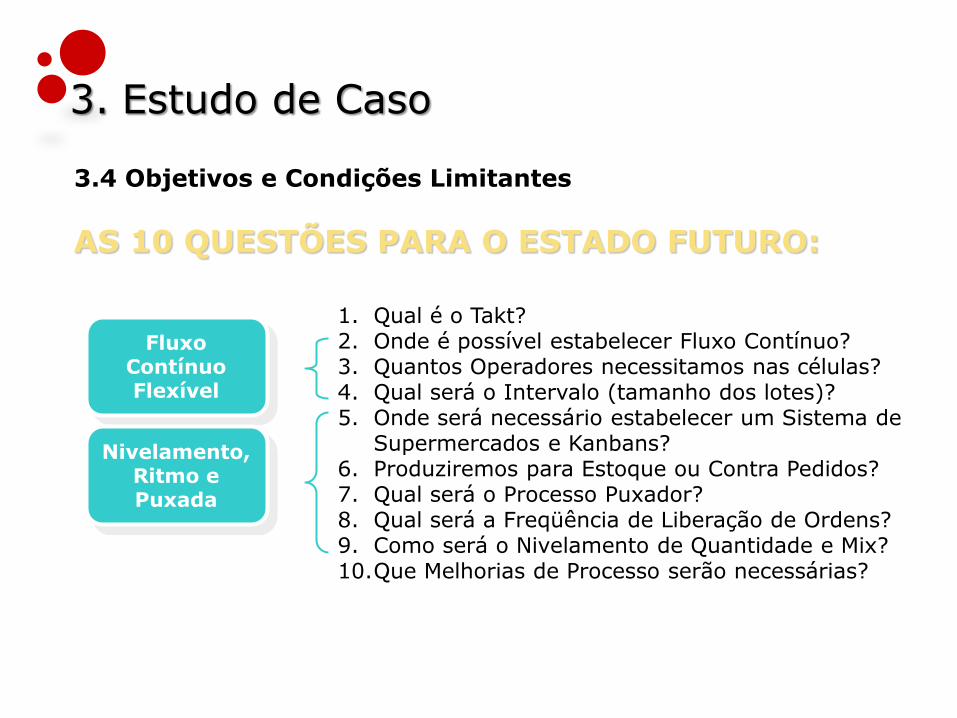
1. Qual é o Takt? 2. Onde é possível estabelecer Fluxo Contínuo? 3. Quantos Operadores necessitamos nas células? 4. Qual será o Intervalo (tamanho dos lotes)? 5. Onde será necessário estabelecer um Sistema de
Supermercados e Kanbans? 6. Produziremos para Estoque ou Contra Pedidos? 7. Qual será o Processo Puxador? 8. Qual será a Freqüência de Liberação de Ordens? 9. Como será o Nivelamento de Quantidade e Mix? 10.Que Melhorias de Processo serão necessárias?
AS 10 QUESTÕES PARA O ESTADO FUTURO:
Fluxo Contínuo Flexível
Nivelamento, Ritmo e Puxada
3. Estudo de Caso
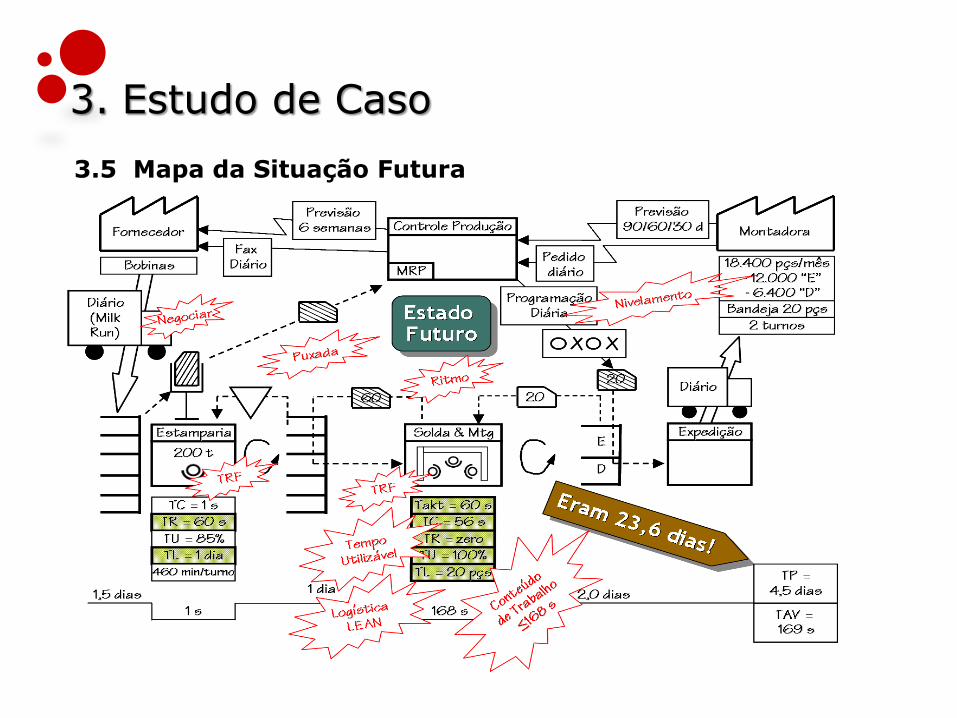
3.5 Mapa da Situação Futura
CONDIÇÕES ALVO:
Produção nivelada, no takt; Processo puxador trabalhando em lotes de 20 peças (1 embalagem); Lotes de 1 dia na prensa; Puxada de materiais de fornecedores internos e externos; Sistema de Supermercados & Kanbans; Rotas de Abastecimento e Milk Run.
3. Estudo de Caso
3.5 Mapa da Situação Futura
3. Estudo de Caso
3.6 Ações Propostas
Redução do tempo de trocas de ferramentas da prensa para 1 minuto; Formação da célula (mudança de layout); Redução do tempo de troca de ferramentas na solda para zero; Melhoria do tempo utilizável da máquina de soldar; Redução do conteúdo de trabalho nas células para menor ou igual a 168s; Estabelecer um sistema de supermercados e Kanbans; Implantar as rotas de abastecimento; Criar o nivelamento e o ritmo, Negociar entregas diárias com o fornecedor de bobinas.
4. Conclusão
Os principais resultados obtidos foram a redução do Lead Time de 23,5 dias para 4,5 dias e a redução do Tempo de Agregação de Valor de 188 segundos para 169 segundos. Isto, associado às demais ações propostas para criação do fluxo contínuo, nivelamento, ritmo e puxada de produção, gerarão a redução dos desperdícios identificados e conseqüentes custos desnecessários existentes, mostrando a eficácia do uso desta ferramenta a este propósito.
FIM