Mod.4 Processos Texto
68
OBJETIVOS Através do estudo deste módulo o leitor deve tornar-se apto a: 1 - Descrever os fundamentos do processo, os equipamentos de soldagem utilizados, os tipos e funções dos consumíveis, o controle do processo, as aplicações do processo e suas eventuais limitações, a preparação e limpeza requerida para as juntas, as descontinuidades induzidas pelo processo e as condições físicas, ambientais e de proteção individual adequadas à soldagem, para os seguintes processos: Soldagem com eletrodo revestido; Soldagem a arco submerso; Soldagem TIG; Soldagem MIG/MAG; Soldagem com arame tubular; Soldagem por eletroescória; Soldagem eletrogás; Soldagem a gás. 2 - Descrever os fundamentos e as principais características dos seguintes processos de corte e goivagem: Oxicorte; Corte com eletrodo de carvão; Corte a plasma. 3 - Descrever as técnicas e equipamentos para o pré e pós-aquecimento e para o tratamento térmico segundo as seguintes técnicas: Aquecimento por indução; Aquecimento por resistência elétrica; Aquecimento por chama; Aquecimento por material exotérmico.
-
Upload
silvia-garcez -
Category
Documents
-
view
159 -
download
2
Transcript of Mod.4 Processos Texto

OBJETIVOS Através do estudo deste módulo o leitor deve tornar-se apto a: 1 - Descrever os fundamentos do processo, os equipamentos de soldagem utilizados, os tipos
e funções dos consumíveis, o controle do processo, as aplicações do processo e suas eventuais limitações, a preparação e limpeza requerida para as juntas, as descontinuidades induzidas pelo processo e as condições físicas, ambientais e de proteção individual adequadas à soldagem, para os seguintes processos:
Soldagem com eletrodo revestido; Soldagem a arco submerso; Soldagem TIG; Soldagem MIG/MAG; Soldagem com arame tubular;
Soldagem por eletroescória;
Soldagem eletrogás; Soldagem a gás. 2 - Descrever os fundamentos e as principais características dos seguintes processos de corte
e goivagem: Oxicorte; Corte com eletrodo de carvão; Corte a plasma. 3 - Descrever as técnicas e equipamentos para o pré e pós-aquecimento e para o tratamento
térmico segundo as seguintes técnicas: Aquecimento por indução; Aquecimento por resistência elétrica; Aquecimento por chama; Aquecimento por material exotérmico.

SUMÁRIO 1 - SOLDAGEM COM ELETRODO REVESTIDO 1
1.1- Definição 1.2- Fundamentos do Processo 1.3- Equipamentos de Soldagem 1.4- Consumíveis – Eletrodos 1.5- Características e Aplicações 1.6- Preparação e Limpeza das Juntas 1.7- Descontinuidades Induzidas pelo Processo 1.8- Condições Físicas, Ambientais e de Proteção Individual Adequadas à
Soldagem
11233445
2 - SOLDAGEM A ARCO SUBMERSO 7 2.1- Definição
2.2- Fundamentos do Processo 2.3- Equipamentos de Soldagem 2.4- Controle de Processo 2.5- Características e Aplicações 2.6- Preparação e Limpeza da Junta 2.7- Descontinuidades Induzidas pelo Processo 2.8- Condições de Proteção Individual
7789
10101111
3 - SOLDAGEM TIG 143.1- Definição 3.2- Fundamentos do Processo 3.3- Equipamentos de Soldagem 3.4- Consumíveis – Metais de Adição 3.5- Características e Aplicações 3.6- Preparação e Limpeza das juntas 3.7- Descontinuidades Induzidas pelo Processo 3.8- Condições de Proteção Individual
1414151616171718
4 - SOLDAGEM MIG/MAG 204.1- Definição 4.2- Fundamentos do Processo 4.3- Equipamentos de Soldagem 4.4- Tipos de Transferência de Metal de Adição 4.5- Tipos e Funções dos Consumíveis – Gases e Eletrodos 4.6- Comportamento da Atmosfera Ativa no Processo MAG 4.7- Características e Aplicações 4.8- Descontinuidades Induzidas pelo Processo 4.9- Condições de Proteção Individual
202021222324252526

5- SOLDAGEM A ARCO COM ARAME TUBULAR 285.1- Definição 5.2- Fundamentos do Processo 5.3- Equipamentos de Soldagem 5.4- Tipos de Transferência Metálica 5.5- Tipos e Funções dos Consumíveis 5.6- Características e Aplicações 5.7- Descontinuidades Induzidas pelo Processo 5.8- Condições de Proteção Individual
2828293031313132
6 - SOLDAGEM POR ELETROESCÓRIA 346.1- Fundamentos do Processo 6.2- Equipamentos de Soldagem 6.3- Tipos e Funções dos Consumíveis – Eletrodos e Fluxos 6.4- Características e Aplicações 6.5- Descontinuiades Induzidas pelo Processo
3434363737
7 - SOLDAGEM ELETROGÁS 407.1- Fundamentos do Processo 7.2- Equipamentos de Soldagem 7.3- Tipos e Funções dos Consumíveis – Eletrodos e Gases 7.4- Características e Aplicações 7.5- Descontinuidades Induzidas pelo Processo
4041424243
8 - SOLDAGEM A GÁS 468.1- Definição 8.2- Fundamentos do Processo 8.3- Equipamentos de Soldagem 8.4- Tipos e Funções dos Gases 8.5- Tipos e Funções dos Consumíveis 8.6- Características e Aplicações 8.7- Tipos de Chama 8.8- Descontinuidades Induzidas pelo Processo
4646464747484850
9 - DESCONTINUIDADES INDUZIDAS PELOS VÁRIOS PROCESSOS 52
10 - PROCESSOS DE CORTE 5210.1- Oxicorte 10.2- Corte com Eletrodo de Carvão 10.3- Corte a Plasma
525656
11- EQUIPAMENTOS E TÉCNICAS DE PRÉ E PÓS-AQUECIMENTO E DE TRATAMENTO TÉRMICO
60
11.1- Fundamentos do Processo 11.2- Técnicas e Equipamentos
6060

Curso de Inspetor de Soldagem - Processos de Soldagem
1
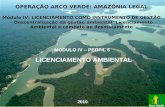
1 - SOLDAGEM A ARCO COM ELETRODO REVESTIDO (SMAW) 1.1 - DEFINIÇÃO A soldagem a arco com eletrodo revestido é um processo que produz a coalescência entre metais pelo aquecimento e fusão destes com um arco elétrico estabelecido entre a ponta de um eletrodo revestido consumível e a superfície do metal de base na junta que está sendo soldada. 1.2 - FUNDAMENTOS DO PROCESSO Soldagem com eletrodo revestido (SMAW) é a união de metais pelo aquecimento oriundo de um arco elétrico estabelecido entre a ponta de um eletrodo revestido e a superfície do metal de base, na junta que está sendo soldada. O metal fundido do eletrodo é transferido através do arco elétrico até a poça de fusão do metal de base, formando assim o metal de solda (combinação entre o metal de base e de adição em determinadas proporções – diluição). Uma escória líquida de densidade menor do que a do metal líquido, que é formada do revestimento do eletrodo e das impurezas do metal de base, sobrenada a poça de fusão protegendo-a da contaminação atmosférica. Uma vez solidificada esta escória controlará a taxa de resfriamento do metal de solda já solidificado. O metal de adição vem da alma metálica do eletrodo (arame) e do revestimento que em alguns casos é constituído de pó de ferro e elementos de liga (ver Figura. 4.1) A soldagem com eletrodo revestido é o processo de soldagem mais usado de todos que falaremos, devido à simplicidade do equipamento, à qualidade das soldas, e do baixo custo dos equipamentos e dos consumíveis. Ele tem grande flexibilidade e solda a maioria dos metais numa grande faixa de espessuras. A soldagem com este processo pode ser feita em quase todos os lugares e em condições extremas. A soldagem com eletrodo revestido é usada extensivamente em fabricação industrial, estrutura metálica para edifícios, construção naval, carros, caminhões, comportas e outros conjuntos soldados.
Figura 4.1 - Soldagem com eletrodo revestido

Curso de Inspetor de Soldagem - Processos de Soldagem
2
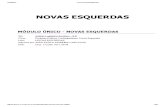
1.3- EQUIPAMENTOS DE SOLDAGEM Como mostrado na figura 4.2, o equipamento consiste de uma fonte de energia, cabos de ligação, um porta eletrodo, um grampo (conector de terra), e o eletrodo. • Fonte de Energia O suprimento de energia pode ser tanto corrente alternada (transformadores) como corrente contínua (geradores ou retificadores) com eletrodo negativo (polaridade direta), ou corrente contínua com eletrodo positivo (polaridade inversa), dependendo das exigências de serviço. O tipo de corrente e a sua polaridade afetam a forma e as dimensões da poça de fusão, a estabilidade do arco elétrico e o modo de transferência do metal de adição. a) Corrente contínua - Polaridade direta (CC-): eletrodo ligado ao polo negativo. Com essa
configuração produz-se uma maior taxa de fusão do eletrodo, associada a uma menor profundidade de penetração.
b) Corrente contínua - Polaridade inversa (CC+): eletrodo positivo e a peça negativa. Com
essa configuração, maiores penetrações e menores taxas de fusão do eletrodo são obtidas. c) Corrente alternada (CA) – a polaridade alterna a cada inversão da corrente. Com este tipo
de configuração, a geometria do cordão, a penetração e a taxa de fusão serão intermediárias em relação àquelas obtidas em CC+ e CC-.
• Cabos de Soldagem São usados para conectar o porta eletrodo e o grampo à fonte de energia. Eles devem ser flexíveis para permitir fácil manipulação. Eles fazem parte do circuito de soldagem e consistem de vários fios de cobre enrolados juntos e protegidos por um revestimento isolante e flexível (normalmente borracha sintética). Os cabos devem ser mantidos desenrolados, quando em operação, para evitar a queda de tensão e aumento de resistência por efeito Joule. • Porta Eletrodo Dispositivo usado para prender mecanicamente o eletrodo revestido enquanto conduz corrente através dele. • Grampo (Conector de Terra) É um dispositivo para conectar o cabo terra à peça a ser soldada.
Figura 4.2 - Equipamento para soldagem com eletrodo revestido

Curso de Inspetor de Soldagem - Processos de Soldagem
3
1.4- CONSUMÍVEIS - ELETRODOS O eletrodo, no processo de soldagem com eletrodo revestido, tem várias funções importantes. Ele estabelece o arco e fornece o metal de adição para a solda. O revestimento do eletrodo também tem funções importantes na soldagem. Didaticamente podemos classificá-las em funções elétricas, físicas e metalúrgicas. • Funções Elétricas de Isolamento e Ionização a) Isolamento: o revestimento é um mal condutor de eletricidade, assim isola a alma do
eletrodo evitando aberturas de arco laterais, orientando o arco para locais de interesse. b) Ionização: o revestimento contém silicatos de Na e K que ionizam a atmosfera do arco. A
atmosfera ionizada facilita a passagem da corrente elétrica, dando origem a um arco estável.
• Funções Físicas e Mecânicas a) Fornece gases para formação da atmosfera protetora das gotículas do metal contra a ação
do hidrogênio da atmosfera. b) O revestimento funde e depois se solidifica sobre o cordão de solda, formando uma escória
de material não metálico que protege o cordão de solda da oxidação pela atmosfera normal, enquanto a solda está resfriando.
c) Proporciona o controle da taxa de resfriamento e contribui no acabamento do cordão. • Funções Metalúrgicas a) Pode contribuir com elementos de liga, de maneira a alterar as propriedades da solda.
Outros elementos químicos são também adicionados com o propósito de escorificar impurezas, desoxidar e etc (ex: Mn, Si)
Os eletrodos revestidos são classificados de acordo com especificações da AWS (American Welding Society). Especificações comerciais para eletrodos revestidos podem ser encontradas nas especificações AWS da série AWS A5 (Ex.: AWS A5.1). 1.5- CARACTERÍSTICAS E APLICAÇÕES É importante para um inspetor de soldagem lembrar que o processo de soldagem com eletrodo revestido tem muitas variáveis a considerar. Por exemplo, ele pode ser usado numa ampla variedade de configurações de juntas encontradas na soldagem industrial, e numa ampla variedade de combinações de metal de base e metal de adição. Ocasionalmente, vários tipos de eletrodos são usados para uma solda específica. Um inspetor de soldagem, deve ter conhecimento profundo sobre a especificação do consumível usada para o serviço, para saber como e quais variáveis afetam a qualidade da solda. O processo de soldagem com eletrodo revestido pode ser usado para soldar em todas as posições. Ele pode ser usado para soldagem da maioria dos aços e alguns dos metais não ferrosos, bem como para deposição de metal de adição para se obter determinadas propriedades ou dimensões. Apresenta possibilidade de soldar metal de base numa faixa de

Curso de Inspetor de Soldagem - Processos de Soldagem
4
2mm até 200mm, dependendo do aquecimento ou requisitos de controle de distorção e da técnica utilizada. O controle da energia de soldagem (heat input) durante a operação é um fator relevante em alguns materiais, tais como aços temperados e revenidos, aços inoxidáveis e aços de baixa liga contendo molibdênio sendo também de grande importância para aplicações em baixas temperaturas. Controle inadequado da energia de soldagem durante a operação de soldagem, quando requerido, pode facilmente causar trincas ou, perda das propriedades primárias do metal de base, como a perda de resistência a corrosão em aços inoxidáveis ou mesmo a queda de capacidade de absorção de energia ao impacto (ensaio Charpy). A taxa de deposição deste processo é pequena comparada com os outros processos de alimentação contínua. A taxa de deposição varia de 1 a 5 kg/h e depende do eletrodo escolhido. O sucesso do processo de soldagem com eletrodo revestido depende muito da habilidade e da técnica do soldador, pois toda a manipulação de soldagem é executada pelo soldador. Há cinco itens que o soldador deve estar habilitado a controlar: • comprimento do arco (varia entre 0,5 a 1,1 do diâmetro do eletrodo revestido); • ângulo de trabalho e de deslocamento do eletrodo; • velocidade de deslocamento do eletrodo; • Técnicas de deposição de passes (passe estreito ou passe oscilante); • corrente. 1.6- PREPARAÇÃO E LIMPEZA DAS JUNTAS As peças a serem soldadas, devem estar isentas de óleo, graxa, ferrugem, tinta, resíduos do exame por líquido penetrante, areia e fuligem do preaquecimento a gás, numa faixa de no mínimo 20mm de cada lado das bordas e desmagnetizadas. 1.7- DESCONTINUIDADES INDUZIDAS PELO PROCESSO A solda obtida pela soldagem a arco com eletrodo revestido pode conter quase todos os tipos de descontinuidades. A seguir estão listadas algumas descontinuidades mais comuns que podem ser encontradas quando este processo é usado. • Porosidade - de um modo geral é causada pelo emprego de técnicas incorretas (grande
comprimento do arco ou alta velocidade de soldagem), pela utilização de metal de base sem limpeza adequada ou por eletrodo úmido. A porosidade agrupada ocorre, às vezes, na abertura e fechamento do arco. A técnica de soldagem com um pequeno passe à ré, logo após começar a operação de soldagem, permite ao soldador refundir a área de início do passe, liberando o gás deste e evitando assim este tipo de descontinuidade. A porosidade vermiforme ocorre geralmente pelo uso de eletrodo úmido.
• Inclusões - são provocadas pela manipulação inadequada do eletrodo e pela limpeza
deficiente entre passes. É um problema previsível, no caso de projeto inadequado no que se refere ao acesso à junta a ser soldada ou mesmo com pequenos ângulos de bisel.
• Falta de Fusão - resulta de uma técnica de soldagem inadequada: soldagem rápida,
preparação inadequada da junta ou do material, corrente baixa demais.

Curso de Inspetor de Soldagem - Processos de Soldagem
5
• Falta de Penetração - resulta de uma técnica de soldagem inadequada: soldagem rápida, preparação inadequada da junta ou do material, corrente baixa demais e eletrodo com o diâmetro grande demais.
• Concavidade e Sobreposição - são devidas a erros do soldador. • Trinca Interlamelar - esta descontinuidade não se caracteriza como sendo uma falha do
soldador. Ocorre, quando o metal de base, não suportando tensões elevadas, geradas pela contração da solda, na direção da espessura, trinca-se em forma de degraus, situados em planos paralelos à direção de laminação.
• Trincas na Garganta e Trincas na Raiz - quando aparecem, demandam, para serem
evitadas, mudanças na técnica de soldagem ou troca de materiais. • Trincas na Margem e Trincas Sob Cordão - são trincas, como veremos, devidas à
fissuração a frio. Elas ocorrem em um certo tempo após a execução da solda e, portanto, podem não ser detectadas por uma inspeção realizada imediatamente após a operação de soldagem. Elas ocorrem, normalmente, enquanto há hidrogênio retido na solda. Como exemplo de fontes de hidrogênio, podemos citar: elevada umidade do ar, eletrodos úmidos, superfícies sujas. Este hidrogênio aliado a uma microestrutura frágil e a um nível de tensões residuais suficientemente elevado, contribui para o aparecimento desses tipos de trincas.
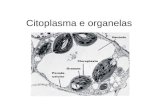
• Mordedura – corrente elevada, peça muito quente. 1.8- CONDIÇÕES FÍSICAS, AMBIENTAIS E DE PROTEÇÃO INDIVIDUAL ADEQUADAS À SOLDAGEM A soldagem não deve ser executada na presença de chuva e vento, a não ser que a junta a ser soldada esteja devidamente protegida. O arco elétrico emite radiações visíveis e ultravioletas, além de projeções e gases nocivos. Por estes motivos, o soldador deve estar devidamente protegido, utilizando filtros, luvas, roupas de proteção, vidro de segurança e executar a soldagem em locais com ventilação adequada. A Figura 4.3 contém resumidamente, algumas das informações mais importantes sobre a soldagem com eletrodo revestido.

Curso de Inspetor de Soldagem - Processos de Soldagem
6
SEGURANÇA: O arco elétrico emite radiações visíveis e ultravioletas. Risco de choques elétricos, queimaduras e projeções. Gases (atmosfera protetora).
> 2mm a 200mm - Eletrodos de 1,6mm a 6mm de diâmetro. - Revestimento de 1 a 5 mm de espessura.
60 a 300 A
CONSUMÍVEIS DO PROCESSO:
Figura 4.3 – Soldagem com eletrodo revestido (Shielded metal arc weldinl – SAMAW)

Curso de Inspetor de Soldagem - Processos de Soldagem
7
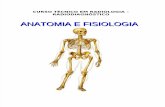
2 - SOLDAGEM A ARCO SUBMERSO (SAW) 2.1- DEFINIÇÃO Processo de soldagem a arco elétrico com eletrodos consumíveis, nos quais o arco elétrico e a poça de fusão são protegidos do ambiente pelos produtos resultantes da queima de um fluxo que é adicionado independentemente do eletrodo. Pode ser utilizado como eletrodo; arame maciço, arame composto ou fita. 2.2- FUNDAMENTOS DO PROCESSO Soldagem a arco submerso (SAW) une metais pelo aquecimento e fusão destes com um arco elétrico (ou arcos), estabelecido entre um eletrodo nu (ou vários eletrodos) e o metal de base. O arco está submerso e coberto por uma camada de material granular fusível que é conhecido por fluxo; portanto o regime de fusão é misto: por efeito joule e por arco elétrico. Dispositivos automáticos asseguram a alimentação do eletrodo (ou dos eletrodos) a uma velocidade conveniente de tal forma que sua(s) extremidade(s) mergulhem constantemente no banho de fluxo em fusão. A movimentação do cabeçote de soldagem em relação à peça faz progredir passo a passo a poça de fusão que se encontra sempre coberta e protegida por uma escória que é formada pelo fluxo fundido e impurezas. A figura 4.4 mostra este processo. Neste processo o soldador ou o operador de solda não necessita usar um capacete ou máscara de proteção. O profissional não pode ver o arco elétrico através do fluxo e tem dificuldade de acertar o posicionamento do arco quando se perde o curso. Para contornar tal problema o equipamento deve possuir um dispositivo simples de guia (mecânico ou luminoso) para orientá-lo. Vantagens do processo: • alta qualidade da solda. • taxa de deposição e velocidade de deslocamento extremamente altas. • nenhum arco de soldagem visível, minimizando requisitos de proteção. • pouca fumaça. • utilização de múltiplos arames.
Figura 4.4 - Soldagem a arco submerso

Curso de Inspetor de Soldagem - Processos de Soldagem
8
O processo de soldagem a arco submerso também solda uma faixa ampla de espessuras, e a maioria dos aços, ferríticos e austeníticos. Uma utilidade do processo de soldagem a arco submerso está na soldagem de chapas espessas de aços, por exemplo vasos de pressão, tanques, tubos de grandes diâmetros e vigas. 2.3- EQUIPAMENTOS DE SOLDAGEM A soldagem a arco submerso é um processo normalmente automático podendo ser encontrado como semi-automático, em que a alimentação do consumível e o comprimento do arco são controlados pelo alimentador de arame ou fita e pela fonte de energia. No processo automático, um mecanismo de avanço movimenta o cabeçote de soldagem ao longo da peça, e normalmente um sistema de recuperação do fluxo granular não utilizado (ver Figura 4.5). Na soldagem de união de cilindros, o cabeçote de soldagem permanece fixo e o conjunto se movimenta através de posicionadores giratórios.
Figura 4.5 - Equipamento para soldagem a arco submerso
A fonte de energia para a soldagem a arco submerso pode ser uma das seguintes: • uma tensão variável de gerador CC ou retificador. • uma tensão contínua de gerador CC ou retificador. • um transformador de CA. A tendência atual é para o uso de retificadores de tensão constante ou de característica plana. Neste tipo de equipamento quando se aumenta a velocidade de alimentação de arame o equipamento aumenta a corrente de soldagem. Para se variar a energia de soldagem é necessário ajustar a voltagem.

Curso de Inspetor de Soldagem - Processos de Soldagem
9
As fontes de energia fornecem altas correntes de trabalho. A maioria da soldagem é feita em uma faixa de 350 a 2000A. A soldagem com corrente contínua permite melhor controle de formato do passe de soldagem, da profundidade de penetração e da velocidade de soldagem. A soldagem em corrente contínua normalmente desenvolve-se com polaridade inversa (eletrodo positivo, CC+) A corrente alternada tem a vantagem de reduzir o sopro magnético (deflexão do arco, de seu percurso normal, devido a forças magnéticas). Os eletrodos para soldagem a arco submerso têm usualmente composição química muito similar à composição do metal de base. Fluxos para soldagem a arco submerso também alteram a composição química da solda e influenciam em suas propriedades mecânicas. As características do fluxo são similares às dos revestimentos usados no processo de soldagem a arco com eletrodo revestido. Os diferentes tipos de fluxo estão listados a seguir: • fundido; • aglutinado; • aglomerado; • mecanicamente misturado. A composição da solda é alterada por fatores como as reações químicas do metal de base com elementos do eletrodo e do fluxo, e elementos de liga adicionados através do fluxo. A possibilidade que o processo apresenta de se utilizar várias combinações arame-fluxo, pois ambos são individuais, dá ao processo grande flexibilidade para se alcançar as propriedades desejadas para a solda. 2.4- CONTROLE DE PROCESSO As observações seguintes são importantes para que se tenha domínio sobre a técnica da soldagem a arco submerso:
• Quanto maior a intensidade de corrente (I) maior a penetração;
• Quanto maior a tensão (V) maior o comprimento de arco e consequentemente maior a largura do passe;
• Quanto maior o stick-out (distância entre o contato elétrico e a peça) maior a taxa de deposição;
• Quanto maior a velocidade de soldagem, menor a penetração e menor a largura do passe;
• Quanto menor a diâmetro do eletrodo, maior a penetração;
• Corrente contínua, polaridade inversa (CC+), produz menor taxa de deposição e maior penetração.

Curso de Inspetor de Soldagem - Processos de Soldagem
10
2.5- CARACTERÍSTICAS E APLICAÇÕES A soldagem a arco submerso pode ser usada para muitas aplicações industriais, que incluem fabricação de navios, fabricação de elementos estruturais, vasos de pressão, etc. O processo pode ser usado para soldar seções finas, bem como seções espessas (5mm até acima de 200mm). O processo é usado principalmente nos aços carbono, de baixa liga e inoxidáveis. Ele não é adequado para todos metais e ligas. A seguir estão listadas as várias classes de metal de base que podem ser soldados por esse processo: • Aço carbono com até 0,29% C. • Aços carbonos tratados termicamente (normalizados ou temperados - revenidos). • Aços de baixa liga, temperados e revenidos, com limite de escoamento até 700 Mpa
(100.000 psi). • Aços cromo-molibdênio (1/2% a 9% Cr e 1/2% a 1% Mo). • Aços inoxidáveis austeníticos. • Níquel e ligas de Níquel. A maioria da soldagem a arco submerso é feita na posição plana, com pouca aplicação na posição horizontal em ângulo. Soldas executadas com este processo usualmente tem boa dutilidade, alta tenacidade ao entalhe, contém baixo hidrogênio, alta resistência à corrosão e propriedades que são no mínimo iguais àquelas que são encontradas no metal de base. Por este processo pode-se executar soldas de topo, em ângulo, de tampão, e também realizar deposições superficiais no metal de base (revestimento). Na soldagem de juntas de topo com raiz aberta, um cobre-junta é utilizado para suportar o metal fundido. Na soldagem de revestimento para prover de propriedades desejadas uma superfície, por exemplo, resistência a corrosão ou erosão, o metal de adição usado é normalmente uma fita. A taxa de deposição pode variar de 5,0kg/h, usando processos semi-automáticos, até um máximo aproximado de 85kg/h, quando se usam processos automáticos com vários arcos conjugados. 2.6- PREPARAÇÃO E LIMPEZA DA JUNTA A limpeza da junta e o alinhamento da máquina com a junta são particularmente importantes na soldagem a arco submerso. No que se refere à limpeza, qualquer resíduo de contaminação não removido pode redundar em porosidade e inclusões. Portanto, prevalecem, para a soldagem a arco submerso, todas as recomendações feitas para a soldagem com eletrodo revestido, quais sejam: • As peças a serem soldadas devem estar isentas de óleo, graxa, ferrugem, resíduos do
exame por líquido penetrante, areia e fuligem do preaquecimento a gás, numa faixa de no mínimo 20mm de cada lado das bordas, e desmagnetizadas.
• As irregularidades e escória do oxi-corte devem ser removidas, no mínimo, por esmerilhamento.
• Os depósitos de carbono, escória e cobre resultantes do corte com eletrodo de carvão devem ser removidos.

Curso de Inspetor de Soldagem - Processos de Soldagem
11
O alinhamento máquina/junta incorreto resulta em falta de penetração e falta de fusão na raiz. Se a soldagem é com alto grau de restrição, trincas também podem surgir devido ao alinhamento defeituoso. 2.7- DESCONTINUIDADES INDUZIDAS PELO PROCESSO Na soldagem a arco submerso, a exemplo da soldagem com eletrodo revestido, pode ocorrer quase todo tipo de descontinuidade, pelo menos as mais comuns. Vejamos alguns aspectos principais: • Falta de Fusão - pode ocorrer no caso de um cordão espesso executado em um único
passe ou em soldagens muito rápidas, ou seja, nos casos de baixa energia de soldagem.
• Falta de penetração - como já citamos anteriormente, a falta de penetração, quando acontece, é devida a um alinhamento incorreto da máquina de solda com a junta a ser soldada e/ou velocidade de soldagem inadequada.
• Inclusão de Escória - pode ocorrer quando a remoção de escória, na soldagem em vários passes, não for perfeita. Devemos cuidar para que toda a escória seja removida, atentando que existem regiões onde esta operação é mais difícil: a região entre passes e aquela entre o passe e a face do chanfro executado no metal de base.
• Mordedura - acontecem com certa freqüência na soldagem a arco submerso, quando a soldagem processa-se rapidamente e, quando a corrente for muito alta.
• Porosidade - ocorre com freqüência, tendo como causas principais a alta velocidade de avanço da máquina e o resfriamento rápido da solda. São bolhas de gás retidas sob a escória. Podemos eliminar a porosidade mudando a granulação (finos em menor quantidade) ou a composição do fluxo. Outros meios de evitar porosidades são: limpeza adequada da junta, diminuição da velocidade de avanço da máquina, utilização de arames com maior teor de desoxidantes e altura do fluxo adequada.
• Trinca - na soldagem a arco submerso pode ocorrer trincas em elevadas temperaturas ou em temperaturas baixas. Trincas de Cratera ocorrem normalmente na soldagem a arco submerso, a não ser que o operador tenha uma perfeita técnica de enchimento de cratera. Na prática utilizamos chapas apêndices (run-on e run-off tabs) para deslocar o início e o fim da operação de soldagem para fora das peças que estão sendo efetivamente soldadas. Trincas na Garganta ocorrem em pequenos cordões de solda entre peças robustas. São típicas de soldagem com elevado grau de restrição. Trincas na Margem e Trincas na Raiz muitas vezes ocorrem algum tempo após a operação de soldagem e, neste caso, são devidas ao hidrogênio. Freqüentemente a causa é umidade no fluxo.
Duplas laminações, lascas e dobras no metal de base podem conduzir a trincas na soldagem a arco submerso. Tais descontinuidades apresentam-se sob a forma de entalhes que tendem a iniciar trincas no metal de solda. Duplas laminações associadas às altas tensões de soldagem podem redundar em trinca interlamelar.
2.8- CONDIÇÕES DE PROTEÇÃO INDIVIDUAL Como o arco é submerso, invisível, a soldagem é normalmente executada sem fumaças, projeções e outros inconvenientes comumente verificados em outros processos de soldagem a arco elétrico. Daí, não necessitarmos de máscaras e outros dispositivos de proteção a não ser dos óculos de segurança. Eles devem ser escuros para proteção contra clarões no caso de, inadvertidamente, ocorrer abertura de arco sem fluxo de cobertura.

Curso de Inspetor de Soldagem - Processos de Soldagem
12
A soldagem a arco submerso pode produzir fumaças e gases tóxicos. É sempre conveniente cuidar para que exista uma ventilação adequada do local de soldagem, especialmente no caso de áreas confinadas. O operador e outras pessoas relacionadas com a operação do equipamento de soldagem devem estar familiarizados com as instruções de operação do fabricante. Particular atenção deve ser dada às informações de precaução contidas no manual de operação. A Figura 4.6 contém resumidamente, algumas informações mais importantes sobre a soldagem a arco submerso.

Curso de Inspetor de Soldagem - Processos de Soldagem
13
Plana e Horizontal em ângulo (2F)
Poucos problemas. O arco é encoberto pelo fluxo. Deve-se utilizar óculos de proteção com filtro.
LIMITAÇÕES: - Requer ajuste preciso das peças - Limitado p/posições plana e horizontal em ângulo (2F) - A tenacidade ao entalhe das soldas pode ser baixa.
Arame sólidoArame composto Fita
Fluxo
CONSUMÍVEIS DO PROCESSO
Figura 4.6- Soldagem a arco submerso ( Submerged arc welding- SAW)
TIPO DE OPERAÇÃO: Automática
VANTAGENS:

Curso de Inspetor de Soldagem - Processos de Soldagem
14
3 - SOLDAGEM TIG (GTAW) 3.1- DEFINIÇÃO Processo de soldagem a arco elétrico com eletrodo não consumível de tungstênio ou liga de tungstênio sob uma proteção gasosa de gás inerte ou misturas de gases inertes. Pode ou não ser utilizado material de adição. 3.2- FUNDAMENTOS DO PROCESSO Soldagem TIG é a união de metais pelo aquecimento e fusão destes com um arco elétrico estabelecido entre um eletrodo não consumível de tungstênio puro ou de ligas a base de tungstênio, e a peça. A proteção durante a soldagem é conseguida com um gás inerte ou mistura de gases inertes, que também tem a função de transmitir a corrente elétrica quando ionizados durante o processo. A soldagem pode ser feita com ou sem metal de adição (solda autógena). Quando é feita com metal de adição, ele não é transferido através do arco, mas é fundido pelo arco, não fazendo portanto parte do circuito elétrico de soldagem. A Figura 4.7 mostra esquematicamente este processo.
Figura 4.7 - Soldagem TIG
A área do arco é protegida da contaminação atmosférica pelo gás de proteção, que flui do bico da pistola. O gás remove o ar, eliminando a contaminação do metal fundido e do eletrodo de tungstênio aquecido pelo nitrogênio e oxigênio presentes na atmosfera. Há pouco ou nenhum salpico e fumaça. A camada da solda é suave e uniforme, requerendo pouco ou nenhum acabamento posterior.

Curso de Inspetor de Soldagem - Processos de Soldagem
15
A soldagem TIG pode ser usada para executar soldas de alta qualidade na maioria dos metais e ligas. Não há nenhuma escória e o processo pode ser usado em todas as posições. Este processo é o mais lento dos processos manuais. 3.3- EQUIPAMENTOS DE SOLDAGEM A soldagem TIG é usualmente um processo manual mas pode ser mecanizado e até mesmo automatizado. O equipamento necessita ter: • um porta eletrodo com passagem de gás e um bico para direcionar o gás protetor ao redor
do arco e um mecanismo de garra para conter e energizar um eletrodo de tungstênio, denominado pistola;
• um suprimento de gás de proteção; • um fluxímetro e regulador-redutor de pressão do gás; • uma fonte de energia, com características volt-ampere idênticas ao do eletrodo revestido; • uma fonte de alta freqüência • um suprimento de água de refrigeração, se a pistola for refrigerada a água.
A Figura 4.8 ilustra o equipamento necessário para o processo TIG.
Figura 4.8 - Equipamento para soldagem TIG As variáveis que mais afetam este processo são as variáveis elétricas (corrente, tensão e características da fonte de energia). Elas afetam na quantidade, distribuição e no controle de calor produzido pelo arco e também desempenham um papel importante na sua estabilidade e finalmente, na remoção de óxidos refratários da superfície de alguns metais leves e suas ligas. Os eletrodos de tungstênio usados na soldagem TIG são de várias classificações e os requisitos destes são dados na norma AWS A 4.12, basicamente temos: • EWP - Tungstênio puro (99,5%). • EWCe –2 - Tungstênio com 1,8 a 2,2% de Ce O2; • EWLa-1 - Tungstênio com 0,9 a 1,2% de La2O3; • EWTh-1- Tungstênio com 0,8 a 1,2% de ThO2; • EWTh-2- Tungstênio com 1,7 a 2,2% de ThO2; • EWG - Tungstênio (94,5%) com adição de alguns elementos não identificados.

Curso de Inspetor de Soldagem - Processos de Soldagem
16
A adição de tório e zircônio ao tungstênio, permite a este, emitir eletrons mais facilmente quando aquecido. 3.4- CONSUMÍVEIS - METAIS DE ADIÇÃO E GASES Uma ampla variedade de metais e ligas estão disponíveis para utilização como metais de adição no processo de soldagem TIG. Os metais de adição, se utilizados, normalmente são similares ao metal que está sendo soldado. Os gases de proteção mais comumente usados para soldagem TIG são argônio, hélio ou uma mistura destes dois gases. O argônio é muitas vezes preferido em relação ao hélio porque apresenta várias vantagens, como: • ação do arco mais suave e sem turbulências. • menor tensão no arco para uma dada corrente e comprimento de arco. • maior ação de limpeza na soldagem de materiais como alumínio e magnésio, em corrente
alternada. • menor custo e maior disponibilidade. • menor vazão de gás para uma boa proteção (na posição plana). • melhor resistência a corrente de ar transversal. • mais fácil a iniciação do arco. Por outro lado, o uso do hélio usado como gás de proteção, resulta em uma tensão de arco mais alta para um dado comprimento de arco e corrente em relação a argônio, produzindo mais calor, e assim é mais efetivo para soldagem de materiais espessos (especialmente metais de alta condutividade, tal como alumínio). Entretanto, visto que a densidade do hélio é menor que a do argônio, usualmente são necessárias maiores vazões de gás para se obter um arco mais estável e uma proteção adequada da poça de fusão, durante a soldagem na posição plana. 3.5- CARACTERÍSTICAS E APLICAÇÕES A soldagem TIG é um processo bastante adequado para espessuras finas dado ao excelente controle da poça de fusão (arco elétrico). O processo pode ser aplicado em locais que não necessitam de metal de adição. Este processo pode também unir paredes espessas de chapas e tubos de aço e de ligas metálicas. É usado tanto para soldagem de metais ferrosos como de não ferrosos. Os passes de raiz de tubulações de aço carbono e aço inoxidável, especialmente aquelas de aplicações críticas, são freqüentemente soldadas pelo processo TIG. Embora a soldagem TIG tenha um alto custo inicial e baixa produtividade, estes são compensados pela possibilidade de se soldar muitos tipos de metais, de espessuras e em posições não possíveis por outros processos, bem como pela obtenção de soldas de alta qualidade e resistência. A soldagem TIG possibilita soldar alumínio, magnésio, titânio, cobre e aços inoxidáveis, como também metais de soldagem difícil e outros de soldagem relativamente fácil como os aços carbono.

Curso de Inspetor de Soldagem - Processos de Soldagem
17
Alguns metais podem ser soldados em todas as posições, dependendo da corrente de soldagem e da habilidade do soldador. A corrente usada na soldagem TIG pode ser alternada ou contínua. Com a corrente contínua pode-se usar polaridade direta ou inversa. Entretanto, visto que a polaridade direta produz o mínimo de aquecimento no eletrodo e o máximo de aquecimento no metal de base, eletrodos menores podem ser usados, obtendo-se profundidade de penetração ainda maior do que a obtida com polaridade inversa ou com corrente alternada. Quando se deseja baixa penetração, deve-se optar pela situação que leva ao aquecimento mínimo do metal de base, usando-se a polaridade inversa ou corrente alternada. Na soldagem de alumínio a corrente utilizada é alternada, sendo necessário um dispositivo de alta freqüência que está normalmente embutido no equipamento. A despeito das vantagens citadas, é conveniente lembrar que a soldagem TIG, para ser bem sucedida, requer uma excepcional limpeza das juntas a serem soldadas e um treinamento extenso do soldador. Uma consideração que se deve ter em mente é o ângulo do cone da ponta do eletrodo de tungstênio, pois a conicidade afeta a penetração da solda. No entanto esta preparação só ocorre para soldagem com corrente contínua polaridade direta. Se a curvatura da extremidade do eletrodo for diminuída (ponta mais aguda), a largura do cordão tende a aumentar e a penetração diminui. A ponta tornando-se aguda demais, a densidade de corrente elétrica aumenta e a extremidade deste pode atingir temperaturas superiores ao ponto de fusão do eletrodo, quando então irá se desprender do eletrodo e fazer parte da poça de fusão, constituindo após sua solidificação numa inclusão de tungstênio no metal de solda (inclusão metálica). A faixa de espessura para soldagem TIG (dependendo do tipo de corrente, tamanho do eletrodo, diâmetro do arame, metal de base, e gás escolhido) vai de 0,1 mm a 50 mm. Quando a espessura excede 5 mm, precauções devem ser tomadas para controlar o aumento de temperatura, na soldagem multipasse. A taxa de deposição, dependendo dos mesmos fatores listados para espessura, pode variar de 0,2 a 1,3 kg/h. 3.6- PREPARAÇÃO E LIMPEZA DAS JUNTAS A preparação e limpeza das juntas para a soldagem TIG requerem todos os cuidados exigidos para a soldagem com eletrodo revestido e mais: • a limpeza do chanfro e bordas deve ser ao metal brilhante, numa faixa de 10 mm, pelos
lados interno e externo.
• Quando da deposição da raiz da solda deve ser empregada a proteção, por meio de gás inerte, pelo outro lado da peça. A este gás injetado na raiz da junta, chamamos de Purga. Para os aços carbono não é necessária a proteção.
3.7- DESCONTINUIDADES INDUZIDAS PELO PROCESSO A menos da inclusão da escória, a maioria das descontinuidades listadas para os outros processos de soldagem pode ser encontrada na soldagem TIG. É importante saber que:

Curso de Inspetor de Soldagem - Processos de Soldagem
18
• Falta de Fusão - pode acontecer se usarmos uma técnica de soldagem inadequada. A penetração do arco na soldagem TIG é relativamente pequena. Por esta razão, para a soldagem TIG devem ser especificadas juntas adequadas ao processo.
• Inclusão de Tungstênio - podem resultar de um contato acidental do eletrodo de tungstênio com a poça de fusão: a extremidade quente do eletrodo de tungstênio pode fundir-se, transformando-se numa gota de tungstênio que é transferida à poça de fusão, produzindo assim uma inclusão de tungstênio na solda. A aceitabilidade ou não dessas inclusões depende do código que rege o serviço que está sendo executado.
• Porosidade - pode ocorrer devido à limpeza inadequada do chanfro ou a impurezas contidas no metal de base ou por deficiência no suprimento do gás.
• Trincas - na soldagem TIG normalmente são devidas à fissuração a quente. Trincas Longitudinais ocorrem em depósitos feitos em alta velocidade. Trincas de Cratera, na maioria das vezes, são devidas a correntes de soldagem impróprias. As trincas devidas ao hidrogênio (fissuração a frio), quando aparecem, são decorrentes de umidade no gás inerte.
3.8- CONDIÇÕES DE PROTEÇÃO INDIVIDUAL Na soldagem TIG a quantidade de radiação ultravioleta liberada é bastante grande. Partes da pele diretamente expostas a tais radiações queimam-se rapidamente, o que exige precauções; a proteção da vista é fundamental. Outro aspecto dessas radiações é sua capacidade de decompor solventes, com a liberação de gases bastante tóxicos. Daí, em ambientes confinado, deve cuidar para que não haja solventes nas imediações. A Figura 4.9 contém resumidamente algumas das informações mais importantes sobre a soldagem TIG.

Curso de Inspetor de Soldagem - Processos de Soldagem
19
Bico de contato
Bocal refratário
- Produz as soldas de melhor qualidade. - Soldagem de seções finas.
CONSUMÍVEIS DO PROCESSO:
Figura 4.9 - Soldagem TIG ( Gás Tungsten Arc Welding – GTAW )
TIPO DE OPERAÇÃO: Manual ou Automática CUSTO DO EQUIPAMENTO: 1,5 (Manual) a (Automático) (Sold. C/ elet. Revestido = 1)

Curso de Inspetor de Soldagem - Processos de Soldagem
20
4 - SOLDAGEM MIG/MAG (GAS METAL ARC WELDING - GMAW) 4.1- DEFINIÇÃO Processo de soldagem a arco elétrico com eletrodo consumível sob proteção gasosa, que utiliza como eletrodo um arame maciço e como proteção gasosa um gás inerte (MIG), um gás ativo (MAG), ou misturas de gases. 4.2- FUNDAMENTOS DO PROCESSO A Soldagem MIG/MAG usa o calor de um arco elétrico estabelecido entre um eletrodo nu alimentado de maneira contínua e o metal de base, para fundir a ponta do eletrodo e a superfície do metal de base na junta que está sendo soldada. A proteção do arco e da poça de solda fundida vem inteiramente de um gás alimentado externamente, o qual pode ser inerte, ativo ou uma mistura destes. Portanto dependendo do gás poderemos ter os seguintes processos: • Processo MIG (METAL INERT GAS): injeção de gás inerte.
O gás pode ser:
- argônio - hélio - argônio + 1% de O2 - argônio + 3% de O2 - argônio + (até) 15% CO2
• Processo MAG (METAL ACTIVE GAS): injeção de gás ativo ou mistura de gases que
perdem a característica de inertes, quando parte do metal de base é oxidado. Os gases utilizados são:
- CO2 - CO2 + 5 a 10% de O2 - argônio + 15 a 30% de CO2 - argônio + 5 a 15% de O2 - argônio + 25 a 30% de N2
A Figura 4.10 mostra como o processo de soldagem MIG/MAG funciona. Escórias formadas nos processos de soldagem com eletrodo revestido e soldagem a arco submerso, não são formadas no processo de soldagem MIG/MAG, porque nesses processos não se usa fluxo. Entretanto, um filme vítreo (que tem o aspecto de vidro) de sílica se forma de eletrodos de alto silício, o qual deve ser tratado como escória.

Curso de Inspetor de Soldagem - Processos de Soldagem
21
Figura 4.10 - Soldagem MIG/MAG
A soldagem MIG/MAG é um processo bastante versátil. As maiores vantagens são: • Taxa de deposição maior que a de soldagem com eletrodo revestido. • Menos gás e fumaça na soldagem. • Alta versatilidade. • Larga capacidade de aplicação. • Solda uma faixa ampla de espessura e materiais. O processo de soldagem MIG/MAG, pode ser semi-automático ou automático. No processo semi-automático o eletrodo é alimentado automaticamente através de uma pistola. O soldador controla a inclinação e a distância entre a pistola e a peça, bem como a velocidade de deslocamento e a manipulação do arco. O processo de soldagem MIG/MAG pode também ser usado para aplicação de revestimento superficial. 4.3- EQUIPAMENTO DE SOLDAGEM O equipamento de soldagem MIG/MAG consiste de uma pistola de soldagem, uma fonte de energia, um suprimento de gás de proteção, e um sistema de acionamento de arame. A figura 4.11 mostra o equipamento básico necessário para o processo de soldagem MIG/MAG.

Curso de Inspetor de Soldagem - Processos de Soldagem
22
Figura 4.11 - Equipamento para soldagem MIG/MAG A pistola contém um tubo de contato para transmitir a corrente de soldagem para o eletrodo e um bocal de gás para direcionar o gás de proteção às redondezas do arco e da poça de fusão. O alimentador de arame é composto de um motor pequeno de corrente contínua e de uma roda motriz. O escoamento do gás de proteção é regulado pelo fluxímetro e pelo regulador-redutor de pressão. Estes possibilitam fornecimento constante de gás para o bico da pistola a uma vazão pré-ajustada. A operação de soldagem se inicia quando a ponta do arame mantém contato com a peça e é acionado o gatilho de ignição da pistola. Nesse instante, três eventos ocorrem: (a) o arame é energizado; (b) o arame avança; (c) o gás flui, devido a abertura do solenóide. Pode-se, então, iniciar o deslocamento da pistola para a soldagem. A maioria das aplicações da soldagem MIG/MAG requer energia com corrente contínua e polaridade inversa. Nesta situação tem-se um arco mais estável, transferência estável, salpico baixo, e cordão de solda de boas características. Corrente contínua polaridade direta não é usada freqüentemente, e corrente alternada nunca é utilizada para este processo. 4.4- TIPOS DE TRANSFERÊNCIA DE METAL DE ADIÇÃO Na soldagem com eletrodos consumíveis, como na soldagem MIG/MAG, o metal fundido na ponta do arame tem de ser transferido para a poça de fusão. Os principais fatores que influenciam na transferência são: - Intensidade e tipo de corrente; - Tensão do arco elétrico; - Densidade de corrente; - Natureza do arame eletrodo; - Extensão livre do eletrodo ("stick-out") - Gás de proteção; e - Características da fonte de energia.

Curso de Inspetor de Soldagem - Processos de Soldagem
23
Há quatro modos de transferência do metal de adição fundido da ponta do arame para a poça de fusão, a saber: • Por transferência globular - ocorre com uma baixa corrente em relação á bitola do
eletrodo. O metal se transfere do eletrodo para a peça como glóbulos, cada um maior em diâmetro que o eletrodo. Os glóbulos se transferem para a poça sem muita direção e o aparecimento de salpico é bem evidente.
• Por transferência por spray ou por pulverização axial - ocorre com correntes altas. O metal de adição fundido se transfere através do arco como gotículas finas. Com a transferência por spray a taxa de deposição pode chegar até a 10 kg/h. Entretanto, essa taxa de deposição restringe o método à posição plana devido a grande quantidade de material depositado e a fluidez da poça de fusão.
• Por transferência por curto circuito - A fusão inicia-se globularmente e a gota vai aumentando de tamanho até tocar a poça de fusão, produzindo um curto circuito e extinguindo o arco. Sob a ação de determinadas forças, a gota é transferida para a peça. Este processo permite a soldagem em todas as posições e é um processo com energia relativamente baixa, o que restringe seu uso para espessuras maiores.
• Por soldagem a arco pulsante - mantém um arco de corrente baixa como elemento de fundo e injeta sobre essa corrente baixa, pulsos de alta corrente. A transferência do metal de adição é pelo jato de gotículas durante esses pulsos. Esta característica da corrente de soldagem faz com que a energia de soldagem seja menor, o que torna possível a soldagem na posição vertical pelo uso de arames de diâmetros grandes. Para se obter este modo de transferência deve-se utilizar fontes de energia especiais, capazes de fornecerem correntes pulsadas, com períodos de pulsos controláveis.
A maior parte da soldagem MIG/MAG por spray é feita na posição plana. As soldagens MIG/MAG por arco pulsante e por transferência por curto circuito são adequadas para soldagem em todas as posições. Quando a soldagem é feita na posição sobre-cabeça, são usados eletrodos de diâmetros pequenos com o método de transferência por curto circuito. A transferência por spray pode ser usada com corrente contínua pulsada. 4.5- TIPOS E FUNÇÕES DOS CONSUMÍVEIS - GASES E ELETRODOS A finalidade principal do gás de proteção em soldagem MIG/MAG é proteger a solda da contaminação atmosférica. O gás de proteção também influi no tipo de transferência, na profundidade de penetração, e no formato do cordão. Argônio e hélio são gases de proteção usados para soldar a maioria dos metais não-ferrosos. O CO2 é largamente usado para a soldagem de aços doces. Quando da seleção de um gás protetor, o fator mais importante para se ter em mente é que quanto mais denso for o gás, mais eficiente é a sua proteção ao arco. Os eletrodos para soldagem MIG/MAG são similares ou idênticos na composição àqueles dos outros processos de soldagem que utilizam eletrodos nus, sendo que, para o caso específico da soldagem MAG, contêm elementos desoxidantes tais como silício e manganês em percentuais determinados. Como uma regra, as composições do eletrodo e do metal de base devem ser tão similares quanto possível, sendo que, especificamente para o processo MAG, deve ser levado em conta o acréscimo de elementos desoxidantes. Para se ter maiores informações sobre os eletrodos consultar as especificações AWS A 5.9, A 5.18 e A 5.28.

Curso de Inspetor de Soldagem - Processos de Soldagem
24
4.6- COMPORTAMENTO DA ATMOSFERA ATIVA NO PROCESSO MAG Por atmosfera ativa entende-se a injeção de gás de proteção ativo, isto é, com capacidade de oxidar o metal durante a soldagem. Para facilitar o raciocínio sobre os fenômenos envolvidos, tomemos, como exemplo, a injeção de dióxido de carbono (CO2), ver figura 4.12.
Figura 4.12 - Injeção de gás ativo O dióxido de carbono injetado no gás de proteção, ao dissociar-se em monóxido de carbono e oxigênio (CO2 CO + 1/2 O2), propicia a formação do monóxido de ferro: Fe + 1/2 O2 FeO. O monóxido de ferro (FeO), por sua vez, difunde-se e dissolve-se na poça de fusão mediante a reação:
FeO + C Fe + CO Pode ocorrer que não haja tempo para a saída do monóxido de carbono (CO), da poça de fusão, o que provocará poros ou porosidade no metal de solda. O problema é resolvido mediante a adição de elementos desoxidantes tal como, o manganês. O manganês reage com o óxido de ferro, dando origem ao óxido de manganês, o qual, não sendo gás, vai para a escória (FeO + Mn MnO). O manganês porém deve ser adicionado em quantidade compatível com o FeO formado. Mn em excesso fará com que parte dele se incorpore à solda, implicando em maior dureza do metal de solda e, portanto, em maior probabilidade de ocorrência de trincas. Em síntese, portanto, ocorrem as seguintes reações: • na atmosfera ativa: CO2 CO + 1/2 O2 Fe + 1/2 O2 FeO • quando da transformação líquido/sólido: FeO + C Fe + CO • com a adição de elementos desoxidantes: FeO + Mn Fe + MnO (o MnO vai para a escória).

Curso de Inspetor de Soldagem - Processos de Soldagem
25
É sempre conveniente atentarmos para os seguintes detalhes na soldagem com atmosfera ativa (processo MAG e todos os outros com atmosfera ativa): • à medida que a velocidade de solidificação aumenta, torna-se maior a probabilidade de
ocorrência de poros e porosidades;
• a oxidação pode ser causa de poros e porosidades. A desoxidação em excesso, ao aumentar a resistência mecânica à tração da solda, aumenta sua temperabilidade. O risco de ocorrência de trincas será maior.
Na soldagem MAG o elemento desoxidante é adicionado mediante o uso de um arame especial, contendo maior teor de elemento desoxidante. Além do Mn, são também elementos desoxidantes: Si, V, Ti e Al. 4.7- CARACTERÍSTICAS E APLICAÇÕES O processo de soldagem MIG/MAG produz soldas de alta qualidade com procedimentos de soldagem apropriados. Como não é utilizado um fluxo, a possibilidade de inclusão de escória semelhante ao processo eletrodo revestido ou arco submerso é mínima, podendo, por outro lado, ocorrer à inclusão de uma escória vítrea característica do processo se a limpeza interpasse não for feita de maneira adequada. Hidrogênio na solda é praticamente inexistente. A soldagem MIG/MAG é um processo de soldagem para todas as posições, dependendo do eletrodo e do gás ou gases usados. Pode soldar a maioria dos metais e ser utilizado inclusive para a deposição de revestimentos superficiais. Tem capacidade para soldar espessuras maiores de 0,5 mm com transferência por curto circuito. A taxa de deposição pode chegar a 15kg/h dependendo do eletrodo, modo de transferência e gás usado. 4.8- DESCONTINUIDADES INDUZIDAS PELO PROCESSO Na soldagem MIG/MAG podem ocorrer as seguintes descontinuidades: • Falta de Fusão - pode acontecer na soldagem MIG/MAG com transferência por curto-
circuito. Ocorre também com transferência por spray ou pulverização axial quando utilizamos baixas corrente. Excessiva velocidade de soldagem é outro motivo da falta de fusão.
• Falta de Penetração - sua ocorrência é mais provável com a transferência por curto-circuito.
• Inclusões de Escória - o oxigênio contido no próprio metal de base, ou aquele captado durante a soldagem sob condições deficientes de proteção, forma óxidos na poça de fusão. Na maioria das vezes, esses óxidos flutuam na poça de fusão, mas eles podem ficar aprisionados sob o metal de solda, dando origem à inclusão de escória.
• Lascas, Dobras, Duplas Laminações e Trinca Interlamelar podem vir à tona ou surgir em soldas com alto grau de restrição.
• Mordedura - quando acontecem são devidas a inabilidade do soldador.
• Poros e Porosidade - como já vimos, poros e porosidade são causados por gás retido na solda. Na soldagem MIG/MAG verifica-se o seguinte mecanismo: o gás de proteção, injetado sem a observância de determinados requisitos técnicos, pode deslocar a atmosfera que o envolve, a qual contém oxigênio e nitrogênio. O oxigênio e nitrogênio da atmosfera

Curso de Inspetor de Soldagem - Processos de Soldagem
26
podem dissolver-se na poça de fusão, dando origem a poros e porosidade no metal de solda.
• Sobreposição - pode acontecer com a transferência por curto-circuito.
• Trincas - podem ocorrer trincas em soldagem com técnica deficiente, como por exemplo, uso de metal de adição inadequado.
4.9- CONDIÇÕES DE PROTEÇÃO INDIVIDUAL Na soldagem MIG/MAG é grande a emissão de radiação ultravioleta. Existe também o problema de projeções metálicas. O soldador deve usar os equipamentos convencionais de segurança, tais como luvas, macacão, óculos para proteção da vista, etc. Na soldagem em áreas confinadas não esquecer da necessidade de uma ventilação forçada, bem como de remover da área recipientes contendo solventes que podem se decompor em gases tóxicos por ação dos raios ultravioleta. A Figura 4.13 contém resumidamente, algumas das informações mais importantes sobre a soldagem MIG/MAG.

Curso de Inspetor de Soldagem - Processos de Soldagem
27
Semi-automática ou automática Custo do Equipamento - 3
0,6 a 1,6mm
Misturas: base argônio ou base CO2
CONSUMÍVEIS DO PROCESSO: Arame: 0,6 a 1,6 mm
Figura 4.13 - Soldagem MIG/ MAG ( Gás METAL ARC WELDING – GTAW )
APLICAÇÕES TÍPICAS NA INDUSTRIA DO PETRÓLEO E PETROQUIMICA: Soldagem de tubulações e internos de vasos de pressão Soldagem de estruturas metálicas

Curso de Inspetor de Soldagem - Processos de Soldagem
28
5 - SOLDAGEM A ARCO COM ARAME TUBULAR (FLUX CORED ARC WELDING-FCAW) 4.1- DEFINIÇÃO Processo de soldagem a arco que produz a coalescência de metais pelo aquecimento destes com um arco elétrico estabelecido entre um eletrodo metálico tubular, contínuo, consumível e o metal de base. A proteção do arco e do cordão é feita por um fluxo de soldagem contido dentro do eletrodo, que pode ou não ser suplementada por uma proteção gasosa adicional fornecida por uma fonte externa. 4.2- FUNDAMENTOS DO PROCESSO A soldagem com arame tubular foi desenvolvida visando unir as vantagens do processo MIG/MAG (semi-automático ou automático) com as do processo com eletrodo revestido (revestimento fusível formador de gases protetores, escória, elementos de liga, etc.). Deste modo o arame eletrodo maciço foi substituído por outro, composto de um arame tubular com alma de fluxo fusível, semelhante ao utilizado no arco submerso. Existem dois tipos de arames tubulares: • Autoprotegido - onde a proteção do arco e da poça de fusão é feita unicamente pela queima
do fluxo em pó, contido no núcleo do arame. • Proteção adicional de gás - onde, além dos gases gerados pelo fluxo, é utilizado um gás
adicional para a proteção, que flui pelo mesmo bocal de onde emerge o arame tubular. Os gases normalmente utilizados são:
- CO2 - Ar + 2% de O2 - Ar + 18 - 25% de CO2
A escória formada sobre o metal de solda possui as mesmas funções metalúrgicas daquelas vistas anteriormente nos processos de soldagem com eletrodo revestido e arco submerso (ver itens 1 e 2 deste módulo); aliada a estas funções, a escória promove um ótimo acabamento. Pela utilização de arames de maior diâmetro e faixas mais altas de corrente elétrica têm-se, em comparação com o processo MIG/MAG, elevadas taxas de deposição, juntamente com boa penetração e velocidades de soldagem altas. Assim como os arames maciços, utilizados nos processos MIG/MAG, o arame tubular também é embalado numa forma contínua (bobinado); por esta razão, eles podem ser empregados tanto em processos semi-automáticos como em processos automáticos. Em ambos os processos, o arame tubular é alimentado automaticamente através de uma pistola. No processo semi-automático, o soldador controla a inclinação e a distância da pistola à peça, bem como a velocidade de deslocamento e a manipulação do arco. As Figuras 4.14 (a) e 4.14 (b) mostram o funcionamento do processo de soldagem com arame tubular.

Curso de Inspetor de Soldagem - Processos de Soldagem
29
Figura 4.14 (a) - Soldagem a arco elétrico com Arame Tubular Autoprotegido
Figura 4.14 (b) - Soldagem a arco elétrico com Arame Tubular com Proteção Gasosa 4.3- EQUIPAMENTOS DE SOLDAGEM O equipamento de soldagem com arame tubular é bastante próximo do utilizado no processo MIG/MAG. Devem ser feitas, porém, as seguintes ressalvas: • A fonte tem capacidade de gerar maior intensidade de corrente; • As pistolas, em casos onde a intensidade de corrente seja elevada, são, usualmente,
refrigeradas com água ou ar; • No processo autoprotegido o sistema de gás de proteção é inexistente.

Curso de Inspetor de Soldagem - Processos de Soldagem
30
A Figura 4.15 mostra, esquematicamente, um equipamento para soldagem com arame tubular.
Figura 4.15 - Equipamento para soldagem com arame tubular 4.4- TIPOS DE TRANSFERÊNCIA METÁLICA As transferências metálicas no processo arame tubular, além de serem em função dos parâmetros de soldagem empregados, são também em função do gás ou mistura gasosa utilizada. Neste processo têm-se os seguintes tipos de transferências: • Curto-circuito: caracterizada pelo constante processo de extinção e reacendimento do arco
elétrico. Este tipo de transferência permite a soldagem em todas as posições, com o incoveniente de gerar uma grande quantidade de respingos.
• Globular: é a transferência metálica típica produzida pelos arames tubulares; ocorre à
correntes mais baixas que na transferência por spray. Existe grande incidência de respingos de metal fundido.
• Por spray ou pulverização: ocorre quando são estabelecidas altas intensidades de
correntes e altas tensões do arco em relação a um determinado diâmetro de arame. Dentre os gases ou misturas gasosas utilizadas, apenas o Argônio e as misturas gasosas de Argônio com teor de CO2 variando entre 8 e 15%, permitem produzir este tipo de transferência metálica. Por produzir uma elevada taxa de deposição, a transferência por spray restringe-se apenas à posição plana. Um problema gerado por este tipo de transferência metálica é a possibilidade de ocorrência de falta de fusão, devido ao jato metálico ser dirigido para regiões que não tenham sido suficientemente aquecidas.
• Por arco pulsante: é uma transferência tipo spray sintético, obtida pela pulsação da corrente
entre dois níveis pré-estabelecidos: uma corrente de base, baixa o suficiente para manter estável o arco elétrico e resfriar a poça de fusão e uma corrente de pico, superior a corrente de transição globular - spray. Por este motivo a energia de soldagem é baixa, facilitando a soldagem com arames de grandes diâmetros fora da posição plana.

Curso de Inspetor de Soldagem - Processos de Soldagem
31
4.5- TIPOS E FUNÇÕES DOS CONSUMÍVEIS Na soldagem com arame tubular os consumíveis utilizados são: • Eletrodos - são arames tubulares ocos com alma formada por um fluxo fusível de baixo teor de
hidrogênio. Quando o gás protetor for de natureza ativa, devem estar presentes na composição química do eletrodo elementos desoxidantes, tais como o Mn, e o Si. No caso dos arames autoprotegidos, existe na composição química do fluxo a presença do Al.
As especificações AWS A5.20 e A5.29 classificam arames tubulares para aços C-Mn e baixa liga respectivamente. Para aços inoxidáveis são utilizados arames classificados pela AWS A5.22.
• Gases de proteção - dentre as diversas opções de gases disponíveis utiliza-se mais
freqüentemente o gás CO2 e misturas deste com argônio. Os mesmos são utilizados conforme requerido pela especificação do eletrodo (ver item anterior).
4.6- CARACTERÍSTICAS E APLICAÇÕES A soldagem com arame tubular tem como principal característica a elevada taxa de deposição. Além disso, a solda possui boa qualidade decorrente dos benefícios metalúrgicos provenientes do fluxo. Estes fatores justificam a vasta aplicação nas diversas áreas da indústria. Um cuidado especial deve ser tomado pelo soldador durante a remoção da escória formada sobre cada passe depositado, a fim de evitar inclusões na junta soldada. 4.7- DESCONTINUIDADES INDUZIDAS PELO PROCESSO • Falta de fusão - ligada à transferência por curto-circuito. • Falta de penetração - também ligada à transferência por curto-circuito, podendo ainda surgir
por preparação inadequada do chanfro ou erro na configuração da junta escolhida pelo projeto.
• Inclusão de escória - deficiência do soldador no processo de remoção da escória, alta
velocidade de soldagem, projeto inadequado da junta. • Mordedura - inabilidade do soldador ou amperagem elevada. • Poros e porosidade - surgem quando a velocidade de soldagem é elevada, não permitindo a
difusão dos gases pelo cordão. Na soldagem com proteção gasosa, podem ser causadas por uma vazão de gás inadequada ou por ventos no local de soldagem, o que impede uma proteção efetiva da poça de fusão. Podem ocorrer ainda quando são utilizadas misturas ricas em Ar em soldagem de chapas grossas. Voltagens elevadas utilizadas na soldagem.
• Sobreposição - ligada à transferência por curto-circuito ou inabilidade do soldador. • Trincas - normalmente são oriundas de técnicas de soldagem e/ou preparação inadequadas.
Há que se considerar a formação de fases pré-fusíveis, resultantes das combinações de elementos desoxidantes com o oxigênio que podem ocasionar trincas à quente.

Curso de Inspetor de Soldagem - Processos de Soldagem
32
4.8- CONDIÇÕES DE PROTEÇÃO INDIVIDUAL Os equipamentos de proteção individual (EPI) são os mesmos utilizados em outros processos de soldagem à arco elétrico. Devido às radiações emitidas serem de maior intensidade, os filtros utilizados deverão ter uma densidade maior. O processo de soldagem com arame tubular gera uma grande quantidade de fumaça. Deste modo o ambiente deverá ter boa aeração preferencialmente através de exaustores. A figura 4.16 contém um resumo das principais informações sobre o processo arame tubular.

Curso de Inspetor de Soldagem - Processos de Soldagem
33
Figura 4.16 – Soldagem com arame tubular (Flux Cored Arc Welding - FCAW) TIPO DE OPERAÇÃO: Semi-automática ou Automática
Custo do equipamento – 3
EQUIPAMENTOS: Retificador, gerador, pistola, unidade de alimentação de arame, unidade de deslocamento (para o processo automático) e cilindro de gás (Dual Shield)
CARACTERÍSTICAS: TAXA DE DEPOSIÇÃO: 1 a 18 kg/h ESPESSURAS SOLDADAS: > 3 mm POSIÇÕES: Todas DILUIÇÃO: 20 a 50% FAIXA DE CORRENTE: 90 a 600 A
CONSUMÍVEIS: Arame: . 1,2 a 4,0 mm - aços carbono e baixa liga . 1,6 a 4,0 mm - aços cromo e cromo-níquel Gases: . CO2 ou Ar + CO2-Aços carbono e baixa liga . CO2 ou Ar + O2 ou Ar + He - Aços cromo e cromo-níquel
APLICAÇOES TÍPICAS NA INDÚSTRIA DO PETRÓLEO E PETROQUÍMICAS: Soldagem de estruturas metálicas, soldagem de polidutos, soldagem de tanques de armazenamento, etc.
VANTAGENS: - Alta taxa de deposição. - Ótimo acabamento - Baixo teor de hidrogênio combinado com alta energia
LIMITAÇÕES: - Aplicável somente em aços carbono e aços inoxidáveis. - Soldagem fora da posição, restrita às transferências por curto-circuito ou por arco pulsante.
SEGURANÇA: Grande emissão de radiação ultravioleta, projeções metálicas e fumaça.
CONSUMÍVEIS DO PROCESSO:

Curso de Inspetor de Soldagem - Processos de Soldagem
34
6 - SOLDAGEM POR ELETROESCÓRIA (ELECTROSLAG WELDING - ESW) 6.1- FUNDAMENTOS DO PROCESSO A processo de soldagem por Eletroescória não é um processo de soldagem a arco pois nele o arco somente é usado apenas para dar início a soldagem. Na soldagem por eletroescória, uma escória fundida (temperatura de aproximadamente 1700°C), funde o metal de adição e o metal de base. O banho de escória formado sobrenada a poça de fusão protegendo-a durante toda a soldagem. O processo é iniciado através da abertura de um arco elétrico entre o eletrodo e um apêndice colocado na base da junta. Fluxo granulado é então acrescido e fundido pelo calor do arco.. Quando uma camada espessa de escória se forma, toda a ação do arco cessa, sendo o mesmo extinto. Entretanto, a corrente de soldagem continua a passar do eletrodo para o metal de base através da escória por condução elétrica. A resistência da escória fundida à passagem dessa corrente é justamente o que gera o calor necessário para a soldagem (efeito Joule), sendo este suficiente para fundir o eletrodo e as faces do chanfro. O eletrodo fundido (e tubo guia, se é usado) e o metal de base fundido formam o metal de solda abaixo do banho de escória fundida. A figura 4.17 mostra esquematicamente este processo.
Figura 4.17 - Processo eletroescória 6.2- EQUIPAMENTOS DE SOLDAGEM O processo eletroescória é um processo automático. O equipamento básico necessário para este processo é constituído de: • Fonte de energia. • Alimentador de arame e oscilador. • Tubo guia e eletrodo. • Deslocador (não precisa se o guia é consumível).

Curso de Inspetor de Soldagem - Processos de Soldagem
35
• Sapata de retenção (sapata de moldagem). • Controles de soldagem. • Cabos de conexão elétrica. • Isolantes. Há necessidade de se colocar uma chapa apêndice para o início da soldagem, pois o processo, na sua fase inicial, é instável, com conseqüentes prejuízos à qualidade da solda. Este apêndice é descartado posteriormente. Para o avanço vertical da soldagem, usam-se sapatas de retenção, que podem ser refrigeradas a água. (Ver figura 4.18).
Figura 4.18 - Detalhes da soldagem eletroescória As sapatas de retenção servem para conter tanto o metal de solda fundido como o fluxo fundido. A superfície da solda é moldada pelo contorno ou formato das sapatas enquanto a poça de fusão se move para cima na junta. Conforme vai ocorrendo a solidificação, impurezas metálicas flutuam para cima do metal fundido através da escória. Fontes de energia para o processo de soldagem eletroescória são do tipo transformador-retificador de tensão constante, que operam na faixa de 450 a 1000 A. Elas são similares às usadas no processo de soldagem a arco submerso. A tensão mínima em circuito aberto da fonte de energia deve ser de 60 V. É requerida uma fonte de energia separada para cada eletrodo. A figura 4.19 mostra esquematicamente uma instalação típica de soldagem eletroescória.

Curso de Inspetor de Soldagem - Processos de Soldagem
36
Figura 4.19 - Equipamento para soldagem eletroescória O motor do alimentador do arame e o sistema de controle de soldagem são os mesmos usados para soldagem MIG/MAG ou de outro processo que utiliza arame consumível. A corrente de soldagem e a taxa de alimentação do eletrodo, podem ser tratadas como uma só variável, porque uma varia em função da outra. Se a velocidade de alimentação do eletrodo é aumentada, a corrente de soldagem e a taxa de deposição são também aumentadas. Como a corrente de soldagem é aumentada, a profundidade da poça de fusão também é aumentada. A tensão de soldagem é uma outra variável que precisa ser levada em consideração. A tensão tem efeito maior na profundidade de fusão no metal de base e também na estabilidade de operação do processo. Aumentando-se a tensão, aumenta a profundidade de fusão* e a largura da poça de fusão e também aumenta o fator de forma (relação largura/profundidade) e, como resultado, a possibilidade de ocorrência de trinca é menor. Se a tensão é baixa pode ocorrer um curto circuito entre o eletrodo e a poça de fusão. Se a tensão é alta demais, podem ocorrer respingos de solda ou aberturas de arco no topo da escória fundida. * NOTA: Observar que a profundidade de fusão é lateral. 6.3- TIPOS E FUNÇÕES DOS CONSUMÍVEIS - ELETRODOS E FLUXOS Há dois tipos de eletrodos usados no processo de soldagem eletroescória: eletrodos sólidos e tubulares. Eletrodos sólidos são mais largamente usados. Eletrodos tubulares são usados quando há necessidade da adição de elementos de liga. A composição da solda é determinada pelo metal de base e pelo metal de adição. A composição do fluxo também é importante, visto que ele determina a boa operação do processo. Os fluxos podem ser feitos de vários materiais tais como óxidos complexos de sílicio,

Curso de Inspetor de Soldagem - Processos de Soldagem
37
manganês, titânio, cálcio, magnésio e alumínio. Características especiais desejadas para a solda são alcançadas pela mudança ou variação da composição do fluxo. As funções normais dos fluxos são: • Condução da corrente de soldagem. • Fornecimento de calor para fundir o eletrodo e o metal de base. • Possibilita uma operação estável. • Proteção do metal fundido da atmosfera. É necessária apenas uma pequena quantidade de fluxo para a soldagem. Um banho de escória de 40 a 50mm de profundidade é usualmente requerido de maneira que o eletrodo consiga permanecer no banho e fundir-se debaixo da superfície. 6.4- CARACTERÍSTICAS E APLICAÇÕES A soldagem eletroescória é um processo de aplicação limitado, usado apenas para fazer soldas verticais em espessuras médias de aços carbono, de baixa liga, de alta resistência, de médio carbono, e de alguns aços inoxidáveis. O processo se aplica melhor a espessuras acima de 20mm. Embora a habilidade manual não seja requerida, o conhecimento da técnica é necessário para operar o equipamento. Algumas das suas vantagens são: • Alta taxa de deposição e boa qualidade de solda, com relação a exames não-destrutivos,
faz desse processo desejável para seções espessas encontradas em inúmeras aplicações industriais, tais como: maquinarias pesadas, vasos de pressão, navios e fundidos grandes.
• Requer pouca ajustagem e preparação da junta (usualmente juntas sem chanfro).
• Solda materiais espessos num só passe, com um único ajuste.
• É um processo mecanizado com um mínimo de manuseio de material. Uma vez iniciado o processo, ele continua até o término.
• Requer tempo mínimo de soldagem e apresenta uma distorção mínima.
• Não há arco de soldagem visível e nenhum lampejo de arco.
A soldagem num único passe é também uma grande desvantagem desse processo. O deslocamento da fonte de calor, por ser suficientemente lenta, acarreta superaquecimento do metal de base, permitindo o crescimento exagerado dos grãos na zona afetada termicamente. Como resultado, as propriedades mecânicas da junta soldada, sobretudo a tenacidade sofre degradação. A fragilidade da solda assim obtida necessita, para ser corrigida, de um tratamento térmico posterior à soldagem - a normalização. 6.5- DESCONTINUIDADES INDUZIDAS PELO PROCESSO Soldas feitas com o processo de soldagem eletroescória sob condições de operação adequadas são de alta qualidade e livres de descontinuidades. Descontinuidades podem aparecer, porém se não for seguido um procedimento de soldagem adequado. Algumas descontinuidades que podem resultar deste processo são:

Curso de Inspetor de Soldagem - Processos de Soldagem
38
• Falta de Fusão - soldas de chapas espessas, nas quais o calor é distribuído por oscilação do eletrodo, podem apresentar falta de fusão na parte central ou perto das sapatas. O efeito de resfriamento das sapatas pode impedir a fusão do metal de base próximo à superfície em que a sapata está apoiada. A indicação resultante assemelha-se com uma mordedura.
Podem ocorrer também num início de soldagem com temperatura abaixo da necessária. • Inclusões - são incomuns, mas podem acontecer. É o caso de pedaços de arames
introduzidos na poça de maneira muita rápida pela unidade de alimentação de arame e que não se fundem. Também têm sido encontradas na zona fundida, varetas e, até mesmo, partes do equipamento de soldagem como, por exemplo, a extremidade do guia tubular de eletrodo.
• Inclusões de Escória - podem ocorrer se a solda for quase interrompida e reiniciada. O processo de soldagem exige uma poça de escória aquecida a aproximadamente 1.700oC. Um reinício de soldagem inadequado pode não fundir perfeitamente o metal, redundando em escória na solda.
• Porosidade - quando ocorre, é grosseira e do tipo vermiforme, podendo ser causada por pedaço de abesto úmido utilizado como vedação entre a sapata de retenção e a peça a ser soldada, fluxo contaminado ou úmido, eletrodo, tubo guia ou material para início de soldagem úmidos.
• Sobreposição - pode ocorrer se as sapatas não forem bem ajustadas às chapas, permitindo o vazamento de material fundido.
• Trinca Interlamelar - não tem sido observada na soldagem eletroescória de juntas de topo porque não se registram tensões no sentido da espessura das chapas do metal de base.
• Trincas - devido à fissuração a frio não são encontradas na soldagem eletroescória. Isso devido ao ciclo lento de aquecimento e resfriamento da junta, inerente ao processo. Já as trincas causadas pela fissuração a quente são comuns na soldagem eletroescória, principalmente no caso de soldas com alto grau de restrição, devido à granulação grosseira da junta soldada. Essas trincas propagam-se ao longo dos contornos de grãos.
• Duplas Laminações - não se constituem em grandes inconvenientes para a soldagem eletroescória. A escória fundida atrai para fora qualquer inclusão existente na dupla laminação e sela a dupla laminação ao longo da solda. Analogamente, lascas e dobras são absorvidas pela soldagem eletroescória.
A Figura 4.20 contém resumidamente, algumas das informações mais importantes sobre a soldagem por eletroescória.

Curso de Inspetor de Soldagem - Processos de Soldagem
39
POSIÇÃO DE SOLDAGEM: PLANA
CONSUMÍVEIS DO PROCESSO:
-Limitada à progressão vertical ascendente, na posição de soldagem plana. -Requer tratamento térmico de normalização devido ao superaquecimento (baixa tenacidade ao entalhe do metal de solda e ZTA).
POSIÇÃO DE SOLDAGEM: PLANA
CONSUMÍVEIS DO PROCESSO:
-Limitada à progressão vertical ascendente, na posição de soldagem plana. -Requer tratamento térmico de normalização devido ao superaquecimento (baixa tenacidade ao entalhe do metal de solda e ZTA).
Figura 4.20 - Soldagem por eletroescória ( ELECTRO SLAG WELDING – ESW )

Curso de Inspetor de Soldagem - Processos de Soldagem
40
7 - SOLDAGEM ELETROGÁS (ELECTROGAS WELDING - EGW) 7.1- FUNDAMENTOS DO PROCESSO A soldagem eletrogás é uma variação dos processos MIG/MAG e do processo de soldagem a arco com Arame Tubular. Da mesma forma que no processo Eletroescória, a soldagem por Eletrogás utiliza sapatas de retenção para confinar a poça de fusão na soldagem na posição vertical. A formação da atmosfera protetora e a transferência do metal são idênticas ao processo MIG/MAG. Uma proteção adicional pode ou não ser utilizada pela injeção de um gás ou de uma mistura de gases provenientes de uma fonte externa. Os aspectos mecânicos do processo eletrogás são similares aos do processo eletroescória e, como este, uma vez iniciado continua até se completar a solda. A Figura 4.21 mostra esquematicamente este processo.
Fig. 4.21 - soldagem eletrogás com arame sólido.
A soldagem normalmente é feita num único passe.
Para o início da operação um eletrodo consumível em forma de arame, sólido ou tubular, é alimentado numa cavidade formada pelas faces do chanfro das peças a serem soldadas e pelas sapatas de retenção. Um arco elétrico se inicia entre o eletrodo e uma chapa situada na parte inferior da junta.

Curso de Inspetor de Soldagem - Processos de Soldagem
41
O calor do arco funde as faces do chanfro e o eletrodo que é alimentado de maneira contínua. O metal fundido proveniente do metal de adição e do metal de base fundido, forma uma poça de fusão abaixo do arco e se solidifica. O eletrodo pode oscilar horizontalmente através da junta, principalmente em juntas mais espessas de maneira a distribuir de maneira mais uniforme o calor e o metal de adição. A medida que a solda se solidifica uma ou ambas as sapatas se movem para cima junto com o cabeçote de soldagem de modo a dar continuidade à solda. A deposição é feita através de movimento oscilatório na posição plana de soldagem com progressão na direção vertical. 7.2- EQUIPAMENTOS DE SOLDAGEM O equipamento básico para a soldagem eletrogás é similar ao convencional da soldagem por eletroescória. A diferença fundamental é a introdução do gás de proteção do arco e da poça de metal fundido, quando o gás de proteção é necessário (na soldagem eletrogás com arame tubular, o gás de proteção nem sempre é necessário). Basicamente, os componentes de soldagem eletrogás são: • Fonte de energia de corrente contínua; • Sapatas refrigeradas com água para conter a solda fundida; • Uma pistola de soldagem; • Dispositivo para alimentar o arame; • Um mecanismo para oscilar a pistola na soldagem; • Equipamento para suprir o gás de proteção, quando usado. Num sistema típico de soldagem eletrogás, os componentes essenciais, com exceção da fonte de energia, são incorporados num único conjunto (cabeçote de soldagem) que se move verticalmente para cima, acompanhando a progressão da soldagem. Dispositivos de controle para fluxo de água, pressão horizontal nas sapatas retentoras, oscilação da pistola de soldagem, alimentador de arame, e movimento vertical são similares aos usados no processo de soldagem com eletroescória. • Fonte de Energia A fonte de Energia pode ser tanto do tipo tensão constante como do tipo corrente constante. Quando uma unidade de tensão constante é utilizada, o deslocamento vertical pode ser controlado manualmente ou por dispositivo, tal como uma célula foto-elétrica, que detecta a altura da subida da poça de fusão. Com fontes de energia tipo tensão variável (corrente constante), o deslocamento vertical pode ser controlado pela variação do arco elétrico. • Alimentador de Arame É similar ao utilizado nos processos de soldagem automática MIG/MAG e com arame tubular. O alimentador deve ser capaz de suprir o eletrodo a altas velocidades e de endireitar o arame tornando sua extremidade reta.

Curso de Inspetor de Soldagem - Processos de Soldagem
42
• Pistola de Soldagem A pistola de soldagem para soldagem eletrogás efetua as mesmas funções daquelas das soldagens MIG/MAG e com arame tubular. Ela guia o eletrodo para a posição desejada na abertura da junta e transmite a corrente de soldagem para o eletrodo, e, em algumas aplicações, ela fornece gás de proteção ao redor do eletrodo e do arco. A energia é transmitida pelo bico de contato. A principal diferença entre uma pistola de soldagem eletrogás e as da soldagem MIG/MAG ou com arame tubular, é a limitação na dimensão paralela à abertura da raiz entre chapas, pois o bocal da pistola deve se adaptar nesta abertura estreita. A largura da pistola é freqüentemente limitada a 10 mm, para que possa ter um deslocamento horizontal adequado. • Sapatas de Retenção Tal como na soldagem por eletroescória, sapatas são usadas para reter a poça de fusão. Usualmente ambas as sapatas movem-se para cima com a progressão da soldagem. Em algumas soldagens uma das sapatas pode ser um cobre-junta estacionário. Para prevenir que a poça de fusão incorpore o cobre das sapatas, estas são refrigeradas a água para não se fundirem. 7.3- TIPOS E FUNÇÕES DOS CONSUMÍVEIS - ELETRODOS E GASES Há dois tipos de eletrodos usados na soldagem eletrogás, a saber: • Arame tubular (com fluxo interno); • Arames sólidos; Os dois tipos de eletrodos são usados comercialmente. A especificação AWS A 5.26 cobre os requisitos desses eletrodos para a soldagem de aços carbono e de baixa liga. Para soldagem de aço com arame tubular, o CO2 é o gás de proteção normalmente usado. A mistura de 80% argônio e 20% CO2 é normalmente usada para soldagem de aço com eletrodos sólidos. Alguns eletrodos tubulares são do tipo auto-protegido. Quando fundidos, os fluxos geram uma proteção gasosa para proteger o metal de adição e o metal de solda fundido. 7.4- CARACTERÍSTICAS E APLICAÇÕES A soldagem eletrogás é usada para a união de chapas espessas que devem ser soldadas na posição vertical ou que podem ser posicionadas verticalmente para a soldagem. A soldagem é feita usualmente num só passe. A viabilidade econômica depende da espessura da chapa e do comprimento da junta. O processo é usado principalmente para a soldagem de aços carbono e aços liga, mas também é aplicável a aços inoxidáveis austeníticos, e outros metais e ligas que são soldáveis pelos processos MIG/MAG. A espessura do metal de base pode variar numa faixa de 10 a 100 mm. Usualmente, quando a espessura é superior a 75 mm, o processo de soldagem eletroescória é mais recomendado que o processo eletrogás. Quanto maior a junta a ser soldada, maior é a eficiência deste processo. Para soldagem de campo, por exemplo, juntas verticais de tanques de armazenamento de grande porte, o processo

Curso de Inspetor de Soldagem - Processos de Soldagem
43
elimina o grande trabalho e o custo da soldagem manual. As variáveis de soldagem do processo eletrogás são similares às do processo por eletroescória. A energia normalmente usada, no processo eletrogás, é de corrente contínua, polaridade inversa. Fontes de energia usadas para soldagem eletrogás são usualmente na faixa de 750 a 1000 A para ciclo de trabalho de 100% (uso contínuo). Neste processo, o calor do arco elétrico deve ser aplicado uniformemente através da junta com chapas de 30 a 100mm de espessura; a pistola de soldagem é oscilada horizontalmente sobre a poça de fusão para realizar uma deposição uniforme do metal e a fusão completa de ambas as partes da raiz. A oscilação horizontal não é usualmente necessária para chapas menores que 30mm de espessura. 7.5- DESCONTINUIDADES INDUZIDAS PELO PROCESSO A soldagem eletrogás é basicamente um processo de soldagem MIG/MAG ou com arame tubular. Todas as descontinuidades encontradas nas soldas feitas pelos dois processos podem ser encontradas em soldas feitas com a soldagem eletrogás. Entretanto, a causa de algumas descontinuidades, tal como falta de fusão, pode ser diferente na soldagem eletrogás. Soldas feitas com processo de soldagem eletrogás sob condições normais de operação resultam em soldas de alta qualidade e livres de descontinuidades prejudiciais. Entretanto, soldagens feitas em condições anormais podem resultar em soldas defeituosas. Descontinuidades na solda que podem ser encontradas são: • Inclusões de Escória O processo é usualmente num só passe, e assim a remoção da escória não é requerida. A velocidade de solidificação da solda é relativamente baixa. Há um tempo grande disponível para a escória fundida flutuar para superfície da poça de fusão. Entretanto, quando é utilizada a oscilação do eletrodo, a escória pode solidificar-se parcialmente perto de uma sapata enquanto o arco está perto da outra sapata. Quando o arco retorna, a escória pode ser incorporada se ela não é refundida. • Porosidade Eletrodos tubulares contém elementos desoxidantes e desidratantes na alma. Uma combinação do gás de proteção e compostos formadores de escória da alma do eletrodo, usualmente produz uma solda sã, livre de porosidades. Contudo, se algo interfere com a cobertura do gás de proteção, podem resultar porosidades. Outras causas da porosidade podem ser correntes excessivas de ar, vazamento de água nas sapatas de retenção e eletrodo ou gás de proteção contaminado. Quando a porosidade é encontrada, ela usualmente começa perto das margens da solda e corre em direção ao eixo da solidificação.

Curso de Inspetor de Soldagem - Processos de Soldagem
44
• Trincas Não ocorrem em condições normais de soldagem. O aquecimento e resfriamento relativamente lentos da solda reduzem consideravelmente o risco do desenvolvimento de fissuração a frio. Também a zona afetada termicamente tem uma alta resistência à fissuração a frio. Se trincas ocorrem, elas são usualmente do tipo trincas a quente. As trincas se formam a altas temperaturas, junto com, ou imediatamente após, a solidificação. Elas estão localizadas próximo ao centro da solda. Trincas na solda podem ser evitadas pela modificação da característica de solidificação da solda. Isto pode ser realizado pela alteração da forma da poça de fusão, através de mudanças apropriadas nas variáveis de soldagem. A tensão do arco deve ser aumentada, e a amperagem e a velocidade de deslocamento decrescidas. Freqüentemente, o aumento na abertura da raiz entre chapas pode ajudar, embora isto possa não ser econômico. Se trincas são causadas pelo alto carbono ou alto enxofre no aço, a penetração do metal de base deve ser mantida baixa para minimizar a diluição do metal de base na solda. Além disso, um eletrodo com alto teor de manganês pode ser usado para soldagem de aços de alto enxofre. Além dessas descontinuidades temos que observar: - a alta taxa de deposição deste processo implica em alto risco de falta de fusão, e - a soldagem eletrogás, a exemplo da soldagem por eletroescória, apresenta o problema do superaquecimento: a granulação grosseira da solda e de regiões adjacentes apresenta propriedades deficientes no que se refere à tenacidade. Torna-se pois necessário um tratamento térmico após a soldagem. A Figura 4.22 resume as principais características do processo de soldagem eletro-gás.

Curso de Inspetor de Soldagem - Processos de Soldagem
45
Figura 4.22 – Soldagem eletrogás (Electro Gas Welding - EGW)
TIPO DE OPERAÇÃO: Automática
CUSTO DO EQUIPAMENTO: 20 (Soldagem c/elet.revestido = 1)
EQUIPAMENTOS: Retificador, gerador, normalmente CC, Pistola de Soldagem, Cilindros de Gás, Unidade de alimentação de arame, Unidade de deslocamento.
CARACTERÍSTICAS: TAXA DE DEPOSIÇÃO: 10kg/h ESPESSURAS SOLDADAS:10 ≤ t ≤ 100mm POSIÇÃO DE SOLDAGEM: PLANA TIPOS DE JUNTA: de topo, de ângulo DILUIÇÃO: 50 a 60% *
CONSUMÍVEIS DO PROCESSO: Arame sólido ou tubular. Gases
APLICAÇOES TÍPICAS NA INDÚSTRIA DO PETRÓLEO E PETROQUÍMICAS: Soldagem de juntas verticais de tanques de armazenamentos.
VANTAGENS: - Taxa de deposição elevada (em 15 a 20 min soldam-se as juntas de um tanque) - Permite a soldagem de chanfros em V. Dispensa a preparação de chanfros.
LIMITAÇÕES: -Limitada à progressão vertical ascendente, na posição de soldagem plana. -Requer tratamento térmico de normalização devido ao superaquecimento (baixa tenacidade ao entalhe do metal de solda e ZTA).
SEGURANÇA: Grande emissão de radiação ultravioleta e projeções metálicas.
* NOTA: para t > 75mm recomenda-se eletroescória 10 < t < 100mm recomenda-se eletrogás

Curso de Inspetor de Soldagem - Processos de Soldagem
46
8 - SOLDAGEM A GÁS (OXYFUEL GAS WELDING - OFW) 8.1- DEFINIÇÃO Conjunto de processos de soldagem por fusão nos quais o aquecimento é produzido pela chama resultante de uma mistura entre um gás combustível e oxigênio (comburente). 8.2- FUNDAMENTOS DO PROCESSO Soldagem a gás é todo processo que utiliza um gás combustível combinado com oxigênio para efetuar a união de metais. A fonte de calor, sendo uma chama, é menos potente que o arco elétrico. O aquecimento da peça exige um tempo maior, permanecendo a peça por mais tempo em altas temperaturas. A soldagem pode ser realizada com ou sem pressão, e com ou sem metal de adição. A Figura 4.23 mostra esquematicamente este processo.
Figura 4.23 - Processo de Soldagem à gás 8.3- EQUIPAMENTOS DE SOLDAGEM O equipamento necessário para este processo varia muito, dependendo da aplicação e do tipo de combustível usado. O equipamento básico é mostrado na Figura 4.24. Este consiste de cilindros de gás combustível e cilindros de oxigênio com reguladores para cada mangueira, e de maçarico de soldagem. O maçarico desempenha a função de misturador do gás combustível com o oxigênio para prover o tipo de chama adequado para a soldagem. Este, além da conexão de mangueira e de um manipulador, contém válvulas de oxigênio e gás combustível para regulagem da mistura.

Curso de Inspetor de Soldagem - Processos de Soldagem
47
Figura 4.24 - Equipamento para a soldagem a gás 8.4- TIPOS E FUNÇÕES DOS GASES Há uma grande variedade de gases disponíveis para soldagem e corte a gás. Normalmente, o acetileno é o preferido para a soldagem. Acetileno (C2 H2) é um hidrocarboneto que contém uma porcentagem maior de carbono em peso do que qualquer outro gás hidrocarboneto combustível. O acetileno é um gás incolor e é mais leve do que o ar. Quando gasoso é instável, se sua temperatura excede 780°C ou sua pressão manométrica sobe acima de 2kgf/cm2. Uma decomposição explosiva pode resultar mesmo não estando presente o oxigênio. Por esta razão, deve-se manusear cuidadosamente o acetileno. 8.5- TIPOS E FUNÇÕES DOS CONSUMÍVEIS O metal de adição para soldagem a gás é da classificação RG (vareta, gás), sem nenhuma exigência química específica. Um fluxo de soldagem é também requerido para alguns metais a fim de manter a limpeza do metal de base na área da solda, e para ajudar na remoção de filmes de óxidos da superfície. Varetas de soldagem com várias composições químicas são disponíveis para soldagem de muitos metais ferrosos e não ferrosos. A vareta é normalmente selecionada de modo a se conseguir propriedades desejadas na solda. As varetas são classificadas na especificação AWS A 5.2 com base em sua resistência mecânica.

Curso de Inspetor de Soldagem - Processos de Soldagem
48
8.6- CARACTERÍSTICAS E APLICAÇÕES A soldagem a gás pode ser à direita ou à esquerda: • Soldagem à direita - a vareta desloca-se atrás da chama, no sentido da soldagem. É um
processo rápido e econômico. • Soldagem à esquerda - a vareta desloca-se à frente da chama, no sentido da soldagem. É
um processo lento que consome muito gás, porém produz soldas de bom aspecto e é de fácil execução.
8.7- TIPOS DE CHAMA Uma chama de soldagem apresenta duas regiões (ver Figura 4.25). • Cone (ou dardo) - de cor azulada, onde ocorre uma combustão incompleta, também dita
combustão primária:
C2 H2 + O2 2CO + H2 Em temperatura elevada há dissociação do hidrogênio molecular em hidrogênio atômico e fornecimento de energia: H2 2H + energia. • Penacho - região mais comprida, que envolve o cone, e onde a combustão se completa.
Nesta região ocorrem as combustões secundárias segundo as equações:
2CO + O2 2CO2
H2 + 1/2 O2 H2 O O ponto de temperatura mais alta encontra-se no penacho, a aproximadamente 2 mm do cone. A peça deve se situar nesta região para uma soldagem mais eficiente. A atmosfera protetora é formada pelos gases de combustão. Se chamarmos de a a relação entre o volume de oxigênio e o volume de acetileno participantes da combustão (a = O2/C2H2), podemos definir três tipos de chama (ver Figura 4.25). • Chama Normal - quando temos a = 1. • Chama Redutora - quando a < 1, isto é, temos maior quantidade de acetileno. Da combustão
incompleta, no cone, resultará um excesso de hidrogênio e de carbono livre (C2 H2 + O2 2CO + H2 + C), aumentando o teor de carbono do metal de solda. No caso da chama redutora, nela aparece uma terceira região, sem nome, entre o cone e o penacho e de luminosidade característica e intensa.
• Chama Oxidante - quando a > 1. Há sobra de oxigênio. A atmosfera, rica em oxigênio,
oxidará o metal. A chama oxidante, por ser mais turbulenta, apresenta um ruído característico.

Curso de Inspetor de Soldagem - Processos de Soldagem
49
RELAÇÃO
DE CONSUMO
TIPO DE
CHAMA FORMA DA CHAMA
APLICAÇÕES / CARACTERÍSTICAS
a = 1
NORMAL
PENACHO
DARDO BRANCO, BRILHANTE E ARREDONDADO.
NORMAL
a < 1
REDUTORA
PENACHO (VERDE)
C2 H + aO2 2aCO + H2 + 2 (1 - a) C
- chama menos quente - na soldagem do aço car- bono fornece uma junta porosa e quebradiça. - enchimentos duros
a > 1
OXIDANTE
PENACHO (azulados, avermelhados)
DARDO BRANCO, pequeno e pontudo
- máxima temperatura de chama: a= 1,25 a 1,5 - ruído característico. - soldagem do aço: junta queimada, grande quan- tidade de óxidos - soldagem do latão
Figura 4.25- Chamas para soldagem á gás
A soldagem a gás é normalmente aplicada aos aços carbono, aços liga e ferros fundidos. Na indústria do petróleo é utilizada na soldagem de tubos de pequeno diâmetro e espessura, e na soldagem de revestimento resistente à abrasão. Pode porém ser utilizada na soldagem de outros materiais variando-se a técnica, preaquecimento, tratamento térmico e uso de fluxos. Algumas das vantagens deste processo são: • é relativamente barato; • altamente portátil; • soldagem possível em todas as posições; • o equipamento é versátil: capacidade de ser usado para várias outras operações, como
brasagem, corte a chama, fonte de calor para preaquecimento, etc. • pode ser usado para soldar espessuras finas e médias. A maior desvantagem do processo é o grau relativamente alto da habilidade requerida do soldador. A soldagem a gás é bem aceita para união de seções finas de tubo e chapa de diâmetros pequenos. Soldas em seções espessas não são econômicas, mas podem ser adequadas para serviços de reparos. A soldagem a gás é um processo manual; assim o soldador deve controlar a temperatura, a posição e direção da chama e também manipular o metal de adição.

Curso de Inspetor de Soldagem - Processos de Soldagem
50
Neste processo, o projeto da junta é uma variável importante que deve ser levada em consideração. Maior abertura da raiz de certas juntas é necessária para permitir penetração total. 8.8- DESCONTINUIDADES INDUZIDAS PELO PROCESSO As descontinuidades mais comumente encontradas na soldagem a gás são: porosidade, inclusões de escória, falta de fusão, falta de penetração, mordedura, sobreposição e várias formas de trincas. É bom lembrarmos que uma técnica adequada pode eliminar muitos desses problemas. • Falta de Fusão - geralmente ocorre na margem da solda; freqüentemente ocorre quando
utilizamos indevidamente a chama oxidante. Pode ocorrer também com a utilização da chama apropriada, se manipulada de forma errada.
• Inclusões de Escória - ocorre normalmente com a chama oxidante; às vezes com a chama
normal. A manipulação inadequada do metal de adição também pode provocar inclusões de escória.
• Porosidade - se uniformemente espalhada, revela uma técnica de soldagem imperfeita. • Mordeduras e Sobreposições - são falhas também atribuídas diretamente ao soldador. • Trincas - na soldagem a gás são devidas à fissuração a quente. O aquecimento e
resfriamento lentos, permitindo a difusão do hidrogênio, descartam a possibilidade da fissuração a frio ou pelo hidrogênio.
A Figura 4.26 resume as principais características da soldagem a gás.

Curso de Inspetor de Soldagem - Processos de Soldagem
51
Figura 4.26 - Soldagem a gás (OFW)
TIPO DE OPERAÇÃO: Manual
CUSTO DO EQUIPAMENTO: 0,2 (Soldagem c/elet.revestido = 1)
EQUIPAMENTOS: Cilindros de Oxigênio e de Gás Combustível, Válvulas e Expansores, Maçarico.
TAXA DE DEPOSIÇÃO: 0,2 a 1 kg/h ESPESSURAS SOLDADAS:0,5 a 3 mm POSIÇÕES: Todas TIPOS DE JUNTAS: Todas DILUIÇÃO: 2 a 20% (com material de adição) 100% (sem material de adição)
CONSUMÍVEIS DO PROCESSO: Oxigênio Gás combustível Vareta Fluxos
APLICAÇOES TÍPICAS NA INDÚSTRIA DO PETRÓLEO E PETROQUÍMICAS: Soldagem de tubos de pequeno diâmetro e espessura
Soldagem de revestimento resistente à abrasão.
VANTAGENS: - Baixo custo; - Portátil; - Não demanda energia elétrica; - Controle de Operação.
LIMITAÇÕES: - Requer habilidade do soldador; - Taxa de deposição baixa; - Superaquecimento.
SEGURANÇA: Risco de explosão dos cilindros de gases.

Curso de Inspetor de Soldagem - Processos de Soldagem
52
9 - DESCONTINUIDADES INDUZIDAS PELOS VARIOS PROCESSOS A tabela 4.1, a seguir, indica as descontinuidades mais usuais que podem ser encontradas, em função do processo de soldagem utilizado.
TIPO DE DESCONTINUIDADE PROCESSO
DE SOLDAGEM Porosidade Inclusão Falta de
Penetração Falta de Fusão
Mordedura Sobre-Posição
Trinca
(SMAW) X X X X X X X
(SAW) X X X X X X X
(GTAW) X Inclusão de
Tungstênio
X X
(GMAW) X X X X X X X
(OFW) X X X X X X X
ESW X X X X X X
EGW X X X X X X
Tabela 4.1 - Descontinuidades comumente encontradas para os vários processos de soldagem
10 - PROCESSOS DE CORTE O corte é uma operação que antecede a soldagem. Um processo de corte é o que separa ou remove metais. O corte pode ser efetuado de diversas formas, a saber: - Mecanicamente - através de guilhotinas, tesouras, serras, usinagem mecânica e etc. - Por fusão- utiliza como fonte de calor um arco elétrico. - Reação química - onde o corte se processa através de reações exotérmicas de oxidação do
metal. - Elevada concentração de energia - Neste grupo é utilizado o princípio de concentração de
energia como característica principal de funcionamento, não importando se a fonte de energia é química, mecânica ou elétrica. Enquadram-se no mesmo o corte por jato d' água de elevada pressão, "Laser" e algumas variantes do processo Plasma.
Veremos a seguir três processos de corte por meio do calor: -Oxicorte (Oxygen cutting - OC) -Corte com eletrodo de carvão (Air carbon arc cutting - AAC) -Corte a plasma (Plasma arc cutting - PAC) 10.1- OXICORTE É um processo de corte onde a separação ou remoção do metal é acompanhada pela reação química do oxigênio com o metal a uma temperatura elevada. Os óxidos resultantes dessa reação (Fe2 O3 - FeO - Fe3 O4), tendo ponto de fusão menor que o do metal, fundem-se e escoam. Com o escoamento dos óxidos, boa quantidade do metal é oxidado e o processo continua.

Curso de Inspetor de Soldagem - Processos de Soldagem
53
A temperatura de ignição é atingida pelo preaquecimento com chamas de gás combustível - oxigênio, usualmente posicionadas ao redor do furo de saída de oxigênio. O maçarico de corte associa a ação de um jato de oxigênio com uma chama oxicombustível de aquecimento. Esse jato de oxigênio de elevada pureza e de alta velocidade, provoca a reação de combustão, e a abertura de um rasgo na peça pela movimentação conveniente do maçarico (sangria de corte). Este processo não é aplicado a aços que contém elementos de liga que produzam óxidos refratários. 10.1.1- EQUIPAMENTOS Uma estação de trabalho deve Ter no mínimo os seguintes equipamentos para execução do processo: - Um cilindro ou instalação centralizada para oxigênio; - Um cilindro ou instalação centralizada para gás combustível (ex.:acetileno, propano , GLP e
etc.); - Duas mangueiras de alta pressão para condução dos gases; - Um maçarico de corte; - Bicos de corte; - Um regulador de pressão para o gás combustível; - Um regulador de pressão para oxigênio; e - Dispositivos de segurança (válvulas anti-retrocesso). Da operação de corte resultam duas conseqüências: • Deformação - o aquecimento localizado da peça sem que a mesma tenha liberdade total para
expandir-se, da origem a tensões e deformações. Como regra geral, para aumentar a liberação de expansão, o corte deve iniciar-se e prosseguir o máximo possível sempre pelo lado mais próximo à bordas das peças, que apresenta menor rigidez, ver exemplo na figura 4.27).
Figura 4.27 - Sentido recomendado de corte • Modificações químicas e metalúrgicas - a região de corte é submetida a altas temperaturas
em um meio químico bastante oxidante. Constatamos aí um enriquecimento de carbono como resultado da oxidação preferencial do ferro.
A remoção da camada enriquecida de carbono não é necessária; é porém aconselhável no caso de peças que serão submetidas a solicitações dinâmicas.

Curso de Inspetor de Soldagem - Processos de Soldagem
54
• Funções da chama de preaquecimento e seleção de gases combustíveis As funções da chama de preaquecimento são: • Aumentar a temperatura do aço até a temperatura próxima a seu ponto de fusão; • Acrescentar energia sob a forma de calor à peça, para manter a reação de corte; • Fornecer uma proteção entre o jato de oxigênio de corte e a atmosfera; • Expulsar da parte superior da superfície do aço qualquer óxido, carepa, tinta, ou outras
substâncias estranhas que possam parar ou retardar a progressão normal da ação de corte. A seleção de gases combustíveis que deve ser considerada para escolher o combustível de preaquecimento é baseada em inúmeras considerações, tais como, disponibilidade do gás, custo, e tranqüilidade de manuseio com respeito à segurança. Os seguintes gases são normalmente utilizados para corte: • Acetileno; • Metil acetileno – propadieno; • Gás natural; • Propano; • Propileno; • Gasolina. Cada um desses gases tem características inerentes que devem ser consideradas para a aplicação do processo. • Acetileno É largamente usado como um gás combustível para oxi-corte e também para soldagem. Suas principais vantagens: são disponíveis, chama de temperatura alta e familiaridade dos usuários com as características da chama. A chama de temperatura alta e as características de transferência do calor da chama oxiacetilênica são particularmente importantes para corte de chanfros. Uma outra vantagem de operação é que o tempo de preaquecimento é uma pequena fração do tempo total de corte, o que é importante quando se faz pequenos cortes. • Metil Acetileno - Propadieno Estabilizado (MPS) Este é um combustível liqüefeito, similar ao acetileno, porém estabilizado, que pode ser estocado e manuseado similarmente ao propano líquido. É uma mistura de vários hidrocarbonetos, incluindo propadieno, propano, butano, butadieno, e metil acetileno. A mistura gera mais calor que propano ou gás natural. Este gás é muito similar em suas características ao acetileno, porém requer cerca de dois volumes de oxigênio para um volume de combustível para uma chama neutra de preaquecimento, enquanto que o acetileno necessita de apenas um volume de oxigênio. Assim, o custo do oxigênio será maior quando o gás metil acetileno-propadieno é usado em lugar do acetileno. Para ser competitivo, o custo deste gás deverá ser menor que o do acetileno.

Curso de Inspetor de Soldagem - Processos de Soldagem
55
O gás MPS tem uma vantagem sobre o acetileno para corte debaixo da água em grandes profundidades. • Gás Natural A composição do gás natural depende da sua fonte. Seu principal componente é o metano. Quando o metano queima com oxigênio, a reação química é:
CH4 + 2O2 CO2 + 2H2O Um volume de metano requer dois volumes de oxigênio para uma combustão completa. A temperatura da chama com gás natural é menor que a da chama com acetileno. Ela também é mais difusa e menos intensa. Devido à temperatura da chama ser mais baixa, o que resulta em baixa eficiência de aquecimento, grandes quantidades de gás natural e oxigênio são requeridas para produzir a mesma taxa de aquecimento obtida com oxiacetileno. Geralmente, são necessários maiores tempos de preaquecimento com gás natural que com acetileno. Para competir com o acetileno, o custo e disponibilidade de gás natural e de oxigênio, o alto consumo de gás e o tempo longo de preaquecimento devem ser considerados. • Propano O propano é usado regularmente para corte devido à sua disponibilidade e ao seu poder calorífico ser muito maior que o do gás natural. Para uma combustão apropriada durante o corte, o propano requer 4 a 4,5 vezes seu volume em oxigênio de preaquecimento. Este requisito é parcialmente compensado pelo seu alto poder calorífico. Ele é estocado em forma líquida e é facilmente transportável para o serviço. • Propileno Este gás compete com o MPS para quase todos o serviços em que se usa gás combustível. É similar ao propano em muitos aspectos, mas tem uma chama de temperatura maior. Um volume de propileno requer cerca de 2,6 volumes de oxigênio para se obter uma chama neutra. O bico de corte é similar ao utilizado para o MPS. • Gasolina A gasolina é usada como combustível utilizando-se maçarico de corte e bico de projeto específico para este fim. A chama é altamente oxidante e portanto apropriada apenas para utilização em cortes. A chama de alta temperatura permite cortar aço com espessura de até 360 mm. A gasolina é armazenada num recipiente pressurizado no estado líquido, porém vaporiza no bico do maçarico antes de entrar em combustão. A Figura 4.28 mostra um resumo das principais características do oxicorte.

Curso de Inspetor de Soldagem - Processos de Soldagem
56
10.2- CORTE COM ELETRODO DE CARVÃO É um processo de corte a arco em que os metais a serem cortados são fundidos pelo calor de um arco entre o eletrodo e a peça. Um jato de ar comprimido remove o metal fundido. Normalmente é um processo manual usado em todas as posições, mas pode ser também operado automaticamente. O processo pode ser usado em aços e alguns metais não ferrosos. É comumente usado para goivagem de soldas, para reparos de defeitos de soldas e reparo de fundidos. O processo requer uma habilidade de corte relativamente alta. Na goivagem de soldas é necessário proceder a uma limpeza posterior, para remoção do carbono depositado. Normalmente, a limpeza por esmerilhamento é satisfatória. A Figura 4.29 mostra as principais características do corte com eletrodo de carvão. 10.3- CORTE A PLASMA O corte a plasma usa o calor de um arco de plasma (aproximadamente 14.000º C) para cortar qualquer metal ferroso ou não-ferroso. É um processo de corte que separa metais pela fusão de uma área localizada sob um arco constrito e a remoção do material fundido com um jato (de alta velocidade) de gás ionizado quente saindo de um orifício. Pode ser usado em corte manual com um maçarico portátil ou em corte mecanizado utilizando-se máquinas extremamente precisas, com dispositivos de traçagem especiais. É usado para corte de aços e metais não ferrosos numa faixa de espessura de fina a média. É indicado no corte de peças que contém elementos de ligas, que produzem óxidos refratários, por exemplo, aços inoxidáveis e alumínios. O processo requer um menor grau de habilidade do operador, em relação ao requerido para o oxicorte, com exceção do equipamento para corte manual, que é muito mais complexo. O processo de corte a plasma usa um arco constrito atirado entre um eletrodo resfriado a água e a peça. O orifício que restringe o arco também é refrigerado a água. A corrente utilizada é a corrente contínua, eletrodo negativo. O arco elétrico poderá ser também do tipo não-transferido. A qualidade do corte a plasma é superior aos outros tipos de corte por meio de calor devido ao jato de plasma a alta temperatura. A Figura 4.30 mostra um resumo das principais características do corte a plasma.

Curso de Inspetor de Soldagem - Processos de Soldagem
57
Figura 4.28 – Oxicorte (Oxygen Cutting - OC)
TIPO DE OPERAÇÃO: Manual ou Automática
EQUIPAMENTOS: Cilindros de Gases Válvulas e Expansores, Maçaricos.
CARACTERÍSTICAS: VELOCIDADE DE CORTE: 10 a 30m/h ESPESSURAS CORTADAS: 1 a 360 mm POSIÇÕES: Todas CUSTO DO EQUIPAMENTO: 0,2 (Soldagem com eletrodo revestido = 1)
CONSUMÍVEIS DO PROCESSO: Oxigênio Gás combustível
APLICAÇOES TÍPICAS NA INDÚSTRIA DO PETRÓLEO E PETROQUÍMICAS: Corte e chanframento de chapas de aço carbono e de baixa liga. Tubos
VANTAGENS: - Baixo custo; - Portáteis.
LIMITAÇÕES: - Limitados aos aços carbono e de baixa liga; - Distorções da peça;
SEGURANÇA: Queima acelerada devido ao enriquecimento de O2 na atmosfera

Curso de Inspetor de Soldagem - Processos de Soldagem
58
Figura 4.29 - Corte com eletrodo de carvão (Air Carbon Arc Cutting - AAC)
TIPO DE OPERAÇÃO: Manual ou Automática
EQUIPAMENTOS: Retificador, Gerador, Transformador Suprimento de Ar Comprimido Porta-Eletrodo especial p/Jato de Ar
CARACTERÍSTICAS: ESPESSURAs: ilimitada POSIÇÕES: Todas FAIXA DE CORRENTE: 80 a 1600A
CONSUMÍVEIS DO PROCESSO: - Eletrodo de carvão cobreado. - Ar comprimido.
APLICAÇOES TÍPICAS NA INDÚSTRIA DO PETRÓLEO E PETROQUÍMICAS: Goivagem em soldas de topo em tanques e vasos de pressão em aços carbono e aços de baixa liga. Remoção do clad de aço inoxidável de chapas cladeadas.
VANTAGENS: - Corte rápido; - Usa os mesmos equipamentos da soldagem com eletrodo revestido
LIMITAÇÕES: - Corte impreciso; - Risco de Contaminações (Cu do eletrodo/líquido expulso pelo ar, rico em carbono). - A operação requer limpeza logo a seguir.
SEGURANÇA: - Emissão de radiações visíveis e ultravioletas
- Projeções em alta temperatura.
- Nível excessivo de ruído

Curso de Inspetor de Soldagem - Processos de Soldagem
59
Figura 4.30 - Corte a Plasma (Plasma Arc Cutting - PAC)
Bocal Construito
Bocal do Gás de Proteção
TIPO DE OPERAÇÃO: Manual ou Automática
EQUIPAMENTOS: Fonte de energia: Retificador/Gerador Água de refrigeração Cilindros de Gases Maçaricos
CARACTERÍSTICAS: VELOCIDADE DE CORTE: de 10 a 450 m/h ESPESSURAS: 3,2 a 38 mm FAIXA DE CORRENTE: 70 a 1000A
CONSUMÍVEIS DO PROCESSO: 1- Gás de plasma • Argônio (Titânio e Zircônio) • Nitrogênio/misturas N2 + H2 ou Ar + H2
(metais não-ferrosos) • Ar comprimido ou Nitrogênio (aços
carbono) 2- Gás de proteção CO2 ou Ar (aços C) CO2 (aços inoxidáveis) Ar + H2 (alumínio)
APLICAÇOES TÍPICAS NA INDÚSTRIA DO PETRÓLEO E PETROQUÍMICAS:
Corte de aços carbono, aços inoxidáveis e alumínio.
VANTAGENS:
- Corta aços inoxidáveis e alumínio. LIMITAÇÕES: -
SEGURANÇA: - Prevenção contra: brilho do arco, salpicos, fumaças.

Curso de Inspetor de Soldagem - Processos de Soldagem
60
11- EQUIPAMENTOS E TÉCNICAS DE PRÉ E PÓS-AQUECIMENTO E DE TRATAMENTO TÉRMICO 11.1- FUNDAMENTOS DO PROCESSO Com o intuito de esclarecer em que consistem o preaquecimento e tratamento térmico, daremos a seguir algumas noções básicas sobre estes. Uma abordagem mais completa sobre suas vantagems e desvantagens e seus objetivos deve ser procurada no MÓDULO 6 - Metalurgia da Soldagem. • O preaquecimento consiste no aquecimento da junta numa etapa anterior a soldagem. Seu
principal objetivo é reduzir a velocidade de resfriamento da junta soldada. Em conseqüência, diminui a tendência de formar martensita (em metais ferríticos). Além de reduzir o nível das tensões de contração, o preaquecimento possibilita ao hidrogênio, quando presente, a difundir-se para fora da solda (efeito secundário).
• O pós-aquecimento consiste na manutenção da junta soldada, após a soldagem, a uma
temperatura acima da temperatura ambiente, por um período de tempo determinado. Seu objetivo principal é aumentar a difusão do hidrogênio.
• O tratamento térmico de alívio de tensões consiste em se aquecer uma peça ou equipamento
a uma temperatura determinada, durante um certo período de tempo observando-se velocidades de aquecimento e resfriamento convenientes. Tem por objetivo principal promover uma diminuição das tensões residuais da peça ou equipamento. Pode, também, promover o revenimento da martensita, que algumas vezes resulta da operação de soldagem.
Para que o tratamento térmico de alívio de tensões alcance seus objetivos é necessário que: • a taxa de aquecimento seja uniforme e controlada, para dar um baixo gradiente térmico,
permitindo a dispersão de calor no material e evitando a introdução de tensões residuais devido a efeito térmico no material;
• a temperatura de tratamento (temperatura do patamar) seja controlada e oscile apenas dentro
de limites pré-determinados; • o tempo de permanência na temperatura de tratamento seja controlado e não seja excedido
em demasia; • a taxa de resfriamento seja uniforme e controlada, pois o resfriamento não uniforme pode
gerar tensões residuais no material. A taxa de resfriamento alta tende a provocar trincas. 11.2- TÉCNICAS E EQUIPAMENTOS Para se efetuar um tratamento térmico, um método que representa uma solução tecnicamente perfeita é a utilização de um forno. No entanto, freqüentemente, as dimensões das peças ou equipamentos impedem sua entrada no forno, e em outros casos impõe-se o tratamento de soldas em elementos que fazem parte de grandes e extensas construções, tais como tubulações, torres de destilação, vasos de pressão, etc. Nesses casos, e dependendo das normas e condições de segurança, pode ser efetuado um tratamento térmico localizado. Existem diversos métodos apropriados para a aplicação de aquecimento e tratamento térmico localizados, tais como:

Curso de Inspetor de Soldagem - Processos de Soldagem
61
• aquecimento por indução; • aquecimento por resistência elétrica; • aquecimento por chama. • Aquecimento por indução A comparação com o funcionamento de um transformador é o melhor meio para ilustrar o aquecimento por indução. Aplicando-se uma tensão alternada ao primário do transformador, será induzido um fluxo magnético no núcleo, o qual por sua vez induzirá uma tensão no secundário (ver Figura 2.31)
Figura 4.31 - Funcionamento do transformador
Transferindo-se este princípio para o aquecimento por indução (ver Figura 4.32) vê-se que o cabo flexível, colocado na região da solda em várias espiras ao redor da peça, representa o enrolamento primário. A camada superficial da peça, na região do enrolamento, representa tanto o núcleo como o enrolamento secundário do transformador. Quando se aplica ao cabo uma tensão alternada de freqüência apropriada, a parte da peça dentro da região do cabo se aquece, devido à contínua inversão magnética e devido às correntes de Foucault induzidas. A freqüência influi na profundidade de penetração das correntes induzidas, entretanto, considerando-se que o tratamento térmico de aços é um processo demorado, a influência da condução térmica no material é maior. As freqüências mais comumente usadas são 60 e 400 Hz. Vantagens do aquecimento por indução: • São possíveis altas velocidades de aquecimento. • Temperaturas podem ser controladas numa faixa estreita. • Um aquecimento localizado não é produzido. • As bobinas têm uma vida longa. Desvantagens desse método: • O custo inicial é alto. • A fonte de energia é grande e menos portátil que outras fontes de aquecimento.

Curso de Inspetor de Soldagem - Processos de Soldagem
62
Figura 4.32 - Aquecimento por indução • Aquecimento por Resistência Elétrica O método de aquecimento por resistência elétrica funciona com o uso de fios ou fios feitos de materiais que tenham uma resistência elétrica alta, apoiados ou enrolados ao redor das regiões a serem tratadas e ligadas à fonte de energia elétrica. Uma camada de isolamento cobre a superfície externa das resistências, a fim de se reduzir a perda de calor por radiação. O aquecimento se realiza mediante a condução do calor produzido pelo fio resistor, para o material cujas tensões devem ser aliviadas. Vantagens do aquecimento por resistência elétrica: • Aquecimento contínuo e uniforme. • Aquecimento pode ser mantido durante a operação de soldagem. • Temperatura pode ser ajustada rapidamente. • Soldadores podem trabalhar com relativo conforto e não precisa parar para ajustar a
temperatura de preaquecimento. Desvantagens: • Alguns elementos do método podem queimar-se durante um tratamento térmico,
interrompendo ou dificultando o tratamento. • Podem ocorrer aberturas de arco entre a resistência e a peça tratada. A Figura 4.33 mostra um esquema de tratamento térmico por aquecimento com resistência elétrica. A Figura 4.34 mostra um esquema de preaquecimento de tubulação através de aquecimento por resistência elétrica.

Curso de Inspetor de Soldagem - Processos de Soldagem
63
Figura 4.33 - Esquema de Tratamento Térmico por Resistência Elétrica
Figura 4.34 - Esquema de preaquecimento por resistência elétrica

Curso de Inspetor de Soldagem - Processos de Soldagem
64
• Aquecimento por Chama No aquecimento de soldas com uma ou mais chamas (tochas), a quantidade e a concentração do calor transferido para a solda depende não apenas da quantidade de combustível consumido e da eficiência da combustão, mas do ajuste da chama, da distância entre a chama e a solda, da manipulação da chama, e do controle da perda de calor para a atmosfera. O aquecimento por chama é um método conveniente, eficiente e econômico de tratamento térmico. É especialmente adequado para serviços no campo em peças relativamente pequenas. Este método deve ser executado com cuidado e por operadores experientes ou sob supervisão, porque se o aquecimento é aplicado inadequadamente pode-se perder a solda. A fonte de calor é produzida pela queima de um gás combustível misturado com o ar ou oxigênio. Vantagens do aquecimento por chama: • Baixo custo. • Portátil. Desvantagens: • Precisão e repetibilidade mínimas. • Distribuição de temperatura pouco uniforme. • Uma grande quantidade de operadores habilidosos é requerida. A Figura 4.35 mostra uma instalação de tratamento térmico de aquecimento por chamas.
Figura 4.35 - Tratamento Térmico por Anel de Gás

Curso de Inspetor de Soldagem - Processos de Soldagem
65
• Aquecimento por Material Exotérmico A maioria dos tratamentos térmicos localizados de solda emprega uma fonte de calor que pode ser controlada para se obter o ciclo térmico desejado. Estes processos utilizam elementos que podem ser reutilizados, mas que requerem a atenção de um operador durante o tratamento. O sistema de aquecimento exotérmico emprega uma fonte de aquecimento completamente consumível, que não requer muita mão-de-obra na sua instalação, pois usualmente se gasta em torno de 1 a 2 homens-hora. O material exotérmico produz calor pela reação controlada de uma mistura química que desprende calor em conseqüência da reação, que pode ser, por exemplo:
Fe2O3 + 2Al 2Fe + Al2O3 + CALOR. Vantagens deste processo: • Nenhum custo de equipamento. • Nenhum operador requerido durante o tratamento térmico. • Portátil. Desvantagens: • Não é aplicável para preaquecimento de todos materiais. • Uma vez iniciado o tratamento térmico, não há nenhuma possibilidade de ajuste.