![[polegadas] Válvula de enchimento Substituído: 05 · Tabela de conteúdo Características – Válvula de montagem – Válvula de enchimento desbloqueável hidraulicamente (vál-vula](https://static.fdocumentos.com/doc/165x107/5bfe770e09d3f270278bd251/polegadas-valvula-de-enchimento-substituido-05-tabela-de-conteudo-caracteristicas.jpg)
Válvula de Segurança da série 2700 Consolidated* · Manual de manutenção da Válvula de...
48
GE Oil & Gas Válvula de Segurança da série 2700 Consolidated* Manual de manutenção Classificação de dados GE: Público
Transcript of Válvula de Segurança da série 2700 Consolidated* · Manual de manutenção da Válvula de...
GE Oil & Gas
Válvula de Segurança da
série 2700 Consolidated*Manual de manutenção
Classificação de dados GE: Público
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | iiiii | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | iiiii | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
ESTAS INSTRUÇÕES FORNECEM AO CLIENTE/OPERADOR IMPORTANTES INFORMAÇÕES DE REFERÊNCIA ESPECÍFICAS DO PROJETO, ALÉM DOS PROCEDIMENTOS DE MANUTENÇÃO E OPERAÇÃO NORMAL DO CLIENTE/OPERADOR. COMO AS FILOSOFIAS DE OPERAÇÃO E MANUTENÇÃO PODEM VARIAR, A GE (GENERAL ELECTRIC COMPANY E SUAS SUBSIDIÁRIAS E FILIADAS) NÃO TENTA DITAR PROCEDIMENTOS ESPECÍFICOS, MAS FORNECER LIMITAÇÕES E REQUISITOS BÁSICOS CRIADOS PELO TIPO DE EQUIPAMENTO FORNECIDO.
ESTAS INSTRUÇÕES ASSUMEM QUE OS OPERADORES JÁ TÊM UMA COMPREENSÃO GERAL DOS REQUISITOS SOBRE A OPERAÇÃO SEGURANÇA DO EQUIPAMENTO ELÉTRICO E MECÂNICO EM AMBIENTES POTENCIALMENTE PERIGOSOS. PORTANTO, ESTAS INSTRUÇÕES DEVEM SER INTERPRETADAS E APLICADAS EM CONJUGAÇÃO COM AS NORMAS DE SEGURANÇA E OS REGULAMENTOS APLICÁVEIS NO LOCAL E OS REQUISITOS PARTICULARES PARA O FUNCIONAMENTO DOS OUTROS EQUIPAMENTOS NO LOCAL.
ESTAS INSTRUÇÕES NÃO PRETENDEM COBRIR TODOS OS DETALHES OU VARIAÇÕES NO EQUIPAMENTO, NEM PREVER TODAS AS CONTINGÊNCIAS POSSÍVEIS A CUMPRIR A CONEXÃO COM A INSTALAÇÃO, OPERAÇÃO OU MANUTENÇÃO. CASO INFORMAÇÕES ADICIONAIS SEJAM DESEJADAS OU PROBLEMAS PARTICULARES OCORRAM, OS QUAIS NÃO SÃO DEVIDAMENTE COBERTOS PARA AS FINALIDADES DO CLIENTE/OPERADOR O ASSUNTO DEVE SER REFERIDO A GE.
OS DIREITOS, AS OBRIGAÇÕES E AS RESPONSABILIDADES DA GE E DO CLIENTE/OPERADOR SÃO ESTRITAMENTE LIMITADOS ÀQUELES EXPRESSAMENTE INDICADOS NO CONTRATO RELACIONADO AO FORNECIMENTO DO EQUIPAMENTO. NENHUMA REPRESENTAÇÃO OU GARANTIAS ADICIONAIS DA GE RELATIVAS AO EQUIPAMENTO OU SUA UTILIZAÇÃO É DADA OU IMPLICADA PELA EMISSÃO DESTAS INSTRUÇÕES.
ESTAS INSTRUÇÕES SÃO FORNECIDAS AO CLIENTE/OPERADOR EXCLUSIVAMENTE PARA AUXILIAR NA INSTALAÇÃO, TESTE, OPERAÇÃO E/OU MANUTENÇÃO DO EQUIPAMENTO DESCRITO. ESTE DOCUMENTO NÃO DEVERÁ SER REPRODUZIDO NO TODO OU PARCIALMENTE SEM A AUTORIZAÇÃO ESCRITA DA GE.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | viv | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
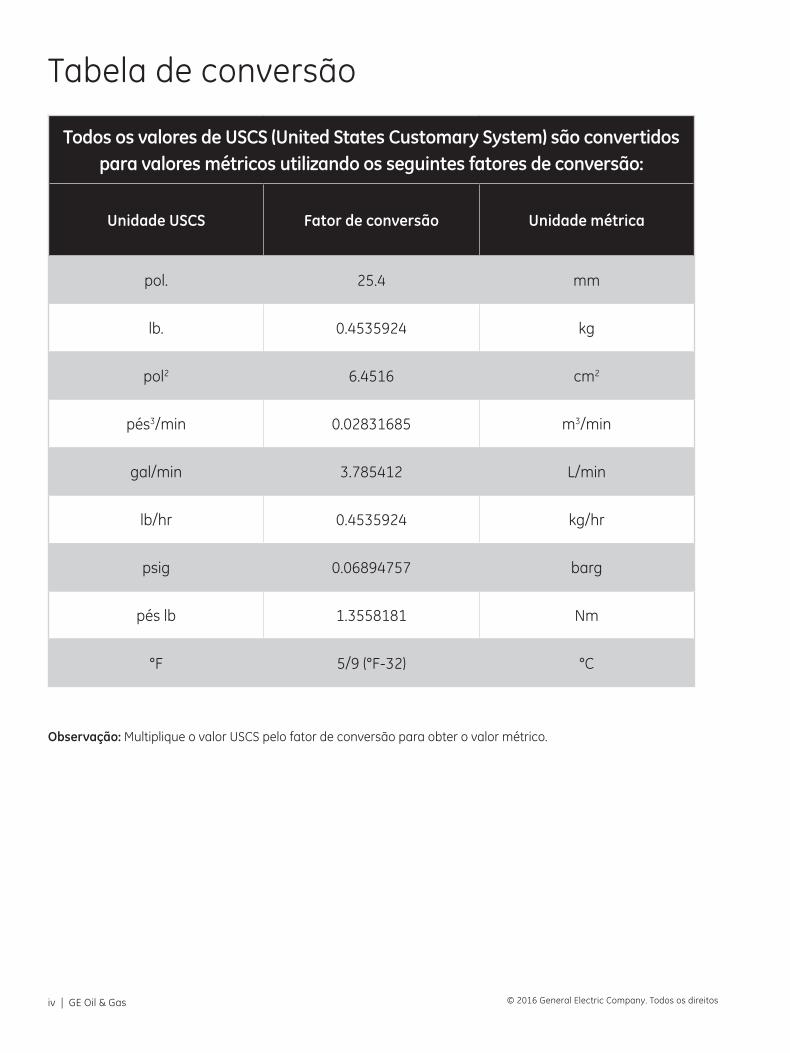
Todos os valores de USCS (United States Customary System) são convertidos para valores métricos utilizando os seguintes fatores de conversão:
Unidade USCS Fator de conversão Unidade métrica
pol. 25.4 mm
lb. 0.4535924 kg
pol2 6.4516 cm2
pés3/min 0.02831685 m3/min
gal/min 3.785412 L/min
lb/hr 0.4535924 kg/hr
psig 0.06894757 barg
pés lb 1.3558181 Nm
°F 5/9 (°F-32) °C
Tabela de conversão
Observação: Multiplique o valor USCS pelo fator de conversão para obter o valor métrico.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | viv | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
SumárioI. Informação sobre a garantia ..........................................................................................................................................................................1
II. Aviso de segurança .............................................................................................................................................................................................2
III. Sistema de etiquetas e sinais de segurança do produto ..................................................................................................................3
IV. Alertas de Segurança .........................................................................................................................................................................................4
V. Manuseio e Armazenamento ..........................................................................................................................................................................6
VI. Pré-instalação e montagem ............................................................................................................................................................................6
VII. Planejamento geral para manutenção ......................................................................................................................................................7
VIII. Terminologia para válvulas de alívio de pressão ..................................................................................................................................8
IX. Válvula de segurança Consolidated Série 2700 ..........................................................................................................9
A. Entrada flangeada ........................................................................................................................................................................................9
B. Entrada com extremidade soldada ......................................................................................................................................................9
X. Princípios operacionais ................................................................................................................................................................................... 11
XI. Práticas de instalação recomendadas .......................................................................................................................12
A. Requisitos gerais ........................................................................................................................................................................................ 12
B. Instalação de válvula de segurança ao ar livre ...........................................................................................................................16
C. Instalação da válvula de segurança em ambiente interno ...................................................................................................16
XII. Instruções de Desmontagem ..................................................................................................................................... 17
A. Informações gerais ................................................................................................................................................................................... 17
B. Etapas específicas .................................................................................................................................................................................... 17
XIII. Inspeção e substituição de peças .............................................................................................................................. 19
A. Geral ................................................................................................................................................................................................................ 19
B. Componentes específicos ...................................................................................................................................................................... 19
XIV. Instruções de remontagem ........................................................................................................................................ 24
A. Informações gerais .................................................................................................................................................................................. 24
B. Etapas específicas .................................................................................................................................................................................... 24
XV. Ajustes iniciais e Testes .................................................................................................................................................27
A. Informações gerais ................................................................................................................................................................................... 27
B. Aplicação de bloqueios de teste .........................................................................................................................................................27
C. Pré-ajustes dos anéis de ajuste ........................................................................................................................................................... 28
D. Instruções de teste com vapor ............................................................................................................................................................ 29
E. Dispositivo de teste Hydroset* Consolidated/Software Electronic Valve Tester (EVT*) .......................................... 32
F. Remoção do bujão de teste hidrostático – Doméstico e de exportação ....................................................................... 32
F.1 Informações gerais .......................................................................................................................................................................... 32
F.2 Bujões domésticos ........................................................................................................................................................................... 34
F.3 Bujões de exportação ................................................................................................................................................................... 35
XVI. Solução de problemas das válvulas de segurança Consolidated Série 2700 .....................................................................36
XVII. Ferramentas para manutenção e consumíveis .................................................................................................................................37
XVIII. Planejamento para substituição de peças ...............................................................................................................38
A. Diretrizes básicas ...................................................................................................................................................................................... 38
B. Identificação e Encomenda Essenciais .......................................................................................................................................... 38
XIX. Peças genuínas Consolidated ..................................................................................................................................................................... 38
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1vi | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XX. Programa de reparo e treinamento do fabricante ...................................................................................................41
A. Ajuste na fábrica vs. ajuste em campo ............................................................................................................................................ 41
B. Serviço em campo ..................................................................................................................................................................................... 41
C. Locais de Reparo ........................................................................................................................................................................................ 41
D. Treinamento de manutenção da válvula de segurança .........................................................................................................41
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1vi | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
I. Informação sobre a garantia
A remoção ou ruptura do lacre violará nossa
garantia.
Itens defeituosos e fora de conformidade
precisam ser inspecionados pela GE
Declaração de garantiaDeclaração de garantia1 - A GE garante que seus produtos e trabalho se adequarão a todas as especificações aplicáveis e outros requisitos específicos de produto e serviço (incluindo os de desempenho), se houver algum, e estarão livres de defeitos no material e acabamento.
AVISO: Itens defeituoso e fora de conformidade precisam passar por inspeção da GE e serem devolvidos ao ponto de fabricação após solicitação.
Seleção ou aplicação incorreta dos produtos - A GE não pode ser responsabilizada pela seleção ou aplicação incorreta dos nossos produtos pelo cliente.
Trabalho de reparo não autorizado - A GE não autorizou que nenhuma empresa de reparo não GE, empreiteiras ou indivíduos não filiados executassem serviço de reparo com garantia em produtos novos ou produtos reparados de campo deste fabricante. Dessa forma, os clientes que contratam tais serviços de reparo de fontes não autorizadas fazem isso sob seu próprio risco.
Remoção não autorizada dos selos - Todas as válvulas novas e válvulas reparadas em campo pelo Serviço de Campo da GE são seladas para assegurar ao cliente nossa garantia contra acabamento com defeito. A remoção e/ou ruptura não autorizada desse lacre violará nossa garantia.
Observação 1: Consulte os termos padrão da GE quanto a maiores detalhes sobre a garantia e limite de recursos e responsabilidades.
V E D A D O
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 32 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
A instalação e a partida apropriadas são essenciais para a operação segura e confiável de todos os produtos de válvulas. Os procedimentos relevantes recomendados pela GE e descritos nessas instruções são métodos efetivos para realizar as tarefas necessárias.
É importante observar que essas instruções contêm diversas "mensagens de segurança" que devem ser lidas cuidadosamente para minimizar o risco de ferimentos pessoais ou a possibilidade de procedimentos indevidos serem seguidos, algo que pode danificar o produto da Consolidated envolvido ou torná-lo inseguro. Também é importante compreender que essas "mensagens de segurança" não abordam todas as situações possíveis. A GE não é capaz de saber, avaliar e orientar o cliente sobre todas as maneiras realizáveis pelas quais as tarefas podem ser realizadas ou as possíveis consequências perigosas de cada uma. Consequentemente, a GE não realizou nenhuma avaliação ampla e, dessa forma, qualquer um que use um procedimento e/ou ferramenta não recomendados pela GE, ou que não siga as recomendações da GE, deve ter total certeza de que nem a segurança pessoal nem a segurança da válvula serão afetadas pelo procedimento e/ou ferramentas escolhidas. Se não ficar muito satisfeito, entre em contato com o Centro da Etiqueta Verde se tiver alguma relativa aos procedimentos ou ferramentas.
A instalação e a partida de válvulas e/ou produtos de válvulas pode envolver proximidade a fluidos em pressões e/ou temperatura extremamente altas. Consequentemente, toda precaução deve ser tomada para impedir ferimentos aos funcionários durante o desempenho de qualquer procedimento. Essas precauções devem ser composta, sem limitação, de proteção auditiva, proteção para os olhos e o uso de roupas de proteção (isso é, luvas, etc). quando os funcionários estiverem em ou próximos a uma área de trabalho em válvulas.
É de responsabilidade do comprador ou do usuário dos produtos Consolidated treinar adequadamente todos os funcionários que vão trabalhar com o produto envolvido. Para obter mais informações sobre os cronogramas de treinamento, ligue para +1 (281) 542-3646. Além disso, antes de trabalhar com o produto envolvido, os funcionários que vão realizar tal trabalho devem estar totalmente familiarizados com o conteúdo destas instruções.
Use o equipamento protetor necessário para evitar possíveis
ferimentos.
II. Aviso de segurança
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 32 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
III. Sistema de etiquetas e sinais de segurança do produtoSe e quando for necessário, etiquetas de segurança foram incluídas nos blocos de margem retangular neste manual. As etiquetas de segurança são retângulos orientados verticalmente conforme exibido nos exemplos representativos (abaixo), consistindo de três painéis circulados por uma margem estreita. Os painéis podem conter quatro mensagens que comunicam:
• O nível de dano potencial do risco
• A natureza do risco
• A consequência da interação homana e/ou do produto com o risco.
• As instruções, se necessário, sobre como evitar o perigo.
O painel superior do formato contém uma palavra de sinalização (PERIGO, AVISO, CUIDADO ou ATENÇÃO) que comunica o nível de dano potencial do risco.
O painel central contém um gráfico pictorial que comunica a natureza do risco e a possível consequência da interação humana e/ou do produto com o risco. Em alguns casos de risco à saúde humana e à segurança, o gráfico pode, em vez disso, ilustrar que medidas preventivas devem ser tomadas, como usar o equipamento de proteção (EPI) apropriado.
O painel inferior pode conter instruções sobre como evitar o risco. Se houver um risco à saúde e à segurança humana, esta mensagem pode conter também uma definição mais precisa do risco, e as consequências sobre a interação humana e/ou do produto com o risco, do que pode ser comunicado unicamente pelo gráfico.
PERIGO - Riscos imediatos que VÃO PROVAVELMENTE resultar em sérias lesões pessoais ou morte.
AVISO - Riscos ou práticas inseguras que PODEM resultar em sérias lesões pessoais ou morte.
CUIDADO - Riscos ou práticas inseguras que PODEM resultar em lesões pessoais leves.
ATENÇÃO - Riscos ou práticas inseguras que PODEM resultar em danos ao produto ou à propriedade.
1
2
3
4
Não remova parafusos se a pressão estiver na
linha, pois isso pode resultar provavelmente
em lesões pessoais graves ou morte.
1
Conheça os pontos de vazamento/escape
de válvula para evitar possíveis ferimentos
graves ou morte.
2
Use EPI necessário para impedir possíveis
ferimentos
3
Não deixe cair nem bata em superfícies.
4
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 54 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
IV. Alertas de SegurançaLer – Compreender – Praticar1. PERIGO: TEMPERATURA/PRESSÃO ALTAS PODEM
CAUSAR FERIMENTOS. CERTIFIQUE-SE DE QUE A PRESSÃO DO SISTEMA ESTEJA AUSENTE ANTES DE CONSERTAR OU REMOVER VÁLVULAS.
2. PERIGO: Não fique na frente da saída da válvula ao descarregar. FIQUE LONGE DA VÁLVULA para evitar exposição a mídia potencialmente presa, corrosiva.
3. PERIGO: Ao inspecionar uma válvula de alívio de pressão quanto a vazamento. TENHA MUITO CUIDADO!
O uso ou reparo inadequado de um
dispositivo pressurizado pode resultar em lesões
pessoais graves ou morte.
Fique longe da válvula quando a saída estiver
descarregando.
Certifique-se de que a pressão do sistema
esteja ausente antes de consertar ou remover
válvulas.
Preste atenção a todas as advertências em
etiquetas de recipientes.
XXX
Disponibilize e use proteção para evitar contato com peças
aquecidas e/ou pressurizadas.
Não trabalhe com válvulas enquanto sob a influência de tóxicos
ou narcóticos.
1. ATENÇÃO: Permita que o sistema esfrie para a temperatura ambiente antes de limpar, fazer serviços ou consertar o sistema. Componentes ou fluidos quentes podem causar ferimentos graves ou morte.
2. ATENÇÃO: Sempre leia e siga os rótulos de segurança em todos os recipientes. Não remova ou desfigure o recipiente. Não remova ou desfigure as etiquetas dos recipientes. O manuseio ou uso inadequado pode resultar em ferimentos sérios ou morte.
3. ATENÇÃO: Nunca use gás, fluidos ou ar pressurizado para limpar roupas ou membros do corpo. Nunca use os membros do corpo par verificar as taxas de vazamento e/ou descarga das áreas das válvulas. Gás, ar e fluidos pressurizados injetados em ou perto do corpo podem causar ferimentos graves ou morte.
4. ATENÇÃO:É da responsabilidade do proprietário especificar e disponibilizar peças de guarda para a proteção de pessoas contra peças pressurizadas ou quentes. O contato com peças aquecidas ou pressurizadas pode resultar em ferimentos sérios ou morte.
5. ATENÇÃO: Não permita que ninguém sob a influência de tóxicos ou narcóticos trabalhe em ou perto de sistemas pressurizados. Trabalhadores sob a influência de tóxicos ou narcóticos são um perigo tanto para si mesmos quanto para outros funcionários e podem causar ferimentos pessoais graves ou a morte deles mesmos ou de outros.
6. ATENÇÃO:Serviços/reparos incorretos podem resultar em danos ao produto/propriedade e/ou sérias lesões pessoais ou morte.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 54 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
IV. Alertas de segurança (continuação)
Preste atenção a todas as advertências do manual de serviço. Ler as instruções
de instalação antes de instalar as válvulas.
ÁREA DE RADIAÇÃOFIQUE FORA
RWP NECESSÁRIOPARA ENTRADA
Conheça procedimentos de “física de saúde”, se aplicáveis, para evitar possíveis ferimentos
pessoais graves ou morte.
Todos os perigos potenciais podem não ser
cobertos neste manual.
Ferramentas inadequadas ou uso inadequado das ferramentas corretas
podem resultar em ferimentos pessoais graves
ou danos a produtos.
Use EPI necessário para impedir possíveis
ferimentos
Use sempre procedimentos adequados de restauração.
7. ATENÇÃO: O uso inadequado de uma ferramenta ou o uso de uma ferramenta inadequada pode resultar em lesão pessoal e/ou danos ao produto/propriedade.
1. AVISO: Preste atenção a todas as advertências do manual de serviço. Ler as instruções de instalação antes de instalar as válvulas.
2. AVISO: Use proteção auditiva adequada ao testar ou operar válvulas.
3. AVISO: Use proteção adequada para os olhos e roupas apropriadas.
4. AVISO: Use o aparelho de respiração independente (SCBA) adequado para proteger-se contra meios tóxicos.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 76 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
V. Manuseio e Armazenamento
VI. Pré-instalação e montagem
Não submeta a válvula a impactos.
Sempre mantenha a válvula em posição
vertical.
As válvulas de alívio de segurança devem ser guardadas em um ambiente seco e protegido do clima. Elas não devem ser removidas das unidades de skids ou caixotes até imediatamente antes da instalação. Protetores de flange e tampões de vedação devem permanecer instalados até imediatamente antes da instalação.
As válvulas de alívio de pressão, encaixotadas ou não, nunca devem ser submetidas a impactos fortes. Deve ser mais comum que isso ocorra por batidas ou quedas durante o carregamento ou descarregamento de um caminhão ou enquanto estiver em movimento em um transportador, tal como empilhadeira. A válvula, tanto encaixotada quanto não encaixotada, sempre deve ser mantida com a entrada para baixo (por exemplo, nunca deitada de lado), para evitar desalinhamento e danos aos componentes internos. Mesmo as válvulas encaixotada sempre devem ser suspensas com a entrada para baixo.
As válvulas não encaixotadas devem ser movidas ou suspensas através da instalação de uma corrente ou eslinga ao redor do pescoço de descarga, de tal maneira que garantirá que a válvula estará na posição vertical durante a elevação. Nunca levante o peso total da válvula pelo conjunto piloto,tubulação, alavanca de elevação ou outro dispositivo externo.
Quando uma válvula de segurança for desencaixotada e os protetores do flange forem removidos antes da instalação, muito cuidado deve ser tomado para evitar a entrada de sujeira pela porta de saída.
Ao elevar uma válvula para a área de instalação, deve-se tomar cuidado para evitar esbarrar a válvula contra estruturas de metal e outros objetos.
As válvulas de alívio de pressão devem ser montadas na posição vertical. A instalação de uma válvula em qualquer outra posição afetará negativamente sua operação em diversos graus como resultado do desalinhamento induzido das peças.
As superfícies dos flanges e juntas devem estar isentas de sujeira e detritos quando as válvulas são instaladas. Os parafusos do flange devem ser apertados uniformemente para evitar distorção do corpo da válvula e do bocal de entrada. Antes do arranque, certifique-se de que todos os pontos roscados estão apertados e seguros.
Evite que sujeira entre nas portas de entrada
ou saída.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 76 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
VII. Planejamento geral para manutençãoUM folga de manutenção de 12 meses é recomendado para as condições gerais de serviço. Para aplicações de serviço pesadas, um folga de inspeção e testes de 3 a 6 meses pode ser mais adequado. O histórico de operação e serviço específico da instalação determinará melhor esta frequência. A GE encoraja a manutenção preventiva.
Ocasionalmente, a retificação pode ser necessária para estender a vida útil de uma válvula. Mantenha todas as peças para cada válvula separadas para garantir a substituição na mesma válvula.
PERIGO: Insure there is no pressure in the inlet of the valve before attempting to remove it from the piping system.
Observação: Quanto a questões de manutenção não abordadas neste manual, entre em contato com o seu Centro da Etiqueta Verde local.
Descontaminar ou limpar se necessário antes do pré-teste ou
remontagem. Segurança e precauções ambientais
devem ser tomadas para descontaminação ou método de limpeza
usado.
Não faça intercâmbio de peças de uma
válvula para outra.
Use sempre procedimentos adequados
de restauração.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 98 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
VIII. Terminologia para válvulas de alívio de pressãoA. Acumulação: O aumento de pressão acima da pressão
de trabalho máxima permitida do vaso durante a descarga pela válvula, expresso como percentual dessa pressão ou em unidades reais de pressão.
B. Contrapressão: A pressão estática existente do lado de descarga de uma válvula de alívio de pressão:
1. Contrapressão acumulada: Pressão que se desenvolve na saída da válvula como resultado do fluxo, após a válvula ter sido aberta.
2. Contrapressão sobreposta: Pressão no coletor de descarga antes de a válvula ser aberta.
3. Contrapressão contante: Contrapressão sobreposta que é constante com o tempo.
4. Contrapressão variável: Contrapressão sobreposta que variará com o tempo.
C. Purga: A diferença entre a pressão ajustada e a pressão reassentada de uma válvula, expressa como percentual da pressão ajustada ou em unidades reais de pressão.
D. Pressão ajustada diferencial fria: The pressure at which the valve is adjusted to open on a test stand. Esta pressão se corrige para a contrapressão quando um respiro piloto de ação de alívio é conectado à saída principal da válvula.
E. Diferencial entre as Pressões operacional e ajustada Válvulas em processo de serviço: vão geralmente dar melhores resultados se a pressão operacional não exceder 90% da pressão ajustada. Entretanto, nas linhas de descarga da bomba e do compressor, o diferencial necessário entre as pressões operacional e a ajustada pode ser maior por causa de pulsações de pressão vindas de um pistão de deslocamento linear. A válvula deve ser ajustada o mais acima possível da pressão operacional.
F. Elevação: O curso efetivo do disco afastando-se da posição fechada quando uma válvula é aliviada.
G. Pressão de trabalho máxima permitida: A pressão manométrica máxima permitida em um
vaso a uma temperatura designada. Um vaso não pode ser operado acima desta pressão, ou seu equivalente, a nenhuma temperatura de metal que não aquela usada no projeto. Consequentemente, para essa temperatura do metal, esta é a pressão mais alta à qual a válvula de alívio de pressão principal está ajustada para abrir.
H. Pressão operacional: A pressão manométrica à qual o vaso é normalmente submetido ao serviço. Uma margem adequada é fornecida entre a pressão operacional e a pressão de trabalho máxima permissível. A margem adequada depende do tipo de válvula de alívio de pressão em serviço.
I. Sobrepressão: Um aumento de pressão acima da pressão ajustada do dispositivo de alívio principal. Sobrepressão é similar a acúmulo quando o dispositivo de alívio é ajustado à pressão de trabalho máxima admissível do vaso. Normalmente, a sobrepressão é expressa como uma porcentagem da pressão ajustada.
J. Capacidade nominal: O percentual do fluxo medido a uma sobrepressão percentual autorizada, permitido pelo código aplicável. A capacidade nominal geralmente é expressa em libras por hora (lb/h) ou kg/h para vapores, pés cúbicos padrão por minuto (SCFM) ou m³/min para gases, e em galões por minuto (GPM) ou litros/min (l/min) para líquidos.
K. Pressão ajustada: A pressão estática de admissão à qual uma válvula de alívio de pressão começa a operar em condições de serviço. Em serviços com líquido, a pressão de admissão à qual a válvula começa a descarregar determina a pressão ajustada. Em serviços com gás ou vapor, a pressão de admissão à qual a válvula é aliviada ou começa a vazar determina a pressão ajustada.
L. Sopro: A passagem audível de um gás ou vapor entre as superfícies de assentamento logo antes de um "disparo". A diferença entre essa pressão de início de aberta e a pressão ajustada é chamada de "sopro". O sopro é normalmente expresso como uma porcentagem da pressão ajustada.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 98 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
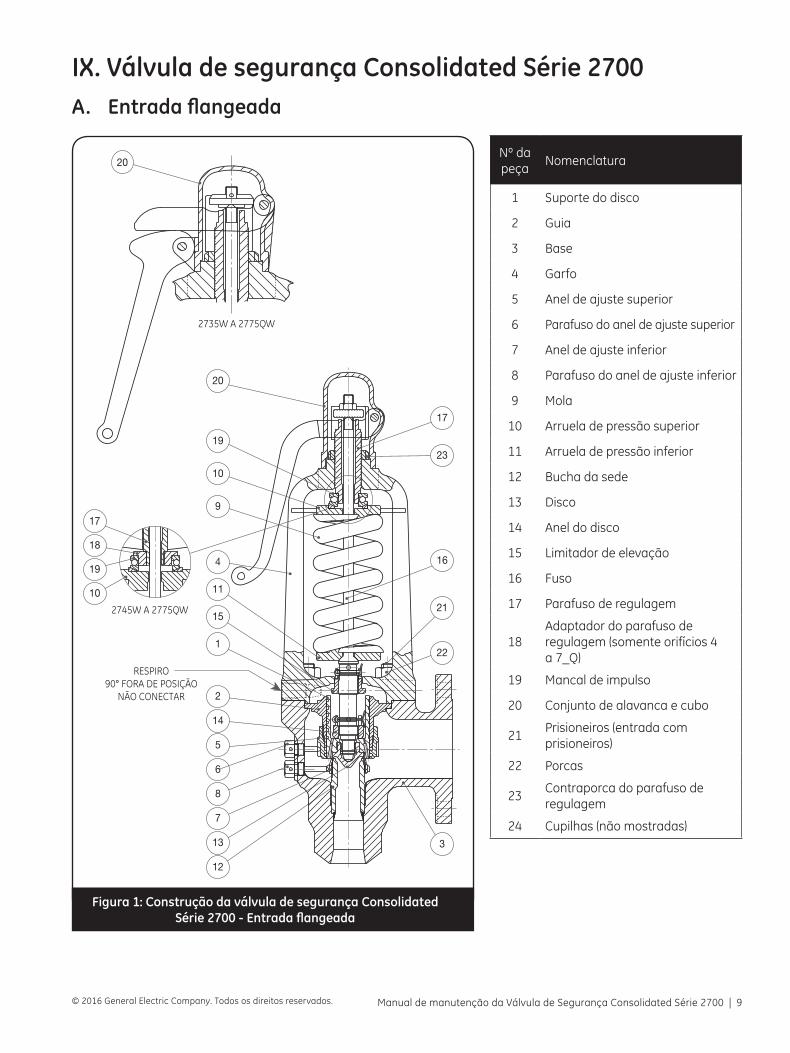
IX. Válvula de segurança Consolidated Série 2700
Nº da peça Nomenclatura
1 Suporte do disco
2 Guia
3 Base
4 Garfo
5 Anel de ajuste superior
6 Parafuso do anel de ajuste superior
7 Anel de ajuste inferior
8 Parafuso do anel de ajuste inferior
9 Mola
10 Arruela de pressão superior
11 Arruela de pressão inferior
12 Bucha da sede
13 Disco
14 Anel do disco
15 Limitador de elevação
16 Fuso
17 Parafuso de regulagem
18Adaptador do parafuso de regulagem (somente orifícios 4 a 7_Q)
19 Mancal de impulso
20 Conjunto de alavanca e cubo
21 Prisioneiros (entrada com prisioneiros)
22 Porcas
23 Contraporca do parafuso de regulagem
24 Cupilhas (não mostradas)
2745W A 2775QW
2735W A 2775QW
RESPIRO90° FORA DE POSIÇÃO
NÃO CONECTAR
9
1
11
4
15
2
14
5
6
8
7
13
12
19
10
20
17
16
21
22
23
17
18
19
10
20
3
Figura 1: Construção da válvula de segurança Consolidated Série 2700 - Entrada flangeada
A. Entrada flangeada
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1110 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
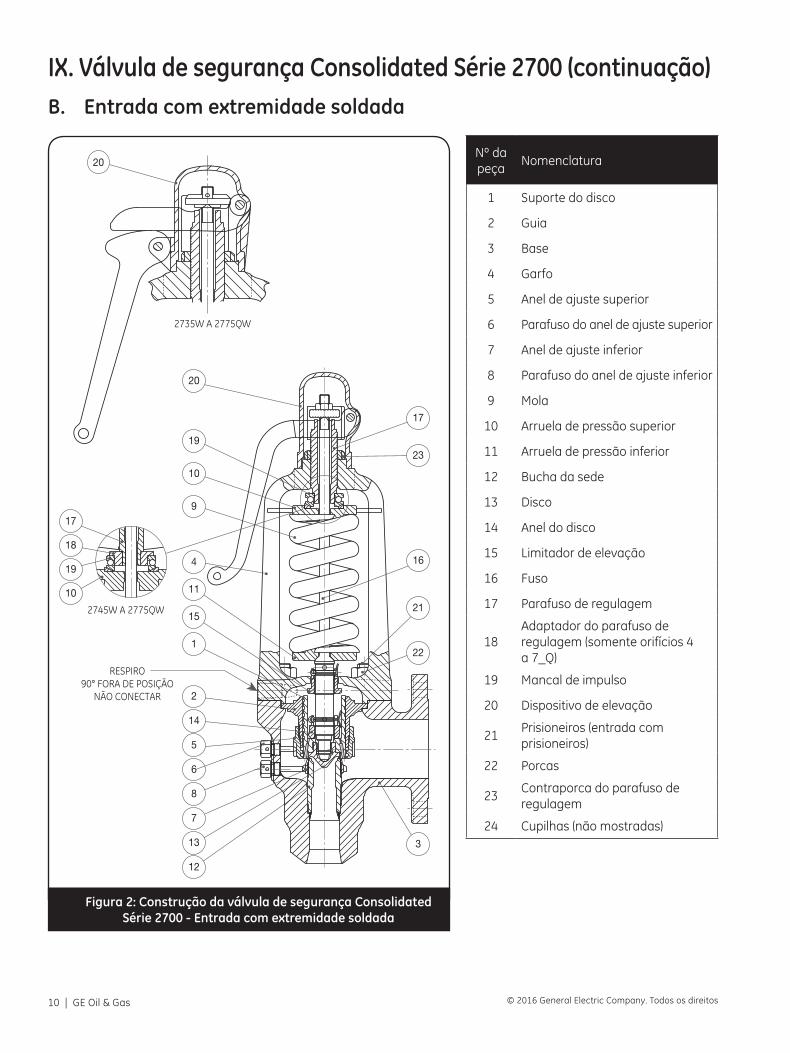
IX. Válvula de segurança Consolidated Série 2700 (continuação)
Nº da peça Nomenclatura
1 Suporte do disco
2 Guia
3 Base
4 Garfo
5 Anel de ajuste superior
6 Parafuso do anel de ajuste superior
7 Anel de ajuste inferior
8 Parafuso do anel de ajuste inferior
9 Mola
10 Arruela de pressão superior
11 Arruela de pressão inferior
12 Bucha da sede
13 Disco
14 Anel do disco
15 Limitador de elevação
16 Fuso
17 Parafuso de regulagem
18Adaptador do parafuso de regulagem (somente orifícios 4 a 7_Q)
19 Mancal de impulso
20 Dispositivo de elevação
21 Prisioneiros (entrada com prisioneiros)
22 Porcas
23 Contraporca do parafuso de regulagem
24 Cupilhas (não mostradas)
2745W A 2775QW
2735W A 2775QW
RESPIRO90° FORA DE POSIÇÃO
NÃO CONECTAR
9
1
11
4
15
2
14
5
6
8
7
13
12
19
10
20
17
16
21
22
23
17
18
19
10
20
3
Figura 2: Construção da válvula de segurança Consolidated Série 2700 - Entrada com extremidade soldada
B. Entrada com extremidade soldada
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1110 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
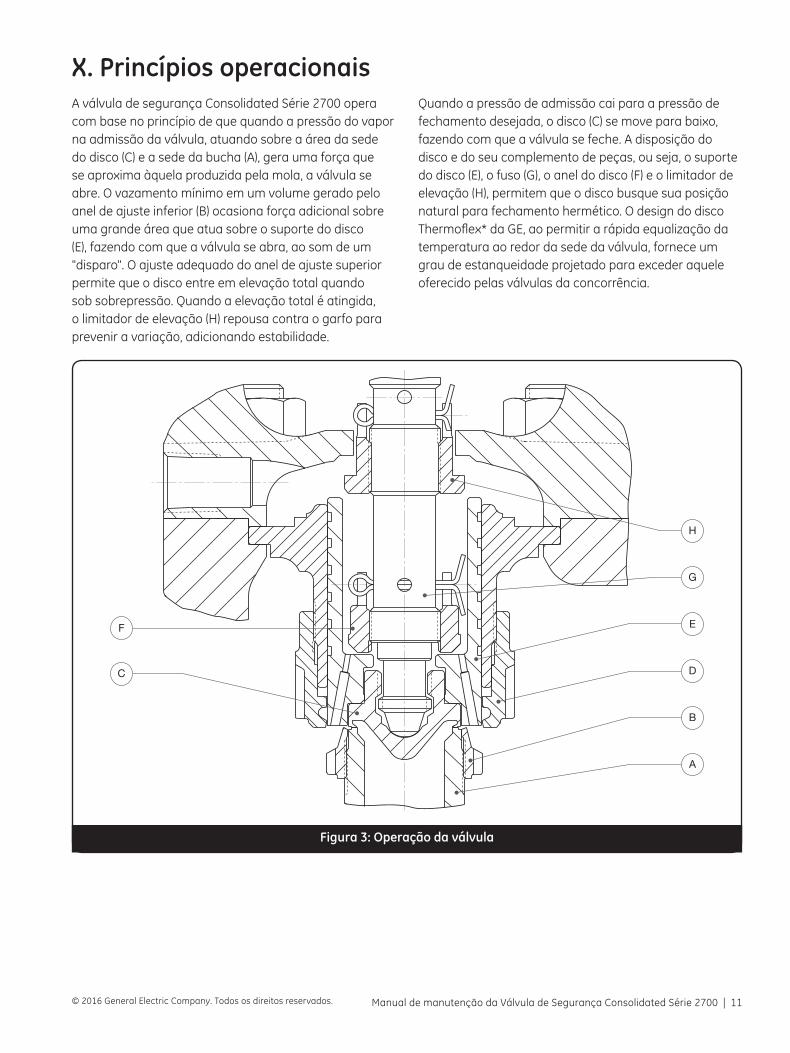
A válvula de segurança Consolidated Série 2700 opera com base no princípio de que quando a pressão do vapor na admissão da válvula, atuando sobre a área da sede do disco (C) e a sede da bucha (A), gera uma força que se aproxima àquela produzida pela mola, a válvula se abre. O vazamento mínimo em um volume gerado pelo anel de ajuste inferior (B) ocasiona força adicional sobre uma grande área que atua sobre o suporte do disco (E), fazendo com que a válvula se abra, ao som de um "disparo". O ajuste adequado do anel de ajuste superior permite que o disco entre em elevação total quando sob sobrepressão. Quando a elevação total é atingida, o limitador de elevação (H) repousa contra o garfo para prevenir a variação, adicionando estabilidade.
Quando a pressão de admissão cai para a pressão de fechamento desejada, o disco (C) se move para baixo, fazendo com que a válvula se feche. A disposição do disco e do seu complemento de peças, ou seja, o suporte do disco (E), o fuso (G), o anel do disco (F) e o limitador de elevação (H), permitem que o disco busque sua posição natural para fechamento hermético. O design do disco Thermoflex* da GE, ao permitir a rápida equalização da temperatura ao redor da sede da válvula, fornece um grau de estanqueidade projetado para exceder aquele oferecido pelas válvulas da concorrência.
X. Princípios operacionais
C
F
B
A
D
E
H
G
Figura 3: Operação da válvula
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1312 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
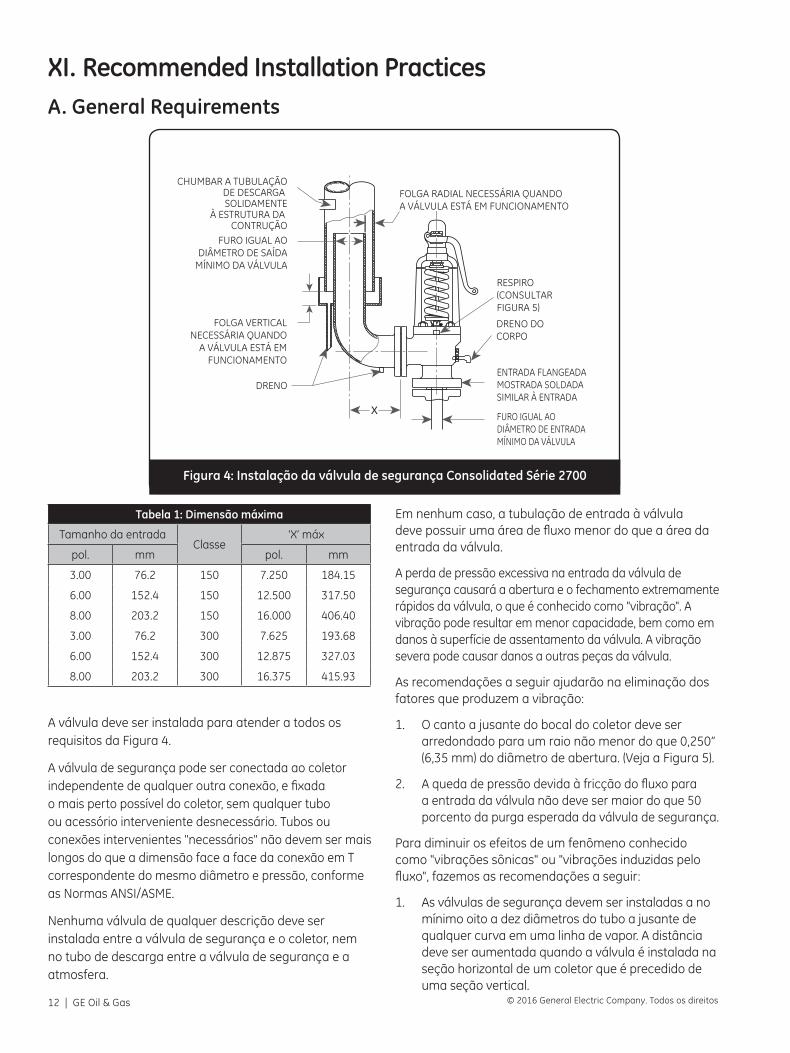
A válvula deve ser instalada para atender a todos os requisitos da Figura 4.
A válvula de segurança pode ser conectada ao coletor independente de qualquer outra conexão, e fixada o mais perto possível do coletor, sem qualquer tubo ou acessório interveniente desnecessário. Tubos ou conexões intervenientes "necessários" não devem ser mais longos do que a dimensão face a face da conexão em T correspondente do mesmo diâmetro e pressão, conforme as Normas ANSI/ASME.
Nenhuma válvula de qualquer descrição deve ser instalada entre a válvula de segurança e o coletor, nem no tubo de descarga entre a válvula de segurança e a atmosfera.
Em nenhum caso, a tubulação de entrada à válvula deve possuir uma área de fluxo menor do que a área da entrada da válvula.
A perda de pressão excessiva na entrada da válvula de segurança causará a abertura e o fechamento extremamente rápidos da válvula, o que é conhecido como "vibração". A vibração pode resultar em menor capacidade, bem como em danos à superfície de assentamento da válvula. A vibração severa pode causar danos a outras peças da válvula.
As recomendações a seguir ajudarão na eliminação dos fatores que produzem a vibração:
1. O canto a jusante do bocal do coletor deve ser arredondado para um raio não menor do que 0,250” (6,35 mm) do diâmetro de abertura. (Veja a Figura 5).
2. A queda de pressão devida à fricção do fluxo para a entrada da válvula não deve ser maior do que 50 porcento da purga esperada da válvula de segurança.
Para diminuir os efeitos de um fenômeno conhecido como "vibrações sônicas" ou "vibrações induzidas pelo fluxo", fazemos as recomendações a seguir:
1. As válvulas de segurança devem ser instaladas a no mínimo oito a dez diâmetros do tubo a jusante de qualquer curva em uma linha de vapor. A distância deve ser aumentada quando a válvula é instalada na seção horizontal de um coletor que é precedido de uma seção vertical.
Tabela 1: Dimensão máxima
Tamanho da entradaClasse
‘X’ máx
pol. mm pol. mm
3.00 76.2 150 7.250 184.15
6.00 152.4 150 12.500 317.50
8.00 203.2 150 16.000 406.40
3.00 76.2 300 7.625 193.68
6.00 152.4 300 12.875 327.03
8.00 203.2 300 16.375 415.93
A. General Requirements
ANCHOR DISCHARGE PIPING SOLIDLY
TO BLDG. STRUCTURE
BORE EQUAL TO MINIMUM VALVE
OUTLET DIAMETER
DRAIN
RADIAL CLEARANCE REQUIRED WHEN VALVE IS OPERATING
VERTICAL CLEARANCE REQUIRED WHEN
VALVE IS OPERATING
VENT (SEE FIGURE 5)
BODY DRAIN
FLANGED INLET SHOWN WELDED INLET SIMILAR
BORE EQUAL TO MINIMUM OF VALVE INLET DIAMETTER
CHUMBAR A TUBULAÇÃODE DESCARGA SOLIDAMENTE
À ESTRUTURA DA CONTRUÇÃO
FURO IGUAL AODIÂMETRO DE SAÍDA
MÍNIMO DA VÁLVULA
X
DRENO
FOLGA RADIAL NECESSÁRIA QUANDOA VÁLVULA ESTÁ EM FUNCIONAMENTO
FOLGA VERTICALNECESSÁRIA QUANDO
A VÁLVULA ESTÁ EMFUNCIONAMENTO
RESPIRO(CONSULTARFIGURA 5)
DRENO DOCORPO
ENTRADA FLANGEADAMOSTRADA SOLDADASIMILAR À ENTRADA
FURO IGUAL AO DIÂMETRO DE ENTRADAMÍNIMO DA VÁLVULA
XI. Recommended Installation Practices
Figura 4: Instalação da válvula de segurança Consolidated Série 2700
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1312 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
2. As válvulas de segurança não devem ser instaladas mais perto do que de oito a dez diâmetros de tubo, tanto a montante quanto a jusante de um "Y" convergente ou divergente.
3. Nos casos em que uma configuração de tubulação tornar as duas recomendações acima impraticáveis ou impossíveis, o canto a jusante do bocal do coletor deve ser arredondado a uma extensão maior do que o canto a montante. A entrada do bocal do coletor deve ser arredondada, de modo que o raio no canto a jusante seja igual a um mínimo de um quarto do diâmetro do bocal. O raio deve ser reduzido gradualmente, deixando apenas uma pequena porção do canto a montante com um raio menor. (Veja a Figura 5).
4. As válvulas de segurança nunca devem ser instaladas em uma linha de vapor, em uma posição diretamente oposta a uma linha ramal.
Sabe-se que vibrações excessivas da linha produzem mudanças nas pressões ajustadas na válvula de segurança. As vibrações podem possivelmente introduzir vibração, causando danos à válvula e reduzindo sua capacidade. A vibração também contribui para mais incidentes de vazamento de sede. Deve-se considerar a eliminação deste problema antes de instalar a válvula na unidade.
O vapor que flui verticalmente para fora de um cotovelo de descarga produz uma reação descendente no cotovelo. Os efeitos da força de reação, da vibração e de cargas sísmicas em todos os componentes da válvula devem ser considerados ao projetar o sistema de válvulas. Consulte ANSI B.31.1, Apêndice II não obrigatório, a ficha de informações de produto da GE SV/PI-15, e o Boletim SV-5 da GE para obter mais informações.
Para um desempenho otimizado, as válvulas de segurança devem passar por manutenção regularmente e devem ser mantidas em bom estado. Para que a manutenção possa ser executada adequadamente, as válvulas devem estar localizadas de maneira a permitir
SECTION A-A
DRAIN
YOKE VENTSCHEDULE 40 PIPE
UNION
AS CLOSEPOSSIBLE
ANCHOR DISCHARGE PIPINGSOLIDLY TO BUILDING STRUCTURE
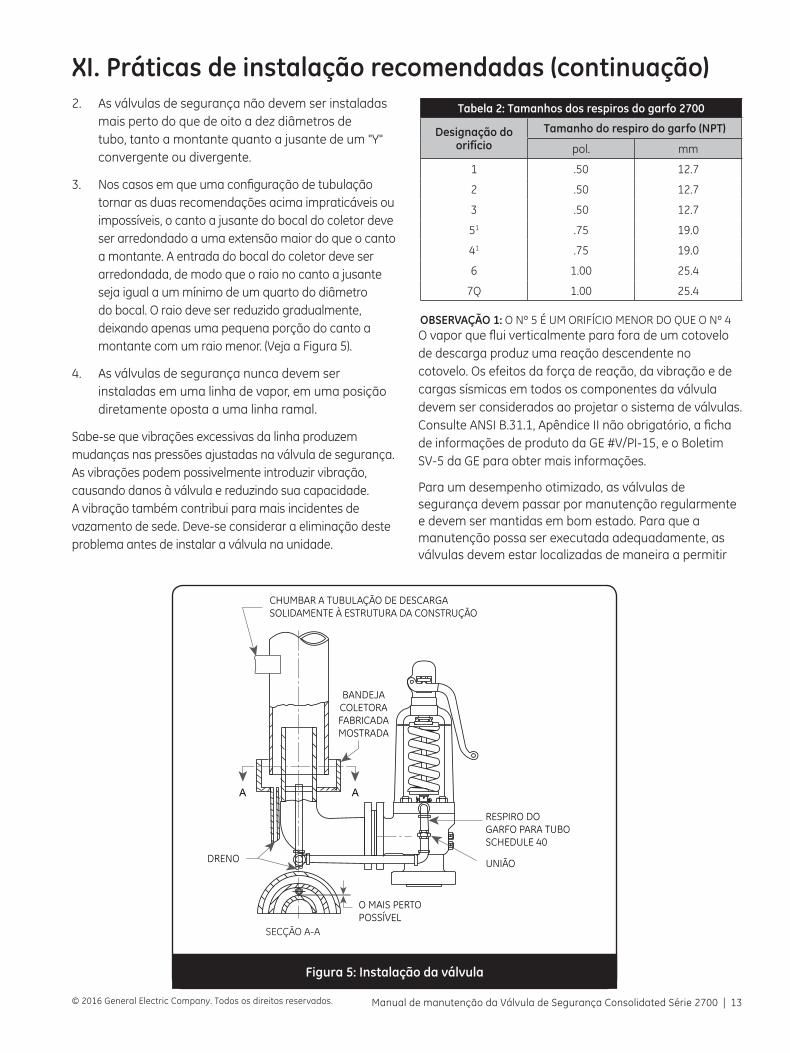
SECÇÃO A-A
AA
DRENO
BANDEJACOLETORAFABRICADAMOSTRADA
RESPIRO DOGARFO PARA TUBOSCHEDULE 40
UNIÃO
O MAIS PERTOPOSSÍVEL
CHUMBAR A TUBULAÇÃO DE DESCARGASOLIDAMENTE À ESTRUTURA DA CONSTRUÇÃO
Figura 5: Instalação da válvula
XI. Práticas de instalação recomendadas (continuação) Tabela 2: Tamanhos dos respiros do garfo 2700
Designação do orifício
Tamanho do respiro do garfo (NPT)
pol. mm
1 .50 12.7
2 .50 12.7
3 .50 12.7
51 .75 19.0
41 .75 19.0
6 1.00 25.4
7Q 1.00 25.4
OBSERVAÇÃO 1: O Nº 5 É UM ORIFÍCIO MENOR DO QUE O Nº 4
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1514 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
fácil acesso. Deve ser fornecido espaço de trabalho suficiente ao redor e acima da válvula para permitir o acesso aos anéis de ajuste. Se duas ou mais válvulas estiverem localizadas próximas uma da outra, as saídas devem ser paralelas, de modo a oferecer a maior proteção possível ao pessoal realizando a reparação ou trabalhando próximo à válvula de segurança.
Como o material estranho que passa para dentro e através da válvula é danoso, o sistema no qual a válvula está instalada também deve ser inspecionado e limpado. Sistemas novos estão propensos a conter cordões de solda, incrustações de tubos e outros materiais estranhos que ficam inadvertidamente presos durante a construção, e estes podem destruir as superfícies das sedes das válvulas nas primeiras vezes em que a válvula é aberta.
Com relação às válvulas de entrada das extremidades soldadas, as válvulas completamente montadas podem ser instaladas sem necessidade de desmontagem no momento da soldagem. Durante a soldagem, o pescoço da válvula deve estar isolado para reduzir as tensões térmicas. Ao aliviar a tensão, o isolamento também deve ser usado para reduzir as tensões térmicas. Quando em serviço, o pescoço da válvula deve ser isolado no mínimo até o ponto de junção do pescoço de entrada/cuba do corpo da válvula.
As válvulas de segurança devem ser instaladas em posição vertical. A tolerância nominal na instalação vertical é de mais ou menos 1 grau.
A área de descarga da tubulação de saída de uma válvula de segurança não deve ser menor do que a área da conexão de saída. Quando mais do que uma válvula de segurança estiver conectada a um tubo de saída comum, a área do tubo não deve ser menor do que a área combinada das conexões de saída para as válvulas de segurança.
Todas as descargas de válvula de segurança devem ser conectadas de forma que o efluente seja descarregado longe de passarelas ou plataformas. A ampla provisão de drenagem por gravidade deve ser feita no tubo de descarga em cada válvula de segurança, ou perto desta, onde possa ser coletada a condensação de água. Cada válvula possui uma drenagem de gravidade aberta através do corpo, abaixo do nível da sede da válvula, e este dreno deve ser conectado a uma área de descarga segura.
Se for usado um silenciador em uma válvula de segurança, este deve ter suficiente área de saída para impedir que a contrapressão interfira na operação adequada e na capacidade de descarga da válvula. O silenciador ou outros componentes da tubulação devem ser construídos de forma a evitar a possibilidade da criação de restrições por depósitos de corrosão nas passagens de vapor.
Os escapes, drenos e respiros devem ser instalados, de modo que não imponham tensões indevidas sobre a válvula de segurança. Qualquer dessas tensões pode produzir distorção do corpo e vazamento. Portanto, são fornecidas as recomendações a seguir:
1. A tubulação de descarga não deve ser suportada pela válvula. O peso máximo na saída da válvula não deve exceder o peso de um flange e de um cotovelo de raio curto, mais uma extensão reta de 12 pol (304,8 mm) de tubo de espessura de peso padrão (com bandeja coletora).
2. O folga entre a tubulação de escape da válvula e a chaminé de descarga deve ser suficiente para evitar o contato ao considerar a expansão térmica do coletor, da válvula e da chaminé de descarga. Os movimentos devidos à vibração, mudança de temperatura e forças de reação da válvula também devem ser considerados, para garantir a folga adequada entre a tubulação de escape e a chaminé de descarga.
3. Tubos de metal flexíveis não são, em geral, recomendados, mas se usados para conectar as saídas das válvulas às chaminés de descarga, devem ser de comprimento suficiente e ser configurados/instalados de tal maneira que não se tornem "sólidos" em qualquer posição. Melhores resultados serão obtidos se as mangueiras forem instaladas de forma que permitam o movimento por curvatura, ao invés de por estiramento e compressão ao longo do seu comprimento.
O garfo pode ser ventilado para a atmosfera, conforme as Figuras 4 e 5. Deve-se tomar precauções para ventilar o garfo de tal forma que a exaustão vá para uma área segura para prevenir lesões ao pessoal próximo à válvula. O respiro do garfo não deve ser conectado à tubulação de drenagem do corpo.
Não tampe o furo do respiro do garfo nem reduza o tamanho do tubo do furo do respiro, (Tabela de referência 2), já que isso pode resultar no mau funcionamento ou em danos na válvula.
Devem ser tomadas precauções para prevenir acúmulos de material estranho ou de água no tubo do respiro. Este respiro é uma peça crítica do sistema da válvula para controlar a purga e a elevação da válvula.
Todas as superfícies de contato que requerem juntas para vedar a pressão, devem ser inspecionadas quanto à limpeza ou qualquer defeito que possa causar vazamento. Rebarbas, serrilhas amassadas, superfícies irregulares, etc., são todos defeitos que podem produzir vazamento. Os tamanhos adequados das juntas e as classificações da pressão devem ser verificados antes de iniciar a instalação da válvula.
XI. Práticas de instalação recomendadas (continuação)
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1514 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
É da maior importância que as juntas usadas sejam dimensionalmente corretas para o flange específico, e que liberem totalmente as aberturas de entrada e de saída da válvula. As juntas, os faceamentos do flange e os parafusamentos devem atender aos requisitos de serviço para a pressão e a temperatura envolvidas. Outras considerações de instalação de válvulas incluem:
1. Instale a junta da entrada, se necessário, no flange de montagem do coletor. Verifique quanto à limpeza, à condição de alinhamento da superfície, etc., Quando possível, devem ser usados prisioneiros de entrada no flange de montagem para guiar a válvula no flange de montagem do coletor. Os prisioneiros da entrada devem ser lubrificados com o lubrificante apropriado.
2. Ao instalar válvulas flangeadas, os parafusos do flange devem ser puxados para baixo de modo uniforme para evitar distorção, desalinhamento e vazamento do corpo.
3. Com a válvula na posição, aparafuse as porcas dos prisioneiros até que estas estejam manualmente apertadas. Um torque inicial deve ser aplicado, alternadamente, em cada porca de prisioneiro. Aumente o torque progressivamente até que o torque final seja aplicado. Ao concluir, reinspecione o torque de cada prisioneiro. O torque requerido variará de acordo com o material dos parafusos e das juntas usados. Consulte a engenharia de sua empresa ou o departamento de especificações quanto a detalhes sobre o sequenciamento e os valores de torque. Como precaução adicional, a folga entre os dois flanges correspondentes deve ser verificada durante o processo de aplicação de torque para assegurar que os flanges estão sendo puxados juntos e de maneira uniforme. Uma inspeção e revisão final deve ser feita para assegurar que todos os requisitos quanto ao aparafusamento da válvula tenham sido implementados.
4. A tubulação de saída pode ser instalada agora. Uma inspeção completa dos componentes e da sua limpeza deve ser feita antes do trabalho subsequente. Os prisioneiros devem ser lubrificados com um lubrificante apropriado.
5. Instale a junta, os prisioneiros e as porcas de saída. As porcas dos prisioneiros devem ser puxadas para baixo manualmente. Um valor inicial de torque deve ser aplicado. Os procedimentos adicionais descritos na Etapa 3 devem ser seguidos.
Após ter se certificado de que a válvula está adequadamente instalada, a tubulação de drenagem do cubo do corpo da válvula deve ser conectada. Esta linha também deve ser flexível, de forma que não crie tensão sobre a válvula em condições operacionais.
Antes de concluir a instalação, deve ser feita uma verificação visual para certificar-se de que a alavanca de elevação da válvula esteja livre para operar.
No momento da instalação, deve ser feita uma inspeção da válvula para confirmar que todos os componentes de ajuste (ou seja, os pinos dos anéis, a tampa, etc). estão adequadamente travados e vedados, conforme exigido pelo Código ASME.
Para testes hidrostáticos operacionais na entrada da válvula, que não excedam a pressão ajustada da válvula, a válvula deve estar travada. Consulte a porção final, "Testes de campo" deste manual quanto às técnicas adequadas. Certifique-se de que a trava seja removida após a conclusão do teste hidrostático da entrada.
Antes do arranque da unidade com vapor, as seções deste manual que especificam os requisitos para a pressão ajustada devem ser consultadas. Quanto a condições em que a válvula é submetida a pressões elevadas de vapor (ou seja, aquelas que excedem as condições operacionais normais), devem ser feitas preparações para travar as válvulas. Estas preparações devem então ser esclarecidas com o fabricante da caldeira e a GE. Consulte a Seção XIV. B.3 deste manual quanto às técnicas adequadas de travamento.
A válvula de segurança deve ser testada com pressão total do vapor para assegurar que a instalação da válvula de segurança foi concluída de forma adequada. Em alguns casos isto não é prático, portanto, o uso do Dispositivo de teste Hydroset Consolidated ou o software EVT* devem ser considerados. No caso de válvulas que estão sendo testadas quanto à temperatura ajustada com o uso do Dispositivo de teste Hydroset Consolidated ou do software EVT*, somente a temperatura ajustada estará sendo verificada. Outros fatores, como a purga, a elevação, a força de reação, os tamanhos adequados das chaminés de descarga e os efeitos da expansão térmica não podem ser determinados com o uso desses dispositivos de ajuste. O teste completo do vapor é recomendado no arranque inicial para ajustar a purga e verificar se a instalação está adequada. A posição apropriada do anel de ajuste pode então ser registrada e mantida quando as válvulas passarem por manutenção.
A tubulação de ventilação e de drenagem deve possuir uma conexão de união para facilitar a remoção da válvula ou a manutenção no local. (Veja a Figura 4).
XI. Práticas de instalação recomendadas (continuação)
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1716 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
Conheça os pontos de vazamento/escape de
válvula para evitar possíveis ferimentos graves ou morte.
B. Instalação de válvula de segurança externaAs válvulas de segurança que operam sob as melhores condições possíveis (ou seja, folga de operação favorável, temperaturas ambiente estáveis, ausência de sujeira e em ar relativamente calmo) proporcionarão o grau máximo de segurança, vedação e confiabilidade.
Quando uma válvula de segurança é instalada em um local ao ar livre, ela pode ser exposta a vento, neve, gelo, sujeira e temperaturas variáveis. Portanto, as recomendações a seguir são feitas para a proteção apropriada e para assegurar que a confiabilidade operacional pode ser restaurada a um nível próximo ao da válvula instalada em condições ideais:
O pescoço de entrada da válvula de segurança e o corpo da válvula de segurança, até o topo da base, devem ser isolados. A superfície externa de qualquer isolamento deve ser tornada à prova de intempéries por qualquer meio adequado. Além de manter uma temperatura mais uniforme dentro do corpo da válvula, especialmente durante temperaturas ambiente com grandes flutuações, este isolamento reduzirá efetivamente as tensões térmicas devido a elevados gradientes de temperatura através das paredes do bocal da válvula de segurança.
Devem ser usadas tampas com molas para estabilizar, tanto quanto possível, a temperatura da mola para evitar o acúmulo de neve e gelo entre as bobinas da mola e para evitar o acúmulo de sujeira e cinzas em suspensão entre as bobinas da mola.
Tampas do dispositivo de elevação devem ser instaladas para evitar o acúmulo de gelo, sujeira e cinzas em suspensão em áreas no interior da tampa da válvula de segurança.
C. Instalação da válvula de segurança em ambiente internoAs instalações de válvulas em ambiente interno devem ter os pescoços de entrada isolados somente até a parte inferior do corpo da válvula. Devem ser consideradas as mudanças da temperatura ambiente maiores do que 100°F (37,8°C), devido a possíveis mudanças que possam ocorrer no ponto de ajuste.
XI. Práticas de instalação recomendadas (continuação)
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1716 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
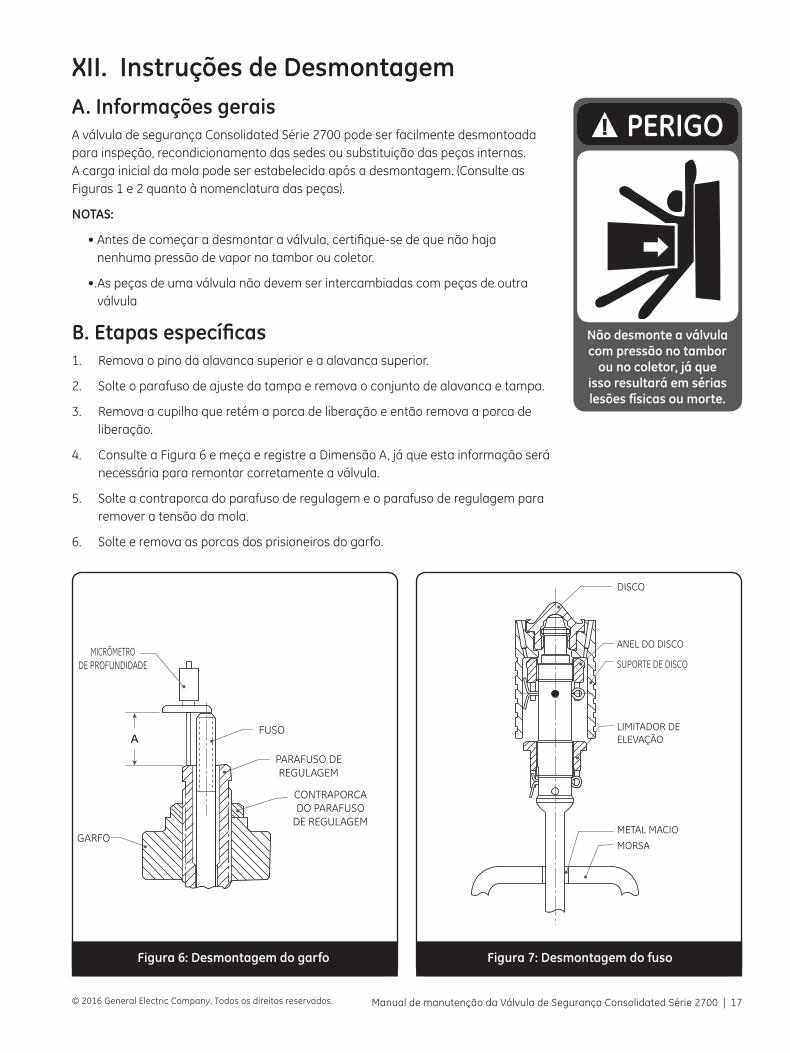
XII. Instruções de Desmontagem A. Informações geraisA válvula de segurança Consolidated Série 2700 pode ser facilmente desmontoada para inspeção, recondicionamento das sedes ou substituição das peças internas. A carga inicial da mola pode ser estabelecida após a desmontagem. (Consulte as Figuras 1 e 2 quanto à nomenclatura das peças).
NOTAS:
• Antes de começar a desmontar a válvula, certifique-se de que não haja nenhuma pressão de vapor no tambor ou coletor.
•. As peças de uma válvula não devem ser intercambiadas com peças de outra válvula
B. Etapas específicas1. Remova o pino da alavanca superior e a alavanca superior.
2. Solte o parafuso de ajuste da tampa e remova o conjunto de alavanca e tampa.
3. Remova a cupilha que retém a porca de liberação e então remova a porca de liberação.
4. Consulte a Figura 6 e meça e registre a Dimensão A, já que esta informação será necessária para remontar corretamente a válvula.
5. Solte a contraporca do parafuso de regulagem e o parafuso de regulagem para remover a tensão da mola.
6. Solte e remova as porcas dos prisioneiros do garfo.
Não desmonte a válvula com pressão no tambor
ou no coletor, já que isso resultará em sérias lesões físicas ou morte.
DEPTHMICROMETER
SPINDLE
COMPRESSIONSCREW
COMPRESSIONSCREW LOCKNUT
YOKE
MICRÔMETRODE PROFUNDIDADE
AFUSO
PARAFUSO DEREGULAGEM
CONTRAPORCADO PARAFUSO
DE REGULAGEMGARFO
VISE
SOFT METAL
LIFT STOP
DISC HOLDER
DISC COLLAR
DISC
MORSAMETAL MACIO
LIMITADOR DE ELEVAÇÃO
SUPORTE DE DISCO
ANEL DO DISCO
DISCO
Figura 6: Desmontagem do garfo Figura 7: Desmontagem do fuso
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1918 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XII. Desmontagem (continuação)7. Eleve com cuidado o conjunto de garfo e mola sobre
o fuso e remova-o da válvula.
8. Remova o conjunto do mancal de impulso e o conjunto da mola e arruela. Marque a mola para indicar a parte superior da mola, já que esta formação será usada na remontagem.
9. Remova o fuso, o disco e o conjunto do suporte do disco da válvula elevando o fuso. Tenha cuidado para assegurar que a superfície de assentamento do disco não seja danificada devido ao manuseio inadequado.
10. Para remover o disco e o suporte do disco do fuso, insira primeiro o fuso em um torno (ver Figura 7), tendo cuidado para não danificar a extremidade roscada do fuso. Depois, eleve o suporte do disco e gire o disco/suporte do disco no sentido anti-horário para engatar as roscas “drop-thru”. Uma vez engatadas as roscas, solte o suporte do disco e continue a desapertar e remover o disco. Depois de removido o disco, eleve o suporte do disco do fuso.
OBSERVAÇÃO: A remoção do limitador de elevação e/ou o anel do disco do fuso geralmente é desnecessária, a não ser que o fuso tenha que ser substituído.
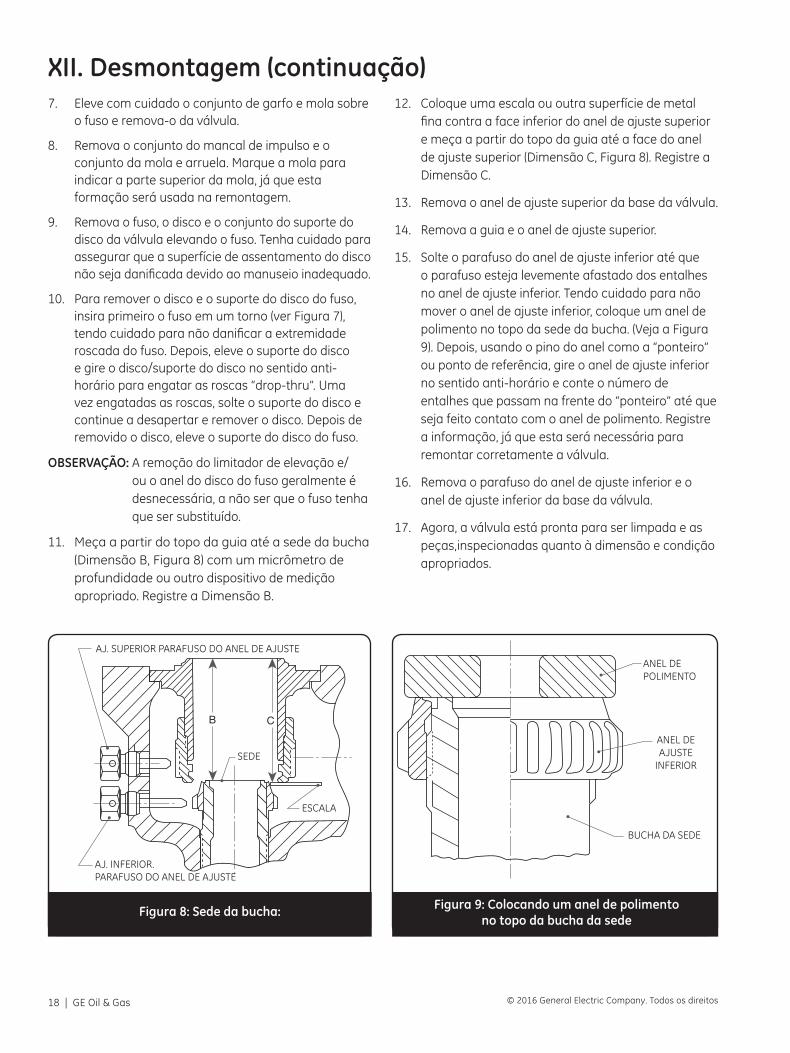
11. Meça a partir do topo da guia até a sede da bucha (Dimensão B, Figura 8) com um micrômetro de profundidade ou outro dispositivo de medição apropriado. Registre a Dimensão B.
12. Coloque uma escala ou outra superfície de metal fina contra a face inferior do anel de ajuste superior e meça a partir do topo da guia até a face do anel de ajuste superior (Dimensão C, Figura 8). Registre a Dimensão C.
13. Remova o anel de ajuste superior da base da válvula.
14. Remova a guia e o anel de ajuste superior.
15. Solte o parafuso do anel de ajuste inferior até que o parafuso esteja levemente afastado dos entalhes no anel de ajuste inferior. Tendo cuidado para não mover o anel de ajuste inferior, coloque um anel de polimento no topo da sede da bucha. (Veja a Figura 9). Depois, usando o pino do anel como a “ponteiro” ou ponto de referência, gire o anel de ajuste inferior no sentido anti-horário e conte o número de entalhes que passam na frente do “ponteiro” até que seja feito contato com o anel de polimento. Registre a informação, já que esta será necessária para remontar corretamente a válvula.
16. Remova o parafuso do anel de ajuste inferior e o anel de ajuste inferior da base da válvula.
17. Agora, a válvula está pronta para ser limpada e as peças,inspecionadas quanto à dimensão e condição apropriados.
B C
SEDE
ESCALA
AJ. SUPERIOR PARAFUSO DO ANEL DE AJUSTE
AJ. INFERIOR. PARAFUSO DO ANEL DE AJUSTE
RING LAP
LOWER ADJUSTING
RING
SEAT BUSHING
ANEL DEPOLIMENTO
ANEL DEAJUSTE
INFERIOR
BUCHA DA SEDE
Figura 8: Sede da bucha: Figura 9: Colocando um anel de polimento no topo da bucha da sede
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 1918 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
A. Geral Uma vez que a mola esteja desmontada, as peças
adequadas podem ser inspecionadas para determinar sua adequação para reutilização.
B. Componentes específicos1. Conjunto de alavanca e cubo
Inspecione visualmente o conjunto de alavanca e cubo quanto a danos devido ao manuseio inadequado ou corrosão grave. Os componentes devem ser substituídos se os danos interferirem com o funcionamento adequado ou a elevação manual da válvula.
2. Parafuso de regulagem e contraporca
O parafuso de regulagem deve ser substituído se as roscas estiverem danificadas ao ponto do ajuste da mola ser afetado. As partes planas da chave não devem estar desgastadas, arredondadas ou distorcidas devido a uso inadequado de uma chave de ajuste no parafuso de regulagem ou na porca. A superfície de contato da arruela de pressão ou a superfície do adaptador do parafuso de regulagem (somente o orifício de 5 a Q), não devem estar corroídas ou rompidas e devem possuir um acabamento de 32 RMS.
3. Mancal de impulso
A arruela de alinhamento deve corresponder de modo uniforme à superfície esférica do mancal de impulso inferior, de forma que um contato de toda a face seja obtido entre as peças. Portanto, retifique-os juntos ou substitua todo o mancal de impulso, conforme necessário.
4. Arruelas de pressão superior e inferior
A superfície de assentamento da arruela de pressão inferior deve ser retificada com o fuso. Para retificar a arruela de pressão inferior, é usado um composto de polimento de 320 grãos (Clover 1A) para desbaste, e então faz-se o polimento de acabamento com um composto de polimento de 1000 grãos Kwik-Ak-Shun até que seja obtida uma banda de assentamento satisfatória. A largura do rolamento deve ser de 1.800” (3.20 mm) no mínimo a 3.160” (4.80 mm) no máximo. Limpe a arruela de pressão inferior e o fuso, quando concluir.
5. Mola
Inspecione visualmente quanto a corrosão das bobinas que podem reduzir o diâmetro das bobinas. Quando esta condição for encontrada, substitua a mola. Inspecione quanto a paralelismo final na altura livre e qualquer irregularidade óbvia nas bobinas, colapso das bobinas ou distorção geral.
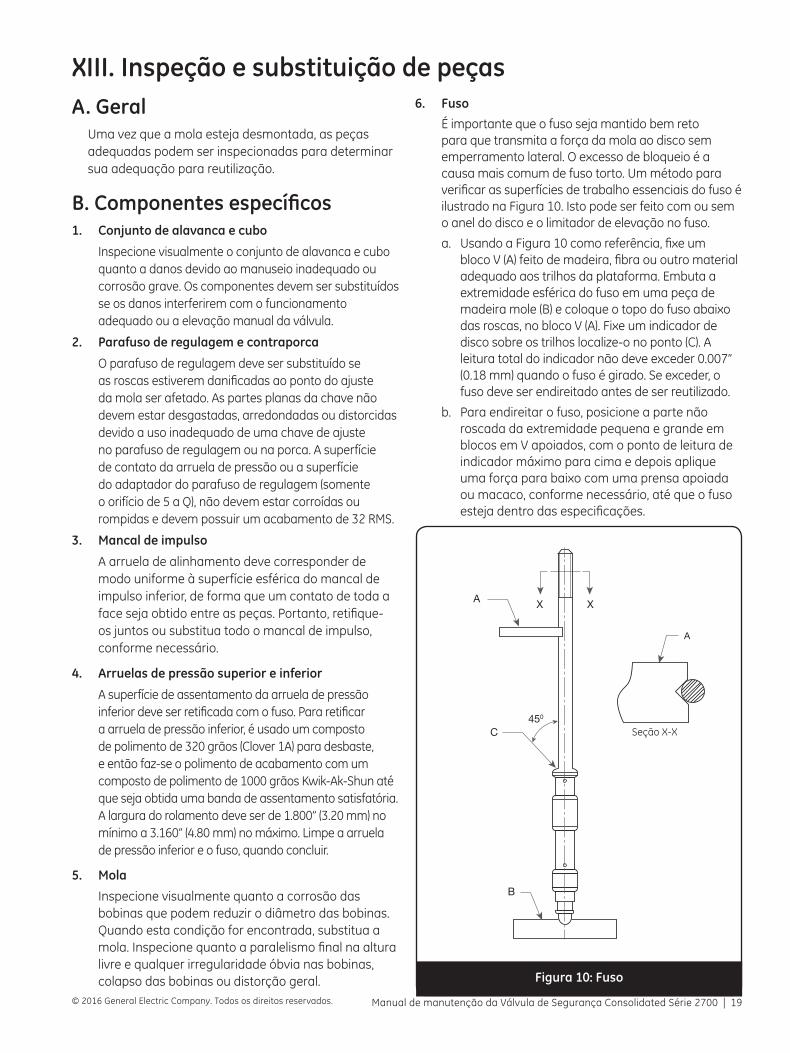
6. Fuso É importante que o fuso seja mantido bem reto
para que transmita a força da mola ao disco sem emperramento lateral. O excesso de bloqueio é a causa mais comum de fuso torto. Um método para verificar as superfícies de trabalho essenciais do fuso é ilustrado na Figura 10. Isto pode ser feito com ou sem o anel do disco e o limitador de elevação no fuso.a. Usando a Figura 10 como referência, fixe um
bloco V (A) feito de madeira, fibra ou outro material adequado aos trilhos da plataforma. Embuta a extremidade esférica do fuso em uma peça de madeira mole (B) e coloque o topo do fuso abaixo das roscas, no bloco V (A). Fixe um indicador de disco sobre os trilhos localize-o no ponto (C). A leitura total do indicador não deve exceder 0.007” (0.18 mm) quando o fuso é girado. Se exceder, o fuso deve ser endireitado antes de ser reutilizado.
b. Para endireitar o fuso, posicione a parte não roscada da extremidade pequena e grande em blocos em V apoiados, com o ponto de leitura de indicador máximo para cima e depois aplique uma força para baixo com uma prensa apoiada ou macaco, conforme necessário, até que o fuso esteja dentro das especificações.
XIII. Inspeção e substituição de peças
C
B
X
Seção X-X
A
X
450
A
Figura 10: Fuso
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2120 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XIII. Inspeção e substituição de peças (continuação)
DISC
RING LAPFLAT
SURFACE
SPINDLE
DISCO
ANEL DE POLIMENTO
SUPERFÍCIEPLANA
FUSO
Figura 11: Ponta do fuso e "bolsa" do disco
DISC
R
SEATSTEP
SPINDLENOSE
BEARING BAND WIDTH
FLAT DIAMETER
DISCO
R
PASSODA SEDE
NARIZ DOFUSO
LARGURA DEBANDA DO
ROLAMENTODIÂMETRO PLANO
Figura 12: Aba do disco para o fuso
Figura 13
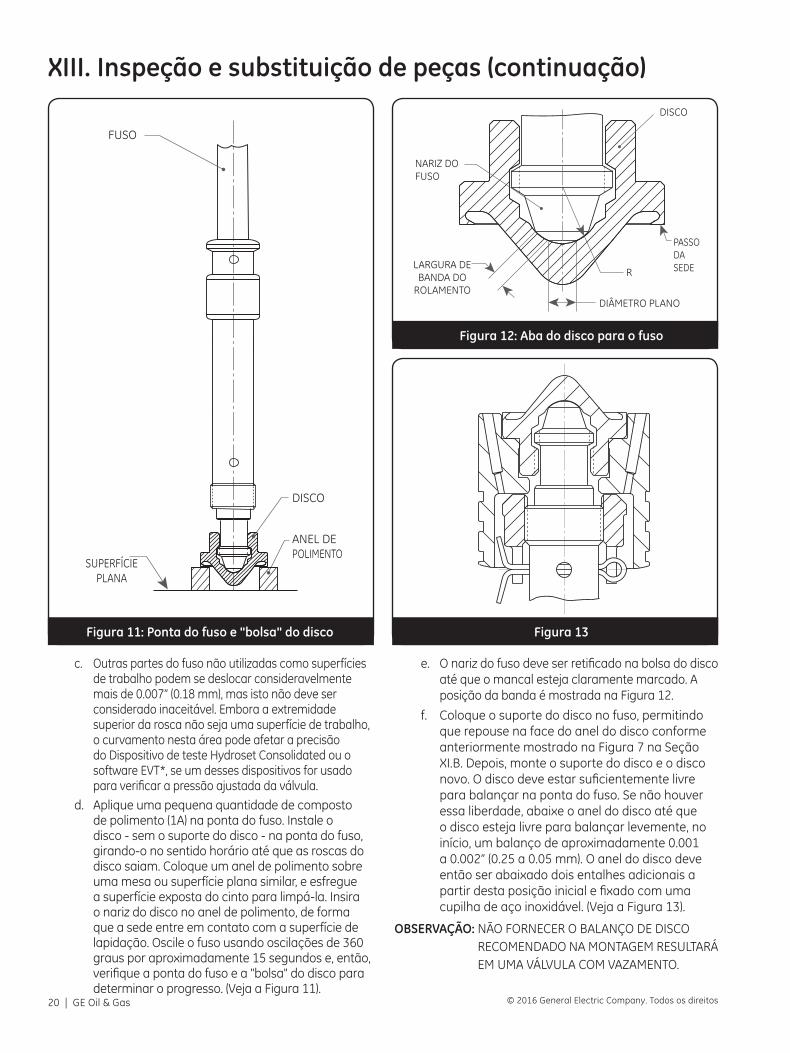
c. Outras partes do fuso não utilizadas como superfícies de trabalho podem se deslocar consideravelmente mais de 0.007” (0.18 mm), mas isto não deve ser considerado inaceitável. Embora a extremidade superior da rosca não seja uma superfície de trabalho, o curvamento nesta área pode afetar a precisão do Dispositivo de teste Hydroset Consolidated ou o software EVT*, se um desses dispositivos for usado para verificar a pressão ajustada da válvula.
d. Aplique uma pequena quantidade de composto de polimento (1A) na ponta do fuso. Instale o disco - sem o suporte do disco - na ponta do fuso, girando-o no sentido horário até que as roscas do disco saiam. Coloque um anel de polimento sobre uma mesa ou superfície plana similar, e esfregue a superfície exposta do cinto para limpá-la. Insira o nariz do disco no anel de polimento, de forma que a sede entre em contato com a superfície de lapidação. Oscile o fuso usando oscilações de 360 graus por aproximadamente 15 segundos e, então, verifique a ponta do fuso e a "bolsa" do disco para determinar o progresso. (Veja a Figura 11).
e. O nariz do fuso deve ser retificado na bolsa do disco até que o mancal esteja claramente marcado. A posição da banda é mostrada na Figura 12.
f. Coloque o suporte do disco no fuso, permitindo que repouse na face do anel do disco conforme anteriormente mostrado na Figura 7 na Seção XI.B. Depois, monte o suporte do disco e o disco novo. O disco deve estar suficientemente livre para balançar na ponta do fuso. Se não houver essa liberdade, abaixe o anel do disco até que o disco esteja livre para balançar levemente, no início, um balanço de aproximadamente 0.001 a 0.002” (0.25 a 0.05 mm). O anel do disco deve então ser abaixado dois entalhes adicionais a partir desta posição inicial e fixado com uma cupilha de aço inoxidável. (Veja a Figura 13).
OBSERVAÇÃO: NÃO FORNECER O BALANÇO DE DISCO RECOMENDADO NA MONTAGEM RESULTARÁ EM UMA VÁLVULA COM VAZAMENTO.
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2120 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
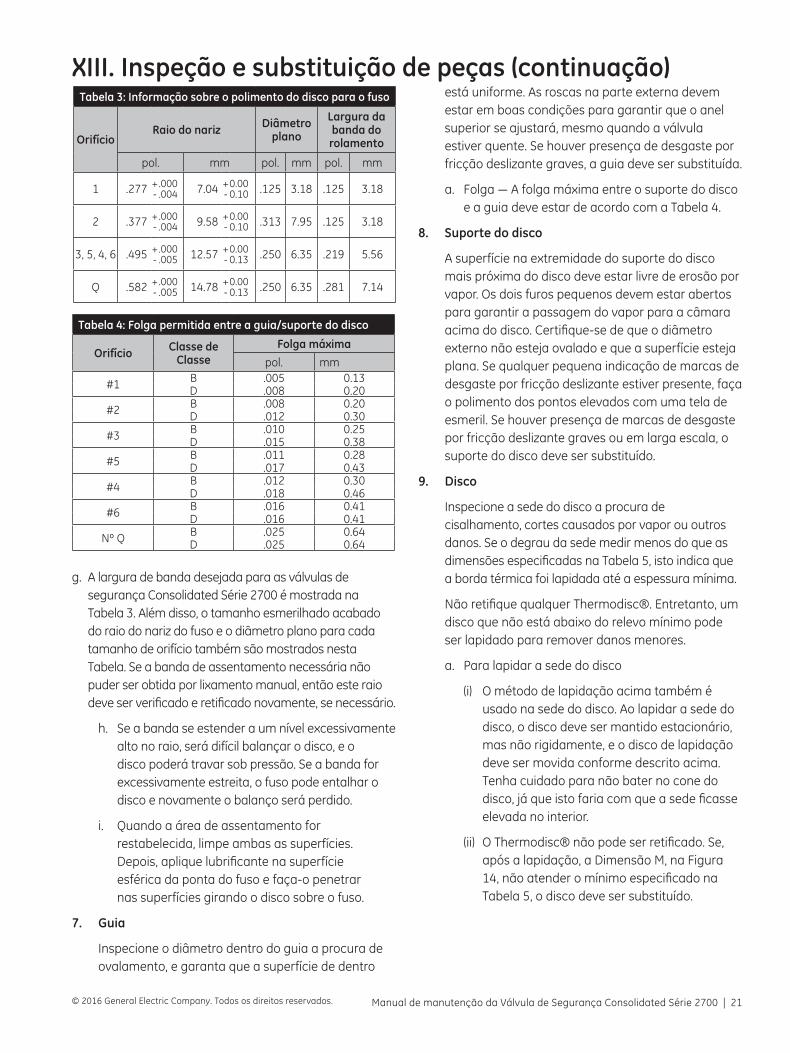
g. A largura de banda desejada para as válvulas de segurança Consolidated Série 2700 é mostrada na Tabela 3. Além disso, o tamanho esmerilhado acabado do raio do nariz do fuso e o diâmetro plano para cada tamanho de orifício também são mostrados nesta Tabela. Se a banda de assentamento necessária não puder ser obtida por lixamento manual, então este raio deve ser verificado e retificado novamente, se necessário.
h. Se a banda se estender a um nível excessivamente alto no raio, será difícil balançar o disco, e o disco poderá travar sob pressão. Se a banda for excessivamente estreita, o fuso pode entalhar o disco e novamente o balanço será perdido.
i. Quando a área de assentamento for restabelecida, limpe ambas as superfícies. Depois, aplique lubrificante na superfície esférica da ponta do fuso e faça-o penetrar nas superfícies girando o disco sobre o fuso.
7. Guia
Inspecione o diâmetro dentro do guia a procura de ovalamento, e garanta que a superfície de dentro
está uniforme. As roscas na parte externa devem estar em boas condições para garantir que o anel superior se ajustará, mesmo quando a válvula estiver quente. Se houver presença de desgaste por fricção deslizante graves, a guia deve ser substituída.
a. Folga ― A folga máxima entre o suporte do disco e a guia deve estar de acordo com a Tabela 4.
8. Suporte do disco
A superfície na extremidade do suporte do disco mais próxima do disco deve estar livre de erosão por vapor. Os dois furos pequenos devem estar abertos para garantir a passagem do vapor para a câmara acima do disco. Certifique-se de que o diâmetro externo não esteja ovalado e que a superfície esteja plana. Se qualquer pequena indicação de marcas de desgaste por fricção deslizante estiver presente, faça o polimento dos pontos elevados com uma tela de esmeril. Se houver presença de marcas de desgaste por fricção deslizante graves ou em larga escala, o suporte do disco deve ser substituído.
9. Disco
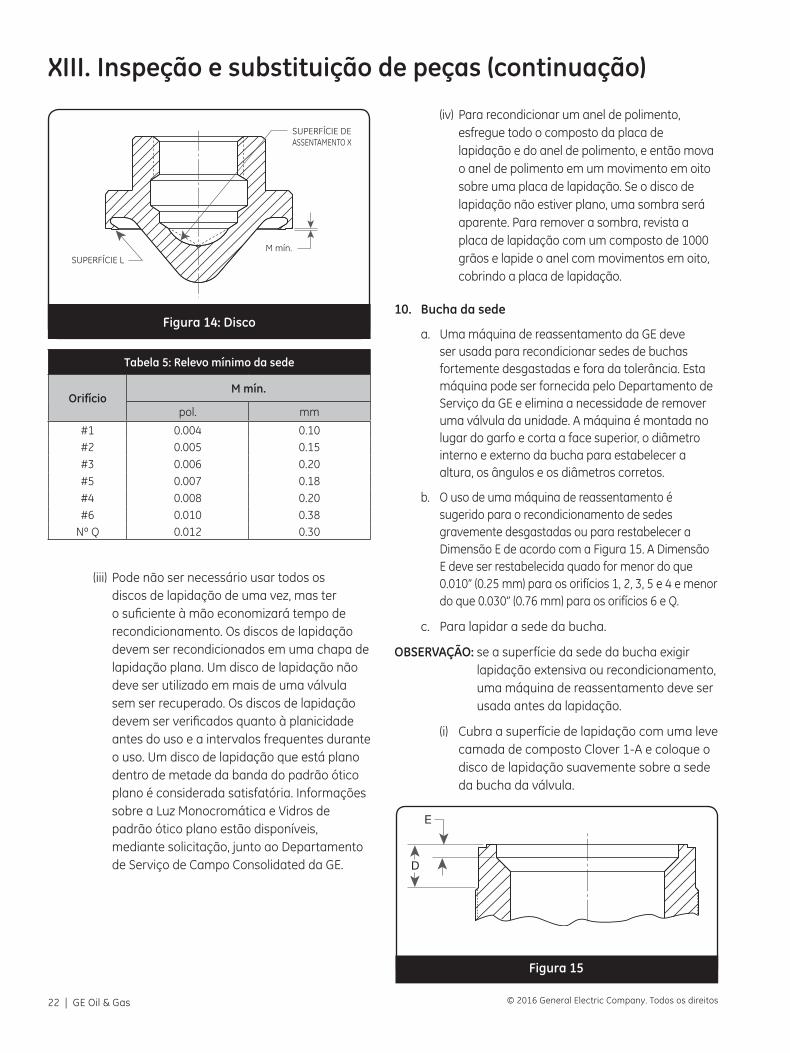
Inspecione a sede do disco a procura de cisalhamento, cortes causados por vapor ou outros danos. Se o degrau da sede medir menos do que as dimensões especificadas na Tabela 5, isto indica que a borda térmica foi lapidada até a espessura mínima.
Não retifique qualquer Thermodisc®. Entretanto, um disco que não está abaixo do relevo mínimo pode ser lapidado para remover danos menores.
a. Para lapidar a sede do disco
(i) O método de lapidação acima também é usado na sede do disco. Ao lapidar a sede do disco, o disco deve ser mantido estacionário, mas não rigidamente, e o disco de lapidação deve ser movida conforme descrito acima. Tenha cuidado para não bater no cone do disco, já que isto faria com que a sede ficasse elevada no interior.
(ii) O Thermodisc® não pode ser retificado. Se, após a lapidação, a Dimensão M, na Figura 14, não atender o mínimo especificado na Tabela 5, o disco deve ser substituído.
Tabela 3: Informação sobre o polimento do disco para o fuso
OrifícioRaio do nariz Diâmetro
plano
Largura da banda do rolamento
pol. mm pol. mm pol. mm
1 .277 +-
.000
.004 7.04 +-
0.000.10 .125 3.18 .125 3.18
2 .377 +-
.000
.004 9.58 +-
0.000.10 .313 7.95 .125 3.18
3, 5, 4, 6 .495 +-
.000
.005 12.57 +-
0.000.13 .250 6.35 .219 5.56
Q .582 +-
.000
.005 14.78 +-
0.000.13 .250 6.35 .281 7.14
Tabela 4: Folga permitida entre a guia/suporte do disco
Orifício Classe de Classe
Folga máximapol. mm
#1 B .005 0.13D .008 0.20
#2 B .008 0.20D .012 0.30
#3 B .010 0.25D .015 0.38
#5 B .011 0.28D .017 0.43
#4 B .012 0.30D .018 0.46
#6 B .016 0.41D .016 0.41
Nº Q B .025 0.64D .025 0.64
XIII. Inspeção e substituição de peças (continuação)
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2322 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
(iii) Pode não ser necessário usar todos os discos de lapidação de uma vez, mas ter o suficiente à mão economizará tempo de recondicionamento. Os discos de lapidação devem ser recondicionados em uma chapa de lapidação plana. Um disco de lapidação não deve ser utilizado em mais de uma válvula sem ser recuperado. Os discos de lapidação devem ser verificados quanto à planicidade antes do uso e a intervalos frequentes durante o uso. Um disco de lapidação que está plano dentro de metade da banda do padrão ótico plano é considerada satisfatória. Informações sobre a Luz Monocromática e Vidros de padrão ótico plano estão disponíveis, mediante solicitação, junto ao Departamento de Serviço de Campo Consolidated da GE.
(iv) Para recondicionar um anel de polimento, esfregue todo o composto da placa de lapidação e do anel de polimento, e então mova o anel de polimento em um movimento em oito sobre uma placa de lapidação. Se o disco de lapidação não estiver plano, uma sombra será aparente. Para remover a sombra, revista a placa de lapidação com um composto de 1000 grãos e lapide o anel com movimentos em oito, cobrindo a placa de lapidação.
10. Bucha da sede
a. Uma máquina de reassentamento da GE deve ser usada para recondicionar sedes de buchas fortemente desgastadas e fora da tolerância. Esta máquina pode ser fornecida pelo Departamento de Serviço da GE e elimina a necessidade de remover uma válvula da unidade. A máquina é montada no lugar do garfo e corta a face superior, o diâmetro interno e externo da bucha para estabelecer a altura, os ângulos e os diâmetros corretos.
b. O uso de uma máquina de reassentamento é sugerido para o recondicionamento de sedes gravemente desgastadas ou para restabelecer a Dimensão E de acordo com a Figura 15. A Dimensão E deve ser restabelecida quado for menor do que 0.010” (0.25 mm) para os orifícios 1, 2, 3, 5 e 4 e menor do que 0.030” (0.76 mm) para os orifícios 6 e Q.
c. Para lapidar a sede da bucha.
OBSERVAÇÃO: se a superfície da sede da bucha exigir lapidação extensiva ou recondicionamento, uma máquina de reassentamento deve ser usada antes da lapidação.
(i) Cubra a superfície de lapidação com uma leve camada de composto Clover 1-A e coloque o disco de lapidação suavemente sobre a sede da bucha da válvula.
Tabela 5: Relevo mínimo da sede
OrifícioM mín.
pol. mm#1 0.004 0.10#2 0.005 0.15#3 0.006 0.20#5 0.007 0.18#4 0.008 0.20#6 0.010 0.38
Nº Q 0.012 0.30
SUPERFÍCIE DE ASSENTAMENTO X
SUPERFÍCIE LM mín.
Figura 14: Disco
XIII. Inspeção e substituição de peças (continuação)
E
D
Figura 15
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2322 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XIII. Inspeção e substituição de peças (continuação)OBSERVAÇÃO: Uma camada grossa de composto de polimento
tende a arredondar as bordas da sede.
(ii) Lapide, usando um movimento oscilante em diversas direções enquanto segura o disco de lapidação de modo frouxo entre os dedos e permite que o peso do disco de lapidação repouse sobre a superfície da sede. Controle o movimento do disco de lapidação para impedir que a borda interna e externa do disco de lapidação atravesse a superfície da sede da bucha. Se qualquer das bordas tocar a superfície da sede, a sede pode ficar arranhada e/ou arredondada.
OBSERVAÇÃO: Deve-se tomar cuidado para não escapar da superfície de assentamento com o disco de lapidação, já que isso fará com que a sede fique irregular.
(iii) Não lapide excessivamente com um anel de polimento sem lapidar novamente em uma placa de lapidação. Use um anel de polimento novo, se for necessária lapidação adicional, para remover qualquer defeito na sede. Para fazer o acabamento na a lapidação da sede da bucha, aplique uma leve camada de composto de 1000 grãos na superfície do novo disco de lapidação e repita o movimento de lapidação descrito anteriormente.
(iv) Remova o anel de polimento e limpe a superfície de polimento com um pano limpo, livre de fiapos, deixando composto na sede da bucha. Substitua o anel de polimento na sede e lapide conforme descrito acima, mas sem adicionar composto. Repita esta operação até que a sede tenha um acabamento espelhado. Qualquer evidência de defeitos, como áreas acinzentadas ou arranhões, exigirão a repetição de todo o procedimento de lapidação até que seja obtido um acabamento espelhado.
(v) Enquanto os pontos mais finos da lapidação e do “desbaste” podem ser considerados um arte mecânica, não está além da capacidade de um mecânico comum produzir boas sedes com alguma prática. Nenhum esforço foi feito neste manual para estabelecer um procedimento exato para cobrir todos os casos, porque diferentes pessoas podem alcançar o mesmo resultado utilizando suas próprias técnicas.
(vi) As precauções e dicas a seguir serão de grande ajuda ao lapidar sedes de bocal e/ou de disco:
• Dois (2) anéis de polimento por válvula
• Composto de polimento 1A Clover por lista de ferramentas1
• Composto de polimento de 1000 grãos Kwik-Ak-por lista de ferramentas1
• Panos de algodão limpos e sem fiapos
OBSERVAÇÃO 1: Esta lista de ferramentas está localizada na Seção XV deste manual.
d. Antes de lapidar a sede do bocal e do disco, as arestas principais (diâmetro interno das sedes) de ambas devem ser levemente chanfradas como segue:
Use uma lixa de grão fino para quebrar levemente a borda interna e externa da sede do bocal e da sede do disco. A finalidade disto é remover qualquer partícula ou nervura de metal aderida às superfícies dos cantos vivos. Não exceda 0,002” (0,05 mm) de chanfro para esta finalidade.
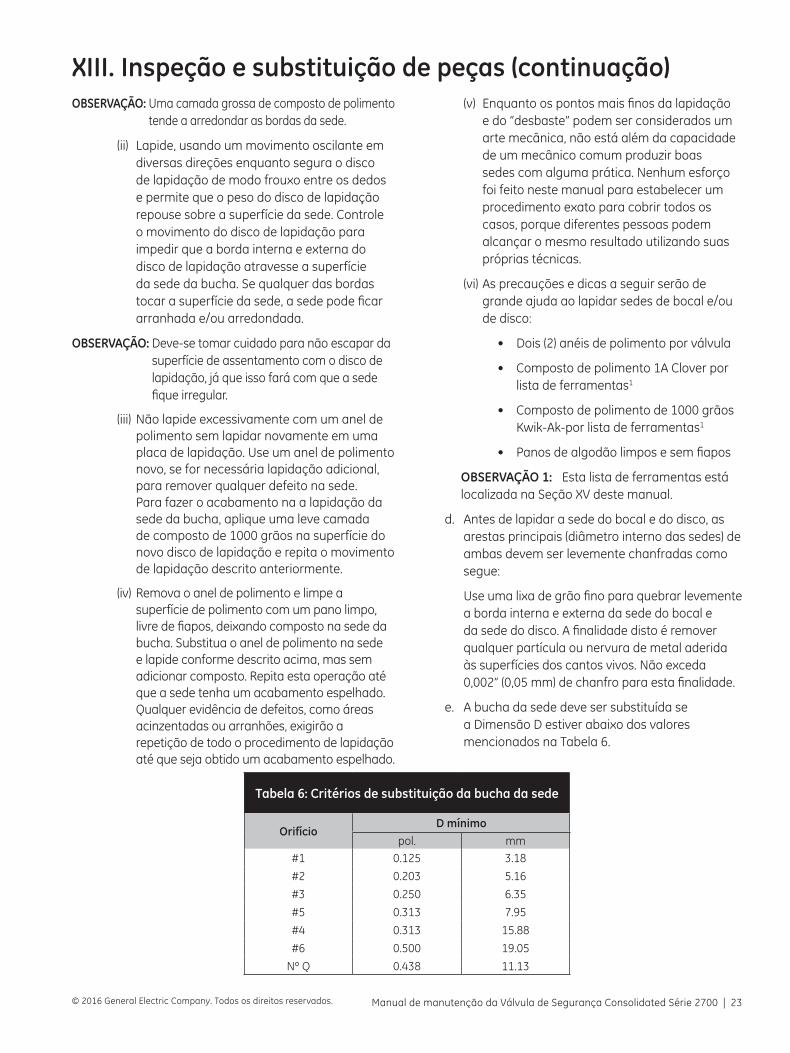
e. A bucha da sede deve ser substituída se a Dimensão D estiver abaixo dos valores mencionados na Tabela 6.
Tabela 6: Critérios de substituição da bucha da sede
OrifícioD mínimo
pol. mm#1 0.125 3.18#2 0.203 5.16#3 0.250 6.35#5 0.313 7.95#4 0.313 15.88#6 0.500 19.05
Nº Q 0.438 11.13
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2524 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
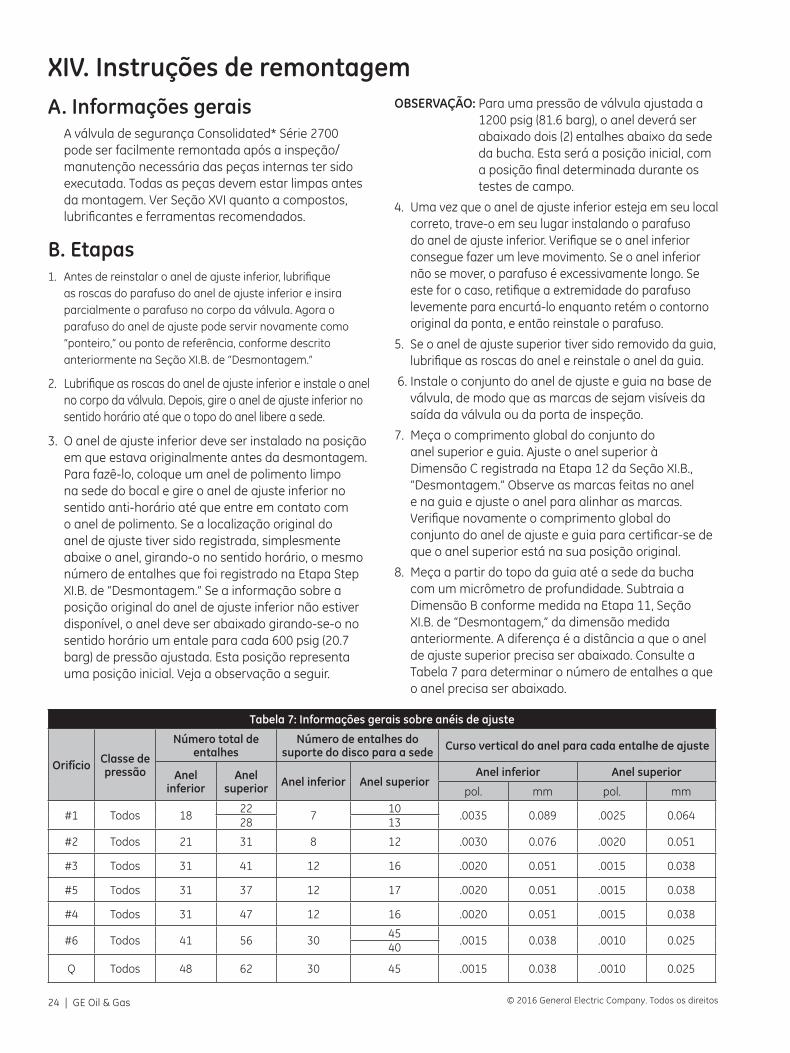
XIV. Instruções de remontagemA. Informações gerais A válvula de segurança Consolidated* Série 2700
pode ser facilmente remontada após a inspeção/manutenção necessária das peças internas ter sido executada. Todas as peças devem estar limpas antes da montagem. Ver Seção XVI quanto a compostos, lubrificantes e ferramentas recomendados.
B. Etapas1. Antes de reinstalar o anel de ajuste inferior, lubrifique
as roscas do parafuso do anel de ajuste inferior e insira parcialmente o parafuso no corpo da válvula. Agora o parafuso do anel de ajuste pode servir novamente como “ponteiro,” ou ponto de referência, conforme descrito anteriormente na Seção XI.B. de “Desmontagem.”
2. Lubrifique as roscas do anel de ajuste inferior e instale o anel no corpo da válvula. Depois, gire o anel de ajuste inferior no sentido horário até que o topo do anel libere a sede.
3. O anel de ajuste inferior deve ser instalado na posição em que estava originalmente antes da desmontagem. Para fazê-lo, coloque um anel de polimento limpo na sede do bocal e gire o anel de ajuste inferior no sentido anti-horário até que entre em contato com o anel de polimento. Se a localização original do anel de ajuste tiver sido registrada, simplesmente abaixe o anel, girando-o no sentido horário, o mesmo número de entalhes que foi registrado na Etapa Step XI.B. de “Desmontagem.” Se a informação sobre a posição original do anel de ajuste inferior não estiver disponível, o anel deve ser abaixado girando-se-o no sentido horário um entale para cada 600 psig (20.7 barg) de pressão ajustada. Esta posição representa uma posição inicial. Veja a observação a seguir.
OBSERVAÇÃO: Para uma pressão de válvula ajustada a 1200 psig (81.6 barg), o anel deverá ser abaixado dois (2) entalhes abaixo da sede da bucha. Esta será a posição inicial, com a posição final determinada durante os testes de campo.
4. Uma vez que o anel de ajuste inferior esteja em seu local correto, trave-o em seu lugar instalando o parafuso do anel de ajuste inferior. Verifique se o anel inferior consegue fazer um leve movimento. Se o anel inferior não se mover, o parafuso é excessivamente longo. Se este for o caso, retifique a extremidade do parafuso levemente para encurtá-lo enquanto retém o contorno original da ponta, e então reinstale o parafuso.
5. Se o anel de ajuste superior tiver sido removido da guia, lubrifique as roscas do anel e reinstale o anel da guia.
6. Instale o conjunto do anel de ajuste e guia na base de válvula, de modo que as marcas de sejam visíveis da saída da válvula ou da porta de inspeção.
7. Meça o comprimento global do conjunto do anel superior e guia. Ajuste o anel superior à Dimensão C registrada na Etapa 12 da Seção XI.B., “Desmontagem.” Observe as marcas feitas no anel e na guia e ajuste o anel para alinhar as marcas. Verifique novamente o comprimento global do conjunto do anel de ajuste e guia para certificar-se de que o anel superior está na sua posição original.
8. Meça a partir do topo da guia até a sede da bucha com um micrômetro de profundidade. Subtraia a Dimensão B conforme medida na Etapa 11, Seção XI.B. de “Desmontagem,” da dimensão medida anteriormente. A diferença é a distância a que o anel de ajuste superior precisa ser abaixado. Consulte a Tabela 7 para determinar o número de entalhes a que o anel precisa ser abaixado.
Tabela 7: Informações gerais sobre anéis de ajuste
Orifício Classe de pressão
Número total de entalhes
Número de entalhes do suporte do disco para a sede Curso vertical do anel para cada entalhe de ajuste
Anel inferior
Anel superior Anel inferior Anel superior
Anel inferior Anel superior
pol. mm pol. mm
#1 Todos 18 22 7 10 .0035 0.089 .0025 0.06428 13
#2 Todos 21 31 8 12 .0030 0.076 .0020 0.051
#3 Todos 31 41 12 16 .0020 0.051 .0015 0.038
#5 Todos 31 37 12 17 .0020 0.051 .0015 0.038
#4 Todos 31 47 12 16 .0020 0.051 .0015 0.038
#6 Todos 41 56 30 45 .0015 0.038 .0010 0.02540
Q Todos 48 62 30 45 .0015 0.038 .0010 0.025
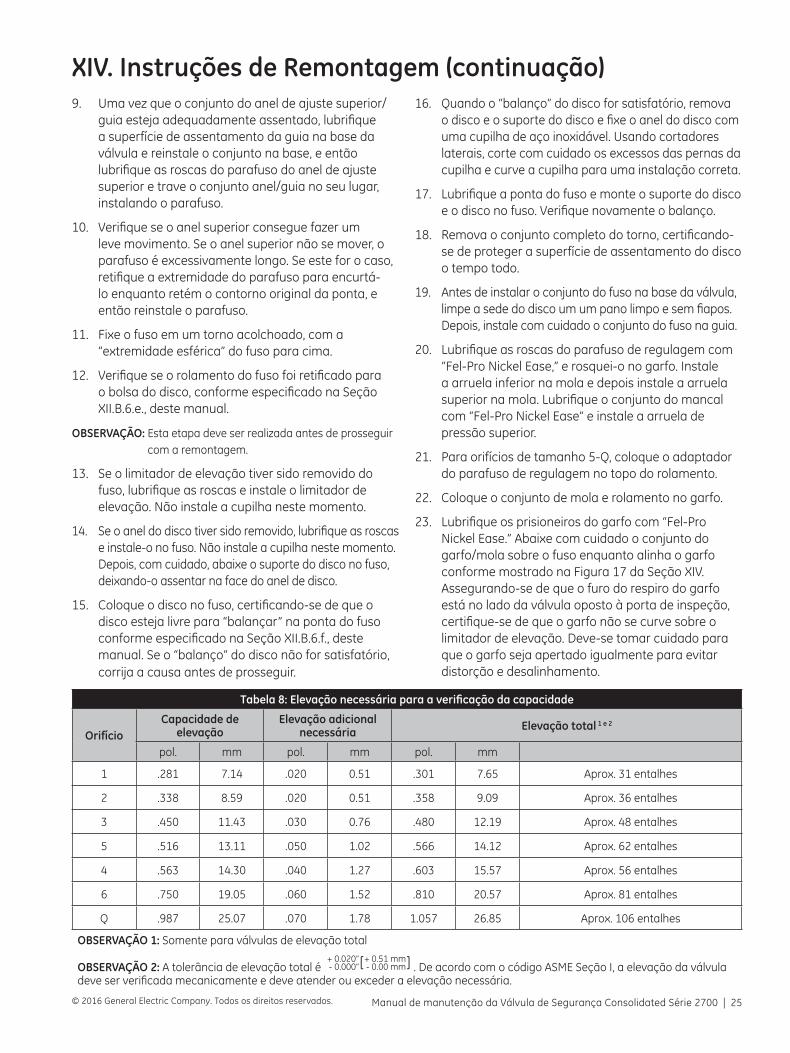
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2524 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XIV. Instruções de Remontagem (continuação)9. Uma vez que o conjunto do anel de ajuste superior/
guia esteja adequadamente assentado, lubrifique a superfície de assentamento da guia na base da válvula e reinstale o conjunto na base, e então lubrifique as roscas do parafuso do anel de ajuste superior e trave o conjunto anel/guia no seu lugar, instalando o parafuso.
10. Verifique se o anel superior consegue fazer um leve movimento. Se o anel superior não se mover, o parafuso é excessivamente longo. Se este for o caso, retifique a extremidade do parafuso para encurtá-lo enquanto retém o contorno original da ponta, e então reinstale o parafuso.
11. Fixe o fuso em um torno acolchoado, com a “extremidade esférica” do fuso para cima.
12. Verifique se o rolamento do fuso foi retificado para o bolsa do disco, conforme especificado na Seção XII.B.6.e., deste manual.
OBSERVAÇÃO: Esta etapa deve ser realizada antes de prosseguir com a remontagem.
13. Se o limitador de elevação tiver sido removido do fuso, lubrifique as roscas e instale o limitador de elevação. Não instale a cupilha neste momento.
14. Se o anel do disco tiver sido removido, lubrifique as roscas e instale-o no fuso. Não instale a cupilha neste momento. Depois, com cuidado, abaixe o suporte do disco no fuso, deixando-o assentar na face do anel de disco.
15. Coloque o disco no fuso, certificando-se de que o disco esteja livre para “balançar” na ponta do fuso conforme especificado na Seção XII.B.6.f., deste manual. Se o “balanço” do disco não for satisfatório, corrija a causa antes de prosseguir.
16. Quando o “balanço” do disco for satisfatório, remova o disco e o suporte do disco e fixe o anel do disco com uma cupilha de aço inoxidável. Usando cortadores laterais, corte com cuidado os excessos das pernas da cupilha e curve a cupilha para uma instalação correta.
17. Lubrifique a ponta do fuso e monte o suporte do disco e o disco no fuso. Verifique novamente o balanço.
18. Remova o conjunto completo do torno, certificando-se de proteger a superfície de assentamento do disco o tempo todo.
19. Antes de instalar o conjunto do fuso na base da válvula, limpe a sede do disco um um pano limpo e sem fiapos. Depois, instale com cuidado o conjunto do fuso na guia.
20. Lubrifique as roscas do parafuso de regulagem com “Fel-Pro Nickel Ease,” e rosquei-o no garfo. Instale a arruela inferior na mola e depois instale a arruela superior na mola. Lubrifique o conjunto do mancal com “Fel-Pro Nickel Ease” e instale a arruela de pressão superior.
21. Para orifícios de tamanho 5-Q, coloque o adaptador do parafuso de regulagem no topo do rolamento.
22. Coloque o conjunto de mola e rolamento no garfo.
23. Lubrifique os prisioneiros do garfo com “Fel-Pro Nickel Ease.” Abaixe com cuidado o conjunto do garfo/mola sobre o fuso enquanto alinha o garfo conforme mostrado na Figura 17 da Seção XIV. Assegurando-se de que o furo do respiro do garfo está no lado da válvula oposto à porta de inspeção, certifique-se de que o garfo não se curve sobre o limitador de elevação. Deve-se tomar cuidado para que o garfo seja apertado igualmente para evitar distorção e desalinhamento.
Tabela 8: Elevação necessária para a verificação da capacidade
OrifícioCapacidade de
elevaçãoElevação adicional
necessária Elevação total 1 e 2
pol. mm pol. mm pol. mm
1 .281 7.14 .020 0.51 .301 7.65 Aprox. 31 entalhes
2 .338 8.59 .020 0.51 .358 9.09 Aprox. 36 entalhes
3 .450 11.43 .030 0.76 .480 12.19 Aprox. 48 entalhes
5 .516 13.11 .050 1.02 .566 14.12 Aprox. 62 entalhes
4 .563 14.30 .040 1.27 .603 15.57 Aprox. 56 entalhes
6 .750 19.05 .060 1.52 .810 20.57 Aprox. 81 entalhes
Q .987 25.07 .070 1.78 1.057 26.85 Aprox. 106 entalhes
OBSERVAÇÃO 1: Somente para válvulas de elevação total
OBSERVAÇÃO 2: A tolerância de elevação total é + 0.020” + 0.51 mm- 0.000” - 0.00 mm[ ] . De acordo com o código ASME Seção I, a elevação da válvula
deve ser verificada mecanicamente e deve atender ou exceder a elevação necessária.
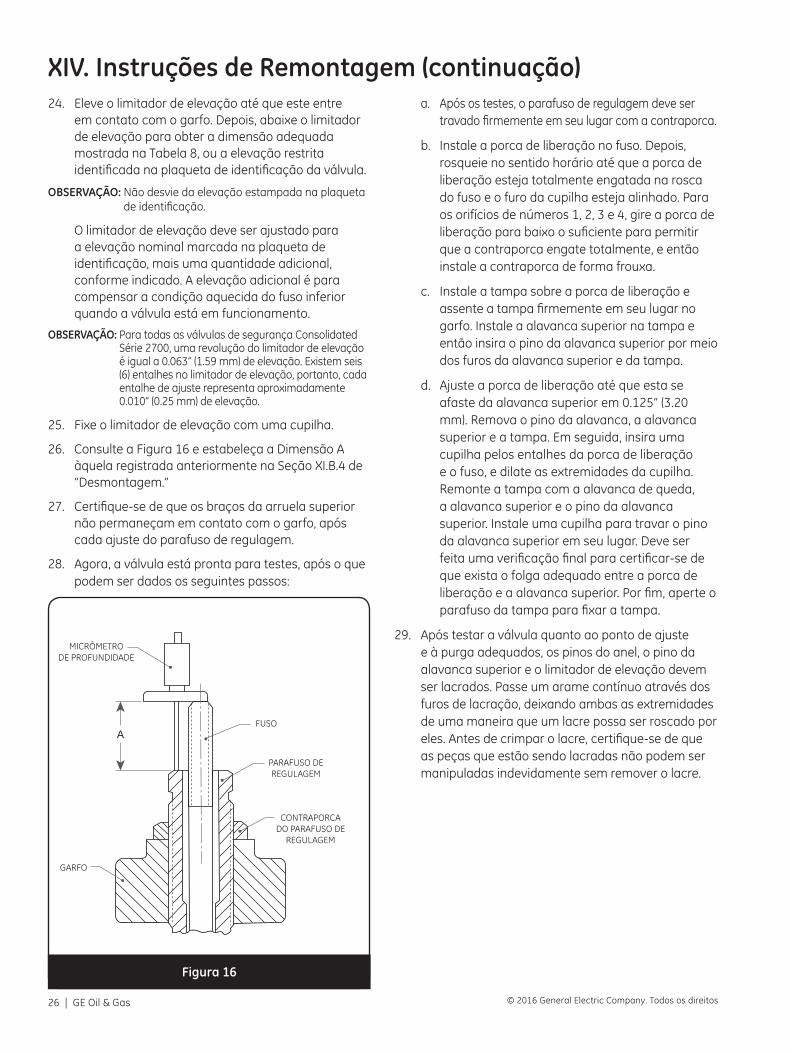
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2726 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
24. Eleve o limitador de elevação até que este entre em contato com o garfo. Depois, abaixe o limitador de elevação para obter a dimensão adequada mostrada na Tabela 8, ou a elevação restrita identificada na plaqueta de identificação da válvula.
OBSERVAÇÃO: Não desvie da elevação estampada na plaqueta de identificação.
O limitador de elevação deve ser ajustado para a elevação nominal marcada na plaqueta de identificação, mais uma quantidade adicional, conforme indicado. A elevação adicional é para compensar a condição aquecida do fuso inferior quando a válvula está em funcionamento.
OBSERVAÇÃO: Para todas as válvulas de segurança Consolidated Série 2700, uma revolução do limitador de elevação é igual a 0.063” (1.59 mm) de elevação. Existem seis (6) entalhes no limitador de elevação, portanto, cada entalhe de ajuste representa aproximadamente 0.010” (0.25 mm) de elevação.
25. Fixe o limitador de elevação com uma cupilha.
26. Consulte a Figura 16 e estabeleça a Dimensão A àquela registrada anteriormente na Seção XI.B.4 de “Desmontagem.”
27. Certifique-se de que os braços da arruela superior não permaneçam em contato com o garfo, após cada ajuste do parafuso de regulagem.
28. Agora, a válvula está pronta para testes, após o que podem ser dados os seguintes passos:
a. Após os testes, o parafuso de regulagem deve ser travado firmemente em seu lugar com a contraporca.
b. Instale a porca de liberação no fuso. Depois, rosqueie no sentido horário até que a porca de liberação esteja totalmente engatada na rosca do fuso e o furo da cupilha esteja alinhado. Para os orifícios de números 1, 2, 3 e 4, gire a porca de liberação para baixo o suficiente para permitir que a contraporca engate totalmente, e então instale a contraporca de forma frouxa.
c. Instale a tampa sobre a porca de liberação e assente a tampa firmemente em seu lugar no garfo. Instale a alavanca superior na tampa e então insira o pino da alavanca superior por meio dos furos da alavanca superior e da tampa.
d. Ajuste a porca de liberação até que esta se afaste da alavanca superior em 0.125” (3.20 mm). Remova o pino da alavanca, a alavanca superior e a tampa. Em seguida, insira uma cupilha pelos entalhes da porca de liberação e o fuso, e dilate as extremidades da cupilha. Remonte a tampa com a alavanca de queda, a alavanca superior e o pino da alavanca superior. Instale uma cupilha para travar o pino da alavanca superior em seu lugar. Deve ser feita uma verificação final para certificar-se de que exista o folga adequado entre a porca de liberação e a alavanca superior. Por fim, aperte o parafuso da tampa para fixar a tampa.
29. Após testar a válvula quanto ao ponto de ajuste e à purga adequados, os pinos do anel, o pino da alavanca superior e o limitador de elevação devem ser lacrados. Passe um arame contínuo através dos furos de lacração, deixando ambas as extremidades de uma maneira que um lacre possa ser roscado por eles. Antes de crimpar o lacre, certifique-se de que as peças que estão sendo lacradas não podem ser manipuladas indevidamente sem remover o lacre.
DEPTHMICROMETER
YOKE
SPINDLE
COMPRESSIONSCREW
COMPRESSIONSCREW LOCKNUT
MICRÔMETRODE PROFUNDIDADE
A
GARFO
FUSO
PARAFUSO DEREGULAGEM
CONTRAPORCADO PARAFUSO DE
REGULAGEM
Figura 16
XIV. Instruções de Remontagem (continuação)
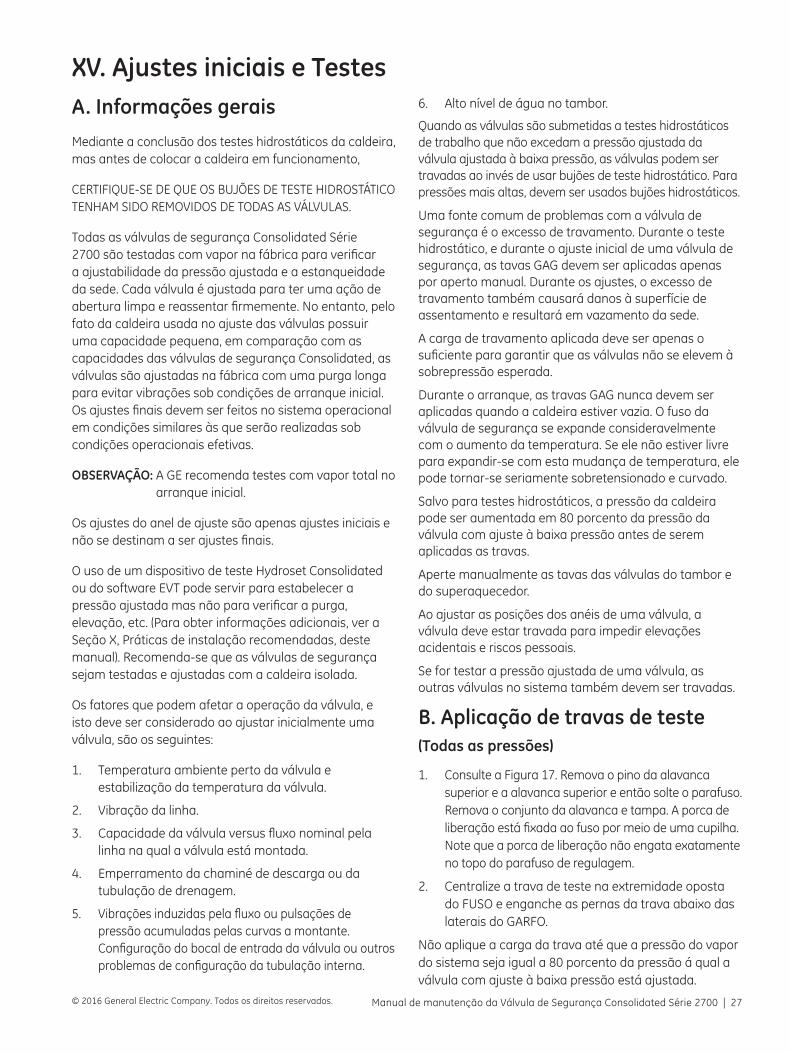
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2726 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
A. Informações geraisMediante a conclusão dos testes hidrostáticos da caldeira, mas antes de colocar a caldeira em funcionamento,
CERTIFIQUE-SE DE QUE OS BUJÕES DE TESTE HIDROSTÁTICO TENHAM SIDO REMOVIDOS DE TODAS AS VÁLVULAS.
Todas as válvulas de segurança Consolidated Série 2700 são testadas com vapor na fábrica para verificar a ajustabilidade da pressão ajustada e a estanqueidade da sede. Cada válvula é ajustada para ter uma ação de abertura limpa e reassentar firmemente. No entanto, pelo fato da caldeira usada no ajuste das válvulas possuir uma capacidade pequena, em comparação com as capacidades das válvulas de segurança Consolidated, as válvulas são ajustadas na fábrica com uma purga longa para evitar vibrações sob condições de arranque inicial. Os ajustes finais devem ser feitos no sistema operacional em condições similares às que serão realizadas sob condições operacionais efetivas.
OBSERVAÇÃO: A GE recomenda testes com vapor total no arranque inicial.
Os ajustes do anel de ajuste são apenas ajustes iniciais e não se destinam a ser ajustes finais.
O uso de um dispositivo de teste Hydroset Consolidated ou do software EVT pode servir para estabelecer a pressão ajustada mas não para verificar a purga, elevação, etc. (Para obter informações adicionais, ver a Seção X, Práticas de instalação recomendadas, deste manual). Recomenda-se que as válvulas de segurança sejam testadas e ajustadas com a caldeira isolada.
Os fatores que podem afetar a operação da válvula, e isto deve ser considerado ao ajustar inicialmente uma válvula, são os seguintes:
1. Temperatura ambiente perto da válvula e estabilização da temperatura da válvula.
2. Vibração da linha.
3. Capacidade da válvula versus fluxo nominal pela linha na qual a válvula está montada.
4. Emperramento da chaminé de descarga ou da tubulação de drenagem.
5. Vibrações induzidas pela fluxo ou pulsações de pressão acumuladas pelas curvas a montante. Configuração do bocal de entrada da válvula ou outros problemas de configuração da tubulação interna.
6. Alto nível de água no tambor.
Quando as válvulas são submetidas a testes hidrostáticos de trabalho que não excedam a pressão ajustada da válvula ajustada à baixa pressão, as válvulas podem ser travadas ao invés de usar bujões de teste hidrostático. Para pressões mais altas, devem ser usados bujões hidrostáticos.
Uma fonte comum de problemas com a válvula de segurança é o excesso de travamento. Durante o teste hidrostático, e durante o ajuste inicial de uma válvula de segurança, as tavas GAG devem ser aplicadas apenas por aperto manual. Durante os ajustes, o excesso de travamento também causará danos à superfície de assentamento e resultará em vazamento da sede.
A carga de travamento aplicada deve ser apenas o suficiente para garantir que as válvulas não se elevem à sobrepressão esperada.
Durante o arranque, as travas GAG nunca devem ser aplicadas quando a caldeira estiver vazia. O fuso da válvula de segurança se expande consideravelmente com o aumento da temperatura. Se ele não estiver livre para expandir-se com esta mudança de temperatura, ele pode tornar-se seriamente sobretensionado e curvado.
Salvo para testes hidrostáticos, a pressão da caldeira pode ser aumentada em 80 porcento da pressão da válvula com ajuste à baixa pressão antes de serem aplicadas as travas.
Aperte manualmente as tavas das válvulas do tambor e do superaquecedor.
Ao ajustar as posições dos anéis de uma válvula, a válvula deve estar travada para impedir elevações acidentais e riscos pessoais.
Se for testar a pressão ajustada de uma válvula, as outras válvulas no sistema também devem ser travadas.
B. Aplicação de travas de teste (Todas as pressões)
1. Consulte a Figura 17. Remova o pino da alavanca superior e a alavanca superior e então solte o parafuso. Remova o conjunto da alavanca e tampa. A porca de liberação está fixada ao fuso por meio de uma cupilha. Note que a porca de liberação não engata exatamente no topo do parafuso de regulagem.
2. Centralize a trava de teste na extremidade oposta do FUSO e enganche as pernas da trava abaixo das laterais do GARFO.
Não aplique a carga da trava até que a pressão do vapor do sistema seja igual a 80 porcento da pressão á qual a válvula com ajuste à baixa pressão está ajustada.
XV. Ajustes iniciais e Testes
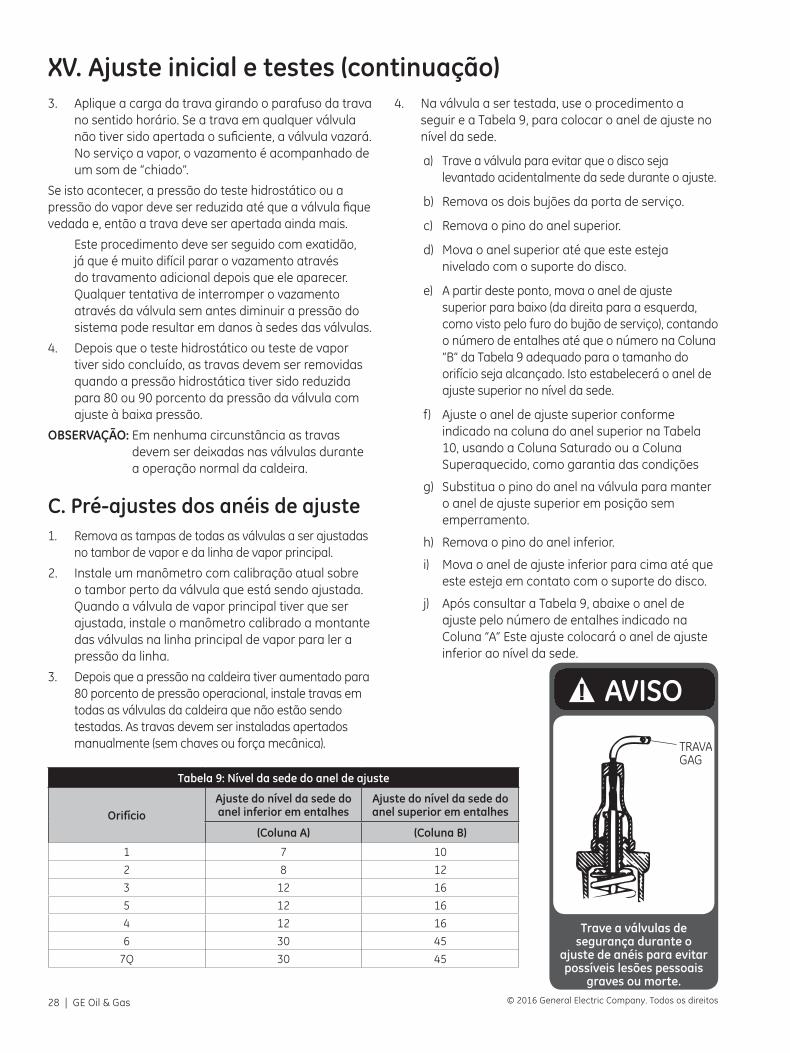
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2928 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
3. Aplique a carga da trava girando o parafuso da trava no sentido horário. Se a trava em qualquer válvula não tiver sido apertada o suficiente, a válvula vazará. No serviço a vapor, o vazamento é acompanhado de um som de “chiado”.
Se isto acontecer, a pressão do teste hidrostático ou a pressão do vapor deve ser reduzida até que a válvula fique vedada e, então a trava deve ser apertada ainda mais. Este procedimento deve ser seguido com exatidão,
já que é muito difícil parar o vazamento através do travamento adicional depois que ele aparecer. Qualquer tentativa de interromper o vazamento através da válvula sem antes diminuir a pressão do sistema pode resultar em danos à sedes das válvulas.
4. Depois que o teste hidrostático ou teste de vapor tiver sido concluído, as travas devem ser removidas quando a pressão hidrostática tiver sido reduzida para 80 ou 90 porcento da pressão da válvula com ajuste à baixa pressão.
OBSERVAÇÃO: Em nenhuma circunstância as travas devem ser deixadas nas válvulas durante a operação normal da caldeira.
C. Pré-ajustes dos anéis de ajuste1. Remova as tampas de todas as válvulas a ser ajustadas
no tambor de vapor e da linha de vapor principal.2. Instale um manômetro com calibração atual sobre
o tambor perto da válvula que está sendo ajustada. Quando a válvula de vapor principal tiver que ser ajustada, instale o manômetro calibrado a montante das válvulas na linha principal de vapor para ler a pressão da linha.
3. Depois que a pressão na caldeira tiver aumentado para 80 porcento de pressão operacional, instale travas em todas as válvulas da caldeira que não estão sendo testadas. As travas devem ser instaladas apertados manualmente (sem chaves ou força mecânica).
4. Na válvula a ser testada, use o procedimento a seguir e a Tabela 9, para colocar o anel de ajuste no nível da sede.
a) Trave a válvula para evitar que o disco seja levantado acidentalmente da sede durante o ajuste.
b) Remova os dois bujões da porta de serviço.
c) Remova o pino do anel superior.
d) Mova o anel superior até que este esteja nivelado com o suporte do disco.
e) A partir deste ponto, mova o anel de ajuste superior para baixo (da direita para a esquerda, como visto pelo furo do bujão de serviço), contando o número de entalhes até que o número na Coluna “B” da Tabela 9 adequado para o tamanho do orifício seja alcançado. Isto estabelecerá o anel de ajuste superior no nível da sede.
f) Ajuste o anel de ajuste superior conforme indicado na coluna do anel superior na Tabela 10, usando a Coluna Saturado ou a Coluna Superaquecido, como garantia das condições
g) Substitua o pino do anel na válvula para manter o anel de ajuste superior em posição sem emperramento.
h) Remova o pino do anel inferior.
i) Mova o anel de ajuste inferior para cima até que este esteja em contato com o suporte do disco.
j) Após consultar a Tabela 9, abaixe o anel de ajuste pelo número de entalhes indicado na Coluna “A” Este ajuste colocará o anel de ajuste inferior ao nível da sede.
XV. Ajuste inicial e testes (continuação)
Tabela 9: Nível da sede do anel de ajuste
OrifícioAjuste do nível da sede do anel inferior em entalhes
Ajuste do nível da sede do anel superior em entalhes
(Coluna A) (Coluna B)
1 7 102 8 123 12 165 12 164 12 166 30 45
7Q 30 45
Trave a válvulas de segurança durante o
ajuste de anéis para evitar possíveis lesões pessoais
graves ou morte.
TRAVA GAG
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 2928 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XV. Ajuste inicial e testes (continuação)k) Uma vez que o anel de ajuste inferior esteja a
nível da sede, ele pode ser pré-ajustado para a posição do teste inicial movendo-se o anel de ajuste para baixo um entalhe para cada 600 psi (41.37 bar) ou parte disso. (Exemplo: 1.000 psi (68.95 bar) Pressão de ajuste = 2 entalhes).
l) Substitua o parafuso do anel de ajuste na válvula para manter o anel de ajuste em posição sem emperramento.
5. Wire the adjusting ring pins together to prevent them from loosening and vibrating out under pressure.
6. Substitua os bujões da porta de serviço.
7. Remova a trava da válvula a ser testada e reinstale o conjunto da tampa e alavanca na válvula.
8. Agora a válvula está pronta para teste com vapor.
D. Instruções de teste com vapor1. Fixe um cabo na alavanca de elevação na válvula a
ser testada.
2. Aumente a pressão da caldeira a uma taxa que não exceda 2 psi (0.14 barg) por segundo. Observe e registre a pressão indicada no manômetro quando a válvula se abrir. Depois que a válvula se abrir, reduza o fogo na caldeira e abaixe a pressão até que a válvula se feche, anote e registre a pressão quando a válvula se fechar. Se, ao elevar a temperatura da caldeira, a válvula não se abrir dentro de 3 porcento de sobrepressão (para válvula ASME Seção I), ou 10 porcento de sobrepressão (para válvulas ASME Seção VIII), reduza o fogo na caldeira e puxe o cabo para abrir a válvula.
3. Determine se o ponto de abertura da válvula e dos pontos de reassentamento estão em conformidade com os requisitos da ASME para a operação da válvula conforme registrado na Tabela 10. (Consulte o Código ASME para Caldeiras e Pressão, Seção I, ou as Normas de Operação de Válvulas, Seção VIII para mais detalhes). Para determinar que norma usar, olhe na plaqueta de identificação na válvula. O símbolo que está presente na plaqueta de identificação indicará a norma de operação adequada. (Ver Tabela 11).
4. Se a operação da válvula estiver em conformidade com a norma, prossiga para a etapa 7.
5. Se a válvula não estiver em conformidade, reduza a pressão da caldeira para aproximadamente 85 porcento da pressão de ajuste da válvula. TRAVE a válvula de segurança que está sendo ajustada.
a) Se a pressão de ajuste estiver fora do exigido, gire o parafuso de regulagem um sexto de uma volta (no sentido horário para aumentar a pressão de ajuste, e, no sentido anti-horário para diminuir a pressão de ajuste). Teste novamente e note a mudança na pressão de ajuste para um sexto de volta, e então calcule o número de voltas necessários para trazer a pressão de ajuste para a pressão desejada. Ajuste conforme necessário.
b) Se a purga for excessiva, levante o anel de ajuste superior (de cinco a 10 entalhes). Se a purga for insuficiente, abaixe o anel de ajuste superior (de cinco a 10 entalhes). Teste novamente, como na etapa 2 e, se a purga não estiver dentro da especificação, repita a etapa 5.
6. Remova a trava e repita a Etapa 2, aumentando a pressão até que a válvula se abra, e então prossiga com as etapas seguintes até que a válvula em questão esteja em conformidade com a norma apropriada.
7. Depois que uma abertura tiver sido determinada como em conformidade, teste a válvula mais duas vezes quanto à consistência da pressão de ajuste e da purga. Permita um intervalo mínimo de 10 minutos entre as aberturas. Se a operação continuar em conformidade com a norma, reduza a pressão da caldeira para aproximadamente 85 porcento da pressão de ajuste e lacre a tampa da válvula e os pinos do anel de ajuste.
8. Prossiga para a próxima válvula a ser testada.
9. Quando todas as válvulas tiverem sido testadas e lacradas, coloque a caldeira de volta à temperatura normal. (Ver Tabela 12).
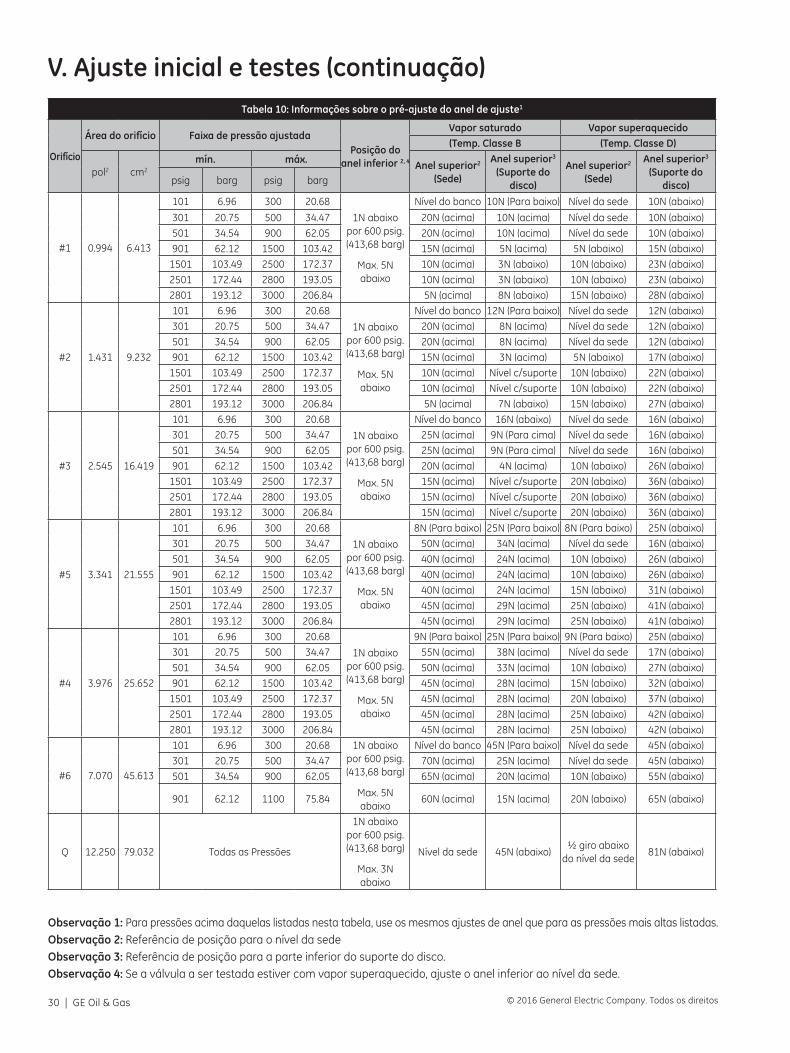
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3130 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
Tabela 10: Informações sobre o pré-ajuste do anel de ajuste1
Orifício
Área do orifício Faixa de pressão ajustadaPosição do
anel inferior 2, 4
Vapor saturado Vapor superaquecido(Temp. Classe B (Temp. Classe D)
pol2 cm2mín. máx. Anel superior2
(Sede)
Anel superior3
(Suporte do disco)
Anel superior2
(Sede)
Anel superior3
(Suporte do disco)psig barg psig barg
#1 0.994 6.413
101 6.96 300 20.681N abaixo
por 600 psig. (413,68 barg)
Max. 5N abaixo
Nível do banco 10N (Para baixo) Nível da sede 10N (abaixo)301 20.75 500 34.47 20N (acima) 10N (acima) Nível da sede 10N (abaixo)501 34.54 900 62.05 20N (acima) 10N (acima) Nível da sede 10N (abaixo)901 62.12 1500 103.42 15N (acima) 5N (acima) 5N (abaixo) 15N (abaixo)
1501 103.49 2500 172.37 10N (acima) 3N (abaixo) 10N (abaixo) 23N (abaixo)2501 172.44 2800 193.05 10N (acima) 3N (abaixo) 10N (abaixo) 23N (abaixo)2801 193.12 3000 206.84 5N (acima) 8N (abaixo) 15N (abaixo) 28N (abaixo)
#2 1.431 9.232
101 6.96 300 20.681N abaixo
por 600 psig. (413,68 barg)
Max. 5N abaixo
Nível do banco 12N (Para baixo) Nível da sede 12N (abaixo)301 20.75 500 34.47 20N (acima) 8N (acima) Nível da sede 12N (abaixo)501 34.54 900 62.05 20N (acima) 8N (acima) Nível da sede 12N (abaixo)901 62.12 1500 103.42 15N (acima) 3N (acima) 5N (abaixo) 17N (abaixo)
1501 103.49 2500 172.37 10N (acima) Nível c/suporte 10N (abaixo) 22N (abaixo)2501 172.44 2800 193.05 10N (acima) Nível c/suporte 10N (abaixo) 22N (abaixo)2801 193.12 3000 206.84 5N (acima) 7N (abaixo) 15N (abaixo) 27N (abaixo)
#3 2.545 16.419
101 6.96 300 20.681N abaixo
por 600 psig. (413,68 barg)
Max. 5N abaixo
Nível do banco 16N (abaixo) Nível da sede 16N (abaixo)301 20.75 500 34.47 25N (acima) 9N (Para cima) Nível da sede 16N (abaixo)501 34.54 900 62.05 25N (acima) 9N (Para cima) Nível da sede 16N (abaixo)901 62.12 1500 103.42 20N (acima) 4N (acima) 10N (abaixo) 26N (abaixo)
1501 103.49 2500 172.37 15N (acima) Nível c/suporte 20N (abaixo) 36N (abaixo)2501 172.44 2800 193.05 15N (acima) Nível c/suporte 20N (abaixo) 36N (abaixo)2801 193.12 3000 206.84 15N (acima) Nível c/suporte 20N (abaixo) 36N (abaixo)
#5 3.341 21.555
101 6.96 300 20.681N abaixo
por 600 psig. (413,68 barg)
Max. 5N abaixo
8N (Para baixo) 25N (Para baixo) 8N (Para baixo) 25N (abaixo)301 20.75 500 34.47 50N (acima) 34N (acima) Nível da sede 16N (abaixo)501 34.54 900 62.05 40N (acima) 24N (acima) 10N (abaixo) 26N (abaixo)901 62.12 1500 103.42 40N (acima) 24N (acima) 10N (abaixo) 26N (abaixo)
1501 103.49 2500 172.37 40N (acima) 24N (acima) 15N (abaixo) 31N (abaixo)2501 172.44 2800 193.05 45N (acima) 29N (acima) 25N (abaixo) 41N (abaixo)2801 193.12 3000 206.84 45N (acima) 29N (acima) 25N (abaixo) 41N (abaixo)
#4 3.976 25.652
101 6.96 300 20.681N abaixo
por 600 psig. (413,68 barg)
Max. 5N abaixo
9N (Para baixo) 25N (Para baixo) 9N (Para baixo) 25N (abaixo)301 20.75 500 34.47 55N (acima) 38N (acima) Nível da sede 17N (abaixo)501 34.54 900 62.05 50N (acima) 33N (acima) 10N (abaixo) 27N (abaixo)901 62.12 1500 103.42 45N (acima) 28N (acima) 15N (abaixo) 32N (abaixo)
1501 103.49 2500 172.37 45N (acima) 28N (acima) 20N (abaixo) 37N (abaixo)2501 172.44 2800 193.05 45N (acima) 28N (acima) 25N (abaixo) 42N (abaixo)2801 193.12 3000 206.84 45N (acima) 28N (acima) 25N (abaixo) 42N (abaixo)
#6 7.070 45.613
101 6.96 300 20.68 1N abaixo por 600 psig. (413,68 barg)
Max. 5N abaixo
Nível do banco 45N (Para baixo) Nível da sede 45N (abaixo)301 20.75 500 34.47 70N (acima) 25N (acima) Nível da sede 45N (abaixo)501 34.54 900 62.05 65N (acima) 20N (acima) 10N (abaixo) 55N (abaixo)
901 62.12 1100 75.84 60N (acima) 15N (acima) 20N (abaixo) 65N (abaixo)
Q 12.250 79.032 Todas as Pressões
1N abaixo por 600 psig. (413,68 barg)
Max. 3N abaixo
Nível da sede 45N (abaixo)½ giro abaixo
do nível da sede81N (abaixo)
Observação 1: Para pressões acima daquelas listadas nesta tabela, use os mesmos ajustes de anel que para as pressões mais altas listadas.Observação 2: Referência de posição para o nível da sedeObservação 3: Referência de posição para a parte inferior do suporte do disco.Observação 4: Se a válvula a ser testada estiver com vapor superaquecido, ajuste o anel inferior ao nível da sede.
V. Ajuste inicial e testes (continuação)
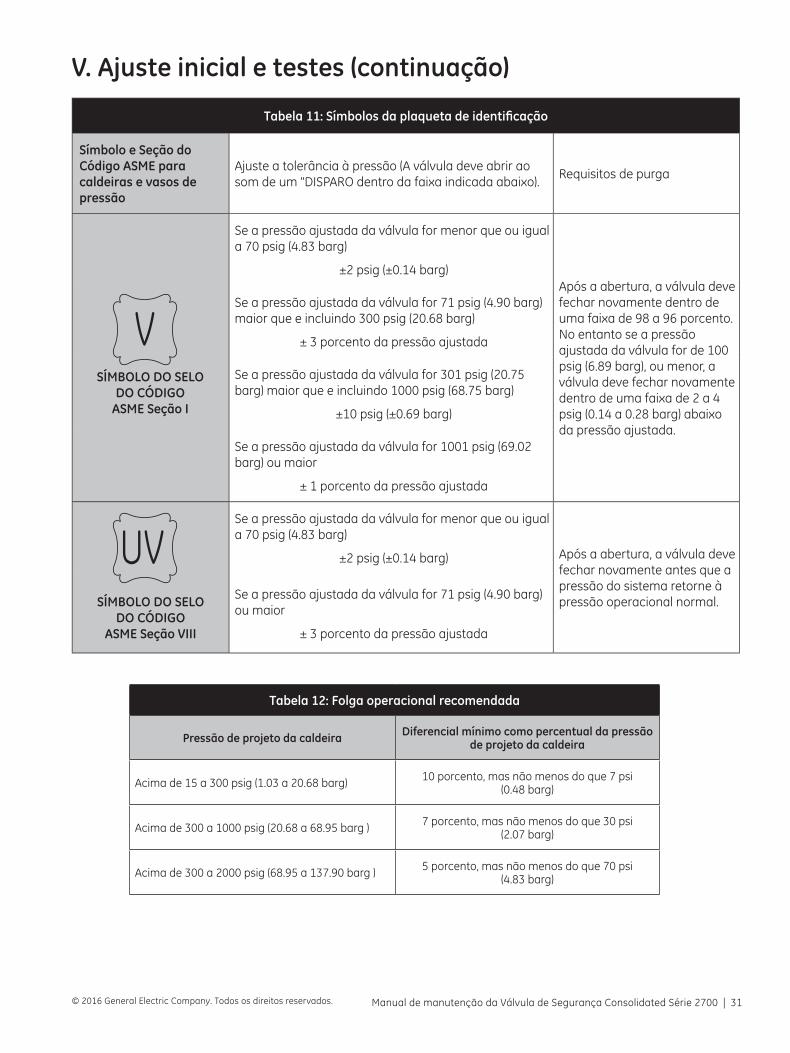
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3130 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
Tabela 11: Símbolos da plaqueta de identificação
Símbolo e Seção do Código ASME para caldeiras e vasos de pressão
Ajuste a tolerância à pressão (A válvula deve abrir ao som de um "DISPARO dentro da faixa indicada abaixo). Requisitos de purga
Se a pressão ajustada da válvula for menor que ou igual a 70 psig (4.83 barg)
±2 psig (±0.14 barg)Após a abertura, a válvula deve fechar novamente dentro de uma faixa de 98 a 96 porcento. No entanto se a pressão ajustada da válvula for de 100 psig (6.89 barg), ou menor, a válvula deve fechar novamente dentro de uma faixa de 2 a 4 psig (0.14 a 0.28 barg) abaixo da pressão ajustada.
Se a pressão ajustada da válvula for 71 psig (4.90 barg) maior que e incluindo 300 psig (20.68 barg)
± 3 porcento da pressão ajustada
Se a pressão ajustada da válvula for 301 psig (20.75 barg) maior que e incluindo 1000 psig (68.75 barg)
±10 psig (±0.69 barg)
Se a pressão ajustada da válvula for 1001 psig (69.02 barg) ou maior
± 1 porcento da pressão ajustada
SÍMBOLO DO SELO DO CÓDIGO
ASME Seção VIII
Se a pressão ajustada da válvula for menor que ou igual a 70 psig (4.83 barg)
±2 psig (±0.14 barg) Após a abertura, a válvula deve fechar novamente antes que a pressão do sistema retorne à pressão operacional normal.Se a pressão ajustada da válvula for 71 psig (4.90 barg)
ou maior
± 3 porcento da pressão ajustada
UV
Tabela 12: Folga operacional recomendada
Pressão de projeto da caldeira Diferencial mínimo como percentual da pressão de projeto da caldeira
Acima de 15 a 300 psig (1.03 a 20.68 barg) 10 porcento, mas não menos do que 7 psi (0.48 barg)
Acima de 300 a 1000 psig (20.68 a 68.95 barg ) 7 porcento, mas não menos do que 30 psi (2.07 barg)
Acima de 300 a 2000 psig (68.95 a 137.90 barg ) 5 porcento, mas não menos do que 70 psi (4.83 barg)
V. Ajuste inicial e testes (continuação)
VSÍMBOLO DO SELO
DO CÓDIGO ASME Seção I
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3332 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
E. Dispositivo Consolidated Hydroset*/Software EVT*Testes periódicos podem ser necessários para a verificação da pressão ajustada da válvula. Tanto o Dispositivo de teste Hydroset Consolidated quanto o Software EVT oferecem essa capacidade, no entanto, a pressão de ajuste é o único fator que pode ser verificado. As válvulas devem ser ajustadas inicialmente usando a pressão total do sistema (conforme descrito nas Seções XIV.A. a XIV.C. deste manual). O Dispositivo de teste Hydroset Consolidated ou o Software EVT são usados para verificações subsequentes da pressão de ajuste.
O ajuste das válvulas de segurança pelo método recomendado de elevação de válvulas sob pressão de vapor apresenta uma série de problemas. Em caldeiras de alta pressão convencionais, os tubos do superaquecedor podem ser danificados se a turbina não estiver funcionando. Além disso, os custos com a disponibilização de água, de combustível e do pessoal envolvido é considerável.
Embora esses problemas não possam ser completamente eliminados, eles podem ser reduzidos usando-se um dispositivo hidráulico ou eletrônico que permita que a pressão de ajuste seja verificada enquanto a pressão do sistema permanece abaixo da pressão de ajuste.
A exatidão dos resultados obtidos pelo uso de um desses dispositivos depende de vários fatores. Primeiro, a fricção deve ser reduzida como fonte de erro, de modo que, para uma dada pressão, o Dispositivo de teste Hydroset ou o Software EVT produzam repetidamente exatamente a mesma força de elevação. Depois, a vibração e calibração do manômetro, na área de assentamento eficaz entre as válvulas do mesmo tamanho e tipo, também afetarão a precisão. Com manômetros bem calibrados e sedes de válvula em boas condições, a precisão da ordem de ±1 porcento da pressão pode ser esperada. Mediante solicitação, a GE fornecerá material pertinente por escrito referente ao Dispositivo de teste Hydroset Consolidated ou ao Software EVT. Este material especifica todas as informações necessárias para garantir a utilização adequada destes dispositivos.
F. Remoção do bujão de teste hidrostático – mercado nacional e exportação
F.1 Informações gerais
As válvulas de segurança com entrada flangeada enviadas sem bujões de teste hidrostático devem ser removidas da caldeira durante os testes hidrostáticos e os bocais da caldeira desativados para prevenir possíveis danos à válvula.
Todas as válvulas enviadas para fora dos Estados Unidos continental são enviadas com um bujão hidrostático de exportação (Ver Figura 20). Todas as válvula com entrada soldada enviadas para os Estados Unidos continental são enviadas com um bujão hidrostático para o mercado nacional (Ver Figura 19), a não ser que o cliente solicite especificamente que se proceda de outro modo. Todas as válvulas com entrada flangeada enviadas para os Estados Unidos continental são enviadas sem um bujão hidrostático, a não ser que este seja especificamente solicitado pelo cliente.
As válvulas enviadas com qualquer um dos tipos de bujão hidrostático são identificadas por uma ETIQUETA DE CUIDADO vermelha sobre branco, que está afixada à válvula com arames que se estendem pelo furo de drenagem no corpo da válvula. (Veja a Figura 18).
Os bujões de teste hidrostático devem ser removidos antes de acender a caldeira.
XV. Ajuste inicial e testes (continuação)
O ajuste inadequado da elevação pode resultar
em graves lesões pessoais ou morte.
Não desmonte a válvula com pressão no tambor ou coletor, já que isso
resultará em graves lesões pessoais ou morte.
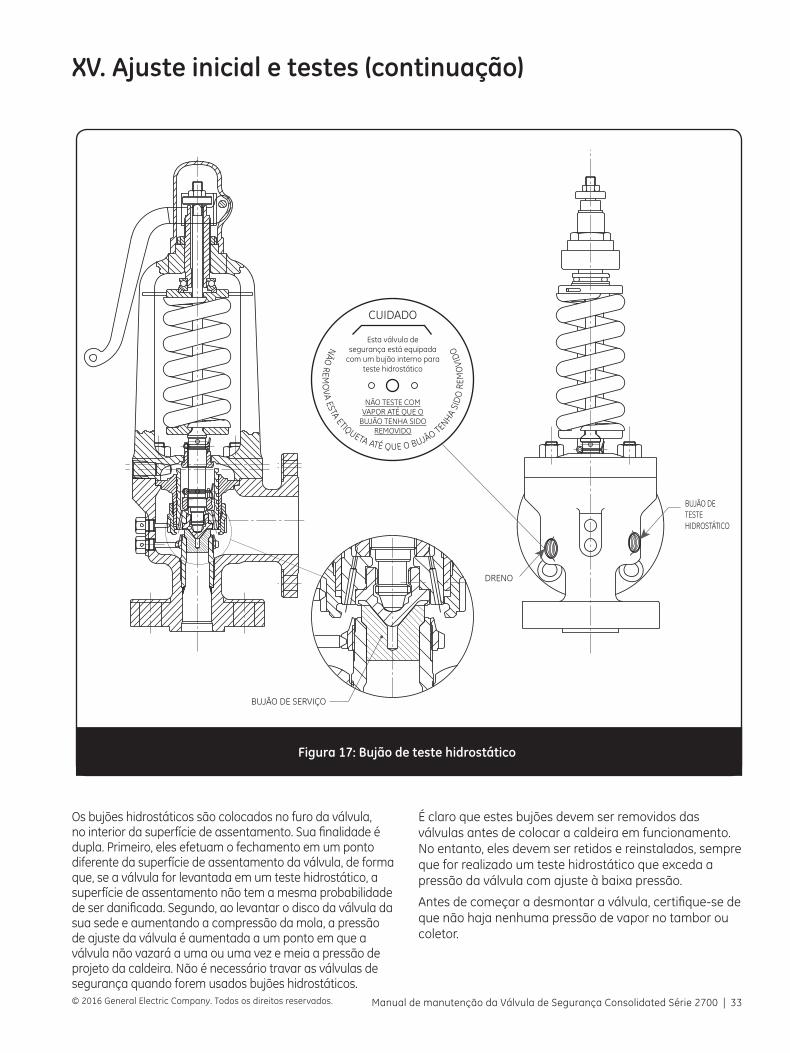
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3332 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XV. Ajuste inicial e testes (continuação)
Os bujões hidrostáticos são colocados no furo da válvula, no interior da superfície de assentamento. Sua finalidade é dupla. Primeiro, eles efetuam o fechamento em um ponto diferente da superfície de assentamento da válvula, de forma que, se a válvula for levantada em um teste hidrostático, a superfície de assentamento não tem a mesma probabilidade de ser danificada. Segundo, ao levantar o disco da válvula da sua sede e aumentando a compressão da mola, a pressão de ajuste da válvula é aumentada a um ponto em que a válvula não vazará a uma ou uma vez e meia a pressão de projeto da caldeira. Não é necessário travar as válvulas de segurança quando forem usados bujões hidrostáticos.
BUJÃO DE SERVIÇO
SERVICE PLUG
BUJÃO DE SERVIÇO
CUIDADO
NÃO TESTE COMVAPOR ATÉ QUE O
BUJÃO TENHA SIDOREMOVIDO
Esta válvula desegurança está equipada
com um bujão interno parateste hidrostático
NÃO REM
OVA ESTA ETIQUETA ATÉ QUE O BUJÃO TENHA
SIDO
REM
OVI
DO
BUJÃO DETESTEHIDROSTÁTICO
DRENO
Figura 17: Bujão de teste hidrostático
É claro que estes bujões devem ser removidos das válvulas antes de colocar a caldeira em funcionamento. No entanto, eles devem ser retidos e reinstalados, sempre que for realizado um teste hidrostático que exceda a pressão da válvula com ajuste à baixa pressão.
Antes de começar a desmontar a válvula, certifique-se de que não haja nenhuma pressão de vapor no tambor ou coletor.
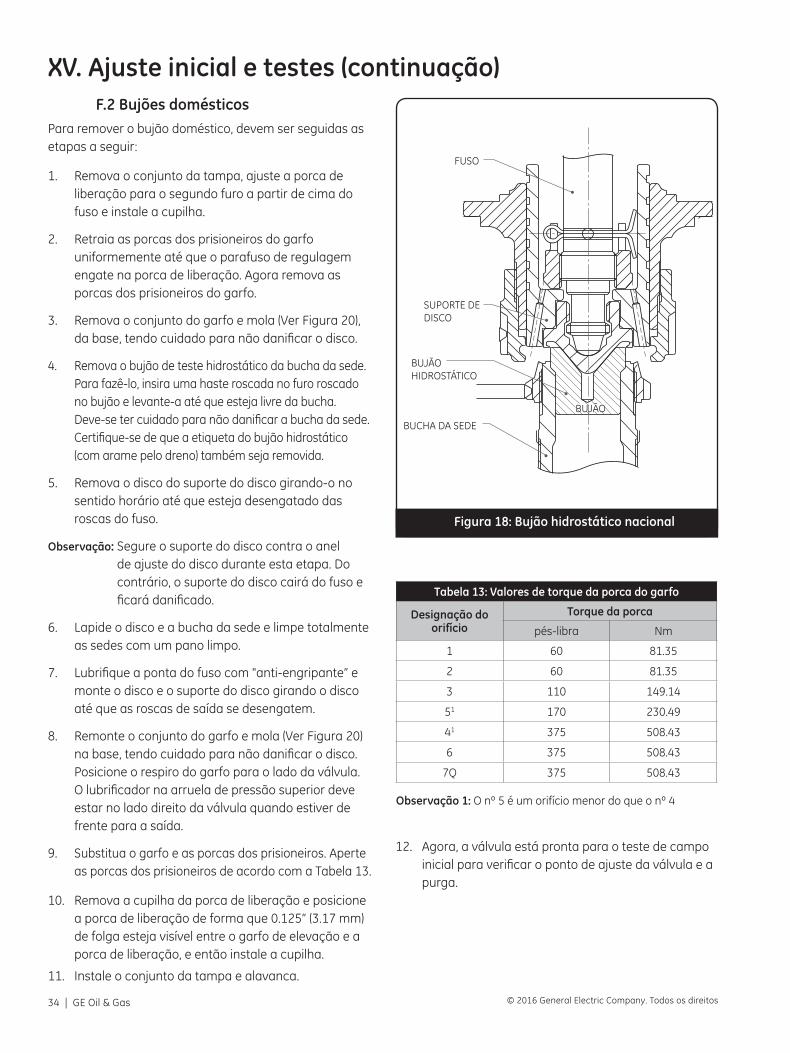
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3534 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XV. Ajuste inicial e testes (continuação) F.2 Bujões domésticosPara remover o bujão doméstico, devem ser seguidas as etapas a seguir:
1. Remova o conjunto da tampa, ajuste a porca de liberação para o segundo furo a partir de cima do fuso e instale a cupilha.
2. Retraia as porcas dos prisioneiros do garfo uniformemente até que o parafuso de regulagem engate na porca de liberação. Agora remova as porcas dos prisioneiros do garfo.
3. Remova o conjunto do garfo e mola (Ver Figura 20), da base, tendo cuidado para não danificar o disco.
4. Remova o bujão de teste hidrostático da bucha da sede. Para fazê-lo, insira uma haste roscada no furo roscado no bujão e levante-a até que esteja livre da bucha. Deve-se ter cuidado para não danificar a bucha da sede. Certifique-se de que a etiqueta do bujão hidrostático (com arame pelo dreno) também seja removida.
5. Remova o disco do suporte do disco girando-o no sentido horário até que esteja desengatado das roscas do fuso.
Observação: Segure o suporte do disco contra o anel de ajuste do disco durante esta etapa. Do contrário, o suporte do disco cairá do fuso e ficará danificado.
6. Lapide o disco e a bucha da sede e limpe totalmente as sedes com um pano limpo.
7. Lubrifique a ponta do fuso com "anti-engripante” e monte o disco e o suporte do disco girando o disco até que as roscas de saída se desengatem.
8. Remonte o conjunto do garfo e mola (Ver Figura 20) na base, tendo cuidado para não danificar o disco. Posicione o respiro do garfo para o lado da válvula. O lubrificador na arruela de pressão superior deve estar no lado direito da válvula quando estiver de frente para a saída.
9. Substitua o garfo e as porcas dos prisioneiros. Aperte as porcas dos prisioneiros de acordo com a Tabela 13.
10. Remova a cupilha da porca de liberação e posicione a porca de liberação de forma que 0.125” (3.17 mm) de folga esteja visível entre o garfo de elevação e a porca de liberação, e então instale a cupilha.
11. Instale o conjunto da tampa e alavanca.
Tabela 13: Valores de torque da porca do garfo
Designação do orifício
Torque da porca
pés-libra Nm
1 60 81.35
2 60 81.35
3 110 149.14
51 170 230.49
41 375 508.43
6 375 508.43
7Q 375 508.43
Observação 1: O nº 5 é um orifício menor do que o nº 4
SPINDLE
DISC HOLDER
HYDROPLUG
SEAT BUSHING
BUJÃO
FUSO
SUPORTE DEDISCO
BUJÃOHIDROSTÁTICO
BUCHA DA SEDE
Figura 18: Bujão hidrostático nacional
12. Agora, a válvula está pronta para o teste de campo inicial para verificar o ponto de ajuste da válvula e a purga.
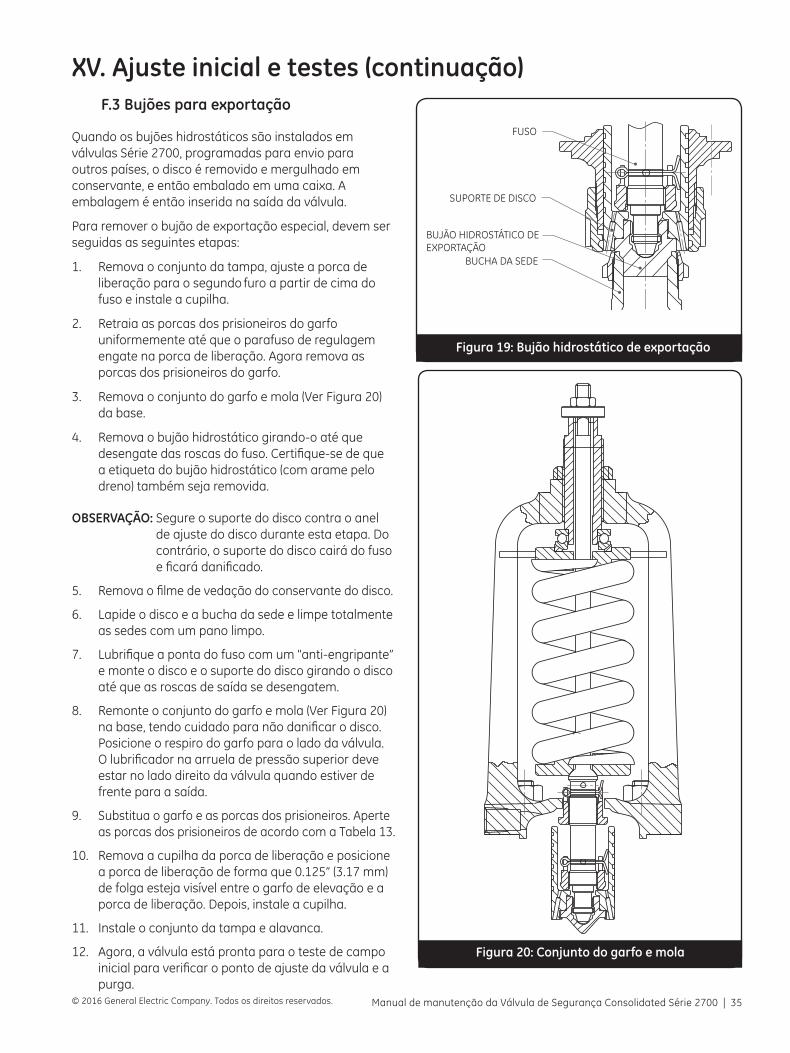
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3534 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
F.3 Bujões para exportação
Quando os bujões hidrostáticos são instalados em válvulas Série 2700, programadas para envio para outros países, o disco é removido e mergulhado em conservante, e então embalado em uma caixa. A embalagem é então inserida na saída da válvula.
Para remover o bujão de exportação especial, devem ser seguidas as seguintes etapas:
1. Remova o conjunto da tampa, ajuste a porca de liberação para o segundo furo a partir de cima do fuso e instale a cupilha.
2. Retraia as porcas dos prisioneiros do garfo uniformemente até que o parafuso de regulagem engate na porca de liberação. Agora remova as porcas dos prisioneiros do garfo.
3. Remova o conjunto do garfo e mola (Ver Figura 20) da base.
4. Remova o bujão hidrostático girando-o até que desengate das roscas do fuso. Certifique-se de que a etiqueta do bujão hidrostático (com arame pelo dreno) também seja removida.
OBSERVAÇÃO: Segure o suporte do disco contra o anel de ajuste do disco durante esta etapa. Do contrário, o suporte do disco cairá do fuso e ficará danificado.
5. Remova o filme de vedação do conservante do disco.
6. Lapide o disco e a bucha da sede e limpe totalmente as sedes com um pano limpo.
7. Lubrifique a ponta do fuso com um "anti-engripante” e monte o disco e o suporte do disco girando o disco até que as roscas de saída se desengatem.
8. Remonte o conjunto do garfo e mola (Ver Figura 20) na base, tendo cuidado para não danificar o disco. Posicione o respiro do garfo para o lado da válvula. O lubrificador na arruela de pressão superior deve estar no lado direito da válvula quando estiver de frente para a saída.
9. Substitua o garfo e as porcas dos prisioneiros. Aperte as porcas dos prisioneiros de acordo com a Tabela 13.
10. Remova a cupilha da porca de liberação e posicione a porca de liberação de forma que 0.125” (3.17 mm) de folga esteja visível entre o garfo de elevação e a porca de liberação. Depois, instale a cupilha.
11. Instale o conjunto da tampa e alavanca.
12. Agora, a válvula está pronta para o teste de campo inicial para verificar o ponto de ajuste da válvula e a purga.
XV. Ajuste inicial e testes (continuação)
SPINDLE
DISC HOLDER
EXPORT HYDROPLUG
SEAT BUSHING
FUSO
SUPORTE DE DISCO
BUJÃO HIDROSTÁTICO DEEXPORTAÇÃO
BUCHA DA SEDE
Figura 19: Bujão hidrostático de exportação
Figura 20: Conjunto do garfo e mola
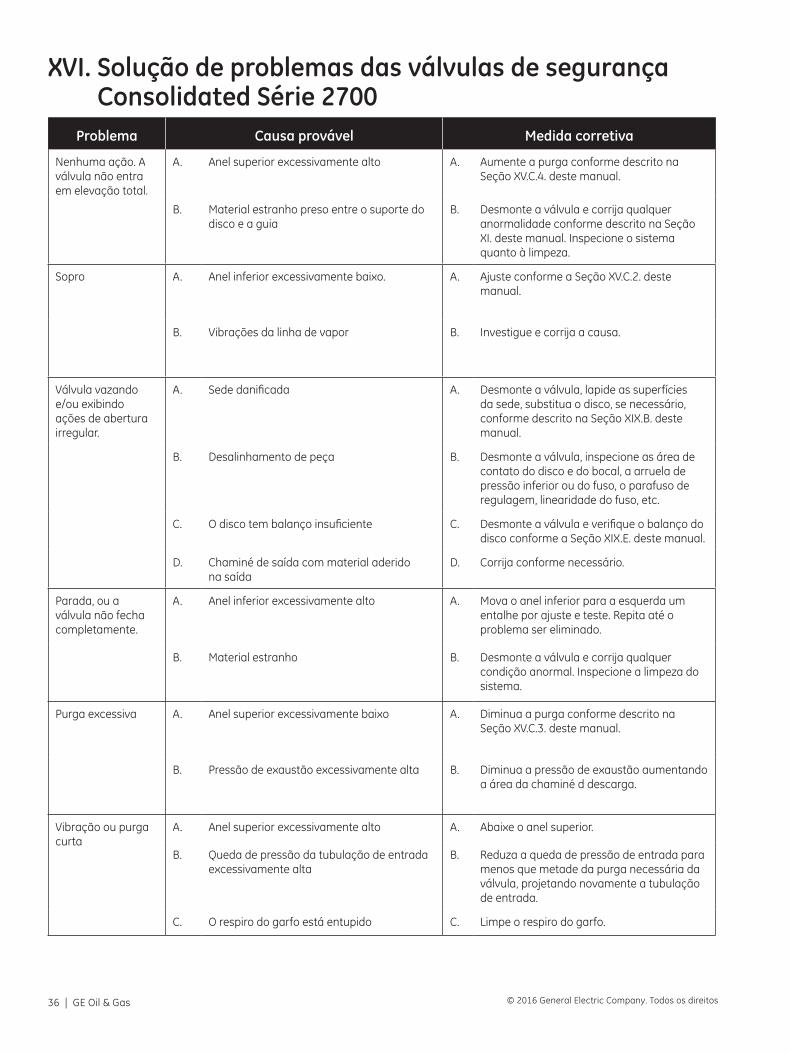
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3736 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
Problema Causa provável Medida corretiva
Nenhuma ação. A válvula não entra em elevação total.
A. Anel superior excessivamente alto A. Aumente a purga conforme descrito na Seção XV.C.4. deste manual.
B. Material estranho preso entre o suporte do disco e a guia
B. Desmonte a válvula e corrija qualquer anormalidade conforme descrito na Seção XI. deste manual. Inspecione o sistema quanto à limpeza.
Sopro A. Anel inferior excessivamente baixo. A. Ajuste conforme a Seção XV.C.2. deste manual.
B. Vibrações da linha de vapor B. Investigue e corrija a causa.
Válvula vazando e/ou exibindo ações de abertura irregular.
A. Sede danificada A. Desmonte a válvula, lapide as superfícies da sede, substitua o disco, se necessário, conforme descrito na Seção XIX.B. deste manual.
B. Desalinhamento de peça B. Desmonte a válvula, inspecione as área de contato do disco e do bocal, a arruela de pressão inferior ou do fuso, o parafuso de regulagem, linearidade do fuso, etc.
C. O disco tem balanço insuficiente C. Desmonte a válvula e verifique o balanço do disco conforme a Seção XIX.E. deste manual.
D. Chaminé de saída com material aderido na saída
D. Corrija conforme necessário.
Parada, ou a válvula não fecha completamente.
A. Anel inferior excessivamente alto A. Mova o anel inferior para a esquerda um entalhe por ajuste e teste. Repita até o problema ser eliminado.
B. Material estranho B. Desmonte a válvula e corrija qualquer condição anormal. Inspecione a limpeza do sistema.
Purga excessiva A. Anel superior excessivamente baixo A. Diminua a purga conforme descrito na Seção XV.C.3. deste manual.
B. Pressão de exaustão excessivamente alta B. Diminua a pressão de exaustão aumentando a área da chaminé d descarga.
Vibração ou purga curta
A. Anel superior excessivamente alto A. Abaixe o anel superior.
B. Queda de pressão da tubulação de entrada excessivamente alta
B. Reduza a queda de pressão de entrada para menos que metade da purga necessária da válvula, projetando novamente a tubulação de entrada.
C. O respiro do garfo está entupido C. Limpe o respiro do garfo.
XVI. Solução de problemas das válvulas de segurança Consolidated Série 2700
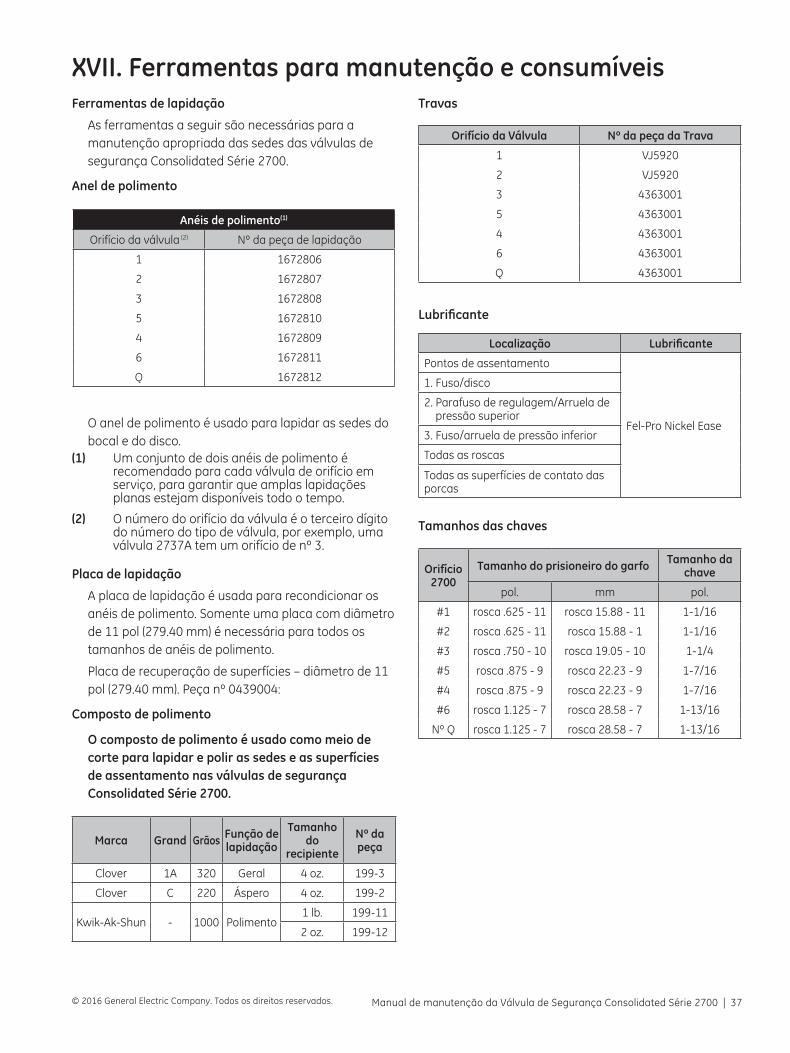
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3736 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
Ferramentas de lapidação
As ferramentas a seguir são necessárias para a manutenção apropriada das sedes das válvulas de segurança Consolidated Série 2700.
Anel de polimento
O anel de polimento é usado para lapidar as sedes do bocal e do disco.
(1) Um conjunto de dois anéis de polimento é recomendado para cada válvula de orifício em serviço, para garantir que amplas lapidações planas estejam disponíveis todo o tempo.
(2) O número do orifício da válvula é o terceiro dígito do número do tipo de válvula, por exemplo, uma válvula 2737A tem um orifício de nº 3.
Placa de lapidação
A placa de lapidação é usada para recondicionar os anéis de polimento. Somente uma placa com diâmetro de 11 pol (279.40 mm) é necessária para todos os tamanhos de anéis de polimento.
Placa de recuperação de superfícies – diâmetro de 11 pol (279.40 mm). Peça nº 0439004:
Composto de polimento
O composto de polimento é usado como meio de corte para lapidar e polir as sedes e as superfícies de assentamento nas válvulas de segurança Consolidated Série 2700.
Travas
Lubrificante
Tamanhos das chaves
XVII. Ferramentas para manutenção e consumíveis
Anéis de polimento(1)
Orifício da válvula (2) Nº da peça de lapidação
1 1672806
2 1672807
3 1672808
5 1672810
4 1672809
6 1672811
Q 1672812
Marca Grand Grãos Função de lapidação
Tamanho do
recipiente
Nº da peça
Clover 1A 320 Geral 4 oz. 199-3
Clover C 220 Áspero 4 oz. 199-2
Kwik-Ak-Shun - 1000 Polimento1 lb. 199-11
2 oz. 199-12
Orifício da Válvula Nº da peça da Trava
1 VJ5920
2 VJ5920
3 4363001
5 4363001
4 4363001
6 4363001
Q 4363001
Localização Lubrificante
Pontos de assentamento
Fel-Pro Nickel Ease
1. Fuso/disco
2. Parafuso de regulagem/Arruela de pressão superior
3. Fuso/arruela de pressão inferior
Todas as roscas
Todas as superfícies de contato das porcas
Orifício 2700
Tamanho do prisioneiro do garfo Tamanho da chave
pol. mm pol.
#1 rosca .625 - 11 rosca 15.88 - 11 1-1/16
#2 rosca .625 - 11 rosca 15.88 - 1 1-1/16
#3 rosca .750 - 10 rosca 19.05 - 10 1-1/4
#5 rosca .875 - 9 rosca 22.23 - 9 1-7/16
#4 rosca .875 - 9 rosca 22.23 - 9 1-7/16
#6 rosca 1.125 - 7 rosca 28.58 - 7 1-13/16
Nº Q rosca 1.125 - 7 rosca 28.58 - 7 1-13/16
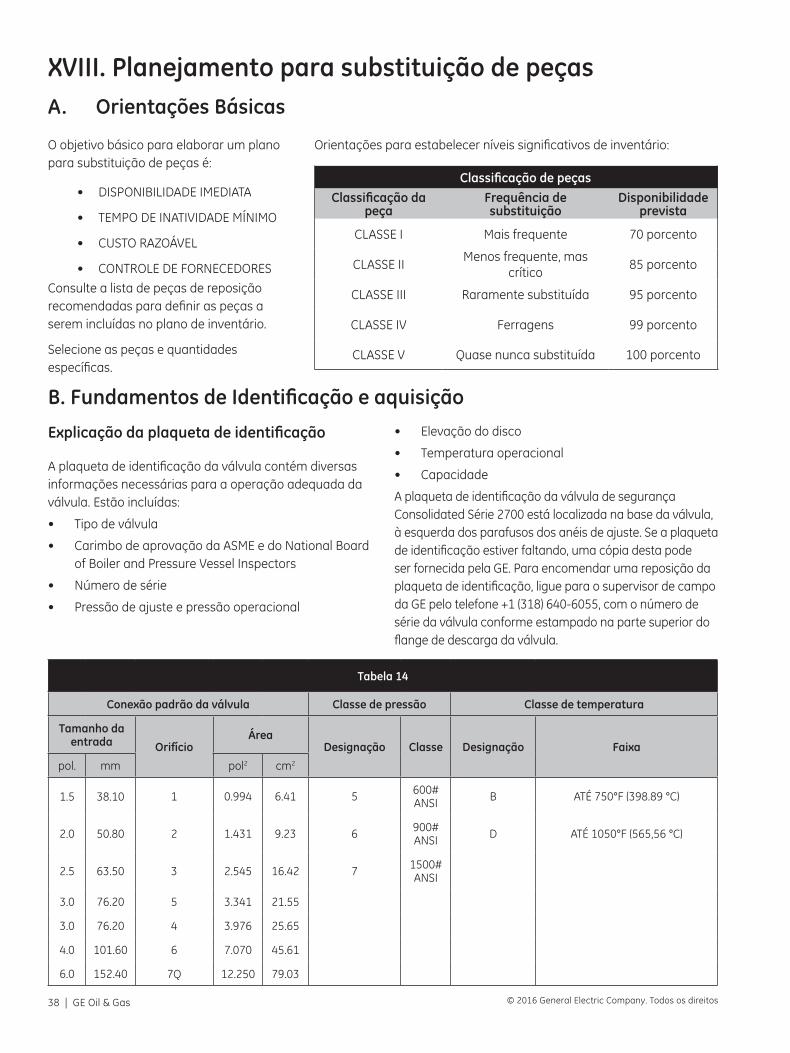
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3938 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XVIII. Planejamento para substituição de peças
O objetivo básico para elaborar um plano para substituição de peças é:
• DISPONIBILIDADE IMEDIATA
• TEMPO DE INATIVIDADE MÍNIMO
• CUSTO RAZOÁVEL
• CONTROLE DE FORNECEDORES
Orientações para estabelecer níveis significativos de inventário:
Classificação de peçasClassificação da
peçaFrequência de substituição
Disponibilidade prevista
CLASSE I Mais frequente 70 porcento
CLASSE II Menos frequente, mas crítico 85 porcento
CLASSE III Raramente substituída 95 porcento
CLASSE IV Ferragens 99 porcento
CLASSE V Quase nunca substituída 100 porcento
Consulte a lista de peças de reposição recomendadas para definir as peças a serem incluídas no plano de inventário.
Selecione as peças e quantidades específicas.
A. Orientações Básicas
Explicação da plaqueta de identificação
A plaqueta de identificação da válvula contém diversas informações necessárias para a operação adequada da válvula. Estão incluídas:
• Tipo de válvula
• Carimbo de aprovação da ASME e do National Board of Boiler and Pressure Vessel Inspectors
• Número de série
• Pressão de ajuste e pressão operacional
• Elevação do disco
• Temperatura operacional
• Capacidade
A plaqueta de identificação da válvula de segurança Consolidated Série 2700 está localizada na base da válvula, à esquerda dos parafusos dos anéis de ajuste. Se a plaqueta de identificação estiver faltando, uma cópia desta pode ser fornecida pela GE. Para encomendar uma reposição da plaqueta de identificação, ligue para o supervisor de campo da GE pelo telefone +1 (318) 640-6055, com o número de série da válvula conforme estampado na parte superior do flange de descarga da válvula.
Tabela 14
Conexão padrão da válvula Classe de pressão Classe de temperatura
Tamanho da entrada Orifício
Área Designação Classe Designação Faixa
pol. mm pol2 cm2
1.5 38.10 1 0.994 6.41 5 600# ANSI B ATÉ 750°F (398.89 °C)
2.0 50.80 2 1.431 9.23 6 900# ANSI D ATÉ 1050°F (565,56 °C)
2.5 63.50 3 2.545 16.42 7 1500# ANSI
3.0 76.20 5 3.341 21.55
3.0 76.20 4 3.976 25.65
4.0 101.60 6 7.070 45.61
6.0 152.40 7Q 12.250 79.03
B. Fundamentos de Identificação e aquisição
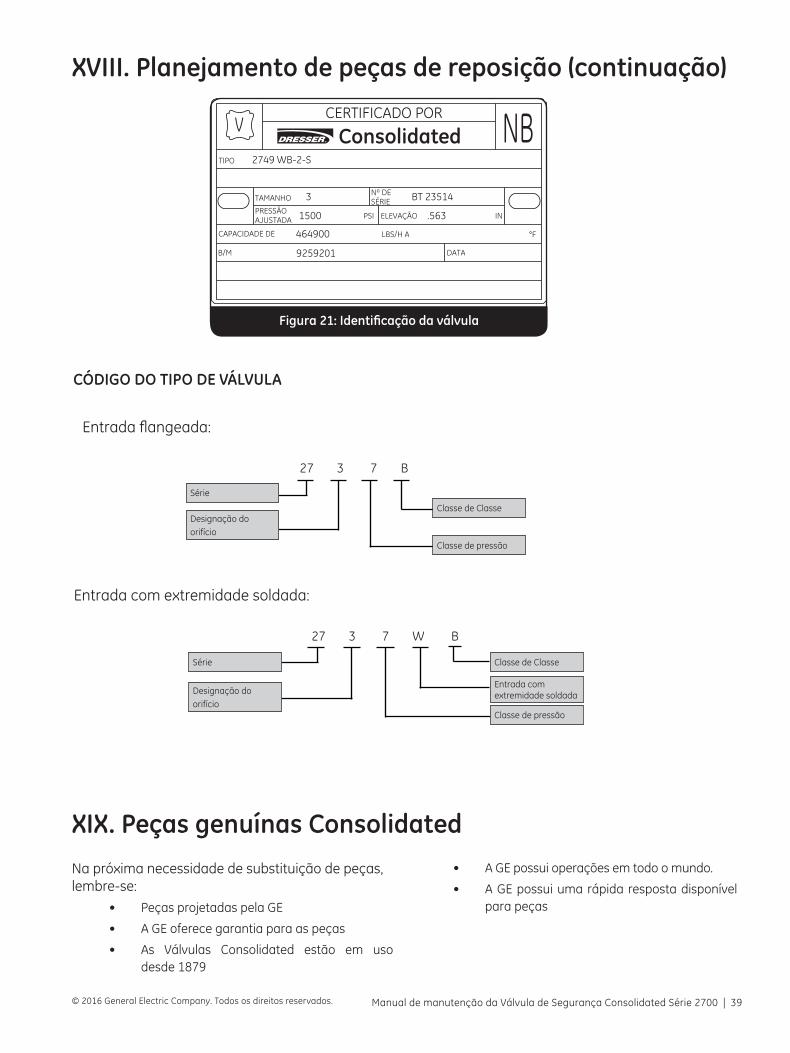
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 3938 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XVIII. Planejamento de peças de reposição (continuação)
CÓDIGO DO TIPO DE VÁLVULA
Entrada flangeada:
Entrada com extremidade soldada:
27 3 7 B
27 3 7 W B
Classe de Classe
Classe de Classe
Entrada com extremidade soldada
Série
Série
Designação do orifício
Designação do orifício
Classe de pressão
Classe de pressão
Na próxima necessidade de substituição de peças, lembre-se:
• Peças projetadas pela GE
• A GE oferece garantia para as peças
• As Válvulas Consolidated estão em uso desde 1879
• A GE possui operações em todo o mundo.
• A GE possui uma rápida resposta disponível para peças
XIX. Peças genuínas Consolidated
TIPO
Nº DESÉRIETAMANHO
PRESSÃOAJUSTADA PSI ELEVAÇÃO IN
LBS/H ACAPACIDADE DE °F
DATAB/M
CERTIFICADO POR
2749 WB-2-S
BT 23514
.563
3
1500
464900
9259201
NBV Consolidated
Figura 21: Identificação da válvula
Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 4140 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
XX. Programa de manutenção, reparo e treinamento do fabricante A. Serviço em campoA GE mantém uma das maiores e mais competentes redes de técnicos de serviço de campo na indústria. Os técnicos de serviços se encontram em pontos estratégicos nos Estados Unidos para dar resposta às solicitações dos clientes, mesmo no caso de situações de emergência extrema fora do horário de expediente. Cada técnico de serviço é treinado e experiente na manutenção de produtos Consolidated da GE.
É altamente recomendado que a experiência profissional de um técnico de serviço de campo seja empregada para fazer os ajustes de campo finais durante a configuração inicial de todas as válvulas Consolidated.
Para obter mais informações, entre em contato com seu Centro Green Tag local.
B. Unidades de reparo O departamento de reparos de produtos Consolidated da GE, em conjunto com as instalações de fabricação, está equipado para executar reparos especializados e modificações de produtos, por exemplo, substituição de buchas, calibrações co hydroset, reparos em válvulas de alívio, substituição de pilotos, etc.
Para obter mais informações, entre em contato com seu Centro Green Tag local.
C. Treinamento de manutençãoOs custos crescentes da manutenção e reparo nas indústrias de serviços públicos e de processo indicam a necessidade de pessoal de manutenção com treinamento. A GE conduz seminários sobre manutenção que podem ajudar o seu pessoal de manutenção e engenharia a reduzir esses custos.
Os seminários, conduzidos nas suas instalações, ou na unidade de treinamento Consolidated da GE, fornecem aos participantes uma introdução básica sobre a manutenção preventiva. Estes seminários ajudam a reduzir os tempos de inatividade, reduzindo os reparos não planejados e aumentando a segurança da válvula. Embora eles não criem especialistas “instantâneos”, ele fornecem aos participantes uma experiência “Prática” com as válvulas Consolidated. O seminário também inclui terminologia e nomenclatura, inspeção de componentes, solução de problemas, definição e testes de válvulas, com ênfase no Código para Vasos de Pressão e Caldeiras ASME.
Para obter mais informações, entre em contato com o seu Centro Green Tag local ou com o Gerente de Treinamento Consolidated da GE pelo telefone +1 (281) 542-3646.

Manual de manutenção da Válvula de Segurança Consolidated Série 2700 | 4140 | GE Oil & Gas © 2016 General Electric Company. Todos os direitos reservados.© 2016 General Electric Company. Todos os direitos
AUSTRÁLIABrisbaneTelefone: +61-7-3001-4319Fax: +61-7-3001-4399
PerthTelefone: +61-8-6595-7018Fax: +61-8-6595-7299
MelbourneTelefone: +61-3-8807-6002Fax: +61-3-8807-6577
BÉLGICATelefone: +32-2-344-0970Fax: +32-2-344-1123
BRASILTelefone: +55-11-2146-3600Fax: +55-11-2146-3610
CHINAPhone: +86-10-5689-3600Fax: +86-10-5689-3800
FRANÇACourbevoieTelefone: +33-1-4904-9000Fax: +33-1-4904-9010
ALEMANHARatingenPhone: +49-2102-108-0Fax: +49-2102-108-111
ÍNDIAMumbaiTelefone: +91-22-8354790Fax: +91-22-8354791
Nova DeliTelefone: +91-11-2-6164175Fax: +91-11-5-1659635
ITÁLIATelefone: +39-081-7892-111Fax: +39-081-7892-208
JAPÃOTokyo Telefone: +81-03-6871-9008Fax: +81-03-6890-4620
COREIATelefone: +82-2-2274-0748Fax: +82-2-2274-0794
MALÁSIATelefone: +60-3-2161-0322Fax: +60-3-2163-6312
MÉXICOPhone: +52-55-3640-5060
PAÍSES BAIXOSTelefone: +31-15-3808666Fax: +31-18-1641438
RÚSSIAVeliky NovgorodTelefone: +7-8162-55-7898Fax: +7-8162-55-7921
MoscouTelefone: +7 495-585-1276Fax: +7 495-585-1279
ARÁBIA SAUDITATelefone: +966-3-341-0278Fax: +966-3-341-7624
CINGAPURATelefone: +65-6861-6100Fax: +65-6861-7172
ÁFRICA DO SULTelefone: +27-11-452-1550Fax: +27-11-452-6542
CENTRO & DO SUL AMÉRICA E O CARIBETelefone: +55-12-2134-1201Fax: +55-12-2134-1238
ESPANHATelefone: +34-93-652-6430Fax: +34-93-652-6444
EMIRADOS ÁRABES UNIDOSTelefone: +971-4-8991-777Fax: +971-4-8991-778
REINO UNIDOBracknellTelefone: +44-1344-460-500Fax: +44-1344-460-537
SkelmersdaleTelefone: +44-1695-526-00Fax: +44-1695-526-01
ESTADOS UNIDOSMassachusettsTelefone: +1-508-586-4600Fax: +1-508-427-8971
Corpus Christi, Texas Telefone: +1-361-881-8182Fax: +1-361-881-8246
Deer Park, TexasTelefone: +1-281-884-1000Fax: +1-281-884-1010
Houston, TexasTelefone: +1-281-671-1640Fax: +1-281-671-1735
LOCAIS DE ESCRITÓRIOS DE VENDAS DIRETAS
GEA19384BPT-BR 04/2016
* Denota uma marca registrada da General Electric Company.
© 2016 General Electric Company. Todos os direitos reservados.
Os outros nomes de empresa e nomes de produto usados neste documento são as marcas registradas ou marcas comerciais de seus respectivos proprietários.