Produção e Operações OFICIAL

of 36
-
Upload
regina-panazzo -
Category
Documents
-
view
216 -
download
0
Transcript of Produção e Operações OFICIAL
-
8/14/2019 Produo e Operaes OFICIAL
1/36
-
8/14/2019 Produo e Operaes OFICIAL
2/36
REGINA PANAZZO
Processos Gerenciais
INSTALAES EM PRODUO E OPERAES
Apresentao de trabalho sobre Instalaes
em Produo e Operaes ao Curso
Superior de Tecnologia em Processos
Gerenciais, 2 semestre, Faculdade
Estcio/UniRadial, disciplina Administrao
de Produo e Servios.
Orientadora: Vania Gomes
SO PAULO
2009
-
8/14/2019 Produo e Operaes OFICIAL
3/36
RESUMO
A Administrao da Produo e Operao tem mudado bastante nas ltimas dcadas tornado-se cada vez mais estratgica, garantindo o melhor uso dos recursos e o aproveitamento ideal dosinsumos. Com esse monitoramento das operaes, a produo passa a ser mais contnua, ganhandoconfiabilidade e flexibilidade para planejar e controlar a demanda por produtos, bem como assegurar equipe de venda que os compromissos assumidos junto aos clientes sejam cumpridos.
Dentro da amplitude da Administrao de Produo e Operaes, foram abordados os temasde Localizao e Arranjo Fsico, Capacidade Produtiva e Filas em Unidades da Rede de Operaes e aTeoria das Restries.
Esse trabalho teve como objetivo desenvolver os temas citados de uma forma ampla egeneralizada, atravs de pesquisas em diversos meios de comunicao.
Esperamos que a qualidade e a competncia sejam os aspectos preliminares bsicos a seremevidenciados neste estudo.
ABSTRAT
The administration of Productions and Operations has changed too much, in last decades
becoming increasingly strategic, ensuring the best use of resources and optimal use of inputs.
With this monitoring of operations, the production becomes more continuous, acquiring
reliability and flexibility to plan and control the demand for products and ensure the sales team that
commitments are met, to the customer.
Within the scope of Production and Operations Management, were addressed the issues ofLocation and Physical Arrangement, Capacity and Queues in Units of the Network Operations and the
Theory of Constraints.
This work aimed to develop the themes mentioned so broad and general, through research in
various communication medias.
We hope that the quality and competence are the basic aspects to be highlighted in this study.
-
8/14/2019 Produo e Operaes OFICIAL
4/36
SUMRIO
INTRODUO 061. LOCALIZAO E ARRANJO FSICO DE UNIDADES DE OPERAES
1.1. Fatores determinantes nas decises de localizao 071.2. Localizao de Instalaes de Servios 081.3. Fatores que Afetam a Localizao 08
1.3.1. Proximidade de fontes qualificadas de suprimento (material) 081.3.2. Proximidade de fontes de insumos (mo de obra) 081.3.3. Proximidade dos clientes 081.3.4. Consideraes referentes ao ambiente fsico e de negcio 091.3.5. Consideraes referentes a qualidade de vida dos colaboradores 091.3.6. Consideraes referentes comunidade 091.3.7. Consideraes referentes globalizao 09
1.4. Mtodos para Localizao de Unidades de Operaes 091.5. Localizao de Unidades de Servios 121.6. Arranjo Fsico 12
2. CAPACIDADE PRODUTIVA E FILAS EM UNIDADES DE REDES DEOPERAES
2.1. Medidas de Capacidade Produtiva (Imputs/Outputs) 142.2. Gesto Estratgica de Capacidade 172.3. Gesto Ttica da Capacidade 192.4. Gesto de Capacidade em Operaes 20
2.4.1. Absorver as variaes da demanda usando estoques 202.4.2. Alterar a capacidade do sistema para que esta se ajuste melhor demanda 20
2.4.3. Influenciar a demanda para ajust-la a capacidade disponvel 202.5. Yield Management ou Gesto das Receitas 212.5.1. Caractersticas das empresas com programas de gesto de receitas 212.5.2. A base de aplicao dos programas de gesto de receitas 21
2.6. Overbooking 212.7. Gesto de Filas e Fluxos 22
2.7.1. Psicologia das Filas 222.7.2. Teoria das Filas 22
2.7.2.1. Caractersticas dos processos de filas 242.7.2.2. Notao 272.7.2.3. Medidas de desempenho de sistemas de filas 28
2.7.2.4. Um processo de Poisson simples 293. TEORIA DAS RESTRIES EM REDES DE OPERAES 30
3.1. Histrico 303.2. O Processo Decisrio da Teoria das Restries e os Processos de Raciocnio 30
3.2.1. rvore da realidade atual (ARA) 313.2.2. Diagrama de disperso da nuvem 323.2.3. rvore da realidade futura (ARF) 323.2.4. rvore de pr requisitos 323.2.5. rvore de transio 32
CONCLUSO 35
REFERNCIAS 37
-
8/14/2019 Produo e Operaes OFICIAL
5/36
5
INTRODUO
A administrao de Produo e Operaes evoluiu at sua forma atual atravs da combinao
de prticas consagradas do passado, adaptando-se aos desafios de cada era, a fim de buscar novas
formas de gerenciar o sistema de produo. Os principais acontecimentos que contriburam para seu
desenvolvimento foram Revoluo Industrial, O Perodo Ps Guerra Civil e A Administrao
Cientfica.
Dentre as reas funcionais de uma empresa industrial, o setor de produo o mais
pressionado. As causas dessas presses so inmeras e vem, principalmente, como resultado da
evoluo concorrencial cada vez mais dinmica, que por sua vez responde aos desafios lanados por
uma sociedade sempre mais globalizada e tambm em constante mutao.
Os aspectos externos induzem outros, que acabam sinalizando s empresas necessidades demudanas em seu ambiente interno. Tais influncias e necessidades associadas so resultantes do
assim chamado por muitos novos paradigmas de produo. Em funo disso que surgiu uma nova
tarefa, antes inexistente, de se examinar e definir continuamente o sistema de gesto de produo, em
consonncia com as exigncias tpicas das variaes contextuais que vo ocorrendo.
Grande parte das empresas industriais ou servios enfrentam, nos dias de hoje, uma
concorrncia internacionalizada, alm das j existentes em seu pas de origem, tendo que experimentar
assim, o sabor da concorrncia em um mercado ampliado, em nvel mundial.
Nos ltimos tempos, temos experimentado uma verdadeira invaso de empresas
multinacionais de todas as partes do globo, que so atradas no s pela beleza de nosso pas, mas
principalmente pelo interesse no enorme potencial de nosso mercado consumidor.
Neste contexto, o grande desafio dos gerentes de produo, buscar novas formas para o
sistema de produo organizacional, de modo a obter vantagem competitiva na empresa e torn-la
lucrativa e duradoura.
Assim este trabalho vem abordar a importncia de vrios processos fundamentais que
envolvem a Administrao de produo.
-
8/14/2019 Produo e Operaes OFICIAL
6/36
6
1. LOCALIZAO E ARRANJO FSICO DE UNIDADES DE OPERAES
Com o aumento da concorrncia em escala global, empresas dos mais variados setores tm
sido compelidas a apresentarem avanos em seus resultados de desempenho. No Brasil, isto tambm
verdadeiro, as empresas so foradas a terem respostas cada vez mais rpidas, diante das exigncias de
seus clientes, de forma eficiente, flexvel, segura e com custos competitivos.
No desenvolvimento do presente trabalho foi utilizada a pesquisa bibliogrfica exploratria
como base para a obteno de fundamentos tericos visando evidenciar a importncia da escolha
apropriada do arranjo produtivo em funo da localizao da empresa e da capacidade de produo.
Corra (2006) afirma que a localizao de uma operao afeta a capacidade de uma empresaem competir em relao aos aspectos internos e externos. Para as empresas de manufatura, a
localizao afeta seus custos diretos, custos de transporte (matrias-primas, componentes, insumos
etc), custos da mo-de-obra, custos logsticos, entre outros.
Por sua vez, a localizao interfere no atendimento ao cliente, no tempo de transporte dos
produtos acabados at o seu destino final e na proximidade com suas fontes de recursos dentro de sua
cadeia de suprimentos.
As decises de localizao devem ser avaliadas cuidadosamente, utilizando-se as tcnicas
apropriadas, para se evitar uma escolha mal sucedida. As escolhas de localizao devem ser
precedidas de uma anlise detalhada, levando-se em conta o maior nmero possvel de variveis. Adeciso tomada ainda deve estar de acordo com a viso que a empresa tem de seu negcio.
1.1.Fatores determinantes nas decises de localizao
Muitos fatores podem afetar a deciso sobre a localizao de uma empresa industrial, entre
eles pode-se destacar:
Disponibilidade de mo-de-obra qualificada; Proximidade com as fontes de fornecimento;
Proximidade com mercados consumidores;
Qualidade de vida e servios disponveis aos funcionrios;
Servios Pblicos (gua, esgoto, energia, telecomunicaes, etc);
Benefcios fiscais e ajuda financeira;
Rodovias, Portos, Aeroportos, Ferrovias;
Legislaes, sindicatos mais flexveis;
Cultura da regio, princpios ticos;
Localizao dos concorrentes e a
Localizao global.
-
8/14/2019 Produo e Operaes OFICIAL
7/36
7
1.2. Localizao de Instalaes de Servios
Localizar instalaes fixas ao longo da rede da cadeia de suprimentos um importante
problema de deciso que d forma, estrutura e contornos ao conjunto completo dessa cadeia
(BALLOU, 2006). Localizar significa determinar o local onde ser a base de operaes, onde serofabricados os produtos ou prestados os servios, onde se far a administrao do empreendimento. Em
matria de localizao, nada pode ser negligenciado. s vezes, detalhes aparentemente pequenos,
quando no levados em conta, podem acarretar srias desvantagens.
A literatura mais especializada sobre localizao de instalaes bastante diversificada,
apresenta vrias formas de tratar o problema e suas variaes, inmeros modelos esto descritos nas
principais revistas, peridicos e congressos cientficos nacionais e internacionais, de variadas reas do
conhecimento.
importante frisar a necessidade de uso de um modelo como apoio deciso que se pretendetomar, porm respeitando as imperfeies naturais inerentes ao processo de modelagem.
1.3. Fatores que Afetam a Localizao
1.3.1. Proximidade de fontes qualificadas de suprimento (material)
Muitas empresas podem privilegiar localizaes prximas de fontes de suprimentos. Por
razes que privilegiam o critrio proximidade de fontes de suprimentos em suas decises de
localizao so os custos de transporte. Por exemplo, isso ocorre quando as matrias-primas so muito
mais volumosas, caras ou difceis de transportar que o produto.
Alguns produtos que tem muitos problemas que se encaixam nesse caso so as fabricas de
papel (muito mais caro transportar toras de madeira que transportar papel), alm de numerosas e
outras. (CORRA, CORRA, 2004).
1.3.2.Proximidade de fontes de insumos (mo de obra)
Proximidade de fontes amplas de mo-de-obra qualificada ou de preo mais baixo, s vezes,
um aspecto importante para a deciso de localizao de negcios que so intensivos em mo-de-obra
ou em conhecimento. A empresa tem, ento, de analisar as quantidades e as habilidades de diferentes
categorias de mo-de-obra que so necessrias a sua operao.Em operaes em que servios podem ser prestados de forma remota, s vezes a localizao
decidida quase exclusivamente com base na disponibilidade ou no resto da mo-de-obra. Por exemplo,
muitas empresas americanas tm terceirizados seus servios de call centerpara empresas na ndia
nesse caso, a localizao fsica dos call centers foi mais influenciada pela disponibilidade de mo-de-
obra barata, qualificada e proficiente em ingls. (CORRA, CORRA, 2004).
1.3.3.Proximidade dos clientes
Localizao das operaes prximas aos mercados aos quais serve essencial para grande
quantidade de negcios.Uma situao em que isso ocorre aquele em que o transporte do produto mais, volumoso,
caro ou difcil que o transporte do produto mais volumoso, caro ou difcil que o transporte dos
-
8/14/2019 Produo e Operaes OFICIAL
8/36
8
insumos da operao exemplo (supermercados, lojas de convenincia, sales de beleza, posto de
combustvel, lavanderias, farmcias, restaurantes, entre outros). (CORRA, CORRA, 2004).
1.3.4.Consideraes referentes ao ambiente fsico e de negcio
Consideraes incluem aspectos como preo, qualidade e disponibilidade de espao fsico(inclusive considerando necessidades futuras de expanso), utilidade (gua, energia eltrica,
telecomunicaes, servios pblicos como coleta de lixo, segurana, etc.), incentivos fiscais
possivelmente oferecidos (federais, estaduais e municipais), impactos ambientais, condies de solo,
condies climticas, acesso infra-estrutura de transportes (rodovirios, martimo, areo), que com
maior ou menor peso devero ser considerados por empresas decidindo localizao. (CORRA,
CORRA, 2004).
1.3.5.Consideraes referentes a qualidade de vida dos colaboradores
Outra considerao crescentemente importante, num ambiente em que cada vez mais o capitalhumano e visto como um fator crucial na obteno de vantagens competitivas, a referente operao
torna-se atraente aos olhos dos funcionrios que a empresa pretende atrair.
Em certas situaes, crucial levar em conta como um dos fatores influentes na deciso de
localizao a presena ou ausncia, na regio considerada, de infra-estrutura de segurana, lazer,
educao (boas escolas para os cnjuges e filhos dos funcionrios e para os prprios funcionrios
garantirem educao continuada), moradia, transporte publico, clima, estilo de vida, entre outros.
(CORRA, CORRA, 2004).
1.3.6.Consideraes referentes comunidade
At certo ponto, o sucesso de qualquer negcio limitado pela aceitao ou no da
comunidade onde a empresa est inserida. Muitas comunidades recebem bem novos negcios, pois
geram empregos, impostos e outros benefcios, entretanto algumas restries como poluio (visual,
sonora, do ar ou gua) podem ocasionar a rejeio.
1.3.7.Consideraes referentes globalizao
Com a globalizao de mercados e negcios, esta cada vez mais frequente as empresas
tomarem decises de expanso de suas atividades, explorando novos mercados e aproveitando
algumas vantagens referentes a insumo, como mo de obra mais barata, matria prima mais
abundante, legislao menos restritiva, entre outras.
Porm no se pode deixar de lado a questo da cultura e risco poltico, assim nas decises de
localizao, de suma importncia que se identifique as particularidades de cada regio, para que
erros sejam evitados.
1.4. Mtodos para Localizao de Unidades de Operaes
O estudo da localizao de plantas industriais e das unidades de operaes de grande
importncia tanto para a empresa que pretende alcanar o maior nmero de vantagens competitivas,
como para o desenvolvimento das reas urbanas que a circundam.
-
8/14/2019 Produo e Operaes OFICIAL
9/36
9
necessrio tambm levar em considerao a questo ambiental de cada uma dessas reas e
como a instalao das novas plantas impacta em cada uma delas.
Segundo Weber (1971), a teoria de localizao de plantas industriais comea por definir
fatores locacionais importantes na definio do local a ser ocupado. Estes fatores podem ser divididosem especficos (economias de custos alcanadas por um nmero pequeno de empresas) e gerais
(economias de custos que podem ser alcanadas por qualquer indstria). Os segundo ainda podem ser
separados em regionais (capazes de influenciar a escolha da localizao entre regies) e
aglomerativos, ou desaglomerativos (fatores que provocam a concentrao ou disperso em uma
regio). Dentre os fatores locacionais gerais destacamos:
Transporte (regional);
Mo de obra (regional);
Ofertas de servios (como energia eltrica e gua, por exemplo, fatores que podem ser
aglomerativos se presentes em determinada regio).
Alm disso, fatores que reflitam o desenvolvimento urbano e social de uma determinada
regio tambm devem ser levados em considerao na anlise e avaliao de projetos.
Deve-se prestar ateno no aumento do valor agregado industrial, na elevao do nvel de
emprego e redistribuio da populao (diminuindo, dessa forma, as diferenas entre regies), na
utilizao dos recursos locais, na criao de uma estrutura industrial diversificada e com capacidade de
crescimento auto-sustentado e, por fim, visar o aumento da competitividade e da quantidade de
exportaes da empresa e da regio, impulsionando ainda mais o desenvolvimento local.
Segundo Clemente et al. (1998), a sua principal preocupao era desenvolver um modelo deequilbrio geral do espao que servisse tanto para a anlise de projetos empresariais como pblicos.
O primeiro instrumento de anlise para problemas de localizao industrial foi desenvolvido
na Itlia no comeo da dcada de 70, com o objetivo de enquadrar, num mesmo cenrio, as
necessidades dos investidores, que procuravam a localizao ideal para seus empreendimentos e dos
administradores pblicos, que visavam obter um melhor aproveitamento do territrio administrativo e
desenvolver uma poltica industrial que refletisse o que as regies pudessem oferecer.
O modelo de localizao atual se aproveita do desenvolvimento tecnolgico avanado e
utilizam ferramentas de geoprocessamento para obter informaes das mais variadas sobre uma
determinada rea/local.
O levantamento das caractersticas da rea de instalao de uma planta industrial um fator
muito importante para se atingir o sucesso num empreendimento deste porte.
Atravs do estudo de localizao torna-se possvel alcanar um maior nmero de vantagens
competitivas, tanto para a empresa em si, como para o desenvolvimento da rea urbana que a circunda.
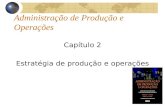
Geralmente, as decises de localizao so tomadas de forma hierrquica, do mais geral para o
mais particular, envolvendo nveis de deciso, como: conforme o esquema da abaixo
-
8/14/2019 Produo e Operaes OFICIAL
10/36
10
Nvel hierrquico Deciso Fatores Principais
Fonte: Adaptada de CORRA&CORRA, 2004
A definio da localizao de uma unidade de operaes no uma tarefa fcil e geralmente
delegada aos gestores de logstica, embora tambm nos ltimos anos esses estudos tenham abrangido
projetos de canais logsticos, como resultado da globalizao de fontes de suprimentos e de
consideraes de marketing.
Algumas ferramentas so teis para apoiar o processo de deciso, como:
Mtodo de Ponderao de Fatores
Constitui em um mtodo racional de confrontar e avaliar alternativas de macro-localizao.
Mtodo do centro de gravidade
O mtodo comea localizando num grid simplificado as unidades j existentes (fontes de
insumos e clientes). O propsito estabelecer as distncias entre os locais, para estabelecer o menorcusto para instalao da empresa.
Potencial de mercado Custos operacionais; Estabilidade poltica; Aceitao cultural Adequao ao clima e temperatura; Infraestrutura global de utilidades e
servios.
Custo de transportes; Impostos e incentivos; Custos e disponibilidade;
Legislao e incentivos fiscais; Legislao trabalhista; Protecionismo; Potencial do mercado.
Acesso a mercadoria; Custo e disponibilidade de insumos; Legislao e incentivos fiscais; Atitude da comunidade; Disponibilidade de locais; Fatores referentes qualidade de vida.
Acesso infraestrutura de transporte; Acesso mercados locais; Caractersticas do endereo; Custo do espao; Impostos territoriais; Incentivos locais.
Regio Global
Comunidade
Local Especfico
Regio do
mundo ou pas
Pas ou regio de
pas
Cidade
Endereo
Sub - regio
-
8/14/2019 Produo e Operaes OFICIAL
11/36
11
Mtodo dos Momentos
semelhante ao do centro de gravidade, onde a ponderao de um determinado centro
(cidade) considera o MOMENTO que as demais cidades somadas possuem. (custo de transporte X
quantidade x distancia) o que tiver menor soma de momentos ser o escolhido.Mtodo do Ponto de Equilbrio
So comparadas diferentes localidades em funo dos custos totais da operao (custos fixos +
custos variveis).
1.5. Localizao de Unidades de Servios
A localizao de unidades de servio segue a mesma lgica da localizao de unidades de
operaes, necessrio encontrar uma localizao que maximize o produto oferecido.
Atualmente, com a facilidade de aplicao de sistemas computadorizadas, existem inmeras
solues tecnolgicas desenvolvidas para apoiar esta deciso. A maioria destas solues utiliza
modelos de programao matemtica (monocritrio ou multicritrio) e de teoria das filas. Cabe
empresa a escolha da tecnologia correta e mais adequada ao seu negcio.
Aps a deciso de localizao da unidade, a determinao de sua capacidade produtiva deve-
se iniciar os procedimentos para o desenvolvimento dos arranjos fsicos necessrios.
1.6. Arranjo FsicoO arranjo fsico visa dispor da melhor forma possvel s mquinas e equipamentos necessrios
execuo das atividades. Ele uma das caractersticas evidentes de uma produo ou prestao de
servios, porque determina sua forma e aparncia.
O arranjo fsico uma das primeiras coisas que se nota quando se entra em uma fbrica.
Pequenas mudanas no arranjo fsico podem influenciar diretamente no fluxo de materiais ou
no fluxo de pessoas. Um supermercado, por exemplo, pode alterar seu arranjo fsico e desviar um
maior fluxo de clientes para uma determinada rea de sua preferncia. Essas mudanas, pequenas ou
no, podem afetar positivamente ou negativamente, os custos e a eficcia geral da produo.
H razes importantes para escolhermos o arranjo fsico mais adequado, entre elas temos:
Mudar o arranjo fsico existente uma atividade que tem algum grau de dificuldade e de longa
durao, por causa dos recursos como mquinas, equipamentos e bancadas, mudanas erradas no
arranjo fsico podem interromper ou prejudicar a produo, prejudicando prazos de entrega ou levando
a perda de produo. Um arranjo fsico incorreto pode levar a fluxos longos ou confusos, altos
estoques sem necessidade, fluxos imprevisveis e altos custos.
H grande presso da produo para que o arranjo fsico no seja alterado constantemente.
A mudana do arranjo fsico pode ser de execuo difcil e cara e, portanto, os gerentes deproduo podem relutar em faz-la com freqncia. (SLACK, 2002, p. 201).
-
8/14/2019 Produo e Operaes OFICIAL
12/36
12
Como so grandes as dificuldades de tempo, perda de produo e custos, alterar
constantemente o arranjo fsico no interessante para as empresas. O ideal acertar j na escolha do
arranjo fsico, escolhendo de modo a aperfeioar seu processo produtivo, com isso a empresa pode
reduzir custos, aumentar sua produtividade, diminuir movimentaes desnecessrias de pessoas,equipamentos e materiais. Com uma correta escolha do arranjo fsico, no haver necessidade de
constantes alteraes, sendo necessrias apenas eventuais mudanas para adequar-se s necessidades
de alterao do processo.
Projetar o arranjo fsico de uma operao produtiva, assim como qualquer atividade de
projeto, deve iniciar-se com os objetivos estratgicos da produo. (SLACK, 2002, p. 201)
Mas dessa forma se esta apenas iniciando um processo de mltiplos estgios que levaro ao
arranjo fsico final de uma operao.
Lembrando que, tipo de processo no o mesmo que arranjo fsico, pois, os tipos de processoso abordagens para a organizao das atividades e processos de produo.
Arranjo fsico um conceito mais restrito, mas a manifestao fsica de um tipo de
processo. (SLACK, 2002, p. 201)
Geralmente os tipos de processo so escolhidos de forma a maximizar o volume produtivo,
buscando sempre o extremo alto volume - baixa variedade dos tipos de processo.
A maioria dos arranjos fsicos, na prtica, derivam de apenas quatro tipos bsicos de arranjo
fsico. (SLACK, 2002, p. 201)
Os quatro tipos de arranjo fsicos so:
Arranjo fsico posicional
Arranjo fsico por processo
Arranjo fsico celular
Arranjo fsico por produto
Cada tipo de processo no tem um modelo de arranjo fsico pr-determinado, podendo-se
ento, alinhar estrategicamente um determinado tipo de processo a um dos vrios tipos de arranjo
fsico. O tipo bsico de arranjo fsico define a maneira geral segundo a qual os recursos vo ser
distribudos, mas ele no define a posio exata de cada elemento da operao.
O estagio final na atividade de definio do arranjo fsico a definio do projeto detalhado
de posicionamento fsico dos recursos. (SLACK, 2002, p. 202)
-
8/14/2019 Produo e Operaes OFICIAL
13/36
13
2. CAPACIDADE PRODUTIVA E FILAS EM UNIDADES DE REDES DE OPERAES
Na busca de atingir melhores ndices de lucratividade, as empresas procuram reduzir ao
mximo todos os custos operacionais, tendo como objetivo trabalhar com a mxima capacidade
produtiva.
Para que sejam atingidos melhores resultados em produtividade e competitividade, torna-se
extremamente importante um planejamento adequado e voltado para as capacidades da produo.
Segundo Slack (1999, p.253), um equilbrio adequado entre capacidade e demanda pode gerar altos
lucros e clientes satisfeitos, enquanto que o equilbrio errado pode ser potencialmente desastroso.
Tanto em casos de excesso como tambm em situaes de capacidade produtiva insuficiente,
os custos extras e indesejveis acabam aparecendo, gerando assim vrias desvantagens.
Uma capacidade insuficiente causa uma deteriorizao do nvel de servios a clientes,principalmente no que diz respeito aos prazos e sua confiabilidade. Leva tambm frustrao do
pessoal da fbrica, devido grande presso e falta de capacidade para cumprir os prazos prometidos.
J em caso de excesso de capacidade, os custos adicionais aparecem, sendo totalmente inviveis num
ambiente extremamente competitivo.
Inicialmente necessrio observar o conceito de capacidade produtiva em um ambiente de
fabricao no cho de fbrica. Para Slack (1999, p.274), a capacidade produtiva de uma operao o
nvel mximo de atividade de valor adicionado que pode ser conseguida em condies normais de
operao durante determinado perodo de tempo.
Muitas organizaes operam abaixo de sua capacidade mxima de processamento, seja porque
a demanda insuficiente para preencher completamente sua capacidade, seja por uma poltica
deliberada, de forma que a operao possa responder rapidamente a cada novo pedido.
As estratgias para lidar com mudanas de demanda e, conseqentemente, de capacidade,
podem ser de longo, mdio ou curto prazo. As primeiras dizem respeito a introduzir (ou eliminar)
incrementos grandes de capacidade fsica. Os ajustes de capacidade no mdio prazo envolvem, por
exemplo, alterao no nmero de horas em que os equipamentos so utilizados. Por fim, a maioria das
operaes tem de estar preparadas, tambm, para mudanas dirias de capacidade em resposta a
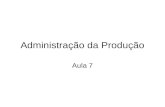
aumentos imprevistos de demanda.No quadro abaixo, podemos observar os diferentes nveis de deciso para aumento da
capacidade produtiva, que incluem as seguintes atividades:
Avaliao da capacidade existente;
Previses de necessidades futuras de capacidade;
Identificao de diferentes formas de alterar a capacidade a curto, mdio e longo
prazos;
Identificao de diferentes formas de alterar a demanda;
Avaliao do impacto da deciso a respeito de capacidade sobre o desempenho da
operao;
-
8/14/2019 Produo e Operaes OFICIAL
14/36
14
Avaliao econmica, operacional e tecnolgica de alternativas de incrementar
capacidade;
Seleo de alternativas para a obteno de capacidade adicional.
Nveis de Decises
Inrcia Horizonte Questes principais Nvel decisrio Decises tpicas
Lo
nga
Meses/Anos
Que nvel global decapacidadenecessitaremos aolongo dohorizonte?
Que padro dedecises devemosadotar paraalterao dos nveisglobais decapacidade?
Estratgico
Direo
Novas unidadesde operaes
Expanses deunidades
Aquisio /alterao detecnologia deprocesso
M
dia
Semanas/Meses
Devemos utilizarproduo niveladaou acompanhar ademanda com aproduo?
Que composto de
funcionriosprprios e deterceiros usar paraatender flutuaesde demanda?
TticoMdia Gerncia
Turnos detrabalho ao longodo horizonte
Terceirizao decapacidade
Dimensionament
o de pessoalAquisio:recursos de portemenor
Pequena
Horas/Dias/Semanas
Que recursosalocar para quetarefas?
Como acomodarflutuaes dedemanda no
curtssimo prazo?
Operacional
Alocao depessoal entresetores
Horas-extrasAlocao depessoal no tempo
Controle de
entrada e sada defluxo por recurso
2.1 Medidas de Capacidade Produtiva (Imputs/Outputs)
Vrias definies de capacidade geralmente associam a palavra a volume fixo ou escala, no
indicando, porm, a capacidade de processamento, o que tambm importante do ponto de vista das
operaes. Para tanto necessrio introduzir a dimenso tempo e transformar a capacidade de volume
fixo em fluxo por perodos.
-
8/14/2019 Produo e Operaes OFICIAL
15/36
15
A dimenso da capacidade uma escolha estratgica que condiciona a atuao da empresa no
mercado. resultado de uma anlise feita pela empresa, em termos economicamente viveis, que
indica qual poder ser a quantidade de output escoado naquele momento.
Podemos considerar a capacidade da produo como sendo ajustvel. Segundo Slack (1999),a capacidade da produo pode ser modificada atravs da utilizao dos seguintes mtodos:
Utilizao de horas extras;
Variar o tamanho das foras de trabalho;
Usar o pessoal em tempo parcial;
Subcontratao;
Gerenciar a demanda.
Uma eficiente gesto da capacidade de produo depende de se ter uma medida correta destacapacidade disponvel, o que no tarefa fcil. De qualquer forma, a informao sobre essa medida, ser
sempre aproximada, pois ocorrem muitas variaes durante o processo.
A capacidade produtiva depende de duas medidas: a utilizao e a eficincia. A eficincia de
um processo produtivo refere-se quantidade dessa capacidade produtiva. Assim, se um funcionrio
contratado por oito horas ao dia para compor o quadro operacional de uma indstria de produo de
componentes eletrnicos, mas efetivamente trabalha apenas seis horas, o seu nvel de eficincia de
75%.
Assim podemos definir que capacidade terica o total de produo que pode ser obtida em
um perodo de trabalho, considerando-se o tempo potencial disponvel.
Utilizao e eficincia na gesto de capacidade produtiva
Utilizao =
Eficincia =
Quando se utilizam ambas as medidas para o projeto e planejamento de capacidade,
importante usar o conhecimento adquirido de um desempenho passado da operao em utilizao e
eficincia para um planejador ou projetista de operao de servio considere que a capacidade total
terica estar disponvel para isso e para gerar sadas. Para tanto devemos levar em considerao:
Capacidade para planejamento =
Capacidade efetivamente disponvel
Capacidade total terica
Sadas demonstradas em capacidade efetivamente disponvelSadas-padro em capacidade efetivamente disponvel
Capacidade terica total x Utilizao x Eficincia
-
8/14/2019 Produo e Operaes OFICIAL
16/36
16
2.2. Gesto Estratgica de Capacidade
Uma das importantes estratgias de longo prazo diz respeito determinao do momento de
alterao da capacidade. A empresa deve escolher uma posio entre as estratgias extremas de
capacidade antecipada demanda, programando aumentos de capacidade de forma que esta sejasempre suficiente para atender demanda prevista, e de capacidade acompanhando a demanda,
aumentando a capacidade somente quando a demanda for igual ou maior do que a capacidade.
Para um adequado planejamento da capacidade a empresa deve considerar as variveis
quantidade e tempo em suas decises. Uma perspectiva de balano entre a demanda prevista e o
fornecimento de capacidade deve permear a inteno da empresa em prover capacidade extra ou
estabelecer uma defasagem da oferta de capacidade. Assim o gerenciamento da capacidade pode ser
expressa como trade-off entre alta utilizao menores custos e riscos de perder clientes - e
manuteno de capacidade extramaiores custos e melhor atendimento e flexibilidade aos clientes.
Quando h capacidade suficiente, a receita maximizada e os clientes estaro sempre
satisfeitos, porm os custos da operao tendem a serem maiores, pois geralmente haver capacidade
ociosa. Na estratgia de acompanhamento da demanda, os custos unitrios de produo so
minimizados, mas aumentam as chances de insatisfao dos clientes com perdas de qualidade e,
conseqentemente, de perdas de fatias de mercado.
As questes correlatas ao planejamento da capacidade esto no relacionamento entre
capacidade e nvel de demanda, especialmente em situaes que necessitam da alterao de
capacidade em forma de expanso ou reduo. O fundamento bsico para cada estratgia que a
capacidade incrementada ou removida em pores, analogamente a degraus, e raramente em
pequenos incrementos.
Entretanto, um aspecto estratgico decidir se a capacidade alterada antes da mudana
esperada da demanda, ou de modo reativo, se a capacidade sofrer alterao aps a efetivao da
demanda.
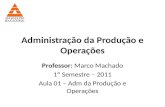
Existem trs tipos de estratgias de capacidade: liderando a demanda, perseguindo a demanda
e acompanhando a demanda.
Capacidade lidera a demanda
Capacidade
Tempo
Demanda
-
8/14/2019 Produo e Operaes OFICIAL
17/36
17
Demanda
Capacidade
Tempo
Significa que a adio de capacidade antecipada mudana da demanda prevista. O objetivo
manter uma sobra de capacidade que pode ser usada para suportar flexibilidade de volume e oferecer
prazos de entregas confiveis. Se h uma tendncia de crescimento da demanda, a capacidade deve ser
adicionada em antecipao efetivao da demanda. Em face de uma tendncia de declnio dademanda significaria que a capacidade deveria decrescer ao nvel da demanda eliminando um degrau
de capacidade. A regra bsica que a capacidade sempre deveria ser maior ou igual demanda e,
portanto, manter foco com a preocupao no atendimento dos pedidos, em ambos na tendncia
positiva ou negativa.
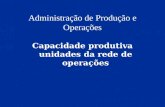
Capacidade persegue a demanda
Neste casso a adio de capacidade atrasada na alterao da demanda. O objetivo manter a
alta utilizao dos recursos produtivos e interessante em mercados que o preo baixo fator decisivo
de compra. O princpio bsico produzir o mximo possvel para manter capacidade em plenautilizao. A capacidade deve ser modificada de modo reativo ao aumento da demanda, e um dos
desafios quando a demanda de declnio, a tomada de deciso para sua reduo no momento em que
sua utilizao ainda est em alta. A regra nesse caso que a capacidade nunca deve exceder a
demanda.
Capacidade acompanha demanda
Acompanhar a demanda significa dizer que a diferena entre os nveis de capacidade e
demanda mantida em um nvel mnimo. O objetivo acompanhar a demanda o mais prximopossvel colocando mais nfase na varivel quantidade, isto , o tamanho do incremento ou reduo do
que a preocupao de quando modificar a capacidade. A reduo do tamanho dos incrementos facilita
DemandaCapacidade
Tempo
-
8/14/2019 Produo e Operaes OFICIAL
18/36
18
a estratgia para a empresa e, conseqentemente, minimiza os problemas decorrentes dos desvios entre
demanda e capacidade.
2.3. Gesto Ttica da CapacidadeA gesto ttica de capacidade ocupa-se de ajustar da melhor forma possvel o nvel global de
capacidade produtiva disponibilizado pelas polticas estratgicas s flutuaes de mais curto prazo da
demanda.
Por meio de acompanhamento e monitoramentos, so verificadas algumas necessidades de
ajustes na capacidade da produo em curto prazo. Tais ajustes visam flexibilizar o volume produzido
por um curto perodo de tempo.
As decises tomadas atravs do planejamento de capacidade podem afetam alguns aspectos de
desempenho, como: Os custos, as receitas e o capital de giro so afetados pelo equilbrio entre capacidade e
demanda, bem como tambm pela deciso de produo para estoques e para a
antecipao da demanda;
A qualidade dos servios pode ser afetada se ocorrerem grandes flutuaes de
capacidade, atravs da contratao de pessoal temporrio ou utilizao de horas extras;
A velocidade de resposta demanda pode ser melhorada pelo aumento de estoques ou
pela capacidade excedente, evitando as filas;
A confiabilidade pode ser melhorada atravs da proximidade dos nveis de demanda ecapacidade;
A flexibilidade ser melhorada por capacidade excedente.
Um bom planejamento para capacidade de curto prazo visa auxiliar e subsidiar as decises a
serem tomadas, tendo como objetivos principais:
Antecipar as necessidades referentes s capacidades de recursos, os quais requeiram um
curto espao de tempo para sua obteno;
Criar um plano detalhado para produo e que seja vivel, a fim de que este possa ser
liberado para a execuo pela fbrica.
Para uma verificao de capacidade em curto prazo necessrio administrar a capacidade dos
recursos, principalmente em funo de alguns improvisos que possam acontecer, tais como quebra de
mquinas, falta de materiais e falta de funcionrios.
Assim, verifica-se que possvel realizar um planejamento para capacidade de curto prazo
atravs de um monitoramento por meio de anlise da execuo das tarefas e da administrao dos
recursos disponveis.
-
8/14/2019 Produo e Operaes OFICIAL
19/36
19
2.4. Gesto de Capacidade em Operaes
A ponderao exigida, quanto aos objetivos de desempenho, pelas organizaes visando
reduo de custos e estoques, minimizando o investimento em capital e atendimento gil focado no
cliente, levando os gerentes de produo adotar abordagens combinadas de trs formas de polticasde capacidade.
2.4.1. Absorver as variaes da demanda usando estoques
Esta poltica ignora as flutuaes da demanda e mantm os nveis das atividades constantes.
Para isto, pressupem que a capacidade de processamento estabelecida em um nvel constante ao
longo do perodo de planejamento, no considerando as variaes da demanda. A formao de filas,
uso do sistema de reservas e a segmentao da demanda so trs formas, sugeridas pelos autores, para
a "estocagem de clientes" nas operaes de servio. Pode ser chamada de poltica de capacidadeconstante.
2.4.2. Alterar a capacidade do sistema para que esta se ajuste melhor demanda
Denominada de poltica de acompanhamento da demanda, realiza o ajuste da capacidade para
refletir as flutuaes da demanda. Ao contrrio da poltica de capacidade constante, esta alternativa
tenta ajustar a capacidade a patamares prximos demanda, incluindo suas variaes. Sua
operacionalizao mais dificultosa pois cada perodo constatado exigir quantidades de recursos e
horas de produo distintas. geralmente adotada em operaes que no podem estocar sua produo
(processamento de clientes ou produo de produtos perecveis). Gerenciar horas extras e tempoocioso, variar o tamanho da fora de trabalho, usar pessoal em tempo parcial e subcontratao so
alguns mtodos para ajustar a capacidade.
2.4.3 Influenciar a demanda para ajust-la a capacidade disponvel
Atravs da gesto da demanda, permite-se alter-la para ajust-la disponibilidade da
capacidade. A estabilidade da demanda em determinadas operaes permite uma estruturao do
negcio que repercutir em reduo de custos e melhoria no servio, com otimizao da capacidade e
incremento na lucratividade. Fatores como uma poltica de preos que atraia a demanda para perodos
de ociosidade da operao, promoes, desenvolvimento de servios complementares, comunicao
com os clientes e distribuio do servio aos clientes, podem ser utilizados no gerenciamento dademanda na busca pela maior lucratividade na operao. SLACK e outros (1997) acrescentam ainda
que alteraes no preo a forma mais comumente utilizada pelas organizaes que gerenciam a
demanda. Em perodos de menor consumo, a variao do preo para baixo tende a estimular a
demanda para cima. Outra alternativa a introduo de modificaes no produto ou servio, ou
mesmo a produo de bens alternativos.
"Um mtodo de administrar a demanda mud-la, alterando parte do composto de
marketing, como alterando preos ou atividades promocionais e s vezes atravs de pequenas
mudanas no produto ou servio para torn-lo mais atraente ..." (SLACK et al., 1997, p. 360)
-
8/14/2019 Produo e Operaes OFICIAL
20/36
20
2.5. Yield Management ou Gesto das Receitas
Yield ou gesto das receitas o processo de compreenso, antecipao e reao ao
comportamento dos consumidores, no sentido de maximizar as receitas de uma empresa. Seu principal
objetivo :
Ajudar a Vender o Produto Certo - Pelo preo Certo - ao Cliente Certo - Na Hora Certa
Esta funo , por isso, uma forma sofisticada de gesto da oferta e da procura, atravs da
manipulao do preo e da gesto da capacidade disponvel.
2.5.1. Caractersticas das empresas com programas de gesto de receitas
Este tipo de programa tem sido implementado em empresas que apresentam algumas
particularidades que as tornam apropriadas para aplicao das tcnicas e ferramentas utilizadas emprogramas de gesto de receitas.
Estes programas so adequados s empresas que apresentam as seguintes caractersticas:
Capacidade finita - (por exemplo, um hotel tem um determinado nmero de quartos para
vender);
Estoques perecveis (num hotel, por exemplo, os quartos no vendidos em determinado
dia no podem ser aprovisionados);
Micro segmentos de mercado com diferentes sensibilidades ao preo/qualidade;
Procura varivel e incerta;
Produtos que podem ser vendidos ou reservados antes do consumo;
Custos variveis X custos fixos.
A Gesto das Receitas para ter sucesso numa empresa, deve ter como primordial objetivo o PREO
DE VENDA e no os CUSTOS.
2.5.2. A base de aplicao dos programas de gesto de receitas
A lei da oferta e da procura, a sensibilidade ao preo que os clientes apresentam e a
disponibilidade do produto, so base de aplicao de um sistema de gesto de receitas.
Um programa de gesto de receitas utiliza, por isso, como estratgias principais a discriminao do
preo e a gesto da capacidade disponvel, utilizando conceitos como o overbooking, as restries ao
uso e ao tempo de utilizao do produto.
2.6. Overbooking
Uma das estratgias para que se minimizem os impactos da incerteza da demanda odesenvolvimento de sistema de reservas. Este sistema denominado de overbooking.
-
8/14/2019 Produo e Operaes OFICIAL
21/36
21
Deste modo os clientes reservam os servios de uma determinada empresa para utilizarem
num determinado perodo de tempo.
A prtica do overbooking uma forma de reduzir a variao da demanda e aumentar as
receitas geradas a partir da prestao do servio. Muitos hotis trabalham com overbooking e, quandoa capacidade se esgota os hspedes sem vaga so encaminhados para outros hotis da mesma rede ou
para outros hotis que oferecem o mesmo padro de servio
A reserva a venda antecipada de um determinado servio, ou seja, quando se faz uma
reserva, a demanda est sendo deslocada para outro perodo de tempo numa mesma instalao ou em
outra instalao dentro de mesma organizao.
2.7. Gesto de Filas e Fluxos
O conceito de filas segundo compreenso de Lovelock e Wright (2002) reflete na
representao de uma linha de pessoas, veculos, outros objetos fsicos ou intangveis que aguardam
sua vez de serem atendidos. Os autores destacam que o processo de formao de filas ocorre quando o
nmero dos que chegam excede capacidade do sistema de atendimento e que geralmente esse
processo est relacionado a problemas relativos administrao da capacidade.
Para a resoluo do problema de formao de filas, Schmenner (1999) compreende que h
mltiplas formas de administr-la:
Aumentar a capacidade,
Investir em controle estatstico da qualidade; Adotar de outras medidas quaisquer que orientem a diminuio das varincias de servio.
O fornecedor do servio deve gerenciar a formao de filas de modo que o cliente no espere
tempo demais para ser atendido, sob pena de possibilitar a formao de um impacto negativo quanto
qualidade do servio.
Dessa forma, os servios prestados devem ser oferecidos com o mnimo de garantia de
qualidade para que o cliente tenha uma percepo mais positiva possvel.
2.7.1. Psicologia das Filas
As filas em todo mundo so um campo a ser trabalhado e aprimorado, visando satisfao dos
clientes, sem necessariamente, onerar os prestadores de servio, podendo ainda gerar lucros.
Maister (1985), Davis e Heineke (1994) e Peppiat e Jones (1995) identificaram dez princpios
baseados na equao abaixo:
Satisfao = PercepoExpectativa
1. O tempo no ocupado (na fila de espera) parece mais longo do que o tempo ocupado.
2. A espera no pr-processo (fila de espera) parece mais longa do que a espera no processo.
3. A ansiedade faz a espera parecer mais longa.
4. Esperas incertas parecem mais longas do que esperas certas/previsveis.
-
8/14/2019 Produo e Operaes OFICIAL
22/36
22
5. Esperas inexplicadas parecem mais longas do que esperas explicadas.
6. Esperas injustas parecem mais longas do que esperas equitativas.
7. Quanto mais valioso o servio, mais tempo as pessoas toleraro esperar.
8. Esperas solitrias parecem mais longas que as esperas em grupo.
9. Esperas desconfortveis parecem mais longas do que as confortveis.
10.Usurios novos ou pouco frequentes acham que esperaram mais tempo, do que os usurios
freqentes.
Esta listagem de proposies identifica os princpios bsicos para que gestores possam
desenvolver estratgias eficientes para uma boa percepo do cliente durante a espera na fila.
Outro fator tambm a ser analisado pelo fornecedor de servios a configurao do sistema de
filas. Esta configurao refere-se abordagem quanto ao nmero de filas, sua localizao,necessidades de espao e seu efeito sobre o comportamento do cliente. Podemos classificar as
alternativas de configuraes em:
Fila nica, atendente nico, etapa nica;
Fila nica, atendentes nicos em etapas seqenciais;
Filas paralelas para mltiplos atendentes;
Filas especficas para atendentes especficos;
Fila nica para mltiplos atendentes (fila do tipo cobra);
Fila com aplicao de senha (os atendentes podem ser nicos ou mltiplos).
Cada tipo de fila permite vantagens e desvantagens prprias devido a vrias possibilidades do
processo de chegada do cliente, do processo de servio, da disciplina e configurao da fila. O
processo de melhor escolha e ajustamento desses fatores de problemas de filas de espera podem ser
auxiliados atravs de simplificaes por meios matemticos, tcnica denominada de Teoria das Filas.
2.7.2. Teoria das Filas
A Teoria das Filas tenta atravs de anlises matemticas detalhadas, encontrar um ponto deequilbrio que satisfaa o cliente e seja vivel economicamente para o provedor do servio.Esta teoria
foi desenvolvida para prover modelos que retratem previamente o comportamento de um sistema que
fornea servios que possuam demandas que aumentem aleatoriamente.
Existem muitas aplicaes respeitveis da teoria, a maioria das quais tem sido documentadas
na literatura de probabilidade, pesquisa operacional e engenharia industrial.
Alguns exemplos so fluxo de trfego (veculos, aeronaves, pessoas, comunicaes),
escalonamento (pacientes em hospitais, jobs em mquinas, programas em computadores) e projetos de
atendimentos servios (bancos, correios, parques de diverso, restaurantes fast-food).
-
8/14/2019 Produo e Operaes OFICIAL
23/36
23
2.7.2.1. Caractersticas dos processos de filas
Na maioria dos casos, seis caractersticas bsicas de processos de filas fornecem uma
descrio adequada de um sistema de filas:
1. Padro de chegada dos clientes,
2. Padro de servio dos servidores,
3. Disciplina de filas,
4. Capacidade do sistema,
5. Nmero de canais de servio e
6. Nmero de estgio de servios.
a) Padro de chegada dos clientes
Nos processos de filas comuns, os processos de chegadas so estocsticos, ou seja,
desenvolvem-se no tempo e no espao conforme leis de probabilidade. Assim, necessrio conhecer a
distribuio de probabilidade descrevendo os tempos entre as sucessivas chegadas dos clientes
(tempos de interchegada). Tambm necessrio saber se os clientes podem chegar simultaneamente
(chegada batch), e se assim, qual a distribuio de probabilidade do tamanho do batch.
A reao do cliente ao entrar no sistema tambm importante, de maneira que, um cliente
pode decidir esperar sem problema, independente do tamanho da fila, ou, por outro lado, o cliente
pode decidir no entrar no sistema caso a fila esteja muito grande. Assim, se o cliente decide no
entrar na fila aps a chegada, ele conhecido como decepcionado.
Um cliente pode, por sua vez, entrar na fila, mas depois de um tempo perder a pacincia e
decidir partir. Nos eventos que existem duas ou mais linhas paralelas, os clientes podem mudar de uma
fila para outra.
Estas situaes so exemplos de filas com clientes impacientes.
Um fator final que pode ser considerado apesar do padro de chegada a maneira no qual o
padro muda com o tempo. Um padro de chegada que no muda com o tempo (ou seja, que a
distribuio de probabilidade descrevendo o processo de chegada independente do tempo)
chamado padro de chegada estacionrio, enquanto que um que no independente do tempo
chamado no-estacionrio .
b) Padres de servio
A maior parte da discusso mencionada nos padres de chegada valida para discusso dos
padres de servio. A mais importante que uma distribuio de probabilidade necessria para
descrever a seqncia de tempos de servios dos clientes. Os servios tambm podem ser simples ou
batch.
-
8/14/2019 Produo e Operaes OFICIAL
24/36
-
8/14/2019 Produo e Operaes OFICIAL
25/36
25
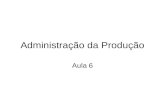
e) Nmero de canais de servio
Quando o nmero de canais de servio definido, tipicamente esto sendo determinado o
nmero de estaes de servios paralelos que podem servir os clientes simultaneamente.
Os dois sistemas multicanais diferem pelo fato que o primeiro possui uma nica fila, enquantoo segundo possui uma fila para cada canal. Uma barbearia com vrias cadeiras um exemplo do
primeiro tipo de multicanal, assumindo que no exista um estilo particular de corte de cabelo.
Por outro lado, um supermercado e um restaurante fast-food preenche a segunda espcie de
multicanal. geralmente assumido que os mecanismos de canais paralelos operam independentemente
um do outro.
Sistema Multicanal com Fila nica
Sistema Multicanal com Fila Individual.
-
8/14/2019 Produo e Operaes OFICIAL
26/36
26
f) Estgios de servio
Um sistema de filas pode ter um nico estgio de servio, como no caso da barbearia, ou pode
ter vrios estgios. Um sistema de multiestgio pode ser exemplificado como um procedimento de
exame fsico, onde cada paciente passa por diversos exames, tais como: sangue, vista, urina e etc.
Em alguns sistemas multiestgio, reciclagem ou retorno podem ocorrer. Reciclagem comum
em processos de manufatura, onde inspees de controle de qualidade so realizadas sendo que se
alguma pea no se adequar, deve ser reprocessada.
Sistema de Filas Multiestgio com Retorno
2.7.2.2. Notao
De uma maneira geral, um modelo de filas pode ser descrito pela seguinte notao:
A/B/c/K/m/Z onde:
A - descreve a distribuio dos intervalos entre chegadas;
B - descreve a distribuio do tempo de servio;
C - quantidade de atendentes;
K - capacidade mxima do sistema (nmero mximo de clientes no sistema);
m - tamanho da populao;
Z - disciplina da fila.
Esta notao recebe o nome de Notao de Kendall em homenagem ao seu criador David
Kendall.
A notao condensada A/B/c muito usada e se assume que no h limite para o tamanho da
fila, a populao infinita a disciplina da fila FIFO. Para A e B, quando a distribuio for
exponencial negativa, usa-se M (Marcoviana).
-
8/14/2019 Produo e Operaes OFICIAL
27/36
27
Por exemplo, um sistema de filas:
M/M/1// indica um sistema com :Tempo entre-chegadas distribudo exponencialmente
Tempo de atendimento tambm distribudo exponencialmente
1 servidor
Fila de capacidade ilimitada
Populao de tamanho infinito
2.7.2.3. Medidas de desempenho de sistemas de filas
As seguintes variveis so empregadas na definio e clculo de desempenho de um sistema de
filas:
C : nmero de servidores do sistema
: taxa mdia de chegada de clientes
: taxa mdia de atendimento (servio) por servidor
a : nmero de servidores necessrios para o servio
: taxa de utilizao do servidor; uma medida de congestionamento do servidor
se < 1 ento no h congestionamento
se = 1 ento sistema est em equilbrio
se > 1 ento h congestionamento
Wq : descreve o tempo gasto por um cliente na fila
Ws : descreve o tempo gasto por um cliente durante atendimento (servio)
W : descreve o tempo total de um cliente no servidor (fila + atendimento)
Lq : descreve o nmero de clientes na fila
Ls : descreve o nmero de clientes em atendimento (servio)
L : descreve o nmero total de clientes
-
8/14/2019 Produo e Operaes OFICIAL
28/36
28
2.7.2.4. Um processo de Poisson simples
Considere um processo de Poisson {N(t) : t >= 0} com taxa l = 2. Pode-se usar a propriedade
independncia, a propriedade tempo-estacionrio e a funo mxima da distribuio de Poisson para
calcular vrias quantidades.Por exemplo:
P{N(5) = 4| N(4) = 2} = P{N(5) = 4, N(4) = 2}P{ N(4) = 2}
= P{N(4+1)N(4) = 2, N(4) = 2}
P{ N(4) = 2}
= P{N(4+1)N(4) = 2}* P{N(4) = 2}P{ N(4) = 2}
= P{N(4+1)N(4) = 2} = P{N(1) = 2}
= (1. )2 e- 2 e-1.2
2! 2!
= 2e-2 = 0.27.
Note que primeiro foi utilizado a definio de probabilidade condicional, ento foi utilizada asimples observao que {N(5) = 4, N(4) = 2}, se e somente se {N(4+ 1) - N(4) = 2, N(4) = 2}, e depois
que os incrementos independentes e a estacionaridade do tempo reduzem o problema, de forma que, a
funo mxima da distribuio pode ser utilizada.
-
8/14/2019 Produo e Operaes OFICIAL
29/36
29
3. TEORIA DAS RESTRIES EM REDES DE OPERAES
3.1.Histrico
Criada pelo fsico israelense Eliyahu M. Goldratt na dcada de 80, a Teoria das Restries
(TOC - Theory of Constraints) foi inicialmente fundamentada em programas de computao com o
objetivo de desenvolver e implementar um sistema de programao de produo com capacidade finita
para resolver problemas de cho de fbrica.
Este sistema ficou conhecido como OPT (Optimized Production Technology) e sua aplicao
tornou-se para muitos, sinnimo de Teoria das Restries.
Entretanto, ficou constatado na prtica, que o simples uso de um software no iria garantir
empresa um processo auto-sustentado de melhoria contnua. Para tal, era necessrio, antes de tudo, que
fosse quebrado certos paradigmas que regem as organizaes, mudando a forma de agir e pensar daspessoas. (GOLDRATT & FOX, 1989)
Assim, tornou-se evidente que era realmente preciso desenvolver um mtodo em que se
permitisse criar, comunicar e implementar uma boa soluo para a produo. Surgia desta maneira os
alicerces do que hoje conhecido como Teoria das Restries, ou seja, um conjunto de pressupostos,
regras e princpios capazes de orientar um processo focalizado de gerenciamento empresarial e que,
portanto, transcende o OPT enquanto metodologia de programao da produo.
A primeira experincia bem sucedida de abordar o que foi depois chamado de O P rocesso de
Raciocnio da Teoria das Restries se deu atravs da publicao de A Meta, um livro tcnico
escrito de maneira romanceada por Goldratt juntamente com Jeff Cox.
A Meta foi mais do que a base na qual foi sedimentada a Teoria das Restries, foi tambm
muito til em aplicaes industriais via implementao dos conceitos de programao da produo
delineados na obra. Tornou-se evidente, desta forma, que o uso do software no deveria mais ser a
prioridade nmero um dentro de um processo de implementao de solues de produo.
3.2. O Processo Decisrio da Teoria das Restries e os Processos de Raciocnio
A Teoria das Restries prope uma seqncia coerente de passos que deve ser seguida porqualquer organizao que pretenda adentrar num processo focalizado de aprimoramento contnuo.
Este processo foi desenvolvido com o intuito de capacitar as empresas a reconhecerem
sistematicamente os principais elementos do sistema que devem ser aprimorados (as restries) a fim
de se melhorar o desempenho da organizao como um todo.
A partir da, tal processo fornece um procedimento simples e intuitivo de focalizao
constitudo por cinco passos para lidar com estes elementos restritivos, denominado de processo
decisrio da Teoria das Restries. So eles:
-
8/14/2019 Produo e Operaes OFICIAL
30/36
30
1.Identificar as restries do sistema
2.Decidir como explorar as restries do sistema, isto , como tirar o mximo proveito delas,
obtendo o melhor resultado possvel dentro dessa condio.
3.Subordinar qualquer outro evento deciso anterior, significando dizer que todos os demais
recursos no restritivos devem ser utilizados na medida exata demandada pela forma empregada da
explorao das restries.
4.Elevar as restries do sistema, caso as aes dos itens 2 e 3 no sejam suficientes para se
eliminar a restrio.
5.Se, nos passos anteriores, uma restrio for quebrada, volte ao passo 1, mas no deixe que a
inrcia se torne uma restrio do sistema.
Estes passos so muito teis quando a empresa est lidando com restries fsicas como falta
de capacidade de seus equipamentos, problemas com suprimentos de materiais, mercado recessivo,
entre outros.
No entanto, segundo a filosofia TOC, tais restries fsicas so na verdade reflexos de
restries mais profundas, chamadas restries culturais, polticas e comportamentais. Para tratar
destes tipos de restries a TOC sugere o uso de ferramentas lgicas baseadas em conexes de causa-
efeito denominadas de Processos de Raciocnio.
Esse conjunto de ferramentas chamado de processos de raciocnio, abrangendo os seguintes
diagramas: a rvore da Realidade Atual, o Diagrama de Disperso da Nuvem, a rvore da
Realidade Futura, a rvore de Pr requisitos e a rvore de Transio e servem para ajudar aresponder a trs perguntas:
"O que mudar?"
Para o que mudar?
Como causar a mudana?
3.2.1. rvore da realidade atual (ARA)
Tem por objetivo fazer o diagnstico da situao atual da empresa, para eliminar efeitosindesejveis, como:
a) falta de espao suficiente no almoxarifado;
b) excesso de Inventrio de material produzido em estoque;
c) materiais empilhados, aguardando espao no almoxarifado;
d) uma diviso usa as peas de outra, na base o primeiro que chega o primeiro a ser
servido;
e) os tempos de ciclo so mais longos do que o necessrio;
f) excesso de materiais em processo de fabricao.
-
8/14/2019 Produo e Operaes OFICIAL
31/36
31
3.2.2. Diagrama de disperso da nuvem
Conduz o processo de transformao no sentido de minimizar as mudanas a serem feitas para
conseguir o mximo de resultado. O cerne do problema nesta fase so as concesses. Os gerentesdevem estar de acordo com o processo de mudana para que no haja conflito. Neste momento, a meta
de ganho do sistema deve ser a prioridade. Para atingir a meta preciso pensar a empresa como um
todo. Conflitos internos decorrentes de uma reao contrria ao processo de mudana (inrcia) podem
ser eliminados se mostrado aos gerentes setoriais que a empresa ganhando, todos ganham, visto que
pensar isoladamente no conduz a empresa ao caminho do sucesso
3.2.3. rvore da realidade futura(ARF)
representada pelo desenho de uma estrutura lgica elaborada para revelar as mudanas dostatus quo, no sentido do presente para o futuro, para produzir os efeitos intermedirios, os desejados,
chegando realidade futura. a expresso de uma realidade que ainda no existe, demonstrada
graficamente atravs da relao de causa e efeito entre mudanas feitas na realidade atual e seus
possveis resultados futuros.
3.2.4. rvore de pr requisitos
uma estrutura lgica desenhada para identificar todos os obstculos e solues desejadas
para super-los na realizao de um objetivo. Identifica as condies mnimas necessrias sem asquais a meta no pode ser atingida.
3.2.5. rvore de transio
a rvore lgica de causa e efeito desenhada para prover, passo a passo, o progresso, desde o
incio do processo de ao ou mudana, at que o objetivo seja atingido. Constitui-se numa ferramenta
de implementao, que combina aes especficas com a realidade existente para produzir novos
efeitos esperados.
As rvores lgicas esto, na verdade, interligadas uma nas outras. De fato, dito de umamaneira simples, a informao obtida na ARA constitui-se no inputpara construo do Diagrama de
Disperso da Nuvem. Da mesma forma, a ARF conseqncia das informaes extradas do
Diagrama de Disperso de Nuvem e assim por diante.
No h necessidade de se fazer uso de todas as ferramentas que constituem o Processo de
Raciocnio para se resolver um determinado problema, ou seja, o Processo de Raciocnio pode ser
usado seletivamente.
Em algumas situaes, por exemplo, o problema central que deve ser atacado j conhecido e
a rvore da Realidade Atual pode ser desnecessria. Em outras situaes, a empresa pode considerar-se apta a implementar a soluo construda sem fazer uso das rvores de Pr-Requisitos e de
Transio.
-
8/14/2019 Produo e Operaes OFICIAL
32/36
32
Fica claro, desta forma, que o mtodo dos Processos de Raciocnio da Teoria das Restries
abrange todas as etapas necessrias a um processo de apoio a tomadas de deciso gerencial, desde a
determinao do problema-cerne, passando pela formulao da soluo, e implementao destasoluo com a participao e colaborao de todos os envolvidos.
A Teoria das Restries prope uma forma diferenciada de se realizar um processo de
melhoria contnua em uma organizao. Para tal, a TOC enfatiza a idia de que poucas coisas esto
realmente limitando o desempenho da empresa. Estas poucas coisas, denominadas pela TOC de
restries, devem ser alvo de especial ateno da gerncia, pois, se melhoradas elevaro os nveis de
desempenho da organizao como um todo.
Por outro lado, os demais elementos no restritivos, que por definio possuem excesso de
capacidade, no necessitam, pelo menos num primeiro momento, serem otimizados em benefcio da
organizao.
Identificar as reais restries de um sistema organizacional no , no entanto, uma tarefa fcil.
Diversas ferramentas da Qualidade Total oferecem alguns mecanismos de identificao de problemas
e de busca das verdadeiras causas, mas o grau de focalizao permitido por estas ferramentas est
longe do apregoado pela TOC.
A Teoria das Restries baseia-se tambm em nove princpios que so de grande valia para as
empresas, entretanto, alguns dos princpios no podem ser aplicados sem o uso do software, como o
caso do tamanho de lotes. Assim fica claro que, para uma empresa aproveitar as vantagens plenas que
o sistema oferece, deve fazer uso tambm do aplicativo. So eles:1. Balancear o fluxo e no a capacidade, isto , a nfase deve ser dada ao fluxo de materiais e
no sobre a capacidade instalada dos recursos.
2. O nvel de utilizao de um recurso no-restrio no determinado por seu prprio
potencial e sim por outra restrio do sistema, caso contrrio, temos o aumento do inventrio.
3. A utilizao e ativao de um recurso no so sinnimas. A utilizao corresponde ao uso
de um recurso no-restrio de acordo com a capacidade do recurso restrio. A ativao corresponde
ao uso de um recurso no-restrio em volume superior capacidade do recurso restrio.
4. Uma hora perdida no gargalo uma hora perdida no sistema inteiro.
5. Uma hora economizada onde no gargalo apenas uma iluso.
6. Os gargalos governam o ganho e o inventrio.
7. O lote de transferncia no pode e muitas vezes no deve ser igual ao lote de
processamento.
8. O lote de processo deve ser varivel e no fixo, otimizado para cada operao.
9. Os programas devem ser estabelecidos considerando todas as restries simultaneamente.
A TOC oferece, portanto, no apenas a oportunidade da gerncia poder concentrar sua atenonas verdadeiras causas razes dos problemas enfrentados, mas tambm a compreenso de que
quaisquer outras melhorias no impactaro significativamente a empresa como um todo. Alm disso, a
-
8/14/2019 Produo e Operaes OFICIAL
33/36
33
metodologia proposta pelos Processos de Raciocnio permite ainda a construo de uma soluo onde
se procura garantir que todos os sintomas primeiramente levantados sejam eliminados sem que surjam
novos efeitos indesejveis.
E mais, um plano detalhado de implementao da soluo pode ser construdo com o apoio detodos que participaram do processo, pois estes se sentiro proprietrios das solues propostas e no
devero impor qualquer tipo de resistncia mudana.
As empresas necessitam mais do que nunca melhorar contnua e sistematicamente. A rapidez
com que estas melhorias se tornam necessrias tambm vm aumentando substancialmente.
Se considerarmos ainda a falta de recursos presentes na maioria das empresas, procurar
melhorar tudo ou quase tudo pode constituir no apenas num desperdcio de recursos mas tambm um
provvel insucesso.
Nada melhor, portanto, do que as empresas possurem um conjunto de ferramentas que lhespermitem focalizar seus esforos naquilo que realmente importa para que estas melhorem, de fato,
seus ndices de desempenho.
-
8/14/2019 Produo e Operaes OFICIAL
34/36
34
CONCLUSO
Este trabalho procurou descrever dentro do tema proposto, aspectos de suma importncia paraproduo e operaes, segundo as diferentes vises encontradas na literatura.
As consequncias relacionadas s decises de localizao possuem um alcance de longo
prazo, de maneira que aes errneas so gravemente penalizadas, at com a falncia ou inviabilizao
do negcio.
Esta deciso, portanto, no pode ser tomada de forma corriqueira ou negligencivel, h
necessidade de estruturar o processo decisrio a fim de maximizar o retorno obtido.
Nesse sentido, ressalta-se a infinidade de detalhes envolvidos na deciso de localizao e a
particularidade inerente a cada problema. Mesmo dentro da localizao de unidades de servio, hdiferentes contextos e propostas de resoluo. O conjunto dessas caractersticas que definem o
melhor caminho a seguir.
Tambm no se pode esquecer que o arranjo fsico est intimamente associado com a escolha
da localizao e representa uma deciso estratgica para qualquer empresa. Um arranjo fsico bem
elaborado pode reduzir ou mesmo eliminar desperdcios de produo, gerando ganhos de
produtividade e reduo de custos.
Um dos grandes desafios gerenciais quanto gesto da capacidade em um sistema prestador
de servios ou manufatureiro. Para muitos especialistas, a forma como a capacidade gerenciada,
pode determinar se um negcio rentvel ou no. Isto porque o dimensionamento da capacidade afetao desempenho da empresa, pois tem impacto nos investimentos e nos custos operacionais.
E como ponto crtico, os gestores de operaes precisam se empenhar para manter uma
empresa bem posicionada no mercado, pois necessrio adequar a capacidade produtiva s
necessidades apontadas pela demanda, considerando tanto a demanda presente quanto a futura.
A importncia fundamental da gesto da capacidade produtiva no se restringe indstria
manufatureira, pelo contrrio, reveste-se de importncia ainda maior na indstria de servios, onde
capacidades no utilizadas perdem-se para sempre, pois no existe a alternativa de produzir para
estocar.
Entre as vrias alternativas encontradas para o ajuste da demanda e da capacidade, destacamos
a Teoria das Filas, uma tcnica da rea multidisciplinar da Matemtica Aplicada e Estatstica.
Esta teoria estuda o fenmeno da formao de fila de demandas por servios fornecidos por
um ou mais recursos. Sob este ponto de vista terico, as tcnicas analticas e de simulao existentes
para obter as diferentes respostas avaliao de desempenho, so de grande valia para anlise e
aplicao dos resultados pelas empresas.
Outro mtodo que abrange todas as etapas necessrias a um processo de apoio a tomadas de
deciso gerencial, mtodo dos Processos de Raciocnio da Teoria das Restries.
-
8/14/2019 Produo e Operaes OFICIAL
35/36
35
A TOC como conhecida, oferece no apenas a oportunidade ao gestor de poder concentrar
sua ateno nas verdadeiras causas razes dos problemas enfrentados, mas tambm a compreenso de
que quaisquer outras melhorias no impactaro significativamente a empresa como um todo.
Alm disso, a metodologia proposta pelos Processos de Raciocnio permite a construo deuma soluo onde se procura garantir que todos os sintomas primeiramente levantados sejam
eliminados sem que surjam novos efeitos indesejveis.
Fica claro que, todas as abordagens feitas neste estudo so de extrema importncia para a
gesto empresarial e esto interligadas.
As organizaes interessadas em buscar o equilbrio em seu sistema de produo e prestao
de servios dispem de um leque de alternativas e dependendo do servio, algumas alternativas so
mais aplicveis do que outras.
Porm necessrio em qualquer segmento, ter um bom conhecimento sobre a estrutura doscustos de servir e sobre as reaes dos clientes, pois a busca constante pelo diferencial competitivo,
frente a um mercado, cada vez mais dinmico, obriga as organizaes a se manterem
permanentemente em processo de modernizao.
-
8/14/2019 Produo e Operaes OFICIAL
36/36
36
REFERNCIAS
CALIA C.G. (1995a). Construo de Oferta Irrecusvel com os Processos de Raciocnioda TOC. SoPaulo. /Notas de curso ministrado pelo Avraham Y. Goldratt Institute do Brasil.
CALIA C.G. (1995b). Introduo aos Processos de Raciocnio da TOC: desenvolvendo habilidadesgerenciais. So Paulo. /Notas de curso ministrado pelo Avraham Y. Goldratt Institute do Brasil.
CHIAVENATO, Idalberto. Administrao: teoria, processo e prtica. So Paulo: McGraw-Hill doBrasil, 1985. 381 p.
CORBETT NETO, Thomas. Teoria das Restries (TOC).
CORRA, Henrique e CORRA, Carlos A. Administrao de Produo e Operaes. So Paulo:Atlas, 2006.
CSILLAG, J.M. (1991). O significado do Mundo do Ganho. Revista de Administrao de Empresas,v.31, n.2, p.61-8, abr./jun.
GOLDRATT, Eliyahu M.; COX, Jeff. A meta. So Paulo: Educator, 1994.
MARTINS, Petrnio G.; LAUGENI, Fernando P. Administrao da Produo. So Paulo: Saraiva,1998.
MOREIRA, Daniel A. Administrao da Produo e Operaes. So Paulo, Pioneira, 1996.
SLACK, Nigel, CHAMBERS, Stuart e JOHNSTON, Robert. Administrao da Produo. So Paulo:Atlas, 2002.
SOUZA, Carlos Vicente. O problema geral do planejamento de produo. Trabalho da disciplina dePCP, PPGEP/UFRGS, Porto Alegre, 2007.