PROJETO DE UMA CÂMARA FRIA PARA …lyceumonline.usf.edu.br/salavirtual/documentos/2631.pdf ·...
116
Universidade São Francisco - USF Itatiba Engenharia Mecânica - Automação e Sistemas PROJETO DE UMA CÂMARA FRIA PARA MANUTENÇÃO ORGANOLÉTICA DA SEMENTE DE BATATA Daniel Noriaki Saito RA 002200800590 Guilherme Villela Carneiro Veloso RA 002200700128 Itatiba 2014
Transcript of PROJETO DE UMA CÂMARA FRIA PARA …lyceumonline.usf.edu.br/salavirtual/documentos/2631.pdf ·...

Universidade São Francisco - USF Itatiba
Engenharia Mecânica - Automação e Sistemas
PROJETO DE UMA CÂMARA FRIA PARA MANUTENÇÃO ORGANOLÉTICA DA SEMENTE DE BATATA
Daniel Noriaki Saito RA 002200800590 Guilherme Villela Carneiro Veloso RA 002200700128
Itatiba 2014

Daniel Noriaki Saito Guilherme Villela Carneiro Veloso
PROJETO DE UMA CÂMARA FRIA PARA MANUTENÇÃO ORGANOLÉTICA DA SEMENTE DE BATATA
Monografia apresentada como exigência para obtenção do grau de Bacharelado em Engenharia Mecânica - Automação e Sistemas da Universidade São Francisco - USF.
Orientador: MSc. Eugênio de Souza Morita
Itatiba 2014

PROJETO DE UMA CÂMARA FRIA PARA MANUTENÇÃO ORGANOLÉTICA DA SEMENTE DE BATATA
Daniel Noriaki Saito
Guilherme Villela Carneiro Veloso
Monografia submetida ao corpo docente do programa de bacharelado em Engenharia
Mecânica – Automação e Sistemas, da Universidade São Francisco.
Banca examinadora composta por:
__________________________________________________________________
Prof.º MSc. Eugênio de Souza Morita (Orientador)
USF – Universidade São Francisco – Itatiba – SP.
__________________________________________________________________
Prof.º MSc. Paulo Eduardo Silveira
USF – Universidade São Francisco – Itatiba – SP.
__________________________________________________________________
Prof.º Dr. Fernando César Gentile
USF – Universidade São Francisco – Itatiba – SP.

Agradecimentos
Agradecemos de forma especial ao professor MSc. Eugênio de Souza Morita, pela
orientação, apoio e confiança. Sempre muito atencioso e dedicado, nos ajudou a superar os
mais diversos obstáculos deste trabalho.
Agradecemos a todos os docentes por nos proporcionar o conhecimento racional
necessário para realização desta monografia, além de, ao longo da extensão do curso, fornecer
as ferramentas necessárias para nos portar de forma correta nas mais adversas situações
cotidianas.
Agradecemos a Universidade São Francisco pela boa infraestrutura disponibilizada
para o curso.
Agradecemos o apoio familiar pelo incentivo nas horas difíceis de desânimo e
cansaço.
Agradecemos a todos que direta ou indiretamente fizeram parte da nossa formação, о
nosso muito obrigado.

RESUMO
O armazenamento adequado dos tubérculos faz necessário para manter o
equilíbrio da oferta de batata no mercado e para a obtenção de tubérculos-semente em
adequado estádio fisiológico no momento do plantio.
O armazenamento refrigerado prolonga a dormência dos tubérculos, reduzindo
o número de brotos e evitando a deterioração por agentes biológicos; as temperaturas de 4 e
10ºC impedem a brotação dos tubérculos produzidos. A perda de massa fresca e a respiração
dos tubérculos aumentam com o tempo e a temperatura de armazenamento.
A época de plantio altera o comportamento fisiológico dos tubérculos durante o
armazenamento. O armazenamento à baixa temperatura, que se faz de 4 e 8 ºC, é eficaz para
retardar o envelhecimento fisiológico.
O objetivo deste trabalho foi elaborar o projeto de uma câmara fria para o
armazenamento de sementes de batata com o intuito de preservar em um maior grau suas
propriedades organolépticas, retardando o efeito da temperatura de armazenagem sobre o
envelhecimento fisiológico de tubérculos.
Palavras-chave: tubérculos, tubérculos-semente, câmara fria, armazenamento
organoléptico.

ABSTRACT
Proper storage of the tubers is very important to maintain the balance in the supply of
potatoes in the market and to obtain seed tubers with adequate physiological age at the time of
planting.
Cold storage prolongs the dormancy of the tubers, reducing the number of shoots and
preventing deterioration by biological agents; temperatures of 4 and 10 ° C prevent the
sprouting of tubers produced. The fresh mass loss and respiration of the tubers increase with
time and temperature of storage.
The planting season alter the physiological behavior of the tubers during storage. The
storage at low temperature, that makes from (4 to 8 ° C) is effective to slow the physiological
aging.
The objective of this study was to develop the design of a cold chamber for storage of
seed potatoes in order to preserve to a greater degree the organoleptic properties, delaying the
effect of storage temperature on the physiological aging tubers.
Keywords: tubers, seed tubers, cold chamber, organoleptic properties.

Lista de abreviaturas (alfabeto latino) para cálculo da capacidade térmica
Apiso = Área do piso, m²
Apit = Área total de painel isotérmico, m²
Apo = Área da porta, m²
BF = Fator de manutenção
cbat = Calor específico da batata, kJ/kg.K
ccx = Calor específico da caixa plástica vazada, (kcal/kg.°C; kJ/kg.°C)
Cipiso = Condutância interna do piso, W/m².K
Copiso = Condutância externa do piso, W/m².K
cp = Calor específico do pallet, (kcal/kg.°C; kJ/kg.°C)
Df = Fator de fluxo
Dt = Parte decimal do valor de tempo de abertura da porta
eiso = Espessura do material isolante, m
Elamp = Valor de iluminância, lux
episo = Espessura do piso, m
Fm = Fator de densidade
Fu = Fator de utilização
Fd = Fator de depreciação
g = Gravidade, m/s²
hamb = Entalpia do ar ambiente, kJ/kg
hicf = Entalpia do ar interno da câmara fria, kJ/kg
kiso = Coeficiente de condutividade térmica do isolamento, W/ m.K
kpiso = Coeficiente de condutividade térmica do piso, kcal/ m.°C
lcf = Largura da câmara fria, m
lcx = Largura da caixa, cm
lp = Largura do pallet, cm
magua = Massa molar da água, g/mol
mas = Massa molar do ar seco, g/mol
mb = Massa a granel de batata em um determinado volume de contenção, kg
mcx = Massa da caixa plástica vazada, kg
Md = Massa molar do ar seco, g/mol
mp = Massa do pallet, kg
mtotbat = Massa total a ser armazenada de batata, kg
Mv = Massa molar do vapor de água, g/mol
Ncmax = Quantidade máxima de caixas no comprimento do pallet
Nemax = Quantidade de empilhamentos necessários
Nlamp = Quantidade de lâmpadas utilizadas
Nlmax = Quantidade máxima de caixas na largura do pallet
Npmax = Quantidade máxima de caixas sobre o pallet
Npp = Quantidade de pallets por pilha
Nsmax = Quantidade máxima de caixas sobre a superfície do pallet
Nvpo = Quantidade de abertura de porta
Pamb = Pressão ambiente, kPa
Pd = Pressão parcial do ar seco, kPa
Pdicf = Pressão parcial do ar seco no interior da câmara fria, kPa
Ptotlamp = Potência total instalada, kW
Pv = Pressão do vapor de água, kPa
Pvicf = Pressão do vapor de água no interior da câmara fria, kPa
qapo = Carga de refrigeração sensível e latente para o fluxo plenamente estabelecida,
kW
qci = Carga térmica de condução e insolação, (kcal/dia; TR)
qcx = Carga térmica da caixa plástica vazada, (kW; TR)
qdeq = Carga térmica de dissipação do equipamento, TR
qdaprox = Carga térmica aproximada, TR
qfs = Carga térmica com fator de segurança, TR
q̅𝑖𝑠𝑜= Fluxo máximo de calor no isolamento, (W/m²; kcal/m²)
qlamp = Carga térmica da iluminação, (W; kW; TR)
qmp = Calor metabólico da batata, kW
�̇�𝑚𝑝= Taxa de calor, W/t
qpiso = Carga térmica do piso, (kcal/dia; TR)
qp = Carga térmica do pallet, (kW; TR)
qpessoa = Carga térmica por pessoa, (W; TR)
qprod = Carga térmica do produto, (kW; TR)
qtotal = Carga térmica total, TR
qtpo = Ganho médio de calor para 24h ou outro período, kW
qvmot = Carga térmica dos motores dos ventiladores, TR
R = Constante do gás ideal, J/K.mol

Tamb = Temperatura ambiente considerada no projeto, (K; °C)
Ticf = Temperatura interna da câmara fria, (K; °C)
Tpoicf = Temperatura do ponto de orvalho no interior da câmara fria, °C
t = Tempo, s
Uiso = Coeficiente global do poliestireno expandido, kcal/m².°C
Upiso = Coeficiente global do piso, kcal/m².°C
Vcx = Volume útil da caixa plástica vazada, m³
wamb = Taxa umidade do ambiente, kg vapor/ kg ar seco
wicf = Taxa umidade no interior da câmara fria, kg vapor/ kg ar seco
Wlamp = Potência da lâmpada, W
Lista de abreviaturas (alfabeto grego)
αcf = Altura da câmara fria, m
αcx = Altura da caixa plástica vazada, cm
αicf = Altura interna da câmara fria, (cm; m)
αp = Altura do pallet, cm
αpmax = Altura máxima do empilhamento de caixas
αpo = Altura da porta, m
δTv = Variação entre uma temperatura desejada e sua temperatura do ponto de
orvalho, °C
∆T = Variação de temperatura, (°C; K)
εpo = Efetividade do sistema de proteção da porta
ζpc = Carga estática utilizada sobre o pallet, kg
ζpmax = Carga estática máxima sobre o pallet, kg
λcf = Comprimento da câmara fria, m
λcx = Comprimento da caixa, cm
λp = Comprimento do pallet, cm
ξir = Indice do recinto
ρamb = Densidade do ar ambiente, kg/m³
ρb = Densidade a granel da batata, kg/m³
ρicf = Densidade do ar interno da câmara fria, kg/m³
ρplamp = Densidade de potência da lâmpada, W/m²

φlamp = Fluxo luminoso, lm
Өd = Período de tempo, h
Өo = Tempo de porta aberta, min
Өp = Tempo de abertura/ fechamento de porta, s
Lista de abreviaturas (alfabeto latino) para o condensador
𝐴𝑖𝑛𝑡 – Área interna do tubo, m²
𝐶1 – Constante para escoamento do ar sobre uma matriz tubular
𝐶2 – Fator de correção para quantidade de tubos do condensador
𝑐𝑝,𝑒𝑥𝑡 – Calor específico do ar a temperatura ambiente, J/kg.K
𝑐𝑝,𝑠 – Calor específico do ar na superfície dos tubos, J/kg.K
𝐷𝑒𝑥𝑡 – Diâmetro externo dos tubos
𝑑𝑝
𝑑𝑧 – Gradiente de pressão na tubulação do condensador, (W/m; kW/m)
(𝑑𝑝
𝑑𝑧)𝑙𝑜 – Gradiente de pressão do refrigerante no estado líquido, W/m
(𝑑𝑝
𝑑𝑧)𝑣𝑜 – Gradiente de pressão do refrigerante no estado de vapor, W/m
𝑓𝑙 – Fator de atrito do fluido refrigerante no estado liquido
𝑓𝑣 - Fator de atrito do fluido refrigerante no estado gasoso
𝐺𝑡𝑜𝑡 – Valor do fluxo mássico por uma determinada área, kg/m².s
ℎ2 – Entalpia na saída do compressor, kJ/kg
ℎ3 – Entalpia na saída do condensador, kJ/kg
ℎ𝑒 – Coeficiente de condutividade térmica externo, W/m².K
ℎ𝑖 – Coeficiente de condutividade térmica interna, W/m².K
𝑘𝑒𝑥𝑡 – Condutividade térmica do ambiente externo, W/m.K
𝑘𝑖 – Condutividade térmica do refrigerante no interior dos tubos, W/m.K
𝑘𝑠 – Condutividade térmica do ar na superfície dos tubos, W/m.K
𝐿𝑡𝑜𝑡 – Comprimento total da tubulação do condensador, m
�̇� – Fluxo mássico, kg/s
𝑚 - Constante para escoamento do ar sobre uma matriz tubular
𝑁𝑢𝐷 – Nusselt para convecção forçada externa
𝑃1 – Pressão do refrigerante na entrada do compressor, kPa
𝑃2 – Pressão do refrigerante na saída do compressor, kPa

𝑃𝑟𝑒𝑥𝑡 – Prandtl para as condições do ambiente externo
𝑃𝑟𝑠 – Prandtl para as condições de escoamento externo aos tubos
�̇�𝑠 – Calor rejeitado no condensador, kW
𝑅𝑒𝐷,𝑚𝑎𝑥 – Número de Reynolds máximo
𝑅𝑒𝑙 –Reynolds para a fase liquida do refrigerante
𝑅𝑒𝑣 - Reynolds para a fase gasosa do refrigerante
𝑆𝑇 𝑒 𝑆𝐿 – Distância entre centros dos tubos, m
𝑇1 – Temperatura do fluido na entrada do compressor, K
𝑇2 – Temperatura do fluido na saída do compressor, K
𝑈 – Coeficiente global de transferência de calor, W/m².K
𝑉 - Velocidade do ar após o ventilador, m/s
𝑉1 – Volume específico do refrigerante na entrada do compressor, m³/kg
𝑉2 – Volume específico do refrigerante na saída do compressor, m³/kg
𝑉𝑚𝑎𝑥 – Velocidade máxima do ar sobre os tubos, m/s
𝑥 – Título
Lista de abreviaturas (alfabeto grego)
𝜀𝑣 – Fração de vazios
Λ – Relação dos gradientes de pressão dos estados liquído e gasoso do fluido
refrigerante
𝜇𝑒𝑥𝑡 – Viscosidade do ar ambiente, Pa.s
𝜇𝑙 – Viscosidade do refrigerante no estado liquido
𝜇𝑠 – Viscosidade do ar na superfície dos tubos, Pa.s
𝜌𝑒𝑥𝑡 – Densidade do ar ambiente, kg/m³
𝜌𝑙 – Densidade do refrigerante no estado líquido, kg/m³
𝜌𝑣 - Densidade do refrigerante no estado gasoso, kg/m³

Sumário 1. Introdução ......................................................................................................... 18
2 Revisão bibliográfica .......................................................................................... 20
2.1 Escolha do produto a ser armazenado .......................................................... 20
2.1.1 Importância da batata ................................................................................ 20
2.2 Fisiologia da batata ....................................................................................... 23
2.2.1 Batata-semente .......................................................................................... 23
2.2.2 Problemas de má conservação .................................................................. 26
2.2.3 Histórico da conservação de alimentos ..................................................... 28
2.2.4 História da Batata: importância internacional .......................................... 29
2.3 Introdução da cultura de batata no Brasil ..................................................... 30
2.4 Processo de conservação de alimentos: refrigeração .................................... 32
3 Materiais e Métodos ........................................................................................... 34
3.1 Ciclo de Carnot ............................................................................................ 34
3.2 Dados do ambiente: Cidade de Ipuiuna – MG ............................................. 38
3.3 Fluídos Refrigerantes .................................................................................... 65
3.4 Compressores ............................................................................................... 79
3.4.1 Detalhes construtivos ................................................................................ 79
3.4.2 Compressores scroll hermético ................................................................. 80
3.4.3 Volume deslocado no compressor ............................................................ 81
3.4.4 Potência do compressor ............................................................................ 82
3.4.5 Coeficiente de performance (COP) ........................................................... 82
3.4.6 Vazão mássica para o compressor selecionado para a região de projeto. . 83
3.4.7 Volume deslocado na sucção do compressor selecionado (𝑽𝒅𝒔) ............ 83
3.4.8 Trabalho no compressor selecionado (𝑾𝒄𝒔) ........................................... 83
3.4.9 Coeficiente de desempenho do compressor selecionado (COP) .............. 84
3.5 Condensadores .............................................................................................. 86

3.5.1 Cálculo coeficiente convectivo externo .................................................... 86
3.5.2 Transferência por convecção forçada ....................................................... 87
3.5.3 Cálculos envolvendo parâmetros internos em tubulações de refrigeradores
90
3.5.4 Cálculo do gradiente interno de pressão no interior de dutos ................... 91
3.5.5 Cálculo do coeficiente convectivo interno bifásico .................................. 96
3.5.6 Cálculo do coeficiente global.................................................................... 97
3.6 Válvula de expansão termostática ................................................................ 98
3.7 Evaporador.................................................................................................. 101
4 Conclusão ......................................................................................................... 103
5 Referências Bibliográficas ................................................................................ 104
6 Anexos .............................................................................................................. 107

Índice de figuras
Figura 2.1 - Índice de valor biológico da batata e outros alimentos básicos ................ 20
Figura 2.2 - Relação entre proteínas e calorias disponíveis na batata e em alimentos
Básicos. ..................................................................................................................................... 21
Figura 2.3 - Produção mundial (MT) (FAO,2012) ....................................................... 22
Figura 2.4 - Produção de Batata / Coordenador: Francisco J. B. Reifschneider / 1ª
edição / 1987. Centro Nacional de Pesquisa de Hortaliças / EMBRAPA. ............................... 24
Figura 2.4 - Maiores produtores de batata no Brasil .................................................... 31
Figura 3.1: Ciclo de Carnot .......................................................................................... 35
Figura 3.2: Gráfico T-s ciclo ideal de compressão a vapor. ......................................... 37
Figura 3.3: Cidade de Ipuiuna (Google, 2014) ............................................................. 38
Figura 3.4: Cidade de Ipuiuna x Cidade de Caldas (retirado de Google maps) ........... 38
Figura 3.5: Carta psicrométrica de Ipuiuna (Psicrom 1.0) ............................................ 40
Figura 3.6: Dados psicrométricos de Ipuiuna (Psicrom 1.0) ........................................ 40
Figura 3.7: Dados de Entrada para Entalpia do Ar Úmido do Ambiente Externo
(Retirado de EES) ..................................................................................................................... 41
Figura 3.8: Entalpia do Ar Úmido do Ambiente Externo (Retirado de EES) .............. 41
Figura 3.9: Dados de Entrada para Taxa de Umidade (Retirado de EES) .................... 42
Figura 3.10: Taxa de Umidade (Retirado de EES) ....................................................... 42
Figura 3.11: Dados de Entrada para Entalpia do Ar Úmido (Retirado de EES)........... 42
Figura 3.12: Entalpia do Ar Úmido (Retirado de EES) ................................................ 42
Figura 3.13: Dados de Entrada para Temperatura de Bulbo Úmido (Retirado de EES)
.................................................................................................................................................. 43
Figura 3.14: Temperatura de Bulbo Úmido (Retirado de EES) ................................... 43
Figura 3.15: Dados de Entrada Temperatura de Orvalho (Retirado de EES) ............... 43
Figura 3.16: Temperatura de Orvalho (Retirado de EES) ............................................ 43
Figura 3.17: Caixa Plástica Vazada (retirado de Google Images) ................................ 45
Figura 3.18: Pallet de madeira (retirado de Google Images) ........................................ 45
Figura 3.19: Quantidade Máxima de Caixas Sobre a Superfície do Pallet (Autodesk
Inventor V.2013) ...................................................................................................................... 47
Figura 3.20: Quantidade Máxima de Caixas por Pilha (Autodesk Inventor) ............... 48
Figura 3.21: Comportamento das massas de ar no interior da câmara (AutoCad) ....... 57

Figura 3.22: Relação de conforto ambiental entre nível de Iluminância e Tonalidade de
Cor da lâmpada (retirado do catálogo Osram, 2014) ................................................................ 60
Figura 3.23: Gráfico T-s da modificação do ciclo de Carnot. ...................................... 66
Figura 3.24: Gráfico P-h da modificação do ciclo de Carnot. ...................................... 67
Figura 3.25: Efeito do calor específico molar .............................................................. 67
Figura 3.26: Gráfico T-s representando o efeito refrigerante ....................................... 68
Figura 3.27: Refrigerante R-134a (retirado de Refrigeração Marechal) ...................... 78
Figura 3.28: Refrigerante R-22 (retirado de Refrigeração Marechal) .......................... 78
Figura 3.29: Diagrama T-s do ciclo de refrigeração ..................................................... 79
Figura 3.30: Compressor alternativo do tipo aberto (retirado de google images) ........ 80
Figura 3.31: Compressor alternativo do tipo semi-hermético (retirado de google
images) ..................................................................................................................................... 80
Figura 3.32: Compressor scroll do tipo hermético (retirado de google images) .......... 80
Figura 3.33: Fases de compressão ................................................................................ 81
Figura 3.34: Condensador Elgin com espaço para dois ventiladores ........................... 86
Figura 3.35: Arranjo alternado dos tubos em uma matriz tubular (AutoCad 2012) ..... 89
Figura 3.36: Válvula de expansão termostática (retirado de catálogo Danfoss) .......... 98
Figura 3.37: Diagrama T-s modificação do ciclo de Carnot ........................................ 98
Figura 3.38: Evaporador Trineva ................................................................................ 101
Figura 3.39: Instalação dos evaporadores ................................................................... 101

Índice de tabelas
Tabela 3.1: Condições climáticas de Ipuiuna ............................................................... 39
Tabela 3.2: Condições do ambiente externo e interno .................................................. 44
Tabela 3.3: Fator de utilização de luminária - teto/parede/piso (Osram) ..................... 61
Tabela 3.4: Carga térmica total ..................................................................................... 64
Tabela 3.5: Fluídos refrigerantes puros (Retirado de Ashrae, 2009) ............................ 69
Tabela 3.6: Fluídos refrigerantes azeotrópicos (Retirado de Ashrae, 2009) ................ 69
Tabela 3.7: Expansão linear % devido a presença de refrigerante líquido (Retirado de
Ashrae, 2009) ........................................................................................................................... 70
Tabela 3.8 – Propriedades ambientais dos refrigerantes puros (Retirado de Ashrae,
2009) ......................................................................................................................................... 72
Tabela 3.9: Propriedades ambientais dos refrigerantes azeotrópicos (Retirado de
Ashrae, 2009) ........................................................................................................................... 72
Tabela 3.10: Características do refrigerante R-22 (Retirado de Ashrae, 2009) ............ 74
Tabela 3.11: Características do refrigerante R-32 (Retirado de Ashrae, 2009) ............ 75
Tabela 3.12: Características do refrigerante R-124 (Retirado de Ashrae, 2009) .......... 76
Tabela 3.13: Características do refrigerante R-134a (Retirado de Ashrae, 2009) ........ 77
Tabela 3.14: Performance dos fluídos refrigerantes ..................................................... 77
Tabela 3.15: Propriedades do refrigerante R-134a ....................................................... 82
Tabela 3.16: Constante para escoamento do ar sobre uma matriz tubular de 10 ou mais
colunas (Retirado de Incropera,2008) ...................................................................................... 88
Tabela 3.17: Fator de correção para quantidade de fileiras inferior a 10 ..................... 90

Índice de Anexos
Anexo I - Caixa Plástica Marfinite ............................................................................. 107
Anexo II – Compressor Scroll Danfoss ...................................................................... 108
Anexo III - Condensador Elgin ................................................................................... 110
Anexo IV - Evaporador Trineva ................................................................................. 112
Anexo V - Lâmpada Osram ........................................................................................ 113
Anexo VI - Motor WEG ............................................................................................. 114
Anexo VII - Painel isotérmico Isoeste ........................................................................ 115
Anexo VIII - Pallet de madeira SBPallet ................................................................... 116
Anexo IX - Válvula de expansão termostática Danfoss ............................................. 116

1. Introdução
Apesar de muitas culturas produzirem flores e frutos e nestes serem produzidas
sementes botânicas, também chamadas de sementes verdadeiras, a cultura da batata é
normalmente propagada vegetativamente, por meio dos tubérculos que são caules
modificados para a acumulação de amido e nutrientes, originando plantas idênticas
geneticamente. Com isso, há uma maior uniformidade da lavoura e a manutenção do vigor
híbrido obtido nos cruzamentos. A batata-semente é um fator fundamental para garantir
qualidade e a produtividade em uma cultura de batata.
O plantio de batata-semente de má qualidade pode comprometer uma safra, mesmo
que todas as outras condições sejam altamente favoráveis ao cultivo. Portanto, recomenda-se
a utilização de uma batata-semente com boa sanidade, bom estado fisiológico e brotação
adequada. A boa sanidade da batata-semente é proporcionada pelas inspeções no campo, na
colheita e no armazém, garantindo níveis toleráveis de doenças.
Tubérculos com estas características são encontrados em batata-semente produzidas
por produtores especializados. É necessário também que a batata-semente se apresente em um
bom estado fisiológico e bem conservada, isto é, colhida na época adequada, túrgida e firme.
Deve-se evitar a utilização de tubérculos esgotados e murchos, indicativos de uma
idade fisiológica muito avançada. O plantio desses tubérculos mal conservados resulta em
plantas pouco vigorosas e ciclo vegetativo mais curto, comprometendo seriamente a
produção.
Armazenamento de batatas é diferente de quase qualquer outra cultura. Ao contrário
de grãos ou cereais, batatas não podem ser armazenados de temporada para temporada devido
à sua perecibilidade. No entanto, em comparação com o tomate, a batata pode ser armazenada
por muito mais tempo.
Em geral são necessários 120 dias a partir do plantio para uma batata para ser colhida.
Quando as batatas são colhidas a sua oferta é geralmente elevada, que faz com que o preço
seja baixo. Se os agricultores podem manter suas culturas longas o suficiente para esperar até
que o suprimento de batatas diminua, eles são capazes de vender suas batatas por preços mais
elevados e aumentam seus lucros.
O armazenamento de batatas demanda espaço e experiência por parte dos seus
produtores. Tecnologias para armazenamento à frio apresentam variações e, essencialmente, é
constituído por fundamentos básicos aplicados à manutenção térmica de ambientes, nos quais
as sementes de batatas são mantidas por volta de 4 °C até oito meses.

Estes ambientes refrigerados, como consequência, danificam sua película, tornando-a
mais dura, retardando sua deterioração. À curto prazo isso pode ajudar os agricultores a
aumentar, em termos de tempo, a oferta da batata no mercado e, paralelamente, guardar suas
sementes para serem plantadas em outras épocas e ou estágios climáticos. Em uma escala
maior, permite que as comunidades de pequenos agricultores reúnam as suas colheitas para
abastecer o mercado e indústrias de processamento alimentar. Com o objetivo de aumentar a
qualidade da produção de batatas apresentaremos o projeto de uma câmara fria para a
manutenção organoléptica da batata-semente.

2 Revisão bibliográfica
2.1 Escolha do produto a ser armazenado
2.1.1 Importância da batata
Nas próximas duas décadas, estima-se que a população mundial vai crescer a uma
média de mais de meio milhão de pessoas por ano. Mais de 95 % desse aumento ocorrerá nos
países em desenvolvimento, onde as pressões sobre a terra, água e outros recursos naturais e
atualmente é intensa (CIP, 2013).
A batata é o terceiro alimento mais importante do mundo, seguido pelo arroz e trigo
(CIP, 2013). Além de ser um dos alimentos mais nutritivos para o homem (figuras 2.1 e 2.2).
Tem proteína de boa qualidade e índice de valor biológico alto. A relação entre proteínas e
calorias disponíveis indica que ela poderá ser uma das melhores alternativas alimentares para
os povos dos países subdesenvolvidos ou em desenvolvimento.
É a que proporciona mais carboidratos na dieta de centenas de milhões de pessoas nos
países em desenvolvimento. Esta cultura é central para as dietas dos povos dos países da
América do Sul, África, Ásia Central e Ásia como um todo (CIP, 2013).
Figura 2.1 - Índice de valor biológico da batata e outros alimentos básicos

Fonte: EMBRAPA/SPSB, 1982
Figura 2.2 - Relação entre proteínas e calorias disponíveis na batata e em alimentos Básicos.
Segundo dados da FAO (Food and Agriculture Organization of the United Nations), a
produção mundial de batatas se posiciona em uma das doze maiores produções mundiais com
365 milhões de toneladas em 2012 (Fig 2.3), constituindo-se numa das principais fontes de
alimento para a humanidade (FAOSTAT, 2012).

Figura 2.3 - Produção mundial (MT) (FAO,2012)
É um alimento rico em carboidratos, com cerca de 23 g de carboidratos em um
tubérculo de tamanho médio, possuindo alta versatilidade e popularidade em todo o mundo
podendo ser preparada de diversas maneiras. Recentemente colhidas, ele contém cerca de 80
% de água e 20 % de matéria seca. Cerca de 60 a 80 % da matéria seca é amido. Numa base
de peso seco, o teor de proteína de batata é semelhante ao de cereais e é muito elevada, em
comparação com outras raízes e tubérculos.

Na forma cozida, uma única batata de tamanho médio contém cerca de metade da
exigência adulta diária de vitamina C, bem com quantidades significativas de vitaminas B1,
B3 e B6, além de minerais como potássio, magnésio e fósforo, contendo ainda ácido fólico,
ácido pantoténico e riboflavina. (FAO, 2014.)
As vitaminas são substâncias orgânicas, não energéticas, que devem ser fornecidas ao
corpo humano em quantidades pequenas. Muitas delas atuam como coenzimas de certas
reações e outras servem de funções fisiológicas específicas. Entre as solúveis em água temos a
vitamina C (ácido ascórbico) e todas aquelas pertencentes ao complexo B (B1 ou tiamina, B2
ou riboflavina, B6 ou piridoxina, ácido fólico, etc.) . (GAVA, 1998)
Os minerais são necessários ao processo vital,devendo estar contidos nos alimentos em
quantidades e proporções adequados. Alguns participam da formação do esqueleto (Ca, P, Fe,
Mg, etc.); outros fazem parte da estrutura de compostos importantes para o organismo (Fe,
Ca, P, Cu, I, etc.); outros são necessários para manter o equilíbrio osmótico das células (Na,
K, P, etc.) e outros são necessários no transporte de substâncias através das células (Na), etc.
Batatas também contêm antioxidantes, que podem desempenhar um papel na
prevenção de doenças relacionadas com o envelhecimento.
2.2 Fisiologia da batata
2.2.1 Batata-semente
Os tubérculos são caules adaptados que constituem os principais órgãos de
armazenamento e reprodução da planta. Do ponto de vista biológico e econômico são os
órgãos de maior interesse da planta da batata (figura 2.4).

Figura 2.4 - Produção de Batata / Coordenador: Francisco J. B. Reifschneider / 1ª edição / 1987. Centro Nacional de Pesquisa
de Hortaliças / EMBRAPA.
O tubérculo da batata-semente depois de desligado da planta mãe, tem vida
independente nunca estando complemente em repouso, apresentando características próprias
conforme a sua idade fisiológica. Quando o tubérculo é plantado antes ou após a idade
fisiológica mais apropriada haverá perda produtiva proporcional ao tempo.
Na sua superfície encontram-se estruturas denominadas lenticelas e olhos; as lenticelas
são pequenos poros respiratórios que fazem a comunicação da parte interna com a externa do
tubérculo; os olhos correspondem a gemas dormentes que ao se desenvolverem darão origem
a um novo sistema de hastes e estolões.
Cada olho é formado por um grupo de 3 a 5 gemas, uma gema representa uma haste
que sai do tubérculo semente. A disposição dos olhos é de forma espiralada, alternando desde
a inserção dos estolões até a parte oposta onde o número de olhos é mais abundante. Porém a
cultivar, o tamanho do tubérculo e as condições de crescimento são fatores diretamente
relacionados com o número, a disposição e a profundidade dos olhos no tubérculo (Fortes &
Pereira, 2003).
Tubérculos de batata recém colhidos não emitem brotação, isto é apresentam os
meristemas (gemas ou “olhos”) dormentes devido a fatores fisiológicos endógenos. A
dormência (alguns denominam repouso) é definida como o estádio fisiológico no qual não há

crescimento visível do broto, mesmo quando colocado em condições favoráveis para o
crescimento.
O tubérculo recém colhido passa por cinco estádios de brotação ou estágios
fisiológicos (figura 2.5):
1) dormência: estágio fisiológico induzido pela presença de ácido abscísico
(ABA) no qual o tubérculo não brota, mesmo que as condições do ambiente sejam favoráveis
para a brotação;
2) dominância apical: A gema apical do extremo oposto ao ponto de inserção dos
estolões é a primeira a se desenvolver dominando o crescimento de todas as outras, este
fenômeno é denominado de dominância apical. A dominância das regiões apicais está
relacionada com o balanço hormonal endógeno e também com a mobilização de nutrientes
para estas partes (Montalde, 1984).
O plantio de tubérculos neste estágio dará origem a menor número de caules por
tubérculo, devido à baixa taxa de brotação dos tubérculos-semente. Nessa fase, o tubérculo é
conhecido como fisiologicamente jovem;
3) brotação múltipla: cessa o efeito da dominância apical e verifica-se a brotação
da maioria das gemas dos tubérculos;
A brotação é acompanhada por diversas alterações fisiológicas, incluindo redução do
teor de açúcar, perda de água, aumento da respiração e conteúdo de glicoalcalóides (Burton
1989). Em contraposição à quebra da dormência é possível inibir a brotação com inibidores da
brotação de tubérculos que serão armazenados por período de médio a longo prazo antes de
serem utilizados no plantio.
A brotação é considerada apropriada quando os brotos apresentam-se com
comprimento próximo de 1 cm. Deve-se evitar o plantio de tubérculos com um único broto ou
com brotos pouco desenvolvidos, que dão origem a poucas hastes por cova, que além de
insuficientes para garantir a produtividade, pode provocar falhas se hastes forem quebradas ou
atacadas por doenças ou pragas. Por outro lado, o plantio de tubérculos com brotos pouco
desenvolvidos pode retardar a emergência, causando um crescimento desuniforme das
plantas, dificultando os tratos culturais. Em adição, o atraso da emergência expõe os brotos
por mais tempo ao ataque de doenças e pragas de solo.
4) intensa ramificação dos brotos: os tubérculos perdem a capacidade de emitir
novos brotos vigorosos e os brotos existentes ramificam-se;

5) tuberização: fase avançada de brotação do tubérculo onde há formação de
pequeno tubérculo na base do broto. Nessa fase, o tubérculo é conhecido como
fisiologicamente velho (Fontes, 2005).
A idade fisiológica da batata-semente é responsável pelo número e vigor dos brotos
emitido, a batata-semente deve apresentar as condições necessárias de rápida emergência para
atingir a densidade populacional desejada. Normalmente a idade ideal para o plantio situa-se
entre 4 a 6 meses depois do desligamento da planta-mãe; a qual determina o potencial de
brotação no plantio que dará origem ao número de hastes por tubérculo (Caldiz, 1994).
Figura 2.5 - Ciclo vegetativo da cultura da batata (solanum tuberosum L.).
Fonte Tofoli, 2014.
2.2.2 Problemas de má conservação
A conservação da batata-semente depende da maneira como ela é tratada desde a
colheita até a época de plantio. O armazenamento por um período prolongado, normalmente
por até 8 meses, é feito em câmaras frias a temperaturas que oscilam entre 2 e 400 e umidades
relativas acima de 85%. Nestas câmaras, as caixas de batata-semente são empilhadas de
maneira a se ter um espaço entre elas para facilitar o arejamento dos tubérculos.
O armazenamento por um período mais curto, em torno de três meses, pode ser feito
em galpões sombreados bem ventilados, sendo as caixas empilhadas à semelhança da câmara
fria. Deve-se evitar o armazenamento em locais sujeitos a intempéries, como chuvas e geadas,
que prejudicam os tubérculos para seu uso como semente.
Com a finalidade de se controlar o fluxo de mercado e aumentar o período de
conservação dos tubérculos é necessário armazená-los em baixas temperaturas. Esse tipo de
armazenamento aumenta a vida útil dos tubérculos consequentemente traz qualidade ao
produto final (tabela 2.1).

Tabela 2.1 - Temperatura e o tempo de conservação da batata, em câmaras frigoríficas, conforme a utilização.
O período de armazenamento pode variar conforme a cultivar, a idade fisilógica do tubérculo e o grau de ataque de patógenos
e pragas, bem como as condições climáticas em que ocorreu a tuberização. Fonte: Hirano, (2003b).
O período de dormência é seriamente afetado com a alteração de temperaturas, em
temperaturas mais baixas próxima a 4 ºC, ocorre inibição do processo de brotação e por outro
lado, temperatura acima de 21 •C acelera o processo de aparecimento de brotos (Embrapa –
Brasilia (DF.), 2003).
Segundo Braun (2007), o período de dormência dos tubérculos depende da cultivar,
temperatura de armazenamento dos tubérculos, da época da safra, estágio de maturidade dos
tubérculos no momento da colheita e infecção por micro-organismo.
A temperatura é o fator ambiental que mais influencia na regulação da dormência e
brotação dos tubérculos de batata. Em função deste estado de dormência, pode-se conservar as
batatas-semente por um período maior de tempo em condições favoráveis de temperatura e
umidade.
Após a quebra da dormência, ocorre aumento acentuado da respiração para suprir as
necessidades energéticas, o que resulta na degradação de reservas, translocação de
carboidratos, perda de água por transpiração e, consequentemente, perda de massa fresca dos
tubérculos.
É importante observar constantemente a batata-semente quanto ao ataque de pulgões a
partir do momento em que se inicia a brotação. Os pulgões podem ser introduzidos para
dentro nas câmaras frias ou galpões associados com as batatas-sementes ou levados de plantas
hospedeiras existentes ao redor das câmaras ou galpões.
Os pulgões podem transmitir vírus ao lote de batata-semente armazenado. Uma outra
praga que pode comprometer a qualidade da batata-semente durante o armazenamento é a
traça-da-batata, cujas larvas penetram nos tubérculos na região das gemas, comprometendo a
brotação quando os danos são muito severos. Ao notar a presença de pulgões ou traças, o
produtor deve fazer o controle imediato sob o risco de ter todo o lote de batata-semente
danificado e impróprio para o plantio.

Podridões de tubérculos, provocadas por fungos e bactérias, devem ser constantemente
monitoradas no armazém. Tubérculos total ou parcialmente podres devem ser eliminados para
evitar transmissão das doenças.
2.2.3 Histórico da conservação de alimentos
Alimentação é um processo essencial pelo qual os organismos obtêm e
assimilam alimentos ou nutrientes para as suas funções vitais, incluindo
o crescimento, movimento, reprodução e manutenção da temperatura do corpo.
No período Paleolítico, que refere-se ao período da pré-história que aconteceu cerca de
2,5 milhões A.C., quando os antepassados do homem começaram a produzir os primeiros
artefatos feitos em madeira, osso ou pedra lascada, o homem caçava e coletava alimentos para
satisfazer sua fome imediata sendo que a caça era difícil e todo alimento era consumido na
forma obtida, portanto, cru. O consumo de alimentos se dava de forma bem rudimentar, sendo
os frutos, as raízes, os peixes e os insetos os alimentos mais consumidos (DIONYSIO,R.
B.;MEIRELLES, F. V. P, 2014)
A disponibilidade de alimentos estava intimamente relacionada com a maneira na qual
ele vivia. Neste período os humanos eram essencialmente nômades caçador-coletores, tendo
que se deslocar constantemente em busca de alimentos.
Por volta de 10.000 A.C., houve a chamada Revolução Neolítica, em que as primeiras
aldeias foram estabelecidas geralmente próximas a rios, de modo a usufruir da terra fértil
(onde eram colocadas sementes para plantio) e água para homens e animais. A agricultura
passou a ser cultivada, assim como a prática de domesticação de animais como a cabra, o boi,
o cão e o dromedário, tornando o homem não mais dependente apenas da coleta e caça.
A disponibilidade de alimento permite também às populações um aumento do tempo
de lazer e surge a necessidade de armazenar os alimentos e as sementes para cultivo.
Com a descoberta do fogo, criou o processo de defumação, logo após aprendendo a
utilidade do sal na conservação de carnes, condimentos para melhorar a palatabilidade, como
também realizar fermentações de produtos de origem animal ou vegetal. Outra forma do
homem primitivo conservar seus alimentos era a utilização do gelo para armazenamento da
caça.
O homem buscando a sua sobrevivência, assim compreendeu que deveria guardar as
sobras de alimentos dos dias de fartura, para os tempos de escassez, evitando a deterioração
dos alimentos durante um período mais ou menos longo.

Essa necessidade de conservação, se deve muito ao fato das matérias-primas
agroalimentares de origem animal ou vegetal serem suscetíveis a alterações, produzidas sejam
eles por agentes físicos (luz e calor), químicos (oxigênio e água), ou biológicos
(microrganismos e enzimas). Essas alterações se iniciam desde a colheita dos vegetais, abate
dos animais (no caso dos pescados, quando são retirados de seu habitat).
Os métodos de conservação dos alimentos têm o objetivo de aumentar a vida útil dos
alimentos através de técnicas que evitam alterações provocadas pelas enzimas próprias dos
produtos naturais ou por microrganismos, enzimáticas, químicas e físicas, entretanto,
mantendo seus nutrientes e suas características organolépticas (aroma, sabor, textura), tais
como o emprego do frio, a redução do teor de água, diretamente, como na secagem, ou
indiretamente, como no emprego do sal e do açúcar.
Os microrganismos para se desenvolverem, necessitam de um ambiente nutritivo, com
taxa de umidade, oxigênio, temperatura e outras condições favoráveis, segundo a espécie
microbiana. Assim, os processos de conservação são baseados na eliminação total ou parcial
desses microrganismos, ou então na supressão de um ou mais fatores essenciais, de modo que
o meio se torne não propício a qualquer manifestação vital. Dentre as alterações mais
importantes são as de origem microbianas, pois além de alterar os alimentos podem provocar
doenças e levar o indivíduo à morte.
Com a evolução da sociedade, os fenômenos da globalização e da industrialização
atuaram como fatores determinantes na modificação dos hábitos alimentares, impondo
transformações no estilo de vida de, praticamente, toda a população mundial. Como
consequência, a necessidade por meios de conservação dos produtos alimentícios ocasionou a
elaboração de projetos de refrigeração, com o intuito de atender o aumento da demanda, a
sazonalidade dos produtos, assim como a sua duração, visto a existência de produtos
perecíveis.
2.2.4 História da Batata: importância internacional
Originária da região andina, a história da batata (Solanum tuberosum L.) remonta
aproximadamente há 8 mil anos na região do lago Titicaca, que fica a 3.800m acima do nível
do mar, na Cordilheira dos Andes na América do Sul, na fronteira entre a Bolívia e o Peru
(FAO, 2014).
A batata foi fundamental para a segurança alimentar do império Inca: na vasta rede de
armazéns do Estado, especialmente um tipo de batata liofilizada chamado chuño - foi um dos

principais itens alimentares, utilizados para alimentar oficiais, soldados e operários, assim
como um estoque de emergência após a perda de colheitas (FAO, 2014)
A invasão espanhola, em 1532, decretou o fim dos Incas, no qual a batata foi levada à
Europa. Em 1565 foi plantada nas Ilhas Canárias e em 1573 já era cultivada na Península
Ibérica. (MINARÉ, R.,2008)
Nos séculos XVII e XVIII a batata lentamente se espalhou para as mesas do norte da
Europa e pelo mundo todo, do Cáucaso à Península da Coréia, dos Altiplanos Peruanos à
Região dos Grandes Lagos, do Delta do Nilo à Ilha de Java.
No curso de sua história, a batata se adaptou, e foi adotada, como uma cultura de
subsistência em todos os continentes de terras altas. Na Europa, era originalmente um
alimento utilizado contra a fome, mas depois tornou-se uma das bases da alimentação. Na
África e na Ásia, tem sido um vegetal ou co-cultura básica. A batata foi classificada como
combustível da Revolução Industrial no século XVIII na Europa, mas culpada por meados do
século XVIV pela fome irlandesa. Ao longo de três séculos, ele também se tornou um
elemento central e distinto da cozinha europeia regional e depois nacional . Embora a
"requeima" continuou a atormentar os que dependem de batatas para sustento (CIP 1994), a
popularidade batata tem crescido, no entanto, desde o fim da II Guerra Mundial,
particularmente em suas formas industrialmente padronizadas de produção como batata
fritas, chips e outros alimentos congelados e processados de "conveniência". Aceitação de
batatas fritas padrão (com hambúrgueres) e chips embalados simboliza a "globalização da
dieta", como McDonald, Pepsico, e outras empresas de alimentos transnacionais que
movimentam as batatas ao redor do mundo devido a criação bem sucedida e à
comercialização do gosto universal para esses produtos. (KIPLE,K. F.;ORNELAS,K.C.,
2000)
2.3 Introdução da cultura de batata no Brasil
No Brasil, a cultura da batata foi introduzida por imigrantes europeus no final do
século XIX, no sul do país, onde as condições de clima eram mais favoráveis à sua produção,
servindo de alimentação básica para os colonos até final daquele século (EMATER/RS,
2008).
O estado de Minas Gerais se destaca na cultura devido à geração de emprego e renda,
colocando Minas Gerais como o maior produtor de batatas do Brasil (Fig. 2.2.2).

Figura 2.5 - Maiores produtores de batata no Brasil
A cultura da batata foi introduzida no estado na primeira metade do século XX,
marcadas pela chegada de descendentes de italianos e espanhóis, em busca de clima
adequado, altitude das montanhas e terras férteis, favoráveis ao cultivo da batata. Cultura esta
que começava a se desenvolver em Ipuiúna MG, sendo responsável em grande parte pelo seu
desenvolvimento econômico e urbano como um dos principais produtos agrícolas produzidos
pelo município até os dias de hoje. (PEREIRA, A.S. 2011)
A industrialização da batata cresceu a partir da década de 90, primeiramente para a
fabricação de batata frita na forma de rodelas („chips‟), posteriormente na forma de batata
palha. Em 2006 foi estabelecida a industrialização em escala da batata na forma de palitos
pré-fritos congelados no país, visando diminuir a importação, que em 2010 foi de cerca de
200 mil toneladas. Atualmente a batata industrializada atinge 30% do produto consumido
(PEREIRA, A.S. 2011 apud. Shimoyama, 2011).
No que se refere ao manejo da cultura, desde sua introdução até os anos de 1950, o
plantio, capinas, amontoa e colheita eram realizadas manualmente com enxada
(EMATER/RS, 2008). Na década de 50, surgiram novas tecnologias de manejo, como
fertilizantes químicos, mecanização baseada na tração animal, resultando em aumento de
áreas e de produtividade. No Sul as pulverizações e polvilhações não eram práticas comuns,
ao passo que em São Paulo os produtores japoneses faziam um bom trabalho de pulverização
e polvilhamento. Na década de 60, ampliou-se o uso de fungicidas para o controle das
0
200.000
400.000
600.000
800.000
1.000.000
1.200.000
1.400.000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
MG Minas Gerais
PR Paraná
SP São Paulo
RS Rio Grande doSulBA Bahia
GO Goiás
SC Santa Catarina
DF Distrito Federal

doenças. Na década de 70 e 80, foi crescente a mecanização tratorizada, com plantadeira,
adubadeira, pulverizador e colheitadeira. (PEREIRA, A.S. 2011)
Até a década de 90, a cultura se constituía numa atividade principalmente de pequenos
produtores, numa exploração típica da agricultura de base familiar (PEREIRA, A.S. 2011
apud. Pereira, 2008). Com a globalização dos mercados, a cultura transformou-se na hortaliça
de maior importância dentro do agronegócio brasileiro, reduzindo drasticamente o número de
produtores, com efeito do aumento dos custos de produção, frequentes oscilações de cotação
do produto e, mais do que tudo, pela perda de competitividade na comercialização. (PEREIRA,
A.S. 2011)
A partir da metade da década de 90, houve também uma mudança na geografia da
produção, com surgimento de novas áreas na região tropical de altitude - Cristalina (GO),
Triângulo Mineiro/ Alto Parnaíba (MG) e Chapada Diamantina (BA) – em detrimento de
áreas produtoras na região subtropical. Esta mudança de geografia também ocorreu na região
subtropical, com destaque para a região dos Campos de Cima da Serra, no Rio Grande do Sul,
e para o município de Água Doce, em Santa Catarina, onde os cultivos são realizados no
verão. As novas áreas foram promovidas pelos avanços tecnológicos e utilização de novas
cultivares, assim como por mudança fundiária e de gerenciamento das propriedades
(PEREIRA, A.S. 2011 apud. Deleo & Boteon, 2005).
Outro fator decisivo para o desenvolvimento do município foi a construção da rodovia
Juscelino Kubitschek, em 1954, todo o trecho mineiro estava pavimentado, completando a
ligação entre Poços de Caldas e a via Dutra. Com isto, tornou-se mais fácil o escoamento da
produção de batata para os grandes centros, como o Rio de Janeiro, São Paulo e Belo
Horizonte.
2.4 Processo de conservação de alimentos: refrigeração
Existem diversos métodos de conservação de alimentos dentre os quais atualmente,
destacam-se a refrigeração e o congelamento como métodos que utilizam as baixas
temperaturas para retardar ou inibir as reações químicas de deterioração natural e as
atividades enzimáticas.
A aplicação da refrigeração na indústria alimentícia, iniciada no século XX, foi
justamente uma das grandes inovações da Tecnologia de Alimentos (FILHO, 2010). Cada
microrganismo presente possui uma temperatura ótima de crescimento e uma temperatura
mínima, abaixo da qual não pode multiplicar-se (FILHO, 2010).

A indicação de cada um dos diferentes processos de conservação por refrigeração é
feita de acordo com o tipo, constituição, composição química e o tempo requerido para a
conservação do alimento, sem que haja sensíveis perdas de seu valor nutritivo, de suas
características organolépticas e diminuição do peso por desidratação.
Conforme a temperatura desejada, pode-se lançar mão de dois processos de
conservação utilizando técnicas de refrigeração, que geralmente é empregada a curto prazo e
técnicas de congelamento, a longo prazo.
Na refrigeração a temperatura utilizada varia em média de -1 a 8 ºC, conservando as
características do produto fresco ou in natura, sendo diferenciada a forma do seu tratamento,
em razão das propriedades organolépticas de cada tipo de alimento. Leva-se em conta alguns
fatores no seu armazenamento tais como a temperatura, a umidade relativa, a circulação de ar,
luminosidade e composição da atmosfera no interior da câmara de armazenamento
(STOECKER e JABARDO, 2002.)
O congelamento acontece quando a temperatura do alimento é reduzida abaixo do seu
ponto de congelamento e a proporção de água em seu interior sofre uma mudança no seu
estado se transformando em cristais de gelo, imobilizando parte da água. Usa-se em média,
temperaturas de -10ºC a -40ºC.

3 Materiais e Métodos
3.1 Ciclo de Carnot
O nome dado a este ciclo é uma homenagem ao engenheiro francês Nicolas Leonard
Sadi Carnot (1796-1832) que estabeleceu a estrutura principal da segunda lei da
termodinâmica.
O ciclo de Carnot é um sistema idealizado no qual todos os processos operantes entre
dois reservatórios térmicos são reversíveis, sendo este o ciclo com maior rendimento.
É denominado processo reversível aquele que após ter ocorrido dentro do sistema,
pode retornar ao estado original, com a inversão do processo, sem que tenham mudanças no
sistema quanto no meio.
Um exemplo para o processo de refrigeração operando como um sistema reversível e
adotando como fluido de trabalho uma substância pura como a água, tem-se as etapas
descritas a seguir.
Turbina (processo adiabático - W12) – Aumento da temperatura do fluido de trabalho,
desde a temperatura do reservatório de baixa até o reservatório de alta, havendo
compressão de uma mistura de líquido e vapor decorrente da saída do evaporador.
Condensador (processo isotérmico – Q23) – A temperatura do fluido de trabalho no
condensador é infinitesimalmente maior que a temperatura do reservatório a alta
temperatura, sendo admitida a temperatura do reservatório e da água constantes, além
de ter a mudança de fase de vapor para líquido a pressão constante por rejeição de
calor.
Bomba (processo adiabático – W34) – Redução da temperatura do fluido de trabalho,
desde a temperatura do reservatório de alta até a temperatura do reservatório de baixa,
sem que haja troca de calor com o ambiente externo, ocorrendo o trabalho devido a
energia interna do sistema.
Evaporador (processo isotérmico – Q41) - A temperatura do fluido de trabalho no
evaporador é infinitesimalmente menor que a temperatura do reservatório a baixa
temperatura, absorvendo assim o calor do sistema.
Podem-se verificar as etapas descritas acima pela figura 3.1.

Figura 3.1: Ciclo de Carnot
O ciclo de Carnot independe do fluido de trabalho e depende somente da temperatura
dos reservatórios térmicos, ficando assim expresso o rendimento por:
𝜂𝑡 = 1 −𝑄𝐿
𝑄𝐻= 1 −
𝑇𝐿
𝑇𝐻
Máquina térmica ideal
Para uma máquina térmica ideal, sendo esta reversível de acordo com ciclo de Carnot
o coeficiente de eficácia é descrito como:
𝛽 =𝑄𝐿
𝑄𝐻 − 𝑄𝐿=
𝑇𝐿
𝑇𝐻 − 𝑇𝐿
Para o projeto desenvolvido neste trabalho será verificado qual a potência mínima
necessária para remover do ambiente interno da câmara uma carga térmica de 28,1929 kW e
manter a temperatura interna em 4 °C, com a temperatura externa média em 27,3 °C. Os
valores utilizados nesta questão são decorrentes de capítulos posteriores.
𝛽 =𝑇𝐿
𝑇𝐻 − 𝑇𝐿
𝛽 =273 + 4
27,3 − 4
𝛽 = 11,89
A potência de acionamento do condicionador de ar é:

�̇� =�̇�𝐿
𝛽
�̇� =28,1929
11,89
�̇� = 2,37 𝑘𝑊
Irreversibilidades de um sistema
A irreversibilidade é diretamente proporcional ao afastamento do equilíbrio
termodinâmico, ocorrendo de forma mais rápida quanto maior a irreversibilidade.
A entropia é uma grandeza termodinâmica que mede o grau de irreversibilidade de um
sistema, é a parcela de energia interna de um sistema em seu equilíbrio termodinâmico que
não é capaz de ser convertida em trabalho. De forma análoga, pode-se comparar entropia com
o grau de liberdade de um sistema mecânico, que ao estar no estado fixo, possui entropia zero,
porém quando totalmente liberado, possui a máxima entropia possível, maior “desordem”
dentro do sistema.
A irreversibilidade de um sistema é o fator que contribui para que as máquinas
térmicas reais possam ser constantemente melhoradas a fim de se aproximarem cada vez mais
da máquina idealizada. Algumas dessas irreversibilidades são:
Atrito
Expansão não resistida
Transferência de calor com diferença finita de temperatura
Mistura de duas substancias diferentes
Podem-se verificar as perdas no sistema conforme descrito abaixo:
Turbina – escoamento do fluido pelas palhetas e canais, e uma pequena parcela para o
ambiente externo.
Bomba – perdas relativamente menores que as da turbina, porém proveniente
analogamente a da turbina, devido ao escoamento do fluido.
Tubulações – Perda de carga devido ao atrito, tanto pelas paredes da tubulação como o
de “escorregamento” quando em escoamento bifásico. O calor transferido ao ambiente
externo, mesmo em quantidade pequena também aumenta a irreversibilidade no
sistema.

Condensador – resfriamento abaixo da temperatura de saturação do líquido, sendo
necessária uma quantidade de calor maior para que o fluido volte a temperatura de
saturação.
Ciclo de compressão a vapor
O ciclo de compressão a vapor é dado pelos processos abaixo.
Compressor (processo isoentrópico) – recebe o fluido de trabalho no estado gasoso na
isobárica de baixa temperatura, comprimindo-o até a isobárica de alta temperatura.
Condensador (processo isobárico) – fluido de trabalho entra no condensador como
vapor superaquecido e após rejeitar o calor para o meio, sai como liquido saturado.
Válvula de expansão (processo isoentalpico) – recebe o fluido de trabalho no estato
líquido saturado e após a redução da pressão a jusante da válvula, a mistura de liquido
e vapor.
Evaporador (processo isobárico) – fluido de trabalho entra como mistura de liquido e
vapor e após receber calor, deixa o evaporador como vapor saturado.
O ciclo de compressão a vapor se distância do ciclo ideal de Carnot devido o fluido de
trabalho entrar no compressor somente no estado gasoso (figura 3.2).
Figura 3.2: Gráfico T-s ciclo ideal de compressão a vapor.

3.2 Dados do ambiente: Cidade de Ipuiuna – MG
Carta psicrométrica
A cidade de Ipuiuna está situada no sul de Minas Gerais, com coordenadas
22°05’57,5”S e 46°11’28.0”W a aproximadamente 1200 metros acima do nível do mar (figura
3.3).
Figura 3.3: Cidade de Ipuiuna (Google, 2014)
Para determinação da temperatura ambiente em Ipuiuna, assim como a umidade
relativa, foi utilizado o banco de dados referente ao ano de 2013 da estação meteorológica do
INMET (tabela 3.3), situada na cidade de Caldas distante de 34,9 km do local de instalação do
projeto, conforme ilustrado na figura 3.4.
Figura 3.4: Cidade de Ipuiuna x Cidade de Caldas (retirado de Google maps)
Observa-se que a máxima temperatura média mensal, assim como a máxima umidade
relativa mensal, pode ser utilizada como característica de projeto, dada a segurança no cálculo

da carga térmica para atender os requisitos do ambiente. Assim, serão considerados os valores
de 27,3 °C e 83% respectivamente (tabela 3.1).
Tabela 3.1: Condições climáticas de Ipuiuna
Mês
Tmáx
(°C)
Tmin
(°C)
REL
(%)
Janeiro 25.9 17.1 82.0
Fevereiro 27.3 17.1 79.1
Março 25.9 17.0 82.5
Abril 24.3 12.7 79.1
Maio 23.6 10.0 77.8
Junho 22.4 10.3 83.0
Julho 22.9 6.9 75.5
Agosto 24.4 6.6 67.3
Setembro 25.5 10.4 69.7
Outubro 25.0 13.9 74.8
Novembro 25.4 15.4 77.7
Dezembro 27.0 17.2 80.1
Para a determinação da carta psicométrica de Ipuiuna, foi utilizado o software
“Psicrom 1.0”, desenvolvido pelo Prof. Dr. Maurício Roriz, da Universidade Federal de São
Carlos (UFSCar), o qual possui como entrada a altitude local, temperatura de bulbo seco e
umidade relativa (figura 3.5).
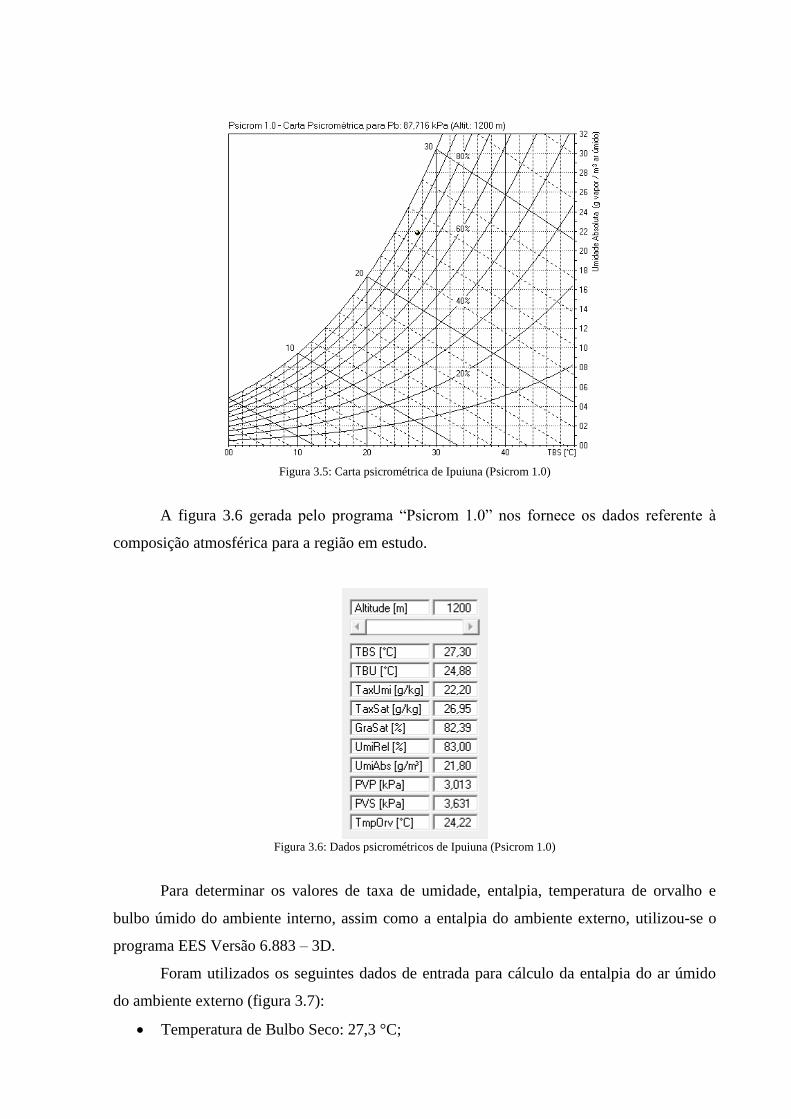
Figura 3.5: Carta psicrométrica de Ipuiuna (Psicrom 1.0)
A figura 3.6 gerada pelo programa “Psicrom 1.0” nos fornece os dados referente à
composição atmosférica para a região em estudo.
Figura 3.6: Dados psicrométricos de Ipuiuna (Psicrom 1.0)
Para determinar os valores de taxa de umidade, entalpia, temperatura de orvalho e
bulbo úmido do ambiente interno, assim como a entalpia do ambiente externo, utilizou-se o
programa EES Versão 6.883 – 3D.
Foram utilizados os seguintes dados de entrada para cálculo da entalpia do ar úmido
do ambiente externo (figura 3.7):
Temperatura de Bulbo Seco: 27,3 °C;

Taxa de Umidade: 0,0222 (kg vapor/kg ar seco);
Pressão: 87,716 kPa.
Figura 3.7: Dados de Entrada para Entalpia do Ar Úmido do Ambiente Externo (Retirado de EES)
O resultado encontrado é de 84,1 kJ/kg, de acordo com figura 3.8.
Figura 3.8: Entalpia do Ar Úmido do Ambiente Externo (Retirado de EES)
Condições internas da câmara fria
Segundo Ashrae (2010), as condições de armazenagem da batata semente para
períodos de 5 a 10 meses devem ser:
Temperatura entre 4 e 12 °C;
Umidade relativa entre 95 e 98%.
Para este projeto, será considerado:
Temperatura de 4 °C;
Umidade relativa de 95%.
Para calcular a taxa de umidade, empregaram-se os seguintes valores de entrada
(figura 3.9):
Temperatura: 4 °C;
Umidade relativa: 0,95;
Pressão: 87,716 kPa.

Figura 3.9: Dados de Entrada para Taxa de Umidade (Retirado de EES)
A solução obtida foi de 0,005529 (kg vapor / kg ar seco), como ilustrado na figura
3.10.
Figura 3.10: Taxa de Umidade (Retirado de EES)
Foram utilizadas as informações de entrada abaixo para determinar a entalpia do ar
úmido (figura 3.11):
Temperatura: 4 °C;
Taxa de Umidade: 0,005529 (kg vapor/kg ar seco);
Pressão: 87,716 kPa.
Figura 3.11: Dados de Entrada para Entalpia do Ar Úmido (Retirado de EES)
O valor encontrado foi de 17,89 kJ/kg (figura 3.12).
Figura 3.12: Entalpia do Ar Úmido (Retirado de EES)
Para determinar a temperatura de bulbo úmido, os seguintes dados de entrada foram
utilizados (figura 3.13):

Temperatura: 4 °C;
Umidade Relativa: 0,95;
Pressão: 87,716 kPa.
Figura 3.13: Dados de Entrada para Temperatura de Bulbo Úmido (Retirado de EES)
O resultado obtido foi 3,64 °C, segundo figura 3.14.
Figura 3.14: Temperatura de Bulbo Úmido (Retirado de EES)
Os valores das propriedades para determinação do ponto de orvalho são (figura 3.15):
Temperatura: 4 °C;
Taxa de Umidade: 0,005529 (kg vapor/kg ar seco);
Pressão: 87,716 kPa.
Figura 3.15: Dados de Entrada Temperatura de Orvalho (Retirado de EES)
Segue, de acordo com figura 3.16, a temperatura de orvalho calculada.
Figura 3.16: Temperatura de Orvalho (Retirado de EES)

Condições de pré-projeto
Abaixo estão listadas as informações necessárias ao desenvolvimento inicial do
projeto.
Região da instalação: Ipuiuna – MG (Região Sudeste do Brasil, sul de Minas);
Produto estocado: Tubérculo de batata (batata semente);
Natureza: Refrigerado;
Quantidade a ser armazenada do produto: 320 toneladas;
Dimensões limites para a obra: 10 x 15 x 20 m (altura x largura x comprimento);
Montagem: interior de um galpão;
Condições do ambiente externo e interno (tabela 3.2).
Tabela 3.2: Condições do ambiente externo e interno
PROPRIEDADES
AR
EXTERNO
AR
INTERNO
IPUIUNA
CÂMARA
FRIA
TBS (°C) 27,3 4
TBU (°C) 24,88 3,64
UR (%) 83 95
ENTALPIA (kJ/kg) 84,1 17,89
TAXA DE UMIDADE
(g vapor/kg ar seco) 22,2 5,529
TPO (°C) 24,22 3,273
Dimensionamento da câmara a partir das condições de estocagem
A estocagem dos tubérculos de batata é feita em caixas plásticas vazadas (figura 3.17)
de aprox. 2,0 kg com dimensões externas de 31,0 x 35,5 x 55,0 cm (altura x largura x
comprimento) e dimensões internas de 30,0 x 32,0 x 52,0 cm (Anexo I), adotando uma
densidade média a granel do produto a ser armazenado de 599,5 kg/m³ conforme Rahman
(2008), a capacidade de armazenamento será de 30 kg por caixa, valor demonstrado abaixo.
mb = Vcx x ρb Eq [1.1]

Em que:
Vcx = 0,05 m³;
ρb = 599,5kg
m3;
Retomando a eq. [1.1], obtêm-se:
mb = 0,05 x 599,5
mb 30,0 kg
Figura 3.17: Caixa Plástica Vazada (retirado de Google Images)
O abastecimento do produto no interior da câmara fria será organizado através do
empilhamento de caixas plásticas vazadas em cima de pallets de madeira (figura 3.18).
As características do pallet são: (Anexo VIII)
Dimensão: 15 x 120 x 120 cm (altura x largura x comprimento);
Capacidade estática : 3.000 kg;
Massa estimada: 25,0 kg;
Figura 3.18: Pallet de madeira (retirado de Google Images)
O fator limitante para o empilhamento das caixas neste projeto é a capacidade estática
do pallet, e será demonstrado abaixo.

Para calcular a quantidade máxima de caixas sobre o pallet, utilizou-se a seguinte
expressão:
Npmax =ζpmax
mb+mcx Eq. [1.2]
Em que:
ζpmax = 3000 kg;
mcx = 2,0 kg;
Retomando a eq. [1.2], obtêm-se:
Npmax =3.000
30,0 + 2,0= 93,75 ≅ 93 caixas (cheias de produto)
Para determinar a quantidade máxima de caixas sobre a superfície do pallet (figura
3.19), será calculada da seguinte forma:
Quantidade máxima de caixas no comprimento do pallet:
Ncmax =𝜆𝑝
𝜆𝑐𝑥 Eq. [1.3]
Em que:
λp = 120 cm;
λcx = 55 cm;
Retomando a eq. [1.3], obtêm-se:
Ncmax =120
55,0 2,18 2 caixas
Quantidade máxima de caixas na largura do pallet:
Nlmax = lp
lcx Eq. [1.4]
Onde:
lp = 120 cm;
lcx = 35,5 cm;
Retomando a eq. [1.4], obtêm-se:

Nlmax =120
35,5 3,38 3 caixas
Quantidade máxima de caixas na superfície do pallet:
Nsmax = Ncmax + Nlmax
Nsmax = 2 + 3 = 6 caixas
Figura 3.19: Quantidade Máxima de Caixas Sobre a Superfície do Pallet (Autodesk Inventor V.2013)
Para definir a altura máxima do empilhamento sobre o pallet (figura 3.4), empregou-se
a seguinte forma:
αpmax = Npmax
Nsmax
αpmax =93
6= 15,5 caixas ≅ 15 caixas
Considerando que a cada 05 caixas da altura máxima de empilhamento haverá um
pallet (figura 3.20) para facilitar o manuseio com a empilhadeira, a quantidade de pallets é
dada por:
Npp =αpmax
5
Npp = 15
5= 3 pallets

Figura 3.20: Quantidade Máxima de Caixas por Pilha (Autodesk Inventor)
Verificando a carga estática no pallet mais solicitado, temos:
ζpc = [Nsmax × αpmax × (mb + mcx)] + (2 × mp) Eq. [1.5]
Em que:
mp = 25 kg;
Retomando a eq. [1.5], obtêm-se:
ζpc = [6 x 15 x (30 + 2)] + (2 x 25)
ζpc = (90 x 32) + 50
ζpc = 2.880 + 50 = 2.930 kg
Portanto, o valor de carga estática está dentro do limite estabelecido de 3.000 kg.
Para estipular a altura interna da câmara, será levado em consideração um vão livre de
0,8 m entre o teto e o topo do empilhamento de caixas, permitindo que haja uma circulação
ideal do ar.
αicf = (αcx × αmcx ) + (3 × αp) + 80 Eq. [1.6]
Em que:
αcx = 31 cm
αp = 15 cm
Retomando a eq. [1.6], obtêm-se:
αicf = (31 × 15) + (3 × 15) + 80
αicf = 590 cm = 5,9 m
Para encontrar o valor da massa de batata semente em uma pilha, será utilizado o
seguinte calculo:
mbp = (Nsup × hmcx × mb)
mbp = (6 x 15 x 30)
mbp = 2.700 kg
A partir deste último valor encontrado, podemos verificar a quantidade de pilhas
necessárias para a estocagem total do produto.
Nemax =mtot
mbp Eq. [1.7]
Em que:
mtotbat = 320000 kg;
Retomando a eq. [1.7], obtêm-se:
Nemax = 320.000
2.700 118,52 119 pilhas de 90 caixas
Colocando 15 pilhas enfileiradas na direção do comprimento da câmara, sendo
espaçada em 0,1 m uma da outra, o comprimento interno será de 18,1 m.
Dispondo 08 pilhas enfileiradas na direção da largura da câmara, também com
espaçamento entre fileiras de 0,1 m,seguindo a medida padrão adotado no espaçamento das
pilhas do sentido do comprimento, a largura interna será de 9,7 m.
A câmara terá uma capacidade total de armazenamento de 322.700 toneladas.
Os valores mínimos encontrados para o dimensionamento interno da câmara é de 5,9 x
9,7 x 18,1 m (altura x largura x comprimento), para efeito de projeto, será utilizado medidas
exatas para a parte externa, 6 x 10 x 19 m (altura x largura x comprimento).

Dimensionamento do isolamento
Especificação da placa isotérmica
O painel isotérmico selecionado tem o núcleo com material isolante em poliestireno
expandido (EPS) conforme especificação da norma ABNT NBR 11752:2007 Tipo 3, o qual
contempla as propriedades físico-químicas que garantem a segurança e durabilidade do
produto.
O revestimento interno e externo será de aço carbono pré-pintado, uma vez que:
Estará abrigado (galpão);
Não sofrerá respingos de produtos químicos;
Ambiente não agressivo ao material (afastado da orla marítima).
A espessura da chapa utilizada é 0,5 mm, acabamento liso e encaixe tipo macho-
fêmea.
Cálculo da espessura
Para que seja possível calcular a espessura do isolamento, será necessário o valor do
fluxo máximo de calor, que é dado por:
q̅ = −k dT
dx
q̅𝑖𝑠𝑜 = −kiso ∆T
e𝑖𝑠𝑜 Eq. [2.1]
Em que:
kiso = 0,036 W
m . K;
Tamb = 300,3 K;
Ticf = 277 K;
e𝑖𝑠𝑜 = 0,1 m;
Retomando a eq. [2.1], obtêm-se:
�̅�𝑖𝑠𝑜 = −0,036 .(277−300,3)
0,10 = 8,388
𝑊
𝑚² = 7,212 kcal/m²

Admitindo que não haja calor de insolação devido à existência do galpão que envolve
a câmara, o coeficiente global é calculado da seguinte maneira:
𝑈𝑖𝑠𝑜 = 𝐾𝑖𝑠𝑜
∆𝑇
𝑈𝑖𝑠𝑜 = 7,212
300,3 − 277 0,31
𝑘𝑐𝑎𝑙
𝑚2. 𝐾 ≅ 0,31
𝑘𝑐𝑎𝑙
𝑚2.°𝐶
Com o valor do coeficiente global, têm-se condições para encontrar a espessura, que
equivale a 100 mm (Anexo VII).
O coeficiente global dado pelo fabricante do painel isotérmico para espessura de 100
mm é de 0,33 𝑘𝑐𝑎𝑙
𝑚2.°𝐶, suprindo o mínimo recomendado por norma, sendo assim adotado para o
decorrer dos cálculos.
Quantidade do painel isotérmico
De acordo com a norma Ashrae (2010), câmaras frigorificas mantidas acima da
temperatura de congelamento, não necessitam de tratamento especial no piso, sendo assim a
área total de isolante necessário é de 538 m².
Porta frigorífica
Porta frigorífica deslizante com dimensões de 0,1 x 2,0 x 2,5 m (espessura x largura x
altura), facilitando o trafego de empilhadeiras para o interior da câmara.
Cálculo da carga térmica
Para se calcular a carga térmica referente à câmara deve-se levar em consideração os
calores de condução e insolação, carga térmica de infiltração, carga térmica de produto, carga
térmica de pessoas, de iluminação, metabolismo e de motores. Segue o memorial referente às
cargas de interesse.
Carga térmica de condução e insolação
Para calcular esta carga utilizou-se a seguinte equação:

qci = Upe. Apit (Tamb + ∆Ti − Ticf) 24 Eq. [3.1]
Em que:
Uiso = 0,33𝑘𝑐𝑎𝑙
𝑚2 .°𝐶 (valor fornecido pelo fabricante e adotado para cálculo);
Apit = 538 m²;
∆Ti =0 (câmara esta no interior de um galpão);
Retomando a eq. [3.1], obtêm-se:
qci = 0,33. 538 (27,3 + 0 − 4) 24
qci = 99280,368 𝑘𝑐𝑎𝑙
𝑑𝑖𝑎 = 1,37 TR
Lembrando que 1 Tonelada de Refrigeração (TR), é a quantidade de calor necessária
para fundir uma tonelada de gelo em 24 horas.
1 TR = 12.000 BTU/h = 3.024 kcal/h = 3.516,8 W.
Carga térmica de infiltração e abertura de porta
As expressões utilizadas nesta seção com relação a cálculo da carga térmica por
infiltração foram retiradas da norma Ashrae (2010).
qtpo = qapo . Dt . Df (1 – εpo) Eq.[3.2]
Determinação dos valores solicitados na equação [3.2]:
Para determinar a carga de refrigeração latente e sensível, utiliza-se:
qapo = 0,221 . Apo(hicf . hamb) ρr (1 – ρicf/ρamb)0,5 (g . αpo)0,5 Fm Eq. [3.3]
A parte decimal do valor de tempo de abertura da porta é dada por:
Dt = (Nvpoθp+60θ0)
3600θd Eq. [3.4]
Em que:
Nvpo = 3 vezes;
θp = 20 s;
θ0 = 30 min;

θd = 24 h;
Retomando a eq. [3.4], obtêm-se:
Dt = (3 . 20 + 60 . 30)
3600 . 24
Dt = 0,0215
Segundo Ashrae (2010, apud HENDRIX, 1989), para diferenciais de temperatura
acima de 11 °C, o fator de fluxo a ser utilizado é:
𝐷𝑓 = 0,8
Considerando as informações contidas na norma Ashrae (2010), com relação à
efetividade do sistema de proteção da porta, por questão de durabilidade e segurança,
estaremos adotando um caso crítico, que é:
εpo = 0,85
Para determinar solução da eq. [3.3], são necessários os valores das incógnitas:
Apo = 2 . 2,5 = 5 m²;
hicf = 17,89 kJ
kg (retirado tabela 3.1);
hamb = 84,1 kJ
kg (retirado tabela 3.1);
g = 9,81 m
s²;
αpo = 2,5m;
ρamb = (Pd . Md+ Pv . Mv)
R . Tamb Eq. [3.5]
ρicf = (Pdicf . Md+ Pvicf . Mv)
R . Ticf Eq. [3.6]
Fm = [(2)
(1+ ρicf
ρ𝑎𝑚𝑏 )
13
]
1/5
Eq. [3.7]

Para resolver a eq. [3.5], necessitou-se:
Md = 28,964 g
mol;
Mv = 18,01524 g
mol;
R = 8,314 J
K.mol;
T𝑎𝑚𝑏 = 300,3 K;
w𝑎𝑚𝑏 = magua . Pv
mas . (P𝑎𝑚𝑏− Pv) Eq. [3.8]
Em que:
magua = 18,01524 g
mol;
mas = 28,964 g
mol ;
Pamb = 87,716 kPa;
wamb = 0,0222 kgvapor
kgar seco;
Retomando a eq. [3.8], obteve:
0,0222 = 18,01524 . Pv
28,964 . (87,716 − Pv)
Pv = 3,02285 kPa
P d = Pamb − Pv
Pd = 87,716 – 3,02285
P𝑑 = 84,69315 kPa
Retomando a eq. [3.5], obteve-se:
𝜌𝑎𝑚𝑏 = (84,69315 . 28,964 + 3,02285 . 18,01524)
8,314 . 300,3
𝜌𝑎𝑚𝑏 ≅ 1,004332𝑘𝑔
𝑚³

Para resolver a eq. [3.6], utilizou-se:
Md = 28,964 g/mol;
M𝑣 = 18,01524 g/mol;
R = 8,314 J/K. mol;
T icf = 277 K;
𝑤𝑖𝑐𝑓 = 𝑚𝑎𝑔𝑢𝑎 . 𝑃𝑣
𝑚𝑎𝑠 . (𝑃𝑎𝑚𝑏− 𝑃𝑣) Eq. [3.9]
Em que:
magua = 18,01524 g
mol;
mas = 28,964 g
mol ;
Pamb = 87,716 kPa;
wicf = 0,0055 kgvapor
kgar seco;
Retomando a eq. [3.9], obteve-se:
0,0055 = 18,01524 . Pvicf
28,964 . (87,716 − Pvicf)
Pvicf 0,76883 kPa
Pdicf = Pamb − Pvicf
P dicf = 87,716 – 0,76883
Pdicf = 86,94717 kPa
Retomando a eq. [3.6], obteve-se:
𝜌𝑖𝑐𝑓 = (86,94717 . 28,964 + 0,76883 . 18,01524)
8,314 . 277
𝜌𝑖𝑐𝑓 ≅ 1,099527𝑘𝑔
𝑚³
Retomando a eq. [3.7], encontrou-se:

𝐹𝑚 = [(2)
(1+ 1,099528
1,004332 )
13
]
1/5
Fm 1,093444
O resultado da eq.[3.3] é:
qapo = 0,221 . 5 (84,1
− 17,89) 1,099527 (1 – 1,004332/1,099527)0,5 (9,81 . 2,5)0,5 1,09344
qapo = 128,172645 kW
O valor encontrado para eq. [3.2] é:
qtpo = 128,172645 . 0,0215 . 0,8 (1 – 0,85)
qtpo 0,331 kW 0,0941 TR
Carga térmica devida a temperatura de entrada dos produtos
O método utilizado para o cálculo de carga térmica, tomando como base a estocagem
do produto em sua totalidade (320 ton.), sem movimentação diária, considerou-se que para ter
uma taxa de resfriamento adequada, a diferença de temperatura entre a base e o topo das
pilhas não devesse exceder a variação entre uma temperatura desejada e sua temperatura do
ponto de orvalho (Bishop, 2009). O caso mais crítico a ser considerado, independente da
temperatura escolhida na faixa de resfriamento, é quando a umidade relativa esta em seu
máximo valor.
O intuito destas considerações é evitar que haja condensação dos vapores causados
pela respiração das batatas mais expostas a refrigeração (topo da pilha). A ocorrência deste
fenômeno deve-se ao fato de que a massa de ar frio possui a tendência de se deslocar para a
região inferior da câmara, resfriando as bases dos empilhamentos e por consequência dado ao
ciclo natural de convecção, o ar quente da respiração das batatas conduz-se para a parte
superior da câmara (figura 3.21) devido as diferenças de densidade e ou massa específica.

Figura 3.21: Comportamento das massas de ar no interior da câmara (AutoCad)
Para encontrar a máxima variação de temperatura entre a base e o topo do
empilhamento, será utilizado a temperatura de bulbo seco final do interior da câmara de 4 °C
e sua temperatura do ponto de orvalho com umidade relativa máxima de 95%.
δTv = Ticf − Tpoicf Eq. [3.10]
Em que:
Tpoicf = 3,273 ℃;
Retomando a eq. [3.10], obteve-se:
δTv = 4 − 3,273
δTv = 0,727 °C
Para que se mantenha uma margem de segurança, a variação considerada será de
0,6°C.
A equação abaixo foi utilizada para calcular a carga térmica de produto:
qprod = mtot . 1000 . cbat . δTv
t Eq. [3.11]
Em que:
cbat = 3,8 kJ/kg.K - calor específico da batata, valor de acordo com Pringle et al.
(2009);
Retomando a eq. [3.11], obteve-se:

qprod = 320 . 1000 . 3,8 . 0,6
24 . 3600
qprod 8,444 kW = 2,401 TR
Carga térmica de metabolismo
O calor metabólico é determinado pela temperatura de armazenamento do ponto de
ajuste (Pringle et al., 2009), para calcular tal carga utilizou-se a seguinte expressão:
qmp =mprod .q̇mp
1000 Eq. [3.12]
Segundo Pringle et al. (2009 apud BURTON, 1989), quando as batatas estão
dormentes, o calor de respiração é pequeno, as vezes menor que 10 W/t.
Será levado a titulo de cálculo o valor de 10 W/t.
Retomando a eq. [3.12], obtêm-se:
𝑞𝑚𝑝 =320 . 10
1000
𝑞𝑚𝑝 = 3,2 𝑘𝑊 = 0,91 𝑇𝑅
Carga térmica de condução do piso
Para determinar a carga térmica de condução do piso, tem-se:
Upiso =1
1
𝐶𝑖𝑝𝑖𝑠𝑜+
𝑒𝑝𝑖𝑠𝑜
𝑘𝑝𝑖𝑠𝑜+
1
𝐶𝑜𝑝𝑖𝑠𝑜
eq. [3.13]
Onde:
Cipiso = 1,6; valor conforme Ashrae (2010), ambiente com ar calmo
𝐶𝑜𝑝𝑖𝑠𝑜 = 1,6; valor conforme Ashrae (2010), ambiente com ar calmo
episo = 0,15 m;
𝑘piso ≅ 1,2 𝑊
𝑚.𝐾;
Retomando a eq. [3.13], resultou em:

Upiso =1
11,6 +
0,151,2 +
11,6
Upiso ≅ 0,73W
m² .K
A carga térmica do piso foi calculada abaixo:
qpiso = Upiso. Apiso (ΔT) Eq. [3.14]
Em que:
Apiso = 190 m²;
Retomando a eq. [3.14], teve-se que:
𝑞𝑝𝑖𝑠𝑜 = 0,73 . (10 . 19). (300,3 − 277)
𝑞𝑝𝑖𝑠𝑜 ≅ 3232 W = 0,919 𝑇𝑅
Carga térmica de ocupação
Para o cálculo da carga térmica de ocupação considerou-se a seguinte expressão,
conforme Ashrae (2010):
qpessoa = 272 . 6. Ticf
qpessoa = 272 . 6 . 4
qpessoa = 248 W = 0,0705 TR
Carga térmica de iluminação
Conforme norma ABNT NBR 5413, para iluminação geral para áreas utilizadas
interruptamente ou com tarefas visuais simples, o valor adotado da iluminância é de 150 lux.
O fator de depreciação será considerado 1,25 (referenciar catalogo Osram),
considerando uma boa manutenção (em caso de queima, troca imediata; limpeza das
luminárias).
Para o ambiente de armazenamento com Iluminância de 150 lux, recomenda-se que a
tonalidade de cor da luz seja aproximadamente 2700, conforme figura 3.22 do fabricante de
lâmpadas Osram.

Figura 3.22: Relação de conforto ambiental entre nível de Iluminância e Tonalidade de Cor da lâmpada (retirado do catálogo
Osram, 2014)
De acordo com a norma Ashrae (2010), as lâmpadas tipo T8 com reator eletrônico,
introduzem menos calor dentro do espaço refrigerado comparado com T12 com reator
magnético que comumente é utilizado nestes tipos de instalações.
Será utilizado lâmpadas fluorescentes Lumilux (Osram) T8 de 36W/840 (Anexo V),
fluxo luminoso de 3350 lm, índice de reprodução 85.
Cálculo do índice do recinto:
ξ𝑖𝑟 =λcf . lcf
(λcf+lcf) αcf [3.15]
Onde:
λcf = 19 m;
lcf = 10 m;
αcf = 6 m;
Retomando a eq. [3.15], obteve-se:
ξir =19 . 10
(19 + 10) 6
ξir =19 . 10
(19 + 10) 6
ξir ≅ 1,1
O fator de utilização esta expressa de acordo com a tabela 3.3, representado com o
valor da eficiência do recinto já multiplicado pela eficiência da luminária, encontrado pela
intersecção do índice do recinto e das refletâncias do teto/parede/piso (nesta ordem).

Tabela 3.3: Fator de utilização de luminária - teto/parede/piso (Osram)
Adotando os valores de 70% para o teto, 50% para as paredes e 10% para o piso, o
fator de utilização é encontrado interpolando os valores da tabela 3.3.
1,25 − 1,1
0,48 − 𝑥=
1,25 − 1
0,48 − 0,44
Fu ≅ 0,46
Para determinar a quantidade de lâmpadas necessárias no ambiente, seguir a equação
abaixo.
Nlamp =E𝑙𝑎𝑚𝑝 . Apiso . Fd
φ𝑙𝑎𝑚𝑝 . FU . BF Eq. [3.16]
Em que:
Elamp = 150 lux;
Fd = 1,25;
φlamp = 3350 lm;
BF = 1;
Retomando a eq. [3.16], obtêm-se:
N𝑙𝑎𝑚𝑝 =150 . 190 . 1.25
3350 . 0,46 . 1
N𝑙𝑎𝑚𝑝 ≅ 23
Potência total instalada é definida pela equação a seguir:
Ptotlamp =Nlamp .Wlamp
1000 Eq. [3.17]
Onde:
Wlamp = 36W

Retomando a eq. [3.17], obtêm-se:
Ptotlamp =23 . 36
1000
Ptotlamp ≅ 0,83 kW
Densidade da potência é dada por:
ρplamp =Ptotlamp . 1000
Apiso
ρplamp =0,83 . 1000
190
ρplamp = 4,37 W
m²
Segundo Pringle, Bishop e Clayton (2009), a luz natural ou de lâmpadas fluorescentes
são boas inibidoras de brotos, e pode ter o tempo de armazenagem de até 12 meses, portanto
para que não tenha um custo demasiado alto de consumo de energia, o tempo considerado
para este caso é de meio dia, então a potência de iluminação será expressa por:
qlamp = ρplamp . Apiso .t
24
qlamp = 4,37 . 190 .12
24
qlamp = 415,15 W = 0,41515 kW = 0,118 TR
Carga térmica das caixas plásticas
Para determinar a carga térmica das caixas plásticas, tem-se:
qcx = mcx . ccx . δTI
t Eq. [3.18]
Onde:
ccx = 0,55 kcal
kg . ℃= 2,30274
kJ
kg . ℃
Retomando a eq. [3.18], obteve-se:
qcx =(2 . 90 . 119) . 2,30274 . 0,6
24 . 3600

qcx = 0,34253 kW = 0,0974 TR
Carga térmica dos pallets
A carga térmica dos pallets é dada por:
qp = mp . cp . δTI
t Eq. [3.19]
Em que:
cp = 0,6 kcal
kg . ℃= 2,51208
kJ
kg . ℃ ;
mp = 25. 3 . 119 = 8925 kg;
Retomando a eq. [3.19], obteve-se:
qp =8925 . 2,51208 . 0,6
24 . 3600
qp ≅ 0,156 kW ≅ 0,0444 TR
Carga térmica dissipação do equipamento
Esta carga consiste basicamente do calor dissipado pelos ventiladores do evaporador,
do reaquecimento quando controle de umidade é utilizado e do calor dissipado pelo processo
de descongelamento. Considerar um acréscimo de 10% sobre a carga térmica total.
𝑞𝑑𝑎𝑝𝑟𝑜𝑥 = 𝑞𝑐𝑖 + qtpo + qprod + 𝑞𝑚𝑝 + 𝑞𝑝𝑖𝑠𝑜 + qpessoa + qlamp + qcx + qp
𝑞𝑑𝑎𝑝𝑟𝑜𝑥 = 1,37 + 0,0941 + 2,401 + 0,91 + 0,919 + 0,0705 + 0,118 + 0,0974 + 0,0444
𝑞𝑑𝑎𝑝𝑟𝑜𝑥 = 6,0244 TR
A carga dissipada pelo equipamento é:
𝑞𝑑𝑒𝑞 = 0,1 . 𝑞𝑑𝑎𝑝𝑟𝑜𝑥
𝑞𝑑𝑒𝑞 = 0,1 . 6,0244
𝑞𝑑𝑒𝑞 ≅ 0,6024 TR

Carga térmica dos motoventiladores
Quando a potência dos motores é desconhecida, para efeito de cálculo a carga térmica
dos ventiladores é estimada dada por:
𝑞𝑣𝑚𝑜𝑡 = 0,1 . (𝑞𝑑𝑎𝑝𝑟𝑜𝑥 + 𝑞𝑣𝑒𝑞)
𝑞𝑣𝑚𝑜𝑡 ≅ 0,1 . 6,6268
𝑞𝑣𝑚𝑜𝑡 ≅ 0,6627 TR
Fator de segurança
Segundo Ashrae (2010), para evitar discrepância entre a carga térmica calculada e do
projeto real, é adicionado um fator de 10%.
qfs = 0,1 . (qdaprox + 𝑞𝑣𝑒𝑞 + qmotor)
qfs ≅ 0,1 . (6,0244 + 0,6024 + 0,6627)
qfs ≅ 0,7270 TR
Carga térmica total
A carga térmica total do projeto é dada por:
qtotal = qci + qtpo + qprod + qmp + qpiso + qpessoa + qlamp + qcx + qp + qveq + qmotor
+ qfs
qtotal ≅ 8,0165 TR
Segue tabela com todos os valores de carga térmica calculada (tabela 3.4).
Tabela 3.4: Carga térmica total

3.3 Fluídos Refrigerantes
Os fluídos refrigerantes tem a função de transportar calor, absorvendo calor a baixa
temperatura e rejeitando a temperaturas mais elevadas. Estas substâncias tem a capacidade de
trocar de fase, passando de líquido para vapor e de vapor para líquido, quando absorve ou
rejeita calor respectivamente. Este processo de ganho e perda de calor acontece no evaporador
e condensador nesta ordem.
Para uma seleção adequada do refrigerante a ser utilizado no sistema, precisa-se
conciliar as propriedade termo físicas com algumas outras exigências como:
Quantidade de emissão de CFC, HCFC e HFC, evitando afetar a camada de ozônio e
as condições climáticas.
Normas de segurança que restrinjam o uso de refrigerante inflamável e/ou com certo
nível tóxico.
Compatibilidade com o fluído lubrificante do compressor.
Compatibilidade com os materiais utilizados no sistema.
Disponibilidade comercial a custo razoável.
Ciclo de refrigeração de simples estágio
O ciclo teórico de único estágio utilizando refrigerante puro ou mistura azeotrópica é
um dos métodos empregado para representar a refrigeração mecânica por meio de vapor
utiliza o ciclo reversível de Carnot - por se tratar do maior coeficiente de performance - para
se aproximar de uma condição ideal (maior COP) quando plotado em um gráfico T-s. Esta
comparação entre os sistemas podem ser feitas, pois, a finalidade de ambos, é transferir o
calor recebido pela fonte de baixa temperatura para um reservatório de alta temperatura.
Para aproximar o ciclo de Carnot a uma condição mais real, algumas modificações são
necessárias (figura 3.23).
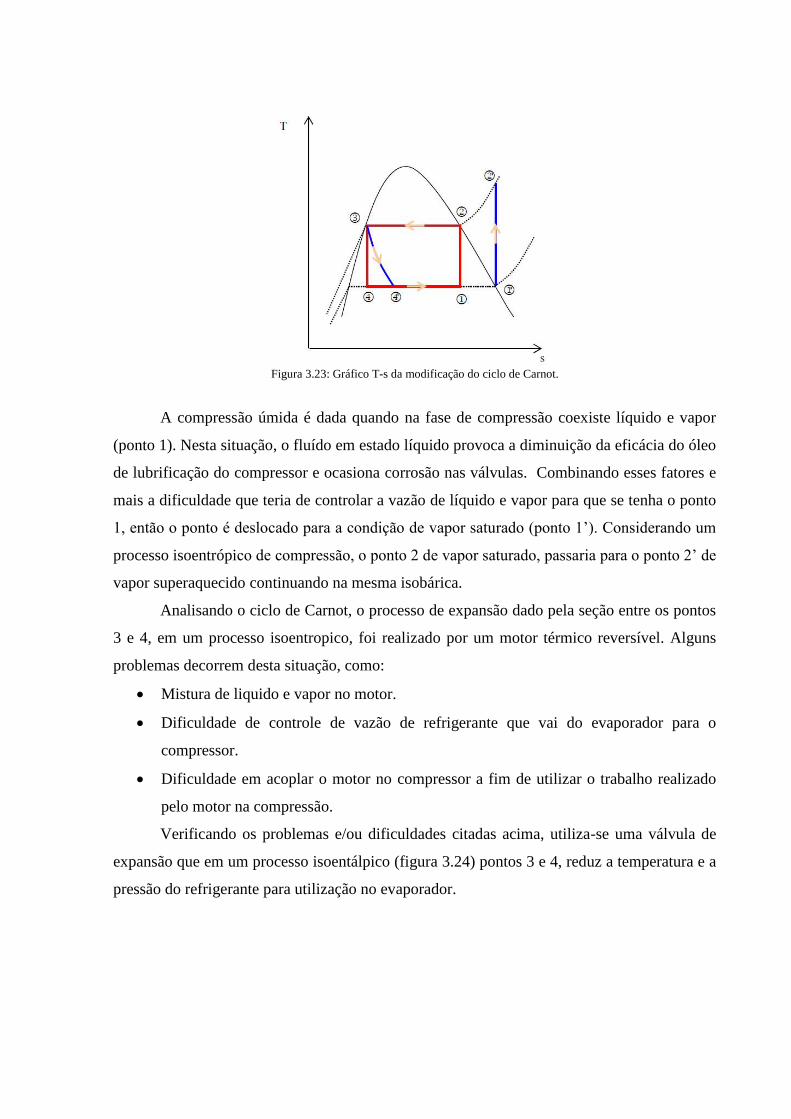
Figura 3.23: Gráfico T-s da modificação do ciclo de Carnot.
A compressão úmida é dada quando na fase de compressão coexiste líquido e vapor
(ponto 1). Nesta situação, o fluído em estado líquido provoca a diminuição da eficácia do óleo
de lubrificação do compressor e ocasiona corrosão nas válvulas. Combinando esses fatores e
mais a dificuldade que teria de controlar a vazão de líquido e vapor para que se tenha o ponto
1, então o ponto é deslocado para a condição de vapor saturado (ponto 1’). Considerando um
processo isoentrópico de compressão, o ponto 2 de vapor saturado, passaria para o ponto 2’ de
vapor superaquecido continuando na mesma isobárica.
Analisando o ciclo de Carnot, o processo de expansão dado pela seção entre os pontos
3 e 4, em um processo isoentropico, foi realizado por um motor térmico reversível. Alguns
problemas decorrem desta situação, como:
Mistura de liquido e vapor no motor.
Dificuldade de controle de vazão de refrigerante que vai do evaporador para o
compressor.
Dificuldade em acoplar o motor no compressor a fim de utilizar o trabalho realizado
pelo motor na compressão.
Verificando os problemas e/ou dificuldades citadas acima, utiliza-se uma válvula de
expansão que em um processo isoentálpico (figura 3.24) pontos 3 e 4, reduz a temperatura e a
pressão do refrigerante para utilização no evaporador.

Figura 3.24: Gráfico P-h da modificação do ciclo de Carnot.
Uma das características importantes a ser considerada em um sistema térmico é o calor
latente de vaporização, pois a eficiência do ciclo de compressão de vapor teórico é
maximizada por fluídos com baixa capacidade térmica. Esta particularidade esta associada a
uma estrutura molecular simples e baixa massa molecular.
Quanto mais elevado o calor específico molar, mais inclinada estará a linha de
saturação em um gráfico tipo T-s, podendo ocasionar uma compressão úmida (Figura 3.25),
que não é aconselhável por danificar o compressor.
Figura 3.25: Efeito do calor específico molar
Pode-se verificar T-s da figura 3.26, o efeito de refrigeração no evaporador (Qi) e o
trabalho mecânico do compressor (Wnet).

Figura 3.26: Gráfico T-s representando o efeito refrigerante
e o trabalho efetuado em um ciclo teórico de simples estágio (Ashrae, 2009)
Classificação do fluído refrigerante
Segundo a norma ASHRAE 34-92, a classificação dos refrigerantes é dada pelo nível
de toxicidade e inflamabilidade. A designação dos refrigerantes possui dois caracteres, sendo
o primeiro uma letra que caracteriza o nível de toxicidade e o segundo um número que indica
o grau de inflamabilidade. Os compostos são classificados em dois grupos, de acordo com a
toxicidade para concentrações abaixo de 400 ppm. Os efeitos considerados são: Irritação
danos crônicos ou irreversíveis nos tecidos e narcose a um nível capaz de acarretar um
acidente pessoal.
Classe A: compostos cuja toxicidade não foi identificada;
Classe B: compostos com evidências identificadas de toxicidade.
Classe 1: não se observa propagação da chama no ar a 18°C e pressão igual a 101,325
kPa;
Classe 2: Limite inferior de inflamabilidade superior a 0,10 kg/m3 a 21°C e pressão
igual a 101,325 kPa e com poder calorífico inferior a 19.000 kJ/kg;
Classe 3: Inflamabilidade elevada, caracterizando-se por possuir limite inferior de
inflamabilidade inferior ou igual a 0,10 kg/m3 a 21°C e pressão igual a 101,325 kPa e
com poder calorífico superior a 19.000 kJ/kg.

A tabela 3.5 representa os fluídos refrigerantes puros e a tabela 3.6 o refrigerantes
azeotrópicos conforme Ashrae - Fundamentals (2009), que utilizam o método de refrigeração
de simples estágio além da designação quanto a inflamabilidade e toxidade.
Tabela 3.5: Fluídos refrigerantes puros (Retirado de Ashrae, 2009)
Tabela 3.6: Fluídos refrigerantes azeotrópicos (Retirado de Ashrae, 2009)
Compatibilidade dos refrigerantes puros ou azeotrópicos com os materiais e fluídos
do sistema
O fluído refrigerante entra em contato com diversos materiais no decorrer do sistema
térmico, e a compatibilidade é muito importante para que não se tenha um desgaste acentuado

em uma determinada peça, afetando assim o desempenho do ciclo de refrigeração, pode-se
resumir assim:
Metais: Os refrigerantes halogenados em sua maioria não apresentam restrições com
materiais como: aço, alumínio, cobre, ferro fundido e latão, mas evita-se o uso de ligas
que contenham teores de magnésio acima de 2%, conforme Ashrae – Fundamentals
(2009).
Elastômeros: A borracha nítrica (NBR ou Bruna-N) possui baixa resistência quando
em contato com hidrocarbonetos halogenados, alguns tipos de neopreme quando em
contato com HFCs, tendem a ter suas dimensões alteradas, este “inchaço” que ocorre
devido a presença do refrigerante pode ser visto na tabela 3.7 conforme Ashrae –
Fundamentals (2009).
Tabela 3.7: Expansão linear % devido a presença de refrigerante líquido (Retirado de Ashrae, 2009)
Plástico e vernizes: A degradação do plástico pelo refrigerante esta diretamente ligada
a quantidade de átomos de cloro livres dentro de sua composição química.
Recomenda-se realização de testes.
Devido a grande quantidade de compostos químicos empregados na fabricação
dos enrolamentos dos moto-compressores, é recomendável solicitar informação do
fabricante do equipamento.
Óleo Lubrificante: Para o sistema térmico de simples estágio utilizando refrigerantes
puros ou azeotrópicos pode-se destacar o óleo com composição sintética. Destaca-se
dentre este tipo o alquilbenzeno por apresentar moléculas aromáticas, sendo assim
caracterizado por uma boa solubilidade com R-22 e o R-502.
As misturas de óleos alquilbenzeno com minerais de base naftênica formam os
óleos semi-sintéticos que são compatíveis com refrigerantes do tipo HCFCs. Outro
óleo utilizado com este tipo de refrigerante é o poliol-éster, que são manipulados para
que possam alcançar características físicas desejadas, porém, sua miscibilidade
começa a ser comprometida quando ultrapassado seis átomos de carbono na cadeia de
ligação química. Alguns artifícios são aplicados no poliol-éster para que se tenha uma
melhora na viscosidade e estabilidade térmica.
Para o tipo refrigerante HFCs, os óleos sintéticos compatíveis são os glicóis
poli alcalinos (PAG) e os ésteres poliólicos (POE). O tipo POE é o mais utilizado na
indústria frigorífica enquanto o PAG na refrigeração (ar condicionado) de veículos
automotivos.
Fluídos refrigerantes e o meio ambiente
A preocupação com relação ao meio ambiente e os produtos que possam agredi-los,
como é o caso de CFCs, HCFCs e HFCs na área de refrigeração industrial têm levado os
estados maiores a tomarem providencias para que tenham um controle de suas emissões ou
até mesmo a extinção do uso destes produtos. Pode-se verificar esta ação pelo Protocolo de
Montreal, que CFCs e HCFCs devem ser retirados de produção por empobrecerem a camada
de ozônio e provocarem mudanças climáticas.
O Brasil aderiu ao Protocolo de Montreal no ano de 1990 e a partir deste momento, o
uso de CFCs começou a ser reduzida até ser extinta no ano de 2012.
O sucesso do Plano Nacional de Eliminação do CFCs engajou ainda mais o governo
brasileiro a instituir da mesma forma um plano de redução aderida em 2012 com o prazo de
extinção até 2040 para o uso de HCFCs.
A camada de ozônio protege a Terra de incidência de raios solares ultravioletas,
nocivos aos seres vivos. Nos seres humanos, essa radiação provoca o câncer de pele e diminui
a resistência imunológica.
Os CFCs e os HCFCs, quando em contato com a radiação ultravioleta, liberam
radicais e reagem com as moléculas de ozônio e decorrente disso, a destruição da camada de
ozônio.
Na tabela 3.8 e 3.9 (Ashrae, 2009), informa as características ambientais globais de
refrigerantes de uso industrial com relação ao potencial de destruição a camada de ozônio
(ODP) e ao potencial de aquecimento global (GWP).

A medida da capacidade de um material para esgotar ozônio estratosférico é o seu
potencial de destruição do ozônio (ODP), um valor relativo ao do R-11 (um dos fluídos
responsáveis pela degradação da camada de ozônio), que é de 1,0 (Ashrae, 2009).
O GWP é um índice que descreve a capacidade relativa de um refrigerante em prender
a energia radiante em comparação com o CO2 (R-744), que possui um tempo de vida
atmosférico muito longo. O prazo normalmente utilizado é de 100 anos devido a
regulamentações.
Tabela 3.8 – Propriedades ambientais dos refrigerantes puros (Retirado de Ashrae, 2009)
Tabela 3.9: Propriedades ambientais dos refrigerantes azeotrópicos (Retirado de Ashrae, 2009)
Seleção do fluído refrigerante
Serão avaliados quatro fluídos refrigerantes, verificando assim os pontos positivos e
negativos de cada um deles. Abaixo as características básicas de cada um deles:
R-22
Óleos compatíveis: Alquilbenzeno e Mineral

Toxidade e Inflamabilidade: A1
ODP: 0,055
GWP100 = 1810
R-32
Óleo compatível: Sintético (POE)
Toxidade e Inflamabilidade: A2
ODP: 0
GWP100 = 675
R-124
Óleo compatível: Alquilbenzeno
Toxidade e Inflamabilidade: A1
ODP: 0,022
GWP100 = 609
R-134a
Óleo compatível: Sintético (POE)
Toxidade e Inflamabilidade: A1
ODP: 0
GWP100 = 1430
A seguir serão citados os cálculos de coeficiente de performance (Eq. 1.1) e
rendimento do refrigerante (𝐸𝑞. 1.2), para uma temperatura de evaporação de -5 °C e
temperatura de condensação de 27,3 °C. O sistema de refrigeração produz 8,0165 TR
(28,1929 kW).
𝐶𝑂𝑃 = ℎ1− ℎ4
ℎ2−ℎ1 Eq. [1.1]
𝜂𝑟 = 𝐶𝑂𝑃 (𝑇3−𝑇1)
𝑇1 Eq. [1.2]
Utilizar como referência para determinação dos pontos dentro do ciclo de refrigeração
a figura 1.4.
R-22
Valores conhecidos:

𝑇1 = −5 ℃ = 268 𝐾;
𝑇3 = 37,3 ℃ = 310,3 𝐾;
Valores encontrados por interpolação dos dados da tabela 3.10 (Ashrae, 2009):
ℎ1 = 403,16 𝑘𝐽
𝑘𝑔;
ℎ4 = 246,08 𝑘𝐽
𝑘𝑔;
Tabela 3.10: Características do refrigerante R-22 (Retirado de Ashrae, 2009)
Valor calculado pelo EES:
ℎ2 = 433,8 𝑘𝐽
𝑘𝑔;
Utilizando a eq. [1.1], encontra-se o COP de:
𝐶𝑂𝑃 = 403,16 − 246,08
433,8 − 403,16 ≅ 5,13
Utilizando a eq. [1.2], encontra-se o 𝜂𝑟:
𝜂𝑟 = 5,13 (310,3 − (268))
268 ≅ 0,8096 ≅ 80,96%
Fluxo mássico de fluído refrigerante é dado por:
�̇� =𝑄𝑡
(ℎ1 − ℎ4)
�̇� =28,1929
(403,16 − 246,08) ≅ 0,1795
𝑘𝑔
𝑠
R-32
Valores conhecidos:
𝑇1 = −5 ℃ = 268 𝐾;
𝑇3 = 37,3 ℃ = 310,3 𝐾;

Valores encontrados por interpolação dos dados da tabela 3.11 (Ashrae, 2009):
ℎ1 = 514,26 𝑘𝐽
𝑘𝑔;
ℎ4 = 270,01 𝑘𝐽
𝑘𝑔;
Tabela 3.11: Características do refrigerante R-32 (Retirado de Ashrae, 2009)
Valor calculado pelo EES:
ℎ2 = 564 𝑘𝐽
𝑘𝑔;
Utilizando a eq. [1.1], encontra-se o COP de:
𝐶𝑂𝑃 = 514,26 − 270,01
564 − 514,26 ≅ 4,91
Utilizando a eq. [1.2], encontra-se o 𝜂𝑟:
𝜂𝑟 = 4,91 (310,3 − (268))
268 ≅ 0,775 ≅ 77,5%
Fluxo mássico de fluído refrigerante é dado por:
�̇� =𝑄𝑡
(ℎ1 − ℎ4)
�̇� =28,1929
(514,26 − 270,01) ≅ 0,1154
𝑘𝑔
𝑠
R-124
Valores conhecidos:
𝑇1 = −5 ℃ = 268 𝐾;
𝑇3 = 37,3 ℃ = 310,3 𝐾;
Valores encontrados por interpolação dos dados da tabela 3.12 (Ashrae, 2009):
ℎ1 = 357,095 𝑘𝐽
𝑘𝑔;

ℎ4 = 241,9 𝑘𝐽
𝑘𝑔;
Tabela 3.12: Características do refrigerante R-124 (Retirado de Ashrae, 2009)
Valor calculado pelo EES:
ℎ2 = 379,6 𝑘𝐽
𝑘𝑔;
Utilizando a eq. [1.1], encontra-se o COP de:
𝐶𝑂𝑃 = 357,095 − 241,9
379,6 − 357,095 ≅ 5,12
Utilizando a eq. [1.2], encontra-se o 𝜂𝑟:
𝜂𝑟 = 5,12 (310,3−(268))
268 ≅ 0,8081 ≅ 80,81%
Fluxo mássico de fluído refrigerante é dado por:
�̇� =𝑄𝑡
(ℎ1 − ℎ4)
�̇� =28,1929
(357,095 − 241,9) ≅ 0,2447
𝑘𝑔
𝑠
R-134a
Valores conhecidos:
𝑇1 = −5 ℃ = 268 𝐾;
𝑇3 = 37,3 ℃ = 310,3 𝐾;
Valores encontrados por interpolação dos dados da tabela 3.13 (Ashrae, 2009):
ℎ1 = 395,655 𝑘𝐽
𝑘𝑔;
ℎ4 = 252,4𝑘𝐽
𝑘𝑔;

Tabela 3.13: Características do refrigerante R-134a (Retirado de Ashrae, 2009)
Valor calculado pelo EES:
ℎ2 = 423,9 𝑘𝐽
𝑘𝑔;
Utilizando a eq. [1.1], encontra-se o COP de:
𝐶𝑂𝑃 = 395,655 − 252,4
423,9 − 395,655 ≅ 5,07
Utilizando a eq. [1.2], encontra-se o 𝜂𝑟:
𝜂𝑟 = 5,07 (310,3 − (268))
268 ≅ 0,8005 ≅ 80,05%
Fluxo mássico de fluído refrigerante é dado por:
�̇� =𝑄𝑡
(ℎ1 − ℎ4)
�̇� =28,1929
(395,655 − 252,4) ≅ 0,1968
𝑘𝑔
𝑠
Abaixo na tabela 3.14, encontra-se o desempenho de cada um dos refrigerantes
selecionados.
Tabela 3.14: Performance dos fluídos refrigerantes
O refrigerante que apresentou as melhores características gerais com relação a
performance foi o refrigerante R-22, porém o R-134a possui a vantagem de não ter potencial
destrutivo a camada de ozônio, afetar por menor tempo as condições climáticas e ter um
menor custo.

Em questão de custo, o R-134a chega a ficar perto dos 30% mais em conta que o R-22,
esta relação é ilustrada pelas figuras 3.27 e 3.28.
Figura 3.27: Refrigerante R-134a (retirado de Refrigeração Marechal)
Figura 3.28: Refrigerante R-22 (retirado de Refrigeração Marechal)
Pensando em sustentabilidade ambiental, capacidade com o qual o meio ambiente se
recompõe suprindo as necessidades humanas atuais e posteriores, sem que haja falta de
recursos para ambos, o refrigerante R-134a fica a frente do R-22. Assim como o custo-
benefício, fica a favor do R-134a, então este será o fluído utilizado para o projeto.
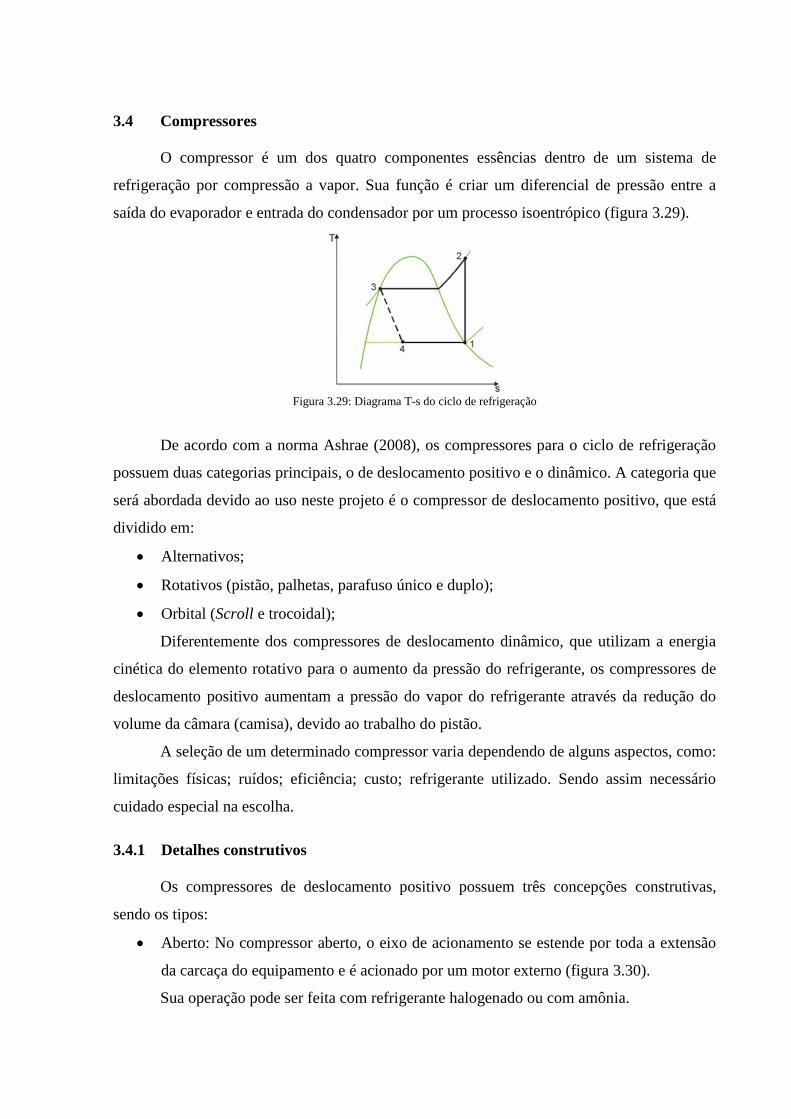
3.4 Compressores
O compressor é um dos quatro componentes essências dentro de um sistema de
refrigeração por compressão a vapor. Sua função é criar um diferencial de pressão entre a
saída do evaporador e entrada do condensador por um processo isoentrópico (figura 3.29).
Figura 3.29: Diagrama T-s do ciclo de refrigeração
De acordo com a norma Ashrae (2008), os compressores para o ciclo de refrigeração
possuem duas categorias principais, o de deslocamento positivo e o dinâmico. A categoria que
será abordada devido ao uso neste projeto é o compressor de deslocamento positivo, que está
dividido em:
Alternativos;
Rotativos (pistão, palhetas, parafuso único e duplo);
Orbital (Scroll e trocoidal);
Diferentemente dos compressores de deslocamento dinâmico, que utilizam a energia
cinética do elemento rotativo para o aumento da pressão do refrigerante, os compressores de
deslocamento positivo aumentam a pressão do vapor do refrigerante através da redução do
volume da câmara (camisa), devido ao trabalho do pistão.
A seleção de um determinado compressor varia dependendo de alguns aspectos, como:
limitações físicas; ruídos; eficiência; custo; refrigerante utilizado. Sendo assim necessário
cuidado especial na escolha.
3.4.1 Detalhes construtivos
Os compressores de deslocamento positivo possuem três concepções construtivas,
sendo os tipos:
Aberto: No compressor aberto, o eixo de acionamento se estende por toda a extensão
da carcaça do equipamento e é acionado por um motor externo (figura 3.30).
Sua operação pode ser feita com refrigerante halogenado ou com amônia.

Figura 3.30: Compressor alternativo do tipo aberto (retirado de google images)
Semi-hermético: A carcaça do compressor semi-hermético aloja tanto o compressor
como o motor de acionamento. Este tipo de compressor permite o acesso as válvulas e
pistões, devido a possibilidade de retirada do cabeçote (figura 3.31).
Sua operação é feita por refrigerante halogenado.
Figura 3.31: Compressor alternativo do tipo semi-hermético (retirado de google images)
Herméticos: Caracterizado pela carcaça só apresentar acessos de entrada e saída do
refrigerante e para conexões elétricas (figura 3.32).
Sua operação é feita por refrigerante halogenado.
Figura 3.32: Compressor scroll do tipo hermético (retirado de google images)
3.4.2 Compressores scroll hermético

A compressão desempenhada por este modelo de equipamento é realizada por encaixe
entre duas peças em forma de espiral, uma estacionária e a outra rotativa que em conjunto
conseguem trazer das extremidades (sucção) para o centro (descarga) o liquido refrigerante,
podendo ser bem representado pela figura 3.33 retirada da Ashrae (2008). A variação de
desempenho é conseguida pela geometria das peças espirais -com a efetividade dependendo
das tolerâncias apertadas de fabricação- e pela localização da saída de descarga.
Figura 3.33: Fases de compressão
Segundo o fabricante Danfoss, este modelo de compressor não apresenta volume
morto na região de compressão do refrigerante e não possui uma válvula na sucção causando
queda de pressão, o que aumenta a eficiência volumétrica em baixas pressões.
Cálculo
Serão utilizados cinco compressores para suprir a demanda de refrigeração do sistema.
O modelo utilizado é Danfoss MLZ026 380V/3/60Hz para refrigerante R-134a (Anexo II).
3.4.3 Volume deslocado no compressor

Fluxo mássico (�̇�): utilizado o valor encontrado no capitulo de fluidos refrigerantes
para o R-134a.
Volume de vapor (𝑉𝑣): Interpolação dos dados da tabela 3.15.
Tabela 3.15: Propriedades do refrigerante R-134a
�̇� = 𝜌𝑠. 𝑉𝑑
�̇� =1
𝑉𝑣. 𝑉𝑑
0,1968 =1
0,0829. 𝑉𝑑
𝑉𝑑 = 0,0163 𝑚3
𝑠
𝑉𝑑 = 0,0163 . 3600 = 58,68 𝑚3
ℎ
3.4.4 Potência do compressor
Fluxo mássico (�̇�):
Entalpia (ℎ1):
Entalpia (ℎ2):
𝑊𝑐 = �̇�(ℎ2 − ℎ1)
𝑊𝑐 = 0,1968(423,9 − 395,655)
𝑊𝑐 = 5,56 kW
3.4.5 Coeficiente de performance (COP)
Carga térmica total (�̇�𝑡): Utilizado o valor encontrado no capitulo de cálculo de carga
térmica.
𝐶𝑂𝑃 =�̇�𝑡
�̇�𝑐
Utilizado os valores encontrados no capitulo de fluidos refrigerantes
para o R-134a.

𝐶𝑂𝑃 =28,1929
5,56
𝐶𝑂𝑃 = 5,071
3.4.6 Vazão mássica para o compressor selecionado para a região de projeto.
Interpolando o valor de capacidade de refrigeração fornecido pelo catálogo, tem-se:
𝑄𝑡 = 5,728 𝑘𝑊
A capacidade de refrigeração para os cinco compressores é:
𝑄𝑡 = 28,64 𝑘𝑊
O fluxo mássico é dado por:
�̇� =𝑄𝑡
(ℎ1 − ℎ4)
�̇� =28,64
(395,655 − 252,4) ≅ 0,2
𝑘𝑔
𝑠
3.4.7 Volume deslocado na sucção do compressor selecionado (𝑽𝒅𝒔)
𝑉𝑑𝑠 = �̇�𝑠 . 𝑉𝑣
𝑉𝑑𝑠 = 0,2 . 0,0829
𝑉𝑑𝑠 = 0,01658 𝑚3
𝑠= 59,7
𝑚3
ℎ
3.4.8 Trabalho no compressor selecionado (𝑾𝒄𝒔)
𝑊𝑐𝑠 = �̇�𝑠 (ℎ2 − ℎ1)
𝑊𝑐𝑠 = 0,2 (423,9 − 395,655)
𝑊𝑐𝑠 = 5,649 𝑘𝑊

3.4.9 Coeficiente de desempenho do compressor selecionado (COP)
𝐶𝑂𝑃𝑠 =�̇�𝑡𝑠
�̇�𝑐𝑠
𝐶𝑂𝑃𝑠 =28,64
5,649
𝐶𝑂𝑃𝑠 = 5,07
O valor encontrado do 𝐶𝑂𝑃𝑠 na equação anterior difere do COP fornecido pelo
catálogo devido o cálculo do fabricante considerar a potência de entrada no motor (motor e
compressor na mesma carcaça) conforme Ashrae (2008). Ficando explicitado abaixo.
Considerando as informações do catálogo, tem-se:
Para o caso mais crítico, a resistência tem o valor de 0,87 Ω.
Carga de corrente nominal: 20A
𝑈𝑐𝑎𝑡 = 𝑅𝑐𝑎𝑡 . 𝑖𝑐𝑎𝑡
𝑈𝑐𝑎𝑡 = 0,87.20
𝑈𝑐𝑎𝑡 = 17,4 𝑉
𝑃𝑐𝑎𝑡 = 𝑖𝑐𝑎𝑡 . 𝑈𝑐𝑎𝑡
𝑃𝑐𝑎𝑡 = 20 . 17,4
𝑃𝑐𝑎𝑡 = 348 𝑉𝐴
Considerando valores do fabricante WEG (Anexo VI) de rendimento e fator de
potência, para os casos mais críticos para motores (alto rendimento) mod. 132 de 10 CV em
50%, obteve-se:
Rendimento do motor (𝜂𝑟): 0,88
Fator de potência (𝐹𝑝𝑜𝑡): 0,75
𝑃𝑟 = 𝑃𝑐𝑎𝑡 . 𝑖𝑐𝑎𝑡 . 1.732 . 𝜂𝑟 . 𝐹𝑝𝑜𝑡
𝑃𝑟 = 348 . 20 . 1.732 . 0,88 . 0,75
𝑃𝑟 = 7956,1 𝑊 = 7,956 𝑘𝑊

𝐶𝑂𝑃𝑐𝑎𝑡 =�̇�𝑡
𝑃𝑟
𝐶𝑂𝑃𝑐𝑎𝑡 =28,64
7,956
𝐶𝑂𝑃𝑐𝑎𝑡 ≅ 3,59
Este modelo de motor adotado para efeito comparativo entre catálogo e cálculo, é o
mais próximo no quesito potência.
Por fim em comparação ao calculado, verifica-se:
O compressor selecionado apresenta um COP semelhante;
O volume deslocado no compressor selecionado é superior e atende a demanda;
A potência teórica do compressor selecionado é superior, devido o fluxo mássico ser
maior para atender a demanda solicitada de refrigeração.
3.5 Condensadores
3.5.1 Cálculo coeficiente convectivo externo
O calor rejeitado no condensador a temperatura de 37,3 °C, para que seja possível a
seleção dos condensadores é de:
�̇�𝑠 = �̇�(ℎ2 − ℎ3)
Em que:
�̇� = 0,1968 𝑘𝑔
𝑠 (fluxo mássico total do sistema encontrado no capitulo do fluido
refrigerante)
ℎ2 = 423,9 𝑘𝐽
𝑘𝑔;
ℎ3 = 252,4 𝑘𝐽
𝑘𝑔;
Obteve-se:
�̇�𝑠 = 0,1968(423,9 − 252,4)
�̇�𝑠 = 33,75 kW
Conforme catálogo do fabricante do condensador (Elgin), o modelo CDE 2829, possui
4 fileiras de 48 tubos. Estimando o comprimento do tubo em 400 mm (dimensão externa da
carcaça do condensador é de 606 mm), tem-se o comprimento total de tubo de 76,8 m.
O condensador selecionado conta com dois ventiladores com área de troca térmica de
aproximadamente Ø260 mm cada (conforme demonstrado na figura 3.34).
Figura 3.34: Condensador Elgin com espaço para dois ventiladores
O projeto será composto por cinco condensadores com capacidade de refrigeração de
5892 kcal/h (37,3 °C) cada. Neste capitulo será analisado se a quantidade e especificação do
equipamento estarão de acordo com o solicitado no projeto (Anexo III).

3.5.2 Transferência por convecção forçada
A convecção forçada é realizada pelo ventilador, responsável por rejeitar para o
ambiente o calor adquirido pelo fluido refrigerante – no evaporador - que circula pela
serpentina do condensador. Para determinar o coeficiente convectivo externo, tem-se:
𝑁𝑢𝐷 = 𝐶2. 𝐶1. 𝑅𝑒𝐷,𝑚𝑎𝑥𝑚 . 𝑃𝑟0,36. (
𝑃𝑟
𝑃𝑟𝑠)
1
4 Eq.[1.1]
Determinando 𝑅𝑒𝐷,𝑚𝑎𝑥𝑚 :
𝑅𝑒𝐷,𝑚𝑎𝑥𝑚 =
𝜌𝑒𝑥𝑡 . 𝑉𝑚𝑎𝑥.𝐷𝑒𝑥𝑡
𝜇𝑒𝑥𝑡 Eq. [1.2]
Em que:
𝐷𝑒𝑥𝑡 = 9,5. 10−3 𝑚
𝜇𝑒𝑥𝑡 = 18,54 . 10−6 𝑃𝑎. 𝑠
𝜌𝑒𝑥𝑡 = 0,9813 𝑘𝑔
𝑚3
Para calcular a eq.[1.2], é necessário determinar o valor de 𝑉𝑚𝑎𝑥 apresentado abaixo:
𝑉𝑚𝑎𝑥 =𝑆𝑇
𝑆𝑇−𝐷𝑒𝑥𝑡. 𝑉 Eq.[1.3]
Em que:
𝑆𝑇 = 24,5. 10−3 𝑚
Para calcular a eq.[1.3], é necessário determinar o valor de 𝑉 apresentado abaixo:
𝑄 = 𝑉. 𝐴
Em que:
𝑄 = 1960𝑚3
ℎ ≅ 0,544
𝑚3
𝑠
𝐴 ≅ 0,106 𝑚2
Obteve-se:
0,544 = 𝑉. (0,106)
𝑉 ≅ 5,15𝑚
𝑠

Retomando a eq.[1.3], obtêm-se:
𝑉𝑚𝑎𝑥 =24,5. 10−3
24,5. 10−3 − 9,5. 10−3. 5,15
𝑉𝑚𝑎𝑥 ≅ 8,41 𝑚
𝑠
Retomando a eq.[1.2], obtêm-se:
𝑅𝑒𝐷,𝑚𝑎𝑥𝑚 =
8,41.9,5.10−3
0,189 . 10−6
𝑅𝑒𝐷,𝑚𝑎𝑥𝑚 = 4,23 . 105
Os valores de 𝐶1 𝑒 𝑚, são encontrados na tabela 3.16.
Tabela 3.16: Constante para escoamento do ar sobre uma matriz tubular de 10 ou mais colunas (Retirado de Incropera,2008)
Para determinar 𝐶1 𝑒 𝑚, é necessário os valores de:
𝑆𝑇
𝐷=
𝑆𝐿
𝐷=
24,5.10−3
9,5 . 10−3 ≅ 2,6
Valores de 𝑆𝑇 𝑒 𝑆𝐿, encontrados na figura 3.35.

Figura 3.35: Arranjo alternado dos tubos em uma matriz tubular (AutoCad 2012)
Sendo assim necessária a interpolação dos valores da tabela 3.11, para encontrar os
valores de 𝐶1 𝑒 𝑚, os quais se obtêm:
𝑚 = 0,567
𝐶1 = 0,445
Para calcular a eq.[1.1] é necessário determinar 𝑃𝑟, para temperatura de saturação de
27,3 ℃, pressão de 87,716 𝑘𝑃𝑎 e umidade relativa de 0,85:
𝑃𝑟𝑒𝑥𝑡 =𝑐𝑝,𝑒𝑥𝑡. 𝜇𝑒𝑥𝑡
𝑘𝑒𝑥𝑡
Em que:
𝑐𝑝,𝑒𝑥𝑡 = 1,048. 103 𝐽
𝑘𝑔.𝐾;
𝑘𝑒𝑥𝑡 = 25,78. 10−3 𝑊
𝑚.𝐾;
Obteve-se:
𝑃𝑟𝑒𝑥𝑡 =1,048 . 103 . 18,54. 10−6
25,78. 10−3
𝑃𝑟𝑒𝑥𝑡 = 0,754
Para calcular a eq.[1.1] é necessário determinar 𝑃𝑟𝑠, será admitido para temperatura de
superfície o valor de 36 ℃, pressão de 87,716 𝑘𝑃𝑎 e umidade relativa de 0,85:
𝑃𝑟𝑠 =𝑐𝑝,𝑠.𝜇𝑠
𝑘𝑠
Em que:

𝑐𝑝𝑠 = 1,007. 103 𝐽
𝑘𝑔.𝐾;
𝜇𝑠 = 19,26. 10−6 𝑘𝑔
𝑚.𝑠;
𝑘𝑠 = 26,35. 10−3 𝑊
𝑚.𝐾;
Obteve-se:
𝑃𝑟𝑠 =1,007 . 103 . 19,26. 10−6
26,35. 10−3
𝑃𝑟𝑠 = 0,736
Para calcular a eq.[1.1], é necessário verificar o fator de correção (𝐶2) para quantidade
de fileiras de tubos, quando este é inferior a 10 (tabela 3.17).
Tabela 3.17: Fator de correção para quantidade de fileiras inferior a 10
Retomando a eq. [1.1], obtêm-se:
𝑁𝑢𝐷 = 𝐶2. 𝐶1. 𝑅𝑒𝐷,𝑚𝑎𝑥𝑚 . 𝑃𝑟𝑒𝑥𝑡
0,36. (𝑃𝑟𝑒𝑥𝑡
𝑃𝑟𝑠)
14
𝑁𝑢𝐷 = 0,89 . 0,445 . (4,23 . 105)0,567. (0,754)0,36. (0,754
0,736)
14
𝑁𝑢𝐷 = 557,65
Para encontrar o coeficiente convectivo, tem-se:
ℎ𝑒 = 𝑁𝑢𝐷 .𝑘𝑒𝑥𝑡
𝐷𝑒𝑥𝑡
ℎ𝑒 = 557,65 .25,78. 10−3
9,5. 10−3
ℎ𝑒 = 1513,29 𝑊
𝑚2. 𝐾
3.5.3 Cálculos envolvendo parâmetros internos em tubulações de refrigeradores

Nesta secção serão apresentados cálculos envolvendo o escoamento interno em dutos
de refrigeração. Considerou-se a mistura bifásica do fluido refrigerante presente nos estados
líquido e gasoso e suas misturas.
3.5.4 Cálculo do gradiente interno de pressão no interior de dutos
Conforme recomendação da Ashrae (2009, apud Ould Didi et al, 2002), para
determinar o gradiente de pressão no interior da tubulação para uma mistura homogênea, os
resultados obtidos pela correlação de Müller-Steinhagen e Heck apresentam uma boa
precisão.
𝑑𝑝
𝑑𝑧= Λ(1 − 𝑥)
1
3 + (𝑑𝑝
𝑑𝑧)𝑣𝑜 . 𝑥3 Eq.[1.4]
Para solucionar a eq.[1.4], é necessário o valor da seguinte equação:
Λ = (𝑑𝑝
𝑑𝑧)𝑙𝑜 + 2 [(
𝑑𝑝
𝑑𝑧)
𝑣𝑜− (
𝑑𝑝
𝑑𝑧)
𝑙𝑜] 𝑥 Eq.[1.5]
Considerações:
- Comportamento do escoamento como monofásico;
- As fases de vapor e líquido consideradas em equilíbrio, mesma velocidade, pressão e
temperatura;
- Desprezada a interação e deslizamento entre as fases;
- Condensador considerado como um tubo reto horizontal;
- Fluido refrigerante livre de óleo ou outras impurezas;
- Calculo realizado em um condensador. Serão utilizados cinco condensadores para o
projeto.
Para solucionar a eq.[1.5], é necessário o valor da seguinte equação:
(𝑑𝑝
𝑑𝑧)
𝑙𝑜= 𝑓𝑙 .
2.𝐺𝑡𝑜𝑡2
𝐷𝑖𝑛𝑡.𝜌𝑙 Eq. [1.6]
Em que:
𝜌𝑙 = 1158 𝑘𝑔
𝑚3;
O valor de 𝑓𝑙 para necessário para resolução da eq.[1.6], é definido a seguir.
𝑓𝑙 =16
𝑅𝑒 𝑅𝑒 ≤ 2000 Eq.[1.7]

𝑓𝑙 =0,079
𝑅𝑒0,25 𝑅𝑒 > 2000 Eq.[1.8]
Em que o valor de Re é dado por:
𝑅𝑒𝑙 = 𝐺𝑡𝑜𝑡 .𝐷𝑖𝑛𝑡
𝜇𝑙 Eq.[1.9]
Em que:
𝜇𝑙 = 169,24 . 10−6 𝑃𝑎. 𝑠
𝐷𝑖𝑛𝑡 = 7,5. 10−3 𝑚;
O fluxo mássico por área de fluido que passa pela secção do tubo é de:
𝐺𝑡𝑜𝑡 = �̇�
𝐴𝑖𝑛𝑡
Em que:
�̇� = 0,03936𝑘𝑔
𝑠 (fluxo mássico correspondente a um condensador)
Obteve-se:
𝐺𝑡𝑜𝑡 =0,03936
(7,5. 10−3)2. 𝜋4
𝐺𝑡𝑜𝑡 = 890,928 𝑘𝑔
𝑚2. 𝑠
Retomando a eq.[1.9], obteve-se:
𝑅𝑒𝑙 = 890,928 . 7,5. 10−3
169,24. 10−6
𝑅𝑒𝑙 = 3,948. 104
Retomando a eq.[1.8], pois 𝑅𝑒 > 2000, obtêm-se:
𝑓𝑙 =0,079
(3,948. 104)0,25
𝑓𝑙 = 5,6. 10−3
Retomando a eq.[1.6], obtêm-se:

(𝑑𝑝
𝑑𝑧)
𝑙𝑜= 5,6. 10−3.
2. 890,9282
7,5. 10−3. 1158
(𝑑𝑝
𝑑𝑧)
𝑙𝑜= 1023,6
Para solucionar a eq.[1.5], é necessário o valor da seguinte equação:
(𝑑𝑝
𝑑𝑧)
𝑣𝑜= 𝑓𝑣 .
2.𝐺𝑡𝑜𝑡2
𝐷𝑖𝑛𝑡.𝜌𝑣 Eq. [1.10]
Em que:
𝜌𝑣 = 46,36𝑘𝑔
𝑚3;
O valor de 𝑓𝑣 para necessário para resolução da eq.[1.8], é definido a seguir.
𝑓𝑣 =16
𝑅𝑒 𝑅𝑒 ≤ 2000 Eq.[1.11]
𝑓𝑣 =0,079
𝑅𝑒0,25 𝑅𝑒 > 2000 Eq.[1.12]
Em que o valor de Re é dado por:
𝑅𝑒𝑣 = 𝐺𝑡𝑜𝑡. 𝐷
𝜇𝑣
Em que:
𝜇𝑣 = 12,4 . 10−6 𝑃𝑎. 𝑠;
Obteve-se:
𝑅𝑒𝑣 = 890,928 . 7,5. 10−3
12,4. 10−6
𝑅𝑒𝑣 = 5,388. 105
Retomando a eq.[1.12], pois 𝑅𝑒 > 2000, obtêm-se:
𝑓𝑣 =0,079
(5,388. 105)0,25
𝑓𝑣 = 2,92. 10−3
Retomando a eq.[1.10], obtêm-se:

(𝑑𝑝
𝑑𝑧)
𝑣𝑜= 2,92. 10−3.
2. 890,9282
7,5. 10−3. 46,36
(𝑑𝑝
𝑑𝑧)
𝑣𝑜= 1,33. 104
Para determinar o valor da eq.[1.5], é necessário o resultado da seguinte equação
sugerido por Butterworth:
𝜀𝑣 = [1 + 𝐴𝑙 (1 − 𝑥
𝑥)
𝑞𝑙
. (𝜌𝑣
𝜌𝑙)
𝑟𝑙
. (𝜇𝑙
𝜇𝑣)
𝑠𝑙
]−1
Para uma mistura homogênea, a fração de vazio (𝜀𝑣) será considerada em 0,5 e os
valores abaixo conforme proposto por Collier (1972), em que:
𝐴𝑙 = 1;
𝑞𝑙 = 1;
𝑟𝑙 = 1;
𝑠𝑙 = 0;
Obteve-se:
0,5 = [1 + 1 (1 − 𝑥
𝑥)
1
. (46,36
1158)
1
. (𝜇𝑙
𝜇𝑣)
0
]−1
𝑥 = 0,0385
De acordo com Müller-Steinhagen, Heck (1984), diversas correlações atribuem os
dados obtidos a partir de velocidade de massa, qualidade do fluxo, diâmetro do tubo, taxa de
densidade, relação de viscosidade e tensão superficial, embora muitas destas aplicações
técnicas possam ser cobertas por esta gama de parâmetros, a maior parte dos dados estão
dentro de um intervalo estreito de propriedades físicas, sendo que 50% dos dados estão entre
0≤x≤0,1 (baixo título), onde correlações com modelo homogêneo possuem melhor precisão.
Retomando a eq.[1.5], obteve-se:
Λ = 1023,6 + 2(1,33. 104 − 1023,6)0,0385
Λ = 1968,88
Retomando a eq. [1.4], obteve-se:

𝑑𝑝
𝑑𝑧= 1968,88(1 − 0,0385)
1
3 + 1,33. 104 . 0,03853
𝑑𝑝
𝑑𝑧= 1944,04
𝑃𝑎
𝑚
Assim:
∆𝑃 =𝑑𝑝
𝑑𝑧 . 𝐿𝑡𝑜𝑡
∆𝑃 = 1944,04 . 76,8
∆𝑃 ≅ 149,302 𝑘𝑃𝑎 (perda de carga em um condensador)
Segundo a ARPN Journal of Engineering and Applied Sciences (2009) - em sua edição
referente ao gradiente de pressão em escoamento bifásico em tubos horizontais - nas
indústrias a queda de pressão no condensador não deve ser superior a ±10% da pressão de
funcionamento, a fim de evitar a diminuição significativa na diferença de temperatura média
devido a queda de pressão.
Para verificar a pressão de entrada no condensador admite-se que o fluido R134a
comporta-se como um gás ideal, tem-se:
𝑃1. 𝑉1
𝑇1=
𝑃2. 𝑉2
𝑇2
Em que:
𝑃1 = 243 𝑘𝑃𝑎;
𝑉1 = 0,08287 𝑚3
𝑘𝑔;
𝑇1 = 268 𝐾;
𝑉2 = 0,02231𝑚3
𝑘𝑔 ;
𝑇2 = 315,38 𝐾;
Obteve-se:
243 . 0,08287
268=
𝑃2. 0,02231
315,38
𝑃2 = 1062,2 𝑘𝑃𝑎

Verificando a pressão de alta do resultado obtido, pode-se constatar que o valor
encontrado representa 14% da pressão de trabalho do sistema, excedendo em apenas 4% a
máxima variação recomendada da ARPN.
3.5.5 Cálculo do coeficiente convectivo interno bifásico
Utilizando a correlação de Fujii (1995), recomendada pela Ashrae (2009) para o
cálculo do coeficiente convectivo interno para um escoamento bifásico, tem-se:
𝑁𝑢 = 0,018 (𝑅𝑒𝑙. √𝜌𝑙
𝜌𝑣)
0,9
. (𝑥
1−𝑥)
(0,1𝑥+0,8)
. 𝑃𝑟𝑙
1
3 (1 +𝐴𝐻
𝑃𝑟𝑙) Eq. [1.13]
Em que:
𝑅𝑒𝑙 = 3,948. 104
𝜌𝑙 = 1158 𝑘𝑔
𝑚3;
𝜌𝑣 = 46,36𝑘𝑔
𝑚3;
𝑥 = 0,0385;
𝑃𝑟𝑙 = 0,8577;
Para determinar a eq. [1.13], serão necessários os valores de H e A, calculados pelas
eq. [1.14] e [1.15]:
Encontrando o valor de H.
𝐻 =𝑐𝑝,𝑙 (𝑇𝑠𝑎𝑡−𝑇𝑠)
ℎ𝑓𝑔 Eq. [1.14]
Em que:
𝑐𝑝,𝑙 = 1,483;
𝑇𝑠𝑎𝑡 = 310,3 𝐾;
𝑇𝑠 = 309 𝐾;
ℎ𝑓𝑔 = 165,84 𝑘𝐽
𝑘𝑔;
Obteve-se:
𝐻 =1,483 (310,3 − 309)
165,84. 103
𝐻 = 1,1625 . 10−5

Encontrando o valor de A.
𝐴 = 0,071. 𝑅𝑒𝑙0,1 (
𝜌𝑙
𝜌𝑣)
0,55
. (𝑥
1−𝑥)
(0,2−𝑥)
. 𝑃𝑟𝑙
1
3 Eq. [1.15]
𝐴 = 0,071. (3,948. 104)0,1 (1158
46,36)
0,55
. (0,0385
1 − 0,0385)
(0,2−0,0385)
. 0,8577 13
𝐴 = 0,6785
Retomando a eq.[1.13], obtêm-se:
𝑁𝑢 = 0,018 (3,948. 104. √1158
46,36)
0,9
. (0,0385
1 − 0,0385)
(0,1 .0,0385+0,8)
. 0,8577 13 (1
+0,6785 . 1,1625 . 10−5
0,8577)
𝑁𝑢 = 144,06
Para o cálculo do coeficiente convectivo interno, é necessário determinar o valor da
equação abaixo.
𝑁𝑢 =ℎ𝑖 . 𝐷𝑖
𝑘𝑖
144,06 =ℎ𝑖 . 7,5. 10−3
73,54. 10−3
ℎ𝑖 = 1412,55 𝑊
𝑚2. 𝐾
3.5.6 Cálculo do coeficiente global
Para cálculo do coeficiente global, o coeficiente de troca térmica do tubo será
desconsiderado por ter espessura pequena e condutividade térmica alta. Portanto, ficando
demonstrado como:
𝑈 =1
1ℎ𝑒
+1ℎ𝑖
𝑈 =1
11513,29
+1
1412,55
𝑈 = 730,6 𝑊
𝑚2.𝐾
3.6 Válvula de expansão termostática
A função da válvula de expansão termostática é produzir uma diferença de pressão
entre a montante e jusante do equipamento (figura 3.36), controlando o fluxo de massa que
entra no evaporador, produzindo um superaquecimento constante, evitando a entrada de
liquido no compressor.
Figura 3.36: Válvula de expansão termostática (retirado de catálogo Danfoss)
A transformação que ocorre na região da válvula termostática é considerada
isoentalpica, onde a montante tem-se liquido saturado e a jusante mistura de liquido e vapor,
tendo assim dados suficientes para encontrar o ponto que cruza a isobárica de baixa pressão,
demonstrado pelos pontos 3 e 4’ da figura 3.37.
Figura 3.37: Diagrama T-s modificação do ciclo de Carnot
Para determinar o orifício que formará conjunto com a válvula de expansão, é
necessário o cálculo da eq. [1.1], determinado pela Ashrae (2010).
𝑑𝑜𝑟 = (𝑄
𝐶𝑑)
0,5
. (𝜌
∆𝑃)
0,25
Eq.[1.1]
Em que:
∆𝑃 = 569,9 𝑘𝑃𝑎;

Para determinar o valor da eq. [1.1] é necessário encontrar o valor de 𝜌, dado pela
interpolação das condições de evaporação (-5 °C e 243,48 kPa):
1 − 0
12,067 − 1311,11=
1 − 0,292
12,067 − 𝜌
𝜌 = 931,78 𝑘𝑔
𝑚3
Para determinar o valor de Q necessário para eq. [1.1], tem-se:
𝑄 =�̇�
𝜌
Em que:
�̇� = 0,1968 𝑘𝑔
𝑠 (valor encontrado no capítulo de fluido refrigerante)
Obteve-se:
𝑄 =0,1968
931,78
𝑄 = 211,2 𝑚𝐿
𝑠
Determinando o valor de 𝐶𝑑, pela eq. [1.2], válida para as seguintes condições
segundo ASME MFC 3M (2002).
Corner taps – 0,1 < 𝛽 < 0,8
Flange taps -0,15 < 𝛽 < 0,7
𝑑𝑜𝑟 < 6 𝑚𝑚
𝐶𝑑 =�̇�
𝜋
4 . 𝑑𝑜𝑟
2 .√
2∆𝑃.𝜌
1−(𝑑𝑜𝑟𝐷𝑖𝑡𝑏
)4
Eq. [1.2]
Em que:
�̇� = 0,1968 𝑘𝑔
𝑠 ;
𝑑𝑜𝑟 = 3,5. 10−3 𝑚 (Valor estimado para o diâmetro do orifício)
∆𝑃 = 569,9 . 103 𝑃𝑎;

𝐷𝑖𝑡𝑏 = 10. 103 𝑚;
Obteve-se:
𝐶𝑑 =0,1968
𝜋4 . (3,5. 10−3)2.
√2 . 569,9 . 103. 931,78
1 − ((3,5. 10−3)(10. 103)
)4
𝐶𝑑 = 0,623
Segundo Azevedo et al. (1998), o coeficiente de descarga depende da forma e das
condições do orifício, para borda delgada este coeficiente pode variar de 0,57 a 0,70 para
borda aguda, o coeficiente de descarga vale 0,61 ou 0,62. Segundo Ashrae (2010) o valor
adotado para demonstrar o cálculo para orifícios de restrição é de 0,61.
Retomando a eq.[1.1], obtêm-se:
𝑑𝑜𝑟 = (211,2
0,623)
0,5
. (931,78
569,9 . 103)
0,25
𝑑𝑜𝑟 = 3,7 𝑚𝑚
O modelo selecionado é o TE2 da Danfoss com placa de orifício n°4 (Anexo IX).

3.7 Evaporador
O evaporador (figura 3.38) é um trocador de calor assim como o condensador, porém a
responsabilidade deste equipamento é absorver o calor do ambiente interno e transferi-lo ao
fluido refrigerante. O refrigerante ao entrar no evaporador está sob a formas líquida e vapor à
baixa pressão e, ao final do percurso pela serpentina, sai no estado de vapor saturado, pronto
para ser succionado pelo compressor.
Figura 3.38: Evaporador Trineva
Conforme boas práticas de instalação dos evaporadores, a localização apropriada para
o equipamento ocorre quando o ar circula ao longo da porta, evitando assim posições sobre e
em direção à porta (figura 3.39).
Figura 3.39: Instalação dos evaporadores

Considerando os cálculos realizados no capítulo do condensador, pode-se verificar que
o diâmetro interno do tubo da serpentina e o comprimento são responsáveis pelo valor do
gradiente de pressão: quanto menor o diâmetro e maior o comprimento, maior a queda de
pressão no equipamento.
Portanto, será admitido que a queda de pressão crítica fica no condensador devido o
diâmetro da serpentina ser menor que a do evaporador, sendo Ø3/8” e Ø5/8” respectivamente.
O evaporador mod. FTBN 513 de tubos aletados com Ø5/8” (anexo IV) deste projeto
utiliza ventilação forçada bem dimensionada e materiais de boa condutividade térmica para
que seja feita a troca de calor de forma eficiente, conseguindo absorver o valor de 5551 kcal/h
por unidade.

4 Conclusão
A temperatura é o fator ambiental que mais influencia na regulação da dormência e
brotação dos tubérculos de batata. Em função deste estado de dormência, pode-se conservar as
batatas-semente por um período maior de tempo em condições favoráveis de temperatura e
umidade,
Acima da faixa ideal, a temperatura afeta diretamente o metabolismo das plantas e
interage com outros fatores ambientais, tendo assim, efeito significativo no seu
desenvolvimento, como diminuição de tamanho e perda de massa fresca.
Portanto, é necessário armazená-los em baixas temperaturas. Esse tipo de
armazenamento aumenta a vida útil dos tubérculos gerando o benefício do aumento qualidade
ao produto final e como consequência, controlando também o fluxo de mercado tanto de
pequenos ou grandes produtores.
Os cálculos demonstrados ao longo do trabalho estão bem dimensionados de acordo
com as margens especificadas pelas normas utilizadas.

5 Referências Bibliográficas
ANSI/ASME MFC-14M. Measurement uncertainty for fluid flow in closed conduits.
The American Society of Mechanical Engineers (ASME). New York, 2002.
ASHRAE. Handbook Fundamentals. American Society of Heating, Refrigerating
and Air-Conditioning Engineers, Inc. Atlanta, GA, 2009. Chap. 02,05,28,29,30.
ASHRAE. Handbook Refrigeration. American Society of Heating, Refrigerating
and Air-Conditioning Engineers, Inc. Atlanta, GA, 2010. Chap. 04,21,23,24.
ASHRAE. Handbook HVAC System and Equipment. American Society of Heating,
Refrigerating and Air-Conditioning Engineers, Inc. Atlanta, GA, 2008 Chap. 37.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11752. Materiais
celulares de poliestireno para isolamento térmico na construção civil e refrigeração
industrial. Rio de Janeiro, 2007.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5413. Iluminância de
interiores. Rio de Janeiro, 1992.
AUTODESK AutoCad 2012 for Windows 7. [S.I]: Autodesk, Inc. 2013. 1 CD-ROM.
AUTODESK Inventor Professional 2013 for Windows 7. [S.I]: Autodesk, Inc. 2013. 3
CD-ROM.
AZEVEDO NETO, J. M.; FERNANDEZ, M. F.; ARAUJO, R.; ITO, A. E. Manual de
Hidráulica. 8 ed. São Paulo: Edgard Blucher LTDA., 1998. Cap. 05
BHRAMARA, P.; SHARMA, K.V.; REDDY, T.K.K. Prediction of pressure drop of
refrigerants for two-phase flow inside a horizontal tube using cfd analysis, Hyderabad,
India, v.04, n.09, pg. 64-71, novembro, 2009.
BRAUN, H. Qualidades pós-colheita de tubérculos de cultivares de batata influenciadas
por doses de nitrogênio. 2007. 85 p.
BURTON, W.G. The Potato. 3rd Ed. Longman Scientific and Technical, Essex, p. 470-
504, 1989
CALDIZ, D. O. Genetic improvement and association with physiological changers in the
potato. SLAFER, G. A. (Ed.). In: Genetic improvement of
field crops. New York: Marcell Dekker, 1994. 361-411 p.
CIP - Centro Internacional de la Papa. 50 potato facts. Setembro de 2013.
CIP - Centro Internacional de la Papa. Why Potatoes, Setembro de 2013.
DELEO JPB; BOTEON M. 2005. Mudanças no mapa da bataticultura nacional. Batata
Show 11: 35-36.
DIONYSIO,R. B.;MEIRELLES, F. V. P. Conservação de alimentos. Disponível em: <
http://web.ccead.pucrio.br/condigital/mvsl/Sala%20de%20Leitura/conteudos/SL_conserv
acao_de_alimentos.pdf>. Acesso em 17 de ago de 2014
ELGIN CONDENSADORES. Catálogo geral 2012: Unidade de São Paulo
EMATER/RS. 2008. Batata inglesa: Histórico, conservação, dicas culinárias, aptidões e
receitas. São Lourenço do Sul. Folder.
EMBRAPA. Serviço de Produção de Semente Básica. Canoinhas (SC.): Folder
explicativo, 2003
EMBRAPA. Viabilizando soluções para o desenvolvimento sustentável do agronegócio
brasileiro por meio de geração, adaptação e transferência de conhecimento e tecnologia,
em beneficio dasociedade. Brasília (DF.): Folder explicativo, 2003.
F-CHART SOFTWARE Engineering Equation Solver. Version 6.883-3D. [S.I]: F-Chart
Software LLC. 2003. 1 CD-ROM.

FILHO, A. B.;VASCONCELOS, M. A. S. Conservação de Alimentos. Recife:
UFRPE/CODAI, 2010. 122p
FONTES, P. C. R. Cultura da batata. In: FONTES, P. C. R. (ed.). Olericultura: teoria e
prática. Viçosa: UFV, 2005. p. 323-343.
FORTES G. R. L.; PEREIRA J. E. S. Classificação e descrição botânica. PEREIRA A.
S.; DANIELS, J. (Ed.). In: O cultivo de batata na região sul
do Brasil. Brasilia: Embrapa informações tecnológicas, 2003. 69-79 p.
GAVA, A. J. Princípios de tecnologia de alimentos. Nobel, 1988. 286p.
GOOGLE Images. Buscador de imagens. Retirado de: <http://maps.google.com.br/>.
Acesso em: 20 out. 2014.
GOOGLE Maps. Dados do mapa ©2014 Google. Retirado de:
<http://maps.google.com.br/>. Acesso em: 20 out. 2014.
HIRANO, E. Colheita e pós-colheita de batata-semente. PEREIRA A. S.; DANIELS, J.
(Ed.). In: O cultivo de batata na região sul do Brasil. Brasilia: Embrapa informações
tecnológicas,2003b. 509-528 p.
IBGE - Estatísticas da Produção agrícola. Setembro de 2013. Disponível em:<
http://www.ibge.gov.br/home/estatistica/indicadores/agropecuaria/lspa/estProdAgr_2013
09.pdf>. Acesso em 21 de ago de 2014
INCROPERA, Frank P. Fundamentos de transferência de calor e massa. 6ª ed. Rio de
Janeiro: LTC – Livros Técnicos e Científicos Editora S.A., 2008. Chap. 07.
INMET. INSTITUTO NACIONAL DE METEREOLOGIA. É um banco de dados
eletrônico online para apoiar as atividades de ensino e pesquisa e outras aplicações em
meteorologia, hidrologia, recursos hídricos, saúde pública, meio ambiente, etc.
<http://www.inmet.gov.br/projetos/rede/pesquisa/>. Acesso em: 20 out. 2014.
International Year of the Potato. Potatoes, nutrition and diet. Disponível em:
<http://www.fao.org/potato-2008/en/potato/origins.html>. Acesso em 17 de ago de 2014
ISOESTE CONSTRUTIVOS ISOTÉRMICOS. Catálogo geral 2010: Unidade do Paraná,
Goiás, Mato Grosso, Pernambuco, Pará.
KIPLE,K. F.;ORNELAS,K.C. The Cambridge World History of Food. Cambridge
University Press, 2000.2153p.
KOWALSKI, S. M. O. Gás dissulfeto de carbono na quebra de dormência da batata-
semente. Curitiba, 2005.
LOPES, C. A.;BUSO, J. A. A cultura da batata . Coleção Plantar, vol. 42. EMBRAPA,
1999.184p.
MICROSOFT Excel 2010 for Windows 7. Version 14.0.7128.500. [S.I]: Microsoft
Corporation. 2010. 1 CD-ROM.
MICROSOFT Word 2010 for Windows 7. Version 14.0.7128.500. [S.I]: Microsoft
Corporation. 2010. 1 CD-ROM.
MINARÉ, R. Texto subsídio: Ano Internacional da Batata, 2008
MONTALDE, A. Cultivo y mejoramento de la papa. Costa Rica: Instituto Internacional
de Cooperacion para la Agricultura,1984. 301-356 p.
PEREIRA AS. 2011. A evolução da batata no Brasil. In: CONGRESSO BRASILEIRO
DE OLERICULTURA, 51. Horticultura Brasileira 29. Viçosa: ABH.S5701 -S5710
PEREIRA, A.S. 2011. A evolução da batata no Brasil. In: CONGRESSO BRASILEIRO
DE OLERICULTURA, 51. Horticultura Brasileira 29. Viçosa: ABH.S5701 -S5710.
PRINGLE, Bob; BISHOP, Chris; CLAYTON, Rob. Potatoes Postharvest. Wallingford,
Ox: Cabi International, 2009. Chap. 3, 7.
Projeções do Agronegócio : Brasil 2012/2013 a 2022/2023 / Ministério da Agricultura,
Pecuária e Abastecimento. Assessoria de Gestão Estratégica. – Brasília : Mapa/ACS,

2013. 96 p. Disponível em: <http://www.agricultura.gov.br/arq_editor/projecoes%20-
%20versao%20atualizada.pdf>. Acesso em 18 de out. de 2014.
PROTOCOLO DE MONTREAL. Responsáveis por promover mudanças nos processos
industriais com ênfase no uso de tecnologias livres de substâncias que destroem a camada
de ozônio. <http://www.protocolodemontreal.org.br/>. Acesso em: 04 nov. 2014.
RAHMAN, M. Shafiur. Handbook – Food Properties. 2nd ed. Boca Raton , FL: CRC
Press, 2009. Chap. 14,16.
REFRIGERAÇÃO MARECHAL. Loja especializada em vendas de equipamentos de
refrigeração em geral. <http://www.refrigeracaomarechal.com.br/>. Acesso em: 04 nov.
2014.
REIFSCHNEIDER, F. J. B. Produção de Batata.Centro Nacional de Pesquisa de
Hortaliças / EMBRAPA. 1987.
RORIZ Maurício. Psicrom. Version 1.0. São Carlos, SP: 2003. 1 CD-ROM.
SHIMOYAMA N. 2011. Batata é ótima opção para acabar com a fome no mundo. In:
Agrianual 2011. São Paulo: FNP Consultoria e Comércio. p. 181 -182.
STOECKER, W. F.;SAIZ JABARDO, J. M. Refrigeração Industrial,2002. Maiores
produções. Disponível em: <http://faostat.fao.org/site/339/default.aspx>. Acesso em 13
de set. de 2014
STOECKER, W.F.; JONES, J.W. Refrigeration and air conditioning. 2nd ed. New York:
McGraw-Hill Inc., 1983. Chap. 11
TOFOLI, J. G. Características e histórico da requeima. Disponível em<
http://www.biologico.sp.gov.br.> acesso em 21 de nov. de 2014
WYLEN, G.J.V.; SONNTAG, R.E.; BORGNAKKE, C. Fundamentos da termodinâmica.
6ª ed. NI: Edgard Blücher LTDA., 2003.

6 Anexos
Anexo I - Caixa Plástica Marfinite

Anexo II – Compressor Scroll Danfoss


Anexo III - Condensador Elgin


Anexo IV - Evaporador Trineva

Anexo V - Lâmpada Osram

Anexo VI - Motor WEG
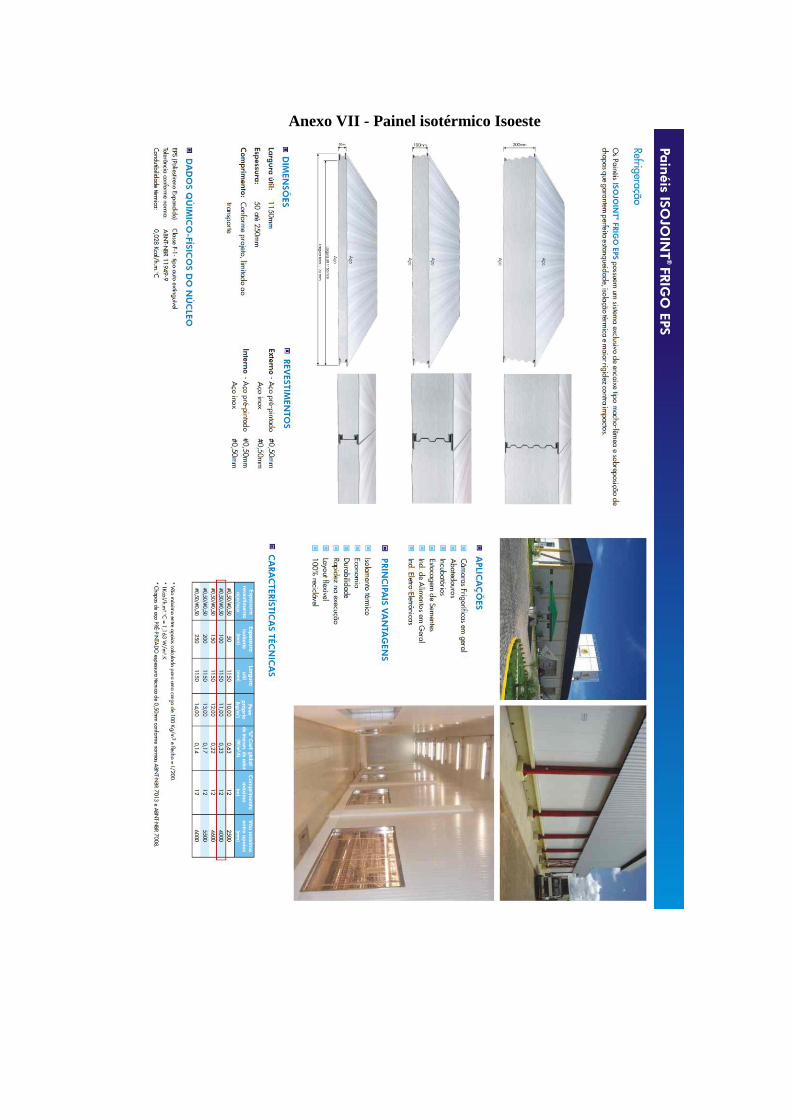
Anexo VII - Painel isotérmico Isoeste

Anexo VIII - Pallet de madeira SBPallet
Anexo IX - Válvula de expansão termostática Danfoss