IPC-A-610C PO
372
IPC-A-610C PO Aceitabilidade de Montagens Eletrônicas ASSOCIATION CONNECTING ELECTRONICS INDUSTRIES ® 2215 Sanders Road, Northbrook, IL 60062-6135 Tel. 847.509.9700 Fax 847.509.9798 www.ipc.org IPC-A-610C PO Janeiro de 2000 Um padrão elaborado pela IPC Substitui a Revisão B Dezembro de 1994
-
Upload
wilton-cabral -
Category
Documents
-
view
266 -
download
0
description
Aceitabilidade de Montagens Eletrônicas
Transcript of IPC-A-610C PO

IPC-A-610C PO
Aceitabilidade de
Montagens Eletrônicas
ASSOCIATION CONNECTINGELECTRONICS INDUSTRIES ®
2215 Sanders Road, Northbrook, IL 60062-6135Tel. 847.509.9700 Fax 847.509.9798
www.ipc.org
IPC-A-610C POJaneiro de 2000 Um padrão elaborado pela IPC
Substitui a Revisão BDezembro de 1994

In keeping with the U.S. Department of Defense acquisition reform principle of relying on performance requirements when-ever practicable, and then relying on contractors to meet those requirements, this standardhas not been ‘‘adopted.’’ How-ever, it is recommended as a reference to be used in the establishment and evaluation of design and process requirements.The adoption notice of the IPC-HDBK-001 is reprinted below to better identify the Department’s intent to use ANSI/J-STD-001, IPC-HDBK-001, and IPC-A-610 when evaluating electronic manufacturing strategies, processes, and management.
‘‘IPC-HDBK-001, ‘‘Handbook and Guide to the Requirements for Soldered Electrical and Electronic Assembliesto Supplement ANSI/J-STD-001B’’ was adopted on January 5, 1998, for use by the Department of Defense(DoD). Department of Defense policy is to rely on performance based requirements whenever practicable and tonot require standard management approaches or manufacturing processes in solicitations and contracts. Byestablishing performance requirements and then relying on contractors to meet those requirements we enableinnovation and allow contractors to meet our needs at the lowest cost. Nevertheless Defense program managersand contract oversight personnel must have an understanding of the underlying management, engineering, andmanufacturing processes at work so they can evaluate and monitor contractor processes. DoD activities may usethis handbook and its associated documents when evaluating electronic manufacturing strategies, processes, andmanagement.’’
The Principles ofStandardization
In May 1995 the IPC’s Technical Activities Executive Committee adopted Principles ofStandardization as a guiding principle of IPC’s standardization efforts.
Standards Should:• Show relationship to Design for Manufacturability (DFM) and Design for the
Environment (DFE)• Minimize time to market• Contain simple (simplified) language• Just include spec information• Focus on end product performance• Include a feedback system on use and problems for future improvement
Standards Should Not:• Inhibit innovation• Increase time-to-market• Keep people out• Increase cycle time• Tell you how to make something• Contain anything that cannot be defended with data
Notice IPC Standards and Publications are designed to serve the public interest through eliminatingmisunderstandings between manufacturers and purchasers, facilitating interchangeability andimprovement of products, and assisting the purchaser in selecting and obtaining with minimumdelay the proper product for his particular need. Existence of such Standards and Publicationsshall not in any respect preclude any member or nonmember of IPC from manufacturing or sell-ing products not conforming to such Standards and Publication, nor shall the existence of suchStandards and Publications preclude their voluntary use by those other than IPC members,whether the standard is to be used either domestically or internationally.
Recommended Standards and Publications are adopted by IPC without regard to whether theiradoption may involve patents on articles, materials, or processes. By such action, IPC does notassume any liability to any patent owner, nor do they assume any obligation whatever to partiesadopting the Recommended Standard or Publication. Users are also wholly responsiblefor protecting themselves against all claims of liabilities for patent infringement.
©Copyright 2000. IPC, Northbrook, Illinois. All rights reserved under both international and Pan-American copyright conventions. Anycopying, scanning or other reproduction of these materials without the prior written consent of the copyright holder is strictly prohibited andconstitutes infringement under the Copyright Law of the United States.

IPC-A-610C PO
Aceitabilidade de
Montagems Eletrônicas
Elaborado pelo Grupo de Tarefas IPC (7-31b) do Comitê deControle de Qualidade do Produto do IPC
Recomenda-se que os usuários deste padrão participem na
elaboração de futuras revisões.
Contato:
IPC2215 Sanders RoadNorthbrook, Illinois60062-6135Tel 847 509.9700Fax 847 509.9798
ASSOCIATION CONNECTINGELECTRONICS INDUSTRIES ®
July 25, 2000

Why is therea charge forthis standard?
Your purchase of this document contributes to the ongoing development of new and updatedindustry standards. Standards allow manufacturers, customers, and suppliers to understand oneanother better. Standards allow manufacturers greater efficiencies when they can set up theirprocesses to meet industry standards, allowing them to offer their customers lower costs.
IPC spends hundreds of thousands of dollars annually to support IPC’s volunteers in thestandards development process. There are many rounds of drafts sent out for review and thecommittees spend hundreds of hours in review and development. IPC’s staff attends andparticipates in committee activities, typesets and circulates document drafts, and follows allnecessary procedures to qualify for ANSI approval.
IPC’s membership dues have been kept low in order to allow as many companies as possible toparticipate. Therefore, the standards revenue is necessary to complement dues revenue. The priceschedule offers a 50% discount to IPC members. If your company buys IPC standards, why nottake advantage of this and the many other benefits of IPC membership as well? For more infor-mation on membership in IPC, please visit www.ipc.org or call 847/790-5372.
Thank you for your continued support.

Qualquer padrão envolvendo tecnologia complexa coleta material de várias fontes. Embora os principais membros do Grupo deTarefas IPC-A-610 (7-31b) do SubComitê de Garantia de Qualidade do Produto (7-30) estejam relacionados abaixo, não é pos-sível incluir todos aqueles que contribuíram para o desenvolvimento deste padrão. Os membros do IPC gostariam de expressara sua gratidão a cada um deles.
Comitê de Qualidadedo Produto
Grupo de TarefasIPC-A-610
PresidenteMike HillViasystems Technologies Corporation
Liaison Técnico daDiretoria do IPC
Stan PlzakSMTC Manufacturing Corp.
Co-Presidente(s)Constantino J. GonzalezACME, Inc.
Jennifer DaySoldering Technology International
Mel ParrishEMPF/ACI
Membros do Grupo de Tarefas IPC-A-610
Kermit Aguayo, XeTel Corporation
Michael Aldrich, Ametek Aerospace
Kari Anderson, Raytheon Technical Services Co.
Gad Arbel, IAI
Peter Ashaolu, Cisco Systems Inc.
William J. Balon, Bayer Corporation
Timothy E. Bates, Alcatel USA
Chris Beaufait, General Electric Co.
Ronald P. Belanger, M/A-COM Inc.
Craig Bennett, NSWC - Crane
Evon C. Bennett, Powerwave Technologies, Inc.
Dennis F. Bernier, Kester Solder Division
Peggi J. Blakley, NSWC - Crane
Richard W. Boerdner, EJE Research
G. L. Bogert, Bechtel Plant Machinery, Inc.
Diana Bradford, Soldering Technology International
Bruce Bryla, L-3 Communications
Carl Buchanan, U.S. Aviation & Missile Command
Terry Burnette, Motorola Inc.
William G. Butman, Circuit Technology Center Inc.
Jeff Cannis, Amkor Technology Inc.
Dennis J. Cantwell, Printed Circuits Inc.
Ken H. Carlson, Harris Corporation
Thomas A. Carroll, Hughes Space and Communications Co.
Byron Case, L-3 Communications
Alan S. Cash, Northrop Grumman Corporation
Rick Cash, CyberOptics Corporation
Gary W. Chance, Nokia Telecommunications
Dr. Bev Christian, Nortel Networks Ltd.
Ray Cirimele, Diversified Systems Inc.
Jeffrey C. Colish, Northrop Grumman Corporation
Brian Crowley, Hewlett Packard Laboratories
David D’Amore, ACT Manufacturing Inc.
Derek D’Andrade, Surface Mount Technology Centre
J. Gordon Davy, Northrop Grumman ES&SD
Jennifer Day, Soldering Technology International
Lyn Dayman, ATTEC Australia
Rodney Dehne, OEM Worldwide
Stacey DeLorenzo, Northrop Grumman Corporation
Ramon A. Diaz, Solectron Technology Inc.
Michele J. DiFranza, The Mitre Corp.
Darrin Dodson, Alcatel USA
Nick D’onofrio, CAE Electronics Ltd.
Nancy Dutcher, U.S. Assemblies Hallstead Inc.
Kathy Edsinger, MCMS
Tommy R. Etheridge, Boeing Aircraft & Missiles
Gary Falconbury, Raytheon Technical Services Co.
James E. Farrell, Atlantis Aerospace Corp.
Jeff Ferry, Circuit Technology Center Inc.
Daryl Feryance, Eaton/Cutler-Hammer
Charles D. Fieselman, Solectron Technology Inc.
Skip Forbes, Republic Technology
Daniel L. Foster, Electronics Training Advantage (ETA)
Mike Freed, Rockwell Automation/Allen-Bradley
Lionel Fullwood, WKK/Wong’s Kong King Int’l
Mahendra S. Gandhi, Raytheon Systems Company
Floyd L. Gentry, Sandia National Labs Albuquerque
John J. German, Orbital Sciences Corporation
Constantino J. Gonzalez, ACME, Inc.
Randall Goodnight, Solectron Technology Inc.
Michael R. Green, Lockheed Martin Missiles & Space
Robert Gregory, CAE Electronics Ltd.
Agradecimentos
iiiIPC-A-610C January 2000 / Janeiro de 2000

Jose Guzman, Honeywell Inc.
C. Dudley Hamilton, Lockheed Martin Corporation
Patrick B. Hassell, Electronic Packaging Services
Steven A. Herrberg, Raytheon Systems Company
Michael E. Hill, Viasystems Technologies Corp.
David D. Hillman, Rockwell Collins
Phillip E. Hinton, Hinton ’PWB’ Engineering
F. D. Bruce Houghton, Celestica International Inc.
Dawn Houser, Zero Defects Inc.
Charles Hubert, Intergraph-Intense 3D
Constantin Hudon, Varitron Technologies Inc.
Trevor Hughes, Fisher-Rosemont Limited
Dr. Christopher Hunt, National Physical Laboratory
Greg Hurst, Marconi Aerospace Defense Systems
Les Hymes, The Complete Connection
Phil Irby, Metric Systems Corporation
Martin W. Jawitz, Eimer Company
James Jenkins, Harris Corporation
Martin E. Johns, Polaris Contract Services
Bill Keaton, Itron Inc.
Cindy A. Kemp, Evenflo Company Inc.
Terence Kern, Axiom Electronics, Inc.
William Killion, Kimball Electronics Group
Clarence W. Knapp, Litton Guidance & Control Systems
Edward Knowles, Lockheed Martin Astronautics
Jeffry F. Koon, Raytheon Company
Connie M. Korth, K-Byte/Hibbing Manufacturing
Leo P. Lambert, EPTAC Corporation
Charles A. Lawson, General Dynamics AdvancedTechnology Systems
Frederic W. Lee, Northrop Grumman Norden Systems
Larry Lichtenberg, Process Optimization Specialists
Miles Littlefield, Pensar Corporation
Alvin R. Luther, Litton Laser Systems
Jeffery J. Luttkus, Lockheed Martin Missiles & Space
Kim MacDougall, Sanmina Corporation
James F. Maguire, Boeing Phantom Works
Peter E. Maher, PEM Consulting
Alan Mahoney, CAE Electronics Ltd.
Wesley R. Malewicz, Siemens Medical Systems Inc.
Reggie Malli, Glenayre Electronics Ltd.
Steven R. Martell, Sonoscan Inc.
John Mastorides, Group Technologies Corp.
William Dean May, NSWC - Crane
Mark McDonough, Chandler Evans Control Systems
Garry D. McGuire, Hernandez Engineering Inc.
Ronald McIlnay, Medtronic Physio-Control
Pete A. McKeon, AlliedSignal Inc., AT & R
William E. McManes, PEI Electronics, Inc.
Randy McNutt, Northrop Grumman
Stephen Meeks, Jr., Motorola Computer Group
Michael A. Mele, Lockheed Martin Corporation
Renee J. Michalkiewicz, Trace Laboratories - East
Christine A. Miller, FORE Systems Inc.
Kelly J. Miller, CAE Electronics Ltd.
James H. Moffitt, Moffitt Consulting Services
Marsha Moore, Techdyne, Lytton Inc.
Gordon Morris, Raytheon Technical Services Co.
Barry Morris, Advanced Rework Technology-A.R.T
Michele Mozingo, Storage Technology Corp.
Karl B. Mueller, Boeing Aircraft & Missiles
Mary Muller, Eldec Corporation
Mike G. Murley, Lockheed Martin
David F. Nelson, Adtran Inc.
David Nicol, Lucent Technologies Inc.
Benny Nilsson, Ericsson Radio Systems AB
Ed Noble, Industrial Scientific Corp.
Riley L. Northam, EMPF/ACI
John S. Norton, Tektronix Inc.
William A. Novak, Honeywell Int’l Inc.
Seppo Nuppola, Nokia Networks
R. Bruce Officer, Sanders, A Lockheed Martin Co.
Gregg Owens, Omni Training Corporation
Bill Page, Plexus Corporation
Bruce Panke, Kanata, ON Canada
Mel Parrish, EMPF/ACI
Helena Pasquito, M/A-COM Inc.
Douglas O. Pauls, CSL Inc.
Frank Piccolo, Aimtronics Corporation
Scott Poole, MCMS
David Posner, Gamma-Metrics
Jim D. Raby, Soldering Technology International
William F. Ramm, Siemens-Furnas Controls
David Reilly, Synergetics
Nancy W. Reynolds, Kemet Electronics Corporation
Julie D. Riles, Viasystems Technologies Corp.
Don Ripplinger, ITT Aerospace/Communications
David E. Robertson, Hexacon Electric Company
Teresa M. Rowe, AAI Corporation
Dave Ruiz, Lockheed Martin Missiles & Space
Steven T. Sauer, Xetron Corp.
Alvin F. Schneider, Alpha Metals Inc.
Agradecimentos (cont.)
iv IPC-A-610CJanuary 2000 / Janeiro de 2000

Kelly M. Schriver, Schriver Consultants
Peggy Schuck, Hi-Tech Manufacturing
Merlyn L. Seltzer, Delco Defense Systems Operations
Joseph L. Sherfick, NSWC - Crane
Dr. Akikazu Shibata, Sony Corporation
Mark Shireman, Alliant Techsystems Inc.
Eric S. Siegel, Pace Inc.
Finn Skaanning, DELTA Quality & Certification
Jason Smith, Lexmark International Inc.
Rick B. Smith, Motorola Inc.
S. Alan Smith, MTTC (Mfg Technlgy Training Ctr)
Vern Solberg, Tessera Inc.
Mary H. Sprankle, Lockheed Martin Corporation
Gregg B. Stearns, Electromagnetic Sciences Inc.
David B. Steele, Lucent Technologies Inc.
Wayne A. Steen, Rockwell Collins
Frank Stetson, Training & Certification Specialists
Ken Sundquist, Siemens Energy & Automation, Inc.
Howard Swaniger, Space Systems/Loral
Blen F. Talbot, L-3 Communications
John E. Tayler, Delphax Systems
James K. Terveen, L-3 Communications
Ronald E. Thompson, NSWC - Crane
Paul L. Urban, Cooper Industries Inc.
Sharon T. Ventress, U.S. Aviation & Missile Command
Nick Vinardi, TRW/Automotive Electronics Group
L. Samantha Walley, Raytheon Systems Company
Rob Walls, PIEK Training & Orgnsatl Support
Curtis E. Westley, Honeywell Inc.
Marlin Westra, Electronic Systems Inc.
Rick Williams, NCR Corporation
James Walter Woodford, Department of Defense
Fonda B. Wu, Raytheon Systems Company
Don Youngblood, Honeywell Inc.
Robert Zak, Honeywell Inc.
Agradecimento Especial
O nosso agradecimento especial aos membros relacionados abaixo pelas fotos e ilustrações usadas nesta revisão.
Michael Aldrich, Ametek Aerospace
Timothy E. Bates, Alcatel USA
G. L.. Bogert, Bechtel Technical Services, Inc.
Bruce Bryla, L-3 Communications - Narda Microwave East
Mark Cannon, ERSA Global Connections
Stacey DeLorenzo, Northrop Grumman Corporation
Jennifer Day, Soldering Technology International
Kathy Edsinger, MCMS
Jeff Ferry, Circuit Technology Center Inc.
Tom W. Foley, Philips EMT America
Daniel L. Foster, Electronics Training Advantage (ETA)
Constantino J. Gonzalez, ACME, Inc.
Trevor Hughes, Fisher-Rosemont Limited
Jeffry F. Koon, Raytheon Company
Leo P. Lambert, EPTAC Corporation
Charles A. Lawson, General Dynamics AdvancedTechnology Systems
James F. Maguire, Boeing Phantom Works
Ronald McIlnay, Medtronic Physio-Control
James H. Moffitt, Moffitt Consulting Services
Gordon Morris, Raytheon Technical Services Co.
Mary Muller, Eldec Corporation
Ed Noble, Industrial Scientific Corp.
Riley L. Northam, EMPF/ACI
Gregg Owens, Omni Training Corporation1
Mel Parrish, EMPF/ACI
Don Ripplinger, ITT Aerospace/Communications
Teresa M. Rowe, AAI Corporation
Eric S. Siegel, Pace Inc.
Rick B. Smith, Motorola Inc.
S. Alan Smith, Manufacturing Technology Training CenterMTTC
Blen F. Talbot, L-3 Communications
James K. Terveen, L-3 Communications - Narda MicrowaveEast
Curtis E. Westley, Honeywell Inc.
Don Youngblood, Honeywell Inc.
1. Figuras 5-50, 5-63, 5-76, 5-84, 5-87, 5-90, 5-93, 5-94, 5-100, 5-101,5-118, 5-120, 5-125, 6-31, 6-52, 6-53, 6-54, 6-55, 6-56, 6-57, 6-58,6-59, 6-60, 6-61, 6-62, 6-63, 6-64, 6-72, and 6-73 are (c) Omni TrainingCorporation, usadas com permissão.
Agradecimentos (cont.)
vIPC-A-610C January 2000 / Janeiro de 2000

1 Aceitabilidade de Montagens Eletrônicos .................... 1-1
1.1 Escopo .............................................................................. 1-1
1.2 Propósito .......................................................................... 1-1
1.3 Designs Especializados ................................................. 1-2
1.4 Termos e Definições ....................................................... 1-21.4.1 Classificação ............................................................... 1-21.4.2 O cliente assume a responsabilidade final
pela identificação da classe para a qual oseu conjunto seja availiado .......................................... 1-2
1.4.3 Critério de Aceitação ................................................... 1-21.4.3.1 Condição Alvo ............................................................. 1-21.4.3.2 Condição Aceitável ..................................................... 1-31.4.3.3 Condição de Defeito ................................................... 1-31.4.3.4 Condição de Indicador de Processo ........................... 1-31.4.3.5 Condições Não Especificadas ..................................... 1-31.4.4 Orientação do Painel ................................................... 1-31.4.4.1 *Lado(s) Primário(s) ..................................................... 1-31.4.4.2 *Lado(s) Secundário(s) ................................................. 1-31.4.4.3 Lado de Fonte da Solda ............................................. 1-31.4.4.4 Lado de Destino da Solda .......................................... 1-31.4.5 Espaçamento Mínimo entre Condutores ..................... 1-31.4.6 *Conexão de Solda Fria .............................................. 1-31.4.7 *Lixiviação ................................................................... 1-41.4.8 Menisco (Componente) ............................................... 1-4
1.5 Exemplos e Ilustrações .................................................. 1-4
1.6 Metodologia de Inspeção ............................................... 1-4
1.7 Verificação de Dimensões ............................................. 1-4
1.8 Dispositivos de Ampliação e Iluminação .................... 1-4
2 Documentos Aplicáveis ..................................................... 2-1
2.1 IPC Documentos .............................................................. 2-1
2.2 Documentos Elaborados por Conjuntode Indústrias .................................................................... 2-1
2.3 EOS/ESD Documentos de Associação ........................ 2-2
2.4 Documentos de Aliança deIndústrias Eletrõnicas .................................................... 2-2
2.5 Documentos da ComissãoEletrotécnica Internacional ........................................... 2-2
3 Manuseio de Montagens Eletrônicos ..............................3-1
3.1 Prevenção de Dano por SobrecargaElétrico (EOS) ................................................................... 3-2
3.2 Prevenção de Dano por DescargaEletrostática (ESD) .......................................................... 3-3
3.2.1 Etiquetas de Advertência ................................................ 3-43.2.2 Materiais de Proteção ..................................................... 3-5
3.3 Segurança da Estação de Trabalho/EPAcontra EOS/ESD .............................................................. 3-6
3.4 Manuseio .......................................................................... 3-8
3.4.1 Diretrizes ......................................................................... 3-83.4.2 Dano Físico ..................................................................... 3-93.4.3 Contaminação ................................................................. 3-93.4.4 Conjuntos Eletrônicas ...................................................... 3-93.4.5 Após a Soldagem .......................................................... 3-103.4.6 Luvas e Protetores para Dedos ..................................... 3-11
4 Montagem Mecânica .......................................................... 4-1
4.1 Hardware .......................................................................... 4-2
4.2 Montagem do Hardware ................................................ 4-3
4.2.1 Espaçamento Mínimo entre condutores ...................... 4-34.2.2 Excesso de Solda ....................................................... 4-44.2.3 Prendedores Roscados ............................................... 4-54.2.3.1 Mínimo Torque para Conexões Elétricas .................... 4-84.2.3.2 Fios ............................................................................. 4-94.2.3.3 Aplicações de Alta Tensão ........................................ 4-114.2.4 Instalação de Componentes ..................................... 4-124.2.4.1 Alta Potência ............................................................. 4-124.2.4.2 Obstrução de Furo ao Enchimento de Solda ............ 4-14
4.3 Hardware Forjado .......................................................... 4-15
4.3.1 Flange Conformado ................................................... 4-164.3.1.1 Fissura Controlada .................................................... 4-174.3.2 Flange Achatado - Fundido no Lugar ........................ 4-194.3.3 Terminais ................................................................... 4-21
4.4 Montagem de Componentes ....................................... 4-22
4.4.1 Grampos de Montagem ............................................ 4-234.4.2 União por Adesivo - Componentes
Não Elevados ............................................................ 4-254.4.3 União por Adesivo - Componentes
Elevados .................................................................... 4-27
Índice
vi IPC-A-610CJanuary 2000 / Janeiro de 2000

4.4.4 Fixação por Fios ........................................................ 4-284.4.5 Prendedores de Fios, Abraçadeiras, Fitas
de Amarração ........................................................... 4-294.4.6 Laço .......................................................................... 4-324.4.7 Disposição dos Fios de Terminações para
Conectores sem Alívio de Esforço/Tensão ................ 4-33
4.5 Conectores, Terminais, Extratores ............................ 4-34
4.6 Dissipador de Calor ...................................................... 4-35
4.6.1 Isoladores e Compostos Térmicos ............................ 4-374.6.2 Contato ..................................................................... 4-38
4.7 Terminais - Grampo de Extremidade ........................ 4-39
4.8 Pinos de Conectores .................................................... 4-40
4.8.1 Pinos de Conectores de Extremidade ....................... 4-414.8.2 Pinos de Encaixe por Pressão ................................... 4-42
5 Posicionamento/Orientação para Instalaçãodos Componentes .............................................................. 5-1
5.1 Orientação ........................................................................ 5-2
5.1.1 Horizontal .................................................................... 5-25.1.2 Vertical ........................................................................ 5-4
5.2 Montagem ......................................................................... 5-5
5.2.1 Horizontal - Terminais Axiais - Furos Metalizados ....... 5-55.2.2 Horizontal - Terminais Axiais - Furos não
Metalizados ................................................................. 5-75.2.3 Horizontal - Terminais Radiais ..................................... 5-85.2.4 Vertical - Terminais Axiais - Furos Metalizados ........... 5-95.2.5 Vertical - Terminais Axiais - Furos não Metalizados .. 5-115.2.6 Vertical - Terminais Radiais ....................................... 5-125.2.6.1 Espaçadores para Montagem de Componentes ....... 5-135.2.6.2 Menisco de Componentes ........................................ 5-155.2.7 Terminação de Fio/Terminal - Circuito Impresso ....... 5-165.2.7.1 Protrusão - Terminais Retos e
Parcialmente Dobrados (‘‘Clinched’’) ........................ 5-165.2.7.2 Dobrados (‘‘Clinched’’) .............................................. 5-175.2.8 Terminais e Soquetes Dual-in-Line Pack
(DIP)/Single-in-Line Pack (SIP) ................................... 5-195.2.9 Conectores ................................................................ 5-215.2.10 Terminais Cruzando Condutores ............................... 5-23
5.3 Formação de Terminais ............................................... 5-24
5.3.1 Envergaduras ............................................................ 5-245.3.2 Alívio de Tensão ....................................................... 5-265.3.2.1 Furos Metalizados ..................................................... 5-265.3.2.2 Furos não Metalizados .............................................. 5-285.3.2.3 Terminais ................................................................... 5-29
5.4 Dano ................................................................................ 5-30
5.4.1 Terminal .................................................................... 5-305.4.2 DIP e SOIC ............................................................... 5-325.4.3 Terminal Axial e Corpo/Selante de Vidro ................... 5-335.4.4 Radial (Dois Terminais) .............................................. 5-35
5.5 Terminais ........................................................................ 5-36
5.5.1 Envoltura ................................................................... 5-365.5.1.1 Torres e Pinos Retos (‘‘Turrets and Straight Pins’’) ... 5-375.5.1.2 Terminais Bifurcados (‘‘Bifurcated’’) .......................... 5-385.5.1.3 Terminais Furados/Perfurados (‘‘Pierced/
Perforated’’) .............................................................. 5-415.5.1.4 Terminais tipo Gancho (‘‘Hook’’) ................................ 5-425.5.1.5 Terminais Conectados em Série ............................... 5-445.5.1.6 Fios de 30 AWG e de bitolas menores ..................... 5-455.5.1.7 Fios/Componentes Fixos ........................................... 5-465.5.2 Vasos de Solda (‘‘Solder Cups’’) .............................. 5-475.5.3 Envergadura para Alívio de Tensão de Fio/
Terminais ................................................................... 5-485.5.4 Loops para Manutenção ........................................... 5-505.5.5 Colocação de Terminais/Fio ...................................... 5-51
5.6 Isolamento ...................................................................... 5-52
5.6.1 Espaçamento Mínimo (‘‘Clearance’’) ......................... 5-525.6.2 Dano ......................................................................... 5-535.6.3 Luva Flexível .............................................................. 5-54
5.7 Condutor ......................................................................... 5-55
5.7.1 Deformação .............................................................. 5-555.7.2 Dano ......................................................................... 5-57
6 Soldagem ............................................................................. 6-1
6.1 Requisitos de Aceitabilidade de Soldagem ............... 6-2
6.2 Protrusão de Terminais ................................................. 6-4
6.3 Furos passantes Metalizados (PTH)(Furos Metalizados) ......................................................... 6-5
6.3.1 Enchimento Vertical do Furo ....................................... 6-66.3.2 Molhagem Circunferencial - Lado Primário .................. 6-86.3.2.1 Terminal e Barril .......................................................... 6-86.3.2.2 Cobertura da Área de Ilha - Lado Primário ................. 6-96.3.3 Molhabilidade Circunferencial - Lado
Secundário (PTH e Furos não Metalizados) .............. 6-106.3.4 Componentes Montados PTH ................................... 6-116.3.4.1 Condições de Soldagem ........................................... 6-116.3.4.2 Solda na Curvatura do Terminal ................................ 6-136.3.4.3 Menisco em Solda .................................................... 6-146.3.5 Isolamento do Fio Revestido em Solda ..................... 6-156.3.6 Conexão Interfacial sem Terminal - Vias ................... 6-16
Índice (cont.)
viiIPC-A-610C January 2000 / Janeiro de 2000

6.4 Furos não Metalizados ................................................. 6-17
6.5 Diversos .......................................................................... 6-20
6.5.1 Corte de Terminal após a Soldagem ......................... 6-206.5.2 Metal Base Exposto .................................................. 6-216.5.3 Excesso de Solda ..................................................... 6-236.5.3.1 Bolas/Salpicos de Solda (‘‘Solder Balls/Splashes’’) ... 6-236.5.3.2 Formação de Ponte por Solda (‘‘Solder Bridging’’) .... 6-246.5.3.3 Teia de Solda (‘‘Solder Webbing’’) ............................ 6-256.5.4 Furos/Orifícios de Sopro (‘‘Pin Holes/Blowholes’’) .... 6-266.5.5 Projeções de Solda (‘‘Soldering Projections’’) ........... 6-276.5.6 Sem Molhagem (‘‘Nonwetting’’) ................................ 6-28
6.6 Terminais ........................................................................ 6-29
6.6.1 Bifurcados (‘‘Bifurcated’’) .......................................... 6-306.6.2 Torre (‘‘Turret’’) ......................................................... 6-316.6.3 Gancho/Pino (‘‘Hook/Pin’’) ........................................ 6-326.6.4 Lingüeta Furada (‘‘Pierced Tab’’) .............................. 6-336.6.5 Vasos de Solda (‘‘Solder Cups’’)................................ 6-346.6.6 Hardware de Flange Acampanado ............................ 6-35
6.7 Isolamento ...................................................................... 6-37
6.7.1 Em Solda .................................................................. 6-376.7.2 Dano ......................................................................... 6-386.7.3 Espaçamento ............................................................ 6-39
6.8 Alta Tensão .................................................................... 6-40
6.8.1 Terminais ................................................................... 6-406.8.1.1 Terminais/Fios ........................................................... 6-406.8.1.2 Terminações de Fundo ............................................. 6-426.8.1.3 Não Usados .............................................................. 6-436.8.2 Vasos de Solda ......................................................... 6-446.8.2.1 Fios/Terminais ........................................................... 6-446.8.2.2 Não Usados .............................................................. 6-456.8.3 Isolamento ................................................................. 6-466.8.4 Conexões de Furo Passante ..................................... 6-476.8.5 Terminais de Flange Moldado ................................... 6-48
6.9 Pinos do Conector - Pinos de Encaixepor Pressão .................................................................... 6-49
6.10 Terminais de Ouro (‘‘Gold Fingers’’) ....................... 6-51
7 Limpeza ................................................................................ 7-1
7.1 Resíduos de Fluxo ........................................................... 7-2
7.2 Partículas .......................................................................... 7-3
7.3 Cloretos, Carbonatos, e Resíduos Brancos ............... 7-4
7.4 Resíduos de Fluxo - Processo sem limpeza -(‘‘No-Clean Process’’) Aparência .................................. 7-6
7.5 Aparência da Superfície ................................................. 7-7
8 Marcação .............................................................................. 8-1
8.1 Marcação Gravada (‘‘Etched Marking’’) (IncluindoImpressão a Mão) ............................................................ 8-2
8.2 Marcação Crivada (‘‘Screen Marking’’) ....................... 8-3
8.3 Marcação Estampada (‘‘Stamped Marking’’) .............. 8-4
8.4 Marcação a Laser (‘‘Laser Marking’’) .......................... 8-6
8.5 Etiquetas/Rótulos ........................................................... 8-8
8.5.1 Código de Barra .............................................................. 8-88.5.2 Legibilidade ..................................................................... 8-88.5.3 Adesão e Dano ............................................................... 8-9
9 Revestimentos .................................................................... 9-1
9.1 Revestimento Conformal ............................................... 9-2
9.1.1 Generalidades ................................................................. 9-29.1.2 Cobertura ........................................................................ 9-39.1.3 Espessura ....................................................................... 9-6
9.2 Máscara de Solda (Revestimento Resistenteà Soldagem) ...................................................................... 9-7
9.2.1 Enrugamento/Rachadura ................................................. 9-89.2.2 Vazios e Bolhas ............................................................. 9-109.2.3 Descomposição ............................................................ 9-12
10 Condições de Laminados .............................................. 10-1
10.1 Introdução .................................................................... 10-1
10.1.1 Identificação dos Defeitos ......................................... 10-2
10.2 Dano de Laminados .................................................... 10-3
10.2.1 Sarampo (‘‘Measling’’) e Fissuras (‘‘Crazing’’) ........... 10-310.2.2 Empolamento (‘‘Blistering’’) e Delaminação
(‘‘Delamination’’) ........................................................ 10-510.2.3 Textura de Tecimento (‘‘Weave Texture’’)/
Exposição ao Tecimento (‘‘Weave Exposure’’) .......... 10-810.2.4 Formação de Halo (‘‘Haloing’’) e Delaminação
de Borda ................................................................... 10-910.2.5 Anel Rosa (‘‘Pink Ring’’) ........................................... 10-11
10.3 Circuito Impresso Flexível e Rígido-Flexivel ....... 10-12
10.4 Descoloração da Massa de Solda .......................... 10-14
10.5 Queimas ...................................................................... 10-15
10.6 Encurvamento e Torção ........................................... 10-16
10.7 Dano ao Condutor/Ilha ............................................. 10-17
10.7.1 Redução na Área Transversal ................................. 10-1710.7.2 Região de Contato/Ilhas levantadas ........................ 10-18
Índice (cont.)
viii IPC-A-610CJanuary 2000 / Janeiro de 2000

11 Fiação Discreta ............................................................... 11-1
11.1 Envoltura Sem Solda .................................................. 11-2
11.1.1 Número de Voltas .................................................... 11-311.1.2 Espaçamento da Volta ............................................. 11-411.1.3 Caudas de Extremidade, Envoltura
de Isolamento .......................................................... 11-511.1.4 Sobreposição de Voltas Elevadas ............................ 11-711.1.5 Posição de Conexão ............................................... 11-811.1.6 Orientação de Entrada do Fio ................................ 11-1011.1.7 Folga de Fio ........................................................... 11-1111.1.8 Metalização ............................................................ 11-1211.1.9 Isolamento e Terminais Danificados ....................... 11-1311.1.10 Dano ao Condutor ................................................. 11-14
11.2 Fios de Ligação em Ponte ....................................... 11-15
11.2.1 Seleção de Fios .................................................... 11-1611.2.2 Rota dos Fios ....................................................... 11-1711.2.2.1 Lado dos Componentes ....................................... 11-1811.2.2.2 Lado da Terminação PTH .................................... 11-1911.2.3 Fixação de fios ..................................................... 11-2011.2.4 Furos Passantes Metalizados ............................... 11-2211.2.4.1 Terminal no Furo .................................................. 11-2311.2.4.2 PTH - Conexão Revestida .................................... 11-2411.2.4.3 PTH - Solda Sobreposta ...................................... 11-2511.2.5 SMT ...................................................................... 11-2611.2.5.1 Componentes de Chip (‘‘Chip Components’’)
e de Encapsulamento Cilíndrica ........................... 11-2611.2.5.2 Asa de Gaivota ..................................................... 11-2711.2.5.3 Terminal Tipo J ..................................................... 11-2811.2.5.4 Ilha/Região de Contato Vazia ............................... 11-28
12 Conjuntos pela Tecnologia de Montagemem Superfície .................................................................. 12-1
12.1 Adesivo de Fixação ..................................................... 12-3
12.2 Juntas de Solda .......................................................... 12-5
12.2.1 Componentes de Chip (‘‘Chip Components’’) -Apenas Terminações Inferiores ............................... 12-5
12.2.1.1 Saliência Lateral (‘‘Side Overhang’’) (A) .................. 12-612.2.1.2 Saliência da Extremidade (‘‘Side Overhang’’) (B) .... 12-712.2.1.3 Largura da Junta da Extremidade (‘‘End Joint
Width’’) (C) ............................................................. 12-812.2.1.4 Comprimento da Junta (‘‘Side Joint Length’’) (D) ... 12-912.2.1.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E) .......... 12-1012.2.1.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F) ........... 12-1012.2.1.7 Espessura da Solda (‘‘Solder Thickness’’) (G) ...... 12-1112.2.2 Componentes de Chip - Componentes
Retangulares ou Quadrados - Terminaçõesde 1, 3 ou 5 Lados .............................................. 12-12
12.2.2.1 Saliência Lateral (‘‘Side Overhang’’) (A) ................ 12-1312.2.2.2 Saliência da Extremidade (‘‘End Overhang’’) (B) ... 12-15
12.2.2.3 Largura da Junta da Extremidade (‘‘End JointWidth’’) (C) ........................................................... 12-16
12.2.2.4 Comprimento da Junta Lateral (‘‘Side JointLength’’) (D) .......................................................... 12-18
12.2.2.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E) .......... 12-1912.2.2.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F) ........... 12-2012.2.2.7 Espessura da Solda (G) ........................................ 12-2112.2.2.8 Sobreposição da Extremidade (‘‘End
Overlap’’) (J) ......................................................... 12-2212.2.3 Componentes com Terminação Cilíndrica ............ 12-2312.2.3.1 Saliência Lateral (‘‘Side Overhang’’) (A) ................ 12-2412.2.3.2 Saliência da Extremidade (‘‘End Overhang’’) (B) ... 12-2512.2.3.3 Largura da Junta da Extremidade (‘‘End Joint
Width’’) (C) ........................................................... 12-2612.2.3.4 Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D) .......................................................... 12-2712.2.3.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E) .......... 12-2812.2.3.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F) ........... 12-2912.2.3.7 Espessura da Solda (G) ........................................ 12-3012.2.3.8 Sobreposição da Extremidade (‘‘End
Overlap’’) (J) ......................................................... 12-3112.2.4 Chips Encapsulado sem Terminais (‘‘Leadless
Chip Carriers’’) com Terminações Casteladas ...... 12-3212.2.4.1 Saliência Lateral (‘‘Side Overhang’’) (A) ................ 12-3312.2.4.2 Saliência da Extremidade (‘‘End Overhang’’) (B) ... 12-3412.2.4.3 Mínima Largura da Junta da Extremidade (‘‘End
Joint Width’’) (C) ................................................... 12-3512.2.4.4 Mínimo Comprimento da Junta Lateral (‘‘Side
Joint Length’’) (D) ................................................. 12-3612.2.4.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E) .......... 12-3712.2.4.6 Mínima Altura do Filete (F) .................................... 12-3712.2.4.7 Espessura da Solda (G) ........................................ 12-3812.2.5 Terminais Tip Fita Plana (‘‘Flat Ribbon’’), Tipo L e
Asa de Gaivota (‘‘Gull Wing’’) ............................... 12-3912.2.5.1 Saliência Lateral (‘‘Side Overhang’’) (A) ................ 12-3912.2.5.2 Saliência de Ponta (‘‘Toe Overhang’’) (B) ............. 12-4312.2.5.3 Mínima Largura da Junta da Extremidade (‘‘End
Joint Width’’) (C) ................................................... 12-4412.2.5.4 Mínimo Comprimento da Junta Lateral (‘‘Side
Joint Length’’) (D) ................................................. 12-4612.2.5.5 Máxima Altura do Filete do Calcanhar (‘‘Heel
Fillet Height’’) (E) ................................................... 12-4712.2.5.6 Mínima Altura do Filete (‘‘Heel Fillet Height’’) (F) ... 12-4812.2.5.7 Espessura da Solda (G) ........................................ 12-5012.2.6 Terminais Redondos ou Planos (Cunhados) ......... 12-5112.2.6.1 Saliência Lateral (‘‘Side Overhang’’) (A) ................ 12-5112.2.6.2 Saliência de Ponta (‘‘Toe Overhang’’) (B) ............. 12-5212.2.6.3 Mínima Largura da Junta da Extremidade (‘‘End
Joint Width’’) (C) ................................................... 12-5212.2.6.4 Mínimo Comprimento da Junta Lateral (‘‘Side
Joint Length’’) (D) ................................................. 12-5312.2.6.5 Máxima Altura do Filete de Calcanhar (‘‘Heel
Fillet Height’’) (E) ................................................... 12-54
Índice (cont.)
ixIPC-A-610C January 2000 / Janeiro de 2000

12.2.6.6 Mínima Altura do Filete de Calcanhar (‘‘HeelFillet Height’’) (F) ................................................... 12-55
12.2.6.7 Espessura da Solda (G) ........................................ 12-5612.2.6.8 Mínima Altura da Junta Lateral (‘‘Side Joint
Height’’) (Q) .......................................................... 12-5612.2.7 Terminais Tipo J ................................................... 12-5712.2.7.1 Saliência Lateral (‘‘Side Overhang’’) (A) ................ 12-5712.2.7.2 Saliência de Ponta (‘‘Toe Overhang’’) (B) ............. 12-5912.2.7.3 Largura da Junta da Extremidade (‘‘End
Joint Width’’) (C) ................................................... 12-6012.2.7.4 Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D) .......................................................... 12-6112.2.7.5 Máxima Altura do Filete (‘‘Heel Fillet Height’’) (E) .. 12-6212.2.7.6 Mínima Altura do Filete de Calcanhar (‘‘Heel
Fillet Height’’) (F) ................................................... 12-6312.2.7.7 Mínima Espessura da Solda (G) ........................... 12-6512.2.8 Juntas a Topo/Tipo I ............................................ 12-6612.2.8.1 Máxima Saliência Lateral (‘‘Side Overhang’’) (A) ... 12-6612.2.8.2 Máxima Saliência de Ponta (‘‘Toe
Overhang’’) (B) ...................................................... 12-6712.2.8.3 Mínima Largura da Junta de Extremidade
(‘‘End Joint Width’’) (C) ......................................... 12-6712.2.8.4 Mínimo Comprimento da Junta Lateral
(‘‘Side Joint Length’’) (D) ...................................... 12-6812.2.8.5 Máxima Altura do Filete (‘‘Fillet Height’’)(E) ........... 12-6812.2.8.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F) ........... 12-6912.2.8.7 Espessura da Solda (G) ........................................ 12-6912.2.9 Terminais de Borne Plano .................................... 12-7012.2.10 Componentes de Perfil Elevado com
Terminações apenas de Fundo ............................ 12-7112.2.11 Terminais de Fita Tipo L para dentro .................... 12-7212.2.12 Area Array/Ball Grid Array ..................................... 12-74
12.3 Componentes de Chip (‘‘Chip Components’’) -Variações de Terminação ........................................ 12-77
12.3.1 Terminações de Três ou Cinco Lados -Montagem Lateral .................................................. 12-77
12.3.2 Elementos Elétricos Depositados - MontagemInvertida ................................................................. 12-78
12.4 Anomalias de Soldagem SMT ................................. 12-79
12.4.1 Formação de Lápide (‘‘Tombstoning’’) .................. 12-7912.4.2 Coplanaridade ........................................................ 12-8012.4.3 Refusão da Pasta de Solda (‘‘Reflow of Solder
Paste’’) .................................................................. 12-8112.4.4 Sem Molhagem (‘‘Nonwetting’’) ............................. 12-8212.4.5 Demolhagem (‘‘Dewetting’’) ................................... 12-8312.4.6 Solda Perturbada (‘‘Disturbed Solder’’) .................. 12-8412.4.7 Solda Fraturada (‘‘Fractured Solder’’) .................... 12-8512.4.8 Furos/Furos de Sopro (‘‘Pin Holes/Blow Holes’’) ... 12-8612.4.9 Formação de Pontes (‘‘Bridging’’) ......................... 12-8712.4.10 Bolas de Solda/Partículas de Solda (‘‘Solder
Balls/Solder Fines’’) ............................................... 12-8812.4.11 Teia de Solda (‘‘Solder Webbing’’) ......................... 12-89
12.5 Dano aos Componentes .......................................... 12-90
12.5.1 Rachaduras e Lascas ............................................ 12-9012.5.2 Metalização ............................................................ 12-9312.5.3 Lixiviação ............................................................... 12-94
Apêndice A ............................................................................... A-1
Glossário/Índice ............................................... Glossário/Índice-1
Standard Improvement Form
Índice (cont.)
x IPC-A-610CJanuary 2000 / Janeiro de 2000

If a conflict occurs between the Englishand translated versions of this docu-ment, the English version will takeprecedence.
Em caso de conflito entre o original dopresente documento em inglês e a suatradução em outros idiomas, o originalem inglês prevalecerá.
1.1 Escopo
Este padrão é uma coleção de requisitos visuais paraaceitabilidade de qualidade para montagens eletrônicas.Este padrão foi elaborado pelo Product AssuranceCommittee (Comitê de Garantia do Produto) do IPC.
O presente documento apresenta os requisitos de aceitaçãopara a fabricação de conjuntos elétricos e eletrônicos.Do ponto de vista histórico, os padrões de montagenseletrônicas continham princípios e técnicas tutoriais maisabrangentes. Para um melhor entendimento dasrecomendações e requisitos contidos no presentedocumento, pode-se usar este documento em conjunçãocom o IPC-HDBK-001 e J-STD-001.
O IPC-A-610 contém critérios que estão fora do escopo doJ-STD-001, definindo manuseio, requisitos mecânicos eoutros relativos à fabricação. A Tabela 1-1 apresenta umresumo de documentos correlatos.
1.2 Propósito
Os padrões visuais contidos no presente documentorefletem os requisitos existentes do IPC e outrasespecificações cabíveis. Para que o usuário possa aplicar
Tabela 1-1 Resumo dos Documentos Correlatos
Propósito doDocumento Spec.# Definição
Padrão de Design IPC-2220 (Série)IPC-SM-782IPC-CM-770
Requisitos de Design refletindo três níveis de complexidade (Níveis A, B, e C) indicandogeometrias mais finas, maiores densidades, mais passos no processo para produzir oproduto.Diretrizes de Processo de Componentes e Montagens para auxiliar no design do painel nue do conjunto, onde os processos do painel nu se concentram nos padrões de ilhas paramontagem em superfície, e o conjunto se concentra nos princípios de montagem emsuperfície e furo passante que geralmente são incorporados no processo de design e nadocumentação
Documentação doItem Final
IPC-D-325 Documentação descrevendo os requisitos do produto final específico do painel nuprojetado pelo cliente ou requisitos de montagem do item final. Os detalhes podem ou nãofazer referência aos padrões de fabricação ou especificações da indústria, assim como aspreferências individuais dos clientes ou requisitos de padrões internos.
Padrões do ItemFinal
J-STD-001 Requisitos para montagens elétricas e eletrônicos soldadas apresentando as característicasmínimas aceitáveis para o produto final, assim como métodos de avaliação (métodos detestes), freqüência dos testes e capacidade aplicável dos requisitos de controle doprocesso.
Padrão deAceitabilidade
IPC-A-610 Documento interpretativo ilustrado indicando várias características do painel e/oumontagem, conforme o caso, relativo às condições desejáveis que excedem ascaracterísticas mínimas aceitáveis indicadas pelo padrão de desempenho do item final erefletindo várias condições fora de controle (não conforme), visando auxiliar os avaliadoresdo processo no julgamento quanto à necessidade de ação corretiva.
Programa deTreinamento
Requisitos de treinamento documentados para ensino e aprendizado de procedimentos etécnicas para implementar requisitos de aceitação de qualquer dos padrões do item final,padrões de aceitabilidade, ou requisitos detalhados na documentação do cliente.
Retrabalho eReparo
IPC-7711IPC-7721
Documentação apresentando os procedimentos para aplicação do revestimento conformal,remoção e reposição de componentes, reparos resistentes à solda, modificações/reparosde material laminado, condutore e furos passantes metalizados.
1 Aceitabilidade de Montagens Eletrônicas
Prefácio
1-1IPC-A-610C January 2000 / Janeiro de 2000

e usar o conteúdo deste documento, o conjunto/produtodeverá satisfazer outros requisitos IPC existentes, taiscomo o IPC-SM-782, IPC-2221, IPC-6011 e IPC-A-600.Se o conjunto não observar estes requisitos ou outrosequivalentes, então o critério de aceitação deverá serdefinido entre o cliente e o fornecedor.
As ilustrações contidas neste documento abrangem pontosespecíficos indicados no título de cada página. Uma brevedescrição é fornecida com cada ilustração. Este documentonão pretende excluir qualquer procedimento aceitável paraa instalação de componentes ou para aplicar fluxo e soldausados para fazer uma conexão elétrica. No entanto, osmétodos usados deverão produzir juntas soldadascompletas de acordo com os requisitos de aceitaçãodescritos no presente documento.
Em caso de discrepância, a descrição ou critério porescrito sempre terá precedência sobre a ilustração
1.3 Designs Especializados
Como documento de consenso da indústria, não é possívelpara o IPC-A-610 abordar todas as possíveis combinaçõesde componentes e design dos produtos. No entanto, opadrão fornece o critério para as tecnologias usualmenteutilizadas. Onde for necessário usar componentes outecnologias fora do comum ou especializadas, deve-sefazer uso do bom senso ao aplicar os critérios contidosneste padrão. Onde houver características similares,este documento poderá servir de guia para o critériode aceitação do produto. Muitas vezes é necessário teruma definição singular para considerar as característicasespecializadas e ao mesmo tempo considerar o critériode desempenho do produto. Esse processo deverá incluiro envolvimento ou consentimento do cliente, e o critériodeverá incluir a definição acordada da aceitação do produto.
Sempre que possível, este critério deverá ser submetido aoComitê Técnico do IPC para ser considerado para inclusãoem futuras revisões deste padrão.
1.4 Termos e Definições
Os itens identificados com um * são extraídos do IPC-T-50‘‘Termos e Definições para interconexão e Empacotamentode Circuitos Eletrônicos.’’
1.4.1 Classificação
Os critérios definidos no presente documento refletem trêsclasses, a seguir:
Classe 1 - Produtos Eletrônicos em Geral
Inclui produtos para consumo, alguns computadores eperiféricos adequados para aplicações onde as imperfeições
cosméticas não são importantes e o principal requisito sejao funcionamento de todo o conjunto eletrônico.
Classe 2 - Produtos Eletrônicos de Serviço Dedicado
Inclui equipamentos de comunicação, máquinas sofisticadaspara negócios, e instrumentos onde o alto desempenhoe vida útil prolongada sejam requeridos e para os quaiso serviço contínuo é desejável, porém não é fator crítico.Algumas imperfeições cosméticas são permitidas.
Classe 3 - Produtos Eletrônicos de Alto Desempenho
Inclui equipamentos e produtos onde o desempenhocontínuo ou desempenho sob demanda é crítico. Aparalisação dos equipamentos não pode ser tolerada eos equipamentos deverão funcionar sempre que requerido,como em itens de suporte à vida ou sistemas de controlede vôos. Os conjuntos desta classe são adequados paraaplicações onde altos níveis de confiabilidade são exigidos,o serviço é essencial, ou o ambiente de uso final sejaextremamente severo.
1.4.2 O cliente assume a responsabilidade final pelaidentificação da classe para a qual o seu conjunto sejaavaliado. Então, as decisões de aceitação e/ou rejeiçãodeverão estar baseadas na documentação aplicável, taiscomo contratos, desenhos, especificações, padrões edocumentos de referência.
1.4.3 Critério de Aceitação
Quando o IPC-A-610 é citado ou requerido por contratocomo um documento independente para inspeção e/ouaceitação, os requisitos do ANSI/J-STD-001 ‘‘Requisitospara Montagens Elétricas e Eletrônicas Soldadas’’ não seaplicam (a menos que seja exigido de forma separada eespecífica).
Em caso de conflito, a seguinte ordem de precedência seaplicará:
1. Aquisição conforme acordado e documentado entreo cliente e o fornecedor.
2. Desenho mestre ou desenho mestre da montagemrefletindo os requisitos detalhados do cliente.
3. Quando solicitado pelo cliente ou de acordo como contrato, IPC-A-610.
4. Outros documentos conforme especificado pelo cliente.
O usuário (cliente) assume a responsabilidade de especificaro critério de aceitação. Caso nenhum critério sejaespecificado, exigido, ou mencionado, então a melhorprática de fabricação se aplicará. Quando o J-STD-001 eIPC-A-610 ou outros documentos associados forem citados,a ordem de precedência será definida nos documentos deaquisição.
1 Aceitabilidade de Montagens Eletrônicas
Prefácio (cont.)
1-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Os critérios são dados para cada classe em quatro níveisde aceitação: Condição Alvo, Condição Aceitável, eCondição de Defeito ou de Indicador de Processo.
1.4.3.1 Condição Alvo
Uma condição que seja quase perfeita e que no passadotenha sido identificada como a ‘‘preferida’’. No entanto,trata-se de uma condição desejável e nem semprealcançável, e pode não ser necessária para assegurarconfiabilidade do conjunto em seu ambiente de serviço.
1.4.3.2 Condição Aceitável
Esta característica indica uma condição que, embora nãoseja necessariamente perfeita, manterá a integridade econfiabilidade da montagem em seu ambiente de serviço.A condição aceitável pode ser um pouco melhor que osrequisitos mínimos do produto final para permitir mudançasno processo.
1.4.3.3 Condição de Defeito
Um defeito é uma condição que pode ser insuficiente paraassegurar a forma, adequação ou função da montagemem seu ambiente de uso final. Condições de defeito serãosegregadas de acordo com o design, serviço e requisitos docliente. A segregação poderá ser para retrabalhar, reparar,descartar como sucata ou usar como estiver. ‘‘Usar ComoEstá’’ requer a anuência do cliente.
1.4.3.4 Condição de Indicador de Processo
O indicador de processo é uma condição (não um defeito)que identifica uma característica que não afeta a ‘‘forma,adequação ou função’’ de um produto.
• Tal condição resulta de causas associadas ao material,design, e/ou operador/máquina que criam uma condiçãoque nem satisfaz inteiramente o critério de aceitação enem é um defeito.
• Os indicadores de processo devem ser monitorados comoparte do sistema de controle do processo, e quando onúmero dos indicadores de processo indicarem umavariação anormal no processo ou identificarem umatendência indesejável, o processo então deverá seranalisado. Isso poderá resultar em ação para reduzir avariação e melhorar os rendimentos.
• A segregação de indicadores de processo individul nãoé requerida e o produto afetado deverá ser usado comoestá.
• As metodologias de controle de processo deverão serusadas no planejamento, implementação e avaliação dosprocessos de fabricação usados para produzir montagenselétricas e eletrônicas soldadas, A filosofia, estratégias,ferramentas e técnicas de implementação podem ser
aplicadas em diferentes seqüências dependendo daempresa, operação, ou variável em consideração paraassociar o controle e capacidade do processo aosrequisitos do produto final. O fabricante necessita manterevidência objetiva de um plano corrente de melhoriacontínua de processo e de seu controle disponível pararevisão.
1.4.3.5 Condições Não Especificadas
As condições que não forem de outra maneira especificadascomo sendo defeituosas ou como indicador de processosão consideradas aceitáveis a menos que possa serestabelecido que a condição afete a forma, adequaçãoou função definidas pelo usuário final.
1.4.4 Orientação do Painel
Os seguintes termos são usados em todo o presentedocumento para determinar o lado do painel:
1.4.4.1 *Lado(s) Primário(s)
O lado do painel e estrutura interconectada (PWB) que sejaassima definido no desenho mestre. (Geralmente se refereao lado que contém os componentes mais complexos ou omaior número de componentes. Este lado é algumas vezesreferido como o lado do componente, lado de destino dasolda na tecnologia de montagem de furo passante).
1.4.4.2 *Lado(s) Secundário(s)
O lado de um painel e estrutura interconectada (PWB) quefique oposto ao lado primário. (Este lado é algumas vezesreferido como o lado da solda ou lado de fonte da soldaem tecnologia de montagem de furo passante).
1.4.4.3 Lado de Fonte da Solda
O lado de fonte da solda se refere ao lado do PWBem que a solda será aplicada. O lado de fonte da soldageralmente é o lado secundário do PWB quando se usasoldagem por onda, de imersão, ou arraste. O lado da fontede solda pode ser o lado primário do PWB quando foremconduzidas operações de soldas manuais. O lado fonte/designado deve ser considerado quando algum critério foraplicado, como o da Tabela 6-2.
1.4.4.4 Lado de Destino da Solda
O lado de destino da solda é o lado do PWB para o qual asolda flui. O destino geralmente é o lado primário do PWBquando se usa solda por onda, de imersão, ou arraste. Olado designado pode ser o lado secundário do PWB quandoforem conduzidas operações de soldas manuais. O ladofonte/de destino deve ser considerado quando algum critériofor aplicado, como o da Tabela 6-2.
1 Aceitabilidade de Montagens Eletrônicas
Prefácio (cont.)
1-3IPC-A-610C January 2000 / Janeiro de 2000

1.4.5 Espaçamento Mínimo entre Condutores
O espaçamento mínimo entre condutores não comuns enão isolados (ex., camadas, materiais, hardware, resíduos) éreferido como o ‘‘espaçamento mínimo entre condutores’’em todo este documento e é definido no padrão de designaplicável ou na documentação aprovada ou controlada. Omaterial isolante deverá prover suficiente isolamento elétrico.Na ausência de um padrão de design conhecido, use oApêndice A (derivado do IPC-2221). Qualquer violação doespaçamento mínimo entre condutores resultante da nãoobservância do critério definido no IPC-A-610 é umacondição defeituosa.
1.4.6 *Conexão de Solda Fria
Uma conexão de solda que exiba pouca molhabilidadee que seja caracterizada por uma aparência porosaacinzentada. (Isto é devido ao excesso de impurezasna solda, limpeza inadequada antes da soldagem, e/ouaplicação insuficiente de calor durante o processo desoldagem).
1.4.7 *Lixiviação
A perda ou remoção de um metal ou revestimento basedurante a operação de soldagem.
1.4.8 Menisco (Componente)
Selante ou revestimento num fio, protruindo a partir do planode assentamento do componente. Isto inclui materiais taiscomo a cerâmica, ‘‘epoxy’’ ou outros compostos, e partesde componentes moldados.
1.5 Exemplos e Ilustrações
Muitos dos exemplos (ilustrações) mostrados sãoextremamente exagerados visando mostrar os motivos paratal classificação.
Um defeito para Classe 1 automaticamente implica umdefeito para as Classes 2 e 3. Um defeito para a Classe 2implica um defeito para a Classe 3.
É necessário que os usuários deste padrão prestem muitaatenção ao assunto de cada seção para evitar a máinterpretação.
1.6 Metodologia de Inspeção
As decisões de aceitação e/ou rejeição devem ser baseadasna documentação aplicável, tais como contratos, desenhos,especificações e documentos de referência.
O inspetor não seleciona a classe para o conjunto sendoinspecionado. A documentação que especifica a classeaplicável para o conjunto sendo inspecionado deve serfornecida para o inspetor.
A Tecnologia de Inspeção Automática (AIT) é uma alternativaviável para a inspeção visual e complementa o equipamentode teste automatizado. Muitas das característicasencontradas neste documento podem ser inspecionadascom um sistema AIT. O IPC-AI-641 ‘‘Diretrizes para oUsuário sobre Sistemas de Inspeção de Automática Juntasde Solda’’ e o IPC-AI-642 ‘‘Diretrizes para o Usuário sobreInspeção Automática de Projetos, Camadas Internas ePWBs Não Populados’’ fornecem maiores informaçõessobre as tecnologias de inspeção automática.
Se o cliente desejar usar os requisitos padrões da indústriasobre freqüência de inspeção e aceitação, recomenda-seo uso do J-STD-001 para a obtenção de maiores detalhessobre requisitos de solda.
1.7 Verificação de Dimensões
As medidas reais fornecidas neste documento (i.e.,dimensões específicas da montagem da peça e filetede solda, e a determinação de porcentagens) não sãorequeridas, exceto como referência.
1.8 Dispositivos de Ampliação e Iluminação
Para a inspeção visual, algumas especificações individuaispodem requerer dispositivos de ampliação para servir deauxílio no exame das montagens de circuitos impressos.
A tolerância para dispositivos de ampliação é de ± 15%do grau de ampliação selecionado. Os dispositivos deampliação utilizados na inspeção deverão estar de acordocom o item sendo processado. A iluminação deverá seradequada para que os dispositivos de ampliação sejamusados. A ampliação usada para inspecionar as conexõesde solda está baseada na largura mínima da ilha usada parao objeto sendo inspecionado. Quando um contrato exigir ouso de ampliação, aplicar-se-á a ampliação da Tabela 1-2.
As condições de referência são usadas para verificar oproduto rejeitado com o grau de ampliação de inspeção.Para conjuntos com várias larguras de ilhas, o maior grau deampliação poderá ser usado para todo o conjunto.
Tabela 1-2 Ampliação na Inspeção
Largura ouDimensão da Ilha
Inspeção Referência
Grau deAmpliação
Grau deAmpliação
>1,0 mm [0,039 pol.] 1.75X 4X
0,5 a 1,0 mm[0,020 ao 0,039 pol.]
4X 10X
0,25 a 0,5 mm[0,00984 a 0,020 pol.]
10X 20X
<0,25 mm [0,00984 pol.] 20X 40X
1 Aceitabilidade de Montagens Eletrônicas
Prefácio (cont.)
1-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Os seguintes documentos da edição atualmente em vigor formam parte do presente documento conforme aqui especificados.
IPC-T-50 Termos e Definições para Interconexão eEmpacotamento de Circuitos Eletrônicos
IPC-CH-65 Diretrizes para Limpar Circuitos Impressos eMontagens
IPC-DW-425 Requisitos de Design e Produto Final paraPainéis de Fio Discretos
IPC-DW-426 Diretrizes para Aceitabilidade de Montagenscom Fios Discretos
IPC-TR-474 Generalidades sobre Técnicas de FiaçãoDiscreta
IPC-A-600 Aceitabilidade de Circuitos Impressos
IPC-AI-641 Diretrizes para o Usuário sobre Sistemas deInspeção Automatizados de Junta para Solda
IPC-AI-642 Diretrizes para o Usuário sobre InspeçãoAutomatizada de Projetos, Camadas Internas,e PWBs Não Populados
IPC-TM-650 Manual sobre Métodos de Testes2.4.22 Curvar e Torcer (Porcentagem)2.4.28.1 Adesão, Máscara de Solda (Máscara), Método de
Teste de Fita
IPC-CM-770 Diretrizes para Montagem de Componentesem Circuitos Impressos
IPC-SM-782 Padrão de Ilha no Design de Montagem emSuperfície
IPC-CC-830 Qualificação e Desempenho de CompostoIsolante Elétrico para Montagen de Circuito Impresso
IPC-SM-840 Qualificação e Desempenho de Máscara deSolda Permanente
IPC-SM-785 Diretrizes para Teste de ConfiabilidadeAcelerado das Conexões de Montagem em Superfície
IPC-2221 Padrão Genérico sobre Design de CircuitosImpressos
IPC-2222 Padrão Secional para Design de PWB Rígido
IPC-6011 Especificações Genéricas de Desempenho paraCircuitos Impressos
IPC-6012 Especificações de Qualificação e Desempenhopara Circuitos Impressos Rígidos
IPC-7711 Retrabalho de Montagens Eletrônicas
IPC-7721 Reparo e Modificações de Circuitos Impressos eMontagens Eletrônicas
IPC/EIA J-STD-001 Requisitos para Montagens Elétricase Eletrônicas Soldadas
IPC/EIA J-STD-002 Testes de Soldabilidade para Fios,Terminações, Bornes e Terminais de Componentes
J-STD-003 Testes de Soldabilidade para CircuitosImpressos
J-STD-004 Requisitos para Fluxos de Solda
IPC/JEDEC J-STD-020 Classificação de Sensibilidade àUmidade/Refusão para Dispositivos tipo Circuito Integradoem Encapsulamento plástico para Montagem em Superfície
IPC/JEDEC J-STD-033 Padrão para Manuseio, Embalagem,Embarque e Uso de Dispositivos de Montagem emSuperfície Sensíveis à Umidade
2 Documentos Aplicáveis
2 Documentos Aplicáveis
2.1 IPC Documentos
2-1IPC-A-610C January 2000 / Janeiro de 2000
2.2 Documentos Elaborados por Conjunto de Indústrias

ANSI/ESD S8.1 ESD Símbolos de Advertência ANSI/ESD-S-20.20 Proteção de Peças, Conjuntos eEquipamentos Elétricos e Eletrônicos
EIA-471 Símbolos e Etiquetas para Dispositivos deSensibilidade Eletrostática
IEC/TS 61340-5-1 Proteção de Dispositivos Eletrônicoscontra Fenômenos Eletrostáticos - Requisitos Gerais
IEC/TS 61340-5-2 Proteção de Dispositivos Eletrônicoscontra Fenômenos Eletrostáticos - Manual do Usuário
2 Documentos Aplicáveis
2.3 EOS/ESD Documentos de Associação
2-2 IPC-A-610CJanuary 2000 / Janeiro de 2000
2.4 Documentos de Aliança de Indústrias Eletrônicas
2.5 Documentos da Comissão Eletrotécnica Internacional

A Descarga Eletrostática (ESD) é a rápida descarga deenergia elétrica gerada a partir de fontes eletrostáticas.Quando a energia elétrica entra em contato com ou seaproxima de um componente sensível, isso pode causardano ao componente. Os componentes Sensíveis àDescarga Eletrostática (ESDS) são aqueles afetados poresses surtos de alta energia. A sensibilidade relativa deum componente à ESD depende da sua construção edos materiais. Quanto menores e mais rápidos forem oscomponentes, maior a sua sensibilidade.
A Sobrecarga Elétrica (EOS) é o resultado interno deuma aplicação indesejada de energia elétrica que resultaem componentes danificados. O dano pode ser causadopor várias fontes, tais como equipamentos de processode acionamento elétrico ou a ocorrência de ESD duranteo manuseio ou processamento.
Os componentes ESDS podem deixar de operar ou mudarde valor como resultado do manuseio ou processamentoinadequado. Essas falhas podem ser imediatas ou latentes.Uma falha imediata pode resultar em testes adicionais eretrabalho ou sucata. No entanto, as conseqüências deuma falha latente são as mais sérias. Embora o produtopossa ter passado pela sua inspeção e teste funcional,ele poderá falhar após ser entregue ao cliente.
É importante criar proteção para os componentes ESDSnos designs e embalagens de circuitos. Nas áreas defabricação e montagem, o trabalho geralmente é realizadocom montagens eletrônicas desprotegidas (tais como
conexões de teste) conectados aos componentes ESDS. Éimportante que os itens ESDS só sejam removidos de seusinvólucros protetores em estações de trabalho segurascontra EOS/ESD dentro de Áreas de Proteção Eletrostática(EPA). Esta seção se dedica ao manuseio seguro dessasmontagens eletrônicas sem proteção.
Para este propósito, os seguintes assuntos são abordados:
As informações nesta seção são de caráter geral. Maioresinformações poderão ser obtidas no ANSI/ESD-S-20.20 eoutros documentos correlatos.
3.1 Prevenção de Dano por Sobrecarga Elétrica (EOS)
3.2 Prevenção de Dano por Descarga Eletrostática(ESD)
3.2.1 Etiquetas de Advertência3.2.2 Materiais de Proteção
3.3 Segurança da Estação de Trabalho/EPA contraEOS/ESD
3.4 Manuseio
3.4.1 Diretrizes3.4.2 Dano Físico3.4.3 Contaminação3.4.4 Montagens Eletrônicas3.4.5 Após a Soldagem3.4.6 Luvas e Protetores para Dedos
3 Manuseio de Montagens Eletrônicas
Práticas Recomendadas para Manuseio de Montagens Eletrônicas
3-1IPC-A-610C January 2000 / Janeiro de 2000

Os componentes elétricos podem ser danificados pelaenergia elétrica indesejada originada de várias fontes.A energia elétrica indesejada pode ser o resultado depotenciais de ESD ou de descargas elétricas provocadaspelas ferramentas que utilizamos, tais como ferro de solda,extratores de solda, instrumentos de testes, ou outrosequipamentos elétricos de processo. Alguns dispositivossão mais sensíveis que outros. O grau de sensibilidade éuma função do design do dispositivo. De um modo geral,os dispositivos de menor tamanho e de maior velocidadesão mais suscetíveis do que os antigos mais lentose maiores. A finalidade ou família do dispositivo tambémtem grande influência sobre a sensibilidade do componente.Isto é devido ao fato de que o design do componentepode permitir que ele reaja com relação a fontes elétricasmenores ou faixas de freqüência mais amplas. Tendoos atuais produtos em mente, podemos ver que o EOSé hoje um problema mais sério do que era mesmo hápoucos anos atrás. Isso será ainda mais crítico no futuro.
Ao considerar a suscetibilidade do produto, devemoster em mente a suscetibilidade do componente maissensível na sua montagem. A aplicação da energia elétricaindesejada pode ser processada ou conduzida da mesma
maneira que um sinal aplicado durante o funcionamentode circuito.
Antes de manusear ou processar componentessensíveis, as ferramentas e equipamentos necessitamser cuidadosamente testados para assegurar que nãovenham a gerar energia danosa, incluindo picos detensão. Atualmente, as pesquisas indicam que as tensõese picos inferiores a 0,5 volt são aceitáveis. No entanto,um crescente número de componentes extremamentesensíveis requerem que ferros de solda, extratores desolda, instrumentos para testes e outros equipamentosnunca venham a gerar picos acima de 0,3 volt.
Conforme exigido pela maioria das especificações deESD, testes periódicos podem ser a garantia no sentidode evitar danos, pois o desempenho dos equipamentospoderá ser degradado com o uso no decorrer do tempo.Os programas de manutenção também são necessáriospara os equipamentos de processo visando assegurar asua capacidade contínua de não causar dano de EOS.
O dano por EOS é decerto similar ao dano por ESD, poisambos são resultantes da aplicação de energia elétricaindesejada.
3 Manuseio de Montagens Eletrônicas
3.1 Prevenção de Dano por Sobrecarga Elétrica (EOS)
3-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Tabela 3-1 Fontes Típicas de Carga Estática
Superfíciesde Trabalho
Superfícies enceradas, pintadas ouenvernizadasVinil e plásticos não tratadosVidro
Pisos Concreto seladoMadeira encerada ou acabadaCerâmica e tapetes
Roupas eIndivíduos
Batas não ESDMateriais sintéticosSapatos não ESDCabelo
Cadeiras Madeira acabadaVinilFibra de vidroRodas não condutoras
Materiais paraembalagem emanuseio
Sacos plásticos, invólucro, envelopesInvólucro de bolhas, espumaIsoporSacolas, bandejas, caixas, compartimentosnão ESD
Ferramentas emateriais paramontagem
Sprays de pressãoAr comprimidoEscovas sintéticasPistolas de aquecimento, sopradoresCopiadoras, impressoras
Tabela 3-2 Geração de Tensão Estática Típica
Fonte 10-20% Umidade 65-90% Umidade
Andando no tapete 35,000 volts 1,500 volts
Andando em pisode vinil
12,000 volts 250 volts
Trabalhador embancada
6,000 volts 100 volts
Envelopes de vinil(Instruções deserviço)
7,000 volts 600 volts
Saco plásticotirado da bancada
20,000 volts 1,200 volts
Cadeira de serviçocom almofada deespuma
18,000 volts 1,500 volts
A melhor prevenção de dano por ESD é uma combinaçãoda prevenção de cargas estáticas e a eliminação de cargasestáticas, quando ocorrerem. Todas as técnicas e produtosde proteção contra ESD abrangem uma ou ambas asquestões.
O dano por ESD resulta de energia elétrica gerada de fontesestáticas sendo aplicadas ou próximas a dispositivos ESDS.Estamos rodeados de fontes estáticas. O grau de estáticagerado é relativo às características da fonte. Para gerarenergia, é necessário que haja movimento relativo. Issopode se dar por contato, separação, ou atrito do material.
Os mais ofencivos são os isolantes, pois eles concentram aenergia onde ela foi gerada ou aplicada, ao invés de permitirque ela se espalhe por toda a superfície do material. Vejaa Tabela 3-1. Materiais comuns, tais como sacos deplástico ou recipientes de isopor, são graves geradoresde estática e, como tal, não são permitidos nas áreas deprocessamento, especialmente nas Áreas de ProteçãoEletrostática (EPA). A remoção de fita adesiva de um rolopode gerar 20.000 volts. Até os bocais de ar comprimidoque sopram ar sobre superfícies de isolamento geramcargas.
Cargas estáticas destrutivas são muitas vezes induzidasem condutores próximos, tais como a pele humana, edescarregadas nos condutores da montagem. Isso podeacontecer quando alguém com potencial carga eletrostáticatoca na montagem de circuito impresso. A montagemeletrônica pode ficar danificada à medida que a descargapassa por um padrão condutivo para um componenteESDS. As descargas eletrostáticas podem ser muito baixaspara serem sentidas por seres humanos (menos de 3500volts), mas mesmo assim poderão danificar os componentesESDS.
A geração de voltagem estática típica está incluída naTabela 3-2.
3 Manuseio de Montagens Eletrônicas
3.2 Prevenção de Dano por Descarga Eletrostática (ESD)
3-3IPC-A-610C January 2000 / Janeiro de 2000

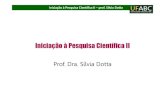
As etiquetas de advertência se encontram disponíveis paraserem colocadas em instalações e dispositivos, conjuntos,equipamentos e painéis visando alertar as pessoassobre a possibilidade de infligir dano por sobrecargaeletrostática ou elétrica nos dispositivos que estiveremsendo manuseandos. Exemplos de etiquetasfreqüentemente usadas se encontram na Figura 3-1.
Símbolo (1) Suscetibilidade a ESD. Um triângulo com umamão estendida e um risco transversal na mão. Ele é usadopara indicar que um dispositivo ou conjunto elétrico oueletrônico é suscetível a dano na ocorrência por ESD.
Símbolo (2) Proteção a ESD. Este símbolo difere do símbolode suscetibilidade ESD. Este símbolo mostra um arco emvolta da parte externa do triângulo e não tem o risco namão. Ele é usado para identificar itens especificamentedesignados para oferecer proteção ESD para conjuntos edispositivos sensíveis à ESD.
Os Símbolos (1) e (2) identificam dispositivos ou umconjunto que contenham dispositivos sensíveis à ESD eque necessitam ser manuseados de maneira adequada.Estes símbolos são oferecidos pela associação de ESDe estão descritos no EOS/ESD padrão S8.1, assim comopela Associação de Indústrias Eletrônicas (EIA) no EIA-471e IEC/TS 61340-5-1.
Deve-se observar que a ausência de um símbolo nãonecessariamente significa que o conjunto não seja sensívelà ESD. Em caso de dúvida sobre a sensibilidade deuma montagem, a mesma deverá ser manuseadacomo se fosse um dispositivo sensível até que sejadeterminado de outra maneira.
IPC-610C-3-001
Figura 3-11. Símbolo de Suscetibilidade ESD2. Símbolo de Proteção ESD
1
2
3 Manuseio de Montagens Eletrônicas
3.2.1 Prevenção de Dano por ESD – Etiquetas de Advertência
3-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Os componentes e conjuntos ESDS precisam ser protegidoscontra fontes estáticas quando não estiverem funcionandoem ambientes e estações de trabalho seguros contraestática. Esta proteção pode ser através de caixas, sacosou invólucro contra estática condutiva.
Os itens de ESDS só devem ser removidos de seusinvólucros protetores em estações de trabalho queofereçam segurança contra estática.
É importante entender a diferença entre três tipos demateriais de revestimento protetor: (1) protetor contraestática (ou embalagem de barreira), (2) anti-estática,e (3) materiais dissipadores de estática.
Embalagens protetoras blindadas contra estática(‘‘Static Shielding Packaging’’) que previnem a passagemde uma descarga eletrostática por uma embalagem e suapenetração na montagem, causando dano.
Materiais anti-estática (baixa carga) para embalagem(‘‘Antistatic (low charging) Packaging Materials’’)usados para fornecer um alcochoamento barato e umaembalagem intermediária para itens ESDS. Os materiaisanti-estática não geram cargas na ocorrência demovimento. No entanto, no caso de uma descargaeletrostática, ela poderia passar pela embalagem e penetrarna peça ou montagem, causando dano EOS/ESD aoscomponentes ESDS.
Materiais dissipativos de estática (‘‘Static DissipativeMaterials’’) possuem suficiente condutividade para permitirque as cargas aplicadas sejam dissipadas sobre asuperfície, aliviando os pontos quentes
de energia. As peças saindo de uma área de trabalhoprotegida EOS/ESD deverão ser muito bem embaladascom materiais de proteção contra estática, quenormalmente também possuem materiais dissipadoresde estática e anti-estática dentro.
Não se deixe enganar pela ‘‘cor’’ dos materiais deembalagem. Geralmente se assume que a embalagem‘‘preta’’ sirva de blindagem contra estática ou embalagemcondutiva, e que a embalagem cor de ‘‘rosa’’ sejaanti-estática. Embora isso seja verdade, de um modo geral,pode ser enganoso. Além disso, existem vários novos tiposde materiais transparentes no mercado que possam seranti-estática e até mesmo servir de barreira contra estática.Houve uma época em que se podia assumir que osmateriais com embalagem transparente introduzidas naoperação de fabricação representavam um perigo EOS/ESD.Hoje isso já não é mais verdade.
Atenção:
Alguns materiais de blindagem contra estática e materiaisanti-estática e algumas soluções locais anti-estática podemafetar a soldabilidade das montagens, componentes, emateriais em processo. Selecione apenas materiais paraembalagem e manuseio que não sejam contaminantespara montagens em processo e use-os de acordo comas instruções do fornecedor. A limpeza de superfíciesdissipativas ou anti-estáticas com solvente pode degradaro seu desempenho a ESD. Siga as instruções de limpezado fornecedor.
3 Manuseio de Montagens Eletrônicas
3.2.2 Prevenção de Dano por ESD – Materiais de Proteção
3-5IPC-A-610C January 2000 / Janeiro de 2000

Uma estação de trabalho contra EOS/ESD segura evitadano aos componentes sensíveis causados por picos edescargas eletrostáticas enquanto as operações estiveremem andamento. As estações de trabalho seguras deverãoincluir a Prevenção de Danos por EOS evitando reparoscausados por picos de tensão, fabricação ou equipamentosde teste. Ferros de soldar, extratores de solda einstrumentos de teste podem gerar energia a níveissuficientes para destruir componentes extremamentesensíveis e degradar outros seriamente.
Para proteção ESD, um sistema de aterramento deve serfornecido para neutralizar as cargas estáticas que possam,de outra maneira, serem descarregadas para um dispositivoou montagam. Estações de trabalho seguras contra ESD/EPAs também possuem superfícies de trabalho dissipativasou anti-estáticas que são conectadas a um ponto comum.Provisões também são feitas para aterramento do operador,de preferência com uma pulseira, para eliminar cargasgeradas na sua pele ou na roupa.
Provisões devem ser tomadas no sistema de aterramentopara proteger o trabalhador do circuito vivo resultante dafalta de cuidado ou falha do equipamento. Isso geralmenteé feito através de uma resistência em série com a trajetóriaà terra, que também reduz o tempo de decaimento dacarga para evitar faíscas ou surtos de energia das fontes deESD. Além disso, uma análise deve ser feita sobre as fontesde tensão disponíveis que possam ser encontradas naestação de trabalho para oferecer proteção adequada deperigos elétricos para o pessoal.
Para a máxima resistência e tempos de descargapermissíveis para operações livres de estática, consulte aTabela 3-3.
Tabela 3-3 Máxima Resistência e Tempos de DescargaPermissíveis para Operações Seguras Livres de Estática
Leitura doOperadoratravés de
MáximaResistência
Tolerável
Máximo Tempode Descarga
Aceitável
Cobertura do pisopara o solo
1000 megohms Menos de 1 seg
Cobertura da Mesapara o solo
1000 megohms Menos de 1 seg.
Pulseirapara o solo
100 megohms Menos de 0,1 seg.
Nota: A seleção de valores de resistência deve ser baseada nas tensõesdisponíveis na estação para assegurar a segurança do pessoal assim comooferecer o tempo de desintegração ou de descarga adequado para potenciaisESD.
Exemplos de estações de trabalho aceitáveis são mostradasnas figuras 3-2 e 3-3. Sempre que necessário, ionizadoresde ar podem ser requeridos para aplicações mais sensíveis.A seleção, o local, e procedimentos de uso dos ionizadoresdeverão ser seguidos para assegurar a sua eficácia.
IPC-610C-3-002
Figura 3-2 Tira de Pulso Conectada em Série1. Pulseira individual2. Bandejas, derivações protetoras, etc. EOS3. Tampo de mesa protetor EOS4. Tampo de mesa protetor EOS5. Piso de prédio6. Ponto do solo comum7. Solo
1 M Ohm 10%
1 M Ohm 10%
1 M Ohm 10%
1 2
3
4
5
67
IPC-610C-3-002
Figura 3-3 Pulseira com Conexão Paralela1. Pulseira individual2. Bandejas, derivações protetoras, etc. EOS3. Topo de mesa protetor EOS4. Piso ou cobertura protetora EOS5. Piso do prédio6. Ponto de solo comum7. Solo
1 M Ohm 10%
1 M Ohm 10%
1 M Ohm 10%
1 2
3
4
5
67
3 Manuseio de Montagens Eletrônicas
3.3 Segurança da Estação de Trabalho contra EOS/ESD/EPA
3-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Mantenha as estações de trabalho livres de materiaisgeradores de estática, tais como isopor, removedores desolda plástica, protetores de folhas, capas de livros deplástico ou papel, e itens pessoais dos funcionários.
Verifique as estações de trabalho/EPAs periodicamentepara assegurar que estejam funcionando. MontagensEOS/ESD e perigos ao pessoal podem ser causados pormétodos de aterramento inadequados ou pelo acúmulo deóxido nos conectores de ligação à terra. As ferramentas eequipamentos devem ser inspecionados periodicamentee mantidos em ordem para assegurar a sua operaçãoadequada.
Nota: Devido às condições singulares de cada instalação,deve-se ter cuidado especial com as terminações de
‘‘terceiro fio’’ ligadas à terra. Freqüentemente, ao invés deestar na bancada ou potencial de terra, a ligação à terrado terceiro fio pode ter um potencial ‘‘flutuante’’ de 80a 100 volts. Esse potencial de 80 a 100 volts entre umconjunto eletrônico numa estação de trabalho/EPA EOS/ESD devidamente aterrada e uma ferramenta elétricaaterrada terra com um terceiro fio poderá danificar oscomponentes sensíveis à EOS ou causar lesões ao pessoal.A maioria das especificações ESD também requer essespotenciais sejam eletricamente comuns. O uso de tomadaselétricas com interruptores contra falha de ligação à terra(GFI) nas estações de trabalho/EPAs EOS/ESD é altamenterecomendado.
3 Manuseio de Montagens Eletrônicas
3.3 Segurança da Estação de Trabalho/EPA contra EOS/ESD (cont.)
3-7IPC-A-610C January 2000 / Janeiro de 2000

Deve-se ter cuidado durante as inspeções de aceitabilidadepara assegurar a integridade do produto a todo tempo. Atabela 3-4 fornece instruções gerais.
Os componentes sensíveis à umidade (conformeclassificados pelo IPC/JEDEC J-STD-020 ou procedimentoequivalente documentado) deverá ser manuseado de formaconsistente com o J-STD-033 ou procedimento equivalentedocumentado.
Tabela 3-4 Regras Gerais paraManuseio de Montagens Eletrônicas
1. Mantenha as estações de trabalho limpas e emordem. Não se deve comer, beber ou usar produtosde fumo na área de trabalho.
2. Minimize o manuseio de montagens e componenteseletrônicos para evitar danos.
3. Ao usar luvas, elas devem ser trocadas comfreqüência, conforme necessário, para evitarcontaminação por luvas sujas. Veja a Figura 3-4.
4. As superfícies soldáveis não devem ser manuseadascom as mãos ou dedos nus. Os óleos e sais docorpo reduzem a soldabilidade, provocam corrosãoe o crescimento dendrítico. Eles também podemcausar uma má adesão de subseqüentesrevestimentos ou encapsulantes.
5. Não use loção para as mãos ou loções contendosilicone porque podem causar problemas desoldabilidade e adesão de revestimento conformal.
6. Nunca empilhe as montagens eletrônicas pois issopode causar dano físico. Deve-se usar prateleirasespeciais nas áreas de montagem para o seuarmazenamento temporário.
7. Sempre assuma que os itens são ESDS, mesmo quenão estejam marcados.
8. O pessoal deverá ser treinado e seguir as devidaspráticas e procedimentos de ESD
9. Nunca transporte dispositivos ESDS sem aembalagem apropriada.
3 Manuseio de Montagens Eletrônicas
3.4 Manuseio
3-8 IPC-A-610CJanuary 2000 / Janeiro de 2000
3.4.1 Manuseio – Diretrizes

O manuseio inadequado pode causar dano imediato aoscomponentes e montagens (ex., componentes e conectoresrachados, lascados ou quebrados, terminais envergados ou
quebrados, superfícies do painel e ilhas-de condutoresmuito arranhadas. O dano físico deste tipo pode arruinar oconjunto todo ou seus componentes de conexão.
A contaminação por manuseio com as mãos ou dedos nussem alguma forma de proteção poderá causar problemas desolda ou revestimento. Os sais e óleos do corpo e as loçõespara mãos não autorizados são contaminantes típicos. Osóleos e ácidos do corpo reduzem a soldabilidade, provocamcorrosão e crescimento dendrítico. Eles também podem
causar má adesão dos subseqüentes revestimentos ouencapsulantes. A loção formulada especificamente para usoem áreas de montagem de solda se encontra disponível. Osprocedimentos normais de limpeza nem sempre conseguirãoremover tais contaminantes. A melhor solução é evitar acontaminação.
Mesmo se nenhuma marca de ESDS estiver indicada namontagem, ele precisa ser manuseado como se fosseuma montagem ESDS. No entanto, os componentes emontagens eletrônicas ESDS necessitam ser identificasdosatravés das devidas etiquetas EOS/ESD (veja a Figura 3-1).Vários conjuntos sensíveis também serão marcados naprópria montagem, geralmente na extremidade do conector.Para evitar dano por ESD e EOS aos componentessensíveis, o manuseio, desembalagem, montagem etestes deverão ser feitos em uma estação de trabalhocom controle de estática (veja as Figuras 3-2 e 3-3).
Evite contaminar as superfícies de solda antes de soldá-las. Tudo que tiver em contato com estas superfíciesdeverá estar limpo. Tenha o máximo de cuidado aoremover os painéis de seus invólucros protetores.Toque apenas as extremidades que estiverem longe dequalquer borda das lingüetas dos conectores. Onde fornecessário pegar no painel com firmeza devido a qualquerprocedimento de montagem mecânica, deve-se usar luvasque satisfaçam os requisitos de EOS/ESD. Esses princípiossão especialmente críticos quando nenhum processo delimpeza for empregado.
3 Manuseio de Montagens Eletrônicas
3.4.2 Manuseio – Dano Físico
3-9IPC-A-610C January 2000 / Janeiro de 2000
3.4.3 Manuseio – Contaminação
3.4.4 Manuseio de Montagens Eletrônicas

Após as operações de solda e limpeza, o manuseio dasmontagens eletrônicas ainda requer muito cuidado. Asimpressões digitais são extremamente difíceis de seremremovidas e geralmente aparecem nos painéis comrevestimento conformal após testes de umidade e
ambientais. Deve-se usar luvas ou outro tipo de protetor aomanusear os dispositivos para evitar tal contaminação. Useprateleiras mecânicas ou cestas com proteção ESD totaldurante as operações de limpeza.
3 Manuseio de Montagens Eletrônicas
3.4.5 Manuseiro – Após a Solda
3-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

O uso de luvas ou protetores para os dedos pode ser requerido sob contrato para evitar a contaminação de peças emontagens. As luvas e os protetores de dedos devem ser escolhidos com cuidado para manter a proteção EOS/ESD.
Condição alvo - Classe 1,2,3
• Manuseio com luvas limpas e total proteção EOS/ESD.
• Manuseio durante os procedimentos de limpeza usandoluvas resistentes a solventes que satisfaçam todos osrequisitos de EOS/ESD.
Aceitável - Classe 1,2,3
• Manuseio pelas extremidades dos painéis com as mãoslimpas, usando proteção EOS/ESD total.
Nota: Qualquer componente associado à montagemsendo manuseado sem a proteção EOS/ESD poderádanificar os componentes sensíveis à carga eletrostática.Esse dano poderá ser na forma de falhas latentes oudegradação do produto não detectáveis durante o testeinicial ou por falhas catastróficas encontradas no teste inicial.
IPC-610C-3-004
Figura 3-4
IPC-610C-3-005
Figura 3-5
3 Manuseio de Montagens Eletrônicas
3.4.6 Manuseio – Luvas e Protetores para Dedos
3-11IPC-A-610C January 2000 / Janeiro de 2000

Esta página foi intencionalmente deixada em branco
3 Manuseio de Montagens Eletrônicas
3-12 IPC-A-610CJanuary 2000 / Janeiro de 2000

A montagem mecânica se refere à montagem dedispositivos eletrônicos num painel de circuito impresso(PWB) ou qualquer outro tipo de conjunto requerendoo uso de qualquer dos seguintes: parafusos, fechos,porcas, arruelas, prendedores, grampos, parafusos decomponentes, adesivos, amarradores, rebites, pinos deconectores, etc.
Esta seção enfoca principalmente a segurança (ajuste)adequada, e também a verificação quanto a dano causadoa dispositivos, hardware, e superfície de montagem quepode resultar de uma montagem mecânica.
Esta seção cobre o critério visual. A observância dosrequisitos de torque deve ser verificada conformeespecificado pela documentação do cliente. O procedimentode verificação assegura que nenhum dano venha a ocorrercom os componentes ou conjunto. Onde os requisitos detorque não forem especificados, siga os padrões de práticada indústria.
Os seguintes tópicos são abordados nesta seção:
4.1 Hardware
4.2 Montagem do Hardware
4.2.1 Espaçamento Mínimo entre condutores4.2.2 Excesso de Solda4.2.3 Prendedores Roscados4.2.3.1 Mínimo Torque para Conexões Elétricas4.2.3.2 Fios4.2.3.3 Aplicações de Alta Tensão4.2.4 Instalação de Componentes4.2.4.1 Alta Potência4.2.4.2 Obstrução de Furo ao Enchimento de Solda
4.3 Hardware Forjado
4.3.1 Flange Conformado4.3.1.1 Fissura Controlada4.3.2 Flange Achatado - Fundido no Lugar4.3.3 Terminais
4.4 Montagem de Componentes
4.4.1 Grampos de Montagem4.4.2 União por Adesivo - Componentes Não Elevados4.4.3 União por Adesivo - Componentes Elevados4.4.4 Fixação por Fios4.4.5 Prendedores de Fios, Abraçadeiras, Fitas de
Amarração4.4.6 Laço4.4.7 Disposição dos Fios de Terminações para
Conectores sem Alívio de Esforço/Tensão
4.5 Conectores, Terminals, Extratores
4.6 Dissipador de Calor
4.6.1 Isoladores e Compostos Térmicos4.6.2 Contato
4.7 Terminais - Grampo de Extremidade
4.8 Pinos de Conectores
4.8.1 Pinos de Conectores de Extremidade4.8.2 Pinos de Encaixe por Pressão
4 Montagem Mecânica
Montagem Mecânica
4-1IPC-A-610C January 2000 / Janeiro de 2000

Esta seção apresenta vários tipos de montagem de hardware.
A documentação de processo especificará o que deve ser usado (desenhos, plantas, lista de peças, processo de construção);qualquer mudança deverá ser aprovada pelo cliente.
A inspeção visual é feita para verificar as seguintes condições:
a. Peças e hardware corretos.b. Seqüência correta da montagem.c. Segurança e ajuste correto das peças e hardware.d. Nenhum dano discernível.e. Orientação correta das peças e hardware.
4 Montagem Mecânica
4.1 Hardware
4-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Espaçamento Mínimo entre Condutores Especificado.Mostrado neste exemplo como a distância entre 1 & 2 e1 & 5.
Defeito - Classe 1,2,3
• O hardware reduz o espaçamento para menos do que oespaçamento mínimo entre condutores especificado.
3
1 2
4
135
Figura 4-11. Hardware metálico2. Padrão condutivo3. Espaçamento Mínimo entre Condutores Especificado4. Componente montado5. Condutor
1 2
3
4
5 13
Figura 4-21. Hardware metálico2. Padrão condutivo3. Espaçamento Mínimo entre Condutores Especificado4. Componente montado5. Condutor
4 Montagem Mecânica
4.2 Montagem de Hardware
4-3IPC-A-610C January 2000 / Janeiro de 2000
4.2.1 Montagem de Hardware –Espaçamento Mínimo entre Condutores (1.4.5)

Defeito - Classe 1,2,3
• Excesso de Solda (irregular) nos orifícios de montagemonde a Montagem Mecânica será afetada.
Figura 4-3
4 Montagem Mecânica
4.2.2 Montagem de Hardware – Excesso de Solda
4-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Um mínimo de uma rosca e meia precisa se estender além do hardware roscado (ex., porca) a menos que seja especificadode outra maneira pelo desenho de engenharia. Os prendedores ou parafusos podem ficar nivelados com a extremidade dohardware roscado apenas onde as roscas possam interferir com outros componentes ou fios e quando mecanismos de travaforem usados.
A extensão da rosca não deverá exceder 3,0 mm [0,12 pol.] mais uma rosca e meia para os prendedores ou parafusos até25 mm [0,984 pol.] de comprimento ou mais de 6,3 mm [0,248 pol.] mais uma roscas e meia para prendedores ou parafusoscom mais de 25 mm [0,984 pol.], contanto que a extensão não interfira com nenhuma peça adjacente e que os requisitos deespaçamento minimo entre condutores projetados sejam observados.
4 Montagem Mecânica
4.2.3 Montagem de Hardware – Prendedores Roscados
4-5IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Seqüência de hardware adequada.
Defeito - Classe 1,2,3
• Arruela de trava contra não metal/laminado.
• Arruela achatada faltando.
1
2
2
3
4
3
4
1
Figura 4-41. Arruela de trava2. Arruela achatada3. Não Metal4. Metal (padrão não condutivo ou folha condutiva)
2
3
1
21
3
Figura 4-51. Arruela de trava2. Não Metal3. Metal (padrão não condutivo ou folha condutiva)
4 Montagem Mecânica
4.2.3 Montagem de Hardware – Prendedores Roscados (cont.)
4-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Rasgo coberto com uma arruela achatada.
• Furo coberto com uma arruela achatada.
Defeito - Classe 1,2,3
• Hardware faltando ou mal instalado.
1
2
3
2
3
1
Figura 4-61. Rasgo ou orifício2. Arruela de trava3. Arruela achatada
1
2
Figura 4-71. Rasgo ou orifício2. Arruela de trava
4 Montagem Mecânica
4.2.3 Montagem de Hardware – Prendedores Roscados (cont.)
4-7IPC-A-610C January 2000 / Janeiro de 2000

Quando as conexões elétricas são feitas com prendedores roscados, elas precisam ser apertadas para assegurar aconfiabilidade da conexão. Quando arruelas de trava tipo anel bipartido (‘‘split-ring’’) são usadas, o prendedor roscadodeverá estar suficientemente apertado para comprimir a arruela de trava. Quando for necessário, os prendedores devem seapertados de acordo com o valor de torque mínimo especificado.
Aceitável - Classe 1,2,3
• Os prendedores estão apertados, e as arruelas de travade anel bipartido, quando usados, ficam completamentecomprimidas.
• Torque adequado aplicado quando for necessário aplicartorque.
Defeito - Classe 1,2,3
• Arruela de trava não comprimida.
Figura 4-9
Figura 4-8
4 Montagem Mecânica
4.2.3.1 Montagem de Hardware – PrendedoresRoscados – Mínimo Torque para Conexões Elétricas
4-8 IPC-A-610CJanuary 2000 / Janeiro de 2000

Quando o uso de bornes de terminais não for requerido, os fios são envoltos em torno dos terminais tipo parafuso de maneiraque fiquem impedidos de afrouxar quando o parafuso for apertado, e as extremidades do fio são mantidas curtas para evitarcurtos para a terra ou outros condutores de corrente.
Se uma arruela for usada, o fio/terminal deverá ser montado embaixo da arruela.
A menos que seja requerido de outra maneira, todos os requisitos se aplicam tanto aos fios de terminais trançados como fiossólidos.
Alvo - Classe 1,2,3
• Cabos do fio torcidos, juntos e apertados (fio trançado).
• Fio enrolado um mínimo de 270° em volta do corpo doparafuso.
• Extremidade do fio presa embaixo da cabeça do parafuso.
• Fio enrolado no sentido correto.
• Todos os cabos do fio estão embaixo da cabeça doparafuso.
Figura 4-10
4 Montagem Mecânica
4.2.3.2 Montagem de Hardware – Prendedores Roscados – Fios
4-9IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Fio enrolado em volta do corpo do parafuso no sentidocorreto, porém alguns cabos se desfizeram quando oparafuso foi apertado.
• Menos de 1/3 do diâmetro do fio está protruindo pordebaixo da cabeça do parafuso.
• O fio se estendendo para fora da cabeça do parafuso nãoviola o espaçamento mínimo entre condutores.
• A conexão mecânica do fio tem contato entre a cabeçado parafuso e a superfície de contato para um mínimo de180° em volta da cabeça do parafuso.
• Nenhum isolamento na área de contato.
• O fio não se sobrepõe.
Defeito - Classe 1,2,3
A. O fio não está enrolado no corpo do parafuso.B. O fio está sobreposto.C. O fio sólido está enrolado no sentido errado.D. O fio multi-cabos está enrolado no sentido errado
(o aperto do parafuso desenrola o fio torcido).E. Isolamento na área de contato.
Figura 4-11
Figura 4-12
Figura 4-13
4 Montagem Mecânica
4.2.3.2 Montagem de Hardware –Prendedores Roscados – Fios (cont.)
4-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção fornece os requisitos singulares dos conjuntos mecânicos que estão sujeitos a alta tensão. Veja também o item6.8.
Aceitável - Classe 1,2,3
• Não existe evidência de rebarbas ou extremidadesdesgastadas no hardware.
Defeito - Classe 1,2,3
• Hardware com rebarbas ou extremidades desgastadas.
Figura 4-14
Figura 4-15
4 Montagem Mecânica
4.2.3.3 Montagem de Hardware – PrendedoresRoscados – Aplicações de Alta Tensão
4-11IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Hardware na devida seqüência.
• Terminais nos componentes conectados por prendedoresnão são Curvados. (Não mostrado)
Nota: Onde um condutor térmico for especificado,ele deverá ser colocado entre as superfícies doencapsulamento do dispositivo de potência e o dissipadorde calor. Os condutores térmicos podem consistir de umaarruela termicamente condutiva ou de uma arruela isolantecom um composto termicamente condutivo.
Defeito - Classe 2,3
• Seqüência de hardware inadequada.
1
2
3 4
5
6
71
Figura 4-161. Metal2. Borne de terminal3. Corpo do componente4. Porca5. Arruela de trava6. Parafuso7. Não Metal
1
Figura 4-171. Arruela de trava entre o borne do termina l e a caixa do componente
4 Montagem Mecânica
4.2.4 Montagem de Hardware – Instalação de Componentes
4-12 IPC-A-610CJanuary 2000 / Janeiro de 2000
4.2.4.1 Montagem de Hardware –Instalação de Componentes – Alta Potência

Aceitável - Classe 1,2,3
• A arruela de isolamento fornece isolamento elétricoquando requerido.
• Hardware na devida seqüência.
Defeito - Classe 1,2,3
• Seqüência de hardware inadequada.
• A extremidade afiada da arruela está encostada noisolador
1
2
3
2
4
5
6
Figura 4-181. Componente de Alta Potência2. Arruela isolante (quando requerida)3. Dissipador de calor (pode ser de metal ou não Metal)4. Borne de terminal5. Arruela de trava6. Luva isolante
12
3
Figura 4-191. Extremidade afiada da arruela está encostada no isolador2. Borne de terminal3. Dissipador de calor de metal
4 Montagem Mecânica
4.2.4.1 Montagem de Hardware – Instalaçãode Componentes – Alta Potência (cont.)
4-13IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Peças e componentes montados de modo que nãoimpeçam o enchimento dos furos passantes metalizadosque necessitam ser soldados.
Indicador de Processo - Classe 2Defeito - Classe 3
• Peças e componentes impedindo o enchimento dos furospassantes metalizados que necessitam ser soldados.
2
1
Figura 4-201. Arruela isolante2. Espaçador
1
23
4
Figura 4-211. Não Metal2. Hardware de montagem3. Corpo do componente4. Padrão condutivo
4 Montagem Mecânica
4.2.4.2 Montagem de Hardware –Obstrução do Furo ao Enchimento de Solda
4-14 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção contém fotografias e ilustrações dos tipos básicos de hardware forjado e as características classificadas pelosníveis de qualidade dos critérios.
As fotografias deste padrão foram selecionadas baseadas no seu mérito para indicar uma determinada característica.
Terminais Elétricos
O hardware forjado aceitável para montagens eletrônicas, onde farão parte do conjunto de circuitos, deverão ser de cobrepuro, totalmente temperado.
Outros tipos de componentes forjados, como rebites, espaçadores, terminais tipo pilares, etc. que são forjados em furos nãoativados por eletricidade não necessitam observar estes requisitos.
Soldabilidade
A metalização e soldabilidade do hardware forjado devem ser consistentes com as especificações da metalização e dasoldabilidade. Consulte o IPC/EIA J-STD-002 e J-STD-003 sobre os requisitos de soldabilidade.
Inspeção
A inspeção do hardware forjado é geralmente feita de maneira visual, porém recomenda-se o uso de métodos de micro-seçãopara testes de qualificação.
4 Montagem Mecânica
4.3 Hardware forjado
4-15IPC-A-610C January 2000 / Janeiro de 2000

A haste que se estende além da superfície da ilha é forjada para criar um cone invertido, uniforme em extensão e concêntricopara o orifício.
O flange não está fissurado, rachado ou de outra maneira descontinuado de modo que o fluxo, óleos, tintas, ou outrassubstâncias líquidas utilizadas para processar as montagens de circuito impresso possam ficar presas dentro do furo demontagem. Após o forjamento, a área fica livre de lascas ou rachaduras circunferenciais, porém pode ter um máximo de trêslascas ou rachaduras, contanto que as lascas ou rachaduras estejam separadas por pelo menos 90° e não se estendam paradentro do barril do terminal.
Alvo - Classe 1,2,3
• O flange conformado está uniformemente forjado econcêntrico ao furo.
• As marcas de esforço causadas pelo alargamento sãomantidas a um mínimo.
• O flange é forjado com suficiente ajuste para impedir omovimento no eixo-Z.
Aceitável - Classe 1,2,3
• A fissura no flange conformado não penetra no barril.
Aceitável - Classe 1
• A fissura no flange conformado é aceitável se for soldadaapós o forjamento.
Defeito - Classe 2,3
• Periferia do flange conformado desigual ou lacerada
• Fissura penetrando no barril.
• Quaisquer lascas/rachaduras circunferenciais.
Figura 4-22
Figura 4-23
Figura 4-24
4 Montagem Mecânica
4.3.1 Hardware forjado – Flange Conformado
4-16 IPC-A-610CJanuary 2000 / Janeiro de 2000

Este tipo de hardware forjado é obtido usando hardware segmentado com um número de segmentos uniformes. Ao seremforjados, cada segmento deverá conformar-se a um determinado ângulo.
O hardware de fissura controlada deve ser soldado logo que possível após ser forjado para evitar oxidação.
Alvo - Classe 1,2,3
• O flange está uniformemente fissurado e concêntrico aofuro.
• Os segmentos fissurados não se estendem para fora dodiâmetro da ilha.
• O flange é forjado com ajuste suficiente para impedir omovimento no eixo-Z.
Aceitável - Classe 1,2Defeito - Classe 3
• O flange se parte até o painel, porém não penetra nobarril.
Figura 4-25
Figura 4-26
4 Montagem Mecânica
4.3.1.1 Hardware forjado – FlangeConformado – Fissura Controlada
4-17IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Defeito - Classe 2,3
• Flange danificado.
• Segmentos com deformação excessiva.
• Um segmento faltando.
• Fissura penetrando no barril.
• Qualquer fissura/rachadura circunferencial.
Defeito - Classe 1,2,3
• O diâmetro do flange é maior do que o diâmetro da ilha.
Figura 4-27
Figura 4-29
Figura 4-28
4 Montagem Mecânica
4.3.1.1 Hardware forjado – FlangeConformado – Fissura Controlada (cont.)
4-18 IPC-A-610CJanuary 2000 / Janeiro de 2000

O flange não está fissurado, rachado ou de outra maneira descontinuado de modo que o fluxo, óleos, tintas, ou outrassubstâncias líquidas utilizadas para processar as montagens de circuito impresso possam ficar armadilhadas dentro dofuro de montagem. Após o forjamento, a área fica livre de lascas ou rachaduras circunferenciais.
O barril pode ter solda dentro dele se não for prejudicial aos próximos passos de montagem.
O flange fabricado (cabeça) do orifico necessita ter contato total com a área da ilha.
Alvo - Classe 1,2,3
• Solda em volta da periferia do flange.
• Boa filetagem de solda em volta do flange.
• Boa molhabilidade da área do flange e terminal.
• O flange forjado está tão próximo da ilha quanto possívelpara impedir o movimento no eixo-Z.
• Evidência de fluxo de solda discernível entre o flange ea ilha no lado secundário do circuito impresso ou outrosubstrato.
Figura 4-30
4 Montagem Mecânica
4.3.2 Hardware forjadas – Flange achatado – Fundido no lugar
4-19IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2
• Solda em volta de um mínimo de 270° do flange.
• Filete de solda até pelo menos 75% da altura do flange.
• Fissura enchida com solda.
Aceitável - Classe 3
• Solda em volta de um mínimo de 330° do flange.
• Filete de solda até pelo menos 75% da altura do flange.
• Nenhuma fissura radial ou circunferencial.
Defeito - Classe 1,2,3
• Flange com forja inadequada não assentado na área doterminal
• Flange fissurado não preenchido com solda.
• Solda não atinge 75% da altura do flange.
• Solda com menos de 270° em volta do flange.
Defeito - Classe 3
• Solda com menos de 330° em volta do flange.
• Qualquer fissura radial ou circunferencial no flange.
Figura 4-31
Figura 4-32
4 Montagem Mecânica
4.3.2 Hardware forjado – Flangeachatado – Fundido no lugar (cont.)
4-20 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção mostra a montagem mecânica de dois tipos de terminais: torre e bifurcado. Os terminais que forem soldados auma ilha poderão ser montados de modo que possam ser girados com a mão, porém verticalmente estáveis.
Alvo - Classe 1,2,3
• Terminal intacto e reto.
Aceitável - Classe 1,2,3
• O terminal está envergado, porém a extremidade superiornão se estende além da base.
Aceitável - Classe 1Defeito - Classe 2,3
• Um poste está quebrado, mas existe área de montagemsuficiente para conectar os terminais dos fiosespecificados.
• A extremidade superior do terminal está envergada alémda extremidade da base.
Defeito - Classe 1,2,3
• Ambos os postes estão quebrados (bifurcados).
• O poste central está fraturado (terminal de torre).
• Viola o espaçamento mínimo entre condutores.
Figura 4-33
3
1
4
2
Figura 4-341. Extremidade superior2. Base3. Poste4. Flange
4 Montagem Mecânica
4.3.3 Hardware forjado – Terminais
4-21IPC-A-610C January 2000 / Janeiro de 2000

Esta seção ilustra o uso adequado dos grampos de montagem, adesivos, e prendedores de fios.
A colocação de qualquer componente na montagem eletrônica não impede a inserção ou remoção de qualquer hardware(inclusive a folga da ferramenta) usada para montar o conjunto.
O espaçamento mínimo entre hardware instalado e a ilha condutiva, terminais dos componentes ou componentes não isoladosdepende da voltagem especificada, e não deve ser menor do que o espaçamento mínimo entre condutores especificado.
O material de adesão é suficiente para prender a peça, porém não envolve ou encobre a identificação do componente.
A inspeção visual inclui a identificação das peças, seqüências de montagem, dano ao hardware, componentes ou painel.
4 Montagem Mecânica
4.4 Montagem dos Componentes
4-22 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Componente metálico não isolado, isolado do conjuntode circuitos subjacente com material isolante.
• Grampos e prendedores metálicos não isolados usadospara prender componentes isolados do conjunto decircuitos subjacente com material isolante adequado.
• O espaçamento entre a ilha e o corpo do componente nãoisolante excede o espaçamento mínimo entre condutores.
Defeito - Classe 1,2,3
• O espaçamento entre a ilha e o corpo do componentenão isolado é menor do que o espaçamento mínimo entrecondutores.
1
2
3
3
4
Figura 4-351. Padrões condutivos2. Grampo de montagem metálico3. Material de isolamento4. Espaçamento
Figura 4-36
4 Montagem Mecânica
4.4.1 Montagem dos Componentes – Grampos de Montagem
4-23IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
A. O grampo faz contato com os lados do componente emambas as extremidades do componente.
B. O componente é montado com o centro de gravidadedentro dos limites do grampo.
C. A extremidade do componente está nivelada com ou seestende além da extremidade do grampo. O centro docomponente está dentro dos limites do grampo.
A
B
C
1
2
3
4
Figura 4-371. Grampo2. Corpo assimétrico3. Vista superior4. Centro de gravidade
4 Montagem Mecânica
4.4.1 Montagem dos Componentes –Grampos de Montagem (cont.)
4-24 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Num componente montado horizontalmente, o adesivoadere ao componente em pelo menos 50% do seucomprimento (L), e 25% do seu diâmetro, (D), em umlado. O acúmulo de adesivo não excede 50% do diâmetrodo componente. A adesão à superfície de montagem éevidente. O adesivo é aproximadamente centrado nocorpo.
• Num componente montado verticalmente, o adesivo adereao componente em pelo menos 50% do seu comprimento(L), e 25% de sua circunferência. A adesão à superfície demontagem é evidente.
• Em múltiplos componentes montados verticalmente, oadesivo adere a cada componente em pelo menos 50%do seu comprimento (L), e a adesão é contínua entre oscomponentes. A adesão à superfície de montagem éevidente. O adesivo também adere a cada componentepara um mínimo de 25% de sua circunferência.
L
Min 25% DMax 50% D
D
% L
L
Min 50% L 1
2
3
Figura 4-381. Adesivo2. Vista superior3. 25% de circunferência
L
LMin 50% LMin 50% L
1
2
2
Figura 4-391. Vista superior2. Adesivo
4 Montagem Mecânica
4.4.2 Montagem dos Componentes – Uniãopor Adesivo – Componentes Não Elevados
4-25IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Adesivo superior a 50% do diâmetro dos componentesmontados horizontalmente.
Defeito - Classe 1,2,3
• Menos de 25% da circunferência, ou quantia equivalentede superfície do painel que for molhada (‘‘wetted’’) efixada pelo adesivo.
• Componentes de caixa metálica não isolada unidos sobrepadrões condutivos.
• Adesivo em áreas a serem soldadas impedindo aobservância da Tabela 6-2.
• Num componente montado horizontalmente, o adesivoadere para menos de 25% do diâmetro do componente.
• Num componente montado verticalmente, o adesivo aderepara menos de 50% do comprimento do componente.
Aceitável - Classe 1,2,3
• Componentes com corpo de vidro equipados com luvaantes da conexão por adesivo.
Defeito - Classe 1,2,3
• O adesivo rígido em contacto com uma área sem luva docomponente de corpo de vidro.
L
L
Min 50% L
Min 25% D Max 50% D
% L
1
2
3
Figura 4-401. 50% do Comprimento (L)2. Vista superior3. < 25% da circunferência
L
LMin 50% LMin 50% L
1
2
2
Figura 4-411. Vista superior2. Adesivo
Figura 4-42
4 Montagem Mecânica
4.4.2 Montagem dos Componentes – Uniãopor Adesivo – Componentes Não Elevados (cont.)
4-26 IPC-A-610CJanuary 2000 / Janeiro de 2000

Isto se aplica particularmente aos transformadores encapsulados ou divididos e/ou bobinas que não sejam montadas niveladascom o painel.
Aceitável - Classe 1,2,3
A. Os requisitos de adesão devem ser especificados nosdocumentos de engenharia, porém, como um mínimo,os componentes pesando 7g ou mais por terminal sãounidos a uma superfície de montagem em pelo menosquatro lugares, com espaçamento uniforme, em volta docomponente quando nenhum suporte mecânico forusado.
B. Pelo menos 20% de toda a periferia do componente estáaderida.
C. O material de adesão está firmemente aderido ao fundoe laterais do componente e painel de circuito impresso.
Defeito - Classe 1,2,3
A. Os requisitos de adesão são inferiores aos especificadosnos documentos de engenharia e/ou os componentespesando 7g ou mais por terminal têm menos de quatropontos de adesão.
B. Qualquer ponto de adesão não molhando e nãoapresentando evidência de adesão ao fundo e lateraldo componente e superfície de montagem.
C. Menos de 20% do total da periferia do componente estáaderida.
D. O material de adesão forma uma coluna muito fina paraoferecer suporte adequado.
A
B
C
Figura 4-43
Figura 4-44
A, CC
B B, D
4 Montagem Mecânica
4.4.3 Montagem dos Componentes – Uniãopor Adesivo – Componentes Elevados
4-27IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O componente está firmemente preso contra a superfíciede montagem.
• Não existe dano ao corpo do componente ou isolamentocausado pelo fio de fixação.
• O fio de metal não viola o espaçamento mínimo entrecondutores.
Figura 4-45
4 Montagem Mecânica
4.4.4 Montagem dos Componentes – Fixação por Fios
4-28 IPC-A-610CJanuary 2000 / Janeiro de 2000

Nota: Não submeta a fita de fixação impregnada com cera a solventes de limpeza. A cera de abelha não é aceitável para aClasse 3.
Alvo Classe 1,2,3
• As fitas de amarração estão lisas, ajustadas e espaçadaspara manter os fios todos presos juntos num feixe bemfeito e ajustado.
Aceitável Classe 1,2,3
• A extremidade da abraçadeira:
• Tem um máximo de 0,75 mm [0,0295 pol.].
• Está razoavelmente quadrada com a face da envoltura.
• A abraçadeira está ajustada.
• Os fios estão presos no feixe.
Aceitável—Classe 1,2,3
• Tiras de laços ou abraçadeiras são colocadas em ambosos lados de uma divisão de feixes de fios.
• As abraçadeiras estão bem feitas e ajustadas.
• Os fios estão presos no feixe.
Figura 4-46
Figura 4-47
Figura 4-48
4 Montagem Mecânica
4.4.5 Montagem dos Componentes –Prendedores de Fios, Abraçadeiras, Fitas de Amarração
4-29IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O fio está sob esforço na envoltura.
Defeito - Classe 1,2,3
• A abraçadeira ou nó está frouxo.
• A abraçadeira está penetrando no isolamento.
• O feixe de fios está frouxo.
Figura 4-49
1 2 3
Figura 4-501. Nó/amarra frouxa2. Abraçadeira muito apertada. A tira de laço ou abraçadeira
penetrando no isolamento3. Feixe solto
4 Montagem Mecânica
4.4.5 Montagem dos Componentes – Prendedoresde Fios, Abraçadeiras, Fitas de Amarração (cont.)
4-30 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Exemplo do método de amarração com nó na fita tipo‘‘clove-hitch’’; nó direito usado para evitar que o nó fiquefrouxo.
• Outros tipos de nó usados por exemplo, nó de cirurgiãoetc., para prender o nó tipo ‘‘clove-hitch’’ devem ser dotipo que impeçam o seu afrouxamento no ambiente deserviço em que forem usados.
Defeito - Classe 1,2,3
• Fios amarrados com um nó ou amarração inadequada.Este tipo de nó poderá eventualmente e soltar.
Figura 4-51
Figura 4-52
4 Montagem Mecânica
4.4.5 Montagem dos Componentes – Prendedoresde Fios, Abraçadeiras, Fitas de Amarração (cont.)
4-31IPC-A-610C January 2000 / Janeiro de 2000

O laço difere do prendedor de fios no sentido de que se trata de um laço contínuo. O laço é espaçado a uma menor distânciaque os prendedores de fios. Outros critérios de prendedores de fios também se aplicam ao laço.
Nota: Não submeta a fita de fixação impregnada com cera a solventes de limpeza. A cera de abelha não é aceitável para aClasse 3.
Aceitável - Classe 1,2,3
• O laço começa e termina com um nó.
• O laço deve ser apertado e os fios mantidos presos numfeixe bem feito.
Defeito - Classe 1,2,3
• O laço está frouxo, deixando fios soltos no feixe.
• O laço está muito apertado, penetrando no isolamento(não mostrado).
Figura 4-53
Figura 4-54
4 Montagem Mecânica
4.4.6 Montagem dos Componentes – Laço
4-32 IPC-A-610CJanuary 2000 / Janeiro de 2000

Os fios sendo conectados a conectores de multi-contato têm a folga ajustada para evitar causar esforço nos fios individuais.
Aceitável - Classe 1,2,3
• Os fios saindo do conector são posicionados da mesmaforma que na instalação.
• Todos os fios são preparados com curvas uniformes paraevitar esforço nas conexões de contato.
• Os fios mais curtos estão em linha direta com o eixocentral do terminal.
Nota: O número de fios sem folga está limitado a sete oumenos para conectores redondos ou retangulares de váriasfileiras, e a oito ou menos para conectores retangulares emfileira de contato duplo.
Defeito - Classe 1
• Os fios estão separados do conector.
Defeito - Classe 2,3
• A folga não é adequada para impedir o esforço dos fiosindividuais.
1
Figura 4-551. O deposicionamento no terminal é mais crítico para esses fios
1
Figura 4-561. Os fios estão estressados
4 Montagem Mecânica
4.4.7 Montagem dos Componentes – Posicionamento de Fios deTerminações para Conectores sem Alívio de Esforço/Tensão
4-33IPC-A-610C January 2000 / Janeiro de 2000

Esta seção mostra alguns dos vários tipos de conectores, terminais e extratores montados em rebite. Esses dispositivosnecessitam ser inspecionados visualmente quanto a rachaduras e dano.
Alvo - Classe 1,2,3
• Nenhum dano a peças, circuito impresso ou hardware defixação (rebites, parafusos, etc.).
Aceitável - Classe 1
• As rachaduras na peça montada se estendem para maisde 50% de distância entre um furo de montagem e umaextremidade conformada.
Defeito - Classe 1
• As rachaduras na peça montada se estendem para maisde 50% de distância entre o furo de montagem e umaextremidade conformada.
Defeito - Classe 2,3
• Rachaduras na peça de montagem.
Defeito - Classe 1,2,3
• A rachadura faz a conexão de um furo de montagem comuma extremidade
• Dano/esforço para os pinos dos terminais do conector.
1
3
2
Figura 4-571. Extrator2. Hardware de Fixação3. Fio do Componente
1
1
Figura 4-581. Rachadura
4 Montagem Mecânica
4.5 Conectores, Terminais, Extratores
4-34 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção ilustra vários tipos de montagem de dissipadores de calor. A adesão com adesivos termicamente condutivos podeser especificada ao invés de um hardware.
A inspeção visual necessita incluir a segurança do hardware, dano ao componente ou hardware, e a seqüência correta demontagem.
As seguintes preocupações com dissipadores de calor devem ser abordadas:
• O componente tem bom contato com o dissipador de calor?
• O hardware está prendendo o componente ao dissipador de calor?
• O componente e os dissipadores de calor estão planos e paralelos entre si?
• O composto/isolante térmico (mica, graxa de silicone, filme plástico, etc.) está devidamente aplicado?
Aceitável - Classe 1,2,3
• Os dissipadores de calor são montados nivelados.
• Nenhum dano ou esforço nos componentes.
1
Figura 4-591. Dissipador de Calor
4 Montagem Mecânica
4.6 Dissipador de Calor
4-35IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
A. Dissipador de calor no lado errado do painel.B. Dissipador de calor envergado.C. Dissipador de calor faltando aletas.
A.
B.
C.
Figura 4-60
4 Montagem Mecânica
4.6 Dissipador de Calor (cont.)
4-36 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Borda de mica, filme plástico ou composto térmicouniforme mostrado em volta das extremidades docomponente.
Aceitável - Classe 1,2,3
• Evidência de mica, filme plástico ou composto térmicomostrado em volta das extremidades do componente,embora de maneira não uniforme.
Defeito - Classe 1,2,3
• Nenhuma evidência de materiais de isolamento oucomposto térmico (se requerido).
Figura 4-61
Figura 4-62
Figura 4-63
4 Montagem Mecânica
4.6.1 Dissipador de Calor – Isoladores e Compostos Térmicos
4-37IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O componente e o dissipador de calor têm contato totalcom a superfície de montagem.
• O hardware observa os requisitos de conexãoespecificados.
Aceitável - Classe 1,2,3
• Componente não nivelado.
• Mínimo de 75% de contato com a superfície demontagem.
• As ferragens observam os requisitos de torque demontagem, se especificado.
Defeito - Classe 1,2,3
• O componente não tem contato com a superfície demontagem.
• As ferragens estão frouxas e podem ser movidas.
1
Figura 4-641. Dissipador de Calor
1
2
Figura 4-651. Espaço2. Dissipador de Calor
21
Figura 4-661. Dissipador de Calor2. Espaço
4 Montagem Mecânica
4.6.2 Dissipador de Calor – Contato
4-38 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O grampo está centrado na ilha sem desalinhamentolateral.
Aceitável - Classe 1,2,3
• O grampo tem um máximo de 25% de desalinhamentofora da ilha.
• O desalinhamento não reduz o espaçamento para menosdo espaçamento mínimo entre condutores.
Defeito - Classe 1,2,3
• O grampo excede 25% de desalinhamento da ilha.
• O grampo está desalinhado na ilha, reduzindo oespaçamento para menos do espaçamento mínimoentre condutores
Figura 4-67
Figura 4-68
Figura 4-69
4 Montagem Mecânica
4.7 Terminais – Grampo de Extremidade
4-39IPC-A-610C January 2000 / Janeiro de 2000

Esta seção cobre dois tipos de instalações de pino: pinos do conector de extremidade e pinos do conector. A instalaçãodesses dispositivos geralmente é feita com equipamentos automatizados. As inspeções visuais desta operação mecânicaincluem: pinos corretos, pinos danificados, pinos envergados e quebrados, contatos de mola danificados e dano ao substratoou padrão condutivo.
Aceitável - Classe 1,2,3
• O contato não está quebrado ou torcido. O espaço estádentro da tolerância especificada.
• Nenhum dano na ilha.
• O contato está contido dentro do isolador.
Nota: Para que haja margem para uma ferramenta deextração, o espaço entre o ressalto de contato e a ilhaprecisa ser adequado para cada ferramenta de reparo dofabricante.
1
2
3 4
5
6
7
8
1
Figura 4-701. Plano posterior2. Ilha3. Ressalto4. Contato5. Espaço6. Nenhum dano na ilha7. Nenhum dano discernível8. Isolador
4 Montagem Mecânica
4.8 Pinos do Conector
4-40 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
A. O contato é feito acima do isolador.B. Os contatos estão torcidos ou deformados.C. A ilha está danificada.D. O contato está quebrado.E. O espaço entre o ressalto de contato e a ilha é maior do
que o especificado.
E.
D.
C.
B.
A.
Figura 4-71
4 Montagem Mecânica
4.8.1 Pinos do Conector – Pinos do Conector de Extremidade
4-41IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Os pinos estão retos, sem torcimento e devidamenteassentados.
• Nenhum dano discernível.
Aceitável - Classe 1,2,3
• Os pinos estão ligeiramente envergados fora do centro em50% ou menos da espessura do pino.
• A altura do pino varia dentro da tolerância.
Nota: A tolerância nominal da altura está de acordo como conector de pino ou as especificações do desenho. Ospinos do conector e o conector de acoplamento devem terum bom contato elétrico.
Figura 4-721. Nenhum dano discernível2. Ilha3. Nenhum torcimento discernível
Figura 4-731. Tolerância da altura do pino2. Menos de 50% da espessura do pino
4 Montagem Mecânica
4.8.2 Pinos do Conector – Pinos de Encaixe por Pressão
4-42 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2
• Menos ou 75% da largura (W) do anel anular está elevada.
• Danos não funcionais nas ihas para painéis simples eduplos são aceitáveis se estiverem firmemente conectadasao painel nas áreas não elevadas.
Defeito - Classe 1,2
• Qualquer anel anular funcional com mais de 75% deelevação da largura (W).
Defeito - Classe 3
• Qualquer anel anular elevado ou fraturado com pinosinseridos a máquina.
Nota: Para maiores informações, consulte o item 10.7.2Dano à Ilha do Condutor - Regiões de Contato/IlhasElevadas
1
2
3
4
W
Figura 4-741. Ilha elevada a 75% ou menos do anel anular2. Ilha com Condutor3. Ilha não fraturada4. Ilha elevada, fraturada, porém firmemente conectada sem condutor
(não funcional)
W
12
3
Figura 4-751. Ilha fraturada2. Ilha funcional com elevação superior a 75% da largura do anel
anular3. Ilha elevada
4 Montagem Mecânica
4.8.2 Pinos do Conector – Pinos de Encaixe por Pressão (cont.)
4-43IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• O pino está envergado fora do alinhamento. (O pinoestá envergado fora do centro para mais de 50% daespessura do pino.)
Defeito - Classe 1,2,3
• Pino visivelmente torcido.
Figura 4-76
Figura 4-77
4 Montagem Mecânica
4.8.2 Pinos do Conector – Pinos de Encaixe por Pressão (cont.)
4-44 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• A altura do pino está fora da tolerância especificada.
Defeito - Classe 1,2,3
• Pino danificado no manuseio ou inserção.
• Tipo cogumelo
• Envergado
Defeito - Classe 1,2,3
• Pino danificado (metal base exposto).
Defeito - Classe 2,3
• Rebarba
Figura 4-78
Figura 4-79
1
2
Figura 4-801. Rebarba2. Faltando metalização
4 Montagem Mecânica
4.8.2 Pinos do Conector – Pinos de Encaixe por Pressão (cont.)
4-45IPC-A-610C January 2000 / Janeiro de 2000

Esta página foi intencionalmente deixada em branco
4 Montagem Mecânica
4-46 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção abrange os requisitos de aceitabilidade para ainstalação, posicionamento, e orientação dos componentese fios montados nos circuitos impressos, incluindo amontagem direta em ilhas e montagem nos terminais pilares.
O critério é fornecido apenas para a montagem oucolocação dos componentes ou fios atuais nas montagenseletrônicas e terminais pilares. A solda é mencionada ondefaz parte integral das dimensões de colocação, porémapenas em relação a tais dimensões. A condição equantidade de solda para as conexões são discutidasna Seção 6.
Os critérios apresentados nesta seção estão agrupados emsete subseções. Nem todas as combinações de tipos defios e terminais podem ser explicitamente abrangidos, demodo que os critérios são apresentados em termos geraispara serem aplicados a todas as combinações similares.Por exemplo, um terminal de resistor e um fio de ligaçãomulticabos (cordões) conectados a terminais tipo torrepossuem os mesmos requisitos de envoltura e colocação,porém apenas o fio multicabos poderia estar sujeito aoengaiolamento.
A seqüência de tópicos listada abaixo segue a seqüênciageral dos passos para inspeção.
A inspeção geralmente se inicia com uma visão geral doconjunto eletrônico, seguindo cada componente/fio paraa sua conexão, concentrando-se no terminal para dentroda conexão, a conexão e a extremidade final do terminal/fiosaindo da conexão. O passo de protrusão do fio/terminalpara todas as ilhas deve ser dado por último para que opainel possa ser virado e todas as conexões verificadasao mesmo tempo.
Esta seção abrange os seguintes assuntos:
5.1 Orientação
5.1.1 Horizontal5.1.2 Vertical
5.2 Montagem
5.2.1 Horizontal - Terminais Axiais - Furos Metalizados5.2.2 Horizontal - Terminais Axiais - Furos não
Metalizados5.2.3 Horizontal - Terminais Radiais5.2.4 Vertical - Terminais Axiais - Furos Metalizados5.2.5 Vertical - Terminais Axiais - Furos não Metalizados5.2.6 Vertical - Terminais Radiais5.2.6.1 Espaçadores para Montagem de Componentes
5.2.6.2 Menisco de Componentes5.2.7 Terminação de Fio/Terminal - Circuito Impresso5.2.7.1 Protrusão - Terminais Retos e Parcialmente
Dobrados (‘‘Clinched’’)5.2.7.2 Dobrados (‘‘Clinched’’)5.2.8 Terminais e Soquetes Dual-in-Line Pack (DIP)/
Single-in-Line Pack (SIP)5.2.9 Conectores5.2.10 Terminais Cruzando Condutores
5.3 Formação de Terminais
5.3.1 Envergaduras5.3.2 Alívio de Tensão5.3.2.1 Furos Metalizados5.3.2.2 Furos não Metalizados5.3.2.3 Terminais
5.4 Dano
5.4.1 Terminal5.4.2 DIP e SOIC5.4.3 Terminal Axial e Corpo/Selante de Vidro5.4.4 Radial (Dois Terminais)
5.5 Terminais
5.5.1 Envoltura5.5.1.1 Torres e Pinos Retos (‘‘Turrets and Straight Pins’’)5.5.1.2 Terminais Bifurcados (‘‘Bifurcated’’)5.5.1.3 Terminais Furados/Perfurados (‘‘Pierced/
Perforated’’)5.5.1.4 Terminais tipo Gancho (‘‘Hook’’)5.5.1.5 Terminais Conectados em Série5.5.1.6 Fios de 30 AWG e de bitolas menores5.5.1.7 Fios/Componentes Fixos5.5.2 Vasos de Solda (‘‘Solder Cups’’)5.5.3 Envergadura para Alívio de Tensão de Fio/
Terminais5.5.4 Loops para Manutenção5.5.5 Colocação de Terminais/Fio
5.6 Isolamento
5.6.1 Espaçamento Mínimo (‘‘Clearance’’)5.6.2 Dano5.6.3 Luva Flexível
5.7 Condutor
5.7.1 Deformação5.7.2 Dano
5 Posicionamento/Orientacão para Instalação dos Componentes
Posicionamento/Orientacão para Instalação dos Componentes
5-1IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Os componentes estão centralizados entre suas ilhas.
• As marcas dos componentes são discerníveis.
• Os componentes não polarizados são orientados de modoque as marcas sejam lidas no mesmo sentido (esquerdapara direita ou de cima para baixo).
Aceitável - Classe 1,2,3
• Os componentes polarizados e de vários terminais estãocorretamente orientados.
• Quando formatados e inseridos com a mão, os símbolosde polarização ficam discerníveis.
• Todos os componentes estão conforme especificado eterminam nas ilhas corretas.
• Os componentes não polarizados não precisam serorientados para que as marcas sejam lidas no mesmosentido (esquerda para direita ou de cima para baixo).
R1 R2
CR1
R5 R4 R3
+C1
Q1
Figura 5-1
R1 R2
CR1
R5 R4 R3
+C1
Q1
Figura 5-2
5 Posicionamento/Orientacão para Instalação dos Componentes
5.1 Orientação
5-2 IPC-A-610CJanuary 2000 / Janeiro de 2000
5.1.1 Orientação – Horizontal

Defeito - Classe 1,2,3
• O componente não está conforme especificado (peçaincorreta).
• O componente não está montado nos furos corretos.
• O componente polarizado está montado em reverso.
• O componente de vários terminais não está montadode maneira correta.
R1 R2
CR1
R5 R4 R3
+C1
Q1
Figura 5-3
5 Posicionamento/Orientacão para Instalação dos Componentes
5.1.1 Orientação – Horizontal (cont.)
5-3IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• As marcas do componente não polarizado são lidas decima para baixo.
• As marcas de polarização estão localizadas na partesuperior.
Aceitável - Classe 1,2,3
• A peça polarizada está montada com um terminal-terracomprido.
• Marca de polarização oculta.
• As marcas do componente não polarizado são lidas debaixo para cima.
Defeito - 1,2,3
• O componente polarizado está montado em reverso.
V µF V
µF
Figura 5-4
V
µF
V
µ
F
Figura 5-5
V
µF
V
µ
F
Figura 5-6
5 Posicionamento/Orientacão para Instalação dos Componentes
5.1.2 Orientação – Vertical
5-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O comprimento total do corpo do componente estáem contato com a superfície do painel.
• Os componentes que necessitam ser montados forado painel estão pelo menos a 1,5 mm [0,059 pol.] dasuperfície do painel; por exemplo, para dissipação detemperatura elevada.
Figura 5-7
1.5 mm [0.059 in]
1.5 mm [0.059 in]
Figura 5-8
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2 Montagem
5-5IPC-A-610C January 2000 / Janeiro de 2000
5.2.1 Montagem – Horizontal –Terminais Axiais – Furos Metalizados

Aceitável - Classe 1,2
• O máximo espaço entre o componente e a superfície dopainel não viola os requisitos de protrusão do terminal (vero 5.2.7) ou altura do componente (H). ((H) é umadimensão determinada pelo usuário.)
Indicador de Processo - Classe 3
• A maior distância entre o corpo do componente e o painel(D) é maior do que 0,7 mm [0,028 pol.].
Defeito - Classe 1,2,3
• Os componentes que necessitam ser montados acimada superfície do painel estão a menos de 1,5 mm [0,059pol.].
D
H
Figura 5-9
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.1 Montagem – Horizontal – TerminaisAxiais – Furos Metalizados (cont.)
5-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O comprimento total do corpo do componente está emcontato com a superfície do painel.
• Os componentes que necessitam ser montados forado painel estão a um mínimo de 1,5 mm [0,059 pol.]da superfície do painel; por exemplo, para dissipaçãode temperatura elevada.
• Os componentes que necessitam ser montados forado painel são fornecidos com terminais formatados nasuperfície do painel ou outro suporte mecânico para evitaro levantamento da ilha de solda.
Defeito - Classe 1,2,3
• Os componentes que necessitam ser montados forado painel não são fornecidos com terminalis formatadosna superfície do painel ou outro suporte mecânico paraevitar levantamento da ilha da solda.
• Os componentes que necessitam ser montados acimada superfície do painel estão a menos de 1,5 mm [0,059pol.].
1
Figura 5-101. Sem metalização no furo no barril
Figura 5-11
Figura 5-121. Forma de Terminal
Figura 5-13
Figura 5-14
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.2 Montagem – Horizontal – TerminaisAxiais – Furos não Metalizados
5-7IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O corpo do componente está em contato plano com asuperfície do painel.
• O material de adesão está presente, se requerido. Ver oitem 4.4.
Aceitável - Classe 1,2,3
• O componente tem contato com o painel em pelo menosum lado e/ou superfície
Nota: Quando documentado num desenho de montagemaprovado, um componente pode ser montado ou na lateralou na extremidade. O lado ou superfície do corpo, ou pelomenos um ponto de qualquer componente configuradoirregularmente (tal como certos capacitadores de bolso‘‘pocketbook capacitors’’), necessita ter contato total com ocircuito impresso. O corpo deverá ser aderido ou de outramaneira preso no painel para evitar dano ao se aplicarforças de vibração e choque.
Defeito - Classe 1,2,3
• O corpo do componente não aderido não tem contatocom a superfície de montagem.
• O material de adesão não está presente se for requerido.
Figura 5-15
Figura 5-16
Figura 5-17
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.3 Montagem – Horizontal – Terminais Radiais
5-8 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• A altura do corpo do componente acima da ilha (H) é de0,4 mm [0,016 pol.] a 1,5 mm [0,059 pol.].
• O corpo do componente está perpendicular ao painel.
• A altura total não excede a altura especificada.
Aceitável - Classe 1,2,3
• A altura do componente acima do painel (H) não estáfora da faixa apresentada na Tabela 5-1.
• O ângulo (θ) do terminal do componente não viola oespaçamento mínimo entre condutores.
Tabela 5-1 Altura do Componente no Painel
Classe 1 Classe 2 Classe 3
H(mín) 0,1 mm[0,0039 pol.]
0,4 mm[0,016 pol.]
0,4 mm[0,016 pol.]
H(máx) 6 mm[0,24 pol.]
3 mm[0,12 pol.]
1,5 mm[0,59 pol.]
H
Figura 5-18
θ
θ
H
Figura 5-19
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.4 Montagem – Vertical –Terminais Axiais – Furos Metalizados
5-9IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• A altura do componente na montagem (H) é maior do queo máximo apresentado na Tabela 5-1.
Defeito - Classe 1,2,3
• Os componentes violam o espaçamento mínimo entrecondutores.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• A altura do componente (H) é menor do que o mínimoapresentado na Tabela 5-1.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O raio de curvatura interna não está dentro dos requisitos.Consulte a Tabela 5-3.
H
Figura 5-20
H
Figura 5-21
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.4 Montagem – Vertical – TerminaisAxiais – Furos Metalizados (cont.)
5-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Os componentes que estão montados acima da superfíciedo painel em Furos não Metalizados são fornecidos comTerminais formatados ou outro suporte mecânico paraevitar o levantamento da ilha de solda.
Defeito - Classe 1,2,3
• Os componentes montados em Furos não Metalizadossão montados sem terminais formatados na superfície dopainel.
Figura 5-22
Figura 5-23
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.5 Montagem – Vertical – TerminaisAxiais – Furos não Metalizados
5-11IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O componente é perpendicular e a base é paralela aopainel.
• O espaço entre a base do componente e a superfície dopainel está entre 0,3 mm [0,012 pol.] e 2 mm [0,079 pol.].
Aceitável - Classe 1,2,3
• A inclinação do componente não viola o espaçamentomínimo entre condutores.
Indicador de Processo - Classe 2,3
• O espaço entre a base do componente e a superfície dopainel é menor do que 0,3 mm [0,012 pol.] ou maior doque 2 mm [0,079 pol.].
Defeito - Classe 1,2,3
• Viola o espaçamento mínimo entre condutores.
Nota: Alguns componentes não podem ser inclinadosdevido aos requisitos de adequação com envolturas oupainéis, como por exemplo, os interruptores de pinos,potenciômetros, LCDs, e LEDs.
Figura 5-24
>2 mm [0.079 in]
Figura 5-25
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.6 Montagem – Vertical – Terminais Radiais
5-12 IPC-A-610CJanuary 2000 / Janeiro de 2000

Nota: Os espaçadores usados para suporte mecânico ou para compensar o peso do componente devem ter contato totaltanto com o componente como com a superfície do painel.
Alvo - Classe 1,2,3
• O espaçador tem contato total tanto com o componentecomo com o painel.
• O terminal está devidamente formado.
Aceitável - Classe 1,2,3
• O espaçador tem contato total com o componente e opainel.
Aceitável (Furos Metalizados) - Classe 1,2Indicador de Processo (Furos Metalizados) - Classe 3Defeito (Furos não Metalizados) - Classe 1,2,3
• O espaçador tem contato parcial com o componente e opainel.
12
Figura 5-261. Espaçador2. Contato
Figura 5-27
Figura 5-28
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.6.1 Montagem – Vertical – Terminais Radiais –Espaçadores para Montagem de Componentes
5-13IPC-A-610C January 2000 / Janeiro de 2000

Aceitável (Furos Metalizados) - Classe 1Indicador de Processo (Furos Metalizados) - Classe 2Defeito (Furos Metalizados) - Classe 3Defeito (Furos não Metalizados) - Classe 1,2,3
A. O espaçador não tem contato com o componente eo painel.
B. O terminal não está devidamente formatado.
Defeito - Classe 2,3
C. O espaçador está invertido.
A CB
Figura 5-29
Figura 5-30
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.6.1 Montagem – Vertical – Terminais Radiais –Espaçadores para Montagem de Componentes (cont.)
5-14 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Existe espaço discernível entre o menisco doencapsulamento e o filete de solda subseqüente(veja o item 6.3.4.3 sobre requisitos de solda).
Aceitável - Classe 1,2
• Os componentes com um menisco de revestimentopodem ser montados nos furos contanto que satisfaçamos requisitos do item 6.3.4.3.
Indicador de Processo - Classe 3
• O menisco de encapsulamento está dentro do furopassante metalizado (necessita satisfazer os requisitosdo item 6.3.4.3).
Defeito - Classe 1,2,3
• A conexão não satisfaz os requisitos do item 6.3.4.3quando soldada.
Figura 5-31
Figura 5-32
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.6.2 Montagem – Vertical – TerminaisRadiais – Menisco de Componentes
5-15IPC-A-610C January 2000 / Janeiro de 2000

A protrusão do terminal não deverá permitir a possibilidade de violação do espaçamento míinimo entre condutores, dano àsconexões soldadas devido a deflexão do terminal, ou penetração de embalagem protetora contra estática durante o manuseiosubseqüente.
Nota: As aplicações em alta freqüência podem requerer um controle mais exato das extensões dos terminais para evitarviolações das considerações de desenho funcional.
Alvo - Classe 1,2,3
• A protrusão de terminais e fios além da superfíciecondutiva é (L) ou conforme as especificaçõesapresentadas no desenho.
(L) = 1,0 mm [0,0394 pol.] nominal (protrusão do terminal)
Indicador de Processo - Classe 2 (Furo Metalizado)Defeito - Classe 3 (Furo Metalizado)
• Protrusão do terminal não satisfaz os requisitos da Tabela5-2.
Defeito - Classe 1,2,3 (Furo Metalizado)
• A protrusão do terminais viola o espaçamento mínimoentre condutores.
Indicador de Processo - Classe 2 (Furo não Metalizado)Defeito - Classe 3 (Furo não Metalizado)
• A protrusão é inadequada para permitir a dobra doterminal com um mínimo de 45°.
Defeito - Classe 1,2,3 (Furo não Metalizado)
• A protrusão é menor do que 0,5 mm [0,020 pol.].
• A protrusão viola o espaçamento mínimo entrecondutores.
Tabela 5-2 Protrusão do Terminal
Classe 1 Classe 2 Classe 3
(L) mín1 A extremidade é discernível na solda2
(L) máx Sem perigode curto
2,5 mm[0,0984 pol.]
1,5 mm[0,0591 pol.]
Nota 1. Para painéis de apenas um lado, a protrusão do terminal ou fio (L) éde pelo menos 0,5 mm [0,020 pol.] para a Classe 1 e 2. Deve haverprotrusão suficiente para a Classe 3 para dobrar.
Nota 2. Para os painéis de espaçamento mínimo entre condutores comespessuras acima de 2,3 mm [0,0906 pol.], os componentes comcomprimentos de terminal pré-estabelecidos (DIPs, soquetes), aprotrusão do terminal pode não ser discernível.
LL
Figura 5-33
L
L MinL Max
Figura 5-34
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.7 Montagem – Terminação de Fios/Terminais – Circuito Impresso
5-16 IPC-A-610CJanuary 2000 / Janeiro de 2000
5.2.7.1 Montagem – Terminação de Fios/Terminais – Circuito Impresso –Protrusão – Terminais Retos e Parcialmente Dobrados (‘‘Clinched’’)

Os terminais de componentes nas conexões de furos passantes podem ser terminados com o uso de uma configuraçãopassante, parcialmente ou totalmente dobrada. A dobra deverá ser suficiente para fornecer uma restrição mecânica durante oprocesso de solda. A orientação da dobra em relação a qualquer condutor é opcional. Os terminais DIP devem ser envergadospara fora a partir do eixo longitudinal do corpo. Os Terminais temperados não são terminados com uma configuraçãototalmente dobrada.
Como um mínimo, o terminal é discernível na conexão de solda completada. O terminal satisfaz os requisitos da Tabela 5-2quando é medido verticalmente a partir da superfície de ilha e não viola os requisitos de espaçamento mínimo entrecondutores.
As terminações de terminal em Furos não Metalizados são dobradas para um mínimo de 45° e a protrusão do terminal parafuros não metalizados é no mínimo de 0,5 mm [0,020 pol.] e não viola os requisitos de espaçamento mínimo entre condutores.
Esta seção se aplica a terminações com requisito de dobra. Outros requisitos podem estar definidos nas especificações oudesenhos relevantes. Os terminais parcialmente dobrados para retenção de peças são considerados como terminais nãodobrados e precisam satisfazer os requisitos de protrusão.
Alvo - Classe 1,2,3
• A extremidade do terminal está paralela ao painel e osentido da dobra está ao longo do condutor de conexão.
Aceitável - Classe 1,2,3
• O terminal dobrado não viola o espaçamento mínimo (C)entre condutores não comuns.
• A protrusão (L) além da ilha não é maior do que ocomprimento similar permitido para terminais passantes.Veja a Figura 5-33 e a Tabela 5-2.
Figura 5-35
C
C
L
Figura 5-36
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.7.2 Montagem – Terminação de Fios/Terminais – Circuito Impresso – Dobrado (‘‘Clinched’’)
5-17IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• O terminal está dobrado em direção a um condutoreletricamente não comum, violando o espaçamentomínimo entre condutores (C).
Defeito - Classe 3
• O terminal no furo não metalizado não está dobrado.C
C
1
Figura 5-371. Condutor nfwo comum
Figura 5-38
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.7.2 Montagem – Terminação de Fios/Terminais –Circuito Impresso – Dobrado (‘‘Clinched’’) (cont.)
5-18 IPC-A-610CJanuary 2000 / Janeiro de 2000

Nota: Em alguns casos, um dissipador de calor pode estar localizado entre o componente e o circuito impresso. Nestes casos,outros critérios podem ser especificados.
Alvo - Classe 1,2,3
• A parte alargada de todos os terminais se apoia na ilha.
• A protrusão do terminal satisfaz os requisitos. Veja o item5.2.7.1.
Aceitável - Classe 1,2,3
• A inclinação está limitada pelos requisitos mínimos deprotrusão do terminal e de altura.
Defeito - Classe 1,2,3
• A inclinação do componente excede o máximo limite dealtura do componente ou a protrusão do terminal nãosatisfaz os requisitos de aceitação.
Figura 5-39
Figura 5-40
Figura 5-41
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.8 Montagem – Terminais e SoquetesDual-in-Line Pack (DIP)/Single-in-Line Pack (SIP)
5-19IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Os requisitos de protrusão dos terminais e altura doscomponentes não são violados.
Figura 5-42
Figura 5-43
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.8 Montagem – Terminais e Soquetes Dual-in-LinePack (DIP)/Single-in-Line Pack (SIP) (cont.)
5-20 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O conector está nivelado com o painel.
• O passo pilar em todos os terminais se apoia na ilha e aprotrusão do terminal satisfaz os requisitos.
• A trava do painel (se equipado) está completamenteinserida/encaixada no painel.
Aceitável - Classe 1,2,3
• A extremidade traseira do conector está nivelada; aextremidade de avanço do conector não viola os requisitosde altura do componente ou protrusão dos terminais. Vero item 5.2.7.1.
• A trava do painel está totalmente inserida/encaixada pelopainel. (encaixe não flutuante.)
• Com uma extremidade tocando o painel, a outraextremidade não fica mais que 0,5 mm [0,020 pol.] forado painel (encaixe flutuante). A inclinação está limitadapelos mínimos requisitos de protrusão dos terminais e daaltura.
Figura 5-44
Figura 5-45
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.9 Montagem – Conectores
5-21IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Não ficará encaixável quando usado na aplicação devidoao ângulo.
• O componente viola os requisitos de altura.
• A trava do painel não está totalmente inserida/encaixadano painel.
• A protrusão do terminal não satisfaz os requisitos deaceitação.
Nota: Os conectores necessitam satisfazer os requisitosde forma, adequação e função. Um teste de encaixe deconector para conector ou com a montagem pode serrequerido para a aceitação final.
Figura 5-46
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.9 Montagem – Conectores (cont.)
5-22 IPC-A-610CJanuary 2000 / Janeiro de 2000

O enluvamento deve ser observado quando requerido pelas especificações ou desenho.
Aceitável - Classe 1,2,3
A. A luva não se estende para dentro da conexão de solda.B. A luva cobre a área de proteção designada.
Aceitável - Classe 1
• Terminal do componente cruzando um condutoreletricamente não comum que não viola o espaçamentoelétrico.
Defeito - Classe 2,3
A. Corte/Desenlace do enluvamentoB. Um terminal de componente cruzando um condutor
eletricamente não comum com um espaço menor que0,5 mm [0,020 pol.] sem isolador de separação (luvade terminal ou revestimento de superfície).
Defeito - Classe 1,2,3
• Terminais do componente e fios especificados para seremenluvado e estando sem luvas.
• Enluvamento danificado/insuficiente não fornecendoproteção contra curtos.
B
A
Figura 5-47
A
B
Figura 5-48
5 Posicionamento/Orientacão para Instalação dos Componentes
5.2.10 Montagem – Terminais cruzando Condutores
5-23IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Os terminais para montagem em furo passante seestendem pelo menos por um diâmetro ou espessurado terminal porém não menos que 0,8 mm [0,031 pol.]do corpo, filete de solda, ou solda do terminal.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• A envergadura do terminal no componente montadono furo passante é menor do que um diâmetro determinal ou 0,8 mm [0,031 pol.], o que for menor, docorpo do componente, filete de solda ou selante doterminal no corpo do componente.
Defeito - Classe 1,2,3
• Solda de terminal, filete de solda ou selante do terminal nocorpo do componente fraturado.
L
L
V µF V µF L
1
2
Figura 5-491. Filete de solda2. Solda
Figura 5-50
5 Posicionamento/Orientacão para Instalação dos Componentes
5.3 Formação de Terminais
5-24 IPC-A-610CJanuary 2000 / Janeiro de 2000
5.3.1 Formação de Terminais – Envergaduras

Aceitável - Classe 1,2,3
• O terminal não está torcido ou rachado.
• O raio mínimo de envergadura interna dos terminais docomponente se encontra na Tabela 5-3.
Tabela 5-3 Mínimo Raio de Envergadura Interna
Diâmetro (D) ouEspessura (T) do terminal
Mínimo Raio deEnvergadura Interna (R)
Menos de 0,8 mm[0,031 pol.]
1 Diâmetro/Espessura
De 0,8 mm [0,031 pol.]a 1,2 mm [0,0472 pol.]
1,5 Diâmetro/Espessura
Maior que 1,2 mm[0,0472 pol.]
2 Diâmetro/Espessura
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O raio de envergadura interna não satisfaz os requisitos daTabela 5-3.
R
D
R
T
1
Figura 5-511. Os terminais retangulares deverão usar a espessura (T) como o
diâmetro do terminal (D)
Figura 5-52
5 Posicionamento/Orientacão para Instalação dos Componentes
5.3.1 Formação de Terminais – Envergaduras (cont.)
5-25IPC-A-610C January 2000 / Janeiro de 2000

Os componentes serão montados em qualquer das combinações das seguintes configurações:
• De maneira convencional utilizando envergaduras de terminal de 90° (nominal) diretamente no furo de montagem.
• Com envergaduras tipo giba de camelo. A configuração incorporando uma única giba de camelo poderá ter o corpoposicionado for a do centro.
• Outras configurações podem ser usadas com a aprovação do cliente ou onde existir restrições de design.
Aceitável - Classe 1,2,3
• Terminal do componente saindo do corpo do componenteestá aproximadamente paralelo ao eixo principal do corpo.
• Terminal do componente entrando no furo estáaproximadamente perpendicular à superfície do painel.
• A centralização do componente pode estar desviadacomo resultado do tipo de envergadura de alívio detensão aplicado.
Nota: Envergaduras em loop e outras envergadurasalternativas para alívio de tensão podem ser usadas seo local dos furos de montagem impedirem o uso deuma envergadura padrão. Assegure-se de que não existea possibilidade de curto no terminal para qualquer terminalou condutor de um componente adjacente. O uso deenvergadura em loop precisa ser aprovado pela engenhariade design. Consulte a série do IPC-2221.
Defeito - Classe 1,2,3
• Nenhum alívio de tensão.
1
2
3
Figura 5-531. Mínimo de 4 diâmetros de fio; máximo de 8 diâmetros de fio.2. Mímo de 1 diâmetro de fio.3. Mínimo de 2 diâmetros de fio.
Figura 5-54
5 Posicionamento/Orientacão para Instalação dos Componentes
5.3.2 Formação de Terminais – Alívio de Tensão
5-26 IPC-A-610CJanuary 2000 / Janeiro de 2000
5.3.2.1 Formação de Terminais – Alíviode Tensão – Furos Metalizados

Aceitável - Classe 1,2,3
• Os terminais são formados para prover alívio de tensão.
Nota: Os terminais preparados como este geralmente nãosatisfazem os requisitos de máximo espaçamento deum componente com terminais radiais, vertical de pernasretas. Veja o item 5.2.6. O máximo espaço entre ocomponente e a superfície do painel é determinadolevando em consideração as limitações de desenho edos ambientes de uso do produto. O equipamento depreparação do componente e as especificações paraenvergadura dos terminais do componente e capacidaderecomendadas pelo fabricante determinam as limitações.Isto pode exigir uma mudança de ferramenta para satisfazeros requisitos de uso final.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• Envergaduras do terminal menor do que um diâmetro doterminal de distância do selante do corpo.
Defeito - Classe 1,2,3
• Dano ou fratura do corpo do componente para o selanteedo terminal.
Figura 5-55
Figura 5-56
5 Posicionamento/Orientacão para Instalação dos Componentes
5.3.2.1 Formação de Terminais – Alívio deTensão – Furos Metalizados (cont.)
5-27IPC-A-610C January 2000 / Janeiro de 2000

Aceitável Classe 1,2,3
• Terminal do componente saindo do corpo do componenteestá aproximadamente paralelo ao eixo principal docorpo.
• Terminal do componnte entrando no furo estáaproximadamente perpendicular à superfície dopainel.
Nota: Envergaduras em loop podem ser usadas se olocal dos furos de montagem impedirem o uso de umaenvergadura padrão. Assegure-se de que não existea possibilidade de curto entre para qualquer terminalou condutor de um componente adjacente. O uso deenvergadura em loop precisa ser aprovado pela engenhariade design. Consulte a série do IPC-2221.
Defeito Classe 1,2,3
• Nenhum alívio de tensão.
2
3
1
Figura 5-571. Mínimo de 4 diâmetros de fio
Máximo de 8 diâmetros de fio2. Mínimo de 1 diâmetro de fio3. Máximo de 2 diâmetros de fio
Figura 5-58
5 Posicionamento/Orientacão para Instalação dos Componentes
5.3.2.2 Formação de Terminais – Alíviode Tensão – Furos não Metalizados
5-28 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O centro do corpo do componente para a extremidadedo terminal é pelo menos a metade (50%) do diâmetrodo componente ou 1,3 mm [0,0511 pol.], o que for maior.Para componentes com menos de 6 mm [0,24 pol.] dediâmetro, a medida é a da proximidade da extremidadedo terminal.
• Para os componentes montados com grampo e adesivo epara os conjuntos com revestimento conformal, ambos osterminais têm alívio de tensão.
Aceitável - Classe 1,2,3
• Um terminal tem envergadura de alívio de tensão mínima,contanto que o componente não seja montado comgrampo ou adesivo, ou seja preso de qualquer outramaneira.
Defeito - Classe 1,2,3
• Nenhum alívio de tensão.
Figura 5-59
Figura 5-60
Figura 5-61
1
Figura 5-621. Adesivo
5 Posicionamento/Orientacão para Instalação dos Componentes
5.3.2.3 Formação de Terminais – Alívio de Tensão – Terminais
5-29IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Quer os terminais sejam formados manualmente ou pormáquina ou dispositivo, as peças ou componentes nãodevem ser montados se a peça ou terminal docomponente apresentar lascas ou deformações queexcedam 10% do diâmetro, largura ou espessura doterminal. Veja o item 6.5.2 sobre o critério de metal baseexposto.
Defeito - Classe 1,2,3
• O terminal está com dano em mais de 10% do seudiâmetro.
• O terminal está deformado devido à envergadura repetitivaou feita sem cuidado.
Figura 5-63
Figura 5-64
5 Posicionamento/Orientacão para Instalação dos Componentes
5.4 Dano
5-30 IPC-A-610CJanuary 2000 / Janeiro de 2000
5.4.1 Dano – Terminal

Defeito - Classe 1,2,3
• Recortes grandes, marca de alicate serrado. Diâmetro doterminal reduzido em mais de 10%.
Figura 5-65
5 Posicionamento/Orientacão para Instalação dos Componentes
5.4.1 Dano – Terminal (cont.)
5-31IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Sem lascas, rachaduras ou acabamento danificado.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Lascas na tampa ou caixa não se estendem para dentroda área do selante.
• Não existem rachaduras se estendendo para dentro doselante a partir de qualquer lasca.
• Não existe identificação pertinente faltando devido a umalascadura.
Defeito - Classe 1,2,3
• A lasca penetra no selante.
• A lasca expõe o terminal numa área geralmente nãoexposta.
• Existem rachaduras saindo da parte lascada.
Figura 5-66
Figura 5-67
12
3
Figura 5-681. Lasca penetrando no selante2. Terminal exposto3. Selante
5 Posicionamento/Orientacão para Instalação dos Componentes
5.4.2 Dano – DIP e SOIC
5-32 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• A lasca visível no revestimento da superfície do corpodo componente e elemento funcional interno não estáexposto.
Defeito - Classe 1,2,3
• A cobertura isolante está danificada ao ponto do elementofuncional interno ficar exposto ou o componente estardeformado.
Figura 5-69
Figura 5-70
5 Posicionamento/Orientacão para Instalação dos Componentes
5.4.3 Dano – Terminal Axial e Corpo/Selante de Vidro
5-33IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Lascas ou rachaduras no corpo de vidro acima dos limitesespecificados para o componente.
• Rachadura no isolador/selagem de vidro.
• Rebordo de vidro rachado ou danificado (não mostrado).
Figura 5-71
1
Figura 5-721. Isolador Rachado
5 Posicionamento/Orientacão para Instalação dos Componentes
5.4.3 Dano – Terminal Axial e Corpo/Selante de Vidro (cont.)
5-34 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Corpos dos componentes sem arranhões, lascas oucristalização. As marcas de identificação estão legíveis.
Aceitável - Classe 1,2,3
• Pequenos arranhões, cortes ou lascas na superfície quenão expõem o substrato ou área ativa do componente.
• A integridade estrutural não está comprometida.
Defeito - Classe 1,2,3
• A área ativa está exposta ou a integridade estrutural estácomprometida.
10 pf
Figura 5-73
10 pf
12
Figura 5-741. Lasca2. Rachadura
Figura 5-75
5 Posicionamento/Orientacão para Instalação dos Componentes
5.4.4 Dano – Radial (Dois Terminais)
5-35IPC-A-610C January 2000 / Janeiro de 2000

Aplicado tanto aos fios como aos terminais do componente. O texto associado com cada tipo de terminal nas ilustrações aseguir só se aplicam àquele tipo de terminal.
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5 Terminais
5-36 IPC-A-610CJanuary 2000 / Janeiro de 2000
5.5.1 Terminais – Envoltura

Alvo - Classe 1,2,3
• Envolturas paralelas entre si e à base.
• Fio montado contra a base do terminal.
• Nos pinos retos, o fio superior do terminal fica a umdiâmetro de fio abaixo da parte superior do terminal.
• As envolturas têm um mínimo de 180° e um máximode 270°.
Aceitável - Classe 1,2,3
• Fios e terminais presos de maneira mecânica aos terminaisantes da aplicação de solda.
• Fios e terminais envoltos um mínimo de 180° sem ficaremsobrepostos.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
A. A extremidade do fio se sobrepõe.
Indicador de Processo - Classe 2Defeito - Classe 3
B. A mínima envoltura para postes redondos tem menos de180° de contato entre os fios e o terminal.
Figura 5-76
1
2
3
Figura 5-771. Ranhura de guia superior2. Ranhura de guia inferior3. Base
< 180°
A
B
Figura 5-78
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.1 Terminais – Envoltura – Torres ePinos Retos (‘‘Turrets and Straight Pins’’)
5-37IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O fio ou terminal tem contato com duas faces paralelas(180° de envergadura) do poste do terminal.
• A extremidade cortada do fio tem contato com o terminal.
• Nenhuma sobreposição das envolturas.
• Fios colocados em ordem ascendente com os maioresembaixo.
• Várias conexões de fio alternando os postes de terminais.
Aceitável - Classe 1,2,3
• As extremidades dos fios podem se estender além dabase do terminal contanto que o espaçamento mínimoentre condutores seja mantido.
• O fio passa pela ranhura e faz um contato positivo compelo menos um canto do poste.
• Fios/terminais medindo 0,75 mm [0,0295 pol.] ou mais dediâmetro são passados diretamente pelos postes.
• O número de conexões não ultrapassa a parte superiordo poste do terminal.
Figura 5-79
Figura 5-80
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.2 Terminais – Envoltura –Terminais Bifurcados (‘‘Bifurcated’’)
5-38 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O número de conexões ultrapassa a parte superior doposte do terminal.
• A mínima envoltura é inferior a 90° em volta do terminal,exceto os fios ou terminais sólidos com diâmetro de 0,75mm [0,0295 pol.] ou maior.
• O fio não passa pela ranhura.
Defeito - Classe 1,2,3
• A extremidade do fio muito comprida viola o espaçamentomínimo entre condutores.
Figura 5-81
Figura 5-82
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.2 Terminais – Envoltura –Terminais Bifurcados (‘‘Bifurcated’’) (cont.)
5-39IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O isolamento do fio não entra na base ou postes doterminal.
• A envoltura do fio passando por baixo tem contatocom dois lados paralelos do poste (180°).
• O fio está contra a base do terminal.
• O fio passando por cima tem um espaço entre ospostes preenchido usando um enchimento separadoou envergando o fio duas vezes.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O isolamento do fio entra na base ou postes do terminal.
• O fio passando por cima não está sustentado comenchimento.
• O fio passando por baixo não está enrolado na base doterminal ou poste com um mínimo de 90° de envergadura.
Figura 5-83
Figura 5-84
Figura 5-85
Figura 5-86
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.2 Terminais – Envoltura –Terminais Bifurcados (‘‘Bifurcated’’) (cont.)
5-40 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O fio passa pelo orifício do terminal.
• O fio está enrolado para ter contato com dois lados doterminal.
• O espaço até o isolamento é menor do que doisdiâmetros do fio.
Defeito - Classe 1,2,3
• A extremidade do fio viola o espaçamento mínimo entrecondutores para o condutor não comum (não mostrado).
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• A envoltura do fio é inferior a 90°.
• O fio não passa pelo olho do terminal.
Figura 5-87
Figura 5-88
Figura 5-89
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.3 Terminais – Envoltura – TerminaisFurados/Perfurados (‘‘Pierced/Perforated’’)
5-41IPC-A-610C January 2000 / Janeiro de 2000

Alvo Classe 1,2,3
• A envoltura do fio tem contato com o terminal para ummínimo de 180°.
• Espaço de no mínimo um diâmetro de fio da extremidadedo gancho para o fio mais próximo.
• Fios conectados dentro do arco do gancho de 180°.
• Os fios não se sobrepõem.
• O espaço do isolamento tem menos de dois diâmetrosde fio.
Aceitável - Classe 1,2,3
• O fio tem contato e enrola o terminal pelo menos em 180°.
• Nenhuma sobreposição das voltas do fio.
• Mínimo de um diâmetro de fio de espaço da extremidadedo gancho para o fio mais próximo.
Figura 5-90
Figura 5-91
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.4 Terminais – Envoltura – Terminais de Gancho (‘‘Hook’’)
5-42 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O fio está enrolado a menos de um diâmetro de fio apartir da extremidade do gancho.
• A envoltura do fio é inferior a 180°.
• O fio está conectado fora do arco do gancho.
Defeito - Classe 1,2,3
• A extremidade do fio viola o espaçamento mínimo entrecondutores para o Condutor não comum.
Figura 5-92
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.4 Terminais – Envoltura –Terminais de Gancho (‘‘Hook’’) (cont.)
5-43IPC-A-610C January 2000 / Janeiro de 2000

Quando três ou mais terminais são conectados por um barramento de fio comum, os terminais finais deverão satisfzer aenvoltura requerida para terminais individuais.
Alvo - Classe 1,2,3
• Raios de alívio de tensão entre cada terminal.
• Torres - O fio tem contato com a base do terminal ouum fio previamente instalado, e se enrola em volta ouentrelaça cada terminal.
• Ganchos - O fio dá uma volta de 360° em cada terminal.
• Bifurcado - O fio passa entre os postes e tem contatocom a base do terminal ou fio previamente instalado.
• Furado/perfurado- O fio tem contato com dois lados nãoadjacentes de cada terminal.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• Torres - O fio não dá uma volta de 360° em torno decada terminal interno ou não está entrelaçado entre osterminais.
• Ganchos - O fio dá uma volta menor que 360° no terminalinterno.
• Bifurcado - O fio não passa entre os postes ou não temcontato com a base do terminal ou fio previamenteinstalado.
• Furado/Perfurado - O fio não tem contato com dois ladosnão adjacentes de cada terminal interno.
Defeito - Classe 1,2,3
• Nenhum alívio de tensão entre quaisquer dois terminais.
Figura 5-93
Figura 5-94
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.5 Terminais – Envoltura – Terminais Conectados em Série
5-44 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O fio dá duas voltas (720°) no poste do terminal.
• O fio não se sobrepõe ou cruza nele mesmo ou outros fiosterminados no terminal.
Aceitável - Classe 1,2,3
• O fio dá mais de uma volta, porém menos de três.
Defeito - Classe 2
• O fio tem menos de 180° de envoltura.
Indicador de Processo - Classe 2Defeito - Classe 3
• O fio dá menos de uma volta no terminal.
Figura 5-95
Figura 5-96
Figura 5-97
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.6 Terminais – Envoltura –Fios de 30 AWG e de bitolas menores
5-45IPC-A-610C January 2000 / Janeiro de 2000

Como uma alternativa para os requisitos de envoltura, o seguinte critério se aplica apenas aos fios/terminais/componentes queforem fixados ou soldados.
Alvo - Classe 1,2,3
• O fio terminado com uma envergadura de 90° ouinserido diretamente por postes bifurcados ou aberturasem terminais furados ou perfurados com suportemecânico.
• O fio está permanentemente fixado a uma superfície daPWB para impedir o seu movimento durante a operaçãode solda.
• O corpo do componente está fixado à superfície daPWB ou restringido por um dispositivo de montagempermanente para impedir o seu movimento durante aoperação de solda.
• O fio tem contato com a base do terminal ou o fio anterior.
• O fio se estende pelos postes do terminal bifurcado.
• O fio se estende além do orificio dos terminais furados/perfurados.
• O fio tem contato com os dois lados dos terminaisfurados/perfurados.
Indicador de Processo - Classe 2Defeito - Classe 3
• O fio não está fixado no PWB ou o corpo do componentenão está fixado ao PWB ou preso por um dispositivo demontagem antes da solda.
• O fio não se estende pelos postes do terminal bifurcadoou o olho do terminal furado/perfurado.
• O fio não tem contato com a base do terminal bifurcadoou dois lados do terminal furado/perfurado.
Figura 5-98
Figura 5-99
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.1.7 Terminais – Fios/Componentes Fixos
5-46 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Vasos de solda com o(s) fio(s) inserido(s) diretamentedentro deles e tendo contato com a parede traseira outrosfios inseridos na profundidade total do vaso.
Aceitável - Classe 1,2,3
• Fio(s) inserido(s) na profundidade total do vaso. Porémsem ter contato com a parede traseira.
Defeito - Classe 2,3
• Vaso de solda alterado para aceitar fios ou grupo de fiosde tamanho maior.
Defeito - Classe 1,2,3
• Cordões de fio não observando o item 5.7.2.
Figura 5-100
Figura 5-101
Figura 5-102
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.2 Terminais – Vasos de Solda (‘‘Solder Cups’’)
5-47IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O fio se aproxima do terminal com uma volta ouenvergadura suficiente para aliviar qualquer tensão naconexão durante o esforço térmico/de vibração.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• Alívio de tensão insuficiente.
• O fio está sob esforço na envoltura.
Aceitável - Classe 1,2,3
• O sentido da envergadura de alívio de tensão não colocaesforço na envoltura mecânica ou conexão de solda.
• A envergadura não tocando o terminal está de acordocom a Tabela 5-3.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O fio está formado em volta do terminal oposto à direçãode alimentação.
Figura 5-103
r
Figura 5-105
Figura 5-106
Figura 5-104
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.3 Terminais – Envergadura paraAlívio de Tensão de Terminal/Fio
5-48 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
A. O fio está reto entre as conexões sem volta ouenvergadura, porém não está tenso.
B,C. As envergaduras não estão retorcidas. Ver a Tabela5-3.
Defeito - Classe 1,2,3
A. O fio está bem esticado entre os terminais.B. Não satisfaz os requisitos do raio de envergadura. Ver a
Tabela 5-3.C. As envergaduras estão retorcidas.
A
B
C
Figura 5-107
A
B
C
Figura 5-108
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.3 Terminais – Envergadura paraAlívio de Tensão de Terminal/Fio (cont.)
5-49IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Loop de manutenção suficiente é fornecido para permitirque se faça um reparo de campo.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O fio está muito curto para permitir uma volta adicional sefor necessário fazer reparos.
Figura 5-109
Figura 5-110
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.4 Terminais – Loops para Manutenção
5-50 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aplicado igualmente aos fios e terminais de componentes.
Aceitável - Classe 1,2,3
• Voltas em um terminal paralelas com a base do terminale a cada um deles.
• Fios montados o mais próximo da base do terminalconforme permitido pelo isolamento.
• Condutores envoltos não cruzam por cima ou sesobrepõem no terminal.
Indicador de Processo - Classe 2Defeito - Classe 3
• Condutores envoltos cruzando por cima ou se sobrepondono terminal.
Aceitável - Classe 1,2Indicador de Processo - Classe 3
• Os fios não estão na base do terminal ou em contato comum fio previamente instalado.
Aceitável - Classe 1,2,3
• As peças de calibragem são montadas nas partes de cimados terminais (terminal oco).
Figura 5-111
Figura 5-112
Figura 5-113
5 Posicionamento/Orientacão para Instalação dos Componentes
5.5.5 Terminais – Colocação de Terminais/Fios
5-51IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Existe um espaçamento de isolamento ( C) de umdiâmetro (D) entre a extremidade do isolamento e aparte de cima do filete de solda.
Nota: A solda é mostrada para esclarecimento visual.
Aceitável - Classe 1,2,3
• O espaço de isolamento (C) é de dois diâmetros de fioou menos incluindo o isolamento ou 1,5 mm [0,0591 pol.](o que for maior).
• O espaço de isolamento (C) não permite curtos para oscondutores adjacentes.
Indicador de Processo - Classe 2,3
• O espaço de isolamento (C) é maior que dois diâmetrosde fio incluindo o isolamento ou 1,5 mm [0,0591 pol.], oque for maior.
Defeito - Classe 1,2,3
• O espaço de isolamento (C) permite curtos com oscondutores adjacentes.
D
C
Figura 5-114
C
C
C
Figura 5-115
C
C
C
Figura 5-116
5 Posicionamento/Orientacão para Instalação dos Componentes
5.6 Isolamento
5-52 IPC-A-610CJanuary 2000 / Janeiro de 2000
5.6.1 Isolamento – Espaçamento

Alvo - Classe 1,2,3
• O isolamento foi aparado sem sinais de aperto, empuxo,desgaste, descoloração, carbonização ou queima.
Aceitável - Classe 1,2,3
• Uma pequena impressão uniforme no isolamento pelospegadores dos removedores mecânicos.
• O isolamento removido termicamente mostra umapequena descoloração.
• As soluções químicas, pastas e cremes usados pararemover fios sólidos não causam degradação do fio.
Defeito Classe - 1,2,3
• Isolamento carbonizado.
• Isolamento danificado, expondo o fio (exceto conformeanotado no item 11.1.9).
• Soldabilidade degradada pela operação de remoçãoquímica.
Figura 5-117
Figura 5-118
Figura 5-120
Figura 5-119
5 Posicionamento/Orientacão para Instalação dos Componentes
5.6.2 Isolamento – Dano
5-53IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O enluvamento usado para isolar o terminal/fio está bemajustado.
• O enluvamento sobrepõe o isolamento do fio por ummínimo de 6,0 mm [0,236 pol.] ou dois diâmentosexternos (DEs) do fio, o que for maior.
• O terminal exposto acima da superfície do painel é inferiora 50% do diâmetro do terminal (ou largura) a partir dopainel.
Aceitável - Classe 1 (se não houver perigo de curto)Defeito - Classe 2,3
A. A luva está partida e/ou expõe o terminal com distânciaacima de 50% da largura permitida a partir do painel.
B. O enluvamento não sobrepõe o fio de isolamento demaneira suficiente.
C. Sobreposição de enluvamento insuficiente no terminal.D. A luva está frouxa no terminal (pode deslizar ou sair
com a vribração, expondo mais do que a quantidadepermissível do condutor/terminal).
Figura 5-121
A
B
C
D
1
Figura 5-1221. Enluvamento partido
5 Posicionamento/Orientacão para Instalação dos Componentes
5.6.3 Isolamento – Luva Flexível
5-54 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aplica-se a fios de vários cordões (Ver o item 5.4.1 para requisitos de dano a terminais aplicáveis a fios de um único cordão).
Alvo - Classe 1,2,3
• Os cordões não estão arranhados, achatados,desenrolados, dobrados, retorcidos ou deformadosde qualquer outra maneira.
Aceitável - Classe 1,2,3
• Onde os cordões foram endireitados durante a remoçãodo isolamento, eles foram torcidos novamente de acordocom o traçado original do fio.
Figura 5-123
Figura 5-124
5 Posicionamento/Orientacão para Instalação dos Componentes
5.7 Condutor
5-55IPC-A-610C January 2000 / Janeiro de 2000
5.7.1 Condutor – Deformação

Aceitável - Classe 1,2,3
• O engaiolamento (espalhamento dos cordões) não excedeo diâmetro de isolamento extrusivo.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O engaiolamento fez com que os cordões de fio seestendessem além do diâmetro do isolamento.
• A forma espiralada geral dos cordões não foi mantida.
Figura 5-125
Figura 5-126
5 Posicionamento/Orientacão para Instalação dos Componentes
5.7.1 Condutor – Deformação (cont.)
5-56 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Os fios não foram arranhados, lascados, cortados,amassados ou danificados de outra maneira.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Cordões cortados, quebrados ou partidos como resultadoda remoção do isolamento se o número dos cordõesdanificados ou quebrados em um único fio não excederos limites da Tabela 5-4.
Defeito - Classe 1,2,3
• O número de cordões danificados (lascados ouquebrados) em um único fio excede os limites daTabela 5-4.
Tabela 5-4 Dano aos Cordões
Número ou CordõesMáximo Permissível deCordões Danificados 1
Menos de 7 0
7-15 1
16-18 2
19-25 3
26-36 4
37-40 5
41 ou mais 6
Nota 1. Nenhum cordão danificado para fios usados a uma potência de 6 kVou maior.
Figura 5-127
Figura 5-128
5 Posicionamento/Orientacão para Instalação dos Componentes
5.7.2 Condutor – Dano
5-57IPC-A-610C January 2000 / Janeiro de 2000

Esta página foi intencionalmente deixada em branco
5 Posicionamento/Orientacão para Instalação dos Componentes
5-58 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção estabelece os requisitos de aceitabilidade paraconexões de solda de todos os tipos. Embora as aplicaçõese ambientes da Classe 1, 2 e 3 tenham sido considerados,a natureza do processo de solda poderá ditar que umaconexão aceitável tenha as mesmas características paratodas as três classes, e uma conexão não aceitável seriarejeitada para todas as três classes.
Quando apropriado, o tipo do processo de soldagemusado é abordado especificamente na descrição docritério. De qualquer maneira, o critério de conexão seaplica independente de quais os métodos de soldagemutilizados, como por exemplo:
• Ferros de solda.
• Dispositivo de solda a resistência.
• Soldagem por onda, por indução ou por arraste.
• Soldagem por refusão.
Como exceção dos itens acima, existem processos de soldaespecializados (ex., pino/pasta no furo, solda intrusiva, etc.)que requerem a criação de um critério de aceitação especialque não esteja conforme descrito neste documento. Ocritério deverá estar baseado em design, capacidade deprocesso e requisitos de desempenho.
Esta seção abrange os seguintes tópicos:
6.1 Requisitos de Aceitabilidade de Soldagem
6.2 Protrusão de Terminais
6.3 Furos passantes Metalizados (PTH) (FurosMetalizados)
6.3.1 Enchimento Vertical do Furo6.3.2 Molhagem Circunferencial - Lado Primário6.3.2.1 Terminal e Barril6.3.2.2 Cobertura da Área da Ilha - Lado Primário6.3.3 Molhabilidade Circunferencial - Lado Secundário
(PTH e Furos não Metalizados)6.3.4 Componentes Montados PTH6.3.4.1 Condições da Soldagem6.3.4.2 Solda na Curvatura do Terminal6.3.4.3 Menisco na Solda6.3.5 Isolamento do Fio Revestido na Solda6.3.6 Conexão Interfacial sem Terminal - Vias
6.4 Furos não Metalizados
6.5 Diversos
6.5.1 Corte de Terminal após a Soldagem6.5.2 Metal Base Exposto6.5.3 Excesso de Solda6.5.3.1 Bolas/Salpicos de Solda (‘‘Solder Balls/Splashes’’)6.5.3.2 Formação de Curto por Solda (‘‘Solder Bridging’’)6.5.3.3 Teia de Solda (‘‘Solder Webbing’’)6.5.4 Furos/Orifícios de Sopro (‘‘Pin Holes/Blowholes’’)6.5.5 Projeções de Solda (‘‘Soldering Projections’’)6.5.6 Sem Molhagem (‘‘Nonwetting’’)
6.6 Terminais
6.6.1 Bifurcados (‘‘Bifurcated’’)6.6.2 Torre (‘‘Turret’’)6.6.3 Gancho/Pino (‘‘Hook/Pin’’)6.6.4 Lingüeta Furada (‘‘Pierced Tab’’)6.6.5 Vasos de Solda (‘‘Solder Cups’’)6.6.6 Hardware de Flange Moldado
6.7 Isolamento
6.7.1 Em Solda6.7.2 Dano6.7.3 Espaçamento
6.8 Alta Tensão
6.8.1 Terminais6.8.1.1 Terminais/Fios6.8.1.2 Terminações de Fundo6.8.1.3 Não Usados6.8.2 Vasos de Solda6.8.2.1 Fios/Terminais6.8.2.2 Não Usados6.8.3 Isolamento6.8.4 Conexões de Furo Passante6.8.5 Terminais de Flange Moldado
6.9 Pinos de Conector - Pinos de Encaixe por Pressão
6.10 Terminais de Ouro (‘‘Gold Fingers’’)
6 Soldagem
Requisitos de Aceitabilidade de Soldagem
6-1IPC-A-610C January 2000 / Janeiro de 2000

As condições preferidas para soldagem de interfaces de metal, a partir da física de molhabilidade, requerem ângulos decontato baixos ou próximos a zero.
A molhabilidade não pode ser julgada pela aparência da superfície. Ela só pode ser inferida pela presença de um ângulo decontato baixo ou próximo a zero.
Uma condição de não molhagem é normalmente considerada existente se a liga de solda não ‘‘molha’’ as partes da superfícieoriginal. (Veja a Nota no item 6.5.2 para maiores informações). Geralmente isto significa que o ângulo de contato excede 90°.Veja também o ANSI/J-STD-001.
Todas as conexões de solda alvo têm um brilho lustroso a acetinado, geralmente de aparência lisa e apresentando amolhagem conforme exemplificado por um menisco côncavo entre os objetos sendo soldados. As soldas a temperaturaelevada podem ter uma aparência fosca. O retoque de conexões soldadas é feito com discreção para evitar problemasadicionais e para produzir resultados que atendam aos critério de aceitabilidade da classe aplicável.
6 Soldagem
6.1 Requisitos de Aceitabilidade de Soldagem
6-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O filete de solda geralmente aparenta estar liso e com boamolhabilidade da solda para as peças sendo unidas. Odelineamento das peças é facilmente determinado. Asolda na peça sendo unida cria uma extremidade alada.O filete tem o formato côncavo.
Aceitável - Classe 1,2,3
• Existem composições de liga de solda, painéis de circuitoimpresso ou terminais e processos de solda especiais (ex.,resfriamento vagaroso com PWBs de grande volume) quepodem produzir soldas com aparência fosca, cinza, ougranulada, que são normais para o material ou processoenvolvido. Essas conexões de solda são aceitáveis.
• A conexão de solda aceitável deverá apresentarevidência de molhabilidade e adesão quando a soldase homogeniza com a superfície soldada, formando umângulo de contato de 90° ou menos, exceto quando aquantidade de solda resultar em contorno que se estendasobre a extremidade da ilha ou da máscara de solda.
Nota: Orifícios de sopro, furos, etc., são indicadores deprocesso contanto que a conexão da solda satisfaça osmínimos requisitos da Tabela 6-2. Consulte 6.5.4.
Defeito - Classe 1,2,3
• A não molhagem que leve a solda a formar uma bola oufilete na superfície, como se fossem gotículas de águanuma superfície envernizada. O filete será convexo, semextremidade alada aparente.
• Conexão de solda perturbada.
• Conexão de solda a fria.
90°
θ
<90° >90°
1 2
θθ θ
θ
>90°
θ
Figura 6-1
Figura 6-2
6 Soldagem
6.1 Requisitos de Aceitabilidade de Soldagem (cont.)
6-3IPC-A-610C January 2000 / Janeiro de 2000

A protrusão do terminal não deverá permitir a possibilidade de violação espaçamento mínimo entre condutores, dano àsconexões soldadas devido à deflexão do terminal, ou penetração na embalagem protetora contra estática durante osubseqüente manuseio ou em ambientes de operação.
Nota: As aplicações de alta freqüência podem requerer um controle mais preciso das extensões do terminal para evitarviolação das considerações de design funcionais.
Aceitável - Classe 1,2,3
• Os terminais se protruem além da ilha dentro do mínimo emáximo especificados (L) na Tabela 6-1, contanto que nãohaja perigo de violação do espaçamento mínimo entrecondutores.
Indicador de Processo - Classe 2 (Furo Metalizado)Defeito - Classe 3 (Furo Metalizado)
• A protrusão do terminal não satisfaz os requisitos daTabela 6-1.
Defeito - Classe 1,2,3 (Furo Metalizado)
• A protrusão do terminal viola o espaçamento mínimo entrecondutores.
Indicador de Processo - Classe 2 (Furo não Metalizado)Defeito - Classe 3 (Furo não Metalizado)
• A protrusão do terminal é inadequada para permitir afixação do terminal com um mínimo de 45°.
Defeito - Classe 1,2,3 (Furo não Metalizado)
• A protrusão do terminal é inferior a 0,5 mm [0,020 pol.]
• A protrusão do terminal viola o espaçamento mínimo entrecondutores.
Tabela 6-1 Protrusão do Terminal
Classe 1 Classe 2 Classe 3
(L) mín.1 Extremidade discernível na solda2
(L) máx. Nenhumperigo de
curtos
2,5 mm[0,0984 pol.]
1,5 mm[0,0591 pol.]
Nota 1. Para painéis de lado único, a protrusão do terminal ou fio (L) é depelo menos 0,5 mm [0,020 pol.] para a Classe 1 e 2. Deve haverpara a suficiente protrusão para dobra que attenda a Classe 3.
Nota 2. Para os painéis de furo passante metalizado com mais de 2,3 mm[0,0906 pol.] de espessura, os componentes com comprimentos determinal pré-estabelecidos, DIPs, soquetes), a protrusão do terminalpode não ser discernível.
L MaxL
L Min
Figura 6-3
6 Soldagem
6.2 Protrusão do Terminais
6-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Tabela 6-2 Furos Passantes Metalizados com Terminais de Componentes, Mínimas Condições Aceitáveis 1
Critérios Classe 1 Classe 2 Classe 3
A. A molhagem circunferencial no lado primário (lado dedestino da solda) do terminal e barril
Não Especificado 180° 270°
B. Enchimento vertical da solda2 Não Especificado 75% 75%
C. Filete e molhagem circumferencial no lado secundário (ladode fonte de solda) do terminal e barril3
270° 270° 330°
D. Porcentagem da área da ilha coberta com solda commolhabilidade no lado primário da solda (lado de destinoda solda)
0 0 0
E. Porcentagem da área de ilha coberta com solda commolhabilidade no lado secundário (lado de fonte da solda)4
75% 75% 75%
Nota 1. A molhagem se refere à solda aplicada pelo processo de soldagem.Nota 2. A altura da 25% não preenchida inclui tanto as depressões do lado de destino como de fonte.Nota 3. Também se aplica ao terminal e ilha dos furos não metalizados.Nota 4. Também se aplica aos furos não metalizados.
Defeito - Classe 1,2,3
• A conexão de solda não está de acordo com a Tabela6-2.
6 Soldagem
6.3 Furos Passantes Metalizados(PTH) (Furo Metalizados)
6-5IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Com 100% de enchimento.
Aceitável - Classe 1,2,3
• Mínimo de 75% de enchimento. Máximo total de 25%de depressão, incluindo os lados secundário e primárioé permitido.
Defeito - Classe 2,3
• O enchimento vertical do furo é inferior a 75%.
Figura 6-4
Figura 6-5
▼
▼
12
3
Figura 6-61. O enchimento vertical satisfaz os requisitos da Tabela 6-22. Lado de destino da solda3. Lado de fonte da solda
6 Soldagem
6.3.1 PTH – Enchimento Vertical do Furo
6-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Não Especificado - Classe 1Aceitável - Classe 2Defeito - Classe 3
• Como exceção aos requisitos de enchimento daTabela 6-2 para PTHs com planos térmicos ou planoscondutores que funcionam como dissipadores de calor,um enchimento vertical de solda de 50% é permitido,porém com a solda se estendendo 360° em volta doterminal com 100% de molhabilidade das paredes do barrilpara o terminal no lado secundário e os PTHs satisfazendoos requisitos da Tabela 6-2.
Nota: Menos de 100% de enchimento de solda poderá nãoser aceitável em algumas aplicações, ex., choque térmico. Ousuário é responsável por identificar essas situações para ofabricante.Figura 6-7
6 Soldagem
6.3.1 PTH – Enchimento Vertical do Furo (cont.)
6-7IPC-A-610C January 2000 / Janeiro de 2000

Não Especificado - Classe 1Aceitável - Classe 2
• Mínimo de 180° de molhagem presente no terminal ebarril.
Defeito - Classe 2
• Menos de 180° de molhagem no terminal ou barril.
Aceitável - Classe 3
• Mínimo de 270° de molhagem presente no terminal ebarril.
Defeito - Classe 3
• Menos de 270° de molhagem no terminal ou barril.
Figura 6-8
Figura 6-9
6 Soldagem
6.3.2 PTH – Molhagem (‘‘Wetting’’)Circunferencial – Lado Primário
6-8 IPC-A-610CJanuary 2000 / Janeiro de 2000
6.3.2.1 PTH – Molhagem CircunferencialMolhagem – Lado Primário – Terminal e Barril

Aceitável - Classe 1,2,3
• A área da ilha não precisa ser molhada com solda no ladoprimário.
Figura 6-10
6 Soldagem
6.3.2.2 PTH – Cobertura da Área da Ilha – Lado Primário
6-9IPC-A-610C January 2000 / Janeiro de 2000

Aplica-se ao PTH e Furo não Metalizado.
Aceitável - Classe 1,2
• Mínimo de 270° de filete e com molhagem (terminal, barrile área de terminação).
Aceitável - Classe 3
• Mínimo de 330° de filete e com molhagem (terminal, barrile área de terminação). (Não mostrado.)
Aceitável - Classe 1,2,3
• Mínimo de 75% de área de terminação coberta commolhagem no lado secundário.
Figura 6-11
Figura 6-12
6 Soldagem
6.3.3 PTH – Molhagem Circunferencial –Lado Secundário (PTH e Furo não Metalizado)
6-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Sem áreas de vazios ou imperfeições na superfície.
• O terminal e a ilha estão com boa molhagem.
• O terminal é discernível.
• 100% de filete de solda ao redor do terminal.
• A solda cobre o terminal e fica alada formando umaextremidade fina na ilha/condutor.
Aceitável - Classe 1,2,3
• Filete é côncavo, com boa ação de molhabilidade e oterminal é discernível na solda.
1
Figura 6-131. Área de ilha
Figura 6-14
6 Soldagem
6.3.4 PTH Componentes Montados
6-11IPC-A-610C January 2000 / Janeiro de 2000
6.3.4.1 PTH Componentes Montados – Condições de Solda

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Filete convexo, terminal não discernível devido ao excessode solda, fornecendo evidência visual do terminal no furopode ser determinado no lado primário.
Defeito - Classe 1,2,3
• Terminal não discernível devido à envergadura do terminal.
• Solda sem molhabilidade para o terminal ou ilha.
• A cobertura da solda não está de acordo com a Tabela6-2.
Figura 6-15
Figura 6-16
Figura 6-17
6 Soldagem
6.3.4.1 PTH Componentes Montados – Condições de Solda (cont.)
6-12 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Solda na área de envergadura do terminal não temcontato com o corpo do componente.
Defeito - Classe 1,2,3
• A solda na área de envergadura tem contato com o corpodo componente ou selante da extremidade.
Figura 6-18
Figura 6-19
Figura 6-20
6 Soldagem
6.3.4.2 PTH Componentes Montados –Solda na Envergadura do Terminal
6-13IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Componentes revestidos ou selados. Existe espaçodiscernível acima da conexão de solda.
Aceitável - Classe 1,2
• Como exceção à Tabela 6-2, os componentes com ummenisco de revestimento podem ser montados com omenisco para dentro da solda, contanto que:
• 360° de molhabilidade no lado secundário seja discernível.
• O menisco de revestimento do terminal não estádiscernível dentro da conexão no lado secundário.
Aceitável - Classe 3
• Satisfaz os requisitos da Tabela 6-2.
Defeito - Classe 1,2,3
• Não demonstra boa molhabilidade no lado secundário.
Defeito - Classe 3
• Não satisfaz os requisitos da Tabela 6-2.
Nota: Sempre que requerido para certas aplicações, omenisco nos componentes deve ser controlado paraassegurar que com os componentes totalmente assentadoso menisco nos terminais não entre nos furos passantesmetalizados da montagem. (Por exemplo: aplicações de altapainéis, PWBs muito finos).
Figura 6-21
1 2
Figura 6-221. Classe 1,22. Classe 3
Figura 6-23
6 Soldagem
6.3.4.3 PTH – Menisco na Solda
6-14 IPC-A-610CJanuary 2000 / Janeiro de 2000

Estes requisitos se aplicam quando a conexão de solda satisfaz os requisitos mínimos da Tabela 6-2. Veja o item 6.7 para osrequisitos de isolamento extrudado.
Esta seção se aplica a revestimentos que possam se estender para dentro da conexão durante as operações de solda,contanto que o material não seja corrosivo.
Alvo - Classe 1,2,3
• Espaço de um diâmetro de fio entre o filete de solda e oisolamento.
Aceitável - Classe 1,2Indicador de Processo - Classe 3
• O revestimento está penetrando na conexão de solda nolado primário, porém demonstra boa molhabilidade geralno lado secundário.
• O revestimento não está discernível no lado secundário.
Defeito - Classe 1,2,3
• A conexão de solda demonstra pouca molhabilidade e nãosatisfaz os mínimos requisitos da Tabela 6-2.
• O revestimento está discernível no lado secundário.
Figura 6-24
Figura 6-25
Figura 6-26
6 Soldagem
6.3.5 PTH – Isolamento de Fio Revestido na Solda
6-15IPC-A-610C January 2000 / Janeiro de 2000

Furos Passantes Metalizados usados para conexão iInterfacial não expostos à solda devido a máscaras temporárias oupermanentes não precisam ser preenchidos com solda. Os furos passantes metalizados ou vias sem terminais, após exposiçãoao equipamento de solda por onda, imersão ou arraste deverão satisfazer estes requisitos de aceitabilidade.
Alvo condition - Classe 1,2,3
• Os orifícios estão completamente preenchidos com solda.
• Os topos das ilha apresentam boa molhagem.
Aceitável - Classe 1,2,3
• Os lados dos furos estão ‘‘molhados’’ (‘‘Wetted’’) comsolda.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• A solda não ‘‘molhou’’ a lateral dos furos.
Nota: Não existe condição de defeito para isso.
Nota: Os PTHs cobertos com solda têm a possibilidade dereterem contaminantes difíceis de serem removidos se fornecessária fazer limpeza.
Figura 6-27
Figura 6-28
Figura 6-29
6 Soldagem
6.3.6 PTH – Conexão Interfacial Sem Terminal – Vias
6-16 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo Classe 1,2,3
• A terminação de solda, (ilha e terminal), coberta com soldacom boa molhabilidade e delineamento do terminaldiscernível no filete de solda.
• Sem áreas de vazios ou imperfeições na superfície.
• Terminal e ilha bem ‘‘molhados.’’
• Terminal dobrado (‘‘clinched’’).
• 100% de filete de solda ao redor do terminal.
Aceitável Classe 1Indicador de Processo - Classe 2,3
• Terminal não discernível devido ao excesso de solda.
• Deve haver evidência visual no lado primário de que oterminal esteja no furo.
Defeito - Classe 3
• Terminais não dobrados (‘‘clinched’’).
Figura 6-30
Figura 6-31
Figura 6-32
6 Soldagem
6.4 Furos não Metalizados
6-17IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2
• A cobertura da solda satisfaz os requisitos da Tabela 6-2C e E.
Aceitável - Classe 3
• Mínimo de 330° de filete circunferencial e com boamolhabilidade.
• O terminal está com boa molhabilidade na área de dobra.
Figura 6-33
Figura 6-34
Figura 6-35
6 Soldagem
6.4 Furos não Metalizados (cont.)
6-18 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2
• A conexão de solda da terminação reta não satisfaz omínimo de 270° de filete circunferencial ou molhabilidade.
• Menos de 75% de cobertura da ilha.
Defeito - Classe 3
• A conexão de solda não satisfaz 330° de filetecircunferencial ou molhabilidade.
O terminal não está com molhabilidade na área dedobra.
Menos de 75% de cobertura de ilha.
Figura 6-36
Figura 6-37
6 Soldagem
6.4 Furos não Metalizados (cont.)
6-19IPC-A-610C January 2000 / Janeiro de 2000

As condições nesta seção se aplicam às conexões com ou sem suporte.
O seguinte critério se aplica às montagens de circuito impresso onde as conexões foram aparadas no lado secundário apósa soldagem. Os terminais podem ser contados após a soldagem contanto que os cortadores não danifiquem o componente ouconexão de solda devido a choque físico. Quando o corte do terminal é feito após a solda, as terminações de solda devem servisualmente inspecionadas a 10X para assegurar que a conexão de solda original não tenha sido danificada (ex., fraturada oudeformada). Como uma alternativa à inspeção visual, as conexões de solda podem ser renovadas. Se a conexão de solda forrenovada, isto será considerado parte do processo de solda e não como um novo trabalho. Este requisito não se aplica acomponentes projetados de modo que uma parte do terminal deva ser removido após a soldagem. (ex., barras de união dedesconexão).
Aceitável - Classe 1,2,3
• Nenhuma fratura entre o terminal e a solda.
• Protrusão do terminal dentro das especificações.
Defeito - Classe 1,2,3
• Evidência de fratura entre o terminal e o filete de solda.
1
Figura 6-381. Protrusão do Terminal
Figura 6-39
6 Soldagem
6.5 Diversos
6-20 IPC-A-610CJanuary 2000 / Janeiro de 2000
6.5.1 Corte do Terminal após a Soldagem

Os ICs de montagem de superfície, PWBs revestidas de conservante orgânico da solabilidade (Organic SolderabilityPreservative - OSP), terminais de componentes, laterais dos padrões de ilhas, condutores, e o uso de líquidos resistentes àsolda com propriedade de foto-imagem podem ter metal base exposto de acordo com os desenhos originais.
Nota: Os painéis de circuito impresso e condutores com acabamentos alternativos (Conservante Orgãnico da Soldabilidate -OSP) podem exibir a molhabilidade da solda apenas em áreas específicas onde a soldagem é pretendida. O metal baseexposto em áreas não soldadas deve ser considerado normal sob essas circunstâncias, contanto que as características demolhabilidade obtidas nas áreas de conexão de solda sejam aceitáveis.
Aceitável - Classe 1,2,3
• Cobre exposto nas extremidades verticais do condutor.
• Metal base exposto nas extremidades dos terminais doscomponentes.
Figura 6-40
Figura 6-41
6 Soldagem
6.5.2 Metal Base Exposto
6-21IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• O metal base exposto nos terminais do componentes,condutores ou superfícies da ilha devido a lascas,arranhões ou outras condições não podem exceder osrequisitos do item 5.4.1 para terminais e 10.7 paracondutores e ilhas.
Figura 6-42
6 Soldagem
6.5.2 Metal Base Exposto (cont.)
6-22 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Nenhuma evidência de bolas de solda na montagem decircuito impresso.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Bolas de solda presas ou encapsuladas que estejamafastadas até 0,13 mm [0,00512 pol.] das ilhas oucondutores, ou excedem 0,13 mm [0,00512 pol.] emdiâmetro.
• Mais de cinco bolas/salpicos de solda (0,13 mm [0,00512pol.] ou menos) por 600 mm2 [0,93 pol.2].
Defeito - Classe 1,2,3
• Bolas/salpicos de solda violam o espaçamento mínimoentre condutores.
• Bolas/salpicos de solda não estando presos ouencapsulados (ex., nenhum resíduo limpo, revestimentoconformal), ou não conectado a uma superfície de metal.
Nota: Preso/encapsulado/conectado significa que oambiente de serviço normal do produto não fará comque uma bola de solda se desloque.
Figura 6-43
Figura 6-44
Figura 6-45
6 Soldagem
6.5.3 Excesso de Solda
6-23IPC-A-610C January 2000 / Janeiro de 2000
6.5.3.1 Excesso de Solda – Bolas/Salpicos de Solda (‘‘Solder Balls/Splashes’’)

Defeito - Classe 1,2,3
• A solda formou um curto com o condutor ou componenteadjacente não comum.
Figura 6-46
6 Soldagem
6.5.3.2 Excesso de solda – Formaçãode Curto por Solda (‘‘Solder Bridging’’)
6-24 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Teia de solda.
Figura 6-47
6 Soldagem
6.5.3.3 Excesso de solda – Teia de Solda (‘‘Solder Webbing’’)
6-25IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Orifícios de sopro, furos, vazios, etc., contanto que aconexão de solda satisfaça os mínimos requisitos daTabela 6-2.
Figura 6-48
6 Soldagem
6.5.4 Furos/Orifícios de Sopro (‘‘Pin Holes/Blow Holes’’)
6-26 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• A projeção de solda viola os requisitos de altura máximaou requisitos de protrusão de terminal para montagem(Tabela 6-1), o que for maior.
Defeito - Classe 1,2,3
• A projeção viola o espaçamento mínimo entre condutores.
Figura 6-49
Figura 6-501. Espaçamento mínimo entre condutores
6 Soldagem
6.5.5 Projeções de Solda (‘‘Solder Projections’’)
6-27IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Terminal ou ilha não molhada se a soldagem for requerida.
Figura 6-51
6 Soldagem
6.5.6 Sem Molhagem
6-28 IPC-A-610CJanuary 2000 / Janeiro de 2000

A seguir apresentamos os requisitos gerais para todos os terminais:
Alvo - Classe 1,2,3
• 100% de filete de solda em volta do fio/terminal e interface do terminal (extensão total da envoltura).
• A solda ‘‘molha’’ o fio/terminal e terminal e forma um filete discernível que fica alado apresentando uma extremidade lisa.
• O fio/terminal está claramente discernível na conexão de solda.
Aceitável - Classe 1,2,3
• Filete de solda com pelo menos 75% da circunferência do fio/terminal e interface do terminal.
• Fio/terminal pouco discernível na solda.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• Fio/terminal não discernível na conexão de solda.
Defeito - Classe 1,2,3
• Filete de solda com menos de 75% da circunferência de interface do fio/terminal com o terminal.
6 Soldagem
6.6 Terminais
6-29IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O contorno do terminal é discernível; fluxo suave da soldano fio e terminal.
• Filetes de solda em todos os pontos do fio/terminal einterface do terminal.
Aceitável - Classe 1,2,3
• A solda apresenta boa molhabilidade em pelo menos75% da circunferência da interface do fio/terminal com oterminal.
Indicador de Processo - Classe 2Defeito - Classe 3
• Molhabilidade incompleta onde envergaduras de90° - 180° são permitidas.
Figura 6-52
Figura 6-53
6 Soldagem
6.6.1 Terminais – Bifurcados (‘‘Bifurcated’’)
6-30 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O contorno do terminal é discernível, com fluxo suave desolda no fio e terminal.
• Filetes de solda em todos os pontos do fio/terminal einterface do terminal.
Defeito - Classe 1,2,3
• Filete de solda é inferior a 75% da circunferência dainterface do fio e do terminal.
• Pouca molhabilidade.
Figura 6-54
Figura 6-55
6 Soldagem
6.6.2 Terminais – Torre (‘‘Turret’’)
6-31IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O contorno do terminal é discernível, com fluxo suave desolda no fio e terminal.
• Filetes de solda em todos os pontos do fio/terminal einterface do terminal.
Aceitável - Classe 1,2,3
• Filete de solda une o fio ao terminal em pelo menos 75%do fio e contato do terminal.
Defeito - Classe 1,2,3
• Não mostra um filete de solda unindo o fio ao terminal empelo menos 75% do fio e contato do terminal.
• O ângulo de contato da solda é maior que 90°.
Figura 6-56
Figura 6-57
Figura 6-58
6 Soldagem
6.6.3 Terminais – Gancho/Pino (‘‘Hook/Pin’’)
6-32 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O contorno do terminal é discernível, com fluxo suave desolda no fio e terminal.
• Filetes de solda em todos os pontos do fio/terminal einterface do terminal.
Aceitável - Classe 1,2,3
• Filete de solda une o fio ao terminal em pelo menos 75%do fio e contato do terminal.
Indicador de Processo - Classe 2Defeito - Classe 3
• Menos de 100% de molhabilidade da interface do terminal/fio onde envergaduras de 90° são permitidas.
Defeito - Classe 1,2,3
• Solda demolhada (‘‘dewetted’’) a partir do terminal.
• Ângulo de contato da solda maior que 90°.
Figura 6-59
Figura 6-60
Figura 6-61
6 Soldagem
6.6.4 Terminais – Lingüeta Furada (‘‘Pierced Tab’’)
6-33IPC-A-610C January 2000 / Janeiro de 2000

Aplicável para fios sólidos ou em cordões, fios simples ou múltiplos.
Alvo - Classe 1,2,3
• A solda ‘‘molha’’ toda a parte interna do vaso.
• O preenchimento de solda é de 100%.
Aceitável - Classe 1,2,3
• Filme fino de solda na parte externa do vaso.
• Preenchimento de solda superior a 75%.
• Acúmulo de solda na parte externa do vaso, contanto quenão afete a forma, adequação e função.
Defeito Classe 2,3
• Preenchimento vertical da solda inferior a 75%.
Figura 6-62
Figura 6-63
Figura 6-64
6 Soldagem
6.6.5 Terminais – Vasos de Solda (‘‘Solder Cups’’)
6-34 IPC-A-610CJanuary 2000 / Janeiro de 2000

O flange não está partido, rachado ou de outra maneira sem continuação ao ponto de que fluxo, óleos, tintas ou outrassubstâncias líquidas utilizadas para processar o circuito impresso possam ficar armadilhadas dentro do furo de montagem.Após a moldagem, a área deverá estar livre de lascas ou rachaduras circunferenciais.
O barril pode ter solda dentro dele se não for prejudicial aos próximos passos de montagem.
O flange fabricado (cabeça) com aba necessita ter contato total com a área de ilha.
Alvo - Classe 1,2,3
• Solda em volta da periferia do flange.
• Boa filetagem da solda em volta do flange.
• Boa molhabilidade do flange e área do terminal.
• O flange moldado necessita estar o mais próximo possívelda ilha para evitar o movimento do eixo-Z.
• A evidêndia de que a solda fluiu entre o flange moldadoe a ilha é discernível entre o flange recalcado e a ilha docircuito impresso ou outro substrato.
Figura 6-65
6 Soldagem
6.6.6 Terminais – Hardware de FlangeMoldado (Flared Flange Hardware’’)
6-35IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2
• A solda envolve um mínimo de 270° do flange.
• Qualquer lasca é preenchida com solda.
• O filete de solda atinge pelo menos 75% da altura doflange.
Aceitável - Classe 3
• A solda envolve um mínimo de 330° do flange.
• Nenhum lascamento radial ou circunferencial.
• O filete de solda atinge pelo menos 75% da altura doflange.
Defeito - Classe 1,2,3
• Indevidamente moldado, o flange não se assenta na áreado terminal.
• Lasca radial não preenchida com solda.
• A solda não atinge 75% da altura do flange moldado ou100% da altura da aba de assentamento plano.
• A solda envolve menos de 270° do flange moldado ouperiferia da aba.
• Lasca circunferencial do flange moldado ou aba.
Defeito - Classe 3
• A solda envolve menos de 330° do flange.
• Qualquer lasca radial ou circunferencial no flange.
Figura 6-66
Figura 6-67
6 Soldagem
6.6.6 Terminais – Hardware do Flange Moldado (cont.)
6-36 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O escorrimento de solda limitada durante a soldagem dofio é permissível contanto que a solda não se estendapara a parte do fio que necessite permanecer flexível.
Aceitável - Classe 1Indicador de Processo - Classe 2Defeito - Classe 3
• O isolamento do fio está embutido na solda.
Figura 6-68
Figura 6-69
6 Soldagem
6.7 Isolamento
6-37IPC-A-610C January 2000 / Janeiro de 2000
6.7.1 Isolamento – Na Solda

Aceitável - Classe 1,2,3
• Leve derretimento discernível do isolante.
Defeito - Classe 1,2,3
• Isolamento carbonizado.
• Conexão de solda contaminada pelo isolamento queimadoou derretido.
Figura 6-70
Figura 6-71
6 Soldagem
6.7.2 Isolamento – Dano
6-38 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Espaçamento do isolamento na tolerância.
Aceitável - Classe 1,2,3
• Espaço do isolamento próximo a zero.
Aceitável - Classe 1
• O fio nu exposto é aceitável contanto que não haja perigode curto para os circuitos adjacentes quando o fio fordeslocado.
Indicador de Processo - Classe 2,3
• O espaço do isolamento é maior do que dois diâmetrosde fio incluindo o isolamento, ou 1,5 mm [0,0591 pol.], oque for maior.
Defeito - Classe 1,2,3
• O espaço do isolamento permite que haja curto noscondutores adjacentes.
Figura 6-72
Figura 6-73
Figura 6-74
6 Soldagem
6.7.3 Isolamento – Espaçamento
6-39IPC-A-610C January 2000 / Janeiro de 2000

Esta seção fornece o critério singular para conexões soldadas que estão sujeitas à alta tensão. Veja também o item 4.2.3.3.
Alvo - Classe 1,2,3
• A conexão apresenta bola de solda com um perfilcompletamente redondo, contínuo e liso.
• Nenhuma evidência de pontas aguçadas, pontos desolda, partículas de solda, inclusões (material estranho)ou cordões de fio.
• O espaço do isolamento está o mais próximo possívelda conexão de solda sem estar embutido.
Aceitável - Classe 1,2,3
• A conexão de solda tem um perfil ovalado, esférico ouoval que segue o contorno do terminal e envoltura do fio.
• Nenhuma evidência de pontas aguçadas, pontos desolda, partículas de solda, inclusões (material estranho)ou cordões de fio.
• As laterais podem estar um pouco ásperas com camadasou linhas renovadas.
• A conexão com bola de solda não excede os requisitosde altura especificados.
• Espaço do isolamento com máximo de um diâmetrode fio.
Figura 6-75
Figura 6-76
6 Soldagem
6.8 Alta Tensão
6-40 IPC-A-610CJanuary 2000 / Janeiro de 2000
6.8.1 Alta tensão – Terminais
6.8.1.1 Alta tensão – Terminais – Fios/Terminais

Defeito - Classe 1,2,3
• A solda segue o contorno do terminal e envoltura do fio,porém existe evidência de protrusão da ponta aguçadado terminal.
• A solda é redonda e contínua, porém existe evidência depicos de solda.
• Evidência de extremidades não lisas e redondas comlascas ou fendas.
• O topo da conexão de solda não está liso e contínuo comas camadas ou linhas renovadas.
• Evidência de cordões do fio não completamente cobertosou discerníveis na conexão de solda.
• O perfil da conexão de solda apresenta formato delágrima.
Figura 6-77
Figura 6-78
6 Soldagem
6.8.1.1 Alta Tensão – Terminais – Fios/Terminais (cont.)
6-41IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O contorno do fio/terminal é discernível com um fluxo desolda liso no fio/terminal e terminal. Os cordões individuaispodem ser discerníveis.
• Nenhuma evidência de pontas aguçadas, pontos de solda,partículas de solda ou inclusões (material estranho).
• A conexão com bola de solda não excede os requisitos dealtura especificados e satisfaz todos os critérios aceitáveisde bola de solda.
Defeito - Classe 1,2,3
• Pontas aguçadas, pontos de solda, partículas de solda,ou inclusões (material estranho) discerníveis.
• A bola de solda excede os requisitos de alturaespecificados.
Figura 6-79
6 Soldagem
6.8.1.2 Alta Tensão – Terminais – Terminações de Fundo
6-42 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Todas as pontas aguçadas do terminal estãocompletamente cobertas por uma bola de solda contnuae lisa.
Defeito - Classe 1,2,3
• A solda é contínua mas existe evidência de protrusão depicos de solda, partículas de solda ou extremidades detorre aguçadas.
• O borne do terminal está sem solda.
Figura 6-80
Figura 6-81
6 Soldagem
6.8.1.3 Alta Ttensão – Terminais – Não Usados
6-43IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• A conexão de solda tem um perfil ovalado, esférico ouoval que segue o contorno do terminal e envoltura dofio.
• Nenhuma evidência de pontas aguçadas, pontos desolda, partículas de solda, inclusões (material estranho)ou cordões de fio.
• O espaço do isolamento com máximo de um diâmetro defio.
• A conexão com bola de solda não excede os requisitos dealtura especificados e satisfaz todos os critérios aceitáveisde bola de solda.
Defeito - Classe 1,2,3
• Pontas aguçadas, pontos de solda, partículas de solda,ou inclusões (material estranho) discerníveis.
• O espaço do isolamento é maior do que um diâmetro dofio.
• A conexão com bola de solda não observa os requisitosde altura ou perfil (formato).
Figura 6-82
6 Soldagem
6.8.2 Alta Tensão – Vasos de Solda
6-44 IPC-A-610CJanuary 2000 / Janeiro de 2000
6.8.2.1 Alta Tensão – Vasos de Solda – Fios/Terminais

Aceitável - Classe 1,2,3
• A conexão de solda tem um perfil ovalado, esférico ouoval.
• Nenhuma evidência de pontas aguçadas, pontos de solda,partículas de solda, inclusões (material estranho).
• A conexão com bola de solda não excede os requisitos dealtura especificados e satisfaz todos os critérios aceitáveisde bola de solda.
Defeito - Classe 1,2,3
• Pontas aguçadas pontos de solda, partículas de solda, ouinclusões (material estranho) discerníveis.
• O espaço do isolamento é maior do que um diâmetro dofio.
• A conexão com bola de solda não observa os requisitosde altura ou perfil (formato).
Figura 6-83
6 Soldagem
6.8.2.2 Alta Tensão – Vasos de Solda – Não Usados
6-45IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O espaço (C) é mínimo para que o isolamento fiquepróximo da conexão de solda sem ficar embutido.
• O isolamento não apresenta qualquer dano (aspereza,carbonizado, pontas derretidas ou entalhamento).
Aceitável - Classe 1,2,3
• O espaço (C) do isolamento é ligeiramente menor do queum diâmetro total (D) de distância da conexão de solda.
• Nenhuma evidência de dano ao isolamento (aspereza,carbonizado, pontas derretidas ou entalhamento).
Defeito - Classe 1,2,3
• O espaço (C) do isolamento tem mais de um diâmetrogeral (D) de distância da conexão de solda.
• Evidência de dano ao isolamento (aspereza, carbonizado,pontas derretidas ou entalhamento).
Figura 6-84
Figura 6-85
Figura 6-86
6 Soldagem
6.8.3 Alta Tensão – Isolamento
6-46 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Todas as pontas aguçadas do terminal do componenteestão completamente cobertas com uma camadacontínua, arrendondada e lisa de solda formando umabola de solda.
• Os terminais diretos facilitam a solda em forma de bola.
• A conexão de solda de bola não excede os requisitos dealtura especificados.
Defeito - Classe 1,2,3
• Pontas aguçadas, pontos de solda, partículas de solda,ou inclusões (material estranho) discerníveis.
• A conexão com bola de solda não observa os requisitosde altura ou perfil (formato).
Figura 6-87
6 Soldagem
6.8.4 Alta Tensão – Conexões de Furos Passantes
6-47IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Todas as extremidades do terminal estão completamentecobertas com uma camada contínua e lisa de soldaformando uma bola de solda.
• A conexão de bola de solda não excede os requisitos dealtura especificados.
Aceitável - Classe 1,2,3
• Todas as pontas aguçadas da fenda radial do terminal sãocompletamente cobertas com uma camada contínua e lisade solda formando uma conexão de bola de solda.
• A solda não excede os requisitos de altura especificados.
Defeito - Classe 1,2,3
• Pontas aguçadas, pontos de solda, partículas de solda ouinclusões (material estranho) discerníveis.
• A conexão com bola de solda não observa os requisitosde altura ou perfil (formato).
Figura 6-88
Figura 6-89
6 Soldagem
6.8.5 Alta Tensão – Terminais do Flange Moldado
6-48 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Um filete de solda de 360° é evidente no lado secundáriodo conjunto.
Nota: O filete ou enchimento de solda no lado primário nãoé requerido.
Aceitável - Classe 1,2
• O filete ou cobertura de solda (lado secundário) estápresente em dois lados adjacentes do pino.
Figura 6-90
12
3
4
5
Figura 6-911. Vista inferior2. Vista lateral3. Ilha4. Vista superior5. PCB
1
2
3
4
5
Figura 6-921. Vista inferior2. Vista lateral3. Ilha4. Vista superior5. PCB
6 Soldagem
6.9 Pinos de Conector – Pinos de Encaixe por Pressão
6-49IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2
• Menos de dois lados adjacentes com filete de solda.
• Menos de dois lados soldados.
Defeito - Classe 3
• Menos de quatro lados do pino contêm solda.
Aceitável - Classe 1
• O escorrimento de solda é permitido acima de 2,5 mm[0,0984 pol.] nos lados dos pinos contanto que não existaacúmulo de solda que interfira com as subseqüentesconexões com o pino.
Aceitável - Classe 2,3
• O escorrimento da solda pelos lados dos pinos é inferior a2,5 mm [0,0984 pol.], contanto que a solda não interfiracom as subseqüentes conexões com o pino.
Defeito - Classe 1,2,3
• O acúmulo de solda interfere com as subseqüentesconexões com o pino.
Defeito - Classe 2,3
• O escorrimento da solda excede 2,5 mm [0,0984 pol.].
1
2
3
4
5
Figura 6-931. Vista inferior2. Vista lateral3. Ilha4. Vista superior5. PCB
2.5 mm [0.0984 in]
Figura 6-94
6 Soldagem
6.9 Pinos de Conector – Pinos de Encaixe por Pressão (cont.)
6-50 IPC-A-610CJanuary 2000 / Janeiro de 2000

Consulte o IPC-A-600, IPC-6011 e IPC-6012 para maiores detalhes sobre o critério para terminais de ouro.
Recomenda-se que a inspeção seja feita a olho nu.
A área de contato crítica (qualquer parte das terminações do terminal que tenham contato com a superfície de conexão doconector) depende do esquema do sistema de conector usado pelo fabricante. A documentação deverá identificar essasdimensões.
Alvo - Classe 1,2,3
• Nenhuma solda nos terminais de ouro.
Aceitável - Classe 1,2,3
• A solda é permissível nas áreas das terminaçóes semcontato.
Figura 6-95
Figura 6-961. Área de contato crítica da extremidade dos terminais em contato
com o contato de mola
6 Soldagem
6.10 Terminais de Ouro (‘‘Gold Fingers’’)
6-51IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Solda, ou qualquer outro metal que não seja o ouro, naárea crítica de contato dos terminais.
Figura 6-97
Figura 6-98
6 Soldagem
6.10 Terminais de Ouro (‘‘Gold Fingers’’) (cont.)
6-52 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção abrange os requisitos de aceitação de limpezadas montagens. A seguir apresentamos exemplos doscontaminantes mais comuns encontrados nas montagensde circuito impresso. No entanto, podem surgir outros, etodas as condições anormais deverão ser avaliadas. Ascondições representadas nesta seção se aplicam tanto aolado primário como secundário das montagens. Consulteo IPC-CH-65 para obter maiores informações de limpeza.
Os contaminantes não devem ser considerados apenasquanto aos seus atributos cosméticos ou funcionais, porémcomo uma advertência de que algo no sistema de limpezanão está funcionando bem.
O teste de um contaminante quanto aos seus efeitosfuncionais deverá ser feito sob as condições do ambientede trabalho esperado para o equipamento.
Cada instalação de produção deverá seguir um padrãobaseado na tolerância da quantidade de cada tipo decontaminante. Quanto mais limpeza precisar ser feita,
mais cara será montagem. O teste feito com dispositivosde extração iônica baseado no J-STD-001, os testesde resistência de isolamento sob condições ambientais eoutros testes de parâmetros elétricos conforme descritosno IPC-TM-650, são recomendados para estabelecer opadrão de uma determinada instalação.
Esta seção abrange os seguintes assuntos:
7.1 Resíduos de Fluxo
7.2 Partículas
7.3 Cloretos, Carbonatos, e Resíduos Brancos
7.4 Resíduos de Fluxo - Processo sem limpeza -(‘‘No-Clean Process’’) Aparência
7.5 Aparência da Superfície
7 Limpeza
Requisitos de Aceitação de Limpeza
7-1IPC-A-610C January 2000 / Janeiro de 2000

A classificação de fluxo (ex., sem limpeza (‘‘no-clean’’), com limpeza, etc.) será identificada e considerada antes da aplicaçãodos seguintes critérios de aceitação. (Veja o ANSI/J-STD-004.)
Alvo - Classe 1,2,3
• Com limpeza, sem resíduo discernível.
Aceitável - Classe 1,2,3
• Não é permitido resíduo discernível de fluxo limpável.
• Resíduos de fluxo de processos que não requeremlimpeza (‘‘no-clean’’) podem ser permitidos.
Defeito - Classe 1,2,3
• Resíduo discernível de fluxo limpável ou qualquer resíduode fluxo ativado nas superfícies de contato elétrico.
Nota 1. Classe 1 pode ser aceitável após o teste dequalificação. Verifique também quanto ao armadilhamentode fluxo dentro e embaixo dos componentes.
Nota 2. A atividade de resíduo de fluxo está definida noIPC/EIA J-STD-001 e ANSI/J-STD-004.
Nota 3. Processos designados como ‘‘não requerendolimpeza (‘‘no-clean’’)’’ necessitam observar os requisitosde limpeza do produto final.
Figura 7-1
Figura 7-2
7 Limpeza
7.1 Resíduos de Fluxo
7-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Limpo.
Defeito - Classe 1,2,3
• Sujeira e partículas na montagem, ex., poeira, fiapos,escória, partículas metálicas, etc.
Figura 7-3
Figura 7-5 Figura 7-6
Figura 7-4
7 Limpeza
7.2 Partículas
7-3IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Sem resíduo discernível.
Figura 7-7
7 Limpeza
7.3 Cloretos, Carbonatos e Resíduos Brancos
7-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Resíduo branco na superfície PWB.
• Resíduos brancos sobre ou em volta das terminaçõessoldadas.
• Áreas metálicas exibindo depósito branco cristalino.
Nota: Os resíduos brancos resultantes de processos quenão requeiram limpeza (‘‘no-clean’’) ou outros processossão aceitáveis, contanto que os resíduos dos produtosquímicos usados tenham sido qualificados e documentadoscomo inofensivos. Veja a figura 7.4.
Figura 7-8
Figura 7-9
Figura 7-10
7 Limpeza
7.3 Cloretos, Carbonatos e Resíduos Brancos (cont.)
7-5IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Resíduo de fluxo sobre, em volta de, ou fazendo conexãoentre ilhas não comuns, fios e terminais de componentes.
• Resíduo de fluxo não impede a inspeção visual.
• O resíduo de fluxo não impede o acesso aos pontos deteste do montagem.
Defeito - Classe 2,3
• O resíduo de fluxo impede a inspeção visual.
Nota 1. Não existe defeito para descoloração dasmontagens revestidas de OSP que tenham contato comresíduos de fluxo do processo que não requeira limpeza.
Nota 2. A aparência do resíduo pode variar, a dependerdas características do fluxo e métodos de solda.
Aceitável - Classe 1Indicador do Processo - Classe 2Defeito - Classe 3
• Impressões digitais em resíduo sem limpeza (‘‘no-cleanresidue’’).
Defeito - Classe 1,2,3
• Resíduos de fluxo úmidos, pegajosos, ou em excesso quepossam se espalhar para outras superfícies.
• Resíduo de fluxo sem limpeza em qualquer superfície decontato elétrico que impeça a conexão elétrica.
Figura 7-11
Figura 7-12
7 Limpeza
7.4 Resíduos de Fluxo – Processo semLimpeza (‘‘No-Clean Process’’) – Aparência
7-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Leve ofuscamento das superfícies metálicas limpas.
Figura 7-13
7 Limpeza
7.5 Aparência da Superfície
7-7IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Resíduos coloridos ou a aparência ferruginosa nassuperfícies metálicas ou hardware.
• Evidência de corrosão.
Figura 7-14
Figura 7-15
Figura 7-16
7 Limpeza
7.5 Aparência da Superfície (cont.)
7-8 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção cobre o critério de aceitabilidade para marcaçãode circuitos impressos e outras montagens eletrônicas.
A marcação serve para identificar e rastrear o produto.Ela auxilia na montagem, no controle em-processo, e noserviço no campo. Os métodos e materiais usados paraa marcação devem servir a sua finalidade e devem serlegíveis, duráveis e compatíveis com os processos defabricação, devendo permanecer legíveis pelo tempo devida do produto.
Exemplos de marcações abrangidas por esta seção incluemas seguintes:
a. Montagens eletrônicas:
• Logotipo da empresa
• Números de identificação da parte (‘‘part number’’) enível de revisão de fabricação do painel
• Número de identificação da montagem, número dogrupo, e nível de revisão
• Legendas dos componentes, incluindo designadores dereferência e indicadores de polaridade (só se aplica antesdo processamento/limpeza da montagem)
• Certos indicadores de inspeção e rastreabilidade de teste
• Certificaçóes / Agências regulamentadoras dos EUA eoutras relevantes
• Número de série singular
• Código de data
b. Módulos e/ou Montagens de Níveis mais elevados:
• Logotipo da empresa
• Números de identificação do produto
• Informações de Instalação para o usuário
• Etiquetas/rótulos de certificação relevantes das agênciasregulamentares
Os desenhos de fabricação e montagem são osdocumentos de controle para as localidades e tipos demarcações. O critério de marcação especificado nosdesenhos terá precedente sobre este critério.
Em geral, não se recomenda o uso de marcações aditivasem superfícies de metal. As marcações que servem deajuda para montagem e inspeção não necessitam servisíveis depois que os componentes forem montados.
As marcações da montagem (números de identificaçãoda parte, números de série) deverão permanecer legíveis(capazes de serem lidos e entendidos conforme definidospelos requisitos deste padrão) após todos os testes, limpezae outros processos aos quais o item tenha sido submetido.As marcações dos componentes, designadores dereferência e indicadores de polaridade devem ser legíveise os componentes montados de tal maneira que asmarcações fiquem visíveis. As marcações não são alteradas,apagadas ou removidas propositalmente pelo fabricante amenos que seja requerido pelos desenhos/documentaçãoda montagem. Outras marcações, como etiquetas/rótulosadicionados durante o processo de fabricação não deverãoobstruir as marcações originais do fabricante. As etiquetas/rótulos permanentes deverão cumprir com os requisitos deadesão do item 8.5.3. Os componentes e peças fabricadasnão necessitam ser instaladas mecanicamente para queas designações de referência fiquem visíveis ao sereminstaladas.
A aceitação da marcação está baseada na sua visibilidadea olho nu. Se a ampliação for necessária, ela não deveráexceder 4X o tamanho.
As tintas de marcação necessitam ser não condutivas.
Esta seção aborda os seguintes tópicos:
8.1 Marcação Gravada (‘‘Etched Marking’’) (IncluindoImpressão a Mão)
8.2 Marcação Crivada (‘‘Screened Marking’’)
8.3 Marcação Estampada (‘‘Stamped Marking’’)
8.4 Marcação a Laser (‘‘Laser Marking’’)
8.5 Etiquetas/Rótulos
8.5.1 Código de Barra8.5.2 Legibilidade8.5.3 Adesão e Dano
8 Marcação
Requisitos de Aceitabilidade de Marcação
8-1IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Cada número ou letra está completo, ex., nenhumadas linhas formando um caractere está faltando ou estáquebrada
• Marcações de polaridade e orientação estão presentes elegíveis.
• As linhas formando o caractere estão bem definidas e delargura uniforme.
• Os requisitos de espaçamento mínimo entre oscondutores ativos também foram mantidos entre asimbolização gravada e os condutores ativos.
Aceitável - Classe 1,2,3
• As bordas das linhas formando um caractere poderãoser ligeiramente irregulares. Áreas abertas dentro doscaracteres poderão ser preenchidas contanto que oscaracteres sejam legíveis e não possam ser confudidoscom uma outra letra ou número.
• A largura das linhas formando um caractere poderá serreduzido em até 50%, contanto que permaneçam legíveis.
• As linhas de um número ou letra podem ser quebradas,contanto que as divisões não tornem a marcação ilegível.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• As legendas são formadas de maneira irregular porém aintenção geral da legenda ou marcação é discernível.
Defeito - Classe 1,2,3
• Caracteres faltando ou ilegíveis nas marcações.
• A marcação viola os limites de espaçamento mínimo entrecondutores.
• Ponte por solda dentro ou entre caracteres ou caracteres/condutores inibindo a identificação do caractere.
• As linhas formando um caractere estão faltando ou estãoquebradas tornando o caractere ilegível ou criando apossibilidade de ser confundido com outro caractere.
Figura 8-1
Figura 8-2
Figura 8-3
8 Marcação
8.1 Marcação Gravada (‘‘Etched Marking’’)(Incluindo Impressão a Mão)
8-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Cada número ou letra está completa, ex., nenhuma daslinhas formando um caractere está faltando ou quebrada.
• As marcações de polaridade e orientação estão presentese legíveis. As linhas formando o caractere estão bemdefinidas e de largura uniforme.
• A tinta usada para as marcações está uniforme, ex.,não existem manchas ou acúmulos.
• As áreas abertas dentro dos caracteres não estãopreenchidas (se aplicam aos números 0, 6, 8, 9, e àsletras A, B, D, O, P, Q, R).
• Não existem imagens duplas.
• A tinta está confinada às linhas do caractere, ex., nãoexistem caracteres borrados e o acúmulo de material forados caracteres é mínimo.
• As marcações de tinta podem tocar ou cruzar sobre oscondutores, porém não estão mais próximas do que umatangente a uma ilha.
Aceitável - Classe 1,2,3
• A tinta pode acumular-se fora da linha de um caracterecontanto que o caractere fique legível
• A tinta para marcação na ilha não interfere com osrequisitos de solda.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• As linhas de um número ou letra podem estar quebradas(ou com a tinta fina sobre uma parte do caractere)contanto que as quebras não tornem as marcaçõesilegíveis.
Indicador de Processo - Classe 2,3
• As áreas abertas dentro dos caracteres poderão serpreenchidas contanto que os caracteres fiquem legíveis,ex., não sendo confundidos com outra letra ou número.
Defeito - Classe 1,2,3
• A tinta de marcação está presente na ilha interferindo comos requisitos de solda da Tabela 6-2 ou com os requisitosde solda de montagem na superfície especificados naSeção 12.
Figura 8-4
Figura 8-5
8 Marcação
8.2 Marcação Crivada (‘‘Screened Marking’’)
8-3IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Marcação borrada ou embaçada, porém ainda legível.
• Imagens duplas que estejam legíveis.
Defeito - Classe 1,2,3
• Marcações faltando ou ilegíveis ou designadores dereferência para localidade do componente, ou delineaçõesdo componente.
• Caracteres faltando ou ilegíveis nas marcações.
• Áreas abertas dos caracteres preenchidas e que nãoestejam legíveis ou possam ser confundidas com umoutro número ou letra.
• As linhas formando um caractere estão faltando,quebradas ou borradas de modo que o caractere nãoesteja legível ou possa ser confundido com um outrocaractere.
Alvo - Classe 1,2,3
• Cada número ou letra está completa, ex., nenhuma daslinhas formando um caractere está faltando ou estáquebrada.
• As marcações de polaridade e orientação estão presentese legíveis.
• As linhas formando o caractere estão bem definidas e delargura uniforme.
• A tinta usada para as marcações está uniforme, ex., nãoexistem manchas finas ou excesso de acúmulo.
• As áreas abertas dentro dos caracteres não estãopreenchidas (se aplicam aos números 0, 6, 8, 9, e àsletras A, B, D, O, P, Q, R).
• Não existem imagens duplas.
• A tinta está confinada às linhas do caractere, ex., nãoexistem caracteres borrados e o acúmulo de material forados caracteres é mínimo.
• As marcações de tinta podem tocar ou cruzar sobre oscondutores, porém não estão mais próximas do que umatangente para uma ilha.
Figura 8-6
6075
Figura 8-7
8 Marcação
8.2 Marcação Crivada (‘‘Screened Marking’’) (cont.)
8-4 IPC-A-610CJanuary 2000 / Janeiro de 2000
8.3 Marcações Estampadas (‘‘Stamped Marking’’)

Aceitável - Classe 1,2,3
• A tinta pode ficar acumulada fora da linha de um caracterecontanto que o caractere esteja legível.
• A tinta de marcação está presente na ilha (ver osrequisitos de solda da Tabela 6-2 ou os requisitos desolda de montagem na superfície na Seção 12).
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• As linhas de um número ou letra podem estar quebradas(ou com a tinta fina sobre uma parte do caractere)contanto que as divisões não tornem as marcaçõesilegíveis.
• As áreas abertas dentro dos caracteres podem serpreenchidas contanto que os caracteres fiquem legíveis,ex., não possam ser confundidos com uma outra letra ounúmero.
Defeito - Classe 1,2,3
• A tinta de marcação está presente na ilha interferindo comos requisitos de solda da Tabela 6-2 ou com os requisitosde solda de montagem na superfície da Seção 12.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Marcação borrada ou embaçada, porém ainda legível.
• Marcações estampadas duas vezes são aceitáveiscontanto que a intenção geral possa ser determinada.
• A marcação faltando ou borrada não excede 10% docaractere e o caractere ainda está legível.
Defeito - Classe 1,2,3
• Caracteres das marcações faltando ou ilegíveis.
• As áreas abertas dos caracteres estão preenchidas e nãoestão legíveis ou podem ser confundidas com um outronúmero ou letra.
• As linhas formando um caractere estão faltando,quebradas ou borradas de modo que o caractere nãoesteja legível ou possa ser confundido com um outrocaractere.
6075
Figura 8-8
60756075
Figura 8-9
8 Marcação
8.3 Marcação Estampada (‘‘Stamped Marking’’) (cont.)
8-5IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Cada número ou letra está completa e legível, ex.,nenhuma das linhas formando um caractere está faltandoou está quebrada.
• As marcações de polaridade e orientação estão presentese legíveis.
• As linhas formando o caractere estão bem definidas e delargura uniforme.
• A tinta usada para as marcações está uniforme, ex., nãoexistem manchas ou acúmulos.
• As áreas abertas dentro dos caracteres não estãopreenchidas (se aplicam aos números 0, 6, 8, 9, e àsletras A, B, D, O, P, Q, R).
• A marcação está confinada às linhas do caractere, ex.,não existem caracteres borrados e as marcas não tocamou cruzam sobre as superfícies de soldagem.
• A profundidade da marcação não prejudica a função dapeça.
• Não existe cobre exposto quando for feita a marcação noplano terra dos painéis de circuito impresso.
• Não existe delaminação quando a marcação for feita nodielétrico do painel de circuito impresso.
Aceitável - Classe 1,2,3
• A marcação pode ficar acumulada fora da linha de umcaractere contanto que o caractere esteja legível.
6075
Figura 8-10
6075
Figura 8-11
8 Marcação
8.4 Marcação a Laser
8-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1Indicador de Processo - Classe 2,3
• A múltipla imagem ainda está legível.
• A marcação faltando ou borrada não excede 10% docaractere.
• As linhas de um número ou letra podem ser quebradas(ou afinarem sobre uma parte do caractere).
• A marcação para a distância do furo é deaproximadamente 0,25 mm [0,00984 pol]ou maior.
Defeito - Classe 1,2,3
• Marcações com letras faltando ou ilegíveis.
• As áreas abertas dos caracteres estão preenchidas,porém não estão legíveis ou podem ser confundidascom um outro número ou letra.
• As linhas formando um caractere estão faltando,quebradas ou borradas de modo que o caractere nãoesteja legível ou possa ser confundido com um outrocaractere.
• A profundidade da marcação prejudica a função da peça.
• A marcação expõe o cobre no plano ligado à terra dospainéis de circuito impressos.
• Delaminação no dielétrico do painel de circuito impressodevido à marcação.
• As marcações tocam ou cruzam sobre as superfícies desoldagem.
60756075
Figura 8-12
8 Marcação
8.4 Marcação a Laser (cont.)
8-7IPC-A-610C January 2000 / Janeiro de 2000

As etiquetas/rótulos permanentes são comumente usados para anexar dados de código de barra, porém podem incluir texto.O critério de legibilidade, adesão e dano se aplica a todas as etiquetas/rótulos permanentes.
O código de barra tem recebido aceitação geral como um método de identificação de produtos, controle de processo erastreamento devido à facilidade e precisão da coletânea de dados e processamento. As etiquetas/rótulos de código de barrase encontram disponíveis para áreas pequenas (alguns podem ser anexados na extremidade grossa do PWB) e podem toleraras operações normais de solda por onda e de limpeza. O código de barra também pode ser gravado a laser diretamente nomaterial base. Os requisitos de aceitabilidade são os mesmos de outros tipos de marcações, exceto quanto à legibilidade ondea legibilidade por máquina substitui a legibilidade pelo ser humano.
Alvo - Classe 1,2,3
• Nenhuma mancha ou vazios nas superfícies impressas.
Aceitável - Classe 1,2,3
• As manchas ou vazios nas superfícies impressas doscódigos de barra são permissíveis, contanto que:
• O código de barra possa ser bem lido com três (3) oumenos tentativas usando um bastão leitor.
• O código de barra pode ser bem lido com duas (2) oumenos tentativas usando um scanner a laser.
Defeito - Classe 2,3
• O código de barra não pode ser bem lido com três (3)tentativas usando um bastão leitor.
• O código de barra não pode ser bem lido com duas (2)tentativas usando um scanner a laser.
Figura 8-13
8 Marcação
8.5 Etiquetas/Rótulos
8-8 IPC-A-610CJanuary 2000 / Janeiro de 2000
8.5.1 Etiquetas/Rótulos – Código de Barra
8.5.2 Etiquetas/Rótulos – Legibilidade

Alvo - Classe 1,2,3
• A adesão está completa, não mostrando sinais de perigoou desprendimento.
• O código de barra/texto satisfaz os critérios delegibilidade.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• A etiqueta/rótulo mostra sinais de desprendimento naponta em 10% ou menos da área da etiqueta/rótulo,porém ainda satisfaz o critério de legibilidade.
Defeito - Classe 2,3
• Mais de 10% da área da etiqueta/rótulo está sedesprendendo.
Defeito - Classe 1,2,3
• Etiquetas/Rótulos faltando.
• A etiqueta/rótulo falha o critério de aceitabilidade delegibilidade.
Figura 8-14
Figura 8-15
Figura 8-16
Figura 8-17
8 Marcação
8.5.3 Etiquetas/Rótulos – Adesão e Dano
8-9IPC-A-610C January 2000 / Janeiro de 2000

Esta página foi intencionalmente deixada em branco
8 Marcação
8-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção aborda os requisitos de aceitabilidade pararevestimentos conformais e resistentes à solda emmontagens eletrônicas.
Cada conjunto eletrônico possui requisitos funcionaisespecíficos que controlarão as demandas exigidas parao revestimento. Alguns requisitos serão meramentecosméticos (não funcionais), enquanto que outrosafetarão o desempenho funcional da montagem.
A escolha do material ou processo de revestimento deveráser baseado no que será exigido daquele material. Porexemplo, o revestimento irá funcionar apenas comoresistência à solda ou irá prover proteção ambientalpara o resto da vida do painel?
Mesmo um defeito simplesmente cosmético nosrevestimentos geralmente indica um problema de escolhade material ou problema no processo que necessita sercorrigido.
Maiores informações sobre resistência à solda se encontramdisponíveis no IPC-SM-840. Informações sobre revestimentoconformal se encontram disponíveis no IPC-CC-830.
Esta seção abrange os seguintes assuntos:
9.1 Revestimento Conformal
9.1.1 Generalidades9.1.2 Cobertura9.1.3 Espessura
9.2 Máscara de Solda (Revestimento Resistente àSoldagem)
9.2.1 Enrugamento/Rachadura9.2.2 Vazios e Bolhas9.2.3 Descomposição
9 Revestimentos
Requisitos de Aceitabilidade de Revestimentos
9-1IPC-A-610C January 2000 / Janeiro de 2000

Os revestimentos deverão ser transparentes e cobrir o painel e componentes de maneira uniforme.
Os revestimentos deverão ser devidamente curados e não ficarem pegajosos.
Os revestimentos deverão ser uniformes em cor e consistência.
A distribuição uniforme do revestimento dependerá em parte do método de aplicação e poderá afetar a aparência visuale cobertura de canto. As montagens revestidas por imersão poderão apresentar uma linha de escorrimento ou acúmulolocalizado na extremidade do painel. Este acúmulo poderá conter uma pequena quantidade de bolhas, porém isso não afetaráa funcionalidade ou confiabilidade do revestimento.
9 Revestimentos
9.1 Revestimento Conformal
9-2 IPC-A-610CJanuary 2000 / Janeiro de 2000
9.1.1 Revestimento Conformal – Generalidades

As áreas especificadas para revestimentos estão revestidas. As áreas especificadas para não serem revestidas deverão estarsem revestimento. A montagem poderá ser examinada a olho nu. A ampliação de 1,75X para 4X pode ser feita para referência.Os materiais contendo pigmento fluorescente poderão ser examinados com luz negra para verificação da cobertura. A luzbranca poderá ser usada para auxiliar no exame da cobertura.
O revestimento conformal deverá ser do tipo especificado no desenho do conjunto, e:
a. Ser completamente curado e homogêneo.b. Cobrir apenas nas áreas especificadas no desenho do conjunto.c. Estar livre de bolhas ou quebras que afetem as operações de montagem ou propriedades de selagem do revestimento
conformal.d. Estar livre de vazios, bolhas ou material estranho que exponha os condutores do componente, condutores do circuito
impressos (incluindo planos ligados à terra) ou outros condutores, e/ou que violem o espaçamento mínimo entrecondutores.
e. Não estar esfarinhado, descascado, ou com rugas (áreas não adesivas).
Condição Alvo - Classe 1,2,3
• O revestimento conformal não apresenta perda deadesão da superfície do painel que forma curtos entreilhas, componentes, ou superfícies condutivas.
• O revestimento não apresenta demolhagem e estálivre de vazios, bolhas, ondulações, olho de peixe, ouenrugamento.
• O revestimento não contém material estranho.
Figura 9-1
9 Revestimentos
9.1.2 Revestimento Conformal – Cobertura
9-3IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O revestimento conformal pode apresentar perda deadesão adjacente à máscara.
• Os vazios não expondo circuitos, pontes entre ilhas ouentre superfícies de condutores adjacentes.
• O revestimento poderá exibir demolhagem, ondulações,olho de peixe e enrugamento. (Figura 9-3).
• O material estranho não viola o espaçamento mínimoentre condutores e entre componentes, ilhas ou superfíciecondutiva.
Figura 9-2
Figura 9-3
Figura 9-4
9 Revestimentos
9.1.2 Revestimento Conformal – Cobertura (cont.)
9-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Qualquer material estranho que viole o espaçamentomínimo entre condutores e entre os componentes, ilhasou superfícies condutivas.
• Qualquer vazio, bolhas, perda de adesão (esfarinhamento),demolhagem, ondulações, olho de peixe, enrugamento, oumaterial estranho que exponha circuitos, ilhas de ponte ousuperfícies condutivas adjacentes.
• O revestimento não foi aplicado às áreas requeridas.
• Revestimento em áreas que deveriam estar livres derevestimento.
Figura 9-5
9 Revestimentos
9.1.2 Revestimento Conformal – Cobertura (cont.)
9-5IPC-A-610C January 2000 / Janeiro de 2000

Tabela 9-1 Espessura do Revestimento
Tipo AR Resina Acrílica 0,03-0,13 mm [0,00118-0,00512 pol.]
Tipo ER Resina de Epóxi 0,03-0,13 mm [0,00118-0,00512 pol.]
Tipo UR Resina de Uretana 0,03-0,13 mm [0,00118-0,00512 pol.]
Tipo SR Resina de Silicone 0,05-0,21 mm [0,00197-0,00827 pol.]
Tipo XY Resina de Paraxileno 0,01-0,05 mm [0,00039-0,00197 pol.]
A Tabela 9-1 apresenta os requuisitos de espessura do revestimento. A espessura deve ser medida sobre uma superfícieplana, curada e desocupada de uma montagem de circuito impresso ou de um cupom que tenha sido processado como conjunto. Os cupons podem ser do mesmo tipo de material que o circuito impresso ou pode ser de um material nãoporoso, tal como o metal ou vidro. Como uma alternativa, uma medida de espessura de película úmida pode ser usada paraestabelecer a espessura do revestimento , contanto que haja documentação que associe a espessura da película úmida e dapelícula seca. O revestimento conformal na ponta do terminal não é requerido.
Tabela Aceitável - Classe 1,2,3
• O revestimento satisfaz os requisitos de espessura daTabela 9-1.
Defeito - Classe 1,2,3
• O revestimento não satisfaz os requisitos de espessura daTabela 9-1.
Figura 9-6
9 Revestimentos
9.1.3 Revestimento Conformal – Espessura
9-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Resistência à Solda (Máscara de Solda) Um material de revestimento resistente ao calor aplicado em áreas selecionadas paraevitar a deposição de solda nessas áreas durante a subseqüente soldagem. A máscara de solda pode ser aplicada em forma delíquido ou como película seca. Ambos os tipos satisfazem os requisitos dessas diretrizes.
Nota: Além disso, a máscara de solda é útil na prevenção de dano à superfície PWB durante as operações de montagem.Embora não estando classificadas quanto à resistência dielétrica, e portanto não satisfazendo a definição de um ‘‘isolante oumaterial isolante,‘‘ algumas formulações resistentes à solda oferecem isolamento limitado e são comumente usadas comoisolantes para superfícies onde altas tensões não são consideradas.
Teste de Fita - O teste de fita mencionado nesta seção é o IPC-TM-650, Método de Teste 2.4.28.1. Todo o material solto enão aderente deve ser removido.
Ver o IPC-A-600.
9 Revestimentos
9.2 Máscara de Solda (Revestimento Resistente à Soldagem)
9-7IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Não existe evidência de rachadura da máscara deresistente à solda após as operações de solda e limpeza.
Aceitável - Classe 1,2,3
• Presença de pouco enrugamento localizado numa áreaque não forma ponte entre os padrões condutivos esatisfaz o teste de remoção de fita adesiva, IPC-TM-650,2.4.28.1.
Aceitável - Classe 1,2,3
• Enrugamento da máscara de solda sobre a área de soldarefundida (‘‘reflowed’’) é aceitável contanto que não existaevidência de quebra, desprendimento ou degradação dapelícula. A adesão de áreas enrugadas pode ser verificadapelo teste de remoção de fita.
Figura 9-7
Figura 9-8
Figura 9-9
9 Revestimentos
9.2.1 Máscara de Solda – Enrugamento/Rachadura
9-8 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2Defeito - Classe 3
• Rachadura da máscara de solda.
Defeito - Classe 1,2,3
• As partículas ‘‘perdidas’’ não podem ser completamenteremovidas e afetarão a operação da montagem.
Figura 9-10
Figura 9-11
Figura 9-12
9 Revestimentos
9.2.1 Máscara de Solda – Enrugamento/Rachadura (cont.)
9-9IPC-A-610C January 2000 / Janeiro de 2000

Durante a operação de montagem, o material resistente previne a formação de pontes de solda. As bolhas e partículasperdidas na máscara de solda são aceitáveis após a finalização da montagem, contanto que não afetem outras funções damontagem.
Alvo - Classe 1,2,3
• Sem bolhas, arranhões, vazios ou enrugamento evidenteembaixo da máscara de solda após as operações desoldagem e limpeza.
Aceitável - Classe 1,2,3
• Bolhas, arranhões, vazios que não formam pontes entreos condutores adjacentes, superfícies de condutores oucriam uma condição perigosa que possa permitir que aspartículas soltas do material de resistência fiquem presasnas partes móveis ou alojadas entre duas superfícies deunião de condutividade elétrica.
• Fluxo de solda, óleo ou agentes de limpeza não estãopresos embaixo das áreas com bolhas.
Figura 9-13
Figura 9-14
9 Revestimentos
9.2.2 Máscara de Solda – Vazios e Bolhas
9-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1Defeito - Classe 2,3
• Bolhas/arranhões/vazios formando pontes com os circuitosadjacentes.
• Bolhas/arranhões/vazios permitindo que a película sedescasque em conjuntos críticos após o teste de fita.
• Fluxo de solda, óleos ou agentes de limpeza presosembaixo da película.
Indicador do Processo - Classe 2,3
• Bolhas/descascamento expondo o cobre nu.
Defeito - Classe 1,2,3
• Partículas soltas de material resistente à solda quepoderiam afetar a forma, adequação ou função.
• Bolhas/arranhões/vazios que permitiram a formaçãode pontes de solda.
Figura 9-15
Figura 9-16
9 Revestimentos
9.2.2 Máscara de Solda – Vazios e Bolhas (cont.)
9-11IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• As superfícies da máscara de solda são homogêneas,sem descamar ou descascar nas áreas dielétricas.
Defeito - Classe 1,2,3
• A máscara de solda tem uma aparência esbranquiçadacom possíveis inclusões de metal de solda.
Figura 9-17
Figura 9-18
9 Revestimentos
9.2.3 Máscara de Solda – Decomposição
9-12 IPC-A-610CJanuary 2000 / Janeiro de 2000

A finalidade desta seção é de auxiliar o leitor a ter ummelhor entendimento do problema relacionado aoreconhecimento de defeitos em laminados. Além defornecer desenhos e fotografias detalhados para ajudar naidentificação de defeitos comuns dos laminados, esta seçãotambém apresenta o critério de aceitação para a presençade delaminações no painel da montagem.
Esta seção está baseada nos requisitos do IPC-A-600. Osseguintes tópicos são abordados:
10.1 Introdução
10.1.1 Identificação dos Defeitos
10.2 Dano de Laminados
10.2.1 Sarampo (‘‘Measling’’) e Fissuras (‘‘Crazing’’)10.2.2 Empolamento (‘‘Blistering’’) e Delaminação
(‘‘Delamination’’)10.2.3 Textura de Tecimento (‘‘Weave Texture’’)/
Exposição ao Tecimento (‘‘Weave Exposure’’)
10.2.4 Formação de Halo (‘‘Haloing’’) e Delaminação deBorda
10.2.5 Anel Rosa (‘‘Pink Ring’’)
10.3 Circuito Impresso Flexível e Rígido-Flexivel
10.4 Descoloração da Máscara de Solda
10.5 Queimas
10.6 Encurvamento e Torção
10.7 Dano ao Condutor/Ilha
10.7.1 Redução na Área Transversal10.7.2 Região de Contato/Ilhas levantadas
10 Condições de Laminados
Introdução
10-1IPC-A-610C January 2000 / Janeiro de 2000

A identificação de defeitos em laminados pode ser confusa. Para ajudar na identificação das condições de defeito, por favorconsulte as páginas a seguir, onde as definições, ilustrações e fotografias são fornecidas para definir e identificar as seguintescondições e estabelecer o critério de aceitação:
• sarampo (‘‘measling’’)
• fissura (‘‘crazing’’)
• empolamento (‘‘blistering’’)
• delaminação (‘‘delamination’’)
• textura de tecimento (‘‘weave texture’’)
• exposição a tecimento (‘‘weave exposure’’)
• formação de halos (‘‘haloing’’)
É importante observar que as condições de defeito de laminados podem se tornar aparentes quando o fabricante recebe omaterial do laminador ou durante a fabricação ou montagem do circuito impresso.
Relatório IPC Especial sobre o ‘‘Sarampo’’
A evidência até hoje é de que mesmo os painéis apresentando casos severos de ‘‘sarampo’’ têm funcionado adequadamentepor longos períodos de tempo e em ambientes severos. Aliás, não consta dado algum no IPC onde um painel com sarampo(que não tenha outros sérios defeitos) tenha falhado. Consulte o IPC-A-600.
10 Condições de Laminados
10.1 Introdução
10-2 IPC-A-610CJanuary 2000 / Janeiro de 2000
10.1.1 Identificação de Defeitos

Esta é uma condição inerente ao laminado causada durante o processamento do painel ou do conjunto.
O sarampo ou fissura que ocorre como resultado de um processo de montagem (ex., uso de pinos encaixados por pressão,soldagem por refusão, etc.) geralmente não se propaga adiante.
Aceitável -Classe 1,2,3
• O único critério para sarampo e fissura é de que oconjunto seja funcional conforme determinado pelo testede desempenho ou medidas de resistência dielétrica.
Nota: As condições que não sejam de sarampo ou fissuradevem ser consideradas individualmente ou por programas.
Sarampo – É uma condição interna que ocorre em materialde base laminada na qual as fibras de vidro são separadasda resina na interseção do tecimento. Esta condição émanifestada na forma de manchas brancas discretas oucruzes abaixo da superfície do material base, e geralmenteestá relacionada ao esforço termicamente induzido.
1
Figura 10-11. Sarampo
Figura 10-2
10 Condições de Laminados
10.2 Dano de Laminados
10-3IPC-A-610C January 2000 / Janeiro de 2000
10.2.1 Dano de Laminados – Sarampo(‘‘Measling’’) e Fissuras (‘‘Crazing’’)

Fissura – É uma condição interna que ocorre em materialde base laminada na qual as fibras de vidro se separamda resina nas interseções de tecimento. Esta condição semanifesta na forma de manchas brancas conectadas oucruzes abaixo da superfície do material base e geralmenteestá relacionada ao esforço mecanicamente induzido.
1
Figura 10-31. Fissura
Figura 10-4
10 Condições de Laminados
10.2.1 Dano de Laminados – Sarampo(‘‘Measling’’) e Fissura (‘‘Crazing’’) (cont.)
10-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Em geral, a delaminação e o empolamento ocorrem como resultado de uma fraqueza inerente ao material ou processo. Adelaminação ou empolamento entre áreas não funcionais e áreas funcionais pode ser aceitável contanto que as imperfeiçõesnão sejam condutivas e que outros critérios sejam observados.
Empolamento – Trata-se da delaminação na forma deuma expansão e separação localizada entre qualquer dascamadas do material base de laminação ou entre o materialbase e a folha condutiva ou revestimento protetor.
Delaminação – Trata-se da separação entre camadasdentro do material base e uma folha condutiva ou qualqueroutra separação planar com um circuito impresso.
Alvo - Classe 1,2,3
• Sem Empolamento ou Delaminação.
1 2
Figura 10-51. Empolamento2. Delaminação
Figura 10-6
Figura 10-7
10 Condições de Laminados
10.2.2 Dano de Laminados – Empolamento(‘‘Blistering’’) e Delaminação (‘‘Delamination’’)
10-5IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1
• O Empolamento/Delaminação não forma ponte com maisde 25% da distância entre os furos passantes metalizadosou condutores internos
Defeito - Classe 1
• O Empolamento/Delaminação excede 25% da distânciaentre os furos passantes metalizados ou condutoresinternos
Defeito - Classe 2,3
• Qualquer evidência de empolamento/delaminação entre osfuros passantes metalizados ou condutores internos.
25%
50%
100%
1
2
Figura 10-81. <25% Empolamento/Delaminação2. >25% Empolamento/Delaminação; Empolamento/ Delaminação entre
furos passantes metalizados
10 Condições de Laminados
10.2.2 Dano de Laminados – Empolamento(‘‘Blistering’’) e Delaminação (‘‘Delamination’’) (cont.)
10-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Pontes por bolha/delaminação entre os furos passantesmetalizados ou condutores internos.
1
22
Figura 10-9
Figura 10-10
Figura 10-11
10 Condições de Laminados
10.2.2 Dano de Laminados – Empolamento(‘‘Blistering’’) e Delaminação (‘‘Delamination’’) (cont.)
10-7IPC-A-610C January 2000 / Janeiro de 2000

Textura de Tecimento – Uma condição superficial domaterial base em que um padrão de tecimento da malha defibra de vidro seja aparente embora as fibras não quebradasestejam completamente cobertas com resina.
Aceitável - Classe 1,2,3
• A textura de tecimento é uma condição aceitável emtodas as classes, mas é confundida com a exposiçãoao tecimento porque apresenta uma aparência similar.
Nota: A microseção pode ser usada como referência para estacondição.
Exposição ao Tecimento – Uma condição de superfície domaterial base em que as fibras não quebradas do pano devidro tecido não estão completamente cobertas pela resina.
Nota: A fibra danificada exposta como resultado de uma açãode processo de montagem não está dentro desta definição.
Alvo - Classe 1,2,3
• Sem exposição ao tecimento.
Aceitável - Classe 1,2,3
• A exposição ao tecimento não reduz o espaçamento entreos padrões condutivos abaixo dos valores mínimosespecificados.
Defeito - Classe 1,2,3
• A exposição ao tecimento reduz o espaçamento entre ospadrões condutivos para menos do espaçamento mínimoentre condutores.
Figura 10-12
Figura 10-13
IPC-610-173
Figura 10-14
Figura 10-15
10 Condições de Laminados
10.2.3 Dano de Laminados – Textura de Tecimento (‘‘WeaveTexture’’)/Exposição ao Tecimento (‘‘Weave Exposure’’)
10-8 IPC-A-610CJanuary 2000 / Janeiro de 2000

Formação de Halo – Uma condição existente no material base na forma de uma área clara em volta de furos ou outras áreasusinadas sobre ou abaixo da superfície do material base.
Alvo - Classe 1,2,3
• Sem formação de halo ou delaminação de bordas.
Aceitável - Classe 1,2,3
• A penetração da formação de halo ou delaminação debordas não reduz o espaçamento de bordas em mais de50% do especificado ou 2,5 mm [0,0984 pol.], se nenhumfor especificado.
Figura 10-16
Figura 10-17
Figura 10-18
10 Condições de Laminados
10.2.4 Dano de Laminados – Formaçãode Halo (‘‘Haloing’’) e Delaminação de Bordas
10-9IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• A penetração de formação de halo ou delaminação debordas reduz o espaçamento de bordas em mais de 50%do especificado ou 2,5 mm [0,0984 pol.], se nenhum forespecificado.
Figura 10-19
10 Condições de Laminados
10.2.4 Dano de Laminados – Formação deHalo (‘‘Haloing’’) e Delaminação de Bordas (cont.)
10-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Não existe evidência de que o anel rosa afete afuncionalidade. A presença de excesso de anel rosapode ser considerada como um indicador de variaçãode processo ou design, porém não constitui causa pararejeição. A maior preocupação está na qualidade deaderência da laminação.
Figura 10-20
10 Condições de Laminados
10.2.5 Dano de Laminados – Anel Rosa (‘‘Pink Ring’’)
10-11IPC-A-610C January 2000 / Janeiro de 2000

A borda aparada do circuito impresso flexível ou da seção flexível do circuito impresso rígido-flexível deverá estar semrebarbas, lascas, delaminações, ou rasgos que excedam os permitidos pela documentação de aquisição. A borda mínimapara o condutor será especificada na documentação de aquisição.
Alvo - Classe 1,2,3
• Livre de lascas e rasgos. Borda mínima para oespaçamento do condutor mantida.
• A borda aparada do circuito impresso flexível ou daseção flexível do circuito impresso rígido-flexíval estálivre de rebarbas, lascas, delaminação e rasgos.
Figura 10-21
Figura 10-22
10 Condições de Laminados
10.3 Circuito Impresso Flexível e Rígido-Flexível
10-12 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Nenhuma lasca ou rasgo além do especificado nadocumentação de aquisição.
• Lascas e rasgos que ocorram como resultado daslingüetas de conexão para facilitar a remoção do circuitoestarão conforme o que for acordado entre o usuário e ofornecedor.
• O espaçamento da borda para o condutor da parte flexívelestá dentro dos requisitos especificados na documentaçãode aquisição.
• Lascas ou formações de halo ao longo das bordas docircuito impresso flexível, cortes, e furos não metalizados,contanto que a penetração não exceda 50% da distânciada borda para o condutor mais próximo ou 2,5 mm[0,0984 pol], o que for menor.
Aceitável - Conforme acordado entre o usuário e ofornecedor
• Quando as lascas e rasgos ocorrerem como resultadodas lingüetas de conexão para facilitar a remoção docircuito, a extensão dessas imperfeições não excedemos requisitos acordados entre o usuário e o fornecedor.
Defeito - Classe 1,2,3
• Lascas, rasgos, formação de halo ou imperfeições commais de 50% de distância da borda para o condutormais próximo ou 2,5 mm [0,0984 pol], o que for menor,ou excedendo o valor especificado na documentação deaquisição.
• O espaçamento da borda para o condutor não observa osrequisitos especificados.
Figura 10-23
Figura 10-241. Lasca2. Rasgo
1 2
10 Condições de Laminados
10.3 Circuito Impresso Flexível e Rígido-Flexível (cont.)
10-13IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Leve descoloração
Nota: A descoloração da máscara de solda devido à remoção/reparo de componentes é aceitável.
Defeito - Classe 1,2,3
• A máscara de solda não observa os itens 9.2, 9.2.1,9.2.2, ou 9.2.3.
Figura 10-25
10 Condições de Laminados
10.4 Descoloração da Máscara de Solda
10-14 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• As queimas que danificam a superfície ou o conjunto demaneira física.
Figura 10-26
Figura 10-27
Figura 10-28
10 Condições de Laminados
10.5 Queimas
10-15IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O encurvamento e a torção não causam dano duranteas operações de montagem após a solda ou uso final.Considerar a ‘‘Forma, Adequação e Função’’ econfiabilidade do produto.
Defeito - Classe 1,2,3
• O encurvamento e torção causam dano durante asoperações de montagem após a solda ou uso final.
Nota: O encurvamento e a torção após a soldagam nãodeverão exceder 1,5% para aplicações de circuito impressocom furo passante e 0,75% para as aplicações de circuitoimpresso de montagem em superfície (Ver o IPC-TM-650,2.4.22).
2 1
1
2
3
AB
C
Figura 10-291. Encurvamento2. Pontos A, B , e C estão tocando a base3. Torção
10 Condições de Laminados
10.6 Encurvamento e Torção
10-16 IPC-A-610CJanuary 2000 / Janeiro de 2000

O IPC-6012 fornece os requisitos para redução da largura e espessura do condutor.
Imperfeições do Conductor – A geometria física de um condutor é definida pela sua largura x espessura x comprimento.Qualquer combinação de defeitos não reduz a área transversal equivalente (largura x espessura) do condutor em mais de20% do valor mínimo (espessura mínima x largura mínima) para a Classe 2 e 3, e 30% do valor mínimo para a Classe 1.
Redução da Largura do Condutor – A redução permissível da largura do condutor (especificada ou derivada) devido adefeitos isolados (ex., aspereza das bordas, lascas, furos e arranhões) não exceda 20% da largura do condutor para aClasse 2 e 3, e 30% da largura do condutor para a Classe 1.
Defeito - Classe 1
• Redução da largura dos condutores impressos em maisde 30%.
• Redução da largura ou comprimento das ilhas em maisde 30%.
Defeito - Classe 2,3
• Redução na largura dos condutores impressos em maisde 20%.
• Redução da largura ou comprimento das ilhas em maisde 20%.
1
0
1 DIV. = 10%
Figura 10-30
10 Condições de Laminados
10.7 Dano ao Condutor/Ilha
10-17IPC-A-610C January 2000 / Janeiro de 2000
10.7.1 Dano ao Condutor/Ilha –Redução na Área Transversal

Quando a borda exterior inferior das áreas de ilhas são levantadas ou separadas acima da espessura (altura) da ilha.
Alvo - Classe 1,2,3
• Nenhuma separação entre o condutor, a região de contatoou a ilha e a superfície de laminado.
Indicador de Processo - Classe 1,2,3
• A separação entre a borda externa do condutor, regiãode contato ou ilha e a superfície de laminado é inferior àespessura de uma região de contato.
Nota: A(s) área(s) da ilha levantada(s) e/ou separada(s)é geralmente o resultado de um processo de soldagemque requer investigação imediata para determinar a raíz doproblema. Deve-se envidar todos os esforços possíveis paraeliminar e/ou prevenir esta condição.
Figura 10-31
Figura 10-32
10 Condições de Laminados
10.7.2 Dano ao Condutor/Ilha –Regiões de Contato/Ilhas Levantadas
10-18 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• A separação entre o condutor, região de contato ou ilha ea superfície de laminado é maior que a espessura de umaregião de contato.
Figura 10-33
Figura 10-34
Figura 10-35
10 Condições de Laminados
10.7.2 Dano ao Condutor/Ilha –Regiões de Contato/Ilhas Levantadas (cont.)
10-19IPC-A-610C January 2000 / Janeiro de 2000

Esta página foi intencionalmente deixada em branco
10 Condições de Laminados
10-20 IPC-A-610CJanuary 2000 / Janeiro de 2000

A fiação discreta se refere a um substrato ou base sobre osquais as técnicas de fiação discreta são usadas para obterinterconexões eletrônicas. Um critério visual separado paracada tipo é apresentado nesta seção.
Guia para Aceitabilidade de Fiação Discreta
A rota e término de fios discretos para formar conexõeselétricas de ponto a ponto através do uso de máquinasou ferramentas especiais podem ser empregados parasubstituir ou complementar condutores impressosem montagens eletrônicas. A aplicação pode ser emconfigurações planares de duas ou três dimensões.Um resumo de várias técnicas de fiação discreta foidocumentado no Relatório Técnico IPC, o IPC-TR-474,Generalidades sobre Técnicas de Fiação Discreta. Esteassunto também é abordado pelo IPC-DW-425, Requisitosde Design e Produto Final para Painéis de Fiação Discreta,e pelo IPC-DW-426, Diretrizes para Aceitabilidade deConjuntos de Fiação Discreta.
Esta seção define o critério de aceitabilidade deinterconexões produzidas por alguns importantes processosde fiação discreta em montagens eletrônicas. As ilustraçõessão apresentadas para mostrar certas características dastécnicas. Elas estão classificadas nas seguintes categorias:
1. Conexões Semi-Permanentes2. Conexões Permanentes
Uma definição mais ampla da classificação de cada técnicade fiação discreta descrita neste documento poderá serencontrada no IPC-TR-474.
Esta seção abrange os seguintes tópicos:
11.1 Envoltura Sem Solda
11.1.1 Número de Voltas11.1.2 Espaçamento da Volta11.1.3 Caudas de Extremidade, Envoltura de Isolamento11.1.4 Sobreposição de Voltas Elevadas11.1.5 Posição de Conexão11.1.6 Orientação de Entrada do Fio11.1.7 Folga de Fio11.1.8 Metalização11.1.9 Isolamento e Terminais Danificados11.1.10 Dano ao Condutor
11.2 Fios de Ligação em Ponte
11.2.1 Seleção de Fios11.2.2 Rota dos Fios11.2.2.1 Lado dos Componentes11.2.2.2 Lado da Terminação PTH11.2.3 Fixação de fios11.2.4 Furos Passantes Metalizados11.2.4.1 Terminal no Furo11.2.4.2 PTH - Conexão Revestida11.2.4.3 PTH - Solda Sobreposta11.2.5 SMT11.2.5.1 Componentes de Chip (‘‘Chip Components’’) e de
Encapsulamento Cilíndrico11.2.5.2 Asa de Gaivota11.2.5.3 Terminal Tipo J11.2.5.4 Ilha/Região de Contato Vazia
11 Fiação Discreta
Requisitos de Aceitabilidade de Fiação Discreta
11-1IPC-A-610C January 2000 / Janeiro de 2000

Requisitos de Aceitabilidade. Esta seção estabelece o critério de aceitabilidade visual para as conexões feitas pelo método deenvoltura sem solda. Presume-se que a combinação de terminal/fio foi projetada para este tipo de conexão (IPC-DW-425).
O ajuste da envoltura do fio deverá ser validada pelo processo de verificação de ferramenta.
Presume-se também que exista um sistema de monitoração usando conexões de teste para assegurar que a combinaçãooperador/ferramenta seja capaz de produzir envolturas que satisfaçam os requisitos de força de remoção.
Dependendo do ambiente de serviço, as instruções de conexão especificarão se a conexão será convencional ou modificada.
Uma vez aplicada ao terminal, uma conexão de envoltura sem solda aceitável não deverá ser submetida a excesso de calor ouoperações mecânicas.
Não se deve tentar corrigir uma conexão defeituosa reaplicando a ferramenta de envoltura ou outras ferramentas.
As vantagens de confiabilidade e manutenção do método de envoltura sem solda são tais que nenhum reparo de umaenvoltura defeituosa por solda deverá ser feito.
As conexões defeituosas deverão ser desfeitas por meio de uma ferramenta especial (não removida do terminal) e um novo fioenrolado. Um novo fio deverá ser usado para cada reenvoltura, porém o terminal poderá ser reenvolto várias vezes.
11 Fiação Discreta
11.1 Envoltura Sem Solda
11-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Meia volta (50%) a mais do que o mínimo mostrado naTabela 11-1.
Aceitável - Classe 1,2
• O número de voltas contáveis atende os requisitos daTabela 11-1.
Aceitável - Classe 3
• O número de voltas contáveis atende os requisitos daTabela 11-1 e há uma quantidade adicional de fio comisolação envolto em contato com ao menos 3 cantos doterminal.
Tabela 11-1 Mínimo de Voltas do Fio Nu
Bitola do Fio Voltas
30 7
28 7
26 6
24 5
22 5
20 4
18 4
Nota: O número máximo de voltas do fio nu e isolado égovernado somente pela configuração de ferramenta e peloespaço disponível no terminal.
Defeito - Classe 1,2,3
• O número de voltas contáveis não está de acordo com aTabela 11-1.
012
34
56
7
Figura 11-1
11 Fiação Discreta
11.1.1 Envoltura sem Solda – Número de Voltas
11-3IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Nenhum espaço entre qualquer volta.
Aceitável - Classe 1
• Nenhum espaço acima de um diâmetro do fio.
Aceitável - Classe 2
• Nenhum espaço acima de 50% do diâmetro do fio dentrode voltas contáveis. Nenhum espaço acima de umdiâmetro de fio em qualquer outro lugar.
Aceitável - Classe 3
• Não mais do que a distância de três voltas separadas.
• Não mais do que a distância de 50% do diâmetro do fiode separação..
Defeito - Classe 1
• Qualquer espaço acima de um diâmetro do fio.
Defeito - Classe 2
• Qualquer espaço acima de meio diâmetro do fio dentrodas voltas contáveis.
Defeito - Classe 3
• Qualquer espaço acima de meio diâmetro do fio.
• Mais de três espaços de qualquer tamanho.
1 2 3 4 5 6 7
Figura 11-2
Figura 11-3
Figura 11-4
11 Fiação Discreta
11.1.2 Envoltura sem Solda – Espaçamento das Voltas
11-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2
• A cauda de extremidade não se estende além dasuperfície externa da envoltura.
• O isolamento alcança o terminal.
Alvo - Classe 3
• A cauda de extremidade não se estende além dasuperfície externa da envoltura com a envoltura deisolamento modificada (ver 11.1.1).
Aceitável - Classe 1
• A extremidade do isolamento não permite a formação decurtos para outros pinos ou fios não comuns.
• A cauda de extremidade se estende além de superfícieexterna da envoltura, porém não viola os requisitos deespaçamento mínimo entre condutores.
Aceitável - Classe 2
• A extremidade do isolamento observa os requisitos deespaçamento para outros circuitos.
• A cauda de extremidade não se estende além de 3 mm[0,12 pol.] da superfície externa da envoltura.
Aceitável - Classe 3
• A cauda de extremidade não se salienta mais do que umdiâmetro de fio a partir da superfície externa da envoltura.
• O isolamento necessita ter contato com um mínimo detrês cantos do terminal.
Indicador de Processo - Classe 3
• O isolamento não tem contato com três cantos doterminal.
Figura 11-5
1
1
2
Figura 11-61. Afastamento do isolamento2. Diâmetro do fio (visto por baixo)
11 Fiação Discreta
11.1.3 Envoltura sem Solda – Caudasde extremidade, Envoltura de isolamento
11-5IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1Defeito - Classe 2,3
• A cauda de extremidade é maior do que 3,0 mm[0,12 pol.].
Defeito - Classe 3
• A cauda de extremidade é maior do que um diâmetrode fio.
Defeito - Classe 1,2,3
• A cauda de extremidade viola o espaçamento mínimoentre condutores.
Figura 11-7
Figura 11-8
11 Fiação Discreta
11.1.3 Envoltura sem Solda – Caudas deextremidade, Envoltura de isolamento (cont.)
11-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

As voltas elevadas são comprimidas para fora da espiral, portanto não tendo mais um contato íntimo com os cantos doterminal. As voltas elevadas podem sobrepor ou ultrapassar outras voltas.
Alvo - Classe 1,2,3
• Nenhuma volta elevada.
Aceitável - Classe 1
• Voltas elevadas em qualquer lugar contanto que o totalrestante de voltas ainda mantenha contato íntimo esatisfaça o mínimo de voltas requerido.
Aceitável - Classe 2
• Não mais do que meia volta elevada dentro das voltascontáveis, qualquer quantidade em qualquer outro lugar.
Aceitável - Classe 3
• Nenhuma volta elevada dentro das voltas contáveis,qualquer quantidade em qualquer outro lugar.
Defeito - Classe 1
• O total restante de voltas que ainda estiverem tendocontato íntimo não observam os requisitos mínimos devolta.
Defeito - Classe 2
• Mais de meia volta elevada dentro das voltas contáveis.
Defeito - Classe 3
• Qualquer volta elevada dentro das voltas contáveis.
Figura 11-9
Figura 11-10
Figura 11-11
11 Fiação Discreta
11.1.4 Envoltura sem Solda – Sobreposição de Voltas Elevadas
11-7IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Todas as voltas de cada conexão no comprimento defuncionamento do terminal.
• Separação visível entre cada conexão.
Aceitável - Classe 1,2
• Voltas extras do fio nu ou quaisquer voltas de fio isolado(quer seja ou não para envoltura modificada) além daextremidade do comprimento de funcionamento doterminal.
Aceitável - Classe 1
• Voltas extras do fio nu ou quaisquer voltas do fio isoladosobrepondo uma envoltura anterior.
Aceitável - Classe 2
• As voltas do fio isolado sobrepõem apenas uma envolturaanterior.
Aceitável - Classe 3
• As envolturas podem ter um fio isolado sobrepondoa última volta de um fio não isolado.
• Nenhuma volta de fio nu ou isolado se salientandoalém de qualquer extremidade do comprimento defuncionamento.
Figura 11-12
1
2
Figura 11-131. A envoltura se estende acima do comprimento de funcionamento2. A volta do isolamento sobrepõe a envoltura anterior
11 Fiação Discreta
11.1.5 Envoltura sem Solda – Posição de Conexão
11-8 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Qualquer volta contável de fio nu além da extremidade docomprimento de funcionamento.
• Qualquer mínimo de voltas contáveis de fio nusobrepondo as voltas do fio de uma prévia conexão.
Figura 11-14
Figura 11-15
11 Fiação Discreta
11.1.5 Envoltura sem Solda – Posição de Conexão (cont.)
11-9IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O fio deve ser orientado de maneira que a força exercidaaxialmente no fio não tenderá a desenrolar a conexão, oualivie o aperto do fio nos cantos do poste do terminal.Este requisito é satisfeito quando o fio é colocado demaneira que cruze a linha de 45° conforme mostrado.
Defeito - Classe 1,2,3
• As forças externas exercidas axialmente na envoltura farãocom que a envoltura se desenrole ou afrouxe o ajuste dofio nos cantos dos postes.
45˚
1
2
Figura 11-161. Sentido das voltas2. Raio adequado
45˚
1
Figura 11-171. Sentido das voltas
11 Fiação Discreta
11.1.6 Envoltura sem Solda – Orientação de Entrada do Fio
11-10 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• A fiação deve ter folga suficiente para que não fiquepuxando ao redor dos cantos de outros postes determinais ou forme ponte e carregue outros fios.
Defeito - Classe 1,2,3
• Folga de fio insuficiente causando:
• Abrasão entre o isolamento do fio e o poste daenvoltura.
• Tensão nos fios entre o poste da envoltura causandodistorção dos postes.
• Pressão nos fios que são cruzados por um fio tenso.
Figura 11-18
1
Figura 11-191. Cruzamento de Fio
11 Fiação Discreta
11.1.7 Envoltura sem Solda – Folga do Fio
11-11IPC-A-610C January 2000 / Janeiro de 2000

Metalização
O fio de cobre usado para a envoltura sem solda é normalmente metalizado com estanho ou prata para melhorar aconfabilidade da conexão e minimizar a sua subseqüente corrosão.
Alvo - Classe 1,2,3
• Após a envoltura, o fio sem isolamento não tem cobreexposto.
Aceitável - Classe 1
• Cobre exposto.
Aceitável - Classe 1,2
• Até 50% de voltas contáveis apresentam cobre exposto.
Defeito - Classe 2
• Mais de 50% de voltas contáveis apresentam cobreexposto.
Defeito - Classe 3
• Qualquer cobre exposto (excluindo a última meia volta eextremidade de fio).
Figura 11-20
11 Fiação Discreta
11.1.8 Envoltura sem Solda – Metalização
11-12 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Após o contato inicial com o poste:
• Dano de isolamento.
• Fissuras.
• Corte ou desgaste da envoltura.
Defeito - Classe 1,2,3
• Violação espaçamento mínimo entre condutores.
Defeito - Classe 2,3
• Fissuras, cortes ou desgaste do isolamento entre osterminais da envoltura antes do contato inicial do cantodo poste.
• Violação dos requisitos de espaçamento.
1
2
3
Figura 11-211. Canto inicial2. Fissura do isolamento3. Isolamento cortado ou desgastado
Figura 11-22
1
2
Figura 11-231. Canto de contato inicial2. Isolamento dividido, etc., entre o terminal da envoltura. Condutor
fica exposto.
11 Fiação Discreta
11.1.9 Envoltura sem Solda – Isolamento e Terminais Danificados
11-13IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
A. O acabamento do fio está áspero ou polido (marcasleves de ferramenta).
B. A parte superior ou última volta danificada com aferramenta, apresentando lascas, arranhões, cortes,etc., não excedendo 25% do diâmetro do fio.
C. Dano ao terminal causado por ferramenta, tal comoaspereza, arranhões, etc.
Aceitável - Classe 1,2Defeito - Classe 3
• O metal base está exposto no terminal.
C
BA
Figura 11-24
11 Fiação Discreta
11.1.10 Envoltura sem Solda – Dano ao Condutor
11-14 IPC-A-610CJanuary 2000 / Janeiro de 2000

Esta seção estabelece o critério de aceitabilidade visual para a instalação de fios discretos usados para interconectarcomponentes onde não houver circuito impresso. O IPC-T-50 divide esses fios em duas categorias, dependendo se fazemou não parte do design original ou de uma modificação/reparo. As seguintes definições são do IPC-T-50.
Haywire – Uma conexão elétrica discreta que é adicionada a um circuito impresso para modificar o padrão básico docondutor formado no painel.
Fio de Ligação em ponte (‘‘Jumper Wire’’) – Uma conexão elétrica discreta que faz parte do design original e é usada paraligar partes do padrão básico de condutor formado num circuito impresso.
Os requisitos relativos ao tipo de fio, requisitos de rota, fixação e soldagem são os mesmos para os haywires e Fios deLigação em Ponte (‘‘Jumper Wire’’). Por questão de simplicidade, apenas o termo mais comum, Fios de Ligação em Ponte,será usado nesta seção. No entanto, esses requisitos se aplicarão a ambos os haywires e Fios de Ligação em Ponte.
Os seguintes itens são abrangidos:
• Tipo de fio
• Rota de fio
• Fixação do fio com adesivo
• Terminação de solda
Eles podem ser terminados em furos metalizados e/ou pilares de terminais, ilhas de condutores, e terminais de componentes.
Os Fios de Ligação em Ponte são considerados componentes e são cobertos de acordo com um documento de instruçõesde engenharia para rota, terminação, fixação e tipo de fio.
Mantenha os Fios de Ligação em Ponte o mais curto possível e não passe-os sobre ou embaixo de outros componentessubstituíveis. Restrições de design, tais como partes imóveis, disponibilidade e espaçamento mínimo entre condutores, devemser levados em consideração ao fazer a rota ou prender os fios. Os Fios de Ligação em Ponte com comprimento máximo de25 mm [0,984 pol.] cuja rota não passe sobre áreas condutivas e não violem os requisitos de espaço definidos podem ficarsem isolamento. Quando o isolamento for requerido para os Fios de Ligação em Ponte, deve ser compatível com orevestimento conformal.
11 Fiação Discreta
11.2 Fios de Ligação em Ponte
11-15IPC-A-610C January 2000 / Janeiro de 2000

Deve-se tomar as seguintes considerações ao fazer a seleção de fios para ligação:
1. O fio está isolado se for maior do que 25 mm [0,984 pol.] de comprimento ou ficará sujeito a curtos entre ilhas ou terminaisde componentes.
2. O fio trançado com metalização de prata não deve ser usado. Sob algumas condições, isso pode causar corrosão do fio.3. Selecione o fio de menor diâmetro que possa transportar a corrente necessária requerida.4. O isolamento do fio deverá tolerar temperaturas de solda, ter um certo grau de resistência à abrasão, ter resistência
dielétrica igual ou superior ao material de isolamento do painel.5. O fio recomendado deverá ser de cobre com isolamento sólido, metalizado de estanho-chumbo.6. As soluções químicas, pastas e cremes usados para remover os fios sólidos não degradam o fio.
11 Fiação Discreta
11.2.1 Fios de Ligação em Ponte – Seleção de Fios
11-16 IPC-A-610CJanuary 2000 / Janeiro de 2000

A menos que seja de outra maneira especificado por requisitos de alta velocidade/alta freqüência, a rota dos Fios de Ligaçãoem Ponte deve ser a mais curta possível em trechos retos para os pontos de terminação, evitando pontos de teste, Permitaque haja comprimento suficiente para a rota, remoção e conexão.
A rota de fio de ligação em conjuntos com o mesmo número de peça deve ter o mesmo padrão.
A rota deve ser documentada para cada número de identificação de peça (‘‘part number’’) e observada sem qualquer desvio.
No lado primário, não permita que os Fios de Ligação em Ponte passem sobre ou embaixo de qualquer componente. Noentanto, eles poderão passar sobre peças como as chapas térmicas de montagem, suportes e componentes que estejamfixados (‘‘bonded’’) no PWB.
No lado primário, os Fios de Ligação em Ponte podem passar sobre as ilhas de solda se houver folga suficiente para que elespossam ser afastados da ilha de solda para substituição de algum componente.
Deve-se evitar o contado com dissipadores de calor para componentes geradores de temperatura elevada.
No lado secundário, exceto pelos conectores na extremidade do painel, não passe os Fios de Ligação em Ponte pelaspegadas (‘‘footprints’’) dos componentes a menos que o layout da montagem proiba roteamento por outras áreas.
No lado secundário, não passe Fios de Ligação em Ponte sobre padrões ou vias usadas como pontos de teste.
11 Fiação Discreta
11.2.2 Fios de Ligação em Ponte – Rota dos Fios
11-17IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O fio passa pela rota mais curta.
• O fio não passa sobre ou embaixo de componentes.
• O fio não passa sobre padrões de ilhas ou vias usadascomo pontos de teste.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Folga insuficiente no fio para permitir a mudança delocal a partir de ilhas durante a substituição de algumcomponente.
Aceitável - Classe 1Defeito - Classe 2,3
• Fio passando embaixo ou por cima dos componentes
Figura 11-25
Figura 11-26
11 Fiação Discreta
11.2.2.1 Fios de Ligação em Ponte –Rota de Fios – Lado dos Componentes
11-18 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O fio não cruza a pegada (‘‘footprint’’) ou ilhas doscomponentes.
Aceitável - Classe 1,2,3
• Cruzamento inevitável da área de pegada (‘‘footprint’’) doscomponentes.
• Ilhas não cobertas com fio.
Aceitável - Classe 1,2,3
• Folga suficiente no fio para permitir a mudança de local apartir das ilhas inevitáveis durante a substituição ou testesde componentes.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• O fio cruza a pegada e ilhas dos componentes.
Figura 11-27
Figura 11-28
11 Fiação Discreta
11.2.2.2 Fios de Ligação em Ponte –Rota de Fios – Lado da Terminação PTH
11-19IPC-A-610C January 2000 / Janeiro de 2000

Os Fios de Ligação em Ponte podem ser presos ao material base (ou chapa ou hardware de montagem térmica integral) comadesivo ou fita (pontos ou tiras). Quando se usar adesivo, ele deve ser misturado e curado de acordo com as instruções dofabricante. Todos os adesivos devem ser totalmente curados antes de serem aceitos. Considere o ambiente do produto no usofinal assim como a compatibilidade do processo subseqüente ao selecionar o método de fixação adequado.
Faça a adesão no local necessário para que o filete de fixação seja suficiente para prender o fio sem excesso de derrame nasilhas ou componentes adjacentes.
A fixação não deve ser feita no componente removível ou de soquete. Quando as restrições de design forem um obstáculo, afixação deve ser discutida com o cliente.
Os Fios de Ligação em Ponte não deverão ser presos ou tocarem quaisquer peças móveis. Os fios são presos dentro do raiode cada curva para cada mudança de direção.
O adesivo/fita para fios e fixação não devem ficar protruindo pelas bordas.
Aceitável - Classe 1,2,3
• Os Fios de Ligação em Ponte estão presos a intervalosespecificados pela documentação de engenharia, ou
• Em todas as mudanças de direção para restringir omovimento do fio.
• O mais próximo possível da conexão de solda.
• O fio não está tão frouxo que possa se estender acima daaltura dos componentes adjacentes quando for apertado.
Figura 11-29
11 Fiação Discreta
11.2.3 Fios de Ligação em Ponte – Fixação de Fios
11-20 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1Defeito - Classe 2,3
• O fio está frouxo e pode se estender acima da altura doscomponentes adjacentes quando forem apertados.
• Os Fios de Ligação em Ponte não estão presos conformeespecificado.
Figura 11-30
Figura 11-31
11 Fiação Discreta
11.2.3 Fios de Ligação em Ponte – Fixação de Fios (cont.)
11-21IPC-A-610C January 2000 / Janeiro de 2000

Os Fios de Ligação em Ponte podem ser conectados por qualquer um dos métodos a seguir. No entanto, o método usadopara um determinado tipo de montagem necessita ser definido.
Esta seção tem a finalidade de mostrar práticas de fio de ligação usadas na fabricação original. Consulte o IPC-7721 paramaiores informações sobre Fios de Ligação em Ponte ao executar reparos e modificações.
Para Fios de Ligação em Ponte conectados aos componentes que não tenham terminal axial, solde o fio ao terminal docomponente com solda sobreposta. Assegure-se de que o comprimento da conexão de solda e o espaço de isolamentoobservam os requisitos de aceitabilidde mínimo/máximo.
11 Fiação Discreta
11.2.4 Fios de Ligação em Ponte –Furos Passantes Metalizados
11-22 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Os fios podem ser soldados num furo de via.
Aceitável - Classe 1,2Defeito - Classe 3
• Fio soldado no furo passante metalizado com o terminaldo componente.
Figura 11-32
Figura 11-33
11 Fiação Discreta
11.2.4.1 Fios de Ligação em Ponte – PTH – Terminal no Furo
11-23IPC-A-610C January 2000 / Janeiro de 2000

As extremidades do fio de ligação são conectadas às projeções do terminal do componente envolvendo o fio ao terminal.
Aceitável - Classe 1,2,3
• O fio está envolvendo no mínimo 90° e soldado a umterminal do componente.
• Conexão de solda aceitável na interface do fio/terminal.
• Delineação do fio evidente na solda.
• Nenhum isolamento na solda.
• Nenhum fio protruindo na terminação do componente.
Defeito - Classe 1,2,3
• O fio está envolvendo com menos de 90°.
• Existe isolamento na conexão de solda.
• A saliência da terminação de solda viola o espaçamentomínimo entre terminais.
Figura 11-34
Figura 11-35
11 Fiação Discreta
11.2.4.2 Fios de Ligação em Ponte – PTH – Conexão Revestida
11-24 IPC-A-610CJanuary 2000 / Janeiro de 2000

Para Fios de Ligação em Ponte conectados a outros componentes que não o do terminal axial, solde o fio ao terminal docomponente com solda sobreposta.
Aceitável - Classe 1,2,3
• O fio é soldado com solda sobreposta a um terminal docomponente com um mínimo de 75% de comprimento doterminal.
• O fio é soldado com solda sobreposta a uma superfície.
• Conexão de solda aceitável na interface do fio/terminal.
• Delineação do fio evidente na solda.
• Nenhum isolamento na solda.
• Nenhum fio protruindo ou se estendendo além da ilha ouacima do terminal do componente.
Defeito - Classe 1,2,3
• O fio com solda sobreposta é inferior a 75% docomprimento do chumbo.
• Existe isolamento na solda.
• O fio protruindo da ilha e/ou viola o espaçamento mínimoentre condutores.
Figura 11-36
Figura 11-37
Figura 11-38
11 Fiação Discreta
11.2.4.3 Fios de Ligação em Ponte – PTH – Solda Sobreposta
11-25IPC-A-610C January 2000 / Janeiro de 2000

Não existe adesivo nos corpos dos componentes, terminais ou ilhas. Depósitos de adesivo não obscurecem as conexões desolda.
Para todas as conexões de solda sobreposta descritas nesta seção as seguintes condições são aceitáveis:
O afastamento do isolamento (C) não permite que haja curtos nos condutores não comuns ou violem o espaçamento mínimoentre condutores. Não existe isolação de fio na solda.
Molhagem adequada do fio de ligação e terminal/região de contato.
O contorno do fio é visível na conexão de solda ou a extremidade do fio é visível.
Não existe fratura alguma na conexão da solda.
Nota: Para aplicações de alta freqüência (ex., RF), o terminal se estendendo acima do topo do componente poderia apresentarproblemas.
Alvo - Classe 1,2,3
• Posicione o fio paralelo à dimensão mais comprida daregião de contato.
• Filete de solda da mesma largura da região de contato (L).
Aceitável - Classe 1,2,3
• Comprimento mínimo da conexão de solda é 50% dalargura da ilha (L).
Defeito - Classe 1,2,3
• O comprimento da conexão da solda é inferior a 50% dalargura da ilha (L).
L
Figura 11-39
11 Fiação Discreta
11.2.5 Fios de Ligação em Ponte – SMT
11-26 IPC-A-610CJanuary 2000 / Janeiro de 2000
11.2.5.1 Fios de Ligação em Ponte – SMT – Componentesde Chip (‘‘Chip Components’’) de Encapsulamento Cilíndrico

Aceitável - Classe 1,2,3
• O mínimo comprimento da conexão de solda é 75% docomprimento (L) (da ponta para o joelho (‘‘knee’’) doterminal).
• A extremidade do fio não se estende além do topo docorpo do componente.
Nota: Os Fios de Ligação em Ponte conectados aoscomponentes com terminais como os de configuraçãocom ponta para baixo/TSOP (encapsulamento fino (‘‘thin’’),delineação pequena (‘‘small outline’’)) podem requerer umcritério especial.
Defeito - Classe 1,2,3
• Conexão de solda fraturada.
• Conexão de solda inferior a 75% de (L).
L
Figura 11-40
Figura 11-41
Figura 11-42
Figura 11-43
11 Fiação Discreta
11.2.5.2 Fios de Ligação em Ponte – SMT – Asa de Gaivota
11-27IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Conexão de solda igual a (L).
Aceitável - Classe 1,2,3
• Mínimo comprimento da conexão de solda é de 75% de(L) (altura do terminal tipo J).
• A extremidade do fio não se estende além do topo docorpo do componente.
Defeito - Classe 1,2,3
• A conexão de solda é inferior a 75% de (L).
• A extremidade do fio se estende além do corpo docomponente.
Alvo - Classe 1,2,3
• Posicione o terminal ao longo da dimensão mais compridada região de contato.
• O comprimento do terminal e filete de solda é igual a (L).
Aceitável - Classe 1,2,3
• O mínimo comprimento da conexão da solda é de 50%de (L).
Defeito - Classe 1,2,3
• O comprimento da conexão da solda é inferior a 50% de(L).
L
Figura 11-44
L
50%
Figura 11-45
11 Fiação Discreta
11.2.5.3 Fios de Ligação em Ponte – SMT – Terminal Tipo J
11-28 IPC-A-610CJanuary 2000 / Janeiro de 2000
11.2.5.4 Fios de Ligação em Ponte –SMT – Ilha/Região de Contato Vazia

Esta seção cobre os requisitos de aceitabilidade para afabricação de conjuntos pela tecnologia de montagemem superfície. Os critérios são dados, não apenas paraa montagem ou recolocação dos componentes, comotambém para a aceitabilidade de soldagem.
Nesta seção os critérios estão agrupados em cincoprincipais subseções. As primeiras três estão diretamenterelacionadas ao processo de montagem, iniciando pelosadesivos de fixação e união, seguindo para a instalação ealinhamento dos componentes, e finalmente os requisitospara as várias configurações de conexões de soldaconforme requerido. As últimas duas abrangem o critériode aceitação para várias classificações e tipos de defeitosde solda e dano dos componentes..
A dimensão (G), espessura da solda, não é uma condiçãoinspecionável. A dimensão (G) é o filete de solda a partirdo topo da região de contato até base da terminação.
Onde o critério indique um requisito de limpeza, ele sóse aplicará quando for necessário fazer a limpeza damontagem.
Os seguintes tópicos são abrangidos nesta seção:
12 Conjuntos pela Tecnologia de Montagem emSuperfície
12.1 Adesivo de Fixação
12.2 Juntas de Solda
12.2.1 Componentes de Chip (‘‘Chip Components’’) -Apenas Terminações Inferiores
12.2.1.1 Saliência Lateral (‘‘Side Overhang’’) (A)12.2.1.2 Saliência da Extremidade (‘‘Side Overhang’’) (B)12.2.1.3 Largura da Junta da Extremidade (‘‘End Joint
Width’’) (C)12.2.1.4 Comprimento da Junta (‘‘Side Joint Length’’) (D)12.2.1.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E)12.2.1.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F)12.2.1.7 Espessura da Solda (‘‘Solder Thickness’’) (G)12.2.2 Componentes de Chip - Componentes
Retangulares ou Quadrados - Terminações de 1, 3ou 5 Lados
12.2.2.1 Saliência Lateral (‘‘Side Overhang’’) (A)12.2.2.2 Saliência da Extremidade (‘‘End Overhang’’) (B)12.2.2.3 Largura da Junta da Extremidade (‘‘End Joint
Width’’) (C)12.2.2.4 Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D)12.2.2.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E)12.2.2.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F)12.2.2.7 Espessura da Solda (G)12.2.2.8 Sobreposição da Extremidade (‘‘End Overlap’’) (J)
12.2.3 Componentes com Terminação Cilíndrica12.2.3.1 Saliência Lateral (‘‘Side Overhang’’) (A)12.2.3.2 Saliência da Extremidade (‘‘End Overhang’’) (B)12.2.3.3 Largura da Junta da Extremidade (‘‘End Joint
Width’’) (C)12.2.3.4 Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D)12.2.3.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E)12.2.3.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F)12.2.3.7 Espessura da Solda (G)12.2.3.8 Sobreposição da Extremidade (‘‘End Overlap’’) (J)12.2.4 Chips Encapsulado sem Terminais (‘‘Leadless Chip
Carriers’’) com Terminações Casteladas12.2.4.1 Saliência Lateral (‘‘Side Overhang’’) (A)12.2.4.2 Saliência da Extremidade (‘‘End Overhang’’) (B)12.2.4.3 Mínima Largura da Junta da Extremidade (‘‘End
Joint Width’’) (C)12.2.4.4 Mínimo Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D)12.2.4.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E)12.2.4.6 Mínima Altura do Filete (F)12.2.4.7 Espessura da Solda (G)12.2.5 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e
Asa de Gaivota (‘‘Gull Wing’’)12.2.5.1 Saliência Lateral (‘‘Side Overhang’’) (A)12.2.5.2 Saliência de Ponta (‘‘Toe Overhang’’) (B)12.2.5.3 Mínima Largura da Junta da Extremidade (‘‘End
Joint Width’’) (C)12.2.5.4 Mínimo Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D)12.2.5.5 Máxima Altura do Filete do Calcanhar (‘‘Heel Fillet
Height’’) (E)12.2.5.6 Mínima Altura do Filete (‘‘Heel Fillet Height’’) (F)12.2.5.7 Espessura da Solda (G)12.2.6 Terminais Redondos ou Planos (Cunhados)12.2.6.1 Saliência Lateral (‘‘Side Overhang’’) (A)12.2.6.2 Saliência de Ponta (‘‘Toe Overhang’’) (B)12.2.6.3 Mínima Largura da Junta da Extremidade (‘‘End
Joint Width’’) (C)12.2.6.4 Mínimo Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D)12.2.6.5 Máxima Altura do Filete do Calcanhar (‘‘Heel Fillet
Height’’) (E)12.2.6.6 Mínima Altura do Filete do Calcanhar (‘‘Heel Fillet
Height’’) (F)12.2.6.7 Espessura da Solda (G)12.2.6.8 Mínima Altura da Junta Lateral (‘‘Side Joint
Height’’) (Q)12.2.7 Terminais Tipo J12.2.7.1 Saliência Lateral (‘‘Side Overhang’’) (A)12.2.7.2 Saliência de Ponta (‘‘Toe Overhang’’) (B)12.2.7.3 Largura da Junta da Extremidade (‘‘End Joint
Width’’) (C)
12 Conjuntos pela Tecnologia de Montagem em Superfície
Requisitos de Aceitabilidade para Conjuntospela Tecnologia de Montagem em Superfície
12-1IPC-A-610C January 2000 / Janeiro de 2000

12.2.7.4 Comprimento da Junta Lateral (‘‘Side JointLength’’) (D)
12.2.7.5 Máxima Altura do Filete (‘‘Heel Fillet Height’’) (E)12.2.7.6 Mínima Altura do Filete do Calcanhar (‘‘Heel Fillet
Height’’) (F)12.2.7.7 Mínima Espessura da Solda (G)12.2.8 Juntas de Topo/Tipo I12.2.8.1 Máxima Saliência Lateral (‘‘Side Overhang’’) (A)12.2.8.2 Máxima Saliência de Ponta (‘‘Toe Overhang’’) (B)12.2.8.3 Mínima Largura da Junta de Extremidade (‘‘End
Joint Width’’) (C)12.2.8.4 Mínimo Comprimento da Junta Lateral (‘‘Side Joint
Length’’) (D)12.2.8.5 Máxima Altura do Filete (‘‘Fillet Height’’) (E)12.2.8.6 Mínima Altura do Filete (‘‘Fillet Height’’) (F)12.2.8.7 Espessura da Solda (G)12.2.9 Terminais de Borne Plano12.2.10 Componentes de Perfil Elevado com Terminações
apenas de Fundo12.2.11 Terminais de Fita Tipo L para dentro12.2.12 Area Array/Ball Grid Array
12.3 Componentes de Chip (‘‘Chip Components’’) -Variações de Terminação
12.3.1 Terminações de Três ou Cinco Lados - MontagemLateral
12.3.2 Elementos Elétricos Depositados - MontagemInvertida
12.4 Anomalias da Soldagem SMT
12.4.1 Componente Levantado (‘‘Tombstoning’’)12.4.2 Coplanaridade12.4.3 Refusão da Pasta de Solda (‘‘Reflow of Solder
Paste’’)12.4.4 Sem Molhagem (‘‘Nonwetting’’)12.4.5 Demolhagem (‘‘Dewetting’’)12.4.6 Solda Pertubada (‘‘Disturbed Solder’’)12.4.7 Solda Fraturada (‘‘Fractured Solder’’)12.4.8 Furos/Furos de Sopro (‘‘Pin Holes/Blow Holes’’)12.4.9 Formação de Pontes (‘‘Bridging’’)12.4.10 Bolas de Solda/Partículas de Solda (‘‘Solder
Balls/Solder Fines’’)12.4.11 Teia de Solda (‘‘Solder Webbing’’)
12.5 Dano aos Componentes
12.5.1 Rachaduras e Lascas12.5.2 Metalização12.5.3 Lixiviação (‘‘Leaching’’)
12 Conjuntos pela Tecnologia de Montagem em Superfície
Requisitos de Aceitabilidade para Conjuntos pelaTecnologia de Montagem em Superfície (cont.)
12-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• Nenhum adesivo presente nas superfícies soldadas daárea de conexão
• O adesivo está centrado entre as ilhas.
Aceitável - Classe 1Indicador de Processo - Classe 2
• O material adesivo se estende da parte debaixo docomponente e é visível na área da terminação, mas alargura da junta da extremidade satisfaz os requisitosmínimos.
Defeito - Classe 3
• Os materiais de adesivo se estendem da parte debaixo docomponente ficando visíveis na área de terminação.
Figura 12-1
Figura 12-2
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.1 Adesivo de Fixação
12-3IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2
• O adesivo está presente na área de conexão da solda quereduz o contato da solda para menos de 50% da largurade terminação do componente.
Defeito - Classe 1,2,3
• As ilhas e terminação estão contaminadas com adesivo,sem filete de solda.
Figura 12-3
Figura 12-4
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.1 Adesivo de Fixação (cont.)
12-4 IPC-A-610CJanuary 2000 / Janeiro de 2000

Componentes de Chip discretos, encapsulamento de chips sem terminais, e outros dispositivos com terminações metalizadasapenas no lado inferior necessitam satisfazer os requisitos dimensionais e do filete solda relacionados abaixo para cadaclassificação de produto. As larguras do componente e da ilha (W) e (P) respectivamente, e a saliência de terminação descrevea condição onde a terminação menor se estende além da maior (ex., W ou P);
Tabela 12-1 Componente de Cavaco – Características Apenas das Terminações Inferiores
Característica Dim.
Máxima Saliência Lateral (‘‘Side Overhang’’) A
Máxima Saliência da Extremidade (‘‘End Overhang’’) B
Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) C
Mínimo Comprimento da Junta Lateral (‘‘Side Joint Length) D
Máxima Altura do Filete (‘‘Fillet Height’’) E
Mínima Altura do Filete (‘‘Fillet Height’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Largura da Ilha (‘‘Land Width’’) P
Comprimento da Terminação (‘‘Termination Length’’) T
Largura da terminação do componente (‘‘Component Termination Width’’) W
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2 Juntas de Solda
12-5IPC-A-610C January 2000 / Janeiro de 2000
12.2.1 Componentes de Chip (‘‘ChipComponents’’) – Apenas Terminações Inferiores

Nota: Os requisitos da saliência lateral (A) não sãoespecificados para a Classe 1,2,3.
A
X Y
Figura 12-5
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.1.1 Componentes de Chip (‘‘Chip Components’’) – ApenasTerminações Inferiores, Saliência Lateral (‘‘Side Overhang’’) (A)
12-6 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• A saliência da extremidade (B) no eixo Y não é permitida.
B
B
XY
Figura 12-6
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.1.2 Componentes de Chip (‘‘Chip Components’’) – ApenasTerminações Inferiores, Saliência da Extremidade (‘‘End Overhang’’) (B)
12-7IPC-A-610C January 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• A Largura da junta da extremidade (C) é igual à largura daterminação do componentes (W) ou largura da ilha (P), aque for menor.
Aceitável - Classe 1,2
• A mínima largura da junta da extremidade (C) é 50% dalargura da terminação do componente (W) ou 50% dalargura da ilha (P), a que for menor.
Aceitável - Classe 3
• A mínima largura da junta da extremidade (C) é 75% dalargura da terminação do componente (W) ou 75% dalargura da ilha (P), a que for menor.
Defeito - Classe 1,2
• A largura da junta da extremidade (C) é menor que 50%da largura da terminação do componente (W) ou menorque 50% da largura da ilha (P), a que for menor.
Defeito - Classe 3
• A largura da junta da extremidade (C) é menor que 75%da largura da terminação do componente (W) ou menorque 75% da largura da ilha (P), a que for menor.
C
P
W
Figura 12-7
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.1.3 Componentes de Chip (‘‘Chip Components’’) – Apenas TerminaçõesInferiores, Largura da Junta da Extremidade (‘‘End Joint Width’’) (C)
12-8 IPC-A-610CJanuary 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• O comprimento da junta lateral (D) é igual ao comprimentoda terminação do componente (T).
Aceitável - Classe 1,2,3
• Qualquer comprimento da junta lateral (D) é aceitável setodos os outros requisitos de parâmetro de junta foremobservados.
T, D D
Figura 12-8
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.1.4 Componentes de Chip (‘‘Chip Components’’) – Apenas TerminaçõesInferiores, Comprimento da Junta Lateral (‘‘Side Joint Length’’) (D)
12-9IPC-A-610C January 2000 / Janeiro de 2000

Os requisitos de máxima altura de filete (E) não são especificados para a Classe 1,2,3.
Os requisitos de altura mínima do filete (F) não sãoespecificados para a Classe 1,2,3. No entanto, umfilete com boa molhagem é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente molhado.
E F
Figura 12-9
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.1.5 Componentes de Chip (‘‘Chip Components’’) – ApenasTerminações Inferiores, Máxima Altura do Filete (‘‘Fillet Height’’) (E)
12-10 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.2.1.6 Componentes de Chip (‘‘Chip Components’’) – ApenasTerminações Inferiores, Mínima Altura do Filete (‘‘Fillet Height’’) (F)

Aceitável - Classe 1,2,3
• Um filete devidamente molhado é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente molhado.G
Figura 12-10
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.1.7 Componentes de Chip (‘‘Chip Components’’) – ApenasTerminações Inferiores, Espessura da Solda (‘‘Solder Thickness’’) (G)
12-11IPC-A-610C January 2000 / Janeiro de 2000

As juntas de solda para os componentes com terminações de configuração quadrada ou retangular necessitam observar osrequisitos dimensionais e do filete de solda listados abaixo para cada classificação de produto. Para a terminação de 1 lado,o lado soldável é a face do componente.12.2.2.1 Componentes de Chip - Componentes de Extremidades Retangulares ouQuadradas - Terminação de 1, 3 ou 5 Lados, Saliência Lateral (A)
Tabela 12-2 Componente de Chip – Características de Terminações de 1 ,3 ou 5 Lados
Característica Dim.
Máxima Saliência Lateral (‘‘Side Overhang’’) A
Máxima Saliência da Extremidade (‘‘End Overhang’’) B
Mínima Largura da Junta da Extremidade1 (‘‘End Joint Width’’) C
Mínimo Comprimento da Junta Lateral (‘‘Side Joint Length’’) D
Máxima Altura do Filete (‘‘Fillet Height’’) E
Mínima Altura do Filete (‘‘Fillet Height’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Altura da Terminação (‘‘Termination Height’’) H
Mínima Sobreposição de Extremidade (‘‘End Overlap’’) J
Largura da Ilha (‘‘Land Width’’) P
Comprimento da Terminação (‘‘Termination Length’’) T
Largura da terminação do componente (‘‘Component Termination Width’’) WNota: (C) é medido com lado mais estreito do filete de solda
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2 Componentes de Chip – Componentes de ExtremidadesRetangulares ou Quadradas – Terminação de 1, 3 ou 5 Lados
12-12 IPC-A-610CJanuary 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• Nenhuma saliência lateral.
Aceitável - Classe 1,2
• A saliência lateral (A) é menor do que ou igual a 50% dalargura da área da terminação do componente (W) ou50% da largura da ilha (P), a que for menor.
Aceitável - Classe 3
• A saliência lateral (A) é menor do que ou igual a 25% dalargura da área da terminação do componente (W) ou25% da largura da ilha (P), a que for menor.
Figura 12-11
Figura 12-121. Classe 22. Classe 3
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.1 Componentes de Chip – Componentes de Extremidades Retangulares ouQuadradas – Terminação de 1, 3 ou 5 Lados, Saliência Lateral (‘‘Side Overhang’’) (A)
12-13IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2
• A saliência lateral (A) é maior do que 50% da largura daterminação do componente (W) ou 50% da largura da ilha(P), a que for menor.
Defeito - Classe 3
• A saliência lateral (A) é maior do que 25% da largura daterminação do componente (W) ou 25% da largura da ilha(P), a que for menor.
Figura 12-13
Figura 12-14
Figura 12-15
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.1 Componentes de Chip – Componentes de Extremidades Retangulares ouQuadradas – Terminação de 1, 3 ou 5 Lados, Saliência Lateral (‘‘Side Overhang’’) (A) (cont.)
12-14 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Nenhuma saliência de extremidade.
Defeito - Classe 1,2,3
• Terminação saliente na ilha.
Figura 12-16
Figura 12-17
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.2 Componentes de Chip – Componentes de Extremidades Retangulares ouQuadradas – Terminação de 1, 3 ou 5 Lados, Saliência da Extremidade (‘‘End Overhang’’) (B)
12-15IPC-A-610C January 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• A largura da junta da extremidade é igual à largura daterminação do componente ou largura da ilha, a que formenor.
Aceitável - Classe 1,2
• A largura da junta da extremidade (C) é o mínimo de 50%da largura da terminação do componente (W) ou 50% dalargura da ilha (P), a que for menor.
Defeito - Classe 1,2,3
• Menos do mínimo aceitável da largura da junta daextremidade.
Figura 12-18
Figura 12-19
Figura 12-20
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.3 Componentes de Chip – Componentes de Extremidades Retangulares ou Quadradas –Terminação de 1, 3 ou 5 Lados, Largura da Junta da Extremidade (‘‘End Joint Width’’) (C)
12-16 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 3
• A largura da junta da extremidade (C) é o mínimo de 75%da terminação do componente (W) ou 75% da largura dailha (P), a que for menor.
Figura 12-21
Figura 12-22
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.3 Componentes de Chip – Componentes de Extremidades Retangulares ou Quadradas –Terminação de 1, 3 ou 5 Lados, Largura da Junta da Extremidade (‘‘End Joint Width’’) (C) (cont.)
12-17IPC-A-610C January 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• O comprimento da junta lateral é igual ao comprimento daterminação do componente.
Aceitável - Classe 1,2,3
• O comprimento da junta lateral não é requerido. Noentanto, um filete devidamente molhado é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente molhado.
Figura 12-23
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.4 Componentes de Chip – Componentes de Extremidades Retangulares ou Quadradas –Terminação de 1, 3 ou 5 Lados, Comprimento da Junta Lateral (‘‘Side Joint Length’’) (D)
12-18 IPC-A-610CJanuary 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• A máxima altura do filete é a espessura da solda mais aaltura da terminação do componente.
Aceitável - Classe 1,2,3
• A máxima altura do filete (E) pode se salientar da ilhaou se estender para a parte de cima da metalização dacobertura da extremidade, porém não se estende para ocorpo do componente.
Defeito - Classe 1,2,3
• O filete de solda se estende para o corpo do componente.
Figura 12-24
Figura 12-25
Figura 12-26
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.5 Componentes de Chip – Componentes de Extremidades Retangulares ouQuadradas – Terminação de 1, 3 ou 5 Lados, Máxima Altura do Filete (‘‘Fillet Height’’) (E)
12-19IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2
• Um filete devidamente molhado (‘‘wetted’’) é evidente.
Aceitável - Classe 3
• A mínima altura do filete (F) é a espessura da solda (G)mais 25% da altura da terminação (H), ou 0,5 mm [0,02pol.], a que for menor.
Defeito - Classe 1,2
• Um filete devidamente molhado (‘‘wetted’’) não estáevidente.
Defeito - Classe 3
• A mínima altura do filete (F) é menor do que a espessurada solda (G) mais 25% (H), ou a espessura da solda (G)mais 0,5 mm [0,02 pol.], a que for menor.
Defeito - Classe 1,2,3
• Solda insuficiente.
Figura 12-27
Figura 12-28
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.6 Componentes de Chip – Componentes de Extremidades Retangulares ouQuadradas – Terminação de 1, 3 ou 5 Lados, Mínima Altura do Filete (‘‘Fillet Height’’) (F)
12-20 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O filete devidamente molhado (‘‘wetted’’) é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente molhado (‘‘wetted’’).
Figura 12-29
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.7 Componentes de Chip – Componentes de Extremidades Retangularesou Quadradas – Terminação de 1, 3 ou 5 Lados, Espessura da Solda (G)
12-21IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Evidência de contato de sobreposição (J) entre aterminação do componente e a ilha é requerida.
Defeito - Classe 1,2,3
• Insuficiente sobreposição da extremidade.
Figura 12-30
Figura 12-31
Figura 12-32
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.2.8 Componentes de Chip – Componentes de Extremidades Retangulares ouQuadradas – Terminação de 1, 3 ou 5 Lados, Sobreposição da Extremidade (‘‘End Overlap’’) (J)
12-22 IPC-A-610CJanuary 2000 / Janeiro de 2000

As juntas de solda para componentes com terminações cilíndricas devem observar os requisitos dimensionais e de filete desolda para cada classificação de produto..
Tabela 12-3 Características da Terminação Cilíndrica do Componente Característica Dim
Característica Dim.
Máxima Saliência Lateral (‘‘Side Overhang’’) A
Máxima Saliência da Extremidade (‘‘End Overhang’’) B
Mínima Largura da Junta da Extremidade1 (‘‘End Joint Width’’) C
Mínimo Comprimento da Junta Lateral2 (‘‘Side Joint Length’’) D
Máxima Altura do Filete (‘‘Fillet Height’’) E
Mínima Altura do Filete (extremidade e lado) (‘‘Fillet Height (end and side)’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Mínima Sobreposição de Extremidade (‘‘End Overlap’’) J
Largura da ilha (‘‘Land Width’’) P
Comprimento da Ilha (‘‘Land Length’’) S
Comprimento da Terminação/Metalização (‘‘Termination/Plating Length’’) T
Diâmetro do componente WNota 1. (C) é medido a partir do lado mais estreito do filete de soldaNota 2. Não se aplica aos componentes com terminações apenas nas extremidades.
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3 Componentes com Terminação Cilíndrica
12-23IPC-A-610C January 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• Nenhuma saliência lateral.
Aceitável - Classe 1,2,3
• A saliência lateral (A) é inferior a 25% do diâmetro dalargura do componente (W) ou da largura da ilha (P), a quefor menor.
Defeito - Classe 1,2,3
• A saliência lateral (A) é maior do que 25% do diâmetro docomponente (W) ou da largura da ilha (P), a que for menor.
Figura 12-33
A
X
W
P
Y
Figura 12-34
Figura 12-35
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.1 Componentes com TerminaçãoCilíndrica, Saliência Lateral (‘‘Side Overhang’’) (A)
12-24 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Nenhuma saliência de extremidade (B).
Defeito - Classe 1,2,3
• Qualquer saliência da extremidade (B).
B
Figura 12-36
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.2 Componentes com Terminação Cilíndrica,Saliência da Extremidade (‘‘End Overhang’’) (B)
12-25IPC-A-610C January 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• A largura da junta da extremidade é igual ou maior doque o diâmetro do componente (W) ou a largura da ilha(P), a que for menor.
Aceitável - Classe 1
• A junta de solda da extremidade mostra um filetedevidamente ‘‘molhado.’’
Aceitável - Classe 2,3
• A largura da junta da extremidade (C) é o mínimo de50% diâmetro do componente (W) ou da largura da ilha(P), a que for menor.
Defeito - Classe 1
• A junta de solda da extremidade não mostra um filetedevidamente ‘‘molhado.’’
Defeito - Classe 2,3
• A largura da junta da extremidade (C) é inferior a 50%do diâmetro do componente (W), ou da largura da ilha (P),a que for menor.
C
P
W
Figura 12-37
Figura 12-38
Figura 12-39
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.3 Componentes com Terminação Cilíndrica,Largura da Junta da Extremidade (‘‘End Joint Width’’) (C)
12-26 IPC-A-610CJanuary 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• O comprimento da junta lateral (D) é igual ao comprimentoda terminação do componente (T) ou comprimento da ilha(S) o que for menor.
Aceitável - Classe 1
• O comprimento da junta lateral (D) mostra um filetedevidamente ‘‘molhado.’’
Aceitável - Classe 2
• O comprimento da junta lateral (D) é o mínimo de 50%do comprimento da terminação do componente (T) ou ocomprimento da ilha (S) o que for menor.
Aceitável - Classe 3
• O comprimento da junta lateral (D) é o mínimo de 75%do comprimento da terminação do componente (T) oudo comprimento da ilha (S) o que for menor.
Defeito - Classe 1
• O comprimento da junta lateral (D) não mostra um filetedevidamente ‘‘molhado.’’
Defeito - Classe 2
• O comprimento da junta lateral (D) é inferior a 50% docomprimento da terminação do componente (T) ou docomprimento da ilha (S) o que for menor.
Defeito - Classe 3
• O comprimento da junta lateral (D) é inferior a 75% docomprimento da terminação do componente (T) ou docomprimento da ilha (S) o que for menor.
T
DS
Figura 12-40
Figura 12-41
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.4 Componentes com Terminação Cilíndrica,Comprimento da Junta Lateral (‘‘Side Joint Length’’) (D)
12-27IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• A máxima altura do filete (E) pode se salientar da ilhaou se estender para a parte de cima da metalização dacobertura da extremidade, porém não se estende para ocorpo do componente
Defeito - Classe 1,2,3
• O filete de solda se estende para o corpo do componente.
E
Figura 12-42
Figura 12-43
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.5 Componentes com TerminaçãoCilíndrica, Máxima Altura do Filete (‘‘Fillet Height’’) (E)
12-28 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2
• A mínima altura do filete (F) mostra a devida‘‘molhabilidade.’’
Aceitável - Classe 3
• A mínima altura do filete (F) é a espessura da solda (G)mais 25% do diâmetro (W) da cobertura de extremidadedo componente ou 1,0 mm [0,039 pol.], a que for menor.
Defeito - Classe 1,2,3
• A mínima altura do filete (F) não mostra a devida‘‘molhabilidade.’’
Defeito - Classe 3
• A mínima altura do filete (F) é inferior à espessura dasolda (G) mais 25% do diâmetro (W) da cobertura daextremidade do componente ou 1,0 mm [0,039 pol.],a que for menor.
W
GF
Figura 12-44
G
F
Figura 12-45
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.6 Componentes com TerminaçãoCilíndrica, Mínima Altura do Filete (‘‘Fillet Height’’) (F)
12-29IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O filete devidamente ‘‘molhado’’ é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente ‘‘molhado.’’
G
Figura 12-46
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.7 Componentes com TerminaçãoCilíndrica, Espessura da Solda (G)
12-30 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1
• Filete devidamente ‘‘molhado’’ é evidente.
Aceitável - Classe 2
• A sobreposição da extremidade (J) entre a terminação docomponente e a ilha é no mínimo 50% o comprimento daterminação do componente (T).
Aceitável - Classe 3
• A sobreposição da extremidade (J) entre a terminação docomponente e a ilha é no mínimo75% do comprimento daterminação do componente (T).
Defeito - Classe 1,2,3
• A área de terminação do componente e a ilha não estãosobrepostas.
Defeito - Classe 2
• A sobreposição da extremidade (J) é inferior a 50% docomprimento da terminação do componente.
Defeito - Classe 3
• A sobreposição da extremidade (J) é inferior a 75% docomprimento da terminação do componente.
J
T
Figura 12-47
Figura 12-48
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.3.8 Componentes com Terminação Cilíndrica,Sobreposição da Extremidade (‘‘End Overlap’’) (J)
12-31IPC-A-610C January 2000 / Janeiro de 2000

As juntas formadas em terminações casteladas dos encapsulamentos de chip sem terminais deverão observar os requisitos dedimensão e filete de solda indicados abaixo para cada classificação de produto.
Tabela 12-4 Características dos Encapsulamentos de Chip sem Terminais
Característica Dim.
Saliência Lateral (‘‘Side Overhang’’) A
Saliência da Extremidade (‘‘End Overhang’’) B
Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) C
Mínimo Comprimento da Junta Lateral (‘‘Side Joint Length’’) D
Máxima Altura do Filete (‘‘Fillet Height’’) E
Mínima Altura do Filete (‘‘Fillet Height’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Altura da Castelação (‘‘Castellation Height’’) H
Comprimento da ilha externa ao chip encapsulado S
Largura da Castelação (‘‘Castellation Width’’) W
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.4 Chip Encapsulado sem Terminais (‘‘LeadlessChip Carriers’’) com Terminações Casteladas
12-32 IPC-A-610CJanuary 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• Nenhuma saliência lateral.
Aceitável - Classe 1,2
• Máxima Saliência Lateral (A) é de 50% da largura dacastelação (W).
Aceitável - Classe 3
• Máxima Saliência Lateral (A) é de 25% da largura dacastelação (W).
Defeito - Classe 1,2
• Saliência Lateral (A) excede 50% da largura da castelação(W).
Defeito - Classe 3
• Saliência Lateral (A) excede 25% da largura da castelação(W).
1
2
Figura 12-491. Encapsulamento de chip sem terminal2. Castelações (Terminações)
AA
H
W
A
Figura 12-50
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.4.1 Chip Encapsulado sem Terminais (‘‘Leadless Chip Carriers’’)com Terminações Casteladas, Saliência Lateral (‘‘Side Overhang’’) (A)
12-33IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Qualquer saliência da extremidade (B).
B
Figura 12-51
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.4.2 Chip Encapsulado sem Terminais (‘‘Leadless Chip Carriers’’) comTerminações Casteladas, Saliência da Extremidade (‘‘End Overhang’’) (B)
12-34 IPC-A-610CJanuary 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• A largura da junta da extremidade (C) é igual à largura dacastelação (W).
Aceitável - Classe 1,2
• A mínima largura da junta da extremidade (C) é 50% dalargura da castelação (W).
Aceitável - Classe 3
• A mínima largura da junta da extremidade (C) é 75% dalargura da castelação (W).
Defeito - Classe 1,2
• A largura da junta da extremidade (C) é inferior a 50% dalargura da castelação (W).
Defeito - Classe 3
• A largura da junta da extremidade (C) é inferior a 75% dalargura da castelação (W).
C
W
Figura 12-52
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.4.3 Chip Encapsulado sem Terminais (‘‘Leadless Chip Carriers’’) com TerminaçõesCasteladas, Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) (C)
12-35IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1
• Um filete devidamente ‘‘molhado’’ é evidente.
Aceitável - Classe 2,3
• Mínimo comprimento da Junta Lateral (D) é 50% da AlturaMínima do Filete (F) ou Comprimento da Ilha externa aoencapsulamento (S), a que for menor.
Defeito - Classe 1
• Um filete devidamente molhado não está evidente.
Defeito - Classe 2,3
• O comprimento mínimo da junta lateral (D) é inferior a50% da altura mínima do filete (F) ou comprimento da ilhaexterna do encapsulamento (S), a que for menor.
D
F S
Figura 12-53
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.4.4 Chip Encapsulado sem Terminais (‘‘Leadless Chip Carriers’’) com TerminaçõesCasteladas, Mínimo Comprimento da Junta Lateral (‘‘Side Joint Length’’) (D)
12-36 IPC-A-610CJanuary 2000 / Janeiro de 2000

Os requisitos de máxima altura do filete (E) não são especificados para a Classe 1,2,3
Aceitável - Classe 1
• Um filete devidamente ‘‘molhado’’ é evidente.
Aceitável - Classe 2,3
• A mínima altura do filete (F) é a espessura da solda (G)(não mostrado) mais 25% da altura da castelação (H).
Defeito - Classe 1
• Um filete devidamente ‘‘molhado’’ não é evidente.
Defeito - Classe 2,3
• A mínima altura do filete (F) é menor que a espessurada solda (G) (não mostrado) mais 25% da altura dacastelação (H).
F
H
Figura 12-54
Figura 12-55
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.4.5 Chip Encapsulado sem Terminais (‘‘Leadless Chip Carriers’’)com Terminaçóes Casteladas, Máxima Altura do Filete (‘‘Fillet Height’’) (E)
12-37IPC-A-610C January 2000 / Janeiro de 2000
12.2.4.6 Chip Encapsulado sem Terminais (‘‘Leadless Chip Carriers’’)com Terminações Casteladas, Mínima Altura do Filete (‘‘Fillet Height’’) (F)

Aceitável - Classe 1,2,3
• Um filete devidamente ‘‘molhado’’ é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente ‘‘molhado.’’
G
Figura 12-56
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.4.7 Chip Encapsulado sem Terminais (‘‘Leadless ChipCarriers’’) com Terminações Casteladas, Espessura da Solda (G)
12-38 IPC-A-610CJanuary 2000 / Janeiro de 2000

Tabela 12-5 Terminais de Fita Plana, L, e Asa de Gaivota
Característica Dim.
Máxima Saliência Lateral (‘‘Side Overhang’’) A
Máxima Saliência de Ponta (‘‘Toe Overhang’’) B
Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) C
Mínimo Comprimento da Junta Lateral (‘‘Side Joint Length’’) D
Máxima altura do filete do ‘‘calcanhar’’ (‘‘Heel Fillet Height’’) E
Mínima altura do filete do ‘‘calcanhar’’ (‘‘Heel Fillet Height’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Espessura do terminal (‘‘Lead Thickness’’) T
Largura do terminal (‘‘Lead Width’’) W
Condição Alvo - Classe 1,2,3
• Nenhuma saliência lateral.
Figura 12-57
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’),Tipo L e Asa de Gaivota (‘‘Gull Wing’’)
12-39IPC-A-610C January 2000 / Janeiro de 2000
12.2.5.1 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asade Gaivota (‘‘Gull Wing’’), Saliência Lateral (‘‘Side Overhang’’) (A)

Aceitável - Classe 1,2
• Máxima Saliência (A) não é maior do que 50% daespessura do terminal (W) ou 0,5 mm [0,02 pol.], aque for menor.
Figura 12-58
Figura 12-59
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.1 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa deGaivota (‘‘Gull Wing’’), Saliência Lateral (‘‘Side Overhang’’) (A) (cont.)
12-40 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 3
• Máxima Saliência (A) não é maior do que 25% daespessura do terminal (W) ou 0,5 mm [0,02 pol.], aque for menor.
Figura 12-60
Figura 12-61
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.1 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa deGaivota (‘‘Gull Wing’’), Saliência Lateral (‘‘Side Overhang’’) (A) (cont.)
12-41IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2
• Saliência Lateral (A) é maior do que 50% da espessura doterminal (W) ou 0,5 mm [0,02 pol.], a que for menor.
Defeito - Classe 3
• Saliência Lateral (A) é maior do que 25% da espessura doterminal (W) ou 0,5 mm [0,02 pol.], a que for menor.
Figura 12-62
Figura 12-63
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.1 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa deGaivota (‘‘Gull Wing’’), Saliência Lateral (‘‘Side Overhang’’) (A) (cont.)
12-42 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• A saliência de ponta não viola o espaçamento mínimoentre terminais ou os requisitos mínimos de filete‘‘calcanhar’’ (‘‘heel’’) do terminal.
Defeito - Classe 1,2,3
• A saliência de ponta viola o espaçamento mínimo entrecondutores.
Figura 12-64
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.2 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asade Gaivota (‘‘Gull Wing’’), A Saliência de Ponta (‘‘Toe Overhang’’) (B)
12-43IPC-A-610C January 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• A largura da junta da extremidade é igual a ou maior doque a espessura do terminal.
Aceitável - Classe 1,2
• A mínima largura da junta da extremidade (C) é 50% daespessura do terminal (W).
Figura 12-65
Figura 12-66
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.3 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota (‘‘GullWing’’) – Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) (C)
12-44 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 3
• A mínima largura da junta da extremidade (C) é 75% daespessura do terminal (W).
Defeito - Classe 1,2
• A mínima largura da junta da extremidade (C) é menos de50% da espessura do terminal (W).
Defeito - Classe 3
• A mínima largura da junta da extremidade (C) é menos de75% da espessura do terminal (W).
Figura 12-67
Figura 12-68
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.3 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota (‘‘GullWing’’) – Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) (C) (cont.)
12-45IPC-A-610C January 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• Evidência de filete devidamente molhado ao longo de todoo comprimento do terminal.
Aceitável - Classe 1
• Mínimo comprimento da junta lateral (D) é igual àespessura do terminal (W) ou 0,5 mm [0,02 pol.], a quefor menor.
Aceitável - Classe 2,3
• Mínimo comprimento da junta lateral (D) é igual àespessura do terminal (W).
• Quando o comprimento do terminal (L) (conformemedido a partir da ponto para o meio ponto do raiode envergadura do calcanhar) for menor do que (W), omínimo comprimento da junta lateral (D) é de pelo menos75% do comprimento do terminal (L).
Defeito - Classe 1
• Mínimo comprimento da junta lateral (D) é menor do quea espessura do terminal (W) ou 0,5 mm [0,02 pol.], o quefor menor.
Defeito - Classe 2,3
• O comprimento da junta lateral (D) é menor do que aespessura do terminal (W) ou 75% do comprimento doterminal (L), o que for menor.
Figura 12-69
Figura 12-70
Figura 12-71
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.4 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota(‘‘Gull Wing’’) – Mínimo Comprimento da Junta Lateral (‘‘Side Joint Length’’) (D)
12-46 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O filete do calcanhar se estende acima da espessura doterminal, porém não enche a envergadura superior doterminal.
Aceitável - Classe 1,2,3
• Para os dispositivos com alta configuração de terminais(terminais saindo da metade superior do corpo, ex., QFPs,SOLs, etc.), a solda pode se estender, porém não deverátocar o corpo ou selante da extremidade doencapsulamento.
Figura 12-72
Figura 12-73
Figura 12-74
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.5 Terminal Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota(‘‘Gull Wing’’), Máxima Altura do Filete do Calcanhar (‘‘Heel Fillet Height’’) (E)
12-47IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Para os dispositivos com baixa configuração de terminais(terminais saindo da ou próximos à parte inferior doencapsulamento, ex., SOICs, SOTs, etc.) a solda pode seestender para o encapsulamento ou embaixo do corpo.
Defeito - Classe 2,3
• A solda toca o corpo ou selante da extremidade doscomponentes de alta configuração de terminais.
Aceitável - Classe 1,2,3
• No caso de uma configuração de ponta para baixo (‘‘toe down’’) (não mostrado), a mínima altura do filete do ‘‘calcanhar’’ (F)se estendo pelo menos até a metade da envergadura do terminal externo.
Defeito - Classe 1,2,3
• No caso de uma configuração de ponta para baixo, a mínima altura do filete do ‘‘calcanhar’’ (F) não se estende pelo menosaté a metade da envergadura do terminal externo.
Figura 12-75
Figura 12-76
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.5 Terminais Tipo de Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota(‘‘Gull Wind’’), Máxima Altura do Filete do Calcanhar (‘‘Heel Fillet Height’’) (E) (cont.)
12-48 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.2.5.6 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota(‘‘Gull Wind’’), Mínima Altura do Filete do Calcanhar (‘‘Heel Fillet Height’’) (F)

Aceitável - Classe 1
• Um filete devidamente molhado é evidente.
Aceitável - Classe 2
• Mínima altura do filete do ‘‘calcanhar’’ (F) é igual àespessura da solda (G) mais 50% da espessura doterminal (T) no lado da conexão.
Aceitável - Classe 3
• Mínima altura do filete do ‘‘calcanhar’’ (F) é igual àespessurada solda (G) mais a espessura do terminal (T) no lado daconexão.
Figura 12-77
Figura 12-78
Figura 12-79
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.6 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota(‘‘Gull Wind’’), Mínima Altura do Filete Cancanhar (‘‘Heel Fillet Height’’) (F) (cont.)
12-49IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1
• Um filete devidamente molhado não é evidente.
Defeito - Classe 2
• Mínima altura do filete do ‘‘calcanhar’’ (F) é menos quea espessura da solda (G) mais 50% da espessura doterminal (T) no lado da conexão.
Defeito - Classe 3
• Mínima altura do filete do ‘‘calcanhar’’ (F) é menor quea espessura da solda (G) mais a espessura do terminal(T) no lado da conexão.
Aceitável - Classe 1,2,3
• Um filete devidamente molhado é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente molhado.
Figura 12-80
Figura 12-81
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.5.6 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), Tipo L e Asa de Gaivota(‘‘Gull Wind’’), Mínima Altura do filete do Calcanhar (‘‘Heel Fillet Height’’) (F) (cont.)
12-50 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.2.5.7 Terminais Tipo Fita Plana (‘‘Flat Ribbon’’), TipoL e Asa de Gaivota (‘‘Gull Wind’’), Espessura da Solda (G)

Tabela 12-6 Características dos Terminais Redondos ou Planos
Característica Dim.
Máxima Saliência Lateral (‘‘Side Overhang’’) A
Máxima Saliência de ponta (‘‘Toe Overhang) B
Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) C
Mínimo comprimento da Junta Lateral (‘‘Side Joint Length’’) D
Máxima altura do filete ‘‘calcanhar’’ (‘‘Heel Fillet Height’’) E
Mínima altura do filete ‘‘calcanhar’’ (‘‘Heel Fillet Height’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Mínima altura da junta lateral (‘‘Side Joint Height’’) Q
Espessura do terminal na lateral da junta (‘‘Thickness of Lead at Joint Side’’) T
Largura do terminal plano/diâmetro do terminal redondo W
Condição Alvo - Classe 1,2,3
• Nenhuma saliência lateral.
Aceitável - Classe 1,2
• Saliência Lateral (A) não é maior do que 50% da largura/diâmetro do terminal (W).
Aceitável - Classe 3
• Saliência Lateral (A) não é maior do que 25% da largura/diâmetro do terminal (W).
Defeito - Classe 1,2
• Saliência Lateral (A) é maior do que 50% da largura/diâmetro do terminal (W).
Defeito - Classe 3
• Saliência Lateral (A) é maior do que 25% da largura/diâmetro do terminal (W).
WW
AA
Figura 12-82
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.6 Terminais Redondos ou Planos (Cunhados)
12-51IPC-A-610C January 2000 / Janeiro de 2000
12.2.6.1 Terminais Redondos ou Planos(Cunhados), Saliência Lateral (‘‘Side Overhang’’) (A)

Aceitável - Classe 1,2,3
• A saliência de ponta (B) não é especificada.
• Não viola o espaçamento mínimo entre condutores.
Defeito - Classe 1,2,3
• A saliência de ponta viola o espaçamento mínimo entrecondutores.
Condição Alvo - Classe 1,2,3
• A largura da junta da extremidade (C) é igual à ou maiordo que a largura/diâmetro do terminal (W).
Aceitável - Classe 1,2
• Filete devidamente ‘‘molhado’’ é evidente.
Aceitável - Classe 3
• A largura da junta da extremidade (C) é no mínimo 75%da largura/diâmetro do terminal (W).
Defeito - Classe 1,2
• Nenhuma evidência de filete devidamente ‘‘molhado.’’
Defeito - Classe 3
• A mínima largura da junta da extremidade (C) é menos de75% da largura/diâmetro do terminal (W).
B
Figura 12-83
C C
W
W
Figura 12-84
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.6.2 Terminais Redondos ou Planos(Cunhados), Saliência de Ponta (‘‘Toe Overhang’’) (B)
12-52 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.2.6.3 Terminais Redondos ou Planos (Cunhados), A MínimaLargura da Junta da Extremidade (‘‘End Joint Width’’) (C)

Aceitável - Classe 1,2
• O comprimento da junta lateral (D) é igual à largura/diâmetro do terminal (W).
Aceitável - Classe 3
• O mínimo comprimento da junta lateral (D) é igual a 150%da largura/diâmetro do terminal (W).
Defeito - Classe 1,2
• O comprimento da junta lateral (D) é menor do que alargura/diâmetro do terminal (W).
Defeito - Classe 3
• O mínimo comprimento da junta lateral (D) é menor doque 150% da largura/diâmetro do terminal (W).
DD
Figura 12-85
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.6.4 Terminais Redondos ou Planos (Cunhados), MínimoComprimento da Junta Lateral (‘‘Side Joint Length’’) (D)
12-53IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• A solda não toca o corpo do encapsulamento com altaconfiguração de terminais.
Nota: Algumas configurações de terminais, devido umaquestão de design, têm mais tendência para causarascensão da solda, especialmente nos processos desoldagem por onda. Os inspetores deverão considerar ascaracteristicas da soldagem normal quando determinarem aaceitação.
Defeito - Classe 1
• O filete devidamente ‘‘molhado’’ não é evidente.
Defeito - Classe 2,3
• A solda toca no encapsulamento ou selo da extremidadeexceto nos dispositivos com baixa configuração determinais.
Defeito - Classe 1,2,3
• A solda é excessiva de modo que o espaçamento mínimoentre condutores é violado.
E E
Figura 12-86
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.6.5 Terminais Redondos ou Planos (Cunhados),Máxima Altura do Filete do ‘‘Calcanhar’’ (‘‘Heel Fillet Height’’) (E)
12-54 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• No caso de uma configuração de ponta para baixo (não mostrado), a mínima altura do filete do ‘‘calcanhar’’ (F) se estendepelo menos até a metade da envergadura do terminal externo.
Defeito - Classe 1,2,3
• No caso de uma configuração de ponta para baixo, a mínima altura do filete do ‘‘calcanhar’’ (F) não se estende até pelomenos a metade da envergadura do terminal externo.
Aceitável - Classe 1
• O filete devidamente ‘‘molhado’’ é evidente.
Aceitável - Classe 2
• A mínima altura do filete do ‘‘calcanhar’’ (F) é igual àespessura da solda (G) mais 50% da espessura doterminal no lado da junta (T).
Aceitável - Classe 3
• A mínima altura do filete do ‘‘calcanhar’’ (F) é igual àespessura da solda (G) mais a espessura do terminal nolado da junta (T).
Defeito - Classe 1
• O filete devidamente ‘‘molhado’’ não é evidente.
Defeito - Classe 2
• A mínima altura do filete do ‘‘calcanhar’’ (F) é menor doque a espessura da solda (G) mais 50% da espessura doterminal do lado da junta (T).
Defeito - Classe 3
• A mínima altura do filete do ‘‘calcanhar’’ (F) é menordo que a espessura da solda (G) mais a espessura doterminal no lado da junta (T).
E T
G F
Figura 12-87
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.6.6 Terminais Redondos ou Planos (Cunhados),Mínima Altura do Filete do Calcanhar (‘‘Heel Fillet Height’’) (F)
12-55IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Um filete devidamente ‘‘molhado’’ é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente ‘‘molhado.’’
Aceitável - Classe 1
• O filete devidamente ‘‘molhado’’ é evidente.
Aceitável - Classe 2,3
• A mínima altura da junta lateral (Q) é igual à ou maior doque espessura da solda (G) mais 50% do diâmetro (W) doterminal redondo ou 50% da espessura do terminal nolado da junta (T) para terminal cunhado.
Defeito - Classe 1
• O filete devidamente ‘‘molhado’’ não é evidente.
Defeito - Classe 2,3
• A mínima altura da junta lateral (Q) é menor do que aespessura da solda (G) mais 50% do diâmetro (W) doterminal redondo ou 50% da espessura do terminal nolado da junta (t) para terminal cunhado.
GG
Figura 12-88
G
W
QG
T
Q
Figura 12-89
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.6.7 Terminais Redondos ou Planos(Cunhados), Espessura da Solda (G)
12-56 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.2.6.8 Terminais Redondos ou Planos (Cunhados),Mínima Altura da Junta Lateral (‘‘Side Joint Height’’) (Q)

As juntas formadas para terminais em formato de J no lado da junta deverão observar os requisitos de dimensão e fileterelacionados abaixo para cada classificação de produto.
Tabela 12-7 Características de Terminais Tipo J
Característica Dim.
Máxima Saliência Lateral (‘‘Side Overhang’’) A
Máxima Saliência de ponta (‘‘Toe Overhang’’) B
Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) C
Mínimo comprimento da Junta Lateral (‘‘Side Joint Length’’) D
Máxima altura do filete (‘‘Fillet Height’’) E
Mínima altura do filete do ‘‘calcanhar’’ (‘‘Heel Fillet Height’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Espessura do terminal (‘‘Lead Thickness’’) T
Largura do terminal (‘‘Lead Width’’) W
Alvo - Classe 1,2,3
• Nenhuma saliência lateral.
Figura 12-90
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7 Terminais Tipo J
12-57IPC-A-610C January 2000 / Janeiro de 2000
12.2.7.1 Terminais Tipo J, Saliência Lateral (‘‘Side Overhang’’) (A)

Aceitável - Classe 1,2
• Saliência Lateral (A) igual a ou menor do que 50% dalargura do terminal (W).
Aceitável - Classe 3
• Saliência Lateral (A) igual a ou menor do que 25% dalargura do terminal (W).
Figura 12-91
Figura 12-92
Figura 12-93
Figura 12-94
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.1 Terminais Tipo J, SaliênciaLateral (‘‘Side Overhang’’) (A) (cont.)
12-58 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2
• Saliência Lateral excede 50% da largura do terminal (W).
Defeito - Classe 3
• Saliência Lateral excede 25% da largura do terminal (W).
Aceitável - Classe 1,2,3
• A saliência de ponta (B) é um parâmetro não especificado.
Figura 12-95
Figura 12-96
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.1 Terminais Tipo J, SaliênciaLateral (‘‘Side Overhang’’) (A) (cont.)
12-59IPC-A-610C January 2000 / Janeiro de 2000
12.2.7.2 Terminais Tipo J, A Saliênciade Ponta (‘‘Toe Overhang’’) (B)

Condição Alvo - Classe 1,2,3
• A largura da Junta da Extremidade (C) é igual à ou maiordo que a largura do terminal (W).
Aceitável - Classe 1,2
• A mínima largura da junta da extremidade (C) é 50% dalargura do terminal (W).
Aceitável - Classe 3
• A mínima largura da junta da extremidade (C) é 75% dalargura do terminal (W).
Defeito - Classe 1,2
• A mínima largura da junta da extremidade (C) é menor doque 50% da largura do terminal (W).
Defeito - Classe 3
• A mínima largura da junta da extremidade (C) é menor doque 75% da espessura do terminal (W).
Figura 12-97
Figura 12-98
Figura 12-99
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.3 Terminais Tipo J, Largura daJunta da Extremidade (‘‘End Joint Width’’) (C)
12-60 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• O comprimento da junta lateral (D) é maior do que 200%da largura do terminal (W).
Aceitável - Classe 1
• Filete devidamente ‘‘molhado.’’
Aceitável - Classe 2,3
• O comprimento da junta lateral (D) excede 150% dalargura do terminal (W).
Defeito - Classe 2,3
• O filete da junta lateral (D) é menor do que 150% dalargura do terminal (W).
Defeito - Classe 1,2,3
• O filete devidamente ‘‘molhado’’ não é evidente.
Figura 12-100
Figura 12-101
Figura 12-102
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.4 Terminais Tipo J, Comprimento daJunta Lateral (‘‘Side Joint Length’’) (D)
12-61IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O filete de solda não toca no corpo do encapsulamento.
Defeito - Classe 1,2,3
• O filete de solda toca no corpo do encapsulamento.
Figura 12-103
Figura 12-104
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.5 Terminais Tipo J, Máxima Alturado Filete (‘‘Maximum Fillet Height’’) (E)
12-62 IPC-A-610CJanuary 2000 / Janeiro de 2000

Alvo - Classe 1,2,3
• A altura do filete do ‘‘calcanhar’’ (F) excede a espessurado terminal (T) mais a espessura da solda (G).
Aceitável - Classe 1
• Filete do ‘‘calcanhar’’ devidamente molhado.
Aceitável - Classe 2
• A altura do filete do ‘‘calcanhar’’ (F) é o mínimo de50% da espessura do terminal (T) mais a espessurada solda (G).
Figura 12-105
Figura 12-106
Figura 12-107
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.6 Terminais Tipo J, Mínima Altura doFilete do ‘‘Calcanhar’’ (‘‘Heel Fillet Height’’) (F)
12-63IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 3
• A altura do filete do ‘‘calcanhar’’ (F) é pelo menos aespessura do terminal (T) mais a espessura da solda (G).
Defeito - Classe 1,2,3
• Filete do ‘‘calcanhar’’ não devidamente molhado.
Defeito - Classe 2
• A altura do filete do ‘‘calcanhar’’ (F) é menor do que aespessura da solda (G) mais 50% da espessura doterminal (T).
Defeito - Classe 3
• A altura do filete do ‘‘calcanhar’’ (F) é menor do que aespessura da solda (G) mais a espessura do terminal (T).
Figura 12-108
Figura 12-109
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.6 Terminais Tipo J, Mínima Altura do Filetedo ‘‘Calcanhar’’ (‘‘Heel Fillet Height’’) (F) (cont.)
12-64 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• O filete devidamente molhado é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente molhado.
Figura 12-110
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.7.7 Terminais Tipo J, Espessura da Solda (G)
12-65IPC-A-610C January 2000 / Janeiro de 2000

As juntas formadas para os terminais posicionados perpendicularmente à ilha do circuito numa configuração de toponecessitam observar os requisitos de dimensão e filete de solda relacionados abaixo. As juntas de topo não são permitidaspara os produtos de Classe 3. Para os produtos de Classe 1 e 2, os terminais sem os lados molhados por design (tais comoos terminais estampados ou cisalhados do estoque pré-metalizados) não necessitam ter filetes laterais. No entanto, o designdeverá permitir a fácil inspeção da molhagem para as superfícies molhadas.
Tabela 12-8 Características das Juntas de Topo/I
Característica Dim.
Máxima Saliência Lateral (‘‘Side Overhang’’) A
Máxima Saliência de ponta (‘‘Toe Overhang’’) B
Mínima Largura da Junta da Extremidade (‘‘End Joint Width’’) C
Mínimo comprimento da Junta Lateral (‘‘Side Joint Length’’) D
Máxima Altura do Filete1 (‘‘Fillet Height’’) E
Mínima Altura do Filete (‘‘Fillet Height’’) F
Espessura da Solda (‘‘Solder Thickness’’) G
Espessura do terminal (‘‘Lead Thickness’’) T
Largura do terminal (‘‘Lead Width’’) WNota 1. O máximo filete pode se estender para dentro do raio da envergadura .
Alvo - Classe 1,2
• Nenhuma saliência lateral.
Aceitável - Classe 1
• Saliência (A) com menos de 25% da largura do terminal(W).
Defeito - Classe 1
• Saliência (A) excede 25% da largura do terminal (W).
Defeito - Classe 2
• Qualquer saliência lateral (A).
A
W
Figura 12-111
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.8 Juntas de Topo/Tipo I
12-66 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.2.8.1 Juntas de Topo/Tipo I, MáximaSaliência Lateral (‘‘Side Overhang’’) (A)

Defeito - Classe 1,2
• Qualquer saliência de ponta (B).
Alvo - Classe 1,2
• A largura da junta da extremidade (C) é maior do quelargura do terminal (W).
Aceitável - Classe 1,2
• A largura da junta da extremidade (C) é um mínimo de75% da espessura do terminal (W).
Defeito - Classe 1,2
• A largura da junta da extremidade (C) é menor do que75% da largura do terminal (W).
B
Figura 12-112
C
W
1
2
Figura 12-1131. Terminal2. Ilha
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.8.2 Juntas de Topo/Tipo I, MáximaSaliência de Ponta (‘‘Toe Overhang’’) (B)
12-67IPC-A-610C January 2000 / Janeiro de 2000
12.2.8.3 Juntas de Topo/Tipo I, Mínima Largura daJunta da Extremidade (‘‘End Joint Width’’) (C)

Aceitável - Classe 1,2
• O comprimento mínimo da junta lateral (D) não é umparâmetro especificado.
Aceitável - Classe 1,2
• Um filete devidamente molhado é evidente.
Defeito - Classe 1,2
• Nenhum filete devidamente molhado.
• A solda toca o corpo do encapsulamento.
D
Figura 12-114
E
Figura 12-115
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.8.4 Juntas de Topo/Tipo I, MínimoComprimento da Junta Lateral (‘‘End Joint Width’’) (D)
12-68 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.2.8.5 Juntas de Topo/Tipo I, MáximaAltura do Filete (‘‘Fillet Height’’) (E)

Aceitável - Classe 1,2
• A altura do filete (F) é no mínimo de 0,5 mm [0,02 pol.].
Defeito - Classe 1,2
• A altura do filete (F) é menor que 0,5 mm [0,02 pol.].
Aceitável - Classe 1,2
• O filete devidamente ‘‘molhado’’ é evidente.
Defeito – Classe 1,2,3
• Nenhum filete devidamente ‘‘molhado.’’
F
Figura 12-116
G
Figura 12-117
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.8.6 Juntas de Topo/Tipo I, MínimaAltura do Filete (‘‘Fillet Height’’) (F)
12-69IPC-A-610C January 2000 / Janeiro de 2000
12.2.8.7 Juntas de Topo/Tipo I, Espessura da Solda (G)

As juntas formadas para os terminais de componentes dissipadores de potência com terminais de borne plano necessitamobservar os requisitos de dimensão da Tabela 12-9 e Figura 12-119. O design deverá permitir fácil inspeção da molhagem dassuperfícies molháveis. A falta de observância dos requisitos da Tabela 12-9 é um defeito.
Tabela 12-9 Critério de Dimensões - Terminais de Borne Plano
Característica Dim. Classe 1 Classe 2 Classe 3
Saliência Lateral A 50% (W) Nota1 25% (W) Nota1 Não permitido
A saliência de ponta(não mostrado) B Nota1 Não permitido Não permitido
A mínima Largura da Junta da Extremidade C 50% (W) 75% (W) (W)
Mínimo Comprimento da Junta Lateral D Nota3 (L)-(M), Nota4 (L)-(M), Nota4
Máxima Altura do Filete E Nota2 Nota2 (G) + (T) + 1,0 mm[0,039 pol.]
Mínima Altura do Filete F Nota3 Nota3 (G) + (T)
Espessura do filete de solda G Nota3 Nota3 Nota3
Máxima protrusão da ilha K Nota2 Nota2 Nota2
Comprimento do terminal L Nota2 Nota2 Nota2
Máxima folga M Nota2 Nota2 Nota2
Largura da ilha P Nota2 Nota2 Nota2
Espessura do terminal T Nota2 Nota2 Nota2
Largura do terminal W Nota2 Nota2 Nota2
Nota 1. Não deve violar o espaçamento mínimo entre condutores.Nota 2. Parâmetro ou variável não especificado em tamanho conforme determinado pelo design.Nota 3. O filete devidamente molhado deve ficar evidente.Nota 4. Onde o borne for soldado embaixo do corpo do componente e a ilha for projetada para esta finalidade, o terminal deverá mostrar evidência de molhagem
na folga M.
Figura 12-118
TF
WL
DG
E
A
M K
C
P
F
Figura 12-119
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.9 Terminais de Borne Plano
12-70 IPC-A-610CJanuary 2000 / Janeiro de 2000

As juntas formadas com as áreas de terminação de componentes de perfil elevado com terminações inferiores devem observaros requisitos de dimensão da Tabela 12-10 e Figura 12-120. Se a altura do componente exceder a espessura do componente,o componente não deverá ser usado em produtos sujeitos a vibração e/ou choque a menos que o adesivo adequado sejausado para reforçar a montagem do componente.. A falta de observância com os requisitos da Tabela 12-10é um Defeito.
Tabela 12-10 Critério Dimensional – Componentes de Perfil Elevado apenas com Terminações Inferiores
Característica Dim. Classe 1 Classe 2 Classe 3
Saliência Lateral A 50% (W); 1,4 25% (W); Notas1,4 Não permitido; Notas1,4
Saliência da Extremidade B Notas1,4 Não permitido Não permitido
Mínima Largura da Junta da Extremidade C 50% (W) 75% (W) (W)
Mínimo comprimento da Junta Lateral D Nota3 50% (S) 75% (S)
Espessura do filete de solda G Nota3 Nota3 Nota3
Comprimento da ilha S Nota2 Nota2 Nota2
Largura da ilha W Nota2 Nota2 Nota2
Nota 1. Não deve violar o espaçamento mínimo entre condutores.Nota 2. Parâmetro ou variável não especificado em tamanho conforme determinado pelo design.Nota 3. O filete devidamente molhado deve ficar evidente.Nota 4. Como função do design do componente, a terminação não deverá se estender para a extremidade do componente, e o corpo do componente não
poderá se salientar na área da ilha do PWB. A área de terminação soldável do componente não deverá se salientar na área de ilha no PWB.
Figura 12-120
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.10 Componentes de Perfil Elevadoapenas com Terminações Inferiores
12-71IPC-A-610C January 2000 / Janeiro de 2000

As juntas formadas para componentes com terminações tipo L para dentro deverão observar os requisitos de dimensão esolda da Tabela 12-11 e Figura 12-123. O design deverá permitir fácil inspeção quanto a molhagem para as superfíciesmolháveis. A não observância dos requisitos da Tabela 12-11 é um Defeito.
Exemplos de componentes de terminais de fita em forma deL para dentro.
Figura 12-122
Figura 12-121
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.11 Terminais de Fita Tipo L para dentro
12-72 IPC-A-610CJanuary 2000 / Janeiro de 2000

Tabela 12-11 Critério Dimensional – Terminais de Fita em forma de L para dentro 5
Característica Dim. Classe 1 Classe 2 Classe 3
Máxima Saliência Lateral A 50% (W) Notas1,5 50% (W) Notas1,5 25% (W) ou 25% (P)a que for menor; Notas1,5
Máxima saliência de ponta(nãomostrado)
B Nota1 Não permitido Não permitido
Mínima largura da junta daextremidade
C 50% (W) 50% (W) 75% (W) ou 75% (P),a que for menor
Mínimo comprimento da Junta Lateral D Nota3 50% (L) 75% (L)
Máxima Altura do Filete E (H) + (G) Nota4 (H) + (G) Nota4 (H) + (G) Nota4
Mínima Altura do Filete F Nota3 (G) + 25% (H) ou (G)+ 0.5 mm [0,0197 pol.],
a que for menor
(G) + 25% (H) ou (G)+ 0,5 mm [0,0197 pol.],
a que for menor
Espessura do filete de solda G Nota3 Nota3 Nota3
Altura do terminal H Nota2 Nota2 Nota2
Mínima extensão da ilha K Nota2 Nota2 50% (H) ou 0,5 mm[0,0197 pol.],
a que for menor
Comprimento do terminal L Nota2 Nota2 Nota2
Largura da região de contato P Nota2 Nota2 Nota2
Comprimento da ilha S Nota2 Nota2 Nota2
Espessura do terminal W Nota2 Nota2 Nota2
Nota 1. Não deve violar o espaçamento mínimo entre condutores.Nota 2. Parâmetro ou variável não especificado em tamanho conforme determinado pelo design.Nota 3. O filete devidamente molhado deve ficar evidente.Nota 4. A solda não deverá ter contato com o corpo do componente no lado de dentro da envergadura do terminal.Nota 5. Onde um terminal tiver duas hastes, a junta para cada haste deverá observar todos os requisitos especificados.
Defeito - Classe 1,2,3
• Insuficiente altura do filete.
Figura 12-124
W
A
C
P
GF
H E
KD,L
S
Figura 12-123
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.11 Terminais de Fita Tipo L para dentro (cont.)
12-73IPC-A-610C January 2000 / Janeiro de 2000

O critério para inspeção do BGA presume que o processo de refusão tenha sido qualificado para assegurar que astemperaturas de refusão adequadas tenham sido atingidas embaixo do componente. Pode-se usar o raio-X como umaferramenta de inspeção.
Alvo - Classe 1,2,3
• As terminações da solda são lisas e redondas, comlimites claramente definidos, sem vazios, e com omesmo diâmetro, volume, cor escura e contraste.
• O registro é reto e não mostra saliência ou rotaçãona região de contato.
• Nenhuma bola de solda 9‘‘solder balls’’) presente.
Sem dados substanciais confiáveis documentadospor ocasião da publicação desta revisão, os critériosapresentados abaixo foram estabelecidos pela experiência econsenso do comitê do IPC-A-610, e não estão baseadosem dados de confiabilidade significante. Isto é sugeridocomo um início para o critério de aceitação.
Aceitável - Classe 1,2,3
• Menos de 25% de saliência.
Indicador de Processo - Classe 2,3
• 25-50% de saliência.
Defeito - Classe 1,2,3
• Mais de 50% de saliência.
Figura 12-125
Figura 12-126
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.12 Area Array/Ball Grid Array
12-74 IPC-A-610CJanuary 2000 / Janeiro de 2000

Indicador de Processo - Classe 1,2,3
• Bolas de solda formando ponte até 25% da distânciaentre quaisquer duas terminações.
• Bolas de solda que não violam o espaçamento mínimoentre condutores.
Defeito - Classe 1,2,3
• Ponte de solda.
• Manchas escuras no raio-x que formam ponte entre asjuntas de solda (contanto que não possam ser atribuídasao conjunto de circuitos ou componentes embaixo daBGA.)
• A solda se abre.
• Solda faltando.
• Bolas de solda que formam ponte em mais de 25% dadistância entre os terminais.
• Bolas de solda que violam o espaçamento mínimo entrecondutores.
• Limite da junta de solda faltando definição e aparentandoestar turvo ou misturado com o fundo (pode indicarrefusão insuficiente).
O desenvolvimento do processo como os relacionados abaixo para o critério de conexão do BGA é crítico para o desempenhoda tecnologia da conexão. O IPC-SM-785 (ou equivalente) fornece as diretrizes para teste de confiabilidade acelerado dasconexões de montagem em superfície.
As seguintes diretrizes são fornecidas como um critério de avaliação para o processo da tecnologia de conexão. Sem dadossubstanciais confiáveis documentados por ocasião da publicação desta revisão, nenhum critério de aceitabilidade é fornecido.
Aceitável – Classe 1,2,3
• Menos de 10% de vazio na bola para a interface do painel.
Indicador de Processo – Classe 2,3
• 10-25% de vazio na bola para a superfície do painel.
O vazio na solda do BGA para a interconexão do painel até 25% pode ou não ser uma questão de confiabilidade e deve serdeterminada no seu processo de desenvolvimento.
Os estudos de confiabilidade da junta de solda BGA executados em alguns locais da indústria mostram que o vazio limitadonas esferas BGA não tem impacto sobre a confiabilidade a longo prazo.
Defeito – Classe 1,2,3
• Mais de 25% de vazio na bola para a interface do painel.
Figura 12-127
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.12 Area Array/Ball Grid Array (cont.)
12-75IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Refusão incompleta da pasta da solda.
Defeito - Classe 1,2,3
• Conexão da solda fraturada.
Figura 12-128
Figura 12-129
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.2.12 Area Array/Ball Grid Array (cont.)
12-76 IPC-A-610CJanuary 2000 / Janeiro de 2000

A montagem lateral dos componentes de chip retangulares não é aceitável para a Classe 3.
Aceitável - Classe 1,2
• O componente de chip retangular montado na sua lateralcontanto que o seguinte seja observado:
• Máximas dimensões do componente de chip:Comprimento ≤3 mm [0,118 pol.] Largura ≤1,5 mm[0,0591]
• O componente de chip está rodeado por componentesmais altos.
• Não mais do que cinco (5) componentes de chip emcada montagem são montados de lado.
• Total molhagem na ilha ou na metalização da coberturada extremidade.
Nota: Este critério deverá ser considerado antes daaplicação para montagens de alta freqüência.
Figura 12-130
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.3 Componentes de Chip (‘‘ChipComponents’’) – Variações de Terminação
12-77IPC-A-610C January 2000 / Janeiro de 2000
12.3.1 Componentes de Chip (‘‘Chip Components’’) –Terminações de Três ou Cinco Lados – Montagem Lateral

Alvo - Classe 1,2,3
• Elemento do componente de chip com elemento elétricodepositado exposto está montado longe do painel(identificação para cima).
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Elemento do componente de chip com elemento elétricodepositado exposto está montado de frente para o painel.
Figura 12-131
Figura 12-132
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.3.2 Componentes de Chip (‘‘Chip Components’’) – Variações deTerminação – Elementos Elétricos Depositados – Montagem Invertida
12-78 IPC-A-610CJanuary 2000 / Janeiro de 2000

Os exemplos de defeito nas fotos a seguir não devem ser interpretados como uma lista completa de todos os possíveisdefeitos. Estes são apenas exemplos representativos.
Defeito - Classe 1,2,3
• Componentes de Chip sustentados na extremidade doterminal (formação de lápide).
Figura 12-133
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4 Anomalias da Soldagem SMT
12-79IPC-A-610C January 2000 / Janeiro de 2000
12.4.1 Anomalias da Soldagem SMT –Componente Levantado (‘‘Tombstoning’’)

Defeito - Classe 1,2,3
• Um terminal ou série de terminais no componente estáfora a de alinhamento e não faz o devido contato com ailha.
Figura 12-134
Figura 12-135
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.2 Anomalias da Soldagem SMT – Coplanaridade
12-80 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Refusão incompleta da pasta de solda.
Figura 12-136
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.3 Anomalias da Soldagem SMT – Refusãoda Pasta de Solda (‘‘Reflow of Solder Paste’’)
12-81IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• A solda não molhou na ilha ou terminação.
Figura 12-137
Figura 12-138
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.4 Anomalias da Soldagem SMT –Sem Molhagem (‘‘Nonwetting’’)
12-82 IPC-A-610CJanuary 2000 / Janeiro de 2000

A solda fundida molha a superfície e depois é removida, deixando uma película fina de solda cobrindo o metal em algumasáreas e acúmulos de solda em outras áreas.
Defeito - Classe 1,2,3
• Não observa os critérios para junta de solda do item 12.2.
Figura 12-139
Figura 12-140
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.5 Anomalias da SoldagemSMT – Demolhagem (‘‘Dewetting’’)
12-83IPC-A-610C January 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Caracterizado pelas linhas de esforço (estresse) domovimento na conexão enquanto se solidifica.
Figura 12-141
Figura 12-142
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.6 Anomalias da Soldagem SMT –Solda Perturbada (‘‘Disturbed Solder’’)
12-84 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Solda fraturada ou rachada.
Figura 12-143
Figura 12-144
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.7 Anomalias da Soldagem SMT –Solda Fraturada (‘‘Fractured Solder’’)
12-85IPC-A-610C January 2000 / Janeiro de 2000

Indicador de Processo - Classe 2,3
• Orifícios de sopro, furos, vazios, etc. são indicadores deprocesso contanto que a conexão da solda observe osrequisitos do item 12.2.
Figura 12-145
Figura 12-146
Figura 12-147
Figura 12-148
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.8 Anomalias da Soldagem SMT – Furos/Orifícios de Sopro (‘‘Pin Holes/Blow Holes’’)
12-86 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Uma conexão de solda sobre os condutores que nãodeveriam estar unidos.
Figura 12-149
Figura 12-150
Figura 12-151
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.9 Anomalias da Soldagem SMT –Formação de Pontes (‘‘Bridging’’)
12-87IPC-A-610C January 2000 / Janeiro de 2000

As bolas de solda são esferas de solda que permanecem após o processo de solda. As partículas de solda são tipicamentepequenas bolas do tamanho da tela de metal (‘‘metal screen’’) da pasta de solda original que respingaram em volta daconexão durante o processo de refluxo.
Aceitável - Classe 1Indicador de Processo - Classe 2,3
• Mais de cinco bolas de solda/respingos (0,13 mm[0,00512 pol.] ou menos) por 600 mm2 [0,93 in2].
Defeito - Classe 1,2,3
• As bolas de solda violam o espaçamento mínimo entrecondutores.
• As bolas de solda não estão presas ou encapsuladas(ex. sem resíduo limpo, revestimento conformal), ou nãoconectadas a uma superfície de metal.
Nota: Presa/encapsulada/conectada significa que oambiente de serviço normal do produto não fará com queuma bola de solda se desloque.
Figura 12-152
Figura 12-153
Figura 12-154
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.10 Anomalias da Soldagem SMT – Bolas de Solda/Partículas de Solda (‘‘Solder Balls/Solder Fines’’)
12-88 IPC-A-610CJanuary 2000 / Janeiro de 2000

Defeito - Classe 1,2,3
• Os respingos de solda violam o espaçamento mínimoentre condutores.
• Os respingos de solda não estão presos ou encapsulados(ex., sem resíduo limpo, revestimento conformal), ou nãoconectada a uma superfície de metal.
Nota: Presa/encapsulada/conectada significa que oambiente de serviço normal do produto e não fará comque uma solda se desloque.
Figura 12-155
Figura 12-156
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.4.11 Anomalias da Soldagem SMT –Teias de Solda (‘‘Solder Webbing’’)
12-89IPC-A-610C January 2000 / Janeiro de 2000

Condição Alvo - Classe 1,2,3
• Sem lascas, rachaduras, ou fraturas de esforço.
Aceitável - Classe 1,2,3
• Para os resistores de chip, qualquer lasca da superfíciesuperior (revestimento de adesivo) de um componente1206 ou maior é menor do que 0,25 mm [0,00984 pol.]a partir da extremidade do componente.
• Nenhum dano ao elemento resistivo na área B.
Aceitável - Classe 1,2
• Lascas não maiores do que as dimensões indicadas na12-13, cada uma sendo individualmente considerada.
Tabela 12-13 Critério de Lascas
(T) 24% da espessura
(W) 25% da largura
(L) 50% do comprimento
Figura 12-157
B
A
A
A = .25 mm [0.00984 in]
Figura 12-158
W
T
25% W
25% T
L < 50% L
Figura 12-159
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.5 Dano aos Componentes
12-90 IPC-A-610CJanuary 2000 / Janeiro de 2000
12.5.1 Dano aos Componentes – Rachaduras e Lascas

Defeito - Classe 1,2,3
• Qualquer lasca que exponha os eletrodos.
• Rachaduras, lascas ou qualquer tipo de dano noscomponentes de corpo de vidro.
• Qualquer lasca nos elementos resistivos.
• Qualquer rachadura ou fratura de esforço.
Figura 12-160
Figura 12-161
Figura 12-162
Figura 12-163
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.5.1 Dano aos Componentes – Rachaduras e Lascas (cont.)
12-91IPC-A-610C January 2000 / Janeiro de 2000

Figura 12-164
1
Figura 12-1651. Lascas
Figura 12-166
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.5.1 Dano aos Componentes – Rachaduras e Lascas (cont.)
12-92 IPC-A-610CJanuary 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• Máximo de 50% de perda de metalização da área daextremidade superior (para cada extremidade de terminal).
Defeito - Classe 1,2,3
• Formatos irregulares excedendo as mínimas ou máximasdimensões para aquele tipo de componente.
Defeito - Classe 1,2,3
• A perda de metalização excede 50% da área superior.
Figura 12-167
W50% W
1
5 4
3
2
Figura 12-1681. Faltando Metalização2. Revestimento Adesivo3. Elemento Resistivo4. Substrato (cerâmica/alumina5. Extremidade do Terminal
Figura 12-169
Figura 12-170
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.5.2 Dano aos Componentes – Metalização
12-93IPC-A-610C January 2000 / Janeiro de 2000

Aceitável - Classe 1,2,3
• A lixiviação em qualquer extremidade é inferior a 25% dalargura do componente (W) ou espessura do componente(T).
Defeito - Classe 1,2,3
• Lixiviação da face da extremidade do terminal expondo acerâmica.
• Lixiviação excedendo 25% da largura do componente (W)ou espessura do componente (T).
1
W
T
Figura 12-1711. Lixiviação
Figura 12-172
12 Conjuntos pela Tecnologia de Montagem em Superfície
12.5.3 Dano aos Componentes – Lixiviação (‘‘Leaching’’)
12-94 IPC-A-610CJanuary 2000 / Janeiro de 2000

NOTA: O Apêndice A é citado a partir do IPC-2221 GenericStandard on Printed Board Design (Padrão GenéricoIPC-2221 sobre Design de Circuito Impresso) (Fevereirode 1998) e é fornecido apenas a título de informação. Estáatualizado na data de publicação do presente documento.O usuário se responsabiliza por determinar o nível derevisão mais recente do IPC-2221 e definir a aplicaçãoespecífica para o seu produto. O parágrafo e númerosda tabela são extraídos do IPC-2221.
A seguinte declaração do IPC-2221 se aplica APENAS aeste Apêndice: 1.4 Interpretação - a forma do verbo noimperativo deve (‘‘shall’’) , é usada em todo este padrão[IPC-A-610C Apêndice A] sempre que um requisito tenha aintenção de expressar uma disposição que seja obrigatória.
IPC-2221 - 6.3 Espaçamento Elétrico. O espaçamentoentre condutores em camadas individuais deverá sermaximizado sempre que possível. O espaçamento mínimoentre condutores entre padrões condutivos, espaçoscondutivos de camada para camada (eixo z) e entremateriais condutivos (tais como marcos condutivos ouhardware de montagem) e condutores deverão (‘‘shall’’)estar de acordo com a Tabela 6-1 e definidos no desenhomestre. Para maiores informações sobre tolerâncias deprocesso afetando o espaçamento elétrico, consulte aSeção 10.
Quando voltagens mistas estiverem presentes no mesmopainel e requeiram testes elétricos separados, as áreasespecíficas deverão (‘‘shall’’) ser identificadas no desenhomestre ou na devida especificação do teste. Ao usar altatensão, em particular a AC, e voltagens pulsadas acimade 200 volts, o efeito de constante dielétrica e da divisãocapacitiva do material deverá ser considerado em conjunçãocom o espaçamento recomendado.
Para voltagens acima de 500V, os valores da tabela (porvolt) devem ser adicionados aos valores de 500V. Porexemplo, o espaçamento elétrico para um painel Tipo B1de 600V é calculado como segue:
600V - 500V = 100V0,25 mm + (100V x 0,0025 mm)
= 0,50 mm de espaço
Quando o uso de outros espaçamentos para condutoresfor considerado, devido à natureza crítica do design, oespaçamento dos condutores em camadas individuais (nomesmo plano) deverá (‘‘shall’’) ser maior do que o mínimorequerido pela Tabela 6-1 sempre que possível. O layoutdo painel deverá ser planejado para permitir o máximoespaçamento entre as áreas condutivas da camada externaassociadas com os circuitos de alta impedância ou altatensão. Isto minimizará problemas de fuga elétrica resultanteda umidade condensada ou umidade elevada. A confiabilidade
IPC-2221 – Tabela 6-1 Espaçamento do Condutor Elétrico
Voltagementre
Condutores(Picos CC
ou CA)
Espaçamento Mínimo
Painel Nu Montagem
B1 B2 B3 B4 A5 A6 A7
0-15 0,05 mm 0,1 mm 0,1 mm 0,05 mm 0,13 mm 0,13 mm 0,13 mm
16-30 0,05 mm 0,1 mm 0,1 mm 0,05 mm 0,13 mm 0,25 mm 0,13 mm
31-50 0,1 mm 0,6 mm 0,6 mm 0,13 mm 0,13 mm 0,4 mm 0,13 mm
51-100 0,1 mm 0,6 mm 1,5 mm 0,13 mm 0,13 mm 0,5 mm 0,13 mm
101-150 0,2 mm 0,6 mm 3,2 mm 0,4 mm 0,4 mm 0,8 mm 0,4 mm
151-170 0,2 mm 1,25 mm 3,2 mm 0,4 mm 0,4 mm 0,8 mm 0,4 mm
171-250 0,2 mm 1,25 mm 6,4 mm 0,4 mm 0,4 mm 0,8 mm 0,4 mm
251-300 0,2 mm 1,25 mm 12,5 mm 0,4 mm 0,4 mm 0,8 mm 0,8 mm
301-500 0,25 mm 2,5 mm 12,5 mm 0,8 mm 0,8 mm 1,5 mm 0,8 mm
> 500Veja o item
6.3 paracálculo
0,0025 mm/volts
0,005 mm/volts
0,025 mm/volts
0,00305 mm/volts
0,00305 mm/volts
0,00305 mm/volts
0,00305 mm/volts
B1 - Condutores externosB2 - Condutores externos, nível do mar até 3050 mB3 - Condutores externos, sem revestimento acima de 3050 mB4 - Condutores externos, com revestimento de polímero (qualquer elevação)A5 - Condutores externos, com revestimento conformal sobre o conjunto (qualquer elevação)A6 - Terminal/terminação do componente externo, sem revestimentoA7 - Terminação do terminal do componente externo, com revestimento conformal (qualquer elevação)
Apêndice A
Espaçamento do Condutor Elétrico
A-1IPC-A-610C January 2000 / Janeiro de 2000

total em revestimentos para manter uma alta resistênciasuperficial entre os condutores deverá (‘‘shall’’) ser evitada.
IPC-2221 - 6.3.1 B1-Condutores Internos. Requisitosde espaçamento elétrico de condutor para condutor interno,e de condutor para furo passante metalizado a qualquerelevação. Consulte a Tabela 6-1.
IPC-2221 - 6.3.2 B2-Condutores Externos, SemRevestimento, Nível do Mar até 3050 m. Os requisitosde espaçamento mínimo entre condutores externos semrevestimento são significantemente maiores do que paraos condutores que serão protegidos contra contaminantesexternos com revestimento conformal. Se o produto finalmontado não estiver designado para receber revestimentoconformal, o espaçamento do condutor de painel nu deverá(‘‘shall’’) requerer o espaçamento especificado nestacategoria para aplicações a partir do nível do mar até umaelevação de 3050m. Consulte a Tabela 6-1.
IPC-2221 - 6.3.3 B3-Condutores Externos, SemRevestimento, Acima de 3050 m. As aplicações decondutores externos em painéis nus sem revestimentoacima de 3050 m requerem um espaçamento mínimo entrecondutores ainda maior do que os identificados na categoriaB2. Consulte a Tabela 6-1.
IPC-2221 - 6.3.4 B4-Condutores Externos, comRevestimento Permanente de Polímero (Qualquerelevação). Quando o painel montado final não receberrevestimento conformal, o revestimento permanente depolímero sobre os condutores no painel nu permitiráespaçamentos de condutores menores do que osespecificados para painéis sem revestimento definidospelas categorias B2 e B3. Os espaçamentos elétricosdo conjunto de ilhas e fios que não sejam devidamenterevestidos obedecem aos requisitos de espaçamentoelétrico especificados na categoria A6 (veja a Tabela 6-1).Esta configuração não se aplica a qualquer aplicação querequeira proteção contra ambientes contaminadoscarregados e úmidos.
As aplicações típicas são para computadores,equipamentos de escritório e de comunicação, painéisnus operando em ambientes controlados nos quais ospainéis nus possuem um revestimento permanente de
polímero em ambos os lados. Após serem montados esoldados, os painéis não recebem revestimento conformal,ficando com a junta da solda e ilha soldada semrevestimento.
Nota: Todos os condutores, exceto ilhas de soldar, deverãoser completamente revestidos para assegurar os requisitosde espaçamento elétrico nesta categoria para condutoresrevestidos.
IPC-2221 - 6.3.5 A5-Condutores Externos, comRevestimento Conformal sobre Montagem (QualquerElevação). Os condutores externos que sejam designadospara receber revestimento conformal na configuração demontagem final para aplicações em qualquer elevação,exigirão os espaçamentos elétricos especificados nestacategoria. As aplicações típicas são para produtosmilitares onde o conjunto final total deverá ser revestidocom revestimento conformal. Os revestimentos permanentesde polímero não são normalmente usados, exceto parapossível uso como resistência à solda. No entanto, acompatibilidade do revestimento de polímero e dorevestimento conformal deve ser considerada, seusadas em combinação.
IPC-2221 - 6.3.6 A6-Fio/Terminação de ComponenteExterno, Sem Revestimento. Os fios e terminações decomponentes externos que não tenham revestimentoconformal, requerem os espaçamentos elétricos definidosnesta categoria.
As aplicações típicas são as definidas anteriormente nacategoria B4. A combinação B4/A6 é mais comumenteusada em aplicações comerciais em ambientes nãocarregados para receber o benefício da alta densidadedo condutor protegido com revestimento permanente depolímero (também resistente à solda), ou onde o acessoaos componentes para retrabalho e reparo não seja exigido.
IPC-2221 - 6.3.7 A7-Fio/Terminação de ComponenteExterno, com Revestimento Conformal (QualquerElevação). Como no caso de condutores expostos emrelação a condutores revestidos em painéis nus, osespaçamentos elétricos usados nos fios e terminaçõesde componentes revestidos são menores do que aquelespara fios e terminações sem revestimento.
Apêndice A
Espaçamento do Condutor Elétrico (cont.)
A-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

TÓPICO CLÁUSULA
Aceitável (definição) 1.4.3.2
Adesão no local 11.2.3
Adesão, local 11.2.3
Adesivo, União 4.4, 4.4.2, 4.6,5.3.2.3, 11.2, 11.2.3,11.2.5, 12.1, 12.2.10
Alívio de tensão 5.3.2, 5.3.2.1, 5.3.2.2,5.5.1.5, 5.5.3
Ampliação 1.8
Anel rosa 10.2.5
Area Array/ Ball Grid Array 12.2.12
Barril 6.3, 6.3.2.1, 6.3.3,6.6.6
Bifurcado 5.5.1.2, 5.5.1.7conectado em série 5.5.1.5dano 3.4.2fios fixos 5.5.1.7forjado 4.3, 4.3.1.1, 4.3.3,
6.6.6furado/perfurado 5.5.1.3, 5.5.1.5gancho 5.5.1.4instalação de terminais 5.5.5pequenos fios 5.5.1.6pino reto 5.5.1.1, 6.6.3torre 5.5.1.1, 6.6.2vaso de solda 5.5.2, 6.6.5
Bifurcado - terminal bfurcadoconexão em série 5.5.1.5
Bifurcado - terminal bifurcado 5.5.1.2, 5.5.1.7
Bolha, bolhas, empolamento 9.1.2, 9.2.2, 10.2.2
Carbonados 7.3
Caudas de extremidade 11.1.3
Classificação (Classe -Classe 1, 2, 3) 1.4.1
Cloretos 7.3
Cobertura, revestimento 9.1.2
Cobre, metal base 4.8.2, 6.5.2
Componentedano 12.5elevado 4.4.3espaçador de montagem 5.2.6.1furos metalizados 6.3, 6.3.1, 6.3.2,
6.3.3, 6.3.4.1, 6.3.4.2,6.3.4.3, 6.3.5, 6.3.6
furos não metalizados 5.2.2, 5.2.5, 5.2.6.1,5.2.7.2, 6.2, 6.3,6.3.3, 6.4
não elevado 4.4.2
TÓPICO CLÁUSULA
Componentes elevados 4.4.3
Componentes não elevadoss 4.4.2
Compostos térmicos 4.6.1
Condição Alvo (definição) 1.4.3.1
Condição de Defeito 1.4.3.3
Conector, Conexões 4.4.7, 4.5, 5.2.9
Contaminação 3.4.1, 3.4.3, 3.4.5,3.4.6
Corrosão 7.5, 11.1.8, 11.2.1
Critério de Aceitação 1.4.3
Danocomponentes 3.1, 3.2, 3.3, 3.4,
4.4.4, 4.6, 5.2.3,5.3.2.1, 5.4.2, 5.4.3,5.4.4, 12.5
condutor 5.7.2hardware 4.5ilha 4.8, 4.8.1, 4.8.2isolamento 5.2.10, 5.6.2, 6.8.3pino de conector 4.8.2terminal 3.4.2, 5.4.1, 5.7.2,
6.5.1
Dano à ilha 4.8, 4.8.1, 4.8.2
Dano ao condutor/ilha 4.8.2, 5.7.2, 10.7
Delaminação 10.2.2, 10.2.4, 10.2.5
Descarga eletrostática 3.2
Descascamento 9.2.2
Destino da solda definiçãodo lado primário 1.4.4.1, 1.4.4.4
Dissipador de calor 4.6, 4.6.1, 4.6.2
Dobrado 5.2.7.1, 5.2.7.2, 6.2,6.4
Dual-in-line, DIP, DIPS 5.2.8, 6.2
Enchimento vertical 6.3, 6.3.1, 6.6.5
Enchimento, vertical 6.3, 6.3.1, 6.6.5
Encurvamento e Torção 10.6
Envergadura, terminal 5.3.1
Envoltura 5.5.1.1, 5.5.1.2,5.5.1.3, 5.5.1.4,5.5.1.6, 5.5.5, 11.1.4,11.1.5
Envoltura de fio, envolturasem solda 11.1
Envoltura sem solda, envolturade fio 11.1
Glossário/Índice
Glossário/Índice / Index-1IPC-A-610C January 2000 / Janeiro de 2000

TÓPICO CLÁUSULA
Espaçador, montagemde componentes 5.2.6.1
Espaçamentoentre condutores 1.4.5ferramenta 4.4hardware 4.2.3isolamento 5.5.1.3, 5.5.1.4, 5.6.1,
6.3.5, 6.7.3, 6.8.1,6.8.2, 6.8.3
montagem de componentes 5.2.4, 5.2.6, 5.2.6.2,6.3.4.3
Espaçamento da volta 11.1.2
Etiquetas Rótulos, marcação 8.5
Excesso de solda 4.2.2, 6.3.4.1, 6.4
Excesso de solda 4.2.2, 6.5.3, 6.3.4.1,6.4
Exposição/textura de tecimento 10.2.3
Extensão de rosca 4.2.3
Extensão, rosca 4.2.3
Extrator de circuito impresso 4.5
Extrator de solda 3.1, 3.3
Extrator, painel 4.5
Extrator, solda 3.1, 3.3
Fissura 10.2.1
Fissura Controlada 4.3.1.1
Fissura, controlada 4.3.1.1
Fixação dos fios 11.2.3
Fixação, fio 11.2.3
Flange achatado 4.3.2
Fluxo 6.6.6, 7.1, 7.4
Folga dos fios 11.1.7
Folga, fio 11.1.7
Fonte de solda ladosecundário (definição) 1.4.4.2, 1.4.4.3
Formação de Halo 10.2.4, 10.3
Fratura(s) 6.1 6.5.1
Fundido no lugar 4.3.2
Furo passante metalizado 4.2.4.2, 5.2.6.2,Tabela 5-2, 6.2, 6.3,6.3.6
Furos, orifícios de sopro 6.1, 6.5.4
Grampo de Extremidade 4.7
Grampos de montagem 4.4.1
TÓPICO CLÁUSULA
Hardware forjadas 4.3, 4.3.1.1, 4.3.3
Hardware, dano 4.5
Hardware, forjadas 4.3, 4.3.1.1
Haywire 11.2
Inclinação 5.2.6, 5.2.8, 5.2.9
Indicador de processo (definição) 1.4.3.4
Isolamentodano 4.4.4, 4.4.5, 4.4.6,
5.6.2, 6.8.3em conexão 4.2.3.2, 6.3.5, 6.7.1,
6.7.2espaçamento 5.5.1.2, 5.5.1.3,
5.5.1.4, 5.6.1, 6.7.3,6.8.1.1, 6.8.2.1, 6.8.3
luva flexível 5.6.3
Isolamento de luva flexível 5.6.3
Laços 4.4.5
Lado primário 6.3.2.2, 6.9
Lado secundário 6.3, 6.3.3, 6.3.4.3,6.3.5, 6.9
Layout dos fios 4.4.7, 11.1.6
Ligação em Ponte 11.2
Limpeza, limpeza elementos presos 9.2.2
Lixiviação 1.4.7
Luva, flexível 5.6.3
Luvas, protetores de dedos 3.4.6
Marcaçãocódigo de barra 8.5.1componente 5.1.1, 5.1.2, 5.4.4crivada 8.2estampado 8.3etiquetas/rótulos 8.5gravado 8.1laser 8.4tinta 8, 8.2
Marcação a laser 8.4
Marcação crivada 8.2
Marcação do código de barra 8.5.1
Marcação estampada 8.3
Marcação gravada 8.1
Materiais dissipadores de estática 3.2.2
Menisco 1.4.8, 5.2.6.2, 6.3.4.3
Metal base exposto, cobre 4.8.2, 6.5.2
Metal base, cobre 1.4.7, 4.8.2, 6.5.2
Glossário/Índice (cont.)
Glossário/Índice / Index-2 IPC-A-610CJanuary 2000 / Janeiro de 2000

TÓPICO CLÁUSULA
Metalizado 4.3
Molhabilidade 6.1, 6.3.4.3, 6.3.5,6.5.2, 12.4.4, 12.4.5
barril 6.3, 6.3.2.1, 6.3.3,6.3.6
ilha 6.3, 6.3.2.1, 6.3.3, 6.4terminal de componentes 6.3, 6.3.2.1, 6.3.3, 6.4terminais 6.6, 6.6.1, 6.6.2,
6.6.3, 6.6.4
Molhabilidade circunferencial 6.3.2, 6.3.3
Óleos 3.4.3, Tabela 3-4,4.3.1, 4.3.2
Orifícios de sopro, furos 6.1, 6.5.4
Painel de Circuito Impresso 10.0
Pino de Conector 4.8.2, 6.9
Pinos de Conector de extremidade 4.8
Pinos de encaixe 4.8.2
Ponte, com ponte, formando ponte 6.5.3.2, 12.2.12
Prendedores de terminal 4.4.5
Prendedores de terminal,prendedores, spot ties 4.4.5
Prendedores de terminal, spot ties 4.4.5
Prendedores de fios 4.4.4
Prendedores roscados 4.2.3, 4.2.3.1
Primário/solda lado dedestino (definição) ) 1.4.4.1, 1.4.4.4
Proteção contra estática 3.2.2
Protetores de dedos, luvas 3.4.6
Protrusão 5.2.1, 5.2.7.1, 5.2.7.2,5.2.8, 5.2.9, 6.2,6.5.1, 6.5.5
Queima, queimas 10.5
Resíduo branco 7.3
Resíduos 7.3
Resistência à solda (massa)decomposição 9.2.3enrugamento/rachadura 9.2.1revestimento 9.2vazios/bolhas 9.2.2
Respingo, solda 6.5.3.1, 12.4.11
Revestimento conformalcobertura 9.1.2espessura 9.1.3fixação 6.5.3.1, 12.4.10,
12.4.11
TÓPICO CLÁUSULA
Rota, de Fios 11.2.2
Rota dos fios 11.2.2
Sarampo, formando sarampo 10.2.1
Secundário/Solda lado deorigem (definição) 1.4.4.2, 1.4.4.3
Sem limpeza 7.1, 7.3, 7.4
Sobrecarga elétrica 3.1
Soldaprojeção 6.5.5respingo 6.5.3.1, 12.4.11teia 6.5.3.3, 12.4.11
Solda a fria 1.4.6
Solda, bola 6.5.3.1, 12.4.10
Solda, fria 1.4.6
Soldabilidade 3.2.2, 3.4.3, Tabela3-4, 4.3, 5.6.2
Teia, solda 6.5.3.3, 12.4.11
Terminal 4.2.3.2, 4.2.4.1alívio de esforço 5.3.2, 5.3.2.1, 5.3.2.2,
5.3.2.3dano 5.4.1, 5.7.1dobra 5.2.7.2envergaduras, formas, envoltura 5.2.2, 5.2.5, 5.2.6.1,
5.3.1, 5.5.1.1, 5.5.1.2,5.5.1.3, 5.5.1.4
instalação 5.5.5protrusão 5.2.1, 5.2.7.1, 5.2.8,
5.2.9, 6.5.5
Terminal(s) 4.5
Terminal (terminais) 10.0
Terminal conectado em série 5.5.1.5
Terminal de gancho 5.5.1.4
Terminal de pino reto 5.5.1.1, 6.6.3
Terminal de torre 5.5.1.1, 6.6.2
Terminal do vaso de solda 5.5.2, 6.6.5
Terminal furado/perfurado 5.5.1.3, 5.5.1.5
Torque 4.2.3.1, 4.6.2
Trava do painel 5.2.9
União, adesivo 4.4, 4.4.2, 4.6,5.3.2.3, 11.2, 11.2.3,11.2.5, 12.1, 12.2.10
Vazio 6.5.4, 12.2.12, 12.4.8
Via 6.3.6
Glossário/Índice (cont.)
Glossário/Índice / Index-3IPC-A-610C January 2000 / Janeiro de 2000

Standard Improvement Form IPC-A-610CThe purpose of this form is to provide theTechnical Committee of IPC with inputfrom the industry regarding usage ofthe subject standard.
Individuals or companies are invited tosubmit comments to IPC. All commentswill be collected and dispersed to theappropriate committee(s).
If you can provide input, please completethis form and return to:
IPC2215 Sanders RoadNorthbrook, IL 60062-6135Fax 847 509.9798
1. I recommend changes to the following:
Requirement, paragraph number
Test Method number , paragraph number
The referenced paragraph number has proven to be:
Unclear Too Rigid In Error
Other
2. Recommendations for correction:
3. Other suggestions for document improvement:
Submitted by:
Name Telephone
Company E-mail
Address
City/State/Zip Date
ASSOCIATION CONNECTINGELECTRONICS INDUSTRIES ®

Technical QuestionsThe IPC staff will research your technical question and attempt to find an appropriate specificationinterpretation or technical response. Please send your technical query to the technical department via:
tel 847/509-9700 fax 847/509-9798 www.ipc.org e-mail: [email protected]
IPC World Wide Web Page www.ipc.orgOur home page provides access to information about upcoming events, publications and videos, membership, and industryactivities and services. Visit soon and often.
IPC Technical ForumsIPC technical forums are opportunities to network on the Internet. It’s the best way to get the help you need today! Over2,500 people are already taking advantage of the excellent peer networking available through e-mail forums provided by IPC.Members use them to get timely, relevant answers to their technical questions. Contact [email protected] for details.Here are a few of the forums offered.
[email protected] forum is for discussion of issues related to printed circuit board design, assembly, manufacturing, comments orquestions on IPC specifications, or other technical inquiries. IPC also uses TechNet to announce meetings, important technicalissues, surveys, etc.
[email protected] forum covers environmental, safety and related regulations or issues.
[email protected] Council forum covers information on upcoming IPC Designers Council activities as well as information, comments,and feedback on current designer issues, local chapter meetings, new chapters forming, and job opportunities. In addition, IPCcan set up a mailing list for your individual Chapter so that your chapter can share information about upcoming meetings,events and issues related specifically to your chapter.
[email protected] Gencam deals with issues regarding the Gencam™ standards and specifications for Printed Circuit Board Layout and Design.
[email protected] forum acts as a peer interaction resource for staying on top of lead elimination activities worldwide and within IPC.
[email protected] is an announcement forum which subscribers can receive notice of new IPC publications, updates and standards.
ADMINISTERING YOUR SUBSCRIPTION STATUS:All commands (such as subscribe and signoff) must be sent to [email protected]. Please DO NOT send any command to themail list address, (i.e.<mail list> @ipc.org), as it would be distributed to all the subscribers.
Example for subscribing: Example for signing off:To: [email protected] To: [email protected]: Subject:Message: subscribe TechNet Joseph H. Smith Message: signoff DesignerCouncil
Please note you must send messages to the mail list address ONLY from the e-mail address to which you want to applychanges. In other words, if you want to sign off the mail list, you must send the signoff command from the address that youwant removed from the mail list. Many participants find it helpful to signoff a list when travelling or on vacation and toresubscribe when back in the office.
How to post to a forum:To send a message to all the people currently subscribed to the list, just send to <mail list>@ipc.org. Please note, use the maillist address that you want to reach in place of the <mail list> string in the above instructions.
Example:To: [email protected]: <your subject>Message: <your message>
The associated e-mail message text will be distributed to everyone on the list, including the sender. Further information onhow to access previous messages sent to the forums will be provided upon subscribing.For more information, contact Keach Sasamoritel 847/790-5315 fax 847/504-2315e-mail: [email protected] www.ipc.org/html/forum.htm
BE
NE
FIT
S O
F IP
C M
EM
BE
RS
HIP

Education and TrainingIPC conducts local educational workshops and national conferences to help you better understand conventional and
emerging technologies. Members receive discounts on registration fees. Visit www.ipc.org to see what programs are
coming to your area.
IPC Certification ProgramsIPC provides world-class training and certification programs based on several widely-used IPC standards, including the
IPC-A-610, the J-STD-001, and the IPC-A-600. IPC-sponsored certification gives your company a competitive advantage
and your workforce valuable recognition.
For more information on programs, contact Alexandra Curtis
tel 847/790-5377 fax 847/509-9798
e-mail: [email protected] www.ipc.org
IPC Video Tapes and CD-ROMsIPC video tapes and CD-ROMs can increase your industry know-how and on the job effectiveness. Members receive
discounts on purchases.
For more information on IPC Video/CD Training, contact Mark Pritchard
tel 505/758-7937 ext. 202 fax 505/758-7938
e-mail: [email protected] www.ipc.org
IPC Printed Circuits Expo®
IPC Printed Circuits Expo is the largest trade exhibition in North America devoted to the PWB
manufacturing industry. Over 90 technical presentations make up this superior technical conference.
Visit www.ipcprintedcircuitexpo.org for upcoming dates and information.
Exhibitor information: Registration information:Contact: Mary MacKinnon Alicia Balonek tel 847/790-5361
Sales Manager Exhibits Manager fax 847/509-9798
tel 847/790-5386 tel 847/790-5398 e-mail: [email protected]
e-mail: [email protected] e-mail: [email protected]
APEX® / IPC SMEMA CouncilElectronics Assembly Process Exhibition & Conference
APEX is the premier technical conference and exhibition dedicated entirely to the electronics
assembly industry. Visit www.GoAPEX.org for upcoming dates and more information.
Exhibitor information: Registration information:
Contact: Mary MacKinnon tel 847/790-5360
tel 847/790-5386 fax 847/509-9798
e-mail: [email protected] e-mail: [email protected]
How to Get InvolvedThe first step is to join IPC. An application for membership can be found in the back of this publication. Once you
become a member, the opportunities to enhance your competitiveness are vast. Join a technical committee and learn
from our industry’s best while you help develop the standards for our industry. Participate in market research programs
which forecast the future of our industry. Participate in Capitol Hill Day and lobby your Congressmen and Senators for
better industry support. Pick from a wide variety of educational opportunities: workshops, tutorials, and conferences.
More up-to-date details on IPC opportunities can be found on our web page: www.ipc.org.
For information on how to get involved, contact:
Jeanette Ferdman, Membership Director
tel 847/790-5309 fax 847/509-9798
e-mail: [email protected] www.ipc.org
BE
NE
FIT
S O
F I
PC
ME
MB
ER
SH
IP
®
®

� Government Agencies/Academic Technical Liaisons
We are representatives of a government agency, university, college, technical institute who are directly concerned with design, research, and utilization of electronic interconnection devices. (Must be a non-profit or not-for-profit organization.)
� One-sided and two-sided rigid printed boards
� Multilayer printed boards
� Flexible printed boards
� Other interconnections
What is your company’s primary product line? ______________________________________________________
� Independent Electronic Assembly EMSI Companies
This facility assembles printed wiring boards, on a contract basis, and may offer other electronic interconnectionproducts for sale.
� Industry Suppliers
This facility supplies raw materials, machinery, equipment or services used in the manufacture or assembly ofelectronic interconnection products.
Thank you for your decision to join IPC members on the “Intelligent Path to Competitiveness”!IPC Membership is site specific, which means that IPC member benefits are available to allindividuals employed at the site designated on the other side of this application.
To help IPC serve your member site in the most efficient manner possible, please tell us whatyour facility does by choosing the most appropriate member category. (Check one box only.)
� Independent Printed Board Manufacturers
This facility manufactures and sells to other companies, printed wiring boards (PWBs) or other electronicinterconnection products on the merchant market. What products do you make for sale?
Name of Chief Executive Officer/President________________________________________________________
What products do you supply?__________________________________________________________________
ASSOCIATION CONNECTINGELECTRONICS INDUSTRIES ®
Application for Site Membership
Name of Chief Executive Officer/President________________________________________________________
� OEM–Manufacturers of any end product using PCB/PCAs or Captive Manufacturers of PCBs/PCAs
This facility purchases, uses and/or manufactures printed wiring boards or other interconnection products foruse in a final product, which we manufacture and sell.

Application for Site Membership
Please attach business card
of primary contact here
Please Check One:
� $1,000.00 Annual dues for Primary Site Membership (Twelve months of IPCmembership begins from the time the application and payment are received)
� $800.00 Annual dues for Additional Facility Membership: Additional membership for a site within anorganization where another site is considered to be the primary IPC member.
� $600.00** Annual dues for an independent PCB/PWA fabricator or independent EMSI provider withannual sales of less than $1,000,000.00. **Please provide proof of annual sales.
� $250.00 Annual dues for Government Agency/not-for-profit organization
TMRC Membership � Please send me information about membership in the Technology MarketResearch Council (TMRC)
Mail application with check or money order to:IPCDept. 77-3491Chicago, IL 60678-3491
Fax/Mail application with credit card payment to:IPC2215 Sanders RoadNorthbrook, IL 60062-6135Tel: 847 509.9700Fax: 847 509.9798http://www.ipc.org
Payment Information:
Enclosed is our check for $________________
Please bill my credit card: (circle one) MC AMEX VISA DINERS
Card No.___________________________________________________________Exp date_______________
Authorized Signature________________________________________________________________________________
Site Information:
Company Name
Street Address
City State Zip/Postal Code Country
Main Switchboard Phone No. Main Fax
Name of Primary Contact
Title Mail Stop
Phone Fax e-mail
Company e-mail address Website URL
02/01
ASSOCIATION CONNECTINGELECTRONICS INDUSTRIES ®

Standards
IPC/EIA J-STD-001C Requirements for Soldered Electrical and Electronic AssembliesThis is the industry standard for commercial and high-reliability assemblies. MIL-STD-2000 has beencancelled, leaving J-STD-001C as the sole industry-consensus standard for soldering. This standarddescribes materials, methods and verification criteria for producing quality soldered interconnectionsand assemblies. Co-produced with EIA.
IPC/EIA J-STD-002A Solderability Tests for Component Leads, Terminations, Lugs, Terminals and WiresCovers the assessment of the solderability of electronic component leads, terminations, solid wire,stranded wire, lugs and tabs. Prescribes test methods, defect definitions, acceptance criteria and illus-trations for suppliers and users. Co-produced with EIA.
ANSI/J-STD-003 Solderability Tests for Printed BoardsContains industry-recommended test methods, defect definitions and illustrations for suppliers andusers to assess the solderability of printed board surface conductors, lands and plated-through holes.Test methods covered include edge dip, rotary dip, solder float, wave solder and wetting balance.Co-produced with EIA.
ANSI/J-STD-004 Requirements for Soldering Fluxes (Includes Amendment 1)Describes general requirements for classifying and testing of rosin, resin, organic and inorganic fluxesfor high quality interconnections. This standard is a flux characterization, quality control and procure-ment document for solder flux and flux-containing materials of all compositions, including no-clean.Supersedes QQ-S-571 and MIL-F-14256. Co-produced with EIA.
ANSI/J-STD-005 Requirements for Soldering PastesLists general requirements for characterization and test of metal content, viscosity, slump, solder ball,tack and wetting of solder pastes. (This is a quality control document and is not intended to relatedirectly to a material’s performance in the manufacturing process.) Supersedes QQ-S-571.Co-produced with EIA.
ANSI/J-STD-006 Requirements for Electronic Grade Solder Alloys and Fluxed and Non-FluxedSolid Solders for Electronic Soldering ApplicationsDescribes requirements and test methods for electronic grade solder alloys, and for fluxed and non-fluxed bar, ribbon, and power solders other than solder paste for electronic grade solders. SupersedesQQ-S-571 and MIL-F-14256. Co-produced with EIA.
IPC-T-50F Terms and Definitions for Interconnecting and Packaging Electronic CircuitsThis standard provides descriptions and illustrations to help users and their customers speak the samelanguage. Also included is a section of acronyms and an index of IPC-T-50F terms by technology types.
IPC-A-600F Acceptability of Printed BoardsContains full-color photographs and illustrations of preferred, acceptable and rejectable conditions forplated-through holes, surface plating, solder coating, base materials, etching, conductors, mechanicalprocesses, flexible and multilayer boards; bow/twist, flat cable and other conditions of printed wiringboards.
IPC-CC-830A Qualification and Performance of Electrical Insulating Compound for PrintedBoard AssembliesThis is the industry standard for qualifying conformal coating. It was designed and constructed with theintent of obtaining maximum information about the confidence in the electrical insulating compound(conformal coating) material under evaluation with a minimum of test redundancy. Includes evaluationof material properties and procedures to qualify a coating using the standard test board.
IPC-SM-840C Qualification and Performance of Permanent Solder MaskStreamlines solder mask classes into two classifications: H (high reliability) and T (telecommunications).IPC-SM-840C also integrates Bellcore requirements (class T) and provides minimum voltage break-down, defines mask formulation latitude, adds new mask chemistries and more.
For latest pricing information, visit our website at www.ipc.org
APPLICABLE DOCUMENTS TO THE IPC-A-610

Contact any of the approved IPC-A-610 Certification Centers listed below for course locations,times and fees.
ACME, INC.Constantino J. Gonzalez513 Cleveland St., Suite # 300Rapid City, SD 57701 USA(P) (605) 381-5963(F) (605) 341-4261
Advanced ReworkTechnology - A.R.T.Throws Farm, Stebbing, Dunmow,Essex CM6 3AQEngland(P) +44 1371 856050(F) +44 1371 856037
Alenia Marconi SystemsKelvin BuildingHillend Industrial ParkHillend by DunfermlineFife ScotlandKY11 9JE(P) +44 (0) 1383 836179(F) +44 (0) 1383 824401
ATTEC Australia52 Curzon StreetCamden Park S.A 5038Australia(P) +61-8-8295-3476(F) +61-8-8376-1154www.attecaustralia.comContact: Lyn Dayman
B E S T Inc.3603 Edison PlaceRolling Medows, IL 60008(P) (847) 797-9250(F) (847) 797-9255
Blackfox Training Institute, LLC455 Weaver Park Road, Suite 400Longmont, CO 80501(P) (888) 837-9959(F) (303) 682-0094
DELTA Quality & CertificationVenlighedsvej 4DK-2970 HoersholmDenmark(P) +45 45 86 77 22(F) +45 45 86 15 96
EMPF/ACIInternational Plaza One, Suite 600Philadelphia, PA 19113(P) (610) 362-1200(F) (610) 362-1290
Ensil Canada Ltd.205 Torbay RoadMarkham, ON L3R 3W4Canada(P) (800) 265-0009(F) (800) 565- 5329
EPTAC Corporation71 Route 101A, Unit 1Amherst, NH 03031(P) (603) 673-7822 / (800) 643-7822(F) (603) 673-8787
Hong Kong Productivity CouncilHKPC Building, 3rd Floor78 Tat Chee, Yau Yat CheunKowloon, Hong Kong(P) +852 2 788 5678(F) +852 2 788 5405
HYTEKDannesbrogsgade 58DK-9000 AalborgDenmark(P) +45 9811 7003(F) +45 9816 4795
Keystone International1006 E. Yager Lane, Suite 110Austin, TX 78753(P) (512) 339-2030(F) (512) 339-2121
Manufacturing TechnologyTraining Center (MTTC)603 Graaf StreetRidgecrest, CA 93555(P) (760) 446-5571(F) (760) 446-4337
Omni Training Corp.9513 Business Center Drive, Suite JRancho Cucamonga, CA 91730-4500(P) (909) 945-9495(F) (906) 945-9459
PIEK InternationalEducation Center(I.E.C.) B.V.Schelsberg 111-1136413 AC HEERLENThe Netherlands(P) +31 45 570 3333(F) +31 45 570 3320
Quality Technology Company635 E. Remington Rd., Suite DSchaumburg, IL 60173(P) (847) 884-1900(F) (847) 884-7280
Sincotron Sverige ABBox 137Stormbyvagen 2-4S-163 29 SpσngaSweden(P) +46 8 795 24 00(F) +46 8 795 24 10
Soldering TechnologyInternational102 Tribble DriveMadison, AL 35758(P) (800) 858-0604(F) (256) 461-9566
Solder School EuropeOriel Training ServicesTelford RoadEastfield Industrial EstateGlenrothes, Fife KY7 4NXScotland(P) +44 1592 632 209(F) +44 1592 631 340
The Surface Mount& Circuit BoardAssociation IncPO Box 3140MURRUMBEENA VIC 3163Australia(P) 61 - 3 - 9568 0599(F) 61 - 3 - 9568 0622
TCSP.O. Box 5313Manchester, NH 03108(P) (800) 955-4842(F) (603) 627-0423
Teamsource, Inc.2320 Donley Drive, Suite AAustin, TX 78758(P) (800) 489-0585(F) (512) 834-9693
ZVE6, Argelsrieder FeldD-82234 Oberpfaffen Wessling,Germany(P) +49 8153 403 21(F) +49 8153 403 15
APPROVED IPC-A-610 TRAINING AND CERTIFICATION CENTERS

For ordering information, contact IPC at:Phone: (847) 790-5362 Fax: (847) 509-9819 Web: [email protected]
More Acceptability
RESOURCESIPC-DRM-SMT
Surface Mount Solder Joint Evaluation -
Desk Reference Manual
This desk reference manualwill help your workforceunderstand and apply thesurface mount acceptancecriteria from IPC-A-610 andJ-STD-001. IPC-DRM-SMTcontains color graphics forchip component, gull wingand J-Lead solder joints. 36pages. Released July 1998.
IPC-A-610C Illustrations on CD-ROM
IPC is offering IPC-A-610C illustrations electronically in a fully editable TIF for-mat for individual purchase. The TIFfiles are the same size as they appearin the hard copy and the size can beadjusted. All TIF files are high res-olution and full-color.
Your purchase of these graphicsgives you unlimited rights to usethese illustrations for internal cor-porate use. Permission is notgranted for resale or transfer toother corporations.
Surface Mount Solder Joint Evaluation Wall Posters and Inspection Sheets
Based on the popular DRM-SMT Desk Reference Manual,these IPC Surface Mount Solder Joint Evaluation Wall Postersclearly illustrate the limits of component misalignment and mini-mum solder joint sizes for the three major component types:Chips, J-Leads, and Gull Wings. The minimum acceptance requirements from IPC-A-610and J-STD-001 have been visually redefined in high-quality graphics. Illustrations include:Side Overhang, End Joint Width, Heel Fillet Height and others, for both Class 2 and Class 3 components.
Purchase quantities and save!Quantity: 1-9 10-24 25-49 50+
IPC Members: $25 $20 $17.50 $15
Nonmembers: $50 $40 $35 $30
IPC-DRM-40Through-Hole Solder
Joint Evaluation – Desk Reference Manual
Through-hole assembly in-spectors now have an easy-to-use desk reference man-ual that contains pictorialinterpretations of the solder-ing requirements of J-STD-001 and the additional sol-dering workmanship stan-dards contained in IPC-A-610. Clear, conclusive pho-tographs are provided fortarget conditions, minimumacceptable conditions, non-conforming process indicatorsand non-conforming defects in a simple to understand for-mat. A terminology section is included for easy reference.32 pages. Released May 1997.
Quantity: 1-9 10-24 25-49 50+
IPC Members: $20 $17.50 $15 $12.50
Nonmembers: $40 $35 $30 $25
Contact IPC order department for pricing.
ASSOCIATION CONNECTINGELECTRONICS INDUSTRIES ®
20x28 inch Surface Mount Evaluation/Inspection Posters for Class 2 (set of3) (one for each component type). Laminated with eyelets for hanging.PSMTL-2 IPC Members: $100 Nonmembers: $200
20x28 inch Surface Mount Evaluation/Inspection Posters for Class 3 (set of 3)Laminated with eyelets for hanging.PSMTL-3 IPC Member: $100 Nonmembers: $200
8.5X11 inch Laminated SMT Inspection Guidelines for Class 2 (set of 3)PSMTS-2 IPC Members: $25 Nonmembers: $50
8.5X11 inch Laminated SMT Inspection Guidelines for Class 3 (set of 3)PSMTS-3 IPC Member: $25 Nonmembers: $50

ASSOCIATION CONNECTINGELECTRONICS INDUSTRIES
2215 Sanders Road, Northbrook, IL 60062-6135Tel. 847.509.9700 Fax 847.509.9798
www.ipc.org
®
ISBN #1-580982-83-2