ANÁLISE E COMPARAÇÃO DO KANBAN TRADICIONAL E … · referencial teórico apresentado e com a...
19
ANÁLISE E COMPARAÇÃO DO KANBAN TRADICIONAL E VARIAÇÕES: UM ESTUDO DE CASO SOBRE MONTADORAS DE VEÍCULOS Área temática: Gestão da Produção Ricardo Thielmann [email protected] Gustavo Alves Rodrigues [email protected] Raphael Levy Gimenes Cavalcanti da Silva Lima [email protected] Rodrigo Braga Ferreira Paiva [email protected] Resumo: O presente artigo é destinado à realização de um estudo de caso comparativo de sistemas Kanban presentes na literatura científica com os utilizados em duas empresas situadas na região do Vale do Paraíba Fluminense, atuantes no setor automotivo. Essa comparação foi realizada por meio de dados obtidos com a aplicação de um questionário, totalizando três questionários preenchidos. As questões utilizadas foram levantadas ao estudar o referencial teórico apresentado e com a realização de uma revisão bibliográfica com o intuito de analisar o sistema Kanban tradicional e duas de suas principais adaptações propostas na literatura científica, o Sistema de Kanban Flexível e o Kanban Reativo Descentralizado. Ao identificar as vantagens inerentes de cada modelo em relação ao sistema original, suas principais características e diferenças, foi elaborado um quadro de comparação, no qual foi possível visualizar que as adaptações estudadas têm maior flexibilidade e adaptabilidade a variações de demanda ao custo de maior complexidade operacional. Após a obtenção desses dados foi feito o estudo das empresas, no qual se pôde observar de forma prática a utilização de elementos de sistemas variados em caráter simultâneo. Palavras-chaves: ISSN 1984-9354
Transcript of ANÁLISE E COMPARAÇÃO DO KANBAN TRADICIONAL E … · referencial teórico apresentado e com a...
ANÁLISE E COMPARAÇÃO DO KANBAN TRADICIONAL E
VARIAÇÕES: UM ESTUDO DE CASO SOBRE MONTADORAS DE VEÍCULOS
Área temática: Gestão da Produção
Ricardo Thielmann
Gustavo Alves Rodrigues
Raphael Levy Gimenes Cavalcanti da Silva Lima
Rodrigo Braga Ferreira Paiva
Resumo: O presente artigo é destinado à realização de um estudo de caso comparativo de sistemas Kanban presentes
na literatura científica com os utilizados em duas empresas situadas na região do Vale do Paraíba Fluminense,
atuantes no setor automotivo. Essa comparação foi realizada por meio de dados obtidos com a aplicação de um
questionário, totalizando três questionários preenchidos. As questões utilizadas foram levantadas ao estudar o
referencial teórico apresentado e com a realização de uma revisão bibliográfica com o intuito de analisar o
sistema Kanban tradicional e duas de suas principais adaptações propostas na literatura científica, o Sistema
de Kanban Flexível e o Kanban Reativo Descentralizado. Ao identificar as vantagens inerentes de cada modelo em
relação ao sistema original, suas principais características e diferenças, foi elaborado um quadro de comparação, no
qual foi possível visualizar que as adaptações estudadas têm maior flexibilidade e adaptabilidade a variações de
demanda ao custo de maior complexidade operacional. Após a obtenção desses dados foi feito o estudo das empresas,
no qual se pôde observar de forma prática a utilização de elementos de sistemas variados em caráter simultâneo.
Palavras-chaves:
ISSN 1984-9354
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
2
Introdução e Objetivos
Kanban é um subsistema do Sistema de Produção Toyota (TPS) que foi desenvolvido pela
Toyota Motors Company durante os anos 1950-1960, com o objetivo de eliminar os elementos
desnecessários referentes à produção, com consequente redução de custos (OHNO, 1997). A filosofia
do Kanban é que partes e materiais devem ser fornecidos exatamente no momento em que são
necessários no processo de produção fabril, a fim de eliminar estoques, reduzir custos e aumentar a
produtividade.
Enquanto Ohno (1997) considera essa a estratégia ótima, tanto em uma perspectiva de serviço
quanto de custo, podendo ser aplicada a qualquer processo de manufatura que envolve operações
repetitivas, Tubino (2000) afirma que o sistema Kanban não é uma receita pronta que pode ser
aplicada a todos os tipos de processos e empresa, pois mesmo dentro de uma única empresa poderão
existir soluções diferentes de controle de produção que sejam eficientes àquele determinado tipo de
processo, pois cada processo possui suas particularidades.
Com isso, várias adaptações foram e estão sendo criadas de acordo com essas necessidades
específicas e, consequentemente, cada uma se destaca em uma ou mais situações, além de
apresentarem problemas em situações também distintas. Isso resulta na dificuldade de identificar qual
modelo é o mais vantajoso ou apropriado para cada tipo de ambiente. Sendo assim o problema de
pesquisa que norteou esse trabalho foi o de analisar de fato a empregabilidade das variações do sistema
Kanban em industrias de grande porte considerando o ponto de vista da vantagem percebida pelo
gestor empresarial.
O objetivo do artigo é apresentar, analisar e identificar as características e especialidades do
Sistema Kanban tradicional e duas de suas variações, o Sistema de Kanban Flexível e o Sistema de
Kanban Descentralizado, comparando-os, de forma que seja possível visualizar suas vantagens e
desvantagens em situações e ambientes diversos, como também analisar os setores de duas empresas
automobilísticas do Vale do Paraíba Fluminense, região de domicílio dos autores, e a correlação dos
mesmos com os tipos de Kanban apresentados.
Essas adaptações foram escolhidas por terem se mostrado mais acessíveis em relação às
informações presentes na literatura científica. A quantidade de objetos de estudo foi limitada a dois
para facilitar a análise, comparação e apresentação dos dados.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
3
A escolha da indústria automobilística é devido à acessibilidade a empresas do ramo na região
onde foi realizado o estudo e pelo fato de que o sistema Kanban teve sua origem nesta mesma
indústria, com a Toyota no Japão.
A estrutura do trabalho está dividida em cinco seções principais. Esta introdução se encontra na
primeira seção. Na seção 2, é feita uma revisão bibliográfica sobre o sistema Kanban, suas
características de funcionamento, vantagens e condições produtivas necessárias. A seção 3 traz a
metodologia do trabalho, apresentando os dados coletados e o procedimento proposto para avaliação
da utilização do sistema Kanban em empresas industriais. Já na quarta seção, são apresentados os
estudos de caso e os resultados da pesquisa. Por fim, na seção 5, são feitas as conclusões deste trabalho
e, em seguida, listadas as referências.
O sistema Kanban: origens e modelos
Kanban
De acordo com o dicionário online WWWJDIC da Universidade de Monash, o termo japonês
Kanban (看板) é o resultado da união do kanji 看 (kan), que tem como significado “vigiar” ou “tomar
conta”, e 板 (ban), que tem como um de seus significados “cartão” (BREEN, 2014). Juntos, resultam
na tradução “tabuleta”, ou seja, uma placa em que são escritos anúncios, avisos, etc, geralmente
colocada em locais de fácil visibilidade.
Uma das formas mais frequentes de Kanban utilizadas desde o momento de sua criação,
segundo Taiichi Ohno (1997), é a de um pedaço de papel dentro de um envelope de vinil retangular,
contendo informações essenciais para o funcionamento correto do sistema produtivo, com a finalidade
de atingir o Just-in-time.
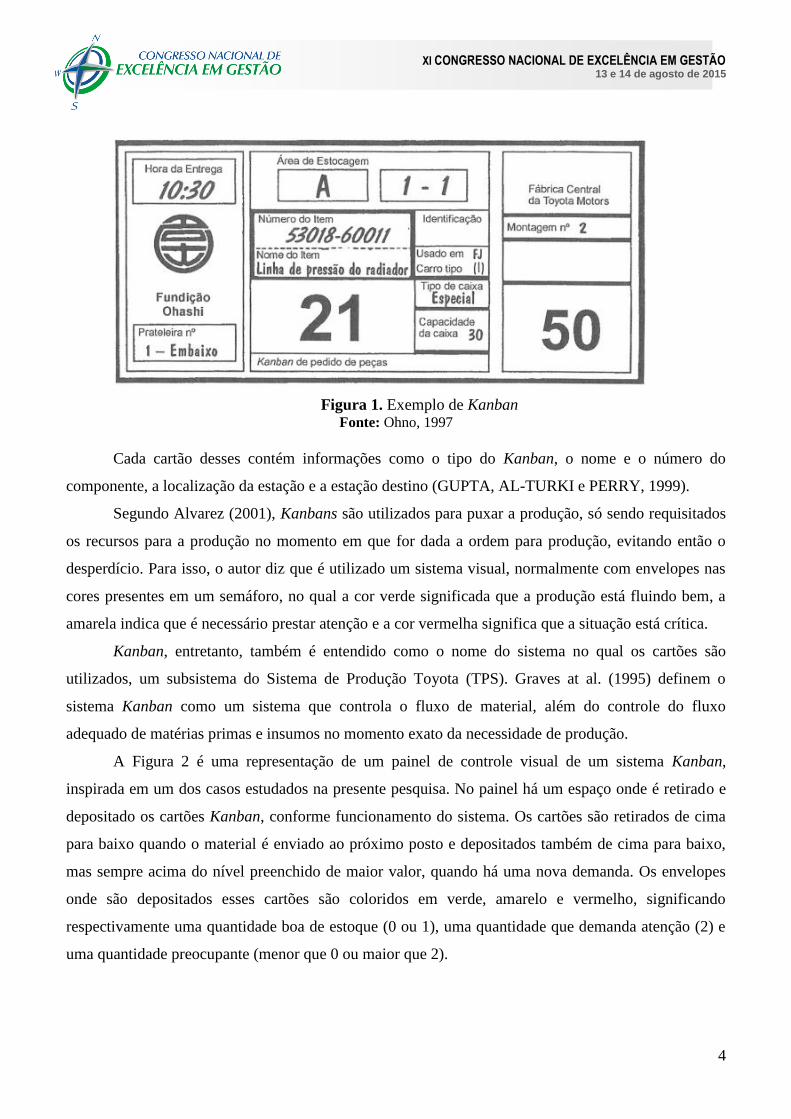
A Figura 1, abaixo, ilustra um Kanban de pedido de peças:
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
4
Figura 1. Exemplo de Kanban Fonte: Ohno, 1997
Cada cartão desses contém informações como o tipo do Kanban, o nome e o número do
componente, a localização da estação e a estação destino (GUPTA, AL-TURKI e PERRY, 1999).
Segundo Alvarez (2001), Kanbans são utilizados para puxar a produção, só sendo requisitados
os recursos para a produção no momento em que for dada a ordem para produção, evitando então o
desperdício. Para isso, o autor diz que é utilizado um sistema visual, normalmente com envelopes nas
cores presentes em um semáforo, no qual a cor verde significada que a produção está fluindo bem, a
amarela indica que é necessário prestar atenção e a cor vermelha significa que a situação está crítica.
Kanban, entretanto, também é entendido como o nome do sistema no qual os cartões são
utilizados, um subsistema do Sistema de Produção Toyota (TPS). Graves at al. (1995) definem o
sistema Kanban como um sistema que controla o fluxo de material, além do controle do fluxo
adequado de matérias primas e insumos no momento exato da necessidade de produção.
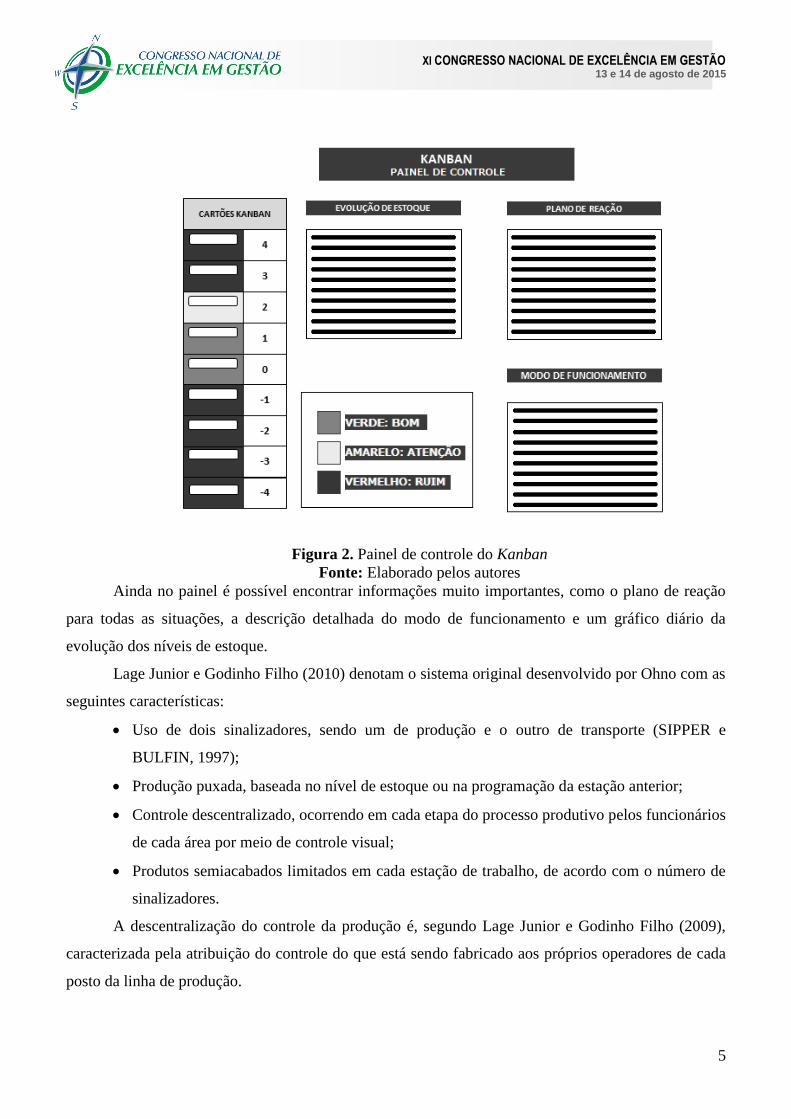
A Figura 2 é uma representação de um painel de controle visual de um sistema Kanban,
inspirada em um dos casos estudados na presente pesquisa. No painel há um espaço onde é retirado e
depositado os cartões Kanban, conforme funcionamento do sistema. Os cartões são retirados de cima
para baixo quando o material é enviado ao próximo posto e depositados também de cima para baixo,
mas sempre acima do nível preenchido de maior valor, quando há uma nova demanda. Os envelopes
onde são depositados esses cartões são coloridos em verde, amarelo e vermelho, significando
respectivamente uma quantidade boa de estoque (0 ou 1), uma quantidade que demanda atenção (2) e
uma quantidade preocupante (menor que 0 ou maior que 2).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
5
Figura 2. Painel de controle do Kanban
Fonte: Elaborado pelos autores
Ainda no painel é possível encontrar informações muito importantes, como o plano de reação
para todas as situações, a descrição detalhada do modo de funcionamento e um gráfico diário da
evolução dos níveis de estoque.
Lage Junior e Godinho Filho (2010) denotam o sistema original desenvolvido por Ohno com as
seguintes características:
Uso de dois sinalizadores, sendo um de produção e o outro de transporte (SIPPER e
BULFIN, 1997);
Produção puxada, baseada no nível de estoque ou na programação da estação anterior;
Controle descentralizado, ocorrendo em cada etapa do processo produtivo pelos funcionários
de cada área por meio de controle visual;
Produtos semiacabados limitados em cada estação de trabalho, de acordo com o número de
sinalizadores.
A descentralização do controle da produção é, segundo Lage Junior e Godinho Filho (2009),
caracterizada pela atribuição do controle do que está sendo fabricado aos próprios operadores de cada
posto da linha de produção.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
6
Como o sistema Kanban tem por base o ambiente da filosofia JIT (Just-in-time), deve-se seguir
o princípio da “melhoria contínua”, ou seja, todos os envolvidos no processo produtivo devem buscar
alternativas para trabalhar sempre com a mínima quantidade de estoques em processo (TUBINO,
2000).
Ohno (1997) afirma que o sistema Kanban não é inflexível ou rígido, sendo efetivo mesmo
para o gerenciamento de peças especiais, onde a quantidade utilizada é instável. Entretanto, vários
autores afirmam que o sistema Kanban apresenta problemas de implementação em situações com
demanda instável, instabilidade do tempo de processamento, operações não-padronizadas, longo tempo
de setup, grande variedade de itens, e incerteza no abastecimento de matérias-primas (OHNO, 1982;
MONDEN, 1984; AGGARWAL, 1985; GRÜNWALD ET AL., 1989; SIPPER e BULFIN, 1997).
Regras do Kanban
O desenvolvedor do sistema, Taiichi Ohno, afirma que o sistema Kanban deve seguir regras
estritas para ser efetivo. É conveniente esclarecer que esse método deve ser adotado somente depois
que o sistema de produção em si tenha sido racionalizado, e refira-se a produção de natureza repetitiva.
A Toyota, por exemplo, tem seis regras simples que são monitoradas constantemente para assegurar
que o sistema esteja funcionando como deve. Moura (1989) resumiu as seis regras do Kanban de
Toyota nestas cinco:
Regra 1: O processo subsequente (cliente) deve retirar no processo precedente (fornecedor)
os itens de sua necessidade apenas nas quantidades e no tempo necessário.
Regra 2: O processo precedente (fornecedor) deve produzir seus itens apenas nas
quantidades requisitadas pelo processo subsequente (cliente).
Regra 3: Produtos com defeito não devem ser liberados para os clientes.
Regra 4: O número de Kanbans no sistema deve ser minimizado.
Regra 5: O sistema Kanban deve adaptar-se a pequenas flutuações na demanda.
A última regra, segundo Ohno (1997), diz respeito à capacidade do sistema Kanban de absorver
pequenas alterações de curto prazo na demanda sem a necessidade de intervenção do PCP no sentido
de alterar o número de Kanbans no sistema.
Como consequência direta destas regras tem-se que, segundo o autor, qualquer requisição de
itens sem um cartão Kanban autorizando-a, é proibida, assim como qualquer requisição de itens em
quantidades diferentes da autorizada no cartão Kanban também é proibida.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
7
Just-in-time
O sistema Just-in-time (JIT), de acordo com Corrêa e Gianesi (1993), surgiu no Japão, em
meados da década de 70, tendo a sua ideia básica e seu desenvolvimento creditado à Toyota Motors
Company, por isso, também conhecido como o “Sistema Toyota de Produção”.
Este novo enfoque na administração da manufatura surgiu de uma visão estratégica, buscando
vantagem competitiva através da otimização do processo produtivo. Os conceitos da filosofia JIT
foram extraídos da experiência mundial em manufatura e combinados dentro de uma visão holística do
empreendimento. Os principais conceitos são independentes da tecnologia, embora possam ser
aplicados diferentemente com os avanços técnicos (CORRÊA e GIANESI, 1993).
Lubben (1989) afirma que o sistema objetiva a vantagem competitiva e a eficácia em fornecer
produto e serviço melhor que os seus competidores, tendo como resultado um sistema de manufatura
capaz de atender às exigências de qualidade dos clientes e a entrega do produto com menor custo e
rapidez.
A base do Sistema Toyota de Produção é a absoluta eliminação do desperdício (OHNO, 1997).
Para alcançar esse resultado, a produção é realizada de forma que cada posto receba o item certo, no
momento em que ocorre a demanda, e na quantidade exata requisitada. A esse processo de fluxo,
visando a eliminação do desperdício, o autor dá o nome de Just-in-time. A expressão, segundo
Vidossich (1999), significa “no momento preciso” ou “no momento exato”.
Para Corrêa e Gianesi (1993) e Alvarez (2001), o JIT é mais do que um conjunto de técnicas; é
uma filosofia de trabalho envolvendo aspectos ligados à gestão da qualidade, projeto de produto,
gestão de pessoas, administração de materiais, arranjo físico e organização do trabalho.
Pozo (2004) afirma que se essa filosofia for aplicada adequadamente é possível reduzir ou
eliminar desperdícios que acontecem nas compras, durante o processo produtivo, na logística e nas
atividades de apoio. Além disso, segundo o mesmo autor, é possível reduzir o tempo de resposta ao
mercado em mais de 90%, mas que, para isso, é necessário levar em consideração elementos como a
qualidade, o fluxo e o envolvimento dos colaboradores.
Além do Just-in-Time, há outros sistemas de administração de produção e controle de estoques
utilizados atualmente, como o ERP, o MRP e o OPT. Robinson (2006) afirma que o JIT e o MRP são
complementares em relação a planejamentos de materiais e conceitos de controle. MRP e ERP
significam uma projeção à procura de materiais e ferramentas de planejamento de recursos, enquanto
JIT é uma filosofia baseada em eliminação de resíduos, que tem como importante componente o
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
8
Kanban, técnica baseada em substituição de materiais já utilizados, mas sem visibilidade futura. Ou
seja, MRP fica no controle e JIT ajuda a melhorar o processo.
Todas essas ferramentas evidenciam as opções existentes, frutos de evolução tecnológica, e se
completam, o que significa que não existe uma técnica que, sozinha, resolva todos os problemas
relacionados à produção e à competitividade. O que se mostra necessário é a aplicação de forma
conjunta, objetiva e coerente, para que se consiga chegar à vantagem competitiva tão almejada por
todas as empresas no mercado globalizado em que atuam.
Procedimentos Metodológicos
O estudo desse artigo foi desenvolvido por meio de revisão bibliográfica e estudo de três casos
distintos. A revisão bibliográfica foi realizada com o levantamento de dados fornecidos pelo Periódico
CAPES e outros bancos de dados, a fim de apresentar conceitos relacionados ao tema e suas
definições. Para o estudo de caso das duas empresas da região sul-fluminense, foram realizadas
entrevistas que seguiram um roteiro apresentado no Anexo I, com pessoas chaves de duas grandes
empresas da região.
A revisão bibliográfica é um método bastante utilizado para examinar, de forma abrangente,
diferentes abordagens sobre o tema a ser estudado. A revisão da literatura é classificada como um
método de pesquisa teórico-conceitual (LAGE JUNIOR e GODINHO FILHO, 2008). Esse método,
segundo Gerhardt e Silveira (2009), consiste em recolher informações sobre os conhecimentos já
acumulados acerca do tema da pesquisa, expondo resumidamente as principais ideias já discutidas por
outros autores que trataram do problema.
A análise de dados do referencial bibliográfico consultado foi feita de forma qualitativa com
caráter exploratório e natureza básica, buscando identificar e relacionar as principais características dos
modelos pesquisados e apresentados. Com os dados levantados, foi elaborado um quadro de
comparação dividido em “características” e “vantagens”, com a finalidade de facilitar a visualização.
As características presentes no quadro são referentes aos pontos que melhor definem o sistema
tradicional de Kanban, segundo Lage Junior e Godinho Filho (2008). No Quadro 1, foi assimilado com
um X cada característica (linha) presente no respectivo sistema (coluna).
Da mesma forma, em seguida, foi assimilado com um X na tabela para cada vantagem (linha)
oferecida por cada modelo (coluna). Essas vantagens foram selecionadas na proposta de cada um dos
sistemas, levantadas na pesquisa nos periódicos utilizados. Por último, foi feita uma leitura do quadro
com observações relacionadas às diferenças nos modelos e algumas das possíveis causas destas.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
9
Com a revisão bibliográfica pronta e com o auxílio do referencial teórico, foram identificados
postos-chaves para a elaboração de um questionário, de modo que fosse possível extrair dados
importantes de cada empresa e seu uso do Kanban. Por fim, foi feita uma análise dos sistemas
utilizados pelas empresas com as respostas dos questionários, comparando com os sistemas presentes
na literatura científica estudada e apresentada nesse artigo.
Análise Descritiva dos Dados
Sistema de Kanban Tradicional
O Sistema de Kanban Tradicional (TKS) é o sistema original da Toyota descrito no referencial
teórico, criada por Taiichi Ohno. Uma de suas diferenças em relação a várias adaptações é que,
segundo Gupta et al (1999), o número de Kanbans no sistema é constante, ou seja, nunca vai diminuir
ou aumentar, de modo que não é importante o status que se encontra o sistema. No entanto, os autores
dizem que existem situações em que as estações intermediárias podem estar bloqueadas ou ociosas,
quando todos os seus Kanbans de produção (PK) estão ligados a contêineres cheios no seu pulmão
(buffer) de output. Do mesmo modo, uma estação ociosa ocorre quando pelo menos um Kanban de
produção se localiza em uma caixa de PK esperando por um contêiner enquanto uma máquina naquela
estação está ociosa.
Gupta et al (1999) afirmam haver muitas razões para o bloqueio ou a ociosidade de estações
como, por exemplo, a possibilidade de uma máquina parar de funcionar. Esse fenômeno fica ainda
mais intenso devido ao limitado número de Kanbans disponíveis em cada estação. Isto leva a
diminuição do ritmo da produção, o que pode ter um efeito adverso em várias das medidas de
performance.
Uma forma de lidar com o bloqueio e ociosidade é permanentemente aumentar o número de
Kanbans em cada estação (GUPTA et al, 1999). Entretanto, isso resulta no aumento de “trabalho em
processo” (WIP) e o tempo no sistema. Como a filosofia fundamental do JIT é reduzir inventário
(WIP) e o tempo no sistema, os autores não consideram essa opção viável.
Sistema de Kanban Flexível
Criado por Gupta e Al-Turk (1997), este sistema adaptado utiliza um algoritmo para manipular
dinamicamente e sistematicamente o número de Kanbans com a finalidade de evitar os bloqueios e o
ócio causados pelas incertezas durante o ciclo produtivo, principalmente com relação aos tempos de
processamento e à demanda.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
10
O funcionamento do Sistema de Kanban Flexível (FKS), segundo Moore e Gupta (1999), é
idêntico ao do sistema Kanban original, com exceção apenas para o número de sinalizadores, que não
é fixo durante o período produtivo, sendo calculado por meio de um algoritmo desenvolvido pelos
criadores deste sistema.
Segundo Gupta e Youssef (1999) as dificuldades apresentadas no sistema tradicional podem ser
resolvidas pela alternativa FKS. Nesse modelo, a ideia é aumentar o ritmo da produção ao manipular o
número de kanbans dinâmica e sistematicamente, mantendo um número mínimo de base para cada
estação. Kanbans extras são adicionados apenas quando necessário para melhorar o desempenho do
sistema e removidos assim que eles não são mais necessários ou quando a presença deles resultará em
uma performance mais baixa. Ou seja, os kanbans extras só são utilizados quando seus benefícios
cobrem os custos. Para os autores, a grande dificuldade é definir o número base de Kanbans e o
número de Kanbans extras, além do momento certo para adicionar e removê-los.
Kanban Reativo Descentralizado
Criado por Takahashi e Nakamura, seguindo a mesma direção de vários outros sistemas, o
Kanban Reativo Descentralizado (DRK) foi proposto como uma alternativa de sistema de coordenação
de ordens de produção e compra que tem como principal objetivo a garantia de um bom desempenho
de sistemas produtivos de múltiplos estágios e mudanças instáveis na demanda por produtos (LAGE
JUNIOR e GODINHO FILHO, 2008).
No sistema proposto é possível detectar mudanças instáveis na demanda e ajustar o tamanho do
buffer (pulmão) em resposta a estas, com a ajuda de controladores de estoque individuais em cada
etapa do processo produtivo.
De acordo com Takahashi e Nakamura (1999), o DRK visa lidar não apenas com as flutuações
da demanda como também com o tempo médio de produção. Se o sistema produtivo fornece produtos
para diversos compradores, a demanda deles pode variar gradual e estocasticamente. Se o número de
compradores é limitado, os pedidos virão continuamente, mas a quantidade demandada pode mudar
drasticamente caso a política deles mude.
Takahashi e Nakamura (1999) também dizem que para realizar o controle ágil sem violar o
conceito do Just-in-Time, a ordem do mecanismo de liberação não deve ser modificada. O tamanho do
“pulmão” é uma variável usada para controlar os sistemas em reação às mudanças instáveis na
demanda dos produtos. O DRK é capaz de identificar as mudanças instáveis da demanda, além de
monitorar o tempo das séries de produção, levando em conta a sazonalidade.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
11
Segundo os mesmos autores, o DRK necessita de um volume menor de “trabalho em processo”
(WIP) que os sistemas reativos centralizados para satisfazer o nível requerido do tempo médio de
produção para demanda.
Comparação das Características
Com a ideia das adaptações propostas apresentadas, é possível compararmos suas
características com as do modelo tradicional e entre si. Para isso, serão utilizadas as características do
sistema Kanban original mais relevantes para a pesquisa, que são:
a) A utilização de um mecanismo de controle dentro e entre os processos através da
utilização de dois sinalizadores: um sinalizador de ordem de produção e um sinalizador de requisição;
b) A produção de forma “puxada”, na qual o controle de o que, quando e como produzir é
determinado pela quantidade de produtos em estoque;
c) A rotina de funcionamento de forma descentralizada, por meio do controle visual
realizado pelos próprios operários do processo em cada etapa de produção;
d) Os estoques limitados em cada estação de trabalho, ou seja, possuem capacidade finita,
determinada pelo número de sinalizadores (LAGE JUNIOR e GODINHO FILHO, 2008).
Com a revisão das adaptações escolhidas para a pesquisa, também foi possível identificar
algumas vantagens que um modelo tem sobre o outro, como por exemplo:
a) Menor complexidade de utilização do sistema;
b) Tempo reduzido na movimentação e transferência dos sinalizadores;
c) Níveis médios de estoques reduzidos;
d) Maior facilidade de adaptação a variações no tempo de processamento
e) Maior facilidade de adaptação a variações na demanda
Utilizando essas informações, foi elaborado um quadro de comparação (Quadro 1), apresentado
a seguir, para facilitar a visualização das diferenças de cada modelo de sistema Kanban.
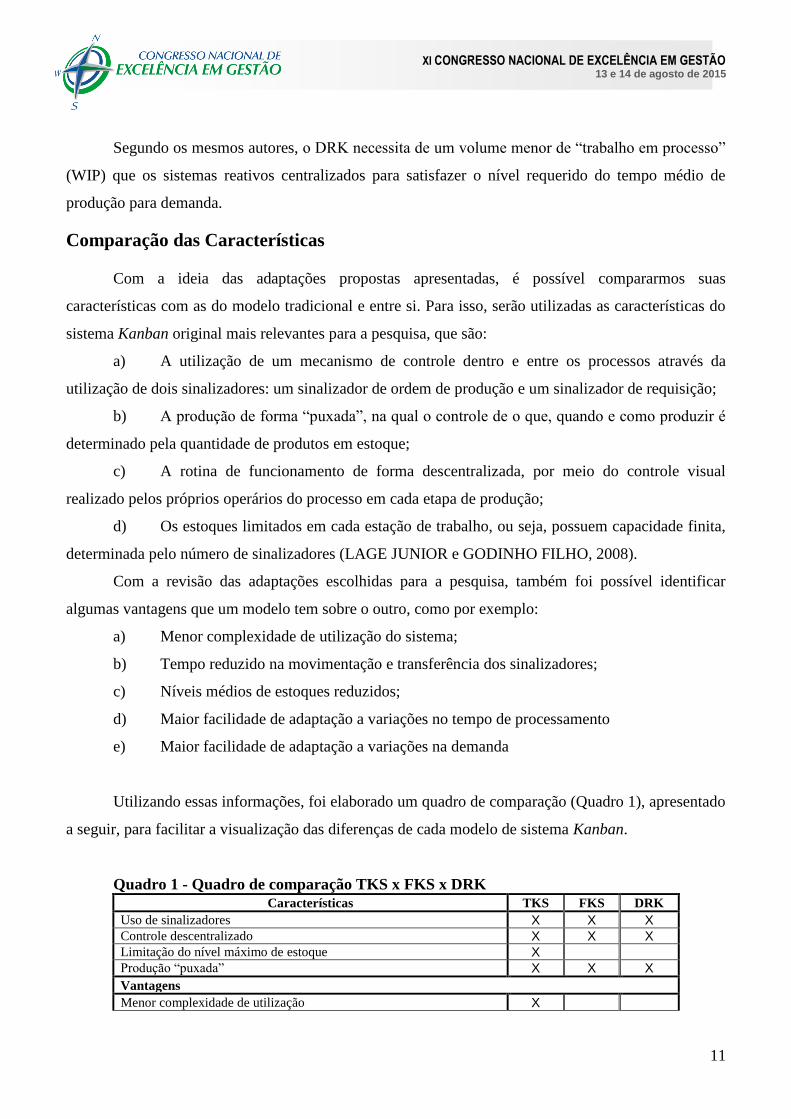
Quadro 1 - Quadro de comparação TKS x FKS x DRK
Características TKS FKS DRK
Uso de sinalizadores X X X
Controle descentralizado X X X
Limitação do nível máximo de estoque X
Produção “puxada” X X X
Vantagens
Menor complexidade de utilização X

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
12
Tempo reduzido de transferência dos sinalizadores X
Níveis médios de estoque reduzidos X
Fácil adaptação a variações no tempo de processamento X
Fácil adaptação a variações na demanda X X
Fonte: Elaborado pelos autores
Neste quadro, é possível ver que o modelo FKS tem melhor desempenho que o TKS quando
são considerados diferentes tipos de variações. Da mesma forma, o DRK, comparado ao modelo
tradicional, também reage com maior eficiência às mudanças da demanda, mas não apresenta
vantagem relativa à adaptação à variação no tempo de processamento. Entretanto, há redução nos
tempos de espera, devido ao menor tempo gasto na transferência dos sinalizadores, e os estoques se
mantêm em níveis menores que os normais.
Essas vantagens, porém, são obtidas ao custo da maior complexidade na utilização do sistema,
devido a novas operações necessárias. O principal exemplo, também identificado no quadro, é a
alteração do nível de estoque sempre que necessário devido às variações de demanda. No modelo
original isso não é necessário, pois o nível máximo de estoque é limitado, ou finito, e só alterado, se
preciso, ao final de um período.
Estudo de Caso
Empresa 01
A empresa 01 é uma empresa europeia automotiva que possui mais de 250 anos de história,
contando mais de 50.000 colaboradores, apresenta um faturamento anual de mais de 15 bilhões de
euros. Sua fábrica no Brasil está instalada na região sul-fluminense e é líder de seu setor há 10 anos
consecutivos, tendo seus produtos comercializados em mais de 30 países da América Latina, África e
Oriente Médio. O setor analisado da empresa 01 é o setor de logística de peças com seus fornecedores
externos, que utiliza o sistema Kanban desde 2012.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
13
Figura 3. Representação do sistema (01)
Fonte: Elaborado pelos autores
Na Figura 3 é apresentada uma simplificação do processo executado na empresa 01. A estrutura
1 representa a unidade fabril alvo deste estudo. Por se tratar de uma adaptação virtual do sistema
Kanban, foi utilizada uma representação (nº 2) da solicitação feita quando há necessidade por parte da
empresa de reposição de peças junto aos seus fornecedores, representados pelo algarismo 3. Por fim,
quando a solicitação é atendida temos a representação 4, correspondente à entrega do pedido.
A empresa utiliza o Kanban como uma ferramenta para o abastecimento da planta produtiva. É
utilizada pelos fornecedores que possuem características que são favoráveis ao uso do sistema, com
alto consumo e fluxo constante. A empresa usa dados de uma programação do ERP e este sistema
informatizado, baseado em previsões de demanda pré-estabelecidas, aciona um “gatilho” que envia
“cartões” eletrônicos aos fornecedores.
A empresa 01 considerou, em uma escala de 1 a 5, a redução nos níveis médios dos estoques a
mais importante característica obtida com o uso do sistema de Kanban virtual, além de que tem como
vantagem a melhora no treinamento, tornando-o mais fácil, e a maior confiabilidade do sistema. O
sistema usado é uma variação do sistema Kanban original, uma vez que não utiliza sinalizadores e o
controle não é centralizado. Para a área logística estudada da empresa 01, as maiores dificuldades são o
desalinhamento entre a produção planejada e a que é efetivamente realizada. Já na implantação do
processo, a dificuldade foi em mover os colaboradores das zonas de conforto.
Empresa 02
A empresa 02 é uma empresa do ramo automotivo com mais de 100 anos e possui cerca de
200.000 colaboradores, sendo 75% na Europa, e obteve no ano de 2013 um faturamento de mais de 50
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
14
bilhões de euros. A empresa 02 vendeu no ano de 2013 quase 3.000.000 de automóveis, sendo mais da
metade na Europa. A Empresa 02 opera em 160 países ao redor do planeta, é o líder europeu em seu
setor, possuindo cerca de 20% do mercado.
Para esta empresa foram analisados dois setores que utilizam da logística para fornecer matéria-
prima para a linha de produção. O setor ligado à logística de peças para fabricação de veículos será
chamado de 02-A e o setor ligado à logística de peças para a fabricação de motores, que ainda está
com seu sistema Kanban em fase de implementação, será chamado de 02-B.
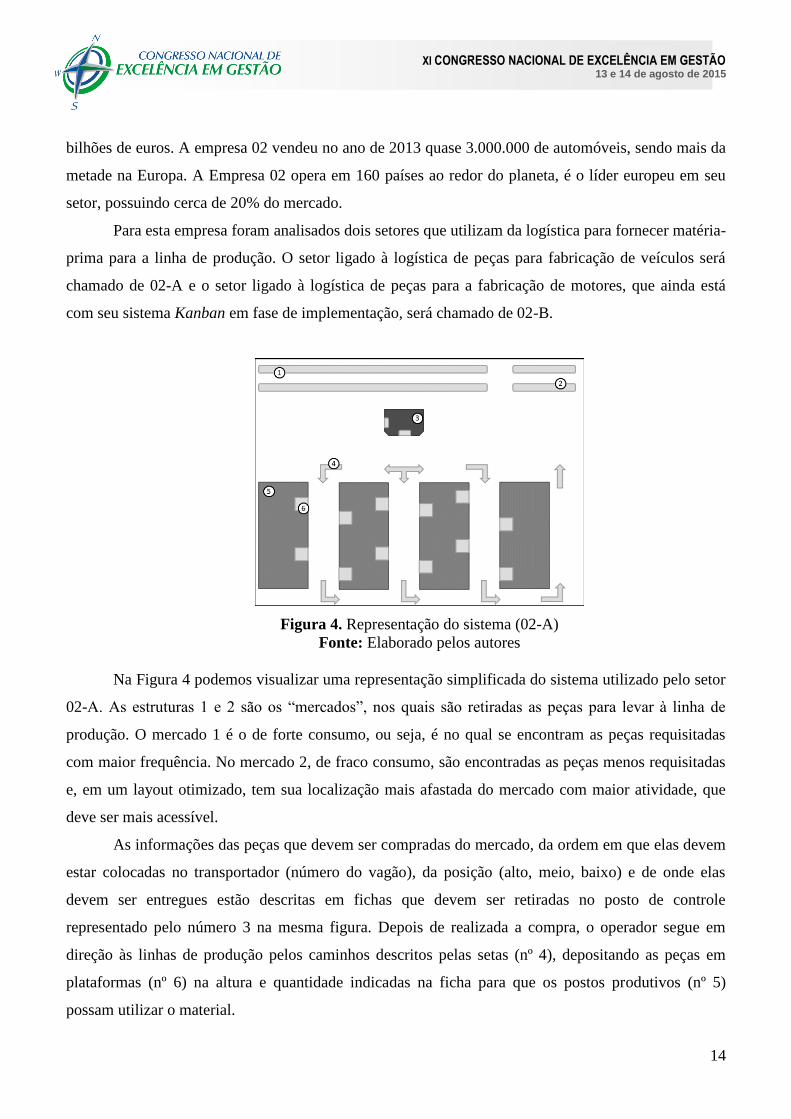
Figura 4. Representação do sistema (02-A)
Fonte: Elaborado pelos autores
Na Figura 4 podemos visualizar uma representação simplificada do sistema utilizado pelo setor
02-A. As estruturas 1 e 2 são os “mercados”, nos quais são retiradas as peças para levar à linha de
produção. O mercado 1 é o de forte consumo, ou seja, é no qual se encontram as peças requisitadas
com maior frequência. No mercado 2, de fraco consumo, são encontradas as peças menos requisitadas
e, em um layout otimizado, tem sua localização mais afastada do mercado com maior atividade, que
deve ser mais acessível.
As informações das peças que devem ser compradas do mercado, da ordem em que elas devem
estar colocadas no transportador (número do vagão), da posição (alto, meio, baixo) e de onde elas
devem ser entregues estão descritas em fichas que devem ser retiradas no posto de controle
representado pelo número 3 na mesma figura. Depois de realizada a compra, o operador segue em
direção às linhas de produção pelos caminhos descritos pelas setas (nº 4), depositando as peças em
plataformas (nº 6) na altura e quantidade indicadas na ficha para que os postos produtivos (nº 5)
possam utilizar o material.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
15
Ao final desse ciclo, o operador retorna uma ficha ao posto de controle (3) assinalando a
diferença de estoque encontrada em cada plataforma (6). Se ao depositar todas as peças, a quantidade
necessária de um material estiver abaixo, será assinalado um número negativo. Se estiver com material
a mais do que deveria, será assinalado um número positivo. Em ambos os casos, o monitor do posto
fará a verificação da inconformidade e agirá de acordo.
Para a solicitação de compra de novas peças dos fornecedores é feito um esquema no mesmo
molde da Figura 3, da empresa 01.
Figura 5. Representação do sistema (02-B)
Fonte: Elaborado pelos autores
Na Figura 5 acima é possível visualizar o funcionamento cíclico do sistema do setor 02-B de
forma simplificada. Representado pelo número 1, o prédio da usinagem transporta pallets cheios com
um Kanban de transporte (nº 2) pelo caminho representado pelo número 3 até o “pulmão” de seu único
cliente interno, que faz a montagem dos motores (nº 4). Com isso, o Kanban é retirado do pallet e só
colocado de novo (nº 5) quando há mais demanda, na forma de Kanban de produção, que é
transportado em um pallet vazio de volta (nº 6) para o prédio da usinagem. O controle visual é feito
através de um painel similar ao da Figura 2, capaz de identificar atrasos e estoques excessivos, além do
estoque de segurança presente no sistema.
Ambos os setores da empresa utilizam um sistema Kanban com demanda puxada, sinalizadores
físicos (etiqueta de input junto aos pallets), limitação de estoque máximo e controle descentralizado,
características do Kanban de Taiichi Ohno.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
16
Em uma escala comparativa entre as vantagens da utilização do sistema, é consenso entre os
setores que os níveis médios de estoques reduzidos é a vantagem mais importante. Ao setor 02-A é
considerada de grande vantagem a melhor adaptação a variações da demanda e melhoria na circulação
dos insumos de produção, enquanto 02-B admite grande importância à menor complexidade na
utilização e à melhor adaptação à variação de tempo no processamento.
Como dificuldade encontrada na implementação do sistema Kanban foi citado pelos setores a
implementação, a adaptação, o treinamento e o desenvolvimento dos fornecedores. No geral as
expectativas em relação à utilização do sistema foram atendidas principalmente em relação à redução
de estoques e à melhoria contínua dos processos.
Análise dos tipos de Kanban das empresas
No Quadro 2 é possível visualizar um comparativo das características presentes nos sistemas
encontrados na literatura científica, já apresentadas no Quadro 1, e nos sistemas das empresas
estudadas nesse artigo.
Quadro 2 - Quadro de comparação dos sistemas estudados
Lit. Científica Empresas
Características TKS FKS DRK 01 02-A 02-B
Uso de sinalizadores X X X X X
Controle descentralizado X X X X X
Limitação do nível máximo de estoque X X X X
Produção “puxada” X X X X X X
Vantagens
Menor complexidade de utilização X X X
Tempo reduzido de transferência dos sinalizadores X X
Níveis médios de estoque reduzidos X X X X
Fácil adaptação a variações no tempo de processamento X X X
Fácil adaptação a variações na demanda X X X X
Fonte: Elaborado pelos autores
O sistema de Kanban dos tipos levantados que mais se aproxima do sistema utilizado na
empresa 01, por meio de análise do questionário, é o Kanban Reativo Descentralizado (DRK). Este
tipo de Kanban, criado por Takahashi e Nakamura, propõe a possibilidade de adaptação a mudanças
inesperadas e instáveis na demanda e permite ajustar o “pulmão” para como resposta a estas mudanças,
com apoio dos controladores de estoque. O sistema informatizado de Kanban da empresa 01 auxilia o
setor logístico a lidar com as possíveis flutuações na demanda. Então, caso os fornecedores tenham

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
17
mudanças em suas políticas, é possível que a empresa consiga se preparar para reagir a estas mudanças
minimizando o prejuízo e evitando a insatisfação do cliente.
No entanto, no setor A da empresa 02, a semelhança maior é o com o modelo FKS, criado por
Gupta e Al-Turk, que utiliza um algoritmo que manipula o número de kanbans com a finalidade de
evitar o bloqueio e ócio do maquinário, de acordo com as informações que constarem na ficha
depositada no centro de controle. Esse sistema flexível garante melhoria na adaptação às variações na
demanda, da redução dos níveis de estoque e da circulação dos insumos no processo produtivo.
No setor B da mesma empresa, o sistema utilizado tem todas as características do Kanban de
Taiichi Ohno, até o uso de um sinalizador de produção e um de transporte, mas utiliza uma espécie de
estoque de segurança para eventuais imprevistos. Com isso, nenhum dos modelos apresentados se
assemelha fortemente com este.
Considerações Finais
O presente artigo teve como objetivo estudar o sistema Kanban em empresas do Vale do
Paraíba Fluminense, buscando estabelecer a ligação entre os tipos estudados de Kanban e os tipos
utilizados pelas empresas. Constatou-se que a empresa 01 tem seu sistema informatizado de Kanban
mais próximo do modelo DRK. Já o do setor A da empresa 02, é mais próximo do modelo FKS. O do
setor B, entretanto, apesar de similar ao modelo tradicional, tem características que não estão presentes
em nenhum dos sistemas apresentados, dificultando uma relação mais forte com um deles.
Foi concluído que as empresas 01 e 02 não utilizam o sistema Kanban tradicional, mas sim
fazem uso de adaptações desse sistema devido ao alto grau de importância que é atribuída à questão da
possibilidade de instabilidade na demanda, ponto que o sistema tradicional não consegue atender de
modo eficiente. Outro ponto que se observou é que a percepção de Kanban das pessoas é diferente da
percepção de Kanban como um sistema amplo, que abrange muito mais do que o sinalizador que
acompanha a matéria-prima.
Apesar dos objetivos da pesquisa terem sido alcançados, notou-se como limitação a
credibilidade das informações recebidas dos questionários, uma vez que é proibido o
compartilhamento de algumas informações confidenciais relacionadas ao funcionamento das empresas.
Além disso, o preenchimento do questionário pode ter sido feito de forma equivocada, por erro de
interpretação, falta de conhecimento do que foi perguntado ou simplesmente por erro mecânico. Para
tentar contornar isso, foi feita uma breve visita a dois dos três locais estudados, a fim de confirmar as
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
18
informações obtidas e corrigir possíveis detalhes que não estavam compatíveis com o restante das
respostas de um mesmo questionário.
Têm-se como proposta para pesquisas futuras um estudo na mesma linha que o feito neste
artigo, mas com uma quantidade consideravelmente maior de adaptações do sistema Kanban, para uma
comparação mais exata com os casos estudados. Com esta mesma finalidade, o uso de questionários
deve ser substituído ou complementado por um método de pesquisa de campo que levante um maior
número de detalhes e, possivelmente, com uma menor chance de erro, como uma visita técnica em
todas as empresas estudadas.
Referências
AGGARWAL, S. C. MRP, JIT, OPT, FMS? Harvard Business Review, v. 63 (5), p. 8–16, 1985.
ALVAREZ, M. E. B. Administração da qualidade e da produtividade: abordagens do processo
administrativo. Atlas. São Paulo, 2001.
BOER, E. C. A Redução dos Estoques em processo que utilizam as técnicas Kanban, Just-in-time
e MRP. Dissertação de Mestrado em Engenharia de Produção, p. 153. Universidade Estadual de
Campinas, 2000.
BREEN, J. Electronic Dictionary Research and Development Group. WWWJDIC site: Monash
University. Disponível em: <http://www.csse.monash.edu.au/~jwb/cgi-bin/wwwjdic.cgi?1B>. Acesso
em: 7 out. 2014.
CORRÊA H. L.; GIANESI I. G. N. Just in Time, MRPII e OPT: Um enfoque estratégico. 2. ed.
Atlas. São Paulo, 1993.
DÁVALOS, R. V.; LÓPEZ, O. C. Uma abordagem da implantação de um ERP visando apoio às
atividades administrativas e de ensino. 3ª Conferência da Associação Portuguesa de Sistemas de
Informação (CAPSI). Coimbra – Portugal, 2002.
GERHARDT, T. E.; SILVEIRA, D. T.; Organizadores. Métodos de Pesquisa. Editora UFRGS. Porto
Alegre, 2009.
GIACON, Edivaldo. Implantação de Sistemas de Programação Detalhada da Produção:
levantamento das práticas de programação da produção na indústria. Dissertação de Mestrado em
Engenharia de Produção, p. 107. Universidade de São Paulo, 2010.
GRAVES, R. KONOPKA, J.M., MILNE, R.J. Literature review of material flow control
mechanisms. Production Planning and Control, v.6 (5), p. 395–403, 1995.
GRÜNWALD, H.; STRIEKWOLD, P.E.T.; WEEDA, P. J. A framework for qualitative comparison
of production control concepts. International Journal of Production Research, v. 27(2), p. 281–292,
1989.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
19
GUPTA, S. M.; AL-TURKI, Y. A. Y. An Algorithm to Dynamically Adjust the Number of
Kanbans. Stochastic Processing Times and Variable Demand Environment. Production Planning
and Control, v. 8, n. 2, p. 133-141, 1997.
HABERKORN E. Gestão empresarial com ERP. TOTVS. São Paulo, 2008.
LAGE JUNIOR, M.; GODINHO FILHO, M. Adaptations of the Kanban system: review,
classification, analysis and evaluation. Gest. Prod., v. 15, n. 1. São Carlos, 2008.
LAGE JUNIOR, M.; GODINHO FILHO, M. Variations of the Kanban system: Literature review
and classification. Int. J. Production Economics, v. 125, p. 13–21, 2010.
LUBBEN, R. T. Just in Time, uma estratégia avançada de produção. McGraw-Hill. São Paulo,
1989.
MONDEN, Y. Toyota Production System. Engineering & Management Press. 1984.
MONDEN, Y. Toyota Production System: An Integrated Approach to Just-In-Time. 2. ed.
Industrial Engineering and Management Press. Norcross, GA. 1993.
MOORE, K. E.; GUPTA, S. M. Stochastic, colored Petri net (SCPN) models of traditional and
flexible Kanban systems. International Journal of Production Research. v.37, p. 2135-2158. 1999.
OHNO, T. O Sistema Toyota de Produção. Editora Bookman. Porto Alegre, 1997.
OHNO, T. The origin of Toyota production system and Kanban system. Proceedings of the
International Conference on Productivity and Quality Improvement. Tokyo, 1982.
PERRY, R. F.; GUPTA, S. M. Flexible Kanban System. International Journal of Operations &
Production Management, v.19, n. 10, p. 1065-1093, 1999.
ROBINSON P. Business Excellence – the integrated solution to planning and control. 4. ed. Bpic.
São Paulo, 2006.
SHINGŌ, S. A Study of the Toyota Production System from an Industrial Engineering
Viewpoint. Productivity Press. p. 30, 1989.
SIPPER, D.; BULFIN JR., R. L. Production: Planning, Control, and Integration. Mcgraw-Hill.
New York, 1997.
SUZAKI, K. The New Manufacturing Challenge: Techniques for Continuous Improvement. The
Free Press. New York - NY, 1987.
TAKAHASHI, K.; NAKAMURA, N. Decentralized Reactive Kanban System. European Journal of
Operational Research, v.139, n. 2, 2002a.
TAVEIRA, R. A. Uma metodologia para aperfeiçoamento da mudança para um sistema de
produção Just-in-Time em uma indústria Metalúrgica, usando simulação discreta e técnicas de
projeto de experimentos de Taguchi. Universidade Federal de Santa Catarina, Centro Tecnológico,
1997.
TUBINO, D. F. Manual de planejamento e controle da produção. 2. ed. Atlas, São Paulo, 2000.
VIDOSSICH, F. Glossário da Modernização Industrial. Volume I; prefácio de Pierre F. Gonod.
Futurível. Itajaí - SC, 1999.