Particularidades importantes de aquecimento da ferramenta de … · 2018. 4. 4. · presente...
5
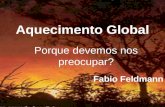
ALEXANDRE POLOZINE LÍRIO SCHAEFFER DIEGO RODOLFO SIMÕES DE LIMA - [email protected] - [email protected] - [email protected] Particularidades importantes de aquecimento da ferramenta de forjamento O presente trabalho mostra particularidades importantes sobre o aquecimento da ferramenta de forja, visualizado por meio do sensor de temperatura superficial desenvolvido no Brasil. A qualidade e o custo da peça forjada dependem tanto de propriedades físico-químicas da matéria-prima como do processo de fabricação. Assim, para otimizar a qualidade e o custo da peça, o processo de forjamento deve ser cuidadosamente planejado. São numerosos os fatores que interferem no pro- cesso de forjamento. Um desses fatores, de grande im- portância, é a temperatura da ferramenta de forjamento [1]. A temperatura da ferramenta interfere, durante o forjamento, no estado térmico do tarugo forjado. Quanto maior a temperatura da ferramenta, menor o gradiente de temperatura no material forjado e a qua- lidade da peça tende a ser maior. A temperatura da ferramenta é a influência domi- nante sobre sua vida útil, pois interfere na deformação plástica da ferramenta, nas propriedades do seu mate- rial, na fadiga térmica, na fratura, no atrito, na distri- buição de tensões, na dureza (ver figura 1) e no des- gaste da sua superfície [1]. Na prática, a temperatura ótima da ferramenta em um determinado processo de forjamento pode ser escolhida com base em recomendações empíricas. O valor dessa temperatura deve ser rigorosamente con- trolado. Normalmente, o aquecimento da ferramenta de for- jamento ocorre em duas etapas operacionais: o aque- AQUECIMENTO DA FERRAMENTA DE FORJAMENTO 1 AISI: do inglês American Iron and Steel Institute, que significa Instituto Americano de Ferro e Aço. Os aços ferramenta são classificados de acordo com a sua composição, aplicação ou meio de resfriamento. Os sistemas de classificação em uso atribuem aos aços códigos de identificação, compostos em geral de combinações de letras e números. No Brasil é seguida a clas- sificação AISI, mas também é comum encontrar as classificações estabe- lecidas pela norma americana SAE (Society of Automotive Engineers = Socie- dade de Engenheiros Automotivos) e pela norma alemã DIN (Deutsches Institut für Normung = Instituo Alemão de Normatização). 3000 100 200 300 400 500 Temperatura, C o Aço AISI H10 Dureza, MPa 3500 4000 4500 5000 5500 Figura 1 - Curva típica “dureza - temperatura” para o aço AISI H10 [2] 1 cimento prévio por equipamento adicional, e ao final por contato com o material forjado. Tanto no primeiro como no segundo caso, o aqueci- mento do material da ferramenta realiza-se através da sua superfície, como é mostrado na figura 2. Em consequência disso, a temperatura da superfície de trabalho da ferramenta em aquecimento sempre está maior do que a no interior da mesma, ou seja, a superfície é mais vulnerável ao superaquecimento que pode causar a perda de propriedades mecânicas dela. Assim, o campo de temperaturas da ferramenta é caracterizado por um conjunto de temperaturas regis-
Transcript of Particularidades importantes de aquecimento da ferramenta de … · 2018. 4. 4. · presente...

ALEXANDRE POLOZINELÍRIO SCHAEFFER
DIEGO RODOLFO SIMÕES DE LIMA
- [email protected] [email protected]
Particularidades importantesde aquecimento
da ferramenta de forjamento
Opresente trabalho mostra particularidades importantes sobre o aquecimento da ferramenta de forja,visualizado por meio do sensor de temperatura superficial desenvolvido no Brasil.
A qualidade e o custo da peça forjada dependemtanto de propriedades físico-químicas da matéria-primacomo do processo de fabricação. Assim, para otimizar aqualidade e o custo da peça, o processo de forjamentodeve ser cuidadosamente planejado.
São numerosos os fatores que interferem no pro-cesso de forjamento. Um desses fatores, de grande im-portância, é a temperatura da ferramenta de forjamento[1].
A temperatura da ferramenta interfere, durante oforjamento, no estado térmico do tarugo forjado.Quanto maior a temperatura da ferramenta, menor ogradiente de temperatura no material forjado e a qua-lidade da peça tende a ser maior.
A temperatura da ferramenta é a influência domi-nante sobre sua vida útil, pois interfere na deformaçãoplástica da ferramenta, nas propriedades do seu mate-rial, na fadiga térmica, na fratura, no atrito, na distri-buição de tensões, na dureza (ver figura 1) e no des-gaste da sua superfície [1].
Na prática, a temperatura ótima da ferramenta emum determinado processo de forjamento pode serescolhida com base em recomendações empíricas. Ovalor dessa temperatura deve ser rigorosamente con-trolado.
Normalmente, o aquecimento da ferramenta de for-jamento ocorre em duas etapas operacionais: o aque-
AQUECIMENTO DA FERRAMENTA DE FORJAMENTO
1AISI: do inglês American Iron and Steel Institute, que significa InstitutoAmericano de Ferro e Aço. Os aços ferramenta são classificados de acordocom a sua composição, aplicação ou meio de resfriamento. Os sistemas declassificação em uso atribuem aos aços códigos de identificação, compostosem geral de combinações de letras e números. No Brasil é seguida a clas-sificação AISI, mas também é comum encontrar as classificações estabe-lecidas pela norma americana SAE (Society of Automotive Engineers = Socie-dade de Engenheiros Automotivos) e pela norma alemã DIN (DeutschesInstitut für Normung = Instituo Alemão de Normatização).
3000100 200 300 400 500 Temperatura, C
o
Aço AISI H10
Du
reza, M
Pa
3500
4000
4500
5000
5500
Figura 1 - Curva típica “dureza - temperatura” para o aço AISI H10 [2]1
cimento prévio por equipamento adicional, e ao finalpor contato com o material forjado.
Tanto no primeiro como no segundo caso, o aqueci-mento do material da ferramenta realiza-se através dasua superfície, como é mostrado na figura 2.
Em consequência disso, a temperatura da superfíciede trabalho da ferramenta em aquecimento sempreestá maior do que a no interior da mesma, ou seja, asuperfície é mais vulnerável ao superaquecimento quepode causar a perda de propriedades mecânicas dela.
Assim, o campo de temperaturas da ferramenta écaracterizado por um conjunto de temperaturas regis-

tradas no volume e na superfície dela e não é homo-gêneo.
A medição de temperaturas dentro do material daferramenta é uma tarefa habitual na engenharia e não édiscutida no presente artigo.
Quanto à superfície, os métodos de medição de tem-peratura superficial desenvolvidos são insuficientes atéo momento, e apresentam dificuldades na sua utiliza-ção. Os métodos de medições de temperatura super-ficial de corpos sólidos são divididos por dois grupos:
Medição de temperatura sem contato com o corpoinvestigado; eMedição de temperatura superficial com contato.
A medição sem contato da temperatura superficialrequer um equipamento caro e sofisticado. A mediçãode temperatura superficial com contato, por métodostradicionais, fornece o erro de medição relativamentegrande.
A Sociedade Americana para Ensaios e Materiais(ASTM ) recomenda alguns métodos desenvolvidosexclusivamente para as medições de temperaturassuperficiais. Um destes métodos, o mais adequado, éapresentado graficamente na figura 3.
A desvantagem deste método consiste na impos-sibilidade de instalar o ponto sensível do termopardiretamente na superfície examinada, ou seja, a juntade medição de termopar fica abaixo da superfície exa-minada, o que provoca certa incerteza [4] de mediçãode temperatura superficial. Com isso, vários pesqui-sadores de processos de transferência de calor procu-raram soluções para diminuir a desvantagem mencio-nada, e nas últimas décadas o problema de incerteza na
MEDIÇÃO DE TEMPERATURA DA FERRAMENTA DEFORJAMENTO
Método recomendado pela ASTM
�
�
2
3
Figura 2 - Esquema de aquecimento da ferramenta de forjamento
2
3
ASTM: American Society for Testing and Materials. Foi fundada em 1898 nosEstados Unidos da América, por um grupo de cientistas e engenheiros, paraanalisar as frequentes quebras dos trilhos de trem. Como resultado, o grupodesenvolveu uma norma para o aço utilizado nas ferrovias. É responsávelpela produção de normas para diversas áreas da indústria, sendo muitousadas na padronização de materiais, como ligas de aço, alumínio, polímerose combustíveis.Termopar: são dispositivos elétricos com larga aplicação para medição de
temperatura.
Figura 3 - Montagem para medição de temperaturas superficiais,recomendada pela ASTM [3]
medição de temperatura superficial foi resolvido par-cialmente [5, 6]. Mas a montagem desenvolvida poreles é complicada demais para ser útil na área de for-jamento.
A montagem experimental do método desenvolvidono Laboratório de Transformação Mecânica - LdTM daUniversidade Federal do Rio Grande do Sul - UFRGS paradeterminar as temperaturas superficiais da amostra me-tálica é mostrada esquematicamente na figura 4.
Os equipamentos e materiais empregados na mon-
Método desenvolvido no LdTM
Figura 4 - Montagem para determinar as temperaturas superficiais daamostra metálica [4, 7, 8]

tagem e alguns elementos da mesma estão listados aseguir:
1 - Voltímetro;2 - Fios de cromel -alumel ;3 - Canal superficial; e4 - Amostra metálica.
A temperatura medida pelo sensor do LdTM cor-responde à de um ponto << ,onde é largura ou diâmetro dos fios empregados namontagem. Assim, o ponto de medição de tempe-raturas pode ser aproximado da superfície da amostraaté uma distância desprezível. Em consequência, osresultados de outros pesquisadores podem ser ultra-passados com este novo sensor.
A visualização do processo de aquecimento da fer-ramenta foi feita na base de dados experimentais obti-dos para dois casos típicos: aquecimento de matrizespor gás e aquecimento de matrizes por um aquecedorpassivo. Os objetivos dos experimentos realizados fo-ram:
Aquecimento da ferramenta até as temperaturasrecomendadas para o forjamento de aços e ligasleves; eObtenção das curvas de aquecimento da mesma.
A descrição detalhada dos experimentos é apre-sentada nos itens a seguir neste capítulo.
O experimento de aquecimento de matriz por gásfoi realizado com base na montagem experimentalmostrada na figura 5.
bi b (bi muito menor que b)b
4 5
VISUALIZAÇÃO DO PROCESSO DE AQUECIMENTODA FERRAMENTA
Aquecimento de matrizes por gás
�
�
4
5
Cromel: é uma liga composta por cerca de 90% de níquel (Ni) e 10% decromo (Cr) e é usada para fazer os condutores positivo de termopares. Podeser usado até 1.100°C em atmosferas oxidantes. O nome é uma marcaregistrada da Hoskins Manufacturing Company.Alumel: é uma liga composta por cerca de 95% de níquel (Ni), 2% de
manganês (Mn), 2% de alumínio (Al) e 1% de silício (Si). Esta liga magnéticaé usada para termopares e fios de extensão termopar. O nome é uma marcaregistrada da Hoskins Manufacturing Company. Em termopares, é muitasvezes utilizado em conjunto com o cromel para formar termopares tipo K.Figura 5 - Aquecimento da matriz por chama de gás
Aquecimento de ferramenta por aquecedorespassivos
O experimento de aquecimento de ferramenta poraquecedores passivos foi realizado com base da mon-tagem composta por uma prensa hidráulica, um forno,um sistema de aquisição e gravação de dados, duasmatrizes revestidas em sua lateral por isolante térmico eseis aquecedores passivos de aço. O desenho esque-mático desta montagem é mostrado na figura 6.
Figura 6 - Aquecimento da ferramenta por aquecedor passivo
As curvas de aquecimento da matriz por gás estãorepresentadas na figura 7 e as curvas de aquecimentoda matriz inferior por contato com os aquecedorespassivos são mostradas na figura 8.
A descrição do processo de aquecimento da ferra-menta, visualizado nas figuras 7 e 8, é a seguinte:
é apresentado pelasduas curvas suaves: AB (temperatura da superfície damatriz) e A B (temperatura do centro dela). O aque-
O aquecimento da matriz por gás
1 1
Figura 7 - Curvas de aquecimento da matriz por gás

Figura 8 - Curvas de aquecimento da matriz inferior por aquecedorespassivos
cimento começou no ponto A (temperatura 26°C,tempo 0), durou cerca de 40 minutos e terminou noponto B (temperatura da superfície 300°C). A curvaBC é a do resfriamento desta ferramenta por perdastérmicas para o meio ambiente. No mesmo período detempo a temperatura do centro da matriz subiu de 26°Cno ponto B para 257°C no ponto B , o que foi causadopor condução térmica. A curva B C é a do resfriamentodo centro da mesma ferramenta.
é apresentado pelas curvasonduladas DE (temperatura da superfície da matriz) eD E (temperatura do centro dela). O aquecimentocomeçou no ponto D (temperatura 26°C, tempo 0),durou cerca de 30 minutos e terminou no ponto E(temperatura da superfície 417°C). A curva EF é a doresfriamento desta ferramenta por perdas térmicas parao meio ambiente. No mesmo período de tempo a tem-peratura do centro da matriz subiu de 26°C no ponto Dpara 334°C no ponto E , o que foi causado por con-dução térmica. A curva E F é a do resfriamento do cen-tro da ferramenta.
Cada uma das ondas 1, 2, 3, 4, 5 e 6, mostradas nafigura 8, corresponde ao processo pulsante de apli-cação/retirada na ferramenta de um aquecedor passivo.O tempo de aplicação de cada um dos aquecedoresdurou cerca de 4 minutos. O lado esquerdo da ondacorresponde ao processo de aquecimento da ferramen-ta por contato com um dos aquecedores (aquecimentopor condução), e o lado direito da onda corresponde aoresfriamento da mesma.
A comparação do método de aquecimento da ferra-menta por gás com o de aquecimento da mesma por
≈
1
1 1
1
1 1
1 1
1
O aquecimento da matriz inferior da ferramenta poraquecedores passivos
Comparação dos métodos de aquecimento daferramenta
aquecedores passivos foi feita com a base de resultadosexperimentais. Esta comparação está apresentada pelatabela 1.
Massa da ferramenta 1 matriz 2 matrizes
Tipo de aquecedor Gás Tarugo(s) de aço
Temperatura inicial da ferramenta 26°C 26°C
1.000°C(média)Temperatura do aquecedor 600°C (inicial)
Tempo de aquecimento do centro da matriz(de 26 a 250ºC)
35 min 12,5 min
Tempo de aquecimento do centro da matriz(de 26 a 330ºC)
- 31 min
Temperatura máxima da superfície da matriz 300°C 417°C
Gradiente máximo* de temperatura na matriz 52°C 112°C
Gradiente médio ** de temperatura na matriz ≈4°C ≈7°C
Tabela 1 - Comparação dos métodos de aquecimento da ferramenta deforjamento
* O gradiente foi determinado entre a superfície e o centro da matriz.**As medições de temperatura foram feitas três minutos depois de tirar o
aquecedor da superfície da ferramenta.
ANÁLISE DOS RESULTADOS EXPERIMENTAIS EDISCUSSÕES
A análise dos resultados experimentais mostrados natabela 1 revelou algumas particularidades do processode aquecimento da ferramenta que não são descritasnas referências de forma direta:
A temperatura da superfície da matriz em aqueci-mento por chama do gás GLP é muito menor que aosdos pontos críticos de temperatura do aço ferramen-ta, ou seja, o aquecimento por gás GLP não faz amea-ça de perda de propriedades mecânicas da superfícieda ferramenta;O aquecimento da ferramenta por aquecedores pas-sivos é muito mais potente do que o por gás, e gerano material da ferramenta os gradientes de tempe-ratura maiores. Mesmo assim a temperatura da su-perfície da ferramenta não pode ultrapassar a tem-peratura inicial do aquecedor; eO processo de aquecimento da ferramenta por gás etambém por aquecedores passivos requer um temporelativamente grande. Portanto o aquecimento podeser facilmente controlado.
A visualização do processo de aquecimento da ferra-menta de forjamento fornece ao engenheiro uma varie-dade de detalhes na transferência de calor do aquece-dor para a ferramenta. Isso facilita o entendimento doprocesso e a escolha adequada do método de aque-
�
�
�
6
6GLP: Gás Liquefeito de Petróleo.

cimento da ferramenta. As consequências práticas dométodo de visualização mais evidentes são:
Não há necessidade de utilização, para o pré-aque-cimento da ferramenta, de aquecedores especiaiscom a temperatura de gás pré-determinada, relativa-mente baixa e fixa; eHá possibilidade de monitoramento direto da tempe-ratura da ferramenta tanto no processo de pré-aque-cimento como no processo de forjamento.
�
�
Assim, o método de visualização do processo deaquecimento apresentado pode ser recomendado parauso na indústria de forjados.
Ao CNPq (Conselho Nacional de DesenvolvimentoCientífico e Tecnológico) pelas bolsas dos autores eapoio financeiro aos projetos do Laboratório de Trans-formação Mecânica (LdTM/UFRGS).
AGRADECIMENTOS
REFERÊNCIAS BIBLIOGRÁFICAS
[1] ASM International.ASM International: Materials Park, Ohio, USA,
2004. 333p.
[2] Dahl, C.; Vasquez, V.; Altan, T.;
ERC for Net Shape Manufacturing, Report No. 99-R-14. The Ohio State University, 1998.
[3] American Society for the Testing of Materials;
Philadelphia: ASTM, 1981. 252 p.
[4] Polozine, A.; Schaeffer, L.;. Scientific Bulletins of Rzes-
zow University of Technology (Mechanics73), Rzeszow,jun.2008. Rzeszow University of Technology, n. 253, p.239-244.
[5] Chang, C. C.; Bramley, A. N.;
Cold and Hot Forgings: Fundamentals andApplications.
Final Report on the Effect ofProcess Parameters on Die Failure and Die Life in PrecisionForging.
Manual on theUse of Thermocouples in Temperature Measurement. STP470B.
Testing of Thermocouples in TheHigh Gradient Temperature Field
Determination of the heat transfercoefficient at the work piece-interface for the forging process.
Part. B-Journal of Engineering Manufacture, Westminster,2002, Professional Engineering Publishing Ltd, v.216, n.8,p.1179-1186.
[6] Kellow, M. A.; Bramley, A. N.; Bannister, F. K.;International Journal
of Machine Tools and Manufacture, [Atlanta GA], 1969,Elsevier, v. 9, p. 239-260.
The measu-rement of temperatures in forging dies.
[7] Polozine, A.;
Porto Alegre-RS,2009. 180f. Tese de Doutorado em Engenharia - Escola deEngenharia, Universidade Federal do Rio Grande do Sul.<http://www.lume.ufrgs.br/handle/10183/15577/stats>.
[8] Polozine, A.; Schaeffer, L.; Lima, D. R. S.;
Journal of Metal Working. St. Petersburg, jul. 2010,Polytechnics, n. 3 (57), p.20-25 (em russo).
Desenvolvimento da técnica analítica para deter-minar a resistência térmica de contato "material forjado -ferramenta" para o processo de forjamento.
New research tool forthe study of thermal contact resistance of the blank - die inter-face.
Alexandre Polozine
Lírio Schaeffer
Diego Rodolfo Simões de Lima
- Engenheiro em Tecnologia Geral da Construção de Máquinas pelo Instituto Politécnico de Kiev (KPI), Ucrânia; Mestre emEngenharia pela Universidade Federal do Rio Grande do Sul (UFRGS) e Doutor em Engenharia pela Universidade Federal do Rio Grande do Sul(UFRGS). Pós-Doutorando em Engenharia e pesquisador do Laboratório de Transformação Mecânica (LdTM) do Centro de Tecnologia, daEscola de Engenharia da UFRGS, atuando no Grupo de Estudos em Forjamento, Simulação e Ensaios.
- Engenheiro Mecânico e Mestre em Engenharia de Minas, Metalúrgica e Materiais pela Universidade Federal do Rio Grande doSul (UFRGS) e Doutor na área de Conformação Mecânica pela Universidade Técnica de Aachen na Alemanha (Rheinisch-WestfalischenTechnischen Hochschule - RWTH). Coordenador do Laboratório de Transformação Mecânica (LdTM) do Centro de Tecnologia da Escola deEngenharia da UFRGS. Pesquisador na área de Mecânica, Metalurgia e Materiais do Conselho Nacional de Desenvolvimento Científico eTecnológico (CNPq), professor das disciplinas relacionadas aos processos de fabricação por conformação mecânica e vinculado ao programade Pós-Graduação em Engenharia Metalúrgica, Minas e Energia (PPGEM) da UFRGS. Consultor da Fundação de Amparo à Pesquisa doEstado do Rio Grande do Sul, na Coordenação de Aperfeiçoamento de Pessoal de Nível Superior e do Conselho Nacional de DesenvolvimentoCientífico e Tecnológico. Autor de vários livros sobre conformação mecânica.
- Engenheiro de Materiais pela Universidade Federal de Santa Catarina (UFSC) e Mestre em Engenharia pelaUniversidade Federal do Rio Grande do Sul (UFRGS). Doutorando em Engenharia e pesquisador do Laboratório de Transformação Mecânica(LdTM) do Centro de Tecnologia da Escola de Engenharia da UFRGS, atuando no Grupo de Estudos em Forjamento, Simulação e Ensaios.
ad-hoc