ESCOLA DE ENGENHARIA DE LORENA UNIVERSIDADE DE...
73
ESCOLA DE ENGENHARIA DE LORENA UNIVERSIDADE DE SÃO PAULO Gestão de operações: melhoria dos processos produtivos utilizando ferramenta de custeio em laticínios. Tiago Siqueira Tavares Orientador: Prof. Gerônimo Virgínio Tagliaferro Lorena – SP 2013
Transcript of ESCOLA DE ENGENHARIA DE LORENA UNIVERSIDADE DE...

ESCOLA DE ENGENHARIA DE LORENA
UNIVERSIDADE DE SÃO PAULO
Gestão de operações: melhoria dos processos produtivos utilizando
ferramenta de custeio em laticínios.
Tiago Siqueira Tavares
Orientador: Prof. Gerônimo Virgínio Tagliaferro
Lorena – SP
2013
1
TIAGO SIQUEIRA TAVARES
Gestão de operações: melhoria dos processos produtivos utilizando
ferramenta de custeio em laticínios.
Trabalho de conclusão de curso II
apresentado à Escola de Engenharia de
Lorena da Universidade de São Paulo
como requisito para a conclusão da
graduação
Orientador: Prof. Gerônimo Virgínio
Tagliaferro
Lorena – SP
2013

2
ADRADECIMENTOS
Agradeço em primeiro lugar a Deus que iluminou o meu caminho durante esta
caminhada.
À Universidade de São Paulo, por ter oferecido as condições necessárias para
que eu pudesse concluir o meu curso.
Aos meus pais, Américo e Silvia, que, com muito carinho e apoio, não mediram
esforços para que eu chegasse até esta etapa de minha vida. Reconheço e
admiro todo empenho e motivação dada principalmente na realização deste
trabalho.
Aos meus professores, pela capacitação que me foi concedida durante todo o
curso.
Ao Rômulo Rocha, que me ensinou na pratica tudo que sei em relação ao tema
proposto.
Ao Prof. Gerônimo, pela atenção e apoio durante o processo de orientação deste
trabalho.
A todos, meu muito obrigado!

3
RESUMO
O presente trabalho busca interagir a área de custo com a área industrial a
fim de gerar informações confiáveis que darão suporte para o rumo estratégico
pretendido pela empresa. Sabendo que a área de custos é comumente mais
abordada em cursos de administração e contabilidade, a falta de conhecimentos
específicos inerentes do processo industrial pode resultar na formação errada dos
custos. Para a formação dos custos de cada produto o método utilizado baseou-
se no custeio direto ou variável que traz conceitos de margem de contribuição e
ponto de equilíbrio. Sendo assim, para a determinação da margem de
contribuição faz-se necessário a separação dos custos em variáveis e fixos. É
justamente neste momento que os conhecimentos específicos do processo de
fabricação farão a diferença, pois para gerar parâmetros que permitam alocar
gastos como energia, combustível e outros a cada produto, é necessário ter
conhecimentos que estão mais atrelados a área da engenharia. Dada a
importância de se conhecer os custos esta monografia, primeiramente,
apresentará os conhecimentos necessários que são base para o estudo de caso
apresentado posteriormente. Ao final desse estudo haverá dados para visualizar a
situação em que se encontra a empresa e capacidade para avaliar melhorias que
resultarão na maximização dos lucros.

4
ABSTRACT
The present study attempts to link the cost area with the industrial one in
order to generate reliable information that will support the strategic direction aimed
by the company. Since the cost area is most commonly related to administration
and accounting courses, the lack of specific knowledge inherent with the
manufacturing process can result in incorrect cost formation. For the cost forming
for each product, the used method was based on either direct or variable cost that
brings contribution margin and breakeven concepts. Therefore, for the
determination of the contribution margin is necessary to separate the variable and
fixed costs. It is precisely at this point that the expertise of the manufacturing
process will make the difference as to generate parameters to allocate costs such
as energy, fuel, etc., for every product, it is required to have knowledges that are
more related to the engineering field. Given the importance of knowing the costs,
this monograph, introduces the necessary knowledge which will be the basis for
the study of case presented later. At the end of the study the engineer will be able
to feel the real situation in which the company currently is, as well the ability to
evaluate the improvements which will result in better profit margins.

5
LISTA DE TABELAS
Tabela 1 - Estratégias extremas: vantagens e desvantagens. .............................. 31
Tabela 2 – Vantagens e desvantagens de uma estratégia de ajuste de estoques.
.............................................................................................................................. 32
Tabela 3 - Capacidade produtiva mês. ................................................................. 40
Tabela 4 - Capacidade de produção do leite UHT ................................................ 41
Tabela 5 - Capacidade de produção do creme de leite ......................................... 42
Tabela 6 - Capacidade de produção do iogurte .................................................... 42
Tabela 7 - Demanda de produção ......................................................................... 43
Tabela 8 - Gastos gerais de fabricação. ............................................................... 43
Tabela 9 - Comparativo entre produção ideal e situação real da unidade fabril.... 44
Tabela 10 - Rateio dos custos indiretos em função da demanda total .................. 45
Tabela 11 - Demonstração do resultado da empresa no período ......................... 46
Tabela 12 - Análise do ponto de equilíbrio ............................................................ 46
Tabela 13 - Ciclo 220 toneladas UHT integral....................................................... 48
Tabela 14 - Ciclo 60 toneladas UHT integral......................................................... 48
Tabela 15 - Ciclo de 31,3 toneladas de Creme de leite ........................................ 49
Tabela 16 - Ciclo de 5,3 toneladas de Creme de leite .......................................... 49
Tabela 17 - Ciclo de 50 toneladas de iogurte polpa .............................................. 50
Tabela 18 - Calculo do consumo de energia em CIP para o leite UHT ................. 50
Tabela 19 - Calculo do consumo de energia em CIP para o creme de leite ......... 51
Tabela 20 - Calculo do consumo de energia em CIP para o iogurte ..................... 52
Tabela 21 - Custo com produtos químicos para o leite UHT ................................. 53
Tabela 22 - Custo com produtos químicos para o creme de leite ......................... 54
Tabela 23 - Custo com produtos químicos para o iogurte ..................................... 54
Tabela 24 - Variação de temperatura em cada equipamento ............................... 55
Tabela 25 - Cálculo da quantidade de calor (Q) .................................................... 56
Tabela 26 – Calores específicos de gás ideal para diversos gases comuns. ....... 57
Tabela 27 - Custo de combustível por linha. ......................................................... 60
Tabela 28 - Custo de óleo por CIP em cada equipamento. .................................. 61
Tabela 29 - Custo de óleo total por linha de processo. ......................................... 61
Tabela 30 - Gasto de óleo por CIP. ....................................................................... 62

6
Tabela 31 - Gasto de óleo total para silos, tubulações, tanques e carretas. ......... 62
Tabela 32 - Gastos gerais de fabricação caso 2 ................................................... 63
Tabela 33 - Rateio dos custos indiretos em função da demanda total caso 2 ...... 63
Tabela 34 - Demonstração do resultado da empresa no período caso 2 .............. 64
Tabela 35 - Análise do ponto de equilíbrio caso 2. ............................................... 64
Tabela 36 - Demanda de produção caso 2. .......................................................... 66
Tabela 37 – Gastos gerais de fabricação caso 3. ................................................. 66
Tabela 38 - Rateio dos custos indiretos em função da demanda total caso 3. ..... 67
Tabela 38 - Demonstração do resultado da empresa no período caso 3. ............. 67
Tabela 40 - Análise do ponto de equilíbrio caso 3. ............................................... 67

7
LISTA DE ABREVIAÇÕES
SCM – Supply chain management
CIP – Clean in place (limpeza no local)
MG – Matéria gorda
PCP – Planejamento e controle da produção

8
LISTA DE FIGURAS
Figura 1 - O ponto de equilíbrio e os incrementos de capacidade. ....................... 32
Figura 2 - Fluxograma para a linha de processo do leite UHT .............................. 37
Figura 3 - Fluxograma para a linha de processo do creme de leite ...................... 38
Figura 4 - Fluxograma para a linha de processo do iogurte .................................. 39

9
LISTA DE EQUAÇÕES
Equação 1 – Margem de Contribuição. ................................................................. 19
Equação 2 – Ponto de equilíbrio. .......................................................................... 20
Equação 3 – Quantidade de calor ......................................................................... 34
Equação 4 – Balanço de energia .......................................................................... 34
Equação 5 – Calor de transformação .................................................................... 34
Equação 6 – Vazão de combustível por hora em uma caldeira ............................ 35
Equação 7 – Quantidade de limpezas no local (CIP) por ciclo de produção ......... 52
Equação 8 – Custo de limpeza em cada area ou equipamento ............................ 52
Equação 9 – Consumo de combustível por hora. ................................................. 55
Equação 10 - O calor especifico do vapor d’agua ................................................. 57
Equação 11 – Cálculo da quantidade de vapor: Pasteurizador de leite UHT
integral. ................................................................................................................. 58
Equação 12 - Quantidade de vapor: Esterilizador de leite .................................... 58
Equação 13 - Quantidade de vapor: Pasteurizador creme de leite 20%MG ......... 58
Equação 14 - - Quantidade de vapor: Esterilizador de creme de leite .................. 59
Equação 15 - Quantidade de vapor: Pasteurizador de leite destinado ao iogurte. 59
Equação 16 - 2º Pasteurizador de leite destinado ao iogurte ................................ 59

10
SUMÁRIO
ADRADECIMENTOS .............................................................................................. 2
RESUMO ................................................................................................................ 3
ABSTRACT ............................................................................................................. 4
LISTA DE TABELAS ............................................................................................... 5
LISTA DE ABREVIAÇÕES...................................................................................... 7
LISTA DE FIGURAS ............................................................................................... 8
LISTA DE EQUAÇÕES ........................................................................................... 9
1 INTRODUÇÃO ............................................................................................... 12
2 CUSTOS ......................................................................................................... 13
2.1 Terminologias .............................................................................................. 14
2.2 Custeio Direto (Variável) ............................................................................. 17
3 GESTÃO DA PRODUÇÃO E OPERAÇÕES .................................................. 21
3.1 Objetivo e estratégias da produção ............................................................. 25
3.2 Planejamento e controle da produção ......................................................... 28
3.3 Gestão da capacidade produtiva ................................................................. 29
4 TERMODINÂMICA ......................................................................................... 33
4.1 Taxa de produção de vapor em caldeira em função do combustível .......... 34
5 ESTUDO DE CASO: MELHORIA DE PROCESSOS UTILIZANDO A
FERRAMENTA DE CUSTEIO ............................................................................... 36
5.1 Processos Industriais .................................................................................. 36
5.1.1 Leite UHT .................................................................................... 36
5.1.2 Creme de Leite ........................................................................... 37
5.1.3 Iogurtes ....................................................................................... 38
5.2 Característica da empresa .......................................................................... 40
5.3 Metodologia de Custeio Variável ................................................................. 44

11
5.3.1 Caso 1: Formação dos custos sem o mapeamento dos processos
industriais 45
5.3.2 Caso 2: Formação dos custos com o mapeamento dos processos
industriais 47
5.3.3 Caso 3: Melhoria dos processos produtivos e formação dos
custos 65
6 CONCLUSÃO ................................................................................................. 69
7 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................... 70

12
1 INTRODUÇÃO
Vivemos em mundo em que a quantidade de informações cresce,
absurdamente, a cada dia de forma que as empresas que atentam para tais
mudanças e se organizam afim de acompanhar tal fluxo atenuam as ameaças de
mundo cada vez mais competitivo.
A eficaz gestão destas informações afetam diretamente as decisões
estratégicas. Uma empresa que não possui controle de seus eventos está
destinada a mergulhar em um futuro incerto fundamentado em tomadas
estratégicas sem base para suportá-las.
No setor industrial lácteo, as empresas, em sua maioria, ainda se encontram
defasadas em relação a todo este processo. Entretanto a produção leiteira vem
aumentando ao mesmo passo que a preocupação com a qualidade final do
produto, sustentando apostas dos principais especialistas do setor, que acreditam
na autossuficiência do Brasil em lácteos (REZENDE, SANTOS E COSTA, p.69-
92)
Infelizmente, mesmo com todas as ferramentas disponíveis, ainda existe
uma grande deficiência no que diz respeito ao setor de custos, visto que muitas
empresas não dão a devida importância a boa gestão de custos e desconhecem
seu impacto (REZENDE, SANTOS E COSTA, p.69-92).
Portanto o objetivo desta monografia é demonstrar a importância da
integração das áreas de custos e industrial para a melhoria dos processos
produtivos. Desta forma, será utilizado método de custeio variável aliado a
diversos conceitos da administração da produção e conceitos específicos para a
formação e compreensão dos custos com o intuito de achar pontos de melhoria,
visando a maior produtividade. Desta forma, será utilizado método de custeio
variável como ferramenta para a formação dos custos aliado a diversos conceitos
inerentes da administração da produção, termodinâmica e dos processos
industriais que possibilitarão melhor entendimento dos gastos gerais de
fabricação, visando buscar melhorias que acarretem em maior produtividade.
A indústria de laticínios possui inúmeros bens de consumo, bem como,
diferentes processos de fabricação e equipamentos. Portanto, nesta monografia o

13
foco será destinado a uma empresa que fabrica leite UHT, iogurte e creme de
leite.
2 CUSTOS
A contabilidade de custos é o ramo da contabilidade que se destina a
produzir informações para diversos níveis gerenciais de uma entidade, como
auxílio às funções de determinação de desempenho, e de planejamento e
controle das operações e de tomada de decisões.
A contabilidade de custos coleta, classifica e registra os dados operacionais
das diversas atividades da entidade, denominados de dados internos, bem como,
algumas vezes, coleta e organiza dados externos. Os dados coletados podem ser
tanto monetários como físicos. Exemplos de dados físicos operacionais: unidades
produzidas, horas trabalhadas, quantidade de requisições de materiais e de
ordens de produção, entre outros.
A contabilidade de custos requer a existência de métodos de custeio para
que, ao final do processo, seja possível obter-se o valor a ser atribuído ao objeto
de estudo.
Segundo Beuren (1998), a operacionalização adequada de um sistema de
custeio pode encontrar ampla aplicação nas empresas. Ressalta-se que a
utilização efetiva de um sistema de custeio não se limita apenas à sua
importância na avaliação de estoques, é também um instrumento de suporte
voltado ao fornecimento de subsídios importantes à avaliação de desempenho
dos gestores, taxa de retorno nas decisões de investimentos e formação de preço
de venda.
Leoni (1996) define o método de custeio como sendo formas de apuração
dos valores de custos dos bens, mercadorias ou serviços das entidades públicas
ou privadas, que tem como função determinar o modo de como será atribuído
custo aos produtos.
Para Crepaldi (2002) existem dois métodos básicos de custeio: custeio por
Absorção e custeio Variável ou Direto, eles podem ser usados com qualquer
sistema de acumulação de custos.
Os principais métodos de custeio são:

14
• Custeio por absorção;
• Custeio variável ou direto;
• Custeio ABC – ActivityBasedCosting.
O desenvolvimento da Contabilidade de Custos recebeu seu maior impulso
quando da Revolução Industrial, a ponto de gerar um novo campo de aplicação
conhecido como Contabilidade Industrial. A partir desse evento, a contabilidade
passou de seu foco principal que era a avaliação de estoques, para as diferentes
técnicas de custeio. No século XX começaram a surgir as teorias e técnicas de
gestão contábil na Europa e posteriormente nos Estados Unidos. Passou-se a
questionar o que muitos autores chamavam de contabilidade tradicional de
custos, basicamente as técnicas centradas na realocação de custos indiretos
(rateios do CIF). As novas propostas formariam a maior parte do escopo atribuído
a vertente da Contabilidade Gerencial, Controladoria Contábil (integração de
Orçamento e Contabilidade) e Contabilidade Estratégica (integração de
orçamentos plurianuais e contabilidade, havendo também propostas múltiplas que
buscam identificar e sistematizar tendências gerenciais de longo prazo)
(BEUREN, 1993).
2.1 Terminologias
A contabilidade de custos utiliza-se de terminologias específicas, algumas
genéricas (como gastos, perdas) e outras específicas (como custos e despesas).
Especialmente importante é a diferenciação entre custos e despesas, pois
os custos são incorporados aos produtos (estoques), ao passo que as despesas
são levadas diretamente ao resultado do exercício.
Gasto
Todo sacrifício financeiro que implique desembolso imediato ou futuro de
recursos (capital) da empresa é considerado um gasto.
O gasto pode ser um investimento, custo ou despesa (MARTINS, 2003).
15
Investimento
São gastos ativados (classificados no ativo), que gerarão suporte
tecnológico, estrutural e operacional, em função da utilidade futura de bens ou
serviços obtidos. Exemplo: aquisição de máquinas e equipamentos, móveis,
ferramentas, etc. (MARTINS, 2003).
Custo
Custo é um gasto relativo ao bem ou serviço utilizado na produção de outros
bens ou serviços.
Exemplos:
• Matéria prima utilizada na formação do produto.
• Mão de obra utilizada na execução de serviços, numa empresa do
ramo serviços.
• Gastos gerais de manutenção de equipamentos utilizados na
produção.
De acordo com a NPC 2 do IBRACON, “Custo é a soma dos gastos
incorridos e necessários para a aquisição, conversão e outros procedimentos
necessários para trazer os estoques à sua condição e localização atuais, e
compreende todos os gastos incorridos na sua aquisição ou produção, de modo a
colocá-los em condições de serem vendidos, transformados, utilizados na
elaboração de produtos ou na prestação de serviços que façam parte do objeto
social da entidade, ou realizados de qualquer outra forma” (MARTINS, 2003).
Despesa
Todos os bens ou serviços consumidos na manutenção de atividades
operacionais e na obtenção de receitas, não vinculadas á produção de bens e
serviços, como por exemplo, comissão de representante sobre as vendas
efetuadas, folha de pagamento do pessoal administrativo (contabilidade, finanças,
vendas), depreciação de bens utilizados nas áreas de contabilidade, financeira,
setor comercial e outros (MARTINS, 2003).

16
Então, por exclusão, se o gasto se referir á etapa (direta ou indiretamente)
de produção de bens e serviços, é custo. Sendo assim, se o gasto não for custo,
será despesa.
Perda
1. Perdas Normais de Produção
Todo processo produtivo pode gerar restos decorrentes da atividade
desenvolvida, de forma previsível. Estes são considerados normais à atividade,
portanto devem englobar o custo do produto fabricado. Por isso, tais perdas são
custos. Exemplo: perdas de material por evaporação ou consumo no processo
produtivo (MARTINS, 2003).
2. Perdas Extraordinárias
Já as perdas anormais como provenientes de eventos fortuitos e de força
maior, tal como: incêndio, obsolescência, roubo, inundação, etc., são
consideradas perdas do período, sendo contabilizadas como tal, incidindo
diretamente no resultado do exercício, não sendo ativadas (não compõem os
custos dos produtos, simplesmente reduzem o resultado do período). Exemplos:
estoques que devem ser baixados, por obsolescência e baixa de estoques, por
roubo (MARTINS, 2003).
Desembolso
Pagamento resultante da aquisição do bem ou serviço. Pode ocorrer antes,
durante ou após a entrada da utilidade adquirida, portanto defasada ou não do
gasto (MARTINS, 2003).
17
Receita
Considera-se como receita de uma empresa a entrada de elementos para o
Ativo, em forma de dinheiro, ou direitos a receber, proveniente das operações da
mesma (MARTINS, 2003).
Custo da produção do período
É a soma dos custos incorridos no período, dentro da fabrica (MARTINS,
2003).
Custo dos produtos vendidos
É a soma dos custos incorridos na fabricação dos bens que só agora estão
sendo vendidos. Pode conter custos de produção de diversos períodos, caso os
itens vendidos tenham sido produzidos em diversas épocas diferentes (MARTINS,
2003).
2.2 Custeio Direto (Variável)
O custeio variável (direto) é um tipo de custeamento que consiste em
considerar como custo de produção do período apenas os custos variáveis
incorridos. Os custos fixos, pelo fato de existirem mesmo que não haja produção,
não são considerados como custo de produção e sim como despesas, sendo
encerrados diretamente contra o resultado do período. Desse modo, o custo dos
produtos vendidos e os estoques finais de produtos em elaboração e produtos
acabados só conterão custos variáveis.
Leoni (1996) diz que o sistema de custeio variável ou direto é um método
que considera apenas os custos variáveis de apropriação direta como custo do
produto ou serviço. È o critério utilizado para acumular os custos de qualquer
objeto ou segmento da empresa. Para Koliver (2000), o custeio variável está
alicerçado na apropriação de todos os custos variáveis – diretos ou indiretos –
aos portadores finais dos custos, fundamentado, na relação entre esses e o grau
de ocupação da entidade.

18
Foster e Datar (2000, p. 211), custeio variável “é o método de custeio de
estoque em que todos os custos de fabricação variáveis são considerados custos
inventariáveis. Todos os custos de fabricação fixos são excluídos dos custos
inventariáveis: eles são custos do período em que ocorreram”. Lopes de Sá
(1990, p. 108) diz que o custeio variável é “o processo de apuração de custo que
exclui os custos fixos”. Para Leone (1997, p. 322), “o critério do custeio variável
fundamenta-se na ideia de que os custos e as despesas que devem ser
inventariáveis (debitadas aos produtos em processamento e acabados) serão
apenas aqueles diretamente identificados com a atividade produtiva e que sejam
variáveis em relação a uma medida (referência, base, volume) dessa atividade”.
No custeio variável somente são apropriados como custos de fabricação os
custos variáveis, sejam eles diretos ou indiretos.
O sistema de custeio variável fundamenta-se na separação dos gastos em
gastos variáveis e fixos, isto é, em gasto que oscilam proporcionalmente ao
volume da produção / venda e gastos que se mantêm estáveis perante volumes
de produção / venda.
No custeio por absorção os custos fixos são rateados aos produtos e/ou
serviços enquanto no custeio variável estes custos são tratados como despesas,
e vão direto para o resultado.
Meglioni (2001) afirma que “enquanto no custeio por absorção eles são
rateados aos produtos, no custeio variável, são tratados como custos do período,
indo diretamente para o resultado igualmente as despesas”.
Esse sistema produz informações importantíssimas, como a margem de
contribuição (contribuição marginal) e é o sistema que proporciona os subsídios
necessários para a tomada de decisões nas empresas. Porém esse método de
custeio não é aceito para demonstrativos externos, por não ser aceito perante a
legislação do imposto de renda.
Crepaldi (2002) salienta que método de custeio variável segue os princípios
de contabilidade do regime de competência e confrontação, por isso não é
reconhecido para efeitos legais. No entanto é de grande auxilio para a tomada de
decisão gerencial.

19
MOTIVOS PELA NÃO UTILIZAÇÃO DOS CUSTOS FIXOS
1. Existem independentemente da fabricação ou não dos produtos. É mais
um encargo (despesa) do que um sacrifício para fabricação especifica do
produto.
2. Por não dizerem respeito a este ou aquele produto, sendo distribuídos por
critérios de rateio, contendo um certo grau de arbitrariedade.
3. O valor do custo fixo por unidade depende ainda do volume de produção,
aumentando-se o volume, tem-se um menor custo fixo por unidade.
MARGEM DE CONTRIBUIÇÃO
É a diferença entre a Receita e o Custo Variável de cada produto. É o valor
que cada unidade efetivamente traz à empresa de sobra entre sua receita e o
custo que de fato provocou e lhe pode ser imputado sem erro.
Para uma empresa ter lucro, a Margem de Contribuição deverá cobrir e
exceder os Custos Fixos, caso contrário ela terá prejuízos.
A Margem de Contribuição (MC) é dada pela diferença entre o preço de venda unitário (PVu) menos o custo variável unitário (CVu) (ver equação 1).
(1)
A margem de contribuição é, em outras palavras, a "sobra financeira de
cada produto ou divisão de uma empresa, para a recuperação ou amortização
das despesas e dos custos fixos de uma entidade e para a obtenção do lucro
esperado pelos empresários”.
PONTO DE EQUILÍBRIO
É denominado como o ponto de ruptura “BREAK-EVEN-POINT”, e nasce da
conjugação dos custos totais com as receitas totais. É o ponto aonde os Custos
Totais e as receitas Totais se igualam. A partir deste ponto a empresa entra na
área da lucratividade.
CVuPVuMC −=

20
No conceito de Ponto de Equilíbrio, verificamos que este ocorre na igualdade
dos Custos Totais e as Receitas Totais. Portanto, o lucro de uma empresa é
obtido a partir de vendas ocorridas acima do Ponto de Equilíbrio.
(2)
Segundo Santos (2000, p.166) a análise do equilíbrio entre receitas de
vendas e custos torna-se indispensável como instrumento no processo de decisão
gerencial. Um dos fatores para o sucesso financeiro de uma empresa está
diretamente condicionado à existência da melhor informação gerencial. Para o
autor, “o ponto de equilíbrio será obtido quando o total dos ganhos marginais, que
é a somatória de todos os produtos comercializados, equivalerem ao custo
estrutural fixo do mesmo período de tempo objeto de análise”.
Perez Jr. (1999, p.191) comenta que a expressão ponto de equilíbrio,
tradução do termo em inglês, break-even-point, refere-se ao nível de vendas em
que não há lucro nem prejuízo, isto é, no qual os gastos totais (custos totais +
despesas totais) são iguais às receitas totais.
Percebe-se que após conhecer as definições dos autores citados sobre a
conceituação do ponto de equilíbrio, poucas diferenças foram observadas, e um
dos aspectos apresentados por todos é com relação à igualdade que deve existir
entre as receitas e custos/despesas.
A utilização do ponto de equilíbrio e a consequente análise entre receitas de
vendas e custos, torna-se indispensável como instrumento de apoio gerencial,
podendo fornecer informações variadas, que serão na sequência descritas.
Leone (2000, p.427) diz que a utilização e a análise dos conceitos de ponto
de equilíbrio têm como objetivo auxiliar as funções de planejamento e a de
tomada de decisões gerenciais de curto prazo da empresa.
De acordo com Atkinson (2000, p.224) através da análise do ponto de
equilíbrio os gerentes podem desenvolver modelos de planejamento para avaliar
as alternativas da empresa e as mudanças na lucratividade com as mudanças
nos níveis das atividades de produção e vendas.
Custos e Despesas FixosMargem de Contribuição
PE =

21
Através das vantagens apresentadas, observa-se que a aplicação do ponto
de equilíbrio nas decisões de curto prazo traz grandes benefícios para a
organização. Com base nas informações disponibilizadas por essa ferramenta, a
empresa passa a ter condições de tomar decisões mais precisas e, portanto, com
mais segurança.
3 GESTÃO DA PRODUÇÃO E OPERAÇÕES
Este capítulo tem como objetivo mostrar a importância de se conhecer os
processos produtivos quando o assunto é redução de custos. Em um mercado
extremamente competitivo a boa gestão de produção e operações pode ser a
ponte para o sucesso da organização.
A gestão de produção e operações vem ganhando cada vez mais a atenção
no cotidiano em que vivemos. Época em que o pensamento de produzir mais com
menos garantindo a qualidade do produto final que o cliente espera, tem feito
muita diferença na conquista de um espaço maior no mercado. Uma operação
bem gerenciada da suporte para que a organização possa traçar suas estratégias
de mercado minimizando surpresas indesejáveis.
Segundo Corrêa e Corrêa (2012, p.4), a gestão de operações ocupa-se da
atividade de gerenciamento estratégico dos recursos escassos (humanos,
tecnológicos, informacionais e outros), de sua interação e dos processos que
produzem e entregam bens e serviços, visando atender a necessidades e/ou
desejos de qualidade, tempo e custo de seus clientes.
Cabe a operação demonstrar a sua importância as outras funções no
caminho para o sucesso, pois nem sempre a coletividade para chegar a um
objetivo comum faz parte do cotidiano da empresa. Muitas vezes, cada função
busca atingir suas metas sem pensar no impacto que causará aos demais e
também, principalmente, a organização como um todo. Por exemplo, quando o
planejamento de produção é feito com base apenas na demanda de mercado
pode comprometer a eficiência do processo produtivo. Desta forma, é
imprescindível que haja uma boa relação entre todos os setores a fim de que as

22
necessidades da operação seja um fator relevante no plano estratégico da
companhia.
Segundo Martins e Laugeni (2005, p.2) a função produção é entendida como
o conjunto de atividades que levam a transformação de um bem tangível em outro
com maior utilidade, acompanhando o homem desde a sua origem.
Atualmente a gestão da produção é uma área bem difundida sendo
ministrada em cursos de administração a nível de graduação e pós graduação,
em cursos de engenharia e correlatos.
Na produção artesanal podemos ver o inicio de um sistema organizado de
produção, onde a demanda e a exigência de terceiros aumentaram trazendo a
preocupação com o tempo de entrega e os recursos necessários para a
produção.
Em 1764, James Watt (1736-1819) cria o primeiro motor a vapor na
Inglaterra trazendo consigo a 1º Revolução Industrial. Neste processo a
preocupação com a gestão de operações aumentou cada vez mais a fim de
alcançar uma vantagem competitiva, conquistar uma fatia maior do mercado.
Segundo Martins e Laugeni (2005, p.2) a revolução trouxe consigo algumas
exigências, como a padronização dos produtos e seus processos de fabricação; o
treinamento e a habilitação da mão-de-obra direta; a criação e o desenvolvimento
dos quadros gerenciais e de supervisão; o desenvolvimento de técnicas de
planejamento controles financeiro e da produção; e desenvolvimento de técnicas
de vendas.
Em 1798 Eli Whitney conduziu a produção de mosquetões com peças
intercambiáveis. Whitney redefiniu as tarefas de manufatura, organizou o
processo trazendo como resultado uma grande vantagem operacional.
Frederick Taylor desempenhou um papel importante na gestão de operações
do século XX. Ele foi precursor do desenvolvimento de métodos e técnicas que
sistematizaram o trabalho, tornando mais eficaz o gerenciamento das unidades
fabris. Segundo Corrêa e Corrêa (2012) foi Taylor quem eloquente e
obstinadamente propôs o uso do que chamava de scientific management
(administração científica). Foi também Taylor (e seus associados) quem tirou os
conceitos do campo de meras ideias e de fato implementou seus princípios em
diversas fabricas.

23
Segundo Sprakel e Filho, Taylor influenciou também Henry Ford, talvez o
mais conhecido precursor da Moderna Administração, e provavelmente, um dos
mais influentes para o Planejamento e Controle da Produção. Ford idealizou a
linha de montagem, o que permitiu a produção em série, e com isso o moderno
método que permite fabricar grandes quantidades de um determinado produto
padronizado.
Corrêa (2003), afirma que em torno de 1920 a estratégia de Ford foi
substancialmente penalizada pelo modelo implantado na General Motors por
Alfred Sloan. Sua estratégia focou em um mercado formado por pessoas que
buscavam um produto diferenciado e estavam dispostas a pagar por isso.
Segundo Sloan Jr. (2001), depois de tantos anos, a ideia desta política parecia
simples, como a de um fabricante de calçados de vendê-los em mais de um
tamanho. Entretanto não parecia tão simples à época, quando Ford tinha mais da
metade do mercado trabalhando em apenas dois segmentos (Modelo T, com
altíssimo volume e baixo preço e o Lincoln, de pequeno volume e preços altos).
Após A segunda guerra mundial, o Japão vivia momentos difíceis marcados
pela escassez de recursos. Sendo assim, para alcançar o mesmo patamar dos
americanos em termos de produtividade o Japão redefiniu sua gestão de
operações apoiando-se no método de produção enxuta.
Em meados de 1960 novos conceitos surgem, reformulando as técnicas de
produção. Nasce o just in time, filosofia adotada pela Toyota. Para Ghinato,
significa que cada processo deve ser suprido com os itens e quantidades certas,
no tempo e lugar certo.
Nos anos 50 e 60, paralelamente ao just in time W. Edwards Deming trouxe
seus ensinamentos a respeito do controle estatístico de qualidade para as
empresas japonesas. Para Teboul (1991), através do comprometimento e da
participação da alta gerência foi possível que a formação em qualidade passasse
aos operários, fazendo com que as ferramentas da qualidade propostas por
Deming, Ishikawa e Juran, fossem transformadas em rotinas, passando a
consolidar a ideia de Qualidade Total.
Segundo Martins e Laugeni (2005) A produção em massa aumentou de
maneira fantástica a produtividade e a qualidade, e foram obtidos produtos bem
mais uniformes, em razão da padronização e da aplicação de técnicas de controle

24
estatístico da qualidade. A título de ilustração, em fins de 1996, já tínhamos no
Brasil fábricas que montavam 1.800 automóveis em um dia, ou seja, uma média
de 1,25 automóvel por minuto.
Em função de todos estes trabalhos desenvolvidos a indústria japonesa não
somente se recuperou do impacto pós-guerra como passou a dominar em torno
de 20% do mercado domestico americano.
Em 1969, o primeiro trabalho a respeito da estratégia de manufatura surgiu
com Wickham Skinner, procurando levantar fatos que explicassem a perda de
competitividade da indústria automobilística norte-americana. O trabalho de
Skinner impulsionou novos trabalhos focados na área de estratégia de operações.
Sendo assim, Corrêa e Corrêa (2012), explica que o objetivo da estratégia de
operações é garantir que a função de gerenciar os processos de produção e a
entrega de valor ao cliente sejam totalmente alinhadas com a intenção estratégica
da empresa quanto aos mercados a que pretende servir.
Nos anos 70 a indústria ocidental começa a dar entender melhor os
trabalhos de Feigenbaum, Juran e Deming que revolucionaram a gestão de
operações do Japão no pós-guerra, surgindo assim o chamado “anos de
qualidade total”. Segundo Lins, A gestão da qualidade total pode ser definida
como um conjunto integrado e sistêmico de procedimentos que visam coordenar
as ações das pessoas de uma organização, com o objetivo de se melhorar
continuamente a qualidade de produtos e de serviços, a qualidade dos processos
e a qualidade de vida na organização, dentro de um enfoque preventivo.
Na década de 80, a gestão de operações passa a ser visto em uma
perspectiva mais ampla, sendo que até este momento, com raras exceções,
resumia-se a procura de melhorias somente no ambiente interno das empresas
(Corrêa e Corrêa, 2012).
É importante notar que a SCM introduz uma interessante mudança no
paradigma competitivo, na medida em que considera que a competição no
mercado ocorre, de fato, no nível das cadeias produtivas, e não apenas no nível
das unidades de negócios (isoladas), como estabelecia o tradicional trabalho de
Porter. Essa mudança resulta em novo modelo competitivo, no qual as efetivas
práticas da SCM visam a obter os benefícios da integração vertical, sem as
25
desvantagens comuns em termos de custo e perda de flexibilidade inerentes à ela
(Pires, 1998).
Para Wood e Zuffo (1998), a SCM é uma forma de gestão desenvolvida
para alinhar todas as atividades de produção de forma sincronizada, visando a
reduzir custos, minimizar ciclos e maximizar o valor agregado por meio do
rompimento das barreiras entre departamentos e áreas.
3.1 Objetivo e estratégias da produção
A função produção representa o “coração” da empresa, portanto o mal
gerenciamento pode acarretar em sua “morte”. Tal importância vem,
principalmente, por ser o setor que agrega competitividade à empresa ao fornecer
a habilidade de resposta aos consumidores e ao desenvolver as capacitações que
a colocarão à frente de seus concorrentes no futuro (Slack, Chambers e Johnton,
2009).
Cabe a função produção desenvolver e dominar habilidades para que, com o
tempo, suas ações possam ser cruciais nos planos estratégicos da empresa. Em
outras palavras, a produção deve passar a ser a base competitiva da
organização. Wheelwright e Hayes (1985) dizem que a função “produção” pode
oferecer contribuição ao sucesso de uma companhia e prover uma fonte principal
de vantagem competitiva.
A produção pode contribuir de forma negativa, mas também pode passar a
ser o elemento predominante no caminho para o sucesso. Tal afirmação é melhor
detalhada baseando-se no Modelo de 4 estágios, desenvolvido por Hayes e
Wheelwright (1985):
• Estágio 1 - neutralidade interna: De fato, este estágio representa a
contribuição negativa que a produção pode trazer a companhia.
Sendo assim, a meta traçada a produção resume-se a “evitar erros”,
pois seu importante papel não é reconhecido pelo resto da
organização. Portanto, não é vista como um diferencial competitivo;
• Estágio 2 – neutralidade externa: Nesta etapa a produção começa
passa a procurar melhorias comparando-se a outras empresas. Pode-

26
se considerar como sendo o primeiro passo a busca de uma
vantagem competitiva;
• Estagio 3 – Apoio interno: Nesta etapa a produção busca dar o
suporte apropriado a organização para se tornar a melhor do
mercado;
• Estagio 4 – Apoio externo: atingindo este estágio a produção passa a
ser reconhecida como o alicerce necessário para o sucesso
competitivo.
No âmbito empresarial, a estratégia está relacionada à arte de utilizar
adequadamente os recursos físicos, financeiros e humanos, tendo em vista a
minimização dos problemas e a maximização das oportunidades do ambiente da
empresa (OLIVEIRA, 1991).
Porter (1985) afirma que as empresas devem buscar um posicionamento
adequado para obter vantagem competitiva sobre os concorrentes. Para isso, é
necessário que a empresa estabeleça suas prioridades competitivas a fim atender
as exigências de seus consumidores.
Hill (1997) desenvolve e sintetiza um grupo de critérios vencedores de
produção:
• Preço, que está muito associado ao baixo custo de produção;
• Produto com qualidade, em especial suas dimensões em
conformidade com especificações e confiabilidade;
• Entrega rápida e confiável, o que exige habilidade para responder ao
aumento da demanda.
Tal assunto é abordado por outros autores como sendo os objetivos de
desempenho da produção. O conceito é formado pelos cinco “objetivos de
desempenho” básicos que se aplicam a todos os tipos de operações sendo eles o
objetivo qualidade; o objetivo velocidade; o objetivo custos; o objetivo
confiabilidade e objetivo flexibilidade.
Slack, Chambers e Johnston (2009) destaca que qualidade é a
conformidade, coerente coma as expectativas do consumidor. Este parâmetro é o
mais influente no que diz respeito a satisfação ou insatisfação ao produto. Porem
a qualidade não se resume apenas na satisfação do consumidor, mas também
em satisfazer seus clientes internos como por exemplo, facilitando o trabalho das

27
pessoas envolvidas na operação. A qualidade tem impacto direto na redução de
custos e também na confiabilidade do produto.
A velocidade é, de fato, outro fator que impacta diretamente na compra do
produto. Compreende o tempo levado desde a requisição do produto ou serviços
ate a entrega ao cliente. Quanto maior for a velocidade, menor será o tempo e
quantidade de produtos no estoque. Além disso, a velocidade no fornecimento
pode acarretar no enriquecimento da oferta, ou seja, clientes estão dispostos a
pagar mais por serviços ou produtos entregues mais rápidos (SLACK,
CHAMBERS e JOHNSTON, 2009).
A flexibilidade, a partir de uma perspectiva estratégica, refere-se a habilidade
de uma empresa de oferecer uma ampla variedade de produtos a seus clientes.
Flexibilidade é também uma medida de rapidez com que a empresa pode
converter seus processos a partir de uma linha de produção antiga para uma nova
(DAVIS, CHASE e AQUILANO, 2001).
Flexibilidade significa ser capaz de mudar a operação de alguma forma.
Pode ser alterar o que a operação faz, como faz ou quando faz e, neste caso,
mudança é a palavra chave (FUSCO, SACOMANO, et al., 2003).
A flexibilidade pode agilizar a operação ou serviço a ser entregue, da mesma
forma que em outras situações pode economizar tempo e manter a confiabilidade,
pois ajuda a lidar com imprevistos.
A confiabilidade significa entregar o produto ou serviço conforme a
necessidade apresentada dos consumidores. Uma vez afetada, a empresa passa
a perder credibilidade com seus clientes, que por sua vez, passam a procurar por
novos fornecedores capazes de atender a suas exigências.
Atender ao objetivo da confiabilidade é utilizar o tempo de forma eficaz,
evitando custos operacionais extras.
Custo é a principal área, pois esta diretamente ligada a lucratividade da
empresa. Toda operação deve manter seus custos tão baixos quanto possível,
porem atendendo ao plano estratégico traçado.

28
3.2 Planejamento e controle da produção
Planejamento e controle diz respeito a conciliação entre o que o mercado
requer e o que as operações podem oferecer (SLACK, CHAMBERS e
JOHNSTON, 2009). Em muitas ocasiões a eficiência da operação pode ser
comprometida em função da demanda. Prever a demanda do mercado e
estruturar o planejamento buscando o melhor desempenho das linhas de
produção significa redução de custos.
Conforme já foi tratado anteriormente no modelo dos 4 estágios
desenvolvido por Hayes e Wheelwright, uma empresa que se encontra no 1º
estagio provavelmente não estruturará seu planejamento buscando o melhor
desempenho operacional, pois não acredita que isso impactara negativamente ou
positivamente a estratégia traçada.
Quando a devida importância aos processos produtivos não é dada, acarreta
em um planejamento pautado apenas na demanda de mercado que nem sempre
irá atender aos parâmetros desempenho ideias para a linha em questão. Em
outras palavras, o custo unitário irá aumentar afetando diretamente o lucro
desejado.
Para Martins e Laugeni (2005, p. 213) o PCP também é um sistema de
transformação de informações, pois recebe informações sobre estoques
existentes, vendas previstas, linha de produtos, modo de produzir, capacidade
produtiva. O PCP tem como incumbência transformar estas informações em
ordens de fabricação. Plossl (1985) completa dizendo que o objetivo do PCP é
fornecer informações necessárias para o dia-a-dia do sistema de manufatura,
reduzindo os conflitos existentes entre vendas, finanças e chão-de-fábrica.
Para Burbidge (1988), “o objetivo do PCP é proporcionar uma utilização
adequada dos recursos, de forma que produtos específicos sejam produzidos por
métodos específicos, para atender um plano de vendas aprovado".
Cabe ao PCP a difícil tarefa de estruturar seu planejamento visando atender
objetivo das outras áreas que dependem do seu trabalho.
Utilizando a definição de Burbidge é interessante analisar que pode haver
conflito de interesses entre as áreas descritas. Para a produção “uma utilização
adequada dos recursos” significa eficiência, em outras palavras produzir mais
29
utilizando menos. Porem “atender ao plano de vendas aprovado” pode não dar as
condições necessárias para que a operação consiga atingir sua meta de
eficiência.
O Planejamento e Controle da Produção – PCP constitui-se como um dos
principais instrumentos para obtenção de eficiência e eficácia no processo
produtivo. Entretanto, suas atividades devem ser inseridas juntamente com o
planejamento de alto nível, como a introdução de novos produtos e lucros por
ação da empresa, bem como o controle da empresa (RUSSOMANO, 2000).
3.3 Gestão da capacidade produtiva
Para a maioria das organizações faz-se necessário a definição da
capacidade de cada uma das instalações.
Definida a capacidade, trabalhar com níveis de produção abaixo deste valor
resulta aumentar o custo médio de produção de cada unidade pois os custos fixos
serão cobertos por um numero menor de unidade produzidas. Da mesma forma,
trabalhar em níveis próximos ou acima da capacidade pode gerar longos períodos
de hora extra, bem como reduz o tempo de manutenção aumentando a
probabilidade de quebras resultando no aumento do custo médio.
Portanto, é necessário estabelecer a harmonia entre demanda e
capacidade produtiva estipulando faixas de produção em que seja possível atingir
a meta de custos definida pelo plano estratégico bem como não ser surpreendido
por fatos indesejados como por exemplo a quebra de uma maquina devido a falta
de manutenção preventiva.
À medida que a capacidade nominal das fabricas aumenta, os pontos de
custo mínimo reduzem-se (SLACK, CHAMBERS e JOHNSTON, 2009). Segundo
o mesmo autor, há duas razões para isso:
• Os custos fixos de uma operação não aumentam proporcionalmente a
sua capacidade.
• Os custos de capital para construir-se uma fábrica não aumentam
proporcionalmente a sua capacidade.

30
Foi designado a estes dois fatores juntos o nome de economias de escala.
Acompanhando esta definição temos a chamada deseconomias de escala
trazendo o conceito de que a partir de um determinado tamanho (capacidade) o
custo mínimo passa a aumentar, onde podemos destacar dois fatores
importantes. Primeiro, os custos de transportes podem ser altos para operações
grandes podendo ser mais viável ter unidades menores localizadas em pontos
estratégicos do que ter apenas uma responsável por toda demanda. Segundo, os
custos de complexidade aumentam com o tamanho como por exemplo os
esforços direcionados a gerenciar um operação tendem a aumentar com a
capacidade que, apesar de não serem custo direto, impactam significativamente
(SLACK, CHAMBERS e JOHNSTON, 2009).
Visando sempre estar dentro da faixa ótima de produção, é necessário estar
sempre atento ao momento certo de alterar a capacidade de uma operação. O
momento certo surgirá em função da estratégia adotada pela empresa. Slack,
Chambers e Johntons definem duas estratégias extremas:
• Capacidade antecipa-se à demanda – programar a introdução de
capacidade de forma que sempre haja capacidade suficiente para
atender à demanda prevista;
• Capacidade acompanha à demanda – a programação da introdução
da capacidade de forma que a demanda sempre seja igual ou maior
do que a capacidade.
De fato, cada uma delas tem suas vantagens e desvantagens, sendo assim,
a escolha entre elas dependerá da atual situação da empresa no que diz respeito
a possibilidade de investir ou adotar uma estratégia mais conservadora. A Tabela
1 traz as vantagens e desvantagens de cada estratégia.

31
Tabela 1 - Estratégias extremas: vantagens e desvantagens.
Estratégias Vantagens Desvantagens
Antecipação à demanda
-Capacidade suficiente
para o mercado
-Potencial para atender
imprevistos
-Problemas de “start-up”
não afetam atendimento
de clientes
-Menor índice de utilização
e custos altos.
-Exposição a riscos típicos
de mercado
-Antecipa desembolsos
Acompanha à demanda
-Plantas funcionando
sempre a plena carga,
com custos mínimos
-Menor exposição aos
riscos de sobre-
capacidade
-Desembolsos realizados
com maior certeza e
informações
-Alto risco de não
atendimento de clientes
-Não atendimento a
variações imprevistas da
demanda
-“Start-up” pode afetar
atendimento a clientes
Fonte: (Fusco, 2012).
Uma combinação entre as duas estratégia pode ser feita com o uso de
estoques podendo obter vantagens tanto na antecipação de capacidade quanto
no acompanhamento da demanda. A capacidade é introduzida de forma que a
demanda sempre possa ser atendida pela combinação do volume produzido e do
volume estocado, sendo a capacidade, em raras exceções, completamente
utilizada. Isso pode parecer uma situação ideal. A demanda é sempre atendida e
assim a receita é maximizada, sendo que normalmente a capacidade é totalmente
utilizada minimizando os custos (SLACK, CHAMBERS e JOHNSTON, 2009).
Segundo o mesmo autor a Tabela 2 apresenta as vantagens e desvantagens
dessa estratégia.

32
Tabela 2 – Vantagens e desvantagens de uma estratégia de ajuste de estoques.
Vantagens Desvantagens
-Toda demanda é satisfeita, logo, os
clientes são satisfeitos e as receitas
são maximizadas.
-A utilização da capacidade é alta e
portanto, os custos são baixos.
-Muitos picos de demanda de curto
prazo podem ser atendidos com base
nos estoques.
-O custo dos estoques em termos de
necessidade de capital de giro pode
ser alto. Isso é especialmente sério
em momentos em que a empresa
precisa de fundos para investimentos
em capital.
-Riscos de deterioração do produto e
obsolescência.
Fonte: (SLACK, CHAMBERS e JOHNSTON, 2009).
Uma visão alternativa sobre a expansão da capacidade, baseada no ponto
de equilíbrio, pode ser obtida examinando as consequências, nos custos, da
adição de incrementos de capacidade. Cada incremento gera o que chamamos
de ponto de descontinuidade de custos fixos. Gastos adicionais na operação
diminuem a probabilidade de ser rentavel com volumes baixos de produção
(SLACK, CHAMBERS e JOHNSTON, 2009).
Para Fusco e Sacomano (2003), a utilização de incrementos de capacidade
significa migrar em “patamares” o nível de custos fixos conforme Figura 1.
Figura 1 - O ponto de equilíbrio e os incrementos de capacidade.

33
Sendo assim, haverá etapas da expansão que a rentabilidade não sera
suficiente para absorver os custos fixos (SLACK, CHAMBERS e JOHNSTON,
2009).
4 TERMODINÂMICA
Serão utilizados conceitos de termodinâmica com a finalidade de obter uma
quantidade aproximada de vapor saturado necessária tanto nos tratamentos
térmicos inerentes dos processos de fabricação quanto nas limpezas químicas
das tubulações, silos, tanques, equipamentos e outros. Tal quantidade de vapor
necessita ser convertida em custos de óleo combustível utilizado pela caldeira.
A transmissão de calor é a ciência que procura explicar a maneira com que
essa troca de energia é feita e também analisar a taxa de troca. Partindo do
principio que a Termodinâmica Clássica lida apenas com sistemas em equilíbrio,
não é capaz de prever a rapidez de uma mudança, pois os estados intermediários
não são de equilíbrio, (a menos, é claro, que esses estados possam ser
considerados como de equilíbrio). Por outro lado, o emprego da termodinâmica de
processos irreversíveis constitui ainda um formalismo excessivo para a classe de
problemas de interesse pratico (FILHO, 2004). Partindo deste principio e
sabendo-se que o foco do trabalho esta voltado a formação dos custos e melhoria
dos processos de fabricação, os conceitos adotados partiram da termodinâmica
clássica, não havendo a necessidade de maior aprofundamento.
Sendo assim, o primeiro passo é definir a quantidade de calor necessária
para cada tratamento térmico. Calor é a forma de energia que um sistema provido
de fronteira diatérmica troca com o ambiente em consequência de uma diferença
de temperaturas. A passagem dessa energia através da fronteira do sistema
denomina-se calor ou cedimento de calor (CERBE e HOFFMANN, 1973, p. 38).
Incropera et. al. (2008), afirmam que transferência de calor (ou calor) é a
energia térmica em trânsito devido a diferença de temperaturas no espaço.
Sempre que existir uma diferença de temperaturas em um meio ou entre meios,
haverá, necessariamente, transferência de calor.
A quantidade de calor pode ser obtida pela equação 3.
34
(3)
onde m é a massa, c é o calor específico e ∆T é a variação de temperatura.
Para Cerbe (1973, p.40), calor específico é a energia necessária para elevar
de 1°C a temperatura de 1kg de uma substância. O calor específico a volume
constante tem por símbolo cv e o calor específico a pressão constante, cp.
A substância que se deseja elevar a temperatura troca calor com o vapor
d’água saturado gerado pela caldeira entrando em um estado de equilíbrio final
através de um trocador de calor. A quantidade de energia que o vapor fornece a
substância deve ser igual a quantidade de energia necessária para que a
substância chegue a temperatura desejada conforme equação 4.
(4) .
Havendo a condensação do vapor, a quantidade de calor cedida
corresponde a quantidade de calor gerado em função da queda da temperatura
inicia para 100°C com o calor gerado na queda de temperatura de 100° até a
temperatura final somado ao calor de transformação, também chamado de calor
latente de fusão que é a quantidade de calor necessária para haver a mudança
total de fase e é dada pela equação 5.
(5)
Determinada a quantidade de vapor necessária a cada ponto de consumo, o
tópico a seguir se encarregará de relacionar este valor ao consumo de
combustível utilizado na caldeira.
4.1 Taxa de produção de vapor em caldeira em função do
combustível
Neste tópico serão vistos informações básicas sobre como calcular, em
caldeiras, a taxa de produção de vapor em função da taxa de injeção de
combustível.
,TcmQ ∆××=
recebidocedido QQ =
.vLmQ ×=

35
Para fazer o cálculo acima, são necessárias as seguintes informações:
• Pressão do vapor na caldeira, ou sua temperatura;
• Temperatura da água que entra na caldeira;
• Poder calorífico do combustível;
• Eficiência energética da caldeira.
A partir da pressão do vapor ou de sua temperatura é possível consultar
tabelas de vapor saturado, usualmente encontradas em literatura especializada
(ex.: livros básicos de termodinâmica, etc.), de forma a se obter a entalpia do
vapor.
Se a caldeira for usada exclusivamente para gerar vapor para aquecimento
deve-se considerara entalpia do vapor saturado seco, que é o mais indicado para
tal finalidade.
Uma vez encontrada na tabela o valor da entalpia do vapor Hv, subtrai-se
dele o valor da entalpia da água que entra na caldeira Ho , obtendo-se ∆Hvap= Hv-
Ho .
O poder calorífico de um combustível é a quantidade de calor emitida pela
sua combustão completa, para cada quilograma de combustível. O poder
calorífico será indicado a seguir pela abreviação PCI. Ela geralmente é indicada
em kcal/kg.
A Equação 6 relaciona a vazão de combustível à vazão de vapor em uma
caldeira.
(6)
( )caldeiradaeficiênciaPCI
H
vapordevazão
lcombustívedevazão vap
___%
100
__
__
⋅
∆⋅=
36
5 ESTUDO DE CASO: MELHORIA DE PROCESSOS
UTILIZANDO A FERRAMENTA DE CUSTEIO
5.1 Processos Industriais
Neste capitulo será tratado de forma resumida os processos de fabricação
do leite UHT, creme de leite e iogurte, focando apenas nas informações
necessárias para a formação dos custos variáveis.
5.1.1 Leite UHT
A matéria prima, o leite in natura é transportado ate as unidades fabris por
meio de caminhões com capacidade de armazenamento variados. Chegando ao
local, a primeira etapa do processo consiste em resfriar e armazenar o leite em
tanques ou silos.
Logo após o leite é padronizado ao teor de gordura desejado: 0 a 0,5% para
UHT desnatado, 1 a1,5% semidesnatado e 3% integral. Continuando o fluxo de
processo o leite é pasteurizado a uma temperatura variando de 74 a 78°C, sendo
resfriado novamente a 8°C
O leite pasteurizado passa então, por mais uma etapa de tratamento
térmico tendo a sua temperatura eleva a 130 -150°C e resfriado a uma
temperatura abaixo de 32°C.
O processo segue para sua etapa final, onde o produto final é envasado e
acondicionado.
A figura a seguir mostra um fluxograma básico para este processo de
produção.

37
Figura 2 - Fluxograma para a linha de processo do leite UHT
5.1.2 Creme de Leite
As etapas do processo de fabricação do creme de leite são bem parecidas
com a do leite UHT com algumas variações em relação a chegada de creme crú
na etapa de pasteurização .
O creme pode ser transportado a unidade fabril por meio de carros-tanque
ou pode ser obtido no clarificador onde acontece a padronização do leite e
retirada da matéria gorda. O creme de leite é pasteurizado a uma temperatura
variando de 74 a 78°C, sendo resfriado novamente a 8°C.Logo após ele é
padronizado ao teor de gordura desejado.
O creme de leite pasteurizado passa então, por mais uma etapa de
tratamento térmico tendo a sua temperatura eleva a 130 -150°C e resfriado a uma
temperatura abaixo de 32°C.

38
O processo segue para sua etapa final, onde o produto final é envasado e
acondicionado.
A figura 3 mostra um fluxograma básico para este processo de produção.
Figura 3 - Fluxograma para a linha de processo do creme de leite
5.1.3 Iogurtes
A parte inicial do processo de fabricação do iogurte segue da mesma forma
que o processo do leite UHT ate a etapa de pasteurização.
Certifica-se de que todos os ingredientes a serem utilizados estejam
liberados pelo controle de qualidade e em condições de uso.
O leite padronizado com 3,5 % de gordura deve ser enviado para o tanque
de mistura com agitador alta rotação, onde através de um tri-blender é adicionado
água e açúcar.
Em seguida a mistura é pré-aquecida com uma temperatura de 65ºC e é
enviada para o tanque, passando pelo homogeneizador sob pressão de 200
kgf/cm2, em apenas um estágio.

39
Nesse mesmo trocador de calor o leite é pasteurizado à 92ºC durante 6
minuto se resfriado para 41 ± 1 ºC de temperatura.
Após a pasteurização e resfriamento, a mistura deve ser enviada para o
tanque de fermentação , onde é inoculado o fermento. A mistura permanece em
repouso na temperatura de 41ºC durante 5 a 6 horas. Após 3 horas de
fermentação, deve ser aplicado um controle de acidez de hora em hora até atingir
uma acidez de 85º Dornic.
Após a fermentação, o iogurte é bombeado através de filtro tubular com tela
de 400 mash por polegada e é resfriado para 19 ±1ºC em resfriador tubular.
Assim que resfriado, o iogurte é enviado para o tanque de estocagem, onde
permanece até o momento do envase com uma temperatura de 25ºC.
No tanque de fruta são adicionados o preparado de fruta, os aromas e
corantes. São misturados e enviados para a máquina de envase através de uma
bomba positiva, onde juntamente com o iogurte que estava no tanque de
estocagem, se misturam em linha. O envase é automático em potes pré-
formados. As embalagens são bandejas de 540g.
Figura 4 - Fluxograma para a linha de processo do iogurte

40
Antes que aconteça o acondicionamento, deve haver análises de
acompanhamento do produto final. Análises organoléticas durante o envase;
conservação de algumas amostras do produto durante 5 dias à 30 ºC;
conservação à 10ºC pelo período de Shelf Life e análises microbiológicas.
5.2 Característica da empresa
A empresa em questão tem seu mercado voltado a derivados do leite, sendo
que o foco deste estudo esta voltado apenas a produção do leite UHT a 3,1% de
MG, iogurte a 3,5% de MG e creme de leite a 20% de MG.
Algumas características da empresa serão definidas através das tabelas
abaixo.
Tabela 3 - Capacidade produtiva mês.
Produto Capacidade Produtiva (ton.)
Leite UHT Integral 11.664
Iogurte 2.400
Creme de Leite 1.872
Tais capacidades foram determinadas em função do número de horas que
corresponde a um ciclo ideal de cada equipamento ou área em uma linha
processo. O ciclo de um equipamento corresponde ao número de horas de
produção somado ao número de horas necessários para sua limpeza completa.
Para a produção do leite UHT é possível reconhecer 4 macro etapas, sendo
que a esterilização representa o fator limitante no processo, mais comumente
chamado de “gargalo”. É por esse motivo que o ciclo de produção ideal para este
processo é referenciado por esta atividade. Adotando que um mês tenha em
média 720 horas é possível através da quantidade de horas por ciclo, determinar
o numero total de ciclos durante todo o mês, e consequentemente a capacidade
de produção para a linha de leite UHT conforme tabela 4.

41
Tabela 4 - Capacidade de produção do leite UHT
Área Fluxo
(ton./h) Produção
(h) CIP (h)
Nº Produções
Total (ton.)
Recepção 25 1 1 36 900
Pasteurização 25 10 2 3 750
Esterilização 18 36 4 1 648
Envase 18 40 2 1 720
Quant. de horas por ciclo
Total de ciclos mês Produção por ciclo Produção mês
40 18
648 11.664
Na Tabela 4 o gargalo esta evidenciado pela etapa “esterilização” que
possui um ciclo constituído por 36 de produção e 4 horas de limpeza. Desta forma
todas as demais etapas trabalham em função da etapa que representa o gargalo.
Vale salientar que a etapa “recepção” é representa por um ciclo de descarga
e limpeza de uma carreta, totalizando duas horas para um ciclo completo.
Entretanto, dentro de uma produção de 36 horas (Etapa: esterilização), a tabela
traz o valor de 36 produções, isto é, 36 descargas. Tal valor é baseado no fato de
que enquanto um operador esta fazendo uma limpeza em uma determinada
carreta, outro operador pode começar a descarregar outra simultaneamente.
A linha de produção do creme de leite possui as mesmas 4 etapas, porem
difere em relação a alguns dados de processo como por exemplo as temperaturas
durante os tratamentos térmicos, as vazões em cada etapa, entre outros. Sendo
assim, a capacidade de produção da linha de creme de leite foi determinada
conforme tabela 5.

42
Tabela 5 - Capacidade de produção do creme de leite
Área Fluxo (ton./h) Produção(h) CIP(h) Nº
Produções Total (ton.)
Recepção 10 1 1 30 300
Pasteurização 5 10 2 2 100
Esterilização 3 26 4 1 78
Envase 3 26 2 1 78
Quant. de horas por ciclo
Total de ciclos mês Produção por ciclo Produção mês
30 24
78 1.872
A linha de processo do iogurte difere das demais a partir da etapa
pasteurização. Nesta linha, o iogurte a ser formado passará por uma segunda
pasteurização a uma temperatura mais elevada com maior tempo de retardo.
Como o interesse, neste momento é definir a capacidade da linha do iogurte, as
atividades foram agrupadas conforme Tabela 6.
Tabela 6 - Capacidade de produção do iogurte
Área Fluxo (ton./h) Produção(h) CIP(h) Nº
Produções Total (ton.)
Recepção 25 1 1 24 600
Pasteurização 25 10 2 2 500
2º Pasteurização 10 10 2 2 200
Envase 4 24 4 1 96
Quant. de horas por ciclo
Total de ciclos mês Produção por ciclo Produção
mês
28 25
96 2.400
Para iniciar a formação dos custos e avaliar as possíveis de melhorias nos
processos industriais, será definido a seguir a situação em que a empresa, objeto
de estudo, vivencia conforme Tabela 7.

43
Tabela 7 - Demanda de produção
Produto Produção Preço de venda
(kg) Unitário
Leite Integral 6.000.000 1,65
Creme de leite 600.000 4,70
Iogurte 900.000 4,18
Com base nesses valores, os gastos gerais de fabricação do mês fecharam
conforme Tabela 8.
Tabela 8 - Gastos gerais de fabricação.
CUSTOS E DESPESAS TOTAIS C U S T O V A R I Á V E L CUSTO FIXO
Leite Integral Creme de leite Iogurte
Matéria Prima 11.550.000,00 7.200.000,00 1.380.000,00 2.970.000,00
Embalagens 2.748.000,00 1.920.000,00 378.000,00 450.000,00
Mão de obra 850.000,00
850.000,00
Energia Elétrica 107.368,41
107.368,41
Combustível 134.012,90
134.012,90
Manutenção 176.163,00
176.163,00
Controle de Qualidade 43.602,80
43.602,80
Aluguéis 900.000,00
900.000,00
Serviços de Terceiros 89.357,00
89.357,00
Comunicação 22.998,00
22.998,00
Viagens e Estadas 965,00
965,00
Gastos Diversos 4.535,00
4.535,00
Total 16.627.002,11 9.120.000,00 1.758.000,00 3.420.000,00 2.329.002,11
Custo Variável Unitário
1,52 2,93 3,80
Outro detalhe muito importante que terá impacto direto nos custos de
fabricação esta no fato de a captação de leite estar limitada a, no máximo, 300
toneladas de leite a por dia a um teor médio de gordura igual a 3,8% e 20
toneladas de creme de leite a 20%. Esta empresa tem como regra produzir as 3
linhas de produto todos os dias. Para facilitar futuros cálculos, define-se que cada
carreta de leite possui a capacidade de armazenar 25 toneladas de leite e uma
carreta de creme tem a capacidade de 10 toneladas.

44
Para atender a este volume de leite, os ciclos de produção foram
prejudicados conforme podemos visualizar na Tabela 9.
Tabela 9 - Comparativo entre produção ideal e situação real da unidade fabril.
Produto Produção Ideal Produção Real Ociosidade Nº Produções
(ton.) (ton.) %
Leite UHT Integral 648,00 220,00 66% 27
Creme de leite 78,00 31,30 60% 19
Iogurte 96,00 50,00 48% 18
Para os cálculos realizados na formação da Tabela 9 foi adotado uma perda
de 5% inerente ao processo de fabricação.
5.3 Metodologia de Custeio Variável
É exatamente neste momento que o conhecimento dos processos
produtivos será essencial, pois é através do mapeamento de cada linha de
produção que serão determinados os gastos variáveis e fixos. Tendo como
referencia os gastos gerais de fabricação evidenciados na Tabela 8, o presente
trabalho mostrará como alocar os gastos conforme parâmetros reais de processo.
Primeiramente deve-se separar os custos e despesas variáveis dos custos e
despesas fixas. Sendo assim, temos:
Custos e despesas variáveis:
• Matéria prima, insumos e embalagens.
• Gente – Mão de obra direta
• Utilidades – Energia apurada através do mapeamento dos pontos de
consumo
• Combustível – Apurada através do consumo de vapor em diversas
áreas do processo
• Produtos químicos – Através do mapeamento do consumo de
produtos químicos utilizados para assepsia das tubulações e
equipamentos
Custos e despesas fixas:
• Gente – Mão de obra indireta

45
• Utilidades – Despesa com a manutenção do contrato com a emprea
fornecedora de energia, somado ao gasto de energia geral da
unidade que não foi apurada com o mapeamento dos pontos de
consumo.
• Manutenção
• Qualidade
5.3.1 Caso 1: Formação dos custos sem o mapeamento dos processos
industriais
Sem o conhecimento dos processos produtivos os gastos que permitem
serem enquadrados dentro dos custos variáveis são os gastos com matéria prima,
insumos e embalagens. No caso da mão de obra, devido ao fato de não existir,
ainda, um trabalho de mapeamento, não há como definir a mão de obra direta.
Portanto toda mão de obra, por enquanto, será vista como mão de obra indireta.
Tabela 10 - Rateio dos custos indiretos em função da demanda total
Produtos Preço de
Venda unitário
Custo direto
variável unitário
Margem de contribuição
unitária
Quantidade vendida em
Kg
Demanda total em R$
Margem de contribuição
total
Rateio dos custos indiretos em função da
demanda total
Leite Integral R$ 1,65 R$ 1,52 R$ 0,13 6.000.000 R$ 9.900.000 R$ 780.000 60,06% R$ 1.398.927
Creme de leite R$ 4,70 R$ 2,93 R$ 1,77 600.000 R$ 2.820.000 R$ 1.062.000 17,10% R$ 398.482
Iogurte R$ 4,18 R$ 3,80 R$ 0,38 900.000 R$ 3.762.000 R$ 342.000 22,82% R$ 531.592
TOTAIS 7.500.000 R$ 16.482.000 R$ 2.184.000 100,00% R$ 2.329.002

46
Tabela 11 - Demonstração do resultado da empresa no período
Demonstração do Resultado
Leite Integral Creme de leite Iogurte Total
Vendas de mercadorias
6.000.000 x R$ 1,65 600.000 x R$ 4,70 900.000 x R$ 4,18 R$ 16.482.000 R$ 9.900.000 R$ 2.820.000 R$ 3.762.000
Custos e despesas variáveis
6.000.000 x R$ 1,52 600.000 x R$ 2,93 900.000 x R$ 3,80 R$ 14.298.000 R$ 9.120.000 R$ 1.758.000 R$ 3.420.000
Margem de contribuição
R$ 780.000 R$ 1.062.000 R$ 342.000 R$ 2.184.000
Custos e despesas fixos
R$ 1.398.927 R$ 398.482 R$ 531.592 R$ 2.329.002
Resultado líquido
-R$ 1.083.202 R$ 875.680 R$ 62.520 -R$ 145.002
Obs.: a empresa estudada apresentou um resultado negativo de R$
145.002,00.
Tabela 12 - Análise do ponto de equilíbrio
Produtos Preço de
Venda unitário
Custo direto variável unitário
Margem de contribuição
unitária
Custos Indiretos
Ponto de Equilíbrio em Quantidades
Leite Integral R$ 1,65 R$ 1,52 R$ 0,13 R$ 1.398.927 10.760.980
Creme de leite R$ 4,70 R$ 2,93 R$ 1,77 R$ 398.482 225.131
Iogurte R$ 4,18 R$ 3,80 R$ 0,38 R$ 531.592 1.398.927
TOTAIS R$ 2.329.002 12.385.038
É sabido que a determinação do ponto de equilíbrio é fácil quando a
empresa trabalha com produto único. A dificuldade reside, no entanto, no fato de
que as empresas, normalmente, não trabalham somente com um produto e que,
em função da variedade da sua produção, os custos variáveis diretos exigem
esforço para serem determinados com relativa precisão. Consequentemente, não
é fácil estabelecer as margens de contribuição unitárias e, nesse caso, faz-se
necessária uma ponderação, de forma a determinar valores médios que permitam
encontrar, de forma aproximada, o Ponto de Equilíbrio da empresa. No estudo de

47
caso apresentado optou-se por ratear os custos fixos em função da demanda total
dos produtos.
Para Martins (2003), a obtenção do ponto de equilíbrio global não possui
fórmula capaz de resolver o problema que não leve em consideração as inúmeras
possibilidades de combinações entre os vários produtos.
De acordo com o exemplo dado, os custos e as despesas fixas da empresa,
para o período dado, sejam no montante de R$ 2.329.002,00 (Dois milhões,
trezentos e vinte e nove mil e dois reais), afirma-se que o Ponto de Equilíbrio da
empresa é dado pelas vendas de 10.760.980 unidades do Produto Leite Integral,
225.131 unidades do Produto Creme de Leite e 1.398.927 unidades do Produto
Iogurte.
5.3.2 Caso 2: Formação dos custos com o mapeamento dos processos
industriais
Mão de obra
Após detalhado o trabalho de apontamento das horas produtivas dos
trabalhadores, ou seja, quando efetivamente os mesmos estiveram trabalhando
nos respectivos produtos, apurou-se que os valores referente a mão-de-obra
foram: R$ 200.000,00 para Leite integral, R$ 100.000,00 para Creme de leite e R$
250.000,00 para Iogurte.
Energia elétrica
Para a determinação do gasto variável de energia, faz-se necessário o
mapeamento de todos os pontos de consumo relacionados ao processo de
fabricação.
Outro fator muito importante na redução de custos esta relacionado as taxas
de energia em horário de ponta e horário fora de ponta. Devido ao fato de
informações como essas serem sigilosas de cada empresa, foram adotados
valores fictícios, porem condizentes com valores reais. Desta forma, foi adotado a

48
taxa de R$ 0,22, valida para o horário entre 21:01 ate as 18:00 do dia seguinte , e
a taxa de R$ 0,95, valida para o horário entre 18:01 e 21:00. Sendo assim, como
não será feito um detalhamento a nível de apontar inicio e final de um ciclo,
adota-se uma média das taxas citadas anteriormente trazendo um valor igual a
R$ 0,31125.
Sabendo-se que a captação de leite é um fator limitante nos ciclos de
produção, a demanda de 6.000 toneladas para a linha de leite UHT foi realizada
um total de 27 ciclos de 220 toneladas e 1 ciclo de 60 toneladas.
Tabela 13 - Ciclo 220 toneladas UHT integral
Atividade Tempo
Carga Instalada
Energia Valor
(h) (KW/h) (KW) (R$)
Recepção e estocagem 8,80 15,00 132,00 41,09
Pasteurização Leite 8,80 25,00 220,00 68,48
Esterilização 12,22 250,00 3.055,56 951,04
Envase 12,22 135,00 1.650,00 513,56
Total por ciclo
5.057,56 1.574,16
Total para 27 ciclos
136.554,00 42.502,43
Tabela 14 - Ciclo 60 toneladas UHT integral
Atividade Tempo
Carga Instalada
Energia Valor
(h) (KW/h) (KW) (R$)
Recepção e estocagem 2,40 15,00 36,00 11,21
Pasteurização Leite 2,40 25,00 60,00 18,68
Esterilização 3,33 250,00 833,33 259,38
Envase 3,33 135,00 450,00 140,06 Total
1.379,33 429,32
Conforme Tabela 11 e 12 temos um total de R$ 42.931,75 em produção.
A demanda de 600 toneladas na linha de creme de leite 20% foi realizada
em um total de 19 ciclos de 31,3 toneladas e 1 ciclo de 5,3 toneladas.

49
Tabela 15 - Ciclo de 31,3 toneladas de Creme de leite
Atividade Tempo
Carga Instalada
Energia Valor
(h) (KW/h) (KW) (R$)
Recepção e estocagem 3,13 10,00 31,30 9,74
Pasteurização Creme 6,26 20,00 125,20 38,97
Esterilização 10,43 130,00 1356,33 422,16
Envase 10,43 90,00 939,00 292,26
Total por ciclo
2.451,83 763,13
Total para 19 produções
46.584,83 14.499,53
Tabela 16 - Ciclo de 5,3 toneladas de Creme de leite
Atividade Tempo
Carga Instalada
Energia Valor
(h) (KW/h) (KW) (R$)
Recepção e estocagem 0,44 10,00 4,42 1,37
Pasteurização Creme 1,06 20,00 21,20 6,60
Esterilização 1,77 130,00 229,67 71,48
Envase 1,77 90,00 159,00 49,49
Total
414,28 128,95
Conforme tabela 6 e 7 temos um total de R$ 14.628,48 em produção.
A demanda de 900 toneladas para a linha de iogurtes foi realizada em 18
ciclos de 50 toneladas.

50
Tabela 17 - Ciclo de 50 toneladas de iogurte polpa
Atividade Tempo
Carga Instalada
Energia Valor
(h) (KW/h) (KW) (R$)
Recepção e estocagem 2,00 15,00 30,00 9,34
Pasteurização Leite 2,00 25,00 50,00 15,56
Mistura (LPD+açucar.) 5,00 7,50 37,50 11,67
Pasteurização 96° 5,00 70,00 350,00 108,94
Resfriamento 5,00 7,50 37,50 11,67
Envase 10,00 100,00 1000,00 311,25
Total
1505,00 468,43
Total para 18 produções
27.090,00 8.431,76
Conforme tabela 8 temos um total de R$ 8431,76 em produção.
Todos equipamentos, tanques, silos e tubulações devem ser higienizados
adequadamente para se iniciar uma nova produção ou quando se atinge uma
quantidade de horas máxima determinada conforme os padrões de qualidade
inerentes de cada empresa. Para tubulações, silos e tanques fica estipulado que a
cada 24 horas deve-se inicia o processo de limpeza de cada um. Os gastos
gerados no processo de CIP podem ser alocados diretamente ao produto
conforme é demonstrado na Tabela 18.
Tabela 18 - Calculo do consumo de energia em CIP para o leite UHT
Área Fluxo Produção CIP Energia Ciclo 220 tons. Ciclo 60 tons.
(ton./h) (h) (h) (KW/h) Nº CIPs R$ Nº CIPs R$
Recepção 25,00 1 1 25 9 70,03 3 23,34
Pasteurização 25,00 10 2 70 1 43,58 1 43,58
Esterilização 18,00 36 4 60 1 74,70 1 74,70
Envase 18,00 40 2 10 1 6,23 1 6,23
R$ 194,53
R$ 147,84
Área Quantidade CIP Energia
Ciclo 220 tons. Ciclo 60 tons.
(unid.) (h) (KW/h)
Nº CIPs R$ Nº CIPs R$
Silos 6 1,50 25
1 70,03 1 70,03
Tubulações 3 1,00 25
1 23,34 1 23,34
R$ 93,38
R$ 93,38
Nº Ciclos 27 Nº Ciclos 1
Total R$ 7.773,47 Total R$ 241,22
Total Geral R$ 8.014,69

51
Para a determinação da quantidade de CIPs basta dividir a demanda pelo
valor máximo de produção da área ou equipamento, que é obtido através da
multiplicação da coluna “fluxo” com a coluna “produção”, e arredondar o valor
para o próximo número inteiro. O valor em reais foi obtido multiplicando-se a
coluna “Nº CIPs” com as colunas “CIP”, “ENERGIA” e a taxa média de R$/KW
(0,31125). Para a determinação do valor em reais para silos, tubulações e
tanques basta multiplicar a quantidade física com as colunas “CIP”, “ENERGIA” e
“NºCIPs” utilizando a mesma taxa R$/KW.
Tabela 19 - Calculo do consumo de energia em CIP para o creme de leite
Área Fluxo Produção CIP Energia Ciclo 31,3 tons. Ciclo 5,3 tons.
(tons./h) (h) (h) (KW/h) Nº CIPs R$ Nº CIPs R$
Recepção 10,00 1 1 25 2 15,56 0 0,00
Pasteurização 5,00 10 2 50 1 31,13 2 62,25
Esterilização 3,00 36 4 40 1 49,80 1 49,80
Envase 3,00 40 2 10 1 6,23 1 6,23
R$ 102,71
R$ 118,28
Área Quantidade CIP Energia
Ciclo 31,3 tons. Ciclo 5,3 tons.
(unid.) (h) (KW/h)
Nº CIPs R$ Nº CIPs R$
Tanques 7 1,00 25
1 54,47 1 54,47
Tubulações 3 1,00 25
1 23,34 1 23,34
R$ 77,81
R$ 77,81
Nº Ciclos 18 Nº Ciclos 1
Total R$ 3.249,45 Total R$ 196,09
Total Geral R$ 3.445,54
A quantidade de limpezas na área “recepção” não foi obtida da mesma
forma das demais áreas. Esta mudança deve-se ao fato de que nas etapas de
padronização do leite in natura, tanto no processo do leite UHT quanto no
processo do iogurte, retira-se matéria gorda que é destinada a fabricação do
creme de leite, ou seja, a quantidade de limpezas geradas no processo referem-
se apenas ao número de carretas necessárias para completar a demanda.

52
Tabela 20 - Calculo do consumo de energia em CIP para o iogurte
Área Fluxo Produção CIP Energia Ciclo 50 tons.
(tons./h) (h) (h) (KW/h) Nº CIPs R$
Recepção 25,00 1 1 25 2,00 15,56
Pasteurização 25,00 10 2 70 1,00 43,58
Mistura (LPD+açuc.) 10,00 10 1 30 1,00 9,34
Pasteurização a 96°C 10,00 10 2 30 1,00 18,68
Resfriamento 10,00 10 1 40 1,00 12,45
Envase 5,00 24 2 10 1,00 6,23
R$ 105,83
Área Quantidade CIP Energia
Ciclo 50 tons.
(unid.) (h) (KW/h)
Nº CIPs R$
Silos 1 1,50 25
1 11,67
Tanques 12 1,00 25
1 93,38
Tubulações (linhas) 8 1,00 25
1 62,25
R$ 167,30
Nº Ciclos 18
Total R$ 4.916,19
As tabelas acima foram preenchidas conforme as equações 7 e 8.
(7)
Obs.: o resultado deve ser arredondado para o próximo número inteiro.
(8)
Produtos químicos
Como visto anteriormente, através do de um determinado volume de
produção e sabendo-se o ciclo máximo dos equipamentos em suas respectivas
atividades obtemos a quantidade de limpezas realizadas. Sendo assim, podemos
identificar os gastos diretos com produtos químicos. Para este estudo serão
abordados apenas os gastos com soda caustica e ácido nítrico, que dependendo
da empresa, podem existir outros.
produçãoFluxo
CicloQuantidadeCIPsN
•=
_º
31125,0º$ •••= CIPEnergiaCIPsNR

53
Os gastos diretos com produtos químicos resumem-se apenas aos
equipamentos que possuem seu próprio sistema de limpeza exclusivamente,
desta forma, permitindo atribuir ao produto que foi processado nele.
Em setores que a limpeza é realizada via centrais de CIP, fica complicado
atribuir os gastos diretamente a um produto. Tais centrais, normalmente são
responsáveis por realizar limpezas em diversos locais. Os produtos são diluídos e
armazenados a uma concentração padrão determinada pela empresa ou
fornecedor necessitando apenas serem reforçados afim de manter o padrão
estabelecido.
Portanto, na tabela abaixo segue apenas a analise das atividades que
possuem sistemas de CIP exclusivos. Para este estudo foi adotado o valores de
1,15 e 2 reais respectivamente para soda e ácido. Usufruindo de valores já
calculados em tabelas anteriores, temos:
Tabela 21 - Custo com produtos químicos para o leite UHT
Área
Ciclo 220 ton. Total Ciclo 60 ton. Total
Nº CIPs Quant.
Soda/Cip Quant.
Ácido/Cip R$ Nº CIPs
Quant. Soda/Cip
Quant. Ácido/Cip
R$
Pasteurização 1,00 25,00 20,00 68,75 1,00 25,00 20,00 68,75
Esterilização 1,00 100,00 60,00 235,00 1,00 100,00 60,00 235,00
Envase 1,00 5,00 3,00 11,75 1,00 5,00 3 11,75
Nº Ciclos 27
Nº Ciclos 1
Total R$ 8.518,50
Total R$ 315,50
Total Geral R$ 8.834,00

54
Tabela 22 - Custo com produtos químicos para o creme de leite
Área Ciclo 31,3 tons. Total Ciclo 5,3 tons. Total
Nº CIPs Quant.
Soda/Cip Quant.
Ácido/Cip R$ Nº CIPs
Quant. Soda/Cip
Quant. Ácido/Cip
R$
Pasteurização 1,00 15,00 10,00 37,25 1,00 15,00 10,00 37,25
Esterilização 1,00 30,00 25,00 84,50 1,00 30,00 25,00 84,50
Envase 1,00 5,00 3,00 11,75 1,00 5,00 3 11,75
Nº Ciclos 19
Nº Ciclos 1
Total R$ 2.536,50
Total R$ 133,50
Total Geral R$ 2.670,00
Tabela 23 - Custo com produtos químicos para o iogurte
Área
Ciclo 50 tons. Total
Nº CIPs Quant.
Soda/Cip Quant.
Ácido/Cip R$
Pasteurização 1,00 25,00 20,00 68,75
Pasteurização a 96°C 1,00 14,00 10,00 36,10
Envase 1,00 5,00 3,00 11,75
Nº Ciclos 18
Total R$ 2.098,80
Combustível (Caldeira)
O objetivo deste tópico é mostrar como alocar os gastos com combustível
consumido pela caldeira para a geração de vapor necessário nos processos
produtivos.
Sendo assim, vários pontos serão abordados para tal finalidade.
Relação óleo X vapor
Utilizando a equação 6, faz-se necessário determinar esta relação para uma
caldeira capaz de produzir 12000 kg de vapor por hora utilizando Óleo
combustível 1B com rendimento aproximado a 95%. A água inicialmente a 25°C é
aquecida gerando vapor a pressão de 0,5 MPa a aproximadamente 151,83°C.
Segundo Çengel e Boles (2006), as entalpias da água e do vapor saturado são,
55
respectivamente, 125,74 e 2748,1 KJ/Kg.K. Para a Aalborg industries o PCI do
óleo combustível 1B é igua a 9940 Kcal/Kg.
( )
kglcombustívedevazão
lcombustívedevazão
caldeiradaeficiênciaPCI
H
vapordevazão
lcombustívedevazão vap
23,797__
959940
)(100
12000
__
___%
100
__
__
18,474,125
18,41,2748
=
⋅
−⋅=
⋅
∆⋅=
Equação 9 – Consumo de combustível por hora.
Ou seja, para cada quilo de óleo consumido a caldeira produz
aproximadamente 15,1kg de vapor.
Calculo de troca de energia em fase de produção
Através do calculo de troca térmica nos trocadores de calor determinou-se a
quantidade de vapor necessária em cada ponto de consumo, que a partir da
relação vapor/óleo obtém-se a quantidade de combustível necessária para
atender a demanda.
Todos os pontos de consumo e a variação de temperatura que se deseja
atingir para o fluido a ser processado podem ser vistos na tabela abaixo.
Tabela 24 - Variação de temperatura em cada equipamento
Produto t0 tf
Pasteurização do leite Trocador a placas 60 75
Esterilização Infusor 80 144
Pasteurização do leite Trocador a placas 60 80
Esterilização Injeção direta 80 147
Pasteurização do leite Trocador a placas 60 75
2º Pasteurização Trocador a placas 60 96
Atividades/equipamento
UHT
Creme
Iogurte
Segundo Silva (1997), o conhecimento do calor específico do leite e dos
produtos lácteos é essencial à engenharia de processos e ao dimensionamento
de equipamentos. A 15 °C, o leite integral, o leite desnatado e o creme de leite (30

56
por cento de gordura) apresentam calores específicos de 3,93 kJ K-1 kg-1, 3,95 kJ
K-1kg-1 e 4,11 kJ K-1 kg-1, respectivamente.
Convertendo os valores para cal °C-1 g-1 temos 0,9401 e 0,9832 para o leite
integral e creme de leite, respectivamente.
Através da equação 3, calcula-se a quantidade de energia necessária para
elevar o produto a temperatura proposta. Tal energia será fornecida pelo vapor
gerado pela caldeira. As quantidades de energia necessária para atender a
demanda de cada linha de produção nos trocadores de calor por placas podem
ser vistas na tabela a seguir.
Tabela 25 - Cálculo da quantidade de calor (Q)
Produto Demanda Atividades Energia (Q) (kcal)
Pasteurização do leite 84.609.000
Esterilização do leite 360.998.400
Pasteurização do leite 11.798.400
Esterilização de creme 39.524.640
Pasteurização do leite 12.691.350
2º Pasteurização 30.459.240Iogurte Polpa 900 tons.
UHT Integral
Creme 20%MG
6000 tons.
600 tons
Para o calculo da quantidade de vapor necessária nestes processos faz-se
necessário ter a variação de temperatura da água que entra no trocador de calor
no seu estado gasoso e sai no estado líquido. Neste estudo adota-se que o vapor
gerado pela caldeira entra no sistema a uma temperatura de 150°C e se
condensa atingindo a temperatura aproximada de 50°C. O calor especifico do
vapor d’agua foi calculado com o auxilio da Tabela 28.

57
Tabela 26 – Calores específicos de gás ideal para diversos gases comuns.
Fonte: (ÇENGEL e BOLES, 2006)
(10)
KKg
Kcalc
KKmolKJc
p
p
⋅≅
⋅≅
4356,0
781,32

58
( )( )
( )( )
( )( )
( )( )
( )( )( ) ( )( )( )
vapor
lgi
lifgif
lifgif
cedidorecebido
kgm
m
m
TTLTTm
TTcpmLmTTcpm
15,526.138
78,610000.609.84
100505391501004356,0000.609.84
4356,0000.609.84
000.609.84
≅
⋅=
−+−−⋅=
−+−−⋅=
−⋅⋅+⋅−−⋅⋅=
=
Equação 11 – Cálculo da quantidade de vapor: Pasteurizador de leite UHT integral.
( )( )
( )( )
( )( )
( )( )
( )( )( ) ( )( )( )
vapor
lgi
lifgif
lifgif
cedidorecebido
kgm
m
m
TTLTTm
TTcpmLmTTcpm
89,044.591
78,610400.998.360
100505391501004356,0400.998.360
4356,0400.998.360
400.998.360
≅
⋅=
−+−−⋅=
−+−−⋅=
−⋅⋅+⋅−−⋅⋅=
=
Equação 12 - Quantidade de vapor: Esterilizador de leite
( )( )
( )( )
( )( )
( )( )
( )( )( ) ( )( )( )
vapor
lgi
lifgif
lifgif
cedidorecebido
kgm
m
m
TTLTTm
TTcpmLmTTcpm
94,316.19
78,610400.798.11
100505391501004356,0400.798.11
4356,0400.798.11
400.798.11
≅
⋅=
−+−−⋅=
−+−−⋅=
−⋅⋅+⋅−−⋅⋅=
=
Equação 13 - Quantidade de vapor: Pasteurizador creme de leite 20%MG

59
.
( )( )
( )( )
( )( )
( )( )
( )( )( ) ( )( )( )
vapor
lgi
lifgif
lifgif
cedidorecebido
kgm
m
m
TTLTTm
TTcpmLmTTcpm
75,711.64
78,610640.524.39
100255391501004356,0640.524.39
4356,0640.524.39
640.524.39
≅
⋅=
−+−−⋅=
−+−−⋅=
−⋅⋅+⋅−−⋅⋅=
=
Equação 14 - - Quantidade de vapor: Esterilizador de creme de leite
( )( )
( )( )
( )( )
( )( )
( )( )( ) ( )( )( )
vapor
lgi
lifgif
lifgif
cedidorecebido
kgm
m
m
TTLTTm
TTcpmLmTTcpm
92,778.20
78,610350.691.12
100255391501004356,0350.691.12
4356,0350.691.12
350.691.12
≅
⋅=
−+−−⋅=
−+−−⋅=
−⋅⋅+⋅−−⋅⋅=
=
Equação 15 - Quantidade de vapor: Pasteurizador de leite destinado ao iogurte
( )( )
( )( )
( )( )
( )( )
( )( )( ) ( )( )( )
vapor
lgi
lifgif
lifgif
cedidorecebido
kgm
m
m
TTLTTm
TTcpmLmTTcpm
41,869.49
78,610240.459.30
100255391501004356,0240.459.30
4356,0240.459.30
240.459.30
≅
⋅=
−+−−⋅=
−+−−⋅=
−⋅⋅+⋅−−⋅⋅=
=
Equação 16 - 2º Pasteurizador de leite destinado ao iogurte
Adotando que o preço do quilo de óleo combustível 1ª esta R$ 1,10 e
sabendo-se que a relação vapor/óleo é de 15 para 1, a Tabela 27 mostra o custo
variável de combustível na fase de produção de cada linha.

60
Tabela 27 - Custo de combustível por linha.
Produto Atividades Vapor Óleo (kg) Oleo(R$)
Pasteurização do leite 138.526,15 9.166,97 10.083,66
Esterilização 691.044,89 45.729,90 50.302,89
Total 60.386,55
Pasteurização do leite 19.316,94 1.278,30 1.406,13
Esterilização 64.711,75 4.282,30 4.710,53
Total 6.116,66
Pasteurização do leite 20.778,92 1.375,05 1.512,55
2º Pasteurização 49.869,41 3.300,11 3.630,12
Total 5.142,67
UHT
Creme
Iogurte
Calculo de troca de energia em fase de CIP
Como já foi dito anteriormente, todos os equipamentos, linhas de tubulações,
silos, e outros por onde se passa o produto, deve ser higienizado adequadamente
segundo padrões de qualidade existente na unidade fabril.
Desta forma, utilizando dados de tabelas anteriores podemos calcular a
quantidade de vapor necessária para o aquecimento dos produtos químicos
(Soda e ácido) a temperatura ideal para limpeza. Para PERRY e CHILTON (1980)
os calores específicos da soda caustica e do ácido nítrico são, respectivamente,
0,985 e 0,65 Cal/g.°C.
Para os equipamentos que não dependem de centrais de CIP, ou seja,
possuem seu próprio sistema de limpeza o consumo de vapor necessário será
calculado conhecendo-se o volume interno de enchimento do equipamento em
questão, a temperatura inicial e final e o calor específico de cada produto
conforme tabela abaixo.
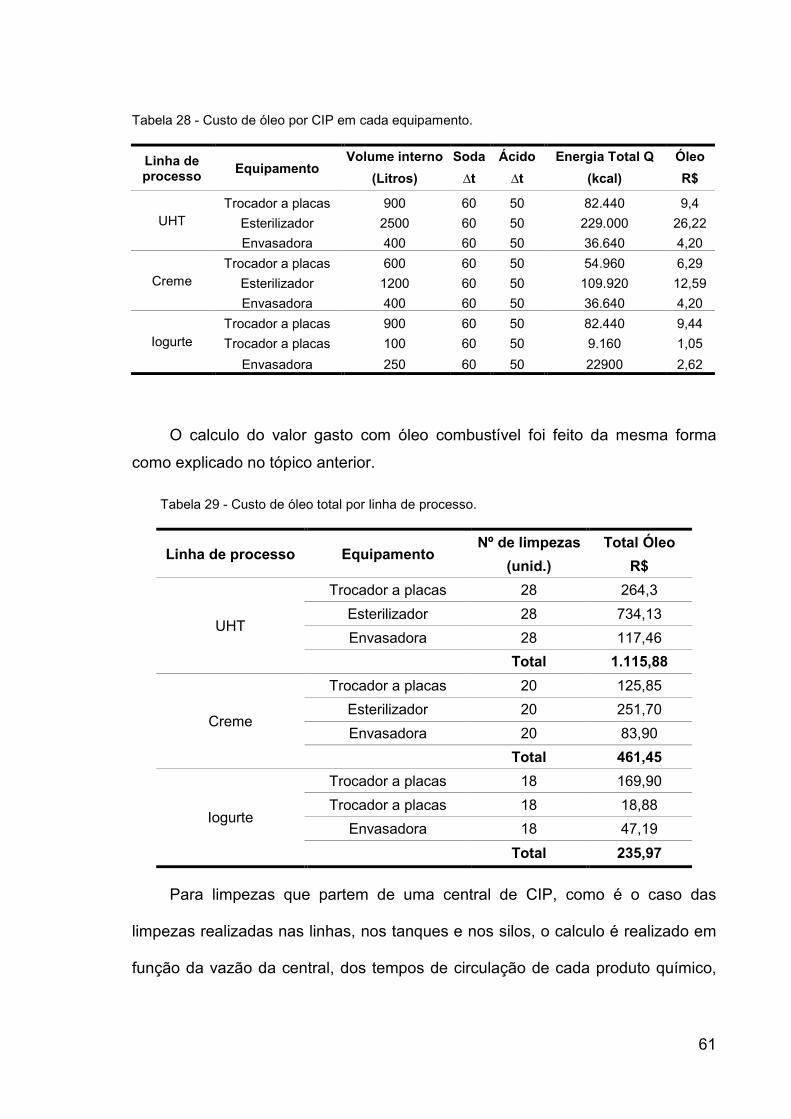
61
Tabela 28 - Custo de óleo por CIP em cada equipamento.
Linha de processo
Equipamento Volume interno Soda Ácido Energia Total Q Óleo
(Litros) ∆t ∆t (kcal) R$
UHT Trocador a placas 900 60 50 82.440 9,4
Esterilizador 2500 60 50 229.000 26,22
Envasadora 400 60 50 36.640 4,20
Creme Trocador a placas 600 60 50 54.960 6,29
Esterilizador 1200 60 50 109.920 12,59
Envasadora 400 60 50 36.640 4,20
Iogurte Trocador a placas 900 60 50 82.440 9,44
Trocador a placas 100 60 50 9.160 1,05
Envasadora 250 60 50 22900 2,62
O calculo do valor gasto com óleo combustível foi feito da mesma forma
como explicado no tópico anterior.
Tabela 29 - Custo de óleo total por linha de processo.
Linha de processo Equipamento Nº de limpezas Total Óleo
(unid.) R$
UHT
Trocador a placas 28 264,3
Esterilizador 28 734,13
Envasadora 28 117,46
Total 1.115,88
Creme
Trocador a placas 20 125,85
Esterilizador 20 251,70
Envasadora 20 83,90
Total 461,45
Iogurte
Trocador a placas 18 169,90
Trocador a placas 18 18,88
Envasadora 18 47,19
Total 235,97
Para limpezas que partem de uma central de CIP, como é o caso das
limpezas realizadas nas linhas, nos tanques e nos silos, o calculo é realizado em
função da vazão da central, dos tempos de circulação de cada produto químico,

62
do numero de limpezas realizadas e, principalmente, da variação de temperatura
entre recalque e retorno.
Tabela 30 - Gasto de óleo por CIP.
Tipo/CIP Vazão Tempo (min) ∆t ∆t Q Óleo
ton./h Soda Ácido Soda Ácido (kcal) R$
Carretas 30 30 30 10 5 196.500 22,5
Tanques 30 30 30 10 5 196.500 22,5
Silos 30 45 45 20 7 545.625 62,5
Linhas 30 30 30 15 5 270.375 31,0
Tabela 31 - Gasto de óleo total para silos, tubulações, tanques e carretas.
Tipo/CIP Equipamento Nº de limpezas Óleo
(unid.) R$
UHT
Carretas 246 5.534,5
Tanques 0 0,00
Silos 330 20.615,22
Linhas 84 2.600,31
Total 28.750,02
Creme
Carretas 36 1.010,86
Tanques 133 3.734,57
Silos 0 0,00
Linhas 57 2.400,79
Total 7.146,22
Iogurte
Carretas 36 1.010,86
Tanques 216 6.065,16
Silos 18 1516,29
Linhas 144 6065,16
Total 14.657,48

63
Demonstrativo de Resultados
Tabela 32 - Gastos gerais de fabricação caso 2
CUSTOS E DESPESAS TOTAIS C U S T O V A R I Á V E L CUSTO FIXO
Leite Integral Creme de leite Iogurte
Matéria Prima 11.550.000,00 7.200.000,00 1.380.000,00 2.970.000,00
Embalagens 2.748.000,00 1.920.000,00 378.000,00 450.000,00
Mão de obra 850.000,00 200.000,00 100.000,00 250.000,00 300.000,00
Energia Elétrica 107.368,41 50.946,44 18.074,02 13.347,95 25.000,00
Combustível 134.012,90 90.252,45 13.724,33 20.036,12 10.000,00
Manutenção 176.163,00
176.163,00
Controle de Qualidade 43.602,80 8.834,00 2.670,00 2.098,80 30.000,00
Aluguéis 900.000,00
900.000,00
Serviços de Terceiros 89.357,00
89.357,00
Comunicação 22.998,00
22.998,00
Viagens e Estadas 965,00
965,00
Gastos Diversos 4.535,00
4.535,00
Total 16.627.002,11 9.470.032,89 1.892.468,35 3.705.482,87 1.559.018,00
Custo Variável Unitário
R$ 1,5783 R$ 3,1541 R$ 4,1172
Tabela 33 - Rateio dos custos indiretos em função da demanda total caso 2
Produtos Preço de
Venda unitário
Custo direto
variável unitário
Margem de contribuição
unitária
Quantidade vendida em
Kg
Demanda total em R$
Margem de contribuição
total
Rateio dos custos indiretos em função da
demanda total
Leite Integral R$ 1,65 R$ 1,58 R$ 0,07 6.000.000 R$ 9.900.000 R$ 429.967 60,0655% R$ 936.432
Creme de leite R$ 4,70 R$ 3,15 R$ 1,55 600.000 R$ 2.820.000 R$ 927.532 17,1096% R$ 266.741
Iogurte R$ 4,18 R$ 4,12 R$ 0,06 900.000 R$ 3.762.000 R$ 56.517 22,8249% R$ 355.844
TOTAIS 7.500.000 R$ 16.482.000 R$ 1.414.016 100,00% R$ 1.559.018

64
Tabela 34 - Demonstração do resultado da empresa no período caso 2
Demonstração do Resultado
Leite Integral Creme de leite Iogurte Total
Vendas de mercadorias
6.000.000 x R$ 1,65 600.000 x R$ 4,70 900.000 x R$ 4,18 R$ 16.482.000
R$ 9.900.000 R$ 2.820.000 R$ 3.762.000
Custos e despesas variáveis
6.000.000 x R$ 1,58 600.000 x R$ 3,15 900.000 x R$ 4,12 R$ 15.067.984
R$ 9.470.033 R$ 1.892.468 R$ 3.705.483
Margem de contribuição
R$ 429.967 R$ 927.532 R$ 56.517 R$ 1.414.016
Custos e despesas fixos
R$ 936.432 R$ 266.741 R$ 355.844 R$ 1.559.018
Resultado líquido -R$ 506.465 R$ 660.790 -R$ 299.327 -R$ 145.002
Comparando-se a Tabela 34 com a Tabela 11, nota-se que o resultado
líquido total não mudou, porém o resultado de cada produto foi alterado
significativamente. Fica evidente que no 1º caso os resultados levam a crer que o
produto leite UHT é o culpado pelo fechamento negativo da fabrica. Já no 2º caso
tanto o resultado do leite UHT quanto do iogurte estão negativos e houve uma
queda brusca em relação ao creme de leite. De fato, o 1º caso acabou
penalizando o leite UHT com custos inerentes dos demais processos.
Tabela 35 - Análise do ponto de equilíbrio caso 2.
Produtos Preço de
Venda unitário
Custo direto variável unitário
Margem de contribuição
unitária
Custos Indiretos
Ponto de Equilíbrio em Quantidades
Leite Integral R$ 1,65 R$ 1,58 R$ 0,07 R$ 936.432 13.067.498
Creme de leite R$ 4,70 R$ 3,15 R$ 1,55 R$ 266.741 172.549
Iogurte R$ 4,18 R$ 4,12 R$ 0,06 R$ 355.844 5.666.598
TOTAIS R$ 1.559.018 18.906.645
De acordo com o exemplo dado, os custos e as despesas fixas da empresa,
para o período dado, sejam no montante de R$ 1.559.018,00, afirma-se que o
ponto de equilíbrio da empresa é dado pelas vendas de 13.067.498 unidades do

65
produto Leite Integral, 172.549 unidades do produto Creme de Leite e 5.666.598
unidades do produto Iogurte.
Comparando-se as Tabelas 12 e 35, nota-se que o 1º caso mascara a real
situação que a empresa vivenciou. Na Tabela 12 o ponto de equilíbrio encontra-se
65% acima da quantidade produzida. Apesar do ponto de equilíbrio apurado nesta
tabela ser extremamente insatisfatório, a gravidade da situação se acentua
mostrando uma realidade ainda pior na Tabela 35 onde o ponto de equilíbrio esta
152% acima da quantidade produzida.
5.3.3 Caso 3: Melhoria dos processos produtivos e formação dos custos
Todo este trabalho de nada adiantaria se fosse apenas um trabalho de
formação e conhecimentos dos custos. Sendo assim, a partir do mapeamento dos
processos produtivos é possível analisar melhorias e quantificar as reduções nos
gastos gerais de fabricação com o auxilio da ferramenta de custeio apresentada.
Tendo como referência a empresa criada para este estudo, verificam-se
duas ações possíveis que resultarão na redução dos custos: aumentar a
produção em cada linha de processo e produzir buscando atender a capacidade
máxima de um ciclo de produção.
De uma maneira mais direta, a seguir será proposto uma nova formação de
custos buscando atender as melhorias citadas acima.
Como já foi dito anteriormente, produzir próximo a capacidade da linha não é
aconselhável, pois poderá ser surpreendido por situações indesejadas. Da
mesma forma, trabalhar em quantidades baixas resulta desfavoravelmente no que
diz respeita a rentabilidade da empresa. Portanto, faz-se necessário achar uma
faixa ótima de produção, que neste estudo será usado valores próximos a 80% da
capacidade produtiva de cada linha conforme tabela abaixo.

66
Tabela 36 - Demanda de produção caso 2.
Produto Produção Preço de venda
(kg) Unitário
Leite Integral 9.072.000 1,65
Creme de leite 1.482.000 4,70
Iogurte 1.920.000 4,18
Outro detalhe importante esta relacionado a captação de leite. Partindo do
pressuposto que serão obtidas reduções significativas a partir das ações
tomadas, o departamento que cuida da captação de matéria prima trabalhará para
atender a demanda de um ciclo de produção ideal para cada linha de produto.
Demonstrativo de resultados.
Tabela 37 – Gastos gerais de fabricação caso 3.
CUSTOS E DESPESAS TOTAIS C U S T O V A R I Á V E L CUSTO FIXO
Leite Integral Creme de leite Iogurte
Matéria Prima 20.631.000,00 10.886.400,00 3.408.600,00 6.336.000,00
Embalagens 4.796.700,00 2.903.040,00 933.660,00 960.000,00
Mão de obra 850.000,00 200.000,00 100.000,00 250.000,00 300.000,00
Energia Elétrica 163.538,06 72.995,97 41.780,64 23.761,45 25.000,00
Combustível 163.829,38 100.840,60 24.372,51 28.616,27 10.000,00
Manutenção 176.163,00
176.163,00
Controle de Qualidade 41.918,25 6.342,00 3.244,25 2.332,00 30.000,00
Aluguéis 900.000,00
900.000,00
Serviços de Terceiros 89.357,00
89.357,00
Comunicação 22.998,00
22.998,00
Viagens e Estadas 965,00
965,00
Gastos Diversos 4.535,00
4.535,00
Total 27.841.003,69 14.169.618,57 4.511.657,40 7.600.709,72 1.559.018,00
Custo Variável Unitário
R$ 1,56 R$ 3,04 R$ 3,96

67
Tabela 38 - Rateio dos custos indiretos em função da demanda total caso 3.
Produtos Preço de
Venda unitário
Custo direto
variável unitário
Margem de contribuição
unitária
Quantidade vendida em
Kg
Demanda total em R$
Margem de contribuição
total
Rateio dos custos indiretos em função da
demanda total
Leite Integral R$ 1,65 R$ 1,56 R$ 0,09 9.072.000 R$ 14.968.800 R$ 799.181 49,96% R$ 778.931
Creme de leite R$ 4,70 R$ 3,04 R$ 1,66 1.482..000 R$ 6.965.400 R$ 2.453.743 23,25% R$ 362.458
Iogurte R$ 4,18 R$ 3,96 R$ 0,22 1.920.000 R$ 8.025.600 R$ 424.890 26,79% R$ 417.628
TOTAIS 12.474.000 R$ 29.959.800 R$ 3.677.814 100,00% R$ 1.559.018
Tabela 39 - Demonstração do resultado da empresa no período caso 3.
Demonstração do Resultado
Leite Integral Creme de leite Iogurte Total
Vendas de mercadorias
9.072.000 x R$ 1,65 1.482.000 x R$ 4,70 1.920.000 x R$ 4,18 R$
29.959.800 R$ 14.968.800 R$ 6.965.000 R$ 8.025.600
Custos e despesas variáveis
9.072.000 x R$ 1,56 1.482.000 x R$ 3,04 1.920.000 x R$ 3,96 R$
26.281.986 R$ 14.169.619 R$ 4.511.657 R$ 7.600.710
Margem de contribuição
R$ 799.181 R$ 2.453.743 R$ 424.890 R$ 3.677.814
Custos e despesas fixos
R$ 778.931 R$ 362.458 R$ 417.628 R 1.559.018
Resultado líquido
R$ 20.250 R$ 2.091.284 R$ 7.262 R$ 2.188.796
Após a melhoria a empresa estudada apresenta um resultado positivo de R$
2.188.796,00.
Tabela 40 - Análise do ponto de equilíbrio caso 3.
Produtos Preço de
Venda unitário
Custo direto variável unitário
Margem de contribuição
unitária
Custos Indiretos
Ponto de Equilíbrio em Quantidades
Leite Integral R$ 1,65 R$ 1,56 R$ 0,09 R$ 778.931 8.842.129
Creme de leite
R$ 4,70 R$ 3,04 R$ 1,66 R$ 362.458 218.916
Iogurte R$ 4,18 R$ 3,96 R$ 0,22 R$ 417.628 1.887.184
TOTAIS R$ 1.559.018 10.948.229

68
De acordo com o exemplo dado, os custos e as despesas fixas da empresa,
para o período dado, sejam no montante de R$ 1.559.018,00, afirma-se que o
ponto de equilíbrio da empresa é dado pelas vendas de 8.842.129 unidades do
produto Leite Integral, 218.811 unidades do produto Creme de Leite e 1.887.184
unidades do produto Iogurte.
No 3º caso a empresa produziu 12.474.000 quilos de produto acabado
apresentando o ponto de equilíbrio no valor de 10.948.229, ou seja, a empresa
passa a lucrar vendendo a partir deste ponto.

69
6 CONCLUSÃO
Conclui-se que a formação dos custos sem o mapeamento dos processos
produtivos (1º Caso) acarretou em resultados que mascaram a real situação da
empresa. A falta de parâmetros de processo na formação dos custos variáveis faz
com que os mesmos sejam vistos como custos indiretos dando a falsa impressão
de margens de contribuição maiores comprometendo a apuração do ponto de
equilíbrio para cada produto.
Introduzindo o estudo de mapeamento dos processos na formação dos
custos (2º Caso) constatou-se a real gravidade da situação analisando-se os
pontos de equilíbrio, que por sua vez foram bem maiores que no 1º caso.
Conclui-se também que a proposta de melhoria dos processos produtivos
estudada (3º caso) possibilitou a empresa sair do saldo negativo, maximizando a
margem de contribuição através dos ciclos de produção e diluindo os custos fixos
através do aumento da demanda.

70
7 REFERÊNCIAS BIBLIOGRÁFICAS
AALBORG Industries. Poder calorífico inferior. Disponivel em: <http://www.aalborg-industries.com.br/downloads/poder-calorifico-inf.pdf>. Acesso em: 10 maio 2013.
BEUREN, I. M. Evolução histórica da contabilidade de custos. Contabilidade Vista & Revista. Belo Horizonte, v. 5, n. 1, p. 61-66, fev. 1993
BRIMSON, J. A. Contabilidades por Atividades. São Paulo: Atlas, 1996.
BURBIDGE, J. L. Planejamento e controle da produção. 2.ed. São Paulo: Atlas, 1988. 556p.
CASALI, A. M. et. al. Sistema ABC: Implantação e resultados. Revista Brasileira de Administração Contemporânea, Rio de Janeiro, v.1, n. 2 set., 1995.
ÇENGEL, Y. A.; BOLES, M. A. Termodinâmica 5ªed. [S.l.]: AMGH Editora Ltda., 2006.
CERBE, G.; HOFFMANN, H.-J. Introdução a termodinâmica. Tradução de Jõao Câmara Neiva. São Paulo: Polígono, 1973.
CORRÊA, H. L. Teoria geral da administração: uma abordagem histórica da gestão de produção e operações. São Paulo: Atlas, 2003.
CORRÊA, H. L.; CORRÊA, C. A. Administração da produção e operações: manufatura e serviços: uma aboradagem estratégica. 3ª. ed. São Paulo: Atlas, 2012.
CREPALDI, S. Contabilidade Gerencial. Teoria e prática. 3. ed. São Paulo: Atlas, 2004.
DAVIS, M. M.; CHASE, R. B.; AQUILANO, N. J. Fundamentos Da Administracao Da Producao. 3. ed. Porto Alegre: Bookman, 2001.
FILHO, W. B. Transmissão de calor. São Paulo: Pioneira Thomson Learning, 2004.
FUSCO, J. P. A. et al. Administracao de Operacoes; Da Formulacao Estrategica Ao Contrato Opcional. São Paulo: Arte & Ciência, v. I, 2003. 296 p.
GHINATO, P. Sistema Toyota de Produção: Mais do Que Simplesmente Just-in-Time. Disponível em: <http://www.scielo.br/pdf/prod/v5n2/v5n2a04.pdf>. Acesso em: 06 de maio de 2013.
HUGHES, S. B.; GJERDE, K. A. P. Do Different Cost Systems Make a Difference? Management Accounting Quarterly. Montvale: Fall, 2003.

71
INCROPERA, F. P.; ALL, E. Fundamentos de Transferência de Calor e Massa. 6ª. ed. Rio de Janeiro: LTC, 2008. 643 p.
IUDÍCIBUS, S. de.; MARION, J. C. Curso de contabilidade para não contadores. ed. São Paulo: Atlas, 2000.
IUDÍCIBUS, S. de.; MARTINS, E.; GELBCKE, E. R. Manual de contabilidade das sociedades por ações. ed. São Paulo: Atlas, 2000.
KAPLAN, R. S.; COOPER, R. Custo e Desempenho – Administre seus custos para ser mais competitivo. ed. São Paulo: Futura, 2000.
KOEHLER, R. W. Triple-Threat Strategy. Management Accounting. Oct., 1991.
LEONE, G. S. G. Contabilidade de Custos. 2. ed. São Paulo: Atlas, 2000.
LINS, B. E. Breve história da engenharia da qualidade. Disponível em: <http://bd.camara.gov.br/bd/bitstream/handle/bdcamara/11186/breve_historia_lins.pdf?sequence=1>. Acesso em: 05 de maio de 2013.
MARTINS, E. Contabilidade de Custos. 9. ed. São Paulo, Atlas, 2003.
MARTINS, P. G.; LAUGENI, F. P. Administração da produção. 2ª. ed. São Paulo: Saraiva, 2005.
MAUAD, L. G. A.; PAMPLONA, E. de. O. ABC/ABM e BSC – Como essas ferramentas podem se tornar poderosas aliadas dos tomadores de decisão das empresas. VII Congresso Internacional de Costos. Punta Del Leste, Uruguay, nov., 2003.
MEGLIORINI, E. Custos. ed. São Paulo: Makron Books, 2001.
NAKAGAWA, M. Gestão estratégica de custos: conceito, sistemas e implantação. ed. São Paulo: Atlas, 1993.
OLIVEIRA, D.P.R. de. Estratégia empresarial: uma abordagem empreendedora.2. Ed. São Paulo: Atlas, 1991.
OTT, E. Estudo Comparativo Sobre o Uso da Informação Contábil, Das novas Tecnologias de Produção e Dos Instrumentos de Gestão nas Indústrias Médias e Grandes do Rio Grande do Sul e da Comunidade Autônoma do País Vasco –Espanha. São Leopoldo: Unisinos, 1998.
PERRY, R. H.; CHILTON, C. H. Manual da engenharia química. 5. ed. [S.l.]: Guanabara Dois, 1980. 3-143 p.
PIRES, S. R. I. Managerial implications of the modular consortium model in a Brazilian automotive plant. International Journal of Operations & Production Management, v. 18, n. 3, p. 221-232, 1998.
PLOSSL, G. W. Production and inventory control - principles and techniques. 2. ed. Englewood Cliffs, N.J., Prentice-Hall, Inc., 1985. 443p

72
PORTER, M. E.; Competitive advantage: creating and sustaining superior perfomance. New York: Free, 1985.
REZENDE, A. A. de; SANTOS, A. C. dos; COSTA, A. M.; Custos de produção em laticínios. Disponível em em: <http://www.custoseagronegocioonline.com.br/numero1v2/Custos%20de%20producao%20em%20laticinios.pdf> Acesso em: 10 maio 2013.
ROBLES JR., A. Custos da Qualidade. Aspectos econômicos da gestão da qualidade e da gestão ambiental. 2. ed. São Paulo: Atlas, 2003.
RUSSOMANO, Victor Henrique. Planejamento e controle da produção .6.ed. São Paulo: Pioneira, 2000.
SERVIÇO Brasileiro de Respostas Técnicas - SBRT. Taxa de produção de vapor em caldeira em função do combustível. Disponivel em: <http://pt.scribd.com/doc/73463062/Caldeira-calculo-vapor-por-gas>. Acesso em: 10 maio 2013.
SILVA, P. H. F. da Leite, Aspectos de Composição e Propriedades. Disponível em: <http://qnesc.sbq.org.br/online/qnesc06/quimsoc.pdf> Acesso em: 14 de maio de 2013.
SLACK, N.; CHAMBERS,; JOHNSTON, R. Administração da produção. Campos Elísios: Atlas S.A., 2009.
SLOAN JR., A. E. Meus anos com a General Motors. São Paulo: Negócio,2001.
SOUZA, M. A. Práticas de Contabilidade Gerencial Adotadas por Subsidiárias Brasileiras de Empresas Multinacionais. São Paulo, Tese de Doutoramento, Faculdade de Economia, Administração e Contabilidade da Universidade de São Paulo, 2001.
SPRAKEL, E. B.; FILHO, C. S. A evolução dos sistemas de pcp sob a ótica da engenharia de produção. Disponível em: <http://www.abepro.org.br/biblioteca/ENEGEP1999_A0654.PDF>. Acesso em: 08 de março de 2013.
TÉBOUL, J. Gerenciando a dinâmica da qualidade. Rio de Janeiro: Qualitymark, 1991.
WHEELWRIGHT, S. C.; HAYES, R.H. Competing through manufacturing Harvard Business Review, New York, v. 63, n. 1, p. 99-109, Jan./Feb, 1985.
WOOD, T.; ZUFFO, P. K.; Supply chain management. Revista de Administração de Empresas, v. 38, n. 3, p. 55-63, 1998.
ZACCARELLI, S. B. Programação e controle da produção. São Paulo Pioneira, 1979.