
Torno Universal CDL400 - timemaster.com.br€¦ · cônicas, ranhuras assim como corte de roscas...
31
TORNO TORNO TORNO TORNO CDL400 CDL400 CDL400 CDL400
Transcript of Torno Universal CDL400 - timemaster.com.br€¦ · cônicas, ranhuras assim como corte de roscas...

TORNOTORNOTORNOTORNO
CDL400CDL400CDL400CDL400

SUMÁRIO
1. APLICAÇÃO DA MÁQUINA 2. PRINCIPAIS ESPECIFICAÇÕES DA MÁQUINA 3. MANUSEIO, INSTALAÇÃO & E TESTE DE OPERAÇÃO DA
MÁQUINA 4. SISTEMA DE DIREÇÃO DA MÁQUINA 5. PROPRIEDADE & AJUSTE DAS PRINCIPAIS ESTRUTURAS
DA MÁQUINA 6. OPERAÇÃO DA MÁQUINA 7. LUBRIFICAÇÃO DA MÁQUINA 8. SISTEMA ELÉTRICO DA MÁQUINA 9. LAUDO DE SEGURANÇA 5-LT-CDL400-A
1. APLICAÇÃO DA MÁQUINA Este tipo de torno universal possui uma ampla variedade de usos. É adequado
para corte de acabamento e semi-acabamento em oficinas de máquinas e oficinas de ferramentas de comércios, tais como maquinaria, automóveis, tratores, instrumentos e medidores produzidos pelas indústrias. É utilizado principalmente para trabalhos de torneamento, incluindo torneamento cilíndrico interno e externo e de superfícies cônicas, ranhuras assim como corte de roscas diametrais, modulares, métricas e de Whitworth. Também pode ser utilizado para escareação, perfuração, trepanação, alargamento, carretilhamento e operações de abertura de ranhuras para óleo.
A máquina possui características de ajuste adequado, fácil operação e manutenção, trabalho confiável e formato moderno. As guias deslizantes da máquina, por terem sofrido um endurecimento por frequência supersônica, são superiores em durabilidade. Devido à excelente função do sistema de lubrificação por pressão centralizada externa do cabeçote, o aumento da temperatura do mancal principal do fuso da máquina é bastante baixo.
Diferentes estruturas da máquina podem ser escolhidas pelo comprador, por exemplo, para parafusos de avanço métricos ou Whitworth; mostradores métricos e / ou Inglês; volante direito ou esquerdo do tablier; dispositivo de travamento magnético ou por pedal para o fuso principal; parafuso de fixação ou do tipo de travamento excêntrico do nariz do fuso, etc.
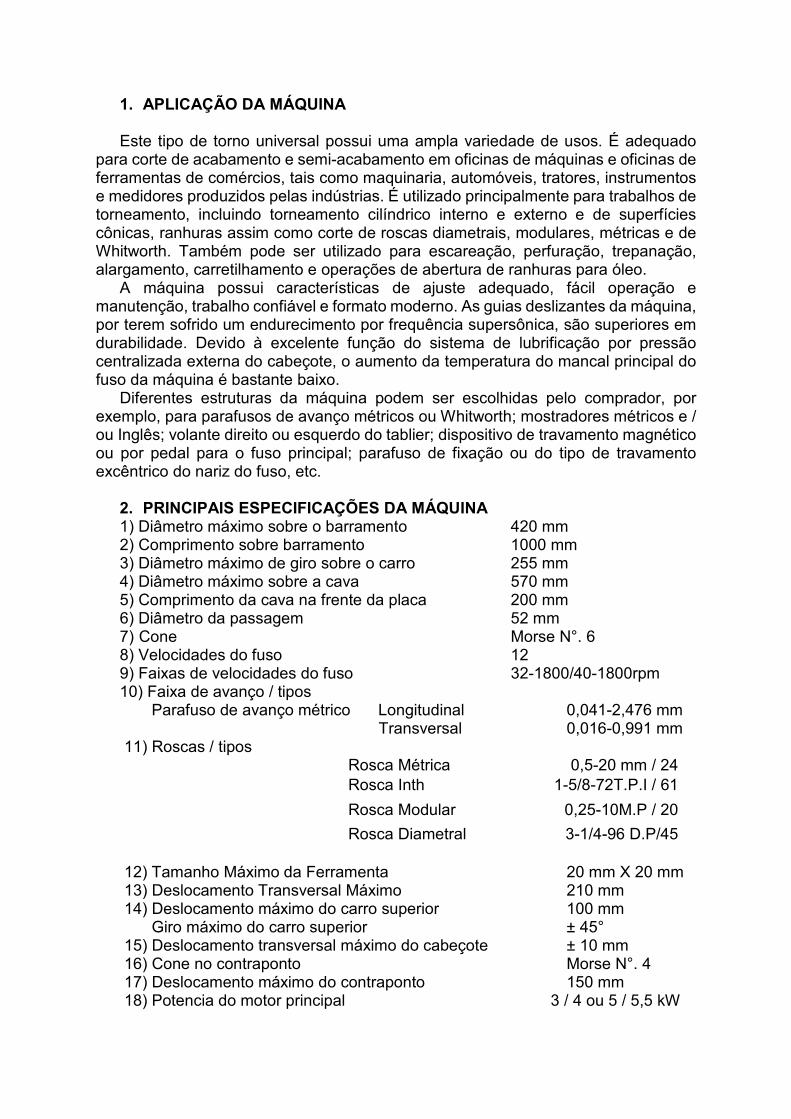
2. PRINCIPAIS ESPECIFICAÇÕES DA MÁQUINA 1) Diâmetro máximo sobre o barramento 420 mm 2) Comprimento sobre barramento 1000 mm 3) Diâmetro máximo de giro sobre o carro 255 mm 4) Diâmetro máximo sobre a cava 570 mm 5) Comprimento da cava na frente da placa 200 mm 6) Diâmetro da passagem 52 mm 7) Cone Morse N°. 6 8) Velocidades do fuso 12 9) Faixas de velocidades do fuso 32-1800/40-1800rpm 10) Faixa de avanço / tipos Parafuso de avanço métrico Longitudinal 0,041-2,476 mm Transversal 0,016-0,991 mm 11) Roscas / tipos
Rosca Métrica 0,5-20 mm / 24 Rosca Inth 1-5/8-72T.P.I / 61
Rosca Modular 0,25-10M.P / 20
Rosca Diametral 3-1/4-96 D.P/45 12) Tamanho Máximo da Ferramenta 20 mm X 20 mm 13) Deslocamento Transversal Máximo 210 mm 14) Deslocamento máximo do carro superior 100 mm
Giro máximo do carro superior ± 45° 15) Deslocamento transversal máximo do cabeçote ± 10 mm 16) Cone no contraponto Morse N°. 4 17) Deslocamento máximo do contraponto 150 mm 18) Potencia do motor principal 3 / 4 ou 5 / 5,5 kW

Velocidade 50Hz: 970 / 1440 ou 720 / 1440 rpm 60Hz: 1170 /1730 ou 870 /1730 rpm
19) Potencia do motor da bomba de lubrificação 120 W Velocidade 1380 / 50Hz; 1680 / 60Hz rpm
20) Motor da bomba de resfriamento energia 40 W Velocidade 2800 / 50Hz; 3360 / 60Hz rpm
21) Correia do tipo V A1905 / A2000 Quantidade 4 22) Dimensões gerais: C 2360 mm L 1000 mm A 1200 mm 23) Peso líquido 1810 Kg
3. MANUSEIO, INSTALAÇÃO & E TESTE DE OPERAÇÃO DA MÁQUINA.
3.1 Manuseio da máquina Quando a máquina for içada por guindaste, certifique-se de içar um volume por
vez, a fim de evitar choques. Quando roletes forem utilizados para o transporte, seus diâmetros devem ser de
70 a 80 mm, e a inclinação do terreno deve ser menor que 15°. Para içar a máquina com um guindaste, utilize um cabo de aço e amarre-o nas
nervuras do barramento. A superfície de contato deve ser forrada com peças de fios de algodão, linho ou madeira. Certifique-se de evitar a colisão das alavancas de operação e da superfície da máquina. O cabeçote móvel e o tablier devem ser movidos para a extremidade direita e travados firmemente ao barramento, de modo a impedi-los de correr. (Fig. 1).
3.2 Instalação da máquina A máquina deve ser montada sobre uma fundação sólida onde nenhuma vibração
possa ocorrer quando ela estiver em funcionamento. Coloque um calço de ferro cuneiforme (bloco de ajuste) perto de cada furo de nivelamento, e prenda a máquina com parafusos de nivelamento. As dimensões da fundação são mostradas na Fig. 2.
Quando a máquina estiver sendo montada sobre uma fundação de concreto, é necessário preparar, de antemão, furos de nivelamento consideravelmente profundos. Se a fundação for um piso de concreto, os furos devem ser profundos o suficiente.
Para a instalação da máquina, um medidor de nível deve ser utilizado para determinar o nivelamento da máquina. Prenda os parafusos de nivelamento com concreto. Depois que o cimento estiver seco e sólido, aperte as porcas dos parafusos de nivelamento uniformemente. Depois de verificar novamente o nível de máquina, despeje cimento sob as colunas de barramento e sele-as.

Fig. 1 Içamento da máquina
Comprimento máximo da peça de trabalho
500 750 1000 1500
C 770 1020 1270 1750
Fig.2 Desenho da fundação
Furo 100 X 100 para parafuso de nivelamento Furo ø50 para tubulação da linha de energia Superfície de aterramento

3.2.1 Nivelamento da máquina Primeiro, mova o carro até o meio do barramento, depois posicione os suportes
das colunas de barramento através do ajuste dos blocos de ferro e aperte os parafusos de nivelamento de modo que ambas as extremidades das guias deslizantes fiquem no mesmo nível. Isso também é necessário para retificar a distorção do barramento. Assim, o medidor de nível deve ser colocado longitudinalmente em a, b, c, d e transversalmente em e e f, em sequência. As leituras máximas em a, b, c e d não devem exceder 3 escalas e em e e f, 2 escalas com a precisão do medidor de nível sendo de 0,02/1000 por escala.
Fig. 3 Nivelamento da máquina
3.2.2 Ajuste de precisão da máquina
Após o nivelamento da máquina, pode-se proceder ao ajuste da precisão de instalação da máquina. Coloque o medidor de nível no carro. Ajuste os calços de ferro de modo que a precisão necessária da máquina seja obtida. Em seguida, aperte os parafusos de nivelamento e a instalação da máquina estará completa. A inspeção da precisão da máquina deve ser realizada do seguinte modo:
a) Remova o carro manual e coloque o medidor de nível transversalmente no carro deslizante. Mova o carro a partir da extremidade esquerda para a posição intermediária e, em seguida, para a extremidade direita do barramento. Anote as leituras. Posicione os suportes de barramento de modo que o erro linear das guias deslizantes no mesmo plano seja menor que 0,04/1000 para todo o comprimento inspecionado.
b) Coloque o medidor de nível longitudinalmente no carro, próximo à superfície de contato com a guia deslizante frontal. Mova o carro a partir da extremidade esquerda para a posição intermediária e, em seguida, para a extremidade direita do barramento. Anote as leituras. Desenhe o diagrama das curvas de movimento do carro. O erro linear da guia deslizante no plano vertical deve ser menor que 0,02 mm para todo o comprimento do barramento.
3.3 Teste de operação da máquina
Antes de utilizar a máquina, leia atentamente as indicações sobre a construção da máquina, controle e sistema de lubrificação, e verifique as condições de trabalho de todas as peças manualmente.
Antes de conectar o equipamento à rede elétrica da oficina, verifique se o sistema elétrico está em perfeita ordem, especialmente no que diz respeito à umidade. Depois que a máquina estiver conectada à rede elétrica, verifique se o motor funciona na direção correta. Se tudo estiver funcionando corretamente, prossiga com o teste de operação sem carga. A máquina deve funcionar sem percalços com lubrificação completa e travamento confiável.

4. SISTEMA DE DIREÇÃO DA MÁQUINA 4.1 Direção principal da máquina
A energia do motor de velocidade dupla é transmitida ao cabeçote através das polias e das correias V. 12 diferentes etapas de velocidades de fuso podem ser obtidas através das engrenagens de transmissão no cabeçote com punhos.
Diferentes velocidades de fuso são mostradas na Tabela 1.
Quando um motor de 3 / 4,5 kW é utilizado, 2 grupos de velocidades podem ser obtidos para frequência diferente da rede elétrica.
Posição das
alavancas Velocidade do Fuso 50Hz
Quanto um motor de 3 / 4,5 kW é utilizado, 2 grupos de velocidades podem ser obtidos
alterando-se o diâmetro das polias. Posição das
alavancas Velocidade do Fuso 50Hz
4.2 Trem de avanço da máquina (Vide Tabela 2)
O trem de avanço adota engrenagens de mudança de transmissão para fácil operação. A construção da caixa de avanço garante funções perfeitas.
Quando diferentes tipos de roscas forem cortados, apenas mova as engrenagens duplicadas na direção da posição de engate indicada na placa de indicação da rosca; podem ser produzidos diferentes tamanhos de roscas, assim como diferentes avanços transversais e longitudinais.
Uma vez que uma variedade satisfatória de roscas pode ser cortada sem as engrenagens de mudança, já não disponibilizamos quaisquer engrenagens de mudança.

Engrenagens de mudança
Nível
Tabela 2
Nota do tradutor: os números da tabela acima estão em notação norte-americana.

5. AJUSTE DAS PRINCIPAIS ESTRUTURAS DA MÁQUINA 5.1 Barramento
A peça de barramento da máquina consiste do barramento e das colunas de barramento, frontal e traseira, unidas através de parafusos. As guias deslizantes da máquina, por terem sofrido um endurecimento por frequência supersônica, são superiores em durabilidade. O motor de velocidade dupla, o dispositivo de travamento e o tanque de óleo estão situados dentro da coluna de barramento frontal. O aparelho elétrico está situado atrás do barramento. Há um sistema de resfriamento dentro da coluna traseira.
5.2 Cabeçote
Com a combinação de engrenagens duplas e triplas dentro do cabeçote e um modo de velocidade dupla é possível obter 12 etapas de velocidades do fuso.
O mancal frontal que apóia o fuso é um rolamento cilíndrico de linha dupla; um rolamento cônico de linha única e um rolamento axial único são utilizados como apoio traseiro (Vide Fig. 4.)
As folgas do mancal traseiro e do mancal frontal foram devidamente definidas antes da entrega. Quando as folgas se tornarem grandes após um longo período de operação, um ajuste deve ser realizado conforme segue:
A folga do mancal frontal deve ser ajustada através das Porcas 1 e 2. Se a folga for muito grande, primeiro solte o parafuso de travamento na Porca 2 e, depois, solte a Porca 1; após isso, aperte a Porca 2 de modo que o mancal obtenha um deslocamento axial ao longo do cone de 1:12. Como resultado, a folga será reduzida. Após obter uma folga apropriada, aperte o parafuso de travamento na Porca 2 (Fig. 5).
Para ajustar a folga dos mancais traseiros, solte o parafuso de travamento da Porca de Contenção 3, na parte traseira do fuso. Aperte a porca e mova o mancal para a direita até que a folga seja reduzida. Quando a folga for adequada, aperte o parafuso de travamento na Porca 3.
A adoção de um nariz de fuso do tipo flange padrão garante um posicionamento preciso, fácil montagem dos mandris e trabalho confiável. 5.3 Caixa de avanço
A caixa de avanço é uma caixa selada. Direções diferentes podem ser obtidas através da junção de engrenagens de mudança opcionais e da variação da taxa de transmissão na caixa de avanço através da mudança da posição dos punhos da caixa de avanço. Roscas de diferentes tamanhos podem ser cortadas através do parafuso de avanço. Diferentes avanços longitudinais e transversais podem ser obtidos através do eixo de avanço.
5.4 Tablier O tablier é movido através do eixo de avanço ou do volante para a maioria dos
trabalhos de corte, exceto para corte de parafusos. Quando o eixo de avanço é utilizado, o avanço longitudinal ou transversal pode ser efetuado girando o Punho 9 (Fig. 8), conforme indicado pela placa de sinal. Ao cortar parafusos, utilize a Alavanca 19 para fechar a meia-porca. Para evitar que o eixo de avanço e o parafuso de avanço sejam engatados ao mesmo tempo, um dispositivo interligado é montado no tablier. Ele possui operação fácil e confiável.

A fim de evitar que a máquina sofra danos causados por sobrecarga, um dispositivo de segurança contra sobrecarga é instalado na extremidade do tablier. Quando a máquina estiver em sobrecarga, a junção do dispositivo desengata automaticamente, de modo que o carro para de se mover. Após a carga ser reduzida, ela pode ser engatada novamente através da Alavanca 12 (Fig. 8).
Tanto o volante manual direito quanto o esquerdo estão disponíveis. (O volante manual direito é fornecido de acordo com o contrato). 3 2 1
Fig. 4 Estrutura dos componentes do fuso 5.5 Porta-ferramenta
O porta-ferramenta é montado na corrediça de ferramenta. O molde pode ser fixado ao torno girando o Punho 15 (Fig. 8) em sentido horário. Ao girá-lo em sentido anti-horário, o porta-ferramenta pode ser girado para o ângulo desejado.
Ajuste da folga entre o parafuso de avanço transversal e a porca (Fig. 5): Os parafusos 1 e 3 são utilizados para fixar a porca no carro transversal. Por via de
regra, eles não devem ser soltos. Se a folga for muito grande, primeiro solte o Parafuso 1, depois gire o Parafuso 2 em sentido horário, ao mesmo tempo, gire o parafuso de avanço transversal na direção de avanço ou recuo até que a folga esteja adequada. Por fim, aperte o Parafuso 1.
5.6 Contraponto O travamento do contraponto é realizado através da Alavanca do Eixo Excêntrico
1 (Fig. 6). Quando a força que age sobre o cabeçote móvel for muito grande, aperte também o Eixo de travamento excêntrico 2, localizado atrás do cabeçote móvel, para travamento auxiliar.
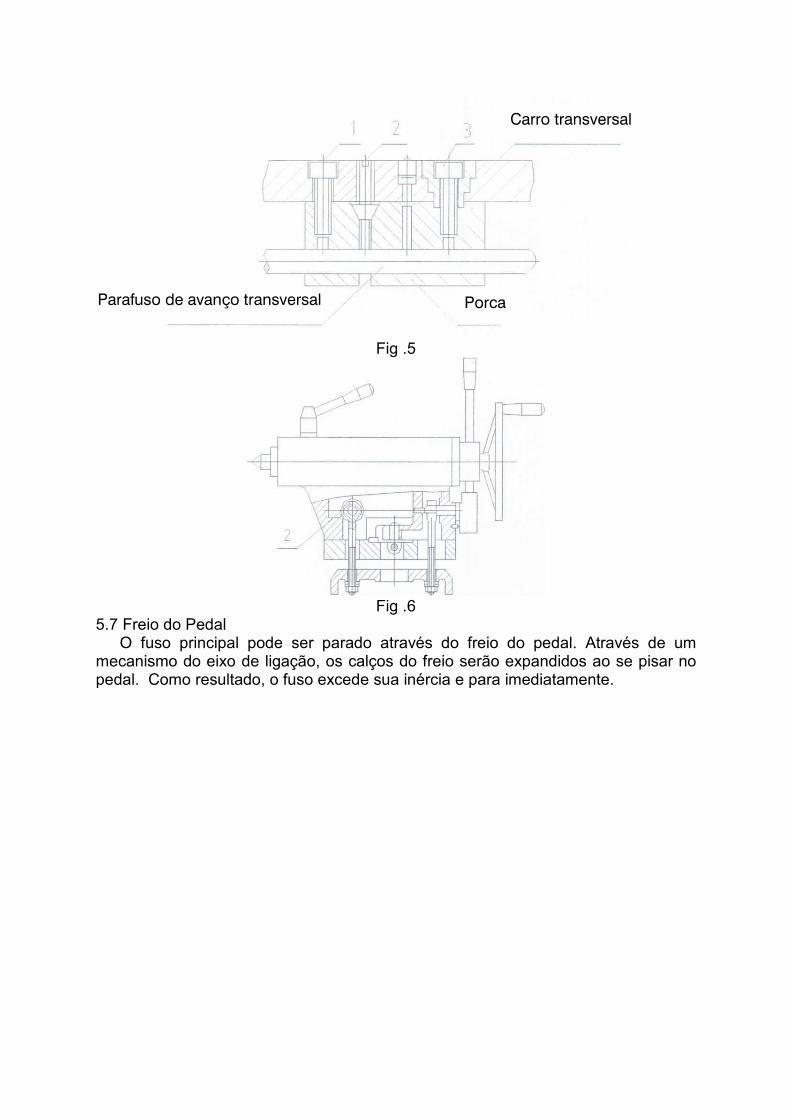
Fig .5
Fig .6 5.7 Freio do Pedal
O fuso principal pode ser parado através do freio do pedal. Através de um mecanismo do eixo de ligação, os calços do freio serão expandidos ao se pisar no pedal. Como resultado, o fuso excede sua inércia e para imediatamente.
Carro transversal
Parafuso de avanço transversal Porca

Fig. 7
Calço do freio
Eixo de ligação
Pedal

6. OPERAÇÃO DA MÁQUINA
Fig. 8 Diagrama do Sistema de Operação
Instruções para a função dos elementos de operação Tabela 3 Nº. de série Descrição e função
1, 3 Punho de seleção de passos ou avanços 2 Punho de mudança de direção de avanço
4, 6 Alavanca de seleção de velocidade do fuso 5 Punho de conexão do eixo de avanço ou do parafuso de avanço 7 Botão de parada geral 8 Botão de deslocamento 9 Punho de conexão do eixo de avanço ou do parafuso de avanço 10 Interruptor do motor de velocidade dupla 11 Volante manual de movimento longitudinal manual do carro 12 Punho de movimento transversal manual do carro 13 Alavanca de fixação do porta-ferramenta 14 Punho de movimento transversal manual do carro 15 Alavanca de fixação do porta-ferramenta 16 Alavanca de avanço longitudinal automático 17 Parafuso de travamento do carro 18 Punho de movimento manual do porta-ferramenta 19 Alavanca de conexão da meia-porca com o parafuso de avanço 20 O mesmo que o N°. 11 21 Pedal do dispositivo de freio (extra) 22 Alavanca de travamento do bocal do cabeçote móvel 23 Parafuso de definição do deslocamento transversal do cabeçote móvel 24 Alavanca de travamento do cabeçote móvel ao barramento 25 Volante manual de movimento longitudinal do bocal do cabeçote móvel

Precauções quanto à operação da máquina:
Antes de operar a máquina, verifique a lubrificação de todas as peças móveis. Certifique-se de que a alavanca de partida esteja na posição neutra. Ligue a fonte de energia e o indicador irá acender. Depois, pressione o botão da bomba de lubrificação. Apenas quando o óleo estiver visível no indicador de óleo do cabeçote é que o motor poderá ser ligado.
1) Esteja suficientemente familiarizado com o sistema de direção da máquina, as funções e a sequência de mudança de todos os punhos ou alavancas de operação antes de operar a máquina.
2) Verifique a precisão da posição da alavanca. Certifique-se de que as alavancas estejam em uma posição fixa.
3) Todas as posições das alavancas devem ser mudadas somente após a máquina ter sido parada, com exceção da alavanca do interruptor do motor de velocidade dupla (acima da coluna frontal do barramento).
7. LUBRIFICAÇÃO DA MÁQUINA Para assegurar a operação eficiente da máquina e, desta forma, estender sua vida
útil, é necessário manter todas as peças móveis sob lubrificação adequada. O cabeçote é lubrificado com um sistema de lubrificação por pressão centralizada
externa. Uma bomba cicloidal e um tanque de óleo são montados dentro da coluna frontal do barramento. O óleo de lubrificação é bombeado pela bomba cicloidal e segue através de um filtro até um distribuidor no cabeçote, que lubrifica todas as peças móveis e os mancais. As condições de lubrificação podem ser observadas a partir do indicador de óleo na parte frontal do cabeçote.
Ao lubrificar, primeiro remova o parafuso na tampa do furo de vazamento na cobertura do cabeçote. Derrame nele o óleo de lubrificação adequado, o qual irá fluir para o tanque através de um furo na parte inferior do cabeçote. Controle a quantia de óleo observando o indicador de óleo no tanque. O óleo pode ser descartado para troca removendo a tampa na parte mais baixa do tanque.
As engrenagens, mancais, garfos e outras peças móveis na caixa de avanço são lubrificados borrifando óleo com viradores. Remova a tampa na parte superior da caixa de avanço. Abasteça com óleo até a marca no indicador. Se o óleo tiver de ser descartado para troca, apenas remova a tampa em uma das laterais da caixa de avanço.
As peças móveis no tablier também são lubrificadas através do borrifo de óleo com viradores. Também há um indicador de óleo e uma tampa para o tablier. O carro e as guias deslizantes são lubrificados por injeção direta de óleo ou por lubrificadores. Favor observar frequentemente as condições de lubrificação.
Ao utilizar a bomba de óleo manual extra, certifique-se de verificar frequentemente o nível do óleo no tablier, e reabasteça-o quando necessário.
Quanto às exigências de lubrificação da máquina, favor consultar o Diagrama de Lubrificação da Máquina (Fig. 9).

O Óleo Purificado N32 deve ser utilizado para a lubrificação da máquina, com sua viscosidade sendo de 28,8 – 35,2 cst (40°C) (análogo ao ISO VG68). Isso pode variar um pouco de acordo com as condições de trabalho.
Fig. 9
Indicador Indicador
Indicador
Avanços do óleo de acordo com os indicadores
Avanços do óleo a cada turno

Tabela 4
Detalhes de lubrificação N°. de série
Peças lubrificadas N°. Furo Tipo de óleo Período de reabastecimento
Período de troca
1 Parafuso de avanço, eixo de avanço, mancais.
2 Óleo de motor Uma vez a cada turno
2 Superfície deslizante entre o carro e o barramento.
4 Óleo de motor Uma vez a cada turno
3 Porca de avanço transversal
1 Óleo de motor Uma vez a cada turno
4 Cabeçote móvel 2 Óleo de motor Uma vez a cada turno
5 Carro superior 2 Óleo de motor Uma vez a cada turno
6 Carro transversal 2 Óleo de motor Uma vez a cada turno
7 Punho de avanço transversal
1 Óleo de motor Uma vez a cada turno
8 Volante de avanço longitudinal
1 Óleo de motor Uma vez a cada turno
9 Tablier 1 Óleo de motor 68#
De acordo com o indicador
6 meses
10 Caixa de avanço 1 Óleo de motor 68#
De acordo com o indicador
11 Cabeçote 1 Óleo de motor 68#
De acordo com o indicador
6 meses

Regras de Segurança (para eletricidade)
1. Instalação da fiação 1) A instalação da fiação deve ser realizada por eletricistas profissionais. 2) Antes de instalar a fiação, certifique-se de que a energia esteja desligada ou, de
outro modo, choques elétricos podem ocorrer. 3) Certifique-se de que o número da fase, a tensão nominal, a frequência e a
capacidade elétrica sejam consistentes com as exigências da máquina. 4) Não compartilhe a fiação elétrica com máquinas de forja ou guindastes ou, de
outro modo, a máquina poderá não funcionar adequadamente, ou mesmo ser danificada.
2. Operação 1) Certifique-se de que a porta do gabinete elétrico esteja totalmente fechada. 2) Certifique-se de que os interruptores de operação, especialmente o botão de
emergência, estejam livres de impedimentos. Opere os interruptores e botões no painel de forma correta.
3) Não toque em cabos, gabinete elétrico ou interruptores com as mãos molhadas. 4) Quando uma situação de emergência ocorrer, pressione o botão de emergência
ou desligue o interruptor principal imediatamente. 5) Se um corte momentâneo de energia ocorrer por causa de problemas elétricos ou
relâmpagos, a fiação elétrica deve ser desligada. 6) Não toque a lâmpada de trabalho da máquina, uma vez que ela fica muito quente
após um período de trabalho. 7) Quando uma peça estiver sendo cortada, não abra a cobertura da engrenagem de
mudança, a cobertura do mandril ou a cobertura da torre, pois isso poderá resultar em corte súbito de energia.
3. Manutenção 1) A manutenção do sistema elétrico somente deve ser realizada por eletricistas
profissionais. 2) Desligue a energia da máquina antes de iniciar a manutenção. 3) Não é permitido o uso de fios de fusíveis, relês térmicos e disjuntores que
excedam as especificações estipuladas. 4) Após a ocorrência de um problema na máquina, somente quando o referido
problema for completamente resolvido é que a energia poderá ser ligada novamente.
5) Não é permitida a mudança da instalação da fiação do sistema elétrico da máquina sem o consentimento dos técnicos profissionais de nossa empresa.
6) Mantenha o gabinete elétrico na direção devida. Remova a poeira e mantenha-o limpo.
4. Tratamentos dos elementos danificados 1) Os elementos elétricos comuns que forem danificados podem ser tratados como
lixo industrial. 2) Baterias e outros elementos danificados podem ser tratados de acordo com as
regulamentações ou leis locais.

Sistema Elétrico da Máquina 1. Ambiente de Trabalho Tensão da rede elétrica: fio de entrada de energia 3Φ, 60Hz., 380V±10% & 220V±10%, 15kVA, 50A, 6mm2. Temperatura ambiente: 5°C < T < 40 °C Umidade relativa: < = 70% (20°C) Localização: < =1000 m (acima do nível do mar), interno (sem poeira ou gás corrosivo, baixa solução orgânica ou líquida condensada no ar). 2. Características da energia Circuito principal: 3Φ, 60Hz., ~380V & 220V - Circuito de controle: AC 110V Lâmpada de trabalho: AC24V Luz indicadora: AC110V 3. Operação do sistema elétrico Conecte o cabo de energia e o fio de aterramento de proteção (o terminal marcado com PE), de acordo com o diagrama de conexão do sistema elétrico. Feche o gabinete elétrico. Ligue o interrptor principal QS1. O indicador verde HL acende. Isso indica que a máquina está com energia. Somente quando a alavanca de operação for girada para a posição neutra, o SQ2, 3 estiver na posição normal, isto é, na posição contínua, e o relê intermediário for eletrificado e mantido ligado, é que o motor principal poderá ser iniciado. Ao girar a alavanca de operação para cima, o KM1 é eletrificado e o fuso opera em modo de avanço. Ao girar a alavanca de operação para baixo, o KM2 é eletrificado e o fuso opera em modo de recuo. Ao pressionar o botão SB2, o fuso pode ser deslocado para frente. Ao girar o SA2 para a posição LIGADA, o KM3 é eletrificado e a bomba de resfriamento começa a operar. Ao girar o SA2 para a posição DESLIGADA, a energia do KM3 é desligada e a bomba de resfriamento para de operar. Caso alguma situação inesperada ocorra, apenas pressione o botão vermelho de emergência em forma de cogumelo SB1, todas as bobinas dos contatores e relês terão as energias desligadas e o fuso e o motor da bomba de resfriamento irão parar de funcionar rapidamente. 4. Manutenção da máquina O desenho principal do sistema elétrico e a lista de elementos elétricos podem ser consultados para a manutenção da máquina.

Caixa da fiação de entrada de energia
Fiação de entrada de energia
Transformador TC Caixa elétrica
Nota: O fio pré-ligado de entrada do transformador é de 380V; se o fio de entrada de energia for de 220V, o fio de entrada do transformador deve ser trocado para um de 220V.
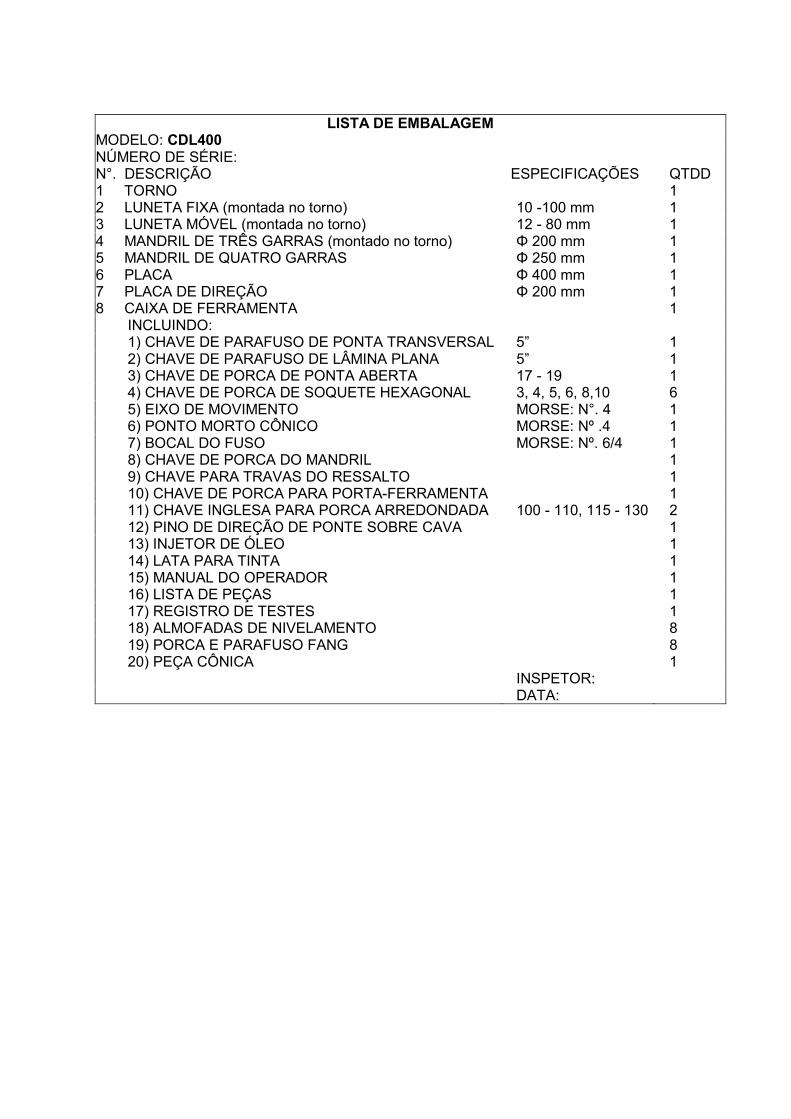
LISTA DE EMBALAGEM MODELO: CDL400 NÚMERO DE SÉRIE: N°. DESCRIÇÃO ESPECIFICAÇÕES QTDD 1 TORNO 1 2 LUNETA FIXA (montada no torno) 10 -100 mm 1 3 LUNETA MÓVEL (montada no torno) 12 - 80 mm 1 4 MANDRIL DE TRÊS GARRAS (montado no torno) Φ 200 mm 1 5 MANDRIL DE QUATRO GARRAS Φ 250 mm 1 6 PLACA Φ 400 mm 1 7 PLACA DE DIREÇÃO Φ 200 mm 1 8 CAIXA DE FERRAMENTA 1
INCLUINDO: 1) CHAVE DE PARAFUSO DE PONTA TRANSVERSAL 5” 1 2) CHAVE DE PARAFUSO DE LÂMINA PLANA 5” 1 3) CHAVE DE PORCA DE PONTA ABERTA 17 - 19 1 4) CHAVE DE PORCA DE SOQUETE HEXAGONAL 3, 4, 5, 6, 8,10 6 5) EIXO DE MOVIMENTO MORSE: N°. 4 1 6) PONTO MORTO CÔNICO MORSE: Nº .4 1 7) BOCAL DO FUSO MORSE: Nº. 6/4 1 8) CHAVE DE PORCA DO MANDRIL 1 9) CHAVE PARA TRAVAS DO RESSALTO 1 10) CHAVE DE PORCA PARA PORTA-FERRAMENTA 1 11) CHAVE INGLESA PARA PORCA ARREDONDADA 100 - 110, 115 - 130 2 12) PINO DE DIREÇÃO DE PONTE SOBRE CAVA 1 13) INJETOR DE ÓLEO 1 14) LATA PARA TINTA 1 15) MANUAL DO OPERADOR 1 16) LISTA DE PEÇAS 1 17) REGISTRO DE TESTES 1 18) ALMOFADAS DE NIVELAMENTO 8 19) PORCA E PARAFUSO FANG 8 20) PEÇA CÔNICA 1
INSPETOR: DATA:

9. LAUDO DE SEGURANÇA 5-LT-CDL400-A 9.1 DESCRITIVO SEGURANÇA
Este descritivo tem como objetivo relatar a conformidade do equipamento “Torno Universal CDL400”, com as normas aplicáveis. 9.2 REFERÊNCIAS
NR 12 – 17 dezembros 2010 – Segurança no Trabalho em Máquinas e Equipamentos; 9.3 DEFINIÇÕES
Torno é uma máquina-ferramenta permite a usinagem de variados componentes mecânicos: possibilita a transformação do material em estado bruto, em peças que podem ter seções circulares, e quaisquer combinações destas seções. NR – Norma Regulamentadora do Ministério do Trabalho e Emprego; ABNT – Associação Brasileira de Normas Técnicas. IEC – International Electrotechnical Commission. 9.4 ANÁLISE DE RISCO 9.4.1 Principais Riscos
Projeção de materiais (fragmentos ou partículas), corte (por materiais ou na ferramenta), contato com superfícies a temperaturas extremas, agarramento, arrastamento, esmagamento, exposição ao ruído, associados à iluminação, riscos eléctricos, desrespeito pelos princípios ergonómicos, contato com materiais ou substâncias, exposição a contaminantes químicos, queda. 9.4.2 Condições Perigosas
Aparas resultantes da usinagem da peça, fixação incorreta da peça, esquecimento da remoção da chave de fixação dos grampos (torno), ruptura da ferramenta, utilização inadequada da máquina (ex.: maquinação de peças com dimensões não suportadas pela máquina), acesso à ferramenta, contato com aparas resultantes da usinagem (projeção para os olhos, corpo ou remoção da apara junto da área de corte), contato com a peça após ser usinada (encontra-se quente), sobreaquecimento /defeito da ferramenta, utilização de roupa larga e acessória, queda de material sobre os pés, contato com a ferramenta em rotação, com engrenagens não protegidas ou outros elementos em movimento, ruído provocado pela maquinação da peça, efeito estroboscópio, iluminação do posto de trabalho insuficiente, contato com partes ativas, contato da pele com óleos de corte, contaminação do ambiente com névoas provenientes do aquecimento dos óleos de corte, pavimento com aparas, desorganização e falta de segurança no espaço de trabalho (ex.: máquinas muito próximas umas das outras, espaço de trabalho obstruído, etc.), localização incorreta dos comandos de acionamento, más posturas, movimentação de cargas excessivas 9.5 CATEGORIA DE SEGURANÇA
Levando em consideração os dados levantados, os tornos com as normas aplicáveis é considerada no mínimo categoria 3, conforme ABNT NBR 14009:1998 e de acordo com a ABNT NBR 14153:1998.
A categoria de segurança é definida conforme item 12.39 da NR12 de 17 de dezembro de 2010. 9.6 MEDIDAS DE PREVENÇÃO
Equipar as máquinas com sistemas de proteção: Proteção móvel articulada (Zona 1) e do carro longitudinal(Zona 2), proteção
na zona do fuso(Zona 3), e proteção fixa na parte traseira Todos os órgãos de transmissão (correias, polias, engrenagens) devem estar
dotados de protetores fixos resistentes. Dotar as máquinas com dispositivo de paragem de emergência sob a forma de
barra, que deve estar acessível ao longo de toda a máquina. As zonas de operação das máquinas CNC, CN ou automáticas devem estar
totalmente fechadas durante a mecanização da peça (só devem existir aberturas para introduzir e retirar as peças e para remover limalhas)
Os comandos das máquinas devem estar dispostos de forma a que o operador os identifique, distinga e alcance facilmente e sem se colocar em perigo.
Ligar as máquinas e equipamentos eléctricos à terra e proteger o circuito eléctrico com disjuntores; o quadro eléctrico deve ser conservado em bom estado, sem humidade e protegido de poeiras e outros resíduos
Proteger os cabos eléctricos contra cortes ou danos provocados por limalhas ou ferramentas
As fontes emissoras de ruído (órgãos de transmissão) devem ser encapsuladas
As máquinas devem ser mantidas em bom estado de conservação e limpeza As máquinas nunca devem ser colocadas junto a paredes ou em cantos
(aumenta o ruído por elas produzido) As máquinas devem possuir um sistema de iluminação integrada e a
iluminação ambiente deve ser adequada às necessidades do local e das tarefas a desempenhar
O local de trabalho deve possuir sistemas de ventilação ambiente Sempre que se revele necessário devem ser instalados dispositivos de
aspiração localizada (para evitar o contato com névoas de óleo mineral) Estabelecer procedimentos de trabalho seguros e formar e informar os
trabalhadores no sentido de os adoptarem na realização das tarefas: Remoção da chave de fixação dos grampos após aperto Limpeza da máquina com o equipamento desligado Fixar sempre no contraponto peças de longa dimensão Nunca utilizar ar comprimido para limpar a máquina ou as roupas; utilizar,
escovas ou sistemas de aspiração. Não remover as limalhas diretamente com as mãos, utilizar ferramentas
adequadas. Antes de colocar a máquina em funcionamento verificar o aperto das peças e
colocar as proteções acionar o STOP de emergência caso se verifique alguma anomalia no funcionamento da máquina
Utilizar os EPI´s disponibilizados: Luvas de proteção sempre que se justifique (ex.: manusear a peça trabalhada,
fixar a peça na máquina, etc.) Roupa de trabalho adequada: com manguitos, justa ao corpo e sem acessórios
pendurados. Calçado de proteção (botas com biqueira e sola de aço)

Óculos de proteção (em material resistente e que protejam lateralmente) Auriculares ou abafadores (devidamente dimensionados) Nunca anular as proteções das máquinas Nunca operar a máquina para além dos limites estabelecidos pelo fabricante Nunca operar estas máquinas sob o efeito de álcool ou medicamentos que
possam alterar as condições físicas e de alerta Colocar uma bacia de retenção na parte inferior da máquina para recolha dos
resíduos do óleo de corte e limalhas As peças em bruto e as maquinadas devem ser empilhadas e arrumadas de
forma estável, segura e ordenada; utilizar contentores adequados para as peças de menor dimensão.
Organizar corretamente o lay-out das máquinas: estas não devem ser colocadas alinhadas umas em frente às outras (pode haver projeção de material para outros operadores)
Delimitar os postos de trabalho através de marcações e caso haja a necessidade de estarem vários postos de trabalho muito próximos, colocar painéis protetores.
Sinalizar o posto de trabalho com a obrigatoriedade de utilizar calçado, auriculares e óculos de segurança.
Disponibilizar meios de extinção adequados, nomeadamente extintores. Disponibilizar carros elevatórios para o transporte de peças (matéria-prima ou
elementos das máquinas) 9.7 MEDIDAS DE PROTEÇÃO 9.7.1 Proteção da Zona 1 - Placa A proteção é móvel com um interruptor de posição duplo canal de ação positiva (2), conforme Norma ABNT NBR NM 273:2002 e itens 12.38 a 12.55 da NR12 de 17 de dezembro de 2010, monitorado por rele de segurança duplo canal (fig. 1), que garante o desligamento da torno em caso de abertura da proteção.
Figura 1 – Proteção da Placa

9.7.2 Proteção da Zona 2 - Carro A proteção é móvel com um interruptor de posição duplo canal de ação positiva (2), conforme Norma ABNT NBR NM 273:2002 e itens 12.38 a 12.55 da NR12 de 17 de dezembro de 2010, monitorada por rele de segurança duplo canal (fig. 2), que garante o desligamento do torno em caso de abertura da proteção (figura 2).
Figura 2 – Proteção do Carro
9.7.3 Proteção da Zona 3 - Fuso A proteção é fixa com tubo telescópico (fig. 3).
Figura 3 – Proteção do Fuso
9.7.4 Proteção da Zona 4 - Engrenagens A proteção móvel porta engrenamento (fig. 4).

Figura 4 – Proteção do Engrenamento
9.7.5 Proteção Contra Choque Elétrico
O “Torno Universal CDL400” possui proteção do painel fechada com chave, para seu circuito elétrico de segurança atende o item 12.36 da NR12 de 17 Dezembro de 2010 (Figura 5).
O “Torno Universal CDL400” possui sua estrutura e circuitos interligados através um condutor que deverá ser aterrado conforme NR-10 e ABNT NBR 5410, conforme itens 12.14 e 12.15 da NR12 de 17 de dezembro de 2010.
A Chave geral do “Torno Universal CDL400” possui sistema de bloqueio (lock-out), conforme itens 10.5, 10.10.1b e glossário item 12 da NR-10. Este sistema possibilita bloquear a chave com cadeado isolando a fonte de energia, garantindo que a máquina não será ligada durante a manutenção (Figura 5).
Figura 5 – Chave Porta do QG

9.8 PARADA DE EMERGÊNCIA
O “Torno Universal CDL400” possui um dispositivo de parada de emergência (Botoeira Cogumelo com trava) de duplo canal com ruptura positiva (conforme IEC 60947-5-1:1992) monitorada por relé de segurança (fig. 8) que garante a efetividade da parada no caso de necessidade de parada de emergência conforme e itens 12.56 a 12.63 da NR12 de 17 de dezembro de ‘2010 e item 5.2.1.3 do Anexo VI da NR12 de 17 de dezembro de 2010.
Em caso de acionamento da parada de emergência, existe a necessidade de destravar a botoeira e acionar o botão de RESET do “Torno Universal CDL400”. Somente após esta operação é possível religar, conforme item 4.1.11 da Norma ABNT NBR 13759:1996 e item 12.63 da NR12 de 17 de dezembro de 2010. O botão de parada de emergência possui grau de proteção IP 55 e está posicionado de forma a permitir fácil acesso, sem riscos e possui a cor vermelha com uma superfície posterior ao mesmo na cor amarela, conforme figura 7.
Figura 7 – Botão de Emergência
O “Torno Universal CDL400” possui 2 contatores em série conforme item 12.37
da NR12, monitorados por rele de segurança (fig.7) que também monitora as chaves da proteção da castanha e do carro.
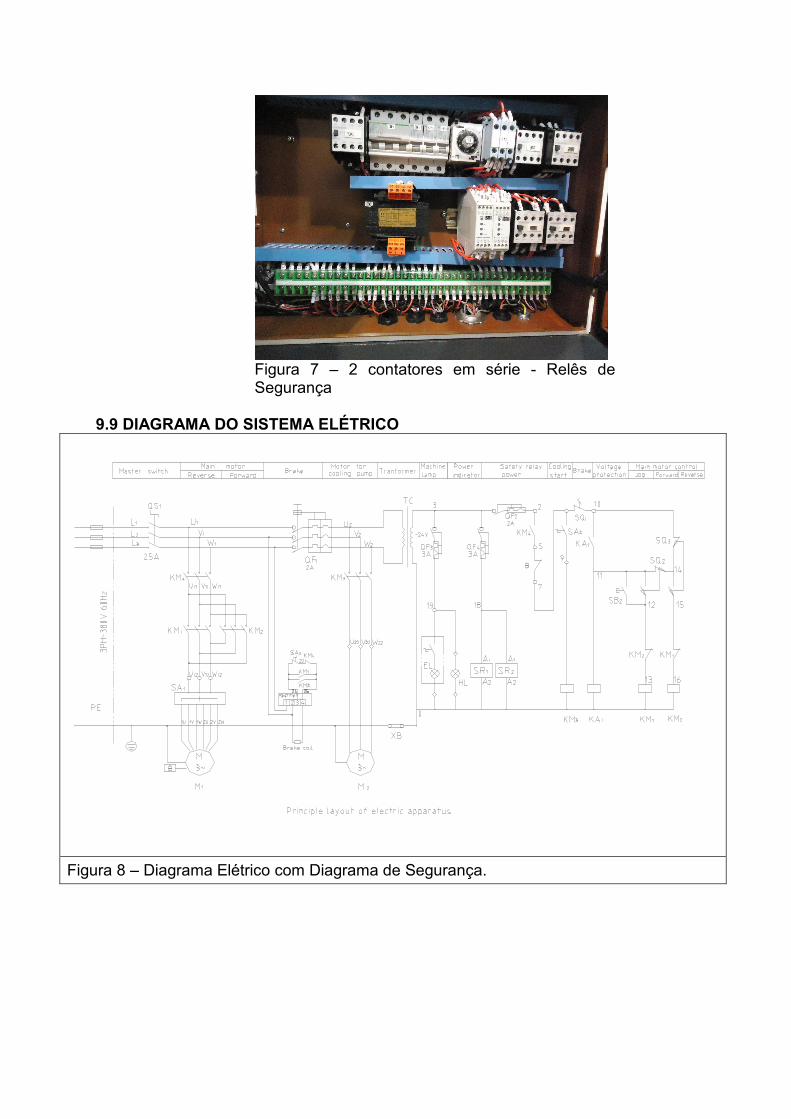
Figura 7 – 2 contatores em série - Relês de Segurança
9.9 DIAGRAMA DO SISTEMA ELÉTRICO
Figura 8 – Diagrama Elétrico com Diagrama de Segurança.

Figura 8A – Diagrama Elétrico com Diagrama de Segurança.
9.10 O MANUAL DE INSTRUÇÕES
O “Torno Universal CDL400” possui além das informações habituais, todas as informações de uso requeridas pelos itens 12.127 e 12.128 da NR12 de 17 de dezembro de 2010. 9.11 IDENTIFICAÇÃO
O “Torno Universal CDL400” possui identificação indelével e de fácil visualização em acordo com o item 12.123 da NR12 de 17 de dezembro de 2010, contendo as seguintes informações: - Empresa, endereço, modelo, ano, peso, e número de série: 9.12 CONCLUSÃO
O “Torno Universal CDL400” é importada por Ferramentas Gerais Comércio e Importação S/A atende à NR12 de 17 de dezembro de 2010. 9.13 SINAIS DE SEGURANÇA



9.14 ANEXO


















