LOGÍSTICA LOGÍSTICA ENXUTA ENXUTA Em busca da Excelência. MARCILIO CUNHA.

PRODUÇÃO ENXUTA: CONCEITOS,
CARACTERÍSTICAS E APLICAÇÃO DE
FERRAMENTAS EM UMA EMPRESA DE
PANIFICAÇÃO
Thainy Genny Esteves Silva
MARIA CAROLINE SOUZA SILVA
Nathalia Souza Carvalho Garcia
Luis Fernando Magnanini de Almeida
“O presente artigo tem como objetivo apresentar os conceitos do Lean
Manufacturing, sua origem, características e ferramentas e aplicá-los
em uma empresa de panificação, com uma grande variedade de
produtos. O tema abordado é também conhecido como “Produção
Enxuta” ou “Manufatura Enxuta”, é uma derivação do Sistema Toyota
de Produção. Tal filosofia tem como principal foco a redução e a
eliminação de desperdícios, através da padronização do trabalho e de
outras práticas, abrangendo ferramentas de melhoria contínua. No
estudo de caso apresentado, foram observados problemas relacionados
ao desperdício nos processos de fabricação e de conformidade dos
produtos finais. Após a identificação da falta de padronização do
processo como prejudicial, foi feita a análise das possíveis causas das
disfunções com o auxílio de um diagrama Ishikawa, e a partir delas,
foram desenvolvidas uma série de soluções baseadas na Produção
Enxuta, como a padronização dos procedimentos, o rodizio de funções,
o melhor dimensionamento e controle dos estoques e a redução da
movimentação desnecessária. Tais atividades implicaram em ganhos
de produtividade, redução de desperdícios, diminuição da
variabilidade dos produtos finais e na criação de uma cultura ainda
que embrionária de qualidade, confirmando os benefícios propostos na
teoria.
Palavras-chave: Lean Manufacturing, Sistema Toyota de Produção,
Indústria de panificação, Desperdícios, Padronização
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
2
1. Introdução
O Sistema Toyota de Produção é hoje um modelo para diversas organizações, pois, embora
tenha surgido há quase setenta anos, se fundamenta em princípios tão necessários às empresas
para enfrentar os desafios atuais quanto os que se apresentavam na década de 1950, em um
Japão devastado pela guerra.
A filosofia foi criada por Eiji Toyoda, membro da família que fundou a Toyota Motor
Company, um jovem engenheiro japonês que estudou detalhadamente o Sistema Ford de
produção, na primavera de 1950. Ao retornar ao Japão e em parceria com Taiichi Ohno,
constataram, de acordo com Dennis (2008), que o sistema de produção em massa utilizado
pelos americanos não poderia ser aplicado na indústria japonesa com a mesma eficiência,
embora fosse possível se realizar algumas melhorias para que adaptasse ao contexto japonês.
A figura 1 traz os idealizadores do sistema Toyota de Produção.
Figura 1 - Idealizadores do Sistema Toyota de Produção/Produção Enxuta
Fonte: Adaptado de GHINATO (2000)
No contexto da criação desse sistema, a Toyota enfrentava inúmeros desafios, dentre eles:
uma economia estagnada e com dificuldades na infraestrutura, alta concorrência, mercado
interno reduzido, necessidade por variedade de automóveis, preço de combustível elevado e
desentendimentos com seu sindicato trabalhista e colaboradores. Foi a partir dessa última
adversidade que surgiu a primeira grande transformação: após uma demissão em massa,
novos acordos foram fechados com os funcionários mantidos pela empresa, que além de
conquistarem benefícios materiais, passaram a ser vistos como parceiros e contribuírem nos

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
3
processos de melhoria da companhia, criando uma das mais importantes condições para a
produção enxuta, segundo Dennis (2008).
Outro diferencial da visão da Toyota, concebida por Ohno e sua equipe, foi fazer da
necessidade uma virtude, o que levou ao desenvolvimento de tecnologias e novos
procedimentos, como a redução dos lotes de produção e maior rapidez na troca de
ferramentas, estando essas muito ligadas a falta de maquinário para uma produção de maior
volume. Ao produzir lotes pequenos, Ohno percebeu que tinha menos custos, além disso,
conseguiu diminuir lead times e identificar mais facilmente os erros nos processos,
melhorando a qualidade.
Essa visão e forma de pensamento se espalhou por diversas áreas e diferentes contextos.
Nesse sentido, o presente trabalho buscou aplicar alguns desses aspectos em uma
panificadora, buscando reduzir os desperdícios, aumentar a produtividade e criar uma cultura
da qualidade, por meio da padronização, rotação de colaboradores, redução da movimentação
e controle de estoque, sendo esse sistema capaz fornecer soluções para as dificuldades
encontradas.
2. Fundamentação Teórica
A Fundamentação Teórica se divide em quatro seções: Sistema Toyota, Produção Enxuta/
Sistema Lean, Padronização e o Diagrama de Causa e Efeito.
2.1. Sistema Toyota
Para Liker (2005), o Sistema Toyota de Produção é considerado a base do “grande movimento
de ‘produção enxuta’ que domina as tendências industriais”. O autor também defende que
uma empresa que deseja ser considerada Lean, que significa literalmente “enxuto” em
português, deve possuir um modo de pensar diferenciado, focado no fluxo do produto em
constante agregação de valor, além de adotar o modelo puxado de produção e atentar para a
melhoria contínua. Dennis (2008) também enfatiza o “jeito de pensar” da filosofia Lean,
relatando as diferenças mais significativas, apresentadas na Tabela 1 abaixo:
Tabela 1 - Diferenças entre os modelos mentais lean e "convencionais"
Convencional Toyota/Lean
Mova o metal! Cumpra os números! Pare a produção – para que a produção nunca
tenha que parar! (Conceito jidoka)

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
4
Produza quanto puder. Vá o mais rápido
possível. (Sistema empurrado)
Produza apenas o que o cliente pediu. (Sistema
puxado)
Produza lotes grandes e mova-os
lentamente pelo sistema (Lote e fila)
Produza objetos um de cada vez e mova-os
rapidamente pelo sistema. (Fluxo)
Você fará assim! (Líder = Chefe) O que você acha? (Líder = professor)
Temos alguns padrões. (Não tenho
certeza de quais sejam ou se são
seguidos)
Temos padrões visuais simples para todas as
coisas importantes.
Engenheiros e outros especialistas criam
os padrões. O resto faz o que é mandado.
O pessoal mais próximo do trabalho desenvolve os
padrões e chama os especialistas quando for
necessário.
Não seja pego com a mão na botija! Torne os problemas visíveis. Fonte: Adaptado de DENNIS (2008)
Miyake (2012) define que “a mentalidade enxuta representa um modo de pensar
estrategicamente nos processos e recursos de produção, a fim de promover melhorias que
tornem e mantenham o sistema de produção da empresa extremamente competitivo”. Ele
define sete princípios do modelo Lean e suas ferramentas, organizados na Tabela 2 a seguir:
Tabela 2 - Princípios do modelo Lean e ferramentas associadas
Princípios Ferramentas Produção puxada - reabastecimento conforme
a demanda. O centro de produção 'puxa' a
produção do centro de produção dependente na
sequência do roteiro de fabricação.
- Just in time (TIJ)
- Sistema kanban
- "Supermercado" de peças
Produto flexível – flexibilização dos sistemas
de produção, do modo a tornar competitiva a
produção de uma variedade maior de itens, em
diferentes quantidades, com agilidade para
acomodar a constante renovação de produtos.
- Manufatura celular
- Setup rápido (SMED)
- Operador Polivalente
Produção previsível – reduzir a variabilidade
dos processos assegura a qualidade da
conformidade dos produtos nos processos, a
disponibilidade dos equipamentos e suas boas
condições de processo, e o adequado controle
de outros fatores ou tarefas que influenciam o
desenho do sistema.
- Autocontrole
- Manutenção autônoma
- Jidoka (automação)
- Poka-Yoke (dispositivo a prova de
erros)
- Procedimentos de trabalho padrão
Produção nivelada – busca de medidas que
possibilitem alocar da maneira mais uniforme
possível a carga de produção no tempo, ainda
que no mercado a demanda dos produtos seja
oscilante por natureza.
- Setup rápido
- Produção em pequenos lotes
- Sincronização da produção
- Heijunka (nivelamento da
produção)
Produção em fluxo contínuo – fluxos de
produção mais contínuos possíveis, de tal modo
- Gráfico espaguete
- Tecnologia de grupo e manufatura

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
5
que as tarefas e movimentações sejam
realizadas com o mínimo de interrupções.
celular
As atividades de produção configuram uma
sequência de atividades realizadas em
diferentes locais, ao longo dos quais se espera
agregar valor ao bem e/ou serviço destinado ao
cliente.
- Arranjo físico orientado pelo
fluxo dos produtos
- Produção em pequenos lotes
- One-piece-flow
- Atuação nos recursos (gargalos)
Aproveitamento adequado do potencial
humano – buscar no próprio local de trabalho
melhores oportunidades de aproveitar o
potencial humano das pessoas.
- Atividades 5S
- Manutenção autônoma
- Dispositivo de parada de linha
- Autocontrole
- Operador polivalente e
multifuncional
- Atividades em pequenos grupos
- Participação em projetos kaizen
Gerenciamento visual – Controle visual ou
gestão a vista, promove a ideia de que o
gerenciamento de um sistema de produção é
mais ágil e eficaz quando este permite a rápida
e clara visualização das condições de
andamento da produção.
- Heijunka box
- Andon (painel luminoso)
- Sistema kanban
Fonte: Adaptado de MIYAKE (2012)
2.2. Produção Enxuta/ Sistema Lean
A Produção Enxuta foi o nome que o Sistema Toyota recebeu no ocidente, sendo um conjunto
de técnicas que acordadas e aperfeiçoadas, permite reduzir as fontes de desperdícios e buscar
a melhoria contínua. Tais ferramentas auxiliam na identificação e eliminação de desperdícios,
melhoria da qualidade, redução do tempo e custo de produção, visando a satisfação das as
necessidades dos clientes.
Dennis (2008) afirma que a produção Lean “representa fazer mais com menos – menos tempo,
menos espaço, menos esforço humano, menos maquinaria, menos material – e, ao mesmo
tempo, dar aos clientes o que eles querem”.
Segundo Maximiano (2005), os dois princípios mais importantes do sistema Toyota são:
eliminação de desperdícios e fabricação com qualidade para melhorar o desempenho das
indústrias.
De acordo com o Sistema Toyota, pode-se classificar sete desperdícios: (1) o tempo perdido
em conserto ou refugo; (2) produção excessiva, além do necessário; (3) operações aleatórias,

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
6
que não agregam valor ao processo; (4) transporte, manuseio; (5) estoque; (6) movimento
humano e (7) espera. Após a eliminação de desperdícios, o que se tem são atividades para
agregar valor ao produto final. Maximiano (2005) afirma que agregar valor significa realizar
operações de transformação de materiais e componentes estritamente relacionados com a
elaboração de um produto. Sendo assim, diminuindo os desperdícios, reduz-se os custos de
produção sem comprometer o valor final do produto para o cliente.
O Sistema Lean possui objetivos que se baseiam no Sistema Toyota de produção, tendo um
controle desde o início da cadeia, com o pedido do cliente, até a entrega do produto final, para
que o tempo dos processos seja reduzido. Obtém-se, dessa forma, a realização do tempo de
troca mínima – Single Minute Exchange of Die (SMED) -, implementação do one-piece-flow,
e do planejamento da produção puxada, equipes de melhoria de atividades nos pequenos
grupos, eliminação de defeitos e advento de parcerias cliente-fornecedor (MAXIMIANO,
2005).
Contudo, a produção enxuta é o controle do fluxo total e possibilita perceber uma redução das
incertezas e o caos típico das plantas de manufatura. Não é somente mais enxuto na ótica
financeira e física, é emocionalmente muito mais enxuto do que as fábricas tradicionais. As
pessoas trabalham com grande confiança e facilidade, muito diferente dos típicos ambientes
corporativos, que são caóticos, reacionários, em que os planos mudam a cada hora e que
trabalhar mais horas que o planejado para entregar as encomendas, é algo normal.
Estudos realizados por Womack e Jones (2004), Ohno (1997) e Liker (2005) mostram que um
dos maiores benefícios da produção enxuta para o aumento da produtividade das empresas,
sem aumentar o investimento em novos recursos, é a padronização da rotina e das atividades
em um ambiente de trabalho.
Uma característica do Sistema Lean presente no estudo de caso realizado é a produção
puxada. A produção puxada controla as operações sem acúmulo de estoque, potencializando o
fluxo de matérias. Neste modelo produtivo, como já mencionado na Tabela 2, a demanda
estabelecida pelo cliente sinaliza o começo da produção. Para o controle da produção basta
saber a quantidade de materiais existente em estoque e assim iniciar a produção; com tal
sistema, é possível perceber a necessidade de reposição do estoque.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
7
2.3. Padronização do Processo
Para a obtenção do sucesso em busca de uma padronização do processo é necessário a
estabilidade dos equipamentos, dos processos, qualidade e dos fornecedores, só então pode-se
encontrar condições para melhoria contínua, sustentando seus dados em resultados eficientes.
Existem várias ferramentas para alcançar tais condições, sendo uma delas o “Takt Time” que
corresponde ao ritmo de produção necessário para atender a demanda (a palavra alemã takt
corresponde ao ritmo musical), ou seja, o tempo de produção que se têm disponível pelo
número de unidades a serem produzidas em função da demanda.
Taiichi Ohno define o Takt Time como “o resultado da divisão do tempo diário de operação
pelo número de peças requeridas por dia” (ALVAREZ; ANTUNES JR, 2001). Outras
práticas que auxiliam a se ter uma produção enxuta são o sequenciamento de produção, que
busca a ordenação das tarefas dos operadores e colaboradores, e o estoque padrão, mínimo e
contínuo em processo.
Um aspecto de suma importância no presente trabalho são as necessidades das listas de
materiais, ferramenta importante de padronização dos processos de produção. Atualmente
com a globalização e as grandes empresas de produção em massa, as empresas se preocupam
com desempenho, como uma boa qualidade dos produtos e serviços, confiabilidade nos
prazos de entrega e flexibilidade para atender oscilações de demanda. Entretanto, esses
indicadores chaves se relacionam com o ambiente externo das empresas, como os mercados,
governos e concorrentes. A lista de materiais é um dos principais elementos para a integração
dos sistemas de manufatura, porque ela flui por quase todos os departamentos de uma
empresa.
Referente à demanda da empresa em estudo, como será melhor explicado na seção de estudo
de caso, foi constatada uma falta de conhecimento por parte de todos os colaboradores sobre
as tarefas e tamanho dos pedidos, impossibilitando a percepção de variação da demanda.
Todavia, a lista de materiais facilita as rotinas, diante das necessidades de produção de cada
dia, além de contribuir na gestão da produção e no controle de um nível mínimo de inventário.
2.4. Diagrama de Causa e Efeito
O diagrama de causa e efeito, ou diagrama de espinha de peixe, ou diagrama de Ishikawa é
uma ferramenta utilizada para apresentar a relação existente entre um resultado de um

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
8
processo (efeito) e os fatores (causas) do processo que, por razões técnicas, possam afetar o
resultado considerado (WERKEMA, 2014).
O diagrama é composto por uma linha horizontal na qual indica o problema (efeito
indesejado), posteriormente temos seis categorias que são conhecidos com 6Ms, sendo eles
pontos a serem analisados como: máquina, mão de obra, matéria prima, método, medida e
meio ambiente (WERKEMA, 2014).
A construção desse diagrama deve ser realizada por um grupo de pessoas envolvidas com o
processo considerado, definindo o processo da forma mais clara possível, concentrando-se na
identificação de todas as possíveis causas e construindo um diagrama para cada efeito de
interesse (CARPINETTI, 2016; WERKEMA, 2014).
No presente estudo, foi feito um levantamento das condições de trabalho dos trabalhadores e
como eles realizam suas atividades em uma panificadora. Este levantamento foi executado
com base em observações presencias do espaço interno da empresa, identificando fatores para
elaboração e discussão do trabalho.
3. Método de pesquisa
O método de pesquisa utilizado foi o estudo de caso, definido como uma investigação
empírica profunda de um fenômeno contemporâneo no seu real contexto, em que os limites
entre eles não estão bem definidos (YIN, 2009). Uma característica desse método é que o
pesquisador tem um grau restrito de envolvimento e interação com o objeto de estudo
(MARTINS, 2010).
Esse trabalho também pode ser definido como empírico, pois se baseia no contexto real,
utilizando da pesquisa e da análise dessa situação para posteriores implementações e
mudanças. Se trata do estudo histórico do fenômeno, obtendo fontes de evidências nas quais
qualquer fato relevante seja um dado potencial para o estudo de caso (LERONARD-
BARTON,1990).
Dentro do contexto da empresa estudada, o estudo de caso foi utilizado para descrever e
entender (EISENHARDT, 1989; STUART et al., 2002) como o Sistema Lean poderia
contribuir para a redução dos desperdícios e aumento da produtividade do objeto de estudo,
uma empresa de panificação.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
9
Para a sua realização foram seguidas as fases propostas por Yin (2009) e Voss et al. (2002):
mapeamento da literatura, seleção dos casos, planejamento dos casos (construção do
questionário e protocolo) e condução do estudo (coleta e análise).
A coleta de dados foi realizada durante a interação com o objeto de estudo, nas visitas
técnicas realizadas pelas pesquisadoras, seja por meio das entrevistas, seja por meio da análise
de campo (observação).
Após o estudo das referências bibliográficas, em especial de padronização da produção,
sistema Lean e da ferramenta da qualidade conhecida como Diagrama de Causa e Efeito ou
Diagrama de Ishikawa, foi possível entender e investigar a causa raiz dos problemas e propor
soluções para essas dificuldades.
4. Estudo de Caso
A empresa referida no estudo pertence ao setor alimentício e se localiza na região do interior
de Minas Gerais com mais de 25 anos de tradição. É voltada para a fabricação e
comercialização de panificados e confeitados, oferecendo um leque de produtos com mais de
100 opções.
Cada produto possui uma complexidade e um tempo de processo para que seja alcançada a
qualidade desejada e, para isso, a empresa utiliza matéria prima de procedência garantida para
oferecer produtos que satisfaçam aos seus clientes, dos quais muitos são consumidores fiéis a
seus produtos.
O funcionamento da empresa na área de vendas ocorre das 05h30 às 22h30 todos os dias da
semana, incluindo domingos e feriados. Sua produção, porém, se mantém regular durante 24
horas, dividida em dois turnos, nos quais conta com cerca de 50 colaboradores para conseguir
suprir suas necessidades que vão desde produção, estoque, limpeza, vendas e administrativo.
Por seus produtos serem perecíveis, sua produção é puxada, por exemplo, no caso do produto
pão francês, que possui um estoque mínimo diário. Ao decorrer do dia, observando suas
vendas, inicia-se uma nova produção para evitar falta do produto caso seja necessário.
4.1. Reconhecimento do setor produtivo

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
10
Uma primeira análise do setor produtivo da empresa foi instigada evidenciou problemas
relacionados à produtividade e à qualidade, tais como desperdícios de matéria-prima e a falta
de padronização dos produtos finais.
Os autores identificaram que uma maior padronização dos processos da empresa, poderia
auxiliar na resolução de todos os problemas levantados, desse modo, foi criado um Diagrama
de Ishikawa para investigar as possíveis causas que levaram a “falta de padronização dos
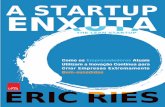
processos da empresa”, apresentado na Figura 2.
Figura 2 - Diagrama de Ishikawa da empresa
Fonte: Autoria própria (2018)
Sendo assim, foram identificadas algumas possíveis causas que levariam a falta de
padronização dos processos da empresa, sendo eles: não há verificação dos produtos
acabados, não existe controle das matérias prima, os conceitos antigos de produção estão
enraizados nos colaboradores, faltam especificações do produto a ser produzido e existe uma
indefinição dos trabalhos em relação a função.
4.2. Desenvolvimento e aplicação de processos para a padronização
Avaliando o diagrama da figura 2, verificou-se que uma das maiores dificuldades estava no
fato dos colaboradores imaginarem que, por estarem há muito tempo na empresa, não
precisavam seguiam as receitas para a produção. Desse modo, realizavam os processos de
forma automática, a partir da receita que já conheciam, sem nenhuma forma de medição
sistematizada, usando apenas utensílios que lhe davam base e sua experiência produtiva. A

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
11
fim de sanar esse problema, foram criados procedimentos padronizados que deverão ser
seguidos, como meio de solucionar cada uma das causas levantadas no diagrama.
Também foi identificado que na empresa não havia sequenciamento e fluxo das operações
necessárias à fabricação dos produtos, visto que a área de vendas transmitia o relatório com as
necessidades de produtos e a produção iniciava de forma automática, sem um devido
planejamento do tempo de produção, o que levava a, por diversas vezes, não conseguir
produzir os produtos em tempo hábil, seja pela falta de produtos na hora da demanda, seja por
produtos que ficavam pronto após o “horário de pico” das necessidades ou por produtos
retirados antes do ponto correto – devido a desatenção ou pressa – acarretando em qualidade
abaixo do desejado.
Com o objetivo de padronizar a produção, foi desenvolvido, com auxílio dos colaboradores da
produção, um livro de receitas padrão contendo as medidas e o modo de preparo para cada
produto, os quais, a partir do momento de sua impressão e distribuição, deverá ser seguido
rigorosamente pelos colaboradores, visto que o coordenador de área deverá verificar
visualmente as etapas do processo e advertir etapas incoerentes com o receituário. Além disso,
usando o arranjo por similaridade de processos, foram separadas as técnicas e procedimentos
semelhantes com o intuito de diminuir o tempo de preparação para cada receita e minimizar
tempos de produção. Ainda foi estabelecida a rotação das funções de cada colaborador, a ser
definida pelo coordenador de área, de modo a aumentar a visão sistêmica e melhorar o
entendimento dos processos.
Com intuito de diminuir a movimentação desnecessária, também foi construída uma tabela de
requisição de matéria-prima, para que no início de cada turno a mesma seja enviada ao setor
de estoque para liberação formalizada dos produtos a serem utilizados. O modelo da tabela
está apresentado na Tabela 3, a seguir:
Tabela 3 - Requisição de matéria prima

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
12
Fonte: Autoria própria (2017).
4.3. Resultados
Utilizando alguns conceitos da produção enxuta, melhoria contínua, e padronização de
processos na elaboração e aplicação dessas práticas e ferramentas formalizadas, percebeu-se
que seria possível um aumento dos níveis de produtividade, além da diminuição do fluxo de
matéria-prima que causava uma perda de tempo e movimentação desnecessária no processo.
Também, por meio da padronização das receitas e procedimentos, buscou-se um aumento da
qualidade nos produtos finais da empresa, uma vez que esta apresentava desconformidades e
variabilidades devidos a forma de execução de suas atividades produtivas.
Com a utilização dessas práticas e ferramentas, houve um maior detalhamento das atividades,
com a utilização do livro de receitas e a padronização dos processos, o que também poderá
facilitar o treinamento de novos funcionários e servir de forma de consulta em casos de
dúvidas, criando um padrão. A rotação dos colaboradores entre os pontos de trabalho
permitirá o melhor entendimento do processo e uma visão sistêmica, assim como uma
conscientização de cada colaborador da importância das suas atividades para o sucesso do
processo.
Por fim, espera-se um maior controle sobre o estoque de matéria-prima com a utilização da
tabela de requerimento, o que influencie diretamente na redução de fluxo de materiais e dos
desperdícios devidos a movimentação desnecessária.
5. Considerações finais

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
13
O presente trabalho abordou alguns conceitos e importâncias sobre a adoção de fundamentos
do Lean Manufacturing, Produção Enxuta ou Produção Lean, por parte de uma empresa de
panificação, mostrando um estudo de caso real em uma panificadora.
Foram identificados dificuldades derivadas da falta de padronização dos processos da
empresa, sendo utilizados para a minimização dessas a padronização de procedimentos e a
criação de um livro de receitas. A partir desses resultados, foi realizado o agrupamento de
atividades comuns/ semelhantes de modo a reduzir o tempo de produção, e a criação de uma
tabela de requisição para controlar a matéria prima e reduzir a movimentação desnecessária.
Outra iniciativa foi realizar a rotação dos colaboradores entre os diversos postos para
melhorar a visão sistêmica e o entendimento do processo. Logo, o Lean Manufacturing foi
capaz fornecer soluções para as dificuldades encontradas.
Por se tratar de um estudo de caso, os resultados não podem ser generalizados, contudo, a
empresa estudada apresenta dificuldades semelhantes a diversos outros casos encontrados na
teoria, nos quais as práticas e ferramentas empregadas tiveram sucesso na redução dos
desperdícios, melhoria da qualidade e aumento da produtividade.
Como estudos futuros, propõe a análise dos resultados das iniciativas derivadas do estudo de
caso, de modo que os resultados esperados possam ser comprovados na prática, assim como a
análise das dificuldades e barreiras na sua implementação.
REFERÊNCIAS
ALVAREZ, R.R.; ANTUNES JR., J.A.A. Takt time: Conceitos e Contextualização Dentro do Sistema Toyota
deProdução. Disponível em: https://sandrocan.wordpress.com/2009/06/02/takt-time-e-tempo-de-ciclo/. Acesso
em:19 de novembro de 2017.
CARPINETTI, L. C. R. Gestão da Qualidade: Conceitos e Técnicas. São Paulo: Atlas, 2016.
DENNIS, P. Produção Lean Simplificada. 2ª Ed. Porto Alegre: Bookman, 2008.
EISENHARDT, K. M. Building Theories from Case Study Research. Academy of Management Review, v. 14,
n. 4, p. 532-550, 1989.
FILHO, E. V. G., MARÇOLA, J. A. Uma proposta de modelagem da lista de materiais. Revista Gestão &
Produção, São Carlos: UFSCar, v. 3, n. 2, p. 156-172, ago. 1996.
GHINATO, P. Produção & Competitividade: aplicações e inovações. Recife: Editora UFPE, 2000.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
14
LIKER, J. K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre:
Bookman, 2005.
MARTINS, R. A. Abordagens Quantitativa e Qualitativa. In: CAUCHICK, P. A. M., Metodologia em pesquisa
em engenharia de produção e gestão de operações. Campus: São Paulo, 2010.
MAXIMIANO, A. C. Introdução à administração. 4. ed. São Paulo: Atlas, 1995.
MIYAKE, D. Y. Melhorando o processo: Seis Sigma e Sistema de Produção Lean. In: ROTONDARO, R. G.
(Coord.). Seis Sigma: estratégia gerencial para a melhoria de processos, produtos e serviços. São Paulo: Atlas,
2012. p. 264-291.
OHNO, T. O. Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 2005.
PERIARD, Gustavo. Produção puxada e empurrada – Conceito e aplicação. Disponível em:
http://www.sobreadministracao.com/producao-puxada-e-empurrada-conceito-e-aplicacao/. Acesso em: 10 de
novembro de 2017.
STUART, I.; McCUTCHEON, D.; HANDFIELD, R.; McLACHLIN, R.; SAMSON, D. Effective case research
in operation management: a process perspective. Journal of Operations Management, v. 20, p. 419-433, 2002.
VOSS. C.; TSIKRIKTSIS, N.; FROHLICH, M. Case research in operation management. International Journal
of Operation & Production Management, v.22, n. 2, p. 195-219, 2002.
WERKEMA, C. Ferramentas Estatísticas Básicas do Lean Seis Sigma Integradas ao PDCA e DMAIC. Rio
de Janeiro: Elsevier, 2014.
WOMACK, J.; JONES, D. T. A mentalidade enxuta nas empresas: Elimine o desperdício e crie riqueza. Rio
de Janeiro: Elsevier, 2004.
YIN, R. K. Case study research: design and methods (4ed.). Trousand Oaks: SAGE Publications, Inc., 2009.