CONTROLE ESTATÍSTICO DE PROCESSOadriana/ceq/Material... · 2006-04-13 · Diagramas de...
53
Setembro 2004 Semana Braskem sobre Tecnologia Vinílicos Márcio Andrade CONTROLE ESTATÍSTICO DE PROCESSO CONTROLE ESTATÍSTICO DE CONTROLE ESTATÍSTICO DE PROCESSO PROCESSO SEMANA DA TECNOLOGIA BRASKEM 2004 SEMANA DA TECNOLOGIA BRASKEM SEMANA DA TECNOLOGIA BRASKEM 2004 2004 Márcio Andrade Márcio Andrade
Transcript of CONTROLE ESTATÍSTICO DE PROCESSOadriana/ceq/Material... · 2006-04-13 · Diagramas de...
1
Setembro 2004
Semana Braskem sobre Tecnologia Vinílicos
Márcio Andrade
CONTROLE ESTATÍSTICO DE PROCESSO
CONTROLE ESTATÍSTICO DE CONTROLE ESTATÍSTICO DE PROCESSOPROCESSO
SEMANA DA TECNOLOGIA BRASKEM2004
SEMANA DA TECNOLOGIA BRASKEMSEMANA DA TECNOLOGIA BRASKEM20042004
Márcio AndradeMárcio Andrade
2
Para refletir...Para refletir...Para refletir..."Em qualquer processo natural a ENTROPIA (desordem) sempre aumenta."
2ª Lei da termodinâmica
"Em qualquer processo natural a ENTROPIA (desordem) "Em qualquer processo natural a ENTROPIA (desordem) sempre aumenta."sempre aumenta."
2ª Lei da termodinâmica2ª Lei da termodinâmica
Res
post
a
Número da amostra
AgendaAgendaAgenda
O que é CEP?Ferramentas de Uso na EstatísticaAs Variações e suas CausasO Controle Estatístico de ProcessoProcesso Capaz e Não-Capaz
O que é CEP?O que é CEP?Ferramentas de Uso na EstatísticaFerramentas de Uso na EstatísticaAs Variações e suas CausasAs Variações e suas CausasO Controle Estatístico de ProcessoO Controle Estatístico de ProcessoProcesso Capaz e NãoProcesso Capaz e Não--CapazCapaz
O que é CEP?O que é CEP?
3
O que é C.E.P.?O que é C.E.P.?O que é C.E.P.?
• CEP significa CONTROLE ESTATÍSTICO DE PROCESSO
• CEP não se refere a uma técnica, algoritmo ou procedimento específico.
• CEP é uma filosofia de otimização relacionada à melhoria contínua do processo, usando ferramentas estatísticas.
•• CEP significa CONTROLE ESTATÍSTICO DE CEP significa CONTROLE ESTATÍSTICO DE PROCESSOPROCESSO
•• CEP não se refere a uma técnica, algoritmo CEP não se refere a uma técnica, algoritmo ou procedimento específico.ou procedimento específico.
•• CEP é uma filosofia de otimização CEP é uma filosofia de otimização relacionada à melhoria contínua do relacionada à melhoria contínua do processo, usando ferramentas estatísticas. processo, usando ferramentas estatísticas.
O que é C.E.P.?O que é C.E.P.?O que é C.E.P.?
• CEP é um componente chave para a Qualidade do Produto e do Processo.
• CEP visa maximizar os lucros através de:
• melhoria na qualidade do produto.
• aumento na produtividade
• redução de perdas
• redução de emissões
• etc.
•• CEP é um componente chave para a CEP é um componente chave para a Qualidade do Produto e do Processo.Qualidade do Produto e do Processo.
•• CEP visa maximizar os lucros através de: CEP visa maximizar os lucros através de:
•• melhoria na qualidade do produto. melhoria na qualidade do produto.
•• aumento na produtividade aumento na produtividade
•• redução de perdas redução de perdas
•• redução de emissões redução de emissões
•• etc.etc.
4
O que é CEP?Ferramentas de Uso na EstatísticaAs Variações e suas CausasO Controle Estatístico de ProcessoProcesso Capaz e Não-Capaz
O que é CEP?O que é CEP?Ferramentas de Uso na EstatísticaFerramentas de Uso na EstatísticaAs Variações e suas CausasAs Variações e suas CausasO Controle Estatístico de ProcessoO Controle Estatístico de ProcessoProcesso Capaz e NãoProcesso Capaz e Não--CapazCapaz
AgendaAgendaAgenda
Ferramentas de Uso na EstatísticaFerramentas de Uso na Estatística
FerramentasFerramentasFerramentas
• Geralmente as ferramentas utilizadas no CEP incluem:
• Fluxogramas
• Gráficos XY
• Gráficos do Pareto
• Diagramas de Causa-e-efeito
• Histogramas de Freqüência
• Diagramas de Controle de Dispersão
• Cada ferramenta é simples para implementar
• Essas ferramentas estão usualmente utilizadas simultaneamente.
•• Geralmente as ferramentas utilizadas no CEP incluem:Geralmente as ferramentas utilizadas no CEP incluem:
•• FluxogramasFluxogramas
•• Gráficos XY Gráficos XY
•• Gráficos do Pareto Gráficos do Pareto
•• Diagramas de CausaDiagramas de Causa--ee--efeitoefeito
•• Histogramas de Freqüência Histogramas de Freqüência
•• Diagramas de Controle de DispersãoDiagramas de Controle de Dispersão
•• Cada ferramenta é simples para implementar Cada ferramenta é simples para implementar
•• Essas ferramentas estão usualmente utilizadas Essas ferramentas estão usualmente utilizadas simultaneamente.simultaneamente.
5
FluxogramasFluxogramasFluxogramas
Fluxogramas (Flow charts)
• não têm base estatística
• são excelentes ferramentas para visualização de etapas
Mostram...
• o progresso do trabalho
• o fluxo de material ou informação em uma seqüência de operações.
Fluxogramas (Fluxogramas (FlowFlow chartscharts))
•• não têm base estatística não têm base estatística
•• são excelentes ferramentas para são excelentes ferramentas para visualização de etapas visualização de etapas
Mostram... Mostram...
•• o progresso do trabalhoo progresso do trabalho
•• o fluxo de material ou informação em o fluxo de material ou informação em uma seqüência de operações.uma seqüência de operações.
FluxogramasFluxogramasFluxogramas
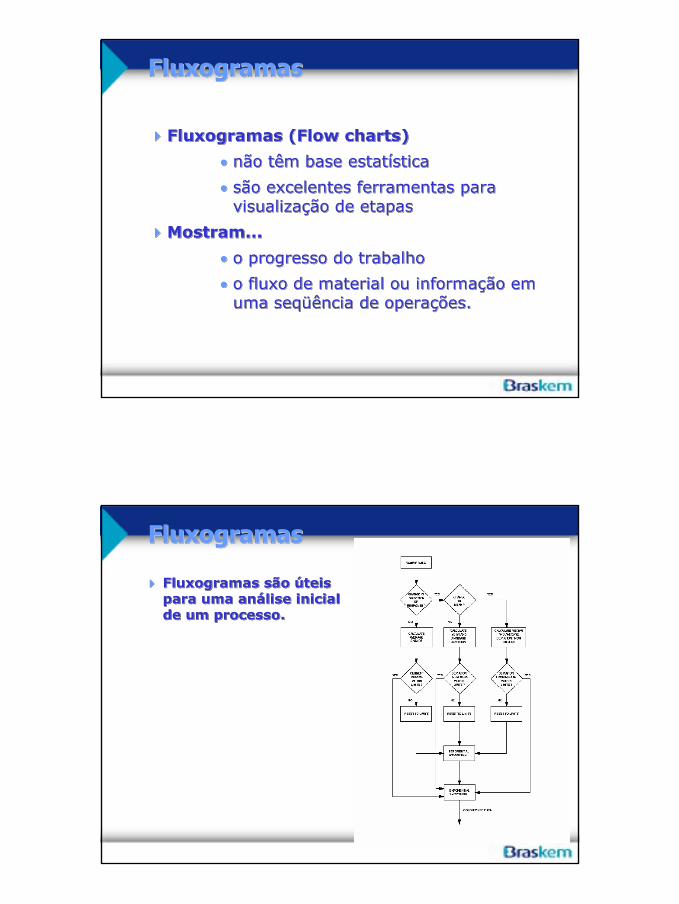
Fluxogramas são úteis para uma análise inicial de um processo.
Fluxogramas são úteis Fluxogramas são úteis para uma análise inicial para uma análise inicial de um processo.de um processo.
6
Exercício 1Exercício 1Exercício 1
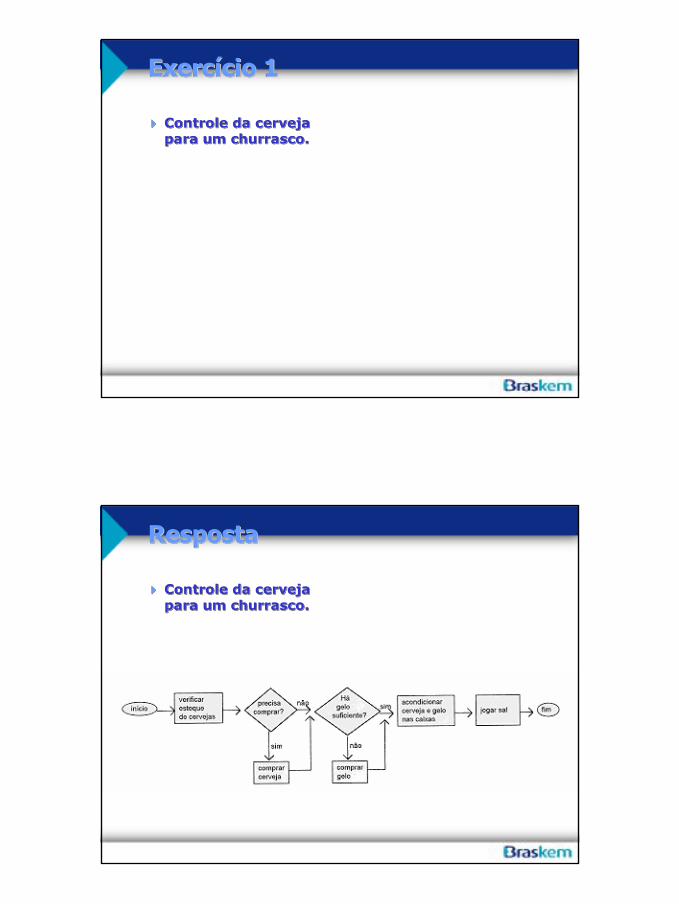
Controle da cerveja para um churrasco.Controle da cerveja Controle da cerveja para um churrasco.para um churrasco.
RespostaRespostaResposta
Controle da cerveja para um churrasco.Controle da cerveja Controle da cerveja para um churrasco.para um churrasco.
7
Gráficos XYGráficos XYGráficos XY
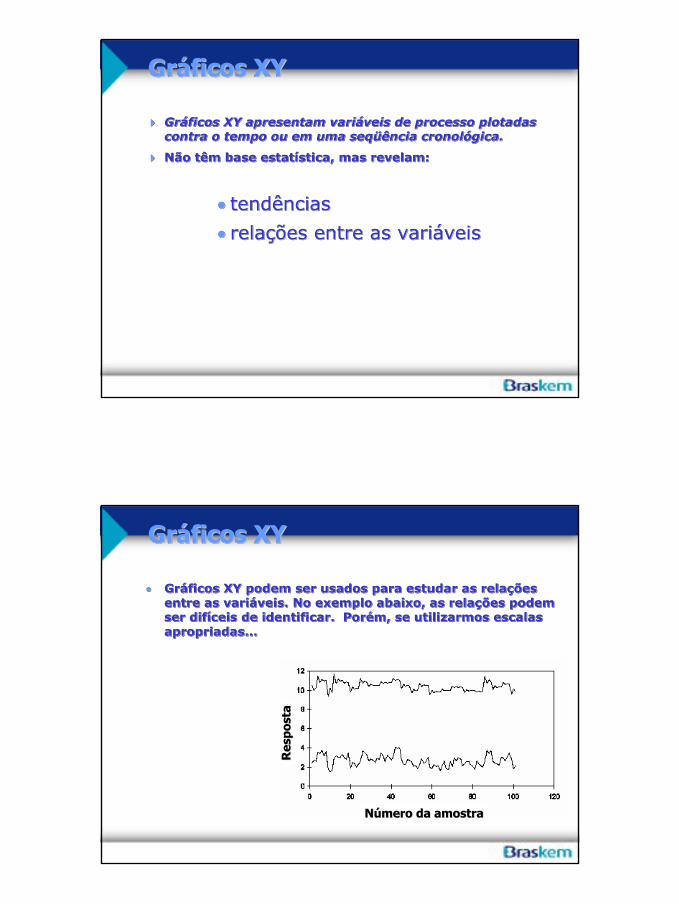
Gráficos XY apresentam variáveis de processo plotadascontra o tempo ou em uma seqüência cronológica.
Não têm base estatística, mas revelam:
• tendências
• relações entre as variáveis
Gráficos XY apresentam variáveis de processo Gráficos XY apresentam variáveis de processo plotadasplotadascontra o tempo ou em uma seqüência cronológica.contra o tempo ou em uma seqüência cronológica.
Não têm base estatística, mas revelam:Não têm base estatística, mas revelam:
•• tendências tendências
•• relações entre as variáveisrelações entre as variáveis
Gráficos XYGráficos XYGráficos XY
• Gráficos XY podem ser usados para estudar as relações entre as variáveis. No exemplo abaixo, as relações podem ser difíceis de identificar. Porém, se utilizarmos escalas apropriadas...
•• Gráficos XY podem ser usados para estudar as relações Gráficos XY podem ser usados para estudar as relações entre as variáveis. No exemplo abaixo, as relações podem entre as variáveis. No exemplo abaixo, as relações podem ser difíceis de identificar. Porém, se utilizarmos escalas ser difíceis de identificar. Porém, se utilizarmos escalas apropriadas...apropriadas...
Res
post
aR
espo
sta
Número da amostraNúmero da amostra
8
Gráficos XYGráficos XYGráficos XY
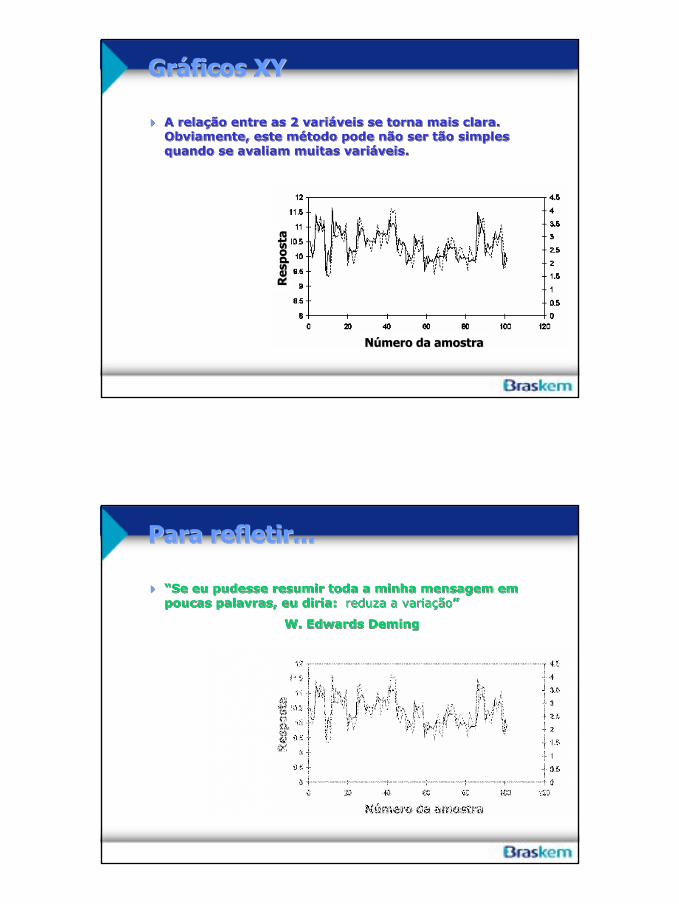
A relação entre as 2 variáveis se torna mais clara. Obviamente, este método pode não ser tão simples quando se avaliam muitas variáveis.
A relação entre as 2 variáveis se torna mais clara. A relação entre as 2 variáveis se torna mais clara. Obviamente, este método pode não ser tão simples Obviamente, este método pode não ser tão simples quando se avaliam muitas variáveis.quando se avaliam muitas variáveis.
Res
post
aR
espo
sta
Número da amostraNúmero da amostra
Res
post
aR
espo
sta
Número da amostraNúmero da amostra
Para refletir...Para refletir...Para refletir...
“Se eu pudesse resumir toda a minha mensagem em poucas palavras, eu diria: reduza a variação”
W. Edwards Deming
““Se eu pudesse resumir toda a minha mensagem em Se eu pudesse resumir toda a minha mensagem em poucas palavras, eu diria: poucas palavras, eu diria: reduza a variaçãoreduza a variação””
W. W. EdwardsEdwards DemingDeming
9
Diagrama de ParetoDiagrama de ParetoDiagrama de ParetoVilfredo Pareto (1848-1923) descobriu que:
• 80% da riqueza da Itália estava nas mãos de 20% da população;
• 20% dos clientes eram responsáveis por 80% das vendas;
• 20% dos componentes representavam 80% do custo, etc.
Estas observações foram confirmadas por Juram (1960) e resultaram no que hoje é conhecido com Princípio de Pareto.
VilfredoVilfredo Pareto (1848Pareto (1848--1923) descobriu que: 1923) descobriu que:
•• 80% da riqueza da Itália estava 80% da riqueza da Itália estava nas mãos de 20% da população; nas mãos de 20% da população;
•• 20% dos clientes eram 20% dos clientes eram responsáveis por 80% das responsáveis por 80% das vendas; vendas;
•• 20% dos componentes 20% dos componentes representavam 80% do custo, representavam 80% do custo, etc. etc.
Estas observações foram confirmadas por Juram (1960) e Estas observações foram confirmadas por Juram (1960) e resultaram no que hoje é conhecido com Princípio de resultaram no que hoje é conhecido com Princípio de Pareto.Pareto.
Diagrama de ParetoDiagrama de ParetoDiagrama de Pareto
O Princípio de Pareto define que:
“Nem todas as causas de um fenômeno particular ocorrem com a mesma freqüência nem com o mesmo impacto.”
Estas características podem ser ilustradas usando diagramas de Pareto.
O Princípio de Pareto define que: O Princípio de Pareto define que:
“Nem todas as causas de um fenômeno “Nem todas as causas de um fenômeno particular ocorrem com a mesma freqüência particular ocorrem com a mesma freqüência nem com o mesmo impacto.” nem com o mesmo impacto.”
Estas características podem ser ilustradas usando Estas características podem ser ilustradas usando diagramas de Pareto.diagramas de Pareto.
10
Diagrama de ParetoDiagrama de ParetoDiagrama de Pareto
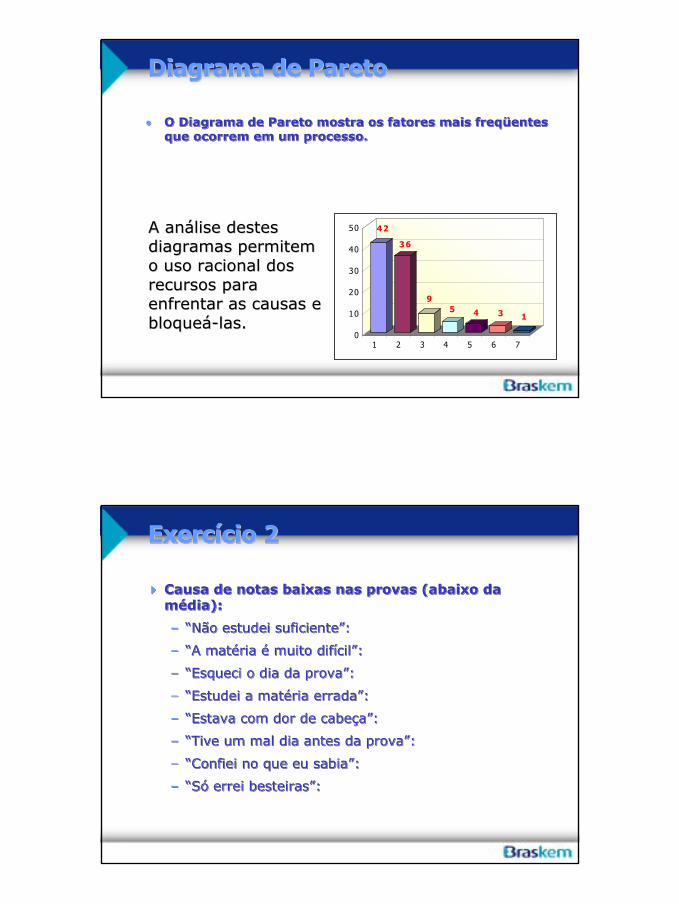
• O Diagrama de Pareto mostra os fatores mais freqüentes que ocorrem em um processo.
•• O Diagrama de Pareto mostra os fatores mais freqüentes O Diagrama de Pareto mostra os fatores mais freqüentes que ocorrem em um processo.que ocorrem em um processo.
A análise destes A análise destes diagramas permitem diagramas permitem o uso racional dos o uso racional dos recursos para recursos para enfrentar as causas e enfrentar as causas e bloqueábloqueá--las. las.
42
36
95 4 3 1
0
10
20
30
40
50
1 2 3 4 5 6 7
Exercício 2Exercício 2Exercício 2
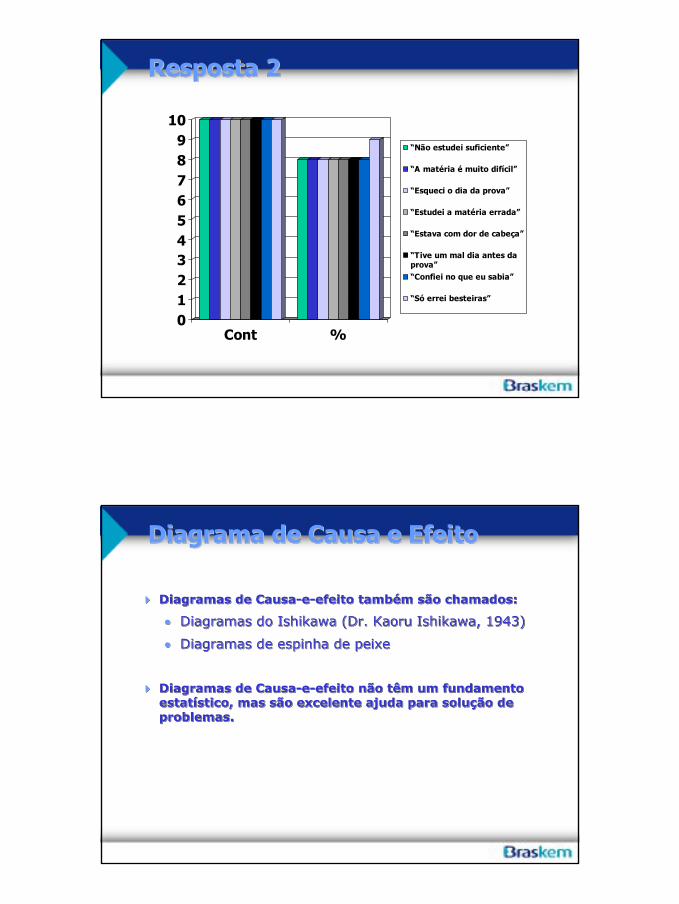
Causa de notas baixas nas provas (abaixo da média):
– “Não estudei suficiente”:
– “A matéria é muito difícil”:
– “Esqueci o dia da prova”:
– “Estudei a matéria errada”:
– “Estava com dor de cabeça”:
– “Tive um mal dia antes da prova”:
– “Confiei no que eu sabia”:
– “Só errei besteiras”:
Causa de notas baixas nas provas (abaixo da Causa de notas baixas nas provas (abaixo da média):média):
–– “Não estudei suficiente”:“Não estudei suficiente”:
–– “A matéria é muito difícil”:“A matéria é muito difícil”:
–– “Esqueci o dia da prova”:“Esqueci o dia da prova”:
–– “Estudei a matéria errada”:“Estudei a matéria errada”:
–– “Estava com dor de cabeça”:“Estava com dor de cabeça”:
–– “Tive um mal dia antes da prova”:“Tive um mal dia antes da prova”:
–– “Confiei no que eu sabia”:“Confiei no que eu sabia”:
–– “Só errei besteiras”:“Só errei besteiras”:
11
Resposta 2Resposta 2Resposta 2
0123456789
10
Cont %
“Não estudei suficiente”
“A matéria é muito difícil”
“Esqueci o dia da prova”
“Estudei a matéria errada”
“Estava com dor de cabeça”
“Tive um mal dia antes daprova”“Confiei no que eu sabia”
“Só errei besteiras”
Diagrama de Causa e EfeitoDiagrama de Causa e EfeitoDiagrama de Causa e Efeito
Diagramas de Causa-e-efeito também são chamados:
• Diagramas do Ishikawa (Dr. Kaoru Ishikawa, 1943)
• Diagramas de espinha de peixe
Diagramas de Causa-e-efeito não têm um fundamento estatístico, mas são excelente ajuda para solução de problemas.
Diagramas de CausaDiagramas de Causa--ee--efeito também são chamados: efeito também são chamados:
•• Diagramas do Diagramas do IshikawaIshikawa (Dr. (Dr. KaoruKaoru IshikawaIshikawa, 1943) , 1943)
•• Diagramas de espinha de peixe Diagramas de espinha de peixe
Diagramas de CausaDiagramas de Causa--ee--efeito não têm um fundamento efeito não têm um fundamento estatístico, mas são excelente ajuda para solução de estatístico, mas são excelente ajuda para solução de problemas.problemas.
12
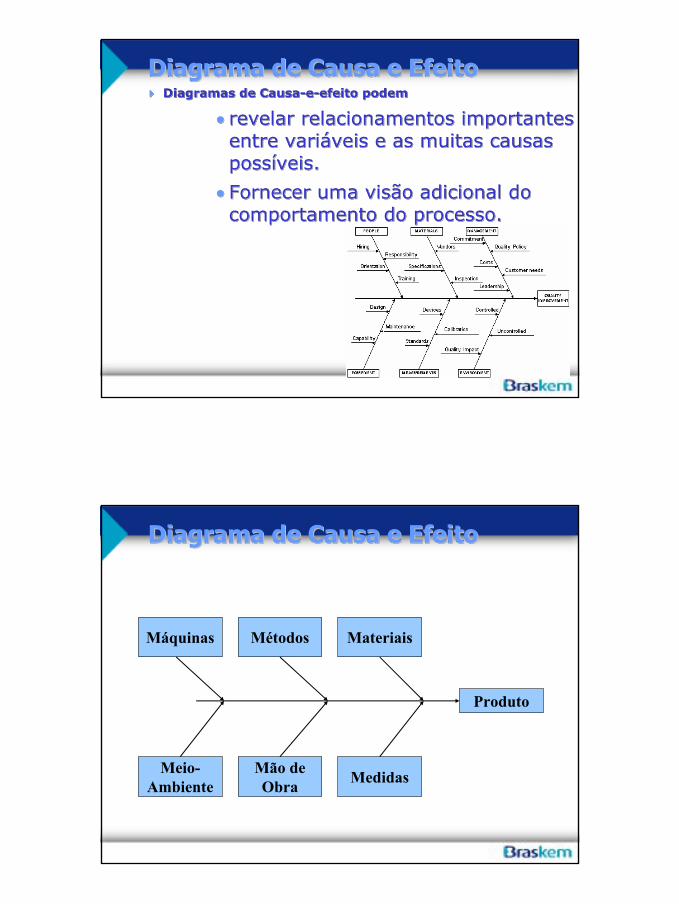
Diagrama de Causa e EfeitoDiagrama de Causa e EfeitoDiagrama de Causa e EfeitoDiagramas de Causa-e-efeito podem
• revelar relacionamentos importantes entre variáveis e as muitas causas possíveis.
• Fornecer uma visão adicional do comportamento do processo.
Diagramas de CausaDiagramas de Causa--ee--efeito podem efeito podem
•• revelar relacionamentos importantes revelar relacionamentos importantes entre variáveis e as muitas causas entre variáveis e as muitas causas possíveis. possíveis.
•• Fornecer uma visão adicional do Fornecer uma visão adicional do comportamento do processo. comportamento do processo.
Diagrama de Causa e EfeitoDiagrama de Causa e EfeitoDiagrama de Causa e Efeito
Produto
MateriaisMétodosMáquinas
MedidasMão de Obra
Meio-Ambiente
13
Exercício 3Exercício 3Exercício 3
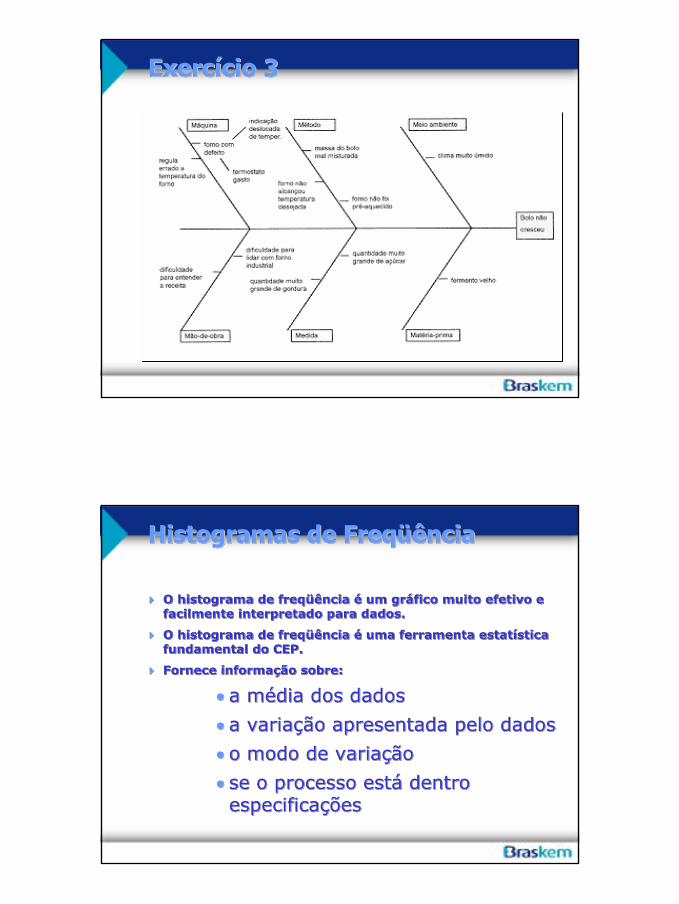
O BOLO NÃO CRESCEU?
POR QUE?
O BOLO NÃO CRESCEU?
POR QUE?
Exercício 3Exercício 3Exercício 3O BOLO NÃO CRESCEU?ETAPAS PARA A CONSTRUÇÃO DO DIAGRAMA DE CAUSA E EFEITO:
Estabeleça de comum acordo uma definição que descreva o problema selecionado nos seguintes termos: o que é, onde ocorre, quando ocorre, e sua extensão.
Faça a pesquisa das causas por um dos seguintes métodos:
– Um brainstorming (“tempestade de idéias”) sobre as possíveis causas, sem preparação prévia;
– Uso da folha de verificação pelos membros do grupo, para detectar causas e examinar as etapas do processo mais de perto.
Construa o diagrama:
– coloque o problema já definido no quadro anterior;
– desenhe as categorias de causa – tradicionais (método, material, mão-de-obra e máquina) e/ou outras –que auxiliem na organização dos fatos mais importantes;
– aplique o resultado do brainstorming às categorias principais apropriadas;
– para cada causa, questione “por que isso acontece?”, considerando as respostas como contribuidoras da causa principal.
Proceda à interpretação do gráfico, no sentido de pesquisar as causas básicas do problema:
– observe aquelas que aparecem repetidamente;
– obtenha o consenso do grupo;
– colete os dados para determinar a freqüência relativa das diferentes causas.
O BOLO NÃO CRESCEU?O BOLO NÃO CRESCEU?ETAPAS PARA A CONSTRUETAPAS PARA A CONSTRUÇÇÃO DO DIAGRAMA DE CAUSA E EFEITO: ÃO DO DIAGRAMA DE CAUSA E EFEITO:
EstabeleEstabeleçça de comum acordo uma definia de comum acordo uma definiçção que descreva o problema selecionado nos seguintes termos: o ão que descreva o problema selecionado nos seguintes termos: o que que éé, onde ocorre, quando ocorre, e sua extensão., onde ocorre, quando ocorre, e sua extensão.
FaFaçça a pesquisa das causas por um dos seguintes ma a pesquisa das causas por um dos seguintes méétodos:todos:
–– Um Um brainstormingbrainstorming ((““tempestade de idtempestade de idééiasias””) sobre as poss) sobre as possííveis causas, sem preparaveis causas, sem preparaçção prão préévia;via;
–– Uso da folha de verificaUso da folha de verificaçção pelos membros do grupo, para detectar causas e examinar as etão pelos membros do grupo, para detectar causas e examinar as etapas do apas do processo mais de perto.processo mais de perto.
Construa o diagrama:Construa o diagrama:
–– coloque o problema jcoloque o problema jáá definido no quadro anterior;definido no quadro anterior;
–– desenhe as categorias de causa desenhe as categorias de causa –– tradicionais (mtradicionais (méétodo, material, mãotodo, material, mão--dede--obra e mobra e mááquina) e/ou outras quina) e/ou outras ––que auxiliem na organizaque auxiliem na organizaçção dos fatos mais importantes;ão dos fatos mais importantes;
–– aplique o resultado do aplique o resultado do brainstormingbrainstorming ààs categorias principais apropriadas;s categorias principais apropriadas;
–– para cada causa, questione para cada causa, questione ““por que isso acontece?por que isso acontece?””, considerando as respostas como , considerando as respostas como contribuidorascontribuidoras da da causa principal.causa principal.
Proceda Proceda àà interpretainterpretaçção do grão do grááfico, no sentido de pesquisar as causas bfico, no sentido de pesquisar as causas báásicas do problema:sicas do problema:
–– observe aquelas que aparecem repetidamente;observe aquelas que aparecem repetidamente;
–– obtenha o consenso do grupo;obtenha o consenso do grupo;
–– colete os dados para determinar a freqcolete os dados para determinar a freqüüência relativa das diferentes causas.ência relativa das diferentes causas.
14
Exercício 3Exercício 3Exercício 3
Histogramas de FreqüênciaHistogramas de FreqüênciaHistogramas de Freqüência
O histograma de freqüência é um gráfico muito efetivo e facilmente interpretado para dados.
O histograma de freqüência é uma ferramenta estatística fundamental do CEP.
Fornece informação sobre:
• a média dos dados
• a variação apresentada pelo dados
• o modo de variação
• se o processo está dentro especificações
O histograma de freqüência é um gráfico muito efetivo e O histograma de freqüência é um gráfico muito efetivo e facilmente interpretado para dados.facilmente interpretado para dados.
O histograma de freqüência é uma ferramenta estatística O histograma de freqüência é uma ferramenta estatística fundamental do CEP.fundamental do CEP.
Fornece informação sobre: Fornece informação sobre:
•• a média dos dados a média dos dados
•• a variação apresentada pelo dados a variação apresentada pelo dados
•• o modo de variação o modo de variação
•• se o processo está dentro se o processo está dentro especificações especificações

15
Histogramas de FreqüênciaHistogramas de FreqüênciaHistogramas de FreqüênciaNo histogramas de freqüência leva-se em conta as seguintes regras:
• Os intervalos devem estar igualmente espaçados
• Os intervalos devem ser selecionados para ter valores convenientes.
• O número de intervalos está usualmente entre 6 e 20.
No histogramas de freqüência levaNo histogramas de freqüência leva--se em conta as seguintes se em conta as seguintes regras: regras:
•• Os intervalos devem estar igualmente espaçados Os intervalos devem estar igualmente espaçados
•• Os intervalos devem ser selecionados para ter valores Os intervalos devem ser selecionados para ter valores convenientes.convenientes.
•• O número de intervalos está usualmente entre 6 e 20. O número de intervalos está usualmente entre 6 e 20.
Para refletir...Para refletir...Para refletir...
“A melhoria na qualidade nunca é um acidente, mas sempre o resultado de um esforço inteligente”
John Ruskin
““A melhoria na qualidade nunca é um acidente, mas A melhoria na qualidade nunca é um acidente, mas sempre o resultado de um esforço inteligente”sempre o resultado de um esforço inteligente”
John John RuskinRuskin
16
Exercício 4Exercício 4Exercício 4
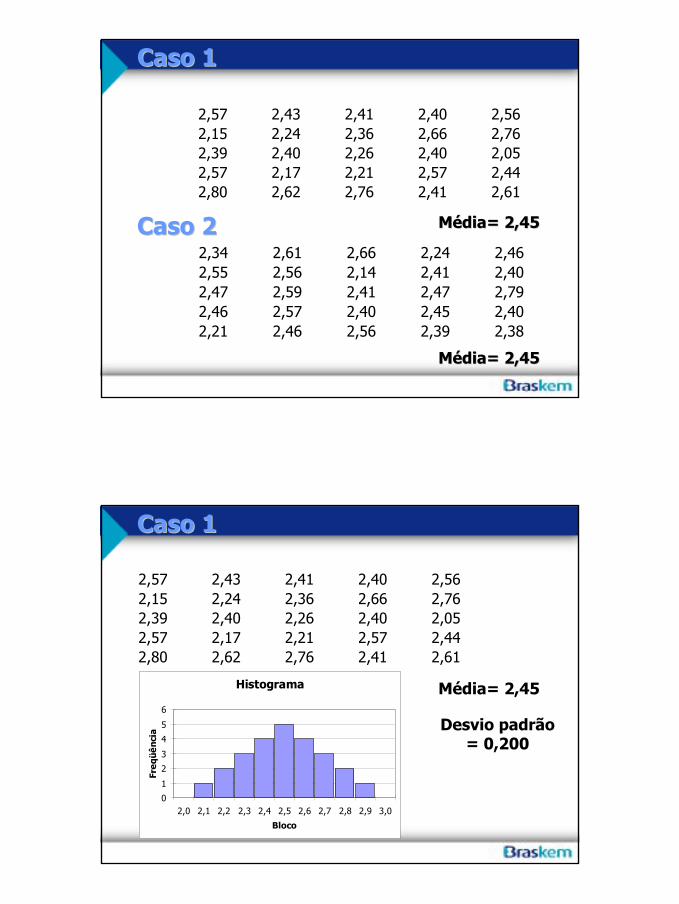
Dois fabricantes forneceram seus melhores instrumentos de medição de vazão para avaliação pelo pessoal de Instrumentação da Fábrica.
Ambos foram instalados na mesma tubulação. Precisamos da medição de vazão com a melhor precisão.
Os resultados das medições estão apresentados a seguir.
Qual dos dois instrumentos você recomendaria?
Dois fabricantes forneceram seus melhores Dois fabricantes forneceram seus melhores instrumentos de medição de vazão para avaliação instrumentos de medição de vazão para avaliação pelo pessoal de Instrumentação da Fábrica.pelo pessoal de Instrumentação da Fábrica.
Ambos foram instalados na mesma tubulação. Ambos foram instalados na mesma tubulação. Precisamos da medição de vazão com a melhor Precisamos da medição de vazão com a melhor precisão.precisão.
Os resultados das medições estão apresentados a Os resultados das medições estão apresentados a seguir.seguir.
Qual dos dois instrumentos você recomendaria?Qual dos dois instrumentos você recomendaria?
Caso 1Caso 1Caso 1
2,57 2,43 2,41 2,40 2,562,15 2,24 2,36 2,66 2,762,39 2,40 2,26 2,40 2,052,57 2,17 2,21 2,57 2,442,80 2,62 2,76 2,41 2,61
Caso 2Caso 22,34 2,61 2,66 2,24 2,462,55 2,56 2,14 2,41 2,402,47 2,59 2,41 2,47 2,792,46 2,57 2,40 2,45 2,402,21 2,46 2,56 2,39 2,38
17
Caso 1Caso 1Caso 1
2,57 2,43 2,41 2,40 2,562,15 2,24 2,36 2,66 2,762,39 2,40 2,26 2,40 2,052,57 2,17 2,21 2,57 2,442,80 2,62 2,76 2,41 2,61
Caso 2Caso 22,34 2,61 2,66 2,24 2,462,55 2,56 2,14 2,41 2,402,47 2,59 2,41 2,47 2,792,46 2,57 2,40 2,45 2,402,21 2,46 2,56 2,39 2,38
Média= 2,45Média= 2,45
Média= 2,45Média= 2,45
Caso 1Caso 1Caso 1
2,57 2,43 2,41 2,40 2,562,15 2,24 2,36 2,66 2,762,39 2,40 2,26 2,40 2,052,57 2,17 2,21 2,57 2,442,80 2,62 2,76 2,41 2,61
Média= 2,45Histograma
0
1
2
3
4
5
6
2,0 2,1 2,2 2,3 2,4 2,5 2,6 2,7 2,8 2,9 3,0
Bloco
Freq
üênc
ia
Desvio padrão= 0,200
18
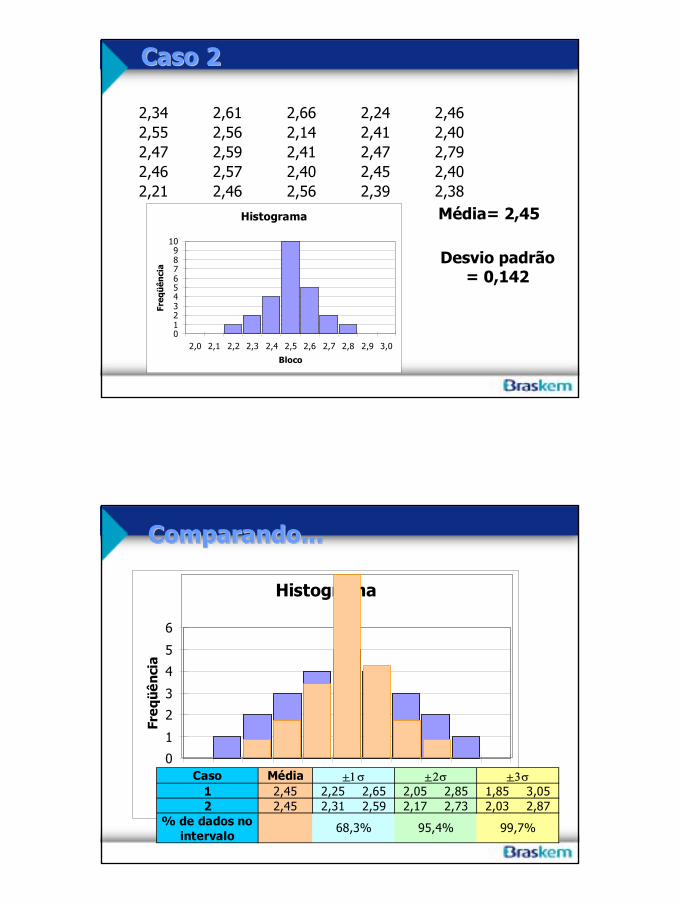
2,34 2,61 2,66 2,24 2,462,55 2,56 2,14 2,41 2,402,47 2,59 2,41 2,47 2,792,46 2,57 2,40 2,45 2,402,21 2,46 2,56 2,39 2,38
Média= 2,45Histograma
0123456789
10
2,0 2,1 2,2 2,3 2,4 2,5 2,6 2,7 2,8 2,9 3,0
Bloco
Freq
üên
cia
Desvio padrão= 0,142
Caso 2Caso 2Caso 2
Histograma
0
1
2
3
4
5
6
2,0 2,1 2,2 2,3 2,4 2,5 2,6 2,7 2,8 2,9 3,0
Bloco
Freq
üênc
ia
Caso Média1 2,45 2,25 2,65 2,05 2,85 1,85 3,052 2,45 2,31 2,59 2,17 2,73 2,03 2,87
% de dados no intervalo
+ 1σ + 2σ + 3σ
68,3% 95,4% 99,7%
Comparando...Comparando...Comparando...
19
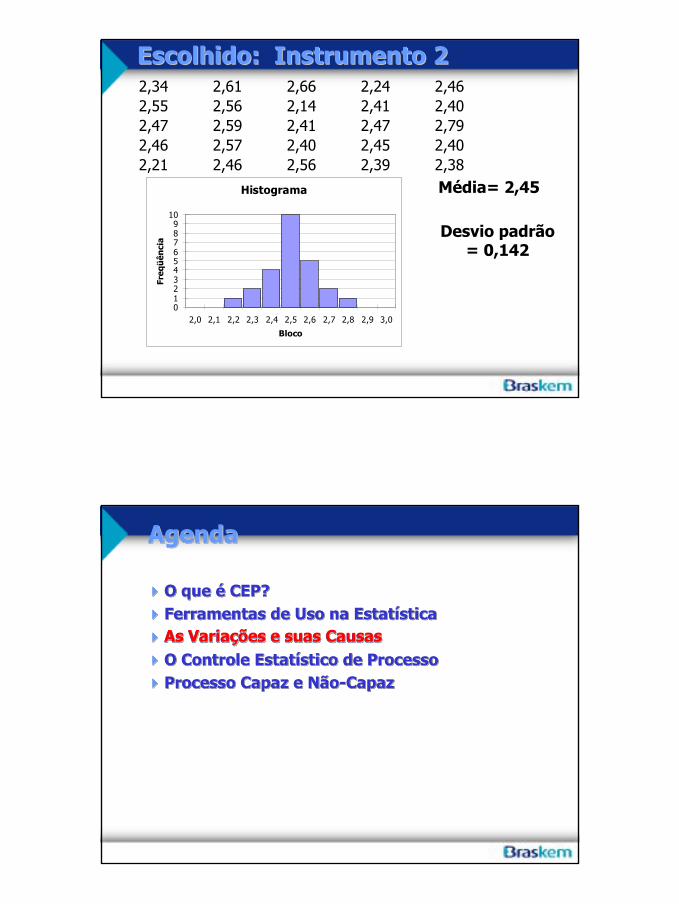
Escolhido: Instrumento 2Escolhido: Instrumento 22,34 2,61 2,66 2,24 2,462,55 2,56 2,14 2,41 2,402,47 2,59 2,41 2,47 2,792,46 2,57 2,40 2,45 2,402,21 2,46 2,56 2,39 2,38
Média= 2,45Histograma
0123456789
10
2,0 2,1 2,2 2,3 2,4 2,5 2,6 2,7 2,8 2,9 3,0
Bloco
Freq
üên
cia
Desvio padrão= 0,142
AgendaAgendaAgenda
O que é CEP?Ferramentas de Uso na EstatísticaAs Variações e suas CausasO Controle Estatístico de ProcessoProcesso Capaz e Não-Capaz
O que é CEP?O que é CEP?Ferramentas de Uso na EstatísticaFerramentas de Uso na EstatísticaAs Variações e suas CausasAs Variações e suas CausasO Controle Estatístico de ProcessoO Controle Estatístico de ProcessoProcesso Capaz e NãoProcesso Capaz e Não--CapazCapaz
As Variações e suas CausasAs Variações e suas Causas
20
Variações e suas causasVariações e suas causasVariações e suas causas
Processos que não estão em um estado de controle estatístico
• apresentam variações excessivas
• exibem variações que mudam com o tempo
Um processo em um estado de controle estatístico é dito estar estatisticamente estável.
Processos que Processos que não estãonão estão em um estado de em um estado de controle controle estatísticoestatístico
•• apresentam apresentam variações excessivas variações excessivas
•• exibem variações que mudam com exibem variações que mudam com o tempo o tempo
Um processo em um estado de controle estatístico é dito Um processo em um estado de controle estatístico é dito estar estar estatisticamente estávelestatisticamente estável. .
Variações e suas causasVariações e suas causasVariações e suas causas
Gráficos de controle são utilizados para detectar se um processo está estatisticamente estável. Eles diferenciam entre as variações
• que são normalmente esperadas do processo devido a causas comuns
• que mudam no tempo devido a causas especiais ou conhecidas.
Gráficos de controle são utilizados para detectar se um Gráficos de controle são utilizados para detectar se um processo está estatisticamente estável. Eles diferenciam processo está estatisticamente estável. Eles diferenciam entre as variações entre as variações
•• que são normalmente esperadas que são normalmente esperadas do processo devido a do processo devido a causas causas comunscomuns
•• que mudam no tempo devido a que mudam no tempo devido a causas especiaiscausas especiais ou ou conhecidasconhecidas..
21
Causas ComunsCausas ComunsCausas Comuns
Variações devidas a causas comuns
• têm pequeno efeito no processo
• são inerentes ao processo em razão:
• da natureza do sistema
• do modo como o sistema é administrado
• do modo como o processo é organizado e operado
Variações devidas a Variações devidas a causas comunscausas comuns
•• têm pequeno efeito no processo têm pequeno efeito no processo
•• são inerentes ao processo em razão: são inerentes ao processo em razão:
•• da natureza do sistema da natureza do sistema
•• do modo como o sistema é administrado do modo como o sistema é administrado
•• do modo como o processo é organizado e do modo como o processo é organizado e operado operado
Média= 2,45
Histograma
0123456789
10
2,0 2,1 2,2 2,3 2,4 2,5 2,6 2,7 2,8 2,9 3,0
Bloco
Freq
üên
cia
Desvio padrão= 0,142
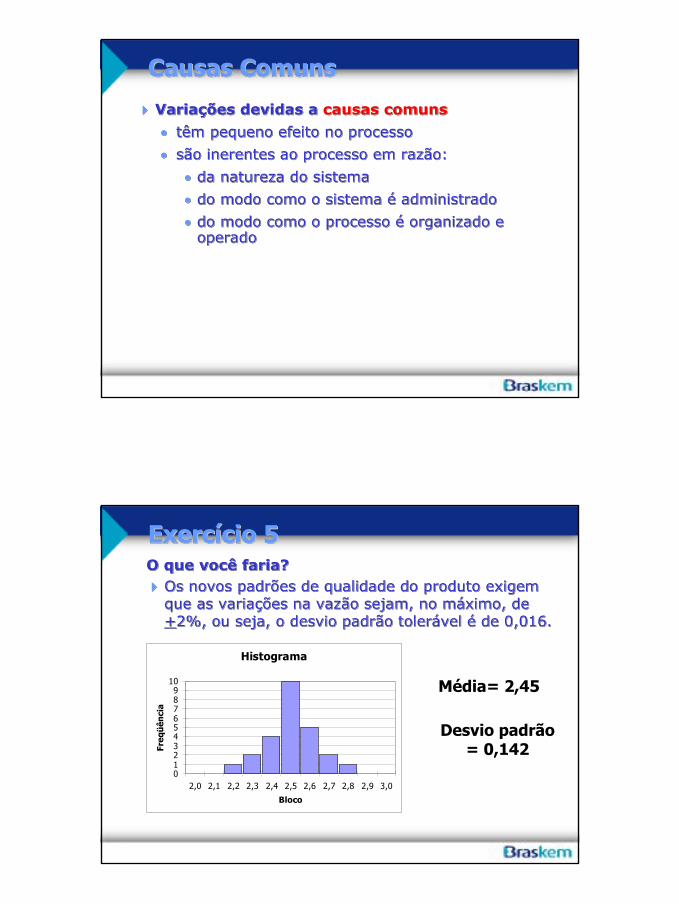
Exercício 5Exercício 5Exercício 5O que você faria?
Os novos padrões de qualidade do produto exigem que as variações na vazão sejam, no máximo, de +2%, ou seja, o desvio padrão tolerável é de 0,016.
O que você faria?O que você faria?Os novos padrões de qualidade do produto exigem Os novos padrões de qualidade do produto exigem que as variações na vazão sejam, no máximo, de que as variações na vazão sejam, no máximo, de ++2%, ou seja, o desvio padrão tolerável é de 0,016.2%, ou seja, o desvio padrão tolerável é de 0,016.
22
Causas ComunsCausas ComunsCausas Comuns
Variações devidas a causas comuns
• têm pequeno efeito no processo
• são inerentes ao processo em razão:
• da natureza do sistema
• do modo como o sistema é administrado
• do modo como o processo é organizado e operado
• unicamente podem ser eliminadas por:
• modificações no processo
• mudando o processo
• são a responsabilidade da alta administração
Variações devidas a Variações devidas a causas comunscausas comuns
•• têm pequeno efeito no processo têm pequeno efeito no processo
•• são inerentes ao processo em razão: são inerentes ao processo em razão:
•• da natureza do sistema da natureza do sistema
•• do modo como o sistema é administrado do modo como o sistema é administrado
•• do modo como o processo é organizado e do modo como o processo é organizado e operadooperado
•• unicamente podem ser eliminadas por: unicamente podem ser eliminadas por:
•• modificações no processo modificações no processo
•• mudando o processo mudando o processo
•• são a responsabilidade da alta administração são a responsabilidade da alta administração
Causas EspeciaisCausas EspeciaisCausas EspeciaisVariações devidas a causas especiais são:
• identificáveis• exceções ao sistema • consideradas anormalidades • freqüentemente específicas a:
• um determinado operador • um determinado equipamento • um determinado lote de material, etc.
Investigação e remoção de variações ligadas a causas especiais são a chave para a melhoria do processo.
Variações devidas a Variações devidas a causas especiais causas especiais são: são:
•• identificáveisidentificáveis•• exceções ao sistema exceções ao sistema •• consideradas anormalidades consideradas anormalidades •• freqüentemente específicas a: freqüentemente específicas a:
•• um determinado operador um determinado operador •• um determinado equipamento um determinado equipamento •• um determinado lote de material, um determinado lote de material, etc. etc.
Investigação e remoção de variações ligadas a causas Investigação e remoção de variações ligadas a causas especiais são a chave para a melhoria do processo.especiais são a chave para a melhoria do processo.
23
Importante!Importante!Importante!
Nota: Às vezes a diferenciação entre entre causas comuns e causas especiais não é clara.NotaNota:: Às vezes a diferenciação entre entre causas comuns e Às vezes a diferenciação entre entre causas comuns e causas especiais não é clara.causas especiais não é clara.
Para refletir...Para refletir...Para refletir...“O estado de controle estatístico não é um estado natural para os processos de produção. Muito pelo contrário, é uma meta a ser alcançada pela eliminação, uma a uma, das causas especiais de variação, como resultado de muito esforço e determinação.”
W. Edwards Deming
““O estado de controle estatístico não é um estado O estado de controle estatístico não é um estado natural para os processos de produção. Muito pelo natural para os processos de produção. Muito pelo contrário, é uma meta a ser alcançada pela eliminação, contrário, é uma meta a ser alcançada pela eliminação, uma a uma, das causas especiais de variação, como uma a uma, das causas especiais de variação, como resultado de muito esforço e determinação.”resultado de muito esforço e determinação.”
W. W. EdwardsEdwards DemingDeming
24
AgendaAgendaAgenda
O que é CEP?Ferramentas de Uso na EstatísticaAs Variações e suas CausasO Controle Estatístico de ProcessoProcesso Capaz e Não-Capaz
O que é CEP?O que é CEP?Ferramentas de Uso na EstatísticaFerramentas de Uso na EstatísticaAs Variações e suas CausasAs Variações e suas CausasO Controle Estatístico de ProcessoO Controle Estatístico de ProcessoProcesso Capaz e NãoProcesso Capaz e Não--CapazCapazO Controle Estatístico deO Controle Estatístico de ProcessoProcesso
““Até Até amanhã!”amanhã!”
25
O que é C.E.P.?O que é C.E.P.?O que é C.E.P.?
• CEP significa CONTROLE ESTATÍSTICO DE PROCESSO
• CEP não se refere a uma técnica, algoritmo ou procedimento específico.
• CEP é uma filosofia de otimização relacionada à melhoria contínua do processo, usando ferramentas estatísticas.
•• CEP significa CONTROLE ESTATÍSTICO DE CEP significa CONTROLE ESTATÍSTICO DE PROCESSOPROCESSO
•• CEP não se refere a uma técnica, algoritmo CEP não se refere a uma técnica, algoritmo ou procedimento específico.ou procedimento específico.
•• CEP é uma filosofia de otimização CEP é uma filosofia de otimização relacionada à melhoria contínua do relacionada à melhoria contínua do processo, usando ferramentas estatísticas. processo, usando ferramentas estatísticas.
O que é C.E.P.?O que é C.E.P.?O que é C.E.P.?
• CEP é um componente chave para a Qualidade do Produto e do Processo.
• CEP visa maximizar os lucros através de:
• melhoria na qualidade do produto.
• aumento na produtividade
• redução de perdas
• redução de emissões
• etc.
•• CEP é um componente chave para a CEP é um componente chave para a Qualidade do Produto e do Processo.Qualidade do Produto e do Processo.
•• CEP visa maximizar os lucros através de: CEP visa maximizar os lucros através de:
•• melhoria na qualidade do produto. melhoria na qualidade do produto.
•• aumento na produtividade aumento na produtividade
•• redução de perdas redução de perdas
•• redução de emissões redução de emissões
•• etc.etc.
26
Gráficos de ControleGráficos de ControleGráficos de Controle
Os princípios para a aplicação de gráficos de controle são muitos simples e estão baseados no uso combinado de
• gráficos XY
• testes de hipóteses
Os princípios para a aplicação de gráficos de controle são Os princípios para a aplicação de gráficos de controle são muitos simples e estão baseados no uso combinado de muitos simples e estão baseados no uso combinado de
•• gráficos XYgráficos XY
•• testes de hipóteses testes de hipóteses
Gráficos de ControleGráficos de ControleGráficos de Controle
O procedimento é
• amostrar o processo em intervalos regulares;
• plotar o dado estatístico (ou alguma medida de performance), por exemplo:
• médias, intervalos, variáveis, número de defeitos, etc.
• verificar (graficamente) se o processo está sob controle estatístico
• se o processo não estiver sob controle estatístico, tomar ações.
O procedimento é O procedimento é
•• amostrar o processo em intervalos regulares; amostrar o processo em intervalos regulares;
•• plotarplotar o dado estatístico (ou alguma medida de o dado estatístico (ou alguma medida de performance), por exemplo: performance), por exemplo:
•• médias, intervalos, variáveis, médias, intervalos, variáveis, número de defeitos, etc. número de defeitos, etc.
•• verificar (graficamente) se o processo está sob controle verificar (graficamente) se o processo está sob controle estatístico estatístico
•• se o processo não estiver sob controle estatístico, tomar se o processo não estiver sob controle estatístico, tomar ações. ações.
27
Gráficos de ControleGráficos de ControleGráficos de Controle
Gráficos de controle fazem suposições sobre os dados estatísticos analisado, a saber
• são independentes, i.e., um valor não é influenciado por seu valor passado e não afetará valores futuros;
• estão distribuídos normalmente, i.e., os dados têm uma função de densidade de probabilidade normal.
Gráficos de controle fazem suposições sobre os dados Gráficos de controle fazem suposições sobre os dados estatísticos analisado, a saber estatísticos analisado, a saber
•• são são independentesindependentes, i.e., um valor não é , i.e., um valor não é influenciado por seu valor passado e não influenciado por seu valor passado e não afetará valores futuros; afetará valores futuros;
•• estão distribuídos estão distribuídos normalmentenormalmente, i.e., os , i.e., os dados têm uma função de densidade de dados têm uma função de densidade de probabilidade normal. probabilidade normal.
Gráficos de ControleGráficos de ControleGráficos de Controle
Média (µ)
Desvio Padrão (σ)
Média (Média (µµ))
Desvio Padrão (Desvio Padrão (σσ))
∑=
==n
iixn
x1
1~µ
∑=
−−
==n
ii xx
ns
1
2)(1
1~σ
28
Curva NormalCurva NormalCurva NormalFunção de Densidade de Probabilidade NormalFunção de Densidade de Probabilidade NormalFunção de Densidade de Probabilidade Normal
Den
sida
de d
e Pr
obab
ilida
deD
ensi
dade
de
Prob
abili
dade
EstatísticaEstatística
MédiaMédia
Curva NormalCurva NormalCurva NormalFunção de Densidade de Probabilidade NormalFunção de Densidade de Probabilidade NormalFunção de Densidade de Probabilidade Normal
Den
sida
de d
e Pr
obab
ilida
deD
ensi
dade
de
Prob
abili
dade
EstatísticaEstatística
MédiaMédia
29
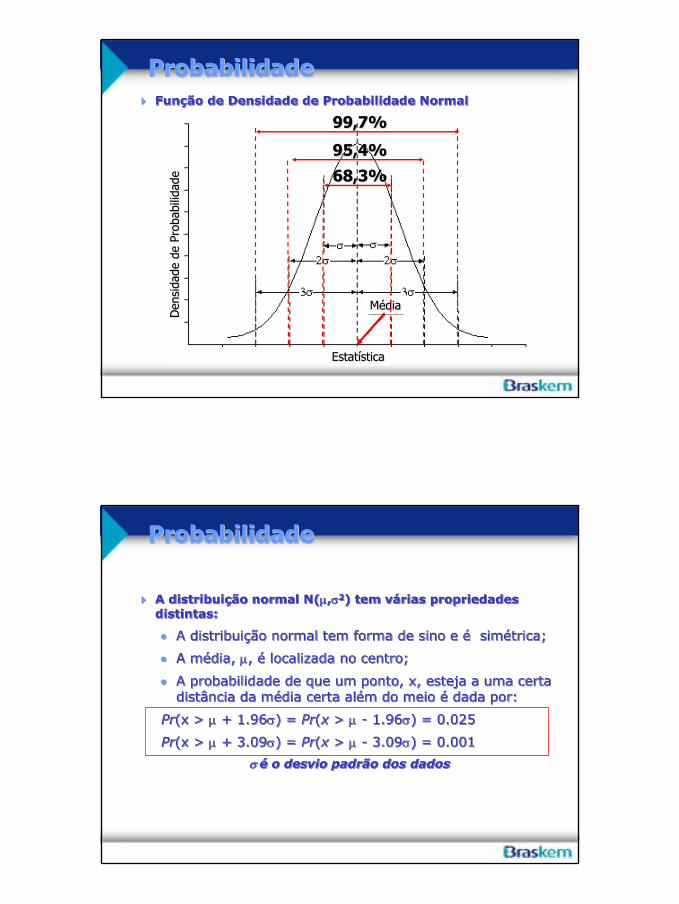
ProbabilidadeProbabilidadeProbabilidadeFunção de Densidade de Probabilidade NormalFunção de Densidade de Probabilidade NormalFunção de Densidade de Probabilidade Normal
Den
sida
de d
e Pr
obab
ilida
deD
ensi
dade
de
Prob
abili
dade
EstatísticaEstatística
MédiaMédia
68,3%68,3%95,4%95,4%
99,7%99,7%
ProbabilidadeProbabilidadeProbabilidade
A distribuição normal N(µ,σ2) tem várias propriedades distintas:
• A distribuição normal tem forma de sino e é simétrica;
• A média, µ, é localizada no centro;
• A probabilidade de que um ponto, x, esteja a uma certa distância da média certa além do meio é dada por:
Pr(x > µ + 1.96σ) = Pr(x > µ - 1.96σ) = 0.025
Pr(x > µ + 3.09σ) = Pr(x > µ - 3.09σ) = 0.001
σ é o desvio padrão dos dados
A distribuição normal N(A distribuição normal N(µµ,,σσ22) tem várias propriedades ) tem várias propriedades distintas: distintas:
•• A distribuição normal tem forma de sino e é simétrica; A distribuição normal tem forma de sino e é simétrica;
•• A média, A média, µµ, é localizada no centro; , é localizada no centro;
•• A probabilidade de que um ponto, x, esteja a uma certa A probabilidade de que um ponto, x, esteja a uma certa distância da média certa além do meio é dada por: distância da média certa além do meio é dada por:
PrPr(x > (x > µµ + 1.96+ 1.96σσ) = ) = PrPr((xx > > µµ -- 1.961.96σσ) = 0.025 ) = 0.025
PrPr(x > (x > µµ + 3.09+ 3.09σσ) = ) = PrPr((xx > > µµ -- 3.093.09σσ) = 0.001) = 0.001
σ σ é o desvio padrão dos dados é o desvio padrão dos dados
30
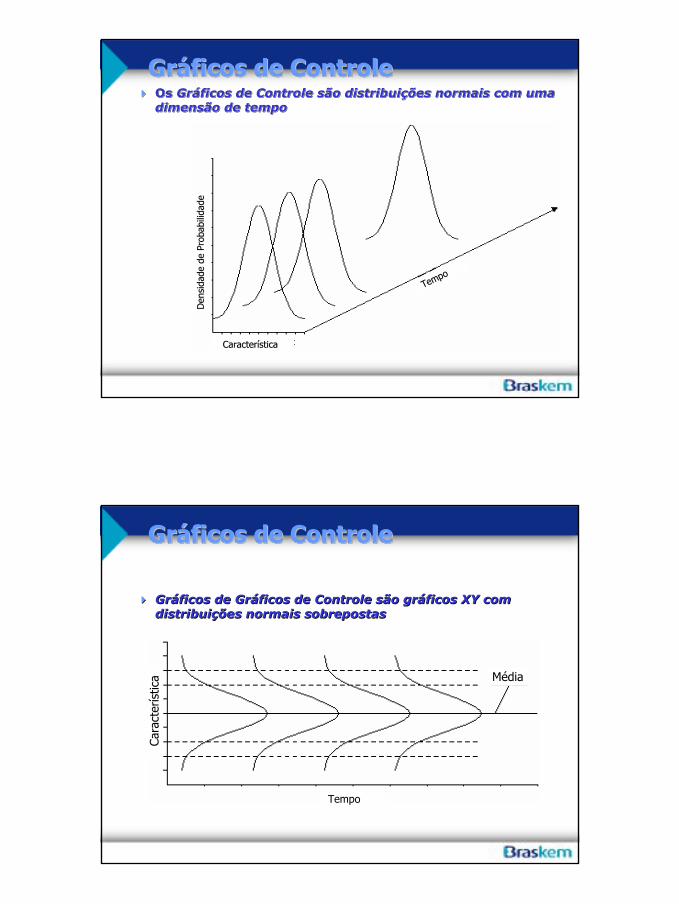
Gráficos de ControleGráficos de ControleGráficos de ControleOs Gráficos de Controle são distribuições normais com uma dimensão de tempo Os Os Gráficos de Controle são distribuições normais com uma Gráficos de Controle são distribuições normais com uma dimensão de tempo dimensão de tempo
Den
sida
de d
e Pr
obab
ilida
deD
ensi
dade
de
Prob
abili
dade
Característica Característica
Tempo
Tempo
Gráficos de ControleGráficos de ControleGráficos de Controle
Gráficos de Gráficos de Controle são gráficos XY com distribuições normais sobrepostas Gráficos de Gráficos de Controle são gráficos XY com distribuições normais sobrepostas
Cara
cter
ístic
a
Tempo
Média
31
Gráficos de ControleGráficos de ControleGráficos de Controle
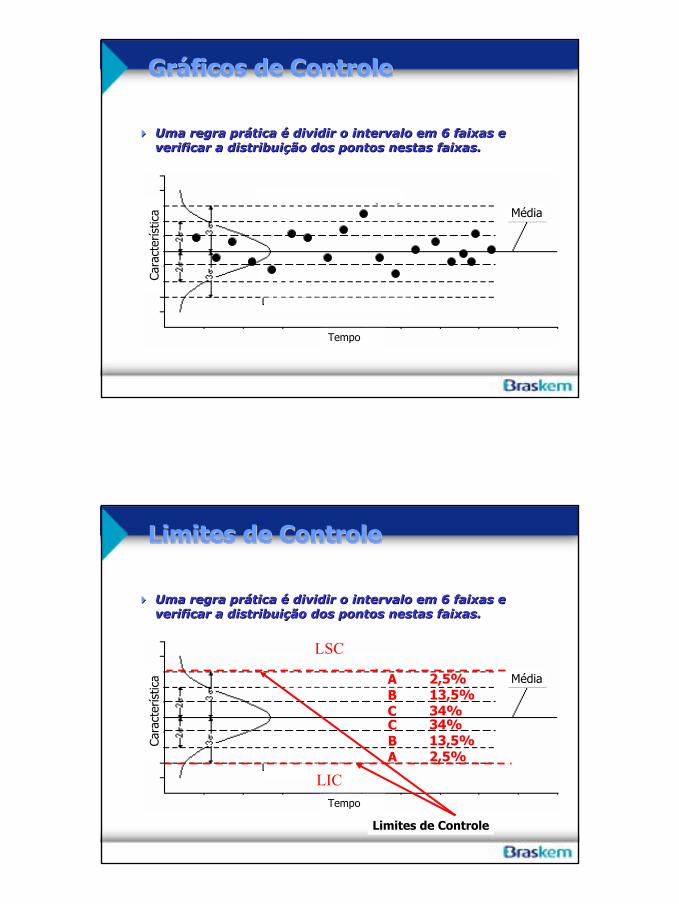
Uma regra prática é dividir o intervalo em 6 faixas e verificar a distribuição dos pontos nestas faixas.Uma regra prática é dividir o intervalo em 6 faixas e verificar a distribuição dos pontos nestas faixas.
Cara
cter
ístic
a
Tempo
Média
Limites de ControleLimites de ControleLimites de Controle
Uma regra prática é dividir o intervalo em 6 faixas e verificar a distribuição dos pontos nestas faixas.Uma regra prática é dividir o intervalo em 6 faixas e verificar a distribuição dos pontos nestas faixas.
Cara
cter
ístic
a
Tempo
MédiaABCCBA
2,5%13,5%34%34%13,5%2,5%
LSC
LIC
Limites de Controle
32
Para refletir...Para refletir...Para refletir...
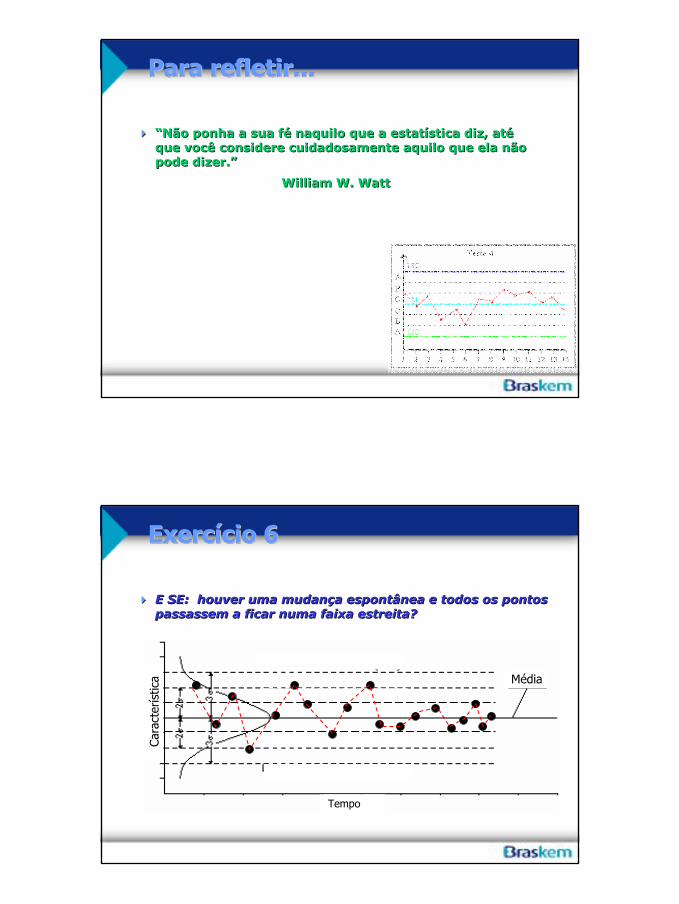
“Não ponha a sua fé naquilo que a estatística diz, até que você considere cuidadosamente aquilo que ela não pode dizer.”
William W. Watt
“Não ponha a sua fé naquilo que a estatística diz, até que você considere cuidadosamente aquilo que ela não pode dizer.”
William W. Watt
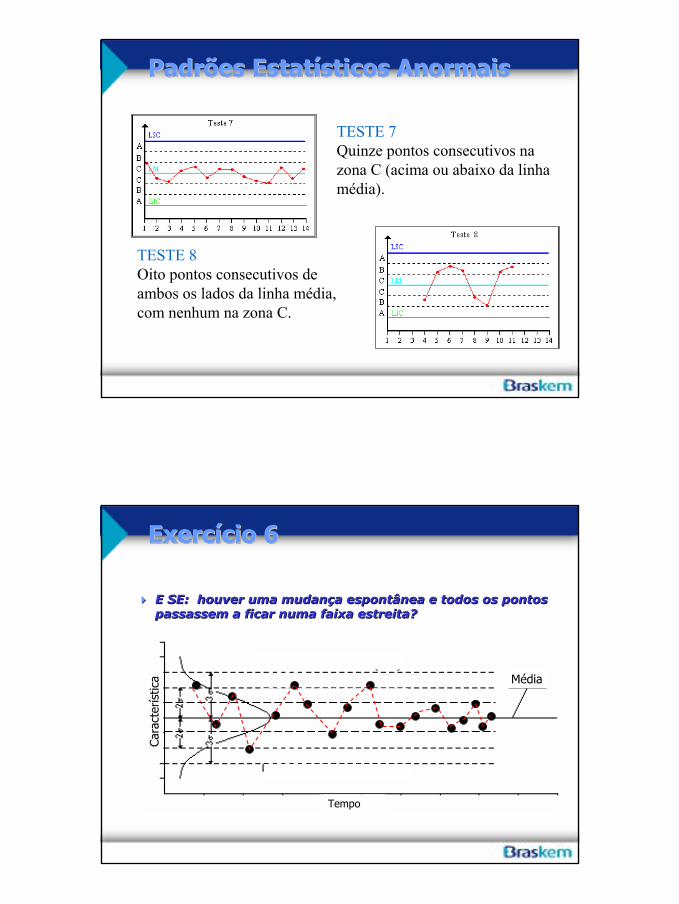
Exercício 6Exercício 6Exercício 6
E SE: houver uma mudança espontânea e todos os pontos passassem a ficar numa faixa estreita?E SE: houver uma mudança espontânea e todos os pontos passassem a ficar numa faixa estreita?
Cara
cter
ístic
a
Tempo
Média
33
Padrões AnormaisPadrões AnormaisPadrões Anormais
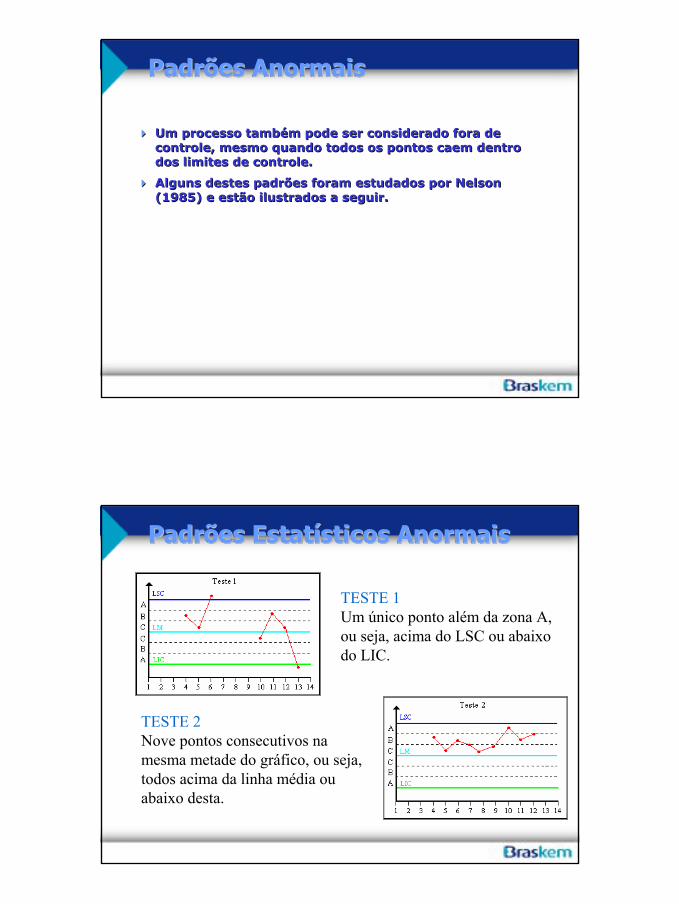
Um processo também pode ser considerado fora de controle, mesmo quando todos os pontos caem dentro dos limites de controle.
Alguns destes padrões foram estudados por Nelson (1985) e estão ilustrados a seguir.
Um processo também pode ser considerado fora de controle, mesmo quando todos os pontos caem dentro dos limites de controle.
Alguns destes padrões foram estudados por Nelson (1985) e estão ilustrados a seguir.
Padrões Estatísticos AnormaisPadrões Estatísticos AnormaisPadrões Estatísticos Anormais
TESTE 1Um único ponto além da zona A, ou seja, acima do LSC ou abaixo do LIC.
TESTE 2Nove pontos consecutivos na mesma metade do gráfico, ou seja, todos acima da linha média ou abaixo desta.
34
Padrões Estatísticos AnormaisPadrões Estatísticos AnormaisPadrões Estatísticos Anormais
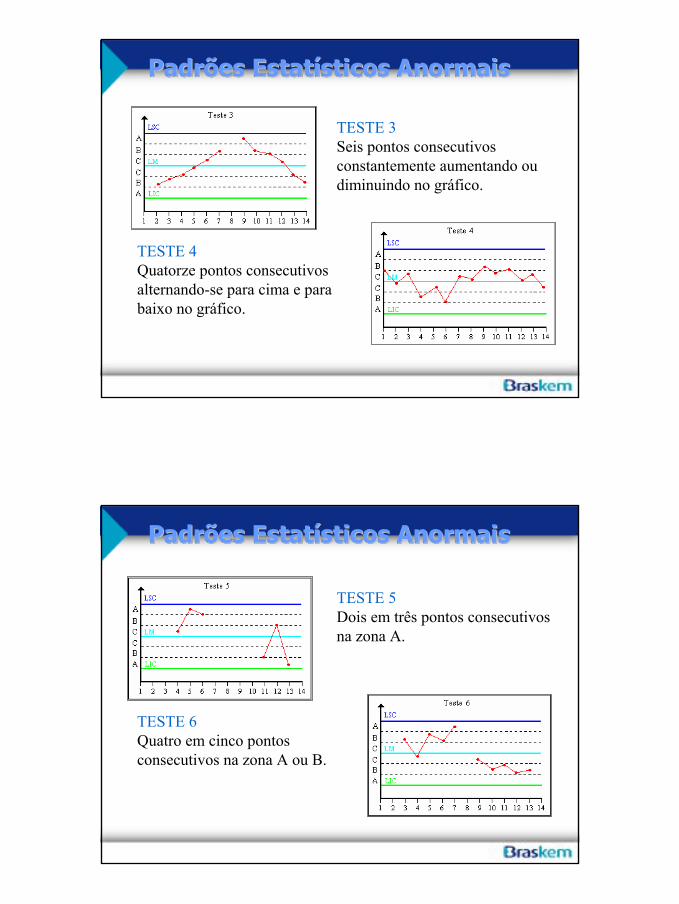
TESTE 3Seis pontos consecutivos constantemente aumentando ou diminuindo no gráfico.
TESTE 4Quatorze pontos consecutivos alternando-se para cima e para baixo no gráfico.
Padrões Estatísticos AnormaisPadrões Estatísticos AnormaisPadrões Estatísticos Anormais
TESTE 5Dois em três pontos consecutivos na zona A.
TESTE 6Quatro em cinco pontos consecutivos na zona A ou B.
35
Padrões Estatísticos AnormaisPadrões Estatísticos AnormaisPadrões Estatísticos Anormais
TESTE 7Quinze pontos consecutivos na zona C (acima ou abaixo da linha média).
TESTE 8Oito pontos consecutivos de ambos os lados da linha média, com nenhum na zona C.
Exercício 6Exercício 6Exercício 6
E SE: houver uma mudança espontânea e todos os pontos passassem a ficar numa faixa estreita?E SE: houver uma mudança espontânea e todos os pontos passassem a ficar numa faixa estreita?
Cara
cter
ístic
a
Tempo
Média
36
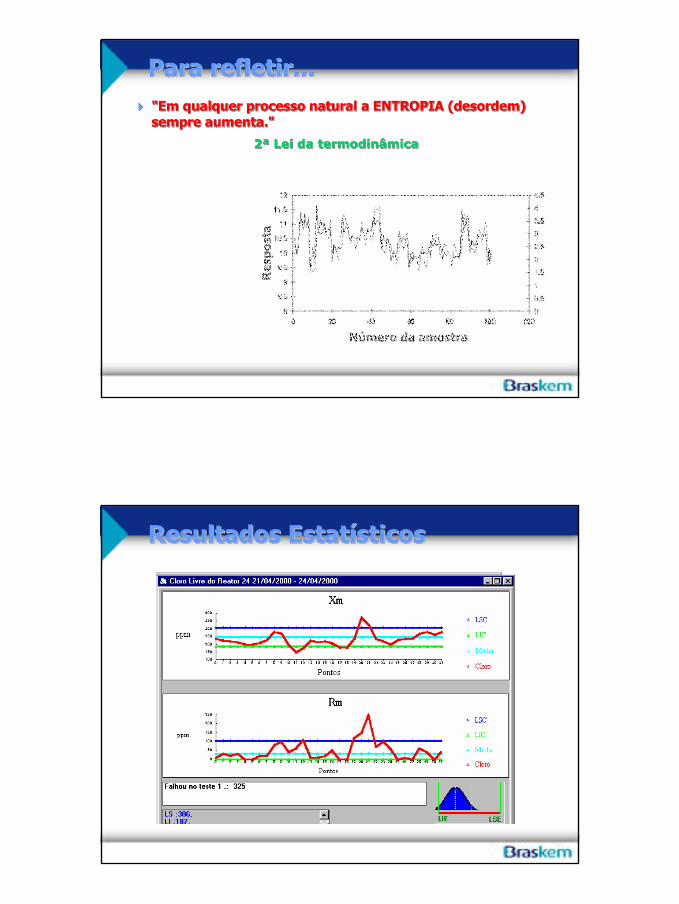
Para refletir...Para refletir...Para refletir..."Em qualquer processo natural a ENTROPIA (desordem) sempre aumenta."
2ª Lei da termodinâmica
"Em qualquer processo natural a ENTROPIA (desordem) "Em qualquer processo natural a ENTROPIA (desordem) sempre aumenta."sempre aumenta."
2ª Lei da termodinâmica2ª Lei da termodinâmica
Res
post
a
Número da amostra
Resultados EstatísticosResultados EstatísticosResultados Estatísticos
37
Como Estruturar o CEPComo Estruturar o CEPComo Estruturar o CEP
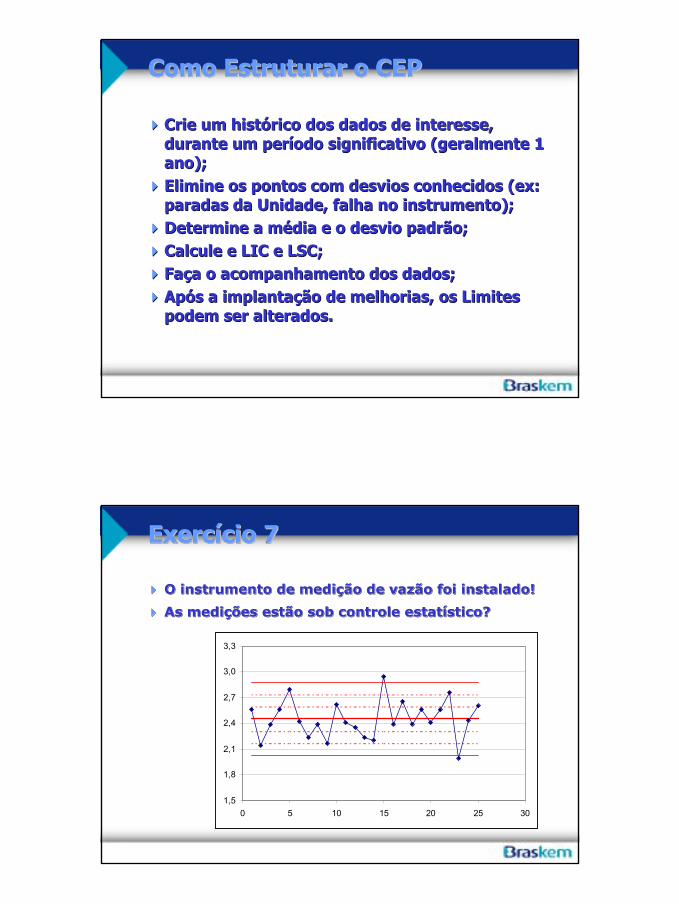
Crie um histórico dos dados de interesse, durante um período significativo (geralmente 1 ano);Elimine os pontos com desvios conhecidos (ex: paradas da Unidade, falha no instrumento);Determine a média e o desvio padrão;Calcule e LIC e LSC;Faça o acompanhamento dos dados;Após a implantação de melhorias, os Limites podem ser alterados.
Crie um histórico dos dados de interesse, durante um período significativo (geralmente 1 ano);Elimine os pontos com desvios conhecidos (ex: paradas da Unidade, falha no instrumento);Determine a média e o desvio padrão;Calcule e LIC e LSC;Faça o acompanhamento dos dados;Após a implantação de melhorias, os Limites podem ser alterados.
Exercício 7Exercício 7Exercício 7
O instrumento de medição de vazão foi instalado!
As medições estão sob controle estatístico?
O instrumento de medição de vazão foi instalado!O instrumento de medição de vazão foi instalado!
As medições estão sob controle estatístico?As medições estão sob controle estatístico?
1,5
1,8
2,1
2,4
2,7
3,0
3,3
0 5 10 15 20 25 30
38
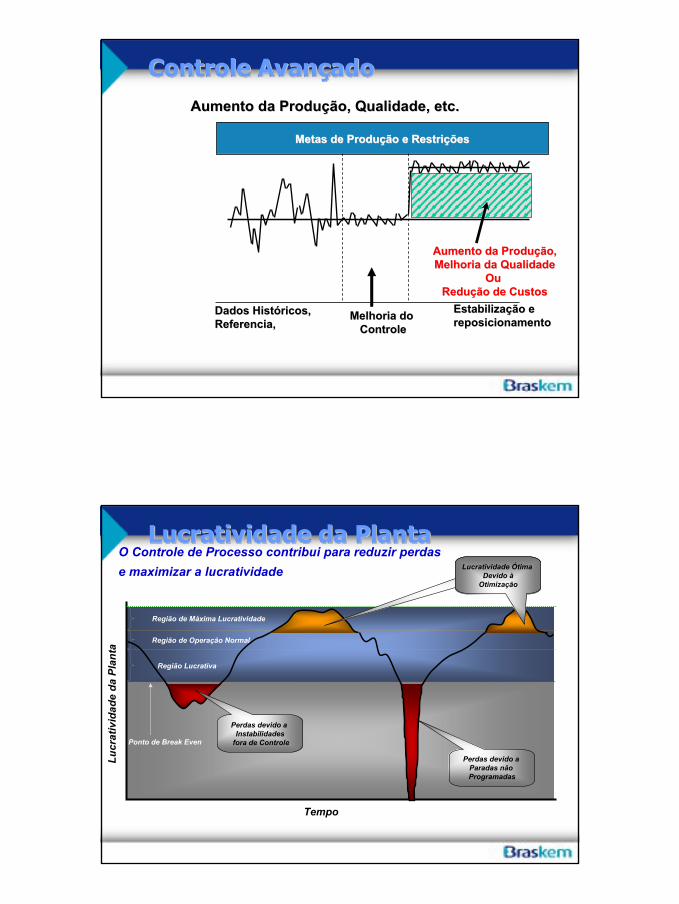
Metas de Produção e RestriçõesMetas de Produção e Restrições
Aumento da Produção,Aumento da Produção,Melhoria da Qualidade Melhoria da Qualidade
Ou Ou Redução de CustosRedução de Custos
Dados Históricos,Dados Históricos,Referencia,Referencia,
Estabilização e Estabilização e reposicionamentoreposicionamento
Aumento da Produção, Qualidade, etc.Aumento da Produção, Qualidade, etc.
Melhoria do Melhoria do ControleControle
Controle Avançado Controle Avançado Controle Avançado
Lucratividade da PlantaLucratividade da PlantaLucratividade da Planta
Tempo
Região de Operação Normal
Região de Máxima Lucratividade
Ponto de Break Even
Região Lucrativa
Lucr
ativ
idad
e da
Pla
nta
Perdas devido a Instabilidades
fora de Controle
Perdas devido a Paradas não Programadas
Optimum ProfitabilityAPC & OptimizationLucratividade Ótima
Devido àOtimização
O Controle de Processo contribui para reduzir perdas e maximizar a lucratividade
39
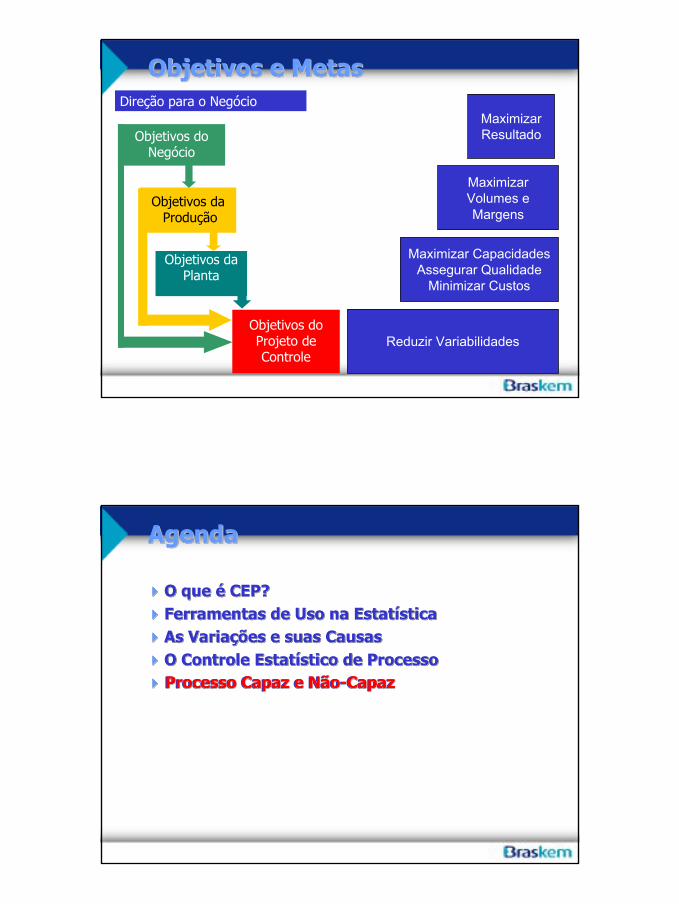
Direção para o Negócio
Objetivos do Negócio
Objetivos daProdução
Objetivos daPlanta
Objetivos do Projeto de Controle
Objetivos e MetasObjetivos e MetasObjetivos e Metas
Reduzir Variabilidades
Maximizar Capacidades Assegurar Qualidade
Minimizar Custos
Maximizar Volumes e Margens
Maximizar Resultado
AgendaAgendaAgenda
O que é CEP?Ferramentas de Uso na EstatísticaAs Variações e suas CausasO Controle Estatístico de ProcessoProcesso Capaz e Não-Capaz
O que é CEP?O que é CEP?Ferramentas de Uso na EstatísticaFerramentas de Uso na EstatísticaAs Variações e suas CausasAs Variações e suas CausasO Controle Estatístico de ProcessoO Controle Estatístico de ProcessoProcesso Capaz e NãoProcesso Capaz e Não--CapazCapazProcesso Capaz e NãoProcesso Capaz e Não--CapazCapaz
40
““Somente processos estáveis devem Somente processos estáveis devem ter sua capacidade avaliada.”ter sua capacidade avaliada.”
Capacidade do processoCapacidade do processo
A Capacidade de um processo é também outro conceito importante no CEP. Verifica:
• a variabilidade das características do processo
• se o processo é capaz de produzir produtos em conformidade com as especificações
Estudos da capacidade de um processo distinguem entre a adequação a limites de controle e limites de especificação (também chamados limites de tolerância)
A Capacidade de um processoA Capacidade de um processo é também é também outro conceito importante no CEP. Verifica:outro conceito importante no CEP. Verifica:
•• a variabilidade das características do processo a variabilidade das características do processo
•• se o processo é capaz de produzir produtos em se o processo é capaz de produzir produtos em conformidade com as especificações conformidade com as especificações
Estudos da capacidade de um processo Estudos da capacidade de um processo distinguem entre a adequação a distinguem entre a adequação a limites de limites de controlecontrole e e limites de especificaçãolimites de especificação (também (também chamados chamados limites de tolerâncialimites de tolerância) )
41
Capacidade do processoCapacidade do processo
• Se o processo está sob controle, então virtualmente todos os pontos permanecerão dentro dos limites de controle.
• Estar dentro do limites de controle não garante necessariamente que os limites de especificação são satisfeitos.
• os limites de especificação são usualmente definidos pelos clientes.
•• Se o processo está sob controle, então Se o processo está sob controle, então virtualmente todos os pontos permanecerão virtualmente todos os pontos permanecerão dentro dos limites de controle.dentro dos limites de controle.
•• Estar dentro do limites de controle não garante Estar dentro do limites de controle não garante necessariamente que os limites de necessariamente que os limites de especificação são satisfeitos. especificação são satisfeitos.
•• os limites de especificação são usualmente os limites de especificação são usualmente definidos pelos clientes. definidos pelos clientes.
Capacidade do processoCapacidade do processo
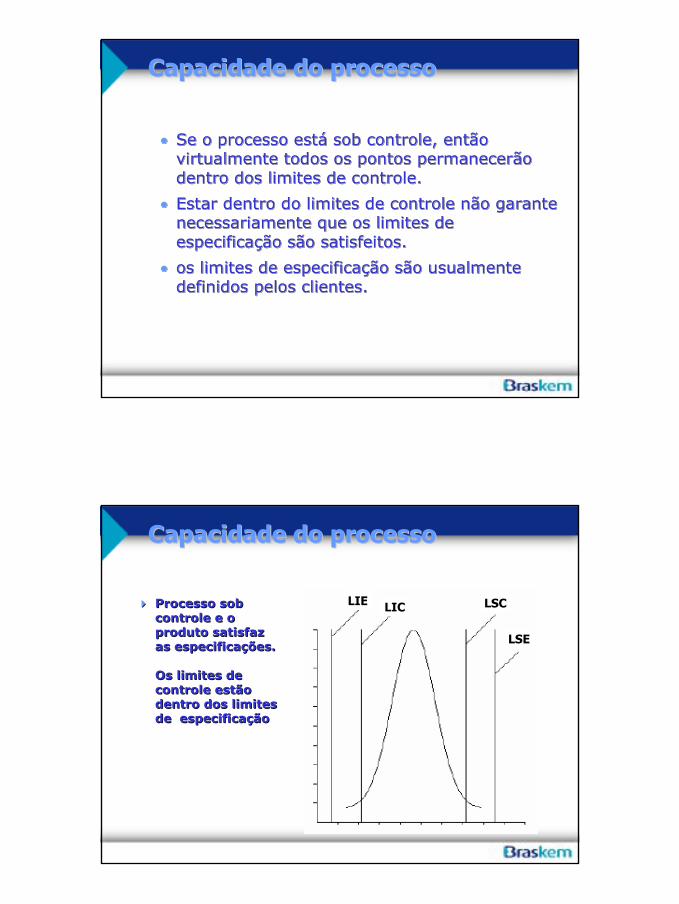
Processo sob controle e o produto satisfaz as especificações.
Os limites de controle estão dentro dos limites de especificação
Processo sob controle e o produto satisfaz as especificações.
Os limites de controle estão dentro dos limites de especificação
LIE LIC LSC
LSE
42
Capacidade do processoCapacidade do processo
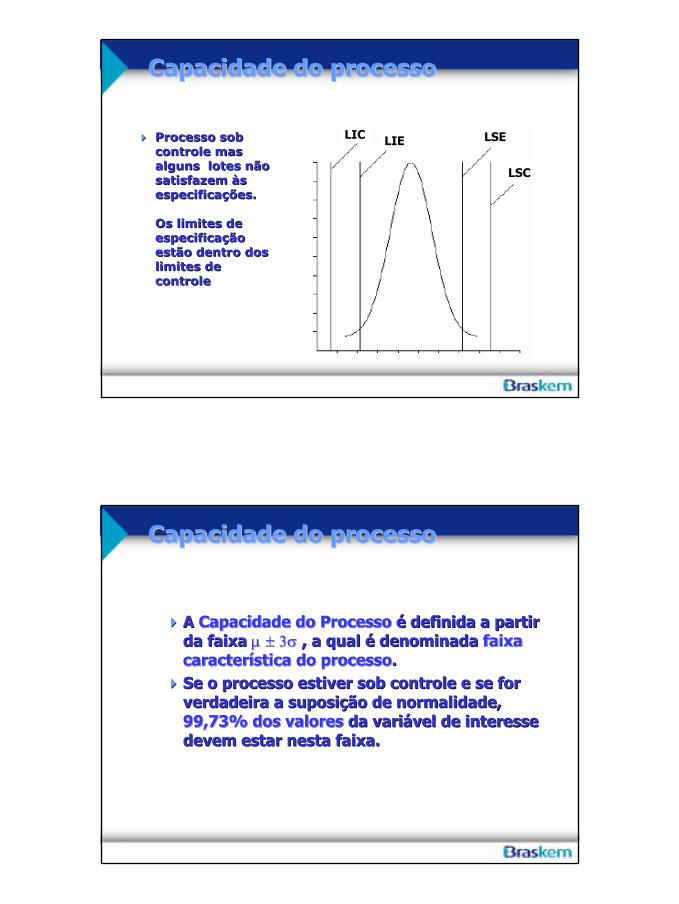
Processo sob controle mas alguns lotes não satisfazem às especificações.
Os limites de especificação estão dentro dos limites de controle
Processo sob controle mas alguns lotes não satisfazem às especificações.
Os limites de especificação estão dentro dos limites de controle
LIC LIE LSE
LSC
Capacidade do processoCapacidade do processo
A Capacidade do Processo é definida a partir da faixa µ ± 3σ , a qual é denominada faixa característica do processo.Se o processo estiver sob controle e se for verdadeira a suposição de normalidade, 99,73% dos valores da variável de interesse devem estar nesta faixa.
A Capacidade do ProcessoCapacidade do Processo é definida a partir da faixa µµ ±± 3σ3σ , a qual é denominada faixa faixa característica do processocaracterística do processo.Se o processo estiver sob controle e se for verdadeira a suposição de normalidade, 99,73% dos valores99,73% dos valores da variável de interesse devem estar nesta faixa.
43
Capacidade do processoCapacidade do processo
Como µ e σ são desconhecidos, eles deverão ser estimados por meio de dados amostrais.Como µ e σ são desconhecidos, eles deverão ser estimados por meio de dados amostrais.
““Um processo pode não ser Um processo pode não ser capazcapaz por por apresentar:apresentar:•• Elevada variabilidade.Elevada variabilidade.•• Média deslocada em relação ao ponto Média deslocada em relação ao ponto médio dos limites de especificação.”médio dos limites de especificação.”
44
Análise da CapacidadeAnálise da Capacidade
Limite superior:• µ + 3σ ou x + 3 s
Limite inferior:• µ - 3σ ou x - 3 s
Limite superior:•• µµ + + 3σ3σ ou x + 3 sx + 3 s
Limite inferior:•• µµ -- 3σ3σ ou x x -- 3 s3 s
_ _
_ _
Capaz ou nãoCapaz ou não--capaz?capaz?
Inicialmente é necessário determinar se o processo tem distribuição próximo à normalInicialmente é necessário determinar se o processo tem distribuição próximo à normal
0
5
10
15
20
25
30
35
40
45
45
Capaz ou não-capaz?Capaz ou nãoCapaz ou não--capaz?capaz?
O índice Cp é definido por:O índice Cp é definido por:
6 σCp = LSE - LIE
LSE - limite superior de especificaçãoLIE - limite inferior de especificação
Condições:• O processo esteja sob controle estatístico.• Que a média (µ) esteja centrada no valor nominal.
Capaz ou nãoCapaz ou não--capaz?capaz?
6 σCp = LSE - LIE
Uma forma simples de compreender o Cp:
LSE - LIE = o que se deseja produzir6 σ = a variabilidade natural do processo.
O valor mínimo aceito para Cp é O valor mínimo aceito para Cp é 1,331,33
46
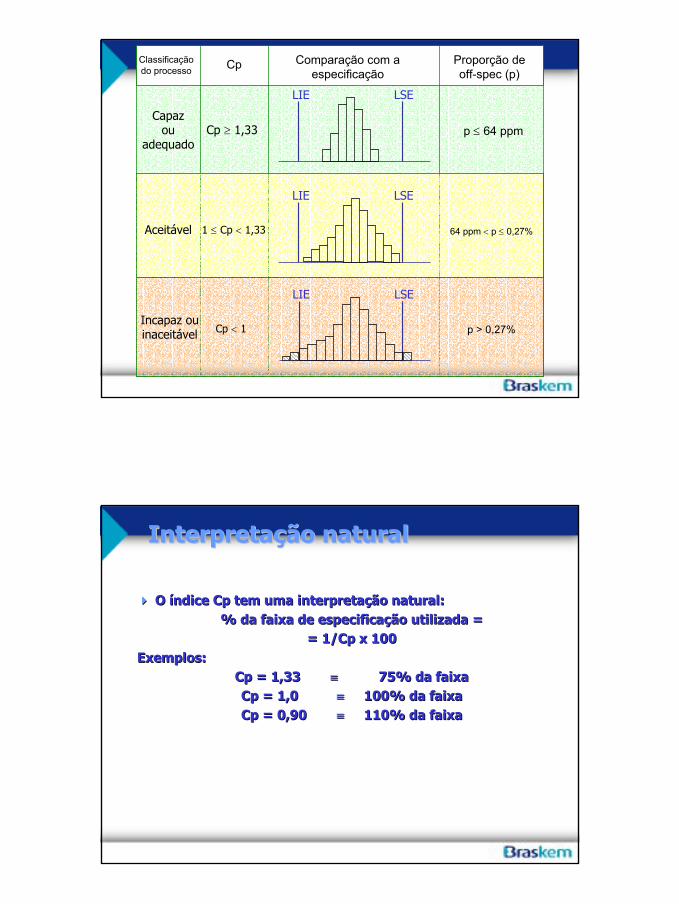
Classificação do processo Cp Comparação com a
especificaçãoProporção de off-spec (p)
Capazou
adequadoCp ≥ 1,33
LIE LSE
p ≤ 64 ppm
LIE LSE
64 ppm < p ≤ 0,27%Aceitável 1 ≤ Cp < 1,33
LIE LSE
Cp < 1Incapaz ou inaceitável p > 0,27%
Interpretação naturalInterpretação natural
O índice Cp tem uma interpretação natural:% da faixa de especificação utilizada =
= 1/Cp x 100Exemplos:
Cp = 1,33 ≡ 75% da faixaCp = 1,0 ≡ 100% da faixaCp = 0,90 ≡ 110% da faixa
O índice Cp tem uma interpretação natural:% da faixa de especificação utilizada =
= 1/Cp x 100Exemplos:
Cp = 1,33 ≡ 75% da faixaCp = 1,0 ≡ 100% da faixaCp = 0,90 ≡ 110% da faixa
47
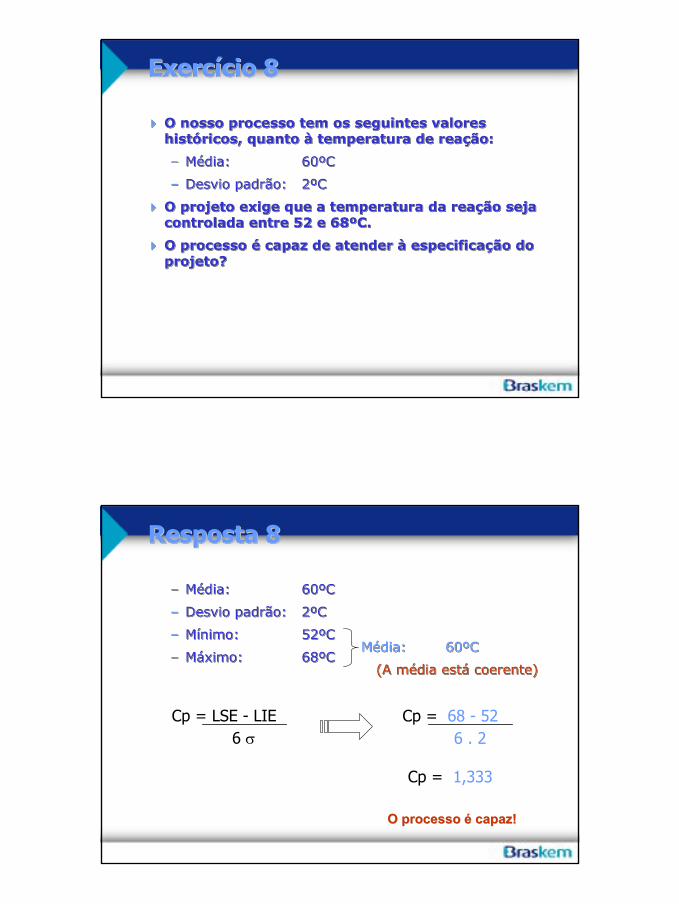
Exercício 8Exercício 8Exercício 8
O nosso processo tem os seguintes valores históricos, quanto à temperatura de reação:
– Média: 60ºC
– Desvio padrão: 2ºC
O projeto exige que a temperatura da reação seja controlada entre 52 e 68ºC.
O processo é capaz de atender à especificação do projeto?
O nosso processo tem os seguintes valores O nosso processo tem os seguintes valores históricos, quanto à temperatura de reação:históricos, quanto à temperatura de reação:
–– Média:Média: 60ºC60ºC
–– Desvio padrão:Desvio padrão: 2ºC2ºC
O projeto exige que a temperatura da reação seja O projeto exige que a temperatura da reação seja controlada entre 52 e 68ºC.controlada entre 52 e 68ºC.
O processo é capaz de atender à especificação do O processo é capaz de atender à especificação do projeto?projeto?
Resposta 8Resposta 8Resposta 8
– Média: 60ºC
– Desvio padrão: 2ºC
– Mínimo: 52ºC
– Máximo: 68ºC
–– Média:Média: 60ºC60ºC
–– Desvio padrão:Desvio padrão: 2ºC2ºC
–– Mínimo:Mínimo: 52ºC52ºC
–– Máximo:Máximo: 68ºC68ºCMédia: 60ºC
(A média está coerente)
Média:Média: 60ºC 60ºC
(A média está coerente)(A média está coerente)
6 σCp = LSE - LIE
6 . 2Cp = 68 - 52
Cp = 1,333
O processo é capaz!O processo é capaz!
48
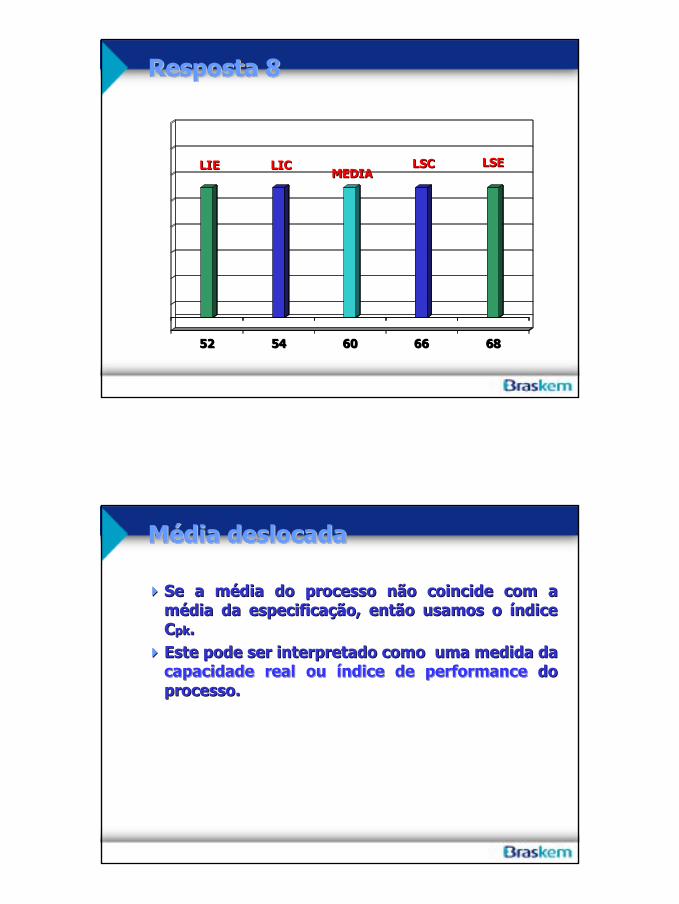
Resposta 8Resposta 8Resposta 8
LIE LICMEDIA
LSC LSE
52 54 60 66 68
LIE LICMEDIA
LSC LSE
52 54 60 66 68
Média deslocadaMédia deslocadaMédia deslocada
Se a média do processo não coincide com a média da especificação, então usamos o índice Cpk.Este pode ser interpretado como uma medida da capacidade real ou índice de performance do processo.
Se a média do processo não coincide com a média da especificação, então usamos o índice Cpk.Este pode ser interpretado como uma medida da capacidade real ou índice de performance capacidade real ou índice de performance do processo.
49
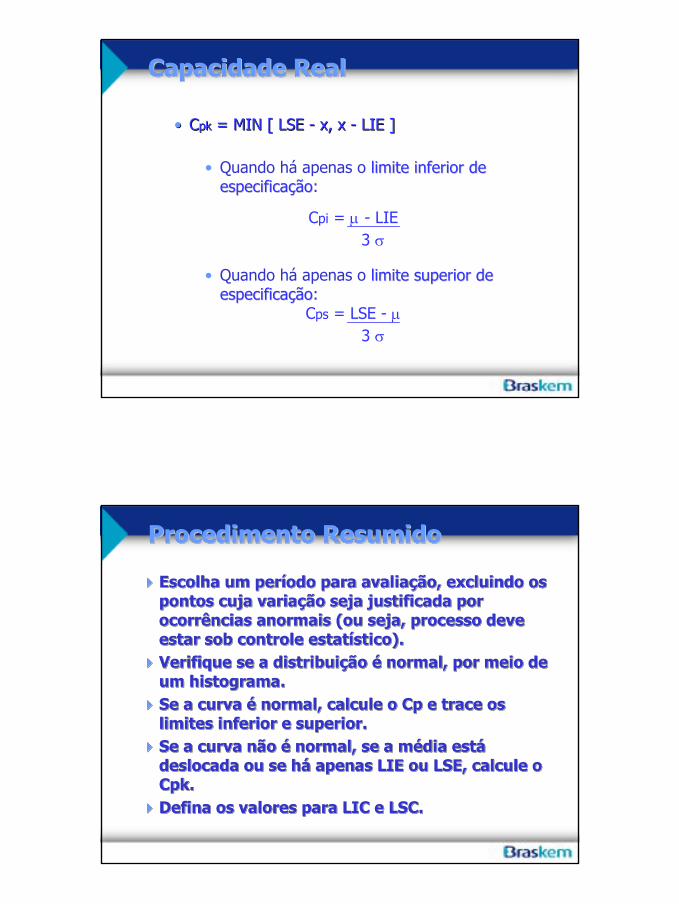
Capacidade RealCapacidade RealCapacidade Real
• Cpk = MIN [ LSE - x, x - LIE ]• Cpk = MIN [ LSE - x, x - LIE ]
• Quando há apenas o limite inferior de limite inferior de especificaçãoespecificação:
3 σCpi = µ - LIE
• Quando há apenas o limite superior de limite superior de especificaçãoespecificação:
3 σCps = LSE - µ
Procedimento ResumidoProcedimento ResumidoProcedimento Resumido
Escolha um período para avaliação, excluindo os pontos cuja variação seja justificada por ocorrências anormais (ou seja, processo deve estar sob controle estatístico).Verifique se a distribuição é normal, por meio de um histograma. Se a curva é normal, calcule o Cp e trace os limites inferior e superior.Se a curva não é normal, se a média está deslocada ou se há apenas LIE ou LSE, calcule o Cpk. Defina os valores para LIC e LSC.
Escolha um período para avaliação, excluindo os Escolha um período para avaliação, excluindo os pontos cuja variação seja justificada por pontos cuja variação seja justificada por ocorrências anormais (ou seja, processo deve ocorrências anormais (ou seja, processo deve estar sob controle estatístico).estar sob controle estatístico).Verifique se a distribuição é normal, por meio de Verifique se a distribuição é normal, por meio de um histograma. um histograma. Se a curva é normal, calcule o Cp e trace os Se a curva é normal, calcule o Cp e trace os limites inferior e superior.limites inferior e superior.Se a curva não é normal, se a média está Se a curva não é normal, se a média está deslocada ou se há apenas LIE ou LSE, calcule o deslocada ou se há apenas LIE ou LSE, calcule o CpkCpk. . Defina os valores para LIC e LSC.Defina os valores para LIC e LSC.
50
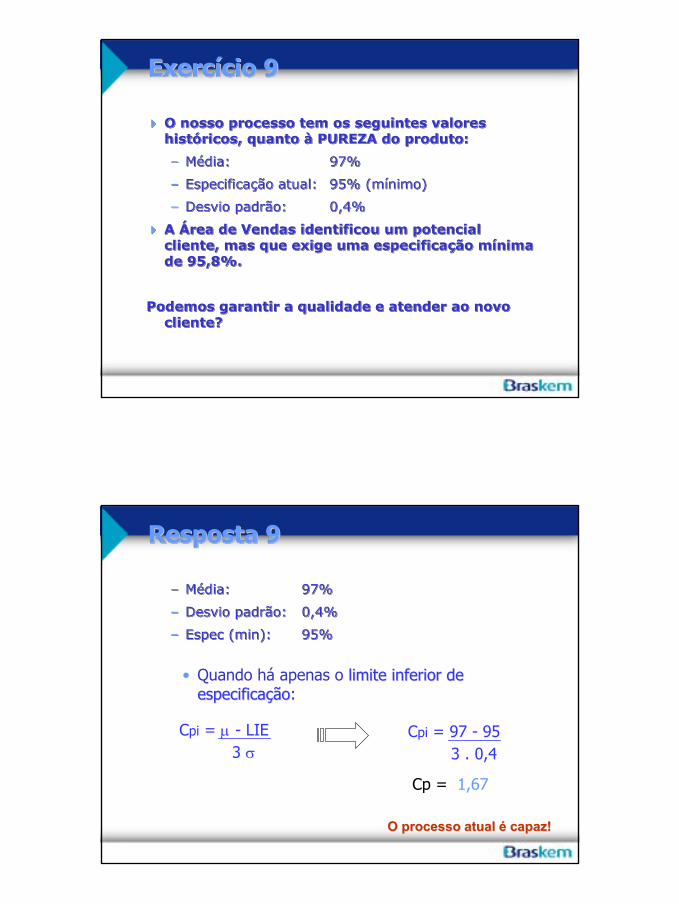
Exercício 9Exercício 9Exercício 9
O nosso processo tem os seguintes valores históricos, quanto à PUREZA do produto:
– Média: 97%
– Especificação atual: 95% (mínimo)
– Desvio padrão: 0,4%
A Área de Vendas identificou um potencial cliente, mas que exige uma especificação mínima de 95,8%.
Podemos garantir a qualidade e atender ao novo cliente?
O nosso processo tem os seguintes valores O nosso processo tem os seguintes valores históricos, quanto à PUREZA do produto:históricos, quanto à PUREZA do produto:
–– Média:Média: 97%97%
–– Especificação atual:Especificação atual: 95% (mínimo)95% (mínimo)
–– Desvio padrão:Desvio padrão: 0,4%0,4%
A Área de Vendas identificou um potencial A Área de Vendas identificou um potencial cliente, mas que exige uma especificação mínima cliente, mas que exige uma especificação mínima de 95,8%. de 95,8%.
Podemos garantir a qualidade e atender ao novo Podemos garantir a qualidade e atender ao novo cliente?cliente?
Resposta 9Resposta 9Resposta 9
– Média: 97%
– Desvio padrão: 0,4%
– Espec (min): 95%
–– Média:Média: 97%97%
–– Desvio padrão:Desvio padrão: 0,4%0,4%
–– Espec (min):Espec (min): 95%95%
• Quando há apenas o limite inferior de limite inferior de especificaçãoespecificação:
3 σCpi = µ - LIE
3 . 0,4Cpi = 97 - 95
Cp = 1,67
O processo atual é capaz!O processo atual é capaz!
51
Resposta 9Resposta 9Resposta 9
– Média: 97%
– Desvio padrão: 0,4%
– Nova espec (min): 95,8%
–– Média:Média: 97%97%
–– Desvio padrão:Desvio padrão: 0,4%0,4%
–– Nova espec (min):Nova espec (min): 95,8%95,8%
• Quando há apenas o limite inferior de limite inferior de especificaçãoespecificação:
3 σCpi = µ - LIE
3 . 0,4Cpi = 97 – 95,8
Cp = 1,00
O processo atual O processo atual nãonão é capaz!é capaz!
Verificar se o cliente aceita0,27% do produto off-spec!
Procedimento ResumidoProcedimento ResumidoProcedimento ResumidoA mensagem do estudo de capacidade do processo é:
• primeiro reduzir a variação no processo
• então buscar a média-alvo do processo
A mensagem do estudo de capacidade do processo é:
• primeiro reduzir a variação no processo
• então buscar a média-alvo do processo
Alvo
Desvio da média
Redução na variação
52
Metas de Produção e RestriçõesMetas de Produção e Restrições
Aumento da Produção,Aumento da Produção,Melhoria da Qualidade Melhoria da Qualidade
Ou Ou Redução de CustosRedução de Custos
Dados Históricos,Dados Históricos,Referencia,Referencia,
Estabilização e Estabilização e reposicionamentoreposicionamento
Aumento da Produção, Qualidade, etc.Aumento da Produção, Qualidade, etc.
Melhoria do Melhoria do ControleControle
Controle Avançado Controle Avançado Controle Avançado
““Bom trabalho!”Bom trabalho!”

53
Setembro 2004
Semana Braskem sobre Tecnologia Vinílicos
Márcio Andrade