Melhore as hastes do seu Compressor por Heinz P. Bloch ... · PDF fileprocesso de revestimento...
4
Click here to load reader
Transcript of Melhore as hastes do seu Compressor por Heinz P. Bloch ... · PDF fileprocesso de revestimento...

4
Melhore as hastes do seu Compressor
por
Heinz P. Bloch Para TECÉM - tecem.com.br – 05.10.2013
Nas últimas décadas, a aspersão térmica HVOF (High Velocity Oxigen Fuel),
processo de revestimento de oxigênio de alta velocidade, alcançou aceitação
comercial. Depois de fazer incursões em aplicações de turbinas a gás, esses
revestimentos puros, densos, duros e altamente aderentes, são agora cada vez
mais encontrados em tais componentes como hastes de compressor.
Sistemas de aspersão térmica envolvida no processo. Ambos, HVOF e seu
antecessor, o sistema “D-Gun”, são sistemas de aspersão térmica, pois têm
muitos pontos fortes em comum. Ambos operam em altas taxas de deposição e
deixam revestimentos altamente aderentes de 0,002 - 0,020 polegadas (0,05-0,5
mm) de espessura por camada. Qualquer sistema é bastante flexível e irá
depositar virtualmente qualquer matéria-prima que possa ser fundida.
O princípio de funcionamento por trás da pulverização térmica é para produzir
uma temperatura suficientemente elevada para fundir praticamente qualquer
coisa, desde metais até cerâmicas e, e em seguida, explodir o metal derretido
para fora da câmara de uma pistola de aplicação, para o componente de metal
a ser revestido. Quanto mais rápido o material fundido deixa a câmara, menos
tempo leva para ser contaminado pelo oxigênio da atmosfera durante o caminho
que necessita para percorrer até a superfície do alvo e maior o seu impacto.
Altas velocidades de impacto, aumentam a densidade, a dureza, a uniformidade,
a coesão e a aderência do revestimento. Os principais sistemas de HVOF
incluem Jetcote de Thermodyne, CDS do Grupo Sulzer, TopGun da UTP,
Diamante Jet da Perkin Elmer e muitos outros.
Uma versão modificada e mais avançado de HVFO é um sistema chamado
HVLF, que significa High Velocity Liquid Fuel. Ele usa querosene líquido, que é
mais econômico e mais seguro do que gases explosivos pressurizados. Quando
o querosene líquido atinge a câmara de combustão quente, vaporiza e aumenta
a pressão da câmara em cerca de 120 psi (8,44kgf/cm²). Esta pressão
relativamente elevada aumenta a velocidade das partículas para valores tão
altos como 3900 ft/s (1188 m/s). O pó é alimentado do na pistola abaixo da frente
da chama e a pressão menor "puxa" essa alimentação para a chama.
Composições de revestimento para cada aplicação. Uma série de materiais

de revestimento está disponível para as hastes de pistão. Esses incluem
carbonetos de tungsténio de propriedades diferentes. Dependendo da
informação antecipada da condição de serviço da haste do compressor, uma
empresa de revestimento experiente irá recomendar o carboneto de tungstênio
mais adequado e a composição da liga mais adequada para uma determinada
aplicação.
Por exemplo, um revestimento de um representante com a combinação de 83
por cento de carboneto de tungstênio , com 17 por cento de cobalto foi aplicada
com uma espessura média de 0,037 polegadas (0,94mm). Sua força de ligação
excedeu 8.000 psi (562,5 kgf/cm²) e sua porosidade aparente ficou abaixo de
0,25 por cento . Em uma dureza média de revestimento de 67 RC, a aplicação
na área desgaste da selagem das hastes de pistão de compressor , sem dúvida
será benéfica.
Documentando o procedimento de reparo . Você deve esperar de uma
empresa experiente que lhe ofereça os seus procedimentos de reparo para
análise e comparação. Um dos principais fornecedores , com sede em Houston
- Fusion Inc. ( tel. 713-691-6547 ) , procederá normalmente com uma seqüência
passo-a-passo adequada. Em termos gerais , uma tal sequência incorpora:
• Verificar a haste quanto à linearidade, quantidade de desgaste, danos
à parte roscada, ajuste do pistão, dureza na seção de selgem /
raspador , etc;
• Documentar a condição "como recebido" em um esboço;
• Retificar as áreas de selagem e anel raspador pelo menos ½ polegada
em cada extremidade das zonas abaixo da medida, de modo a
remover danos e desgaste. As arestas do entalhe devem ser
configuradas com um raio para evitar a formação de locais com
concentração de tensão.
• Documentar a dureza da superfície antes do revestimento.
• Se a haste foi endurecido ou nitretatada , a retífica deve penetrar nesta
camada até que a dureza do substrato original seja atinigida. Os testes
de dureza devem ser realizados e documentados;
• Inspecionar a haste com partículas magneticas para verificar a ausência
de trincas ao longo dela;
• Desmagnetizar a haste para um nível residual não superior a 2 Gauss; • Aquecer a haste em um forno a 400 º F (204,4ºC) durante quatro horas
e deixar que resfrie lentamente para remover os gases residuais.
• Protejer com fita todas as superfícies , exceto aquelas que devem ser
retificadas;
• Fazer o jateamento com grão de óxido de alumínio para proporcionar
um acabamento superficial de 200-350 RMS antes de iniciar as
operações de revestimento;
• Fazer a deposição de carboneto de tungstênio nas áreas de selagem
com HVLF ( 3,300-3,900 ft/s de velocidade de partículas ) .Usando uma

câmera termográfica ou termômetro infravermelho, voltado diretamente
para o ponto de impacto, verificar que a temperatura da haste não
exceda 350 graus F (177ºC) durante esta operação;
• Aplicar o revestimento de modo a conseguir um diâmetro 0,010-0,015
polegadas (0,254 – 0,381 mm) maior do que o especificado acabado
(pós–retífica) de diâmetro;
• Colocar um bilhete indicando como os materiais serão pulverizados no
substrato da haste. Enviar esse bilhete para o comprador para
avaliação e acompanhamento.
• Fazer a retífica final com disco de diamante e afiar o diamante , de
modo a obter na retífica os valores acordados para acabamento em
RMS. ( Nota da Ref.1 : Acabamento melhor do que 8 RMS pode não
ser desejado já que o óleo vai aderir a ele);
• Fazer o polimento em todos os sulcos (rasgos) de alívio e raios de
concordância;
• Fazer ensaio de líquido penetrante para verificação de indícios de
bolhas, descamação , trincas , fissuras ou “pittings”;
• Proteja a área revestida com uma PTFE ( " Teflon" ) ou selante epóxi
adequado;
• Identificar haste por tipagem no topo e fornecer relatório , incluindo:
Dados dimensionais indicados em um esboço;
Resultados do teste de Magnaflux;
Esboço dimensional indicando "Como recebido" e após retífica
final
Comprimentos primentos e espessuras de revestimento,
mostrados no esboço
Tipo de revestimento e número de lote - identificar propriedades
materiais;
Acabamento final RMS documentado com fita profilômetrica.
Deve notar-se que várias empresas de revestimento não-OEM (Original
Equipment Manufacturer – Fabricante Original do Equipamento) competentes
nos Estados Unidos, também estão produzindo hastes novas para os
fornecedores de OEM. O material de base para estas hastes é tipicamente AISI
4140, embora AISI 4340 também seja utilizado para serviços de gás natural e
hastes maiores do que 4 polegadas de diâmetro (100mm). Para evitar o falhas
por corrosão sob tensão, o fabricante da haste normalmente presta muita
atenção ao valor de dureza de materiais de base em serviços de gás natural
contendo H2S (ácido sulfídrico).
Referência 1:

H.P. Bloch and J.J.Hoefner, “Reciprocating Compressors,” Gulf Publishing Company, Houston, Texas, 1996 ----------------------------------------------------------------------------------------------------------
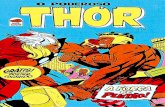
Figura 1 – Diagrama esquemático do HVOF - High Velocity Oxygen Fuel que utiliza combustível líquido. (Ref. Sulzer)
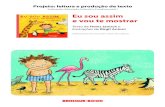
Figura 2 – HVOF – High Velocity Oxigen Fluid - Equipamento para Revestimento Térmico (ref. Sulzer) Heinz P. Bloch is a Consulting Engineer in Westminster, Colorado. He has over 50 years of experience and advises process plants worldwide on failure analysis, reliability improvement and maintenance cost avoidances topics. Of his 18 books, three were updated and re-issued in 2006: “A Pratical Guide to Compressor Technology” Wiley & Sons (ISBN 0-471-72793-8); “Maximizing Machinery Uptime”, Gulf Professional Publishing, (ISBN-10:0-7506-7752-2); and “Pump User’s Handbook: Life Extension”, Fairmont Publishing Company, (ISBN 0-88173-517-5). His latest books are “Pump Wisdom”, Wiley & Sons, 2012 (ISBN 978-1-118-04123-9), and “Compressors: How to Increase Reliability and Availability”, McGraw Hill, 2012, (ISBN 978-0-07-177287-7).