ESTUDO DE TEMPOS: ESTIMAÇÃO DA CAPACIDADE …abepro.org.br/biblioteca/TN_STP_206_227_26920.pdf ·...
13
ESTUDO DE TEMPOS: ESTIMAÇÃO DA CAPACIDADE PRODUTIVA DE UMA FÁBRICA DE BLOCOS DE CONCRETO DE PEQUENO PORTE ANA PAULA DE SOUZA E SILVA (UFPA) [email protected] ESMERALDA RIBEIRO RIBEIRO (UFPA) [email protected] Thais Costa Monteiro (UFPA) [email protected] CINTHYA ELEN PEREIRA DE LIMA (UFPA) [email protected] O presente trabalho apresenta um estudo de caso na empresa SEClima Construção, tendo como principal ferramenta de análise o estudo de tempos. O objetivo geral do trabalho foi a realização de uma análise do processo produtivo de blocos de concreto em uma indústria de pequeno porte no município de Abaetetuba, estado do Pará e a apresentação de uma proposta para melhoria do processo. O método de pesquisa realizado foi a coleta de dados através de visita à fábrica. A análise do processo foi efetuada através das observações e cronometragem de tempos dos movimentos dos operários, desta forma determinou-se o tempo padrão. Os resultados foram satisfatórios visto que se pôde definir a capacidade produtiva do processo. Palavras-chave: Estudo de tempos, Tempos e movimentos, Estudo de caso XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
Transcript of ESTUDO DE TEMPOS: ESTIMAÇÃO DA CAPACIDADE …abepro.org.br/biblioteca/TN_STP_206_227_26920.pdf ·...

ESTUDO DE TEMPOS: ESTIMAÇÃO DA
CAPACIDADE PRODUTIVA DE UMA
FÁBRICA DE BLOCOS DE CONCRETO
DE PEQUENO PORTE
ANA PAULA DE SOUZA E SILVA (UFPA)
ESMERALDA RIBEIRO RIBEIRO (UFPA)
Thais Costa Monteiro (UFPA)
CINTHYA ELEN PEREIRA DE LIMA (UFPA)
O presente trabalho apresenta um estudo de caso na empresa SEClima
Construção, tendo como principal ferramenta de análise o estudo de
tempos. O objetivo geral do trabalho foi a realização de uma análise
do processo produtivo de blocos de concreto em uma indústria de
pequeno porte no município de Abaetetuba, estado do Pará e a
apresentação de uma proposta para melhoria do processo. O método
de pesquisa realizado foi a coleta de dados através de visita à fábrica.
A análise do processo foi efetuada através das observações e
cronometragem de tempos dos movimentos dos operários, desta forma
determinou-se o tempo padrão. Os resultados foram satisfatórios visto
que se pôde definir a capacidade produtiva do processo.
Palavras-chave: Estudo de tempos, Tempos e movimentos, Estudo de
caso
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
Nos últimos anos, a consciência da sociedade sobre o meio ambiente tem atribuído
importância cada vez maior aos materiais de construção e seu impacto ao meio. Decisões em
favor de produtos e de sistemas construtivos são influenciadas por aspectos técnicos,
econômicos e também ecológicos. Segundo Besserman (2012) a sustentabilidade faz parte da
agenda do século XXI, o maior desafio que a humanidade já enfrentou.
A atividade de construção civil diante desses impasses e exigências está se adequando e
investindo em tecnologias que garantam a esta o melhor aproveitamento de seus recursos e o
menor dano ao meio ambiente. Estudos da organização internacional pioneira no
questionamento das práticas empresariais, World Business Council for Sustainable
Development (WBCSD) apontam que a substituição dos enraizados tijolos de barro pelo o uso
de concreto pré-moldado em edificações está amplamente relacionada a uma forma de
construir econômica, durável, estruturalmente segura e com versatilidade arquitetônica.
Este artigo tem como objetivo analisar as operações da produção dos blocos de concreto, bem
como, a mensuração dos tempos gastos no processo. Visando com isso melhorar o
aproveitamento dos recursos disponíveis com o consequente aumento da capacidade
produtiva. Diante disso, procurou-se identificar a etapa da produção indispensável, avaliar
seus tempos e observar a ordem de execução das tarefas, além da realização de uma análise
ergonômica para definir os ambientes de trabalho de forma adequada. Para tanto, aplicou-se o
método de tempos do trabalho que permite a investigação sistêmica dos fatores que afetam a
produtividade, bem como atua na determinação e focalização nas ações de melhorias.
2. Estudo de tempos
Amaro (2012) diz que o estudo de tempos é uma técnica de medida de trabalho desenvolvida
por Frederick W. Taylor que dá condições de estabelecimento de um tempo padrão para a
realização das operações com base em um método mais adequado e pode ainda ser utilizado
como suporte à análise do estudo de métodos. De acordo com Felippe, et al. (2012) a
obtenção de informações reais sobre um processo modifica a forma de tratar a produtividade e
a qualidade num processo produtivo.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
Existem três maneiras de se fazer o estudo de tempos: por estimativa, que era a mais utilizada
antigamente no estabelecimento de padrões e que consistia em um operador experiente que
intuitivamente atribuía certo tempo a um dado trabalho, sendo assim, possui um alto nível de
subjetividade; por série histórica, no qual os padrões de produção se baseiam em trabalhos
antigos semelhantes, mas os valores obtidos podem se desviar da duração real do trabalho; e
finalmente por tempos cronometrados (cronoanálise), que consiste basicamente colocar um
indivíduo para medir o tempo de operação de um trabalho e a partir desse ponto fazer a
avaliação e a determinação do tempo padrão.
O estudo de tempos cronometrados possibilita a determinação de um tempo padrão e da
capacidade produtiva do processo. Segundo Ricci (2013) a cronometragem é o método mais
empregado na indústria para se medir o trabalho, levando em consideração a eficiência
individual do operador e estabelecendo padrões para produção e para os custos industriais.
Estudos voltados à gestão de processos oferecem alternativas na busca de soluções e alcance
dessa excelência organizacional (ARAÙJO, 2006).
Para que sejam realizadas as cronometragens faz-se necessária a identificação de um
funcionário padrão, que será utilizado como referência na determinação do ritmo e
velocidade.
A escolha do funcionário a ser cronometrado é um tanto controversa na literatura. Martins e
Laugeni (2006) e Peinado e Graeml (2007) apontam a possibilidade de esta ser feita por um
observador experiente com base no julgamento da velocidade dos funcionários, entretanto
Slack, Chambers e Johnston (2009) argumentam que o processo de avaliar a velocidade de
trabalho do operário é relativo ao conceito do próprio observador a respeito da velocidade
correspondente ao desempenho padrão, podendo este levar em consideração, separadamente
ou em combinação, um ou mais fatores como a velocidade de movimento, esforço, destreza,
consistência etc. Desta forma, fica evidente o alto grau de subjetividade nesta abordagem.
Barnes (1977) desenvolveu um teste metódico, que possibilita avaliar a velocidade do
operador, o qual são distribuídas 52 (cinquenta e duas) cartas de baralho em um gabarito de
compensado divido em quatro compartimentos, onde se faz a distribuição continua no sentido
horário, por 5 (cinco) vezes. Esses ciclos são cronometrados, onde as duas primeiras medidas
são descartadas e a partir das posteriores retira-se a média de tempo do operador. O Tempo
internacional ideal para a distribuição é de 30 segundos, sendo a eficiência do trabalhador a
razão entre o tempo ideal e o tempo do operador (TO) (V = 30/TO(s)).

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
(2)
(3)
(4)
(5)
(6)
Após a escolha do funcionário a ser cronometrado, faz-se necessário definir a amostra de
cronometragens para composição do estudo. Segundo Martins e Laugeni (2006), a maneira
mais correta para determinar número de cronometragens a serem realizadas (n) é deduzida,
com base em cronometragens iniciais, a partir da equação 1.
2dEx
zAn
r
(1)
Onde z é o nível de confiança da distribuição normal, A é a amplitude da amostra de
cronometragens, Er é o erro relativo, d2 é um coeficiente obtido em tabelas estatísticas
específicas em função do número de cronometragens realizadas preliminarmente e x é a
média de amostra.
Após a determinação do número de ciclos a serem cronometrados por dia e da realização das
cronometragens de fato, faz-se necessário um tratamento destes dados para que outliers não
interfiram na determinação do tempo padrão. Peinado e Graeml (2007) apontam dois tipos de
gráficos utilizados para controle da amostra por meio de limites superiores (LSC) e inferiores
(LIC) de controle: gráfico da média e gráfico da amplitude.
Segundo os autores, o gráfico da média é aplicado individualmente a cada dia da amostra e
visa identificar ciclos fora de controle, possuindo os seguintes limites (onde R é obtido em
tabelas estatísticas específicas em função de n dados nas Equações (2) e (3).
2
2
dRxLIC
dRxLSC
O gráfico da amplitude é aplicado à amostra como um todo e visa identificar dias fora de
controle, possui os limites d3 e d4 que são obtidos na mesma tabela que d2, relativamente a n e
Am é a média das amplitudes diárias.
3
4
dALIC
dALSC
m
m
Após a determinação da velocidade do operador, através do método das cartas, é necessário
calcular o tempo normal de uma operação, Barnes (1977) diz que o tempo normal é aquele
requerido por uma operação onde não levamos em conta as interrupções nem as condições
operacionais especiais. Deste modo tem-se a Equação 6:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
(7)
(8)
(9)
VTcTN
Onde;
NT =Tempo Normal,
Tc =Tempo cronometrado,
V =Velocidade do operador
É preciso levar em consideração que um processo possui interrupções para atender as
necessidades pessoais dos seus operários, além de aliviar os efeitos da fadiga no trabalho e
proporcionar um bom descanso dos mesmos.
Para a determinação do fator de tolerância ( TF ) utiliza-se a Equação 7:
pFT
1
1
Onde p é a razão entre os tempos de permissão que a empresa concede a seus funcionários e a
jornada de trabalho.
A partir destes, determina-se o tempo padrão, que segundo Peinado e Graeml (2007) é
calculado multiplicando-se o tempo normal pelo fator de tolerância para que haja uma
compensação do período que o trabalhador está em ósseo. Como visto em (8):
Tnp FTT
De posse do valor do tempo padrão, calcula-se a capacidade produtiva, relacionando o tempo
padrão de um ciclo de operação com a quantidade de ciclos que podem ser realizados de
acordo com a jornada de trabalho da empresa.
p
pT
tC
Onde t é o tempo em minutos da jornada de trabalho de cada operador em um dia normal de
trabalho e Tp é o tempo padrão do processo.
3. Metodologia
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
Essa pesquisa possui caráter exploratório, pois advém de um estudo de caso em uma fábrica
de blocos de concreto, onde foram feitas cronometragens das atividades que compõem a
atividade de prensagem.
Para evidenciar os procedimentos realizados para o desenvolvimento do trabalho, a seguir
estão os passos adotados:
Levantamento bibliográfico: foram estudados referenciais teóricos que abordavam os
assuntos: Teoria de tempos, processo produtivo e capacidade produtiva;
Desenvolvimento do instrumento de coleta de dados: foi elaborada uma folha de verificação
para possibilitar o mapeamento das atividades do processo a serem cronometradas;
Obtenção do fator de ritmo: foi realizada a cronometragem da distribuição de 52 cartas de
baralho por cada colaborador;
Realização das cronometragens: foram realizadas 10 cronometragens preliminares com o
objetivo de obter os dados para determinar o número de cronometragens (n) necessárias para
o estudo, para tanto, foi utilizada a equação 1. O resultado da equação mostrou que o número
de cronometragens coletadas era suficiente para a realização do estudo;
Tabulação dos resultados: as cronometragens foram organizadas em uma planilha eletrônica,
onde foi obtida a média de duração do processo.
Construção dos gráficos de controle: de posse das cronometragens pode-se efetuar os cálculos
necessários para a elaboração do gráfico das médias e das amplitudes, onde foi possível
verificar se havia deficiência ou incoerência nos dados coletados. Para esses cálculos foram
utilizadas as equações 2 e 3.
Definição do fator de tolerância: levando em consideração as pausas para necessidades
fisiológicas e a fadiga que acontece ao longo do dia, foi estipulado 168 minutos de tolerância,
após a definição desta pausa durante o dia de trabalho, pôde-se calcular o fator de tolerância
por meio da equação 7;
Realização dos cálculos inerentes ao estudo: para determinar o Tempo Normal (TN) foi
utilizado o Tempo Médio de cada operação e o ritmo dos colaboradores, de acordo com a
equação 6. Para determinar o tempo padrão foi utilizado o tempo normal e o fator de
tolerância, conforme a equação 8, após a obtenção do tempo padrão foi calculada a
capacidade produtiva da empresa nesse serviço, por meio da equação 9.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
Análise dos resultados: a partir dos cálculos realizados inerentes ao estudo de tempos, foi
possível mapear os gargalos no processo, a capacidade produtiva da empresa para o serviço de
revisão geral de motocicletas. Dessa forma foram sugeridas possíveis melhorias para
aumentar a capacidade produtiva da empresa.
4. Resultados e discussões
4.1. Caracterização do processo estudado
Este trabalho se caracteriza como um estudo de caso, pois se trata da produção de blocos de
concreto em pequena escala em uma empresa do ramo da construção civil da região. A análise
foi realizada durante 3 dias de trabalho de confecção de blocos de concreto que utiliza como
matéria-prima o cimento, a escória, a areia e a água.
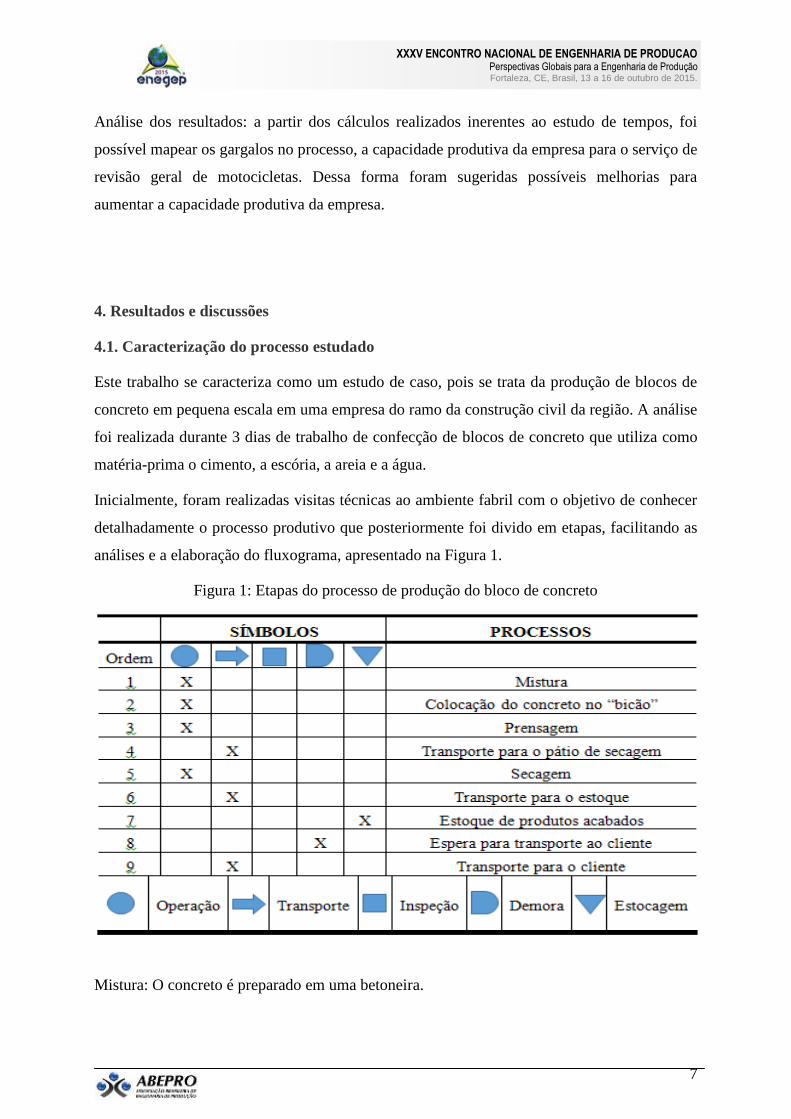
Inicialmente, foram realizadas visitas técnicas ao ambiente fabril com o objetivo de conhecer
detalhadamente o processo produtivo que posteriormente foi divido em etapas, facilitando as
análises e a elaboração do fluxograma, apresentado na Figura 1.
Figura 1: Etapas do processo de produção do bloco de concreto
Mistura: O concreto é preparado em uma betoneira.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
Colocação do concreto no “bicão”: O concreto é derramado em um recipiente chamado de
“bicão”, o recipiente fica abaixo do nível da betoneira e é usado para colocar o concreto nas
formas;
Prensagem: A prensagem consiste em prensar o concreto dentro das formas;
Transporte para a secagem: Os blocos recém prensados são transportados para a área de
secagem;
Secagem: Os blocos ficam acomodados para o processo de secagem do concreto. Geralmente
esse processo dura 24h;
Transporte para o estoque: Os blocos são transportados para o estoque de produtos acabados;
Estoque de produtos acabados: Os blocos são armazenados para expedição.
Nas manhãs de dias de produção da fábrica 2 funcionários chegam as 7h da manhã e iniciam a
preparação do concreto com as betoneiras. Às 8h inicia-se a produção. Ao meio dia os
funcionários saem para o almoço retornando às 14h e terminando o dia de trabalho por às 18h.
Esses horários podem apresentar variações, dependendo da demanda e de fatores externos.
Foi considerado neste trabalho que a jornada diária de trabalho é de 8h.
Levando em consideração que a atividade de prensagem é a única na qual o tempo de
produção está relacionado apenas ao ritmo dos operadores, as atividades de mistura e
secagem, que são as outras atividades relacionadas à produção, tem seus tempos
independentes dos operadores e apenas dependem das máquinas ou processos relativos aos
materiais e a colocação no “bicão”, não interfere no desempenho do processo, visto que o
nível é permanentemente monitorado e preenchido. Dessa forma definiu-se a atividade de
prensagem como objeto de estudo dos tempos e determinação do tempo padrão.
A operação de “Prensagem” compreende os seguintes elementos: “acomodar bandeja”,
“preencher, prensar e desenformar” e “liberar para saída do conjunto de blocos”.
A partir da escolha da operação a ser estuda em detalhes, selecionou-se o trabalhador padrão
por meio do teste internacional do baralho desenvolvido por Barnes (1977), que relaciona a
velocidade internacional padrão de 30s com a velocidade do operador. Entre os quatro
operários, o selecionado teve média de 27.4s.
Para esse estudo foram efetuadas 10 cronometragens de cada elemento da operação descrita
anteriormente e realizada pelo operador padrão, os dados coletados foram relacionados em
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
uma Tabela para dar continuidade ao procedimento. Em sequência, foram realizados os
cálculos do estudo de tempos e com este foi possível determinar o tempo padrão e estimar a
capacidade produtiva do processo.
Os materiais utilizados para a realização da pesquisa foram: cronômetros, prancheta, folha de
papel A4, caneta e fita métrica.
4.2 Determinação do número de ciclos a serem cronometrados
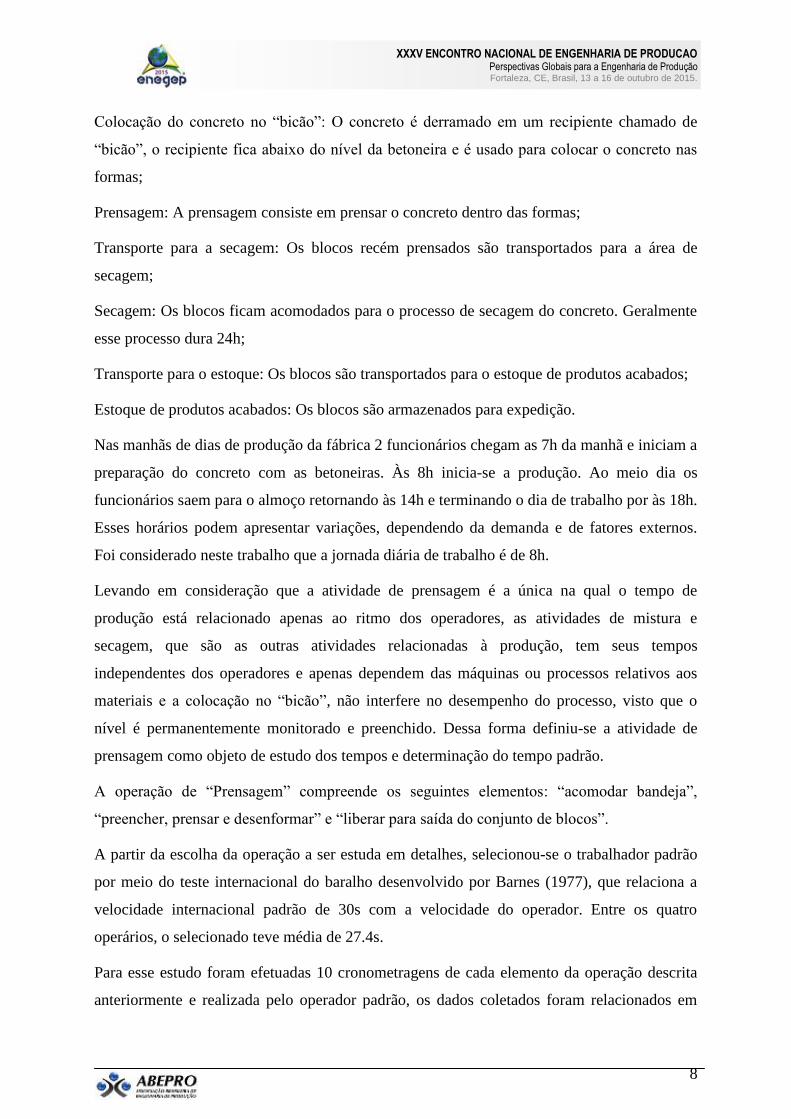
Na determinação do número de cronometragens iniciais utilizou-se a equação 1, com os dados
encontrados na tabela 1, adotando z=95%, foram analisadas as amostragens realizadas durante
a cronometragem, obtendo d2=3.078 para n=10.
Tabela 1: Cronometragens das atividades
Atividade 1 2 3 4 5 6 7 8 9 10 Média
Acomodar bandeja 5,1 5,3 5,7 5,4 5,6 6,1 6,3 5,9 6,2 5,7 5,73
Prensar e
desenformar 10,1 9,3 9,7 10,3 10,2 10,5 9,5 10,9 9,9 10,1 10,05
Liberar para saída
do conjunto de
blocos 19,5 20,3 21,2 20,7 19,2 21,3 20,4 19,7 20,2 22,1 20,46
Total 34,7
34,9
36,6
36,4
35
37,9
36,2
36,5
36,3
37,9
36,24
Analisando a Tabela 2 conclui-se que as cronometragens foram suficientes para a realização
deste trabalho.
Tabela 2: Determinação do número de amostragens mínimas do processo de prensagem
Atividade Z(95%) Amplitude Erro relativo
Média dos tempos
Número de cronometragens
Acomodar bandeja 1.64 1.2 0.05 5,73
4,39
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Prensar e desenformar
1.64 2.4 0.05 10,05
4,45
Liberar para saída do conjunto de blocos
1.64 3.1 0.05 20,46
7,18
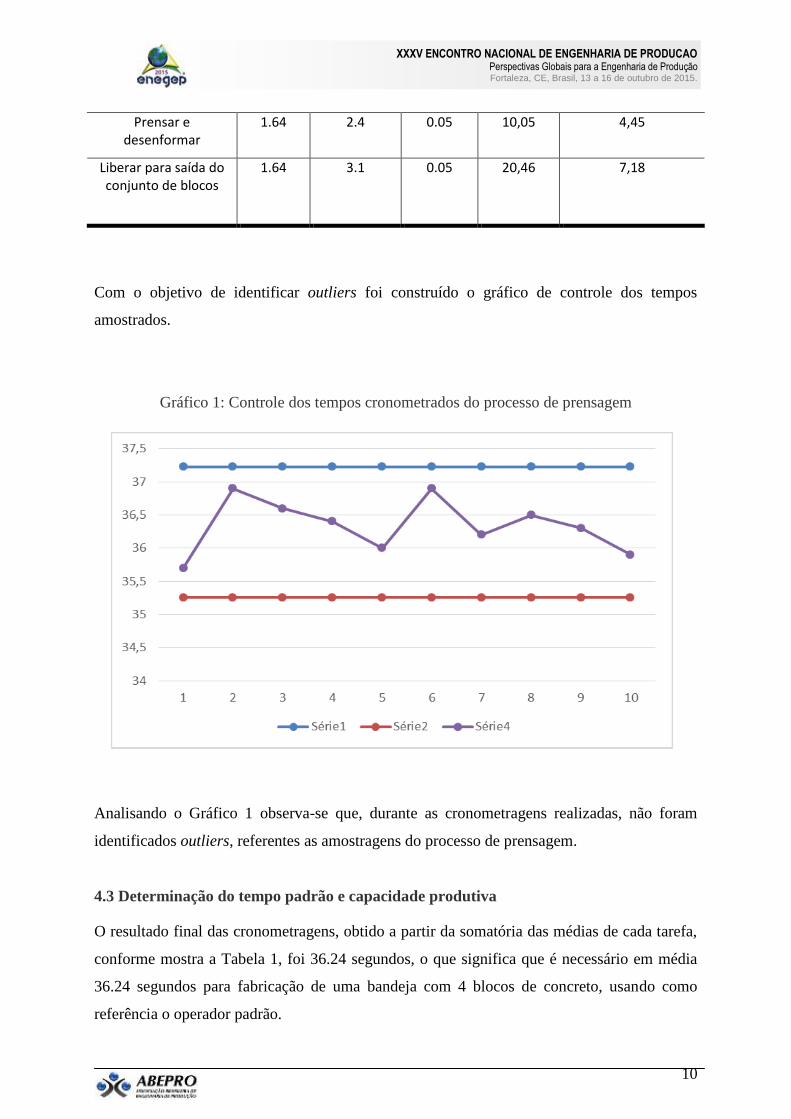
Com o objetivo de identificar outliers foi construído o gráfico de controle dos tempos
amostrados.
Gráfico 1: Controle dos tempos cronometrados do processo de prensagem
Analisando o Gráfico 1 observa-se que, durante as cronometragens realizadas, não foram
identificados outliers, referentes as amostragens do processo de prensagem.
4.3 Determinação do tempo padrão e capacidade produtiva
O resultado final das cronometragens, obtido a partir da somatória das médias de cada tarefa,
conforme mostra a Tabela 1, foi 36.24 segundos, o que significa que é necessário em média
36.24 segundos para fabricação de uma bandeja com 4 blocos de concreto, usando como
referência o operador padrão.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Considerando o modelo proposto por Barnes (1977) obtemos a velocidade V, considerando-a
como sendo a razão entre o valor ideal de 30 segundos e o tempo do operador padrão, obtido
no teste das cartas, e a média mundial de 30 segundos, dessa forma temos V=1.095.
Aplicando V à equação 6, obtemos TN=39,68 segundos.
Para o cálculo do Fator de Tolerância (FT) foram feitas algumas considerações: Os
funcionários usam 5% do tempo de trabalho para satisfazer as suas necessidades físicas, por
se tratar de um trabalho repetitivo, para o qual é necessário levantar uma determinada carga e
o operador fica em pé durante o horário de trabalho adotou-se um desconto por fadiga de
30%. Dessa forma temos FT=1.53.
Aplicando TN e FT, determinados anteriormente, em (8) chega-se no tempo padrão (Tp), sendo
Tp=60.71 segundos.
Na determinação da capacidade produtiva diária, considerando uma jornada de trabalho de
8h(28800s) diárias e o Tp obtido, usando (9), identifica-se a capacidade produtiva diária de
474 formas por dia, totalizando 2370 unidades.
5. Balanceamento da produção
A fábrica possui duas linhas de produção, contudo observou-se que o transporte para a
secagem, atividade imediatamente posterior a prensagem, dura menos de 15 segundos,
segundo as cronometragens realizadas, e a colocação de concreto no “bicão” possui
capacidade de atender a demanda de duas linhas de prensagem. Dessa forma constatou-se que
o gargalo da produção é a atividade de prensagem.
Pelo fato de possuir duas linhas de produção, uma forma de minimizar os recursos utilizados
tanto de equipamentos quanto de mão-de-obra é a colocação em paralelo dos postos de
prensagem em série com um dos “bicões” e a utilização de apenas um operário para
transportar os blocos para a secagem. Reduzindo assim a utilização de mão de obra,
equipamentos e espaço utilizado na fábrica.
A proposta foi apresentada a direção que apresentou interesse em implementá-la, mas por
trabalhar por demanda puxada não houveram encomendas no período posterior a proposta, o
que impossibilitou o estudo de impacto da mudança proposta.
6. Conclusão
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
A aplicação dos estudos de tempos possibilitou a observação e uma visão analítica do
processo produtivo da indústria de pré-moldados por meio da qual se pode estimar a
capacidade produtiva de acordo com os recursos disponíveis.
O estudo foi realizado durante 2 dias, nesse período a produção média diária do bloco de
concreto mensurada foi de 2260 blocos, no entanto, segundo os cálculos, utilizando-se o
tempo padrão encontrado de 60.71 segundos para a realização das tarefas em um total de 8h
de produção, estimou-se uma fabricação diária de aproximadamente 2370 blocos.
De acordo com isso, infere-se que em média houve uma perda de aproximadamente 110
blocos por produção, o que se deve ao fato de no processo existirem tempos gastos
desnecessariamente com paradas irregulares e blocos os quais saem da prensa fora dos
padrões de qualidade.
Sugere-se, assim o treinamento dos funcionários para a padronização desses métodos
produtivos, o controle rígido do processo, investimento em tecnologia e espaço físico, bem
como a elaboração de um plano conjunto de produção que contemple todos os setores
produtivos levando em conta o principal aspecto do processo, o fator humano. Ainda no
sentido de promover melhorias e o aumento da produtividade, foi proposto um modelo
visando a redução dos recursos consumidos no processo, contudo o desempenho do modelo
proposto não pode ser analisado por ausência de produção durante o período de teste do
modelo.
Referências
AMARO, C. I. P.. Estudo de tempos e métodos no setor de pesagem na CIN – Corporação
Industrial do Norte (Dissertação de Mestrado Integrado em Engenharia Mecânica). Faculdade
de Engenharia da Universidade do Porto, 2012.
ARAÙJO, L. G. de. Organizações, sistemas e Métodos e as novas tecnologias de gestão
organizacional. Vol. 2 – 2ªed. – São Paulo: Atlas, 2006.
BARNES, R. Estudo de Movimentos e de Tempos: Projeto e Medida do Trabalho. São Paulo:
Edgar Blücher, 1977.
BESSERMAN, Sérgio. Desenvolvimento Sustentável e a História do Século XXI. Encontro
Rio Mais Vinte, 2012.
FELIPPE, A.D.; CUSTODIO, M.R.; DOLZAN, N.; TEIXEIRA, E.S.M. Análise
descritiva do estudo de tempos e métodos: uma aplicação no setor de embaladeira de uma
indústria têxtil. IX Simpósio de Excelência em Gestão e Tecnologia, Anais, SEGet, 2012.
MARTINS, P.; LAUGENI, F. Administração da Produção. São Paulo: Saraiva, 2006.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
PEINADO, J.; GRAEML, A. Administração da produção: operações industriais e de
serviços. Curitiba: UnicenP, 2007.
RICCI, Márcio. Estudo de Tempos e Métodos. UBC, 2013.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. São Paulo:
Atlas, 2009.