
Fermentação alcoólica de mosto com alta concentração de açúcar
Upload
nguyenhuongCategory
view
213download
0
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ANTONIO GUILHERME TEBAS CORREA DA SILVA
Controle da Perda de Extrato no Processo de Centrifugação
LORENA
2012
Controle da Perda de Extrato no Processo de Centrifugação
Trabalho de conclusão de Curso
apresentado à banca examinadora de
Engenharia Química da Universidade de
São Paulo, como requisito parcial para
obtenção do título de Engenheiro Químico,
orientado pelo Prof. Dr. João Batista de
Almeida e Silva.
Lorena
2012
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Biblioteca BLSTL
Escola de Engenharia de Lorena
Silva, Antonio Guilherme Tebas Correa da
Controle da Perda de Extrato no Processo de Centrifugação./Antonio
Guilherme Tebas Correa da Silva. Lorena, 2012. 45 p.
Monografia apresentada como requisito parcial para a conclusão de
Graduação do Curso de Engenharia Química – Escola de Engenharia de
Lorena da Universidade de São Paulo.
Orientador: Prof. Dr. João Batista de Almeida e Silva.
1. Cerveja 2. Fermentação 3. Maturação. I Título. II Silva, João
Batista de Almeida e, orientador.
SILVA, ANTONIO GUILHERME TEBAS CORREA DA. Controle da Perda de Extrato
no Processo de Centrifugação. Projeto de Conclusão de Curso apresentado à Universidade
de São Paulo para obtenção da Graduação em Engenharia Química.
Aprovado em:
Banca Examinadora:
Prof. Dr. __________________________ Instituição: ____________________________
Julgamento: _______________________ Assinatura: ____________________________
Prof. Dr. __________________________ Instituição: ____________________________
Julgamento: _______________________ Assinatura: ____________________________
Dedico este trabalho primeiramente aos
meus pais, Rozeli de Paula Tebas e Antonio
Carlos Correa da Silva, que me instruíram,
tornando-me a pessoa que sou hoje e me
proporcionando a oportunidade de realizar
o sonho de me tornar Engenheiro Químico.
Dedico também à minha avó Maria de
Lourdes Correa da Silva, que esteve ao meu
lado compreendendo os momentos de
dificuldade não só ao longo do período de
elaboração deste trabalho, como em todo
curso.
AGRADECIMENTOS
Aos meus pais que sempre procuraram me orientar e apoiar da melhor forma
possível, não importando as dificuldades.
Aos amigos da cervejaria em questão, Geraldo de Paula, Wesley João Lacerda e
Luciano de Oliveira, pelo apoio técnico, paciência e disposição em ensinar.
Ao Professor Dr. João Batista de Almeida e Silva pela orientação no trabalho
Aos amigos e futuros engenheiros Letícia Melo, Túlio Rodrigues, Arthur
Painhas, Alex Aguiar, Tomas Alvez, Danielle Bacelar, Andrei Santini, Bruno Panaro,
Marcos Toyoda, Danilo Peruchi, pois em mim e neste trabalho há um pouco de cada um.

'' ... O mundo está nas mãos daqueles que
tem a coragem de sonhar e correr o risco de
viver seus sonhos ... ''
Paulo Coelho
RESUMO
SILVA, A. G. T. C. Controle da Perda de Extrato no Processo de Centrifugação. 2012. 45
f. Trabalho de conclusão de curso (Graduação) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2012.
A cerveja é atualmente a bebida alcoólica mais consumida no Brasil e no mundo. Há
indícios de que já era produzida na Babilônia no ano 6000 a. C. e ao longo do tempo, o
processo de produção da cerveja tem passado por aprimoramentos visando à melhoria da
qualidade, bem como o aumento da produção para atender a demanda de consumo. O
processo de produção da cerveja se divide em brassagem (produção do mosto), adegas
(fermentação e maturação) e filtração. Uma das etapas do processo é a centrifugação e
resfriamento da cerveja pós fermentada para dar início a maturação. Um procedimento
delicado diretamente ligado à produtividade e qualidade do processo. Este estudo teve
como objetivo avaliar a perda do extrato processo de centrifugação (interface entre
fermentação e maturação). A proposta baseia-se no controle de produtividade,
importante para garantir a competitividade de uma indústria. O desempenho do processo é
feito através da comparação da quantidade de cerveja obtida no final do processo e a
produção esperada, os dados deste estudo foram retirados de folhas de trabalho de controlo
interno. Além disso, o sistema de centrífugas devem oferecer boas condições de assepsia
para evitar contaminação. Também foi observado que a taxa de multiplicação de células é
fortemente ligado à produtividade sendo um importante parâmetro de controle.
Controlando a qualidade dos equipamentos e seus resultados é possível produzir uma
cerveja com uma maior qualidade e baixo custo.
Palavras-chave: Cerveja. Extrato. Centrifugação. Produtividade.

ABSTRACT
SILVA, A. G. T. C. Control of the extract lost in the centrifugation proccess. 2011. 38 f.
Trabalho de conclusão de curso (Graduação) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2011.
The beer is currently the most widely consumed alcoholic beverage in Brazil and
worldwide. There is evidence that it was produced in Babylon in the year 6000 b. C. and
over time, the process of beer production has undergone enhancements aimed at improving
the quality and increase production to meet consumer demand. The production process is
divided into brew-house (wort production), cellar (fermentation and maturation) and
filtration. One of the steps in the process is spinning and cooling the beer post fermentation
to begin maturing. A delicate procedure directly linked to productivity and process quality.
This study aimed to evaluate the loss of the extract in centrifugation process (interface
between fermentation and maturation). This study aimed to evaluate the effect on
productivity arising from each centrifuge used in the process of "fermat" (interface
between fermentation and maturation). The proposal is based on the control of
productivity, important to ensure the competitiveness of an industry. The performance of
the process is done by comparing the amount of beer obtained at the end of the process and
produce as expected, the data for this study were drawn from worksheets internal control.
Furthermore the centrífugal system should offer good aseptic conditions to avoid
contamination. It was also seen that the rate of cell multiplication is strongly linked to
productivity is an important control parameter. Controlling the quality of equipment and
closely monitoring the results is possible to produce a beer with higher quality and lower
cost.
Key-words: Beer. Extract. Centrifugation. Productivity.

LISTA DE EQUAÇÕES
Equação 1 – Perda de extrato no processo Fermat .............................................................. 29
Equação 2 – Desvio-padrão para uma população de medidas consideradas ....................... 29
Equação 3 – Cálculo da taxa de multiplicação celular ........................................................ 30
Equação 4 – Determinação do coeficiente de correlação de Pearson ................................. 30
LISTA DE FIGURAS
Figura 1 – Fluxograma do processo cervejeiro . .................................................................. 20
Figura 2 – Vias metabólicas observadas na fermentação do mosto cervejeiro . ................. 22
Figura 3 – Vias metabólicas de formação de dicetonas ...................................................... 23
Figura 4 – Via representativa da formação de ésteres ......................................................... 24
Figura 5 – Esquema simplificado do funcionamento de uma centrífuga ............................26
Figura 6 – Centrífuga 3 automática .................................................................................... 27
Figura 7 – Centrífuga 4 analógica ....................................................................................... 27
Figura 8 – Variação da taxa de multiplicação celular nos fermentadores em função da PE
no processo Fermat.. ............................................................................................................ 33

LISTA DE TABELAS
Tabela 1 – Vantagens e desantagens do uso da centrifuga no processo cervejeiro.............27
Tabela 2 – Resumo da perda de extrato no processo Fermat no mês de julho de 2012 . ... 31
Tabela 3 – Porcentagem de perda de extrato separado por sala e centrífuga . .................... 31
Tabela 4 - comparação de produção e perdas das centrifugas............................................32
Tabela 5 – Taxa de manipulação celular x perda de extrato do Fermat .............................32
Tabela 6 – Nível de contaminação por bactérias aeróbias (WLD) e leveduras selvagens
(YM) nos maturadores, quando enchidos por centrífugas diferentes . ................................ 34
Tabela 7 – Percentual de maturadores contaminados vindos de cada centrifuga................34
LISTA DE ABREVIATURAS
P.E. – Perda de Extrato.
C3 – Centrífuga 3.
OD – Tanque de fermentação e maturação.
ºP – Porcentagem em massa de açúcar na cerveja.
WLD – Bactérias aeróbias
YM – Levedura de cepa diferente da inoculada.
TPM – Manutenção Produtiva Total (em português).
FerMat – Processo que compreende a centrifugação e resfriamento da cerveja.
SUMÁRIO
1 INTRODUÇÃO ............................................................................................................... 15
2 REVISÃO BIBLIOGRÁFICA ......................................................................................... 17
2.1 Processo de Produção da Cerveja .................................................................................. 17
2.2 Fermentação .................................................................................................................. 20
2.3 Centrifugação ................................................................................................................. 25
2.4 Contaminação Microbiológica ....................................................................................... 28
3 METODOLOGIA ............................................................................................................. 29
4 RESULTADOS E DISCUSSÃO ...................................................................................... 31
4.1 Comparação da Perda de Extrato entre Salas e Centrífugas .......................................... 31
4.1.1 Perda de Extrato .......................................................................................................... 31
4.1.2 Taxa de Manutenção Celular ...................................................................................... 32
4.1.3 Contaminação Microbiológica ................................................................................... 34
5 CONCLUSÃO ................................................................................................................. 36
6 RECOMENDAÇÕES DE TRABALHOS FUTUROS...................................................37
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................ 38
Anexo 1 – Planilha de acompanhamento da perda de extrato da adegas no mês de julho de
2012 ..................................................................................................................................... 41
15
1 INTRODUÇÃO
A cerveja é atualmente a bebida alcoólica das mais populares. De acordo com o
decreto nº 6.871, de 04 de junho de 2009 do Ministério da Agricultura, a cerveja é a bebida
obtida pela fermentação alcoólica do mosto cervejeiro oriundo do malte de cevada e água
potável, por ação da levedura, com adição de lúpulo.
Basicamente, o processo de produção da cerveja se divide em brassagem (produção
do mosto), adegas (fermentação e maturação) e filtração. Uma etapa crítica do processo é a
transição da etapa de fermentação para maturação, pois as duas são essenciais para a
formação de substâncias que formarão o perfil sensorial da cerveja, além do cuidado
necessário para com a levedura cervejeira.
No processo cervejeiro a perda de extrato já é esperada, pois para manter a safra de
leveduras sempre jovem e com índices de vitalidade e viabilidade microbiológicos altos ela
precisa se multiplicar, criando uma nova geração de fermento. Esta multiplicação ocorre ao
custo do consumo de extrato, porém deve ser controlada para que não haja uma geração
excessiva de fermento, produzindo subprodutos que descaracterizam o sensorial da cerveja
(aroma e aspecto visual), e perda da produção de etanol. O estudo da etapa fermentativa do
processo de produção de cerveja permite o desenvolvimento de estratégias de otimização,
dentre elas a determinação da quantidade ideal de levedura a ser dosada.
A proposta foi baseada na utilização de quatro equipamentos de centrífuga
utilizados na AmBev, unidade de Jacareí. Cada equipamento com particularidades de
vazão e controle automático ou manual, sendo a maior centrífuga – centrífuga C3 –
totalmente automática e de vazão nominal de 1000hL/h enquanto que a menor centrífuga –
centrífuga C1 – é manual e de vazão nominal de 400hL/h.
A primeira parte do trabalho consistiu em realizar a comparação entre resultados no
processo cervejeiro decorrentes da utilização de cada centrífuga em relação às demais.
Essa comparação foi feita por meio da determinação dos resultados de Perda de Extrato e
taxa de multiplicação celular.
Na segunda parte do trabalho, buscou-se analisar os níveis de contaminação
microbiológica na cerveja e sua possível relação com as máquinas de centrifugação.
Durante o processo de elaboração da cerveja na fábrica da AmBev – unidade
Jacareí, observa-se rotineiramente a perda de extrato nas etapas de fermentação e
maturação, ocorrendo em níveis desiguais em cada uma das salas de produção e
equipamentos da unidade.
16
Essas perdas são mínimas na centrífuga de numero 4 e bastante significativas na
centrifuga 3, o que gerou este estudo para esclarecer procedimentos na busca de reduzir os
impactos na qualidade e produtividade, melhorando os índices econômicos.
O problema das perdas ocorridas durante as fases de fermentação/maturação vai
alem do âmbito econômico, afetando, também, a qualidade da cerveja, caso da
multiplicação celular, se for elevada, além de causar perda de extrato altera a qualidade
sensorial da cerveja chegando a ser perceptível ao consumidor final.
O presente trabalho teve como objetivo avaliar o controle da perda de extrato na
produção de cerveja durante a fermentação/maturação e as implicações de qualidade, de
produtividade e econômicas causadas durante essa interface.
17
2 REVISÃO BIBLIOGRÁFICA
2.1 Processo de Produção da Cerveja
O processo de produção da cerveja compreende as seguintes etapas:
Malteação da cevada: a malteação da cevada é a etapa na qual são produzidas as
enzimas por meio da indução da germinação dos grãos de cevada (BAMFORTH, 2003).
De acordo com Briggs (2004) a cevada não pode ser utilizada diretamente para a produção
de cerveja por três razões:
1) os componentes do endosperma não são solúveis: substâncias como o amido, a
proteína e a hemicelulose precisam ser decompostos por meio da ação das enzimas e, com
isso, transformados em substâncias solúveis em água;
2) faltam enzimas importantes, como as amilases e proteases, necessárias para a
quebra do amido e proteínas no processo de mosturação; e
3) falta o aroma típico de malte.
O processo de malteação é dividido em maceração, germinação e secagem.
Moagem do Malte: no início da produção o malte é enviado até os moinhos que têm
a função de promover a quebra da casca e então liberar o material amiláceo para o
processo. Outra função da moagem é promover a diminuição do tamanho de partícula do
malte de modo a aumentar sua área superficial, aumentando o desempenho da hidrólise do
amido.
Mosturação: após ser moído o malte é enviado até as tinas de mostura. Onde é
misturado com água e submetido a aquecimento, que criará condições ótimas para a
hidrólise enzimática do amido por meio da alfa-amilase e da beta-amilase, gerando glicose,
maltose e dextrinas. A parte solúvel dos materiais triturados é chamada de mosto
(CARNEIRO, 2010). A mosturação ocorre numa faixa ente 44 e 76º C. Os tempos e
temperaturas de mosturação variam de acordo com a composição desejada do mosto.
Filtração do mosto: a mistura obtida, também chamada de mostura, passa por uma
tina de clarificação (ou filtro prensa) que tem a função de separar o bagaço do malte. Neste
bagaço ainda existem frações de açúcares que poderão ser utilizados na fermentação. Para
solubilizar o açúcar existente o bagaço é lavado com água quente, 76ºC.
Fervura: em seguida o mosto é enviado a um tanque onde ocorre a adição de lúpulo.
A mistura é fervida por volta de 60 minutos. Durante esse intervalo, ocorre a extração e
isomerização de alguns óleos essenciais extraídos do lúpulo. Briggs (2004, p.43) reporta
que os objetivos da fervura do mosto são múltiplos e as operações que se desenvolvem
18
simultaneamente na caldeira de fervura são: inativação das enzimas, esterilização do
mosto, coagulação de compostos protéicos (auxiliado pelas substâncias do lúpulo),
eliminação de voláteis prejudiciais à qualidade da cerveja, concentração do mosto e
transferência dos componentes aromáticos e amargos do lúpulo para o mosto. Dessa forma,
verifica-se que a fervura estabiliza o mosto segundo os aspectos bioquímico, biológico,
coloidal, além de conferir aroma e paladar.( KUNZE, W.)
Decantação: a decantação serve para separar o chamado trub quente do mosto. O
trub quente é formado durante a fervura do mosto, devido a precipitação de proteínas que
sofreram desnaturação. Essas substâncias podem conferir um paladar indesejável à cerveja.
Um equipamento chamado whirlpool é utilizado para efetuar a decantação por cerca de 20
minutos, e separação do mesmo antes de iniciar o resfriamento.
Resfriamento: o resfriamento do mosto tem como objetivo prepará-lo para a
fermentação, próxima etapa do processo. O processo é feito com água gelada, que troca
calor com o mosto e o resfria de uma temperatura de 98º C para 9º C. Água quente é
recuperada no processo e é utilizada nas fases de mosturação, cozimento de adjunto e
filtração do mosto, bem como para limpeza dos tanques e tubulações.
Aeração do mosto: o objetivo da aeração é incorporar oxigênio no mosto após a
etapa de resfriamento. Aerar o mosto é necessário porque a levedura precisa de oxigênio
para dar início à sua fase de propagação.
Fermentação: consiste de 2 etapas, na 1ª fase as leveduras irão consumir os
açúcares fermentescíveis mais oxigênio para se reproduzir, com o fim do oxigênio
dissolvido irão produzir álcool e dióxido de carbono e também alguns ésteres, ácidos e
alcoóis superiores que irão conferir propriedades sensoriais à cerveja. A fermentação
ocorre em tanques fechados, revestidos por uma camisa externa que permite a passagem de
fluído refrigerante (amônia ou etileno glicol) para manter o sistema na temperatura
desejada, que pode variar de 10 a 25º C. (SMART)
O tipo de processo fermentativo dependerá da levedura utilizada, sendo:
- Cerveja de Alta Fermentação – Levedura: Saccharomyces cerevisiae; as células
tendem a se concentrar na parte superior do fermentador;
- Cerveja de Baixa Fermentação – Levedura: Saccharomyces uvarum; quando as
células se concentram na parte inferior do fermentador.
Na alta fermentação, as leveduras tendem a se situar nas partes superiores do
fermentador e na baixa fermentação, nas partes inferiores.
19
Centrifugação: para que a cerveja possa ser encaminhada aos tanques de maturação,
é necessário retirar a maior parte do fermento presente na mesma. O fermento que
decantou é retirado por precipitação e as células que ainda estão em suspensão na cerveja
são retiradas por meio da centrifugação. Essa etapa é uma maneira de multiplicar o efeito
de decantação natural das partículas, pois é favorecida pelo fator aceleração centrífuga,
acarretando na diminuição do tempo de decantação de sólidos. Para se intensificar o
processo pode-se adicionar um agente clarificante na saída da centrífuga. Nas cervejas
especiais dosa-se sílica, resultando em uma maior estabilidade coloidal. (PRIEST, F. G.;
STEWART G. G).
Na AmBev, após a etapa de fermentação, inicia-se o que é chamado de processo
Fermat, que consiste em utilizar um resfriador após a centrifugação. Assim, a cerveja é
enviada na temperatura ideal (-1° C) para iniciar o processo de maturação, reduzindo o
tempo dessa etapa. No processo Fermat deve-se prestar atenção quanto à incorporação de
oxigênio na fase de centrifugação, uma vez que a incorporação de oxigênio na cerveja
interfere negativamente nas suas características sensoriais. Outro item de controle
importante na etapa de centrifugação é a quantidade de células presentes em suspensão na
cerveja, que não pode ultrapassar o número de 5.105 células/mL.
Maturação: terminada a fermentação, a cerveja é enviada aos tanques de maturação
nos quais é mantida por períodos variáveis a temperatura de aproximadamente 0º C. Essa
fase é importante, pois ocorre sedimentação de algumas partículas em suspensão e também
se desencadeiam algumas reações de esterificação que irão produzir alguns compostos
aromatizantes essenciais para a cerveja.
Filtração: nessa etapa, é acrescida terra diatomácea à cerveja madura com o
objetivo de remover as partículas em suspensão e também adsorver certas substâncias que
conferem cor desagradável à cerveja. Após a filtração, a cerveja passa por uma fase na qual
se incorpora dióxido de carbono (obtido da própria fermentação), e também outras
substâncias como estabilizantes e antioxidantes que irão garantir a qualidade da cerveja e
aumentar seu tempo de prateleira.
Pasteurização: a cerveja engarrafada antes de ser pasteurizada recebe a
denominação de chopp, e após pasteurização passa a ser denominada cerveja. O objetivo
da pasteurização é eliminar alguns microorganismos que irão prejudicar as características
originais da cerveja. A pasteurização costuma ser realizada a temperaturas por volta de 70º
C, temperatura letal para os microrganismos em questão.
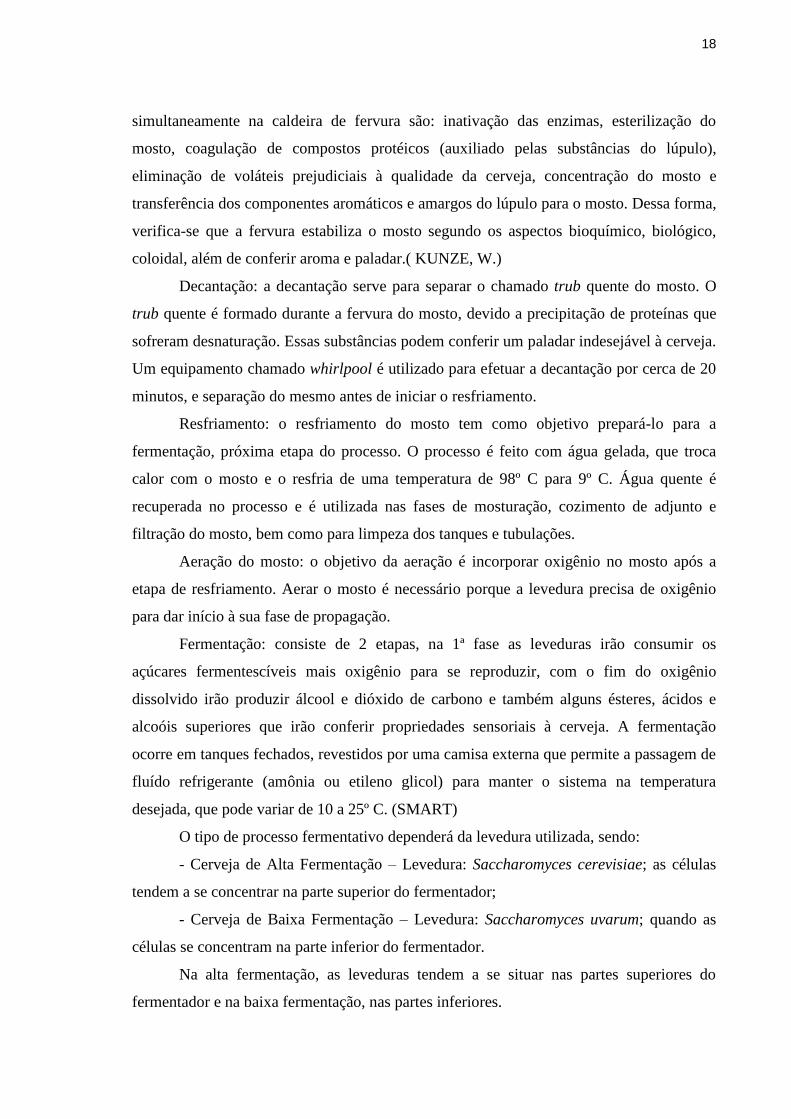
Na Figura 1, encontra-se apresentado o fluxograma do processo cervejeiro.
20
Figura 1 – Fluxograma do processo cervejeiro (ENCICLOPÉDIA BARSA, 1974)
2.2 Fermentação
As leveduras cervejeiras metabolizam os açúcares fermentescíveis por meio de duas
vias metabólicas, sendo que na presença de O2, a levedura realiza biossíntese, cujo balanço
pode ser expresso como:
C6H12O6 CO2 + H2O + 38 ATP + Massa celular + calor
Por outro lado, na ausência de oxigênio o balanço da fermentação corresponde a:
C6H12O6 2 C2H5OH + 2 CO2 + 2 ATP + calor
Na fermentação cervejeira, as duas vias são igualmente importantes. A via respiratória
faz com que o fermento cresça e se revigore e a via fermentativa tem a função de conversão dos
açúcares em CO2 e etanol, produzindo a cerveja. Pelo fato de a via respiratória ser mais viável
energeticamente, enquanto existe oxigênio disponível no meio, a levedura realiza multiplicação
celular (AQUARONE, 2001).
Bamforth (2004) ressalta a importância da aeração para a ocorrência da primeira
etapa do processo fermentativo. O mosto é aerado logo após o resfriamento, pois as
leveduras necessitam de oxigênio para sua multiplicação, como descrito por Papazian
(1991). É recomendada a aeração após o resfriamento do mosto porque a oxigenação do
mosto quente provoca oxidações e contribui para o surgimento de sabores indesejáveis na
cerveja.
A levedura cervejeira necessita assimilar os nutrientes do meio para suprir suas
necessidades metabólicas, e como consequência disto excreta vários subprodutos que terão
21
influência nas características finais da cerveja. É preciso entender como este mecanismo
funciona para poder tomar decisões quanto ao processo cervejeiro.
Para o crescimento celular é preciso que ocorra a assimilação de aminoácidos que
serão transformados em proteínas e, posteriormente, em células novas.
Em um sistema de fermentação, o crescimento de levedura pode ser dividido
basicamente em três fases: fase de latência, a fase logarítmica de crescimento, e fase
estacionária.
A 1ª fase ocorre por cerca de 12-24Hs desde a inoculação celular no mosto, é
quando a célula se adapta ao novo ambiente, rico em nutrientes, e sintetiza enzimas
necessárias para o crescimento celular.
A 2ª fase é marcada pelo crescimento exponencial do número de células, devido ao
excesso de nutrientes no meio, esta etapa dura um curto período de tempo. A célula
consome o açúcar aumentando seu tamanho até um tamanho crítico onde se divide em duas
células, a célula original fica com uma "cicatriz" onde ocorreu a separação. Com o
aumento da população celular aumentam os níveis de ácidos graxos e ésteres dissolvidos
no meio. Aos poucos, com a diminuição do açúcar no meio começa a ter início a 3ª fase,
estacionária.
Na 3ª fase o crescimento celular cessa e as células começam a flocular e suas
reservas de glicogênio aumentam, preparando a célula para sobreviver em um ambiente
pobre em açúcar, é o fim da fermentação.
Durante a fermentação os açúcares são convertidos em etanol e CO2. Paralelamente
ocorre a formação de ácidos, alcoóis alifáticos superiores, ésteres, diacetil, acetoína, dentre
outros. Os ácidos formados são principalmente os ácidos orgânicos, como o ácido acético,
ácido fórmico, piruvato, malato, D-lactato, L-lactato e citrato. Consequentemente, ocorre
uma redução do pH de cerca de 5,2 para 4,4. Essa redução contribui para que a estabilidade
microbiológica da cerveja seja aumentada, o amargor característico da cerveja seja mais
agradável e a cor mais clara. O pH da cerveja depende principalmente do pH do mosto,
tamponamento do meio e da formação desses ácidos durante a fermentação (GUIDO et. al.,
2004) . Durante a fermentação, a levedura se adapta às mudanças no meio. A diminuição
da concentração de substrato junto a quantidade de oxigênio dissolvido direciona a
sequência de assimilação dos componentes do meio fermentativo, bem como a formação
de subprodutos do metabolismo de maneira coordenada. O flavor da cerveja resulta da
mistura de compostos oriundos do metabolismo aeróbio e anaeróbio oriundos das
diferentes fases da fermentação. O consumo de açúcar para produção de célula ou etanol
22
gera a produção de subprodutos da fermentação como dicetonas, alcoóis superiores, ésteres
e acetaldeído (BRÁNYIK et. al., 2008).
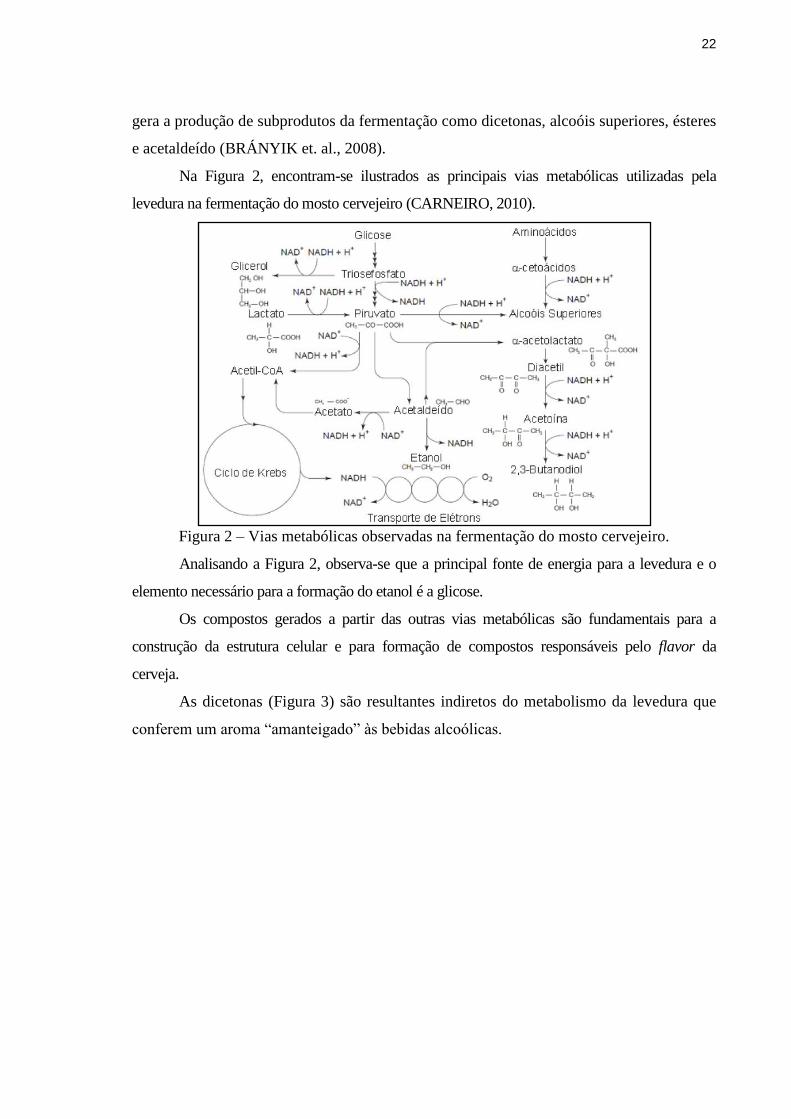
Na Figura 2, encontram-se ilustrados as principais vias metabólicas utilizadas pela
levedura na fermentação do mosto cervejeiro (CARNEIRO, 2010).
Figura 2 – Vias metabólicas observadas na fermentação do mosto cervejeiro.
Analisando a Figura 2, observa-se que a principal fonte de energia para a levedura e o
elemento necessário para a formação do etanol é a glicose.
Os compostos gerados a partir das outras vias metabólicas são fundamentais para a
construção da estrutura celular e para formação de compostos responsáveis pelo flavor da
cerveja.
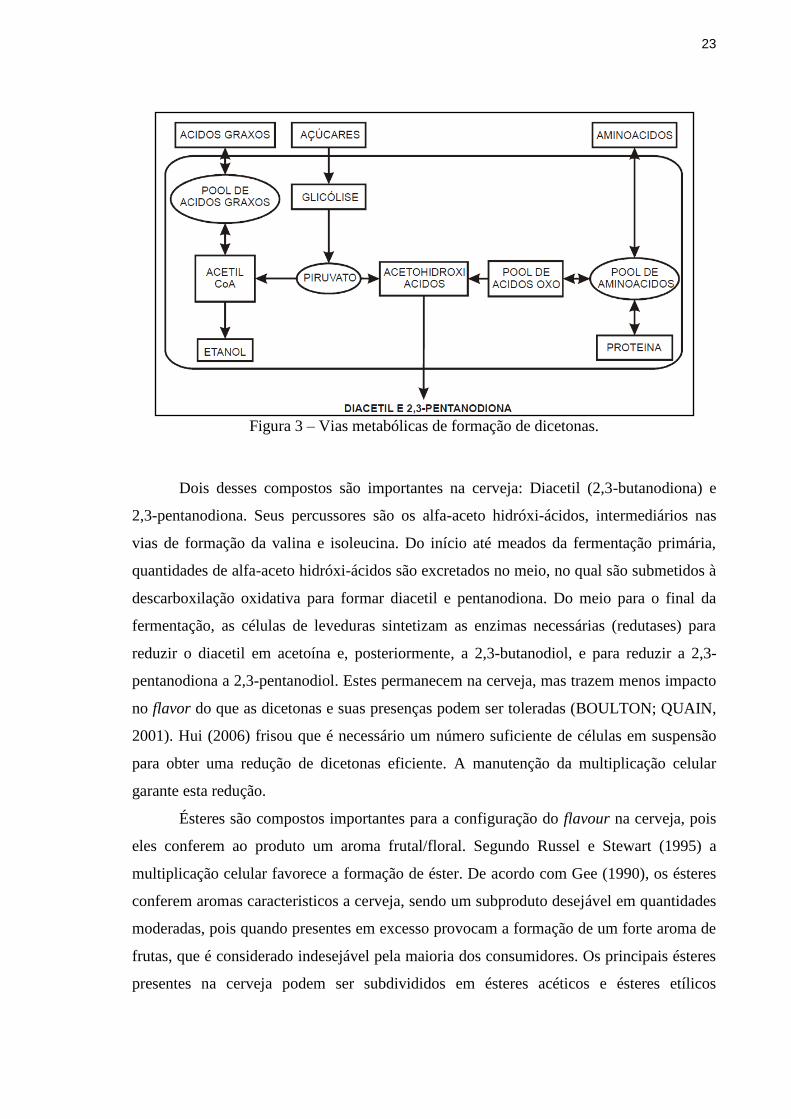
As dicetonas (Figura 3) são resultantes indiretos do metabolismo da levedura que
conferem um aroma “amanteigado” às bebidas alcoólicas.
23
Figura 3 – Vias metabólicas de formação de dicetonas.
Dois desses compostos são importantes na cerveja: Diacetil (2,3-butanodiona) e
2,3-pentanodiona. Seus percussores são os alfa-aceto hidróxi-ácidos, intermediários nas
vias de formação da valina e isoleucina. Do início até meados da fermentação primária,
quantidades de alfa-aceto hidróxi-ácidos são excretados no meio, no qual são submetidos à
descarboxilação oxidativa para formar diacetil e pentanodiona. Do meio para o final da
fermentação, as células de leveduras sintetizam as enzimas necessárias (redutases) para
reduzir o diacetil em acetoína e, posteriormente, a 2,3-butanodiol, e para reduzir a 2,3-
pentanodiona a 2,3-pentanodiol. Estes permanecem na cerveja, mas trazem menos impacto
no flavor do que as dicetonas e suas presenças podem ser toleradas (BOULTON; QUAIN,
2001). Hui (2006) frisou que é necessário um número suficiente de células em suspensão
para obter uma redução de dicetonas eficiente. A manutenção da multiplicação celular
garante esta redução.
Ésteres são compostos importantes para a configuração do flavour na cerveja, pois
eles conferem ao produto um aroma frutal/floral. Segundo Russel e Stewart (1995) a
multiplicação celular favorece a formação de éster. De acordo com Gee (1990), os ésteres
conferem aromas caracteristicos a cerveja, sendo um subproduto desejável em quantidades
moderadas, pois quando presentes em excesso provocam a formação de um forte aroma de
frutas, que é considerado indesejável pela maioria dos consumidores. Os principais ésteres
presentes na cerveja podem ser subdivididos em ésteres acéticos e ésteres etílicos
24
(compostos por ácidos graxos de cadeia média – de seis a dez carbonos) cuja formação é
dependente da cepa de levedura utilizada (HUI, 2006).
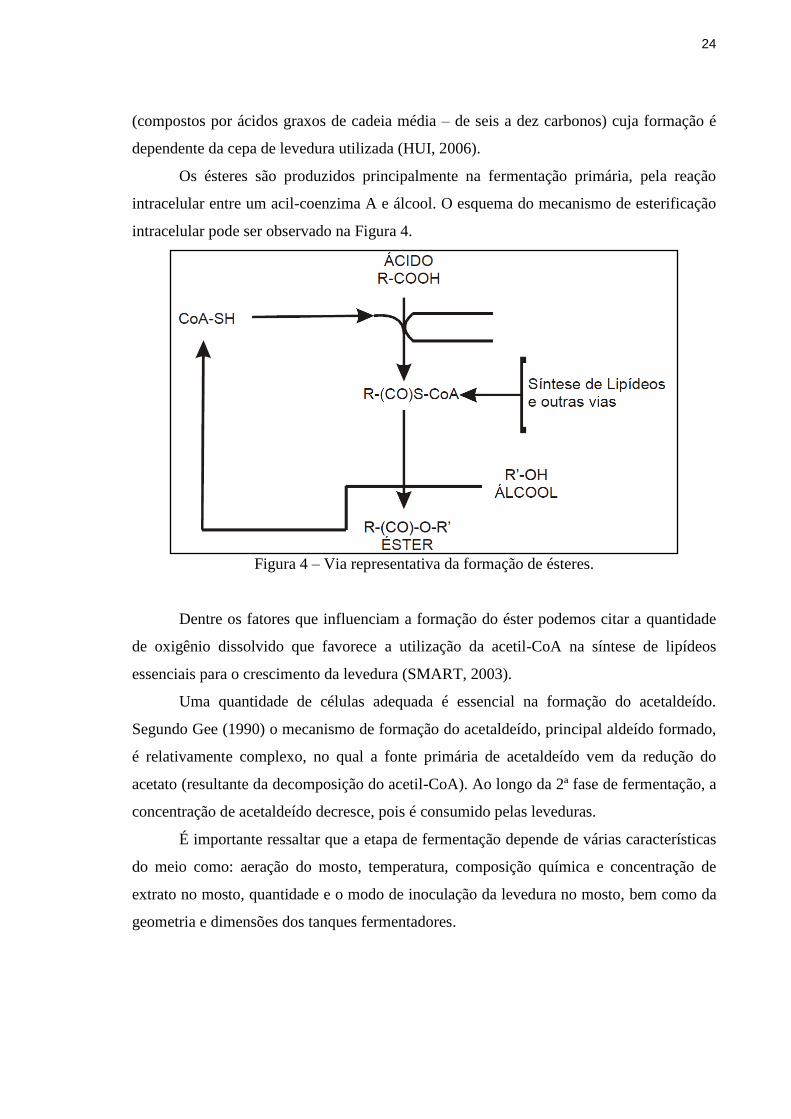
Os ésteres são produzidos principalmente na fermentação primária, pela reação
intracelular entre um acil-coenzima A e álcool. O esquema do mecanismo de esterificação
intracelular pode ser observado na Figura 4.
Figura 4 – Via representativa da formação de ésteres.
Dentre os fatores que influenciam a formação do éster podemos citar a quantidade
de oxigênio dissolvido que favorece a utilização da acetil-CoA na síntese de lipídeos
essenciais para o crescimento da levedura (SMART, 2003).
Uma quantidade de células adequada é essencial na formação do acetaldeído.
Segundo Gee (1990) o mecanismo de formação do acetaldeído, principal aldeído formado,
é relativamente complexo, no qual a fonte primária de acetaldeído vem da redução do
acetato (resultante da decomposição do acetil-CoA). Ao longo da 2ª fase de fermentação, a
concentração de acetaldeído decresce, pois é consumido pelas leveduras.
É importante ressaltar que a etapa de fermentação depende de várias características
do meio como: aeração do mosto, temperatura, composição química e concentração de
extrato no mosto, quantidade e o modo de inoculação da levedura no mosto, bem como da
geometria e dimensões dos tanques fermentadores.
25
2.3 Centrifugação
Centrifugação é uma das técnicas de pesquisa mais importantes e amplamente
aplicada em bioquímica, biologia celular e molecular, e na medicina. As aplicações atuais
de pesquisa e clínicas contam com isolamento de células, organelas subcelulares e
macromoléculas, muitas vezes com altos rendimentos.
Uma centrífuga usa força centrífuga (força-g) para isolar partículas suspensas do
seu meio circundante em cada lote de uma ou de uma base de fluxo contínuo. Aplicações
de centrifugação são muitas e podem incluir a sedimentação de células e vírus, separação
de organelas subcelulares, e isolamento de macromoléculas, tais como DNA, RNA,
proteínas ou lípidios. (Ford and J.M. Graham)
Após a fermentação é retirado o fermento por sedimentação para ser reutilizado e a
cerveja segue para a etapa de centrifugação e resfriamento, para dar início a maturação.
Para isso utilizam-se equipamentos de centrífuga.
As centrífugas conseguem uma sedimentação rápida devido à força centrífuga a que
a cerveja é submetida. Para medirmos a eficiência de retirada da centrífuga devemos
coletar amostra da entrada e saída da centrífuga para contagem de células. Os pratos têm
por função diminuir o percurso que a partícula tem que percorrer, evitando que ela seja
levada com o líquido. As descargas devem ser reguladas de acordo com a cerveja: tempos
de descarga muito curtos ocasionam perda de cerveja e tempos muito longos a perda de
eficiência. A pressão ideal de trabalho na entrada da centrífuga é de 3 – 4 kgf/cm², e a
pressão da válvula reguladora de ar comprimido é de 2 kgf/cm² (MANUAL TECNICO,
WESTFALIA SEPARATOR).
As centrífugas são próprias para uma pré-filtração. Deve-se usar centrífugas de
pratos, para não ocorrer perdas de CO2. A centrífuga deve ser fechada e devemos trabalhar
com contrapressão para mantermos um fluxo constante. (PESSOA JR, A. KILIKIAN, B.
V)
O fabrica de Jacareí possui centrifugas de múltiplos discos.
Uma série de discos paralelos proporcionam uma grande área de sedimentação. Em
casos de clarificação de material biológico, pode-se trabalhar com a força centrífuga
variando de 5.000 a 15.000g, sendo o fluxo contínuo de alimentação de 200 m³/h. Cole-
Parmer site (2008)
A figura 5 apresenta o esquema simplificado de uma centrífuga.
26
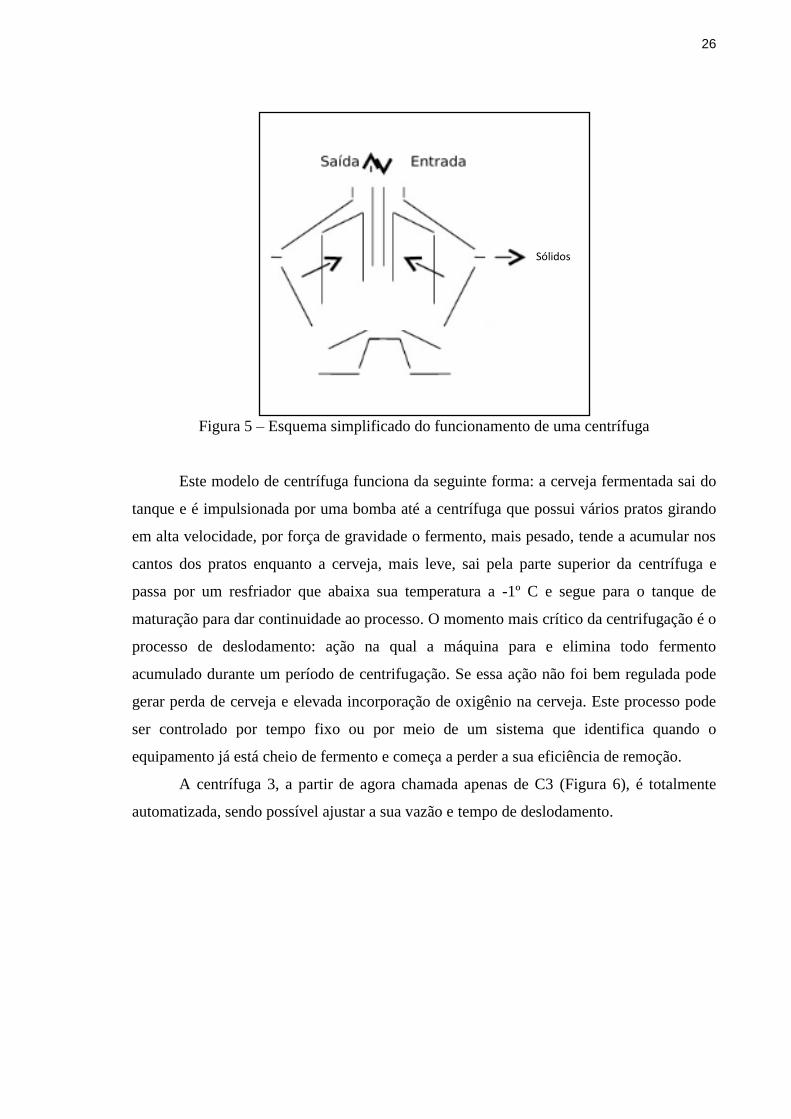
Figura 5 – Esquema simplificado do funcionamento de uma centrífuga
Este modelo de centrífuga funciona da seguinte forma: a cerveja fermentada sai do
tanque e é impulsionada por uma bomba até a centrífuga que possui vários pratos girando
em alta velocidade, por força de gravidade o fermento, mais pesado, tende a acumular nos
cantos dos pratos enquanto a cerveja, mais leve, sai pela parte superior da centrífuga e
passa por um resfriador que abaixa sua temperatura a -1º C e segue para o tanque de
maturação para dar continuidade ao processo. O momento mais crítico da centrifugação é o
processo de deslodamento: ação na qual a máquina para e elimina todo fermento
acumulado durante um período de centrifugação. Se essa ação não foi bem regulada pode
gerar perda de cerveja e elevada incorporação de oxigênio na cerveja. Este processo pode
ser controlado por tempo fixo ou por meio de um sistema que identifica quando o
equipamento já está cheio de fermento e começa a perder a sua eficiência de remoção.
A centrífuga 3, a partir de agora chamada apenas de C3 (Figura 6), é totalmente
automatizada, sendo possível ajustar a sua vazão e tempo de deslodamento.
Sólidos
27
Figura 6 – Centrífuga 3 (automática)
As demais centrífugas, C1, C2 e C4 (Figura 8) têm um painel de controle
analógico, sendo totalmente reguláveis.
Figura 7 – Centrífuga 4 (analógica)
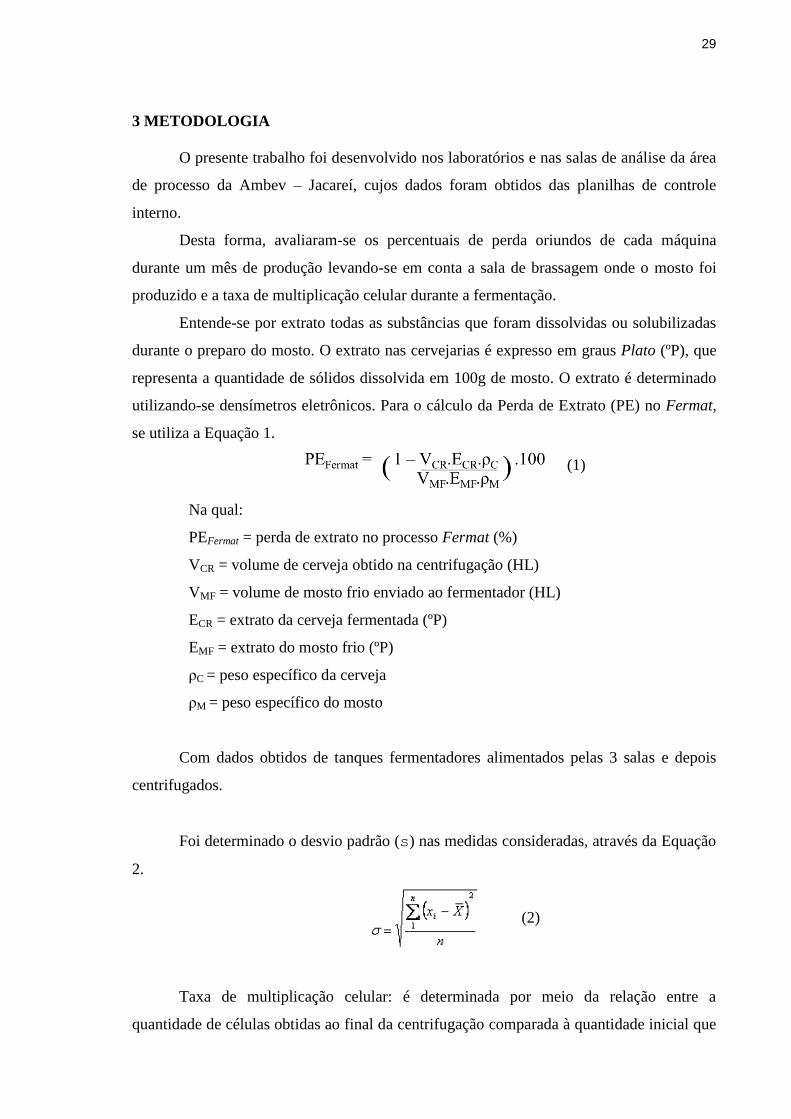
Priest Stewart (2006) ressalta as vantagens e desantagens do uso da centrifuga no
processo cervejeiro.
Vantagens Desvantagens
Clarificação rápida Alto custo de manutenção
Menor espaço Necessita controle da temperatura
Processo contínuo Remoção de leveduras essenciais a maturação
Menor perda de cerveja Risco de incorporação de O2
Tabela 1: Vantagens e desvantagens do uso da centrifuga no processo cervejeiro.
28
2.4 Contaminação Microbiológica
A contaminação microbiológica pode ocorrer por uma série de fatores no processo
de produção da cerveja: matéria-prima, ar, água de processo, aditivos e mesmo a levedura
inoculada podem se tornar uma fonte constante de contaminantes. Resíduos vindos de
tanques, tubulações, válvulas, trocadores de calor e outros equipamentos empregados no
processo apresentam risco potencial de contaminação. Os efeitos da contaminação variam
desde pequenos efeitos no flavor da cerveja até o desempenho da fermentação, defeitos no
aroma, problemas de turvação, taxas de atenuação anormal e perda de atividade de
levedura.
Uma das contaminações que pode ocorrer no processo de centrifugação é a
contaminação por levedura selvagem. Qualquer outro tipo de levedura que não a inoculada
pode ser considerada levedura selvagem, que pode estar presente em várias etapas do
processo e pode conferir flavor indesejável à cerveja pela formação de diferentes ésteres,
alcoóis e produção de dicetonas. Um sistema de aeração que forneça condições adequadas
de assepsia pode ajudar a eliminar um dos pontos de contaminação microbiológica no
processo cervejeiro (GOLDAMMER, 2008). É impossível eliminar a contaminação por
levedura selvagem, sendo a única alternativa o descarte do fermento contaminado.
Outra contaminação que pode se originar na centrifugação é a contaminação por
bactérias ácido-lácticas (DRAGONE, et. al., 2008), que são bactérias Gram-positivas,
imóveis, com complexa demanda nutricional e capacidade respiratória limitada. As
bactérias lácticas causam turbidez, acidez e odores desagradáveis devido à formação de
vários produtos do metabolismo. O odor desagradável mais importante associado às
bactérias lácticas é aquele associado à formação de diacetil e pentanodiona.
29
3 METODOLOGIA
O presente trabalho foi desenvolvido nos laboratórios e nas salas de análise da área
de processo da Ambev – Jacareí, cujos dados foram obtidos das planilhas de controle
interno.
Desta forma, avaliaram-se os percentuais de perda oriundos de cada máquina
durante um mês de produção levando-se em conta a sala de brassagem onde o mosto foi
produzido e a taxa de multiplicação celular durante a fermentação.
Entende-se por extrato todas as substâncias que foram dissolvidas ou solubilizadas
durante o preparo do mosto. O extrato nas cervejarias é expresso em graus Plato (ºP), que
representa a quantidade de sólidos dissolvida em 100g de mosto. O extrato é determinado
utilizando-se densímetros eletrônicos. Para o cálculo da Perda de Extrato (PE) no Fermat,
se utiliza a Equação 1.
Na qual:
PEFermat = perda de extrato no processo Fermat (%)
VCR = volume de cerveja obtido na centrifugação (HL)
VMF = volume de mosto frio enviado ao fermentador (HL)
ECR = extrato da cerveja fermentada (ºP)
EMF = extrato do mosto frio (ºP)
ρC = peso específico da cerveja
ρM = peso específico do mosto
Com dados obtidos de tanques fermentadores alimentados pelas 3 salas e depois
centrifugados.
Foi determinado o desvio padrão (s) nas medidas consideradas, através da Equação
2.
Taxa de multiplicação celular: é determinada por meio da relação entre a
quantidade de células obtidas ao final da centrifugação comparada à quantidade inicial que
(1)
(2)
30
foi inoculada. A taxa (Tm) é calculada por meio da comparação entre a massa de fermento
inoculada (minoculada) no início da fermentação e a massa recuperada ao final da
centrifugação (mrecuperada) (Equação 3). A taxa de multiplicação celular é diretamente
proporcional à perda de extrato.
Para verificar a correlação entre a PE no Fermat e a taxa de multiplicação celular,
foi determinado o coeficiente de correlação de Pearson (DEVORE, 2006). Esse foi
encontrado através da Equação 4:
Na qual:
x = valores de PE no Fermat;
y = taxa de multiplicação celular; e
n = número de observações.
As analises microbiológicas foram realizadas no laboratório central da unidade no
qual as amostras, coletadas na saída da centrifuga, são colocadas em meios de cultivo por
uma semana e então feita analise de presença de bactérias. O resultado é dado em UFC,
unidade formadora de colônia.
(3)
(4)
31
4 RESULTADOS E DISCUSSÃO
4.1 Comparação da Perda de Extrato entre Salas e Centrífugas
4.1.1 Perda de extrato
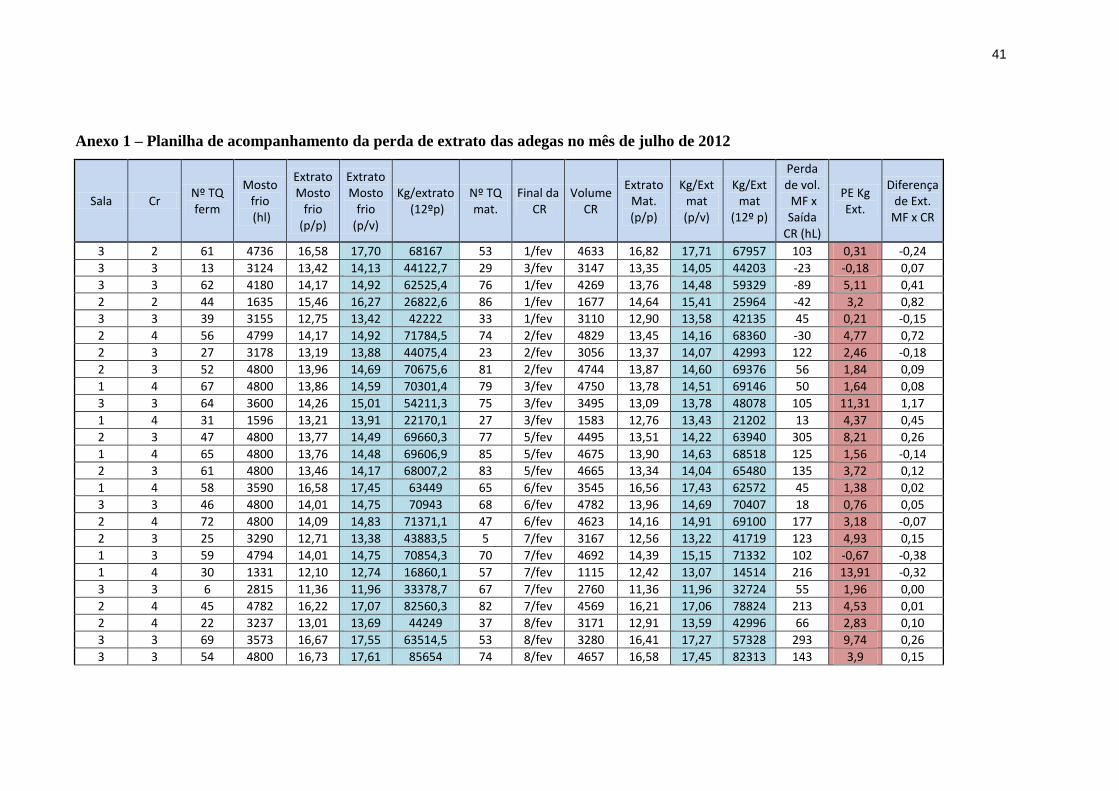
Durante o mês de Julho de 2012 foi acompanhado o processo de centrifugação
formulando-se a tabela de acompanhamento de perda de extrato no Fermat (Anexo 1) que
indica quais as perdas em cada tanque após o processo de centrifugação.
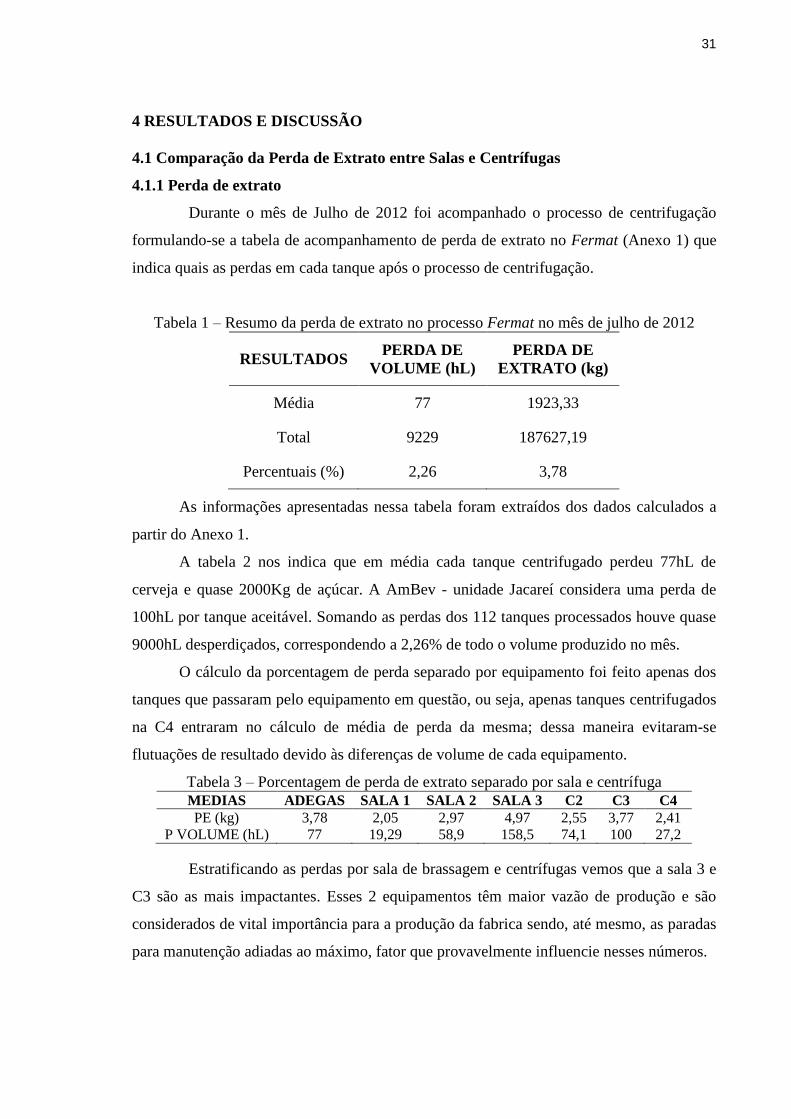
Tabela 1 – Resumo da perda de extrato no processo Fermat no mês de julho de 2012
RESULTADOS PERDA DE
VOLUME (hL)
PERDA DE
EXTRATO (kg)
Média 77 1923,33
Total 9229 187627,19
Percentuais (%) 2,26 3,78
As informações apresentadas nessa tabela foram extraídos dos dados calculados a
partir do Anexo 1.
A tabela 2 nos indica que em média cada tanque centrifugado perdeu 77hL de
cerveja e quase 2000Kg de açúcar. A AmBev - unidade Jacareí considera uma perda de
100hL por tanque aceitável. Somando as perdas dos 112 tanques processados houve quase
9000hL desperdiçados, correspondendo a 2,26% de todo o volume produzido no mês.
O cálculo da porcentagem de perda separado por equipamento foi feito apenas dos
tanques que passaram pelo equipamento em questão, ou seja, apenas tanques centrifugados
na C4 entraram no cálculo de média de perda da mesma; dessa maneira evitaram-se
flutuações de resultado devido às diferenças de volume de cada equipamento.
Tabela 3 – Porcentagem de perda de extrato separado por sala e centrífuga
MEDIAS ADEGAS SALA 1 SALA 2 SALA 3 C2 C3 C4
PE (kg) 3,78 2,05 2,97 4,97 2,55 3,77 2,41
P VOLUME (hL) 77 19,29 58,9 158,5 74,1 100 27,2
Estratificando as perdas por sala de brassagem e centrífugas vemos que a sala 3 e
C3 são as mais impactantes. Esses 2 equipamentos têm maior vazão de produção e são
considerados de vital importância para a produção da fabrica sendo, até mesmo, as paradas
para manutenção adiadas ao máximo, fator que provavelmente influencie nesses números.
32
A sala 1 e C4 têm os menores valores, pois esses dois produzem apenas uma
marca de cerveja especial e receberam investimentos em melhorias para um melhor
controle do processo no começo do ano.
Levando-se em conta que o custo médio da produção de 1 hL é R$ 17,00 e no
mês de estudo, período de baixa de produção, foram produzidos 117 tanques chegamos a
uma perda de R$ 156.893,00.
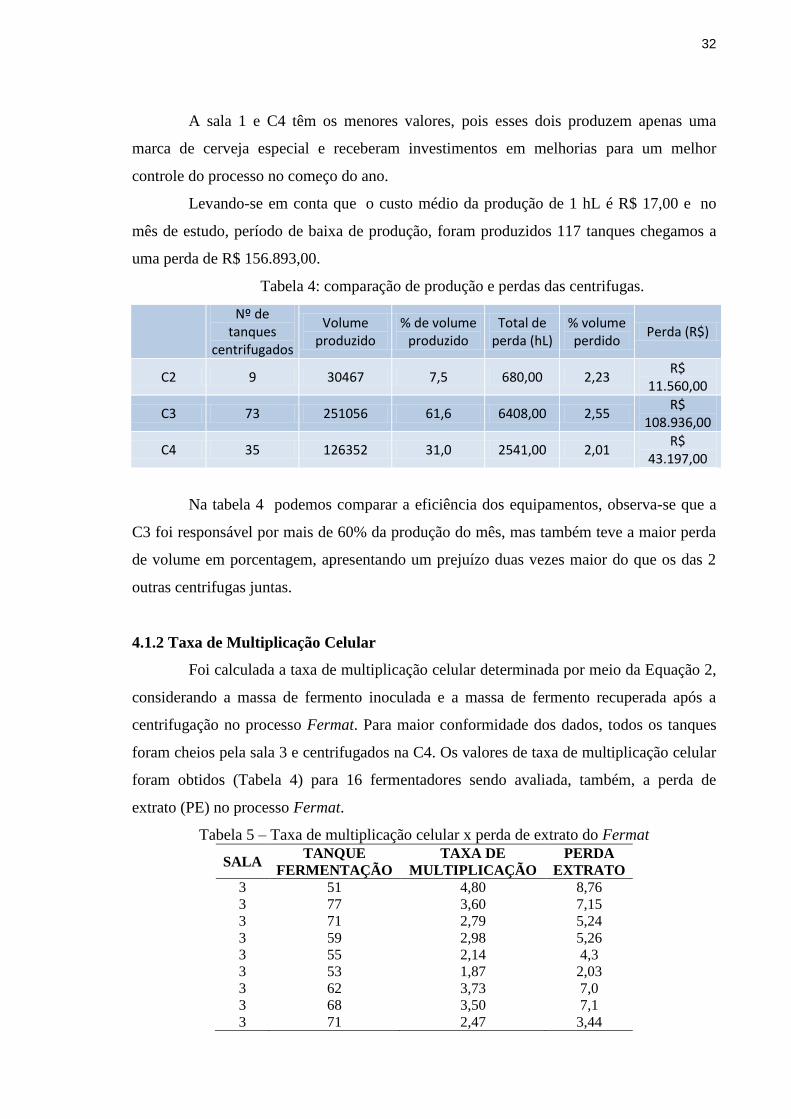
Tabela 4: comparação de produção e perdas das centrifugas.
Nº de tanques
centrifugados
Volume produzido
% de volume produzido
Total de perda (hL)
% volume perdido
Perda (R$)
C2 9 30467 7,5 680,00 2,23 R$
11.560,00
C3 73 251056 61,6 6408,00 2,55 R$
108.936,00
C4 35 126352 31,0 2541,00 2,01 R$
43.197,00
Na tabela 4 podemos comparar a eficiência dos equipamentos, observa-se que a
C3 foi responsável por mais de 60% da produção do mês, mas também teve a maior perda
de volume em porcentagem, apresentando um prejuízo duas vezes maior do que os das 2
outras centrifugas juntas.
4.1.2 Taxa de Multiplicação Celular
Foi calculada a taxa de multiplicação celular determinada por meio da Equação 2,
considerando a massa de fermento inoculada e a massa de fermento recuperada após a
centrifugação no processo Fermat. Para maior conformidade dos dados, todos os tanques
foram cheios pela sala 3 e centrifugados na C4. Os valores de taxa de multiplicação celular
foram obtidos (Tabela 4) para 16 fermentadores sendo avaliada, também, a perda de
extrato (PE) no processo Fermat.
Tabela 5 – Taxa de multiplicação celular x perda de extrato do Fermat
SALA TANQUE
FERMENTAÇÃO
TAXA DE
MULTIPLICAÇÃO
PERDA
EXTRATO
3 51 4,80 8,76
3 77 3,60 7,15
3 71 2,79 5,24
3 59 2,98 5,26
3 55 2,14 4,3
3 53 1,87 2,03
3 62 3,73 7,0
3 68 3,50 7,1
3 71 2,47 3,44
33
3 45 2,87 5,3
3 55 1,95 2,5
3 63 2,53 2,8
3 47 3,11 6,38
3 46 1,90 1,41
3 68 2,40 2,85
3 49 2,39 4,2
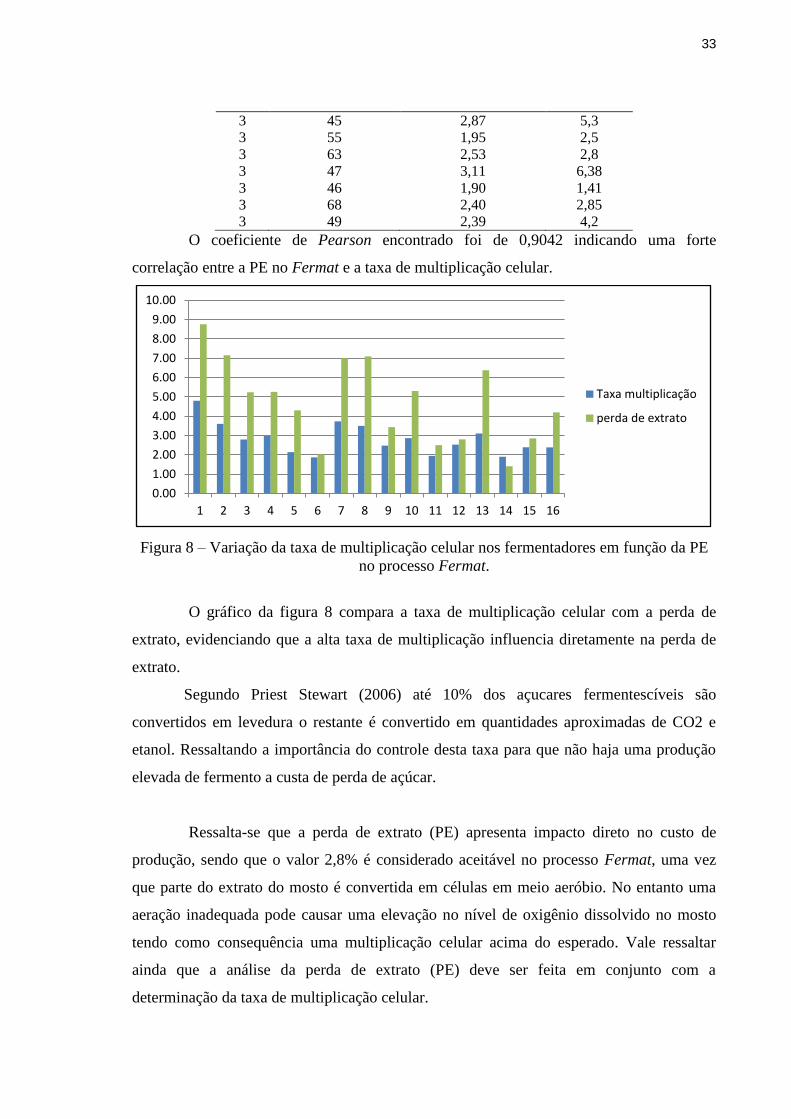
O coeficiente de Pearson encontrado foi de 0,9042 indicando uma forte
correlação entre a PE no Fermat e a taxa de multiplicação celular.
Figura 8 – Variação da taxa de multiplicação celular nos fermentadores em função da PE
no processo Fermat.
O gráfico da figura 8 compara a taxa de multiplicação celular com a perda de
extrato, evidenciando que a alta taxa de multiplicação influencia diretamente na perda de
extrato.
Segundo Priest Stewart (2006) até 10% dos açucares fermentescíveis são
convertidos em levedura o restante é convertido em quantidades aproximadas de CO2 e
etanol. Ressaltando a importância do controle desta taxa para que não haja uma produção
elevada de fermento a custa de perda de açúcar.
Ressalta-se que a perda de extrato (PE) apresenta impacto direto no custo de
produção, sendo que o valor 2,8% é considerado aceitável no processo Fermat, uma vez
que parte do extrato do mosto é convertida em células em meio aeróbio. No entanto uma
aeração inadequada pode causar uma elevação no nível de oxigênio dissolvido no mosto
tendo como consequência uma multiplicação celular acima do esperado. Vale ressaltar
ainda que a análise da perda de extrato (PE) deve ser feita em conjunto com a
determinação da taxa de multiplicação celular.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Taxa multiplicação
perda de extrato
34
4.1.3 Contaminação Microbiológica
Foi analisada a contaminação em tanques maturadores oriundos de fermentadores
não contaminados. Foi verificada a contaminação por dois tipos de microrganismos
normalmente presentes no ar: bactérias aeróbias (WLD) e leveduras selvagens (YM). A
análise foi realizada sem distinção entre as salas, pois já haviam sido filtrados apenas os
tanques não contaminados.
Foram analisados 5 tanques de cada centrífuga no período de uma semana,
considerando que a cada 3 dias o equipamento passa por limpeza geral, não foram
analisados tanques centrifugados logo após a limpeza da máquina, pois o esperado é que
esses tanques saíssem sem contaminação independente da máquina utilizada. A coleta foi
feita na saída da centrífuga, antes de entrar no tanque maturador para evitar contaminações
oriundas do tanque.
Os dados obtidos estão apresentados na Tabela 6.
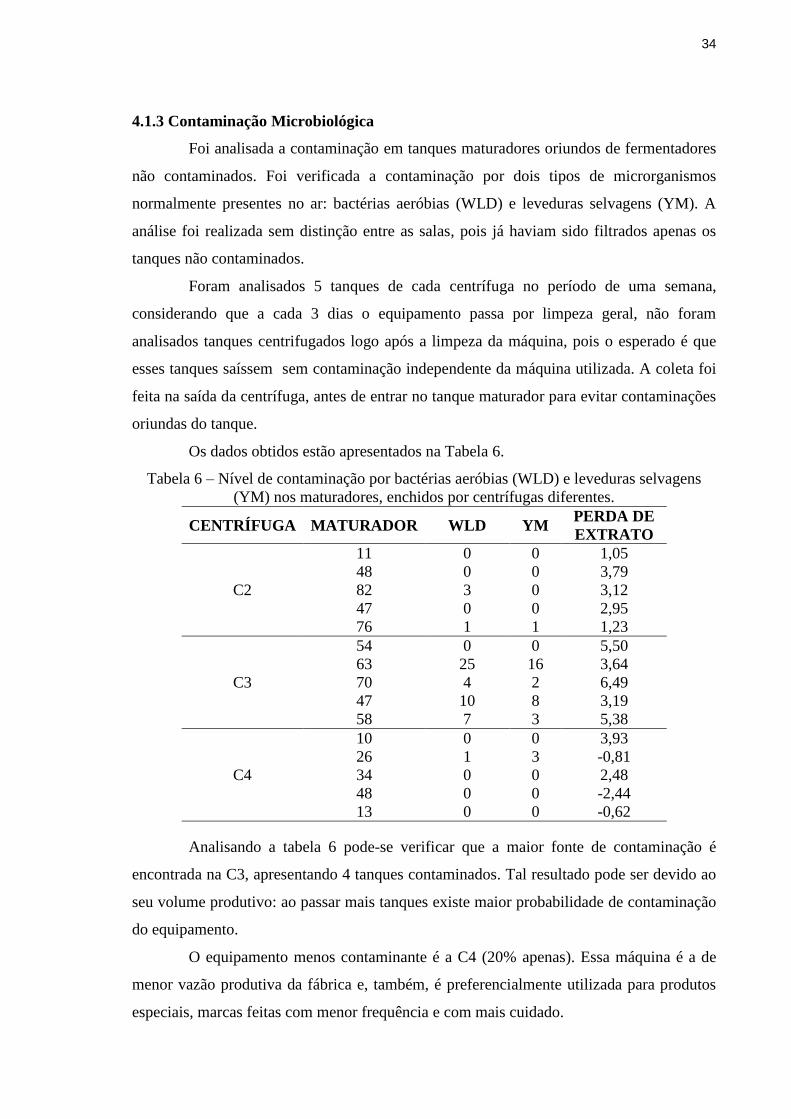
Tabela 6 – Nível de contaminação por bactérias aeróbias (WLD) e leveduras selvagens
(YM) nos maturadores, enchidos por centrífugas diferentes.
CENTRÍFUGA MATURADOR WLD YM PERDA DE
EXTRATO
C2
11 0 0 1,05
48 0 0 3,79
82 3 0 3,12
47 0 0 2,95
76 1 1 1,23
C3
54 0 0 5,50
63 25 16 3,64
70 4 2 6,49
47 10 8 3,19
58 7 3 5,38
C4
10 0 0 3,93
26 1 3 -0,81
34 0 0 2,48
48 0 0 -2,44
13 0 0 -0,62
Analisando a tabela 6 pode-se verificar que a maior fonte de contaminação é
encontrada na C3, apresentando 4 tanques contaminados. Tal resultado pode ser devido ao
seu volume produtivo: ao passar mais tanques existe maior probabilidade de contaminação
do equipamento.
O equipamento menos contaminante é a C4 (20% apenas). Essa máquina é a de
menor vazão produtiva da fábrica e, também, é preferencialmente utilizada para produtos
especiais, marcas feitas com menor frequência e com mais cuidado.
35
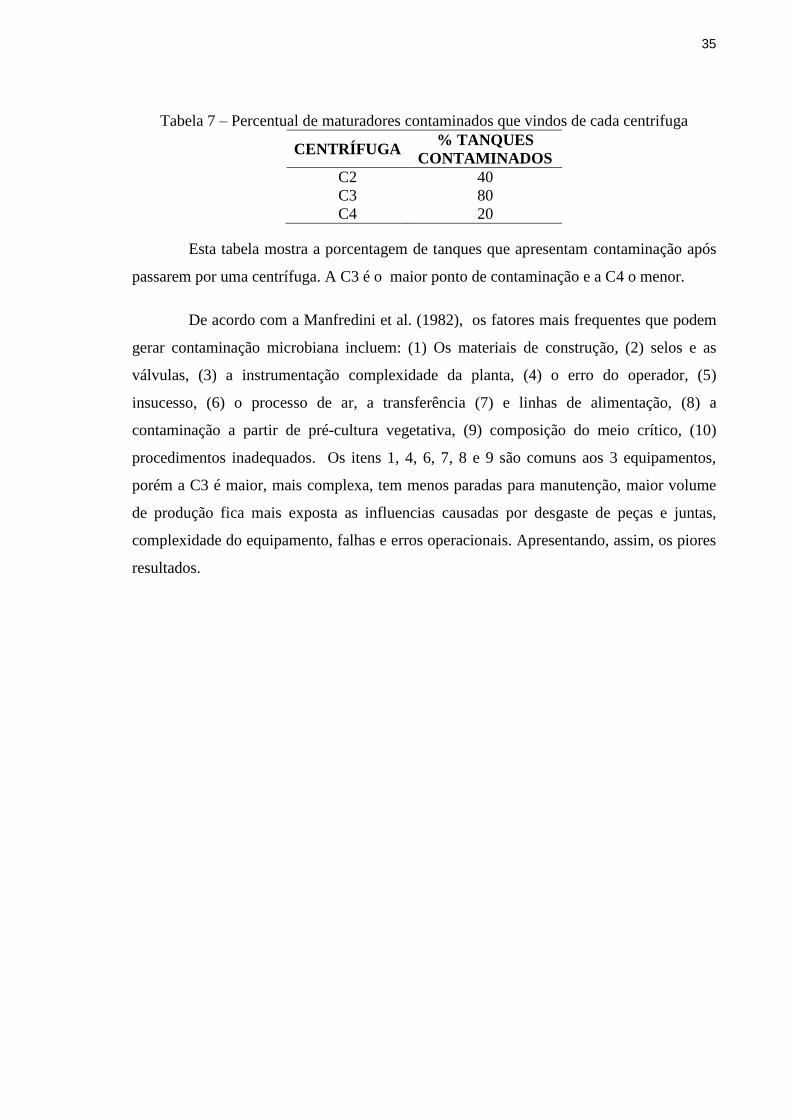
Tabela 7 – Percentual de maturadores contaminados que vindos de cada centrifuga
CENTRÍFUGA % TANQUES
CONTAMINADOS
C2 40
C3 80
C4 20
Esta tabela mostra a porcentagem de tanques que apresentam contaminação após
passarem por uma centrífuga. A C3 é o maior ponto de contaminação e a C4 o menor.
De acordo com a Manfredini et al. (1982), os fatores mais frequentes que podem
gerar contaminação microbiana incluem: (1) Os materiais de construção, (2) selos e as
válvulas, (3) a instrumentação complexidade da planta, (4) o erro do operador, (5)
insucesso, (6) o processo de ar, a transferência (7) e linhas de alimentação, (8) a
contaminação a partir de pré-cultura vegetativa, (9) composição do meio crítico, (10)
procedimentos inadequados. Os itens 1, 4, 6, 7, 8 e 9 são comuns aos 3 equipamentos,
porém a C3 é maior, mais complexa, tem menos paradas para manutenção, maior volume
de produção fica mais exposta as influencias causadas por desgaste de peças e juntas,
complexidade do equipamento, falhas e erros operacionais. Apresentando, assim, os piores
resultados.
36
5 CONCLUSÃO
Do estudo do processo cervejeiro, tendo em vista a produtividade na
centrifugação, pode-se concluir que:
- o sistema de centrífuga utilizado no processo Fermat é muito eficiente, porém
precisa ser acompanhado para evitar perdas de produto;
- no caso estudado, a centrífuga 3 apresentou os piores resultados, tanto de perda
de extrato quanto de contaminações microbiológicas, reduzindo a qualidade do produto,
em virtude do elevado nível de produção;
- o investimento em manutenção e melhorias dos equipamentos está intimamente
ligado com a qualidade e produtividade dos seus equipamentos, como visto no caso da
centrífuga 1 e sala1, ambas com melhores resultados passaram por melhorias no começo
do ano;
- foram observados maturadores com presença de contaminação por bactérias
aeróbias e leveduras selvagens vindos de todas as centrífugas, mas com especial atenção
para a centrífuga 3;
- a taxa de multiplicação celular está diretamente ligada à perda de extrato,
portanto deve ser controlada para que essa perda seja mínima;
- como a centrífuga 3 e Sala 3 são os equipamentos de maior volume de produção
devem ser feitos investimentos para melhorar suas performances e reduzir custos do
produto final, aumentando, assim, os índices de competitividade da fábrica.
37
6 RECOMENDAÇÕES DE TRABALHOS FUTUROS
Como recomendação para trabalhos futuros, fica como sugestão:
estudar a produtividade da centrífuga X teor de oxigênio dissolvido na cerveja
maturada, item que impacta diretamente na qualidade do produto final.
Propor um programa de manutenção eficiente para a centrífuga 3, por exemplo, o
TPM.
38
REFERÊNCIAS BIBLIOGRÁFICAS
AQUARONE, E. Biotecnologia Industrial. Vol. 4. Blucher, 2001.
BAMFORTH, C. BEER: Health and Nutrition. 2. ed. Blackwell Publishing, 2004.
BAMFORTH, C. BEER: Tap Into The Art of Science of Brewing. 2. ed. Oxford
University, 2003.
BRÁNYIK, T., et. al. Continuous primary fermentation of beer with yeast immobilization
on spent grains – The effect of operational conditions. J. Am. Soc. Brew. Chem., v. 62, p.
29-34, 2004.
BOULTON, C.; QUAIN, D. Brewing Yeast & Fermentation. Blackwell Publishing,
2001.
BRÁNYIK, T. et. al. A Review of Flavour Formation in Continuous Beer Fermentations.
J. Inst. Brew. V. 114, p. 3–13, 2008.
BRIGGS, D. E. Brewing Science and Practice. 1. ed. Woodhead Publishing, 2004.
CARNEIRO, Diego Dias. Estudo computacional da etapa fermentativa da produção
de cerveja e proposta de uma estratégia de controle para o processo. 2010. 129p
Dissertação (Mestrado em Ciência e Tecnologia de Alimentos, Engenharia de Alimentos).
Instituto de Tecnologia, Departamento de Tecnologia de Alimentos, Universidade Federal
Rural do Rio de Janeiro, Seropédica, RJ, 2010.
DEVORE, J. L. Probabilidade e Estatística: para Engenharia e Ciências. Sexta Edição.
Cengage Learning, 2006.
DRAGONE, G. et. al. Revisão: Produção de Cerveja: Microrganismos Deteriorantes e
Métodos de Detecção. Braz. J. Food Technol., v. 10, p. 240-251, 2007.
ENCICLOPÉDIA Barsa. Rio de Janeiro. Encyclopaedia Britannica, c1974. 15v.
FORD and J.M. GRAHAM. An Introduction to Centrifugation (1991). 118 pages. BIOS
Scientific Publishers, Ltd. ISBN 1 872748 40 6
GEE, D. A. Modelling, Optimal Control, State Estimation, and Parameter
Identification Applied to a Batch Fermentation Process. Tese de Ph.D., University of
Colorado, 1990.
GOLDAMMER, T. The Brewers' Handbook. Second Edition. Apex Publishers, 2008.
39
GUIDO, L. F. et. al. The impact of the physiological condition of the pitching yeast on
beer flavour stability: An industrial approach. Food Chemistry v. 87, p. 187–193, 2004.
HUI, Y. H. Food biochemistry and food processing. 1. ed. Blackwell Publishing, 2006.
KUNZE, W. Technology of Brewing and Malting. International Edition.VLB, Berlim,
1999.
LANDAUD, S.; LATRILLE, E.; CORRIEU, G. Top pressure and temperature control of
fusel alcohol/ester ratio through yeast growth in beer fermentation. Journal of the
Institute of Brewing, v. 107, p. 107–117, 2001.
MANFREDINI, R., SAPORITI, L G., and CAVALLERA, V., Technological approach to
industrial fermentation: limiting factors and practical solutions, La Chimica E
I'Industria, 64:325-334 (1982).
OLE-PARMER site, http://www.coleparmer.com/techinfo/techinfo.asp?htmlfile= basic-
centrifugation.htm&ID=30
PAPAZIAN, C. The New Complete Joy of Home Brewing. 2. ed. Avon Books, 1991.
PESSOA JR, A. KILIKIAN, B. V., Purificação de Produtos Biotecnológicos , p. 30 a
36, Editora Manole, 2005.
PRIEST, F. G.; STEWART G. G. Hand Book of Brewing. Second Edition. Taylor &
Francis, 2006, V. 12, p. 519, 520.
RUSSEL, I.; STEWART, G. G. Brewing. In: NAGODAWITHANA T.W.; REED G. Vol.
9. Enzymes, biomass, food and feed. 2. ed. Weinheim: WILEY-VCH Verlag GmbH &
Co. KgaA, 1995.
SMART, K. Brewing Yeast Fermentation Performance. Second Edition. Blackwell
Publishing, 2003.
ŠMOGROVIČOVÁ, D.; DÖMÉNY, Z. Beer volatile by-product formation at different
fermentation temperatures using immobilized yeast. Process Biochem., v. 34, p. 785-794,
1999.
SOARES, J. F.; FARIAS, A. A.; CESAR, C. C. Introdução à Estatística. Guanabara
Koogan, 1991.
40
UNIVERSIDADE FEDERAL DE SANTA CATARINA. Disponível em:
<http://www.enq.ufsc.br/labs/probio/disc_eng_bioq/trabalhos_pos2004/vinho_cerveja/prod
ucao_cervejas.html > Acesso em: 22 mai. 2011.
VIEIRA, E. E. G. Fundamentos Gerais: Produto e Processo. Curso Técnico de
Cervejaria. SENAI – RJ, v. 2, p. 9-176, 2004.
WESTFALIA SEPARATOR SA, manual técnico, 1995.
41
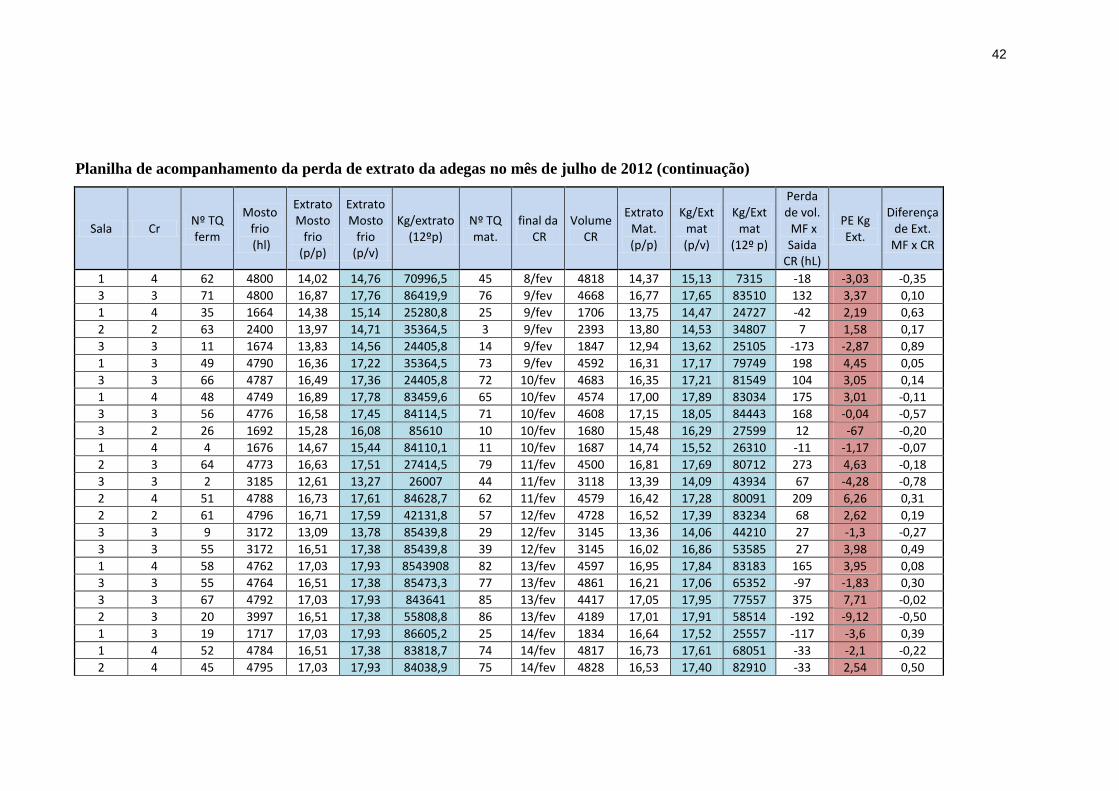
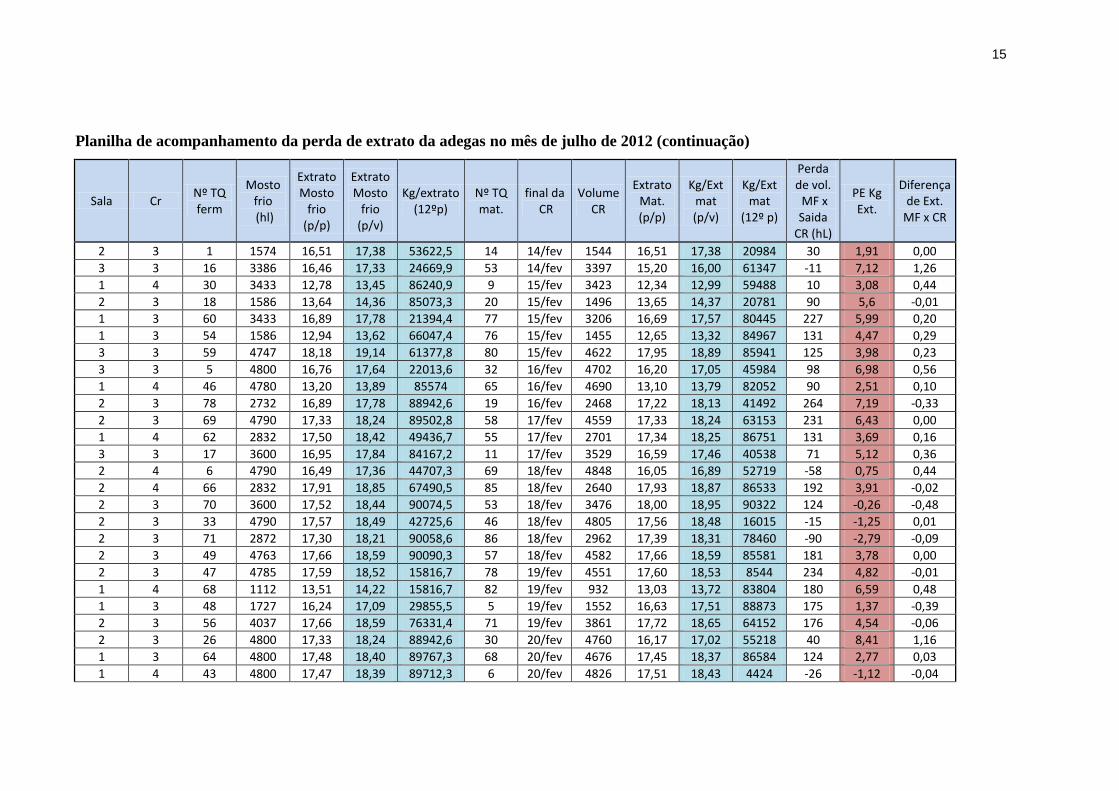
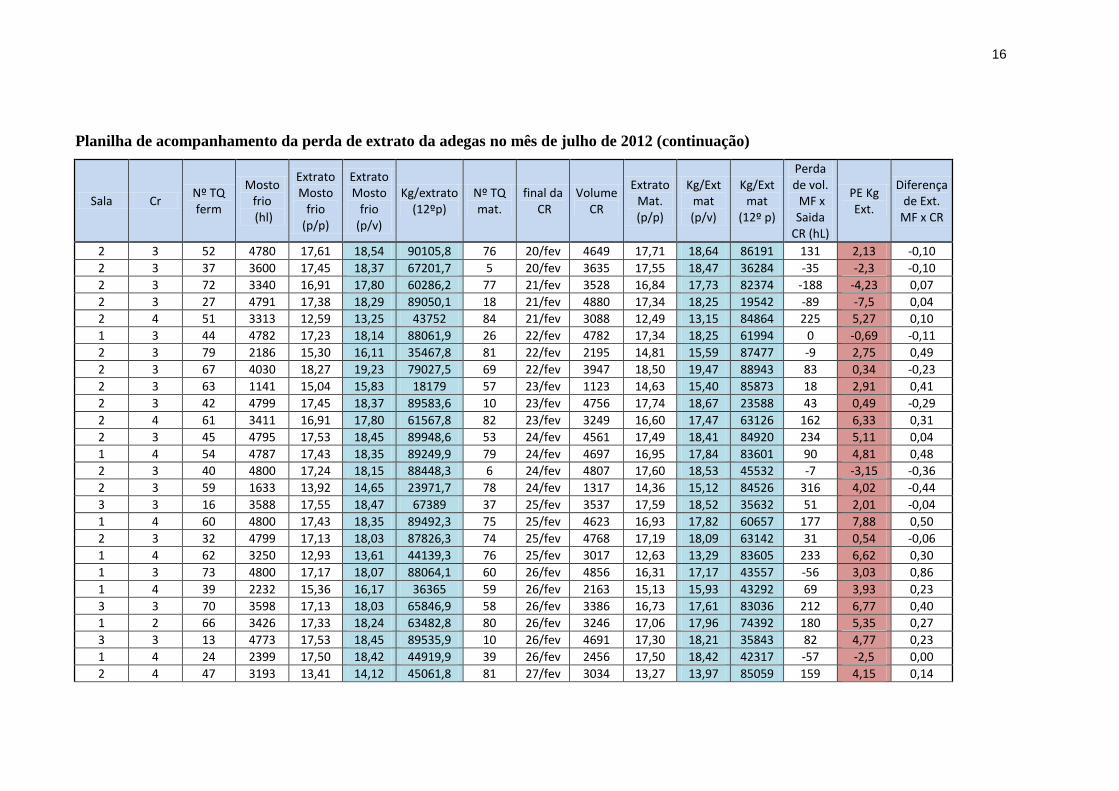
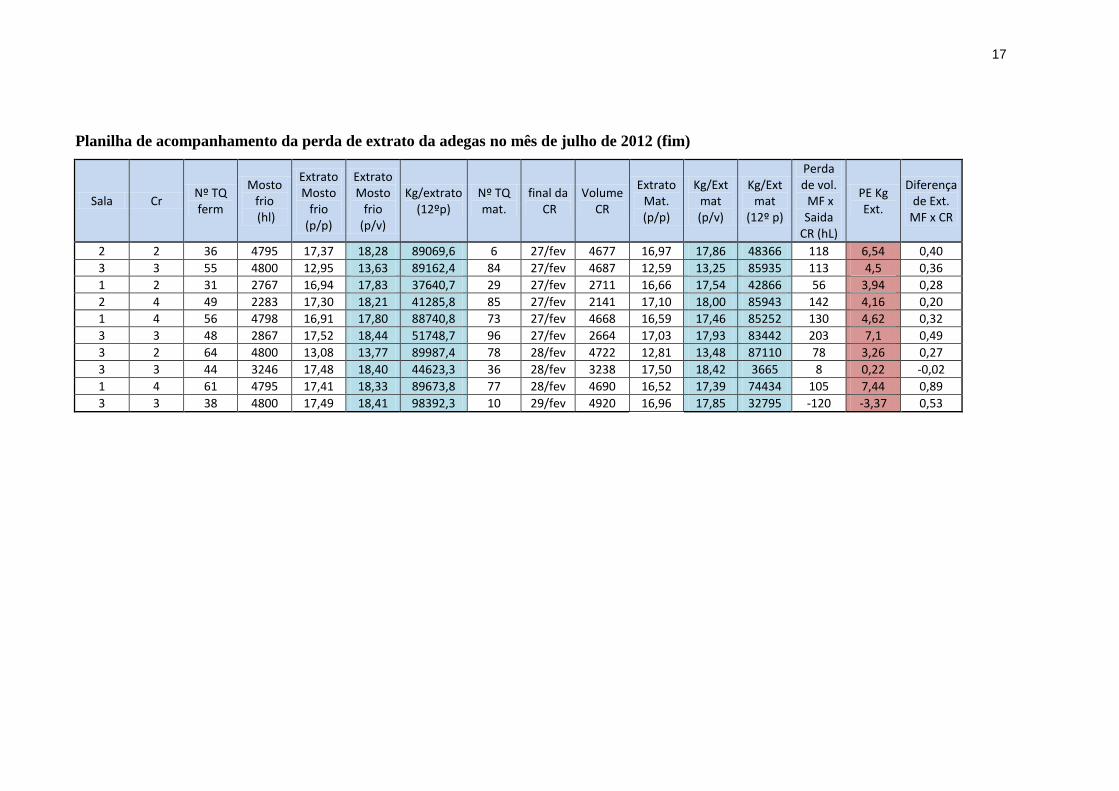
Anexo 1 – Planilha de acompanhamento da perda de extrato das adegas no mês de julho de 2012
Sala Cr Nº TQ ferm
Mosto frio (hl)
Extrato Mosto
frio (p/p)
Extrato Mosto
frio (p/v)
Kg/extrato (12ºp)
Nº TQ mat.
Final da CR
Volume CR
Extrato Mat. (p/p)
Kg/Ext mat (p/v)
Kg/Ext mat
(12º p)
Perda de vol. MF x Saída
CR (hL)
PE Kg Ext.
Diferença de Ext.
MF x CR
3 2 61 4736 16,58 17,70 68167 53 1/fev 4633 16,82 17,71 67957 103 0,31 -0,24
3 3 13 3124 13,42 14,13 44122,7 29 3/fev 3147 13,35 14,05 44203 -23 -0,18 0,07
3 3 62 4180 14,17 14,92 62525,4 76 1/fev 4269 13,76 14,48 59329 -89 5,11 0,41
2 2 44 1635 15,46 16,27 26822,6 86 1/fev 1677 14,64 15,41 25964 -42 3,2 0,82
3 3 39 3155 12,75 13,42 42222 33 1/fev 3110 12,90 13,58 42135 45 0,21 -0,15
2 4 56 4799 14,17 14,92 71784,5 74 2/fev 4829 13,45 14,16 68360 -30 4,77 0,72
2 3 27 3178 13,19 13,88 44075,4 23 2/fev 3056 13,37 14,07 42993 122 2,46 -0,18
2 3 52 4800 13,96 14,69 70675,6 81 2/fev 4744 13,87 14,60 69376 56 1,84 0,09
1 4 67 4800 13,86 14,59 70301,4 79 3/fev 4750 13,78 14,51 69146 50 1,64 0,08
3 3 64 3600 14,26 15,01 54211,3 75 3/fev 3495 13,09 13,78 48078 105 11,31 1,17
1 4 31 1596 13,21 13,91 22170,1 27 3/fev 1583 12,76 13,43 21202 13 4,37 0,45
2 3 47 4800 13,77 14,49 69660,3 77 5/fev 4495 13,51 14,22 63940 305 8,21 0,26
1 4 65 4800 13,76 14,48 69606,9 85 5/fev 4675 13,90 14,63 68518 125 1,56 -0,14
2 3 61 4800 13,46 14,17 68007,2 83 5/fev 4665 13,34 14,04 65480 135 3,72 0,12
1 4 58 3590 16,58 17,45 63449 65 6/fev 3545 16,56 17,43 62572 45 1,38 0,02
3 3 46 4800 14,01 14,75 70943 68 6/fev 4782 13,96 14,69 70407 18 0,76 0,05
2 4 72 4800 14,09 14,83 71371,1 47 6/fev 4623 14,16 14,91 69100 177 3,18 -0,07
2 3 25 3290 12,71 13,38 43883,5 5 7/fev 3167 12,56 13,22 41719 123 4,93 0,15
1 3 59 4794 14,01 14,75 70854,3 70 7/fev 4692 14,39 15,15 71332 102 -0,67 -0,38
1 4 30 1331 12,10 12,74 16860,1 57 7/fev 1115 12,42 13,07 14514 216 13,91 -0,32
3 3 6 2815 11,36 11,96 33378,7 67 7/fev 2760 11,36 11,96 32724 55 1,96 0,00
2 4 45 4782 16,22 17,07 82560,3 82 7/fev 4569 16,21 17,06 78824 213 4,53 0,01
2 4 22 3237 13,01 13,69 44249 37 8/fev 3171 12,91 13,59 42996 66 2,83 0,10
3 3 69 3573 16,67 17,55 63514,5 53 8/fev 3280 16,41 17,27 57328 293 9,74 0,26
3 3 54 4800 16,73 17,61 85654 74 8/fev 4657 16,58 17,45 82313 143 3,9 0,15
42
Planilha de acompanhamento da perda de extrato da adegas no mês de julho de 2012 (continuação)
Sala Cr Nº TQ ferm
Mosto frio (hl)
Extrato Mosto
frio (p/p)
Extrato Mosto
frio (p/v)
Kg/extrato (12ºp)
Nº TQ mat.
final da CR
Volume CR
Extrato Mat. (p/p)
Kg/Ext mat (p/v)
Kg/Ext mat
(12º p)
Perda de vol. MF x Saida
CR (hL)
PE Kg Ext.
Diferença de Ext.
MF x CR
1 4 62 4800 14,02 14,76 70996,5 45 8/fev 4818 14,37 15,13 7315 -18 -3,03 -0,35
3 3 71 4800 16,87 17,76 86419,9 76 9/fev 4668 16,77 17,65 83510 132 3,37 0,10
1 4 35 1664 14,38 15,14 25280,8 25 9/fev 1706 13,75 14,47 24727 -42 2,19 0,63
2 2 63 2400 13,97 14,71 35364,5 3 9/fev 2393 13,80 14,53 34807 7 1,58 0,17
3 3 11 1674 13,83 14,56 24405,8 14 9/fev 1847 12,94 13,62 25105 -173 -2,87 0,89
1 3 49 4790 16,36 17,22 35364,5 73 9/fev 4592 16,31 17,17 79749 198 4,45 0,05
3 3 66 4787 16,49 17,36 24405,8 72 10/fev 4683 16,35 17,21 81549 104 3,05 0,14
1 4 48 4749 16,89 17,78 83459,6 65 10/fev 4574 17,00 17,89 83034 175 3,01 -0,11
3 3 56 4776 16,58 17,45 84114,5 71 10/fev 4608 17,15 18,05 84443 168 -0,04 -0,57
3 2 26 1692 15,28 16,08 85610 10 10/fev 1680 15,48 16,29 27599 12 -67 -0,20
1 4 4 1676 14,67 15,44 84110,1 11 10/fev 1687 14,74 15,52 26310 -11 -1,17 -0,07
2 3 64 4773 16,63 17,51 27414,5 79 11/fev 4500 16,81 17,69 80712 273 4,63 -0,18
3 3 2 3185 12,61 13,27 26007 44 11/fev 3118 13,39 14,09 43934 67 -4,28 -0,78
2 4 51 4788 16,73 17,61 84628,7 62 11/fev 4579 16,42 17,28 80091 209 6,26 0,31
2 2 61 4796 16,71 17,59 42131,8 57 12/fev 4728 16,52 17,39 83234 68 2,62 0,19
3 3 9 3172 13,09 13,78 85439,8 29 12/fev 3145 13,36 14,06 44210 27 -1,3 -0,27
3 3 55 3172 16,51 17,38 85439,8 39 12/fev 3145 16,02 16,86 53585 27 3,98 0,49
1 4 58 4762 17,03 17,93 8543908 82 13/fev 4597 16,95 17,84 83183 165 3,95 0,08
3 3 55 4764 16,51 17,38 85473,3 77 13/fev 4861 16,21 17,06 65352 -97 -1,83 0,30
3 3 67 4792 17,03 17,93 843641 85 13/fev 4417 17,05 17,95 77557 375 7,71 -0,02
2 3 20 3997 16,51 17,38 55808,8 86 13/fev 4189 17,01 17,91 58514 -192 -9,12 -0,50
1 3 19 1717 17,03 17,93 86605,2 25 14/fev 1834 16,64 17,52 25557 -117 -3,6 0,39
1 4 52 4784 16,51 17,38 83818,7 74 14/fev 4817 16,73 17,61 68051 -33 -2,1 -0,22
2 4 45 4795 17,03 17,93 84038,9 75 14/fev 4828 16,53 17,40 82910 -33 2,54 0,50
15
Planilha de acompanhamento da perda de extrato da adegas no mês de julho de 2012 (continuação)
Sala Cr Nº TQ ferm
Mosto frio (hl)
Extrato Mosto
frio (p/p)
Extrato Mosto
frio (p/v)
Kg/extrato (12ºp)
Nº TQ mat.
final da CR
Volume CR
Extrato Mat. (p/p)
Kg/Ext mat (p/v)
Kg/Ext mat
(12º p)
Perda de vol. MF x Saida
CR (hL)
PE Kg Ext.
Diferença de Ext.
MF x CR
2 3 1 1574 16,51 17,38 53622,5 14 14/fev 1544 16,51 17,38 20984 30 1,91 0,00
3 3 16 3386 16,46 17,33 24669,9 53 14/fev 3397 15,20 16,00 61347 -11 7,12 1,26
1 4 30 3433 12,78 13,45 86240,9 9 15/fev 3423 12,34 12,99 59488 10 3,08 0,44
2 3 18 1586 13,64 14,36 85073,3 20 15/fev 1496 13,65 14,37 20781 90 5,6 -0,01
1 3 60 3433 16,89 17,78 21394,4 77 15/fev 3206 16,69 17,57 80445 227 5,99 0,20
1 3 54 1586 12,94 13,62 66047,4 76 15/fev 1455 12,65 13,32 84967 131 4,47 0,29
3 3 59 4747 18,18 19,14 61377,8 80 15/fev 4622 17,95 18,89 85941 125 3,98 0,23
3 3 5 4800 16,76 17,64 22013,6 32 16/fev 4702 16,20 17,05 45984 98 6,98 0,56
1 4 46 4780 13,20 13,89 85574 65 16/fev 4690 13,10 13,79 82052 90 2,51 0,10
2 3 78 2732 16,89 17,78 88942,6 19 16/fev 2468 17,22 18,13 41492 264 7,19 -0,33
2 3 69 4790 17,33 18,24 89502,8 58 17/fev 4559 17,33 18,24 63153 231 6,43 0,00
1 4 62 2832 17,50 18,42 49436,7 55 17/fev 2701 17,34 18,25 86751 131 3,69 0,16
3 3 17 3600 16,95 17,84 84167,2 11 17/fev 3529 16,59 17,46 40538 71 5,12 0,36
2 4 6 4790 16,49 17,36 44707,3 69 18/fev 4848 16,05 16,89 52719 -58 0,75 0,44
2 4 66 2832 17,91 18,85 67490,5 85 18/fev 2640 17,93 18,87 86533 192 3,91 -0,02
2 3 70 3600 17,52 18,44 90074,5 53 18/fev 3476 18,00 18,95 90322 124 -0,26 -0,48
2 3 33 4790 17,57 18,49 42725,6 46 18/fev 4805 17,56 18,48 16015 -15 -1,25 0,01
2 3 71 2872 17,30 18,21 90058,6 86 18/fev 2962 17,39 18,31 78460 -90 -2,79 -0,09
2 3 49 4763 17,66 18,59 90090,3 57 18/fev 4582 17,66 18,59 85581 181 3,78 0,00
2 3 47 4785 17,59 18,52 15816,7 78 19/fev 4551 17,60 18,53 8544 234 4,82 -0,01
1 4 68 1112 13,51 14,22 15816,7 82 19/fev 932 13,03 13,72 83804 180 6,59 0,48
1 3 48 1727 16,24 17,09 29855,5 5 19/fev 1552 16,63 17,51 88873 175 1,37 -0,39
2 3 56 4037 17,66 18,59 76331,4 71 19/fev 3861 17,72 18,65 64152 176 4,54 -0,06
2 3 26 4800 17,33 18,24 88942,6 30 20/fev 4760 16,17 17,02 55218 40 8,41 1,16
1 3 64 4800 17,48 18,40 89767,3 68 20/fev 4676 17,45 18,37 86584 124 2,77 0,03
1 4 43 4800 17,47 18,39 89712,3 6 20/fev 4826 17,51 18,43 4424 -26 -1,12 -0,04
16
Planilha de acompanhamento da perda de extrato da adegas no mês de julho de 2012 (continuação)
Sala Cr Nº TQ ferm
Mosto frio (hl)
Extrato Mosto
frio (p/p)
Extrato Mosto
frio (p/v)
Kg/extrato (12ºp)
Nº TQ mat.
final da CR
Volume CR
Extrato Mat. (p/p)
Kg/Ext mat (p/v)
Kg/Ext mat
(12º p)
Perda de vol. MF x Saida
CR (hL)
PE Kg Ext.
Diferença de Ext.
MF x CR
2 3 52 4780 17,61 18,54 90105,8 76 20/fev 4649 17,71 18,64 86191 131 2,13 -0,10
2 3 37 3600 17,45 18,37 67201,7 5 20/fev 3635 17,55 18,47 36284 -35 -2,3 -0,10
2 3 72 3340 16,91 17,80 60286,2 77 21/fev 3528 16,84 17,73 82374 -188 -4,23 0,07
2 3 27 4791 17,38 18,29 89050,1 18 21/fev 4880 17,34 18,25 19542 -89 -7,5 0,04
2 4 51 3313 12,59 13,25 43752 84 21/fev 3088 12,49 13,15 84864 225 5,27 0,10
1 3 44 4782 17,23 18,14 88061,9 26 22/fev 4782 17,34 18,25 61994 0 -0,69 -0,11
2 3 79 2186 15,30 16,11 35467,8 81 22/fev 2195 14,81 15,59 87477 -9 2,75 0,49
2 3 67 4030 18,27 19,23 79027,5 69 22/fev 3947 18,50 19,47 88943 83 0,34 -0,23
2 3 63 1141 15,04 15,83 18179 57 23/fev 1123 14,63 15,40 85873 18 2,91 0,41
2 3 42 4799 17,45 18,37 89583,6 10 23/fev 4756 17,74 18,67 23588 43 0,49 -0,29
2 4 61 3411 16,91 17,80 61567,8 82 23/fev 3249 16,60 17,47 63126 162 6,33 0,31
2 3 45 4795 17,53 18,45 89948,6 53 24/fev 4561 17,49 18,41 84920 234 5,11 0,04
1 4 54 4787 17,43 18,35 89249,9 79 24/fev 4697 16,95 17,84 83601 90 4,81 0,48
2 3 40 4800 17,24 18,15 88448,3 6 24/fev 4807 17,60 18,53 45532 -7 -3,15 -0,36
2 3 59 1633 13,92 14,65 23971,7 78 24/fev 1317 14,36 15,12 84526 316 4,02 -0,44
3 3 16 3588 17,55 18,47 67389 37 25/fev 3537 17,59 18,52 35632 51 2,01 -0,04
1 4 60 4800 17,43 18,35 89492,3 75 25/fev 4623 16,93 17,82 60657 177 7,88 0,50
2 3 32 4799 17,13 18,03 87826,3 74 25/fev 4768 17,19 18,09 63142 31 0,54 -0,06
1 4 62 3250 12,93 13,61 44139,3 76 25/fev 3017 12,63 13,29 83605 233 6,62 0,30
1 3 73 4800 17,17 18,07 88064,1 60 26/fev 4856 16,31 17,17 43557 -56 3,03 0,86
1 4 39 2232 15,36 16,17 36365 59 26/fev 2163 15,13 15,93 43292 69 3,93 0,23
3 3 70 3598 17,13 18,03 65846,9 58 26/fev 3386 16,73 17,61 83036 212 6,77 0,40
1 2 66 3426 17,33 18,24 63482,8 80 26/fev 3246 17,06 17,96 74392 180 5,35 0,27
3 3 13 4773 17,53 18,45 89535,9 10 26/fev 4691 17,30 18,21 35843 82 4,77 0,23
1 4 24 2399 17,50 18,42 44919,9 39 26/fev 2456 17,50 18,42 42317 -57 -2,5 0,00
2 4 47 3193 13,41 14,12 45061,8 81 27/fev 3034 13,27 13,97 85059 159 4,15 0,14
17
Planilha de acompanhamento da perda de extrato da adegas no mês de julho de 2012 (fim)
Sala Cr Nº TQ ferm
Mosto frio (hl)
Extrato Mosto
frio (p/p)
Extrato Mosto
frio (p/v)
Kg/extrato (12ºp)
Nº TQ mat.
final da CR
Volume CR
Extrato Mat. (p/p)
Kg/Ext mat (p/v)
Kg/Ext mat
(12º p)
Perda de vol. MF x Saida
CR (hL)
PE Kg Ext.
Diferença de Ext.
MF x CR
2 2 36 4795 17,37 18,28 89069,6 6 27/fev 4677 16,97 17,86 48366 118 6,54 0,40
3 3 55 4800 12,95 13,63 89162,4 84 27/fev 4687 12,59 13,25 85935 113 4,5 0,36
1 2 31 2767 16,94 17,83 37640,7 29 27/fev 2711 16,66 17,54 42866 56 3,94 0,28
2 4 49 2283 17,30 18,21 41285,8 85 27/fev 2141 17,10 18,00 85943 142 4,16 0,20
1 4 56 4798 16,91 17,80 88740,8 73 27/fev 4668 16,59 17,46 85252 130 4,62 0,32
3 3 48 2867 17,52 18,44 51748,7 96 27/fev 2664 17,03 17,93 83442 203 7,1 0,49
3 2 64 4800 13,08 13,77 89987,4 78 28/fev 4722 12,81 13,48 87110 78 3,26 0,27
3 3 44 3246 17,48 18,40 44623,3 36 28/fev 3238 17,50 18,42 3665 8 0,22 -0,02
1 4 61 4795 17,41 18,33 89673,8 77 28/fev 4690 16,52 17,39 74434 105 7,44 0,89
3 3 38 4800 17,49 18,41 98392,3 10 29/fev 4920 16,96 17,85 32795 -120 -3,37 0,53


















