UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ …ct.utfpr.edu.br/deptos/ceaut/monografias/Visao de...
51
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ ESPECIALIZAÇÃO EM AUTOMAÇÃO INDUSTRIAL II MARCELO VICTOR WÜST ZIBETTI VISÃO DE MÁQUINA E SUAS APLICAÇÕES NA AUTOMAÇÃO INDUSTRIAL MONOGRAFIA DE ESPECIALIZAÇÃO CURITIBA 2011
Transcript of UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ …ct.utfpr.edu.br/deptos/ceaut/monografias/Visao de...

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
ESPECIALIZAÇÃO EM AUTOMAÇÃO INDUSTRIAL II
MARCELO VICTOR WÜST ZIBETTI
VISÃO DE MÁQUINA E SUAS APLICAÇÕES NA AUTOMAÇÃO
INDUSTRIAL
MONOGRAFIA DE ESPECIALIZAÇÃO
CURITIBA
2011
MARCELO VICTOR WÜST ZIBETTI
VISÃO DE MÁQUINA E SUAS APLICAÇÕES NA AUTOMAÇÃOINDUSTRIAL
Monografia apresentada à Especialização em Auto-mação Industrial II da Universidade Tecnológica Fe-deral do Paraná como requisito parcial para obtençãodo título de “Especialista em Automação Industrial”.
Orientador: Guilherme Alceu Schneider
CURITIBA
2011

Ministério da Educação Universidade Tecnológica Federal do Paraná
Diretoria do Campus Curitiba Gerência de Pesquisa e Pós-Graduação
Departamento Acadêmico de Eletrônica _______________________________________________________________
TERMO DE APROVAÇÃO
Visão de Máquina e suas Aplicações na Automação Industrial
Área de conhecimento: Automação Eletrônica de Processos Elétricos e Industriais
por
Marcelo Victor Wüst Zibetti
A presente monografia, requisito parcial para obtenção do título de ESPECIALISTA EM AUTOMAÇÃO INDUSTRIAL, foi avaliada pela banca examinadora, constituída pelos docentes abaixo discriminados, que considerou o trabalho Aprovado.
____________________________________ ____________________________________
Prof. Dr. Hugo Vieira Neto Prof. Msc. César Janeczko
______________________________________
Prof. Msc. Guilherme Alceu Schneider
Orientador
Curitiba, 24 de março de 2011.
Visto da coordenação
_____________________________________ Prof. Dr. Jean Marcelo Simão
A Folha de Aprovação assinada encontra-se na Coordenação do Curso.
RESUMO
ZIBETTI, Marcelo Victor Wüst. Visão de Máquina e suas Aplicações na Automação Indus-trial. 48 f. Monografia – Especialização em Automação Industrial II, Universidade TecnológicaFederal do Paraná. Curitiba, 2011.
Este trabalho apresenta uma revisão sobre visão de máquina e sobre algumas de suas aplicaçõesna automação industrial. Na primeira parte são detalhados os componentes de um sistema de vi-são, com especificações técnicas, características operacionais e informações sobre dispositivoscomerciais. Na segunda parte, os algoritmos de processamento de imagens são apresentados,seguindo uma classificação de acordo com sua função na tarefa de visão. Três classes de algo-ritmos foram observadas: algoritmos de melhoramento de imagem, algoritmos de extração deinformação, e por último, algoritmos de processamento da informação extraída. Na parte finaldeste trabalho são apresentadas algumas aplicações dos sistemas de visão na indústria. Quatroclasses de aplicações são discutidas: inspeção visual automática, identificação de peças em pro-dução, controle de processos e de células de manufatura, e por fim, controle e direcionamentorobótico.
Palavras-chave: visão de máquina, visão computacional, processamento de imagens

ABSTRACT
ZIBETTI, Marcelo Victor Wüst. Machine Vision and Applications in Industrial Automation. 48f. Monografia – Specialization in Industrial Automation II, Federal University of Technology -Paraná. Curitiba, 2011.
This work presents a review of machine vision and some of its applications in industrial auto-mation. In the first part of this work the machine vision system and its components are detailed,with technical specifications, operational characteristics and updated manufacturer information.In the second part of this work, the image processing algorithms are presented, following aclassification according to its function in the vision system. Three classes are observed: imagequality correction and improving algorithms, information extraction algorithms, and, at last,information processing. In the final part of this work, some of the most important applicationsof the vision systems in industry are presented. Four class of applications are discussed: auto-mated visual inspection, parts identification, process control and manufacture cell control, and,at last, robotic control.
Keywords: machine vision, computer vision, image processing
LISTA DE FIGURAS
–FIGURA 1 PROCESSO DE AUTOMAÇÃO INDUSTRIAL COM USO DE UM SIS-TEMA DE VISÃO. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10–FIGURA 2 SISTEMA DE VISÃO NA MANUFATURA. . . . . . . . . . . . . . . . . . . . . . . . . . 12–FIGURA 3 CÂMERA INDUSTRIAL USADA NOS SISTEMAS DE VISÃO. . . . . . . 13–FIGURA 4 LENTES USADAS EM CÂMERAS INDUSTRIAIS. . . . . . . . . . . . . . . . . . . 13–FIGURA 5 RELAÇÃO ENTRE TAMANHO DO OBJETO REAL E TAMANHO DOOBJETO PROJETADO NO SENSOR. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15–FIGURA 6 EFEITO DA ESCOLHA DA DISTÂNCIA FOCAL. . . . . . . . . . . . . . . . . . . . 16–FIGURA 7 EXEMPLOS DE SMARTCAMS, OU CÂMERAS INTELIGENTES. . . . . 20–FIGURA 8 EXEMPLOS DE SISTEMAS COMPACTOS. . . . . . . . . . . . . . . . . . . . . . . . . . 20–FIGURA 9 TAREFAS DE PROCESSAMENTO EM VISÃO DE MÁQUINA. . . . . . . 27–FIGURA 10 EXEMPLOS DE CORREÇÃO DA IMAGEM. . . . . . . . . . . . . . . . . . . . . . . . . 29–FIGURA 11 EXEMPLOS DE MELHORAMENTO DE IMAGEM. . . . . . . . . . . . . . . . . . 31–FIGURA 12 BUSCA POR FORMAS OU CARACTERÍSTICAS. . . . . . . . . . . . . . . . . . . 33–FIGURA 13 EXEMPLOS DE SEGMENTAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34–FIGURA 14 EXEMPLOS DE ANÁLISE DA INTENSIDADE . . . . . . . . . . . . . . . . . . . . . 35–FIGURA 15 EXEMPLOS DE PROCESSAMENTO DA INFORMAÇÃO . . . . . . . . . . . 37–FIGURA 16 PEÇA SENDO INSPECIONADA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39–FIGURA 17 EXEMPLOS DE CÉLULA DE MANUFATURA AUTOMATIZADA. . . . 41–FIGURA 18 EXEMPLOS DE BRAÇO ROBÓTICO CONTROLADO POR UM SIS-TEMA DE VISÃO. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42

LISTA DE TABELAS
–TABELA 1 COMPARAÇÃO ENTRE TECNOLOGIAS CCD E CMOS DE SEN-SOR DE IMAGEM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14–TABELA 2 ESPECIFICAÇÕES DOS SENSORES DE IMAGEM. . . . . . . . . . . . . . . . 14–TABELA 3 TIPOS DE LENTES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15–TABELA 4 INTERFACES DIGITAIS DAS CÂMERAS INDUSTRIAIS. . . . . . . . . . 17–TABELA 5 FUTURAS INTERFACES DIGITAIS DAS CÂMERAS INDUSTRIAIS. 17–TABELA 6 PROCESSADORES QUE PODEM SER UTILIZADOS PARA VISÃODE MÁQUINA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19–TABELA 7 SISTEMAS ESPECÍFICOS PARA VISÃO DE MÁQUINA . . . . . . . . . . . 21–TABELA 8 LINGUAGENS, COMPILADORES E AMBIENTES UTILIZADOS EMVISÃO DE MÁQUINA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22–TABELA 9 BIBLIOTECAS UTILIZADAS EM VISÃO DE MÁQUINA . . . . . . . . . . 23–TABELA 10 SOFTWARES DE COMPUTAÇÃO NUMÉRICA COM MÓDULOS DEIMAGEM PARA VISÃO DE MÁQUINA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23–TABELA 11 AMBIENTES DE DESENVOLVIMENTO ESPECÍFICOS PARA VI-SÃO DE MÁQUINA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24–TABELA 12 ILUMINAÇÃO DO AMBIENTE DE AQUISIÇÃO PARA VISÃO DEMÁQUINA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25–TABELA 13 TIPOS DE FORMAS GEOMÉTRICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32–TABELA 14 MÉTODOS DE SEGMENTAÇÃO DE IMAGENS MAIS COMUNS. . 33–TABELA 15 CARACTERÍSTICAS DE INTENSIDADES ANALISADAS EM UMAREGIÃO DE INTERESSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
LISTA DE SIGLAS
CCD charge-coupled devices
CMOS complementary metal-oxide-semiconductor
CI circuito integrado
TPI turns per inch
NTSC National Television System Committee
PAL Phase Alternate Line
fps frames per second
Mbps Mega bits per second
Gbps Giga bits per second
3D tridimensional
GPU Unidade de processamento gráfico
CPU Unidade de processamento central
CLP Controlador Lógico Programável
PAC Programable Automation Controlers
IDE integrated development environment
UV ultravioleta
IR infrared - infravermelho
RFID Radiofrequency identification

SUMÁRIO
1 INTRODUÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81.1 OBJETIVOS E MOTIVAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91.2 VISÃO DE MÁQUINA NA AUTOMAÇÃO INDUSTRIAL . . . . . . . . . . . . . . . . . . . . . . 91.3 SENSORES INDUSTRIAIS, VISÃO E O PAPEL DO PROCESSAMENTO DE SI-
NAIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.4 VISÃO GERAL DO DOCUMENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112 COMPONENTES DOS SISTEMAS DE VISÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122.1 CÂMERA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122.1.1 Sensor de Imagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132.1.2 Lentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152.1.3 Interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172.2 HARDWARE DE PROCESSAMENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172.2.1 Computadores Industriais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 182.2.2 Sistemas Específicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192.3 SOFTWARE DE PROCESSAMENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222.3.1 Programação de Propósito Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222.3.2 Softwares de Computação Numérica com Pacotes de Imagem . . . . . . . . . . . . . . . . . . . 222.3.3 Ambientes de Desenvolvimento Específicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 232.4 AMBIENTES DE AQUISIÇÃO E SEUS EQUIPAMENTOS . . . . . . . . . . . . . . . . . . . . . 242.4.1 Iluminação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 242.4.2 Referências Visuais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.4.3 Filtros de Luz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263 PROCESSAMENTO DE IMAGEM PARA SISTEMAS DE VISÃO . . . . . . . . . . . . . 273.1 PROCESSAMENTO PARA CORREÇÃO, MELHORAMENTO E CALIBRAÇÃO
DA IMAGEM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 283.1.1 Correção da Imagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 283.1.2 Melhoramento de Imagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303.1.3 Calibração . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313.2 PROCESSAMENTO PARA EXTRAÇÃO DE INFORMAÇÃO . . . . . . . . . . . . . . . . . . . 313.2.1 Busca por Formas ou Características . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313.2.2 Busca pela Região de um Objeto (Segmentação) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.2.3 Análise das Intensidades em uma Região de Interesse . . . . . . . . . . . . . . . . . . . . . . . . . . . 333.3 PROCESSAMENTO DA INFORMAÇÃO, CLASSIFICAÇÃO E DETECÇÃO . . . . . 353.3.1 Processamento da Informação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 353.3.2 Classificação e Detecção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 374 APLICAÇÕES DE SISTEMAS DE VISÃO NA AUTOMAÇÃO . . . . . . . . . . . . . . . . 384.1 INSPEÇÃO VISUAL AUTOMÁTICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 384.2 IDENTIFICAÇÃO DE PEÇAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 394.3 CONTROLE DE PROCESSOS E DE CÉLULAS INDUSTRIAIS . . . . . . . . . . . . . . . . . 404.4 CONTROLE E DIRECIONAMENTO ROBÓTICO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 425 CONCLUSÕES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43

REFERÊNCIAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44

8
1 INTRODUÇÃO
A automação industrial é a área do conhecimento que atua na implementação e no aperfei-
çoamento do controle de processos industriais através do uso de sistemas eletrônicos e compu-
tacionais (MORAES, 2007; ROSÁRIO, 2005). Ela auxilia o processo industrial na tarefa de
torná-lo mais produtivo, flexível, seguro e eficiente, proporcionando aumento na qualidade dos
produtos.
A visão de máquina é a área de conhecimento, análoga a visão computacional, que busca
proporcionar às máquinas informação extraída do senso visual. Enquanto visão computacio-
nal busca fazer os computadores verem, a visão de máquina busca fazer as máquinas verem,
principalmente máquinas industriais (STEGER; WIEDEMANN; ULRICH, 2008; FREEMAN,
1989). Neste contexto, a área de visão de máquina abrange o estudo do ambiente de aquisição,
focando na especificação do tipo de iluminação, lentes e outros acessórios. Além disso, os al-
goritmos são computacionalmente simples, sem características cognitivas. Em visão computa-
cional, por outro lado, os algoritmos são mais complexos, envolvendo conceitos de inteligência
artificial como o aprendizado de máquina, por exemplo.
Nos anos 80 e 90 a visão de máquina ainda era uma área de pesquisas acadêmicas, cujos
sistemas só funcionavam com sucesso em laboratórios de pesquisa (FREEMAN, 1989). A partir
disso, foi quando acreditou-se que a indústria estava preparada para o uso de sistemas de visão
na automação. De fato, na virada do século XX começamos a ver uma mudança significativa
na forma com que as indústrias controlavam a sua produção. Com a automação, o computador
passou a ter papel fundamental no controle da produção (ROSÁRIO, 2005), abrindo espaço
para a visão de máquina.
Em 2010, a automação se encontra estabelecida como uma área do conhecimento que é
fundamental para o sucesso industrial. Os sistemas de visão de máquina já são utilizados em
algumas indústrias. O custo destes sistemas já é compatível com o benefício que eles trazem a
produção. Contudo, embora difundido, o conhecimento de sistemas de visão de máquina ainda
não é ensinado de forma regular na área de automação industrial. Como resultado, ainda faltam

9
profissionais neste segmento, e muitas indústrias, que tem necessidade desta tecnologia, ainda
não tem fácil acesso a ela. Acredita-se que este problema será gradativamente superado neste
país, e principalmente na nossa região.
1.1 OBJETIVOS E MOTIVAÇÃO
O objetivo deste trabalho é revisar o estado da prática, chegando, em alguns casos, ao estado
da arte em visão de máquina na automação industrial. Este trabalho é motivado pelo destaque e
sucesso que a visão de máquina está tendo em alguns segmentos da indústria. Além disso, tem-
se grandes desafios em termos de pesquisa e desenvolvimento com o uso da visão de máquina
em novos segmentos da indústria. Pode-se dizer que a visão de máquina é um novo e importante
tópico da automação industrial que não pode ser deixado de fora do currículo de um profissional
desta área.
1.2 VISÃO DE MÁQUINA NA AUTOMAÇÃO INDUSTRIAL
Para um sistema de controle automático industrial, um sistema de visão pode ser visto como
um sensor. Embora isso seja uma forma simplificada de considerar este complexo sistema, em
essência, ele proporciona uma forma de entrada de informação para o sistema de controle. A
Figura 1 ilustra o uso de um sistema de visão no controle de um processo industrial.
Na Figura 1, observamos o funcionamento do sistema de visão em um processo de auto-
mação industrial. Esta figura mostra uma peça (1) sendo produzida que entra na posição de
inspeção, posição esta especificada pelo sensor de posicionamento (3). Neste local a peça é
inspecionada pelo sistema de visão e seus componentes (2). A imagem capturada, contudo, não
proporciona a informação de tomada de decisão pelo controle. Para isso, o sistema de visão
processa a imagem e retira as informações úteis. Esta “informação processada” é enviada ao
sistema de controle (4), o qual vai acionar os motores (5) da esteira e tomar a decisão de acionar
ou não o mecanismo (6) que determina da direção que a peça terá no chão de fábrica.
Observe que do ponto de vista da automação, o sistema de visão é um sensor, tanto quanto
o sensor de posição. As decisões continuam sendo tomadas pelo controle. Porém, agora com
uma informação proveniente de um sensor mais elaborado e capaz de entregar muito mais in-
formação do que sensores simples.

10
Figura 1: Processo de automação industrial com uso de um sistema de visão.
1.3 SENSORES INDUSTRIAIS, VISÃO E O PAPEL DO PROCESSAMENTO DE SINAIS
Pode-se classificar os sensores industriais em diretos e indiretos (ROSÁRIO, 2005). Entende-
se por sensores diretos aqueles cujo sinal de saída é a grandeza que se deseja observar. Por
exemplo a medição de quantidade de luz, temperatura e pressão.
Os sensores indiretos são aqueles que entregam uma medição indireta da grandeza desejada.
Por exemplo, se desejamos medir vazão de fluido em uma tubulação, podemos medir a pressão
diferencial após um estreitamento na tubulação. Depois de aplicar uma operação de raíz qua-
drada na diferença de pressão, temos uma grandeza proporcional à vazão do fluido (ROSÁRIO,
2005).
Sendo assim, sempre que temos um sensor indireto, temos agregado a ele uma operação
de transformação no sinal, ou seja, um processamento do sinal. Em alguns sensores, como
nos sistemas de visão, o processamento tem papel fundamental. Sendo, muitas vezes, mais
11
complexo que a própria construção do sensor.
Neste contexto, a visão de máquina aplicada a automação industrial pode ser vista com a
área que estuda os sensores de imagem, considerando todos seus componentes físicos responsá-
veis por uma boa aquisição da imagem, e o processamento das imagens, buscando extrair destas
uma informação útil para controle da atividade industrial (STEGER; WIEDEMANN; ULRICH,
2008).
1.4 VISÃO GERAL DO DOCUMENTO
Este documento está dividido em cinco capítulos. Neste primeiro capítulo foi apresentada
esta introdução. No segundo, será mostrada uma visão geral dos componentes de um sistema de
visão, mostrando detalhes sobre câmeras, hardware e software de processamento, além das ne-
cessidades encontradas no ambiente para uma boa aquisição das imagens. No terceiro capítulo
serão mostradas as técnicas de processamento de imagens utilizadas no sistema de visão. Estas
técnicas são responsáveis por transformar a informação visual em informação útil para controle
do processo industrial. No capítulo quatro, serão vistas algumas aplicações dos sistemas de vi-
são na indústria, mostrando a abrangência que estes sistemas já estão tendo. No capítulo final,
serão abordadas as conclusões e direção futuras de pesquisa, ensino e extensão.

12
2 COMPONENTES DOS SISTEMAS DE VISÃO
O sistemas de visão e seus componentes estão representados na Figura 2.
Figura 2: Sistema de visão na manufatura.
Na Figura 2 se observam os componentes do sistema de visão: (1) a câmera, (2) o hardware
de processamento, (3) o software de processamento e (4) a iluminação e outros equipamentos
do ambiente de aquisição. Cada um destes componentes será detalhado em seguida.
2.1 CÂMERA
A câmera é responsável por fornecer a imagem ao sistema. Seus componentes, sem as
lentes, podem ser observados na Figura 3. A Figura 4 mostra as lentes da câmera.
No processo de aquisição de imagem, as lentes tem o papel de focar a luz vinda da dire-
ção do objeto no sensor de imagem. Pode-se dizer que as lentes são responsáveis por formar
a imagem sobre o sensor. O sensor de imagem é a parte responsável por converter o sinal de
luz, refletido do objeto, em sinal elétrico, o qual podemos processar, armazenar e mostrar em

13
Figura 3: Câmera industrial usada nos sistemas de visão.
Fonte: Adaptado do website www.flea3.com.
Figura 4: Lentes usadas em câmeras industriais.
Fonte: (EDMUND OPTICS, 2009c).
um visor. Atualmente, os sensores necessitam de circuitos elétricos auxiliares para coordenar a
conversão, retirar a informação, ou a imagem, do sensor e armazenar em uma memória até que
esta seja transmitida para fora da câmera. Isso é de responsabilidade da eletrônica interna da
câmera. A parte final é a transmissão da imagem para fora da câmera até o hardware de proces-
samento e visualização, a qual é feita através de uma interface padronizada de transmissão de
dados (STEGER; WIEDEMANN; ULRICH, 2008).
2.1.1 Sensor de Imagem
A maioria dos sensores de imagens utilizados hoje em dia são baseados em dispositivos de
estado sólido, i.e. semicondutores. Os tipos de sensores mais encontrados são os dispositivo de
carga acoplada (CCD) e os semicondutores de metal-óxido complementar (CMOS) (GAMAL;

14
ELTOUKHY, 2005).
As duas tecnologias possuem nível de qualidade semelhante, com ligeiras diferenças devido
à construção do fotosensor e arquitetura do circuito integrado (CI). A Tabela 1 ilustra algumas
as diferenças entre os tipos sensores.
Tabela 1: Comparação entre tecnologias CCD e CMOS de sensor de imagem.Característica CCD CMOS SignificadoSinal de saída carga (elétrons) Tensão diferença na arquitetura
do pixel do fotosensorSinal de saída Tensão (analogico) bits (digital) diferença na arquitetura
do chip do CIRuído no baixo moderado qualidade da intensidadesistema do pixel
Complexidade alta baixa necessidade de circuitos deda câmera suporte (alimentação, controle, memória)
Complexidade baixa alta mais componentes no CI do sensordo sensor (controle e memória integrados)
Desempenho CCD CMOS SignificadoResposta à moderada melhor aproveitamento da luziluminação
Faixa dinâmica maior (8-14 bits) moderada(6-12 bits) mais qualidade em imagensde alto contraste
Uniformidade maior baixa a média maior uniformidade da intensidadeem imagens com intensidade constantes
Velocidade de moderada a alta bem alta mais quadros por segundocaptura
Fonte: DALSA website, www.dalsa.com.
Apesar das diferenças, em muitas situações os dois tipos de sensores atendem as especi-
ficações para um sistema de visão de máquina (LITWILLER, 2001). Logo, quando a câmera
é definida, especifica-se as características do sensor, como resolução, velocidade e faixa dinâ-
mica, esta última é uma informação inversamente proporcional ao ruído no sensor. A Tabela 2
mostra estas características, seus significados e valores típicos dos sensores.
Tabela 2: Especificações dos sensores de imagem.Característica Significado Valores Típicos
Resolução melhor definição da imagem 640×480 até 4896×3262 pixelsTamanho do Sensor maior área, mais luz recebida 1/4” (3,2×2,4 mm) até 1” (12,8×9,6 mm)Tamanho do Pixel maior, mais luz recebida 2×2 µm até 25×25 µm
Formato relação horizontal:vertical 1:1, 3:2, 4:3, 16:9Faixa dinâmico mais bits por pixel, mais qualidade 36 dB - 80 dB (6 - 14 bits)
Velocidade capacidade de quadros por segundo 1fps até 200 fps, algumas mais de 1000fps
15
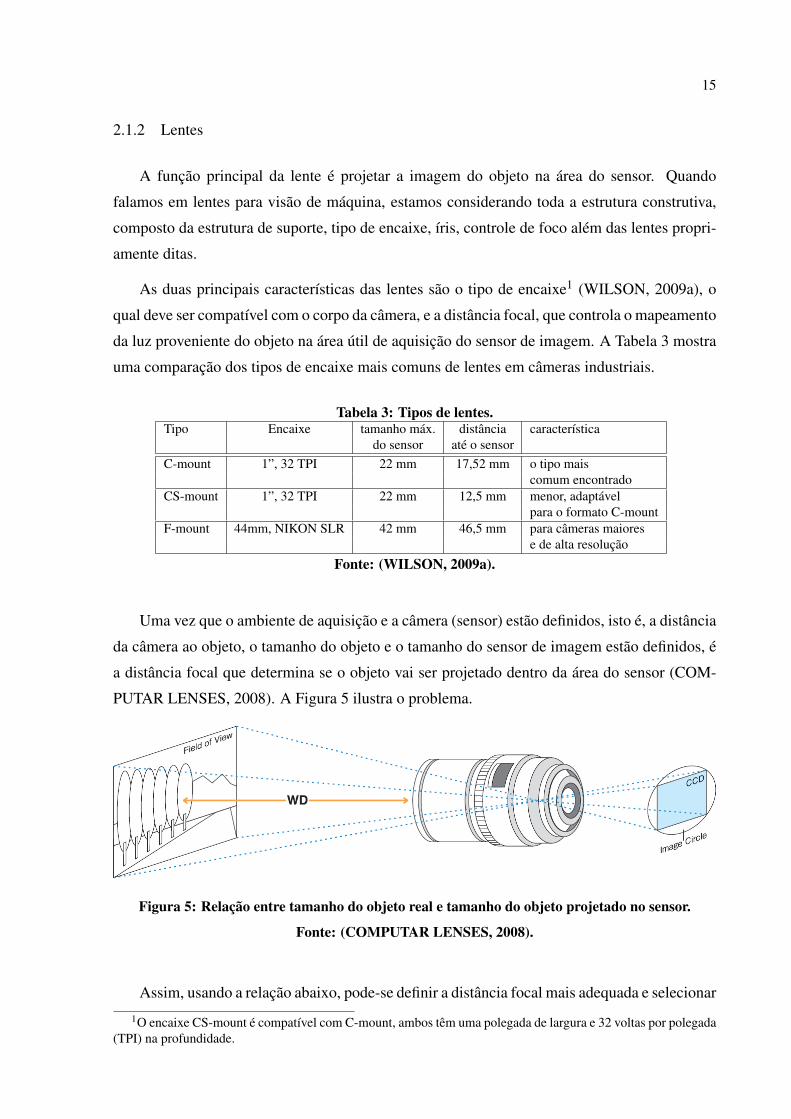
2.1.2 Lentes
A função principal da lente é projetar a imagem do objeto na área do sensor. Quando
falamos em lentes para visão de máquina, estamos considerando toda a estrutura construtiva,
composto da estrutura de suporte, tipo de encaixe, íris, controle de foco além das lentes propri-
amente ditas.
As duas principais características das lentes são o tipo de encaixe1 (WILSON, 2009a), o
qual deve ser compatível com o corpo da câmera, e a distância focal, que controla o mapeamento
da luz proveniente do objeto na área útil de aquisição do sensor de imagem. A Tabela 3 mostra
uma comparação dos tipos de encaixe mais comuns de lentes em câmeras industriais.
Tabela 3: Tipos de lentes.Tipo Encaixe tamanho máx. distância característica
do sensor até o sensorC-mount 1”, 32 TPI 22 mm 17,52 mm o tipo mais
comum encontradoCS-mount 1”, 32 TPI 22 mm 12,5 mm menor, adaptável
para o formato C-mountF-mount 44mm, NIKON SLR 42 mm 46,5 mm para câmeras maiores
e de alta resolução
Fonte: (WILSON, 2009a).
Uma vez que o ambiente de aquisição e a câmera (sensor) estão definidos, isto é, a distância
da câmera ao objeto, o tamanho do objeto e o tamanho do sensor de imagem estão definidos, é
a distância focal que determina se o objeto vai ser projetado dentro da área do sensor (COM-
PUTAR LENSES, 2008). A Figura 5 ilustra o problema.
Figura 5: Relação entre tamanho do objeto real e tamanho do objeto projetado no sensor.
Fonte: (COMPUTAR LENSES, 2008).
Assim, usando a relação abaixo, pode-se definir a distância focal mais adequada e selecionar
1O encaixe CS-mount é compatível com C-mount, ambos têm uma polegada de largura e 32 voltas por polegada(TPI) na profundidade.

16
a lente apropriada para o problema.
f =sS
D (1)
sendo f a distância focal, D a distância do objeto até a câmera, s é o tamanho do sensor (ho-
rizontal ou vertical) e S o tamanho do objeto (horizontal ou vertical, o mesmo escolhido para
o sensor). As distâncias focais das lentes comerciais variam, em sua maioria2, de 2 mm até
300 mm. Sendo as de menor distância focal (2-40mm) conhecidas como lentes do tipo grande
angular e as de maior distância focal (70-300mm) conhecidas como lentes telescópicas.
A maioria das lentes comerciais tem distância focal fixa (EDMUND OPTICS, 2009c).
Como se observa na Figura 6, mudando a distância de trabalho e deixando a distância focal
fixa é possível ter o objeto muito pequeno dentro da imagem (grande distância de trabalho),
ou, ao contrário, não ter o objeto inteiramente dentro da imagem (pequena distância de traba-
lho). Logo, em situações onde a distância de trabalho muda é recomendado usar lentes com
distância focal variável. As lentes de câmeras fotográficas comerciais que têm zoom variável
são exemplos de lentes com distância focal variável.
Figura 6: Efeito da escolha da distância focal.
Fonte: (COMPUTAR LENSES, 2008).
2Existem lentes especiais com distâncias focais menores e maiores.

17
2.1.3 Interface
As primeiras câmeras utilizavam interfaces analógicas (STEGER; WIEDEMANN; UL-
RICH, 2008), com sinal composto de vídeo (NTSC/ PAL) ou s-vídeo. Contudo, com o aumento
de desempenho dos computadores e da velocidade de transmissão dos periféricos, logo as in-
terfaces digitais alcançaram velocidades altas o suficiente para transmitir o sinal para fora da
câmera. As interfaces digitais mais comuns das câmeras industriais estão na Tabela 4.
Tabela 4: Interfaces digitais das câmeras industriais.FireWire 1394.a FireWire 1394.b Camera Link USB 2.0 GigE
Velocidade 400 Mbps 800 Mbps 3600Mbps 480 Mbps 1000MbpsComprimento do cabo 4,5 m 100 m 10 m 5 m 100 mNúm. de câmeras até 63 até 63 1 até 127 sem limiteTipo de conector 6 pinos 9 pinos 26 pinos 4 pinos RJ45/CAT5
conector
requer placa opcional opcional sim não não
Fonte: (EDMUND OPTICS, 2009a).
Com o aumento da resolução das câmeras, e da velocidade de aquisição (fps), interfaces
com maior velocidade serão necessárias, passando das centenas de Mbps para as dezenas de
Gbps3. Na Tabela 5 apresentamos algumas das interfaces que começam a ser testadas para uso
em câmeras industriais.
Tabela 5: Futuras interfaces digitais das câmeras industriais.HSLINK CoaXPress USB 3.0 10 GigE
Velocidade 48 Gbps 6.35 Gbps 4 Gbps 10 GbpsComprimento do cabo 80 m 105 m 5 m 100 mNúm. de câmeras até 63 1 até 127 sem limite
Fonte: (WILSON, 2010b)
2.2 HARDWARE DE PROCESSAMENTO
O hardware de processamento é a parte física do sistema responsável por transformar a
informação visual, proveniente da câmera, em informação útil para o sistema de automação.
Esta parte do sistema executa o software de processamento, que será visto na seção seguinte.
Para a tarefa de processamento, tanto sistemas computacionais gerais, como computadores
pessoais, quanto sistemas específicos de visão de máquina podem ser utilizados. Os compu-
tadores em sua versão para controle de sistemas industriais, conhecidos como computadores31Gbps = 1024Mbps, sendo Gbps - Giga bits por segundo.

18
industriais, são alternativas interessantes e gerais para o processamento dos algoritmos de visão
de máquina. Eles dispõem dos mesmos recursos encontrados nos computadores pessoais, po-
rém com com modificações para funcionamento contínuo, além de uma forma construtiva mais
robusta, i.e. resistente a sujeira, temperatura, variações de tensão e outros efeitos “hostis” ao
funcionamento do computador (SIEMENS, 2010).
Contudo, o crescimento na demanda por sistemas de visão incentivou o crescimento de
hardwares específicos. Hoje, encontram-se no mercado duas versões de sistemas específicos:
as câmeras inteligentes (smartcams) e os sistemas de visão compactos. Estas versões serão
discutidas mais a frente.
2.2.1 Computadores Industriais
Os computadores industriais são uma escolha interessante pela sua flexibilidade de uso.
Além das tarefas de visão de máquina, estes sistemas podem realizar funções de supervisão
e controle. Além disso, a maioria é composta dos mesmos elementos utilizados em compu-
tadores pessoais, como processadores multi-core baseados na arquitetura Intel x86 e AMD64,
porém com uma construção e componentes mais robustos (LIPPINCOTT, 2008). A maioria
dos computadores industriais são projetados para não serem desligados quase nunca, tendo fon-
tes redundantes e peças que podem ser substituídas sem necessidade de desligamento. Hoje,
sistemas computacionais construídos com estas arquiteturas podem alcançar uma capacidade
de processamento da ordem das centenas de Gflops4, mais que suficiente para a maioria das
operações de visão de máquina.
Além disso, com a popularização dos programas que requerem gráficos tridimensionais
(3D), como jogos, programas de desenho e até os sistemas operacionais, veio também a po-
pularização de placas de processamento gráfico. Estas placas possuem processadores gráfi-
cos (GPU) tão computacionalmente poderosos quanto o processador principal do computador
(CPU). Hoje, os fabricantes de GPU já disponibilizam ferramentas que permitem a programa-
ção destes processadores para uso geral, inclusive para as funções de visão de máquina. As
versões de ponta dos GPUs são capazes de ultrapassar 1Tflops5, aumentado ainda mais o poder
computacional de um computador para processar as tarefas de visão de máquina. A tabela 6
mostra alguns exemplos de processadores encontrados no mercado e seu desempenho.
41 Gflops = 1×109 (giga) operações de ponto flutuante por segundo.51 Tflops = 1×1012 (tera) operações de ponto flutuante por segundo.

19
Tabela 6: Processadores que podem ser utilizados para visão de máquinaNome Tipo Arquitetura Núm. cores Gflops AnoAthlon X2 3GHz CPU x86-AMD64 AMD K8 2 19.0 2006Core 2 Duo 3GHz CPU x86-Intel 64 Intel core 2 2 21.9 2006POWER6 4.7GHz CPU IBM-PowerPC Power ISA v.2.05 2 35.7 2007Phenom X4 3GHz CPU x86-AMD64 AMD K10 4 40.0 2008Core i7 3GHz CPU x86-Intel 64 Nehalem 4 63.3 2009POWER7 4.1GHz CPU IBM-PowerPC Power ISA v.2.06 4 120 2010GeForce 9800 GPU NVIDIA NVIDIA G92 128 705 2008Radeon HD 4850 GPU ATI Radeon RV770 160 1000 2009GeForce GTX 280 GPU NVIDIA NVIDIA GT200 240 1000 2009Radeon HD 5850 GPU ATI Evergreen 288 2088 2010
Fonte: Informação do website dos fabricantes.
2.2.2 Sistemas Específicos
Os sistemas específicos surgiram como uma alternativa mais simples e prática para a im-
plementação de um sistema de visão de máquina na indústria. A maioria dos fabricantes, além
de vender o hardware, também vende o software de programação. Em termos de hardware,
encontram-se dois tipos diferentes no mercado: as câmeras inteligentes e os sistemas de vi-
são compactos. Em seguida, vamos detalhar cada um destes tipos de sistema e, na Tabela 7,
mostramos alguns exemplos de sistemas comerciais disponíveis.
Câmeras Inteligentes
As câmeras inteligentes unificam a câmera e o hardware de processamento em um mesmo
encapsulamento. São as alternativas mais compactas e, em alguns casos, mais baratas para visão
de máquina. Diversos fabricantes de sistemas de visão, como National Instruments, Dalsa,
Cognex e Matrox têm pelo menos uma opção de smartcam. Contudo, as smartcams não são
projetadas para serem dispositivos de ponta, e sim de uso geral. Logo, nem as especificação da
câmera são as mais avançadas, nem o hardware de processamento é o mais veloz disponível.
Mas estes sistemas são apropriados para grande parte dos problemas. A Figura 7 mostra alguns
exemplos de smartcams.
Sistemas de Visão Compactos
Apesar do nome, os sistemas de visão “compactos” não são tão compactos como as smart-
cams. Eles são uma versão reduzida de um computador industrial, com apenas os componentes
essenciais para o processamento das operações de visão de máquina. Logo, são mais compac-
tos que um computador industrial, mas mesmo assim, seu poder computacional não é reduzido.
Pelo contrário, os componentes são selecionados para que tenha condições de atender as mais
difíceis tarefas de visão de máquina, computacionalmente falando, sendo superiores às smart-

20
(a) In-Sight 1020, da Cognex (b) NI-1764, da NationalInstruments
(c) Iris GT1900, da Matrox
Figura 7: Exemplos de smartcams, ou câmeras inteligentes.
Fonte: Website dos fabricantes.
cams. Em muitos casos, os sistemas compactos são capazes de processar imagens provenientes
de diferentes câmeras, realizando diferentes tarefas de visão de máquina ao mesmo tempo. A
Figura 8 mostra alguns exemplos de sistemas de compactos.
Existem sistemas compactos proprietários, onde tanto o software de programação quanto
o tipo de câmera, devem ser selecionados do mesmo fabricante. Esta alternativa é interessante
quando uma indústria não tem especialistas em automação com amplo conhecimento sobre
estes sistemas, ou quando a indústria prefere deixar a cargo do fabricante de sistema de visão
boa parte das tarefas de implementação e programação. Existem também, os sistemas semi-
abertos, onde o hardware e o software de programação são vendidos em conjunto, contudo o
sistema é compatível com diferentes câmeras industriais, tendo diferentes interfaces digitais de
entrada disponíveis, conforme mencionado na seção 2.1.3.
(a) 4Sight X, da Matrox. (b) EVS-1463, da National Instru-ments.
(c) Geva, da Dalsa.
Figura 8: Exemplos de sistemas compactos.
Fonte: Website dos fabricantes.
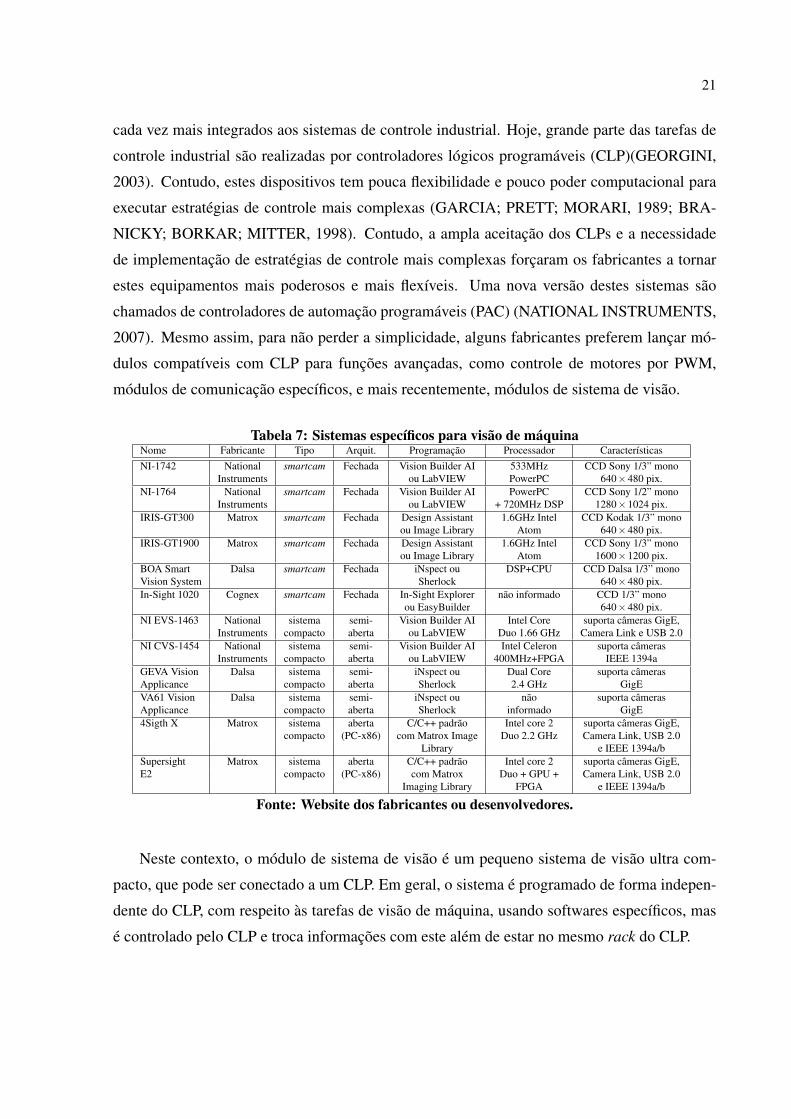
Com a necessidade dos sistemas de controle em se sofisticar, os sistemas de visão estão
21
cada vez mais integrados aos sistemas de controle industrial. Hoje, grande parte das tarefas de
controle industrial são realizadas por controladores lógicos programáveis (CLP)(GEORGINI,
2003). Contudo, estes dispositivos tem pouca flexibilidade e pouco poder computacional para
executar estratégias de controle mais complexas (GARCIA; PRETT; MORARI, 1989; BRA-
NICKY; BORKAR; MITTER, 1998). Contudo, a ampla aceitação dos CLPs e a necessidade
de implementação de estratégias de controle mais complexas forçaram os fabricantes a tornar
estes equipamentos mais poderosos e mais flexíveis. Uma nova versão destes sistemas são
chamados de controladores de automação programáveis (PAC) (NATIONAL INSTRUMENTS,
2007). Mesmo assim, para não perder a simplicidade, alguns fabricantes preferem lançar mó-
dulos compatíveis com CLP para funções avançadas, como controle de motores por PWM,
módulos de comunicação específicos, e mais recentemente, módulos de sistema de visão.
Tabela 7: Sistemas específicos para visão de máquinaNome Fabricante Tipo Arquit. Programação Processador CaracterísticasNI-1742 National smartcam Fechada Vision Builder AI 533MHz CCD Sony 1/3” mono
Instruments ou LabVIEW PowerPC 640×480 pix.NI-1764 National smartcam Fechada Vision Builder AI PowerPC CCD Sony 1/2” mono
Instruments ou LabVIEW + 720MHz DSP 1280×1024 pix.IRIS-GT300 Matrox smartcam Fechada Design Assistant 1.6GHz Intel CCD Kodak 1/3” mono
ou Image Library Atom 640×480 pix.IRIS-GT1900 Matrox smartcam Fechada Design Assistant 1.6GHz Intel CCD Sony 1/3” mono
ou Image Library Atom 1600×1200 pix.BOA Smart Dalsa smartcam Fechada iNspect ou DSP+CPU CCD Dalsa 1/3” monoVision System Sherlock 640×480 pix.In-Sight 1020 Cognex smartcam Fechada In-Sight Explorer não informado CCD 1/3” mono
ou EasyBuilder 640×480 pix.NI EVS-1463 National sistema semi- Vision Builder AI Intel Core suporta câmeras GigE,
Instruments compacto aberta ou LabVIEW Duo 1.66 GHz Camera Link e USB 2.0NI CVS-1454 National sistema semi- Vision Builder AI Intel Celeron suporta câmeras
Instruments compacto aberta ou LabVIEW 400MHz+FPGA IEEE 1394aGEVA Vision Dalsa sistema semi- iNspect ou Dual Core suporta câmerasApplicance compacto aberta Sherlock 2.4 GHz GigEVA61 Vision Dalsa sistema semi- iNspect ou não suporta câmerasApplicance compacto aberta Sherlock informado GigE4Sigth X Matrox sistema aberta C/C++ padrão Intel core 2 suporta câmeras GigE,
compacto (PC-x86) com Matrox Image Duo 2.2 GHz Camera Link, USB 2.0Library e IEEE 1394a/b
Supersight Matrox sistema aberta C/C++ padrão Intel core 2 suporta câmeras GigE,E2 compacto (PC-x86) com Matrox Duo + GPU + Camera Link, USB 2.0
Imaging Library FPGA e IEEE 1394a/b
Fonte: Website dos fabricantes ou desenvolvedores.
Neste contexto, o módulo de sistema de visão é um pequeno sistema de visão ultra com-
pacto, que pode ser conectado a um CLP. Em geral, o sistema é programado de forma indepen-
dente do CLP, com respeito às tarefas de visão de máquina, usando softwares específicos, mas
é controlado pelo CLP e troca informações com este além de estar no mesmo rack do CLP.
22
2.3 SOFTWARE DE PROCESSAMENTO
O software de processamento é responsável pelas tarefas de inspeção que serão executadas
no hardware. Ele é responsável pela conversão da informação contida na imagem em informa-
ção útil para controle. Este software é programado para executar a tarefa específica de visão de
máquina em questão.
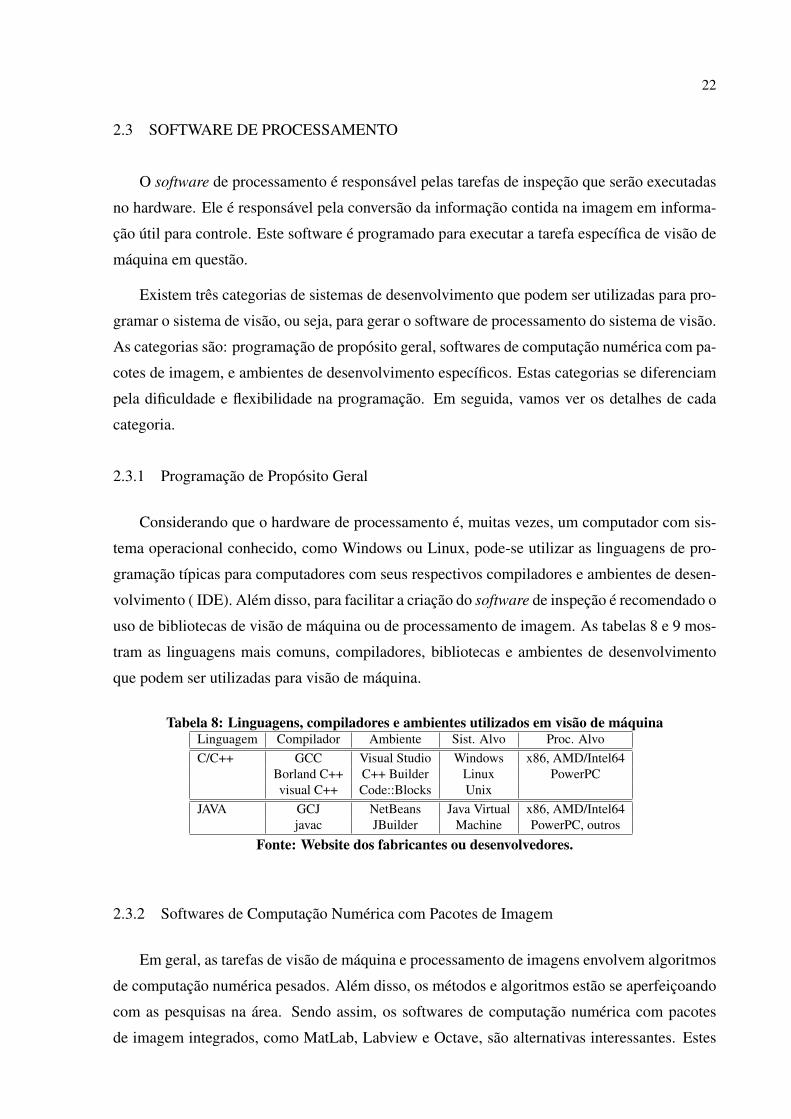
Existem três categorias de sistemas de desenvolvimento que podem ser utilizadas para pro-
gramar o sistema de visão, ou seja, para gerar o software de processamento do sistema de visão.
As categorias são: programação de propósito geral, softwares de computação numérica com pa-
cotes de imagem, e ambientes de desenvolvimento específicos. Estas categorias se diferenciam
pela dificuldade e flexibilidade na programação. Em seguida, vamos ver os detalhes de cada
categoria.
2.3.1 Programação de Propósito Geral
Considerando que o hardware de processamento é, muitas vezes, um computador com sis-
tema operacional conhecido, como Windows ou Linux, pode-se utilizar as linguagens de pro-
gramação típicas para computadores com seus respectivos compiladores e ambientes de desen-
volvimento ( IDE). Além disso, para facilitar a criação do software de inspeção é recomendado o
uso de bibliotecas de visão de máquina ou de processamento de imagem. As tabelas 8 e 9 mos-
tram as linguagens mais comuns, compiladores, bibliotecas e ambientes de desenvolvimento
que podem ser utilizadas para visão de máquina.
Tabela 8: Linguagens, compiladores e ambientes utilizados em visão de máquinaLinguagem Compilador Ambiente Sist. Alvo Proc. AlvoC/C++ GCC Visual Studio Windows x86, AMD/Intel64
Borland C++ C++ Builder Linux PowerPCvisual C++ Code::Blocks Unix
JAVA GCJ NetBeans Java Virtual x86, AMD/Intel64javac JBuilder Machine PowerPC, outros
Fonte: Website dos fabricantes ou desenvolvedores.
2.3.2 Softwares de Computação Numérica com Pacotes de Imagem
Em geral, as tarefas de visão de máquina e processamento de imagens envolvem algoritmos
de computação numérica pesados. Além disso, os métodos e algoritmos estão se aperfeiçoando
com as pesquisas na área. Sendo assim, os softwares de computação numérica com pacotes
de imagem integrados, como MatLab, Labview e Octave, são alternativas interessantes. Estes

23
Tabela 9: Bibliotecas utilizadas em visão de máquinaBibliotecas Desenvolvedor Linguagem Licença Acel. Hardware Sist. AlvoOpenCV originalmente C, com suporte à GPL não informado Windows, Linux,
Intel C++, C#, Java FreeBSD, MacOSMatrox Imaging Matrox C/C++, C# e Proprietária Placas Matrox, Windows, Linux,Library (MIL) visual basic GPU e FPGA Windows CEIntel IPP Intel C/C++ Proprietária processadores Windows, Linux,
Intel MacOSIntegrating Vision Karlsruhe Institute C/C++ Licença não informado Windows, Linux,Toolkit (IVT) of Technology (KIT) BSD MacOSImageJ National Institutes Java Domínio não informado Windows, Linux,
of Health (NIH) Público MacOSSapera Vision DALSA C/C++, C# e Proprietária DALSA Hardware, WindowsSoftware .NET GPU e FPGAVector Sig. Image Georgia Tech C/C++, FORTAN open CPU, GPU e Windows, Linux,Processing Library Research Corp. source outros outros sistemasNI Vision National C, Visual Basic Proprietária Hardware da NI Windows, Linux,Devel. Module Instruments LabVIEW MacOSCimg - toolkit for David C++ CeCILL-C não informado Windows, Linux,image processing Tschumperlé MacOS
Fonte: Website dos fabricantes ou desenvolvedores.
sistemas são de programação e depuração mais fácil que a programação de propósito geral, o
que facilita a criação e inclusão de novos algoritmos de visão de máquina. Entretanto, estes
ambientes são menos flexíveis que a programação de propósito geral, i.e. o sistema e processa-
dor alvo que irá executar o programa são mais específicos. Logo, a liberdade de execução do
programa de visão de máquina é menor. Contudo, o desenvolvimento do programa de visão de
máquina é significativamente mais rápido. Na Tabela 10 mostramos alguns destes sistemas.
Tabela 10: Softwares de computação numérica com módulos de imagem para visão de máquinaSoftware Fabricante Licença Linguagem Módulos Sist. AlvoMatLab MathWorks Proprietária MATLAB imagem, câmera Windows, Linux
code outros MacOS, UNIXSciLab SciLab CeCILL Similar imagem, outros Windows, Linux
Consortium (Livre) MATLAB MacOS, UNIXGNU Octave John W. GPL Similar imagem, outros Windows, Linux
Eaton MATLAB MacOS, UNIXLabVIEW National Proprietária programação imagem, câmera Windows, Linux
Instruments gráfica outros UNIX, outros
Fonte: Website dos fabricantes ou desenvolvedores.
2.3.3 Ambientes de Desenvolvimento Específicos
Praticamente todos os fabricantes de hardwares de processamento específicos também ofe-
recem um ambiente de desenvolvimento específico de visão de máquina. Na maioria dos casos,
o ambiente possui todas as ferramentas necessárias para explorar o hardware ao máximo, além
de ser de fácil e rápida programação. Contudo, a flexibilidade é extremamente reduzida, sendo
difícil, por exemplo, a inclusão de novos algoritmos de visão de máquina ou execução em hard-
24
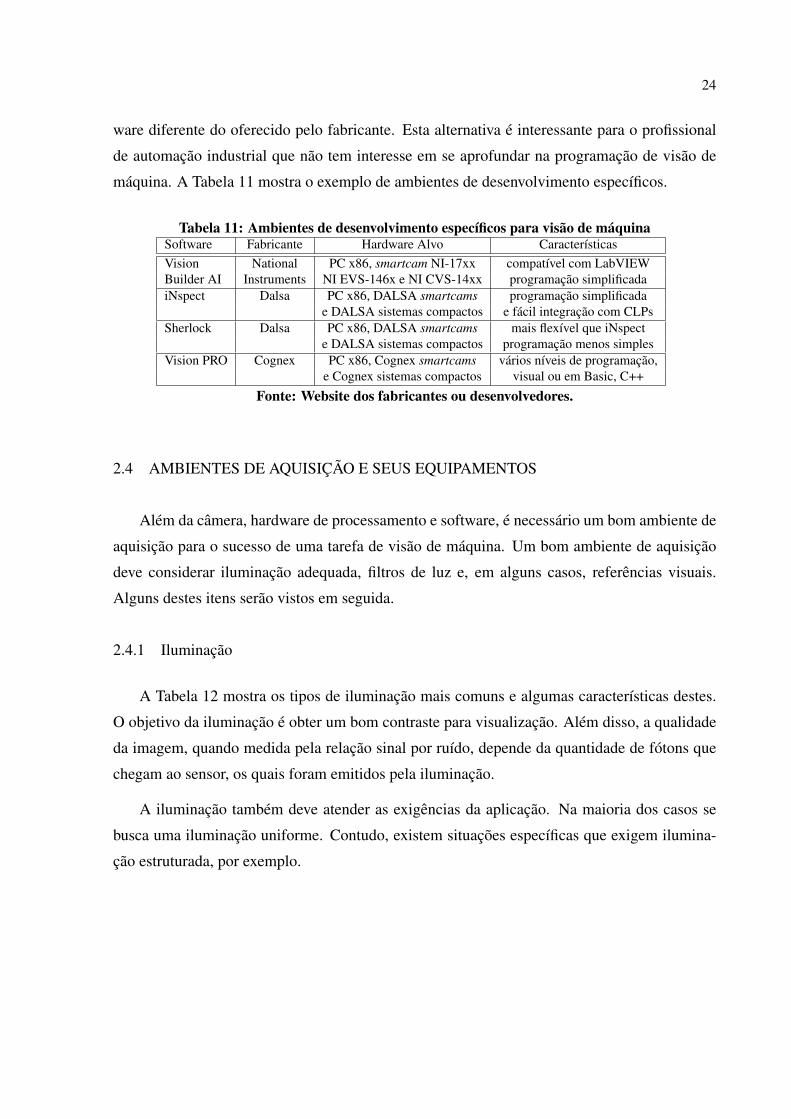
ware diferente do oferecido pelo fabricante. Esta alternativa é interessante para o profissional
de automação industrial que não tem interesse em se aprofundar na programação de visão de
máquina. A Tabela 11 mostra o exemplo de ambientes de desenvolvimento específicos.
Tabela 11: Ambientes de desenvolvimento específicos para visão de máquinaSoftware Fabricante Hardware Alvo CaracterísticasVision National PC x86, smartcam NI-17xx compatível com LabVIEWBuilder AI Instruments NI EVS-146x e NI CVS-14xx programação simplificadaiNspect Dalsa PC x86, DALSA smartcams programação simplificada
e DALSA sistemas compactos e fácil integração com CLPsSherlock Dalsa PC x86, DALSA smartcams mais flexível que iNspect
e DALSA sistemas compactos programação menos simplesVision PRO Cognex PC x86, Cognex smartcams vários níveis de programação,
e Cognex sistemas compactos visual ou em Basic, C++
Fonte: Website dos fabricantes ou desenvolvedores.
2.4 AMBIENTES DE AQUISIÇÃO E SEUS EQUIPAMENTOS
Além da câmera, hardware de processamento e software, é necessário um bom ambiente de
aquisição para o sucesso de uma tarefa de visão de máquina. Um bom ambiente de aquisição
deve considerar iluminação adequada, filtros de luz e, em alguns casos, referências visuais.
Alguns destes itens serão vistos em seguida.
2.4.1 Iluminação
A Tabela 12 mostra os tipos de iluminação mais comuns e algumas características destes.
O objetivo da iluminação é obter um bom contraste para visualização. Além disso, a qualidade
da imagem, quando medida pela relação sinal por ruído, depende da quantidade de fótons que
chegam ao sensor, os quais foram emitidos pela iluminação.
A iluminação também deve atender as exigências da aplicação. Na maioria dos casos se
busca uma iluminação uniforme. Contudo, existem situações específicas que exigem ilumina-
ção estruturada, por exemplo.

25
Tabela 12: Iluminação do ambiente de aquisição para visão de máquinaTipo Vantagens Desvantagens Montagem Exemplo de resultado
Frontal Difusa Sombras reduzidas,
redução da reflexão
direta da luz
As características da
superfície são menos
distintas
Direcional Iluminação forte
e relativamente
constante
Produz sombras e re-
giões de muita ilumi-
nação
Anel Luminoso Poucas sombras
e com ilumina-
ção relativamente
constante
Pode gerar um ilu-
minação circular, es-
cura no centro e mais
clara nas bordas
Lateral Mostra defeitos de
superfície e irregula-
ridades de topologia
Produz fortes pon-
tos de iluminação e
regiões criticamente
sombreadas
Polarizada Iluminação uni-
forme, picos de
forte iluminação
removidos
Intensidade reduzida
devido aos polariza-
dores
Estruturada Captura variações na
superfície
Forte intensidade,
porém pode ser ab-
sorvida por algumas
cores
Fonte: (EDMUND OPTICS, 2009b).
26
2.4.2 Referências Visuais
Referências visuais são padrões de fácil detecção e distinção, desenhados no ambiente de
aquisição. Este padrões tem o propósito de facilitar nas tarefas de calibração, medição dimensi-
onal ou referenciação no espaço tridimensional. Na Figura 10 do próximo capítulo, juntamente
com outros aspectos, será observado um exemplo de padrão usado em calibração da câmera.
Nesta figura pode-se notar as distorções do padrão por causa da lente e da visão em perspec-
tiva. Como o padrão é conhecido, ele serve de referência visual para correção das distorções
geométricas (STEGER; WIEDEMANN; ULRICH, 2008).
2.4.3 Filtros de Luz
O objetivo dos filtros de luz são permitir que apenas a luz de determinado comprimento
de onda alcance o sensor. Assim, pode-se filtrar diferentes faixas de frequência, como a ul-
travioleta (UV), a infravermelha (IR), ou mesmo as bandas de cor específica. Além destes,
filtros polarizadores podem reduzir picos de reflexão de luz muito fortes e indesejados, os quais
prejudicam a operação de visão de máquina (EDMUND OPTICS, 2009b).
27
3 PROCESSAMENTO DE IMAGEM PARA SISTEMAS DE VISÃO
O processamento de imagens é a parte essencial do software de visão de máquina. Ele
é responsável por retirar da imagem a informação desejada e convertê-la em algo útil para a
tarefa de controle. Os métodos usados em processamento de imagens tem evoluído muito nos
últimos anos. Existem uma grande variedade de algoritmos disponíveis e diferentes formas de
uso destes. Contudo, ainda existem muitos problemas em aberto na área de visão de máquina
que o processamento de imagens ainda não solucionou, embora tenha potencial para tal.
Este capítulo é um direcionador para as técnicas de processamento de imagem por trás da
tarefa de visão de máquina. Nele, serão apresentadas as tarefas de processamento de imagens
necessárias em visão de máquina. Para cada tarefa, serão referenciados os algoritmos mais im-
portantes, ajudando a orientar o leitor interessado em se aprofundar em uma área específica. A
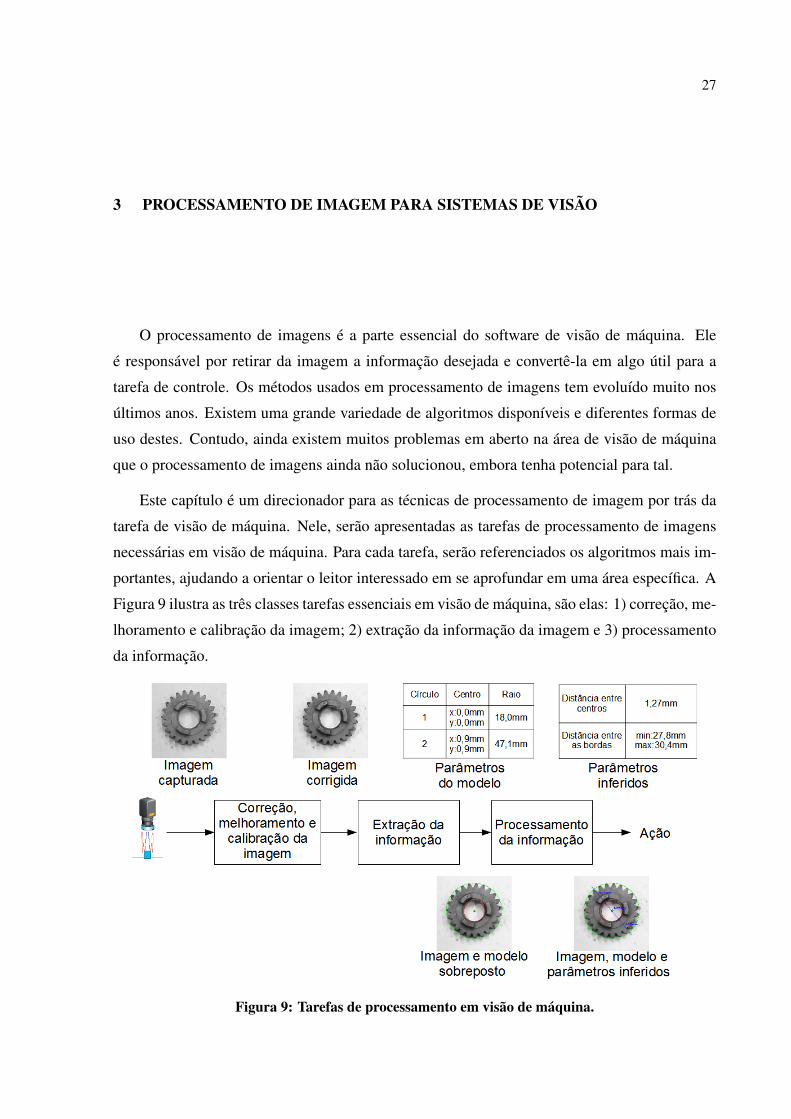
Figura 9 ilustra as três classes tarefas essenciais em visão de máquina, são elas: 1) correção, me-
lhoramento e calibração da imagem; 2) extração da informação da imagem e 3) processamento
da informação.
Figura 9: Tarefas de processamento em visão de máquina.

28
Estas três tarefas de visão de máquina são detalhadas nas seções seguintes deste capítulo,
com explicações relativas às suas funções e referências aos principais algoritmos de processa-
mento de imagens para tal tarefa.
3.1 PROCESSAMENTO PARA CORREÇÃO, MELHORAMENTO E CALIBRAÇÃO DAIMAGEM
O objetivo desta tarefa é tornar a imagem capturada, muitas vezes com imperfeições, uma
imagem mais apropriada para a tarefa posterior de extração da informação. Imperfeições co-
muns como o ruído, o baixo contraste e as distorções por falta de foco precisam ser reduzidas
ou corrigidas. Estas tarefas são chamadas de correção da imagem. Em alguns casos, deseja-se
que a imagem fosse melhor, em alguns aspectos, que a entregue pela câmera, mesmo que esta
não tenha imperfeições sérias. Este outro conjunto de técnicas é chamado de melhoramento de
imagem, justamente porque “melhora” a imagem, ou seja, vai além da simples correção. Por úl-
timo, é necessário ter referência física do tamanho da imagem em uma região de interesse, para
que se saiba que determinado tamanho na imagem, normalmente em pixels, corresponda a um
tamanho físico conhecido, em milímetros por exemplo. Esta tarefa é conhecida por calibração
da imagem.
3.1.1 Correção da Imagem
As técnicas de correção de imagem focam na resolução de algum tipo de distorção que
ocorre devido às dificuldades na aquisição da imagem. Problemas comuns são: ruído, baixo
contraste, distorções óticas e geométricas. A Figura 10 ilustra estes problemas juntamente com
suas formas de correção da imagem.
O ruído (noise em inglês) ocorre devido ao comportamento estocástico dos fótons que che-
gam ao sensor de imagem (GAMAL; ELTOUKHY, 2005). Em geral, a dificuldade é a baixa
quantidade de fótons, o que ocorre quando a aquisição é rápida demais ou quando a quantidade
de luz no ambiente de aquisição é pequena. As técnicas de correção de ruído são chamadas de
Denoising. Em (BUADES; COLL; MOREL, 2005) uma revisão dos métodos de redução de
ruído são apresentados. A maioria destes métodos são criados a partir de modelos estatísticos
para ruídos. Em (BOVIK, 2000) os modelos de ruído são detalhados.
Os problemas de intensidade geralmente estão relacionados com uma escolha ruim dos pa-
râmetros de aquisição da câmera. Por exemplo, a exposição rápida à luz, aliada a uma ilumina-
ção fraca, gera uma imagem escura e com ruído. Exposição longa à luz aliada a uma iluminação
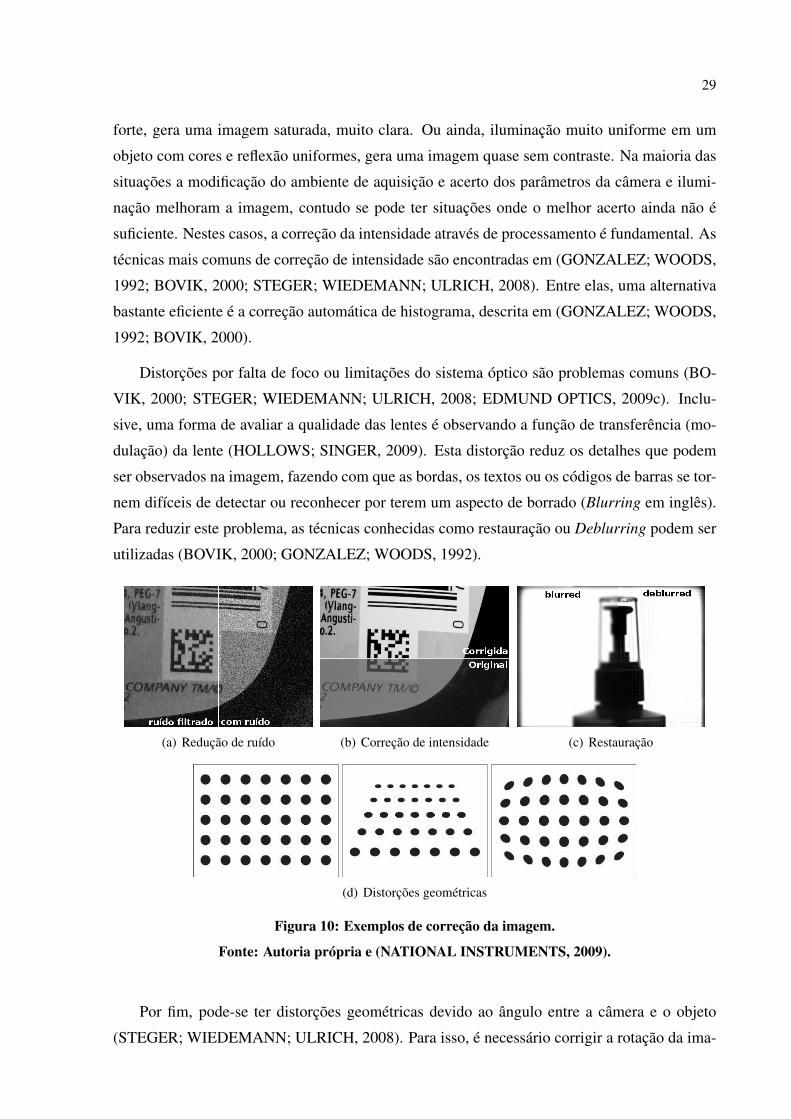
29
forte, gera uma imagem saturada, muito clara. Ou ainda, iluminação muito uniforme em um
objeto com cores e reflexão uniformes, gera uma imagem quase sem contraste. Na maioria das
situações a modificação do ambiente de aquisição e acerto dos parâmetros da câmera e ilumi-
nação melhoram a imagem, contudo se pode ter situações onde o melhor acerto ainda não é
suficiente. Nestes casos, a correção da intensidade através de processamento é fundamental. As
técnicas mais comuns de correção de intensidade são encontradas em (GONZALEZ; WOODS,
1992; BOVIK, 2000; STEGER; WIEDEMANN; ULRICH, 2008). Entre elas, uma alternativa
bastante eficiente é a correção automática de histograma, descrita em (GONZALEZ; WOODS,
1992; BOVIK, 2000).
Distorções por falta de foco ou limitações do sistema óptico são problemas comuns (BO-
VIK, 2000; STEGER; WIEDEMANN; ULRICH, 2008; EDMUND OPTICS, 2009c). Inclu-
sive, uma forma de avaliar a qualidade das lentes é observando a função de transferência (mo-
dulação) da lente (HOLLOWS; SINGER, 2009). Esta distorção reduz os detalhes que podem
ser observados na imagem, fazendo com que as bordas, os textos ou os códigos de barras se tor-
nem difíceis de detectar ou reconhecer por terem um aspecto de borrado (Blurring em inglês).
Para reduzir este problema, as técnicas conhecidas como restauração ou Deblurring podem ser
utilizadas (BOVIK, 2000; GONZALEZ; WOODS, 1992).
(a) Redução de ruído (b) Correção de intensidade (c) Restauração
(d) Distorções geométricas
Figura 10: Exemplos de correção da imagem.
Fonte: Autoria própria e (NATIONAL INSTRUMENTS, 2009).
Por fim, pode-se ter distorções geométricas devido ao ângulo entre a câmera e o objeto
(STEGER; WIEDEMANN; ULRICH, 2008). Para isso, é necessário corrigir a rotação da ima-
30
gem, escala e, muitas vezes, a distorção causada pela perspectiva da câmera. Além disso,
a própria lente pode distorcer a imagem, com o chamado efeito “barril”, que em alguns casos
pode ser bem severo. As correções de geometria dependem do conhecimento dos parâmetros de
distorção além da aplicação do método de correção. Em (STEGER; WIEDEMANN; ULRICH,
2008) são apresentados os métodos de correção. Observe que para a correção, é necessário que
se conheçam os parâmetros do modelo de distorção, o qual é definido durante o processo de
calibração.
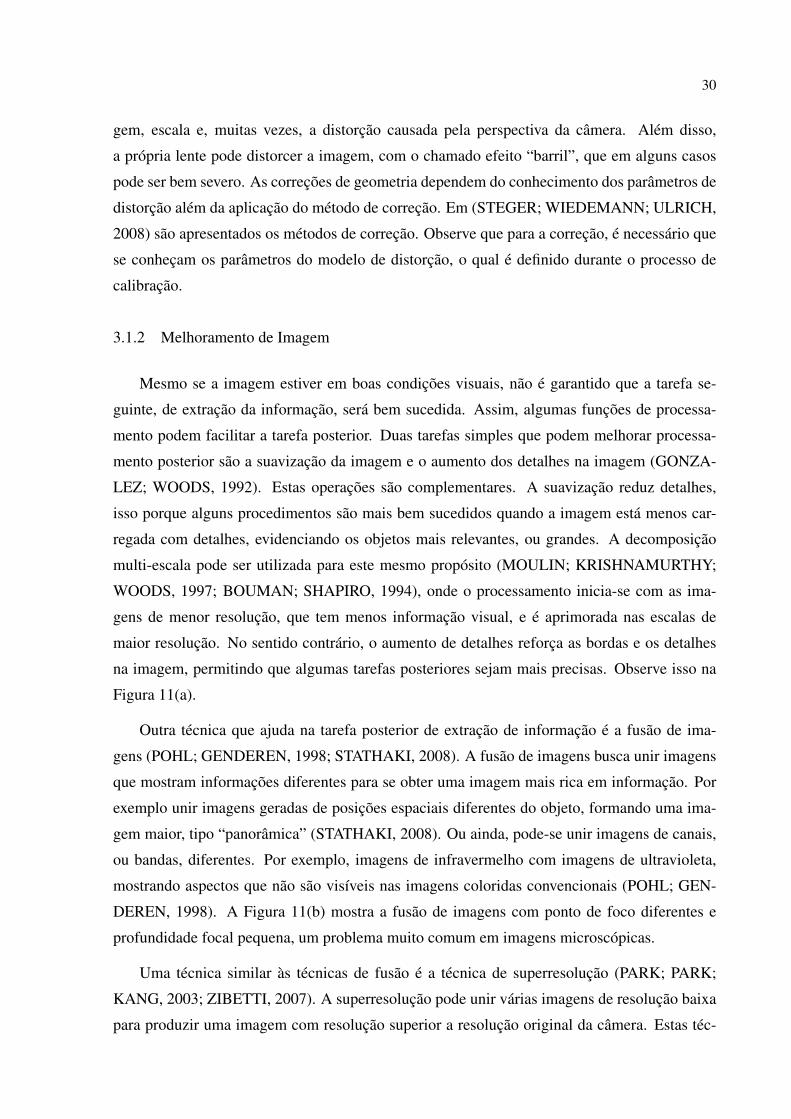
3.1.2 Melhoramento de Imagem
Mesmo se a imagem estiver em boas condições visuais, não é garantido que a tarefa se-
guinte, de extração da informação, será bem sucedida. Assim, algumas funções de processa-
mento podem facilitar a tarefa posterior. Duas tarefas simples que podem melhorar processa-
mento posterior são a suavização da imagem e o aumento dos detalhes na imagem (GONZA-
LEZ; WOODS, 1992). Estas operações são complementares. A suavização reduz detalhes,
isso porque alguns procedimentos são mais bem sucedidos quando a imagem está menos car-
regada com detalhes, evidenciando os objetos mais relevantes, ou grandes. A decomposição
multi-escala pode ser utilizada para este mesmo propósito (MOULIN; KRISHNAMURTHY;
WOODS, 1997; BOUMAN; SHAPIRO, 1994), onde o processamento inicia-se com as ima-
gens de menor resolução, que tem menos informação visual, e é aprimorada nas escalas de
maior resolução. No sentido contrário, o aumento de detalhes reforça as bordas e os detalhes
na imagem, permitindo que algumas tarefas posteriores sejam mais precisas. Observe isso na
Figura 11(a).
Outra técnica que ajuda na tarefa posterior de extração de informação é a fusão de ima-
gens (POHL; GENDEREN, 1998; STATHAKI, 2008). A fusão de imagens busca unir imagens
que mostram informações diferentes para se obter uma imagem mais rica em informação. Por
exemplo unir imagens geradas de posições espaciais diferentes do objeto, formando uma ima-
gem maior, tipo “panorâmica” (STATHAKI, 2008). Ou ainda, pode-se unir imagens de canais,
ou bandas, diferentes. Por exemplo, imagens de infravermelho com imagens de ultravioleta,
mostrando aspectos que não são visíveis nas imagens coloridas convencionais (POHL; GEN-
DEREN, 1998). A Figura 11(b) mostra a fusão de imagens com ponto de foco diferentes e
profundidade focal pequena, um problema muito comum em imagens microscópicas.
Uma técnica similar às técnicas de fusão é a técnica de superresolução (PARK; PARK;
KANG, 2003; ZIBETTI, 2007). A superresolução pode unir várias imagens de resolução baixa
para produzir uma imagem com resolução superior a resolução original da câmera. Estas téc-

31
nicas podem melhorar a precisão e a exatidão do processamento posterior, como nas inspeções
dimensionais de peças, por exemplo. A Figura 11(c) ilustra um exemplo de superresolução.
(a) Suavização e aumento de detalhes (b) Fusão de imagens (c) Superresolução
Figura 11: Exemplos de melhoramento de imagem.
3.1.3 Calibração
O processo de calibração envolve principalmente o cálculo do tamanho físico (em milíme-
tros por exemplo) do pixel (STEGER; WIEDEMANN; ULRICH, 2008). Em geral, o processo
é simples e envolve apenas o uso de algumas referências no ambiente de aquisição. Em algumas
situações mais críticas, a calibração envolve correção da distorção da lente e correção de pers-
pectiva (STEGER; WIEDEMANN; ULRICH, 2008; KLINGER, 2003), conforme observado
na Figura 10(d).
3.2 PROCESSAMENTO PARA EXTRAÇÃO DE INFORMAÇÃO
Esta parte do processamento é a mais importante do conjunto. Ela é responsável por extrair
da imagem a informação essencial para controle. A entrada do processamento é a imagem,
enquanto a saída é um conjunto de parâmetros relacionados com a informação extraída. O tipo
de informação extraída pode variar bastante, contudo ela pode ser colocada em uma de três
classes de operações. São elas: 1) busca por formas geométricas ou características conhecidas
na imagem, 2) Estimativa da forma (arbitrária e desconhecida) de uma região de interesse, ou
3) análise da imagem em uma região de interesse.
3.2.1 Busca por Formas ou Características
O objetivo desta tarefa é encontrar parâmetros relacionados com uma característica visual
conhecida. As características podem ser: bordas, linhas, círculos, textos, formas geométricas
arbitrárias e até padrões visuais arbitrários, desde que previamente conhecidos. Os parâmetros
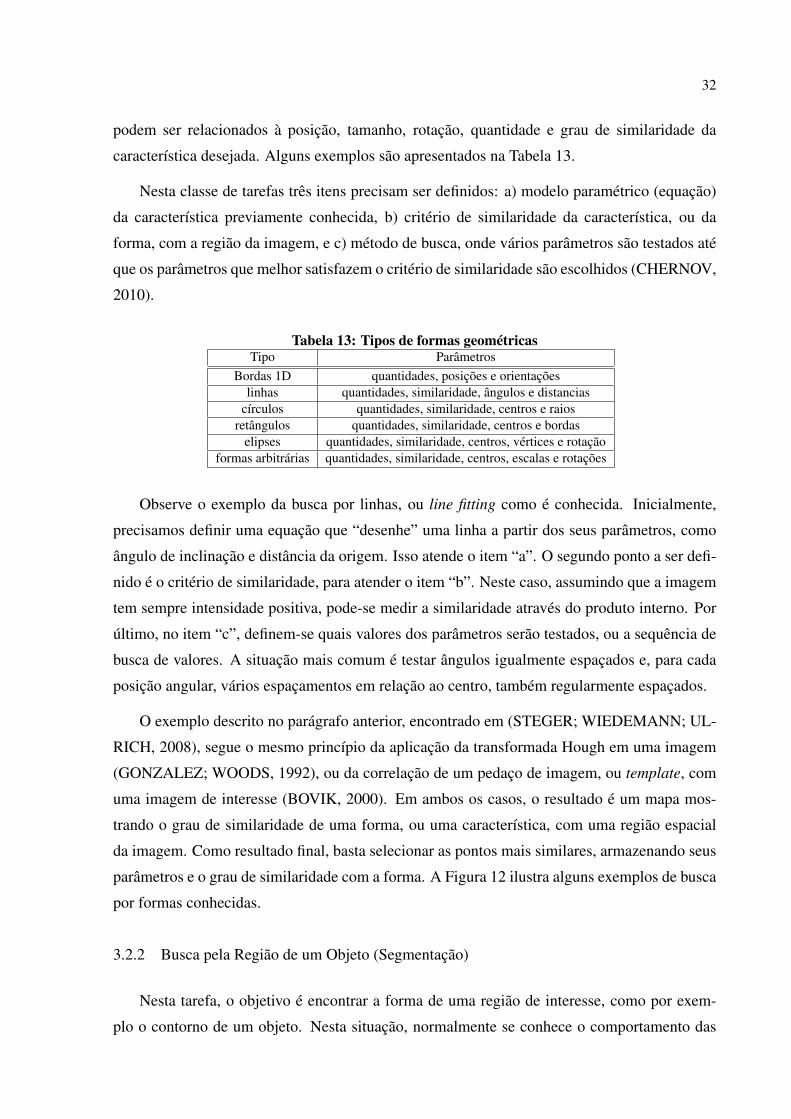
32
podem ser relacionados à posição, tamanho, rotação, quantidade e grau de similaridade da
característica desejada. Alguns exemplos são apresentados na Tabela 13.
Nesta classe de tarefas três itens precisam ser definidos: a) modelo paramétrico (equação)
da característica previamente conhecida, b) critério de similaridade da característica, ou da
forma, com a região da imagem, e c) método de busca, onde vários parâmetros são testados até
que os parâmetros que melhor satisfazem o critério de similaridade são escolhidos (CHERNOV,
2010).
Tabela 13: Tipos de formas geométricasTipo Parâmetros
Bordas 1D quantidades, posições e orientaçõeslinhas quantidades, similaridade, ângulos e distancias
círculos quantidades, similaridade, centros e raiosretângulos quantidades, similaridade, centros e bordas
elipses quantidades, similaridade, centros, vértices e rotaçãoformas arbitrárias quantidades, similaridade, centros, escalas e rotações
Observe o exemplo da busca por linhas, ou line fitting como é conhecida. Inicialmente,
precisamos definir uma equação que “desenhe” uma linha a partir dos seus parâmetros, como
ângulo de inclinação e distância da origem. Isso atende o item “a”. O segundo ponto a ser defi-
nido é o critério de similaridade, para atender o item “b”. Neste caso, assumindo que a imagem
tem sempre intensidade positiva, pode-se medir a similaridade através do produto interno. Por
último, no item “c”, definem-se quais valores dos parâmetros serão testados, ou a sequência de
busca de valores. A situação mais comum é testar ângulos igualmente espaçados e, para cada
posição angular, vários espaçamentos em relação ao centro, também regularmente espaçados.
O exemplo descrito no parágrafo anterior, encontrado em (STEGER; WIEDEMANN; UL-
RICH, 2008), segue o mesmo princípio da aplicação da transformada Hough em uma imagem
(GONZALEZ; WOODS, 1992), ou da correlação de um pedaço de imagem, ou template, com
uma imagem de interesse (BOVIK, 2000). Em ambos os casos, o resultado é um mapa mos-
trando o grau de similaridade de uma forma, ou uma característica, com uma região espacial
da imagem. Como resultado final, basta selecionar as pontos mais similares, armazenando seus
parâmetros e o grau de similaridade com a forma. A Figura 12 ilustra alguns exemplos de busca
por formas conhecidas.
3.2.2 Busca pela Região de um Objeto (Segmentação)
Nesta tarefa, o objetivo é encontrar a forma de uma região de interesse, como por exem-
plo o contorno de um objeto. Nesta situação, normalmente se conhece o comportamento das

33
(a) Busca por círculos (b) Busca por códigos de barras (c) Busca por faces
Figura 12: Busca por formas ou características.
Fonte: Autoria própria em (a) e (b) e www.dcresource.com em (c).
intensidades internas da região do objeto ou das texturas do objeto, ao menos parcialmente.
Contudo, não se conhece o contorno exato da região do objeto. O resultado normalmente é o
mapa da região do objeto, com o qual é possível separá-lo do restante da imagem. Esta tarefa
é conhecida em processamento de imagens como segmentação (BOVIK, 2000; GONZALEZ;
WOODS, 1992).
Existem diversos métodos de segmentação disponíveis na literatura. Na tabela 14 são mos-
tradas algumas classes de métodos e suas referências. A Figura 13 ilustra alguns resultados de
segmentação de imagens.
Tabela 14: Métodos de segmentação de imagens mais comuns.Classe dos métodos Tipo de método ReferênciaMétodos estatísticos Limiarização baseada no histograma (SHAFARENKO; PETROU; KIT-
TLER, 1998)Máxima verossimilhança (BOVIK, 2000)Métodos Bayesianos (LAVALLE; HUTCHINSON,
1995; GEIGER; YUILLE, 1991)Métodos baseados Crescimento de regiões (GONZALEZ; WOODS, 1992)em regiões Split and Merge (GONZALEZ; WOODS, 1992)
Watershed (BLEAU; LEON, 2000)Métodos baseados Detecção das bordas (CHENG et al., 2001)nas bordas Contorno ativo (snakes) (KASS; WITKIN; TERZOPOU-
LOS, 1988; MYRONENKO;SONG, 2009)
3.2.3 Análise das Intensidades em uma Região de Interesse
Nesta tarefa, o objetivo é encontrar parâmetros relacionados com o padrão de intensida-
des dentro de uma região de interesse conhecida. Esta “região de interesse” normalmente está
relacionada a algum objeto ou área que queremos identificar ou classificar. Para tal, precisa-
mos relacionar a textura ou o padrão de intensidade da região com um modelo previamente

34
(a) Segmentação baseada no histo-grama
(b) Métodos Bayesianos (c) Contorno Ativo
Figura 13: Exemplos de segmentação
Fonte: Autoria própria em (a) e (b), e (MYRONENKO; SONG, 2009) em (c).
conhecido. É comum encontrar características bem marcantes em determinados padrões de
intensidade, que as diferenciam das demais. Estas características podem ser, na maioria das ve-
zes, mensuradas objetivamente através de operações de processamento de sinais. Quando estas
medidas são suficientemente fortes, indicam que a textura está relacionada a um determinado
objeto ou material previamente conhecido.
A Tabela 15 mostra algumas características presentes em texturas e padrões de intensidades
que são comumente analisadas em uma região de interesse. A Figura 14 ilustra alguns exemplos
de análise das intensidades. Na Figura 14(a), pode-se notar que o espectro de Fourier determi-
nada textura tem picos em frequências específicas. Estas informações podem ser utilizadas para
uma identificação automática do tipo de textura, por exemplo. Na Figura 14(b) a utilização da
cor é ilustrada.
Tabela 15: Características de intensidades analisadas em uma região de interesseTipo de análise Característica ReferênciaMedidas de momentos estatísticosda intensidade ou cor
Média, desvio padrão, correlação,outros momentos
(BOVIK, 2000;TEH; CHIN, 2002)
Análise estatística mais completa Histograma, distribuição (CARLOTTO, 2009)Análise de frequências frequência central, frequência de
pico, largura de banda(BOVIK, 2000)
Análise de tamanho em espaços ar-bitrários
Wavelets, noiselets, fractais (CONCI; PRO-ENCA, 1998)

35
(a) Análise de frequência (b) Análise de cor
Figura 14: Exemplos de análise da intensidade
Fonte: Autoria própria e (NATIONAL INSTRUMENTS, 2009) em (b).
3.3 PROCESSAMENTO DA INFORMAÇÃO, CLASSIFICAÇÃO E DETECÇÃO
Nesta terceira tarefa ocorre o processamento da informação extraída na etapa anterior.
Pode-se dizer que esta função não é mais “processamento de imagem” propriamente dito, pois
agora o processamento será realizado nos parâmetros extraídos da etapa anterior. Tem-se dois
tipos de processamentos realizados com estes parâmetros. O primeiro envolve modificar ou
inferir uma nova informação a partir da informação extraída da imagem, para que esta nova
informação seja utilizada na tarefa de controle. O segundo envolve usar a informação extraída
com o objetivo de reconhecer algo que está na imagem de forma indireta, avaliando se os parâ-
metros se encaixam em um padrão conhecido, ou seja, classificando ou detectando objetos na
imagem. Alguns exemplos são ilustrados na Figura 15.
3.3.1 Processamento da Informação
Esta etapa tem o objetivo de inferir uma nova informação a partir da informação extraída
da imagem. Esta “nova informação” normalmente é a informação útil para o usuário do sistema
e poderá ser usada para, por exemplo, uma tarefa de controle. Contudo, não se observa esta
informação diretamente na imagem, por isso é preciso esta etapa. Alguns exemplos desta etapa
são: Análises e inferências geométricas bidimensionais (2D), análise da forma 2D de um objeto,
estimação de posição no espaço 3D e reconstrução de objetos 3D.
Análises e Inferências Geométricas
Nesta etapa, o objetivo é inferir (ou calcular) novas informações sobre a geometria do objeto
ou da cena. Por exemplo, quando a extração de informação foi a busca por características,
como círculos, tem-se como resposta parâmetros geométricos, tais como centros e raios de
cada círculo. Logo, pode-se calcular informações relativas como distância entre os centros dos
36
círculos, ou ponto central de uma reta que cruza os centros. Estas funções são bastante utilizadas
em aplicações como inspeções dimensionais de peças, sendo, muitas vezes, fundamentais para
a solução do problema (NATIONAL INSTRUMENTS, 2009; JARVIS, 2009). Observe que
não é estritamente necessário que os parâmetros dos círculos tenham sido determinados pelo
processamento de imagens. O usuário poderia tê-los medido manualmente. Isso faz desta tarefa
um processamento de informação, não mais processamento de imagem.
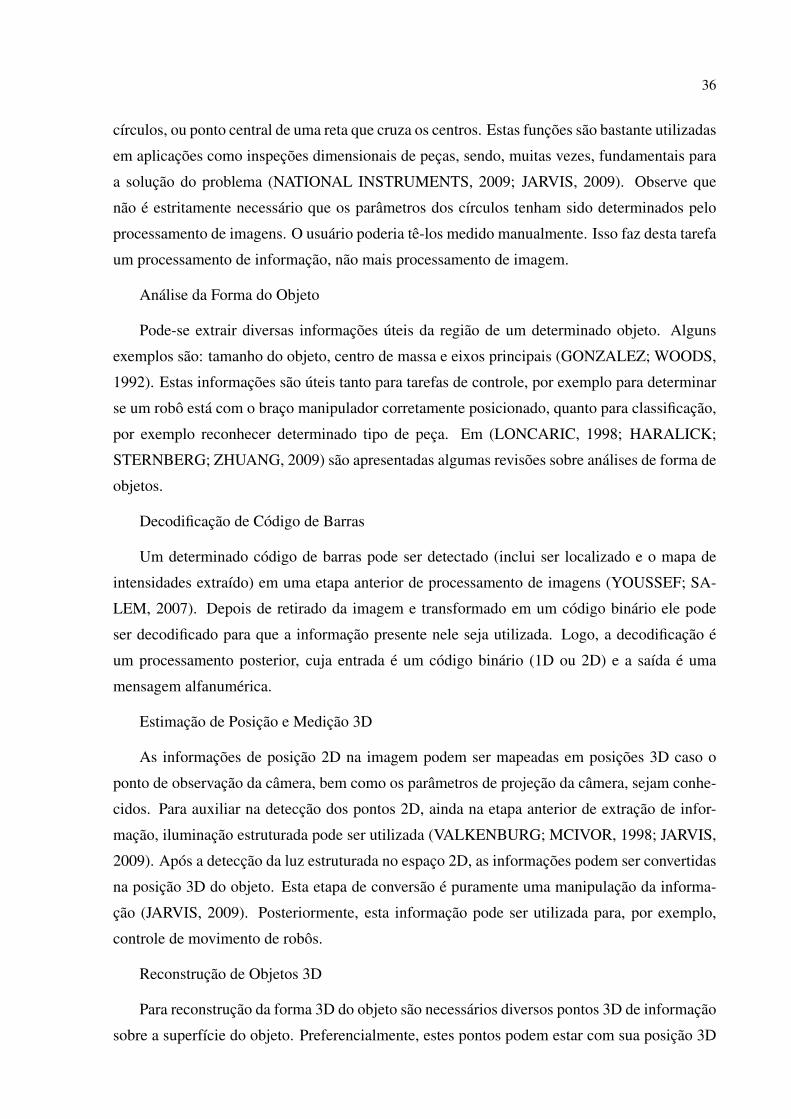
Análise da Forma do Objeto
Pode-se extrair diversas informações úteis da região de um determinado objeto. Alguns
exemplos são: tamanho do objeto, centro de massa e eixos principais (GONZALEZ; WOODS,
1992). Estas informações são úteis tanto para tarefas de controle, por exemplo para determinar
se um robô está com o braço manipulador corretamente posicionado, quanto para classificação,
por exemplo reconhecer determinado tipo de peça. Em (LONCARIC, 1998; HARALICK;
STERNBERG; ZHUANG, 2009) são apresentadas algumas revisões sobre análises de forma de
objetos.
Decodificação de Código de Barras
Um determinado código de barras pode ser detectado (inclui ser localizado e o mapa de
intensidades extraído) em uma etapa anterior de processamento de imagens (YOUSSEF; SA-
LEM, 2007). Depois de retirado da imagem e transformado em um código binário ele pode
ser decodificado para que a informação presente nele seja utilizada. Logo, a decodificação é
um processamento posterior, cuja entrada é um código binário (1D ou 2D) e a saída é uma
mensagem alfanumérica.
Estimação de Posição e Medição 3D
As informações de posição 2D na imagem podem ser mapeadas em posições 3D caso o
ponto de observação da câmera, bem como os parâmetros de projeção da câmera, sejam conhe-
cidos. Para auxiliar na detecção dos pontos 2D, ainda na etapa anterior de extração de infor-
mação, iluminação estruturada pode ser utilizada (VALKENBURG; MCIVOR, 1998; JARVIS,
2009). Após a detecção da luz estruturada no espaço 2D, as informações podem ser convertidas
na posição 3D do objeto. Esta etapa de conversão é puramente uma manipulação da informa-
ção (JARVIS, 2009). Posteriormente, esta informação pode ser utilizada para, por exemplo,
controle de movimento de robôs.
Reconstrução de Objetos 3D
Para reconstrução da forma 3D do objeto são necessários diversos pontos 3D de informação
sobre a superfície do objeto. Preferencialmente, estes pontos podem estar com sua posição 3D

37
já estimada, usando os métodos mencionados anteriormente. Na reconstrução 3D, é calculada
a forma matemática da superfície do objeto, a partir de diversos pontos coletados (VALKEN-
BURG; MCIVOR, 1998).
(a) Análises e Inferências Geo-métricas
(b) Análise da Forma do Objeto (c) Reconstrução de Objetos 3D
Figura 15: Exemplos de Processamento da Informação
Fonte: Autoria própria e (NATIONAL INSTRUMENTS, 2009).
3.3.2 Classificação e Detecção
Para classificação, utiliza-se um conjunto de informações extraídas da imagem. Estas infor-
mações são de um determinado objeto ainda desconhecido. Normalmente, elas estão na forma
de parâmetros, os quais são comparados com conjuntos de parâmetros pertencentes a objetos
conhecidos. Logo, se o novo objeto for similar a objetos conhecidos ele pode ser classificado
como pertencendo à alguma das classe de objetos. Assim, o objeto é classificado (GONZALEZ;
WOODS, 1992). Exemplos comuns de classificação em visão de máquina são: reconhecimento
de caracteres óticos (OCR) (MORI; SUEN; YAMAMOTO, 2002), classificação de formas e
classificação de texturas (HARALICK; SHANMUGAM; DINSTEIN, 1973).
38
4 APLICAÇÕES DE SISTEMAS DE VISÃO NA AUTOMAÇÃO
Os sistemas de visão de máquina estão cada vez mais presentes na automação industrial.
Novos usos, novas ideias e novas aplicações têm surgido a cada dia. Neste capítulo serão vistas
algumas das aplicações em que o uso de sistemas de visão de máquina tem sido bem sucedido.
Outras revisões sobre aplicações em sistemas de visão podem ser encontradas em (MALAMAS
et al., 2003; GOLNABI; ASADPOUR, 2007).
Serão vistas quatro classes de aplicações: a inspeção visual automática, a identificação de
peças, partes e conjuntos, o controle de processos industriais e de células industriais, e por
último o controle e direcionamento robótico.
4.1 INSPEÇÃO VISUAL AUTOMÁTICA
Nesta aplicação o sistema de visão é utilizado para inspeção em controle de qualidade. O
objetivo é garantir que a peça ou produto produzido seja inspecionado automaticamente. O
sistema substitui o ser humano na tarefa de inspeção. A grande vantagem do uso de sistemas de
visão é a velocidade com que a inspeção pode ser realizada. Contudo, a precisão é, geralmente,
menor que a inspeção convencional, feita por um operador usando um paquímetro, por exemplo
(GROOVER, 2008).
Além disso, as medições são transferidas eletronicamente para o controle central da produ-
ção, a qual é, normalmente, automatizada. No controle central da produção não apenas a medida
da qualidade das peças pode ser armazenada, mas a própria verificação da funcionamento do
processo produtivo pode ser estimada a partir do comportamento estatístico das medidas das
peças inspecionadas, realizando, assim, o controle do processo industrial, que é outra aplicação
que será vista mais a frente (CHIANG; RUSSELL; BRAATZ, 2001).
A inspeção visual automática já é uma realidade em diversas indústrias. Em (HARDIN,
2009, 2010b) são mostrados alguns exemplos de inspeção de tubos metálicos. Em (ROMERO;
AROCA, 2010) são verificadas lâminas de madeira, e em (KUMAR, 2008; TANTASWADI et
39
al., 1999), a qualidade de tecidos é inspecionada.
Uma das aplicações mais conhecidas é a verificação de qualidade de material impresso
(STEGER; WIEDEMANN; ULRICH, 2008), principalmente, placas de circuito impresso (WU;
WANG; LIU, 1996). Em (STEGER; WIEDEMANN; ULRICH, 2008) e (NATIONAL INS-
TRUMENTS, 2009) exemplos de inspeção dimensional são mostrados. Em (LIAO; WU; BAI-
NES, 1999) é apresentado uma modificação de uma máquina de medição por coordenadas
(GROOVER, 2008) que utiliza visão de máquina em vez de toque, para medição.
Outras aplicações vão desde a inspeção de qualidade de lentes (WILSON, 2010d), até a
inspeção de superfícies (STEGER; WIEDEMANN; ULRICH, 2008) e rugosidade de superfície
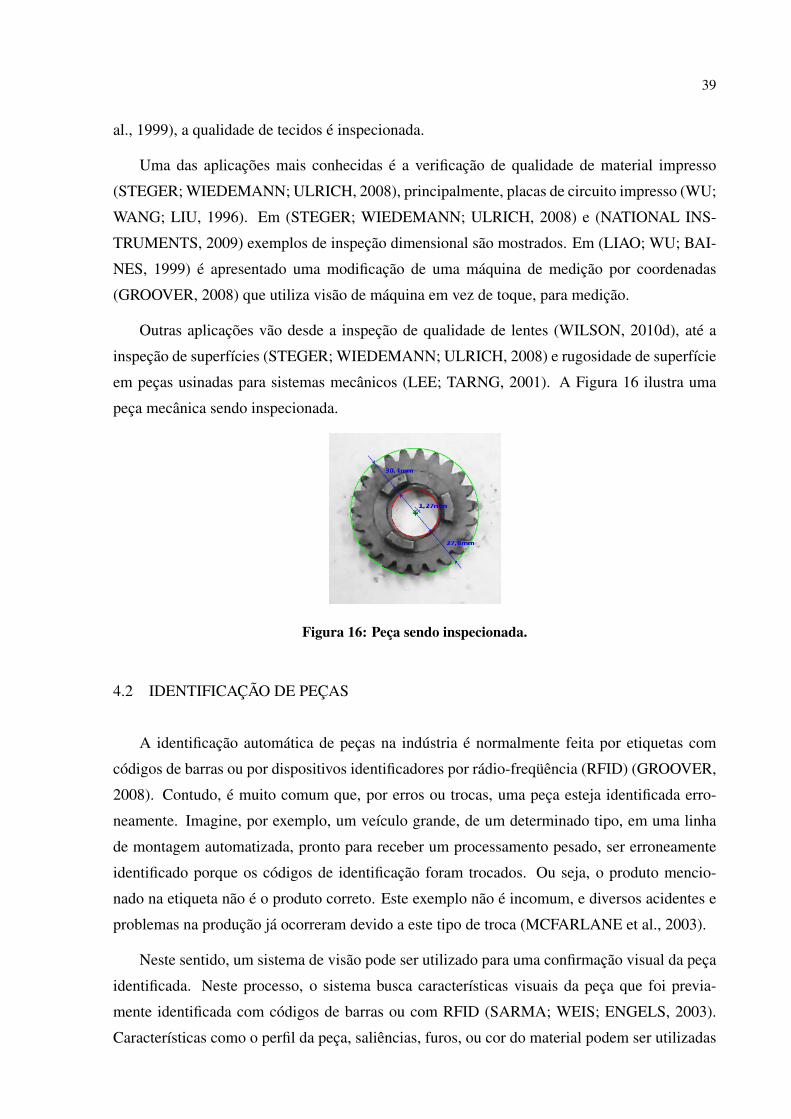
em peças usinadas para sistemas mecânicos (LEE; TARNG, 2001). A Figura 16 ilustra uma
peça mecânica sendo inspecionada.
Figura 16: Peça sendo inspecionada.
4.2 IDENTIFICAÇÃO DE PEÇAS
A identificação automática de peças na indústria é normalmente feita por etiquetas com
códigos de barras ou por dispositivos identificadores por rádio-freqüência (RFID) (GROOVER,
2008). Contudo, é muito comum que, por erros ou trocas, uma peça esteja identificada erro-
neamente. Imagine, por exemplo, um veículo grande, de um determinado tipo, em uma linha
de montagem automatizada, pronto para receber um processamento pesado, ser erroneamente
identificado porque os códigos de identificação foram trocados. Ou seja, o produto mencio-
nado na etiqueta não é o produto correto. Este exemplo não é incomum, e diversos acidentes e
problemas na produção já ocorreram devido a este tipo de troca (MCFARLANE et al., 2003).
Neste sentido, um sistema de visão pode ser utilizado para uma confirmação visual da peça
identificada. Neste processo, o sistema busca características visuais da peça que foi previa-
mente identificada com códigos de barras ou com RFID (SARMA; WEIS; ENGELS, 2003).
Características como o perfil da peça, saliências, furos, ou cor do material podem ser utilizadas
40
para confirmação por visão de máquina. Se as características visuais não corresponderem com
as esperadas, o sistema irá avisar sobre um possível erro.
Nesta mesma classe de aplicação encontra-se a aquisição e decodificação de código de
barras (unidimensional e bidimensional) usando câmeras (YOUSSEF; SALEM, 2007) e a iden-
tificação automática da peça sem a ajuda de etiquetas de informação (sem códigos de barras
ou RFID). Esta segunda classe de aplicação ainda é experimental, mas tem potencial de uso na
indústria.
Aplicações deste tipo são encontradas em (WILSON, 2010e; YACHIDA; TSUJI, 1977),
onde peças manufaturadas são identificadas para que um braço robótico as manipule da forma
mais apropriada. Em (STEGER; WIEDEMANN; ULRICH, 2008), o tipo de tecido é identifi-
cado. Em (BRUCKNER et al., 2010), o tipo de grão de cereal é identificado, buscando separar
impurezas e grãos de diferentes qualidades, para atender diferentes exigências de mercado.
4.3 CONTROLE DE PROCESSOS E DE CÉLULAS INDUSTRIAIS
Nesta aplicação, o sistema de visão é utilizado como realimentação de informação para
um processo industrial, uma linha de fabricação ou uma célula de manufatura (GROOVER,
2008) que está sendo controlada. Existem diversas informações que podem ser fornecidas ao
sistema de controle, tanto informações sobre o produto (obtidos por inspeção visual) quanto
informações sobre o processo em si, como estado operacional das máquinas, posicionamento
de robôs, e até a presença de pessoas em áreas de risco.
Em células de manufatura ou em linhas de fabricação, o sistema de visão estará realimen-
tando o controle com informações mais gerais ao funcionamento do sistema. Estas informações
são referentes à movimentação de materiais, situação dos processos dentro da célula, i.e. câmera
X detectou máquina Y com a porta aberta, ou até referente à presença de elementos estranhos à
célula, i.e. presença de pessoas próximas ao braço robótico. Em (HARDIN, 2010a; WILSON,
2010j, 2010a) são apresentados exemplos de controle de células de montagem. Tanto para posi-
cionamento adequado em montagem robótica quanto para verificação de conjuntos previamente
montados. A Figura 17 mostra uma célula de manufatura automatizada com um robô central.
Existem diversas informações úteis sobre o estado operacional da célula que podem ser extraí-
das desta imagem, como por exemplo: a presença de pessoas dentro da célula, o estado das
portas das máquinas, a presença de material bruto a disposição para início de fabricação entre
outras coisas.
Em processos industriais, o sistema de visão estará realimentado o controle do processo

41
Figura 17: Exemplos de célula de manufatura automatizada.
Fonte: Website da Haas (www.haascnc.com).
com informações específicas do funcionamento dos componentes do processo. Exemplos de
controle de processos mecânicos são apresentados em (KURADA; BRADLEY, 1997; STE-
GER; WIEDEMANN; ULRICH, 2008). Nestes casos, ferramentas de corte são periodicamente
verificadas, onde o sistema avisa sobre a necessidade de troca da ferramenta de corte, tanto em
usinagem de metais (KURADA; BRADLEY, 1997) quanto para corte de madeira (STEGER;
WIEDEMANN; ULRICH, 2008). Em (WILSON, 2009c, 2010c, 2010f) são mostrados exem-
plos do uso de sistema de visão para processamento de alimentos, como na automação de cortes
de animais e derivados.
A fabricação de circuitos integrados (RAO, 1996) é um dos exemplos onde os sistemas de
visão são empregados desde os anos 80. Em (STEGER; WIEDEMANN; ULRICH, 2008) é
detalhado um algoritmo para definir a posição de corte dos componentes semicondutores fa-
bricados nos discos (wafer) de silício (STEGER; WIEDEMANN; ULRICH, 2008). O objetivo
não é verificar a qualidade do produto, e sim definir posição de corte que será repassada ao
controle do processo industrial.
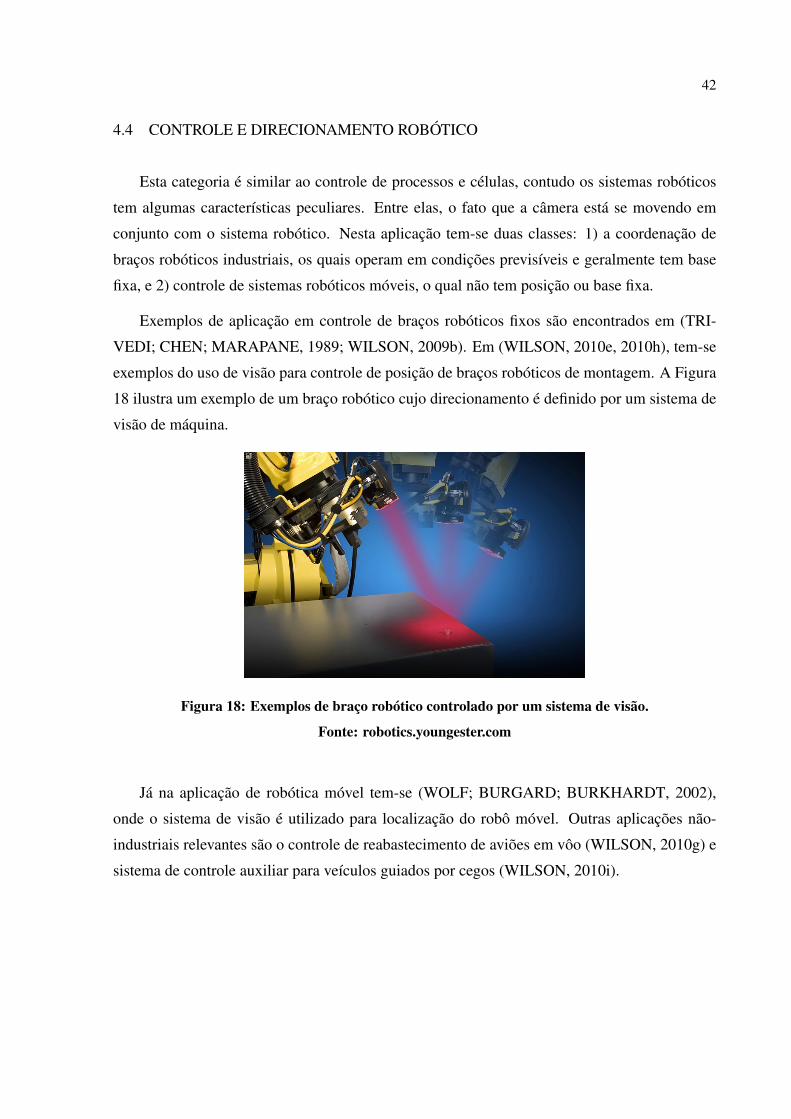
42
4.4 CONTROLE E DIRECIONAMENTO ROBÓTICO
Esta categoria é similar ao controle de processos e células, contudo os sistemas robóticos
tem algumas características peculiares. Entre elas, o fato que a câmera está se movendo em
conjunto com o sistema robótico. Nesta aplicação tem-se duas classes: 1) a coordenação de
braços robóticos industriais, os quais operam em condições previsíveis e geralmente tem base
fixa, e 2) controle de sistemas robóticos móveis, o qual não tem posição ou base fixa.
Exemplos de aplicação em controle de braços robóticos fixos são encontrados em (TRI-
VEDI; CHEN; MARAPANE, 1989; WILSON, 2009b). Em (WILSON, 2010e, 2010h), tem-se
exemplos do uso de visão para controle de posição de braços robóticos de montagem. A Figura
18 ilustra um exemplo de um braço robótico cujo direcionamento é definido por um sistema de
visão de máquina.
Figura 18: Exemplos de braço robótico controlado por um sistema de visão.
Fonte: robotics.youngester.com
Já na aplicação de robótica móvel tem-se (WOLF; BURGARD; BURKHARDT, 2002),
onde o sistema de visão é utilizado para localização do robô móvel. Outras aplicações não-
industriais relevantes são o controle de reabastecimento de aviões em vôo (WILSON, 2010g) e
sistema de controle auxiliar para veículos guiados por cegos (WILSON, 2010i).

43
5 CONCLUSÕES
Conclui-se este trabalho com a observação que visão de máquina está atingindo sua “ma-
turidade”, principalmente com respeito à automação industrial. Isso é observado através da
variedade de hardwares disponíveis, bem como pela quantidade de fabricantes no mercado,
conforme visto no Capítulo 2. Além disso, a variedade de softwares de desenvolvimento, com
diferentes níveis de conhecimento e de flexibilidade, confirmam esta conclusão. Nota-se tam-
bém, que os custos e o acesso aos sistemas é compatível com os demais sistemas de automação,
fazendo com que os sistemas de visão não sejam mais um investimento caro e de risco para a
indústria.
Assim, tem-se que a visão de máquina já é uma realidade na indústria. Diversas indústrias
já incorporaram os sistemas de visão às suas aplicações. Em destaque, tem-se a inspeção visual
automática, a identificação de peças, o controle de processos industriais e o direcionamento
robótico, conforme comentado no Capítulo 4. Além disso, novas ideias e novas aplicações na
indústria surgem a cada dia, com grande potencial de crescimento.
Desta forma, o ensino da automação industrial, e áreas afins, deve aproveitar este conheci-
mento e integrá-lo ao seu currículo. Isso pode aumentar o potencial da automação no aperfeiço-
amento dos processos industriais. Mais do que um tópico avançado, logo os sistemas de visão
serão vistos como um tópico regular dentro do ensino da automação industrial.
Apesar disso, ainda existem desafios e problemas em aberto. Isso significa potencial de
pesquisa, tanto para novos métodos quanto para novas aplicações. O Capítulo 3 mostra alguns
métodos, nas tarefas de processamento de imagem, que são utilizados atualmente. Contudo,
ainda existe muito a ser aperfeiçoado nesta direção. O potencial de pesquisa nesta área pode
abranger tanto temas mais simples, voltados à iniciação científica, quanto assuntos mais pro-
fundos, direcionado às pesquisas de mestrado e doutorado.
Finalmente, este texto termina com a mensagem de que o Brasil precisa investir mais neste
ponto como forma de fortalecer sua indústria. Pode-se dizer que este é um bom momento para
isso.
44
REFERÊNCIAS
BLEAU, A.; LEON, L. Watershed-based segmentation and region merging. Computer Visionand Image Understanding, Elsevier, v. 77, n. 3, p. 317–370, mar. 2000.
BOUMAN, C.; SHAPIRO, M. A multiscale random field model for Bayesian image segmenta-tion. IEEE Transactions on Image Processing, v. 3, n. 2, p. 162–177, mar. 1994.
BOVIK, A. (Ed.). Handbook of Image and Video Processing. [S.l.]: Academic Press, 2000.
BRANICKY, M.; BORKAR, V.; MITTER, S. A unified framework for hybrid control: Modeland optimal control theory. Automatic Control, IEEE Transactions on, IEEE, v. 43, n. 1, p.31–45, jan. 1998. ISSN 0018-9286.
BRUCKNER, P. et al. Measuring wheat quality. Vision Systems Design, v. 15, n. 6, p. 17–22,jun. 2010.
BUADES, A.; COLL, B.; MOREL, J. A review of image denoising algorithms, with a new one.Multiscale Modeling and Simulation, v. 4, n. 2, p. 490–530, 2005.
CARLOTTO, M. Histogram analysis using a scale-space approach. Pattern Analysis and Ma-chine Intelligence, IEEE Transactions on, IEEE, n. 1, p. 121–129, 2009. ISSN 0162-8828.
CHENG, H. et al. Color image segmentation: advances and prospects. Pattern Recognition,Elsevier, v. 34, n. 12, p. 2259–2281, 2001.
CHERNOV, N. Circular and Linear Regression: Fitting Circles and Lines by Least Squa-res. [S.l.]: CRC Press, 2010. 286 p.
CHIANG, L.; RUSSELL, E.; BRAATZ, R. Fault detection and diagnosis in industrial sys-tems. [S.l.]: Springer Verlag, 2001. ISBN 1852333278.
COMPUTAR LENSES. Technical Guide for Lenses. [S.l.], 2008. Acesso em out/2010. Dis-ponível em: <www.computarganz.com>.
CONCI, A.; PROENCA, C. B. A fractal image analysis system for fabric inspection based ona box-counting method. Computer Networks and ISDN Systems, v. 30, n. 20-21, p. 1887 –1895, nov. 1998. ISSN 0169-7552.
EDMUND OPTICS. Aplication Notes on Electronics. [S.l.], 2009. Acesso em out/2010. Dis-ponível em: <www.edmundoptics.com>.
EDMUND OPTICS. Choose the Correct Illumination. [S.l.], mar. 2009. Acesso em out/2010.Disponível em: <www.edmundoptics.com>.
EDMUND OPTICS. Optics Made Easy Guide. [S.l.], mar. 2009. Acesso em out/2010. Dispo-nível em: <www.edmundoptics.com>.
45
FREEMAN, H. (Ed.). Machine Vision for Inspection and Measurement. [S.l.]: AcademicPress, 1989.
GAMAL, A. E.; ELTOUKHY, H. CMOS image sensors. IEEE Circuits and Devices Maga-zine, v. 21, n. 3, p. 6–20, maio 2005.
GARCIA, C.; PRETT, D.; MORARI, M. Model predictive control: Theory and practice–Asurvey* 1. Automatica, Elsevier, v. 25, n. 3, p. 335–348, 1989. ISSN 0005-1098.
GEIGER, D.; YUILLE, A. A common framework for image segmentation. International Jour-nal of Computer Vision, Springer, v. 6, n. 3, p. 227–243, 1991.
GEORGINI, M. Automação Aplicada: descrição e implementação dos sistemas sequenciaiscom PLC’s. [S.l.]: Editora Érica, 2003.
GOLNABI, H.; ASADPOUR, A. Design and application of industrial machine vision systems.Robotics and Computer-Integrated Manufacturing, Elsevier, v. 23, n. 6, p. 630–637, 2007.ISSN 0736-5845.
GONZALEZ, R. C.; WOODS, R. E. Digital Image Processing. [S.l.]: Addison-Wesley, 1992.
GROOVER, M. P. Automation, Production Systems, and Computer-Integrated Manufac-turing. third. [S.l.]: Prentice Hall, 2008.
HARALICK, R.; SHANMUGAM, K.; DINSTEIN, I. Textural features for image classification.IEEE Transactions on systems, man and cybernetics, v. 3, n. 6, p. 610–621, 1973. ISSN0018-9472.
HARALICK, R.; STERNBERG, S.; ZHUANG, X. Image analysis using mathematical morpho-logy. Pattern Analysis and Machine Intelligence, IEEE Transactions on, IEEE, n. 4, p.532–550, 2009. ISSN 0162-8828.
HARDIN, W. Cylinder challenge. Vision Systems Design, v. 14, n. 12, p. 21–24, dez. 2009.
HARDIN, W. Assembly required. Vision Systems Design, v. 15, n. 1, p. 17–21, jan. 2010.
HARDIN, W. Defect avoidance. Vision Systems Design, v. 15, n. 6, p. 13–16, jun. 2010.
HOLLOWS, G.; SINGER, S. W. Specifying lenses for megapixel cameras. Vision SystemsDesign, v. 14, n. 11, p. D3–D6, nov. 2009.
JARVIS, R. A perspective on range finding techniques for computer vision. Pattern Analysisand Machine Intelligence, IEEE Transactions on, IEEE, n. 2, p. 122–139, 2009. ISSN 0162-8828.
KASS, M.; WITKIN, A.; TERZOPOULOS, D. Snakes: Active contour models. Internationaljournal of computer vision, Springer, v. 1, n. 4, p. 321–331, 1988.
KLINGER, T. Image processing with LabVIEW and IMAQ Vision. [S.l.]: Prentice Hall,2003.
KUMAR, A. Computer-vision-based fabric defect detection: A survey. Industrial Electronics,IEEE Transactions on, IEEE, v. 55, n. 1, p. 348–363, jan. 2008. ISSN 0278-0046.
46
KURADA, S.; BRADLEY, C. A review of machine vision sensors for tool condition monito-ring. Computers in Industry, Elsevier, v. 34, n. 1, p. 55–72, 1997. ISSN 0166-3615.
LAVALLE, S.; HUTCHINSON, S. A Bayesian segmentation methodology for parametricimage models. Pattern Analysis and Machine Intelligence, IEEE Transactions on, IEEE,v. 17, n. 2, p. 211–217, fev. 1995.
LEE, B.; TARNG, Y. Surface roughness inspection by computer vision in turning operations.International Journal of Machine Tools and Manufacture, Elsevier, v. 41, n. 9, p. 1251–1263, 2001. ISSN 0890-6955.
LIAO, J.; WU, M.; BAINES, R. A coordinate measuring machine vision system. Computersin industry, Elsevier, v. 38, n. 3, p. 239–248, abr. 1999. ISSN 0166-3615.
LIPPINCOTT, D. Thinking inside the box: Boosting the effectiveness of air cooling. MilitaryEmbedded Systems, maio 2008.
LITWILLER, D. CCD vs. CMOS: Facts and fiction. Photonics Spectra, p. 154–158, 2001.
LONCARIC, S. A survey of shape analysis techniques. Pattern recognition, Elsevier, v. 31,n. 8, p. 983–1001, 1998. ISSN 0031-3203.
MALAMAS, E. et al. A survey on industrial vision systems, applications and tools. Image andVision Computing, Elsevier, v. 21, n. 2, p. 171–188, 2003. ISSN 0262-8856.
MCFARLANE, D. et al. Auto ID systems and intelligent manufacturing control. EngineeringApplications of Artificial Intelligence, Elsevier, v. 16, n. 4, p. 365–376, 2003. ISSN 0952-1976.
MORAES, C. C. de. Engenharia de Automação Industrial. 2. ed. [S.l.]: LTC, 2007.
MORI, S.; SUEN, C.; YAMAMOTO, K. Historical review of OCR research and development.Proceedings of the IEEE, IEEE, v. 80, n. 7, p. 1029–1058, 2002. ISSN 0018-9219.
MOULIN, P.; KRISHNAMURTHY, R.; WOODS, J. Multiscale modeling and estimation ofmotion fields for video coding. IEEE Transactions on Image Processing, v. 6, p. 12, 1997.
MYRONENKO, A.; SONG, X. Global active contour-based image segmentation via probabilityalignment. In: IEEE. Computer Vision and Pattern Recognition, 2009. CVPR 2009. IEEEConference on. [S.l.], 2009. p. 2798–2804.
NATIONAL INSTRUMENTS. PAC’s for Industrial Control, the Future of Control. [S.l.],jul. 2007. Acesso em jun/2010. Disponível em: <www.ni.com>.
NATIONAL INSTRUMENTS. N Vision Builder for Automated Inspection Tutorial. [S.l.],ago. 2009. Acesso em jun/2010. Disponível em: <www.ni.com>.
PARK, S. C.; PARK, M. K.; KANG, M. G. Super-resolution image reconstruction: a technicaloverview. IEEE Signal Processing Magazine, v. 20, n. 3, p. 21–36, maio 2003.
POHL, C.; GENDEREN, J. V. Review article Multisensor image fusion in remote sensing: con-cepts, methods and applications. International journal of remote sensing, Taylor & Francis,v. 19, n. 5, p. 823–854, mar. 1998.
47
RAO, A. Future directions in industrial machine vision: a case study of semiconductor ma-nufacturing applications. Image and Vision Computing, Elsevier, v. 14, n. 1, p. 3–19, 1996.ISSN 0262-8856.
ROMERO, C. M.; AROCA, J. C. Finding faults. Vision Systems Design, v. 15, n. 7, p. 13–15,jul. 2010.
ROSÁRIO, J. M. Princípios de Mecatrônica. [S.l.]: Prentice Hall, 2005.
SARMA, S.; WEIS, S.; ENGELS, D. RFID systems and security and privacy implications.Cryptographic Hardware and Embedded Systems-CHES 2002, Springer, p. 1–19, 2003.
SHAFARENKO, L.; PETROU, H.; KITTLER, J. Histogram-based segmentation in a percep-tually uniform color space. Image Processing, IEEE Transactions on, IEEE, v. 7, n. 9, p.1354–1358, set. 1998.
SIEMENS. SIMATIC IPC: The More Industrial PC. [S.l.], abr. 2010. Disponível em:<www.automation.siemens.com>.
STATHAKI, T. Image fusion: algorithms and applications. [S.l.]: Academic Press, 2008.
STEGER, C.; WIEDEMANN, C.; ULRICH, M. Machine Vision Algorithms and Applicati-ons. [S.l.]: Wiley-VCH, 2008. 370 p.
TANTASWADI, P. et al. Machine vision for automated visual inspection of cotton quality intextile industries using color isodiscrimination contour. Computers & industrial engineering,Elsevier, v. 37, n. 1-2, p. 347–350, 1999. ISSN 0360-8352.
TEH, C.; CHIN, R. On image analysis by the methods of moments. Pattern Analysis andMachine Intelligence, IEEE Transactions on, IEEE, v. 10, n. 4, p. 496–513, 2002. ISSN0162-8828.
TRIVEDI, M.; CHEN, C.; MARAPANE, S. A vision system for robotic inspection and mani-pulation. COMPUTER,, Published by the IEEE Computer Society, v. 22, n. 6, p. 91–97, jun.1989. ISSN 0018-9162.
VALKENBURG, R.; MCIVOR, A. Accurate 3D measurement using a structured light system.Image and Vision Computing, Elsevier, v. 16, n. 2, p. 99–110, 1998.
WILSON, A. Match game. Vision Systems Design, v. 14, n. 12, p. 25–28, dez. 2009.
WILSON, A. Robot guidance. Vision Systems Design, v. 14, n. 11, p. 13–14,75–79, nov. 2009.
WILSON, A. Vision system speeds egg crack detection. Vision Systems Design, v. 14, n. 12,p. 9–10, dez. 2009.
WILSON, A. Automating assemblies. Vision Systems Design, v. 15, n. 4, p. 14–17, abr. 2010.
WILSON, A. Facing interfaces. Vision Systems Design, v. 15, n. 01, p. 25–28, jan. 2010.
WILSON, A. Laser triangulation system measures food products. Vision Systems Design,v. 15, n. 1, p. 9–10, jan. 2010.

48
WILSON, A. Lens test system uses dual USB cameras. Vision Systems Design, v. 15, n. 7,p. 5–6, jul. 2010.
WILSON, A. Plumbing parts assembly. Vision Systems Design, v. 15, n. 10, p. 27–30, out.2010.
WILSON, A. Pork process. Vision Systems Design, v. 15, n. 3, p. 13–14, mar. 2010.
WILSON, A. Robots and vision refuel jet aircraft. Vision Systems Design, v. 15, n. 9, p. 18,set. 2010.
WILSON, A. Simplifying automotive assembly. Vision Systems Design, v. 15, n. 5, p. 19–23,maio 2010.
WILSON, A. smart car lets the blind drive. Vision Systems Design, v. 15, n. 10, p. 19–20, out.2010.
WILSON, A. Smart vision sensor checks car roof clips. Vision Systems Design, v. 15, n. 4, p.9–10, abr. 2010.
WOLF, J.; BURGARD, W.; BURKHARDT, H. Robust vision-based localization for mobilerobots using an image retrieval system based on invariant features. In: IEEE. Robotics andAutomation, 2002. [S.l.], 2002. v. 1, p. 359–365. ISBN 0780372727.
WU, W.-Y.; WANG, M.-J. J.; LIU, C.-M. Automated inspection of printed circuit boards th-rough machine vision. Computers in Industry, v. 28, n. 2, p. 103–111, maio 1996.
YACHIDA, M.; TSUJI, S. A versatile machine vision system for complex industrial parts. IEEETransactions on Computers, IEEE, p. 882–894, 1977. ISSN 0018-9340.
YOUSSEF, S.; SALEM, R. Automated barcode recognition for smart identification and inspec-tion automation. Expert Systems with Applications, Elsevier, v. 33, n. 4, p. 968–977, 2007.ISSN 0957-4174.
ZIBETTI, M. V. W. Super-Resolução Simultânea para Seqüência de Imagens. Tese (Douto-rado) — Universidade Federal de Santa Catarina, maio 2007.