Maysa Ariane Formigoni Relatório de Estágio Curricular ... · A bovinocultura leiteira é uma...
21
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS CAMPO MOURÃO COORDENAÇÃO DE ENGENHARIA DE ALIMENTOS Maysa Ariane Formigoni Relatório de Estágio Curricular Controle de Qualidade na Cooperativa de Comercialização e Reforma Agrária AVANTE – COANA Orientadora : Profª. Drª. Maria Josiane Sereia Campo Mourão Fevereiro/2014
Transcript of Maysa Ariane Formigoni Relatório de Estágio Curricular ... · A bovinocultura leiteira é uma...
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS CAMPO MOURÃO
COORDENAÇÃO DE ENGENHARIA DE ALIMENTOS
Maysa Ariane Formigoni
Relatório de Estágio Curricular Controle de Qualidade na Cooperativa de
Comercialização e Reforma Agrária AVANTE – COANA
Orientadora : Profª. Drª. Maria Josiane Sereia
Campo Mourão
Fevereiro/2014

SUMÁRIO
RESUMO..................................................................................................................... 4
1 INTRODUÇÃO ......................................................................................................... 6
2 DESCRIÇÃO DA EMPRESA E PRODUTO ............................................................. 7
3 ATIVIDADES DESENVOLVIDAS ............................................................................ 9
3.1 Processamento do Leite pasteurizado .............................................................................................. 9
3.3 Acompanhamento da implantação do Programa de Controle de Qualidade ................................. 15
3.4 Demais Atividades Realizadas na Empresa......................................................................................17
CONCLUSÃO ........................................................................................................... 20
REFERÊNCIAS......................................................................................................... 20

4
RESUMO
O objetivo desse trabalho é apresentar as atividades desenvolvidas no Estágio
Obrigatório realizado na Cooperativa de Comercialização e Reforma Agrária
AVANTE, localizada na cidade de Querência do Norte – Paraná. O estágio foi
desenvolvido nos meses de março de 2013 a janeiro de 2014. As principais
atividades elaboradas foram o acompanhamento da industrialização dos produtos
com enfoque na garantia da qualidade do mesmo. O conhecimento adquirido
durante o estágio foi associado com algumas disciplinas e, além disso, possibilitou
entender na prática como um Engenheiro de Alimentos pode atuar nas diversas
áreas industriais.

5

6
1 INTRODUÇÃO
A Agricultura Familiar Brasileira vem ao longo dos anos contribuindo para o
desenvolvimento desse País. Constituída por pequenos e médios produtores,
representa a imensa maioria de produtores rurais no Brasil. São cerca de 4,5
milhões de estabelecimentos e detém 20% das terras, respondendo por 30% da
produção global. Vem assumindo um papel importantíssimo na geração de emprego
e renda, segurança alimentar, preservação ambiental, consequentemente no
desenvolvimento socioeconômico do país e sua defesa faz parte da agenda política
de várias organizações ligadas ao campo, como é o caso da Confederação Nacional
dos Trabalhadores na Agricultura (CONTAG) o Movimento dos Trabalhadores Rurais
Sem-Terra (MST) e os Sindicatos Rurais (SANTOS, 2010).
A bovinocultura leiteira é uma atividade de grande relevância, sendo
predominantemente desenvolvida em pequenas propriedades rurais e envolve um
contingente significativo de produtores, destacando-se na agricultura familiar e no
resgate da dívida social mediante a geração de emprego, renda e segurança
alimentar. A agricultura familiar também proporciona alta flexibilidade de adaptação
a diferentes processos de produção e introduz a modernização agrícola de algumas
cadeias agroindustriais (KLAUK et al, 2009).
As exigências de qualidade e higiene para o leite cru e derivados lácteos são
definidas com base em postulados estabelecidos para a proteção da saúde humana
e preservação das propriedades nutritivas desses alimentos. Do ponto de vista do
controle de qualidade, o leite e os derivados lácteos estão entre os alimentos mais
testados e avaliados, principalmente devido à importância que representam na
alimentação humana e à sua natureza perecível (BRITO et al, 2000).
A qualidade da matéria-prima, a arquitetura dos equipamentos e das instalações,
as condições higiênicas do ambiente de trabalho, as técnicas de manipulação dos
alimentos, a saúde dos funcionários são fatores importantes a serem considerados
na produção de alimentos seguros e de qualidade, devendo, portanto, serem
considerados nas Boas Práticas de Fabricação (BPF).
Utilizar as BPF é fazer uso de uma ferramenta da filosofia do sistema de gestão
da qualidade, que consiste em estabelecer normas que padronizem e definam
procedimentos e métodos que regulamentam todas as atividades de fabricação de
um produto e execução de um serviço, visando assegurar a qualidade de produtos e

7
serviços, com a busca constante da excelência nos aspectos de segurança,
identificação, concentração, pureza e qualidade (ALVES, 2006).
A cooperativa COANA foi escolhida para a realização do estágio, pois
passava por uma mudança interna, a implantação de documentos de autocontrole.
Esta situação da empresa estava proporcionando ao estagiário além de noções
práticas dos processos industriais, adquirir conhecimentos na área de implantação
de controle de qualidade.
Com isso, o objetivo do Estágio foi aliar a prática com a teoria aprendida
durante a graduação e agregar conhecimento sobre o controle de qualidade do leite
e seus derivados bem como desenvolvimento de produto para reaproveitamento do
soro de leite e ações estratégicas que possibilitaram à cooperativa, geração de
economia.
2 DESCRIÇÃO DA EMPRESA E PRODUTO
Tipo de negócio/Localização
O presente trabalho foi realizado na Cooperativa de Comercialização e Reforma
Agrária Avante LTDA. (COANA), localizada no município de Querência do Norte,
estado do Paraná, na Rodovia PR 218, km 12 – Zona Rural, fundada em 05 de
dezembro de 1995, a partir da ampla discussão envolvendo famílias assentadas na
região noroeste do estado do Paraná, com o objetivo de organizar e representar os
agricultores ligados a ela além de organizá-los e representa-los, visando autonomia
na produção. A COANA possui atualmente uma capacidade operacional instalada de
25.000 litros de leite por dia.
A indústria processa leite em quatro linhas de produção e seus produtos
comercializados com a marca Campo Vivo são:
Leite pasteurizado (embalagem de 1litro)
Queijo mussarela (embalagens de 500 gramas e 5 quilos)
Queijo mussarela palito e nozinho tradicional e com aperitivo (embalagens de
280 gramas)
Bebida láctea fermentada sabor coco, morango e salada de frutas
(embalagens de 170, 800 e 950 gramas)
8
Iogurte sabor coco, morango e salada de frutas (embalagens de 170 gramas,
800 gramas e 1litro)
Queijo ricota (embalagem de 500 gramas).
Os clientes da COANA abrangem consumidores comuns, mercados, padarias,
creches, dentre outros. Além disto, por se tratar de uma cooperativa proveniente da
agricultura familiar gerada por famílias assentadas, atendem também os mercados
institucionais, do programa do Leite das crianças do Governo Estadual, programas
de aquisição de alimentos (PAA-MDS-CONAB) e merenda escolar (PNAE).
Conta com 48 funcionários (funcionários administrativos, de campo e
colaboradores). O horário de funcionamento é de segunda a segunda, com horários
de entrada e saída pré-definidos em cronograma mensal, entretanto, com uma
jornada diária de oito horas.
A água de abastecimento da empresa utilizada na manutenção, processo e
limpeza é obtida de um poço artesiano. Para garantir a qualidade da água são
realizadas análises de pH e cloro diariamente na própria indústria, e uma vez ao
mês a empresa responsável pelo controle da qualidade da água coleta amostras
para análise físico-química (odor, gosto, pH, cloro, turbidez, cor) e microbiológica
(Coliformes Totais e Termo tolerantes) sendo que em caso de problemas, a ação
corretiva é feita pelo responsável do controle de qualidade,
O Setor de Controle da Qualidade da indústria é responsável pela garantia
da qualidade desde o recebimento até o produto final. No Recebimento do leite são
realizadas análises laboratoriais físicas e químicas assegurando a qualidade da
matéria prima. Se for comprovada matéria prima fora dos padrões estabelecidos na
legislação, esta será devolvida ao fornecedor. Já as demais, devem vir com laudo do
fornecedor atestando sua qualidade.
Como rotina, é realizado semanalmente Swab-Test nos equipamentos
industriais após os procedimentos de higiene operacional e nas mãos dos
colaboradores confirmando correta higiene dos equipamentos e pessoal,
respectivamente.
9
3 ATIVIDADES DESENVOLVIDAS
3.1 PROCESSAMENTO DO LEITE PASTEURIZADO
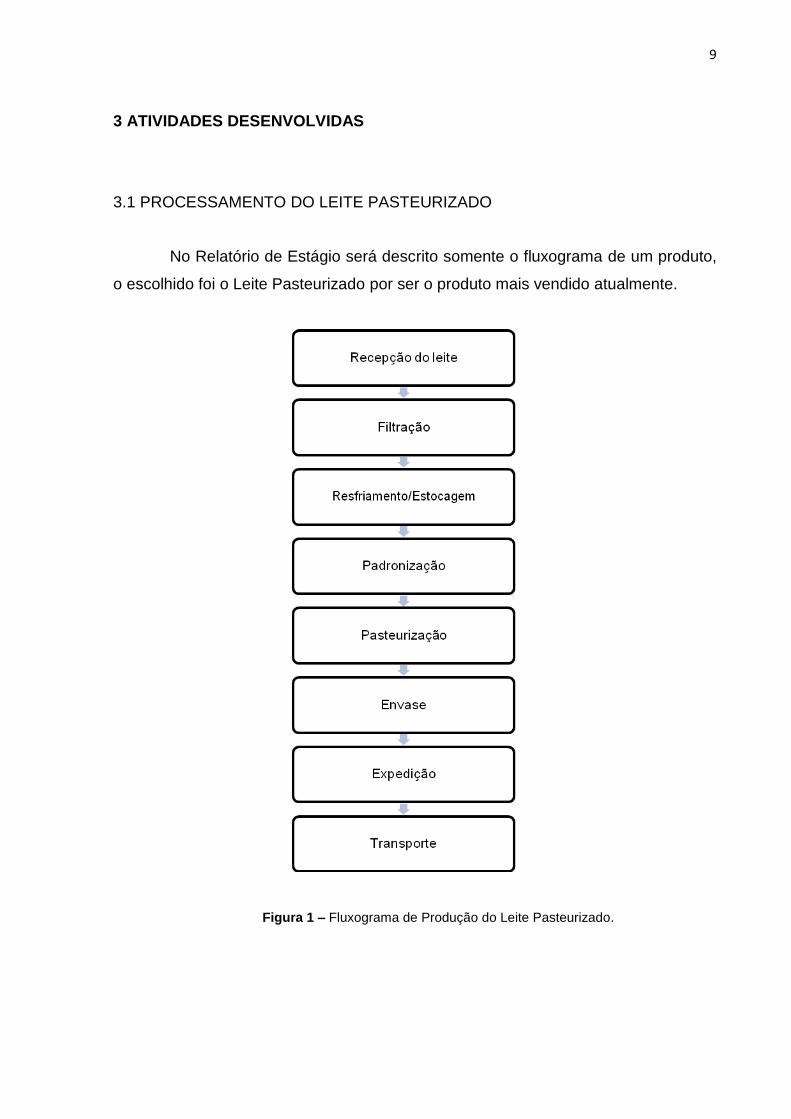
No Relatório de Estágio será descrito somente o fluxograma de um produto,
o escolhido foi o Leite Pasteurizado por ser o produto mais vendido atualmente.
Figura 1 – Fluxograma de Produção do Leite Pasteurizado.
10
3.1.1 Recepção da Matéria-Prima e Embalagens
Os insumos e embalagens chegam em veículos limpos e são verificados
pelo responsável pelo controle de qualidade no momento do recebimento,
garantindo que as embalagens e insumos estão fechadas, não violadas e em
perfeitas condições. No ato do recebimento, é exigido dos fornecedores o laudo dos
produtos contendo as informações microbiológicas e microscópicas. Depois de
recebidos, a quantidade de produtos, lote e marca é registrada em planilha para
controle de estoque e processos industriais, dispostos sobre os paletes em ordem
de data de vencimento e identificados.
3.2. Descrição do Fluxograma de processamento:
3.2.1. Recepção do leite cru in natura
O leite cru na indústria é recebido em caminhões tanques com a temperatura
máxima de 7ºC. Sua acidez máxima na recepção é de 17 ºD e deve estar isento de
qualquer tipo de fraude (IN 62/2011 do MAPA).
Assim que o caminhão chega na plataforma de recebimento, são retiradas
amostras do leite cru para analises físico-químicas e microbiológicas. Na Coana, as
análises realizadas pelo laboratório de controle de qualidade são as regulamentadas
na legislação vigente.
Contagem Padrão em Placas (CPP);
Contagem de Células Somáticas (CCS);
Pesquisa de Resíduos de Antibióticos;
Determinação do Índice Crioscópico (Depressão do Ponto de
Congelamento, DPC);
Determinação do Teor de Sólidos Totais e Não-Gordurosos;
Determinação da Densidade Relativa;
Determinação da Acidez Titulável;
Determinação do Teor de Gordura;
Medição da Temperatura do Leite Cru Refrigerado.

11
A tabela abaixo estabelece os padrões para o leite cru in natura:
Tabela 1. Composição e Requisitos Físicos, Químicos e Microbiológicos do Leite Cru
Refrigerado.
Itens de Composição Requisitos
Gordura (g/100 g) Min. 3,0
Acidez, em g de ácido láctico/100 mL 0,14 a 0,18
Densidade relativa, 15/15 °C, g/mL 1,028 a 1,034
Índice Crioscópico -0,530°H a –0,550°H (equivalentes a -0,512°C e
a -0,531°C)
Sólidos Não Gordurosos (g/100g) Mín. 8,4
Proteína Total (g/100 g) Mín. 2,9
Estabilidade ao Alizarol 72% (v/v) Estável
Contagem Padrão em Placas (UFC/mL) Máx. 1x104
Contagem de Células
somáticas
De 01/01/2012 até
30/06/2014
A partir de 01/07/2014
até 30/06/2016
A partir de 01/07/2016
4,8x105
4,0x105
3,6x105
Fonte: (BRASIL, 2011)
As análises de Contagem Padrão em Placas (CPP) e Contagem de Células
Somáticas (CCS) do leite conjunto proveniente de todos os produtores cadastrados
no programa SigSIF são realizadas na frequência mensal pelo laboratório da
Associação Paranaense de Criadores de Bovinos da Raça Holandesa (APCBRH).
Para tanto, o motorista do caminhão de coleta do leite é uma figura chave para
confiabilidade da amostra coletada.
Para coleta e transporte do leite cru refrigerado, o motorista deve ser
constantemente capacitado para identificar problemas de qualidade do leite,
procedimentos de higienização de utensílios, medição do volume do leite, coleta e
transporte de amostras individuais dos resfriadores de tal forma que seja possível o
acompanhamento diário da qualidade do leite granelizado.
3.2.2. Filtração
Após a confirmação do laboratório de controle de qualidade de que o produto
atende os padrões estabelecidos pela legislação, o leite é descarregado passando
por um dosador de vazão associado a um filtro de linha. Este processo é

12
responsável pelo registro do volume de leite descarregado e pela retirada de
impurezas sólidas, eventualmente presentes no mesmo.
3.2.3. Resfriamento/Estocagem
Depois de ter passado pela etapa de filtração, o leite é encaminhado para um
resfriador à placas, construído totalmente em aço inox, que aperfeiçoa o pré-
resfriamento do leite antes do encaminhamento do mesmo ao silo isotérmico de
estocagem onde permanece aguardando a etapa subsequente.
3.2.4. Padronização/Centrifugação
O leite cru refrigerado é transferido através de um processo continuo
com vazão de 5.000 litros/hora, do silo de estocagem para o tanque de
equilíbrio do trocador de placas. Neste tanque, o fluxo de passagem do leite é
controlado por uma boia. Após, o leite segue para o pré- aquecimento onde a
temperatura atinge 55°C a 60°C. Esta temperatura, aumenta a eficiência da
etapa de padronização da gordura e remoção das partículas sólidas “lodo”
através do separador de gordura (centrífuga). Na centrífuga são também
retiradas sujidades menores por diferença de densidade, clarificando o leite, já
que as partículas são mais densas se sedimentam no fundo e nas paredes
laterais do equipamento. O leite integral que entra na centrifuga é separado em
leite desengordurado e gordura.
3.2.5. Pasteurização
As etapas de pré-aquecimento, padronização e pasteurização são realizadas
em conjunto. O propósito do tratamento térmico e a destruição completa dos
microrganismos patogênicos que em determinadas circunstâncias podem estar
presentes no leite.
De acordo com a Instrução Normativa n°62 do MAPA, o leite é
padronizado/clarificado e submetido a um tratamento térmico na faixa de
temperatura de 72°C-75°C por 15 a 20 segundos, em trocador de placas, dotado de
13
painel de controle com termo-registrador e termo-regulador automáticos, válvula
automática de desvio de fluxo, termômetros e torneiras de prova.
No pasteurizador, o retardador e medidor de temperatura funcionam de tal
forma que o leite que não permaneça na faixa de temperatura de pasteurização por
15 segundos, retorne ao pasteurizador pelo acionamento pneumático da válvula de
retorno.
Durante o processo de pasteurização é verificado em carta gráfica e realizado
a cada 30 minutos pelo funcionário responsável pelo laboratório os teste de
peroxidase e fosfatase, e em seguida, registrado a variação de temperatura.
Após a pasteurização, o leite é encaminhado para os balões isotérmico onde
após ser completado seu volume, aguardará a avaliação dos padrões pelo
laboratório de controle de qualidade.
O laboratório local da empresa, realizada as seguintes análises
regulamentadas pela IN n°62 do MAPA:
Determinação da Acidez Titulável;
Determinação do Teor de Gordura;
Determinação dos Sólidos Não Gordurosos;
Determinação do Índice Crisoscópico;
Testes Enzimáticos: prova de Fosfatase Alcalina e Prova de
Peroxidase;
Contagem Padrão em Placas
Técnica NMP – Coliformes Totais e Termo tolerantes;
Salmonela
A tabela abaixo estabelece os padrões exigidos pela legislação vigente:

14
Tabela 2. Composição e Requisitos Físicos, Químicos e Microbiológicos Pasteurizado.
Requisitos Integral Semi Desnatado Desnatado
Gordura (g/100 g) Mín. 3,0 0,6 a 2,9 Máx. 0,5
Acidez, em g de ácido láctico/100 mL 0,14 a 0,18 para todas as variedades
Testes enzimáticos –
prova de fosfatase alcalina
prova de peroxidase
Negativo
Positivo
Índice Crioscópico -0,530°H a –0,550°H (equivalentes a -0,512°C e
a -0,531°C)
Sólidos Não Gordurosos (g/100g) Mín. 8,4
Estabilidade ao Alizarol 72% (v/v) Estável para todas as variedades
Contagem Padrão em Placas (UFC/mL) n = 5; c = 2; m = 5,0x102
M = 1,0x103
Coliformes – NMP/mL (30/35°C) N = 5; c = 0; m < 1
Coliformes – NMP/mL (45°C) N = 5; c = 0; m = ausência
Salmonella – ssp/25mL N = 5; c = 0; m = ausência
Fonte: (BRASIL, 2011)
3.2.6. Envase
Se aprovado pelo controle de qualidade, o leite é liberado para o envase,
sendo encaminhado por meio de tubulações aço inóx até as máquinas de envase
onde, após ser despejado no tanque de equilíbrio do equipamento, recebe
embalagem de polietileno asséptica a uma temperatura média de 4°C, evitando
assim, mudança de suas características originais.
A bobina de embalagem para o leite deve estar disposta no Depósito de
Material de Embalagem (DME) a qual deve ser de fácil acesso ao funcionário
responsável do setor, devendo permanecer devidamente limpa, seca e provida de
paletes em número suficiente para guarda segura das bobinas.
3.2.7. Expedição e transporte
Após o envase, o leite pasteurizado é estocado em câmara fria mantida com
temperatura média de 2°C. Nela, o leite pasteurizado é separado por número lote
que é representado pela data de fabricação (dd/mm/aa). Na sala de expedição, o

15
lote é dividido atendendo o tamanho e o número dos pedidos e, em seguida,
encaminhado em caminhão refrigerado com temperatura média de 4°C até o destino
final.
3.3 Acompanhamento da implantação do Programa de Controle de
Qualidade
Durante o tempo de realização do estágio, o laticínio passava por uma
implantação de documentos de autocontrole. Como exigência do Serviço de
Inspeção Federal (SIF), foram realizadas várias adequações tanto no ambiente
interno, quanto externo da cooperativa. Dentre as ações corretivas realizadas, pode-
se citar: Treinamento do pessoal de laboratório para a correta realização das
análises físico-químicas e microbiológicas, treinamentos de higiene pessoal,
dinâmicas, organização dos almoxarifados, dentre outras listadas pelo plano de
ações corretivas realizadas pelo SIF.
Figura 2. Treinamentos e dinâmicas com os colaboradores.

16
Figura 3. Almoxarifado e oficina antes e depois das adequações.
Figura 4. Procedimentos laboratoriais e swab-test.
No início no estágio obrigatório, os resultados das análises microbiológicas
observados pelo controle de qualidade, apontavam contaminação em todos os
produtos elaborados: leite, mussarela e suas variedades, creme de leite, manteiga,
bebidas lácteas e iogurtes nos sabores coco, morango e salada de frutas. Com o
objetivo de reduzir os resultados a níveis de aceitáveis, foram feitas observações
17
das atitudes e hábitos dos colaboradores durante o turno como tentativa de
descobrir as causas de tais contaminações.
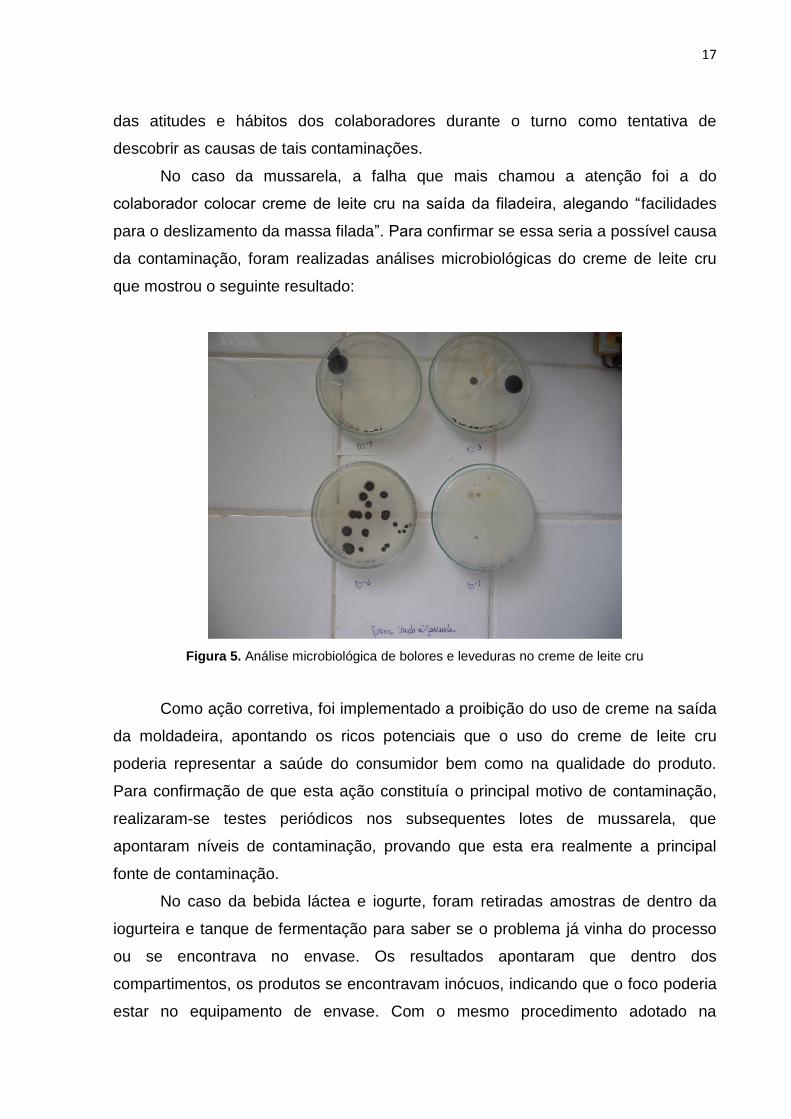
No caso da mussarela, a falha que mais chamou a atenção foi a do
colaborador colocar creme de leite cru na saída da filadeira, alegando “facilidades
para o deslizamento da massa filada”. Para confirmar se essa seria a possível causa
da contaminação, foram realizadas análises microbiológicas do creme de leite cru
que mostrou o seguinte resultado:
Figura 5. Análise microbiológica de bolores e leveduras no creme de leite cru
Como ação corretiva, foi implementado a proibição do uso de creme na saída
da moldadeira, apontando os ricos potenciais que o uso do creme de leite cru
poderia representar a saúde do consumidor bem como na qualidade do produto.
Para confirmação de que esta ação constituía o principal motivo de contaminação,
realizaram-se testes periódicos nos subsequentes lotes de mussarela, que
apontaram níveis de contaminação, provando que esta era realmente a principal
fonte de contaminação.
No caso da bebida láctea e iogurte, foram retiradas amostras de dentro da
iogurteira e tanque de fermentação para saber se o problema já vinha do processo
ou se encontrava no envase. Os resultados apontaram que dentro dos
compartimentos, os produtos se encontravam inócuos, indicando que o foco poderia
estar no equipamento de envase. Com o mesmo procedimento adotado na

18
mussarela, acompanhou-se todo processo de envase e o procedimento de limpeza
dos equipamentos. Após da limpeza, foi feito swab-test nos equipamentos já limpos
e nas embalagens, a fim de descobrir a origem das não conformidades. Os
resultados obtidos foram:
Figura 6. Resultado das análises microbiológicas realizadas nos equipamentos de envase limpos.
Os resultados confirmaram que a contaminação dos produtos estava
acontecendo pela falta de limpeza adequada dos equipamentos. Como ação
corretiva, realizou-se um treinamento com os colaboradores do envase de como
fazer a correta limpeza dos equipamentos, além de periódicos swab-test até que não
fosse mais encontrada contaminação nos mesmos.
3.4. Demais Atividades na Indústria.
Além do acompanhamento no setor de qualidade, outras atividades nas
demais áreas foram realizadas. Como relatado pela diretora do laticínio, havia-se
notado que os gastos com produtos químicos estavam excedendo aos normais
mensais. Como ação corretiva, foi consultado nos procedimentos quanto cada setor
necessitaria de produtos químicos por dia. Como observado que os gastos

19
excedentes aconteciam pela falta de conscientização da parte dos colaboradores, foi
disposto recipientes indicando a quantidade diária de cada produto a ser utilizado
nos setores, corretamente separados e organizados no DML. No fim do dia, o
responsável pelos produtos químicos enchia os recipientes com a quantidade ideal
de uso diário para a próxima jornada de trabalho. Ao fim, verificou-se que esta
medida gerou uma economia mensal de R$ 4.230,00 aproximadamente.
O soro de leite oriundo da fabricação de queijo é destinado à fabricação de
ricota, em sua maioria, é descartado ou destinado à alimentação animal. Como a
principal renda do laticínio são programas do governo e a maioria do público é
crianças tomou-se a iniciativa de aproveitar este resíduo no desenvolvimento de um
produto funcional. A escolha foi bebida láctea sabor chocolate enriquecida com ferro
quelatado. Foram feitas três formulações com diferentes quantidades de soro (60, 70
e 80%) e em análise sensorial, foi constatado que não houve diferença significativa
entre as amostras, o nível de aceitação foi bom e apenas o teor de proteínas não se
enquadrava nos padrões de bebidas lácteas não fermentadas, podendo ser corrigida
com a adição de uma pequena porcentagem de leite em pó. Sendo assim,
confirmou-se uma boa e lucrativa alternativa para reaproveitamento do resíduo.
20
CONCLUSÃO
É de grande importância saber associar as informações recebidas no âmbito
estudantil com a realidade industrial. Além disto, o estágio proporciona uma
experiência única, trazendo maturidade e conhecimento para lidar com os problemas
frequentes na rotina de uma indústria, além de desenvolver no estudante visão dos
problemas e capacidade de analisar/criar ideias para uma melhoria constante. Por
isso, é válido afirmar que o estágio obrigatório cumpriu seu objetivo, trazendo uma
ótima bagagem e experiência que será essencial para minha vida profissional.

21
REFERÊNCIAS
ALVES, N. A. Implementação de Mecanismos para Implantação da Ferramenta
“Boas Práticas de Fabricação (BPF)” na Produção de Alimentos para Cães e
Gatos. Campinas: Universidade Estadual de Campinas, 2006.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Instrução Normativa
n° 62, de 29 de dezembro de 2001. Aprova o Regulamento Técnico de identidade e
qualidade do Leite Cru Refrigerado, o Regulamento Técnico de Identidade e
Qualidade de Leite Pasteurizado e o Regulamento Técnico da Coleta de Leite Cru
Refrigerado e seu Transporte a Granel.
BRITO, M.A.V.P., ARCURI, E.F., BRITO, J.R.F. Testando a qualidade do leite. In:
DURÃES, M.C.; MARTINS, C.E.; DERESZ, F.; BRITO, J.R.F.; FREITAS, A.F.;
PORTUGAL, J.A.B.; COSTA, C.N. MINAS LEITE. Avanços tecnológicos para o
aumento da produtividade leiteira, 2000. Anais, Juiz de Fora: Embrapa Gado de
Leite, p.83-94, 2000.
KLAUCK, J. B.; RUI, F. V; ALBUQUERQUE, C. A Produção de Leite e Seus
Riscos Ambientais. Paraná: Universidade Tuiuti do Paraná, 2009.
SANTOS, S R. Agricultura Familiar no Brasil, 2010. Disponível em <
http://www.webartigos.com/artigos/agricultura-familiar-no-brasil/31006/ > Acesso em:
28/10/2013.