Cozimento lo solids
69
Universidade Federal de Viçosa FRANCISCO DE ASSIS BERTINI MORAES INFLUÊNCIA DO TEOR DE SÓLIDOS DISSOLVIDOS DO LICOR PRETO, APÓS PRÉ-TRATAMENTO DOS CAVACOS , NO COZIMENTO E BRANQUEAMENTO DE POLPA KRAFT DE EUCALIPTO EM ESCALA INDUSTRIAL VIÇOSA Estado de Minas Gerais – Brasil Maio - 2004 Monografia apresentada à Universidade Federal de Viçosa como parte das exigências do Curso de Pós- Graduação Lato Sensu em Tecnologia de Celulose e Papel, para obtenção do título de Especialista
-
Upload
francisco-bertini -
Category
Technology
-
view
621 -
download
2
Transcript of Cozimento lo solids

Universidade Federal de Viçosa
FRANCISCO DE ASSIS BERTINI MORAES
INFLUÊNCIA DO TEOR DE SÓLIDOS DISSOLVIDOS DO LICOR PRETO, APÓS
PRÉ-TRATAMENTO DOS CAVACOS , NO COZIMENTO E BRANQUEAMENTO
DE POLPA KRAFT DE EUCALIPTO EM ESCALA INDUSTRIAL
VIÇOSA
Estado de Minas Gerais – Brasil
Maio - 2004
Monografia apresentada à Universidade Federal de Viçosa como parte das exigências do Curso de Pós-Graduação Lato Sensu em Tecnologia de Celulose e Papel, para obtenção do título de Especialista

INFLUÊNCIA DO TEOR DE SÓLIDOS DISSOLVIDOS DO LICOR PRETO , APÓS
PRÉ-TRATAMENTO DOS CAVACOS , NO COZIMENTO E BRANQUEAMENTO
DE PÓLPA KRAFT DE EUCALIPTO EM ESCALA INDUSTRIAL
Autor : FRANCISCO DE ASSIS BERTINI MORAES
Banca Examinadora :
JOSÉ LÍVIO GOMIDE , Ph.D. ( Orientador )
JORGE LUIS COLODETTE , Ph.D.
ALEXANDRE BASSA , MSc
Monografia apresentada à Universidade Federal de Viçosa como parte das exigências do Curso de Pós-Graduação Lato Sensu em Tecnologia de Celulose e Papel, para obtenção do título de Especialista.
VIÇOSAEstado de Minas Gerais – Brasil Maio -2004

AGRADECIMENTOS
À empresa Votorantim Celulose e Papel – VCP , Srs. Marcelo Castelli , Paulo C.
Bassetti , José Eduardo Patteli e Renato Bastos Otoni , pela oportunidade que me foi
oferecida de participar deste curso, ampliando meus conhecimentos sobre a fabricação de
celulose e papel.
Aos Operadores do Processo de Cozimento da VCP-Jacareí , Ademir , Delcir,
Gláucio, Ezequiel, Alexandre, Paulo, Sevinç e Vanderlúcio , pelas discussões técnicas e
operacionais que ajudaram a viabilizar este trabalho e pela amizade.
Ao colega Marco Antonio Lopes Peixoto , pela contribuição técnica e incentivo
na viabilização deste trabalho.
A equipe de DHO da VCP-Jacareí e em especial a Maria de Fátima Garcia pela
organização e acompanhamento do curso.
A Universidade Federal de Viçosa pela alta qualidade de ensino demonstrada
pelos seus professores.

BIOGRAFIA
FRANCISCO DE ASSIS BERTINI MORAES, filho de Weimar Ribeiro de
Moraes e Angélica Bertini de Moraes , nasceu em 29 de dezembro de 1959, em Itapira, São
Paulo.
Cursou “Engenharia Química” na Universidade Estadual de Campinas –
UNICAMP, graduando-se em 1983.
Cursou pós-graduação a nível de especialização em 1994 : “Environmental
Concern in Pulp Production” - Federation of Swedish Forest Industries – Suécia e em
2000 : “Gestão Ambiental na Indústria” – Universidade Federal do Paraná – PR
De fevereiro de 1984 a setembro de 2002 atuou na área de produção de celulose
e utilidades na empresa International Paper do Brasil Ltda. e desde outubro de 2002 atua na
área de produção de celulose da VCP – Votorantim Celulose e Papel S/A.
Em junho de 2003, ingressou no curso de Pós-Graduação Lato Sensu em
Tecnologia de Celulose e Papel , da Universidade Federal de Viçosa em Minas Gerais , para
obtenção do título de especialista.

CONTEÚDO
LISTA DE QUADROS.............................................................................................................i
LISTA DE FIGURAS...............................................................................................................i
RESUMO................................................................................................................................iii
ABSTRACT............................................................................................................................iv
01.Introdução..........................................................................................................................01
02.Revisão de Literatura.........................................................................................................03
2.1 Deslignificação Estendida...........................................................................................03
2.2 Impregnação dos Cavacos com Licor Negro...............................................................05
2.3 Influência dos Sólidos Dissolvidos na Fase Principal e Residual de Cozimento........09
2.4 Efeito da Carga Iônica e Substâncias de Lignina no Licor de Cozimento..................15
2.5 Efeito das Condições de Cozimento no Rendimento e Outros Parâmetros.................18
03.Material e Métodos............................................................................................................21
3.1 Descrição da Instalação Industrial de Cozimento........................................................21
3.2 Matéria Prima Utilizada..............................................................................................22
3.3 Descrição do Experimento Industrial..........................................................................23
3.4 Critérios para coleta dos dados durante o período do experimento.............................25
3.5 Condições de Controle do Cozimento.........................................................................26
3.6 Condições de Processo da Deslignificação com O2 e Branqueamento.......................29
04.Resultados e Discussão......................................................................................................30
4.1 Estabilidade de movimentação da coluna de cavacos no digestor..............................30
4.2 Influência da Adição de Licor de Lavagem no Rendimento.......................................31
4.3 Seletividade do processo de cozimento.......................................................................32
4.4 Influência na alvura após o cozimento........................................................................34
4.5 Teor de AHex´s na polpa.............................................................................................35
4.5 Efeito das condições de cozimento no pré-branqueamento com oxigênio..................36
4.6 Efeito das condições de cozimento no estágio de hidrólise ácida (A).........................38
4.7 Estágio de Ozônio........................................................................................................40
4.8 Estágios de Dióxido de Cloro (D) e Peróxido de Hidrogênio (P)...............................41
05.Conclusões.........................................................................................................................45
06.Recomendações.................................................................................................................46
Referências Bibliográficas......................................................................................................47
APÊNDICE............................................................................................................................51

LISTA DE QUADROS
1 Efeito na resistência da polpa dos sólidos dissolvidos nas diversas fases do
cozimento,utilizando-se cavacos de hemlock..........................................................11
2 Condições gerais do branqueamento OAZDP.........................................................29
3 Normas utilizadas para execução das análises de laboratório..................................29
4 Teor de AHex´s na polpa..........................................................................................35
LISTA DE FIGURAS
1 Fluxograma do cozimento com pré-tratamento de cavacos....................................02
2 Fluxograma do cozimento com controle do perfil de álcali e sólidos.....................04
3 Distribuição da forma do sulfeto durante o cozimento...........................................06
4 Seletividade do cozimento em função da concentração de HS-..............................09
5 Fluxograma do cozimento com pré-tratamento de cavacos....................................10
6 Ilustração da homogeinidade na degradação da fibra.............................................13
7 Fluxograma do cozimento com substituição do licor de lavagem..........................14
8 Rendimento versus kappa para diferentes concentrações de lignina no licor.........15
9 Consumo de peróxido versus alvura da após cozimento para OZQP.....................16
10 Viscosidade da polpa versus carga iônica do licor de cozimento...........................17
11 Influência da carga iônica e concentração de lignina no licor de cozimento
no teto de alvura em branqueamento OZQP...........................................................17
12 Fluxograma com as condições de cozimento utilizadas no experimento................21
13 Fluxograma do cozimento com a descrição das alterações efetuadas no
experimento.............................................................................................................23
14 Fluxograma do cozimento com o perfil de sólidos dissolvidos nos licores............24
15 % Sólidos dissolvidos em cada etapa do cozimento...............................................24
16 Adição de licor de lavagem no periodo de 01/09/03 a 15/01/04.............................25
17 Produção em ordem decrescente no período de 01/09/03 a 15/01/04.....................25
Página
i

18 Variação do número kappa em função do fator-H...................................................26
19 Carga total de álcali efetivo no período de 01/09/03 a 15/01/04..............................26
20 Distribuição de aplicação de álcali efetivo no cozimento........................................27
21 Residual de álcali na transferência no período de 01/09/03 a 15/01/04...................27
22 Temperatura na transferência em função do ritmo de produção..............................28
23 Relações licor/madeira no período de 01/09/03 a 15/01/04.....................................28
24 Diferencial de pressão da peneira superior da extração versus a aplicação
de licor de lavagem no período de 01/09/03 a 15/01/04...........................................30
25 Rendimento global em função do numero kappa.....................................................31
26 Viscosidade da polpa após o cozimento em função do número kappa....................32
27 Seletividade do cozimento em função do álcali residual na transferência...............33
28 Alvura da polpa após o cozimento em função da adição de licor de lavagem.........34
29 Alvura da polpa após o cozimento em função do número kappa.............................34
30 % Deslignificação com O2 em função do número kappa do digestor......................36
31 Seletividade do pré-branqueamento O2 em função do kappa do digestor...............37
32 %Queda de viscosidade na deslignificação O2 em função da viscosidade na
na saída do cozimento..............................................................................................37
33 %Queda de kappa no estágio ácido em função da temperatura no estágio
ácido e kappa do pré-branqueamento O2.................................................................38
34 Viscosidade do estágio ácido em função do kappa do estágio ácido.......................39
35 Kappa do estágio de ozônio em função do kappa do estágio ácido.........................40
36 Consumo de cloro ativo nos estágios DP em função do kappa do estágio Z...........41
37 Fator kappa nos estágios DP em função do kappa do estágio Z...............................42
38 Fator kappa nos estágios DP em função da alvura de saída do cozimento..............42
39 Fator kappa total em função do kappa do pré-branqueamento O2...........................43
40 Fator kappa total em função da alvura de saída do cozimento.................................43
41 Viscosidade do estágio P em função da viscosidade do estágio A...........................44
42 Viscosidade do estágio P em função da viscosidade de saída do digestor...............44
ii

RESUMO
BERTINI, Francisco de Assis Moraes, Autor , Universidade Federal de Viçosa , Curso de
Pós-Gradução Lato Sensu em Tecnologia de Celulose e Papel , 2004 . Influência do teor de
sólidos dissolvidos do licor preto, após pré-tratamento dos cavacos, no cozimento e
branqueamento de polpa kraft de eucalipto em escala industrial.
Orientador : José Lívio Gomide , Ph.D.
Este estudo em digestor contínuo de alta escala de produção (3000 ton/dia) , que
utiliza licor negro extraído do digestor para impregnação dos cavacos no pré-tratamento em
um vaso de impregnação, teve como objetivo avaliar após o pré-tratamento (fase principal
de cozimento) , o efeito da substituição de parte deste licor , por outro de menor teor de
sólidos dissolvidos. A extração adicional do vaso de impregnação e a conseqüente
substituição por licor de lavagem , foi variada de 0 a 1,2 m3/ton.cavaco.seco, mantendo
durante o período do experimento uniformidade no perfil de álcali e mesma carga total de
álcali efetivo. O número kappa foi variado de 14 a 17 , alterando-se principalmente o fator-
H para esta correção. Utilizou-se para análise dos dados as médias diárias no período de
01/setembro/2003 a 15/janeiro/2004 , excluindo-se os dados referentes aos dias onde a
produção do digestor foi menor que 2500 ton/dia.
Apesar da considerável variabilidade na qualidade da madeira utilizada no
período do experimento , o que com certeza , aumentou a dispersão das correlações
analisadas , a redução do teor de sólidos dissolvidos no licor de cozimento para a fase
principal , proporcionou aumento de capacidade nas peneiras de extrações com maior
uniformidade na movimentação da coluna de cavacos no digestor e estabilidade operacional.
Como resultado , houve aumento na seletividade do processo de cozimento ,
permitindo operar o estágio ácido na seqüência OAZDP a maiores temperaturas , o que
reduziu o teor de AHex´s após o estágio Z e conseqüentemente o fator kappa nos estágios
DP, sem afetar a viscosidade final da polpa. A alvura da polpa após o cozimento aumentou
consideravelmente, o que em hipótese pode ter influenciado na maior branqueabilidade da
polpa. Indícios de melhoria no rendimento global (polpa branqueada) foi observado.
iii

ABSTRACT
BERTINI, Francisco de Assis Moraes ,
Universidade Federal de Viçosa , Pulp and Paper Technology Course , May 2004 .
INFLUENCE OF BLACK LIQUOR DISSOLVED SOLIDS, AFTER WOOD CHIPS PRETREATMENT ON EUCALYPTUS COOKING AND BLEACHING , A MILL CASECommittee Member : José Lívio Gomide , Ph.D.
The objective of this study is to minimize the concentration of dissolved wood solids
through-out the bulk phase of delignification, after wood chips pretreatment , in a 3,000 ton of pulp/
day continuos digester.
The digester extracted black liquor is recirculated to the impregnation vessel and after
impregnation , one part is extracted to the recovery area and another follows with impregnated
chips to the digester bulk phase.
In order , to minimize the dissolved solids concentration , an additional impregnation
vessel extraction was replaced by adding 0,3 to 1,2 m3/BDT of washing filtrate to the impregnated
wood chips digester transfer line.
The results show that dissolved wood solids in black liquor , after wood chips
pretreatment , have a negative influence on pulp viscosity and unbleached brightness. On the other
hand , the washing filtrate addition , decreases the tendency for screen blinding, increasing overall
digester extraction capacity.
The higher unbleached pulp viscosity , due the washing filtrate substitution , allowed to
increase the acid stage temperature in the OAZDP bleaching sequence, decreasing the chemical
consumption in DP stages.
An improvement on pulp bleachability was noticed , which in hypothesis could be due
the higher unbleached pulp brightness when the dissolved wood solids concentration in black liquor
, after pretreatment , was reduced.
iv

01-) Introdução
Desde o desenvolvimento do processo kraft , diversas modificações vêm sendo
implementadas de forma a melhorar sua eficiência, tanto em termos econômicos
(rendimento e branqueabilidade da polpa), como em qualidade da polpa produzida.
Estas modificações, que genericamente são chamados de cozimentos modificados
ou estendidos, muitas vezes favoreceram o rendimento e a qualidade da polpa, no entanto,
resultaram em menor branqueabilidade, aumentando o consumo de reagentes no
branqueamento, até mesmo para baixos números kappas.
Atualmente, muitas instalações de cozimento , mesmo utilizando-se do conceito
de cozimento estendido e trabalhando em adequados níveis de número kappa (17 a 20),
apresentam variações significativas de rendimento , branqueabilidade e qualidade da polpa.
Estas variações , em parte , podem ser relacionadas com a variação de qualidade das
madeiras de eucalipto consumidas, no entanto , muitas destas variações estão relacionadas
com as condições de processo utilizadas no cozimento. As condições de processo do
cozimento , afetam tanto a natureza química da lignina residual como a constituição da
fração de carboidratos e o teor de ácidos hexenurônicos na polpa (11).
Na tecnologia mais contemporânea de cozimento modificado, a utilização de pré-
tratamento dos cavacos com licor contendo sulfeto , tem resultado em múltiplos benefícios,
inclusive maior rendimento da polpa , melhor seletividade na deslignificação e alguma
redução nos custos de produção. Dentro desta tecnologia para cozimento contínuo , utiliza-
se o licor extraído do digestor ,no final do cozimento, para o pré-tratamento dos cavacos em
vaso de impregnação , onde ao seu final , parte é extraído para o sistema de recuperação de
químicos e parte é recirculada ao digestor para efeito de absorção de xilanas para as fibras
da polpa com o intuito de aumento de rendimento (10).
Contudo , visto que o licor negro recirculado para o pré-tratamento de cavacos
tem limitações devido a seus relativamente baixos níveis de sulfeto no licor e por conter alta
carga orgânica e ter viscosidade intrínseca, pode resultar em limitações em sua aplicação
,face a alteração na composição das superfícies das fibras e o conteúdo de xilanas
01

e resíduos de AHex´s nas camadas superficiais das fibras , prejudicando a branqueabilidade
da polpa e a performance de deslignificação durante as fases de deslignificação no
cozimento em função de limitações de transferência de massa numa escala intra-fibrilar.
Portanto, este experimento a nível industrial em um cozimento de alta escala de
produção (3000 ton/dia) , teve como objetivo avaliar o efeito da recirculação do licor negro
utilizado no vaso de impregnação para pré-tratamento dos cavacos (a qual parte proveio da
extração do digestor) para a fase principal de cozimento no digestor, substituindo parte deste
licor por outro de menor teor de sólidos , ou seja , licor proveniente da lavagem da polpa ,
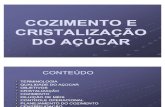
conforme figura abaixo :
Ref. Instalação do Cozimento – VCP Jacareí
5,
Licor Lavagem
Polpa
Licor Branco
Licor paraEvaporação
Pré-TratamentoCom Licor Negro
X
X
-> Licor de lavagem é utilizado em contra corrente nos está- gios finais do cozimento, re- duzindo o teor de sólidos or- gânicos dissolvidos nestes es- tágios.
-> O licor negro extraído , rico em hidrossulfeto, é utilizado para o pré-tratamento dos ca- vacos , no vaso de impregna- cão , onde no seu final é ex- traído para a recuperação.
-> Os cavacos e licor negro se- guem para o digestor para a fase inicial de cozimento ,pó- rém antes, ocorre a extração de “X” de licor negro ,rico sólidos dissolvidos, e repôs- to na mesma quantidade “X” de licor de lavagem , pobre em sólidos dissolvidos, redu- zindo assim a concentração de sólidos orgânicos dissol- vidos na fase principal de co- zimento.
FIGURA-01
02

02-) Revisão de Literatura
2.1-) Deslignificação Estendida
A deslignificação estendida tem tido larga aplicação na indústria de papel e celulose, para
o atendimento de questões ambientais e para melhorar a eficiência energética da planta. O conceito
decorrente de pesquisa anterior chegou aos seguintes princípios (1),(18) :
A concentração de íons hidróxido deveria ser menor no começo do estágio inicial do
cozimento, e estabilizada durante o cozimento.
A concentração de íons hidrossulfeto deveria ser tão alta quanto possível
inicialmente e ao começar o processo de deslignificação principal.
A temperatura deveria ser mantida baixa, especialmente próximo do início e término
da fase de deslignificação principal.
As concentrações de lignina dissolvida e de sódio deveriam ser baixas, especialmente
na proximidade da fase de deslignificação residual.
Deslignificação estendida em cozimentos kraft sem perda de viscosidade da polpa é
atingida através de modificações nos perfis de concentração de reagentes e de lignina dissolvida. A
mudança fundamental nos cozimentos modificados quando comparado com o cozimento
convencional é que a fase final do cozimento é conduzida com a menor concentração possível de
lignina dissolvida no licor de cozimento e com perfil uniforme de álcali efetivo(2).
Os processos de cozimento modificados foram alterados pela aplicação de um outro
princípio para melhorar a qualidade da polpa , cozimentos a baixas temperaturas. Licor branco
adicional foi aplicado na circulação de fundo de digestores contínuos de forma a permitir tempos
maiores de cozimento, permitindo também a redução da temperatura de cozimento. Esta é a base de
cozimentos estendidos modificado ou cozimento isotérmicos. Devido a maior uniformidade do
cozimento, este processo resultou em um aumento de rendimento de 0,5 a 1,0% para madeira de
coníferas, tendo resultados melhores para folhosas(2).
03

Diversas modificações de processo têm sido desenvolvidas e implementadas com o
objetivo de se obter polpa com elevada qualidade e processo com rendimento. Nesta busca ,
estudos de laboratório e experiência de instalações industriais tem mostrado que a presença de altas
concentrações de sólidos dissolvidos nos licores de cozimento durante a fase principal (“bulk
phase”) de deslignificação podem causar (3) :
Redução na viscosidade da polpa e resistência ao rasgo.
Aumento no consumo de licor branco
Redução na branqueabilidade da polpa
Redução na alvura da polpa após o cozimento
Redução do “teto” final de alvura no branqueamento
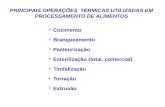
As condições de reação desejáveis são obtidas pela extração do licor negro do sistema várias vezes durante o processo de polpação.
Cada uma das extrações é seguida de uma injeção de licor branco e licor de lavagem para reconstituição das concentrações de
reagentes desejáveis, obtendo-se :
- redução dos picos de concentração de álcali
- redução dos picos de temperatura
- mínima concentração de lignina no final do cozimento
- máxima sulfidez no inicio do cozimento
EXTRAÇÕES
LICOR DELAVAGEM
LICORBRANCO
Ref. Instalação do Cozimento - VCP Luis Antonio
FIGURA-0204

2.2-) Impregnação dos Cavacos com Licor Negro
Os componentes químicos ativos da polpação kraft são os íons hidróxido e hidrosulfeto.
O íon hidrosulfeto desempenha uma grande tarefa na tecnologia da polpação kraft por acelerar a
deslignificação e por transformar o não seletivo cozimento soda em um processo seletivo de
deslignificação.O nível de sulfidez próximo do ponto de transição no início da deslignificação
principal tem um efeito crítico na eficiência de deslignificação (1). Uma alta sulfidez, ou uma alta
concentração de íons HS- , é essencial para um cozimento kraft seletivo por propiciar a remoção
eficiente da lignina com limitado ataque aos carboidratos. Uma baixa concentração de hidrosulfeto
irá favorecer aumento na formação de estruturas enol éter na polpação kraft convencional, um
indicador conclusivo de deficiência de íons hidrossulfeto durante o estágio inicial do cozimento.
Isto piora a deslignificação e resulta na formação de estruturas mais resistentes de lignina residual
(1).
Na tecnologia mais contemporânea de cozimento modificado para a polpação kraft, o
pré-tratamento com licor contendo sulfeto limita-se ao uso de licor negro para impregnação de
cavacos de madeira antes da fase principal de cozimento.Muitas pesquisas e aplicações industriais
têm provado que a adoção do pré-tratamento aporta múltiplos benefícios, inclusive maior
rendimento da polpa, melhor seletividade na deslignificação e alguma redução nos custos de
produção (1). Contudo, visto que o licor negro para o pré-tratamento tem limitações devido a seus
relativamente baixos níveis de sulfeto no licor e por conter alta carga orgânica e ter viscosidade
intrínseca, resultam limitações em sua aplicação para melhoramentos ulteriores do processo de
polpação.
A princípio, em soluções aquosas existem três formas de sulfeto : S-2 , HS- e H2S
dissolvido. Em soluções aquosas altamente alcalinas , sulfeto está presente principalmente na
forma HS- , inclusive no licor verde. E mais, vários estudos tem demonstrado que íons sulfeto de
hidrogênio em licor de cozimento existem em duas condições, “fracamente ligados” com lignina e
“completamente livres” como íons HS- . A quantidade de sulfeto “fracamente ligado” aumenta
rapidamente no começo do cozimento, e diminui gradualmente com o prosseguir da polpação,
aproximando-se de zero ao final do cozimento. Um possível mecanismo a explicar o benefício ao
processo geral de deslignificação de uma concentração mais alta de íon sulfeto de hidrogênio na
fase inicial do cozimento, seria que íons sulfeto de hidrogênio são absorvidos pela madeira no
modo de “fracamente ligado”.
05

O pré-tratamento de cavacos de madeira com licor sulfeto antes do cozimento resulta
nos benefícios de maior rendimento e melhor seletividade, apesar de o fundamento desta
observação não estar completamente compreendido. Algumas pesquisas mais antigas estavam a
sugerir que o tratamento com licor negro poderia prevenir reações de condensação da lignina, e
com isso melhorar a deslignificação , ou que os efeitos sinérgicos de íons polissulfeto e íons
orgânicos podiam acelerar a clivagem de ligações éter lignina. Recentemente, extrativos no licor
negro têm melhorado a permeação química no cavaco e a dissolução da lignina agindo como
surfactantes.
O beta-aril éter da estrutura da lignina pode ser clivado ou formar estruturas estáveis
éter enol durante o cozimento kraft por efeito da methide-quinona. A escassez de íons
hidrossulfeto pode resultar na formação de estruturas enol éter nas fases iniciais do cozimento (1).
A absorção de sulfeto no pré-tratamento pode resultar em alguma clivagem das ligações beta-aril
éter na estrutura fenólica da lignina (1) .
Com base no equilíbrio químico do sulfeto em solução aquosa sob vários pHs , sulfeto
no licor de pré-tratamento pode existir principalmente na forma de íon hidrossulfeto. Por sua vez, o
estado do sulfeto nos cavacos depois do pré-tratamento é mais importante e está pendente de
investigação. O último ponto é crítico visto que o efeito químico do sulfeto sobre a lignina no pré-
tratamento é significativo para o mellhoramento da deslignificação durante o cozimento.
0,00
0,05
0,10
0,15
0,20
0,25HS- (mol/l)
Fase Inicial Fase Principal
A
B
C
- Distribuição de sulfeto entre :
A : Quimicamente Ligado
B : Fracamente Ligado
C : Completamente Livres
(Sulfidez de 30% no Licor Branco)
Ref. :Environmental Protection in the pulp and paper industry – Royal Institute of Technology - Sweden
FIGURA-03
06

As mudanças observadas na lignina e carboidratos durante o pré-tratamento
Comparada com o estágio inicial do cozimento kraft que exibe a remoção da madeira de
5% da lignina e de cerca de 20% dos carboidratos, a dissolução da lignina e carboidratos durante o
pré-tratamento com licores contendo diversos teores de sulfeto, resultou removida menos que 1%
da lignina, mas mais de três vezes menos carboidratos foram removidos durante seu tratamento.A
retenção mais alta de carboidratos durante o processo de pré-tratamento deve-se principalmente à
retenção de glucomanana, embora não fosse demonstrada nenhuma óbvia diferença para a
dissolução da xilana entre o pré-tratamento e a fase inicial do cozimento.
Uma razão para o aumento da clivagem anteriormente descrita de ligações aril éter da
lignina é, portanto, devida à absorção de enxofre pelos cavacos durante o pré-tratamento.Outra
possibilidade pode ser devida à presença de polissulfeto no licor portador de sulfeto devido à
oxidação de um grupo alfa-hidroxila da lignina. A quantidade de grupos de álcool coniferil na
madeira depois do pré-tratamento é menor que depois do estágio inicial do cozimento ,
especialmente desde que grupos coniferilaldeído foram quase que completamente removidos da
madeira (1). Simultaneamente à clivagem das ligações beta-aril éter da lignina, formaram-se
estruturas enol éter em uma reação competitiva e que são conhecidas por sua estabilidade em
álcool. A formação de estruturas enol éter pode ser claramente atribuída à escassez de íons
hidrossulfeto no estágio inicial do cozimento. É portanto razoável admitir que absorção de sulfeto
nos cavacos durante o processo de pré-tratamento efetivamente impede a formação de enol éteres.
A redução da dosagem de álcali efetivo para cozimento com pré-tratamento, é
principalmente devida à remoção de hemiceluloses durante o pré-tratamento já que estas
hemiceluloses podem consumir álcali durante o cozimento (4).
Não obstante a química da reação de lignina e carboidratos no cozimento Kraft tenha
sido extensivamente investigada e seja bem conhecida, a química do processo de pré-tratamento
ainda não é bem compreendida. A química da fase inicial do cozimento kraft é freqüentemente
extrapolada para o processo de pré-tratamento, mas há muitas diferenças entre os dois , requerendo
ulterior investigação
07

Perfil do impacto do pré-tratamento na polpação
- A concentração da lignina residual diminui com a redução da relação licor para
madeira , com conteúdo residual de lignina de 3,0% e 3,7% para relações L/W de 0,7 e 4,0
respectivamente , em comparação a 4,4% para a polpação kraft convencional. Foi sugerido que a
difusão e redistribuição química seriam os motivos principais para o melhoramento da taxa de
deslignificação no estágio principal de cozimento. Por outro lado, um aumento na relação L/W de
0,7 a 4,0 não causou qualquer diferença notável na viscosidade da polpa (06).
- O grau de deslignificação durante o cozimento é melhorado mediante aumento da
alcalinidade do licor negro aplicado no pré-tratamento. A redução da alcalinidade do licor negro
para pH neutro elevou o número kappa a níveis mais altos que aqueles resultantes em cozimentos
convencionais.Não obstante isso, o rendimento da polpa não foi afetado pelas mudanças na
alcalinidade do licor negro. Observação importante, as propriedades gerais de resistência da polpa
preparada com cavacos pré-tratados eram superiores àquelas de polpas convencionais :
aumentando a alcalinidade com licor negro a resistência ao rasgo da celulose ficou cerca de 10%
mais alta comparativamente a uma celulose kraft típica de referência (04) .
- Quando a temperatura do pré-tratamento foi aumentada de 120 C para 140 C , o
número kappa da polpa foi reduzido de 47 para 29 , com mínima influência em rendimento e
viscosidade da polpa (04) .
- Resultados de estudos indicaram que a taxa de deslignificação e o nível de lignina
residual são principalmente afetados pela concentração do íon hidróxido no estágio de cozimento,
pela alta concentração de hidrossulfeto (> 0,3 mol/l) , pela relação (HS)/(HO) no licor de pré-
tratamento, ainda que a absorção de sulfeto pela madeira tenha influência menor na
deslignificação (06)
08

2.3-) Influência dos Sólidos Dissolvidos na Fase Principal e Residual de Cozimento
A quantidade de lignina residual dissolvida se correlaciona com o aumento da
carga iônica na faixa de 0,65-2,60 mols/l. Em situações de baixo nível de carga iônica foi
observado pequeno efeito da mudança da carga iônica sobre a lignina residual, mas na faixa
do cozimento industrial (2,0-3,0 mols/l) o efeito foi mais pronunciado. Algumas pesquisas
tem sugerido que o efeito da carga iônica na deslignificação é principalmente atribuído à
atividade termodinâmica dos reagentes da solução (05). A influência da carga iônica na
quantidade de lignina residual dissolvida é referida tanto às concentrações de íons
hidróxido como de íons hidrossulfeto ; a altas concentrações de íons hidróxido ou íons
hidrossulfeto ocorre grande efeito negativo sobre a lignina residual (07).
Recentes investigações sobre a influência da carga iônica na polpação confirmam
que uma alta carga iônica diminui a taxa de deslignificação e resulta em alto consumo de
íons hidróxido e baixa viscosidade da polpa. Com alta carga iônica (acima de 2,9 mols/l) a
seletividade do cozimento e o rendimento da polpa eram negativamente afetados,
especialmente no caso de se pretender número kappa baixo. E mais, a branqueabilidade
também ficou prejudicada em se tendo altos níveis de carga iônica (08).
A figura 3 ao lado ilustra melhoramentona seletividade da polpa por meio de prétratamento com licor portador de sulfetoem estudos industriais e de laboratório.(Svedmam, M.; Tikka, P.; Kovasin)
FIGURA-04
880
900
920
940
960
980
1000
1020
1040
1060
1080
0 0,1 0,2 0,3 0,4 0,5
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,033
Kappa
(HS-) no Licor Negro (mol/l)
09

Como já referenciado, uma das premissas básicas do cozimento estendido é
que os sólidos dissolvidos , particularmente lignina , e sódio , deveriam ser minimizadas
na fase final (residual) de cozimento. Para isso , instalações industriais de cozimento
contínuo com o conceito de cozimento estendido possuem os estágios finais de cozimento
com fluxo contracorrente de licor negro de lavagem. Sendo assim, os sólidos dissolvidos
são “lavados” em contra corrente na coluna de cavacos deslignificados no cozimento e
extraídos nas peneiras localizadas entre as zonas concorrente e contra corrente no
cozimento e ao mesmo tempo deslocando parte da carga de álcali (licor branco) adicionado
ao licor em contra corrente na zona final de cozimento.
Considerando que a relação global de licor/madeira para o digestor contínuo é
constante, a redução no teor de sólidos dissolvidos na fase final de cozimento ,
simultaneamente resultará em um aumento na concentração de sólidos orgânicos
dissolvidos na fase principal (inicial) de cozimento após o pré-tratamento com licor
negro extraído nas peneiras entre as fases co-corrente e contra corrente no estágio final
de cozimento. Trabalho efetuado por Sjoblom et al. (08) mostrou , todavia , que a lignina
dissolvida no início da fase principal de cozimento , não tem efeito negativo na taxa de
delignificação e seletividade do processo.
5
Licor Lavagem
Polpa
Licor Branco
Licor paraEvaporação
Pré-TratamentoCom Licor Negro
- Licor de lavagem é utilizado em contra corrente nos estágios finais do cozimen- to , reduzindo o teor de sólidos dissol- vidos.
- Licor negro extraído é então utilizado para pré-tratamento dos cavacos , no vaso de impregnação que apesar de parte ser extraído , parte segue para a fase principal de cozimento.
- A influência dos sólidos (lignina/Na) dis- solvidos na fase inicial (principal) de co- zimento , de acordo com Marcoccia et al. (03) , tem influência na taxa deslignifica- -ção e resistências da polpa , além de redução no consumo de álcali (licor branco) no cozimento ( apesar de Sjoblom et al. (08) , não encontrar influência na viscosidade da polpa , como já mencionado).
Ref. : Instalação de Cozimento – VCP Jacareí
FIGURA-05
10

Experimentos realizados por Marcoccia et al. (03) , utilizando-se de licores
industriais , mostraram que a concentração e composição dos sólidos dissolvidos que estão
presentes na fase principal de cozimento causam perda de resistência da polpa , ou seja , se
condições de instalações industriais de cozimento contínuo são consideradas , onde 90 a
140 g/l de sólidos dissolvidos totais são encontrados ( contendo 40 a 60 % de
polissacarídeos dissolvidos ) estes acabam por afetar a qualidade da polpa produzida , assim
como o consumo de álcali no cozimento.
A tabela-01 ,abaixo, ilustra os experimentos realizados por Marcoccia (03) :
A redução na resistência da polpa devido ao teor de sólidos dissolvidos pode
estar relacionado à menor resistência da fibra, menor comprimento efetivo da fibra , maior
conteúdo de hemicelulose na polpa e uma maior porcentagem de fibras com partes
danificadas (“kinked fibers”) . Estas partes danificadas na fibra estariam relacionadas
a um excesso de cozimento nestas partes , ou partes com baixo teor de lignina. A presença
de sólidos orgânicos dissolvidos resultam em menor resistência ao rasgo e maior conteúdo
de hemicelulose na polpa. Este material participa em reações secundárias (“não
produtivas”) a qual resulta em excesso de consumo de álcali.
Estas observações sugerem que um maior teor de sólidos orgânicos dissolvidos
provocam limitações na transferência de massa , gradientes de transferência de massa e
EFEITO DOS SÓLIDOS DISSOLVIDOS NAS DIVERSAS FASES DO COZIMENTO , UTILIZANDO-SE CAVACOS DE HEMLOCK
Rasgo @ 10 km Tração Rasgo @ 11 km TraçãoCozimentos de Laboratório Valores Valores Valores Valores Absolutos Relativos Absolutos Relativos
Licor de Laboratório em Todas as Fases de Cozimento 207 100% 172 100%
Licor Industrial em Todas as Fases de Cozimento 174 84% 153 89%
Licor Industrial na 1a. Fase Principal de Cozimento 183 87% 159 92%
Licor Industrial em Toda Fase Principal de Cozimento 181 88% 157 92%
TABELA-01
11

com conseqüentes gradientes na taxa de deslignificação numa escala intra-fibrilar. As
seguintes hipóteses são formuladas :
a-) Gradientes de concentração intra-fibrilar existem , sendo que a concentração
de orgânicos extraíveis em álcali (extrativos, hemicelulose, celulose e produtos da
degradação da lignina) é maior nas regiões cristalinas da fibra do que nas regiões
amorfas.Estes gradientes originam-se das diferenças de difusão entre as regiões amorfas e
cristalinas.
b-) A medida que as reações de polpação ocorrem , a magnitude destes
gradientes aumentarão. A taxa relativa de deslignificação na região cristalina (relativa a
região amorfa) diminuirá. Este retardo na taxa de deslignificação pode ser devido a :
Redução de químicos do cozimento (álcali) nas regiões cristalinas da
fibra em função da presença (ou “seqüestro”) de produtos orgânicos
degradados , a qual consomem os químicos de cozimento em reações
secundárias.
Reprecipitação de xilanas e/ou grupos finais estabilizados de galactoglu-
comananas nas regiões cristalinas da parede da fibra saturando-a ou “su-
jando-a” com estes produtos.
c-) A magnitude dos gradientes de concentração aumentarão continuamente.
Como a concentração de material reativo a álcali nas regiões cristalinas aumenta , mais e
mais os químicos do cozimento serão consumidos em reações secundárias não
produtivas.Simultaneamente então , ocorre aumento na concentração de orgânicos
extraíveis e redução na concentração de álcali a qual promove reprecipitação de xilanas
e/ou grupos finais estabilizados.
d-) A diferença na taxa dedeslignificação entre as regiões cristalina e amorfa
resultará em maior cozimento nos nódulos amorfos da fibra. A resistência intrínseca da
fibra , o comprimento efetivo da fibra e por conseqüência a resistência ao rasgo da polpa
diminuirão como resultado do enfraquecimento das ligações na estrutura da fibra. Se o
“sobrecozimento” nas regiões amorfas for severo o suficiente, os nódulos amorfos da fibra
danificarão ao ponto de reduzir o comprimento efetivo da fibra.
12

Resumindo, os sólidos dissolvidos durante a fase principal de cozimento,
provocam perda de resistência devido a não uniformidade do cozimento numa escala intra-
fibrilar. Esta desuniformidade resulta em áreas enfraquecidas na fibra (“supercozidas”). A
desuniformidade de cozimento numa escala intra-fibrilar é causada por limitações de
transferência de massa. Estas limitações de transferência de massa estão relacionadas à
concentração de orgânicos degradados e dissolvidos contidos na parede da fibra e nas suas
“vizinhanças” (03) :
Homogeinidadena degradaçãode carboidratos
A
B
C
Viscosidade Intrinseca – cm3/g
Indice deRasgo emuma dadaTração
A
B
C
FIGURA-06
13

Os efeitos da remoção da concentração de sólidos dissolvidos, tanto na Fase Principal
como na Final (Residual) de cozimento , resultarão em (03),(17),(19) :
Aumento na resistência ao rasgo e redução da tração na polpa.
Redução no consumo de álcali (licor branco).
Menor conteúdo de xilanas na polpa.
Maior branqueabilidade da polpa.
2.4-) Efeito da Carga Iônica e Substâncias de Lignina no Licor de Cozimento
5,3
Licor Lavagem
Polpa
Licor Branco
Licor paraEvaporação
Pré-TratamentoCom Licor Negro
X
FIGURA-07
-> Licor de lavagem é utilizado em contra corrente nos está- gios finais do cozimento, re- duzindo o teor de sólidos or- gânicos dissolvidos nestes es- tágios.
-> O licor negro extraído , rico em hidrossulfeto, é utilizado para o pré-tratamento dos ca- vacos , no vaso de impregna- cão , onde no seu final é ex- traído para a recuperação.
-> Os cavacos e licor negro se- guem para o digestor para a fase inicial de cozimento ,pó- rém antes, ocorre a extração de “X” de licor negro ,rico sólidos dissolvidos, e repôs- to na mesma quantidade “X” de licor de lavagem , pobre em sólidos dissolvidos, redu- zindo assim a concentração de sólidos orgânicos dissol- vidos na fase principal de co- zimento.
X
14

O cozimento kraft estendido , como já abordado , inclui além de várias adições
de licor branco , também várias extrações de licor negro concentrado e adição de licor
negro diluído de lavagem como substituição. Estas operações afetam tanto a carga iônica
como o conteúdo de substâncias de lignina no licor de cozimento , a qual afetam
diferentemente o rendimento , viscosidade , resistências e branqueabilidade da polpa (09).
Efeito de Substâncias de Lignina de Alto Peso Molecular
Estudos de laboratório, utilizando-se como referência um cozimento kraft sem a
extração e adição de lignina ou substâncias inorgânicas, foi comparado com cozimentos
utilizando-se frações de lignina de alto peso molecular, separadas de licor industrial por
filtração com membrana adicionadas nos diferentes estágios de cozimento, representando
assim o processo de cozimento estendido. Os resultados mostram que substâncias de
lignina de alto peso molecular afetam o rendimento , a alvura após o cozimento sem afetar ,
no entanto , a viscosidade da polpa.
43
44
45
46
47
48
49
50
0 15 20 25 30 35
Lignina90 g/l50 g/l
0 g/l
Rendimento , %
KAPPA
- O rendimento da polpa tende a ser maior quando substâncias de lignina são adicio- nadas ao licor de cozimento.
- A viscosidade da polpa após o cozimento não foi afetada pela adição de substâncias de lignina.
Ref. : Urban Anderson , Leelo Olm (STFI)
FIGURA-08
25
27
29
31
33
35
37
39
41
43
0 15 20 25 30 35
0
5
10
15
20
25
30
35
40
30 31 32 33 34 35 36 37 38 39 40
Alvura após cozimento , %ISO Consumo de Peróxido , kg/Adt , a 89 %ISO
Lignina
0 g/l
50 g/l
90 g/l
15

A presença de substâncias de lignina na fase principal e residual de cozimento , resulta em menor alvura da polpa, assim
como aumenta proporcionalmente o consumo de peróxido de hidrogênio para a seqüência TCF testada (OZQP).
Também a viscosidade da polpa branqueada não sofreu alterações.
Ref. : Urban Anderson , Leelo Olm (STFI)
Efeito da Carga Iônica
A adição de licor negro aumenta a carga iônica no licor de cozimento e
contrariamente a estudos realizados (Sjoblom K , Royal Institute of Technology) ,
encontrou-se que a força iônica tem considerável influência na viscosidade da polpa , sem ,
no entanto , afetar o rendimento da polpa. Por exemplo, para número kappa de 19 , um
aumento na carga iônica de 0,8 para 2,0 moles Na+/l , a viscosidade intrínseca decresce
cerca de 150 pontos em cm3/g.
Avaliação das resistências da polpa não branqueada (PFI,SCAN-C 24:67),
mostrou que cozimentos com licor de baixa carga iônica resulta em maior relação de Índice
de Rasgo por Índice de Tração quando comparada a outras duas polpas obtidas de
cozimentos com maior carga iônica e maior conteúdo de lignina. Os resultados indicaram
que a queda de resistência é devido à maior carga iônica ,sem influência do conteúdo de
substâncias de lignina no licor de cozimento.
Também o aumento da carga iônica no licor de cozimento, reduz a alvura da
polpa após o cozimento , prejudicando a sua branqueabilidade.
Alvura após cozimento, %ISOKappa
FIGURA-09
1000
1025
1050
1075
1100
1125
1150
1175
1200
1225
1250
0,4 0,8 1,2 1,6 2,0 2,4
Carga Iônica , Na+ moles/l
Viscosidade , cm3/g
16

- Alta carga iônica e maior conteúdo de lig- nina no licor de cozimento dificultam a branqueabilidade da polpa, com efeito a- cumulativo de ambos.
Ref. : Urban Andersson , Leelo Olm (STFI)
2.5-) Efeito das Condições de Cozimento no Rendimento e Outros Parâmetros
Nos últimos anos, muitos trabalhos foram publicados e muitos outros estão em
desenvolvimento , focando a química das hemiceluloses e suas reações nos modernos
processos de cozimento e branqueamento.
OH- 0,30 mols/l
OH- 0,50 mols/l
- Aumentando a carga no licor de cozimento tem-se como efeito a redução da viscosidade da polpa não branqueada , apesar do rendimento não sofrer alteração. Ref.: Urban Andersson, Leelo Olm (STFI)
FIGURA-10
84
85
86
87
88
89
90
91
92
0 5 10 15 20 25 30 35
Alvura, %ISO
Consumo de Peróxido de Hidrogênio , kg/ton
18 g-Na/l
45 g-Na/l e90 g-lignina/l
45 g-Na/l
- Baixa carga iônica no licor de cozimento, proporciona maior alvura após o cozimen- to e também a melhor branqueabilidade.
OZQPZ Kappa 2,8
FIGURA-11
17

Atenção especial tem sido dispensada , no caso de hardwood , para as estruturas
das xilanas e as reações dos resíduos de ácidos urônicos presente nos grupos laterais das
xilanas. Por exemplo, a descoberta dos resíduos de ácidos hexenurônicos (Ahex´s) ligados
às xilanas e suas influências na determinação do número kappa e suas reações com os
químicos no processo de branqueamento em sequências ECF e TCF.
De maneira geral, as investigações sobre o comportamento das xilanas e outros
parâmetros, no processo de cozimento kraft de hardwood , apontam para os seguintes
resultados (10),(11),(12):
a-) Alta carga de álcali aliado a longos tempos de cozimento reduzem o teor de
resíduos de AHex´s na polpa.Obviamente que condições drásticas de cozimento como alta
carga de álcali e temperatura também removem xilanas da polpa.
Também , polpas produzidas a altas temperaturas com alto fator H mostram
menores conteúdos de AHex´s para um dado número kappa
A remoção de resíduos de AHex´s sobre alta carga de álcali aplicada no
cozimento é devido a eliminação destes resíduos ácidos do polissacarídeo xilana e não
devido a dissolução das xilanas da polpa.
O conteúdo de xilanas na polpa não necessariamente se correlaciona com o
conteúdo de AHex´s.
b-) A lignina residual na polpa proveniente de cozimento com maior
temperatura e maior carga de álcali , apresenta maiores teores de grupos hidroxilícos
alifáticos e carboxílicos. Também menores teores de lignina lixiviável na polpa é
encontrada nestas condições mais severas de cozimento, apesar de serem mais facilmente
removidas no estágio de pré-branqueamento com oxigênio em função das condições
alcalinas.
c-) O rendimento e viscosidade da polpa são afetados negativamente pelas
condições empregadas para remover HexA (alta carga de álcali) , no entanto, a alvura da
18

polpa após o cozimento aumentou , apesar de não haver uma correlação ainda muito clara
entre a alvura e o conteúdo de ácido urônico na polpa.
Rendimento da polpa é afetado principalmente pelo rendimento de celulose e
o rendimento de celulose é significativamente afetado pela carga e perfil de álcali,
principalmente pelo residual ao final da fase principal de cozimento.
Viscosidade da polpa é afetada principalmente pelo consumo do total de
álcali efetivo aplicado e não por um consumo de álcali efetivo de um determinado estágio
do cozimento.
Para um fator H constante , o aumento da temperatura de cozimento afeta
negativamente a viscosidade.
Polpas produzidas com menores temperaturas e/ou baixa carga de álcali
apresentam viscosidade , TEA , tração e arrebentamento mais elevados que as polpas
provenientes de condições mais severas de cozimento.O oposto foi observado para a
resistência ao rasgo, que parece ter sido beneficiada pela remoção de xilanas nas condições
mais severas de cozimento, apesar de penalizar as ligações inter-fibras.
d-) A branqueabilidade da polpa (Consumo de Cloro Ativo Total/Kappa) é
favorecida pelas condições mais severas de cozimento, o que se correlaciona com os
menores teores de ácidos hexenurônicos , lignina residual com caracteristicas hidrofílicas
(grupos hidroxílicos alifáticos e carboxilícos) e maior alvura da polpa após o cozimento.
Cozimentos efetuados com altos níveis de sulfidez (maior que 33%) ,
também favorecem a branqueabilidade da polpa , além do já bem elucidado efeito positivo
desta sobre o rendimento e viscosidade da polpa (12) .
e-) Também maior consumo de energia é requerida na refinação de polpas que
foram submetidas à condições de maior carga de álcali e/ou temperatura.
f-) Caracterizações analíticas tem demonstrado que fibras de polpas não
branqueadas de hardwood exibem em suas superfícies , camadas ricas em
hexanuronoxilanas com baixa freqüência de grupos laterais de ácido urônico.
19

g-) Tem sido demonstrado que a absorção de xilanas de licores de cozimento
para as fibras da polpa sobre condições de cozimento kraft, afeta a composição das
superfícies das fibras e o conteúdo de xilanas e resíduos de AHex´s nas camadas
superficiais das fibras podem aumentar significativamente.
O efeito da absorção de xilanas no rendimento da polpa , obtido pela
recirculação de licores, ainda é bastante limitado e necessita ser objeto de maior pesquisa
para melhor entendimento e aplicação nas novas tecnologias de polpação.
Resumindo , mesmo em níveis considerados adequados para número kappa (16 a 18) ,
as polpas krafts de eucalipto , podem apresentar variações significativas de
rendimento , branqueabilidade e qualidade. Muitas dessas variações podem ser
relacionadas com a variabilidade de qualidade da madeira, mas outras , certamente,
estão relacionadas com as condições utilizadas no processo de polpação . A
manipulação apropriada das condições de cozimento possibilitará alcançar o balanço
mais apropriado desses parâmetros e deverão ser estabelecidas especificamente
conforme a necessidade de cada instalação, pois de maneira geral , ainda as condições
que favorecem o rendimento e a qualidade da polpa resulta em menor
branqueabilidade da polpa e vice-versa (11).
03-) Material e Métodos
3.1-) Descrição da Instalação Industrial de Cozimento
Licor Branco17,0 % AE
10,5% AE
6,5% AE
144 C27 g/l
118 C
126 C
18 g/l146 C
15 g/l148 C
10 g/l151 C
6 g/l144 C
5,3 m3/t
4,9 m3/t
3,3 m3/t
2,0 m3/t
1,7 m3/t
0,4 m3/t
1,6 m3/t
1,3 m3/t
0,3 m3/t
1,3 m3/t
1,4 m3/t
0,7 m3/t
2,1 m3/t
5,0 m3/t
2,4 m3/t
3,0 g/l
3,6 m3/t
1,4 m3/t
0,65 m3/ADT
12,5 g/l
1,5 g/l9,8 % Consis8500 mmCA110 C
11 rpm 11 rpm
5450 BDT/dia65 % seco178 Kg/m3
8,5kgf/cm2
2,6m3/t
3200 ADT/dia
2,06 m3/t16,0 % SS
2,5m3/ADT20

O experimento foi realizado em um digestor contínuo , hidráulico , dotado de
vaso de impregnação, para pré-tratamento dos cavacos com licor negro oriundo das
peneiras de extração, ou seja , parte do licor negro extraído do digestor (2,6 m3/t) , antes de
ser enviado ao processo de recuperação é utilizado no vaso de impregnação, onde uma
parte (1,4 m3/t) é extraído neste vaso e a outra parte (1,2 de 3,6 m3/t) é realimentada ao
digestor juntamente com os cavacos impregnados ,pela linha de transferência.
O sistema foi projetado para 3200 ton.polpa/dia , um dos maiores a nível
mundial , para cozimento de madeira de eucalipto e obtenção de kappa de 15 a 20 com
viscosidade de 1150 a 1500 dm3/kg, ou seja , seletividade em torno de 77 . O fluxo de
cavacos é concorrente ao de licor até a peneira de lavagem , onde completa-se a extração de
licor (0,7 m3/t), para controle da pressão hidráulica (8,5 kgf/cm2) , seguindo em
contracorrente ao fluxo de licor da peneira de lavagem até o fundo do digestor.
FIGURA-12
21

Incluindo o vaso de impregnação , o tempo de cozimento é de 4,5 horas com
temperatura de 126 C na impregnação e temperatura média de 150 C no digestor , sendo a
carga de álcali dividida entre a alimentação (6,5 %AE – 38%) e linha de transferência
(10,5 %AE – 62 %). Altas relações licor/madeira são utilizadas no processo, utilizando-se
para estas correções , os fluxos das diversas peneiras instaladas. Com isso , alto nível de
compactação é obtido , devido a maior velocidade do fluxo de licor em relação ao fluxo de
cavacos na coluna formada no digestor.
3.2-) Matéria Prima Utilizada
As madeiras de eucalipto utilizadas durante o período de teste, tiveram como
procedência as regiões do Vale do Paraíba/SP , Capão Bonito/SP e Três Lagoas/MS , sendo
que a participação de cada região variou de 15 a 35% e 100% descascadas no campo.
Também , cerca de 15 a 30% do total da madeira recebida foram na forma de cavacos ,
picados no campo.
Dentre as espécies utilizadas, predominou a urograndis , apesar da participação
de cerca de 30% de grandis e saligna, com mudas oriundas de sementes e diferentes
processos de clonagem , além de diferentes técnicas de manejo e diferentes idades de corte.
A densidade básica variou de 440 a 530 kg/m3 e a densidade aparente seca de
168 a 192 kg/m3 com teor seco variando de 60 a 69%.
O consumo de madeira mensal no período , variou de 3,76 a 3,92 m3/ADT.
Portanto, muitas das variações observadas no processo de polpação, durante o
período de testes , podem ser relacionadas com a variabilidade de qualidade das madeiras ,
o que , com certeza , aumentou a dispersão das correlações analisadas. No entanto, tal fato
representa a realidade atual da indústria de celulose no Brasil e reforça as reais influências
dos parâmetros utilizados para o controle das condições de polpação no rendimento ,
branqueabilidade e qualidade da polpa produzida.
3.3-) Descrição do Experimento Industrial
Conforme esquematizado na FIGURA-13 , abaixo , o objetivo do experimento é
avaliar o efeito da redução da concentração de sólidos dissolvidos no início da fase
22

principal de cozimento (“bulk phase”) , através de maior extração do vaso de impregnação
e adição ,do equivalente extraído, de licor fraco oriundo do processo de lavagem na linha
de transferência de cavacos impregnados ao digestor. Com isso , o licor extraído do
digestor para impregnação dos cavacos no pré-tratamento , é totalmente extraído no vaso de
impregnação e enviado para o processo de recuperação e a concentração de sólidos
dissolvidos para a fase inicial de cozimento é reduzida pela adição de licor de lavagem na
linha de transferência de cavacos para o digestor.
Extrae-se + 1,2 m3/BDT do vaso de impregnação (1,4 para 2,6 m3/BDT), abaixando-se a relação licor madeira no fundo do vaso de impregnação para 2,4 m3/BDT , proporcionado adicionar + 1,2 m3/BDT de licor de lavagem na linha de transferência , este de menor sólidos.
Abaixo, o perfil de teor de sólidos dissolvidos no cozimento sem e com a adição de licor de lavagem na linha de transferência :
5,02,4
2,6
3,6
1,4
5,3
Licor Lavagem 1,2 m3/BDT
4,9
3,3
2,0
1,3
0,4
1,6
1,3
Licor Branco paraLinha Transferência
1,0
0,3
1,3
1,3
0,7
1,4
2,1
3,3
2,6
2,6
2,4
0,4
VI
DIG.
1,2
Umidade dos Cavacos
Vaporização Cavacos
Licor Branco Alimentação
Rejeito Filtros Licor
RLM 0,7
0,4
0,6
0,7
FIGURA-13
VI
DIG.
Total
Licor Branco
LicorLavagem1,2 m3/BDT
15,5 %13,1 %
22,10 %18,41 %
23,38 %19,04 %
12,41 %10,83 %
16,7 %14,6 %
25,11 %20,45 %
22,85 %18,61 %
21,05 %17,14 %
19,52 %15,90 %
8,16 %
23

3.4-) Critérios para coleta dos dados durante o período do experimento
FIGURA-14
5
10
15
20
25
30 % Sólidos Dissolvidos
Topo Vaso Fundo Vaso Topo Dig. Coz. Sup. Coz. Inf. Extração Lavagem Descarga
FIGURA-15
24

O experimento foi realizado no período de 01/setembro/2003 a 15/janeiro/2004,
variando-se a adição de licor de lavagem na linha de transferência de 0 a 1,2 m3/BDT,
(FIGURA-14) ,sendo utilizado médias diárias em todos os parâmetros analisados ,
conforme constam tabelados no Apêndice .
Também foram excluídos os dados correspondentes aos dias onde a produção
branqueada foi menor que 2500 ADT/dia , conforme o gráfico abaixo :
FIGURA-16
500
1000
1500
2000
2500
3000
3500
4000
-0,20
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
01/setembro/2003 a 15/janeiro/2004
Licor de Lavagem – m3/BDT
A adição do licor de lavagemfoi variada , no periodo do ex-perimento , de maneira a com-firmar seus efeitos nos parâ-metros do cozimento.
Produção em Ordem Decrescente no Periodo de 01/setembro/2003 a 15/janeiro/2004
18,25 % dos dias (25 de 137 dias), foram excluídos , devido produção menor que 2500 ADT/dia em função de problemas de manutenção , operacionais e paradas programadas , a qual provocaram instabili- dade na continuidade do processo.
Produção , ADT/dia
18,25 % FIGURA-17
25

3.5-) Condições de Controle do Cozimento
A variação de Fator-H foi efetuada exclusivamente para obter o objetivo de
Kappa , a qual durante o experimento foi variado na faixa de 14 a 17 , para avaliação de
resultados , sendo a carga de álcali total variada somente num pequeno período para
avaliação (21/11 a 05/dez/2003) sendo mantida uniforme durante o restante do
experimento, apesar de ter sido necessário a alteração de distribuição de álcali entre as fases
de alimentação e inicial do cozimento , a fim de manter o melhor perfil de álcali residual :
R2 = 0,642
14,0
14,5
15,0
15,5
16,0
16,5
17,0
17,5
310 320 330 340 350 360 370 380 390 400 410Fator H
Kappa
A variação de Fator-H teve como objetivo a obtenção das metas de kappa , durante o experimento , a qual foi testada na faixa de 14 a 17.
FIGURA-18
13
15
17
19
21 Carga Alcali , %AE
01/setembro/2003 a 15/janeiro/2004
A carga de álcali efetivo aplicada duranteo experimento foi variada somente no pe-riodo de 21/11/2003 a 05/12/2003 , sendomantida uniforme no restante do período.No entanto, alterou-se a distribuição de a-plicação de álcali entre as fases de alimen-tação e inicial de cozimwnto.
FIGURA-19
26

Apesar de manter uniforme a carga de álcali total, alterou-se a distribuição de
aplicação de álcali entre as fases de alimentação (licor branco aplicado na linha de
circulação) do vaso de impregnação e a fase inicial de cozimento no digestor (licor branco
aplicado na linha de transferência) a fim de avaliar a influência do residual de álcali na
linha de transferência (início da fase principal ou inicial de cozimento) nos parâmetros do
cozimento , uma vez que a adição de licor de lavagem pode alterar a ordem de grandeza
deste residual , alterando o perfil de álcali no digestor.
Carga Álcali Alimentação5
8
11
14
17
20
15
17
19
21
23
25
27
29
31
33
35
01/09/2003
Carga Alcali (Total e Transferência) - %AE NaOH Residual Álcali na Transferência – g-AE/l
Carga Álcali Total
Carga Álcali Transferência
Resídua Álcali Transferência
01/setembro/2003 a 15/janeiro/2004FIGURA-20
Residual Álcali na Transferência – g/l
-0,2
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
19
21
23
25
27
29
31
33
35
01/09/20
Licor Lavagem – m3/BDT
Licor
Carga
Residual
01/setembro/2003 A 15/janeiro?2004
FIGURA-21
Com exceção do período de 21/11 a 05/12/2004 , onde a carga de álcali total foi aumentada , o residual de álcali na linha de tranferência sofre alteração em função da adição de licor de lavagem na linha de trans-ferência do vaso de impregnação para o digestor.
Maior Carga Alcali
27

A variação de produção , ou em outras palavras , a variação do tempo de retenção foi adequadamente corrigida pela variação na temperatura na linha de transferência , considerando o objetivo de kappa estabelecido e sem sofrer efeito da adição de licor de lavagem :
As relações licor/madeira , que determinam o perfil de compactação no digestor, não se alteraram durante o período do experimento . Somente a relação licor/madeira no fundo do vaso de impregnação , a qual depende da extração do vaso de impregnação, variou proporcionamente à adição de licor de lavagem na linha de transferência :
y = -6E-07x2 + 0,0074x + 126,11
R2 = 0,928
130
132
134
136
138
140
142
144
146
148
150
1000 1250 1500 1750 2000 2250 2500 2750 3000 3250 3500
Temperatura Transferência x Produção Branqueada
Produção Branqueada – Ton/Dia
Tem
per
atu
ra -
C
Médias Diárias de 01/09/2003 a 15/01/2004
Licor Lavagem naTransferência1,0 a 1,2 m3/BDT
Licor Lavagem naTransferência0,0 m3/BDT
FIGURA-22
-0,6
0,4
1,4
2,4
3,4
4,4
5,4
6,4
Topo do DigestorTopo do Vaso ImpregnaçãoApós Peneira Cozimento Superior
Após Peneira Cozimento Inferior
Fundo do Vaso de Impregnação
Após Peneira de Extração
Licor de Lavagem AdicionadoApós Peneira de Lavagem
Relações Licor/Madeira – m3/BDT
01/setembro/2003 a 15/janeiro/2004
FIGURA-23
28

3.6-) Condições de Processo da Deslignificação com O2 e Branqueamento
Após o cozimento , a polpa é depurada e lavada em difusor pressurizado ,
difusor atmosférico e filtro lavador e seguida de deslignificação com oxigênio com uma pós
lavagem feita em filtro lavador e prensa lavadora. O branqueamento é realizado em quatro
estágios na seqüência AZDP com lavagem em prensas lavadoras nos estágios A e Z , filtro
lavador no estágio D e difusor atmosférico no estágio P .
As condições gerais da deslignificação com O2 e branqueamento são
apresentadas no QUADRO-02 abaixo :
Utilizando-se dos mesmos critérios de análises de dados do cozimento , ou seja ,
médias diárias no período do experimento de 01/setembro/2003 a 15/janeiro/04 , foi
analisado a influência dos parâmetros do cozimento na branqueabilidade da polpa.
As amostras do processo foram analisadas conforme normas internacionais :
Estágio O A Z D P
Tempo min. 55 a 65 80 a 100 - 85 a 95 110 a 130
Temperatura C 90 a 95 80 a 95 40 75 a 80 90 a 95
Consistência % 10,5 – 11,5 10,5 – 11,5 10,5 – 11,5 10,5 – 11,5 10,5 – 11,5
Pressão kgf/cm2 3,5 - - - 3,0
pH Final - 11,5 – 12,5 2,8 – 3,4 3,2 – 3,8 3,8 – 4,6 10,5 – 11,0
Alvura % ISO 44 - 47 - - 79 –81 90 - 91
Viscosidade dm3/kg 1000 – 1100 850 – 950 - - min. 700QUADRO-02
Parâmetro Norma
Número Kappa Tappi Methods – T236 cm-85
Viscosidade Tappi Methods – T230 om-94
Alvura Tappi Methods – T217 wd-77
Alcali Residual Tappi Methods – T625 cm-85
Teor Sólidos Tappi Methods – T650 om-89.5
QUADRO-03
29

04-) Resultados e Discussão
4.1-) Estabilidade de movimentação da coluna de cavacos no digestor
Dentre os resultados obtidos ,pela adição de licor de lavagem na linha de
transferência , a estabilidade de movimentação da coluna de cavacos no digestor , foi o
mais notado operacionalmernte , pois reduziu significativamente a ocorrência de
entupimentos e a tendência de selagem nas peneiras (maior diferencial de pressão) de
extrações do digestor.
Este aumento de capacidade na carga hidráulica das peneiras, resultou em
maior estabilidade operacional e de produção, permitindo implementar diversos controles
supervisórios de aplicação de álcali , pressão , fator-H , relação licor/madeira, etc.
Obviamente maior estabilidade nos parâmetros de qualidade (kappa , viscosidade e
rendimento) da polpa foi obtido, pois reduziu significativamente a necessidade de manobras
operacionais (“purga”) para desobstrução das peneiras, a qual envolvia a introdução de
licores em contracorrente nas peneiras, causando distúrbios de perfil de álcali e relação
licor/madeira por longos tempos.
4.2 -) Influência da Adição de Licor de Lavagem no Rendimento
-0,2
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
01/09/2003 a 15/01/2004
Licor de Lavagem – m3/BDT Diferencial de Pressão – Peneira Superior Extração - mmCA
Licor de Lavagem
Diferencial de PressãoPeneira Superior Extração
FIGURA-24
30

Apesar da grande variabilidade na madeira de eucaliptus consumida , alguma
tendência de melhoria no rendimento é percebida , quando da adição de licor de lavagem à
linha de transferência .
Salienta-se que a melhor performance em estabilidade das condições
operacionais devido menor entupimento das peneiras de extração de licor no digestor , pode
ter favorecido a pequena tendência de melhor rendimento , face a maior uniformidade dos
perfis de álcali , relação licor/madeira , sólidos dissolvidos e temperatura , proporcionada
pela menor pressão diferencial (carga hidráulica das peneiras) , quando do uso de licor de
lavagem na linha de transferência.
A variação de rendimento é perceptível com relação à variação de kappa
(Fator-H) , uma vez que a carga de álcali permaneceu constante , quase que em todo o
periodo do experimento.
4.3-) Seletividade do processo de cozimento
40
42
44
46
48
50
52
54
56
58
60
13,5 14,0 14,5 15,0 15,5 16,0 16,5 17,0 17,5 18,0
Rendimento Global (Ton.Branqueada/Ton.Cavaco Seco) x Kappa
Licor Lavagem na Transferência1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Kappa na Descarga do Digestor
Ren
dim
ento
Glo
bal
- %
FIGURA-25
31

A adição de licor de lavagem , em substituição ao licor negro utilizado no pré-
tratamento de cavacos , extraído no vaso de impregnação, mostra efeito positivo na
viscosidade da polpa , assim como uma razoável correlação com o número kappa , a qual
foi alterado pela variação no Fator-H.
Como já comentado, ao longo do período de realização do experimento
percebeu-se influência do nível de residual de álcali na seletividade do processo de
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
900
1.000
1.100
1.200
1.300
1.400
1.500
13,5 14,0 14,5 15,0 15,5 16,0 16,5 17,0 17,5 18,0
Viscosidade na Descarga do Digestor x Kappa
Licor Lavagemna Transferência1,0 a 1,2 m3/BDT
Licor Lavagemna Transferência 0,0 m3/BDT
Kappa na Descarga do Digestor
Vis
cos
idad
e
Dm
3/k
g
FIGURA-26
32

cozimento, uma vez que a adição de licor de lavagem na transferência é suficiente para
alterar o nível de residual no topo do digestor e por conseqüência no perfil de álcali durante
o cozimento no digestor. Alteração na distribuição de álcali entre alimentação e inicio da
fase principal foi efetuada para acertos do perfil de residual de álcali no cozimento.
50
55
60
65
70
75
80
85
90
95
100
22 24 26 28 30 32 34 36 38
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Seletividade (Viscosidade/Kappa) na Descarga do Digestor x Alcali Residual na Transferência
Álcali Residual na Transferência – g/l como NaOH
Licor Lavagemna Transferência1,0 a 1,2 m3/BDT
Licor Lavagemna Transferência 0,0 m3/BDT
FIGURA-27
33

4.4-) Influência na alvura da polpa após o cozimento
Como já demonstrado em trabalhos publicados, confirma-se pelo experimento
realizado que a redução do teor de sólidos dissolvidos no licor de cozimento , no início da
fase principal de cozimento , tem como efeito o aumento da alvura da polpa após o
cozimento.
Alvura na Descarga Digestor - %ISO
-0,2
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
32%
34%
36%
38%
40%
42%
44%
46%
48%
01/09/2003 a 15/01/2004
Licor de Lavagem na Transferência – m3/BDT
Alvura
Licor de Lavagem
FIGURA-28
30,00%
32,00%
34,00%
36,00%
38,00%
40,00%
42,00%
44,00%
46,00%
48,00%
50,00%
13,5 14,0 14,5 15,0 15,5 16,0 16,5 17,0 17,5 18,0
Alvura na Descarga do Digestor x KappaMédias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Licor Lavagemna Transferência1,1 a 1,2 m3/BDT
Licor Lavagemna Transferência 0,0 m3/BDT
Licor Lavagemna Transferência0,3 a 1,0 m3/BDT
Alv
ura
na
% I
SO
Kappa na Descarga do DigestorFIGURA-2934

4.5-) Teor de AHex´s na polpa
Medições do teor de AHex´s na polpa após o cozimento , realizados em algumas
amostras (Laboratório de P&D , Votorantim Celulose e Papel) durante o período do
experimento , mostraram valores relativamente altos e sem influência da adição de licor de
lavagem na transferência
Também medições de AHex´s após a estágio de pré-branqueamento com
oxigênio não sofreram alterações , mantendo a mesma ordem de grandeza encontrada nos
valores após o cozimento.
Teor de AHex´s na Polpa
QUADRO-04
As condições de pouca drasticidade do cozimento, ou seja, pré-tratamento dos
cavacos a 126 C , carga de álcali efetivo de 17%, temperatura de cozimento de 150 C e
tempo de cozimento de 4,5 horas, favorecem o alto teor de AHex´s na polpa.
Pelos resultados obtidos , não houve evidência que a recirculação de licor da
extração do digestor ao pré-tratamento de cavacos, sem e com a adição de licor de lavagem
à fase principal de cozimento, influenciou na absorção de resíduos de AHex´s nas camadas
superficiais das fibras durante o cozimento.
Data Após Cozimento Após Pré-Branqueamento O2
01-02-03 71,1 70,4
01-09-03 70,9 -
22-10-03 71,3 -
27-11-03 73,0 71,7
14-04-04 70,8 -
35

4.6-) Efeito das condições de cozimento no pré-branqueamento com oxigênio
O desempenho da deslignificação com oxigênio, apesar de modesto ,
provavelmente devido aos teores de AHex´s , não foi afetado pelas condições de cozimento
, ou seja , as polpas produzidas com maior e menor teor de sólidos dissolvidos na fase
principal de cozimento , apresentaram quedas semelhantes de número kappa , obtendo-se
para ambas condições de cozimento , tendência de aumento na queda de kappa com o
aumento do numero kappa do digestor , fato este já bem conhecido neste processo de
deslignificação.
Como a alvura da polpa após o pré-branqueamento com oxigênio não foi
monitorada durante o experimento , pois não fazia parte do plano de monitoramento do
processo , não foi possível avaliar se o ganho de alvura da polpa obtido após o cozimento
utlizando-se licor com baixo teor de sólidos na fase principal de cozimento , permaneceu no
estágio de deslignificação com oxigênio.
0
5
10
15
20
25
30
35
40
45
50
13 13,5 14 14,5 15 15,5 16 16,5 17 17,5 18
% Deslignificação no Pré-Branqueamento O2 x Kappa na Descarga do Digestor
Kappa na Descarga do Digestor
% D
eslig
nif
icaç
ao
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia 18 a 20 kg-NaOH/ADT e 20 kg-O2/ADT
Licor Lavagem na Transferência1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência0,0 m3/BDT
FIGURA-30
36

A diferença entre as seletividades das polpas foi relativamente pequena e a polpa
produzida ,na condição de cozimento com menor teor de sólidos dissolvidos, apresentou
maior queda de viscosidade. Esta maior queda ocorreu , devido a maior viscosidade obtida
após o cozimento.
-2
-1
0
1
2
3
4
5
6
13,0 13,5 14,0 14,5 15,0 15,5 16,0 16,5 17,0 17,5 18,0
Seletividade Pré-Branqueamento O2 x Kappa Descarga do DigestorMédias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Kappa Descarga do Digestor
Sel
etiv
idad
e
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
Seletividade = (%Queda de Kappa)/(%Queda de Viscosidade)
0
3
6
9
12
15
18
21
24
27
30
1000 1050 1100 1150 1200 1250 1300 1350 1400
% Queda de Viscosidade no Pré Branqueamento O2 x Viscosidade na Descarga do Digestor
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Viscosidade na Descarga do Digestor – dm3/kg
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
% Q
ued
a V
isco
sida
de
FIGURA-31
FIGURA-32
37

4.7-) Efeito das condições de cozimento no estágio de hidrólise ácida (A)
Por se tratar de um experimento a nível industrial ,compromissos com qualidade,
custos e produção fazem parte da rotina operacional. Portanto ,quando da obtenção de
maior seletividade no cozimento e pré-branqueamento com oxigênio devido a redução do
teor de sólidos dissolvidos no cozimento , optou-se por aumentar a temperatura no estágio
ácido para 95 C , uma vez que a eficiência da hidrólise ácida a esta temperatura foi
amplamente investigada e considerada a mais adequada para a realização do tratamento
ácido (A) , conforme descrito por Shimizu (1981) , Vourinen et al. (1997) e Eiras K.M.M.
(2002) (13) e confirmado durante o experimento, como mostra a figura-33 , abaixo.
-20
-10
0
10
20
30
40
50
60
70
80
9,5 10 10,5 11 11,5 12 12,5 13 13,5 14 14,5
% Queda de Kappa no Estágio Acido x Temperatura Estágio A e Kappa do Pré Branqueamento O2
Kappa Saída Pré Branqueamento O2% Q
ued
a d
e
Ka
pp
a n
o
Est
ágio
Ác
ido
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
X
89 a 98 C
74 a 88 C
TemperaturaEstágio Ácido
TemperaturaEstágio Ácido
FIGURA-33
38

Portanto, o desempenho de redução de kappa (AHex´s) do estágio de hidrólise
ácida relaciona-se com a maior temperatura utilizada , a qual foi viabilizada de forma
contínua devido a maior viscosidade obtida no cozimento quando do uso de licor de
cozimento com menor teor de sólidos no início da fase principal de cozimento , a qual
favoreceu a maior viscosidade da polpa obtida no estágio ácido.
A figura-34 , abaixo , mostra a tendência de maiores valores de viscosidade para
menores valores de kappa . Vale salientar que, operacionalmente na instalação industrial, o
controle de temperatura do estágio ácido e conseqüentemente o desempenho de redução de
kappa está vinculado à viscosidade obtida após o cozimento e pré-branqueamento com
oxigênio em função da viscosidade da polpa branqueada ser um requisito de classificação
de qualidade da celulose comercializada.
600
650
700
750
800
850
900
950
1000
1050
1100
1150
1200
1250
1300
6 6,5 7 7,5 8 8,5 9 9,5 10 10,5 11 11,5 12 12,5 13
Viscosidade Estágio Ácido x Kappa Estágio ÁcidoMédias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia - ECF
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
Vis
cos
idad
e E
stá
gio
Áci
do
– d
m3
/kg
Kappa Estágio Ácido
FIGURA-3439

4.8-) Estágio de Ozônio (Z )
Para efeito de avaliação do estágio de ozônio, os kappas de saída foram
equalizados para uma dosagem de ozônio de 4,5 kg-O3/ton.polpa . Esta equalização foi
realizada, dividindo-se a redução de kappa pela dosagem de ozônio e em seguida
multiplicada pela dosagem de 4,5 kg/ton , obtendo-se assim a redução de kappa para esta
dosagem e consequentemente o kappa de saída.
A figura-35 abaixo , mostra que a redução de kappa no estágio de ozônio é da
ordem de 0,50 kappa/kg-O3, para toda a faixa de kappa de saída do estágio ácido, taxa esta
relativamente baixa em comparação às reportadas na literatura.
Os menores kappas obtidos , quando da utilização de licor de cozimento de
menor teor de sólidos, foram em função do menor kappa de entrada , oriundos do estágio
ácido quando operado a temperaturas maiores que 92 C.
Neste estágio , não foram avaliados a alvura e viscosidade da polpa , pois não
fazem parte do plano de monitoramento de processo da empresa.
0
1
2
3
4
5
6
7
8
9
10
11
12
3 4 5 6 7 8 9 10 11 12 13 14
Kappa na Saída do Estágio de Ozônio x Kappa Saída Estágio Ácido
Kap
pa
Est
ágio
Ozô
nio
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia e 4,5 kg-O3/ton
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
Kappa na Saída do Estágio Ácido
FIGURA-35
40

4.9-) Estágios de dióxido de cloro (D) e Peróxido de Hidrogênio (P)
Durante o período do experimento, além da produção de polpa ECF , foram
realizadas várias “campanhas” de polpa VCF , onde a dosagem de dióxido de cloro é
limitada a 5,0 kg-cloro at./ton.polpa, a fim de que o teor de OX na polpa não ultrapasse 30
g/ton.celulose . VCF é um produto diferenciado para atender clientes específicos.
Avaliando a figura-36 abaixo , nota-se uma razoável correlação entre o cloro
ativo aplicado nos estágios D e P e o número kappa de saída do estágio Z , sendo que para
os períodos do experimento onde reduziu-se o teor de sólidos dissolvidos na fase principal
do cozimento , o cloro ativo aplicado em D e P foi menor em função do menor kappa do
estágio Z , tanto para produções de polpa ECF como para polpa VCF .
Verifica-se também que para os periodos de menor teor de sólidos dissolvidos na
fase principal de cozimento , uma tendência de menor consumo de cloro ativo em D e P
para o mesmo kappa de saída do estágio Z , representando assim uma tendência de melhor
branqueabilidade da polpa durante estes períodos.
Consumo de Dióxido e Peróxido – Kg-Cl2at./ADT x Kappa Saída Estágio Ozônio
Licor Lavagem na Transferência1,0 a 1,2 m3/BDT
1015202530354045505560657075808590
3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5 9,0 9,5 10,0
VCF
ECF
Kappa de Saída do Estágio de Ozônio
Con
sum
ode
Dió
xido
e
P
eróx
ido
Kg-
Cl2
at./A
DT
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Licor Lavagem na Transferência 0,0 m3/BDT
FIGURA-36
41

Para melhor visualização da tendência de maior branqueabilidade da polpa
produzida no cozimento com licor de menor teor de sólidos dissolvidos , a figura-37 abaixo
mostra o menor fator kappa dos estágios D e P em função do kappa do estágio Z , nesta
condição de cozimento , para as polpas ECF .
Como hipótese para a tendência de maior branqueabilidade da polpa , seria a
maior alvura da polpa após o cozimento , obtida quando do uso de licor de baixo sólidos
dissolvidos na fase principal de cozimento :
2
3
4
5
6
7
8
9
10
3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5 9,0 9,5 10,0
Fator Kappa Dióxido e Peróxido – Kg-Cl2at./Kappa x Kappa Saída Estágio Ozônio
Comparação de Polpas ECF
Kappa de Saída do Estágio de Ozônio
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
FIGURA-37
2
3
4
5
6
7
8
9
10
32 , 0% 34 ,0% 36 , 0% 38 ,0% 40 ,0% 42 ,0% 44 , 0% 46 ,0%
Fator Kappa Dióxido e Peróxido – Kg-Cl2at./Kappa x Alvura Descarga Digestor
Polpas ECF
Alvura na Descarga do Digestor - % ISO
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
Universidade Federal de
42

Avaliando o fator kappa total , incluindo ozônio, dióxido de cloro e peróxido de
hidrogênio , em função do kappa do pré-branqueamento O2 (desempenho do estágio ácido)
e também da alvura de saída do cozimento , ambas mostram uma razoável tendência de
influência na branqueabilidade da polpa :
0
1
2
3
4
5
6
7
8
10 10,5 11 11,5 12 12,5 13 13,5 14
Fator Kappa Total (AZDP) – kg/ADT/kappa x Kappa Pré-Branqueamento O2
Kappa Pré-Branqueamento O2
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
FIGURA-39
0
1
2
3
4
5
6
7
8
9
10
30,00% 32,00% 34,00% 36,00% 38,00% 40,00% 42,00% 44,00% 46,00%
VCF
ECF
Fator Kappa Total (AZDP) – kg/ADT/kappa x Alvura na Descarga do Digestor
Alvura na Descarga do Digestor -
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
FIGURA-40
43

A figuras 41 e 42 , abaixo , mostram que os maiores valores de viscosidade
obtidos no cozimento , quando do uso de licor com menor teor de sólidos no cozimento, são
preservados durante o processo de branqueamento , mesmo utilizando-se de maior
temperatura no estágio de hidrólise ácida.
500
525
550
575
600
625
650
675
700
725
750
775
800
825
850
875
900
700 750 800 850 900 950 1.000 1.050 1.100 1.150 1.200
Viscosidade Estágio Peróxido x Viscosidade Após Estágio Ácido
VCF
ECF
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Vis
cosi
dade
Est
.
P DM
3/K
G Viscosidade Estágio Ácido – dm3/kg
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
500
525
550
575
600
625
650
675
700
725
750
775
800
825
850
875
900
1.050 1.100 1.150 1.200 1.250 1.300 1.350 1.400 1.450
VCF
ECF
Viscosidade Estágio Peróxido x Viscosidade Descarga do Digestor
Médias Diárias de 01/09/2003 a 15/01/2004 para Produção Maior que 2500 ton/dia
Viscosidade na Descarga do Digestor – dm3/kg
Vis
cosi
dad
e E
st.
P –
dm
3/k
g
Licor Lavagem na Transferência 1,0 a 1,2 m3/BDT
Licor Lavagem na Transferência 0,0 m3/BDT
FIGURA-41
FIGURA-42
44

05-) Conclusões
No processo de cozimento contínuo , onde utiliza-se o licor extraído do digestor
para impregnação dos cavacos no pré-tratamento em um vaso de impregnação , avaliou-se ,
após o pré-tratamento ,o efeito da substituição de parte deste licor , por outro de menor teor
de sólidos , na transferência dos cavacos do vaso de impregnação para o digestor , ou seja ,
para a fase principal de cozimento , concluindo-se que esta substituição proporciona :
Maior estabilidade operacional, devido maior estabilidade de movimentação da coluna
de cavacos no digestor, assim como , a redução de ocorrências de entupimentos das
peneiras de extrações de licor do digestor, ou seja , aumento da carga hidráulica das
peneiras instaladas.
Tendência de aumento do rendimento global do processo , após branqueamento na
seqüência OAZDP.
Maior seletividade do processo de cozimento (viscosidade/kappa) , sendo que a
viscosidade inicial mais elevada , permaneceu após o pré-branqueamento com oxigêncio e
branqueamento na seqüência AZDP, apesar do aumento da queda de viscosidade ser maior
devido à maior viscosidade inicial.
A maior viscosidade inicial, permitiu operar o estágio de hidrólise ácida a maiores
temperaturas (95 C) , reduzindo o teor de AHex´s e permitindo redução do fator kappa nos
estágios DP , sem prejuízo da viscosidade final da polpa , não afetando a classificação de
qualidade da celulose produzida.
Tendência de maior branqueabilidade da polpa na seqüência OAZDP , o que em
hipótese pode estar relacionado a maior alvura da polpa obtida após o cozimento.
45

06-) Recomendações
Face os resultados obtidos neste trabalho , recomendo que instituições de
pesquisa e desenvolvimento discutam e avaliem o real efeito :
Da absorção pelas fibras ,de xilanas contidas nos licores de cozimento, obtida pela
recirculação de licores em cozimento contínuo , no rendimento e branqueabilidade da
polpa.
Da alvura da polpa após o cozimento , como indicativo da branqueabilidade da polpa
em seqüências de branqueamento ECF , com e sem a utilização de estágios de hidrólise
ácida.
Novas instalações industriais de cozimento contínuo , para alta escala de
produção (~ 3000 ton/dia ) , devem fortemente considerar os benefícios da instalação do
pré-tratamento de cavacos (vaso de impregnação) , sem desconsiderar , no entanto , os
possíveis efeitos da recirculação de licores.
46

Referências Bibliográficas
(1) Weiping, B. ; Lucian, A. . “Melhorando a polpação kraft mediante licores de pré-
tratamento não convencionais com maior teor de sulfeto-uma revisão” . O Papel /
Tappi Journal , 2002 .
(2) Silva Junior, F.G. ; Mc Donough, T.J. .”Polpação Lo-Solids de eucalipto : Efeito do
ritmo de produção” . O Papel , janeiro 2002 .
(3) Marcoccia, B. .”Brownstock Pulp Strength - Part I” . Kamyr, Inc. R&D , Glen Falls
New York , December 1992 .
(4) Andrews, E. K. ; Chang, H. .”Extended delignification kraft pulping of softwoods-
effect of treatment on chips and pulp with sulfide-containing liquors” .Wood
Chem.Tech. 5(4):431 , 1985 .
(5) Lonnberg, B. ; Lindstrom, M. ; Tikka, P. ; Kovasin, K. .”Dissolution of wood
components in black liquor – started displacement kraft batch cooking” . 1998
TAPPI Pulping Conference , TAPPI Press , 1988 .
(6) Olm, L. ; Tormund, D. .”Kraft pulping with sulfide pre-treatment . Part 2: The
influence of pre-treatment and cooking conditions on the pulp properties,
bleachability in a TCF sequence and strength properties” .Nordic Pulp Paper Res.
15(1):70 , 2000 .
(7) Gustavsson, C. ; Lindgren, C.T. ; Lindstrom, M.E. .”Residual phase lignin in kraft
cooking related to the conditions in the cook”. Nordic Pulp Paper Res.
12(4):225,1997 .
47

(8) Sjoblom, K. .”Influence of Ionic Strenght on kraft cooking and subsequent TCF
bleaching” . Nordic Pulp Paper Res. 14(3):226, 1999 .
(9) Urban, A. ; Olm L. .”Black liquor in kraft cooks : Influence on bleaching” STFI ,
Pulping Course Material, Sweeden 2000 .
(10)Dahlman, O. .”Effects of hardwwod xylan dissolution/sortion on fibre charge and
pulp yield” .Colóquio Internacional sobre Celulose Kraft de Eucalipto” , Viçosa-
MG Brasil ,2003 .
(11)Gomide, J.L. ; Colodette, J.L. ; Oliveira, R.C. ; Girard, R. ; Argyropoulos, D.S.
”Fatores que afetam a branqueabilidade de polpa kraft de eucalyptus 2:Influência de
Parâmetros de Polpação” . Congresso Internacional de Celulose e Papel , São Paulo
– Brasil , 2000 .
(12)Pascoal, N.C. ; Evtugnin,D.V. ; Daniel, A.I.D. ; Silvestre, A.J.D. ; Furtado, F.P. ;
Mendes, P.S. .”Influence of Wood Pulping Conditions and Unbleached Pulp
Composition and Strucuture on the ECF Bleachability of Hardwood Kraft Pulps” .
Colóquio Internacional sobre Celulose Kraft de Eucalipto” , Viçosa-MG Brasil ,
2003 .
(13)Eiras, K.M.M. .”Otimização do Estágio de Branqueamento de Polpa Kraft de
Eucalipto com Dióxido de Cloro em Alta Temperatura” . Tese de Mestrado ,
Universidade Federal de Viçosa , Laboratório de Celulose e Papel , 2002 .
(14)Peixoto, M.A.L. ; Andrade, M.A ; Kozak, N.R. .”Tecnologia de Polpação Lo-Solids
e a experiência da VCP usando o Processo com Eucalipto” .2o. Seminário de
Deslignificação, Ribeirão Preto-SP Brasil , 1999 .
48

(15)Costa, M.M. ; Mounteer, A.H. ; Colodette, J.L. .”Ácidos Hexenurônicos :Parte I:
Origem, quantificação , reatividade e comportamento durante a polpação kraft” . O
Papel , V.57 ,N.5 ,p.75-85 , maio 2001 .
(16)Stanley, D.H. ; Stromberg,B. “Operating Experiences with the Lo-Solids pulping
Process at Willamette Industries´Johnsonburg Mill” . TAPPI Pulping Conference ,
p.1183 , 1999 .
(17)Shin, N.H. ; Stromberg, B. .”Impact of Cooking Conditions on Pulp Yield and
Other Parameters “ . Colóquio Internacional sobre Celulose Kraft de Eucalipto ,
Viçosa-MG Brasil , 2003 .
(18)Environmental Protection in the Pulp and Paper Industry , Royal Institute of
Technology , Department of Cellulose Technology , Sweden , 1992 .
(19)Marcoccia, B.S. ; Stromberg, B. ; Progh, J.R. . “Achieving Major Increases in
Hardwood Yield with Lo-Solids Cooking” . In:Breaking the Pulp Yield Barrier
Symposium , Atlanta , TAPPI 1998 .
(20)Smook, G.A. .Handbook for Pulp & Paper Technologists , 2ed. Vancouver:Angus
Wilde , 1997 .
(21)Ganquiang,H. ; Zeng, G. ; Zhang, B. et. Al .”Modified Kraft Pulping of Eucaliptus
Wood” . South Chine University of Technology , N.1 ,p.195-202 , 1998 .
(22)Stromberg, B. .”Washing of Dissolved Organic Solids from Pulp” . Kamyr, Inc. ,
Ridge Center Glen Falls , NY USA , 1994 .
(23)Marcoccia, B.S. ; Laakso, R. ; McClain, G. .”Lo-Solids Pulping: Principles and
Aplications” . Vol.79 N.6 TAPPI Journal , June 1996 .
49

(24)Rydholm, S.A. .Kraft Process .Pulping Process , Interscience Publishers , 1965 .
(25)Costa, M.M. ; Colodette, J.L. .”Efeito da Composição Química da Polpa Kraft-O2
na sua Branqueabilidade” . Congresso Anual de Celulose e Papel , ABTCP , São
Paulo Brasil , 2001 .
(26)Hartler, N. .”Chemical Pulping Methods” . Pulping and Course, Markaryde-
Sweden , KTH Stockolm , 1994 .
(27)Dillner, B. ; Larsson, L.O. ; Tribbling, P. .”Nonchlorine bleaching of pulp produced
by the modified continuos cooking process” . Tappi Journal, Vol.73 , N.8 August
1990 .
(28)Hoglund, O. .”Effects on Pulp Properties of Black Liquor Pretreatment and Iso
Thermal Cooking (ITC)” . Kvaerner Pulping Technologies AB, New Process
Systems , Karlstad Sweden , 1994 .
(29)Daniel, A. I. D. ; Pascoal, C. N. ; Evtuguin, D. V. ; Silvestre, A. J. D. .
“Hexenuronic acid contents of Eucalyptus globules kraft pulps : Variation with
pulping conditions and effect on ECF bleachability” . Vol.2 No.5 TAPPI
JOURNAL, may 2003 .
50

APÊNDICE
Dados do processo de cozimento e branqueamento, durante o periodo de
01/setembro/2003 a 15/Janeiro/2004
Os dias não considerados , na análise de dados , em função de produções menores que
2500 ton/dia , foram :
Setembro/2003 : 02,04,06,11,12,17,25,28,29
Outubro/2003: 06,11,14,23
Novembro/2003 : 08,09,10,11,18
Dezembro/2003 : 02,06,08,09,10,11
Janeiro/2004 : 01
51

DESCRIÇÃO VARIÁVEL Unidades 01/set 03/set 05/set 07/set 08/set 09/set 10/set 13/set 14/set
LPD na Transferência m3/BDT 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Produção Branqueada Ton/dia 2874 2635 2737 3044 2943 2789 2985 2785 2866Rotação Total - Roscas Medidoras Cavacos rpm 20,4 18,7 19,4 21,6 20,9 19,8 21,2 19,8 20,3 Rotações do Medidor de Cavacos Linha-1 rpm 9,4 9,7 9,5 10,5 10,0 9,3 10,2 9,6 9,7 Rotações do Medidor de Cavacos Linha 2 rpm 44,0 35,9 39,5 44,4 43,7 41,9 44,0 40,7 42,6
Sulfidez Licor Branco % 32,7 32,2 32,0 33,5 34,2 34,0 34,6 33,9 34,4 Carga Alcalina Total como NaOH % AE 17,0 16,9 16,9 16,9 16,7 16,9 16,7 17,0 17,2 Carga Alcalina Alimentação , Licor Branco % AE 8,3 8,2 8,4 8,3 8,1 8,1 7,6 7,9 7,8 Carga Alcalina Alimentação Total % AE 10,5 10,8 11,3 10,8 10,7 10,5 10,5 10,4 10,6 Carga Alcalina p/ Transferência ,Licor Branco % AE 8,6 8,6 8,5 8,6 8,6 8,8 9,1 9,1 9,4 Álcali Residual - Linha de Transferência g/l AE 30,27 29,50 30,62 29,27 30,16 30,28 30,22 31,62 32,10pH - Linha Transferência 13,74 13,81 13,68 13,63 13,65 13,78 13,73 13,73 13,71Álcali Residual - Cozimento g/l AE 18,57 17,26 20,96 17,29 19,87 19,62 17,11 17,80 17,74pH - Linha Cozimento 13,67 13,57 13,64 13,54 13,55 13,68 13,61 13,60 13,55Álcali Residual - MCC g/l AE 15,42 15,02 18,25 13,59 14,81 15,48 14,60 14,76 15,37pH - Linha da MCC 13,57 13,52 13,54 13,53 13,45 13,57 13,52 13,47 13,50Álcali Residual Extração Principal g/l AE 14,41 10,88 15,22 11,11 11,09 11,61 12,02 9,81 11,74pH - Linha Extração Principal 13,43 13,37 13,42 13,39 13,31 13,43 13,44 13,30 13,37Sólidos para Evaporação (incluindo licor fraco) % 14,90% 14,10% 14,20% 13,80% 14,93% 14,09% 14,75% 15,35% 15,90%Álcali Residual da Lavagem g/l AE 6,87 7,15 8,18 6,55 5,51 6,43 7,58 6,98 7,70pH - Linha da Lavagem 13,22 13,17 13,25 13,19 13,05 13,19 13,24 13,03 13,13Álcali Residual Extração do Digestor p/ V.I. g/l AE 15,0 13,4 17,0 12,6 13,3 13,9 13,6 12,8 13,9
RLM - Topo do Vaso de Impregnação m3/BDT 5,0 4,9 5,0 4,9 4,9 5,0 5,0 5,0 5,0 RLM - Fundo do Vaso de Impregnação m3/BDT 3,6 3,6 3,6 3,6 3,6 3,6 3,6 3,6 3,5 RLM - Topo do Digestor m3/BDT 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,2 5,3 RLM - Circulação de Cozimento m3/BDT 4,8 4,9 4,9 4,9 4,9 4,8 4,9 5,0 5,0 RLM - Circulação MCC m3/BDT 3,2 3,2 3,2 3,2 3,2 3,3 3,3 3,3 3,3 RLM - Extração Principal m3/BDT 1,8 1,8 1,8 1,8 1,8 1,8 1,9 1,8 1,9 RLM - Circulação de Lavagem m3/BDT 1,2 1,1 1,0 1,1 1,1 1,1 1,1 1,1 1,2
Temperatura nas Circulações de Topo ºC 117,1 116,6 117,4 120,8 120,8 117,7 111,7 117,1 117,9 Temperatura - Topo do Vaso de Impregnação ºC 120,4 121,2 121,3 122,6 122,6 122,1 123,3 123,9 124,3 Temperatura - Linha de Transferência ºC 142,2 140,7 141,4 143,1 142,8 142,4 142,8 142,3 142,6 Temperatura na Circulação de Cozimento ºC 145,6 143,8 143,6 146,1 145,6 145,3 146,1 145,4 145,9 Temperatura na MCC ºC 148,3 147,0 146,3 149,3 148,8 148,5 149,3 148,5 149,3 Temperatura na Extração - Anel Superior ºC 150,3 147,3 147,7 150,4 150,2 150,1 150,0 150,3 151,3 Temperatura na Extração - Anel Inferior ºC 150,7 147,4 148,5 150,7 150,6 150,4 150,3 150,4 150,9 Temperatura na Lavagem ºC 146,2 143,8 141,0 145,1 144,5 146,3 146,1 151,7 152,6
Fator H - Impregnação - 9,5 11,3 10,9 11,0 11,4 11,4 12,0 12,7 14,0 Fator H - Cozimento - 112,3 110,8 104,4 115,4 105,9 118,1 115,8 117,4 120,7 Fator H - MCC - 180,7 183,8 192,0 187,4 185,7 190,3 190,0 190,4 199,9 Fator H - Extração - 157,9 133,7 135,2 149,7 153,6 159,8 148,1 162,4 168,7 Fator H - Lavagem - 51,9 46,8 34,6 44,8 44,0 54,1 50,0 87,5 93,0 FATOR H - Total - 340,0 380,0 335,0 350,0 345,0 348,0 360,0 352,0 365,0
Fator de Lavagem no Fundo do Digestor m3/BDT 0,62 0,63 0,62 0,64 0,65 0,65 0,65 0,64 0,65DQO na Descarga do Digestor kg/ADT 1403,32% Sólidos na Descarga do Digestor % 15,07
Kappa Online ml 16,5 14,7 16,2 16,6 16,7 16,7 16,0 16,3 15,8 Kappa - Laboratório ml 16,5 15,7 15,8 16,5 16,8 16,8 17,1 16,7 16,6 Alvura Descarga % ISO 36,25% 36,70% 37,45% 35,97% 34,93% 34,91% 35,88% 33,57% 35,33%Viscosidade na Descarga cm³/g 1.230,8 1.169,5 1.202,3 1.222,7 1.203,0 1.215,8 1.210,2 1.212,4 1.181,7 Seletividade Digestor - Viscosidade / kappa 74,6 79,7 74,2 73,5 71,9 73,0 75,6 74,3 75,0
Perda Alcalina (Entrada do Branq LFB)Na2SO4 kg/ADT 20,84 20,28 7,63 Kappa Entrada Branqueamento - LFB 11,8 12,1 11,7 11,5 11,7 11,5 11,4 10,9 11,4% Deslignificação Pré-Branqueamento com O2 % 28,8 17,4 27,6 30,7 30,2 31,1 28,6 33,0 27,9 Viscosidade Entrada Branqueamento - LFB 1110,67 1060,33 675,04 989,25 1000,33 1065,83 1009,00 1054,00 1035,00Seletividade Pré-Branqueamento com O2 3,95 2,34 0,85 2,19 2,50 3,45 2,27 3,40 3,00Carga de Alcali - Pré Branqueamento com O2 kg/ADT 17,00 17,09 17,70 17,50 16,00 16,00 17,33 18,00 18,00Carga de Oxigênio - Pré Branqueamento com O2 kg/ADT 17,00 17,27 17,70 17,50 16,17 17,00 17,67 18,00 18,00Temperatura - Pré Branqueamento com O2 C Kappa Após Estágio Ácido - LFB 10,02 8,90 9,90 10,04 9,57 9,83 9,56 8,47 9,21% Queda de Kappa Estágio Ácido 17,3 36,3 18,5 14,9 21,9 16,8 19,6 29,2 23,5 Viscosidade Após Estágio Ácido - LFB 1013,67 973,00 967,00 931,00 899,14 916,00 937,80 939,00 988,00Seletividade do Estágio Ácido 101,2 109,3 97,7 92,7 94,0 93,2 98,1 110,9 107,3 pH Estágio Ácido 3,4 2,7 3,5 3,5 3,5 3,8 3,5 3,1 3,2 Temperatura Estágio Ácido C 88,3 85,1 83,8 84,4 80,0 81,9 88,3 90,1 92,3 Kappa Após Estágio de Ozônio - LFB 7,64 7,00 7,92 7,75 7,17 7,84 7,17 5,98 6,96% Queda de Kappa Estágios AZ 23,7 21,3 20,0 22,8 25,0 20,3 24,9 29,4 24,4 Queda de Kappa/Kg-Ozònio 0,49 0,36 0,48 0,58 0,54 0,45 0,65 0,60 0,49Kappa Após Estágio Ozônio para 4,5 kg-O3/ton 7,82 7,26 7,75 7,45 7,12 7,79 6,64 5,78 7,01%Queda Kappa Estágios AZ p/ 4,5 kg-O3/ton 21,97 18,41 21,69 25,79 25,56 20,81 30,52 31,72 23,86Micro Kappa Após Estágio de Dióxido 1,90 1,38 1,42 2,20 3,69 4,49 3,76 1,42 1,42Alvura Após Estágio de Peróxido % ISO 89,90% 90,40% 89,97% 90,23% 88,54% 88,08% 88,36% 90,67% 90,54%Viscosidade Após Estágio de Peróxido cm³/g 772,75 759,50 734,00 735,00 653,42 692,58 704,90 750,83 771,50Consumo de Dióxido-Cloro LFB kg/ADT 23,0 20,9 23,8 17,6 5,8 5,0 17,8 24,6 25,0Consumo de Peróxido Hidrogênio - LFB kg/ADT 9,1 8,8 10,1 13,9 26,1 26,8 19,2 10,9 13,6Consumo de Ozônio - LFB kg/ADT 4,9 5,2 4,2 4,0 4,4 4,4 3,7 4,2 4,6Fator Kappa no Estágio de Dióxido 3,01 2,98 3,01 2,27 0,81 0,64 2,48 4,11 3,59Consumo de Cloro Ativo - Dióxido + Peróxido kg/ADT 41,17 38,50 44,02 45,30 58,07 58,67 56,23 46,43 52,11Consumo de Cloro Ativo Total kg/ADT 50,88 48,92 52,32 53,27 66,89 67,43 63,58 54,76 61,31

Fator Kappa Total 4,33 4,03 4,46 4,62 5,73 5,87 5,56 5,01 5,39
15/set 16/set 18/set 19/set 20/set 21/set 22/set 23/set 24/set 26/set 27/set 30/set 01/out 02/out 03/out
0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,30
2794 2821 2761 2616 2832 2547 2877 2767 2624 2785 2613 3056 2878 2779 2617 19,8 20,0 19,6 18,6 20,1 18,1 20,4 19,6 18,6 19,8 18,5 21,7 20,4 19,7 18,6 9,6 9,9 9,1 7,8 9,6 9,4 9,8 9,5 9,0 9,8 9,2 11,0 10,1 9,6 9,0 41,0 40,4 41,8 43,2 42,0 34,6 42,3 40,5 38,5 39,7 37,5 42,7 41,1 40,3 38,1
34,3 34,3 34,2 33,9 33,8 33,6 32,6 32,7 34,0 34,8 34,1 33,6 32,4 32,6 32,4 17,0 16,9 16,8 17,0 16,9 17,1 17,1 17,2 16,9 17,2 17,0 17,1 17,0 17,2 17,2 7,7 7,8 7,7 7,9 7,8 8,0 7,6 7,5 7,7 7,6 7,4 7,5 7,4 7,6 7,6 10,5 10,2 10,6 11,0 10,5 10,9 10,5 10,5 10,6 10,5 10,5 10,7 10,5 10,8 10,5 9,3 9,1 9,1 9,1 9,1 9,1 9,5 9,7 9,3 9,6 9,6 9,6 9,6 9,6 9,6
31,56 30,60 31,40 30,49 29,90 31,10 28,65 29,03 32,33 29,12 28,10 31,12 29,32 30,86 28,9213,65 13,60 13,87 13,82 13,77 13,58 13,61 13,57 13,74 13,70 13,74 13,67 13,49 13,44 13,6218,35 17,29 18,23 17,33 16,47 17,49 17,54 16,35 17,11 15,97 16,15 16,97 16,02 16,67 18,6813,59 13,58 13,75 13,64 13,57 13,51 13,54 13,55 13,48 13,51 13,58 13,42 13,23 13,35 13,4916,19 14,73 14,45 13,91 12,99 14,26 13,13 12,52 13,16 12,76 12,90 13,84 13,33 13,83 15,9113,53 13,51 13,63 13,55 13,48 13,42 13,37 13,37 13,35 13,24 13,51 13,33 13,20 13,30 13,4211,24 9,76 11,85 12,49 12,26 13,14 10,74 8,99 13,07 9,46 10,47 10,76 10,95 11,74 12,2013,33 13,36 13,56 13,54 13,41 13,37 13,31 13,26 13,34 13,29 13,41 13,22 13,12 13,28 13,34
15,56% 16,02% 14,94% 14,00% 15,30% 17,10% 15,58% 15,83% 17,43% 16,10% 17,19% 16,33% 17,36% 17,14% 16,49%7,14 5,98 7,04 8,60 7,95 6,87 8,93 5,34 5,19 5,22 6,82 7,07 5,73 6,27 7,62
13,25 13,08 13,33 13,26 13,30 13,12 13,21 12,93 12,95 12,99 13,20 13,08 12,89 13,08 13,16 14,2 12,7 13,4 13,3 12,7 13,8 12,2 11,1 13,1 11,4 11,9 12,6 12,4 13,0 14,4
5,0 5,1 5,0 5,0 5,0 5,0 5,0 5,0 4,8 5,0 5,0 5,0 5,3 5,0 5,0 3,6 3,6 3,6 3,6 3,6 3,5 3,6 3,6 3,5 3,6 3,6 3,6 3,6 3,5 3,3 5,3 5,4 5,4 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,4 5,5 5,3 5,3 5,3 5,0 4,9 5,0 4,8 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 3,3 3,2 3,2 3,3 3,2 3,3 3,2 3,3 3,3 3,3 3,3 3,3 3,2 3,2 3,2 2,0 1,9 1,8 1,9 1,8 1,9 1,8 1,8 1,9 1,8 1,8 1,8 1,8 1,8 1,8 1,3 1,3 1,3 1,2 1,1 1,1 1,2 1,1 1,2 1,1 1,1 1,1 1,1 1,1 1,1
117,2 108,7 117,6 117,4 117,6 117,4 117,9 117,9 117,7 118,1 117,9 117,6 117,8 118,2 117,5 121,1 120,1 123,4 124,4 124,8 124,2 125,3 124,5 126,1 129,2 129,9 128,1 128,1 128,5 128,2 142,3 142,5 142,3 141,2 142,5 141,5 142,6 142,3 141,4 142,3 142,0 143,3 142,7 142,2 141,3 145,7 145,9 144,9 144,5 145,1 143,9 145,6 145,5 144,8 145,3 144,7 146,4 145,8 141,9 130,6 148,9 149,1 147,7 147,0 147,7 146,9 148,6 148,4 147,4 148,6 147,8 149,0 148,4 147,8 146,7 148,6 151,8 149,2 148,1 148,9 147,6 149,8 150,2 149,8 149,4 149,4 150,0 149,3 148,6 147,6 148,8 150,6 149,6 148,4 149,2 147,9 149,9 150,6 150,3 150,3 149,8 150,7 149,4 149,3 148,4 152,3 153,3 150,3 148,0 148,9 149,2 149,8 148,3 150,3 150,7 150,0 151,2 149,5 149,4 148,9
10,5 9,3 12,3 14,5 15,0 14,7 15,4 15,1 19,7 23,8 26,8 19,2 20,2 21,9 22,7 119,3 120,3 105,5 100,9 112,7 116,4 116,1 118,6 118,4 118,0 119,4 114,3 115,3 113,7 110,2 196,9 197,8 165,3 161,0 174,1 182,8 186,1 192,9 196,4 192,3 190,5 180,6 182,3 179,5 172,5 146,2 171,7 137,8 129,5 140,9 140,6 149,5 167,2 175,4 154,1 159,8 145,8 141,9 141,7 139,5 92,4 99,0 71,9 62,2 67,2 79,2 71,5 66,2 87,5 80,1 80,0 75,7 70,1 72,5 73,8 369,0 340,0 346,0 361,0 355,0 375,0 368,0 386,0 371,0 368,0 350,0 360,0 365,0 371,0 378,0
0,65 0,64 0,63 0,65 0,64 0,65 0,64 0,65 0,64 0,64 0,65 0,64 0,65 0,64 0,65 2446,24 2985 1973 1942,1 16,69 13,81 17,82 17,02
15,8 16,7 16,2 15,7 16,1 15,0 15,9 15,0 15,3 15,9 16,0 15,4 15,9 15,6 15,5 16,4 17,1 15,9 16,0 17,1 15,6 16,0 15,9 15,8 16,7 16,4 15,9 17,0 16,4 15,7 34,50% 35,20% 35,22% 35,23% 35,96% 36,22% 35,90% 35,92% 36,46% 37,66% 35,75% 37,50% 34,58% 36,47% 36,96%
1.188,8 1.224,2 1.220,5 1.191,2 1.250,7 1.160,6 1.213,7 1.149,2 1.176,5 1.221,8 1.236,5 1.150,8 1.166,2 1.223,7 1.159,0 75,3 73,3 75,4 76,0 77,5 77,5 76,1 76,8 77,0 77,1 77,4 74,7 73,4 78,5 74,8
22,51 24,93 11,0 11,9 11,4 12,0 11,8 12,4 11,9 11,5 11,4 11,8 11,8 11,0 11,7 11,1 11,0
30,3 28,7 29,5 23,2 27,0 17,5 25,2 22,9 25,3 25,5 26,3 28,3 26,5 28,6 29,1 1018,00 1017,00 1053,67 1025,33 1016,00 1071,33 1027,67 979,33 993,00 1024,50 943,00 922,33 994,33 976,67 931,67
2,80 2,31 2,87 2,19 1,86 2,93 2,16 2,02 2,11 2,05 1,43 1,91 2,45 1,80 1,9818,00 18,00 17,83 17,00 17,58 18,00 18,00 18,50 18,00 21 22,00 23,00 23,00 22,58 22,0018,00 18,00 18,00 18,00 17,58 18,00 18,00 18,83 18,00 18 18,00 18,00 18,00 17,92 18,00
8,48 9,20 8,11 8,43 9,60 9,42 9,01 7,81 8,67 8,19 8,79 9,37 10,45 10,03 9,51
29,8 29,6 40,6 42,8 22,6 31,3 32,3 47,7 31,7 44,3 34,1 17,9 11,6 10,9 15,4 903,25 944,00 971,33 951,33 994,67 944,33 940,33 933,33 930,33 900,00 854,33 818,33 908,00 918,00 866,33
106,6 102,6 119,7 112,9 103,6 100,3 104,4 119,5 107,3 109,9 97,2 87,4 86,9 91,6 91,1 3,1 3,2 3,3 3,1 3,3 3,2 3,2 3,1 3,3 3,2 3,2 3,1 3,3 3,2 3,3 89,2 86,1 94,7 96,3 91,7 89,9 90,7 91,7 86,6 92,6 88,1 75,8 81,6 76,1 82,1
6,68 6,73 6,33 6,01 7,03 6,87 5,65 6,50 6,76 6,65 6,78 7,71 7,51 7,26 7,43 21,2 26,8 21,9 28,8 26,8 27,1 37,3 16,8 22,1 18,8 22,8 17,7 28,2 27,6 21,9
0,43 0,64 0,40 0,57 0,59 0,51 0,75 0,34 0,56 0,35 0,50 0,38 0,64 0,52 0,406,52 6,30 6,32 5,87 6,95 7,14 5,62 6,29 6,15 6,63 6,55 7,67 7,59 7,70 7,72
23,08 31,50 22,06 30,43 27,65 24,19 37,61 19,47 29,00 19,02 25,49 18,11 27,40 23,22 18,841,30 1,98 1,27 1,46 1,58 1,98 1,15 1,15 1,58 1,45 1,47 1,82 1,39 2,20 2,29
90,84% 90,01% 90,91% 90,31% 90,05% 90,26% 90,58% 90,30% 90,10% 90,28% 90,30% 89,91% 90,06% 89,58% 90,06%729,33 738,43 753,00 757,33 744,00 761,67 770,33 768,50 756,83 750,33 726,29 705,00 752,33 740,33 734,60
22,6 20,8 22,9 22,3 24,0 21,7 21,8 24,2 21,4 19,0 20,2 19,7 21,4 17,6 18,013,8 10,0 11,6 12,0 13,3 11,0 9,4 11,3 9,3 11,3 11,3 10,3 9,3 7,6 9,14,1 3,8 4,5 4,3 4,4 5,0 4,5 3,9 3,4 4,4 4,0 4,4 4,6 5,3 5,2
52

3,38 3,09 3,61 3,71 3,41 3,15 3,86 3,73 3,17 2,86 2,98 2,55 2,85 2,42 2,4250,12 40,80 46,00 46,27 50,67 43,67 40,60 46,73 40,08 41,55 42,90 40,17 40,08 32,75 36,2058,37 48,46 54,95 54,78 59,38 53,73 49,54 54,50 46,93 50,44 50,96 48,97 49,33 43,43 46,685,31 4,07 4,82 4,55 5,05 4,35 4,16 4,72 4,11 4,27 4,33 4,43 4,23 3,90 4,25
04/out 05/out 07/out 08/out 09/out 10/out 12/out 13/out 15/out 16/out 17/out 18/out 19/out 20/out 21/out
0,30 0,60 0,60 0,90 0,90 0,90 0,90 0,70 0,70 0,70 0,70 0,90 0,90 0,90 0,90
2938 2872 2662 2628 2845 2947 3090 3045 2550 2785 2915 2953 3128 3110 3103 20,8 20,4 18,9 18,6 20,2 20,9 21,9 21,6 18,1 19,8 20,7 20,9 22,2 22,1 22,0 10,4 9,9 9,1 9,5 10,0 10,4 10,7 10,3 9,4 9,6 10,0 10,4 11,0 11,0 11,0 41,8 42,0 39,1 36,6 40,7 42,0 44,7 45,2 34,7 40,7 42,7 42,0 44,7 44,4 44,0
30,8 31,1 32,0 32,5 30,9 32,0 32,2 31,2 32,1 32,7 32,8 31,8 30,6 30,6 32,5 17,0 17,1 17,0 17,2 17,2 17,3 16,9 19,8 17,0 17,0 17,0 17,0 17,1 17,1 17,1 7,4 7,5 7,4 7,6 7,6 7,6 7,3 10,2 6,9 7,0 6,9 6,9 7,0 7,0 7,0 10,5 10,5 10,0 10,1 9,8 10,0 10,0 10,2 11,2 10,4 10,3 10,1 10,2 10,2 10,3 9,6 9,6 9,6 9,6 9,6 9,7 9,6 9,6 10,1 10,0 10,2 10,1 10,1 10,1 10,1
27,04 29,39 29,04 27,90 28,42 27,50 27,90 28,50 28,89 29,27 28,60 27,50 28,24 27,40 28,9813,64 13,67 13,61 13,54 13,60 13,70 13,70 13,61 13,73 13,69 13,47 13,67 13,57 13,53 13,6617,48 17,83 19,01 17,10 18,46 19,99 18,73 20,57 19,32 18,11 19,05 19,50 18,04 20,71 19,2113,49 13,50 13,56 13,44 13,52 13,59 13,56 13,56 13,49 13,47 13,47 13,57 13,48 13,42 13,5313,89 14,98 15,16 14,42 14,98 16,86 15,61 17,11 15,98 16,16 16,10 16,18 15,77 15,05 15,1813,43 13,43 13,45 13,36 13,43 13,58 13,54 13,53 13,43 13,39 13,36 13,52 13,32 13,35 13,4512,83 13,44 10,98 11,18 10,58 13,01 12,17 13,66 11,66 11,99 12,00 12,46 10,37 11,15 11,1913,44 13,35 13,33 13,26 13,32 13,48 13,46 13,46 13,32 13,30 13,33 13,42 13,21 13,22 13,35
15,96% 16,40% 15,08% 15,98% 16,15% 16,89% 15,32% 17,89% 16,03% 16,41% 17,28% 17,61% 16,59% 16,55% 17,16%9,23 6,98 3,30 5,76 7,04 7,73 7,86 7,46 6,62 7,16 7,25 6,12 5,19 7,74 7,40
13,25 13,21 12,78 13,05 13,15 13,26 13,33 13,20 13,04 13,17 13,09 13,14 12,97 13,06 13,12 13,5 14,4 13,5 13,1 13,2 15,3 14,2 15,7 14,3 14,5 14,5 14,7 13,6 13,5 13,6
5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 4,9 5,0 5,0 3,3 3,0 3,0 2,7 2,7 2,7 2,6 2,9 2,9 2,9 2,9 2,6 2,5 2,5 2,5 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,4 5,4 5,3 5,3 5,3 4,9 4,9 4,9 4,8 4,8 4,8 4,9 4,9 4,9 4,8 4,9 4,9 4,9 4,9 4,9 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,3 3,3 3,3 3,3 3,3 2,0 2,0 1,8 1,8 1,8 1,9 1,8 1,9 1,9 1,9 1,9 1,9 2,0 2,0 2,0 1,3 1,2 1,2 1,2 1,2 1,1 1,1 1,1 1,1 1,1 1,1 1,1 1,2 1,3 1,3
117,6 117,4 118,1 117,8 117,5 117,6 117,8 117,6 117,4 117,6 117,9 118,2 119,7 119,3 119,4 128,2 124,2 126,3 123,9 123,5 123,9 123,9 123,7 123,6 124,1 124,1 124,2 125,2 125,9 125,7 142,3 142,3 142,1 141,4 142,6 143,2 143,7 143,9 141,6 142,5 142,8 142,6 143,5 144,1 144,0 130,4 132,2 131,0 128,2 128,0 130,6 131,3 131,7 129,3 131,5 125,3 123,9 127,3 127,3 125,8 147,6 147,9 147,3 147,8 148,1 149,1 149,3 149,8 148,1 148,9 148,8 147,6 149,3 149,7 149,6 149,4 150,1 149,7 150,2 149,9 151,6 151,5 152,3 149,6 151,4 151,0 149,3 151,3 151,7 151,3 149,5 150,2 150,3 150,8 150,4 151,9 151,8 152,9 150,3 152,0 151,2 149,4 151,3 150,5 150,8 148,6 148,3 148,6 151,2 150,4 150,1 150,3 151,2 150,3 149,1 148,2 141,8 140,8 134,5 140,1
20,2 13,8 18,3 13,1 8,7 13,1 12,4 12,3 14,8 14,1 13,6 12,3 14,0 15,1 14,8 106,4 111,0 90,9 103,2 76,4 119,7 116,5 123,1 122,9 122,0 105,2 98,0 114,3 120,2 ##### 165,6 175,0 141,4 168,9 120,2 190,6 183,2 195,3 202,2 199,8 186,7 150,8 180,8 188,9 187,8 140,6 152,9 129,0 154,5 103,3 173,4 162,2 180,7 173,2 184,2 165,5 126,1 156,0 153,8 153,3 62,7 62,6 55,5 79,1 51,1 72,9 69,7 77,2 87,5 75,7 68,1 30,8 33,3 16,1 28,8 382,0 351,0 338,0 336,0 345,0 354,0 352,0 339,0 386,0 379,0 390,0 378,0 352,0 348,0 334,0
0,64 0,66 0,63 0,65 0,65 0,64 0,65 0,65 0,65 0,65 0,65 0,65 0,65 0,65 0,65 6210 1248,98 921,51 1097,56 4753 1462 158400 13,73 13,69 5,18 14,86 12,58 16,40
15,9 16,2 16,6 15,8 16,2 15,7 16,2 16,8 14,6 15,7 15,0 15,7 16,4 16,3 16,7 15,7 16,5 16,5 16,1 16,4 16,2 16,2 17,7 15,4 16,3 15,8 16,0 16,8 16,5 17,3 37,87% 38,77% 37,17% 39,29% 38,44% 38,84% 39,40% 37,80% 37,95% 37,35% 37,07% 40,13% 38,23% 39,18% 38,54%
1.178,0 1.226,0 1.213,3 1.264,0 1.239,2 1.255,5 1.256,2 1.277,3 1.174,5 1.230,0 1.172,2 1.214,7 1.252,1 1.222,4 1.252,0 74,3 75,7 73,1 80,1 76,3 79,9 77,6 76,0 80,5 78,5 77,9 77,4 76,4 75,0 75,0
19,33 24,0611,2 10,9 11,1 12,1 11,2 12,1 11,2 12,0 11,5 11,2 10,7 11,3 11,7 11,5 11,6
29,2 32,8 33,3 23,2 31,3 23,1 30,8 28,5 21,0 28,2 28,9 27,8 28,7 29,4 30,7 935,67 927,67 1008,67 1046,50 974,00 1010,33 986,67 1001,33 993,50 1030,33 954,33 1018,00 950,00 1012,67 1072,50
1,91 1,78 2,70 1,69 1,92 1,48 1,85 1,74 1,69 2,22 2,00 2,22 1,56 2,28 2,8522,00 22,00 19,17 20,00 20,00 20,00 20,33 21,75 20,00 20,00 20,00 20,00 20,00 16,00 17,5418,00 18,00 19,17 20,00 20,00 20,00 20,00 20,00 20,00 20,00 20,00 20,00 20,00 17,00 18,54
8,28 9,80 10,15 10,58 10,26 9,82 10,00 11,33 9,37 8,69 8,31 9,56 9,49 9,93 10,51
35,5 11,0 9,0 14,4 8,8 23,0 12,1 6,1 23,1 29,4 28,6 18,5 23,3 15,9 10,1 834,00 864,33 861,67 970,33 917,50 961,00 954,50 908,00 856,00 874,00 878,67 908,00 881,00 910,20 1001,67
100,7 88,2 84,9 91,7 89,5 97,8 95,4 80,2 91,4 100,6 105,7 95,0 92,8 91,7 95,3 3,2 3,4 3,2 3,2 3,3 3,3 3,2 3,4 3,5 3,3 3,5 3,5 3,5 3,5 3,5 82,1 83,2 78,2 78,4 83,9 86,8 82,3 84,6 80,3 82,7 84,5 81,9 78,3 77,8 76,7
6,49 7,56 9,42 7,90 7,52 6,92 7,34 7,85 6,90 5,33 4,37 6,23 6,50 7,97 8,29 21,6 22,9 7,2 25,3 26,7 29,6 26,7 30,7 26,4 38,6 47,4 34,9 31,5 19,7 21,2
0,34 0,43 0,16 0,56 0,63 0,65 0,63 0,86 0,50 0,65 0,82 0,69 0,59 0,41 0,526,73 7,85 9,42 8,05 7,43 6,90 7,16 7,45 7,10 5,78 4,62 6,44 6,82 8,06 8,19
18,74 19,93 7,17 23,90 27,53 29,77 28,39 34,20 24,16 33,42 44,39 32,69 28,19 18,78 22,08
53

1,81 1,78 1,22 1,79 1,60 1,66 1,75 1,69 1,60 2,22 2,49 4,13 4,06 4,86 4,5389,70% 90,05% 90,17% 90,47% 90,39% 90,50% 90,11% 90,66% 89,62% 87,97% 87,52% 89,30% 89,12% 88,91% 89,63%715,13 730,83 758,67 766,40 734,00 758,30 711,75 766,67 744,75 736,50 672,40 659,29 605,75 690,54 682,69
19,7 25,1 31,2 27,2 23,1 21,5 22,9 24,2 19,7 9,9 5,3 5,0 5,0 5,0 5,08,8 11,8 9,9 11,1 10,3 9,7 8,6 9,4 8,8 14,7 31,3 26,3 25,0 26,3 27,65,2 5,2 4,5 4,8 4,4 4,5 4,2 4,0 4,9 5,2 4,8 4,8 5,0 4,7 4,33,03 3,32 3,31 3,44 3,07 3,11 3,12 3,08 2,85 1,85 1,21 0,80 0,77 0,63 0,60
37,17 48,62 51,00 49,40 43,70 40,83 40,15 43,00 37,33 39,30 67,84 57,67 55,00 57,67 60,2347,57 58,97 60,05 58,93 52,42 49,78 48,60 51,07 47,15 49,70 77,46 67,27 65,05 67,10 68,864,24 5,42 5,43 4,87 4,70 4,12 4,34 4,25 4,09 4,42 7,25 5,94 5,56 5,83 5,95
22/out 24/out 25/out 26/out 27/out 28/out 29/out 30/out 31/out 01/nov 02/nov 03/nov 04/nov 05/nov 06/nov
0,90 0,00 0,00 0,00 0,00 0,00 0,00 0,70 0,70 0,70 0,50 0,60 0,60 0,30 0,70
2716 2955 3159 3168 3154 3167 3010 3224 3151 3110 3155 3206 3242 2859 2927 19,3 21,0 22,4 22,5 22,4 22,5 21,3 22,9 22,3 22,1 22,4 22,7 23,0 20,3 20,8 9,6 10,3 11,3 11,2 11,1 11,1 10,4 11,4 11,1 11,1 11,0 11,0 11,3 11,5 10,1 38,5 42,7 44,6 45,0 45,1 45,5 43,7 46,0 45,0 43,9 45,5 46,9 46,8 35,1 42,5
31,9 31,0 33,7 32,0 33,4 33,4 31,9 32,4 33,7 32,7 33,1 33,2 32,6 33,3 33,4 16,7 16,8 17,0 16,9 17,0 17,3 17,0 17,0 16,8 17,1 16,8 17,2 16,9 17,1 17,0 6,8 7,1 7,3 7,1 6,9 7,2 6,6 6,9 7,3 6,8 6,9 7,1 6,6 6,6 6,6 10,0 10,3 10,5 10,3 10,2 10,1 10,4 10,6 10,5 10,3 10,0 10,1 10,1 12,8 10,1 9,9 9,7 9,7 9,8 10,1 10,1 10,4 10,1 9,5 10,3 9,9 10,2 10,3 10,4 10,4
27,74 29,07 32,24 33,10 32,80 31,50 30,90 29,30 29,10 28,90 29,27 28,49 29,43 30,20 28,5013,60 13,56 13,71 13,81 13,79 13,55 13,72 13,88 13,62 13,65 13,61 13,66 13,71 13,72 13,5917,74 16,89 18,28 18,78 19,39 18,22 19,42 24,28 23,91 22,14 19,95 20,05 18,84 18,33 15,6713,50 13,36 13,51 13,62 13,58 13,43 13,51 13,74 13,58 13,60 13,57 13,57 13,59 13,57 13,2615,11 13,56 15,30 15,66 16,74 15,31 16,25 21,07 20,70 18,73 17,66 17,19 15,86 15,23 13,1413,43 13,30 13,43 13,50 13,51 13,38 13,45 13,66 13,49 13,59 13,54 13,58 13,51 13,45 13,1910,54 9,61 11,14 11,05 13,48 9,94 13,72 15,94 14,19 15,64 15,83 13,21 11,53 12,60 10,8413,36 13,18 13,32 13,37 13,41 13,23 13,39 13,57 13,44 13,56 13,48 13,43 13,41 13,41 13,13
17,13% 14,93% 15,77% 15,80% 15,97% 15,80% 15,03% 17,88% 16,87% 17,13% 16,33% 16,40% 16,13% 16,60% 16,29%5,26 7,40 6,61 6,27 5,53 6,26 12,57 9,00 8,85 9,26 8,97 8,98 5,38 7,85 5,13
12,78 13,03 13,14 13,14 13,05 13,07 13,23 13,34 13,32 13,37 13,37 13,16 13,10 13,22 12,90 13,3 12,0 13,6 13,8 15,4 13,2 15,2 19,0 18,1 17,5 16,9 15,6 14,1 14,2 12,2
5,0 5,0 5,0 5,0 4,9 5,0 4,9 5,0 4,9 5,0 5,0 5,0 5,0 5,0 5,0 2,5 3,6 3,6 3,6 3,5 3,6 3,6 2,9 2,9 3,0 3,1 2,9 2,9 3,3 2,8 5,3 5,3 5,3 5,3 5,3 5,2 5,3 5,3 5,3 5,300 5,300 5,300 5,200 5,200 5,300 4,9 4,8 4,8 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 5,0 5,0 5,0 5,0 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,2 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,000 2,000 2,000 2,000 2,000 2,000 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,3 1,2 1,2 1,2
119,6 119,2 119,6 119,9 119,5 119,7 119,7 119,9 119,8 119,9 119,4 119,1 119,9 120,0 120,0 125,8 125,7 125,9 126,4 125,4 125,7 125,4 126,1 125,9 124,8 125,8 125,8 126,0 126,1 126,0 142,2 143,2 144,1 144,1 144,1 143,4 142,0 140,8 140,8 141,2 141,9 142,9 143,1 141,0 142,1 124,6 146,1 146,6 146,6 147,0 147,2 145,6 143,9 143,5 136,5 124,9 126,8 126,5 124,3 122,6 148,1 149,4 149,9 149,8 150,1 150,0 148,5 146,0 146,3 146,5 147,2 148,7 148,8 146,1 146,6 150,4 149,3 150,3 150,2 148,3 147,1 150,0 148,3 148,5 148,3 149,1 150,5 150,2 149,5 147,8 150,9 149,9 150,4 150,5 148,1 146,0 149,8 147,7 147,4 149,0 149,3 150,6 150,1 149,7 147,8 144,4 139,7 140,5 138,0 137,0 135,8 133,1 137,7 137,5 138,5 139,3 143,1 140,3 138,0 136,6
17,1 15,6 14,8 14,3 12,9 14,7 9,4 14,8 13,6 13,8 14,6 14,5 14,7 15,6 16,7 117,7 120,2 119,5 118,9 121,0 116,3 67,6 85,0 80,5 91,3 95,5 96,7 105,9 86,4 102,6 188,7 194,6 190,2 188,3 193,3 191,4 111,1 132,0 127,2 142,0 148,4 167,5 167,1 133,8 154,3 171,1 142,7 144,3 143,1 124,9 105,7 90,3 113,1 105,0 124,4 127,8 142,2 135,9 133,4 122,7 49,3 26,3 29,2 23,0 21,4 21,1 15,7 22,8 21,9 28,3 25,6 37,1 26,5 22,8 21,7 321,0 393,0 351,0 342,0 343,0 362,0 370,0 379,0 326,0 385,0 381,0 338,0 369,0 378,0 351,0
0,64 0,65 0,66 0,66 0,67 0,68 0,70 0,70 0,64 0,59 0,69 0,64 0,64 0,68 0,69154000 1842,8614,25 15,38 13,43
17,0 14,9 16,2 16,4 16,3 14,9 15,4 15,2 17,0 15,5 15,8 16,6 15,5 16,2 16,1 17,5 16,0 16,7 16,4 16,3 16,3 15,4 15,8 17,3 16,5 16,9 18,1 17,0 17,5 17,4 37,33% 37,96% 33,94% 36,44% 37,08% 36,47% 37,10% 38,27% 37,60% 38,37% 36,23% 37,43% 37,80% 35,47% 36,91%
1.279,7 1.115,0 1.157,0 1.189,3 1.246,3 1.154,5 1.118,3 1.191,5 1.227,8 1.182,5 1.284,0 1.267,8 1.243,2 1.246,8 1.240,8 75,2 74,6 71,4 72,4 76,3 77,2 72,6 78,2 72,3 76,4 81,2 76,6 80,0 76,8 77,1
26,13 11,7 11,1 11,6 11,7 11,4 12,1 11,9 11,8 12,2 11,3 11,8 11,8 12,1 12,6 11,8
31,1 25,6 28,6 28,8 30,3 18,8 22,8 22,2 28,3 27,0 25,4 28,8 22,3 22,5 26,4 1065,67 966,00 1001,67 1054,67 1024,33 987,00 975,00 1003,00 974,00 1011,00 986,33 1095,33 1060,67 1111,33 1110,00
2,47 2,57 2,98 3,51 2,23 1,67 2,45 1,80 1,89 2,44 1,35 2,77 1,90 2,69 3,2418,00 17,00 17,50 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,0019,00 17,00 17,00 17,33 19,00 19,00 19,00 19,25 20,00 20,00 18,33 18,69 18,50 20,00 18,00
9,52 8,76 10,47 10,28 9,62 9,75 10,96 8,86 9,64 8,80 9,55 11,07 9,67 10,80 12,05
23,1 26,9 10,6 13,7 18,3 24,5 8,4 33,8 26,3 28,4 23,6 6,4 24,8 16,4 (1,7)953,00 900,67 970,67 977,00 941,00 987,33 921,33 885,67 913,00 947,67 898,00 1026,00 965,00 1051,00 1082,00
100,1 102,8 92,7 95,0 97,8 101,3 84,1 100,0 94,7 107,7 94,1 92,7 99,8 97,3 89,8 3,6 3,5 3,2 3,3 3,4 3,2 3,2 3,0 3,2 3,1 3,0 2,6 3,4 3,5 3,4
54

82,0 79,6 80,1 81,8 84,8 85,1 84,0 85,6 84,9 89,0 85,1 88,5 85,5 85,3 82,4 7,31 6,78 7,22 7,23 6,88 7,58 8,25 6,78 7,81 6,85 6,71 7,74 8,10 8,21 7,79
23,2 22,6 31,1 29,7 28,5 22,3 24,7 23,4 19,0 22,2 29,7 30,1 16,3 24,0 35,4 0,51 0,43 0,75 0,69 0,64 0,48 0,59 0,47 0,42 0,43 0,61 0,76 0,36 0,59 0,897,24 6,82 7,09 7,17 6,75 7,57 8,28 6,73 7,74 6,85 6,81 7,67 8,06 8,14 8,06
23,97 22,09 32,31 30,23 29,79 22,38 24,42 23,96 19,75 22,09 28,67 30,69 16,70 24,62 33,094,34 1,62 1,82 1,72 1,44 1,78 1,98 1,65 1,99 1,55 1,88 2,12 2,37 2,13 1,69
89,27% 90,41% 89,77% 90,25% 90,61% 90,92% 90,45% 90,38% 90,08% 90,36% 90,09% 90,16% 90,26% 90,58% 90,23%696,64 731,83 753,17 763,50 762,00 777,33 747,00 764,50 747,00 781,20 769,33 801,50 827,00 771,50 772,40
5,0 19,2 21,4 22,8 22,6 21,4 23,6 20,9 22,3 23,3 18,7 20,5 21,9 24,8 21,327,0 8,8 11,6 11,6 12,0 11,8 11,6 10,1 11,4 10,3 9,9 10,3 10,8 12,2 9,34,4 4,6 4,3 4,4 4,3 4,5 4,6 4,4 4,3 4,5 4,7 4,4 4,4 4,4 4,80,68 2,83 2,97 3,15 3,28 2,83 2,86 3,08 2,86 3,40 2,79 2,65 2,71 3,02 2,73
59,00 36,67 44,58 45,98 46,58 45,08 46,83 41,03 45,16 43,92 38,56 41,00 43,42 49,18 39,8267,72 45,87 53,23 54,83 55,20 54,03 55,93 49,83 53,83 52,96 47,88 49,83 52,20 57,95 49,445,78 4,12 4,60 4,69 4,85 4,45 4,71 4,21 4,42 4,69 4,06 4,23 4,32 4,61 4,17
07/nov 12/nov 13/nov 14/nov 15/nov 16/nov 17/nov 19/nov 20/nov 21/nov 22/nov 23/nov 24/nov 25/nov 26/nov
0,80 0,90 0,70 0,40 0,00 0,80 1,00 1,00 1,00 1,00 1,00 1,10 1,10 1,10 1,10
2699 2751 3008 2985 3015 2667 2928 2957 3124 3047 3117 3127 3127 2951 2892 19,1 19,5 21,3 21,2 21,4 18,9 20,8 21,0 22,2 21,6 22,1 22,2 22,2 20,9 20,5 9,2 10,2 10,8 10,5 10,7 9,4 10,4 10,4 11,0 10,7 11,0 11,0 11,0 10,3 10,0 39,7 37,4 42,2 42,7 42,8 38,0 41,6 42,3 44,7 43,6 44,6 44,7 44,7 42,4 41,9
32,3 31,1 30,7 30,9 31,2 31,8 31,7 31,6 30,8 31,7 31,3 31,0 31,7 31,1 31,7 17,6 17,2 17,1 17,1 17,2 17,0 16,9 16,9 17,2 17,8 17,9 18,0 17,8 17,8 18,5 7,2 6,7 6,7 6,7 6,8 6,6 6,4 6,5 6,7 6,8 6,9 7,0 6,9 6,8 7,5 10,1 10,1 10,0 10,0 10,0 10,0 10,1 10,0 10,0 10,2 10,5 10,5 10,5 10,5 10,5 10,5 10,5 10,3 10,4 10,4 10,5 10,5 10,4 10,5 10,9 11,0 11,1 11,0 11,0 11,0
27,20 26,90 27,90 30,10 31,65 26,30 28,62 28,97 28,41 31,00 30,00 31,50 31,10 30,20 31,9013,62 13,87 13,73 13,78 13,54 13,66 13,63 13,67 13,77 13,48 13,66 13,59 13,38 13,43 13,2515,46 17,42 16,76 18,47 17,86 17,59 19,06 18,79 20,55 16,44 15,54 - - 15,01 14,8913,43 13,68 13,55 13,76 13,46 13,56 13,53 13,60 13,72 13,38 13,38 - - 12,96 13,1214,22 13,97 13,77 15,29 15,89 15,22 15,98 16,94 16,46 14,19 14,19 15,55 13,20 13,64 11,9813,34 13,60 13,47 13,74 13,44 13,50 13,46 13,60 13,66 13,34 13,44 13,38 13,09 13,00 13,0414,64 11,88 11,43 14,19 11,35 13,81 16,35 15,03 13,59 11,27 12,30 11,39 9,89 10,18 11,3613,32 13,44 13,38 13,71 13,34 13,50 13,44 13,56 13,62 13,27 13,36 13,23 12,99 12,89 13,06
17,50% 15,83% 15,42% 16,01% 15,46% 15,51% 15,06% 16,49% 15,44% 15,95% 16,40% 17,05% 17,11% 16,57% 15,90%8,03 7,46 7,01 8,70 7,12 8,05 8,08 8,69 8,47 7,21 6,72 6,94 5,71 5,98 2,66
13,11 13,20 13,24 13,56 13,16 13,31 13,30 13,37 13,51 13,16 13,17 13,13 12,86 12,69 12,63 14,4 13,1 12,8 14,9 14,1 14,7 16,1 16,2 15,3 13,0 13,4 13,9 11,9 12,3 11,7
5,0 4,9 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 2,7 2,7 2,9 3,2 3,6 2,8 2,6 2,6 2,6 2,6 2,6 2,5 2,5 2,5 2,4 5,300 5,300 5,300 5,300 5,300 5,300 5,300 5,400 5,300 5,200 5,200 5,200 5,200 5,200 5,200 4,8 4,9 5,0 5,0 5,0 4,9 4,9 4,9 4,9 5,0 4,9 4,9 4,9 4,8 4,9 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,3 3,3 3,3 3,3 3,3 3,3 3,3 2,000 2,000 2,000 1,800 1,889 1,718 1,800 1,800 1,900 2,029 1,976 1,978 1,983 1,923 1,800 1,2 1,2 1,2 1,2 1,3 1,3 1,3 1,1 1,1 1,1 1,3 1,2 1,3 1,2 1,1
119,7 121,3 120,0 119,6 119,3 120,1 119,9 119,8 120,1 119,9 203,1 120,0 119,7 119,7 119,1 125,8 126,0 125,8 126,0 126,0 126,0 126,2 126,4 126,0 126,0 126,0 126,7 126,5 125,8 126,0 139,9 141,9 143,0 143,4 143,5 142,2 143,2 143,0 143,4 143,5 143,4 143,2 143,4 142,4 141,7 128,3 120,9 123,4 123,3 119,7 122,1 122,9 115,7 106,8 102,4 103,1 103,3 105,3 115,0 121,1 145,2 145,4 148,1 148,4 148,3 147,5 148,1 148,0 148,2 148,7 148,5 148,6 148,4 146,8 147,0 146,1 147,8 149,8 149,8 149,6 148,0 147,9 150,2 151,0 151,1 150,9 151,3 150,8 149,5 148,0 146,0 148,0 149,6 149,3 149,5 148,5 148,1 150,1 151,2 151,0 150,8 151,3 150,6 150,0 148,1 138,0 137,6 140,1 139,2 140,8 138,2 137,9 139,8 141,3 142,5 143,6 141,6 139,1 137,6 128,1
17,8 13,4 15,5 15,8 15,6 16,0 16,6 16,9 15,2 15,6 15,2 16,2 15,8 15,8 16,4 95,1 78,6 109,8 114,6 113,5 117,7 114,4 112,5 107,9 114,7 109,9 109,1 109,3 103,2 102,6 148,4 113,0 169,3 175,7 172,1 183,5 174,3 172,6 164,0 177,2 169,6 170,2 167,7 154,3 159,8 114,5 101,5 140,0 139,9 138,2 141,3 124,6 150,8 152,8 156,7 149,6 155,4 146,9 144,9 125,8 26,5 19,1 28,8 26,8 32,1 28,0 26,1 29,2 32,2 35,3 37,7 32,6 29,1 24,8 10,9 383,0 326,0 352,0 357,0 379,0 378,0 384,0 346,0 337,0 345,0 350,0 362,0 354,0 343,0 348,0
0,73 0,73 0,70 0,87 0,72 0,72 0,71 0,71 0,73 0,74 0,75 0,72 0,74 0,72 0,71 74400 126400 145600 96000 7,48 12,70 13,39 8,07
14,7 16,7 16,1 15,7 15,2 14,9 15,4 16,4 16,7 16,2 16,1 15,8 16,2 16,0 16,3 16,1 16,9 17,5 17,9 16,5 15,6 16,1 16,6 17,0 16,9 16,7 17,0 17,3 16,5 16,5 38,51% 38,45% 37,15% 37,22% 34,52% 38,70% 39,17% 38,46% 38,40% 38,94% 38,64% 41,55% 41,50% 37,69% 38,42%
1.185,3 1.279,2 1.235,3 1.280,0 1.213,5 1.199,3 1.215,7 1.322,5 1.310,0 1.294,8 1.273,5 1.271,7 1.275,5 1.222,2 1.247,5 80,6 76,6 76,6 81,3 79,6 80,3 78,7 80,6 78,6 79,7 79,1 80,7 78,7 76,4 76,5
19,93 20,18 11,6 12,4 12,1 11,8 12,0 11,8 11,1 12,5 13,2 12,5 12,4 12,7 12,7 12,6 12,0
21,2 25,8 25,0 25,3 21,6 21,3 28,1 24,1 20,8 23,2 22,9 19,4 21,9 21,2 26,1 1052,00 1117,67 1035,50 1055,00 997,33 1030,67 1026,33 1040,67 1061,00 1015,33 1029,67 1006,33 983,00 977,20 964,17
2,34 2,67 2,02 1,77 1,52 1,88 2,30 1,40 1,39 1,35 1,51 1,15 1,21 1,39 1,5118,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,17 18,00 18,00 18,00 18,00 19,83 22,8318,00 20,00 18,83 18,00 18,00 18,00 18,00 16,67 17,08 18,00 18,25 19,00 18,00 18,00 18,00
55

10,58 9,86 8,56 8,12 8,16 9,27 9,13 10,12 9,90 9,04 9,65 10,08 8,50 9,35 8,24
9,5 25,8 41,2 44,8 46,5 26,8 21,5 23,0 33,4 38,0 28,7 26,0 49,0 34,7 46,3 987,50 1022,67 956,00 951,00 842,67 865,00 855,67 983,00 978,67 988,00 991,33 947,00 930,25 909,67 915,00
93,3 103,7 111,6 117,2 103,2 93,3 93,7 97,1 98,9 109,3 102,7 94,0 109,5 97,3 111,1 3,4 3,3 2,9 2,9 3,1 3,3 3,4 3,1 3,0 3,1 3,6 3,5 3,5 3,4 3,4 85,4 89,6 90,9 94,1 92,5 91,1 91,4 90,1 92,8 95,7 94,8 95,2 93,7 94,8 93,9
7,78 6,83 6,09 5,78 6,32 6,99 5,99 7,87 7,69 7,12 6,51 6,39 6,77 7,44 5,90 26,5 30,7 28,9 28,9 22,6 24,6 34,4 22,2 22,4 21,3 32,5 36,6 20,3 20,5 28,4
0,66 0,56 0,51 0,46 0,38 0,48 0,65 0,51 0,52 0,44 0,72 0,85 0,42 0,44 0,537,59 7,34 6,29 6,05 6,44 7,13 6,21 7,84 7,57 7,05 6,42 6,26 6,63 7,36 5,85
28,22 25,58 26,55 25,46 21,15 23,09 31,97 22,60 23,58 22,02 33,47 37,86 21,99 21,28 28,991,80 2,32 3,75 2,74 3,25 3,67 2,88 1,94 2,00 1,68 1,77 1,81 1,60 1,79 1,53
90,02% 89,40% 88,46% 89,28% 89,28% 88,78% 89,46% 89,88% 90,58% 90,35% 89,91% 89,82% 90,23% 90,01% 89,83%755,50 802,86 706,42 678,50 647,00 644,25 641,08 797,67 778,67 746,67 770,00 752,33 747,43 759,83 755,33
24,2 14,8 5,0 5,0 5,0 5,0 5,0 20,5 21,9 19,1 19,8 19,4 18,6 20,5 18,512,3 12,5 25,2 29,1 29,3 30,4 28,0 8,8 11,2 9,2 9,8 9,2 9,1 8,8 7,34,2 5,4 4,9 5,1 4,8 4,8 4,8 4,4 4,3 4,4 4,4 4,4 4,2 4,3 4,43,11 2,16 0,82 0,87 0,79 0,72 0,83 2,60 2,85 2,68 3,03 3,04 2,74 2,76 3,14
48,83 39,69 55,33 63,18 63,50 65,83 61,00 38,00 44,23 37,38 39,42 37,75 36,75 38,04 33,1757,27 50,51 65,12 73,38 73,10 75,43 70,68 46,85 52,76 46,08 48,17 46,45 45,05 46,69 41,984,94 4,07 5,39 6,24 6,11 6,42 6,37 3,76 3,99 3,69 3,88 3,66 3,56 3,70 3,49
27/nov 28/nov 29/nov 30/nov 01/dez 03/dez 04/dez 05/dez 07/dez 12/dez 13/dez 14/dez 15/dez 16/dez 17/dez
1,10 1,10 1,10 1,10 1,10 1,10 1,10 1,10 1,10 1,10 1,20 1,20 1,20 1,20 1,20
3000 2925 3012 3124 2820 3004 3095 2769 2681 2675 3081 2980 2766 2993 2732 21,3 20,7 21,4 22,2 20,0 21,3 21,9 19,6 19,0 19,0 21,9 21,1 19,6 21,2 19,4 10,1 9,9 10,8 11,0 10,4 10,5 10,8 9,5 9,4 9,6 10,8 10,1 9,6 10,5 9,5 44,6 43,2 42,3 44,5 38,3 43,4 44,8 40,6 38,4 37,3 44,0 44,3 40,1 42,8 39,5
32,3 30,5 30,6 30,5 30,0 30,3 30,5 30,0 30,3 30,6 33,2 32,5 32,4 32,2 32,7 18,6 18,2 17,9 17,6 17,5 17,7 17,5 17,7 17,4 17,2 17,1 16,8 17,1 16,8 17,0 7,2 6,7 6,5 6,5 6,9 7,1 6,9 7,1 6,9 6,6 6,5 6,3 6,7 6,7 6,9 10,2 10,0 10,2 10,1 10,3 10,3 10,5 10,5 10,5 10,0 10,6 10,0 10,2 10,0 10,0 11,3 11,5 11,4 11,1 10,6 10,6 10,6 10,6 10,6 10,6 10,6 10,5 10,5 10,1 10,1
32,00 30,50 29,50 29,00 26,97 27,96 29,46 27,55 27,77 29,07 28,50 28,10 30,34 28,20 26,7113,41 13,45 13,50 13,57 13,32 13,50 13,45 13,56 13,54 13,54 13,56 13,58 13,55 13,51 13,2016,06 16,65 17,63 18,73 16,92 19,13 19,16 18,47 19,49 19,55 23,03 19,82 20,45 19,18 16,9813,31 13,25 13,01 13,45 13,27 13,45 13,48 13,51 13,51 12,64 13,56 13,50 13,49 13,44 13,1712,60 13,25 14,42 16,31 14,08 15,65 15,73 15,86 17,68 17,30 20,14 17,91 18,76 16,96 14,3213,10 13,11 13,23 13,41 13,23 13,47 13,43 13,43 13,52 13,55 13,52 13,52 13,51 13,43 13,179,14 8,44 10,11 13,73 10,84 12,61 13,09 12,90 14,90 12,52 15,99 14,95 13,71 12,14 10,28
12,95 12,96 13,09 13,38 13,17 13,34 13,39 13,43 13,52 13,49 13,48 13,51 13,41 13,36 13,0915,31% 16,97% 15,63% 16,30% 15,59% 14,56% 16,04% 16,16% 16,13% 13,96% 16,24% 15,43% 15,19% 14,77% 14,48%
4,22 3,19 5,94 6,98 6,85 6,77 7,48 7,69 9,69 7,35 7,99 7,81 9,37 7,42 4,7712,80 12,61 12,87 13,15 13,03 13,18 13,23 13,29 13,39 13,34 13,23 13,31 13,31 13,24 12,88
11,2 11,3 12,7 15,3 12,8 14,4 14,7 14,7 16,6 15,4 18,5 16,7 16,7 15,0 12,7
4,9 4,9 4,9 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 4,9 5,0 5,0 2,5 2,5 2,6 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,4 2,4 2,4 2,4 2,4 5,300 5,300 5,200 5,300 5,2 5,3 5,3 5,3 5,3 5,2 5,3 5,3 5,3 5,3 5,3 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,8 4,8 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,2 3,2 3,2 3,2 3,2 3,2 1,800 1,800 1,866 1,800 2,1 1,9 1,9 1,9 1,9 1,8 1,8 1,8 1,8 1,8 1,8 1,1 1,1 1,1 1,1 1,3 1,2 1,2 1,1 1,2 1,0 1,1 1,2 1,2 1,2 1,1
119,8 118,8 118,9 119,1 118,8 118,9 119,0 119,0 118,8 118,5 118,9 119,1 119,0 119,2 118,9 125,7 125,6 126,0 126,2 125,8 125,9 126,1 125,9 126,0 125,9 126,1 126,0 125,9 126,2 126,1 142,5 142,8 142,8 143,1 142,3 143,4 143,5 142,4 142,5 138,1 141,9 141,4 140,6 141,9 142,6 118,5 121,2 117,5 118,6 119,0 117,0 117,1 116,5 113,7 125,0 114,9 117,1 113,8 115,3 114,8 148,4 148,1 149,0 148,9 148,4 148,3 148,7 147,3 147,1 145,8 146,6 146,7 145,5 147,1 147,9 149,5 150,5 151,1 151,2 151,0 150,8 151,8 150,2 150,2 147,0 149,9 149,8 148,0 149,8 151,2 149,1 148,9 151,3 151,4 150,9 151,1 152,3 150,6 150,2 146,9 150,6 150,3 148,1 150,1 151,8 135,6 137,1 142,8 146,2 147,9 145,8 146,8 147,6 146,2 137,9 145,6 145,8 142,6 143,9 146,8
15,5 15,7 15,7 15,5 14,9 15,7 15,4 17,0 16,0 17,9 15,5 16,0 17,3 16,2 17,6 109,4 112,5 113,3 110,5 102,8 104,2 112,5 112,3 104,6 93,8 87,0 96,8 97,5 100,7 118,5 175,1 175,1 183,6 175,9 165,9 173,6 173,4 170,9 157,7 157,9 146,8 150,4 151,0 155,6 184,6 136,2 154,7 160,0 155,7 150,2 157,0 168,0 162,2 148,7 127,9 144,2 146,1 136,0 144,1 182,1 19,9 28,0 37,9 48,1 55,9 47,6 50,8 61,1 52,9 30,1 46,2 48,3 40,1 40,6 58,3 376,0 369,0 367,0 375,0 360,0 352,0 356,0 359,0 352,0 379,0 331,0 349,0 337,0 324,0 335,0
0,74 0,71 0,66 0,64 0,65 0,65 0,63 0,66 0,64 0,66 0,67 0,65 0,66 0,65 0,66 1756,68 1720,22 912,13 692,31 1316,49 712 12,19 11,91 7,45 6,74 10,09 7,12
15,2 15,6 15,8 15,8 16,1 16,3 16,0 16,0 15,2 16,8 15,0 15,7 15,7 16,8 16,0 16,2 17,3 16,8 16,1 17,2 16,4 15,8 15,5 15,4 17,1 14,9 15,8 15,0 16,5 16,2 40,35% 39,23% 38,26% 40,64% 39,42% 41,15% 41,07% 41,20% 39,88% 40,24% 42,55% 42,56% 42,44% 41,61% 42,21%
1.198,0 1.249,7 1.230,2 1.250,7 1.266,8 1.299,3 1.263,2 1.251,5 1.216,7 1.287,8 1.157,5 1.249,0 1.256,7 1.311,5 1.255,7 78,8 80,1 77,9 79,2 78,7 79,6 79,1 78,0 79,9 76,4 77,1 79,3 79,9 78,1 78,5
22,36 20,58
56

12,1 12,1 12,9 12,1 12,9 11,3 11,2 12,1 11,5 10,7 11,7 11,8 11,2 11,8 11,5 20,3 22,3 18,3 23,1 19,7 30,7 29,8 24,3 24,3 36,4 22,1 25,0 29,0 29,5 28,1
946,33 1027,17 1052,83 1055,33 1068,33 1032,00 1034,00 999,00 955,00 1014,00 992,33 999,33 1032,67 1033,67 1074,001,23 1,56 1,63 1,87 1,60 1,87 2,08 1,54 1,41 2,24 2,01 1,58 2,04 1,78 2,47
21,00 18,73 18,00 18,00 19,50 20,00 20,00 20,00 20,00 19,88 19,33 18,67 18,00 18,00 18,0018,00 18,18 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,13 18,00 18,00 18,00 18,00 18,00
8,09 8,18 8,02 7,44 8,61 7,64 7,64 6,78 7,56 9,40 8,45 8,30 9,56 8,75 8,08
49,8 48,2 60,8 63,1 50,2 48,3 46,7 79,2 52,4 14,0 38,4 42,2 16,9 35,4 42,5 897,00 919,33 969,00 933,33 1041,00 935,67 977,67 962,67 938,67 886,00 883,33 955,00 977,00 1006,33 927,00
110,9 112,4 120,8 125,4 120,9 122,5 128,0 142,1 124,1 94,3 104,5 115,0 102,3 115,0 114,8 3,2 3,3 2,7 2,9 3,1 3,0 3,1 3,2 3,1 3,4 3,4 3,5 4,4 3,5 3,6 92,2 92,7 93,7 95,2 93,6 94,8 94,9 93,5 93,1 84,1 94,3 94,8 93,4 91,9 92,6
6,10 6,64 6,53 6,11 6,49 5,93 6,08 5,66 6,41 6,25 6,80 6,94 6,86 7,06 6,34 24,6 18,8 18,7 17,9 24,6 22,3 20,4 16,4 15,2 33,5 19,5 16,5 28,2 19,4 21,5
0,46 0,36 0,34 0,31 0,52 0,39 0,36 0,28 0,29 0,70 0,38 0,29 0,65 0,36 0,406,04 6,57 6,49 6,03 6,26 5,89 6,02 5,51 6,27 6,23 6,73 6,98 6,61 7,15 6,26
25,36 19,64 19,15 18,99 27,25 22,88 21,11 18,74 17,07 33,73 20,39 15,96 30,84 18,27 22,551,83 1,46 1,61 1,34 1,43 1,30 1,40 1,18 1,49 2,09 1,57 1,77 1,68 1,93 1,93
89,89% 90,09% 89,94% 89,78% 89,59% 90,15% 89,85% 90,29% 89,13% 91,23% 90,44% 89,93% 90,73% 90,29% 90,12%764,50 744,00 790,00 792,17 787,67 767,00 785,50 773,33 787,67 728,67 744,00 759,33 741,00 778,67 785,33
16,9 19,4 18,7 18,4 18,7 18,6 18,1 18,2 15,8 17,7 17,2 17,5 18,8 18,4 14,06,9 6,8 6,8 6,5 7,6 7,7 8,0 6,8 6,5 7,8 6,8 6,6 7,2 6,8 9,74,4 4,3 4,4 4,2 4,1 4,4 4,4 3,9 4,0 4,5 4,3 4,6 4,1 4,8 4,32,77 2,92 2,86 3,02 2,88 3,13 2,98 3,21 2,47 2,83 2,53 2,52 2,74 2,61 2,21
30,76 33,05 32,17 31,42 33,83 33,92 34,08 31,82 28,75 33,20 30,92 30,67 33,18 31,92 33,4739,50 41,69 40,93 39,90 41,97 42,70 42,78 39,70 36,77 42,13 39,54 39,95 41,40 41,45 42,033,26 3,44 3,17 3,29 3,24 3,77 3,82 3,27 3,19 3,93 3,38 3,38 3,71 3,50 3,65
18/dez 19/dez 20/dez 21/dez 22/dez 23/dez 24/dez 25/dez 26/dez 27/dez 28/dez 29/dez 30/dez 31/dez 02/jan
1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20
2629 2707 2994 2846 2837 3097 3128 2868 2905 2971 3124 3043 2742 2812 2735 18,6 19,2 21,2 20,2 20,1 22,0 22,2 20,3 20,6 21,1 22,2 21,6 19,4 19,9 19,4 10,0 9,0 10,3 9,0 10,2 10,9 11,0 9,9 10,4 10,7 11,0 10,7 10,1 9,9 10,2 34,6 40,8 43,8 44,7 39,6 44,3 44,8 41,7 40,7 41,3 44,6 43,5 37,4 40,1 37,0
33,3 30,9 32,0 31,5 31,8 31,5 32,1 32,4 31,9 33,8 33,4 33,9 34,5 32,3 32,5 17,3 17,0 17,0 17,0 17,0 17,1 17,2 17,3 17,0 17,0 17,1 17,0 17,0 17,0 17,2 6,9 6,4 6,7 6,7 6,7 6,8 6,9 7,0 6,4 6,4 6,5 6,4 6,3 6,4 6,6 10,1 10,1 10,1 10,0 10,0 10,0 10,0 10,0 10,0 10,2 10,1 10,0 10,1 10,0 10,0 10,4 10,6 10,3 10,4 10,3 10,3 10,3 10,3 10,6 10,6 10,6 10,6 10,7 10,6 10,6
26,57 25,74 25,95 29,09 28,24 26,66 27,48 27,41 26,84 27,24 28,23 28,21 26,78 27,51 27,8113,35 13,41 13,41 13,33 13,57 13,44 13,42 13,45 13,71 13,30 13,56 13,51 13,47 13,60 13,5016,76 21,37 20,06 17,38 17,48 16,52 17,14 11,89 16,13 17,21 18,93 17,18 17,21 18,96 18,6013,31 13,41 13,45 13,30 13,52 13,39 13,37 8,98 13,59 13,26 13,52 13,46 13,38 13,54 13,4913,91 20,02 17,85 13,73 13,95 12,93 12,45 10,56 12,30 14,53 15,30 14,30 13,99 15,68 15,9813,27 13,42 13,39 13,25 13,46 13,37 13,32 8,98 13,47 13,26 13,48 13,38 13,30 13,48 13,469,65 15,57 14,32 8,36 11,17 10,41 11,06 7,49 10,33 9,96 11,04 10,00 10,07 11,15 12,81
13,16 13,37 13,35 13,09 13,37 13,26 13,29 8,87 13,41 13,23 13,39 13,26 13,24 13,41 13,4014,00% 14,19% 15,85% 16,69% 16,50% 16,40% 16,72% 16,04% 16,00% 16,00% 16,26% 15,63% 16,16% 15,86% 14,26%
6,52 7,89 6,65 5,39 6,64 6,06 4,49 3,85 4,36 3,17 5,84 5,29 5,18 5,56 7,4513,02 13,21 13,12 12,94 13,11 13,01 12,92 8,74 12,99 12,79 13,14 13,05 12,91 13,10 13,28
12,2 18,2 16,4 11,6 12,8 11,9 11,9 9,3 11,5 12,7 13,6 12,6 12,4 13,9 14,7
5,0 4,9 5,0 5,0 4,9 5,0 5,0 5,0 5,0 4,9 4,9 5,0 5,1 5,0 5,0 2,4 2,4 2,4 2,4 2,5 2,4 2,4 2,4 2,4 2,4 2,5 2,5 2,5 2,4 2,4 5,3 5,2 5,2 5,3 5,3 5,3 5,4 5,3 5,3 5,2 5,2 5,2 5,2 5,3 5,3 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,8 4,8 4,8 4,8 4,9 4,9 3,2 3,2 3,2 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,3 3,2 3,2 2,0 1,9 1,8 1,8 1,8 1,9 1,9 1,9 1,9 1,8 1,8 1,9 1,9 1,9 1,9 1,1 1,2 1,2 1,1 1,1 1,2 1,1 1,2 1,2 1,2 1,2 1,3 1,2 1,2 1,1
119,1 118,3 118,9 119,0 118,9 119,0 118,2 118,0 118,1 117,5 118,2 118,8 117,8 117,7 117,9 126,0 125,8 126,1 126,3 126,2 126,0 126,1 126,0 125,9 125,1 126,3 126,3 125,6 125,9 126,0 142,4 142,5 144,9 143,2 144,0 144,1 144,4 143,7 144,0 144,3 145,2 144,0 143,6 143,0 143,2 112,8 109,7 121,3 124,3 118,7 118,8 119,6 115,7 114,3 118,0 117,5 115,3 116,0 112,8 110,6 148,8 147,7 151,1 149,5 149,9 150,4 150,8 149,8 150,0 150,2 150,8 150,3 149,3 148,9 148,8 151,3 151,3 154,3 152,3 151,1 152,7 153,6 152,3 152,8 153,1 153,3 152,9 151,3 151,9 150,7 151,8 149,8 145,9 148,8 151,4 153,2 154,1 153,1 153,0 154,3 153,8 153,7 152,3 152,7 151,0 147,5 134,6 147,0 144,8 146,3 149,6 148,8 149,0 148,1 148,1 148,0 150,0 147,8 148,6 145,9
17,9 20,9 16,1 17,4 17,2 15,4 15,2 16,5 16,0 17,1 14,3 16,0 16,7 16,7 17,5 125,7 127,9 138,1 126,0 133,6 125,1 127,8 129,4 130,2 151,3 121,5 126,5 135,4 122,6 127,6 204,5 198,0 223,2 205,2 212,6 203,0 208,4 208,2 208,2 242,4 191,2 205,5 218,1 196,3 201,6 187,4 186,0 146,5 163,0 172,5 181,5 178,2 192,7 192,5 236,2 174,4 191,2 190,6 190,2 171,9 63,1 24,6 53,5 51,6 59,5 65,6 61,0 66,8 61,5 73,3 52,0 69,0 65,5 65,7 54,2 382,0 395,0 380,0 365,0 375,0 358,0 346,0 347,0 349,0 358,0 375,0 371,0 369,0 367,0 373,0
0,67 0,68 0,63 0,61 0,65 0,64 0,64 0,66 0,67 0,65 0,68 0,67 0,67 0,69 0,68
57

15,1 14,5 15,1 16,0 15,7 16,0 16,4 16,4 16,3 16,0 15,0 15,3 15,5 15,5 15,0 15,2 14,4 15,7 15,7 15,8 16,2 16,4 16,3 16,6 16,4 14,8 15,4 15,4 15,1 15,9 39,02% 41,71% 42,00% 42,77% 43,37% 41,86% 40,34% 39,94% 41,57% 42,32% 43,04% 42,52% 42,27% 42,21% 42,30%
1.206,6 1.170,3 1.169,0 1.248,0 1.261,0 1.306,0 1.305,8 1.292,3 1.320,3 1.331,5 1.218,2 1.264,2 1.293,8 1.230,8 1.230,0 79,9 80,4 77,4 77,8 80,2 81,5 79,4 78,6 81,2 83,1 81,0 82,7 83,7 79,6 82,0
23,83 11,6 11,3 11,5 11,6 12,1 12,1 12,5 12,1 12,0 12,1 10,8 11,3 11,0 11,2 11,7
23,4 22,5 23,5 28,0 23,0 24,8 24,1 26,7 26,4 24,5 28,0 26,3 29,1 27,8 22,1 1025,33 1044,00 1011,33 1019,00 1055,67 1080,33 1094,67 1078,00 1073,33 1114,67 959,50 1054,33 1027,00 937,00 1034,00
1,95 2,59 2,25 1,96 1,76 1,76 1,87 2,05 1,74 1,81 1,63 1,92 1,69 1,46 1,6918,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,0018,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00
8,19 7,60 9,48 9,38 8,93 9,06 8,76 8,17 8,20 8,72 7,54 8,44 7,88 8,17 7,88
41,3 48,4 21,8 23,2 35,5 33,0 42,4 47,4 46,0 38,7 43,6 33,4 39,1 36,6 48,2 947,50 864,00 830,00 833,33 988,50 987,67 997,00 1018,67 1033,00 1015,67 898,67 991,67 959,67 891,67 988,33
115,8 113,7 87,5 88,9 110,7 109,0 113,8 124,6 126,0 116,4 119,2 117,4 121,8 109,1 125,4 3,5 3,7 3,7 3,5 3,1 3,3 3,3 3,4 3,3 3,6 3,3 3,3 3,4 3,4 3,5 93,9 89,0 88,0 84,9 91,1 92,8 95,0 94,7 93,8 95,1 91,6 94,8 93,3 90,4 94,8
6,17 5,37 6,73 6,34 6,24 5,91 6,52 6,07 6,23 6,64 5,40 6,54 6,44 6,05 5,32 24,6 29,3 29,1 32,4 30,1 34,8 25,6 25,8 24,0 23,9 28,4 22,6 18,3 26,0 32,6
0,43 0,49 0,61 0,66 0,60 0,75 0,56 0,47 0,51 0,55 0,53 0,53 0,41 0,58 0,656,24 5,41 6,72 6,42 6,21 5,70 6,26 6,05 5,89 6,27 5,17 6,07 6,05 5,54 4,96
23,81 28,78 29,10 31,54 30,47 37,06 28,58 26,02 28,09 28,12 31,37 28,07 23,20 32,13 37,082,65 1,91 3,84 3,44 1,60 1,30 1,76 1,79 2,13 1,77 1,53 1,78 1,76 1,14 1,76
89,67% 90,69% 89,30% 89,34% 90,52% 90,93% 89,82% 89,77% 89,65% 90,41% 90,25% 90,31% 89,77% 90,76% 89,76%738,43 643,08 662,33 676,33 766,17 786,67 785,00 778,67 796,00 769,67 714,00 785,17 778,33 724,83 778,00
11,6 5,0 5,0 7,5 14,9 13,5 13,0 14,2 14,8 17,8 16,5 18,0 18,2 16,9 15,119,0 18,2 21,6 16,6 5,8 5,5 6,1 6,5 6,6 9,2 6,3 7,0 7,2 7,1 5,74,6 4,6 4,5 4,6 4,4 4,2 4,0 4,5 3,9 3,8 4,1 3,6 3,5 3,6 4,01,88 0,93 0,74 1,18 2,39 2,29 1,99 2,34 2,37 2,67 3,06 2,75 2,83 2,79 2,84
49,58 41,40 48,29 40,73 26,41 24,62 25,17 27,09 27,98 36,11 29,00 32,00 32,69 31,10 26,4258,87 50,56 57,27 49,98 35,30 33,07 33,23 36,01 35,68 43,75 37,15 39,23 39,78 38,38 34,325,09 4,48 4,96 4,33 2,92 2,74 2,66 2,99 2,98 3,62 3,43 3,48 3,63 3,44 2,94
03/jan 04/jan 05/jan 06/jan 07/jan 08/jan 09/jan 10/jan 11/jan 12/jan 13/jan 14/jan 15/jan
1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20 1,20
3127 2713 3136 3068 3210 3009 2678 2930 3117 3198 3199 3267 3277 22,2 19,2 22,2 21,8 22,8 21,3 19,0 20,8 22,1 22,7 22,7 23,2 23,2 11,0 9,3 11,0 10,8 11,3 10,8 9,6 10,4 11,0 11,5 11,5 11,5 11,5 44,7 39,6 44,8 44,0 45,9 42,2 37,5 41,6 44,2 44,8 44,7 46,7 47,0
33,5 33,4 33,7 32,4 33,0 32,4 32,9 32,3 32,1 30,7 32,1 32,7 32,0 17,2 17,4 17,1 16,9 17,1 17,3 16,9 17,0 17,2 17,0 17,1 17,0 17,1 6,6 6,8 6,6 6,4 6,6 6,7 6,3 6,4 6,6 6,4 6,5 6,4 6,6 10,0 10,0 10,0 10,1 10,0 10,0 10,0 10,0 10,0 10,0 10,0 10,0 10,0 10,6 10,6 10,5 10,5 10,6 10,6 10,6 10,6 10,6 10,6 10,6 10,6 10,5
28,17 29,18 28,38 27,90 27,74 27,57 26,75 27,35 26,84 27,98 28,07 28,38 26,8013,49 13,32 13,38 13,39 13,58 13,41 13,40 13,46 13,37 13,26 13,36 13,24 13,2517,78 19,20 18,59 18,72 17,18 16,63 16,49 17,39 16,65 17,51 18,23 18,82 16,7113,42 13,27 13,32 13,29 13,50 13,36 13,32 13,40 13,25 13,20 13,29 13,22 13,1914,79 15,35 15,62 15,28 14,02 13,96 14,42 15,21 13,71 14,43 15,08 15,11 15,7813,40 13,22 13,29 13,26 13,45 13,32 13,27 13,40 13,19 13,17 13,24 13,26 13,2310,90 12,19 11,43 12,75 11,72 11,06 10,81 11,36 11,88 10,95 11,28 13,82 13,6313,29 13,19 13,22 13,19 13,34 13,26 13,25 13,32 13,16 13,08 13,15 13,17 13,27
15,88% 16,21% 15,56% 16,43% 16,31% 16,16% 15,95% 15,30% 16,94% 16,19% 16,22% 16,72% 16,20%6,37 6,31 6,54 6,87 6,20 5,93 4,81 4,97 5,26 4,90 5,61 6,30 5,98
13,12 12,99 13,05 13,06 13,18 13,05 12,95 13,06 12,87 12,88 12,94 13,01 12,90 13,2 14,1 13,9 14,3 13,1 12,8 13,0 13,7 13,0 13,0 13,6 14,6 14,9
5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 2,4 2,4 2,4 2,4 2,5 2,4 2,4 2,5 2,4 2,4 2,4 2,4 2,5 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 5,3 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 4,9 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,3 3,3 3,3 3,3 3,3 1,8 1,9 1,8 1,9 1,8 1,9 1,9 1,9 1,9 1,8 1,8 2,0 1,8 1,3 1,2 1,3 1,2 1,2 1,2 1,2 1,2 1,2 1,1 1,1 1,2 1,1
118,0 117,8 117,9 117,6 118,0 117,9 117,9 118,1 117,9 117,7 117,9 118,0 117,7 125,9 126,0 126,0 126,0 126,3 126,1 126,1 126,0 126,0 126,1 126,1 126,1 126,0 144,3 142,3 143,5 142,2 143,6 143,4 142,2 143,7 144,2 143,4 143,6 144,0 143,2 115,2 110,8 115,1 114,1 114,8 114,8 111,9 113,5 116,2 114,6 115,3 116,2 115,4 150,3 147,5 149,3 148,1 149,0 148,8 147,7 149,3 150,1 149,2 149,0 149,6 148,9 152,6 149,8 151,3 150,5 151,1 151,2 149,6 151,0 151,8 151,2 151,3 151,2 151,1 152,7 150,6 151,8 150,8 152,0 151,8 150,0 151,4 152,0 151,8 151,6 151,7 151,5 147,3 146,0 147,9 146,2 145,8 147,0 145,0 147,8 146,8 145,3 144,8 144,4 143,3
15,0 17,6 15,1 15,4 15,2 15,9 18,0 16,2 15,1 14,8 14,9 14,6 14,3 123,7 115,5 96,8 104,3 110,5 116,1 117,7 122,9 123,0 110,8 110,6 113,7 105,6 197,9 179,8 180,4 166,2 172,3 181,5 185,2 193,3 195,4 175,3 172,5 178,4 167,7
58

175,0 164,1 159,0 149,5 154,9 165,1 162,0 165,0 164,2 154,0 153,4 150,4 148,3 53,1 54,9 55,9 48,6 44,9 54,0 50,5 59,2 51,0 43,1 40,9 39,3 35,2 378,0 356,0 377,0 379,0 354,0 357,0 342,0 364,0 368,0 358,0 354,0 376,0 351,0
0,67 0,66 0,67 0,65 0,64 0,64 0,65 0,64 0,65 0,65 0,64 0,65 0,64 1200,23 1316,67 1451,69 1233,91 11,01 10,34 8,67 8,98
15,4 16,0 15,4 15,4 16,3 16,2 16,5 15,8 15,4 15,9 15,9 15,2 15,9 15,6 16,5 15,6 15,2 16,0 16,1 16,2 15,5 15,2 15,3 15,3 14,6 15,8 42,47% 41,49% 42,37% 43,75% 41,35% 43,06% 42,04% 42,46% 41,87% 41,43% 41,02% 42,79% 41,68%
1.272,5 1.321,7 1.273,8 1.289,7 1.308,3 1.310,7 1.342,8 1.302,8 1.254,2 1.249,0 1.288,5 1.242,7 1.304,0 82,6 82,7 82,5 83,7 80,2 80,9 81,4 82,2 81,3 78,7 81,3 81,5 82,1
21,50 15,35 12,1 11,3 12,1 10,7 11,6 12,5 11,8 11,0 11,6 10,9 11,3 11,5 11,6
21,6 29,6 21,8 30,6 29,0 22,9 28,3 30,3 24,9 31,2 29,0 24,6 27,0 1010,67 1029,67 1062,00 1029,67 1055,33 1095,33 1068,00 1015,00 996,67 1015,00 1022,67 1040,00 1031,33
1,27 1,62 1,59 1,81 1,87 1,72 1,70 1,67 1,49 2,12 1,73 1,85 1,5718,00 18,00 18,00 18,00 18,00 18,00 18,58 18,08 18,00 18,00 18,00 18 1818,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00 18,00
7,83 7,76 8,59 7,77 7,94 8,56 8,62 7,42 7,50 7,48 7,86 7,96 7,14
54,2 45,0 40,7 37,6 45,9 45,9 37,3 48,8 54,6 45,9 43,3 44,5 62,6 938,00 964,00 953,33 944,33 997,67 939,33 1001,33 935,33 904,00 892,67 899,67 948,00 919,33
119,8 124,2 111,0 121,5 125,6 109,7 116,2 126,0 120,6 119,3 114,5 119,1 128,8 3,5 3,5 3,5 3,4 3,6 3,7 3,6 3,6 3,6 3,7 3,3 2,5 2,8 94,3 94,8 93,6 94,8 94,6 94,1 94,9 92,8 92,2 94,3 94,2 95,0 94,6
5,62 5,25 6,08 5,63 5,75 5,85 5,76 4,37 5,08 4,74 5,13 5,73 4,69 28,2 32,3 29,2 27,6 27,6 31,7 33,2 41,2 32,3 36,7 34,7 28,1 34,4
0,51 0,59 0,65 0,56 0,61 0,62 0,68 0,66 0,54 0,61 0,69 0,62 0,685,51 5,10 5,66 5,23 5,22 5,77 5,55 4,46 5,05 4,71 4,75 5,18 4,09
29,59 34,30 34,08 32,69 34,30 32,65 35,54 39,87 32,59 37,00 39,49 34,91 42,651,76 1,45 1,51 1,50 1,58 2,10 1,60 1,97 2,22 2,14 1,62 1,33 1,18
89,90% 89,69% 89,45% 89,86% 89,83% 89,94% 89,58% 88,86% 89,11% 88,91% 89,55% 90,29% 89,86%788,74 777,33 767,50 771,33 778,67 756,67 793,83 713,82 672,69 695,25 734,22 766,83 751,67
15,4 15,5 17,5 16,8 15,7 14,7 16,3 5,5 5,0 5,0 16,0 19,5 16,65,8 5,4 6,9 6,8 8,4 10,1 8,3 19,8 20,7 20,6 12,1 8,0 7,44,3 4,2 3,9 3,8 3,6 4,4 4,2 4,7 4,5 4,5 4,0 3,6 3,62,74 2,95 2,88 2,99 2,72 2,51 2,84 1,26 0,98 1,06 3,12 3,41 3,54
26,96 26,33 31,33 30,33 32,50 34,98 33,00 45,00 46,38 46,23 40,15 35,62 31,4235,54 34,82 39,05 37,93 39,73 43,71 41,40 54,30 55,29 55,15 48,05 42,86 38,672,94 3,09 3,23 3,55 3,43 3,50 3,50 4,92 4,77 5,05 4,27 3,73 3,33
59