NACE MR0175-2003
48
5/11/2018 NACEMR0175-2003-slidepdf.com http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 1/48 NORMA NACE MR0175-2003 Item N° 21302 Requisitos de Material Metais para Resistência ao Trincamento Mecanoquímico por Sulfeto e ao Trincamento por Corrosão sob Tensão em Ambientes Petrolíferos Sulfurosos
-
Upload
marcos-del-corso -
Category
Documents
-
view
1.336 -
download
9
Transcript of NACE MR0175-2003
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 1/48
NORMA NACE MR0175-2003Item N° 21302
Requisitos de Material
Metais para Resistência ao TrincamentoMecanoquímico por Sulfeto e ao
Trincamento por Corrosão sob Tensão
em Ambientes Petrolíferos Sulfurosos

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 2/48
NACE MR0175-2003 __________________________________________________________________
Requisitos de Material
Metais para Resistência ao TrincamentoMecanoquímico por Sulfeto e ao
Trincamento por Corrosão sob Tensãoem Ambientes Petrolíferos Sulfurosos
Esta norma da NACE International representa um consenso entre aqueles membros individuais que analisaram estedocumento, seu escopo, e disposições. A sua aceitação em nenhuma hipótese isenta quem quer que seja, quer tenha adotado ou não esta norma, de fabricar, comercializar, comprar, ou usar produtos, processos ouprocedimentos que não estejam em conformidade com esta norma. Nada que esteja contido nesta norma deve ser interpretado como garantindo qualquer direito, por implicação ou de outra forma, de fabricar, vender, ou utilizar emconexão com qualquer método, aparelhos ou produto amparados por Cartas-Patentes, ou como isentando ouprotegendo quem quer que seja contra responsabilidade pela infração a Cartas-Patentes. Esta norma representarequisitos mínimos, e de modo algum deverá ser interpretada como restrição ao uso de procedimentos ou materiaismelhores. Da mesma forma, esta norma não tem a finalidade de se aplicar a todos os casos relacionados aoassunto. Circunstâncias imprevisíveis poderão desaconselhar a conveniência desta norma em casos específicos. ANACE International não assume qualquer responsabilidade pela interpretação ou uso desta norma por terceiros, eaceita responsabilidade por somente aquelas interpretações oficiais da NACE International emitidas pela NACEInternational em conformidade com seus procedimentos e políticas diretivas que não permitem a emissão de
interpretações por voluntários individuais.
Os usuários desta norma têm a responsabilidade de analisar os documentos devidos referentes à saúde, segurança,ambiente e regulamentos, e de determinar sua aplicabilidade em relação a esta norma antes da sua adoção. Estanorma pode não necessariamente cobrir todos os riscos potenciais à saúde, segurança ou meio ambienteassociados com o uso de materiais, equipamentos, e/ou operações detalhados ou mencionados nesta norma. Osusuários desta norma são também responsáveis por estabelecer procedimentos adequados de proteção à saúde,segurança e meio ambiente, e em consulta às respectivas autoridades reguladoras se necessário, com a finalidadede possibilitar o cumprimento de quaisquer regulamentos vigentes sobre o assunto antes da adoção desta norma.
ATENÇÃO: As normas da NACE estão sujeitas a reanálises periódicas, e poderão ser revisadas ou canceladas aqualquer tempo sem prévio aviso. A NACE solicita que providências para reconfirmar, revisar ou cancelar estanorma sejam tomadas em um prazo não superior a cinco anos da data da publicação inicial. Os adquirentes denormas da NACE International poderão receber informações atualizadas sobre todas as normas e outraspublicações da NACE, mediante contato com a NACE International, Membership Services Department, 1440 South
Creek Dr., Houston, Texas 77084-4906, U.S.A. (phone +1 [281] 228-6200).
Revisada em 17/01/2003Aprovada em Março/1975
NACE International1440 South Creek Dr.
Houston, Texas 77084-4906 U.S.A.+1 (281) 228-6200
ISBN 1-57590-021-1© 2002, NACE International
2

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 3/48
NACE MR0175-2003 __________________________________________________________________
Introdução
Esta norma NACE de requisitos para materiais é uma etapa de uma série de estudos de comitê, relatórios,simpósios e padrões que foram patrocinados pelo anterior Comitê de Grupo T-1 (Controle de Corrosão na Produçãode Petróleo) relacionados com os problemas gerais de trincamento mecanoquímico por sulfeto (sulfide stresscracking – SSC ) e trincamento por corrosão sob tensão (stress corrosion cracking – SCC ) de metais. Uma grande
parte deste trabalho foi direcionada para a indústria de produção de petróleo e gás. Esta norma é um requisito demateriais para metais usados em serviço de petróleo e gás expostos a gás azedo, a ser adotada por companhias depetróleo e gás, fabricantes, engenheiros, e agentes de compra. Muitas das diretrizes e requisitos específicos destanorma são baseadas em experiências de campo com os materiais relacionados, usados em componentesespecíficos, e poderão ser aplicáveis a outros componentes e equipamentos na indústria de produção de petróleo oua outras indústrias, conforme determinado pelo usuário. Os usuários desta norma deverão ser cautelosos naextrapolação do conteúdo desta norma para uso além do seu escopo.
Os materiais, tratamentos térmicos, e requisitos de propriedades do metal apresentados nesta norma, representam amelhor avaliação do Grupo Tarefa 081 (anteriormente T-1F-1) e seu administrativo Grupo de Tecnologia Específica(STG) 32 sobre Produção de Petróleo e Gás – Metalurgia (anteriormente Comitê Unitário T-1F sobre Metalurgia deEquipamentos Petrolíferos).
Esta norma NACE atualiza e substitui todas as edições anteriores da MR0175. A edição original de 1975 da normasubstituiu a Publicação NACE 1F166 (Revisão de 1973) intitulada “Sulfide Cracking-Resistant Metallic Materials for
Valves for Production and Pipeline Service”, e a Publicação NACE 1B163 intitulada “Recommendation of Materialsfor Sour Service” (que incluiu as Especificações Provisórias 150 sobre válvulas, 51 sobre perda de peso severa, 60sobre produtos tubulares, e 50 sobre perda de peso nominal).
Esta norma será revisada à medida da necessidade para refletir alterações em tecnologia. (Vide Seções 13, 14 e 15).Sempre que possível, os materiais recomendados são definidos por referência a denominações genéricas aceitas (taiscomo números de UNS(1)) e/ou padrões aceitos, tais como AISI (2), API(3), ASTM(4), ou DIN(5).
Nas normas NACE, os termos deverá(ão), deve(m) e poderá(ão) são usados de acordo com as definiçõesdestes termos no NACE Publications Style Manual, 4th ed., Paragraph 7.4.1.9. Deverá(ão) é usado para denotar requisitos obrigatórios. Deve(m) é usado para denotar algo considerado bom e recomendado mas nãoobrigatório. Poderá(ão) é usado para indicar algo considerado opcional.
_____________________
(1) Metals and Alloys in the Unified Numbering System (última revisão), uma publicação conjunta da ASTM
International (ASTM) e Society of Automotive Engineers (SAE), 400 Commonwealth Drive, Warrendale, PA15096.
(2) American Iron and Steel Institute (AISI), 1101 17th St. NW, Suite 1300, Washington, DC 20036.(3) American Petroleum Institute (API), 1220 L St. NW, Washington, DC 20005.(4) ASTM International (ASTM), 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.(5) Deutsches Institut für Normung (DIN), Burggrafenstrasse 6, D-10787 Berlin, Germany.
3

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 4/48
NACE MR0175-2003 __________________________________________________________________
I N D I C E
D e s c r i ç ã o Página
SEÇÃO 1: GERAL 5SEÇÃO 2: DEFINIÇÕES 10
SEÇÃO 3: AÇOS CARBONO E DE BAIXA LIGA, E FERROS FUNDIDOS 13
SEÇÃO 4: LIGAS RESISTENTES À CORROSÃO (CRAs) – TODAS AS OUTRAS LIGAS NÃO DEFINIDASCOMO AÇOS CARBONO E DE BAIXA LIGA E FERROS FUNDIDOS DA SEÇÃO 3
14
SEÇÃO 5: FABRICAÇÃO 19
SEÇÃO 6: PARAFUSAMENTO 20
SEÇÃO 7: CHAPEAMENTOS E REVESTIMENTOS 21
SEÇÃO 8: COMPONENTES ESPECIAIS 21
SEÇÃO 9: CABEÇAS-DE-POÇO, ÁRVORES-DE-NATAL, VÁLVULAS, ESTRANGULADORES,E CONTROLADORES DE NÍVEL
22
SEÇÃO 10: REVESTIMENTOS, COLUNAS DE PRODUÇÃO E EQUIPAMENTOS, DESUB-SUPERFÍCIE 24
SEÇÃO 11: POÇOS, LINHAS DE FLUXO, LINHAS DE COLETA, INSTALAÇÕES, EPLANTAS DE PROCESSAMENTO DE CAMPO
27
SEÇÃO 12: EQUIPAMENTOS DE PERFURAÇÃO E MANUTENÇÃO DE POÇOS 28
SEÇÃO 13: ADIÇÃO DE NOVOS MATERIAIS À SEÇÃO 3 – AÇOS CARBONO E DE BAIXA LIGA, EFERROS FUNDIDOS
30
SEÇÃO 14: ADIÇÃO DE NOVOS MATERIAIS À MR0175 SEÇÃO 4 – LIGAS RESISTENTES À CORROSÃO(CRAs) – TODAS AS OUTRASLIGAS NÃO DEFINIDAS COMO AÇOS CARBONO E DE BAIXA LIGA EFERROS FUNDIDOS DA SEÇÃO 3
31
SEÇÃO 15: PROPOSTA DE ALTERAÇÕES E EFETIVAÇÃO DE ADIÇÕES À MR0175 SEÇÕES 5 A 11 –FABRICAÇÃO, SOLDAGEM E EQUIPAMENTOS ESPECÍFICOS
32
SEÇÃO 16: MATERIAIS PARA CASOS ESPECÍFICOS DE APLICAÇÃO SEM PROPOSTA DE ADIÇÃO DENOVOS MATERIAIS À MR0175 32
REFERÊNCIAS 33
APÊNDICE A – FÓRMULAS DE CÁLCULO DA PRESSÃO PARCIAL DE H2S 35
APÊNDICE B - TABELAS DE DADOS PARA TESTES DE AMOSTRAS 38
APÊNDICE C: DADOS PARA APRESENTAÇÃO PARA VOTAÇÃO 39
APÊNDICE D: MATERIAIS ACEITÁVEIS 47
FIGURA 1 - Roteiro para a MR0175 9
FIGURA A-1: Sistemas de Gás Sulfuroso 36
FIGURA A-2: Sistemas Sulfurosos de Múltiplas Fases 37
4
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 5/48
NACE MR0175-2003 __________________________________________________________________
SEÇÃO 1: GERAL
1.1 Escopo
Esta norma apresenta os requisitos de materiaismetálicos para promover resistência a trincamentomecanoquímico por sulfeto (SSC) e/ou trincamento
por corrosão sob tensão (SCC) para equipamentos deprodução, perfuração, coleta e da linha de fluxo depetróleo, e instalações de processamento de campo aserem usadas em serviço com hidrocarbonetoscontendo ácido sulfídrico (H2S).
Esta norma é aplicável aos materiais e/ouequipamentos especificados pelas instituiçõesnormativas de materiais listadas na Tabela 1 (ou por normas ou especificações de outras entidades).
Esta norma não inclui e não tem a finalidade deincluir especificações de projeto.
Outras formas de corrosão e outros modos defalha, embora fora do escopo desta norma, devemtambém ser consideradas no projeto e operação doequipamento. Condições de corrosão severas
poderão levar a falhas por mecanismos outros queSSC e/ou SCC e devem ser minimizadas por inibiçãoda corrosão ou seleção de materiais, que estão forado escopo desta norma. Por exemplo, alguns aços deresistência menor usados para oleodutos e vasospoderão estar sujeitos a falha por trincamentoinduzido por hidrogênio (empolamento e trincamentogradual) como resultado de danos causados por hidrogênio associados com corrosão geral na presençade H2S 1,2.
TABELA 1Fontes de Normas de Material
_____________________________________________________________________________________________
1. Aerospace Material Specifications (AMS): Society of Automotive Engineers Inc. (SAE), 400 CommonwealthDrive, Warrendale, PA 15096, USA.2. American Iron and Steel Institute (AISI), 1101 17 th St. NW, Suite 1300, Washington, DC 20036, USA.3. American National Standards Institute (ANSI), 11 West 42 nd St., New York, NY 10036, USA.4. American Petroleum Institute (API), 1220 L St. NW, Washington, DC 20005, USA.5. ASME International (ASME), Three Park Ave., New York, NY 10016-5990.6. ASTM International (ASTM), 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959, USA.7. American Welding Society (AWS), P.O. Box 251040, Miami, FL 33126, USA8. British Standards Institution (BSI), British Standards House, 389 Chiswick High Rd., London W4 4AL, UK.9. CSA International, 178 Rexdale Blvd., Etobicoke, Ontario, Canada M9W 1R3.10. Deutsches Institut für Normung (DIN), Burggrafenstrasse 6, D-10787, Berlin, Germany. ___________________________________________ __________________________________________________
1.2 Encomenda
É da responsabilidade do usuário determinar as
condições de operação e especificar quando estanorma se aplica(6). Uma variedade de materiaispossíveis poderá ser selecionada nesta norma paraqualquer componente específico. O fabricante éresponsável pelo atendimento aos requisitosmetalúrgicos. É da responsabilidade do usuárioassegurar que um material será satisfatório noambiente para o qual é destinado. O usuário poderáselecionar materiais específicos para utilização nabase das condições de operação que incluempressão, temperatura, corrosividade, propriedades dofluído, etc. Por exemplo, quando forem selecionadoscomponentes parafusáveis, a classe de pressão deflanges poderá ser afetada. O seguinte poderá ser especificado a critério do usuário: (1) materiais desta
norma usados pelo fabricante; e (2) materiais destanorma propostos pelo fabricante e aprovados pelousuário. É sempre responsabilidade do usuário doequipamento informar as condições ambientais aofornecedor do equipamento, especialmente se esteserá usado em serviço sulfuroso.
_______________________ (6) Vide definição de usuário na Seção 2.
1.3 Aplicabilidade
Esta norma se aplica a todos os componentesde equipamentos expostos a ambientes sulfurosos,
onde falhas por SSC ou SCC venham a (1) impedir que o equipamento seja recolocado a uma condiçãode operação enquanto continua a conter pressão, (2)comprometer a integridade do sistema de contençãode pressão, e/ou (3) impedir a ocorrência da funçãobásica do equipamento. A seleção de materiais paraitens como sistemas atmosféricos e de baixa pressão,instalações de tratamento de água, êmbolos debombas, e bombas de subsuperfície, está cobertacom maiores detalhes em outras especificações daNACE e API, e está fora do escopo desta norma.1.4 Aplicação da MR0175
O trincamento mecanoquímico por sulfeto (SSC)é afetado pelos seguintes fatores:
(1) condição e resistência metalúrgica, que sãoafetadas pela composição química, tratamentotérmico, trabalho a frio, e microestrutura;
(2) concentração (atividade) hidrogeniônica (pH) dafase da água;
5

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 6/48
NACE MR0175-2003 __________________________________________________________________
(3) pressão parcial de H2S, que é uma função daconcentração de H2S e pressão absoluta total;
(4) tensão de tração total (aplicada mais residual);(5) temperatura;
(6) tempo de exposição;
(7) efeitos galvânicos;
(8) concentração de íons de cloreto ou outros haletos;
(9) oxidantes; e
10) fluídos de não produção (incluindo aqueles usadospara estimulação ácida e para fluídos do packer ).
O trincamento por corrosão sob tensão (SCC)em serviço sulfuroso é afetado pelos seguintesfatores:
(1) condição e resistência metalúrgica, que sãoafetadas pela composição química, tratamentotérmico, trabalho a frio, e microestrutura;
(2) concentração (atividade) hidrogeniônica (pH) dafase da água;
(3) pressão parcial de H2S, que é uma função daconcentração de H2S e pressão absoluta total;
(4) tensão de tração total (aplicada mais residual);(5) temperatura;
(6) tempo de exposição;
(7) efeitos galvânicos;
(8) concentração de íons de cloreto ou outros haletos;
(9) oxidantes; e
10) fluídos de não produção (incluindo aqueles usadospara estimulação ácida e para fluídos do packer ).
O usuário deverá determinar se as condiçõesambientais são ou não tais que exijam a aplicação daMR0175. Vide amostras de cálculo no Apêndice A.1.4.1 A MR0175 deverá ser aplicada a condiçõescontendo água como um líquido e H2S excedendo oslimites definidos no Parágrafo 1.4.1.1. Materiaisaltamente suscetíveis poderão falhar em ambientesmenos severos.
1.4.1.1 Todo gás, condensado de gás, e petróleobruto ácido (salvo onde observado no Parágrafo
1.4.2).Quando a pressão parcial de H2S em uma fasegasosa úmida (água como líquido) de um gás,condensado de gás, ou sistema de petróleo bruto for igual a ou exceder 0,0003 MPa abs (0,05 psia).1.4.2 A MR0175 não necessita ser aplicada (ousuário o determinará) quando as seguintescondições existirem:
1.4.2.1 Gás a baixa pressãoQuando a pressão total for inferior a 0,45 MPa
abs (65 psia).
1.4.2.2 Sistemas multifase de óleo e gás a baixapressão.
Quando a pressão total for interior a 1,83 MPaabs (265 psia), a relação máxima gás:óleo for 142SCM:bbl (5.000 SCF:bbl), o teor de H2S for inferior a15 mol%, e a pressão parcial de H2S for inferior a 0,07MPa abs (10 psia).
1.4.2.3 Poços de água salgada e unidades detratamento de água salgada. Estes são cobertos pelanorma NACE RP04753.
1.4.2.4 Refinarias e plantas químicas.
1.4.2.5 Partes carregadas em compressão.
1.5 Controle do SSC e/ou SCC
1.5.1 O SSC e/ou SCC poderá ser controlado por qualquer uma ou todas das seguintes ações:
(1) usando os materiais e processos descritos nesta
norma;(2) controlando o ambiente;
(3) isolando os componentes do ambiente sulfuroso;ou
(4) usando polarização anódica ou catódicaadequada.
Metais suscetíveis a SSC e/ou SCC têm sidousados satisfatoriamente através do controle daspropriedades do fluído de perfuração ou manutenção(workover), durante as operações de perfuração emanutenção, respectivamente.
1.6 Materiais incluídos na MR0175
1.6.1 Materiais metálicos foram incluídos nestanorma como materiais aceitáveis baseados em suaresistência a SSC e/ou SCC tanto em aplicações reaisde campo, em testes laboratoriais de SSC e SCC, ouambos. Muitas ligas incluídas na primeira edição daMR0175 demonstraram ser satisfatórias em serviçosulfuroso, muito embora elas pudessem ter trincadoem testes laboratoriais padrão de SSC e/ou SCC, taiscomo aqueles tratados na norma NACE TM01774.
1.6.2 Os materiais incluídos nesta norma sãoresistentes a, porém não necessariamente imunes a,SSC e/ou SCC nas condições estabelecidas. Projeto,
fabricação, montagem, seleção, ou manuseioinadequados poderão fazer com que materiaisresistentes se tornem suscetíveis a SSC e/ou SCC.
6

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 7/48
NACE MR0175-2003 __________________________________________________________________
1.7 Requisitos de Dureza
1.7.1 Tendo em vista que os ensaios de dureza sãonão-destrutivos, eles são usados pelos fabricantescomo um método de controle de qualidade e pelosusuários como um método de inspeção de campo.Ensaios de dureza precisos exigem o rigorosocumprimento dos métodos descritos nas normas
ASTM apropriadas.
1.7.2 Deverão ser realizados testes de durezasuficientes para estabelecer a dureza efetiva domaterial ou componente em exame. Leiturasindividuais de dureza excedendo ao valor permitidopor esta norma são consideradas aceitáveis se amédia de várias leituras tomadas bem próximo nãoultrapassem o valor admissível por esta norma, enenhuma leitura individual seja superior a 2 unidadesde dureza Rockwell C (HRC) acima do valor aceitável. O número e locação das áreas de testeestão fora do escopo desta norma.
1.7.3 A escala HRC é referenciada ao longo desta
norma. Os valores de dureza Rockwell C medidos emconformidade com ASTM E 185 deverão ser a baseprimária para aceitação. A dureza Brinell (HBW),Vickers (HV) 5-kg ou 10-kg, ou outros métodos deensaio de dureza, poderão ser usados. Quandoaplicável, a conversão dos valores de dureza obtidospor estes outros métodos de teste para os valoresHRC será feita de acordo com ASTM E 140 6 (7). Dadosde conversão empíricos são aceitáveis quandoaprovados pelo comprador. Os critérios de aceitaçãousando testes de microdureza, definidos pela ASTM E3847, são considerados fora do escopo desta norma.1.8 Como Usar a MR0175 (um Roteiro)
1.8.1 Vide Figura 1. Um usuário de materiais emserviço sulfuroso deverá determinar primeiramente se
a MR0175 é apropriada para a aplicação pretendida.A Seção 1 da MR0175 poderá ser usada comoorientação. Consulte a Seção 2 quanto às definiçõesdos termos utilizados na MR0175.
1.8.2 Se o usuário preferir usar a MR0175 para aseleção de materiais em serviço sulfuroso, o processoenvolve determinar se os materiais desejados estãodentro do escopo da norma, os requisitosmetalúrgicos para os materiais, e as restriçõesambientais, se houver, para o material.
1.8.3 O seguinte processo deverá ser adotado paraencontrar materiais aceitáveis e seus requisitos naMR0175:
1.8.3.1 Para aços carbono, aços de baixa liga, eferros fundidos, analisar primeiro a Seção 3. Estaseção contém os requisitos mais genéricos paraamplas aplicações destas ligas.
1.8.3.1.1 Se as questões sobre estas ligas nãoforem adequadamente respondidas na Seção 3 ou sea liga em questão não estiver dentro do escopo daSeção 3, analisar os requisitos para tipos específicosde equipamento nas Seções 6, 8, 9, 10, 11, e 12.1.8.3.1.2 Para requisitos específicos durante afabricação, incluindo soldagem, analisar a Seção 5.
1.8.3.1.3 Para chapeamento e aplicação derevestimentos destas ligas, vide a Seção 7.1.8.3.2 O processo é o mesmo para seleção de ligasresistentes à corrosão (CRAs - corrosion-resistant alloys), exceto que os requisitos gerais sãoencontrados primeiramente na Seção 4. A Seção 4contém ligas específicas e grupos de l igas
(categorias); estes são discutidos no Parágrafo1.8.3.3.
1.8.3.2.1 Vide o Apêndice C quanto aos dadossubmetidos anteriormente para votação. EsteApêndice apresenta informações sobre os dadossubmetidos para votação para inclusão na MR0175.1.8.3.3 Ligas Individuais x Categorias de Ligas
A Seção 4 lista as CRAs como ligas individuaisou em categorias de ligas. As categorias de ligas(CRA) permitem uma descrição amplamente baseadade ligas similares. Uma categoria de CRA na Seção 4define um grupo de ligas em termos de composiçõesamplamente baseadas mas essenciais, processos defabricação, e condições acabadas. A faixa completa
de composição química de uma liga deverá atender atodos os requisitos da categoria de CRA dada, a fimde ser incluída dentro da categoria.
1.8.3.3.1 Todas as restrições ambientais aplicáveissão definidas para todas as ligas da categoria. Estasrestrições ambientais poderão incluir as pressõesparciais máximas aceitáveis de H2S, o pH mínimoaceitável da água, cloretos máximos aceitáveis na água,e se a presença de enxofre elementar é aceitável.
________________________
(7) A correlação de dureza tabulada na ASTM E 140 não se aplica a aços inoxidáveis martensíticos e aços inoxidáveis endurecidos
por precipitação. Quando a dureza é medida por teste de Brinnell, o limite permissível para UNS J91540 (CA6NM) e UNS S42000 é225 HBW máximo, que foi empíricamente determinado como sendo equivalente a 23 HRC para estas ligas. Para materiais nãolistados na ASTM E 140, dados empíricos são aceitáveis na determinação da conversão de dureza.
7

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 8/48
NACE MR0175-2003 __________________________________________________________________
Quando restrições ambientais forem indicadasnas tabelas, a interpolação entre as pressões,temperaturas, etc. parciais de H2S é permitida.
1.8.3.3.2 Algumas categorias poderão incluir requisitos específicos de ligas. Estes são requisitosmetalúrgicos restringindo tipicamente a composiçãoquímica e dureza.
1.8.3.3.3 Exemplos de uso de liga CRA individual ecategoria CRA:
Exemplo de Liga CRA Individual: UNS J93254(CK3MCuN) é listada no Parágrafo 4.3.2 como umaliga individual . Todos os requisitos para esta liga estãolocalizados unicamente no Parágrafo 4.3.2.
Exemplo de Categoria CRA: Os aços inoxidáveisferríticos do Parágrafo 4.7.1 são listados como umacategoria de liga. Qualquer aço inoxidável ferríticopoderá ser usado dentro das restrições ambientaisdeste parágrafo. Ligas individuais não precisam ser listadas.
Exemplo de Categoria CRA com RequisitosEspecíf icos de Liga: Os aços inoxidáveismartensíticos são mais livremente agrupados noParágrafo 4.8 como uma categoria com requisitosespecíficos de liga. As restrições ambientais são asmesmas para todos os aços inoxidáveis martensíticos,porém existem requisitos metalúrgicos para cada umadas ligas dentro da categoria.
1.8.4 Se o material em questão estiver fora doescopo da MR0175, as seguintes opções poderão ser adotadas:
1.8.4.1 Vide Seções 13, 14 e 15 quanto a propostaspara alterações e adições na votação para todas as
seções da MR0175. Vide Apêndice B quanto a tabelasde dados de teste de amostra e a definição dos Níveisde Teste I a VII disponíveis.
1.8.4.2 Vide Seção 16 quanto a orientação atravésde um processo para seleção de materiais para casosespecíficos de aplicação sem proposição de adicionar novos materiais à MR0175.
1.8.5 Quatro apêndices são incluídos nesta norma:1.8.5.1 O Apêndice A fornece amostras de cálculoda pressão parcial de H2S.
1.8.5.2 O Apêndice B apresenta tabelas de dadosde teste de amostra.
1.8.5.3 O Apêndice C indica dados paraapresentação a votação em forma de tabela.
1.8.5.4 O Apêndice D apresenta listas de materiaisaceitáveis para diversas aplicações.
1.9 Materiais são acrescentados à MR0175 sejacomo uma liga individual ou como categorias de ligas.Os itens para votação deverão atender ao método danorma. Se uma votação propuser uma adição de umaliga individual ou modificação aos requisitos paraaquela liga, a votação deve tratar somente daquelaliga individual. Inversamente, se uma votaçãopropuser uma adição ou modificação dos requisitospara ligas de uma categoria, a votação deverá tratar da categoria de ligas.
1.10 Efeito da Alteração dos Requisitos daMR0175 sobre Equipamento Existente
Quando novas restrições são colocadas sobremateriais desta norma, ou quando materiais sãoexcluídos desta norma, os materiais em uso na épocada alteração que atendiam a esta norma antes darevisão da mesma e que não haviam sofrido falhas deSSC e SCC em seu ambiente local, estão emconformidade com esta norma.
Todavia, quando estes materiais são removidosde seu ambiente local, os materiais substitutivosdevem ser listados nesta norma na época dasubstituição, a fim de que fiquem em conformidadecom esta norma.
1.10.1 O uso satisfatório de materiais fora daslimitações da MR0175 poderá ser perpetuado por
qualificação de acordo com a Seção 16.
1.10.2 O usuário poderá substituir materiais emequivalente para poços existentes ou para novospoços dentro de um dado campo se a base de projetopara o equipamento não tiver sido alterada. O usuáriodeverá se certificar de que as condições ambientaisdo campo não foram modificadas, para determinar anecessidade de substituições por novos materiais, eos materiais substitutivos são os mesmos.
8

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 9/48
NACE MR0175-2003 __________________________________________________________________
9
Seção 1Determinar Aplicabilidade para a Aplicação Pretendida
Apêndice A
Seção 2Definição dos Termos
Seção 3Aços Carbono e Baixa Liga e
Ferros Fundidos – Requisitos Gerais
Seção 4CRAs – Requisitos Gerais
Ligas Individuais e Categorias de Ligas
Requisitos Específicos do EquipamentoSeções 6, 8, 9, 10, 11 e 12
Requisitos Específicos do EquipamentoSeções 6, 8, 9, 10, 11 e 12
Apêndice D:Tabelas D1 e D2
SoldagemSeção 5
RevestimentosSeção 7
SoldagemSeção 5
RevestimentosSeção 7
FIGURA 1Roteiro para a MR0175

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 10/48
NACE MR0175-2003 __________________________________________________________________
SEÇÃO 2: DEFINIÇÕES
Aço Austenítico: Aço cuja microestrutura à tempera-tura ambiente consiste predominantemente deaustenito.
Aço Carbono: Liga de carbono e ferro contendo até
2% de carbono e até 1,65% de manganês e teoresresiduais de outros elementos, exceto aqueles intenci-onalmente agregados em quantidades específicaspara desoxidação (usualmente silício e/ou alumínio).Os aços carbonos usados na indústria petrolíferacontêm menos de 0,8% de carbono.
Aço de Baixa Liga: Aço com um teor total de elemen-tos de liga inferior a cerca de 5%, porém superior aoespecificado para aço carbono.
Aço de Usinagem Fácil: Aço ao qual elementos taiscomo enxofre, selênio, ou chumbo foram adicionadosintencionalmente com o fim de melhor a usinabilidade.
Aço Ferrítico: Aço cuja microestrutura à temperatura
ambiente consiste predominantemente de ferrita.
Aço Inoxidável Duplex: Aço inoxidável cuja microes-trutura à temperatura ambiente consiste primariamen-te de uma mistura de austenita e ferrita.
Aço Inoxidável: Aço contendo 10,5% ou mais decromo. Outros elementos poderão ser agregados paraproporcionar propriedades especiais.
Aço Martensítico: Aço no qual a microestrutura damartensita pode ser atingida por têmpera a uma taxade resfriamento suficientemente rápida para evitar aformação de outras microestruturas.
Alívio de Tensão (Térmico): Aquecimento de ummetal até uma temperatura adequada, mantendo-oàquela temperatura por um tempo suficiente parareduzir as tensões residuais, e a seguir resfriando-olentamente com o fim de minimizar o desenvolvimentode novas tensões residuais.
Ambiente Sulfuroso: Geralmente, ambientes conten-do água e H2S são considerados sulfurosos. Estesambientes sulfurosos para os quais se aplica aMR0175 estão aqui definidos.
Austenitização: Formação de austenito por aqueci-mento de um metal ferroso a uma temperatura nafaixa de transformação (austenitização parcial) ou
acima da faixa de transformação (austenitizaçãocompleta).
Austenito: A fase cristalina cúbica de faces centradasdas ligas ferrosas ou não-ferrosas.
Base de Projeto: A classe de pressão e fator deprojeto/fator de segurança de acordo com o códigoindustrial e/ou padrão do fabricante aplicáveis.
Bomba de Lodo: Bomba normalmente usada paracircular os fluídos de perfuração através da haste dabroca dentro do anular do furo do poço e até a superfí-cie, com a finalidade de remover aparas e manter umaaltura hidrostática.
Brazagem: Junção de metais fazendo-se escorrer uma fina camada (de espessura capilar) de um metal
de adição não-ferroso e de ponto de fusão mais baixono espaço entre eles.
Brunimento: Alisamento de superfícies com contatofriccional entre o material e algumas outras peçasduras de material, tais como esferas de açotemperadas.
Carboneto de Tungstênio Cementado: Ligas decarboneto de tungstênio monolíticas compactadas esinterizadas, consistindo de carboneto de tungstêniocom aglutinantes de liga de cobalto ou níquel primaria-mente.
Categorias de Ligas CRA: Categorias de ligas que
permitem uma descrição de base ampla de ligassimilares. Uma categoria CRA na Seção 4 define umgrupo de ligas em termos de composições químicasde base ampla mas essenciais, processos defabricação, e condições acabadas.
Cementação: Endurecimento de uma liga ferrosa deforma a que a parte exterior, ou camada cementada, étornada substancialmente mais dura do que a parteinterior, ou núcleo. Os processos típicos sãocarbonetação, cianetação, carbonitretação, nitretação,endurecimento por indução, e endurecimento à chama.
Compactação Isostática a Quente: (1) Processo deaquecimento e conformação de um compactado no
qual o pó é contido em um recipiente selado de chapametálica flexível ou vidro, e o pó assim contido ésubmetido a igual pressão em todas as direções auma temperatura alta o bastante para permitir queocorram deformação plástica e sinterização.(2) Processo que sujeita um componente (fundido,forjado de pó, etc.) tanto à temperatura elevada comoà pressão isostática de gás em uma autoclave. O gásde pressurização mais amplamente utilizado é oargônio(8)
.
_________ 8 Do ASM Materials Engineering Dictionary, J. R. Davis.
Reeditado sob permissão da ASM International, 9639Kinsman Rd., Materials Park, OH 44073-0002, USA.
Componente Fundido (Fundido): Peça de metal que
é conformada na ou próximo de sua forma acabadapela solidificação de metal fundido em um molde.
Componente Tubular: Componente cilíndrico possu-indo um ou mais furos longitudinais.
Conformação a Frio: Vide Trabalho a Frio.
10

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 11/48
NACE MR0175-2003 __________________________________________________________________
Conjunto Soldado: Porção de um componente naqual foi executada soldagem. Um conjunto soldadoinclui o metal de solda, a zona térmicamente afetada(ZTA), e o metal-base.
Deformação a Frio: Vide Trabalho a Frio.
Deformação Plástica: Deformação permanentecausada por submissão a esforço mecânico além dolimite de elasticidade.
Dureza Brinell: Valor de dureza obtido pelo uso deuma esfera (ou carboneto) de aço temperado com Ø10 mm e normalmente com uma carga de 3.000 kg,em conformidade com ASTM E 108.
Dureza Rockwell C: Valor de dureza obtido pelo usode um penetrador de diamante cônico e uma carga de150 kg., em conformidade com ASTM E 18.
Dureza: Resistência do metal à deformação plástica,usualmente por entalhe.
Endurecimento por Envelhecimento: Endurecimen-to (reforço) por envelhecimento, geralmente apósresfriamento rápido ou trabalho a frio.
Endurecimento por Precipitação: Endurecimentocausado pela precipitação de um componente a partir de uma solução sólida supersaturada.
Envelhecimento: Alteração nas propriedades meta-lúrgicas que geralmente ocorre à temperatura ambien-te (envelhecimento natural) e mais rapidamente à altatemperatura (envelhecimento artificial).
Fabricante: As empresas ou pessoas envolvidas emalgumas ou todas as fases da fabricação ou monta-
gem de componentes. Por exemplo, a empresa usadapara recalcar tubos é considerado um fabricante.
Faixas de Transformação: Aquelas faixas de tempe-ratura para aços dentro das quais o austenito se formadurante o aquecimento e se transforma durante oresfriamento. As duas faixas são distintas, algumasvezes se sobrepondo, porém nunca coincidindo.
Ferrita: A fase cristalina cúbica de corpo centrado deligas à base de ferro.
Ferro Fundido: Liga de ferro-carbono contendo apro-ximadamente 2% a 4% de carbono. Os ferros carbo-nos podem ser classificados como:(1) ferro fundido cinzento: ferro fundido que dá uma
fratura cinzenta como resultado da presença degrafita escamosa;
(2) ferro fundido branco: ferro fundido que dá umafratura branca como resultado da presença decementita (Fe3C);
(3) ferro fundido maleável: ferro fundido branco que étratado térmicamente para converter a maior parte ou toda a cementita a grafita (carbononodular);
(4) ferro fundido dútil (nodular): ferro fundido que foitratado enquanto em fusão com um elemento(geralmente magnésio ou cério) que coalesce agrafita; ou
(5) ferro fundido austenítico: ferro fundido com umaquantidade suficiente de níquel adicionado paraproduzir uma microestrutura austenítica.
Forjado: Metal na condição sólida que é conformadoa um formato desejado por trabalho (laminação, extru-
são, forjamento, etc.), geralmente a uma temperaturaelevada.
Jato-Percussão: Indução de tensões de compressãona camada superficial de um material por bombardea-mento da mesma com um meio selecionado(usualmente granalha de aço) sob condiçõescontroladas.
Laminação a Quente: Trabalho a quente de um metalatravés de matrizes ou cilindros com a finalidade deobter um formato desejado. A laminação a quente nãoinclui forjamento a quente.
Limite de Elasticidade: A tensão máxima à qual ummaterial pode ser submetido sem retenção de
qualquer deformação permanente após a tensão ser removida.
Limite de Escoamento (Yield Strength): Tensão naqual um material apresenta um desvio especificado daproporcionalidade da tensão à tração. O desvio éexpresso em termos de deformação pelo método deoffset (usualmente a uma deformação de 0,2%) oupelo método de “extensão total sob carga” (usual-mente a uma deformação de 0,5%). (V. ASTM A 370).
Limite de Resistência à Tração (Tensile Strength):No teste de tração, é a razão da carga máxima à áreada seção transversal original (vide ASTM A 3709).Também chamada de “carga de ruptura”.
Martensita: Solução sólida supersaturada dura decarbono em ferro caracterizada por uma estruturaacicular (em forma de agulha).
Metal de Solda: Porção de um conjunto soldado quefoi fundida durante a soldagem.
Metal Ferroso: Metal no qual o componente maior éferro.
11

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 12/48
NACE MR0175-2003 __________________________________________________________________
Metal Não-Ferroso: Metal no qual o componenteprincipal é um elemento que não seja o ferro.
Metro Cúbico Padrão de Gás: A quantidade de gásocupando um metro cúbico a uma pressão de umaatmosfera (0,10133 MPa abs [14,696 psia]) e umatemperatura de 16°C (60°F).
Microestrutura: Estrutura de um metal revelada peloexame microscópico de um corpo de prova adequada-mente preparado.
Nitretação: Processo de cementação pelo qual éintroduzido nitrogênio na superfície de materiais metá-licos (mais comumente ligas ferrosas). Os processostípicos incluem, mas não se limitando a, nitretaçãolíquida, e nitretação iônica ou a plasma.
Normalização: Aquecimento de uma liga ferrosa auma temperatura adequada acima da faixa de trans-formação (austenitização), mantendo-se a tempera-tura por um tempo apropriado, e a seguir resfriando-seem ar calmo a uma temperatura substancialmenteabaixo da faixa de transformação.
Partes Sujeitas a Pressão: Aquele componentesque, caso deixem de funcionar como designado,podem resultar em uma liberação do fluído retido paraa atmosfera. Exemplos: corpos, tampas e hastes, deválvulas.
Pé Cúbico Padrão de Gás: A quantidade de gásocupando um pé cúbico a uma pressão de umaatmosfera (0,10133 MPa abs [14,696 psia]) e umatemperatura de 16°C (60°F).
PREN: Número calculado pelas análises térmicas deelementos de liga intencionalmente adicionados
indicados na Equação (1). O PREN é usado nestanorma como um meio de agrupar ligas de composiçãosimilar e não indica propriedades de corrosão-resistência comparáveis em serviço sulfuroso.
PREN = Cr % + 3,3 (Mo % + 0,5 W %) + 16 N % (1)
Pressão Parcial: Idealmente, em uma mistura degases, cada componente exerce a pressão que aplica-ria se presente apenas na mesma temperatura novolume total ocupado pela mistura. A pressão parcialde cada componente é igual à pressão absoluta totalmultiplicada por sua fração de molécula-grama namistura. Para um gás ideal, a fração de molécula-grama é igual à fração de volume do componente.
Recozimento: Aquecimento de um metal até umatemperatura apropriada, mantendo àquela temperatu-ra por um período de tempo adequado, e a seguir res-friando a uma taxa apropriada, para finalidades taiscomo reduzir a dureza, melhorar a usinabilidade, ouobter as propriedades desejadas.
Redução a Frio: Vide Trabalho a Frio.
Revenido Duplo: Tratamento térmico em que o açonormalizado ou endurecido por têmpera recebe doisciclos de revenido completos (resfriamento a umatemperatura adequada após cada ciclo), com o segun-do ciclo de revenido executado a uma temperaturaigual ou abaixo da temperatura do primeiro revenido.O objetivo é revenir qualquer martensita que possa ter se formado durante o primeiro ciclo de revenido.
Revenido: Reaquecimento de aço temperado ou ferrofundido temperado a alguma temperatura abaixo datemperatura crítica mais baixa, com o fim de diminuir adureza e aumentar a tenacidade. O processo étambém aplicado algumas vezes a aço normalizado.
Sistema Anti-Erupção (BOP – Blow-out Preventer):Dispositivos mecânicos capazes de conter a pressão,usados para controlar os fluídos do poço e os fluídosde perfuração durante as operações de perfuração.
Soldagem: União de duas ou mais peças de metalpela aplicação de calor e/ou pressão, com ou semmetal de adição, a fim de produzir uma junção através
da fusão localizada dos substratos e solidificação aolongo da interface.
Solução Sólida: Fase cristalina simples contendodois ou mais elementos.
Têmpera e Revenido: Endurecimento por têmperaseguido de revenido.
Temperatura Crítica Inferior: Temperatura de ummetal ferroso à qual a austenita começa a se formar durante o aquecimento, ou à qual a transformação deaustenita é completada durante o resfriamento.
Temperatura de Recristalização: A temperaturamínima na qual uma estrutura nova livre de deforma-
ção é produzida em metal trabalhado a frio dentro deum tempo especificado.
Tensão Interna Resistente à Tração (TensileStress): Componente da tração líquida de todas astensões combinadas – axiais ou longitudinais,circunferenciais ou “circunferentes”, e residuais.
Tensão Residual: Tensão presente em um compo-nente livre de forças externas ou gradientes térmicos.
Trabalho a Frio: Deformação plástica do material sobcondições de temperatura e taxa de deformação queinduzem a encruamento, conduzida em geral, masnão necessariamente, à temperatura ambiente.
Trabalho a Quente: Deformação plástica do metal auma temperatura e taxa de deformação tais que arecristalização ocorre simultaneamente com adeformação, evitando assim qualquer encruamento.
Tratamento Térmico Após Soldagem: Aquecimentoe resfriamento de um conjunto soldado de tal forma aobter as propriedades desejadas. Abrevia-se tambémcomo PWHT (de Post Weld Heat Treatment).
12

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 13/48
NACE MR0175-2003 __________________________________________________________________
Tratamento Térmico de Solubilização (Recozimen-to de Solubilização): Aquecimento de um metal auma temperatura adequada e mantendo-o naquelatemperatura o tempo necessário para que um ou maiscomponentes entrem em solução sólida, resfriando-oem seguida com rapidez suficiente para reter oscomponentes em solução.
Tratamento Térmico: Aquecimento e resfriamento deum metal sólido ou liga de tal forma a obter as proprie-dades desejadas. O aquecimento com a finalidadeúnica de trabalho a quente não é considerado comotratamento térmico.
Trincamento Mecanoquímico por Sulfeto: Trinca-mento de um metal sob a ação combinada de tensãointerna resistente à tração e corrosão na presença deágua e H2S (uma forma de trincamento mecanoquími-co por hidrogênio). Para os fins da MR0175, falha por fragilidade promovida por processos catódicos sob aação de tensão interna resistente à tração na presen-ça de água e H2S.
Trincamento Mecanoquímico: Para os fins daMR0175, trincamento mecanoquímico é um termogenérico destinado a incluir trincamento por corrosãosob tensão e trincamento mecanoquímico por sulfetocomo resultado da exposição aos fluídos ou gases deprodução.
Trincamento por Corrosão sob Tensão: Trincamen-to de um material produzido pela ação combinada decorrosão e tensão interna resistente à tração (residualou aplicada). Para os fins da MR0175, trincamento demetal envolvendo tensão interna resistente à tração(residual ou aplicada) e processos anódicos decorrosão na presença de cloretos e água afetados por H2S, oxidantes, e temperatura elevada.
Usuário: Alguém que é responsável pela operação doequipamento instalado e operado no campo.
Zona Térmicamente Afetada (ZTA): Aquela parte dometal-base que não é fundida durante a brasagem,corte, ou soldagem, mas cuja microestrutura e propri-edades são alteradas pelo calor destes processos.
SEÇÃO 3: AÇOS CARBONO E DE BAIXA LIGA,E FERROS FUNDIDOS
3.1 Geral
3.1.1 Os aços carbono e de baixa liga, e os ferrosfundidos, deverão atender aos requisitos desta seçãose os mesmos tiverem de ser expostos a ambientes
sulfurosos. Vide Seção 5 da MR0175 quanto aosrequisitos adicionais durante a soldagem e fabricação.Vide Seções 6 a 12 quanto aos requisitos específicosao equipamento.
3.1.2 A suscetibilidade a SSC destes metais podeser fortemente afetada por tratamento térmico,trabalho a frio, ou ambos. Os parágrafos seguintesdescrevem tratamentos térmicos para materiaisespecíficos que demonstraram proporcionar resistência aceitável a SSC.
3.2 Aços Carbono e de Baixa Liga
3.2.1 Todos os aços carbono e de baixa liga são
aceitáveis a uma dureza máxima de 22 HRC, desdeque (1) contenham menos de 1% de níquel,(2) atendam ao critério dos Parágrafos 3.2.2, 3.2.3 eSeção 5, e (3) sejam usados em uma das seguintescondições de tratamento térmico:
(a) laminados a quente (somente aços carbono);
(b) recozidos:
(c) normalizados;
(d) normalizados e revenidos;
(e) normalizados, austenitizados, temperados, erevenidos; ou
(f) austenitizados, temperados, e revenidos.
3.2.1.1 Forjados produzidos em conformidade comas exigências da ASTM A 105A / A 105M10 sãoaceitáveis, desde que a dureza não exceda 187 HBWmáxima.
3.2.2 O metal deverá ser submetido a alívio térmicode tensão em seguida a qualquer deformação a friopor laminação, forjamento a frio, ou outro processo defabricação que resulte em uma deformaçãopermanente da fibra exterior superior a 5%. O alíviotérmico de tensão deverá ser realizado de acordo como ASME Boiler and Pressure Vessel Code, Section
VII, Div. 1
11
, exceto que a temperatura mínima paraalívio de tensão deverá ser de 593°C (1.100°F). Ocomponente deverá ter uma dureza após o alívio detensão de 22 HRC máxima.
3.2.2.1 Este requisito não se aplica aos graus detubos listados na Tabela D2 do Apêndice D outrabalho a frio proporcionado por testes de pressão deacordo com o código de aplicável. Tubos endireitadospor processo rotativo a frio são aceitáveis somentequando permitido nas especificações API. Conexõesde tubos de condução trabalhadas a frio da ASTM A
13

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 14/48
NACE MR0175-2003 __________________________________________________________________
53 / A 53M12 grau B, ASTM A 10613 grau B, API 5L14
grau X-42, ou graus de resistência menor comcomposições químicas similares, são aceitáveis comdeformação a frio equivalente a 15% ou menos, desdeque a dureza na área deformada não exceda 190 HBW.
3.2.3 Aços de Usinagem Fácil
3.2.3.1 Aços de usinagem fácil não são aceitáveis.3.3 Ferros Fundidos
3.3.1 Ferros fundidos cinzas, austeníticos, e brancosnão são aceitáveis para uso como um membro sujeitoa pressão. Estes materiais poderão ser usados empartes não sujeitas a pressão em componentesinternos relacionados com API e outras normasapropriadas, desde que seu uso tenha sido aprovadopelo comprador.
3.3.2 Ferro dúctil ferrítico ASTM A395 / A 395M 15 éaceitável para equipamentos quando as normas API,ANSI e/ou outras normas industriais aprovem seu uso.
SEÇÃO 4: LIGAS RESISTENTES À CORROSÃO(CRAs) – TODAS AS OUTRAS LIGAS NÃODEFINIDAS COMO AÇOS CARBONO E DE BAIXA
LIGA E FERROS FUNDIDOS DA SEÇÃO 3
4.1 Geral
4.1.1 As ligas resistentes à corrosão (CRAs)deverão atender aos requisitos desta seção. VideSeção 5 da MR0175 quanto aos requisitos adicionaisdurante a soldagem e fabricação. Vide Seções 6 e 8 a12 quanto a requisitos específicos ao equipamento.Estes requisitos específicos ao equipamento podempermitir o uso em CRAs de ligas não incluídas nestaseção. Além disso, as seções específicas aoequipamento podem admitir o uso de graus de
resistência maior de ligas dentro de determinadoslimites ambientais. É sempre da responsabilidade dousuário do equipamento transmitir as condiçõesambientais ao fornecedor, particularmente se oequipamento for destinado para serviço sulfuroso.4.1.2 As CRAs são aqui apresentadas como ligasindividuais e categorias de ligas com composiçõesquímicas essenciais, processos de fabricação, econdições acabadas. As categorias destas CRAspodem ter restrições ambientais com respeito àspressões parciais de H2S, pH in situ , cloretos,temperatura, e a presença de enxofre elementar. VideParágrafo 1.8 quanto a mais detalhes.
4.1.3 A MR0175 apresenta os requisitos de material
e ambientes aceitáveis para resistência SSC/SCCpara estas ligas, sejam listadas dentro das categoriasou como ligas individuais. A MR0175 não tem afinalidade de ser uma listagem de todas as CRAsaceitáveis dentro dos limites mencionados no texto, amenos que elas sejam individualmente identificadas.São estabelecidos l imites para minimizar apossibilidade de SSC e/ou SCC em ambientessulfurosos. Os ambientes aceitáveis especificados nãolevam em conta os efeitos do oxigênio em SCC eSSC; ambientes aceitáveis mais conservadorespodem ser requeridos se o oxigênio estiver presente.
A corrosão generalizada, corrosão localizada, e outrostipos de corrosão, ou mecanismos de trincamento,estão fora do escopo desta norma.
4.1.3.1 É permitida interpolação entre as pressões etemperaturas parciais de H2S e os pontos de dadoslistados para estabelecer os ambientes aceitáveis emcada categoria de CRA.
4.2 Aços Inoxidáveis Austeníticos (Categoriacom Requisitos Específicos de Liga)
Aços inoxidáveis austeníticos, substancialmenteisentos de martensita, com as composições químicasespecificadas no Parágrafo 4.2.1, a uma dureza de 22HRC máxima na condição de solubilização e têmpera,ou recozidos e térmicamente estabilizados, sãoaceitáveis para os ambientes definidos no Parágrafo4.2.2, desde que eles sejam isentos de trabalho a friodestinado a acentuar suas propriedades mecânicas.Produtos de aço inoxidável austenítico de usinagemfácil (contendo elementos de liga como chumbo,selênio, ou enxofre para melhorar a usinabilidade) não
são aceitáveis. Produtos de aço inoxidável austeníticosão aceitáveis para ambientes sulfurosos dentro dasseguintes faixas de composição e requisitos físicos:
4.2.1 Os aços inoxidáveis austeníticos deverãoconter pelo menos estes elementos nos teoresespecificados: C 0,08% máx.; Cr 16% mín.; Ni 8%mín.; P 0,045% máx.; S 0,04% máx.; Mn 2,0% máx.; eSi 2,0% máx.. Outros elementos de liga são permitidos.
4.2.1.1 É aceitável um teor maior de carbono paraUNS S30900 e S31000 até os limites de suasrespectivas especificações.
4.2.2 A pressão parcial máxima aceitável de H2Sdeverá ser de 100 kPa abs (15 psia) a uma
temperatura máxima de 60°C (140°F), sem restriçõesquanto a cloretos, e nenhum enxofre elementar. Se oteor de cloreto for inferior a 50 mg/L, a pressão parcialde H2S deverá ser menor do que 350 kPa (50 psia).4.3 Aços Inoxidáveis Austeníticos – Ligas
Individuais
4.3.1 UNS S20910 (Liga Individual)
O aço inoxidável austenítico UNS S20910 éaceitável em ambientes isentos de enxofre elementar quando a pressão parcial de H2S for 100 kPa abs (15psia) a 66°C (150°F) na condição recozida oulaminada a quente (trabalhado a quente/frio) nadureza máxima de 35 HRC.
4.4 Aços Inoxidáveis Austeníticos de Alta Ligacom Ni% + 2 Mo% >30 e 2% Mo Mínimo (Categoria)
Os aços inoxidáveis austeníticos de alta ligamencionados nesta categoria são aqueles com Ni% +2 Mo% >30 e 2% Mo mínimo. Todos os açosinoxidáveis austeníticos de alta liga são aceitáveispara uso na condição solubilizada. Aços inoxidáveisausteníticos de alta liga de usinagem fácil não sãoaceitáveis. As restrições ambientais para estas ligassão as seguintes:
14
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 15/48
NACE MR0175-2003 __________________________________________________________________
4.4.1 Estas ligas são aceitáveis para uso com umapressão parcial máxima de H2S de 100 kPa abs (15psia) a uma temperatura máxima de 60°C (140°F)sem restrições quanto a cloretos e nenhum enxofreelementar. Se o teor de cloreto for inferior a 50 mg/L,a pressão parcial de H2S deverá ser menor do que350 kPa abs (50 psia).
4.5 Aços Inoxidáveis Austeníticos de Alta Ligacom PREN >40 (Categoria)
Os aços inoxidáveis austeníticos de alta ligadesta categoria são aqueles que têm um PREN >40.Todas estas ligas são aceitáveis para uso na condiçãosolubilizada. Aços inoxidáveis austeníticos de alta ligade usinagem fácil não são aceitáveis. As restriçõesambientais para estas ligas são as seguintes:
4.5.1 A uma temperatura máxima de 121°C (250°F),a pressão parcial máxima de H2S deverá ser 700 kPaabs (100 psia), um máximo de 5.000 mg/L de cloreto,e nenhum enxofre elementar (livre) deverá estar
presente.4.5.2 A uma temperatura máxima de 149°C (300°F),a pressão parcial máxima de H2S deverá ser 310 kPaabs (45 psia), um máximo de 5.000 mg/L de cloreto, enenhum enxofre elementar (livre) deverá estar presente.
4.5.3 A uma temperatura máxima de 171°C (340°F),a pressão parcial máxima de H2S deverá ser 100 kPaabs (15 psia), um máximo de 5.000 mg/L de cloreto, esem nenhuma presença de enxofre elementar (livre).
4.6 Aços Inoxidáveis Austeníticos de Alta Liga(Liga Individual)
4.6.1 A UNS N08926 (liga individual) é aceitável nacondição solubilizada a uma temperatura máxima de121°C (250°F), com uma pressão parcial máxima deH2S de 0,7 mPa abs (100 psia), um máximo de 60.700mg/L de cloreto, uma pressão parcial máxima de CO2
de 1,4 MPa abs (200 psia), e sem nenhum enxofreelementar (livre).
4.6.2 UNS J93254 (Liga Individual)
A liga fundida UNS J93254 (CK3MCuN) emconformidade com ASTM A 351 / A 351M16, A 743 / A743M17, ou A 744 / A 744 M18 é aceitável na condiçãofundida e com tratamento térmico de solubilização aum nível de dureza de 100 Rockwell B (HRB) máximo
na ausência de enxofre elementar.4.6.3 A liga UNS J95370 é aceitável na condiçãofundida, com tratamento térmico de solubilização, etêmpera em água, a 94 HRB máximo na ausência deenxofre elementar.
4.7 Aços Inoxidáveis Ferríticos (Categoria)4.7.1 Aços inoxidáveis ferríticos são aceitáveis parauso dentro dos ambientes de pressão parcial de H 2Sde 10 kPa abs (1,5 psia) e um pH ≥ 3,5 desde queestejam na condição recozida a até 22 HRC eatendam aos critérios da Seção 5.
4.8 Aços Inoxidáveis Martensíticos (Categoriacom Requisitos Específicos de Liga)
Aços inoxidáveis martensíticos fundidos outrabalhados são aceitáveis para uso em conformidadecom os Parágrafos 4.8.1, 4.8.2 e 4.8.3. Os açosinoxidáveis martensíticos que estão de acordo com
esta norma têm apresentado serviço de camposatisfatório em alguns ambientes sulfurosos. Estesmateriais poderão, contudo, apresentar níveis detensão limite em testes de laboratório na norma NACETM0177 que estejam abaixo daqueles para outrosmateriais incluídos nesta norma. Produtos de açoinoxidável martensítico de usinagem fácil não sãoaceitáveis.
Os ambientes aceitáveis deverão ser de umapressão parcial de H2S de 10 kPa abs (1,5 psia) e umpH ≥ 3,5.
4.8.1 Os aços inoxidáveis martensíticos UNSS41000, S42000, J91150 (CA15) e J91151 (CA15M),
sejam fundidos ou trabalhados, são aceitáveis nadureza máxima de 22 HRC, desde que atendam aoscritérios da Seção 5 aplicáveis.
4.8.1.1 O procedimento de tratamento térmico(processo de três etapas) para UNS S41000, J91150e J91151 será como segue:
(1) Austenitização e têmpera ou esfriamento ao ar.
(2) Revenimento a 621°C (1.150°F) mínimo; aseguir, esfriamento à temperatura ambiente.
(3) Revenimento a 621°C (1.150°F) mínimo, masinferior à temperatura do primeiro revenimento; aseguir, esfriamento à temperatura ambiente.
4.8.1.2 A UNS S42000 deverá estar na condiçãotemperado e revenido.
4.8.2 Aços Inoxidáveis Martensíticos de BaixoCarbono(7).
Os aços inoxidáveis martensíticos de baixocarbono 12Cr-4Ni-Mo, sejam fundidos UNS J91540(CA6NM) ou trabalhados S42400, são aceitáveis a 23HRC máximo, desde que eles sejam tratadostérmicamente conforme o Parágrafo 4.8.2.1.
4.8.2.1 O procedimento de tratamento térmico(processo de três etapas) para aços inoxidáveis
martensíticos de baixo carbono, será como segue:(1) Austenitização a 1.010°C (1.850°F) mínimo e
tèmpera ao ar ou óleo à temperatura ambiente.
(2) Revenimento a 649°C a 691°C (1.200°F a1275°F) e esfriamento ao ar à temperaturaambiente.
(3) Revenimento a 593°C a 621°C (1.100°F a1.150°F) e esfriamento ao ar à temperaturaambiente.
15
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 16/48
NACE MR0175-2003 __________________________________________________________________
4.8.3 UNS S41425 (liga individual). O aço inoxidávelmartensítico trabalhado de baixo carbono UNSS41425 é aceitável na condição austenitizado,têmpera e revenido a uma dureza máxima de 28 HRCna ausência de enxofre elementar.
4.9 Aços Inoxidáveis Duplex com 30≤ PREN≤ 40
(Categoria)(9)
4.9.1 Aços inoxidáveis duplex são aceitáveis sob asseguintes composições químicas e condição detratamento térmico e para o ambiente específicoestabelecido para aquela liga particular. Produtos deaço inoxidável duplex na condição solubilizada etêmpera em meio líquido são aceitáveis. São proibidostratamentos térmicos de envelhecimento. O teor deferrite deverá ser de 35 a 65 vol%.
4.9.2 Consultar o Parágrafo 10.4 quanto aos requisitospara aços inoxidáveis duplex trabalhados a frio.
4.9.3 Produtos de aço inoxidável duplex trabalhados efundidos na condição solubilizada e têmpera com
30≤PREN≤40 (>1,5% Mo) são aceitáveis para uso auma temperatura máxima de 232°C (450°F) e umapressão parcial máxima de H2S de 10 kPa abs (1,5 psia)4.9.4 O aço inoxidável duplex UNS S31803produzido por pressão isostática a quente é aceitávela 25 HRC máximo se solubilizado e submetido atêmpera em água.
4.10 Aços Inoxidáveis Duplex com PREN>40(Categoria)(9)
4.10.1 Os aços inoxidáveis duplex são aceitáveissob as seguintes composições químicas e condiçãode tratamento térmico e para o ambiente específicodesignado para aquela liga particular. Produtos de açoinoxidável duplex na condição solubilizada e têmpera
em meio líquido são aceitáveis. São proibidostratamentos térmicos de envelhecimento. O teor deferrite deverá ser de 35 a 65 vol%.
4.10.2 Consultar o Parágrafo 10.4 quanto aosrequisitos para aços inoxidáveis duplex trabalhados afrio.
4.10.3 Produtos de aço inoxidável duplex trabalhadose fundidos na condição solubilizada e têmpera com40<PREN≤ 45 são aceitáveis para uso a uma tempera-tura máxima de 232°C (450°F) e uma pressão parcialmáxima de H2S de 20 kPa abs (3 psia).
4.11 Ligas à Base de Níquel em Solução Sólida(Categoria)
Os produtos à base de níquel em solução sólidatrabalhados ou fundidos deverão estar na condiçãosolubilizada.4.11.1 A composição química destas ligas deverá ser:
19,0% Cr mínimo,29,5% Ni + Co mínimo, e2,5% Mo mínimo.
ou
14,5% Cr mínimo,
52% Ni + Co mínimo, e12% Mo mínimo.
4.11.2 Não existem limites ambientais com respeitoa pressões parciais de H2S ou enxofre elementar.
4.12 Ligas de Cobalto-Níquel-Cromo-Molibdênio(Categoria com Requisitos Específicos de
Liga)
Não existem limites ambientais com respeito apressões parciais de H2S ou enxofre elementar.4.12.1 As ligas UNS R30003, R30004, R30035 e aBritish Standard, Aerospace Series HR3 sãoaceitáveis a 35 HRC máximo, exceto quando indicadoem contrário.
4.12.2 Adicionalmente, a UNS R30035 é aceitável a51 HRC máximo na condição reduzida a frio eenvelhecida à alta temperatura, em conformidade comum dos seguintes tratamentos térmicos deenvelhecimento:
Tempo Mínimo (horas) Temperatura4 704°C (1.300°F)4 732°C (1.350°F)6 774°C (1.425°F)4 788°C (1.450°F)2 802°C (1.475°F)1 816°C (1.500°F)
4.12.3 A UNS R31233 trabalhada é aceitável nacondição solubilizada a 22 HRC máximo.
4.13 Ligas de Cobalto-Níquel-Cromo-Tungstênio(Categoria com Requisitos Específicos deLiga)
Não existem limites ambientais com respeito a
pressões parciais de H2S ou enxofre elementar.4.13.1 A UNS R30605 é aceitável a 35 HRC máximo.4.14 Ligas de Titânio (Categoria com Requisitos
Específicos de Liga)
Não existem limites ambientais com respeito apressões parciais de H2S ou enxofre elementar.
Diretrizes específicas deverão ser seguidas paraaplicações satisfatórias de cada liga de titânioespecificada nesta norma. Por exemplo, poderáocorrer fragilização por hidrogênio de ligas de titânio _________________ (9) Normalmente os aços inoxidáveis duplex contêm ummáximo de aproximadamente 2% de manganês.se as mesmas forem galvânicamente unidas a certosmetais ativos (ex.: aço carbono) em meio aquoso
contendo H2S a temperaturas acima de 80°C (176°F).Algumas ligas de titânio podem ser suscetíveis acorrosão em fendas e/ou a SSC em ambientes comcloretos. Embora não tenha sido demonstrado que adureza tenha correlação com a suscetibilidade aSSC/SCC, foram incluídos limites de dureza para ligasde alta resistência para indicar os níveis máximos deensaios e condições de tratamento térmico (quandoaplicável) aos quais não ocorreu falha.
16
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 17/48
NACE MR0175-2003 __________________________________________________________________
4.14.1 A UNS R53400 é aceitável na condiçãorecozida. O tratamento térmico deverá compreender recozimento a 774° ±14°C (1.425 ±25°F) durante 2horas seguido de esfriamento ao ar. A dureza máximadeverá ser 92 HRB.
4.14.2 A UNS R58640 é aceitável a 42 HRCmáximo.
4.14.3 A UNS R50400 é aceitável a 100 HRBmáximo.
4.14.4 A UNS R56260 é aceitável a 45 HRCmáximo em cada uma das três condições seguintes:(1) recozido; (2) solubilizado; (3) solubilizado eenvelhecido.
4.14.5 A UNS R56403 trabalhada é aceitável a 36HRC máximo na condição recozida.
4.14.6 A UNS R56404 é aceitável a 35 HRCmáximo na condição recozida.
4.14.7 A UNS R56323 é aceitável a 32 HRCmáximo na condição recozida.
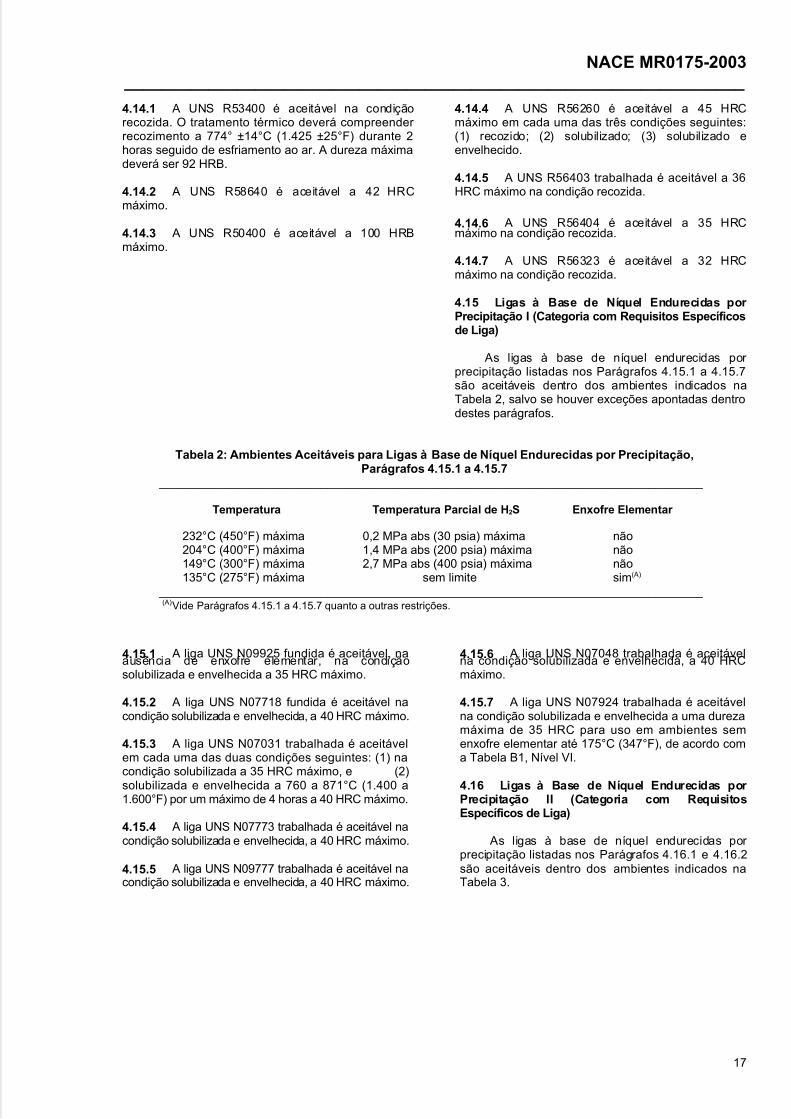
4.15 Ligas à Base de Níquel Endurecidas por Precipitação I (Categoria com Requisitos Específicosde Liga)
As ligas à base de níquel endurecidas por precipitação listadas nos Parágrafos 4.15.1 a 4.15.7são aceitáveis dentro dos ambientes indicados naTabela 2, salvo se houver exceções apontadas dentrodestes parágrafos.
Tabela 2: Ambientes Aceitáveis para Ligas à Base de Níquel Endurecidas por Precipitação,Parágrafos 4.15.1 a 4.15.7
_________________________________________________________________________________
Temperatura Temperatura Parcial de H2S Enxofre Elementar
232°C (450°F) máxima 0,2 MPa abs (30 psia) máxima não204°C (400°F) máxima 1,4 MPa abs (200 psia) máxima não149°C (300°F) máxima 2,7 MPa abs (400 psia) máxima não135°C (275°F) máxima sem limite sim(A)
_________________________________________________________________________________ (A)Vide Parágrafos 4.15.1 a 4.15.7 quanto a outras restrições.
4.15.1 A liga UNS N09925 fundida é aceitável, naausência de enxofre elementar, na condiçãosolubilizada e envelhecida a 35 HRC máximo.
4.15.2 A liga UNS N07718 fundida é aceitável nacondição solubilizada e envelhecida, a 40 HRC máximo.
4.15.3 A liga UNS N07031 trabalhada é aceitávelem cada uma das duas condições seguintes: (1) nacondição solubilizada a 35 HRC máximo, e (2)solubilizada e envelhecida a 760 a 871°C (1.400 a1.600°F) por um máximo de 4 horas a 40 HRC máximo.
4.15.4 A liga UNS N07773 trabalhada é aceitável nacondição solubilizada e envelhecida, a 40 HRC máximo.
4.15.5 A liga UNS N09777 trabalhada é aceitável nacondição solubilizada e envelhecida, a 40 HRC máximo.
4.15.6 A liga UNS N07048 trabalhada é aceitávelna condição solubilizada e envelhecida, a 40 HRCmáximo.
4.15.7 A liga UNS N07924 trabalhada é aceitávelna condição solubilizada e envelhecida a uma durezamáxima de 35 HRC para uso em ambientes semenxofre elementar até 175°C (347°F), de acordo coma Tabela B1, Nível VI.
4.16 Ligas à Base de Níquel Endurecidas por Precipitação II (Categoria com RequisitosEspecíficos de Liga)
As ligas à base de níquel endurecidas por precipitação listadas nos Parágrafos 4.16.1 e 4.16.2são aceitáveis dentro dos ambientes indicados naTabela 3.
17

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 18/48
NACE MR0175-2003 __________________________________________________________________
Tabela 3: Ambientes Aceitáveis para Ligas à Base de Níquel Endurecidas por Precipitação,Parágrafos 4.16.1 e 4.16.2
_________________________________________________________________________________
Temperatura Temperatura Parcial de H2S Enxofre Elementar
232°C (450°F) máxima 0,2 MPa abs (30 psia) máxima não204°C (400°F) máxima 1,4 MPa abs (200 psia) máxima não199°C (390°F) máxima 2,3 MPa abs (330 psia) máxima não191°C (375°F) máxima 2,5 MPa abs (360 psia) máxima não149°C (300°F) máxima 2,8 MPa abs (400 psia) máxima não135°C (275°F) máxima sem limite sim
_________________________________________________________________________________
4.16.1 A liga UNS N09925 trabalhada é aceitávelem cada uma das 5 condições seguintes: (1) traba-lhada a frio a 35 HRC máximo; (2) solubilizada a35 HRC máximo; (3) solubilizada e envelhecida a38 HRC máximo; (4) trabalhada a frio e envelhecidaa 40 HRC máximo; e (5) acabada a quente e
envelhecida a 40 HRC máximo.4.16.2 A liga UNS N07718 trabalhada é aceitávelem cada uma das 4 condições seguintes: (1) solubili-zada a 35 HRC máximo; (2) trabalhada a quente a35 HRC máximo; (3) trabalhada a quente e envelhe-
cida a 35 HRC máximo; e (4) solubilizada eenvelhecida a 40 HRC máximo.
4.17 Ligas à Base de Níquel Endurecidas por Precipitação III (Categoria com RequisitosEspecíficos de Liga)
As ligas à base de níquel endurecidas por precipitação listadas nos Parágrafos 4.17.1 e 4.17.2são aceitáveis dentro dos ambientes indicados naTabela 4.
Tabela 4: Ambientes Aceitáveis para Ligas à Base de Níquel Endurecidas por Precipitação,Parágrafos 4.17.1, 4.17.2 e 4.17.3
_________________________________________________________________________________
Temperatura Temperatura Parcial de H2S Enxofre Elementar
232°C (450°F) máxima 1,0 MPa abs (150 psia) máxima não220°C (425°F) máxima 2,1 MPa abs (300 psia) sim204°C (400°F) máxima 4,1 MPa abs (600 psia) máxima não177°C (350°F) máxima sem limite sim
_________________________________________________________________________________
4.17.1 A liga UNS N07716 trabalhada é aceitável a 43HRC máximo na condição solubilizada e envelhecida.4.17.2 A liga UNS N07725 trabalhada é aceitável a 43HRC máximo na condição solubilizada e envelhecida.4.17.3 A liga UNS N07626, totalmente densacompactada a quente por um processo metalúrgicode pó, é aceitável na condição solubilizada (927°C[1.700°F] mínimo) e envelhecida (538 a 816°C [1.000a 1.500°F]) ou na condição envelhecida direta (538 a816°C [1.000 a 1.500°F]) a uma dureza máxima de40 HRC e um limite de resistência à tração máximo
de 1.380 MPa (200 ksi).
4.18 Aço Inoxidável Austenítico Endurecívelpor Precipitação (Liga Individual)
4.18.1 O aço inoxidável austenítico endurecível por precipitação com composição química de acordo comUNS S66286 (liga individual) é aceitável a 35 HRCde dureza máxima, desde que esteja ou na condiçãosolubilizada e envelhecida ou na condição solubiliza-
da e duplamente envelhecida. A liga é aceitável atéuma pressão parcial máxima de H2S de 0,1 MPa abs(15 psia) a 65°C (150°F) máximo, sem enxofre elementar.4.19 Ligas à Base de Alumínio (Categoria)
Não foram estabelecidos limites ambientais.4.20 Ligas à Base de Cobre (Categoria)10
Não foram estabelecidos limites ambientais.4.21 Tântalo Comercialmente Puro (LigaIndividual)
A liga UNS R05200 é aceitável na condição
recozida, e na condição soldada no processo TIG(GTAW – gas tungsten-arc welding) e recozida, a 55HRB máximo.
________________ 10 As ligas à base de cobre poderão sofrer corrosãoacelerada com perda de massa em ambientes petrolífe-rossulfurosos, especialmente se houver presença de oxigênio.
18
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 19/48
NACE MR0175-2003 __________________________________________________________________
SEÇÃO 5: FABRICAÇÃO
5.1 Geral
Os materiais e os processos de fabricaçãodeverão atender aos requisitos desta seção se omaterial for exposto a ambientes sulfurosos.
5.2 Revestimentos
5.2.1 Os revestimentos aplicados em aços carbonoe de baixa liga ou em aços inoxidáveis martensíticospor processos térmicos tais como soldagem,brasagem à prata, ou sistemas de metalização por pulverização, são aceitáveis para uso em ambientessulfurosos, desde que o substrato não exceda atemperatura crítica mais baixa durante a aplicação.Nos casos em que a temperatura crítica mais baixaseja ultrapassada, o componente deverá ser submetido a tratamento térmico ou a alívio térmico detensão em conformidade com procedimentos quetenham demonstrado ser capazes de devolver ometal-base à sua dureza especificada nesta norma.
5.2.2 Ligas de carboneto de tungstênio e cerâmicassão satisfatórias, sujeito às condições do Par. 5.2.1.5.2.3 A união de materiais dissimilares, tais comocarbonetos cementados a aços-ligas por brasagem aprata, é aceitável. O metal-base após brasagemdeverá atender aos requisitos do Parágrafo 5.2.1.5.2.4 Os materiais listados na Seção 4 são aceitá-veis como revestimentos por solda, desde queatendam às disposições do Parágrafo 5.2.1.
5.2.5 Revestimentos de ligas à base de níquel e àbase de cobalto são aceitáveis para aplicações derecobrimento superficial por soldagem à resistência(hardfacing), sujeito às condições do Parágrafo 5.2.1.5.3 Soldagem(11)
5.3.1 Procedimentos de soldagem deverão ser utilizados para produzir conjuntos soldados queatendam aos requisitos de dureza especificados parao metal-base nas Seções 3 e 4. Os procedimentos desoldagem e os soldadores deverão ser qualificadosde acordo com AWS, API, ASME, ou outros códigosindustriais apropriados.
5.3.1.1 Os produtos tubulares listados na TabelaD2 do Apêndice D com limite de escoamento mínimoespecificado de 360 MPa (52 ksi) ou menos, e osaços para vasos de pressão classificados comoP-N° 1, Categoria 1 ou 2, no ASME Boiler and Pressure Vessel Code, Section IX 19, atendem aosrequisitos do Parágrafo 5.3.1 na condição “como
soldado”. As qualificações do procedimento de solda,de acordo com AWS, API, ASME ou outras normasapropriadas, serão realizadas para qualquer procedimento de soldagem que seja utilizado.
________________ (11) As medições de dureza Vickers (HV 5- ou 10-kg) dassoldas são permitidas, porém não exigidas. 5.3.1.2 Os procedimentos de soldagem para açoscarbonos e aços de baixa liga poderão controlar asvariáveis de soldagem para conseguir uma durezamáxima de 22 HRC no conjunto soldado. Os controles
geralmente envolvem base restrita e composiçãoquímica do metal de adição e parâmetros de soldagem.A qualificação do procedimento deverá assegurar que adureza máxima requerida de 22 HRC seja atingida nodepósito de solda, ZTA e metal-base na condição “comosoldado”. A especificação do procedimento desoldagem resultante deverá documentar os controlesrequeridos para assegurar que a dureza máxima
requerida de 22 HRC seja atingida nos conjuntossoldados de produção(11).
5.3.1.3 Os conjuntos soldados de aço carbono e açode baixa l iga produzidos sem restrições nascomposições químicas do metal-base e metal de adiçãoe nos parâmetros de solda em conformidade com oParágrafo 5.3.1.2, deverão ser tratados térmicamenteapós soldagem a uma temperatura mínima de 621°C(1.150°F) para produzir uma dureza de 22 HRC máxima.5.3.1.4 Varetas de solda, eletrodos, fluxos, metais deadição, e consumíveis de soldagem de aços carbono ede baixa liga com mais de 1% de níquel, não deverãoser usados para soldagem dos aços carbono e de baixaliga indicados no Parágrafo 3.2.1.
5.3.2 Soldagem de Aço Inoxidável MartensíticoEste parágrafo trata da soldagem de aço
inoxidável martensítico no qual o metal-base ésoldado com um consumível nominalmentecorrespondente.
5.3.2.1 Os conjuntos soldados de aços inoxidáveismartensíticos definidos no Parágrafo 4.8.1 deverãoser submetidos a PWHT a 621°C (1.150°F) mínimo, edeverão produzir uma dureza na ZTA e metal desolda que atenda aos requisitos de dureza do metal-base especificados nesta norma.
5.3.2.2 Os conjuntos soldados de aços inoxidáveismartensíticos de baixo carbono definidos no Parágra-fo 4.8.2 deverão ser submetidos a PWHT de ciclo
simples ou múltiplo após terem sido previamenteresfriados a 38°C (100°F).
(1) O PWHT de ciclo simples deverá ser de 579 a621°C (1.075 a 1.150°F).
(2) O PWHT de ciclos múltiplos deverá ser de 671a 691°C (1.240 a 1.275°F), com resfriamento a 38°C(100°F) ou menos antes do aquecimento a 579 a621°C (1.075 a 1.150°F).
5.3.3 Soldagem de Aço Inoxidável Austenítico, AçoInoxidável Duplex, e Ligas à Base de Níquel
Os requisitos deste parágrafo para soldagemsão pertinentes a aços inoxidáveis austeníticos e
duplex e ligas à base de níquel que sejam reforça-dos em solução sólida na condição solubilizada esejam soldados a iguais metais-base. Estes conjun-tos soldados podem ser classificados em dois tipos:(1) aqueles usando materiais de adição corres-pondentes ou (2) aqueles usando material de adiçãocom PREN superior (teor maior de liga) ao metal-base.
A soldagem de aços inoxidáveis austeníticos eduplex e de ligas à base de níquel deverá ser execu-
19
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 20/48
NACE MR0175-2003 __________________________________________________________________
tada de acordo com os requisitos do Parágrafo 5.3.1.A dureza da ZTA após soldagem não deverá exceder a dureza máxima permitida para o metal-base, e adureza do metal de solda não deverá exceder olimite de dureza máximo da respectiva liga usadapara o consumível de solda.
5.3.3.1 Soldagem de Aços Inoxidáveis Austeníticos
5.3.3.1.1 Quando forem especificados aços inoxi-dáveis austeníticos de grau “L”, eles deverão conter um máximo de 0,03% de carbono.
5.3.3.2 Soldagem de Aços Inoxidáveis Duplex5.3.3.2.1 O registro de qualificação do procedimen-to de solda (PQR) deverá assegurar que todas asregiões do conjunto soldado contenham 30 a 70 vol%de ferrite.
5.3.3.3 Soldagem de Ligas à Base de NíquelSolubilizadas
5.3.3.3.1 Não existem requisitos de dureza parasoldagem das ligas acima com metal de solda à base
de níquel em solução sólida.5.3.4 Soldagem de Aço Inoxidável e Liga à Base de
Níquel Endurecíveis por Precipitação
Os requisitos deste parágrafo para soldagemabrangem os aços inoxidáveis e ligas à base deníquel endurecíveis por precipitação que são permiti-dos na Seção 4.
A dureza do metal-base após soldagem nãodeverá exceder o valor máximo permitido para ometal-base, e a dureza do metal de solda não deveráexceder ao limite máximo do respectivo metal-basepara a liga de solda.
5.4 Marcas de Identificação
5.4.1 A identificação com estampagem de baixatensão (pontos, vibratória, e V redondo), é aceitável.5.4.2 A estampagem em V agudo é aceitável emáreas de baixa tensão, tais como o diâmetro externode flanges. A estampagem em V agudo não é permi-tida em áreas de alta tensão, a menos que o metalseja posteriormente submetido a alívio de tensão a593°C (1.100°F) no mínimo(12).
5.5 Rosqueamento
5.5.1 Roscas Usinadas
5.5.1.1 Processos de abertura de roscas por
usinagem são aceitáveis. _________________ 12 O usuário deverá estar ciente de que este alívio detensão poderá não ser apropriado para determinas ligas.5.5.2 Roscas Conformadas (Laminadas) a Frio5.5.2.1 Após as roscas terem sido conformadas afrio, o componente roscado deverá atender às condi-ções de tratamento térmico e requisitos de durezaindicados na Seção 3 ou 4 para a liga-mãe da qual ocomponente roscado foi fabricado.
5.6 Processos de Deformação a Frio
5.6.1 Processos de deformação a frio tais comobrunimento que não transmitam trabalho a frio acimadaquele incidental a operações normais deusinagem, tais como torneamento ou broqueamento,laminação, rosqueamento, e furação, são aceitáveis.5.6.2 A deformação a frio por encruamento devidoa jato-percussão (shot peening) é permitida quando
aplicada a materiais-base que atendam aos requisi-tos desta norma e quando limitada ao uso de umtamanho de granalha máximo de 2,0 mm (0,080”) e auma intensidade máxima de 10C Almen. O processodeverá ser controlado conforme a AMS-S-1316520.
SEÇÃO 6: PARAFUSAMENTO
6.1 Geral
Os materiais deverão atender aos requisitosdesta seção se eles forem expostos a ambientessulfurosos.
6.2 Parafusamento Exposto6.2.1 O parafusamento que venha a ser expostodiretamente ao ambiente sulfuroso ou que venha aser enterrado, isolado, equipado com protetores deflange, ou de outra forma protegido de exposiçãoatmosférica direta, deverá ser conforme descrito nosParágrafos 6.2.1.1, 6.2.1.2 ou 6.2.1.3. Poderá ser necessário baixar a classe de pressão em algunscasos ao se utilizar parafusos de baixa resistência.Para flanges da norma API 6A21 que usemparafusamento exposto, consulte a referida norma.
6.2.1.1 As porcas e materiais de parafusamentoaceitáveis deverão atender aos requisitos da Seção 3ou Seção 4 aplicáveis para o material-base.
6.2.1.2 São aceitáveis os materiais de parafusa-mento que atendam às seguintes especificações:ASTM A 193 / A 193M22 grau B7M, com limite deescoamento mínimo de 550 MPa (80.000 psi) e 22HRC; graus B8A Classe 1A e B8MA Classe 1A, comlimite de escoamento mínimo de 200 MPa (30.000psi) e 90 HRB máximo; ASTM A 320 / A320M23 grauL7M com limite de escoamento mínimo de 550 MPa(80.000 psi) e 22 HRC máximo; e graus B8A Classe1A e B8MA Classe 1A, com limite de escoamento de200 MPa (30.000 psi) e 90 HRB máximo.
6.2.1.3 As porcas deverão atender às especifica-ções ASTM A 194 / A 194M24 grau 2HM (22 HRC
máximo); grau 7M (22 HRC máximo); graus 8A e8MA (90 HRB máximo); ou ao Parágrafo 6.2.1.1.
20

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 21/48
NACE MR0175-2003 __________________________________________________________________
6.3 Parafusamento Não Exposto
6.3.1 O parafusamento que não seja diretamenteexposto a ambientes sulfurosos e não seja enterrado,isolado, equipado com protetores de flange, ou deoutra forma protegido de exposição atmosféricadireta, poderá ser fornecido conforme normasaplicáveis tais como ASTM A 193A / A 193M grau B7.
SEÇÃO 7 – CHAPEAMENTOSE REVESTIMENTOS
7.1 Geral
Os materiais deverão atender aos requisitosdesta seção se forem expostos a ambientessulfurosos.
7.1.1 Revestimentos metálicos (eletrogalvânicos ousem eletrólise, electroless), revestimentos de conver-são, e revestimentos ou isolamentos plásticos, nãosão aceitáveis para prevenir SSC/SCC de metais-base. O uso de tais revestimentos para outros fins
está fora do escopo desta norma. Os revestimentossão usados pela indústria como barreiras contracorrosão e contra várias formas de fissuramento por H2S úmido, porém estas aplicações estão fora doescopo desta norma.
7.2 Nitretação
7.2.1 A nitretação com uma profundidade decementação de 0,15 mm (0,0060”) é um tratamentosuperficial aceitável quando conduzido a umatemperatura abaixo do valor crítico mais baixo dosistema de liga sob tratamento. A sua utilizaçãocomo meio de prevenir SSC/SCC não é aceitável.
SEÇÃO 8: COMPONENTES ESPECIAIS
8.1 Geral
Os materiais para componentes especiaisincluindo instrumentação, dispositivos de controle,selos, mancais e molas, deverão atender aos requisi-tos desta seção se forem expostos diretamente aambientes sulfurosos durante a operação normal dodispositivo. O Parágrafo 1.4 apresenta as diretrizespara determinar a aplicabilidade da norma para usosespecíficos. Os materiais dos parágrafos da Seção 8não possuem limites ambientais exceto se ressalva-do no parágrafo.
8.2 Mancais
8.2.1 Mancais diretamente expostos a ambientessulfurosos deverão ser fabricados dos materiais dasSeções 3 e 4.
8.2.2 Pinos de mancais na liga de Ni-Cr-Mo-WUNS N10276, por ex. pinos do cilindro central (coreroll pins), são aceitáveis na condição trabalhada afrio a 45 HRC máximo.
8.2.3 Mancais fabricados de outros materiaisdevem ser isolados do ambiente sulfuroso a fim de
funcionarem adequadamente, exceto onde indicadono Parágrafo 8.2.2.
8.3 Molas
8.3.1 Molas diretamente expostas ao ambientesulfuroso deverão ser fabricadas dos materiaisdescritos nas Seções 3 e 4, exceto onde ressalvado
nos Parágrafos 8.3.2, 8.3.3 e 8.3.4.
8.3.2 A liga de Co-Ni-Cr-Mo UNS R30003 poderáser usada para molas na condição trabalhada a frio eendurecida por envelhecimento a 60 HRC máximo.A liga UNS R30035 poderá ser usada para molas nacondição trabalhada a frio e endurecida por envelhecimento a 55 HRC máximo quando envelhe-cida por um mínimo de 4 horas a uma temperaturanão inferior a 649°C (1.200°F).
8.3.3 As molas na liga de Ni-Cr UNS N07750 sãoaceitáveis na condição trabalhada a frio e endurecidapor envelhecimento a 50 HRC máximo.
8.3.4 A liga UNS N07090 poderá ser usada paramolas de válvulas de compressores na condiçãotrabalhada a frio e endurecida por envelhecimento a50 HRC máximo.
8.4 Instrumentação e Dispositivos de Controle8.4.1 Os componentes de instrumentação e dedispositivos de controle diretamente expostos aambientes sulfurosos deverão ser fabricados dosmateriais indicados nas Seções 3 e 4.
8.4.1.1 Os Parágrafos 4.2, 4.5 e 4.11 não têm afinalidade de impedir o uso do aço inoxidávelaustenítico UNS S31600, de aço inoxidávelaustenítico de alta liga, ou de conexões de com-pressão, dispositivos de peneiramento (screen
devices) e tubulações de instrumento ou controlefabricados de ligas à base de níquel, ainda que estescomponentes não satisfaçam aos requisitos estabe-lecidos naqueles parágrafos.
8.4.2 Diafragmas, Dispositivos de Medição dePressão, e Selos de Pressão
8.4.2.1 Estes componentes, quando diretamenteexpostos a um ambiente sulfuroso, deverão ser fabricados dos materiais das Seções 3 e 4, excetoonde ressalvado nos Parágrafos 8.4.2.2, 8.4.2.3 e8.4.2.4.
8.4.2.2 As ligas de Co-Ni-Cr-Mo UNS R30003 e
R30004 para diafragmas, dispositivos de medição depressão e selos de pressão, são aceitáveis a 60 HRCmáximo.
8.4.2.3 A liga de Co-Ni-Cr-Mo-W UNS R30260para diafragmas, dispositivos de medição de pressãoe selos de pressão, são aceitáveis a 52 HRCmáximo.
8.4.2.4 Os selos de pressão deverão atender aosrequisitos das Seções 3 e 4, ou poderão ser fabrica-dos da liga de Co-Cr-Ni-Mo trabalhada UNS R30159
21
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 22/48
NACE MR0175-2003 __________________________________________________________________
a 53 HRC máximo, com a direção primária desuporte da carga ou de contenção da pressãoparalela ao sentido longitudinal ou de laminação doproduto trabalhado.
8.4.3 A liga trabalhada UNS N08904 é aceitávelpara uso como tubulação de instrumentos nacondição recozida de 180 HV10 máximo.
8.5 Anéis e Juntas de Vedação
8.5.1 Anéis de vedação expostos diretamente aambientes sulfurosos deverão ser fabricados dosmateriais indicados nas Seções 3 e 4.
8.5.2 Anéis de compressão e juntas API de açoinoxidável austenítico fabricados nas composiçõesquímicas trabalhadas ou centrifugadas ASTM A 351 /A 351 M grau CF8 ou CF8M, são aceitáveis noestado bruto de fusão (as-cast) ou na condiçãosolubilizada a 160 HBW (83 HRB) máximo.
8.6 Anéis de Pressão
8.6.1 Anéis de pressão diretamente expostos aambiente sulfuroso deverão ser fabricados dosmateriais aplicáveis das Seções 3 e 4, exceto onderessalvado no Parágrafo 8.6.2.
8.6.2 Os anéis de pressão da liga de aço inoxidávelendurecida por precipitação UNS S15700 original-mente na condição RH950 solubilizada e envelheci-da, são aceitáveis quando submetidos adicionalmen-te a tratamento térmico a uma dureza de 30 a 32HRC como segue:
8.6.2.1 O procedimento de tratamento térmico(processo de três etapas) consistirá de:
(1) Revenimento a 621°C (1.150°F) por 4 horas e15 minutos. Esfriar à temperatura ambiente em
ar calmo.
(2) Revenimento a 621°C (1.150°F) por 4 horas e15 minutos. Esfriar à temperatura ambiente emar calmo.
(3) Revenimento a 566°C (1.050°F) por 4 horas e15 minutos. Esfriar à temperatura ambiente emar calmo.
8.7 Pinos de Mancais
8.7.1 Pinos de mancais, por ex. pinos do cilindrocentral (core roll pins), fabricados da liga UNSN10276 na condição trabalhada a frio com umadureza máxima de 45 HRC, poderão ser usados.
8.8 Componentes Especiais de Processo(13)
8.8.1 Ligas de Co-Cr-W e de Ni-Cr-B, sejamfundidas, beneficiadas por metalurgia do pó, oubeneficiadas termomecânicamente, são aceitáveis.8.8.2 Ligas de carboneto de tungstênio, sejamfundidas ou cementadas, são aceitáveis.
SEÇÃO 9: CABEÇAS-DE-POÇO, ÁRVORES-DE-NATAL, VÁLVULAS, ESTRANGULADORES,
E CONTROLADORES DE NÍVEL
9.1 Geral
Os materiais de fabricação deverão atender aosrequisitos desta seção se forem expostos a
ambientes sulfurosos.
9.2 Cabeças-de-Poço e Árvores-de-Natal
9.2.1 Os componentes diretamente expostos aambientes sulfurosos deverão ser fabricados emconformidade com os requisitos das Seções 3 a 8.Componentes da cabeça-de-poço que não sejamdiretamente expostos ao ambiente sulfuroso, ou quesejam expostas ao ambiente de perfuraçãocontrolado (vide Parágrafo 12.2.2), estão fora doescopo desta norma.
9.2.2 Os componentes fabricados das ligas UNSS41000, S42000, S42400, J91150 (CA15), J91151
(CA15M) e J91540 (CA6NM) são aceitáveis para usoem ambientes sulfurosos quando o pH for ≥ 3.5. Asligas deverão ser beneficiadas em conformidade como Parágrafo 4.8.1 ou 4.8.2. Os componentes aceitá-veis não deverão incluir suspensores de revestimen-to, suspensores da coluna de produção (tubing hangers), e hastes de válvulas.
9.2.3 Componentes fabricados de ligas à base deníquel conforme o Parágrafo 4.11.1 ou 4.15, e emconformidade com API 6A, são aceitáveis.
9.2.4 Componentes (exceto corpos e tampas) fabri-cados de aços inoxidáveis endurecíveis por precipita-ção de acordo com os Parágrafos 9.2.4.1 e 9.2.4.2,são aceitáveis dentro dos limites ambientais indica-
dos para cada liga.9.2.4.1 Aço Inoxidável Martensítico Endurecível por
Precipitação
A liga UNS S17400, um aço inoxidável traba-lhado endurecido por precipitação com um limitemáximo de dureza de 33 HRC, é aceitável a 3,4 kPaabs (0,50 psia) de H2S em um pH de 4,5 ou acima. Aliga deverá estar em uma das seguintes condiçõesde tratamento térmico:
9.2.4.1.1 Tratamento Térmico de Endurecimentopor Envelhecimento Duplo a 621°C(1.150°F)
(1) Solubilização a 1.038 ±14°C (1.900 ±25°F) e
esfriamento ou têmpera em líquido a menos de32°C (90°F).
(2) Primeiro ciclo de endurecimento por precipitaçãoa 621 ±14°C (1.150 ±25°F) por 4 horas mínimoà temperatura e esfriamento ao ar ou têmperaem líquido a menos de 32°C (90°F).
________________
(13) Alguns dos materiais usados para aplicações resisten-tes ao desgaste poderão se tornar quebradiços. O trinca-
22

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 23/48
NACE MR0175-2003 __________________________________________________________________mento ao ambiente poderá ocorrer se estes materiais foremsubmetidos a tensão interna.
23

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 24/48
NACE MR0175-2003 __________________________________________________________________
(3) Segundo ciclo de endurecimento por precipi-tação a 621 ±14°C (1.150 ±25°F) por 4 horasmínimo à temperatura e esfriamento ao ar outêmpera em líquido a menos de 32°C (90°F).
9.2.4.1.2 Tratamento Térmico de Endurecimentopor Envelhecimento Duplo Modificado
(1) Solubilização a 1.038° ±14°C (1.900 ±25°F) eesfriamento ao ar ou têmpera em líquido amenos de 32°C (90°F).
(2) Primeiro ciclo de endurecimento por precipitaçãoa 760 ±14°C (1.400 ±25°F) por 2 horas mínimoà temperatura e esfriamento ao ar ou têmperaem líquido a menos de 32°C (90°F).
(3) Segundo ciclo de endurecimento por precipi-tação a 621 ±14°C (1.150 ±25°F) por 4 horasmínimo à temperatura e esfriamento ao ar outêmpera em líquido a menos de 32°C (90°F).
9.2.4.2 Aço Inoxidável Martensítico Endurecível por Precipitação Modificado por Molibdênio
A liga UNS S45000, um aço inoxidávelmartensítico trabalhado endurecível por precipitaçãoe modificado por molibdênio, com um limite máximode dureza de 31 HRC (igual a 306 HBW para estaliga), é aceitável a 10 kPa abs (1,5 psia) de H2S emum pH de 3,5 ou superior. O procedimento de trata-mento térmico para esta liga deverá ser como segue:(1) Solubilização.
(2) Endurecimento por precipitação a 621 ±8°C(1.150 ±15°F) por 4 horas mínimo àtemperatura.
9.2.5 Componentes (exceto corpos e tampas)fabricados da liga trabalhada UNS N05500 com umadureza máxima de 35 HRC, são aceitáveis a 3,4 kPaabs (0,5 psia|) em um pH de 4,5 ou acima: (1) traba-lhados a quente e endurecidos por envelhecimento;(2) solubilizados); e (3) solubilizados e endurecidospor envelhecimento.
9.3 Válvulas e Estranguladores
As válvulas e estranguladores deverão ser fabricados de materiais em conformidade com asSeções 3 a 9.
9.4 Eixos, Hastes, e Pinos
Eixos, hastes e pinos deverão ser fabricados demateriais em conformidade com as Seções 3, 4 e 9,e conforme indicado no Parágrafo 9.4.1.
9.4.1 O aço inoxidável austenítico UNS S20910 éaceitável para eixos, hastes e pinos de válvulas, auma dureza máxima de 35 HRC na condição traba-lhada a frio, desde que o trabalho a frio seja precedi-do de um tratamento térmico de solubilização.
9.5 Componentes Internos para Válvulas, Regu-ladores de Pressão, e Controladores deNível
9.5.1 As ligas fundidas CB7Cu-1 e CB7Cu-2 nacondição H1150 DBL em conformidade com ASTM A747 / A 747M25 são aceitáveis para componentes nãosujeitos a pressão a 310 HBW máximo (30 HRC
máximo). Os aços inoxidáveis martensíticos endure-cíveis por precipitação que estejam em conformidadecom esta norma têm proporcionado serviço decampo satisfatório em alguns ambientes sulfurosos.Estes materiais poderão, contudo, apresentar níveisde tensão de piso em testes de laboratório cfe. NACETM0177 que sejam inferiores àqueles para outrosmateriais incluídos nesta norma.
9.5.2 Os aços inoxidáveis martensít icostrabalhados endurecíveis por precipitação UNSS17400 e S15500 são aceitáveis para componentesnão sujeitos a pressão à dureza máxima de 33 HRC,desde que tenham sido tratados térmicamente emconformidade com o Parágrafo 9.2.4.1.1 ou 9.2.4.1.2.
Os aços inoxidáveis martensíticos endurecíveis por precipitação que estejam em conformidade com estanorma têm proporcionado serviço de camposatisfatório em alguns ambientes sulfurosos. Estesmateriais poderão, contudo, apresentar níveis detensão de piso em testes de laboratório cfe. NACETM0177 que sejam inferiores àqueles para outrosmateriais incluídos nesta norma.
9.5.3 O aço inoxidável martensítico trabalhadoendurecível por precipitação UNS S45000 é aceitávelpara componentes não sujeitos a pressão a 31 HRCde dureza máxima (equivalente a 306 HBW para estaliga), desde que tenha sido tratado térmicamentecomo segue:
9.5.3.1 Procedimento para Tratamento Térmico deDuas Etapas
(1) Solubil ização.
(2) Endurecimento por precipitação a 621 ±8°C(1.150 ±15°F) por um mínimo de 4 horas.
9.5.4 A liga trabalhada UNS N05500 é aceitávelpara componentes não sujeitos a pressão a 35 HRCmáximo em cada uma das três condições seguintes:(1) trabalhado a quente e endurecido por envelheci-mento; (2) solubilizado; (3) solubilizado e endurecidopor envelhecimento.
9.5.5 A liga trabalhada UNS N07750 é aceitávelpara componentes não sujeitos a pressão conforme olimite de dureza e as condições de tratamentotérmico a 35 HRC máximo em cada uma das quatrocondições seguintes: (1) solubilizado e envelhecido;(2) solubilizado; (3) trabalhado a quente; e (4)trabalhado a quente e envelhecido.
9.5.6 Componentes (exceto corpos e tampas)fabricados da liga trabalhada UNS N05500 conformeo limite de dureza e condições de tratamento térmicodo Parágrafo 9.2.5, têm sido usados em aplicações
24

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 25/48
NACE MR0175-2003 __________________________________________________________________
de ferramentas de manutenção na superfície paraserviço temporário em ambientes de poços. Não foiestabelecido um limite válido de uso para estas ligaspara as aplicações mencionadas.
9.5.7 A liga UNS S17400 em conformidade com oslimites de dureza e tratamentos térmicos doParágrafo 9.2.4.1 tem sido usada em aplicações de
ferramentas em serviço na superfície quandosubmetida a tensão inferior a 60% de sua resistênciaao escoamento mínima especificada sob condiçõesde trabalho. Os limites ambientais para esta liga paraas citadas aplicações não foram estabelecidos.
SEÇÃO 10: REVESTIMENTOS, COLUNAS DEPRODUÇÃO E EQUIPAMENTOS, DE
SUB-SUPERFÍCIE
O revestimento ou coluna de produçãoexpostos a ambientes sulfurosos deverão atender aos requisitos da Tabela D2 do Apêndice D.O revestimento que não seja exposto a fluídossulfurosos ou que seja exposto somente ao ambiente
do fluído de perfuração controlado (vide Parágrafo12.2.2) está fora do escopo desta norma. Osmateriais qualificados deverão ser normatizados por códigos nacionais reconhecidos e órgãoscompetentes aplicáveis.
10.1 Componentes Tubulares de Aço Carbonoe de Baixa Liga
10.1.1 Componentes tubulares fabricados de açosCrMo de baixa liga (AISI 41XX e suas modificações)são aceitáveis a uma dureza máxima de 26 HRC,desde que estejam na condição de têmpera erevenido.
10.1.2 Componentes tubulares fabricados de aços
CrMo de baixa liga (AISI 41XX e suas modificações)são aceitáveis na condição de têmpera e revenido auma dureza máxima de 30 HRC, e na resistência aoescoamento mínima especificada (SMYS) nos grausde 690, 720, e 760 MPa (100, 105, e 110 ksi).A resistência ao escoamento máxima para cada graudeverá ser 100 MPa (15 ksi) maior do que a SMYS.A resistência a SSC/SCC será medida utilizando-se oMétodo A de Teste da norma NACE TM0177, e atensão de piso mínima deverá ser 85% da SMYS.Para os aços de alta resistência e baixa liga, não hádados correlatos entre os métodos de teste da NACEe os resultados de campo, e não existe nenhum dadoque possa suportar tecnicamente uma restrição finita.Na época em que estas ligas foram incluídas na
MR0175, a aplicação primária para estes aços foipara revestimento de proteção em poços com menosde 7 kPa abs (1 psia) de pressão parcial de H 2S.
10.1.3 A composição química e tratamento térmicorequerem a máxima atenção, para assegurar aresistência a SSC/SCC destas ligas a um valor maior do que 22 HRC. Assim, ao usar estas ligas acima de22 HRC, é prática comum do usuário conduzir testesde SSC/SCC (conforme o Parágrafo 1.6) paradeterminar que o material tenha desempenho emSSC/SCC equivalente a materiais similares que
tenham apresentado serviço satisfatório emambientes sulfurosos.
10.1.4 Se os componentes tubulares tiverem sidoendireitados a frio a ou abaixo de 510°C (950°F), elesdeverão ser submetidos a alívio de tensão a ummínimo de 482°C (900°F). Se os componentestubulares tiverem sido conformados a frio (pin nosed
e/ou caixa expandida) e a resultante deformaçãopermanente da fibra externa for superior a 5%, asregiões conformadas a frio deverão sofrer tratamentotérmico de alívio de tensão a uma temperaturamínima de 593°C (1.100°F). A conformação a frio deconexões de componentes tubulares de alta resistên-cia com durezas acima de 22 HRC exigirá tratamentotérmico de alívio de tensão a uma temperaturamínima de 593°C (1.100°F).
10.2 Componentes Tubulares de Aço InoxidávelAustenítico de Alta Liga
Este tipo de aço deverá conter pelo menos osseguintes elementos e atender aos requisitos dePREN ou Ni + 2 Mo dos parágrafos subseqüentes:
C-0,08% máx., Cr-16% mín., Ni-8% mín., P-0,03%máx., S-0,030% máx., Mn-2% máx., e Si-0,5% máx..Outros elementos de liga são permitidos.
10.2.1 Ni% + 2 Mo% >30 e 2% Mo Mínimo
Os aços inoxidáveis austeníticos de alta ligadesta categoria são aqueles com Ni% + 2 Mo% >30 e2% Mo mínimo. Todos os aços inoxidáveisausteníticos de alta liga são aceitáveis para uso nacondição solubilizada e trabalhada a frio a 35 HRCmáximo. Ligas de fácil usinagem não são aceitáveis.As restrições ambientais são as seguintes:
10.2.1.1 As ligas de Ni% + 2 Mo% >30 e 2% Momínimo são aceitáveis para uso com uma pressão
parcial de H2S de 100 kPa (15 psia) a uma tempera-tura máxima de 60°C (140°F) sem enxofre elementar e sem restrições a cloretos. Se o teor de cloreto for abaixo de 50 mg/L, a pressão parcial de H2S deveráser inferior a 350 kPa (50 psia).
10.2.2 PREN >40
Os aços inoxidáveis austeníticos de alta ligadesta categoria são aqueles com PREN >40. Todosos aços inoxidáveis austeníticos de alta liga sãoaceitáveis para uso na condição solubilizada etrabalhada a frio a 35 HRC máximo. Ligas de fácilusinagem não são aceitáveis. As restriçõesambientais são as seguintes:
10.2.2.1 A uma temperatura máxima de 121°C(250°F), a pressão parcial máxima de H2S deverá ser de 700 kPa abs (100 psia), com um máximo de 5.000mg/L de cloreto, e sem a presença de nenhumenxofre elementar (livre).
10.2.2.2 A uma temperatura máxima de 149°C(300°F), a pressão parcial máxima de H2S deverá ser de 310 kPa abs (45 psia), com um máximo de 5.000mg/L de cloreto, e sem a presença de nenhumenxofre elementar (livre).
25
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 26/48
NACE MR0175-2003 __________________________________________________________________
10.2.2.3 A uma temperatura máxima de 171°C(340°F), a pressão parcial máxima de H2S deverá ser de 100 kPa abs (15 psia), com um máximo de 5.000mg/L de cloreto, e sem a presença de nenhumenxofre elementar (livre).
10.2.3 UNS N08926 (Liga Individual)
Esta liga é aceitável na condição solubilizada etrabalhada a frio a 35 HRC máximo e umatemperatura máxima de 121°C (250°F), com umapressão parcial máxima de H2S de 700 kPa abs (100psia), um máximo de 60.700 mg/L de cloreto, umapressão parcial máxima de CO2 de 1,4 MPa abs (200psia), e sem a presença de enxofre elementar (livre).10.3 Componentes Tubulares de Aço Inoxidável
Martensítico
10.3.1 Componentes tubulares conformeespecificação API 5CT/5CTM26 grau L-80 tipo 13Cr,são aceitáveis até uma pressão parcial máxima deH2S de 10 kPa abs (1,5 psia) em ambientes deprodução com um pH da água produzida ≥ 3,5.
10.3.2 Componentes tubulares da liga UNSS41426 são aceitáveis quando temperados erevenidos a 27 HRC máximo e limite de escoamentomáximo de 724 MPa (105 ksi), e aplicados até a umapressão parcial máxima de H2S de 10 kPa abs (1,5psia) em ambientes de produção com um pH da águaproduzida ≥ 3,5.
10.3.3 Componentes Tubulares com 15% Cr
A liga UNS S42500 (15Cr) é aceitável a umapressão parcial máxima de H2S de 10 kPa abs (1,5psia) em ambientes de produção com um pH da águaproduzida ≥ 3,5 como colunas de produção e reves-timentos, na condição de têmpera e têmpera dupla
(Parágrafo 10.3.3.1) a uma dureza máxima de 22HRC como grau 80 somente. A coluna de produção eo revestimento são limitados a aplicações onde apressão parcial de H2S seja inferior a 10 kPa abs (1,5psia) e o pH de qualquer fase aquosa produzida sejasuperior a 3,5. O procedimento de têmpera etratamento térmico de revenimento deverá atender àsseguintes limitações:
10.3.3.1 Austenitização 900°C (1.652°F) ou acima
Têmpera Têmpera em ar ou óleo1º Revenido 730°C (1.346°F) mínimo, a
seguir esfriar ao ambiente2° Revenido 620°C (1.148°F) mínimo, a
seguir esfriar ao ambiente
10.4 Componentes Tubulares de Aço InoxidávelDuplex
Componentes tubulares na condição solubiliza-da, de têmpera, e trabalhada a frio (o teor de ferritedeverá ser de 35 a 65 vol%), são aceitáveis nasseguintes condições:
10.4.1 Aços inoxidáveis duplex com 30≤ PREN≤ 40são aceitáveis com uma dureza máxima de 36 HRCpara ambientes contendo uma pressão parcial deH2S de 2 kPa abs (0,3 psia) ou abaixo.
10.4.2 Aços inoxidáveis duplex com 40<PREN<45são aceitáveis com uma dureza máxima de 36 HRCpara ambientes contendo uma pressão parcial deH2S de 20 kPa abs (3 psia) e 120.000 mg/L decloretos ou abaixo.
10.5 Componentes Tubulares à Base de NíquelComponentes tubulares à base de níquel
usados na subsuperfície - revestimentos, coluna deprodução, e os equipamentos correlatos
(suspensores e corpos de componentes desubsuperfície; elementos que sejam internos aoscorpos dos componentes de subsuperfície) – sãosujeitos aos requisitos da Seção 4 para ligas de usogeral ou desta parte da norma se o usuário assim odeterminar. As ligas se situam em duas divisões:(1) Ligas solubilizadas e trabalhadas a frio
(2) Ligas solubilizadas e endurecíveis por precipitação10.5.1 Componentes Tubulares
Ligas solubilizadas e trabalhadas a frio sãoaceitáveis a uma dureza máxima de 40 HRC. Asligas são designadas a categorias de desempenhoconforme os parâmetros ambientais possíveis. A
finalidade é estabelecer correspondência entreresistência e requisitos ambientais dos componentestubulares com aqueles dos tubulares. As categoriascom numeração mais alta podem ser usadas nascategorias de numeração mais baixa.
10.5.1.1 Grupo 1 – limite de escoamento máximode 1.030 MPa (150 ksi)
A composição química destas ligas deverá ser:19,5% Cr mínimo29,5% Ni + Co mínimo, e2,5% Mo mínimo
O ambiente aceitável deverá ser um dos
seguintes indicados na Tabela 5:
26

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 27/48
NACE MR0175-2003 __________________________________________________________________
Tabela 5: Ambientes Aceitáveis para Componentes Tubulares, Grupo 1 _________________________________________________________________________________
Temperatura Temperatura Parcial de H2S Enxofre
232°C (450°F) máxima 0,2 MPa abs (30 psia) máxima não218°C (425°F) máxima 0,7 MPa abs (100 psia) máxima não204°C (400°F) máxima 1,0 MPa abs (150 psia) máxima não177°C (350°F) máxima 1,4 MPa abs (200 psia) máxima não132°C (270°F) máxima sem limite sim
_________________________________________________________________________________
10.5.1.2 Grupo 2 – limite de escoamento máximo
de 1.030 MPa (150 ksi)
A composição química destas ligas deverá ser:
19% Cr mínimo45% Ni + Co mínimo, e6% Mo + W mínimo
O ambiente aceitável deverá ser um dosseguintes indicados na Tabela 6:
Tabela 6: Ambientes Aceitáveis para Componentes Tubulares, Grupo 2 _________________________________________________________________________________
Temperatura Temperatura Parcial de H2S Enxofre
218°C (425°F) máxima 2.0 MPa abs (300 psia) máxima não149°C (300°F) máxima sem limite sim
_________________________________________________________________________________
10.5.1.2 Grupo 3 – limite de escoamento máximo
de 1.240 MPa (180 ksi)
A composição química destas ligas deverá ser:
14,5% Cr mínimo52% Ni + Co mínimo, e12% Mo mínimo
O ambiente aceitável deverá ser um dosseguintes indicados na Tabela 7:
Tabela 7: Ambientes Aceitáveis para Componentes Tubulares, Grupo 3 _________________________________________________________________________________
Temperatura Temperatura Parcial de H2S Enxofre232°C (450°F) máxima 7.0 MPa abs (1.000 psia) máxima sim204°C (400°F) máxima sem limite sim
_________________________________________________________________________________
10.6 Equipamento de Levantamento Artificial10.6.1 Bombas da Haste de Sucção e Hastes de
Sucção
10.6.1.1 As bombas da haste de sucção e ashastes de sucção para serviço sulfuroso estão forado escopo desta norma, e estão cobertas por outrasnormas NACE e API. (Consultar norma NACEMR017627).
10.6.2 Equipamentos de Gas Lift
10.6.2.1 Os equipamentos de superfície esubsuperfície deverão atender aos requisitos dasSeções 3 a 8. Os revestimentos e colunas deprodução deverão satisfazer às estipulações daSeção 10.
10.6.2.2 Os aços inoxidáveis austeníticos e de altaliga e as ligas de níquel-cobre (UNS N05500, UNSN04400 e UNS N04405) são usados para serviço degas lift . Não foi estabelecido um limite de uso válidopara estas ligas para esta aplicação.
10.6.3 Outros Equipamentos de LevantamentoArtificial
10.6.3.1 Estes outros equipamentos estão fora doescopo desta norma.
10.7 Packers e Outros Equipamentos deSubsuperfície
10.7.1 Os materiais listados na Tabela D1 doApêndice D e os compreendidos nas Seções 3, 4, 8 e10, são aceitáveis para packers e outros equipamen-tos de subsuperfície, independentemente do formato,quando usados dentro da condição, dureza, elimitações ambientais especificadas.10.7.1.1 Os aços inoxidáveis martensíticosendurecíveis por precipitação são aceitáveis para
27
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 28/48
NACE MR0175-2003 __________________________________________________________________
packers e outros equipamentos de subsuperfície àsdurezas máximas, na condição de tratadostérmicamente, e dentro dos limites ambientais indica-dos nos Parágrafos 9.2.4.1 e 9.2.4.2.
10.7.1.2 A liga Tipo 420M (composição químicaconforme especificação API 5CT/5CTM grau L-80tipo 13Cr) é aceitável para packers e outros equipa-
mentos de subsuperfície, quando temperada e reve-nida a 22 HRC máximo e aplicada até a uma pressãoparcial máxima de H2S de 10 kPa abs (1,5 psia) emambientes de produção com um pH ≥ 3,5 da águaproduzida.
10.7.1.3 Componentes fabricados de barras deaço inoxidável martensítico de baixo carbono traba-lhado UNS S41427 na condição austenitizada,temperada e revenido duplo a 29 HRC máximo, sãoaceitáveis até uma pressão parcial máxima de H2Sde 10 kPa abs (1,5 psia) em ambientes de produçãocom um pH ≥ 3,5 da água produzida e NaCl ≤ 1,0% edesde que tratados térmicamente conforme oParágrafo 10.7.1.3.1.
10.7.1.3.1 Procedimento de Tratamento Térmico(Processo de Três Etapas):
(1) Austenitização a 900 a 980°C (1.652 a 1.796°F)e esfriamento ao ar ou têmpera em óleo àtemperatura ambiente.
(2) Revenimento a 600 a 700°C (1.112 a 1.292°F)e esfriamento ao ar à temperatura ambiente.
(3) Revenimento a 540 a 620°C (1.004 a 1.148°F)e esfriamento ao ar à temperatura ambiente.
10.7.2 Os aços inoxidáveis austeníticos (tais comoUNS S31600 e UNS N08020) e as ligas de níquel-
ferro-molibdênio (tais como UNS N08825) sãousados satisfatoriamente em componentes de sub-superfície - peneiras, tubulações da linha de controle,ferragens (ex.: parafusos de pressão, etc.), tubulaçãode injeção e equipamentos de injeção – emambientes mais severos do que aqueles mostradosna MR0175. Os limites ambientais para estas ligasnestas aplica-ções não foram estabelecidos.10.7.3 As ligas de níquel-cobre trabalhadas (UNSN05500 dentro do limite de dureza e condições detratamento térmico do Parágrafo 9.2.5, UNS N04400e UNS N04405), têm sido usadas em aplicações deassentamento, ajuste e ferramentas de manutençãona subsuperfície para serviço temporário. Os limitesambientais para estas ligas nestas aplicações não
foram estabelecidos.10.7.4 A liga UNS S17400, dentro dos limites dedureza e tratamento térmico do Parágrafo 9.2.4.1,tem sido usada para equipamentos de perfuração emanutenção de subsuperfície temporários que sãosubmetidos a tensão a menos de 60% de seu limitede escoamento mínimo especificado sob condiçõesde operação. Os limites ambientais para estas ligasnestas aplicações não foram estabelecidos.
10.8 Slips
10.8.1 Os slips estão fora do escopo desta norma.
SEÇÃO 11: POÇOS, LINHAS DE FLUXO,LINHAS DE COLETA, INSTALAÇÕES, E
PLANTAS DE PROCESSAMENTO DE CAMPO
11.1 GeralOs materiais usados para facilidades de
produção e instalações de processamento de campodeverão atender aos requisitos desta seção se foremexpostos a ambientes sulfurosos, e serão fabricadosem conformidade com a Seção 5.
11.2 Linhas de Fluxo e Linhas de Coleta
Os materiais e os procedimentos de fabrica-ção deverão atender às exigências das Seções 3 a 8.
11.3 Facilidades de Produção
11.3.1 Instalações de Processamento e Injeção
de Petróleo e Gás11.1.3.1 Os materiais e os procedimentos defabricação deverão atender aos requisitos dasSeções 3 a 8.
11.1.3.2 Se o conteúdo de cloreto nas soluçõesaquosas for sabidamente baixo ou controlado para semanter baixo (típicamente menos de 50 mg/L decloreto) em operações após separação, os limites deuso para aços inoxidáveis austeníticos (Parágrafo4.2), aços inoxidáveis austeníticos de alta liga(Parágrafo 4.5), aços inoxidáveis duplex (Parágrafos4.9 e 4.10) e ligas à base de níquel (Parágrafo 4.11),são menos obrigatórios do que aqueles indicadosnesta norma. Um limite válido de uso para estas ligas
não foi estabelecido para esta aplicação.
11.3.2 Plantas de Processamento Criogênico de Gás
11.3.2.1 O uso de aços-liga contendo mais de 1%de níquel poderá ser desejável em serviço a baixatemperatura a fim de promover resistência a fenda defragilidade (brittle fracture). Devido à ausência deágua neste serviço, estas ligas são aceitáveis, desdeque precauções adequadas (tais como proteção doequipamento pela utilização de metanol inibido)sejam tomadas durante a partida e parada. Os açostípicos incluídos nesta classe são ASTM A 333 /A 333M28 graus 3, 4, 7, 8 e 9; A 334 / A 334M29; A203 / A 203M30; A 420 / A 420M31 graus WPL-3,WPL-6 e WPL-8; A 350 / A 350M32 grau LF 3; A
353 / A 353M33 ; e A 68934 .
11.3.3 Injeção de Água e Descarte de Água
11.3.3.1 A seleção de materiais para instalaçõesde manuseio de água está fora do escopo destanorma. Consultar a norma NACE RP0475.11.4 Compressores e Bombas11.4.1 Os materiais expostos ao ambiente sulfuro-so deverão satisfazer aos requisitos das Seções 3 a8, exceto onde estabelecido nos Parágrafos 11.4.2 e11.4.3.
28

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 29/48
NACE MR0175-2003 __________________________________________________________________
11.4.2 Ferro fundido cinzento (ASTM A 278 / A278M35 Classe 35 ou 40) e ferro nodular (ASTM A395 / A 395M) são aceitáveis como cilindros,camisas, pistões, e válvulas de compressores. A ligade alumínio 355 T-7 (ASTM B 26 / B 26M36) é aceitá-vel para pistões. Alumínio, aço doce, e ferro doce debaixo carbono, são aceitáveis como juntas de
compressores que manuseiam gás sulfuroso.11.4.3 A liga UNS G43200 e uma versão modifica-da da G43200 que contém 0,28 a 0,33% de carbonosão aceitáveis para rotores de compressores a umlimite de escoamento máximo de 620 MPa (90 ksi),desde que tenham sido tratados térmicamente deacordo com o seguinte processo de três etapas:(1) Austenitização e têmpera.
(2) Revenimento a 621°C (1.150°F) mínimo, masabaixo da temperatura crítica mais baixa.Esfriar à temperatura ambiente antes dosegundo revenimento.
(3) Revenimento a 621°C (1.150°F) mínimo, mas
abaixo da temperatura do primeiro revenimento.Esfriar à temperatura ambiente.
11.4.4 As ligas de aço inoxidável martensíticofundido ou trabalhado UNS S41000, S42400, J91150(CA15), J91151 (CA15M), J91540 (CA6NM), sãoaceitáveis para uso em compressores em ambientessulfurosos à dureza máxima estipulada no Parágrafo4.8 e quando tratadas térmicamente de acordo comos Parágrafos 4.8.1.1 e 4.8.2.1.
11.4.4.1 A utilização destas ligas para rotores a umnível de resistência superior exigirá que elasapresentem uma tensão de piso de 95% do limite deescoamento efetivo em um ambiente de serviçoprevisto de equivalentes pH, pressão parcial de H2S,
e teor de cloretos.
11.4.5 Os aços inoxidáveis martensíticostrabalhados e endurecíveis por precipitação UNSS17400 e S15500 são aceitáveis para uso emcompressores em ambientes sulfurosos à durezamáxima de 33 HRC e quando tratadas térmicamentede acordo com os Parágrafos 9.2.4.1.1 ou 9.2.4.1.2.
11.4.5.1 A utilização destas ligas para rotores a umnível de dureza >33 HRC exigirá que elas apresen-tem uma tensão de piso de 95% do limite deescoamento efetivo em um ambiente de serviçoprevisto de equivalentes pH, pressão parcial de H2S,e teor de cloretos.
11.4.6 O aço inoxidável martensítico trabalhado e
endurecível por precipitação UNS S45000 é aceitávelpara uso em compressores em ambientes sulfurososà dureza máxima de 31 HRC (equivalente a 306HBW para esta liga) e quando tratada térmicamentede acordo com o Parágrafo 9.5.3.1.
11.4.7 Os aços inoxidáveis austeníticos queatendam aos requisitos do Parágrafo 4.2 são aceitá-
veis para uso em compressores em ambientes sulfu-rosos.
11.5 Conexões de Tubulação
11.5.1 Os aços carbono compatíveis com osrequisitos de ASTM A 105 / A 105M ou A 234 /A 234M37 graus WPB e WPC são aceitáveis nacondição trabalhada a quente às seguintes durezasmáximas: A 105 / A 105M (187 HBW); A 234 / A234M WPB e WPC (197 HBW).
SEÇÃO 12: EQUIPAMENTOS DEPERFURAÇÃO E MANUTENÇÃO DE POÇOS
12.1 Geral
Os materiais metálicos usados para equipa-mentos de perfuração e manutenção de poçosdeverão atender aos requisitos desta seção se elesforem expostos a ambientes sulfurosos, e deverãoser fabricados em conformidade com a Seção 5,exceto onde indicado em contrário nesta norma.12.2 Controle dos Ambientes de Perfuração e
Manutenção do Poço
12.2.1 As tensões de serviço envolvidas nasoperações de perfuração e manutenção do poçoexigem muitas vezes o uso de materiais e compo-nentes com dureza (resistência) superior àquela
permitida para aços carbono e de baixa liga naSeção 3. Quando tais materiais e componentesforem requeridos para perfuração de formações ouestejam operando em ambientes sulfurosos, o meioprimário para evitar SSC/SCC é o controle doambiente de perfuração ou manutenção do poço. Àmedida que as tensões de serviço e as durezas domaterial aumentam, o controle do fluído deperfuração cresce em importância.
12.2.2 O ambiente de perfuração é controlado pelamanutenção da altura hidrostática do fluído de perfu-ração e da densidade do fluído, a fim de minimizar fluído de formação “em fluxo”, e pela adoção de umou mais dos seguintes meios: (1) manutenção de um
pH 10 ou superior para neutralizar o H2S na formaçãoperfurada; (2) uso de eliminadores (scavengers)químicos de sulfeto; e (3) uso de um fluído de perfu-ração no qual o óleo é a fase contínua.
12.2.3 Quando for utilizado tubo de perfuração dealumínio, o pH do fluído de perfuração não deveráexceder 10,5 para evitar corrosão acelerada comperda de massa.
29

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 30/48
NACE MR0175-2003 __________________________________________________________________
12.3 Equipamento de Perfuração
12.3.1 Haste de Perfuração
12.3.1.1 Tubo de perfuração, acoplamentosauxiliares (tool joints), colares de perfuração (drill collars), e outros componentes tubulares.
12.3.1.1.1 Componentes tubulares de aço queatendam às especificações API listadas na TabelaD2 do Apêndice D são aceitáveis se o ambiente deperfuração for controlado (vide Parágrafo 12.2). Parauma resistência ideal a SSC/SCC, os componentesde aço com limites de escoamento mínimo especi-ficado superiores a 660 MPa (95 ksi) deverão ser tratados térmicamente por têmpera e revenido.12.3.1.2 Soldagem de Acoplamentos Auxiliares ao
Tubo de Perfuração
12.3.1.2.1 A solda e a ZTA deverão ser tratadastérmicamente por austenitização, esfriamento a umatemperatura abaixo da faixa de transformação, erevenido a uma temperatura mínima de 593°C
(1.100°F).12.3.1.3 Recobrimento Superficial por Soldagem à
Resistência (Hardsurfacing )
12.3.1.3.1 Os depósitos do recobrimento superfici-al em componentes de perfuração tubulares poderãoser aplicados somente a regiões de seção transver-sal aumentada onde as tensões de serviço sãoreduzidas. Estes depósitos não exigem tratamentotérmico após sua aplicação.
12.3.2 Brocas (Drill Bits)
12.3.2.1 As brocas estão fora do escopo destanorma.
12.3.3 Outros Componentes de Perfuração
12.3.3.1 Outros componentes de perfuração -bombas de lama, destorcedores (swivels), torneirasde emergência (kelly cocks), etc., deverão ser fabri-cados de materiais em conformidade com as Seções3 a 8. As partes destes componentes que sejamisoladas do fluído de perfuração sulfuroso, ou quesejam expostas somente ao ambiente controlado dofluído de perfuração (vide Parágrafo 12.2.2), estãofora do escopo desta norma.
12.4 Equipamento de Controle de Erupção doPoço – BOP (Blowout Preventer)
12.4.1 O corpo e os componentes do BOP(excluindo a gaveta de cizalhamento e suas lâminas – ram and ram shear blades) deverão atender àsexigências das Seções 3 a 8.
12.4.2 Lâminas de Cizalhamento do BOP12.4.2.1 Aços de alta resistência e alta dureza sãorequeridos para as lâminas da gaveta que realiza ocizalhamento da tubulação de perfuração durantecondições de emergência nesta operação. Estes
materiais, porém, são altamente suscetíveis aSSC/SCC.
12.4.3 Gavetas de Cizalhamento (Rams)
12.4.3.1 Aços de baixa liga processados de acordocom as Seções 3 a 8 são aceitáveis para gavetas decizalhamento. Aços de baixa liga da classe cromo-
molibdênio (e suas modificações) são aceitáveis paragavetas de cizalhamento a 26 HRC máximo nacondição de têmpera e revenido. Atenção especial érequerida quanto à composição química e tratamentotérmico a fim de assegurar resistência a SSC paraestas ligas em níveis de dureza acima de 22 HRC.Testes de SSC deverão ser conduzidos para estabe-lecer que o material é equivalente em desempenhoem SSC a materiais que tenham apresentadoserviços satisfatórios em ambientes sulfurosos.
12.5 Choke Manifolds e Linhas de Choke e Kill 12.5.1 Os choke manifolds e as linhas de choke ede kill deverão atender aos requisitos das Seções 3a 8.
12.6 Testes da Coluna de Perfuração
12.6.1 Os testes da coluna de perfuração não sãonormalmente conduzidos em um ambiente deperfuração controlado. Os materiais para estes testesdeverão atender aos requisitos das Seções 3 a 10 eParágrafo 12.2.1.
12.6.2 Os materiais mostrados na Tabela D2 doApêndice D podem também ser usados com procedi-mentos operacionais que levem em consideração osfatores enumerados no Parágrafo 1.4, que podemenvolver o uso de inibidores, entrada limitada, tempolimitado, pressão limitada, e fatores metalúrgicos oude projeto. Tais procedimentos operacionais estão
fora do escopo desta norma (vide API RP 7G38).
12.7 Ferramentas de Teste da Formação12.7.1 Os materiais para as ferramentas de testeda formação deverão satisfazer às exigências dasSeções 3 a 10 e Parágrafo 12.2.1.
12.8 Operações de Perfuração Flutuantes
12.8.1 Equipamento de Controle de Erupção doPoço (BOP)
12.8.1.1 Os BOPs deverão atender aos requisitosdo Parágrafo 12.4.
12.8.2 Sistemas do Riser de Perfuração12.8.2.1 Se a vazão dos fluídos sulfurosos daformação for manuseada desviando-se a vazão doBOP do fundo do mar para as linhas de choke e kill ,a coluna do riser de perfuração, as conexões doriser , as juntas esféricas ou flexíveis, e as juntastelescópicas, não precisam atender a esta norma.Se, todavia, o sistema do riser vir a ser exposto aambientes sulfurosos, os materiais usados deverãoatender aos requisitos das Seções 3 a 8 e Tabela D1.
12.8.3 Linhas de Choke e Kill
30
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 31/48
NACE MR0175-2003 __________________________________________________________________
12.8.3.1 Os materiais para as linhas e manifoldsde choke e de kill deverão satisfazer às exigênciasdas Seções 3 a 8.
12.9 Equipamentos de Manutenção do Poço
12.9.1 Containers de Amostragem de Fluído
12.9.1.1 Os containers pressurizados com o meiode produção deverão atender aos requisitos destanorma.
12.9.2 Ferramentas de Manutenção deSubsuperfície (downhole)
12.9.2.1 As ferramentas de manutenção desubsuperfície não estão compreendidas nesta norma.O usuário deverá assegurar que o material sejasatisfatório para o tempo limitado no ambiente deserviço pretendido.
12.9.3 Coluna de Trabalho (Work String)
12.9.3.1 As colunas de trabalho usadas durante amanutenção do poço quando fluídos sulfurosostenham de ser encontrados, deverão atender aosrequisitos do Parágrafo 10.1 ou 12.3 aplicáveis. Ascolunas de trabalho que tenham de ser expostassomente aos ambientes do fluído de perfuraçãocontrolados estão fora do escopo desta norma.12.9.4 Equipamentos de Controle de Erupção do
Poço (BOPs)
12.9.4.1 Os BOPs deverão atender aos requisitosdo Parágrafo 12.4.
12.9.5 Linhas de Choke e Kill
12.9.5.1 As linhas e manifolds de choke e de kill deverão satisfazer às exigências das Seções 3 a 9.12.9.6 Instalações para Testes de Produção
12.9.6.1 As instalações para testes de produçãodeverão atender aos requisitos das Seções 3 a 8.
12.9.7 Conjunto de Lubrificação da Linha deCabos (Wire Line)
12.9.7.1 O conjunto de lubrificação da linha decabos e equipamentos auxiliares deverão atender aos requisitos das Seções 3 a 8 e Tabela D1 doApêndice D.
SEÇÃO 13: ADIÇÃO DE NOVOS MATERIAISÀ SEÇÃO 3 – AÇOS CARBONO E DEBAIXA LIGA, E FERROS FUNDIDOS
13.1 Critérios de votação
Os aços carbono e de baixa liga e os ferrosfundidos com uma dureza superior a 22 HRC quenão estejam de outra forma abrangidos por estanorma, deverão atender aos seguintes critériosmínimos para votação antes da inclusão na norma.Estes critérios são necessários porém podem não ser condições suficiente para inclusão em todos oscasos.
13.1.1 As adições são cumpridas utilizando-setestes de laboratório ou de campo e votação satisfa-tória em conformidade com os requisitos destanorma.
13.1.2 As solicitações para revisão desta normadeverão ser feitas por escrito à sede da NACEdescrita no NACE Technical Committee PublicationsManual 39. Estas solicitações deverão detalhar asalterações específicas propostas, amparadas por documentação apropriada, incluindo uma descriçãocompleta dos materiais ou processos e os dados detestes de laboratório ou de campo, ou o desempenhoem serviço, ou ainda outra justificativa técnica. A
alteração proposta será analisada e submetida avotação conforme descrito no NACE Technical Committee Publications Manual.
13.1.3 O aço candidato deverá ser testadoconforme os procedimentos de testes estabelecidona norma NACE TM0177. A barra de tração, o anelem C, a viga dobrada, e a viga em balanço dupladescritas em NACE TM0177 são corpos-de-prova(CPs) aceitáveis. Qualquer um destes corpos-de-prova poderá ser usado.
13.1.4 Um mínimo de três corpos-de-prova decada uma das três diferentes corridas comercialmen-te preparadas deverão ser testados na condição(tratada térmicamente) votada para inclusão na
MR0175. A composição de cada corrida e o(s)tratamento(s) térmico(s) utilizados deverão ser fornecidos como parte do processo de votação. Afaixa de composição e/ou n° UNS do material candi-dato, e sua condição de térmicamente tratadosolicitada para inclusão na MR0175, deverão ser incorporadas no processo de votação.13.1.5 A dureza Rockwell de cada corpo-de-provadeverá ser determinada e relatada como parte doprocesso de votação. A dureza média de cada corpo-de-prova deverá ser a dureza daquele CP. A durezamínima de teste do corpo-de-prova obtida para umadeterminada corrida/ condição será a dureza daquela
31

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 32/48
NACE MR0175-2003 __________________________________________________________________
corrida/condição para fins de votação. A durezamáxima solicitada para inclusão do materialcandidato na MR0175 deverá ser especificada noprocesso de votação, e será suportada pelos dadosapresentados.
13.1.6 Para cada um dos ensaios realizados, osseus detalhes deverão ser relatados como parte do
item do processo de votação sendo submetido.13.1.7 Vide Apêndice B quanto a tabelas de dadosde testes de amostragem e a definição dos Níveis deTeste I a VII disponíveis. Os Níveis de Teste sãodefinidos em termos de temperatura, teor mínimo deCO2 , teor mínimo de H2S, teor mínimo de NaCl, pHda água, e outras variáveis. O Apêndice C mostradados para votação anteriormente apresentados quepoderão ser úteis como referência.
SEÇÃO 14: ADIÇÃO DE NOVOS MATERIAISÀ MR0175 SEÇÃO 4 – LIGAS RESISTENTES
À CORROSÃO (CRAs) – TODAS AS OUTRASLIGAS NÃO DEFINIDAS COMO AÇOS
CARBONO E DE BAIXA LIGA E FERROSFUNDIDOS DA SEÇÃO 3
14.1 Novos materiais individuais (ligas) e/ou novosprocessos que sejam associados com liga(s)individual(is) serão submetidos a votação de acordocom um Nível de Teste dos parágrafos ou seçõesque tratam de ligas individuais. Cada Nível de Testecorresponde a um nível de severidade ambiental, queé listado no Apêndice B, Tabela B1; o proponentetem a liberdade de aumentar o grau de severidadesob o qual os testes são conduzidos, sujeito àsrestrições ambientais mínimas do Nível de Teste sobvotação. Os processos de votação sobre novosmateriais e/ou processos que sejam baseadossomente em dados de laboratório, deverão conter
resultados de testes conduzidos em CPs de pelomenos três corridas de material.
14.1.1 As adições são cumpridas utilizando-setestes de laboratório ou de campo e votação satisfa-tória em conformidade com os requisitos destanorma.
14.1.2 As solicitações para revisão desta normadeverão ser feitas por escrito à sede da NACEdescrita no NACE Technical Committee PublicationsManual . Estas solicitações deverão detalhar asalterações específicas propostas, amparadas por documentação apropriada, incluindo uma descriçãocompleta dos materiais ou processos e os dados de
testes de laboratório ou de campo, ou o desempenhoem serviço, ou ainda outra justificativa técnica. Aalteração proposta será analisada e submetida avotação conforme descrito no NACE Technical Committee Publications Manual.
14.1.3 Vide requisitos adicionais nas Seções 13 e15 e em outros parágrafos dentro da Seção 14.14.1.4 Vide Apêndice B quanto a tabelas de dadosde testes de amostragem e a definição dos Níveis deTeste I a VII disponíveis. Os Níveis de Teste sãodefinidos em termos de temperatura, teor mínimo de
CO2 , teor mínimo de H2S, teor mínimo de NaCl, pHda água, e outras variáveis. O Apêndice C mostradados para votação anteriormente apresentados quepoderão ser úteis como referência.
14.2 Aços inoxidáveis austeníticos e duplex, ligasà base de níquel, e ligas de titânio, poderão ser suscetíveis a trincamento a altas temperaturas. Os
dados de ensaio para estas ligas no Nível de Teste IIou III as qualificam somente para uso à temperaturaambiente. Para uso a alta temperatura, os dados doNível de Teste IV, V, VI ou VII deverão ser apresen-tados. Quando um Nível de Teste acima de III estiver sob votação, o proponente do item deverá incluir também os resultados à temperatura ambiente deacordo com os requisitos do Nível de Teste III. Otrincamento de alguns aços inoxidáveis duplex temsido inibido por união galvânica com aço; assim, aavaliação de aço inoxidável duplex à temperaturaambiente usando o Nível de Teste II poderá ser considerada.
14.3 Os dados de laboratório produzidos em
conformidade com os requisitos das normas NACETM0177 e TM019840 apresentam duas bases aceitaspara informação sobre os testes de laboratóriorequeridos. Outros métodos de teste poderão ser empregados. Estes ambientes de teste não sãodestinados a representar condições reais de serviço.Os resultados do teste com os detalhes dos ensaiosdeverão ser disponibilizados ao público. Os dadosque são apresentados no Apêndice B, Tabela D2 nãorepresentam diretrizes sobre aplicação ou um limiteaos ambientes de serviço nos quais os materiaispoderão ser usados; por exemplo, para testes detração, a tensão de piso na qual ocorre trincamentoou a tensão máxima na qual não ocorre falha/trinca-mento, deverá ser listada com o material e ascondições sob as quais ele foi testado. O usuário é
responsável por assegurar que um material serásatisfatório no ambiente de serviço pretendido. ANACE disponibilizará para análise pública os dadosdos itens a ela submetidos para votação. O ApêndiceC contém dados para apresentação a votação paraalguns materiais aceitos em anos recentes.
14.3.1 A alteração dos limites ambientais de uso(de temperatura, cloretos, pH, pressão parcial de H2Sou a presença de enxofre elementar) para uma ligaindividual, poderá ser processada somente se a ligafor listada individualmente.
14.4 A adição de categorias de ligas ou a alteraçãodos limites ambientais de uso (de temperatura,
cloretos, pH, pressão parcial de H2S ou a presençade enxofre elementar) para uma categoria de liga,poderá ser processada somente por apresentaçãopara votação de dados que suportem a alteraçãodestas condições para a categoria inteira da liga.Assim, a alteração das condições ambientais de uso(de temperatura, cloretos, pH, pressão parcial de H2Sou a presença de enxofre elementar) para uma ligaindividual contida em uma categoria de liga, poderáser processada somente por apresentação paravotação de dados que suportem a alteração destas
32
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 33/48
NACE MR0175-2003 __________________________________________________________________
condições para a categoria inteira da liga contendo aliga individual.
SEÇÃO 15: PROPOSTA DE ALTERAÇÕESE EFETIVAÇÃO DE ADIÇÕES À MR0175
SEÇÕES 5 A 11 – FABRICAÇÃO, SOLDAGEME EQUIPAMENTOS ESPECÍFICOS
As alterações ou adições a estas seçõesexigem um procedimento de votação descrito nasSeções 13 e/ou 14 dependendo do material emquestão. Alternativamente, o usuário poderá tambémpreferir seguir o procedimento apresentado na Seção16 para casos específicos de aplicação.
SEÇÃO 16: MATERIAIS PARA CASOSESPECÍFICOS DE APLICAÇÃO SEMPROPOSTA DE ADIÇÃO DE NOVOS
MATERIAIS À MR0175
Materiais que não estejam especificamente
listados na MR0175 poderão atender à norma paracasos específicos de aplicação. Esta seção apresen-ta os requisitos mínimos para conformidade a estanorma para casos específicos de aplicação usando:(1) ligas das categorias específicas fora da MR0175,
(2) ligas incluídas na MR0175 porém usadas forados ambientes aceitáveis da MRO175, ou
(3) ligas não listadas na MR0175 e não incluídasem uma categoria específica.
16.1 Requisitos Gerais
Para aplicações específicas (por exemplo,poços ou campos), a utilização de ligas deverá ser
amparada por testes de laboratório e/ou experiênciade campo documentados. A documentação de supor-te deverá ser apresentada à sede da NACE, quedisponibilizará estes dados ao público. A NACEInternational não analisará nem aprovará estadocumentação. É responsabilidade do usuário avaliar e determinar a aplicabilidade dos dados documenta-dos para a utilização desejada.
Novas categorias de ligas e ambientes aceitá-veis não se tornarão parte da MR0175 até que elastenham sido aprovadas por votação. A MR0175impõe limites em (1) processos de fabricação e(2) ambientes. O uso de ligas fora dos requisitosdesta norma é da responsabilidade do usuário.
A ampliação do uso de ligas se aplica somente
a cada composição de liga e condição do materialpara as quais foi obtida documentação. (Acomposição da liga se refere a um número UNS ououtra identificação de uma faixa de composiçãoquímica específica). O usuário do equipamentodeverá determinar a aplicabilidade para produtoscom métodos de processamento diferentes (por ex.,
trabalhado versus fundido, dimensão e forma,trabalho a quente/a frio, etc.).
16.2 Requisitos de Testes
Os testes deverão ser conduzidos em corpos-de-prova (CPs) extraídos de produtos com umadimensão e formato similares àqueles da aplicação
pretendida. A composição química deverá ser especificada, e será testada dentro da faixa decomposição daquela liga. O usuário deverá especifi-car a resistência e dureza máximas para a especi-ficação do produto baseadas nos dados de laborató-rio. Para teste ambiental, os seguintes dados deve-rão ser registrados para o(s) CP(s):
• tamanho do CP, tipo do CP, e locação do CPdentro da peça.
• o formato da peça e história completa doprocessamento. Isto inclui trabalhado vs.fundido, tamanho e forma, trabalho a quente/a frio, e quaisquer tratamentos térmicos.
16.2.1 Ampliação dos Ambientes AceitáveisÉ responsabilidade do usuário assegurar queos ensaios citados sejam relevantes para asaplicações pretendidas. É necessária uma seleçãodas temperaturas e ambientes apropriados paraavaliar suscetibilidade tanto a SSC como SCC. Anorma NACE TM0177 e a publicação EFC(14) #1741
apresenta orientações para testes de laboratório.Tipicamente, um limite ambiental ampliado poderáser um aumento do limite da pressão parcial de H2S,e poderá ser vinculado a limites baixos de cloreto ouH2S, ou a uma limitação de temperatura.
16.2.2 Protocolos de Teste
Os métodos e critérios de aceitação dos testesda publicação EFC #1642 para aços de baixa liga sãosugeridos como uma base para qualificação das ligasdesta seção em ambientes de teste de SSC/SCCadequados. O usuário do equipamento é responsávelpela aceitação dos procedimentos e critérios deaceitação dos testes.
16.2.3 Experiência de Campo
As aplicações ampliadas baseadas em experi-ência de campo deverão ser limitadas tanto àcomposição da liga como ao emprego de compone-ntes fabricados sob condições ambientais e detensão similares àquelas citadas na experiênciasatisfatória de campo.
A documentação de campo para uso ampliadode liga requer exposição de um componente pelotempo suficiente para demonstrar sua resistência aSCC/SSC. Informações suficientes sobre fatores queafetem SSC/SCC (por ex., níveis de tensão,composição do fluído e do gás, condições deoperação, união galvânica, etc.), deverão ser documentadas.
33

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 34/48
NACE MR0175-2003 __________________________________________________________________
34
REFERÊNCIAS

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 35/48
NACE MR0175-2003 __________________________________________________________________
35
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 36/48
NACE MR0175-2003 __________________________________________________________________
____________________________________________________________________________________________
APÊNDICE A – FÓRMULAS DE CÁLCULO DA PRESSÃO PARCIAL DE H2S
A Figura A-1 estabelece uma representação gráfica da relação da pressão parcial descrita no Parágrafo 1.4como se aplica a sistemas de gás sulfuroso.
A Figura A-2 estabelece uma representação gráfica da relação da pressão parcial descrita no Parágrafo 1.4como se aplica a sistemas sulfurosos de múltiplas fases.
A pressão parcial pode ser calculada multiplicando-se a pressão absoluta total do sistema pela fração demolécula-grama (mole fraction) de H2S. Por exemplo, em um sistema de 69 MPa abs (10.000 psia) no qual o H2S é10 mol% no gás, a pressão parcial de H2S é:
Para sistemas de óleo cru líquidos de sub-superfície que operem acima da pressão do ponto deborbulhamento (bubble point pressure), para os quais nenhuma composição de gás de equilíbrio for disponível, apressão parcial de H2S poderá ser determinada usando-se a fração de molécula-grama de H2S da fase gasosa à
pressão do ponto de borbulhamento. Por exemplo, para um óleo com uma pressão do ponto de borbulhamento de34,5 MPa (5.000 psia) que tenha 10 mol% de H2S na fase gasosa ao ponto de borbulhamento, a pressão parcial deH2S seria:
36

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 37/48
NACE MR0175-2003 __________________________________________________________________
37
Figura A-1: Sistemas de Gás Sulfuroso (vide Parágrafo 1.4)

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 38/48
NACE MR0175-2003 __________________________________________________________________
38
Figura A-2: Sistemas Sulfurosos de Múltiplas Fases (vide Parágrafo 1.4)
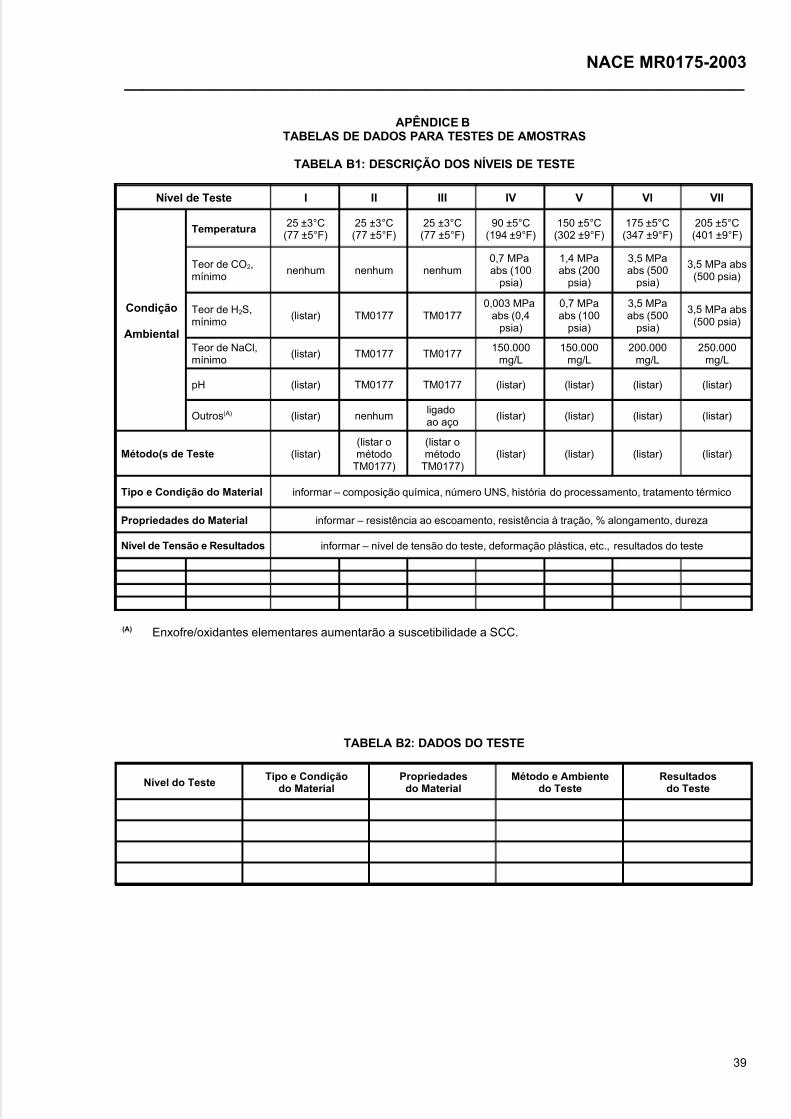
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 39/48
NACE MR0175-2003 __________________________________________________________________
APÊNDICE BTABELAS DE DADOS PARA TESTES DE AMOSTRAS
TABELA B1: DESCRIÇÃO DOS NÍVEIS DE TESTE
Nível de Teste I II III IV V VI VII
Condição
Ambiental
Temperatura 25 ±3°C(77 ±5°F)
25 ±3°C(77 ±5°F)
25 ±3°C(77 ±5°F)
90 ±5°C(194 ±9°F)
150 ±5°C(302 ±9°F)
175 ±5°C(347 ±9°F)
205 ±5°C(401 ±9°F)
Teor de CO2,mínimo
nenhum nenhum nenhum0,7 MPaabs (100
psia)
1,4 MPaabs (200
psia)
3,5 MPaabs (500
psia)
3,5 MPa abs(500 psia)
Teor de H2S,mínimo
(listar) TM0177 TM01770,003 MPa
abs (0,4psia)
0,7 MPaabs (100
psia)
3,5 MPaabs (500
psia)
3,5 MPa abs(500 psia)
Teor de NaCl,mínimo
(listar) TM0177 TM0177150.000
mg/L150.000
mg/L200.000
mg/L250.000
mg/L
pH (listar) TM0177 TM0177 (listar) (listar) (listar) (listar)
Outros(A) (listar) nenhumligadoao aço
(listar) (listar) (listar) (listar)
Método(s de Teste (listar)(listar ométodo
TM0177)
(listar ométodo
TM0177)(listar) (listar) (listar) (listar)
Tipo e Condição do Material informar – composição química, número UNS, história do processamento, tratamento térmico
Propriedades do Material informar – resistência ao escoamento, resistência à tração, % alongamento, dureza
Nível de Tensão e Resultados informar – nível de tensão do teste, deformação plástica, etc., resultados do teste
(A) Enxofre/oxidantes elementares aumentarão a suscetibilidade a SCC.
TABELA B2: DADOS DO TESTE
Nível do TesteTipo e Condição
do MaterialPropriedades
do MaterialMétodo e Ambiente
do TesteResultados
do Teste
39

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 40/48
NACE MR0175-2003 __________________________________________________________________
APÊNDICE C: DADOS PARA APRESENTAÇÃO PARA VOTAÇÃO
Este apêndice apresenta informações sobre dados apresentados para votação, para fins de análise eaprovação para inclusão na MR0175. Todos estes materiais foram aceitos; as tabelas indicam até a quais limites osmateriais foram testados. Qualquer uso além destes limites é da total responsabilidade do usuário.
Material: Liga fundida UNS J93254 (CK3MCuN) em conformidade com ASTM A 351 / A 351M, A 743 / A 743M, ou A744 / A 744M, na condição fundida e com tratamento térmico de solubilização a um nível máximo de dureza de 100HRB na ausência de enxofre elementar. (Vide Tabela C1).
TABELA C1
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do Material Método e Ambientedo Teste
Resultadosdo Teste
II e III UNS J93254(CK3MCuN)fundido, c/tratamentotérmico desolubilização
YS(A) 300-330 MPa (43-48 ksi)UTS(B) 590-650 MPa (86-94 ksi)Alongamento 47-54%
TM0177 solução, curva-U de 180°c/carga além do escoamento,ligado a ferro e não ligado a ferro
Sem falhas em+ de 720 h
YS 330-340 MPa (48-50 ksi)UTS 650-690 MPa (94-100 ksi)Alongamento 47-48%
TM0177 tração, c/carga atéescoamento, ligado a ferro e nãoligado a ferro
Sem falhas em+ de 720 h
(A) Resistência ao escoamento (YS – yield strength)(B) Limite de resistência à tração (UTS – ultimate tensile strength)
Material: Liga UNS N08367 na condição trabalhada e com tratamento térmico de solubilização, ou comtratamento térmico de solubilização e trabalhada a frio, a uma dureza máxima de 35 HRC na ausência de enxofreelementar (Vide Tabela C2).
TABELA C2
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do MaterialMétodo e Ambiente
do TesteResultados
do Teste
II e I II UNS N08367 c/ TT desolubilização, e TT desolubilização etrabalhado a frio
YS 1.300 MPa (120 ksi)UTS 1.400 MPa (200 ksi)Alongamento 11-16%Dureza 41-45 HRC
TM0177 Método A c/carga de 90%do escoamento, ligado a ferro enão ligado a ferro
Sem falhas em+ de 720 h
V mod Viga dobrada em 4 pontos, Nívelde Teste V modificado: 10% NaCl,121°C (250°F), 0,7 MPa (100 psia)H2S, a 100% do escoamento
Sem falhas em+ de 720 h
40

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 41/48
NACE MR0175-2003 __________________________________________________________________
Material: Liga trabalhada UNS S32654 na ausência de enxofre elementar, e na condição recozida a um nível dedureza máximo de 22 HRC, desde que esteja isento de trabalho a frio destinado a realçar as propriedadesmecânicas (Vide Tabela C3).
TABELA C3
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do Material Método e Ambientedo Teste
Resultadosdo Teste
II UNS S32654,trabalhada e recozida
Dureza até 16,5 HRC Carga em 4 pontos, 0,9-1,0 x YS,5% NaCl + 0,5% ácido acético,temp. amb., pressão total = p H2S =100 kPa abs (15 psia)
12 CPs testados,sem trincas
II UNS S32654,trabalhada, recozida,deformada a frio por laminação 40%
Dureza até 42,5 HRC Carga em 4 pontos, 0,9-1,0 x YS,5% NaCl + 0,5% ácido acético,temp. amb., pressão total = pH2S =100 kPa abs (15 psia)
12 CPs testados,sem trincas
III UNS S32654,trabalhada e recozida
Dureza até 16,5 HRC Carga em 4 pontos, 0,9-1,0 x YS,ligado a aço carbono, 5% NaCl +0,5% ácido acético,temp. amb., pressão total = pH2S =100 kPa abs (15 psia)
12 CPs testados,sem trincas
III UNS S32654,trabalhada, recozida,deformada a frio por laminação 40%
Dureza até 42,5 HRC Carga em 4 pontos, 0,9-1,0 x YS,ligado a aço carbono, 5% NaCl +0,5% ácido acético,temp. amb., pressão total = pH2S =100 kPa abs (15 psia)
12 CPs testados,sem trincas
41

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 42/48
NACE MR0175-2003 __________________________________________________________________
Material: Liga trabalhada UNS S31266, processada com fusão por indução a vácuo (vacuum induction remelting -VIM ) ou desoxidação por oxigênio a vácuo (vacuum oxygen deoxidagion - VOD), seguido de refusão com eletrodoconsumível na escória (electroslag remelting - ESR) e posteriormente solubilizada e trabalhada a frio a uma durezamáxima de 38 HRC para uso até o Nível de Teste V (Vide Tabela C4).
Tabela C4
Nível doTeste
Tipo e Condiçãodo Material
Propriedadesdo Material
Método e Ambientedo Teste Nível de Tensão
Resultadosdo Teste
I UNS S31266,solubilizado eestirado a frio
41 HRC TM0177 Método A - 5% NaCl +0,5% ácido acético0,10 MPa abs (15 psia) H2S24°C (75°F)
100% YS efetiva 720 hSem falhas
I UNS S31266,solubilizado eestirado a frio
41 HRC TM0177 Método A - 5% NaCl +0,5% ácido acético0,10 MPa abs (15 psia) H2S24°C (75°F), ligado a aço
100% YS efetiva 720 hSem falhas
I UNS S31266,solubilizado eestirado a frio por deformação de tração
37, 36, 35 HRC TM0177 Método A - 5% NaCl +0,5% ácido acético0,10 MPa abs (15 psia) H2S24°C (75°F)
100% YS efetiva 720 hSem falhas
I UNS S31266,solubilizado eestirado a frio por deformação de tração
37, 36, 35 HRC TM0177 Método A - 5% NaCl +0,5% ácido acético0,10 MPa abs (15 psia) H2S24°C (75°F)
100% YS efetiva 720 hSem falhas
V UNS S31266,solubilizado eestirado a frio
41 HRC TM0177 Método A - 15% NaCl0,7 MPa abs (100 psia) H2S1,4 MPa abs (200 psia) CO2
150°C (302°F)
90% YS efetiva a150°C (302°F)
720 hSem falhas
V UNS S31266,solubilizado eestirado a frio por deformação de tração
37, 38 HRC TM0177 Método A - 15% NaCl0,7 MPa abs (100 psia) H2S1,4 MPa abs (200 psia) CO2
150°C (302°F)
90% YS efetiva a150°C (302°F)
720 hSem falhas
Vmod.(A)
UNS S31266,solubilizado elaminado a frio
38, 39 HRC Teste de dobramento em 4 pontos20% NaCl0,7 MPa abs (100 psia) H2S1,4 MPa abs (200 psia) CO2
150°C (302°F)
100% YS efetiva a150°C (302°F)
720 hSem falhas
(A) mod. – Foram usados 20% NaCl ao invés de 15% NaCl padrão conforme dado na solução de teste nornal do Nível de Teste V.
Material: UNS S34565 na condição solubilizada a 29 HRC máximo na ausência de enxofre elementar (V. Tabela C5).
TABELA C5
Nível doTeste
Tipo e Condiçãodo Material
Propriedadesdo Material
Método e Ambientedo Teste
Nível de TensãoResultados
do Teste
III UNS S34565,trabalhado e solubilizado
29 HRC máx. TM0177, Solução A,temp. ambiente, Método A
90% YS Sem falhas
IV UNS S34565,trabalhado e solubilizado
29 HRC máx. TM0177, Tabela B1, Nível deTeste IV, 90°C (194°F),Método A
90% SMYS Sem falhas
IV UNS S34565,trabalhado e solubilizado
29 HRC máx. Simi lar a TM0198,90°C (194°F)
Sem trincas
42

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 43/48
NACE MR0175-2003 __________________________________________________________________
Material: Aço inoxidável martensítico trabalhado de baixo carbono UNS S41425 na condição austenitizado,temperado e revenido a 28 HRC de dureza máxima na ausência de enxofre elementar (V. Tabela C6).
TABELA C6
Nível doTeste
Tipo e Condiçãodo Material
Propriedadesdo Material
Método e Ambientedo Teste
Nível deTensão
Resultadosdo Teste
I UNS S41425 trabalhado,temperado e revenido
29, 27, 28 HRC TM0177, Solução A, excetoH2S 0,010 MPa abs (1,5 psia)pH 3,5, temp. ambiente,Método A, não ligado ao aço
80% SMYS Sem falhas
I UNS S41425 trabalhado,temperado e revenido
29, 27, 28, 29HRC
H2S 0,0031 MPa abs (0,45 psia),CO2 0,7 MPa abs (100 psia), NaCl15%, temp. 90°C (194°F)
80% e 90%SMYS
Sem falhas
I UNS S41425 trabalhado,temperado e revenido
29, 27, 28 HRC H2S 0,010 MPa abs (1,5 psia),CO2 20 MPa abs (450 psia), NaCl5%, temp. 175°C (348°F)
80% e 90%SMYS
Sem falhas
Material: UNS N08031 na condição trabalhado a frio, a 35 HRC de dureza máxima e pressão parcial de H2S = 3,45
MPa abs (500 psia), na ausência de enxofre elementar (Vide Tabela C7).
TABELA C7
Nível doTeste
Tipo e Condiçãodo Material
Propriedadesdo Material
Método e Ambientedo Teste Nível de Tensão
Resultadosdo Teste
II UNS N08031,trabalhado a frio
36, 37, 36 HRC TM0177, Solução A,temp. ambiente, Método A
100% YS Sem falhas
III UNS N08031,trabalhado a frio
36, 37, 36 HRC TM0177, Solução A,temp. ambiente, Método A
100% YS Sem falhas
V UNS N08031,trabalhado a frio
36, 37, 36 HRC MR0175, Tabela B1, Nívelde Teste V, 150°C (300°F)
100% YS Sem falhas
VI UNS N08031,trabalhado a frio
36, 37, 36 HRC MR0175, Tabela B1, Nívelde Teste VI, 175°C (347°F)
100% YS Sem falhas
Material: UNS N07924 na condição solubilizada e envelhecida a uma dureza máxima de 35 HRC para uso emambientes sem enxofre elementar até 175°C (347°F), Nivel de Teste VI (Vide Tabela C8).
TABELA C8
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do MaterialMétodo e Ambiente
do TesteResultados
do Teste
II e III UNS N07924trabalhado,solubilizado eenvelhecido
35-36 HRCYS: 735-776 MPa (106-112 ksi)UTS: 1180-1220 MPa (171-176 ksi)Alongamento 4d: 34%Redução de área (RA): 47-49%
TM0177 Solução, Método A (tração),c/carga a 100% da YS, temp. amb., ligadoa ferro e não ligado a ferro
Sem falhasem + de 720 h
VI Mesmosmateriais
Mesmas propriedades MR0175, Tab. 1, Nível de Teste VI, 175°C(347°F), SSRT(A) para SCC em serviçosulfuroso, taxa de alongamento padrãocfe. NACE TM0198: 4 x 10-6 seg.-1
Sem SCC- TTF(B)/TTF ar:
0,91-1,03- Along./Along. ar: 0,92-1,00- RA/RA ar:
0,75-0,84(A) Teste de taxa de deformação lenta (slow strain rate test – SSRT)(B) Tempo total até a falha.
43

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 44/48
NACE MR0175-2003 __________________________________________________________________
Material: UNS N07725 na condição solubilizada e envelhecida a uma dureza máxima de 43 HRC na ausência deenxofre elementar (Vide Tabela C9).
TABELA C9
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do MaterialMétodo e Ambiente
do TesteResultados
do Teste
III UNS N07725,solubilizado eenvelhecido
YS: 1030-1100 MPa (149-160 ksi)UTS: 1350-1390 MPa (196-202 ksi)Alongamento: 23-25%RA: 33-46%
TM0177 Método A, teste de tração a100% da YS, ligado a aço, ambiente doNível de Teste III da Tabela B1,25°C (77°F)
Sem falhasem 720 h
VI UNS N07725,solubilizado eenvelhecido
YS: 1030-1100 MPa (149-160 ksi)UTS: 1350-1390 MPa (196-202 ksi)Alongamento: 23-25%RA: 33-46%
TM0198 SSRT, ambiente do Nível deTeste VI da Tabela B1, 175°C (347°F)
Sem falhas, SSR(A)
0,82-1,16,comportamentodúctil normal
(A) Taxa de Deformação Lenta (Slow Strain Rate – SSR)
Material: Para aplicações não de subsuperfície, liga fundida UNS N26625 (CW6MC) em conformidade com ASTM A49443 na condição fundida, com TT de solubilização a 195 HBW máximo na ausência de enxofre elementar (VideTabela C10).
TABELA C10
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do Material Método e Ambientedo Teste
Resultadosdo Teste
II e III UNS N26625(CW6MC) fundido,c/TT de solubiliza-ção
YS: 320 MPa (46 ksi)UTS: 570-660 MPa (82-96 ksi)Alongamento: 31-63%
TM0177 solução, curva-U de 180° carre-gada além do escoamento, ligado a ferroe não ligado a ferro
Sem falhasem + de 720 h
YS: 280-290 MPa (41-42 ksi)UTS: 580-610 MPa (84-88 ksi)Alongamento: 59-64%
TM0177 tração, carregado até escoamen-to, ligado a ferro e não lligado a ferro
Sem falhasem + de 720 h
Material: UNS S41426 para coluna de produção e coluna de revestimento, temperado e revenido a 27 HRC máximoe resistência ao escoamento máxima de 730 MPa (105 ksi), e aplicado a uma pressão parcial máxima de H 2S de10 kPa abs (1,5 psia) em ambientes de produção com um pH da água produzida ≥ 3,5 (Vide Tabela C11).
TABELA C11
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do Material Método e Ambientedo Teste
Resultadosdo Teste
I UNS S41426,trabalhado,temperado erevenido
1) HRC 28,1; YS 741 MPa (108 ksi)2) HRC 28,5; YS 738 MPa (107 ksi)3) HRC 29,0; YS 779 MPa (113 ksi)
TM0177 Método A0,010 MPa abs (1,5 psia) H2S + 0,0931MPa abs (13,5 psia) CO2
5% NaCl, pH 3,5, 25°C (77°F),a 80% da YS
Sem falhas
I UNS S41426,trabalhado,temperado erevenido
1) HRC 28; YS 738 MPa (107 ksi)2) HRC 29; YS 772 MPa (112 ksi)3) HRC 29; YS 779 MPa (113 ksi)
TM0177 Método A0,0031 MPa abs (0,45 psia) H2S + 0,097MPa abs (14 psia) CO2
5% NaCl, 25°C (77°F), a 80% da YS
Sem falhas
I UNS S41426,trabalhado,temperado erevenido
1) HRC 28; YS 738 MPa (107 ksi)2) HRC 29; YS 772 MPa (112 ksi)3) HRC 29; YS 779 MPa (113 ksi)
TM0177 Método C0,010 MPa abs (1,5 psia) H2S + 3,1 MPaabs (450 psia) CO2
5% NaCl, 175°C (347°F),a 80% da YS para 738 MPa (107 ksi) e 772MPa (112 ksi) a 90% da YS para 779 MPa(113 ksi)
Sem falhas
44

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 45/48
NACE MR0175-2003 __________________________________________________________________
Material: Liga trabalhada UNS R20033 na condição recozida ou recozida e trabalhada a frio a 35 HRC de durezamáxima na ausência de enxofre elementar (Vide Tabela C12).
TABELA C12
Nível do
Teste
Tipo e Condição
do Material
Propriedades
do Material
Método e Ambiente
do Teste Nível de Tensão
Resultados
do Teste
II UNS R20033,barra trabalhada a frio
Dureza 40 HRC TM0177Método A, Solução A, RT
100% YS Sem falhas
III UNS R20033,barra trabalhada a frio
Dureza 40 HRC TM0177Método A, Solução A, RT
100% YS Sem falhas
IV UNS R20033,barra trabalhada a frio
Dureza 35 HRC TM0177, Método AMR0175, Tabela 1, Nível deTeste IV, 90°C (194°F)
100% YS Sem falhas
Material: UNS N07626, totalmente denso, compactado a quente por um processo de metalurgia do pó, na condiçãosolubilizada (927°C [1700°F] mínimo) mais envelhecida (538 a 816°C [1000 a 1500°F]), ou na condição deenvelhecimento direto (538 a 816°C [1000 a 1500°F]), a uma dureza máxima de 40 HRC e uma resistência aoescoamento máxima de 1380 MPa (200 ksi). (Vide Tabela C13).
TABELA C13
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do MaterialMétodo e Ambiente
do TesteResultados
do Teste
III UNS N07626, pó,compactado aquente, c/envelhe-cimento direto
YS 1020 MPa (148 ksi), 41 HRC TM0177 C, anel-C testado a 100% da YS,ligado a aço, ambiente do Nível de Teste IIIda Tabela B1, 25°C (77°F)
Sem falhas em720 h
25% NaCl +15% H2S +15% CO2 +
70% N
UNS N07626, pó,compactado aquente, c/envelhe-cimento direto
YS 917 MPa (133 ksi), 40 HRC Anel-C testado a 90% da YS,ligado a aço, 25°C (77°F) Sem falhasem 40 dias
25% NaCl +15% H2S +15% CO2 +70% N +1 g/L S
UNS N07626, pó,compactado aquente, c/envelhe-cimento direto
YS 917 MPa (133 ksi), 40 HRC Anel-C testado a 90% da YS,205°C (400°F)
Sem falhas em720 h
45
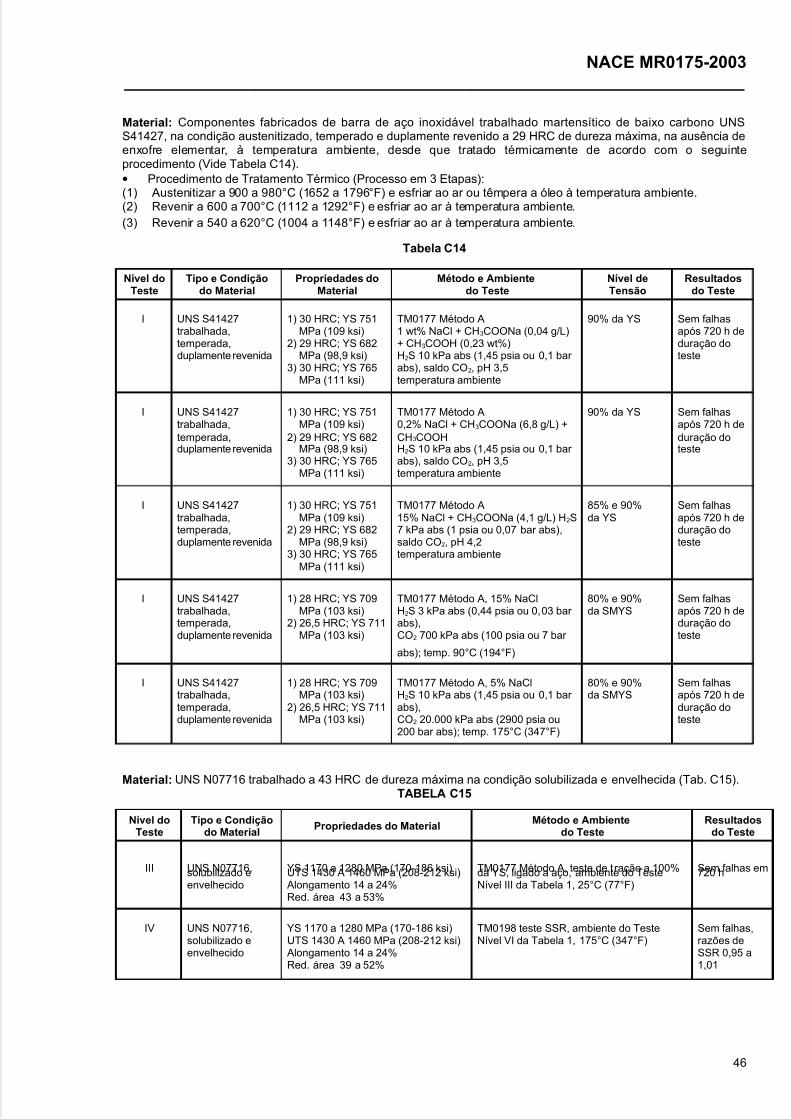
5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 46/48
NACE MR0175-2003 __________________________________________________________________
Material: Componentes fabricados de barra de aço inoxidável trabalhado martensítico de baixo carbono UNSS41427, na condição austenitizado, temperado e duplamente revenido a 29 HRC de dureza máxima, na ausência deenxofre elementar, à temperatura ambiente, desde que tratado térmicamente de acordo com o seguinteprocedimento (Vide Tabela C14).• Procedimento de Tratamento Térmico (Processo em 3 Etapas):(1) Austenitizar a 900 a 980°C (1652 a 1796°F) e esfriar ao ar ou têmpera a óleo à temperatura ambiente.(2) Revenir a 600 a 700°C (1112 a 1292°F) e esfriar ao ar à temperatura ambiente.(3) Revenir a 540 a 620°C (1004 a 1148°F) e esfriar ao ar à temperatura ambiente.
Tabela C14
Nível doTeste
Tipo e Condiçãodo Material
Propriedades doMaterial
Método e Ambientedo Teste
Nível deTensão
Resultadosdo Teste
I UNS S41427trabalhada,temperada,duplamente revenida
1) 30 HRC; YS 751MPa (109 ksi)
2) 29 HRC; YS 682MPa (98,9 ksi)
3) 30 HRC; YS 765MPa (111 ksi)
TM0177 Método A1 wt% NaCl + CH3COONa (0,04 g/L)+ CH3COOH (0,23 wt%)H2S 10 kPa abs (1,45 psia ou 0,1 bar abs), saldo CO2, pH 3,5temperatura ambiente
90% da YS Sem falhasapós 720 h deduração doteste
I UNS S41427trabalhada,temperada,duplamente revenida
1) 30 HRC; YS 751MPa (109 ksi)
2) 29 HRC; YS 682MPa (98,9 ksi)
3) 30 HRC; YS 765MPa (111 ksi)
TM0177 Método A0,2% NaCl + CH3COONa (6,8 g/L) +CH3COOHH2S 10 kPa abs (1,45 psia ou 0,1 bar abs), saldo CO2, pH 3,5temperatura ambiente
90% da YS Sem falhasapós 720 h deduração doteste
I UNS S41427trabalhada,temperada,duplamente revenida
1) 30 HRC; YS 751MPa (109 ksi)
2) 29 HRC; YS 682MPa (98,9 ksi)
3) 30 HRC; YS 765MPa (111 ksi)
TM0177 Método A15% NaCl + CH3COONa (4,1 g/L) H2S7 kPa abs (1 psia ou 0,07 bar abs),saldo CO2, pH 4,2temperatura ambiente
85% e 90%da YS
Sem falhasapós 720 h deduração doteste
I UNS S41427trabalhada,temperada,duplamente revenida
1) 28 HRC; YS 709MPa (103 ksi)
2) 26,5 HRC; YS 711MPa (103 ksi)
TM0177 Método A, 15% NaClH2S 3 kPa abs (0,44 psia ou 0,03 bar abs),CO2 700 kPa abs (100 psia ou 7 bar
abs); temp. 90°C (194°F)
80% e 90%da SMYS
Sem falhasapós 720 h deduração doteste
I UNS S41427trabalhada,temperada,duplamente revenida
1) 28 HRC; YS 709MPa (103 ksi)
2) 26,5 HRC; YS 711MPa (103 ksi)
TM0177 Método A, 5% NaClH2S 10 kPa abs (1,45 psia ou 0,1 bar abs),CO2 20.000 kPa abs (2900 psia ou200 bar abs); temp. 175°C (347°F)
80% e 90%da SMYS
Sem falhasapós 720 h deduração doteste
Material: UNS N07716 trabalhado a 43 HRC de dureza máxima na condição solubilizada e envelhecida (Tab. C15).TABELA C15
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do Material Método e Ambientedo Teste
Resultadosdo Teste
III UNS N07716,solubilizado eenvelhecido
YS 1170 a 1280 MPa (170-186 ksi)UTS 1430 A 1460 MPa (208-212 ksi)Alongamento 14 a 24%Red. área 43 a 53%
TM0177 Método A, teste de tração a 100%da YS, ligado a aço, ambiente do TesteNível III da Tabela 1, 25°C (77°F)
Sem falhas em720 h
IV UNS N07716,solubilizado eenvelhecido
YS 1170 a 1280 MPa (170-186 ksi)UTS 1430 A 1460 MPa (208-212 ksi)Alongamento 14 a 24%Red. área 39 a 52%
TM0198 teste SSR, ambiente do TesteNível VI da Tabela 1, 175°C (347°F)
Sem falhas,razões deSSR 0,95 a1,01
46

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 47/48
NACE MR0175-2003 __________________________________________________________________
Material: UNS J95370 na condição fundida, tratada térmicamente por solubilização, e submetida a têmpera em águaa 94 HRB de dureza máxima na ausência de enxofre elementar (vide Tabela C16).
TABELA C12
Nível doTeste
Tipo e Condiçãodo Material
Propriedades do Material Método e Ambientedo Teste
Resultadosdo Teste
II UNS J95370, fundida,super austenítica
Escoamento 420 a 499 MPaDureza 94 HRB
Método A Sem falhas a 90% datensão efetiva e0,2% da tensão deprova
III UNS J95370, fundida,super austenítica
Conforme acima Método A Sem falhas a 90% datensão efetiva e0,2% da tensão deprova
V UNS J95370, fundida,super austenítica
Conforme acima Dobras em 4 pontosconforme EFC 17
Sem falhas até 90%da tensão efetiva e0,2% da tensão de
prova
47

5/11/2018 NACE MR0175-2003 - slidepdf.com
http://slidepdf.com/reader/full/nace-mr0175-2003-55a0cbd0ca62a 48/48
NACE MR0175-2003 __________________________________________________________________
APÊNDICE D: MATERIAIS ACEITÁVEIS
Este apêndice apresenta tabelas que auxiliam na seleção de materiais do texto. O texto tem precedência sobreestas tabelas.
TABELA D1
Ambientes Aceitáveis para Equipamentos de SubsuperfícieDiretamente Expostos a Meios Sulfurosos (vide Parágrafo 1.4)
Aplicação Material
Componentes perfuráveis do packer Componentes perfuráveis do packer Elementos de compressãoTodas
Ferro dúctil (ASTM A 53644, A 571 / A 571M45)Ferro maleável (ASTM A 220 / A 220M46, A 60247)Ferro cinzento (ASTM A 48 / A 48M48, A 278 / A 278M)9Cr-1MoA
ASTM A 27649, tipo 9ASTM A 182 / A 182M50, grau F9ASTM A 213 / A 213M51, grau T9
(A) 22 HRC de dureza máxima.
TABELA D2Especificações API e ASTM Aceitáveis para Produtos Tubulares
Os materiais listados nesta tabela são aceitáveis sob as condições ambientais indicadas
Para Todas asTemperaturas (A)
Temperaturas de Operação (B)
66°C (150°F) ou Acima 79°C (175°F) ou Acima ≥ 107°C (≥ 225°F)
Coluna de Produção eRevestimento
API 5CT/5CTM graus H-40(C), J-55,K-55, M-65, C-75 (tipos 1, 2, 3), eL-80 (tipo 1)
Graus patenteados(H) de acordo como Parágrafo 10.1.3
UNS K12125API 5CT/5CTM graus C-90 tipo 1
e T-95 tipo 1
Tubos(D,E)
API 5L graus A & B e graus X-42a X-65
ASTMA 53/A 53MA 106 graus A, B, CA 333/A 333M graus 1 & 6A 52452 graus 1 & 2A 38153 Classe 1 Y35-Y65
Materiais da Coluna dePerfuração(F)
API 5D54 graus D, E, X-95, G-105 &S-135 (V. Parágrafo 12.3.1.1)
Coluna de Produção eRevestimento
API 5CT/5CTM grau N-80 (tem-perado e revenido), grau C-95,T-95 tipo 2
Graus temperados e revenidospatentados com 760 MPa (110ksi) ou menos de limite máximode escoamento
Revestimento e coluna de produ-ção fabricados de aços CrMode baixa liga (AISI 41XX e suasmodificações), temperados erevenidos a 30 HRC máximo enas faixas SMYS de 690, 720 e760 MPa (100, 105 e 110 ksi)(vide Parágrafo 10.1.3)
Coluna de Produção eRevestimento
API 5CT/5CTM graus H-40, N-80, P-105, P-110
Graus temperados erevenidos patentadoscom 965 MPa (140 ksi)de limite máximo deescoamento
API 5CT/5CTM grauQ-125(G)
(A) Poderá ser exigida resistência ao impacto por outras normas e códigos para temperaturas de operação baixas.(B) Temperatura mínima contínua; para temperaturas mais baixas, selecionar da primeira coluna.(C) É permissível uma resistência máxima ao escoamento de 50 MPa (80 ksi)(D) Os graus soldados deverão atender aos requisitos das Seções 3 e 5 desta norma.(E) O tubo deverá possuir uma dureza máxima de 22 HRC.(F) Para uso sob os ambientes controlados definidos no Parágrafo 12.2.(G) Independentemente das exigências da edição vigente da norma API 5CT/5CTM, o grau Q-125 deverá sempre: (1) ter uma
resistência máxima ao escoamento de 1030 MPa (150 ksi); (2) ser temperado e revenido; (3) ser uma liga baseada na químicade Cr-Mo. A química da liga C-Mn não é aceitável.
(H) Vide Parágrafo 10.1 e Seção 16.
48