13072_3.PDF
22
20 2 Revisão Bibliográfica 2.1 Aços utilizados na Indústria Automotiva Os aços automotivos podem ser classificados de três formas diferentes: 1) por denominação metalúrgica; 2) pela resistência do aço e 3) por outras propriedades mecânicas. As denominações metalúrgicas usuais incluem: • Aços de baixa resistência: Livre de Intersticiais e aço-carbono; • Aços convencionais de alta resistência (High Strength Steel - HSS): C-Mn, Livre de Intersticiais de alta resistência e HSLA; • Aços avançados de alta resistência (Advanced High Strength Steel – AHSS): Dual Phase, Ferrítico-Bainíticos, Complex Phase, martensíticos e de Plasticidade Induzida por Transformação (Transformation-Induced Plasticity - TRIP). Uma segunda classificação é pela resistência do aço. Por isso, muitos autores usam os termos HSS e AHSS para denominar todos os aços de alta resistência. Contrariamente, outras usam limites definidos para classificar diferentes níveis de resistência. Um sistema define os aços convencionais de alta resistência (HSS) como os que possuem limite de escoamento entre 210 e 550 MPa e limite de resistência entre 270 e 700 MPa, enquanto os aços avançados de alta resistência (AHSS) possuem limite de escoamento maior que 550 MPa e limite de resistência maior que 700 MPa. 1 A terceira classificação é feita por outras propriedades mecânicas, como alongamento total, expoente de encruamento (n) e outros. Como exemplo, a Figura 1 compara o alongamento total, que é uma propriedade relacionada com a conformabilidade, para os diferentes tipos de aços. Os aços de baixa resistência
-
Upload
douglas2069 -
Category
Documents
-
view
213 -
download
0
description
material de apoio.
Transcript of 13072_3.PDF

20
2 Revisão Bibliográfica
2.1 Aços utilizados na Indústria Automotiva
Os aços automotivos podem ser classificados de três formas diferentes: 1)
por denominação metalúrgica; 2) pela resistência do aço e 3) por outras
propriedades mecânicas. As denominações metalúrgicas usuais incluem:
• Aços de baixa resistência: Livre de Intersticiais e aço-carbono;
• Aços convencionais de alta resistência (High Strength Steel - HSS): C-Mn,
Livre de Intersticiais de alta resistência e HSLA;
• Aços avançados de alta resistência (Advanced High Strength Steel –
AHSS): Dual Phase, Ferrítico-Bainíticos, Complex Phase, martensíticos e de
Plasticidade Induzida por Transformação (Transformation-Induced Plasticity -
TRIP).
Uma segunda classificação é pela resistência do aço. Por isso, muitos
autores usam os termos HSS e AHSS para denominar todos os aços de alta
resistência. Contrariamente, outras usam limites definidos para classificar
diferentes níveis de resistência. Um sistema define os aços convencionais de alta
resistência (HSS) como os que possuem limite de escoamento entre 210 e 550
MPa e limite de resistência entre 270 e 700 MPa, enquanto os aços avançados de
alta resistência (AHSS) possuem limite de escoamento maior que 550 MPa e
limite de resistência maior que 700 MPa.1
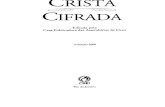
A terceira classificação é feita por outras propriedades mecânicas, como
alongamento total, expoente de encruamento (n) e outros. Como exemplo, a
Figura 1 compara o alongamento total, que é uma propriedade relacionada com a
conformabilidade, para os diferentes tipos de aços. Os aços de baixa resistência
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

21
são mostrados em cinza escuro, os HSS são mostrados em cinza claro e alguns
AHSS em cores.
Figura 1 – Gráfico esquemático comparando os aços AHSS, HSS e de baixa
resistência.1
Nas duas últimas décadas, as organizações regulamentadoras de veículos
automotivos européias e norte americanas vêm emitindo regulamentos com ênfase
na redução do peso dos veículos a fim de reduzir o consumo de combustíveis e,
portanto, a emissão de gases, contribuindo para a preservação ambiental. Além
disso, a preocupação crescente com a segurança do passageiro e requisitos de
resistência ao impacto fazem parte de um novo projeto de veículo a ser
desenvolvido nos próximos anos.2,3
O desafio a ser enfrentado para otimizar o peso da estrutura do veículo é o
desenvolvimento de aços com elevada resistência mecânica sem
comprometimento de sua conformabilidade. Portanto, uma das soluções
encontradas foi o desenvolvimento de uma nova geração de aços de alta
resistência, os chamados aços avançados de alta resistência (AHSS).
Os AHSS são uma classe de aços que oferecem uma relação resistência –
conformabilidade superior, sem afetar a ductilidade e o aumento da absorção de
energia, melhorando a resistência ao impacto.4 Dentre esta classe de aços,
destacam-se os aços multifásicos como, por exemplo, Dual Phase e os assistidos
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

22
pelo efeito TRIP, os quais são empregados como componentes estruturais na
indústria automotiva.5,6
2.2 Aços Avançados de Alta Resistência (AHSS)
Nesta seção, os aços avançados de alta resistência mencionados acima serão
descritos. O aço TRIP é o material utilizado no presente estudo, portanto sua
descrição será mais detalhada do que as dos outros aços.
2.2.1 Aços Dual Phase (DP)
Os aços bifásicos ou comumente conhecidos como “Dual Phase” (DP) tem
uma microestrutura composta de uma matriz ferrítica e ilhas de martensita
dispersas como segunda fase. As propriedades mecânicas deste grupo de aços são
controladas pela fração volumétrica de martensita e o tamanho de grão da ferrita.7
A fase ferrítica é geralmente contínua, conferindo excelente ductilidade a
estes aços. Quando estes aços deformam, a deformação é concentrada na fase
ferrítica de menor resistência envolvendo as ilhas de martensita, criando uma taxa
de encruamento excepcional. A taxa de encruamento somada a um excelente
alongamento confere aos aços DP um limite de resistência à tração maior quando
comparado a aços convencionais com limite de elasticidade semelhante.1,8
Os aços DP e outros AHSS também têm efeito de endurecimento por
cozimento (bake hardening) que é uma vantagem importante em comparação com
aços convencionais. O efeito de endurecimento por cozimento é o aumento do
limite de elasticidade resultante de envelhecimento na temperatura de cura dos
fornos de cozimento para vitrificação e aumento de resistência da pintura, depois
de pré-tensão ou pré-deformação (gerada por encruamento devido à deformação
durante estampagem ou outro processo de fabricação).
Os aços DP podem ser produzidos de duas formas:
• Em produtos laminados à quente, pelo resfriamento controlado da fase
austenítica;
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

23
• Para produtos laminados a frio e continuamente recozidos, a partir do
campo bifásico (ferrita + austenita), pela transformação de uma parte da austenita
em ferrita antes que um resfriamento rápido transforme a austenita restante em
martensita.
2.2.2 Aços Ferrítico-Bainíticos (FB)
Os aços ferrítico-bainíticos são laminados a quente e possuem uma
microestrutura refinada de ferrita e bainita como segunda fase. O reforço é obtido
por refino de grão e endurecimento da segunda fase. Estes aços são caracterizados
por boas propriedades de resistência a fadiga, boa soldabilidade e bom
desempenho em termos de impacto.
2.2.3 Aços Complex Phase (CP)
Os aços de fase complexa, referidos na literatura como “Complex Phase”,
são caracterizados por uma microestrutura muito fina de matriz ferrítica e uma
fração volumétrica alta de fases mais duras, como martensita e bainita, com um
reforço adicional de precipitados de nióbio, titânio ou vanádio.
Esta classe de aços é caracterizada por alta capacidade de absorção de
energia e de deformação.
2.2.4 Aços Martensíticos
Os aços martensíticos possuem uma microestrutura com praticamente 100%
de martensita e pouca quantidade de ferrita e/ou bainita. É adicionado carbono a
este aço para aumentar o endurecimento e a resistência. Manganês, silício, cromo,
molibdênio, boro, vanádio e níquel também são usados em várias combinações
para aumentar o endurecimento.1
2.2.5 Aços TRIP
Em 1967, Zackay et al.9 descreveram que o aumento de resistência e
ductilidade de um aço austenítico poderia ser realizado a partir de uma
transformação martensítica induzida por uma carga aplicada, ou seja, a partir de
uma deformação plástica, a austenita retida se transformaria em martensita. Os
autores sugeriram então, que a classe de aços que apresentasse esta característica
fosse chamada de “TRansformation Induced Plasticity – TRIP”.
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

24
Muitas pesquisas sobre o efeito TRIP foram realizadas nos anos 70, focadas
principalmente em aços inoxidáveis austeníticos. Na década de 80, foi sugerido
que este efeito poderia ocorrer em aços de baixa liga, desde que houvesse certa
quantidade de austenita retida em sua microestrutura.
A partir da década de 90, várias pesquisas verificaram o efeito TRIP a partir
da metaestabilidade da austenita retida, em aços multifásicos de baixa liga
contendo concentrações mais altas de Si e Mn.10,11,12 Na maioria destes trabalhos a
denominação mais utilizada foi “Aços Assistidos pelo Efeito TRIP” – TRIP-
assisted steels ou “Aços TRIP”.
O efeito TRIP é reconhecido como um método útil para o desenvolvimento
de novas classes de aços com propriedades de alta resistência e boa
conformabilidade. Estas propriedades em aços TRIP e outros multifásicos não são
resultado apenas do endurecimento por solução sólida, refino de grão e
endurecimento por precipitação, mas também devido à existência de fases duras e
macias em diferentes tamanhos de grão. Estas propriedades são controladas pelo
ajuste do tipo, tamanho, fração volumétrica e distribuição espacial das diferentes
fases, que também possuem uma função importante no mecanismo de fratura
destes materiais.13,14,15
Os aços TRIP oferecem ótimas propriedades de resistência e ductilidade
devido à sua microestrutura complexa, que associa ferrita pró-eutetóide, bainita e
frações significativas de austenita retida, gerada ao final de um esquema de
tratamento térmico específico, que será detalhado em seguida. A exploração do
efeito TRIP como um mecanismo particular de deformação constitui um dos
aspectos chave do processamento destes materiais. O efeito TRIP resulta da
transformação martensítica induzida por deformação a partir da austenita
metaestável. Esta transformação constitui um mecanismo de endurecimento por
deformação que evita a ocorrência de deformações localizadas, aumentando o
alongamento uniforme e a taxa de encruamento.
Em particular, a austenita retida desempenha um importante papel no
aumento da absorção de energia nestes aços multifásicos. Porém, é necessário que
durante a fabricação da chapa ou componente nem toda a austenita retida seja
transformada, deixando uma quantidade significativa para a transformação e
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

25
conseqüente absorção de energia durante o uso, como no caso do impacto de um
automóvel em uma eventual colisão.
2.2.5.1 Processamento
Atualmente, inúmeras rotas de processamento vêm sendo projetadas
dependendo do produto final ser laminado (a quente ou a frio) e/ou galvanizado.
A produção de aços TRIP laminados a quente ainda é um problema de pesquisa.
Até o momento, as pesquisas se concentraram em estudar os efeitos do tratamento
térmico após a laminação a frio, de modo a obter uma microestrutura final
multifásica contendo fração volumétrica de austenita retida suficiente para
garantir o efeito TRIP posterior.12,16
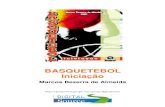
O tratamento térmico após a laminação a frio é constituído de 2 etapas,
como mostra a Figura 2. Primeiramente, o aço sofre um recozimento intercrítico
na faixa de temperatura entre 780 e 880°C, seguido de um resfriamento
controlado, onde a austenita transforma-se primeiramente em ferrita e na etapa
subseqüente, de tratamento isotérmico bainítico a 400°C, decompõe-se em bainita.
O tratamento térmico é finalizado por um resfriamento ao ar.17
Figura 2 – Tratamento térmico sofrido pelo aço TRIP após laminação a frio.
Como mostrado na Figura 2, a transformação bainítica que ocorre durante o
tratamento isotérmico é incompleta, por isso, a austenita é retida na microestrutura
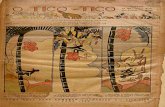
final. Portanto, a microestrutura deste aço após o tratamento térmico é constituída
de bainita e austenita retida dispersas em matriz ferrítica, como mostra a Figura 3.
A porcentagem de ferrita é determinada principalmente durante a laminação e o
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

26
recozimento intercrítico, já as quantidades de austenita retida e bainita dependem
da cinética da transformação bainítica do processo térmico ou termomecânico
realizado e da estabilidade da austenita retida. A escolha do tempo de reação
bainítica depende da combinação de muitos fatores como, por exemplo, a
composição química, a temperatura de tratamento utilizada e o tamanho de grão
da austenita de partida.
Figura 3 – Microestrutura do aço TRIP 800 a ser estudado. Ataque: Nital
1%.
Durante o resfriamento controlado até a temperatura ambiente, a austenita
pode se transformar espontaneamente em martensita caso não seja suficientemente
enriquecida em carbono, sem necessidade de deformação.
A contribuição de cada microconstituinte ainda não é totalmente clara no
comportamento mecânico desses aços, por isso recentemente, tem sido enfocada a
contribuição de cada fase e a influência do tratamento termomecânico na intenção
de otimizar suas propriedades mecânicas sem comprometimento de sua
conformabilidade.18
2.2.5.2 Elementos de liga
Os elementos de liga são adicionados aos aços TRIP pelos seguintes
motivos:
• otimizar a fração de austenita retida;
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

27
• evitar a precipitação de cementita;
• aumentar a temperabilidade para evitar a formação de perlita.19
Uma composição da liga apropriada consiste em um conteúdo de carbono
suficientemente alto (0.1–0.2 % em peso) e pequenas adições de Si, Al e Mn (na
faixa de 0–2 % em peso cada). Pequena quantidade de fósforo (100 ppm) também
pode ser adicionada.20
Carbono
O carbono é o principal elemento de liga pelo qual todas as transformações
de fase são afetadas e por meio do qual a microestrutura final e as propriedades
mecânicas são controladas. A concentração de carbono é o fator de maior
importância na estabilidade da austenita, pois este torna possível a presença de
austenita retida na temperatura ambiente.
A estabilidade da austenita retida pode ser determinada principalmente pelo
tamanho de grão da austenita prévia e pela composição, especialmente pelo teor
de carbono.3,21,22,23 Para baixos teores de carbono, a austenita retida começa a se
transformar quase imediatamente após a deformação. Para altos teores de carbono,
a austenita retida é mais estável e começa a se transformar apenas a níveis de
deformação acima dos níveis usuais de conformação. Nestes teores de carbono, a
austenita retida persiste até o final do processamento térmico e no futuro,
mediante deformação plástica, a austenita retida transforma-se em martensita.
A demanda por aços TRIP de maior resistência (800 – 1200 MPa) para
aplicações na indústria automotiva pode ser alcançada aumentando o teor de
carbono para 0,4%, porém altos teores deste elemento implicam sérios problemas
na soldabilidade por processos de fusão. Portanto, uma alternativa seria a adição
de elementos de liga como Ti, Nb e V, por exemplo.24
Manganês
O manganês é adicionado porque além de aumentar a resistência do material
através do endurecimento por solução sólida, é um elemento estabilizador de
austenita que diminui a temperatura de início de transformação AR3 e aumenta a
solubilidade do carbono na austenita, possibilitando o enriquecimento em carbono
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

28
desta fase. Além disso, deve-se considerar o efeito inibidor do Mn na formação da
ferrita durante o resfriamento, uma vez que este minimiza um possível
enriquecimento de carbono desta fase.
O Mn também diminui a temperatura na qual a cementita começa a
precipitar e retarda a formação de perlita.
Silício
Assim como o Mn, o silício também aumenta a resistência do material
através do endurecimento por solução sólida. Além disso, o Si é um elemento
pouco solúvel na cementita, retardando ou prevenindo completamente a
precipitação desta durante a formação da bainita.
Entretanto, o Si é um elemento que pode ser oxidado durante o recozimento,
comprometendo a qualidade superficial de produtos planos laminados a quente e a
qualidade do revestimento do aço laminado a frio. Para resolver este problema,
alguns pesquisadores começaram a utilizar aços TRIP que substituíssem
parcialmente o Si pelo alumínio, que se comporta de maneira similar ao Si
retardando a formação de cementita.4,25
Alumínio
O alumínio pode substituir o Si por ter o efeito de retardar a formação da
cementita, porém apresenta este efeito mais fraco quando comparado ao Si. Além
disso, o Al aumenta a cinética de formação da bainita, resultando em aumento de
ductilidade. Porém, pode-se mencionar como desvantagem do uso do Al o
aumento acentuado da temperatura Ms e a capacidade de endurecimento por
solução sólida que é significantemente menor que a do Si. Esta pode ser
compensada pela adição de fósforo.
Fósforo
O fósforo é usado quando a adição de Al e Si precisam ser limitadas. Baixas
concentrações do elemento (< 0,1%) são suficientes para inibir a formação de
cementita e aumentar a resistência do material, pois se trata de um elemento com
alta capacidade de endurecimento por solução sólida.
Nióbio
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

29
O nióbio atua como refinador de grão por ser um elemento fortemente
formador de carbonetos. Por outro lado, a presença do Nb em solução sólida pode
favorecer o enriquecimento de carbono da austenita remanescente, contribuindo
com a estabilidade da mesma. Isso leva a uma maior conformabilidade, devido ao
aumento do efeito TRIP associado à austenita remanescente.26,27
Cobre
Assim como o Si, o cobre aumenta a resistência do material por
endurecimento por solução solida e endurecimento por precipitação. Sendo um
estabilizador de austenita, este elemento ajuda a reter austenita. Assim, pode-se
pensar em substituir Si por Cu por dois motivos: retenção de austenita e aumento
de resistência. Além disso, o cobre também retarda a precipitação de cementita e
aumenta a resistência à corrosão.
2.3 Soldagem por fricção e mistura mecânica
A dificuldade de executar soldas de alta resistência, resistentes a fadiga e
fratura, em ligas de alumínio para a indústria aeroespacial, tais como as séries
2XXX e 7XXX hiperligadas, inibiu por muito tempo a utilização ampla de
soldagem para união de estruturas aeroespaciais. Estas ligas de alumínio são
geralmente classificadas como não-soldáveis devido a microestrutura de
solidificação deficiente, a porosidade na zona de fusão e o superenvelhecimento
na zona termicamente afetada. Além disto, a perda em termos de propriedades
mecânicas é muito significativa em comparação com o metal de base. Estes
fatores desestimulam a união destas ligas por processos de soldagem
convencionais. Algumas ligas de alumínio podem ser soldadas por resistência,
mas o preparo da superfície é dispendioso, constituindo o óxido na superfície um
problema sério.
A soldagem por fricção e mistura mecânica, conhecida na literatura por
Friction Stir Welding (FSW) foi inventada e patenteada em 1991 pelo The
Welding Institute (TWI) na Inglaterra como uma técnica de soldagem no estado
sólido e foi inicialmente aplicada às ligas de alumínio.28
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

30
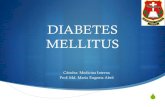
O processo consiste em uma ferramenta giratória não-consumível com pino
e ombro especialmente projetados que são inseridos entre as chapas, que serão
unidas em configuração de junta de topo, avançando transversalmente ao longo da
linha da junta. A Figura 4 ilustra o processo descrito.
Figura 4 – Ilustração esquemática do processo FSW. Adaptada de 28
O processo FSW envolve deformação plástica e movimentação do material
complexa. Os parâmetros de soldagem, a geometria da ferramenta e a
configuração da junta exercem um efeito significante no modelo do fluxo de
material e na distribuição de temperatura, e conseqüentemente, influencia a
evolução microestrutural do material.
A geometria da ferramenta é o aspecto que mais influencia no
desenvolvimento do processo. Desempenha um papel importante no fluxo de
material e resulta no controle da taxa de movimentação lateral, na qual o FSW
pode ser executado.
A ferramenta exerce duas funções fundamentais: (a) aquecimento
localizado, e (b) movimento do material para produzir a união. O aquecimento
resulta inicialmente do atrito entre o pino e a peça a soldar na etapa inicial de
penetração da ferramenta. Um aquecimento adicional é gerado da deformação do
material. A ferramenta penetra na peça até que o ombro toque-a. O atrito entre o
ombro e a peça resulta na maior componente de aquecimento. No aspecto térmico,
o tamanho relativo ao ombro e pino é muito importante. O ombro também
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

31
estabelece um confinamento para o volume de material aquecido. Geralmente usa-
se um ombro côncavo e um pino cilíndrico rosqueado.
A segunda função da ferramenta é misturar e movimentar o material. O
aquecimento localizado amolece o material ao redor do pino e a combinação da
rotação e translação da ferramenta conduz o movimento do material da frente do
pino para trás e de trás para frente, como mostra a Figura 5. Como resultado deste
processo a junção é produzida no estado sólido.
Durante o processo, o material sofre deformação plástica intensa a
temperaturas elevadas, resultando na geração de grãos equiaxiais recristalizados e
refinados. A microestrutura refinada deste processo de soldagem produz boas
propriedades mecânicas.
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

32
Figura 5 – Fluxo de material no processo FSW.
FSW é um processo de soldagem no estado sólido que tem algumas
vantagens sobre os processos convencionais de soldagem por fusão. O FSW
consome consideravelmente menos energia e não utiliza gás de proteção, fazendo
com que o processo seja “ambientalmente correto”. A junção não envolve nenhum
metal de adição e por isso, qualquer liga de alumínio pode ser unida sem a
preocupação da compatibilidade de composição, o que é um problema nos
processos de soldagem por fusão. Quando desejado, ligas de alumínio dissimilares
e compósitos podem ser unidos com a mesma facilidade. A energia gerada
durante o processo de junção não é suficiente para fundir o material que está
sendo unido, assim, a zona termicamente afetada (ZTA) no processo por atrito
atinge menores temperaturas máximas e tende a ter propriedades melhores do que
a mesma zona nos processos de soldagem por fusão. Outra vantagem é que há um
refino de grão no ponto de solda comparado com a microestrutura fundida que se
forma nos processos convencionais.29 Alguns benefícios relevantes do FSW em
relação à solda por resistência são resumidos e apresentados na Tabela 1.
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

33
Tabela 1 – Benefícios relevantes do processo FSW em comparação com os
processos convencionais.28
Benefícios Metalúrgicos Benefícios Ambientais
Excelentes propriedades metalúrgicas na área da junta.
Não requer gás de proteção .
Microestrutura refinada. Baixa emissão de ruídos.
Boa estabilidade dimensional e repetibilidade.
Economia de materiais consumíveis.
Não emite luz e fumos.
O rápido desenvolvimento do processo FSW em ligas de alumínio e sua
implementação bem sucedida em aplicações comerciais motivou a aplicação do
processo em outros materiais não-ferrosos (Mg, Cu, Ti, bem como seus
compósitos), aços e até mesmo termoplásticos. Além disso, FSW de ligas ou
metais diferentes atrai o interesse dos pesquisadores devido à importância
potencial na engenharia e os problemas associados com a soldagem convencional.
Entretanto, um possível obstáculo para o sucesso comercial do FSW em materiais
de alta temperatura como o titânio e o aço é na identificação e/ou
desenvolvimento de materiais apropriados para a ferramenta e vantagens sobre os
métodos convencionais de soldagem.
2.3.1 Soldagem por fricção e mistura mecânica em aços
Embora o maior desenvolvimento do processo tenha sido com ligas de
alumínio, há um interesse considerável em estender a tecnologia para outros
materiais, como aços, por exemplo.28,30
As pesquisas de viabilidade do processo FSW em aços têm demonstrado
perspectivas promissoras para a aplicação do processo para junção de várias
classes de aços. Além de esforços para otimizar os parâmetros do processo e
entender a evolução microestrutural durante o processo FSW, um problema crítico
é identificar o material mais conveniente para a ferramenta. Uma exigência
essencial para o FSW é manter um diferencial adequado entre a dureza e as
propriedades a temperaturas elevadas da ferramenta e do material a ser trabalhado.
Como os aços possuem elevadas dureza e propriedades mecânicas mesmo a
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

34
temperaturas muito altas, é importante selecionar materiais para ferramenta com
boa resistência a abrasão e tenacidade a temperaturas superiores a 1000 ºC.
Os materiais mais utilizados na soldagem por de FSW de aços são as ligas
de tungstênio31, ligas de molibdênio e o nitreto de boro cúbico PCBN
(Polycrystalline Cubic Boron Nitride). O PCBN é um material resistente ao
desgaste e super abrasivo, usado principalmente na soldagem por fricção de aços
de alta resistência, como os aços alta resistência baixa liga (ARBL)32 e AHSS.
Lienert e Gould 30 e Lienert et al.33 relataram que a maioria das ferramentas
desgastaram durante o período inicial de penetração, no início de cada solda.
Além disso, Thomas et al.34 sugeriram que o pré-aquecimento das peças a soldar
pode ser benéfico para aumentar a velocidade de soldagem e minimizar o desgaste
da ferramenta.
Em 1999, Thomas et al.34 publicaram o primeiro trabalho sobre FSW em
aços na literatura aberta. O trabalho versa sobre a viabilidade da soldagem de aços
baixo carbono, liga de aço contendo 12% de cromo e combinações de aços
dissimilares (aço 12% cromo – aço carbono) pelo processo FSW. Estas soldas
dissimilares foram usadas para indicar características do fluxo de material
associado com o processo. O trabalho também descreve vantagens e limitações do
processo e conclui que é necessário o desenvolvimento do processo, mas que este
já se mostrou viável.
Konkol et al.31 desenvolveram parâmetros preliminares para a soldagem de
aços alta resistência baixa liga do tipo ARBL-65 pelo processo FSW utilizando
ferramenta de tungstênio, que foi publicado em 2001. Os aços ARBL-65 estão
sendo considerados pela marinha americana uma boa aplicação estrutural para
embarcações. Em 2003, publicaram outro trabalho 32 caracterizando este mesmo
aço quando soldado pelo processo FSW, mas desta vez utilizaram a ferramenta de
PCBN devido ao desgaste ocorrido na ferramenta de tungstênio utilizado no
trabalho anterior. Os resultados mostraram que o processo é viável para unir uma
variedade de aços de aplicação estrutural.
No mesmo ano, Lienert et al. 33 fizeram um estudo de viabilidade do FSW
utilizando aço doce. Para este estudo foram utilizadas ferramentas feitas com ligas
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

35
a base de molibdênio e tungstênio, que desgastaram provavelmente durante o
estágio de penetração da ferramenta. Porém, o processo se mostrou viável para o
material utilizado. Ainda em 2003, Reynolds et al.35 estudaram a soldagem por
FSW em aços DH36 utilizando ferramenta de tungstênio.
Desde então muitos outros artigos tem sido publicados sobre este processo,
inclusive para aços inoxidáveis.
2.4 Soldagem a ponto
Atualmente, a indústria automotiva tem um grande interesse na aplicação de
aços AHSS resultando no aumento da demanda de processos de soldagem a
ponto.36 A soldagem por resistência elétrica (conhecido na literatura de língua
inglesa por Resistance Spot Welding – RSW) é o processo de soldagem mais usado
atualmente na indústria automotiva.37 Entretanto, o principal problema deste
processo é a taxa de resfriamento extremamente alta, que provoca a formação de
martensita no ponto da solda, resultando em uma fratura frágil.38 Outro problema
na soldagem de aços AHSS galvanizados pelo processo de RSW é o curto tempo
de vida útil do eletrodo, devido à reação química entre o eletrodo de cobre e o
recobrimento de zinco.
Todavia, o sucesso do processo de FSSW em algumas ligas de alumínio,
como a primeira aplicação do processo utilizando liga de alumínio em um carro
de produção em massa, o RX-8 modelo 2003 da Mazda,39 motivou a pesquisa
dessa tecnologia para aços AHSS.40
2.5 Soldagem a ponto por fricção e mistura mecânica
Soldagem a ponto por fricção e mistura mecânica, conhecida na literatura de
língua inglesa como “Friction Stir Spot Welding” (FSSW), é uma nova variante
do processo FSW capaz de ser aplicada nas indústrias automotiva e aeroespaciais.
É um processo no estado sólido que vem sendo estudado pela indústria
automotiva com a tendência de ser econômico para ligas estruturais de baixo peso,
como o alumínio.41
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

36
Os processos FSSW podem ser classificados em duas categorias distintas. A
primeira categoria foi patenteada pela Mazda42 e nomeada de “Spot Friction
Welding” (SFW), mas é freqüentemente denominada por FSSW. A segunda
categoria foi nomeada de “Friction Spot Welding” (FSpW) e patenteada pelo
Instituto Alemão GKSS.43 A diferença básica entre as duas categorias é a
ferramenta utilizada na junção das chapas que deixa o furo característico ou
preenche-o, respectivamente.
No processo SFW, denominado neste documento como FSSW, a ferramenta
é uma peça única que consiste de um pino e um ombro, similar à ferramenta
utilizada no processo FSW. O processo FSSW consiste em três etapas, como
mostra a Figura 6: Penetração, mistura e retração.
Figura 6 – As etapas do processo FSSW.44
Durante a etapa de penetração, a ferramenta giratória penetra nas chapas a
serem soldadas até que o ombro atinja a superfície de topo da chapa superior e a
profundidade de penetração especificada seja alcançada. Na segunda etapa, a
rotação do ombro e do pino da ferramenta deforma o material plasticamente.
Finalmente, a terceira etapa consiste na retração da ferramenta, que deixa o furo
característico no meio da junta, como mostra a Figura 7.
Penetração Mistura Retração
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

37
Figura 7 – O furo característico deixado pela retração da ferramenta.
O aquecimento gerado pelo atrito na interface da ferramenta e da peça a
soldar e a mistura do material plastificado na peça lideram o desenvolvimento da
solda. O processo é muito rápido e o ciclo da solda pode ser concluído dentro de
poucos segundos.45
É reportado na literatura que o fluxo de material no processo comporta-se
como é mostrado na Figura 8.
Figura 8 – Fluxo de Material FSSW.42
Gendo et al.46 estudaram a viabilidade do emprego do processo FSSW
utilizando materiais dissimilares, no caso alumínio e aço. A caracterização
microestrutural da interface aço/Al mostrou que o zinco presente no recobrimento
do aço foi incorporado ao ponto de costura e foram encontrados alguns óxidos Al-
Zn nesta interface. Este resultado sugere que fases intermetálicas podem ter sido
formadas em camadas descontínuas, obtendo uma boa resistência da junta.
O FSpW, é um processo de preenchimento do furo devido a ferramenta
utilizada, que consiste em três partes: pino, ombro (em verde na Figura 9) e
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

38
braçadeira (em vermelho na mesma figura). Apesar de terem a mesma velocidade
angular, o pino e o ombro têm movimentos independentes. Por isso, o processo
FSSW é considerado mais rápido que o processo FSpW.
O processo FSpW tem duas variantes: a penetração do pino e a penetração
do ombro. Inicialmente, as duas chapas que serão soldadas são fixadas para
restringir as deformações causadas pelo processo de soldagem.
Na Figura 9 são mostradas as quatro etapas do processo com a variante de
penetração independente do pino.47 Na primeira etapa (a), o pino e o ombro giram
com a mesma velocidade angular e com a mesma taxa de penetração. Durante a
segunda etapa (b), o pino penetra nas chapas até que a profundidade de penetração
especificada seja atingida e desloca o material para a lacuna entre o ombro, a
braçadeira e as chapas. Durante a terceira etapa (c), o pino retrai enquanto o
ombro desce na direção das chapas empurrando o material da lacuna de volta para
a chapa. Finalmente, na quarta etapa (d), quando o pino e o ombro alcançam
juntos a superfície da chapa, o pino, o ombro e a braçadeira são retraídos de volta.
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

39
Figura 9 – Etapas do processo FSpW com a variante de penetração do pino.47
Na Figura 10 são mostradas as quatro etapas do processo com a variante de
penetração do ombro, que é muito similar à variante de penetração do pino.
Ombro
Braçadeira
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

40
Figura 10 – Etapas do processo FSpW com a variante de penetração do
ombro.47
Até a presente data, a maioria das pesquisas sobre o processo FSSW foi
realizada em ligas de alumínio. Apesar dos problemas de soldabilidade do
alumínio pelos processos convencionais, estas ligas são relativamente fáceis de
soldar por FSSW devido à facilidade de deformação a baixas temperaturas (<
550ºC).48
2.5.1 Soldagem a ponto por fricção e mistura mecânica em aços
AHSS
Em 2005, Feng et al.48 publicaram um estudo de viabilidade do processo em
aços da classe AHSS, DP600 e martensíticos (M190), utilizando ferramenta de
PCBN.
Em 2006, Kyffin et al.49 avaliaram o desempenho em relação à resistência ao
desgaste de alguns materiais para fabricação da ferramenta, como PCBN, nitreto
de silício (Si3N4), carbeto de silício (SiC) e tungstênio rênio (W-Re) em FSSW de
aços DP800. O desempenho da ferramenta de SiC foi insatisfatório, ocorrendo
falha catastrófica após o primeiro ponto de solda. A resistência ao desgaste dos
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA

41
pinos utilizando estes materiais seguiu a seguinte hierarquia: PCBN > W-Re >
Si3N4> SiC.
Ainda no mesmo ano, Kyffin et al.50 compararam o efeito de parâmetros
principais do processo FSSW como a velocidade de rotação da ferramenta e o
tempo de espera em soldas utilizando a ferramenta de Si3N4 com aços DP800.
A viabilidade da junção de aços de alta resistência usando FSSW está sendo
estudada, porém, o desempenho de juntas soldadas ainda é desconhecido devido à
falta de normas para o processo recém inventado. A utilização crescente de aços
da classe AHSS no projeto de automóveis vem enfatizando a necessidade de se
verificar de que maneira a união mediante FSSW admite comparação direta com o
processo convencional, por resistência elétrica.37
No entanto, como explicado anteriormente, a soldagem por resistência
elétrica apresenta muitos problemas, como por exemplo, taxa de resfriamento
extremamente alta, curto tempo de vida útil do eletrodo – devido à reação química
entre o eletrodo de cobre e o recobrimento de zinco.51
Além dos recentes estudos do processo em alguns aços AHSS, como DP e
M190, em 2007, Hovanski et al.40 avaliaram o processo para aços AHSS mais
problemáticos, como os aços martensíticos ao boro estampados a quente (“hot-
stamped boron steel” -HSBS).
DBD
PUC-Rio - Certificação Digital Nº 0621375/CA