Sandrocan.wordpress.com Tag Diagrama-De-causa-e-efeito

of 48
-
Upload
filipenadv -
Category
Documents
-
view
43 -
download
0
Transcript of Sandrocan.wordpress.com Tag Diagrama-De-causa-e-efeito
Diagrama de Causa e Efeito Sandro Cantidio
Page 1 of 48
Sandro CantidioEngenheiro de Desenvolvimento de Produtos e Processos, Melhoria de Produtividade, Ferramentas da Qualidade e Produo Enxuta. Incio Apresentao
Idiomas Currculo Acadmico
Currculo Profissional
Digite um texto para pesquisar aqui... Query Submit
ArquivosPosts Etiquetados Diagrama de Causa e Efeito
Soluo de Problemas com o uso do PDCA e das Ferramentas da Qualidadenovembro 3, 2009sandrocan15 comentrios Este trabalho tcnico foi preparado como estudo de viabilidade de implantao de produo enxuta em uma empresa de embalagens em Novembro de 2009, em So Paulo, SP, como oportunidade de melhoria de produtividade, reduo de custos, aumento da lucratividade, reduo de desperdcios e aumento da competitividade no mercado nacional.
Resumo
O ciclo PDCA uma proposta de abordagem organizada que tem como objetivo solucionar qualquer tipo de problema. Desta forma, pode-se orientar de maneira eficaz e eficiente a preparao e a execuo de atividades planejadas para a soluo de um problema. Foi introduzido no Japo no perodo ps-guerra por Willian Edward Deming, porm foi desenvolvido por Walter Shewhart na dcada de 20. O ciclo PDCA tem por princpio tornar mais claro e mais geis os processos envolvidos na execuo da gesto,
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 2 of 48
comeando pelo planejamento, em seguida executa-se o conjunto de aes planejadas. Posteriormente, compara-se os resultados obtidos com a meta estipulada e, por fim, toma-se uma ao para eliminar ou ao menos reduzir os defeitos no produto ou processo.
Abstract
The PDCA cycle is a proposal for organized approach that aims to solve any problems. Thus, it can be oriented in an effective and efficient preparation and implementation of activities planned for the solution of a problem. It was introduced in Japan in the postwar period by William Edwards Deming, but was developed by Walter Shewhart in the 20s. The PDCA cycle is beginning to clarify and to speed up the processes involved in the implementation of management, beginning with planning, then execute the set of planned actions. Subsequently, we compare the results with the target set and, finally, becomes an action to eliminate or at least reduce the defects in the product or process.
1. Fundamentao terica
importante, antes de estabelecer a proposta metodolgica para o uso do PDCA para a soluo de problemas, conhecermos as ferramentas bsicas e gerenciais da qualidade, ou as sete velhas e as sete novas ferramentas da qualidade, que sero muito teis durante o uso do ciclo PDCA.
1.1
Brainstorming
O brainstorming uma ferramenta associada criatividade e , por isso, preponderamente usada na fase de planejamento (na busca por solues). Este mtodo foi inventado por Alex F. Osborn em 1939, quando ele presidia uma importante agncia de propaganda. Ele usado para que um grupo de pessoas crie o maior nmero de idias acerca de um tema previamente selecionado. Brainstorming significa tempestade mental ou tempestade de idias e tambm pode ser utilizado para identificar problemas no questionamento de causas ou para se fazer a anlise da relao causa-efeito. No braistorming estruturado, todos os integrantes devem dar uma idia quando chegar a sua vez na rodada, ou passar a vez at a prxima rodada. Isso evita a preponderncia dos integrantes mais falantes, proporciona a todos uma oportunidade igual para contribuir com idias e promove o envolvimento maior de todos os integrantes, mesmo os mais tmidos. O brainstorming termina quando nenhum dos integrantes tem mais idias e todos passam a vez em uma mesma rodada. No brainstorming no estruturado, qualquer integrante lana idias medida que vo surgindo na mente. Tende-se a criar uma atmosfera mais relaxada, mas tambm h o risco dos integrantes mais
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 3 of 48
falantes dominarem o ambiente. Torna-se mais fcil para certos integrantes pegar carona nas idias dos outros. Essa tcnica termina quando nenhum integrante tem mais idias e todos concordam em parar. O brainstorming realizado em seis etapas bsicas: 1) Construir a equipe, onde geralmente participam os membros do setor que busca resolver o problema. Eventualmente, pessoas criativas de outros setores da empresa podero ser convocadas. Os participantes devem estar reunidos em torno de uma mesa e indicar uma pessoa para secretariar a reunio, isto , anotar as idias que cada membro ir ditar. 2) Definio do foco e enfoque, onde o foco o tema principal (o assunto). Geralmente est associado a um resultado indispensvel (problema) ou a um desafio que se quer vencer. Definido o foco, necessrio estabelecer o enfoque, que mostrar como o foco ser abordado. Por exemplo, se o foco for frias, poder ser abordado este foco de angulos distintos (enfoques), como por exemplo onde gostaramos de passar frias? ou o que podemos fazer para diminuir nossas despesas nas frias?. 3) Gerao de idias, onde o que importa, nesta etapa, a quantidade de idias geradas, no importando a qualidade destas idias. a) O exerccio dever centrar-se sobre um nico foco j clara e previamente definido.
b) As idias emitidas, nesta etapa, devem ser anotadas pelo facilitador e devem ser isentas de crticas. Pode-se dizer que quanto mais potencialmente disparata for uma idia, melhor, pois mais facilmente pode induzir a criatividade para a soluo. O objetivo nesta etapa emitir idias que possam ser associadas s outras j emitidas. c) O participante deve emitir qualquer idia, sem nenhum exerccio de censura quanto s prprias e quanto as idias dos demais. A idia dever ser formulada mesmo que num primeiro instante parea ridcula. d) O secretrio dever anotar as idias emitidas pelos participantes sem qualquer crtica. Quando emitir uma idia, deve express-la em voz alta e anot-la. e) Periodicamente, o secretrio faz a leitura de todas as idias at ento anotadas. Ao trmino de um determinado perodo de tempo (entre 10 e 20 minutos), as idias comeam a rarear e o secretrio poder propor o encerramento, passando para a etapa seguinte. f) Uma vez selecionadas as idias em consonncia com o foco, estas sero agrupadas por parentesco ou semelhana de contedo, de forma a gerar subttulos ou mltiplas respostas. 4) Na concluso, dever ser feita uma anlise dos tpicos, subttulos ou respostas, deve-se selecionar aquelas que, combinadas ou isoladamente, respondem questo exposta no foco.
1.2
Diagrama de Pareto
O Diagrama de Pareto (ou 80-20 ou 70-30) um grfico de barras que ordena os problemas, identificando os mais importantes e medindo-os em diversas escalas, permitindo usar a teoria de Pareto (poucos essenciais, muito triviais), ou seja, h muitos problemas sem importncia diante de outros mais importantes. Alm disso, o Diagrama de Pareto permite agrupar os dados de diferentes formas, medem o impacto de mudanas no processo e quebra causas genricas em causas especficas.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 4 of 48
No topo da barra mais alta, traa-se uma linha para poder verific a medida c ar umulativa das c ategorias, podendo assim identific o peso que os problemas tm em relao ao todo. ar
Figura 1 Diagrama de Pareto
Para montar o Diagrama de Pareto, as fontes podem ser: a) b) Brainstorming; Dados c oletados atravs de planilhas;
importante destac algumas regras durante a anlise do Diagrama de Pareto: ar a) Os problemas mais frequentes nem sempre so os mais c aros;
b) Construa o grfic indic o ando c orretamente as grandezas e a que elas se referem (unidades de medida); c ) O grfic dever possuir ttulos e nomenc o latura para os eixos X-Y.
Passos para a c onstruo do Diagrama de Pareto: 1) 2) 3) 4) 5) 6) 7) Coletar os dados (brainstorming ou apontamentos); Organizao dos dados; Contagem dos nmeros, separados por c ategoria; Reesc rever as c ategorias, por ordem de oc orrnc ia; Juntar as c ategorias c menos frequnc sob o nome de outros; om ia Construir uma tabela; Elaborar o grfic (barras ou linhas); o
http://sandroc an.wordpress.c om/tag/diagrama-de-c ausa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 5 of 48
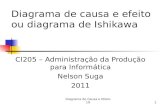
1.3 Diagrama de Causa e Efeito ou Diagrama de Ishikawa
O Diagrama de Ishikawa leve este nome em homenagem ao seu criador, Kaoru Ishikawa, que desenvolveu esta ferramenta na dcada de 40. Ela se apresenta como uma ferramenta de qualidade muito eficiente na identificao das causas e efeitos relacionados com a maioria dos problemas detectados em uma organizao. A exemplo do que ocorre na maioria das empresas, os pontos fracos acabam por gerar inmeras dificuldades e problemas operacionais, com grandes e inevitveis reflexos negativos sobre o meio organizacional. Alguns fatores so apresentados por sentar que concorrem para o efeito que ser estudado. As causas ou fatores complexos podem ser decompostos em seus mnimos detalhes, sem com isso perder a viso de conjunto. Normalmente, os processos so analisados a partir de seis grandes grupos de fatores: Mquina = inclui todos os aspectos relativos s mquinas, equipamentos e instalaes, que podem afetar o efeito do processo; Mtodo = inclui todos os procedimentos, rotinas e tcnicas utilizadas que podem inteferir no processo e, consequentemente, no seu resultado. Material = inclui todos os aspectos relativos materiais como insumos, matrias-primas, sobressalentes, peas, etc, que podem interferir no processo e, consequentemente, no seu resultado. Mo de obra = inclui todos os aspectos relativos ao pessoal que, no processo, podem influenciar o efeito desejado. Medida = inclui a adequao e confiana nas medidas que afetam o processo como aferio e calibrao dos instrumentos de medio. Meio ambiente = inclui as condies ou aspectos ambientais que podem afetar o processo, alm disso, sob um aspecto mais amplo, inclui a preservao do meio ambiente.
Em geral, as causas so levantadas em reunies brainstorming. As causas mais provveis podem esto ser discutidas e pequisadas com maior profundidade. Identificar todos os problemas existentes, para posterior anlise e avaliao, estabelecendo as prioridades de acordo com o tamanho do estrago que cada um deles vm causando empresa. frente (na cabea do peixe) do diagrama, coloca-se o efeito e nos elementos da espinha colocam-se as causas, de modo a facilitar a visualizao de todas as causas do efeito e permitir um ataque preciso ao mago da questo com ferramentas e mecanismos adequados para eliminar de vez os gargalos e suas fragilidades. A ltima etapa consiste em analisar minuciosamente as inmeras causas de cada efeito encontrado, agrupando-as por categorias, as comumente conhecidas 6Ms. Para implentao do Diagrama de Ishikawa, no h limites. As organizaes preferem ir alm dos padres convencionais, podem identificar e demonstrar em diagramas especficos a origem de cada uma das causas do efeito, isto , as causas das causas do efeito. A riqueza de detalhes poder ser determinante para uma melhor qualidade dos resultados do projeto. Quanto mais informaes sobre os problemas forem disponibilizadas, maiores sero as chances de livrar-se deles.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 6 of 48
Figura 2 Diagrama de Causa e Efeito
Dicas para montar o Diagrama de Causa e Efeito: a) b) c) d) Reuna os envolvidos e pea sugestes (brainstorming); Faa perguntas usando as grandes causas como catalisadores; Chegue a um consenso com os envolvidos; Defina a causa especfica com poucas palavras.
Para construo do Diagrama de Causa e Efeito, um caminho o uso dos 5 por qus.
1.3.1
5 Por qus
Ao analisar um problema, importante lev-lo at o maior nvel possvel para descobrir a causa primria. A tcnica dos 5 por qus faz com que analisemos cada causa em vrios nveis, sempre questionando por qu at chegarmos raiz do problema. Porm, deve-se tomar o cuidado de efetuar os por qus enquanto as causas convergirem em solues mais simples, que no envolva grandes custos e que esteja dentro da competncia do grupo envolvido na soluo do problema. A tcnica dos 5 por qus foi desenvolvida por Sakichi Toyoda durante a evoluo de suas metodologias de manufatura. O importante ao utilizar esta tcnica que ela no deve ser considerada substituta de uma anlise mais profunda do problema. uma tcnica simples para problemas mais simples. Alm destas perguntas, outras podem ser feitas (Bill Wilson):
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 7 of 48
Que provas tenho de que esta causa existe? ( concreta? mensurvel?) Que provas tenho de que esta causa levar ao problema identificado? (Ou estou apenas fazendo suposies?) Que provas tenho de que esta a principal causa que verdadeiramente leva ao problema? (Mesmo que seja um fator importante, a causa principal poderia ser outra). Algo mais deve ocorrer junto a esta causa para que o problema ocorra? (Serve para esclarecer se o problema no vem de uma combinao de fatores)
1.4
Estratificao
Estratificar significa separar os dados que necessitam ser analisados em grupos (estratos). Por exemplo, ao comprar um aparelho eletrodomstico, podemos fazer a seguinte questo este aparelho tem defeito?, ou ser que bom mesmo?. Verifique os defeitos, separando-os por estratos: por operador ou por mquina ou por partida. Separe e estratifique, observando dentro de cada estrato. Se os elementos so diferentes, devem ser separados em estratos e observados um estrato por vez.
Figura 3 Estratificao
1.5
Folha de Verificao
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 8 of 48
A Folha de Verificao comea pelo planejamento dos dados que devem ser observados, estabelecendo o perodo em que os dados devem ser coletados. A Folha de Verificao ajuda a analisar os dados coletados e a frequncia com que ocorrem. Alm disso, as Folhas de Verificao fornecem os subsdios para as outras ferramentas, e so construdas a partir de tabelas.
Figura 4 Folha de Verificao
1.6
Histograma
O Histograma mostra a variao dos dados coletados, onde os dados so agrupados e, atravs deste agrupamento, torna-se possvel analisar sua disperso e a variao do processo. Para construir um histograma, necessrio: a) b) Coletar os dados (em uma folha de verificao, por exemplo); Fazer uma tabela de distribuio de frequncias Contar o nmero de dados coletados; Calcular a amplitude, isto , a diferena entre o maior e o menor dado; Escolher o nmero de classes; Achar os intervalos de classe (arrendondando para o inteiro mais prximo); Determinar os extremos da primeira classe; Tomar o menor nmero; Arredondar para baixo; este o extremo inferior; Somar um intervalo de classe ao extremo inferior; este o extremo superior; Definir a primeira classe de extremo a extremo; Definir as demais classes de maneira similar; Contar o nmero de elementos em cada classe; Construir uma tabela;
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 9 of 48
Construir o histograma Marcar a classe no eixo das abscissas; Marcar a frequncia no eixo das ordenadas; Fazer barras justapostas; Inserir ttulo O Histograma revela o grau de variao que todo processo traz dentro de si (pouca ou muita variao). O Histograma tpico tem o formato de sino ou de uma curva normal. Dicas para interpretar o histograma: a) b) Veja o espalhamento: quanto mais espalhado o histograma, mais varivel o processo; Se existe especificaes, o histograma deve ficar dentro dos limites especificados;
c) Veja se o histograma est centrado na mdia do processo; se no estiver, o processo precisa de ajuste; d) No devem existir picos gmeos; se isso acontecer, procure o problema;
Figura 5 Histograma
1.7
Diagrama de Disperso
A funo do Diagrama de Disperso verificar se existe correlao entre duas ou mais variveis. Os tipos podem ser: a) Correlao positiva forte, ou seja, X e Y crescem (exemplo: presso e temperatura);
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 10 of 48
b) Correlao positiva fraca, ou seja, X cresce e Y cresce, porm pouco (exemplo: idade e experincia); c) Correlao nula, ou seja, X cresce e Y varia ao acaso;
d) Correlao negativa fraca, ou seja, X cresce e Y descresce mas pouco (exemplo: qualidade e reclamaes); e) Correlao negativa forte, ou seja, X cresce e Y descresce (exemplo: presso e volume).
Para desenhar o diagrama de disperso, deve-se coletar de 50 a 100 pares de valores X e Y. Para julgar a correlao, observe a direo e a disperso dos pontos, pois uma correlao negativa to importante quanto uma correlao positiva. importante frisar que o Diagrama de Disperso mostra correlao entre variveis, mas no prova relao de causa e efeito.
Figura 6 Diagrama de Disperso.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 11 of 48
Figura 7 Diagrama de Disperso com as correlaes positivas.
Figura 8 Diagrama de Disperso com as correlaes negativas.
1.8
Grfico de Controle
A funo dos grficos de controle medir e verificar a variao de um processo ao longo do tempo e control-los de forma que o processo produtivo no apresente variaes alm dos limites superiores e inferiores previamente estabelecidos. As caractersticas do produto ou do processo devero estar dentro destes limites e, caso apresente variaes fora destes limites, os grficos permitem enxergarmos esta variao e nos permite a correo em tempo hbil. Os grficos de controle so utilizados no Controle Estatstico de Processo (CEP) e devero estar em todos os processos que possuem caractersticas especiais conforme previamente estabelecido em desenhos do produto. Os grficos de controle auxiliam para conhecermos se o processo capaz, ou seja, quando possui um ndice de capabilidade (Cp) maior ou igual a 1,33, o que significa dizer que, para cada 4 partes da especificao, poderemos ter apenas 3 partes de variao total do processo, considerando-se uma variao de 6s. As cartas so desenhadas com uma linha mdia central (mdia do processo), e duas linhas, sendo uma linha superior de controle e uma linha inferior de controle, traadas a partir da linha mdia do processo (a distncia definida estatisticamente).
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Dia made Ca e Efeito Sa gra usa ndro Ca ntidio
Pa 12 of 48 ge
Figura 9 Grfico de Controle.
O grfico a cimamostraum exemplo de grfico de controle, onde:
a ) b) c) d)
LSE = Limite Superior de Especifica o; LSC = Limite Superior de Controle; LIC = Limite Inferior de Controle; LIE = Limite Inferior de Especifica o.
As va es que ocorrerem e forem a da no grfico dentro dos limites LSC e LIC so ria nota s va es decorrentes do processo e so cha da de ca s comuns. Os pontos que fica entre o LSC ria ma s usa rem e LSE e entre o LIC e LIE so cha dos de ca s especia ou seja indica umava o diferente da ma usa is, , m ria va o norma ria lmente espera . da
http://sa ndroca n.wordpress.com/ta g/dia ma gra -de-ca -e-efeito/ usa
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 13 of 48
Figura 10 Grfico de Controle, apresentando causa especial (grfico superior).
As 7 velhas ferramentas da qualidade (Pareto, Ishikawa, Estratificao, Folha de Verificao, Histograma, Disperso e Grficos de Controle) abordam uma metodologia estatstica para levantar e atuar sobre problemas de forma corretiva. O objetivo das 7 novas ferramentas da qualidade, chamadas de ferramentas gerenciais da qualidade, permitem compreender melhor os fenmenos que ocorrem durante o processo, principalmente aqueles que so difceis de quantificar.
1.9
Diagrama de Afinidade
Utilizado para solucionar problemas atravs da coleta de dados verbais de forma desordenada, porm analisando-os por sua afinidade. Para se construir o Diagrama de Afinidade, devemos pensar no problema em questo, suas causas e, posteriormente separar estas causas em categorias, atravs de afinidades. originado pelo Brainstorming e torna-se um complemento do Ishikawa, porm com aplicaes mais amplas (por exemplo, o que pode ser importante na qualidade de um aparelho celular? Cada envolvido dir o que considera importante, posteriormente estes itens sero separados por categorias e esta separao ocorre pela afinidade dos itens levantados).
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 14 of 48
Figura 11 Diagrama de afinidade.
1.10Diagrama de Relaes
Analisa a inter-relao entre causa e efeito, ou seja, a inter-relao que existe entre as causas, simplificando a busca por solues de problemas atravs da indicao das diversas causas envolvidas em um problema e suas relaes. a) Dever ser construdo a partir de vrias idias sugeridas em um processo de Brainstorming, Ishikawa e 5 por qus; b) Poder ser de Objetivo Simples ou Objetivos Mltiplos;
c) Cada uma das idias dever ser colocada em um quadro e a partir da, verificar se existe relao com as demais idias apresentadas, fazendo sua ligao por meio de setas; d) Feitas as ligaes, que devero ter suas conexes exaustivamente discutidas, verifique a quantidade de setas que entram e que saem de cada quadro. Cada quadro dever ento conter um nmero E/S (Entrada/Sada), de maneira a identificar se aquela etapa um agente gerador de aes (com muitas sadas) ou ento um processador de aes (com muitas entradas); e) D-se ento incio ao processo de anlise ao principal agente gerador de aes. O gerador de aes dever conter somente sadas e nenhuma entrada; f) Os quadros com maiores quantidade de entradas e diversas sadas sero denominados processadores de aes; os quadros com muitas entradas e poucas sadas so denominados de gargalos.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito SandroCantidio
Page 15 o 48 f
Figura 12 Diagrama de Relaes.
1.11Diagrama de rvore
O Diagrama de rvo serve c modesdo re o bramentode um pro blema para busc sua c ar ausa raiz. Ele serve para desdo brar uma idia, um c nc , uma tarefa, um pro essoem seus c mpo o eito c o nentes mais bsic s, permitindoque seja mais bem c nhec . o o ido
http://sandro an.wo c rdpress.c m/tag/diagrama-de-c o ausa-e-efeito /
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 16 of 48
Figura 13 Diagrama de rvore.
1.12Diagrama de Matrizes
Estuda e avalia, atravs de anlise multidimensional, os pontos problemticos, buscando entender a interao entre eles. A combinao pode ser de dois a quatro fatores, relacionados entre si, e que possuem pesos especficos conforme o pblico a quem se dirige. Um exemplo de aplicao no QFD (Quality Function Deployment), onde atravs do desdobramento funcional da qualidade, possvel entender os desejos do cliente e do consumidor ao projeto e s especificaes de um produto ou servio.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 17 of 48
Figura 14 Diagrama de Matriz.
1.13Matriz de Priorizao
Uma das matrizes de priorizao a Matriz GUT. Esta ferramenta gerencial uma forma de se tratar problemas com objetivo de prioriz-los. Leva em conta a gravidade, a urgncia e a tendncia de cada problema. a) Gravidade o impacto do problema sobre coisas, pessoas, resultados, processos ou organizaes e efeitos que surgiro a longo prazo, caso o problema no seja resolvido. b) Urgncia a relao com o tempo disponvel ou necessrio para resolver o problema.
c) Tendncia o potencial de crescimento do problema, a avaliao da tendncia de crescimento, reduo ou desaparecimento do problema.
A pontuao dever ser de 1 a 5 para cada dimenso da matriz, permitindo classificar em ordem descrescente de pontos os problemas a serem atacados em melhorias de processo.Este tipo de anlise dever ser feito pelo grupo de melhoria com os colaboradores do processo, de forma a estabelecer a melhor priorizao dos problemas. Aps atribuda a pontuao, deve-se multiplicar G x U x T e achar o resultado, priorizando de acordo com os dados obtidos.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 18 of 48
1.14Diagrama do Processo Decisrio
uma ferramenta pouco explorada mas tem sua utilizao voltada para analisar as etapas a serem consideradas para atingir o objetivo proposto, permitindo decidir pelas melhores alternativas medida que as restries forem surgindo.
Figura 15 Diagrama de Processo Decisrio
1.15Diagrama das Setas
Eficiente no acompanhamento e monitoramento de um plano. til para auxiliar a montar cronogramas, indicando os caminhos crticos.
Figura 16 Diagrama de Setas.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 19 of 48
1.16Plano de Ao 5W2H
Embora no seja uma ferramenta gerencial, o 5W2H um plano de ao que engloba os envolvidos na soluo de um problema, partindo das questes: a) b) c) d) e) f) g) What? O qu? Who? Quem? Where? Onde? When? Quando? Why? Por qu? How? Como? How Much? Quanto (custar)?
Para cada uma das solues priorizadas, a equipe estabelece metas de melhoria a serem alcanadas. O estabelecimento de metas importante para constatar o nvel de melhoria a ser incorporado ao processo, a partir da causa do problema que foi priorizada para ser eliminada. Esta etapa permite explicitar o nvel de resultado esperado, como tambm, programar as atividades para a implementao da melhoria.
2. A soluo de problemas usando o PDCA
O objetivo principal na soluo dos problemas garantir o desempenho mximo da produo, operaes e servios pois estes afetam diretamente o cliente (externo e interno), e conduz tanto a receitas crescentes como a gastos reduzidos. Neste processo, as responsabilidades pela soluo de problemas seriam:
a)
Qualidade Avaliao do desempenho real do processo, traduzido em forma de qualidade de produto em processo e produto acabado; Comparao do desempenho real com as metas pr-estabelecidas (nveis de refugo, de aceitao, etc); Atuao direta nas discrepncias entre o real e o planejado, solicitando e conduzindo reunies para solues de problemas usando a metodologia proposta e procedimento documentado.
b)
Engenharia
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 20 of 48
Determinar quais so os principais parmetros do processo; Determinar como controlar estes parmetros; Determinar os nveis desses parmetros que levaro ao desempenho timo; Entender a variabilidade natural do processo;
No estudar o processo e no buscar as solues possveis faz com que o desempenho dos produtos fiquem cronicamente abaixo dos nveis desejados, bem como o rendimento do processo e as aes corretivas exigem muitas tentativas. comum, ao final de vrias tentativas (tentativa e erro), no conhecer a real causa do problema e o que de fato foi realizado para solucion-lo de forma corretiva. Quando este problema ocorrer novamente, sero realizadas novas tentativas at estancar o problema, e assim sucessivamente. Esta a principal finalidade do estudo de soluo de problemas, propor aes baseadas em dados estatsticos e coleta de informaes, usando as ferramentas de qualidade apropriadas, que eliminem definitivamente aquele problema ou o torne uma varivel sob controle. Desta forma, a Qualidade levantar as evidncias objetivas de problemas (medindo o estado atual dos processos) e analisando criticamente as evidncias. A qualidade identificar os problemas e reunir os times de trabalho (departamentos e pessoas envolvidas na soluo dos problemas). Os times de trabalho estabelecero diagnsticos, alm de propor solues e planejar a implementao. Alm disso, iro implementar as solues, monitor-las e medir sua eficcia, empreendendo aes corretivas e padronizando as rotinas. Os times de trabalho sero compostos pela Qualidade, Engenharia de Produo, Produo e Manuteno (time fixo) e, diante da necessidade, outros departamentos iro compor o time (exemplo: suprimentos, comercial/vendas, etc). A necessidade do time de trabalho fixo se d pelo fato da anlise de Ishikawa e os 6Ms, onde os departamentos citados encontram-se envolvidos.
2.1
Mtodo PDCA
Figura 17 Roteiro para a soluo de problemas usando o ciclo PDCA.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 21 of 48
2.2
Identificar os problemas
Os problemas devero ser claramente identificados, seja por ocorrncia em processo (no conformidade do desempenho real planejado com o especificado ou a meta pr-estabelecida), seja por processo de melhoria de processo. Esta identificao do problema poder ser por meio de deteco de no conformidade em processo ou dados coletados durante o processo.
Figura 18 Relatrio de No Conformidade.
2.3
Priorizar os problemas
Quando houver mais de um problema em anlise, os problemas devero ser priorizados em sua anlise e soluo de problemas conforme a matriz de priorizao, ou seja, qual o problema possui o maior resultado quando analisada a sua gravidade, urgncia e tendncia (resultado da multiplicao dos fatores).
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 22 of 48
Figura 19 Matriz GUT para priorizao dos problemas.
2.4
Analisar o problema
A anlise do problema c onsiste em c onhec as c er ausas do problema, utilizando para isto o Diagrama de Ishikawa (Causa e Efeito) e os 5 por qus, a fim de c onhec as c er ausas fundamentais (c ausa raiz) do problema em anlise. Deve-se investigar c omo o problema oc orre e quais os fatores que o afetam, assim c omo as suas variaes. Para c onhec o problema, nec er essrio estratific -lo, visitando o loc onde o problema oc al orre e observando.
Figura 20 Planilha para uso dos 5 por qus para busc o ltimo nvel do problema (c ar ausa raiz).
Detec tadas as c ausas em todos os nveis, deve-se inserir as informaes no Diagrama de Ishikawa a fim de separ-las em grupos (6Ms), fac ilitando assim a tomada de aes por parte do time de trabalho (definio das responsabilidades e dos grupos envolvidos nos planos de ao).
Figura 21 Diagrama de Ishikawa para separao das c ausas nos grupos 6Ms.
http://sandroc an.wordpress.c om/tag/diagrama-de-c ausa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito SandroCantidio
Page 23 o 48 f
Figura 22 Diagrama de Relaes.
2.5
Gerar alternativas
Identific as aes nec ar essrias para blo quear as c ausas fundamentais; nesta fase, sero disc utidas omaio nmeropo r ssvel de so lues para c pro ada blema listadonoDiagrama de Ishikawa e Diagrama de Relaes. Cada efeitodever po ssuir, aomeno trs so s, lues viveis dopo de vista nto tc o(po nic ssveis de serem exec utadas).
http://sandro an.wo c rdpress.c m/tag/diagrama-de-c o ausa-e-efeito /
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 24 of 48
Figura 23 Planilha para anlise das solues para o problema.
Aps a anlise das possveis solues para o problema, o time de trabalho dever analisar e refinar, optando pela soluo mais vivel e mais rpida de ser exec utada. Como auxlio nesta anlise, utilizar o Diagrama de Proc esso Dec isrio.
2.6
Elaborar plano de ao
Aps desc obrir as c ausas, elaborar alternativas e desc rever as solues mais relevantes, o prximo passo implement-las, usando a ferramenta 5W2H. Para c uma das metas priorizadas, o ada time de trabalho estabelec metas de melhoria a serem alc e anadas e planejam o desenvolvimento da ao proposta, estabelec endo prazos e aes atravs da planilha abaixo e, c omo auxlio, um c ronograma.
http://sandroc an.wordpress.c om/tag/diagrama-de-c ausa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 25 of 48
Figura 24 Planilha para Plano de Aes na soluo das causas do problema.
Alm do plano de ao, o time de trabalho poder realizar o benchmarking, comparando o processo com o processo de lderes reconhecidos para identificar as oportunidades para a melhoria do processo e da qualidade. O benchmarking compara os processos e desempenho dos produtos e servios com os de lderes reconhecidos, permitindo identificar as metas e estabelecer prioridades para a preparao de planos que resultaro em vantagem competitiva no mercado, sendo realizado da seguinte forma: a) Determinar os itens para benchmark os itens devem ser as caractersticas chaves de processos e suas sadas, e suas sadas devem estar diretamente relacionadas s necessidades do cliente; b) Determinar em relao a quem ser estabelecido o benchmark organizaes tpicas podem ser competidores diretos e/ou no competidores reconhecidamente lderes no item de interesse; c) Coletar os dados sobre o desempenho de processos e necessidades de clientes, que podem ser obtidos atravs de contatos diretos, vistorias, entrevistas, contatos pessoais e profissionais e peridicos tcnicos; d) Organizar e analisar os dados a anlise dirigida no sentido de estabelecer os melhores objetivos prticos para atingir todos os itens relevantes;
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 26 of 48
e) Estabelecer os benchmarks identificar as oportunidades para a melhoria da qualidade baseada em necessidades de clientes e no desempenho de competidores e no competidores.
2.7
Treinar e implementar
Os envolvidos no processo e no plano de ao devero ser treinados, capacitando-os para bloquear as causas fundamentais do problema. Este treinamento dever ser registrado em lista de presena conforme modelo determinado no SGQ.
Figura 25 Modelo de Lista de Presena para treinamento.
2.8
Controlar o processo
Aps o treinamento dos envolvidos, a soluo dever ser implementada, verificada e controlada atravs de folha de verificao, a fim de detectar se o bloqueio s causas fundamentais foi efetivo ou no (eficcia das aes). Caso o bloqueio no tenha sido efetivo, ou seja, atravs das folhas de verificao for detectado que a ao no eficaz, uma nova anlise dever ser realizada sobre o problema, a fim de discutir os motivos pelo quais o bloqueio no foi eficaz e definir uma nova estratgia de ao. Por outro lado, uma vez detectado estatisticamente que o problema foi resolvido (o tempo de verificao ser determinado pela Qualidade, a fim de garantir que o desempenho esteja em conformidade com as necessidades do cliente), o processo dever ser consolidado, alterando-se a documentao tcnica necessria (instrues de processo, FMEA, especificaes do produto e outras documentaes pertinentes ao processo), buscando padroniz-lo nova situao. Um bom sistema de medio impulsionar a empresa numa direo positiva. As medies sero o ponto de partida para as melhorias porque nos possibilitam entender onde a empresa se encontra e fixar metas que nos ajudem a chegar onde se deseja. As medies so realizadas atravs das folhas de verificao que, posteriormente, sero transformadas em grficos de indicadores (formas de representaes quantificveis das caractersticas de processos e produtos/servios; so utilizados para controlar e melhorar a qualidade e o desempenho dos produtos, processos e servios ao longo do tempo).
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 27 of 48
2.9
Padronizao do processo
A padronizao requer: a) Proc edimento operac ional a instruo de proc essos deve estabelec o novo proc er edimento operac ional, inc orporando quando possvel um mec anismo prova de erros (poka yoke). Deve ser esc larec neste proc ido edimento operac ional o que, quem, quando, onde, c omo e por qu, para as atividades que devem ser inc ludas ou alteradas nos padres j existentes. Tambm dever ser verific ado se as instrues, determinaes e proc edimentos implantados devero sofrer alteraes antes de serem padronizados. b) Comunic ao as c onfuses devero ser evitadas, estabelec endo-se a data de inc da nova io sistemtic quais as reas sero afetadas para que a aplic a, ao do padro oc orra em todos os loc ais nec essrios ao mesmo tempo e por todos os envolvidos. c ) Educ ao e treinamento reunies, palestras, manuais de treinamento, OJT. Deve-se garantir que os novos padres ou operaes sejam transmitidos a todos os envolvidos. A c omunic ao, alm do doc umento, dever ser verbal, onde ser exposto o que mudou, a razo da mudana e apresentar c om c lareza os aspec importantes daquilo que mudou.Deve-se c tos ertific que os operadores esto aptos a ar exec o novo proc utar edimento operac ional, providenc iando doc umentos no loc de trabalho e na forma al que forem nec essrios. d) Sistema de verific ao ao c umprimento padro Deve-se evitar que um problema resolvido reaparea devido degenerao do c umprimento dos padres. Deve ser estabelec um sistema de ido verific ao peridic (auditoria esc a alonada), onde o supervisor da produo, juntamente c o time de om trabalho, dever ac ompanhar periodic amente para verific o c ar umprimento dos proc edimentos operac ionais.
2.10Concluso das aes
Deve-se refletir sobre as atividades do time de trabalho durante o desenvolvimento do trabalho, c ompartilhando o aprendizado e definindo planos para o futuro: a) Anlise dos resultados busc a perfeio, por um tempo muito longo, poder ser improdutivo. A ar situao ideal quase nunc existe, portanto, delimite as atividades se o limite de tempo original for a atingido. Dever ser relac ionado o que e quando no alguma ao no foi realizada. Dever ser mostrado tambm os resultados ac do esperado, pois so indic ima adores importantes para aumentar a efic ia inc dos futuros trabalhos; b) Reavaliao dos itens pendentes planejar e atac os problemas remanesc ar entes utilizando novamente o c lo PDCA; ic c ) Reflexo Questes que devero ser levantadas pelo time de trabalho ao trmino do trabalho: Oc orreram atrasos signific ativos ou prazos folgados demais? Quais os motivos? A elaborao dos diagramas foi superfic ial?
http://sandroc an.wordpress.c om/tag/diagrama-de-c ausa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 28 of 48
Houve participao dos membros? As reunies eram produtivas? O grupo ganhou conhecimentos? O grupo melhorou a tcnica de soluo de problemas? Utilizaram todas as tcnicas?
Figura 26 Filosofia do Ciclo PDCA. Bibliografia
As Sete Velhas Ferramentas da Qualidade, Prof. Clovis Hegedus. As Sete Novas Ferramentas da Qualidade, Prof. Clovis Hegedus. As 7 ferramentas estatsticas para o Controle da Qualidade, Sonia Vieira e Ronaldo Wada, 1992, Ed QA&T. Curso Nacional de Promotor de Polcia Comunitria Gesto pela Qualidade na Segurana Pblica; As Ferramentas da Qualidade Revista Falando de Qualidade Editora Banas. CategoriasGesto da QualidadeTags:5 por qus, Brainstorming, Diagrama de Afinidade, Diagrama de rvore, Diagrama de Causa e Efeito, Diagrama de Disperso, Diagrama de Ishikawa, Diagrama de Matriz, Diagrama de Pareto, Diagrama de Processo Decisrio, Diagrama de Relaes, Diagrama de Setas, Estratificao, Folha de Verificao, Grfico de Controle, Histograma, Matriz GUT, PDCA
Tubocap Implantao de Documentao de Processosdezembro 19, 2008sandrocan7 comentrios
FLUXOGRAMA DO PROCESSO (modelo grfico que auxilia no mapeamento e visualizao de um processo), cuja natureza do grfico foi o registro analtico do PRODUTO (analisa o percurso do produto) e no HOMEM (analisa o trabalho do homem); Para a realizao deste trabalho, foram observadas as seguintes recomendaes: o o o o o Determinao da atividade a ser estudada; Definio do objeto a ser seguido; Definir os pontos de incio e fim; Cabealho com dados. Simbologia.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Cau e Efeito Sandro Cantidio sa
Page 29 of 48
PROCESSO DE FABRICAO, determinando a seqncia de processo para obteno do produ onde foram: to, o o o o Indicadas as operaes do processo de fabricao; Descritas de forma resu mida cada u das operaes; ma Descritos os materiais u tilizados; Especificados os equ ipamentos, mqu inas, dispositivos e ferramentais necessrios.
PLANO DE CONTROLE DO PROCESSO (documento que estabelece a informao necessria para realizao do controle de qualidade), onde as informaes foram: o o o o Tcnica de avaliao (inspeo visu por dispositivos, instru al, mentos, etc); Tipo de inspeo (caracterstica especial, severidade, etc); Freqncia de inspeo (tipo de amostragem, tamanho da amostra, etc); Plano de Correo / Reao.
http://sandrocan.wordpress.com/tag/diagrama-de-cau sa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 30 of 48
FMEA DO PROCESSO (usado para analisar processos de fabricao, quando o processo de fabricao j foi definido), onde os objetivos eram o Identificar as deficincias nos processos para implantar controle (para reduzir ocorrncia de produtos defeituosos) o Identificar parmetros crticos e relevantes dos processos, auxiliando na elaborao de planos de controle; o Estabelecer prioridade para as aes de melhoria para orientar futuros desenvolvimentos;
Ciclo PDCA: o O ciclo deve comear pelo planejamento, em seguida a ao ou conjunto de aes planejadas so executadas, checa-se o que foi feito, se estava de acordo com o planejado, constantemente e repetidamente (ciclicamente), e toma-se uma ao para eliminar ou ao menos minimizar defeitos no produto ou na execuo.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 31 of 48
o
As etapas abordadas para a fase PLAN:
i. Identificao dos problemas = nesta fase, os problemas que ocorrem durante o processo sero claramente definidos atravs do processo de Brainstorming, estimulando a criatividade da equipe e, principalmente, fazendo com que se sintam parte integrante das solues para a empresa. 1. Nesta fase, os problemas e as idias sero dadas pelos funcionrios que melhor conhecem o processo e nenhum problema ser criticado ou descartado, muito menos sero discutidas as solues ou achismos. 2. O Brainstorming ser Estruturado, ou seja, o grupo ser composto somente por participantes tcnicos que conhecem a fundo a etapa do processo e ser dada a oportunidade para falarem, um de cada vez, em ordem. Quando todos passarem a vez, o Brainstorming estar encerrado. A utilizao do Brainstorming estruturado evita idias ou descries de problemas que no existem, e evita que somente um dos participantes fale, inibindo os outros integrantes do grupo.
ii. Priorizar = nesta fase, os problemas sero classificados e hierarquizados conforme seu grau de importncia. Esta priorizao ser dada atravs do uso da Matriz GUT, onde sero avaliados a gravidade, a urgncia e a tendncia de cada problema listado no Brainstorming.
1. A gravidade o impacto do problema sobre coisas, pessoas, resultados, processos ou organizaes e efeitos que surgiro a longo prazo, caso o problema no seja resolvido.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 32 of 48
2. resolver o problema.
A urgncia a relao com o tempo disponvel ou necessrio para
3. A te ndncia o potencial de crescimento do problema, avaliao da tendncia de crescimento, reduo ou desaparecimento do problema. 4. A pontuao de 1 a 5, para cada dimenso da Matriz GUT, permite classificar em ordem decrescente de pontos os problemas a serem atacados em melhorias de processo.
iii. Analisar = nesta fase, sero buscadas as causas fundamentais de cada problema listado no Brainstorming. Os participantes da primeira etapa e da segunda etapa voltam a se reunirem para tratar das causas (ou porqus) de cada problema. 1. Os porqus sero utilizados at que se chegue causa fundamental, ou causa primria do problema.
2. Atravs do uso do mtodo dos cinco porqus, teremos informaes para podermos montar o Diagrama deCausa eEfe ou Diagrama deIshikawa ou Espinha-de ito, Pe (Fishbone classificando as causas dentro dos 6M (Mquina, Mtodo, Medio, Mo-de-Obra, ixe ), s Matria-Prima e Meio Ambiente).
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 33 of 48
3. O diagrama de causa e efeito usado para analisar as relaes de causa e efeito, comunicar relaes de causa e efeito e facilitar a resoluo de problemas do sintoma para a causa, at a soluo. 4. O Diagrama de Causa e Efeito analisa criteriosamente e expe as relaes entre um determinado efeito e suas causas potenciais. 5. Cabe aqui dizer que o Diagrama de Ishikawa ser utilizado da forma correta, ou seja, sero anotadas as causas de primeiro nvel, de segundo nvel, terceiro, etc. at a anotao de todas as causas das causas para cada efeito. Normalmente os Diagramas de Ishikawa param no primeiro nvel, e esta uma forma errada de utilizao desta Ferramenta Bsica da Qualidade. 6. Em seguida, ser utilizada uma Nova Ferramenta da Qualidade, chamada Diagrama de Relaes. O Diagrama de Relaes utilizado para analisar problemas com uma complexa inter-relao entre causas e efeitos, sendo construdo pela indicao da inter-relao que existe entre os fatores causais. O Diagrama de Relaes a ser construdo o de Objetivos Mltiplos, pois reflete mais proximamente a realidade, onde raramente possvel isolar um nico fator sem obter uma viso distorcida dessa realidade.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 34 of 48
7. Aps a construo do Diagrama de Relaes, deve-se verificar a quantidade de setas que entram e que saem de cada quadro. Cada quadro possui um E/S (entrada/sada), de maneira a identificar se aquela etapa um agente gerador de aes (com muitas sadas) ou ento um processador de aes (com muitas entradas). Os processadores de aes devem ser trabalhados de maneira a permitir sua otimizao. Um outro fator interessante a ser analisado por meio do Diagrama de Relaes a seqncia e como os diversos fatores se relacionam e contribuem para a ocorrncia do objetivo em questo, permitindo conhecer melhor o processo.
iv. Gerar alternativas = nesta fase, sero discutidas o maior nmero possvel de solues para cada problema listado no Diagrama de Ishikawa. Cada efeito dever possuir, ao menos, 3 solues viveis do ponto de vista tcnico (ou possveis de serem executadas).
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito SandroCantidio
Page 35 o 48 f
1. Aps definirmo as po s ssveis so lues viveis para cada causa, usaremo oDiagrama de rvore para mo s strar orelacio namentoentre um tpicoe o seus elemento s s co nentes. As idias geradas noBrainsto mpo rming soco nvertidas num Diagrama de rvo para re mo strar o elo lgico e seqenciais, sendoutilizadopara oplanejamentoe a so s s s luode pro blemas.
v. Refinar e Selecionar = nesta fase, as alternativas de so lues sero analisadas e, po co r nsenso seroclassificadas po sua viabilidade. , r
1. Para esta avaliao utilizaremo a Matriz BASICO o Matriz de , s u Priorizao (prio rizaodas so lues a serem to madas).
http://sandro can.wo rdpress.co m/tag/diagrama-de-causa-e-efeito /
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 36 of 48
vi. Elaborar um Plano de Ao = nesta fase, ser elaborado um Plano de Ao para bloquear as causas fundamentais ou causas primrias. Para elaborao deste Plano de Ao usaremos uma outra ferramenta, o 5W2H. What? When? Who? Where? Why? How? How Much?
1. Para cada uma das solues priorizadas, sero estabelecidas metas de melhoria a serem alcanadas atravs de Planos de Aes bem definidos, com estudo de investimentos e cronogramas. O estabelecimento das metas importante para constatar o nvel de melhoria a ser incorporado ao processo, a partir da causa do problema que foi priorizada para ser eliminada. Esta etapa
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 37 of 48
permite explicitar o nvel de resultado esperado, como tambm programar as atividades para a implementao da melhoria. 2. Sero indicadas nesta fase as providncias a serem tomadas relativas s oportunidades e necessidades de melhorias, metas/objetivos, reviso do processo, controles e medidas, responsabilidades, cronogramas, etapas de implantao e necessidades de recursos. 3. Esta etapa tem o objetivo de implantar a melhoria do processo de avaliar se os problemas foram solucionados e se todo o processo est funcionando conforme o previsto.
vii. Fazer Benchmarking = nesta fase, ser estabelecido um processo de aprendizagem com um parceiro, seja Cliente, seja fornecedor, seja externamente ou internamente. O Benchmarking usado para comparar um processo com os de lderes reconhecidos, para identificar as oportunidades para a melhoria da Qualidade. Compara os processos e desempenho de produtos e servios com os de lderes reconhecidos, permitindo identificar as metas e estabelecer as prioridades para a preparao de planos que resultaro em vantagem competitiva no mercado.
o
As etapas abordadas para a fase DO:
viii. Treinar e implementar = nesta fase, sero realizados treinamentos com os envolvidos nos processos, a fim de capacit-los a bloquear as causas fundamentais ou primrias, fontes geradoras de defeitos.
o
As etapas abordadas para a fase CHECK:
ix. Controlar = nesta fase, ser verificado (ou checado) se as causas fundamentais foram de fato bloqueadas, ou se os bloqueios determinados so eficientes e eficazes, no permitindo novas ocorrncias do problema. x. Bloqueio Efetivo? = nesta fase avalia-se a eficincia e eficcia das aes implementadas. Caso o bloqueio tenha sido realizado com sucesso, deve-se partir para a prxima etapa (Act). Caso no tenha surtido o efeito desejado, deve-se voltar etapa 3 do PDCA e avaliar novamente as causas primrias de cada problema.
o
As etapas abordadas para a fase ACT:
xi. Padronizao = nesta fase, as aes realizadas com sucesso sero padronizadas, isto , sero transformadas em Instrues de Trabalho, Procedimentos, Especificaes, etc. xii. Reflexo e Concluso = nesta fase, todo o processo dever ser recapitulado, observando as melhorias realizadas e buscando novas melhorias, entrando um ciclo de melhoria contnua do processo.
PROCESSO DE OPERAO DOS EQUIPAMENTOS, que determina a forma de acionar os equipamentos (ligar, desligar, colocar em operao, desligar, emergncia).
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 38 of 48
PROCESSO DE LIMPEZA DOS EQUIPAMENTOS, que determina o equipamento e seu processo de limpeza, a responsabilidade pela limpeza, freqncia e material necessrio para a limpeza.
ESPECIFICAO TCNICA DO PRODUTO. Este documento contm todas as informaes a respeito do produto fabricado pela empresa, sendo um documento de sistema e, portanto, com cabealho conforme norma :ISO-9001:2000. Esto descritas as caractersticas mnimas para a fabricao do produto, sendo aprovado pelo Cliente e controlado pela Engenharia por meio de nmero de identificao e controle de revises.
ESPECIFICAO TCNICA DA ARTE DO PRODUTO. Este documento contm a imagem ilustrativa (fora de escala e sem definio ideal para conferncia de texto) do produto, assim como os
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 39 of 48
pantones (escala de cores) necessrios e as tintas (e formulaes) para se obter estes pantones. Contm tambm a informao tcnica sobre o processo de litografia para a arte do produto acabado, como ajustes de mquina, etc, entre outras informaes que forem necessrias para auxiliar o impressor no ajuste da mquina ou ao colorista.
ESTRUTURA DO PRODUTO PADRO. Todos os produtos catalogados esto especificados em documento de Engenharia chamado Especificao do Produto Padro ou EPP. Neste documento esto contidas informaes que atendem a todos os departamentos envolvidos diretamente com o produto e o processo de fabricao. o o o o o Comercial Administrao de Materiais Engenharia de Produto Produo Garantia da Qualidade
SOLICITAO DE DESENVOLVIMENTO DE ENGENHARIA. Documento de origem de desenvolvimento de novos produtos, alterao de produtos existentes e solicitaes de amostras. Este documento gerado no departamento comercial e percorre os departamentos envolvidos diretamente com o produto e o processo: o o o Engenharia, que verifica a viabilidade tcnica do processo; Clicheria, que verifica a viabilidade das artes do produto; Qualidade, que verifica a inspeo a ser praticada;
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Dia made Ca e Efeito Sa gra usa ndro Ca ntidio
Pa 40 of 48 ge
o
Produo, que verific avia a bilida e pra de entrega de zo .
ANLISE CRTICA DE CONTRATO. Doc umento c do pa ser orienta dos ria ra tivo depa mentos envolvidos qua um pedido c a naempresa Todos os setores envolvidos no rta ndo oloc do . proc esso rec ebem aAnlise Crtic de Contra e verific m os rec a to a ursos nec essrios pa afa a do ra bric o produto.
RELATRIO DE DESENVOLVIMENTO DE NOVOS MATERIAIS. Os desenvolvimentos de novos ma is so registra em formulrios a teria dos dequa dos, informa o ma l em ndo teria desenvolvimento, fornec edor, a a lia s va es de produo e de qua de e aa lida prova dos setores o envolvidos. Ca ma l aser testa ou a lia c da teria do va do, onforme Proc edimento de SistemadaQua de, lida rec umanumera de identific o (nmero de RA) e este nmero seqenc l e o mesmo nmero ebe o a ia usa no registro de desenvolvimento. Destaforma todos os desenvolvimentos so c do , ontrola e dos registra dos, possuindo histric de desenvolvimento. o
http://sa ndroc n.wordpress.c a om/ta g/dia ma gra -de-c usa a -e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 41 of 48
DESENHOS TCNICOS DOS PRODUTOS. Os Desenhos Tcnicos dos Produtos foram revistos e atualizados, incorporados Estrutura Padro do Produto. Os desenhos foram atualizados mediante normas internacionais (Britnica, Americana e Alem) e nacionais (ABNT).
INSTRUES DE TRABALHO. Instrues dissertativas e ilustrativas para atender solicitao e exigncias de normas (ISO-9001:2000 e GMP).
MANUAIS DE TREINAMENTO DOS EQUIPAMENTOS. Manuais detalhados de operao dos equipamentos, visando o treinamento dos operadores e a descrio completa e detalhada dos processos de operao.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 42 of 48
PROCEDIMENTOS DO SISTEMA DE GESTO DA QUALIDADE. Foi criado em 2003 os primeiros procedimentos de Sistema de Gesto da Qualidade, a fim de padronizar o trabalho realizado de forma sistmica pela empresa. Estes procedimentos foram elaborados conforme ISO-9001:1994 e atenderam maioria dos Clientes em visitas de auditoria. Foram criados endereos para todos os setores da empresa e distribudos os manuais da qualidade com os procedimentos. Posteriormente, em 2006, estes procedimentos foram revistos e atualizados para a verso 2000 da norma.
http://www.4shared.com/file/81745152/69880b60/Tubocap__Implantao_de_Documentao_de_Processos_ -_wwwsandrocanwordpresscom.html CategoriasProfissionalTags:Brainstorming, Ciclo PDCA, Diagrama de rvore, Diagrama de Causa e Efeito, Diagrama de Relaes, Especificao Tcnica do Produto, Fluxograma, FMEA do Processo, Limpeza dos Equipamentos, Matriz de Priorizao, Matriz GUT, Operao dos Equipamentos, Plano de Ao 5W2H, Plano de Controle do Processo, Processo de Fabricao Feed RSS
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 43 of 48
Sandro Cantidio
Criar seu atalho
HannahTec Servios de Manuteno IndustrialHannahTec Servios ME
Promova sua pgina tambm
HISTRICO PROFISSIONAL Apresentao Auto-Avaliao Dados Pessoais Currculo Acadmico reas de Atuao Cursos Extra-Curriculares Produes Bibliogrficas e Trabalhos Treinamentos, cursos e paletras ministradas Currculo Profissional Filizola Implantao de Linha de Fabricao usando TOC e OEE. Rima Estudo de Tempos e Movimentos: a Simplificao do Trabalho Tubocap Implantao de Documentao de Processos Implantao de OEE ndice de Eficincia Global do Equipamento Melhoria de Produtividade atravs da reduo de custos Idiomas
Arquivos outubro 2011 julho 2011 junho 2011 maio 2011
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 44 of 48
abril 2011 maro 2011 janeiro 2011 outubro 2010 fevereiro 2010 janeiro 2010 novembro 2009 outubro 2009 setembro 2009 agosto 2009 julho 2009 junho 2009 maio 2009 maro 2009 fevereiro 2009 janeiro 2009 dezembro 2008 setembro 2008
Tpicos recentes Implantao de Programa de Manuteno Preventiva Atualizao de posts e artigos A importnc do feedbac ia k Envolvimento e Comprometimento na Implantao de Conc eitos e Ferramentas da Produo Enxuta Aos alunos do FORMARE ZF Sac (SBC), aula online 03 hs Aos alunos do FORMARE da ZF Sac (SBC) (aula online 02) hs Aos alunos do FORMARE da ZF Sac (SBC): TECNICAS DE SOLUO DE PROBLEMAS hs (aula online 01) Treinamento em Soluo de Problemas (Causa Raiz, 5 por qus) PORQUE O PROGRAMA 5S EM ALGUMAS EMPRESAS ENTRAM EM DECADNCIA? Os nmeros de 2010
Principais mensagens O papel do supervisor no c de fbric visando a melhoria c ho a, ontnua (Parte 1) Um breve resumo de "SER SUPERVISOR" Auto-Avaliao Melhoria de Produtividade atravs da reduo de c ustos Soluo de Problemas c o uso do PDCA e das Ferramentas da Qualidade om Implantao de OEE - ndic de Efic ia Global do Equipamento e inc Rima Estudo de Tempos e Movimentos: a Simplific ao do Trabalho Proc esso de soluo de problemas c o uso do PDCA. om Mapeamento do Fluxo de Valor - um estudo de c em uma empresa de embalagens. aso Implantao de Programa de Manuteno Preventiva
Categorias Artigos Artigos de outros autores Gesto da Produo Gesto da Qualidade Gesto de Pessoas Produtividade
http://sandroc an.wordpress.c om/tag/diagrama-de-c ausa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 45 of 48
Profissional
Curriculum
Portal Qualidade Brasil
Blogroll Dirio de Bordo Blog no WordPress.com. Blog no WordPress.com.
Compartilhamento Via 6 Rede de Compartilhamento de Arquivos
Currculo Currculo
Portais de Gesto Administradores Frum da Qualidade e Excelncia O Gerente
Profiles Profissionais Profile no LinkedIn Profile no Orkut
Sites recomendados Frum da Qualidade e Excelncia GESITI Gesto SI e TI em organizaes Lean Six Sigma Rede Industrial
Vdeos A lenda dos dois engenheiros de 8 milhes de Reais Aumentando a Produtividade Como so feitas as latas de bebidas (How is it made aluminum cans) Exemplos de Lean Manufacturing Kanban visual Lead Time de Produo Linha de Envase de Aerossis Parte 1
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 46 of 48
Linha de Envase de Aerossis Parte 2 Linha de Fabricao de Aerossis HERLAN / NUSSBAUM Linha de Produo de Aerossis (Aluminum Cans Production Line) Mapa do Fluxo de Valor One Piece Flow One Piece Flow vs. Lot Production Planejamento tudo!!! Toyota 1. parte Toyota 2. parte
Meta Registrar-se Login Posts RSS RSS dos comentrios WordPress.comPesquisar
Tags5S Abraham MaslowAs cinco doenas da administraoBrainstormingCapacitao Ciclo PDCAdesperdciosdesperdcios em produoDia do EngenheiroDiagrama de Causa e EfeitoDiagrama de ParetoDiagrama de RelaesDiagrama de rvoreeficinciaEiji ToyodaGesto da ProduoGesto da QualidadeheijunkaHenry FordJuramento do EngenheiroKanbanLean
lean
manufacturingmanufatura enxutamapa do fluxo de valormapa fluxovalor mapeamento do fluxo de valorMatriz GUTMelhoria ContnuaMinervaMotivao Mtodo dos 5 por qusnecessidades humanasOEEone piece flowpadronizao do processoPDCAPokaYoke
produo enxutaproduo enxuta; mapa fluxo processoTaiichi Ohnotakt
timeTalentosToyota William Edwards Deming
mais acessados sandrocan.files.wordpress
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 47 of 48
contador gratis
contador gratis
Obrigado pela visita! Espero ter contribudo de alguma forma para o enriquecimento e a experincia de vocs!
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012
Diagrama de Causa e Efeito Sandro Cantidio
Page 48 of 48
310,145 visitas TopoWordPress Blog no WordPress.com. Tema: INove at NeoEase.
http://sandrocan.wordpress.com/tag/diagrama-de-causa-e-efeito/
4/26/2012