
UNIVERSIDADE DE SÃO PAULO (USP) ESCOLA DE...
53
UNIVERSIDADE DE SÃO PAULO (USP) ESCOLA DE ENGENHARIA DE LORENA (EEL) DOUGLAS VANDERLEY NANES SCHIMIDT Testes de oxidação cíclica e isotérmica em ligas Nb-Si-B com revestimento de Fe-Cr-Si depositado via Halide Activated Pack Cementation Lorena – São Paulo 2013
Transcript of UNIVERSIDADE DE SÃO PAULO (USP) ESCOLA DE...
UNIVERSIDADE DE SÃO PAULO (USP)
ESCOLA DE ENGENHARIA DE LORENA (EEL)
DOUGLAS VANDERLEY NANES SCHIMIDT
Testes de oxidação cíclica e isotérmica em ligas Nb-Si-B com revestimento de Fe-Cr-Si
depositado via Halide Activated Pack Cementation
Lorena – São Paulo
2013


DOUGLAS VANDERLEY NANES SCHIMIDT
Testes de oxidação cíclica e isotérmica em ligas Nb-Si-B com revestimento de Fe-Cr-Si
depositado via Halide Activated Pack Cementation
Trabalho de Graduação apresentado à
Escola de Engenharia de Lorena da
Universidade de São Paulo para obtenção do
título de Engenheiro de Materiais.
Orientador: Prof. Dr. Gilberto Coelho
Lorena
2013
iv
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL
DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU
ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A
FONTE.
Ficha Catalográfica
Elaborada pela Biblioteca Especializada em Engenharia de Materiais
USP/EEL
Schimidt, Douglas Vanderley Nanes Schimidt
Testes de oxidação cíclica e isotérmica em ligas Nb-Si-B
com revestimento de Fe-Cr-Si depositado via Halide Activated
Pack Cementation./ Douglas Vanderley Nanes Schimidt;
Orientador Gilberto Carvalho Coelho -- Lorena, 2013.
53 f.: il.
Trabalho apresentado como requisito parcial para obtenção
do grau de Engenheira de Materiais – Escola de Engenharia de
Lorena - Universidade de São Paulo.
1. Pack Cementation; 2. Ligas de nióbio; 3. Testes de
oxidação; I. Título.
CDU 669.018
v
AGRADECIMENTOS
Agradeço primeiramente aos meus pais, Itajacy e Maurício, por me fazerem a pessoa
que sou hoje, por toda a sua dedicação, apoio e carinho. Ao meu irmão, Diego, que sempre
esteve do meu lado e sempre me deu apoio. E a todos meus parentes que desejaram essa
formação tanto quanto eu.
Agradeço à minha namorada e amiga, Mônica, por ter me acompanhado durante toda a
graduação, por seu apoio e dedicação à mim, pelo seu amor e companheirismo.
Obrigado a todos os integrantes do grupo PHASE do DEMAR pela ajuda em
experimentos e solução de dúvidas ao longo da graduação, em especial aos professores
Gilberto e Carlos, agradeço à Universidade de São Paulo pela formação. Obrigado a todos que
ajudaram durante o período em Nancy, na Universidade Henri Poincaré. Agradeço também a
todos meu amigos que estiveram ao meu lado, nos bons e maus momentos na cidade de
Lorena.

vi

vii
Dedico à minha mãe, que leria cada
palavras desse trabalho.

viii

ix
Quem perde seus bens perde muito;
quem perde um amigo perde mais; mas quem
perde a coragem perde tudo.
Miguel de Cervantes
x

xi
RESUMO
Ligas a base de nióbio apresentam grande potencial para substituir superligas a base de
níquel em trabalhos em altas temperaturas. Porém, elas apresentam baixa resistência contra
oxidação sendo necessário aplicar revestimentos protetores antes de seu uso em ambientes
oxidantes, caso elas venham a ser usadas comercialmente. Sendo assim, neste trabalho, a liga
Nb-10%Si-7%B foi revestida com ferro, cromo e silício através do processo de pack
cementation utilizando a liga-mãe Fe-20%Cr-50%Si e cloreto de amônio como ativador. Os
tratamentos térmicos foram realizados a 1100 e 1200°C durante 24 e 48 h. As ligas
confeccionadas foram caracterizadas por microscópio eletrônico de varredura (MEV),
microanálise eletrônica (EDS) e difratometria de raios X (DRX). Os cupons revestidos foram
submetidos a ensaios de oxidação (cíclico e isotérmico) e foram caracterizados por MEV.
Concluiu-se que o revestimento produzido não foi eficiente em proteger o substrato nos testes
de oxidação. Nos ensaios cíclicos os melhores resultados foram obtidos em um cupom
revestido a 1100 °C por 24 h, que não apresentou oxidação severa após 40 ciclos exposto ao
ar a 1100 °C. Nos ensaios isotérmicos, os melhores resultados foram apresentados por um
cupom revestido a 1100 °C por 48 h, o qual teve um ganho de massa de 0,81 mg/cm² após
exposição ao ar por 50 h a 1200 °C.
Palavras-chave: Pack Cementation; Ligas de nióbio; Testes de oxidação.

xii
ABSTRACT
Niobium-based alloys are good candidates to substitute nickel-based superalloys for
work at high temperatures. However, they exhibit low oxidation resistance making necessary
the application of protective coating before using in oxidizing environments. The aim of this
study is to investigate the efficiency of protecting an Nb-10%Si-7%B alloy by coating it with
iron, chromium and silicon through the pack cementation process using a Fe-20%Cr-50%Si
master-alloy using ammonium chloride as activator. The coating processes were performed at
1100 and 1200 °C for 24 and 48 hours. The coatings were characterized by scanning electron
microscopy (SEM), optical microscopy and X-ray diffractometry. Cyclic and isothermal
oxidation tests were performed on coated samples, which were later characterized by SEM.
The results show that the obtained coatings were not efficient to protect the substrate from
oxidation. The best result obtained in cyclic tests was for a coupon processed at 1100 °C for
24 h, which did not show severe oxidation after 40 cycles at 1100 °C. In isothermal tests, the
best result was obtained for a coupon processed at 1100 °C for 48 hours showing a mass gain
of 0.81 mg/cm² after 50 h exposure in air at 1200 °C.
Keywords: Pack Cementation; Niobium alloys; Oxidation tests;
xiii
LISTA DE FIGURAS
Figura 1 – Ilustração de fixação de palhetas de turbinas ............................................................ 2
Figura 2 – Projeção liquidus do sistema Nb-Si-B ...................................................................... 3
Figura 3 – Preço de ligas para uso em turbinas a gás ................................................................. 4
Figura 4 – Ilustração do processo de HAPC............................................................................... 5
Figura 5 – Seção isotérmica a 1047 °C do sistema Fe-Cr-Si ..................................................... 6
Figura 6 – Representação esquemática da oxidação de ligas Me-Si-B em altas
temperaturas .................................................................................................................... 7
Figura 7 – Exemplos de curvas de oxidação .............................................................................. 8
Figura 8 – Representação esquemática das etapas de fabricação dos cupons do
substrato ........................................................................................................................ 10
Figura 9 – Preparação dos tubos de quartzo para HAPC ......................................................... 11
Figura 10 – Forno e sistema de ciclagem automático .............................................................. 12
Figura 11 – Difratograma de raios X do substrato ................................................................... 15
Figura 12 – Micrografia do substrato ....................................................................................... 15
Figura 13 – Gráfico de ganho de massa dos cupons após HAPC ............................................ 17
Figura 14 – Micrografia com ênfase nas subcamadas do revestimento (cupom
A12.24-02) .................................................................................................................... 19
Figura 15 – Micrografia com ênfase nas trincas presentes no revestimento (cupom
F11.48-13) .................................................................................................................... 19
Figura 16 – Medida de composição do revestimento do cupom A12.24-02 ............................ 20
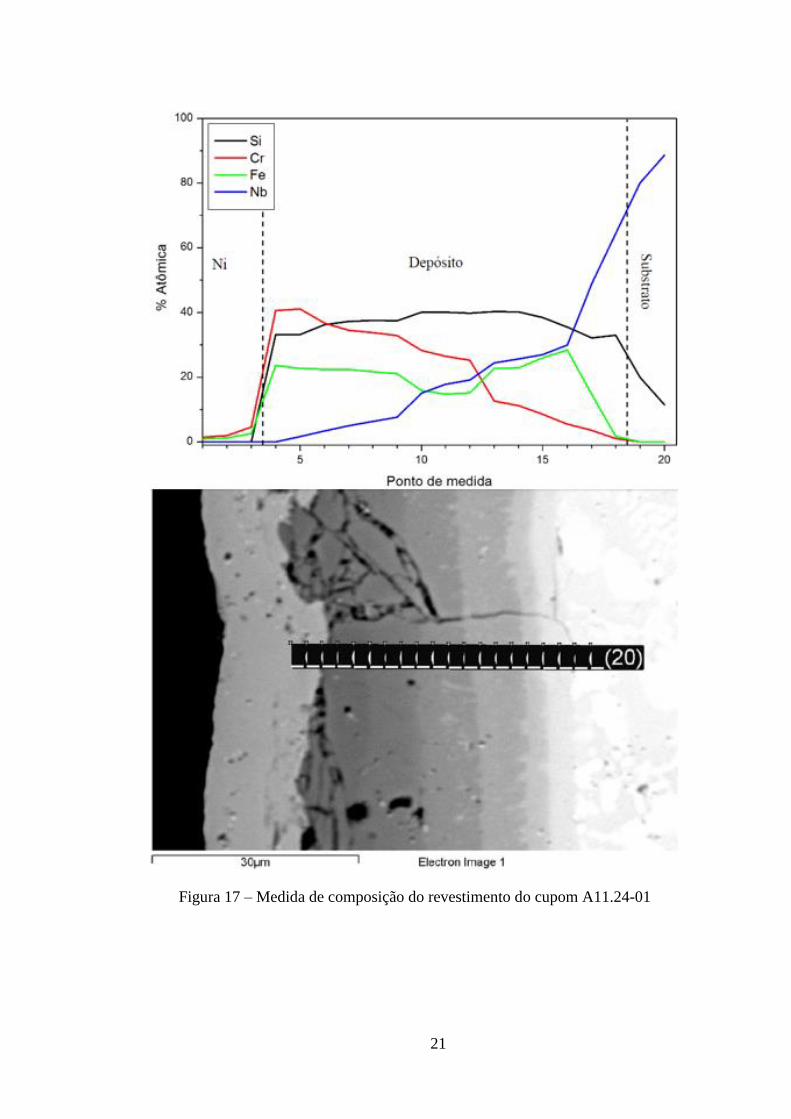
Figura 17 – Medida de composição do revestimento do cupom A11.24-01 ............................ 21
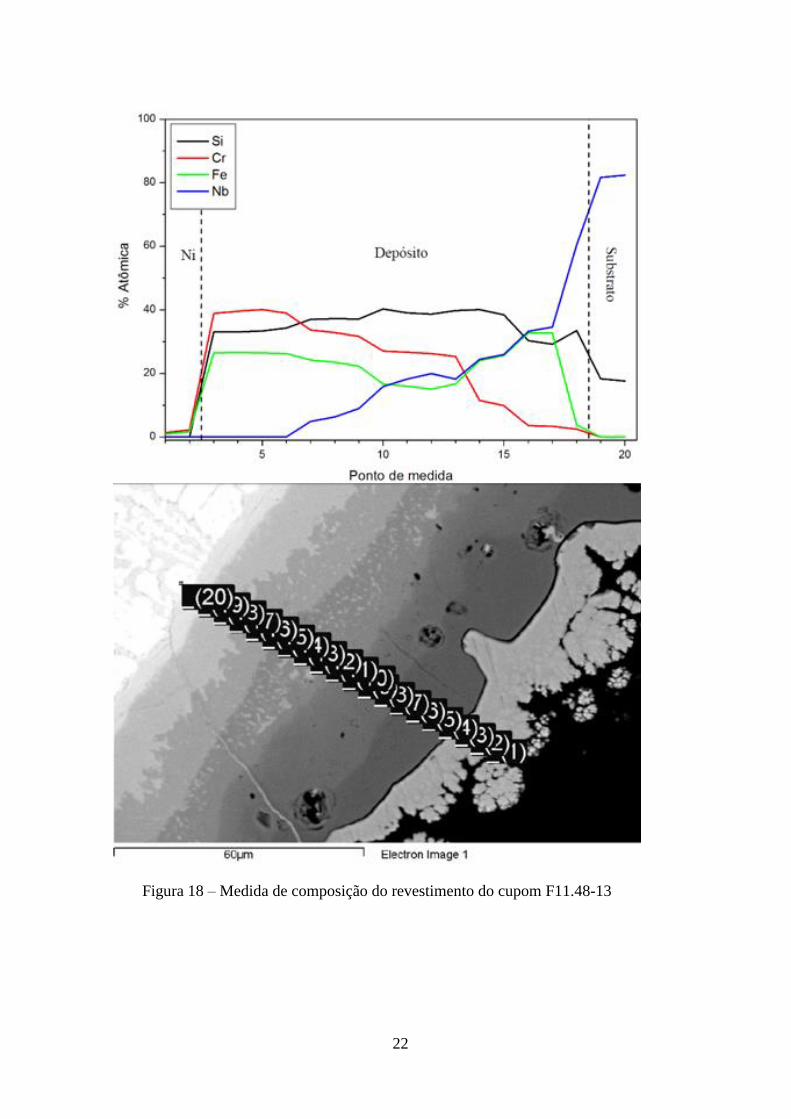
Figura 18 – Medida de composição do revestimento do cupom F11.48-13............................. 22
Figura 19 – Cupom sem revestimento protetor após 1h a 1100 °C .......................................... 23
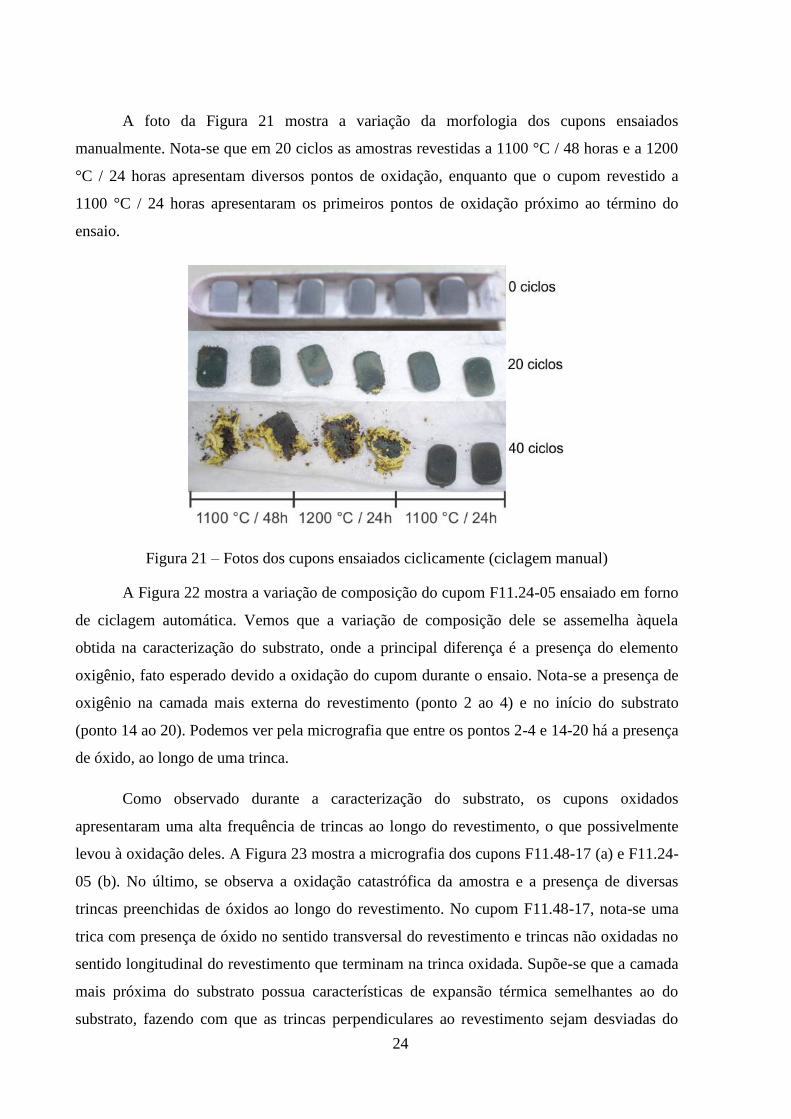
Figura 20 – Variação de massa dos cupons durante oxidação cíclica ...................................... 23
Figura 21 – Fotos dos cupons ensaiados ciclicamente (ciclagem manual) .............................. 24
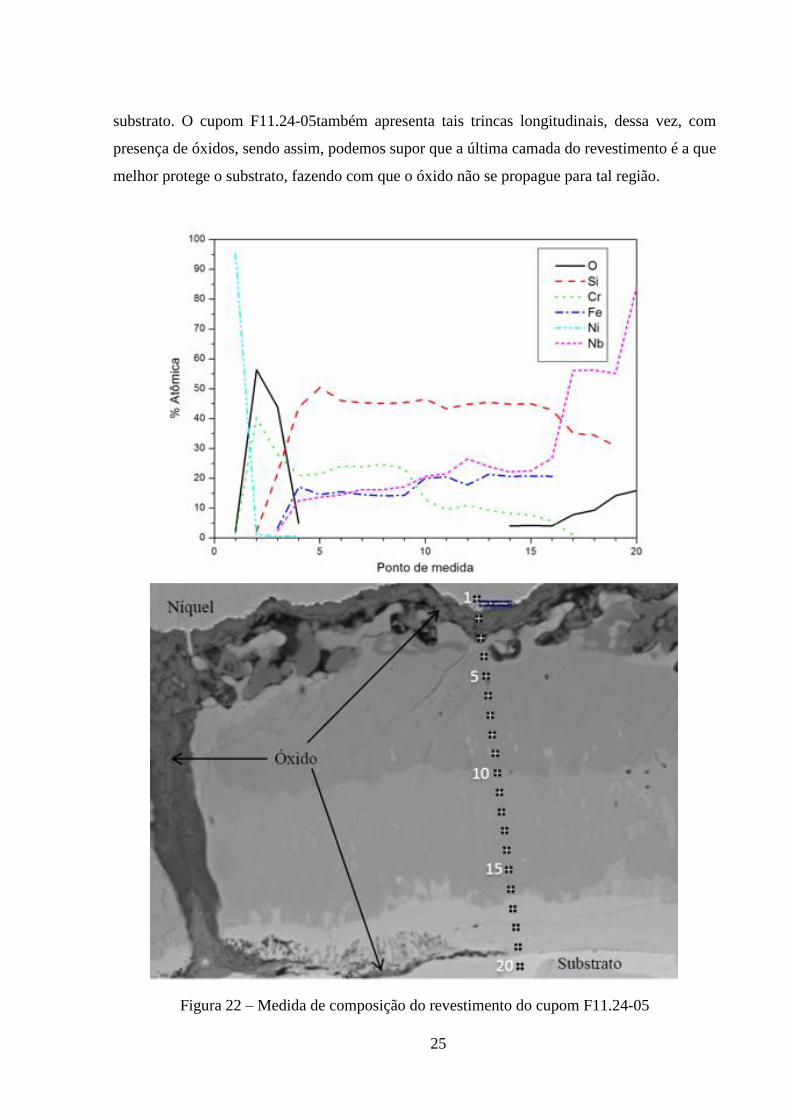
Figura 22 – Medida de composição do revestimento do cupom F11.24-05............................. 25
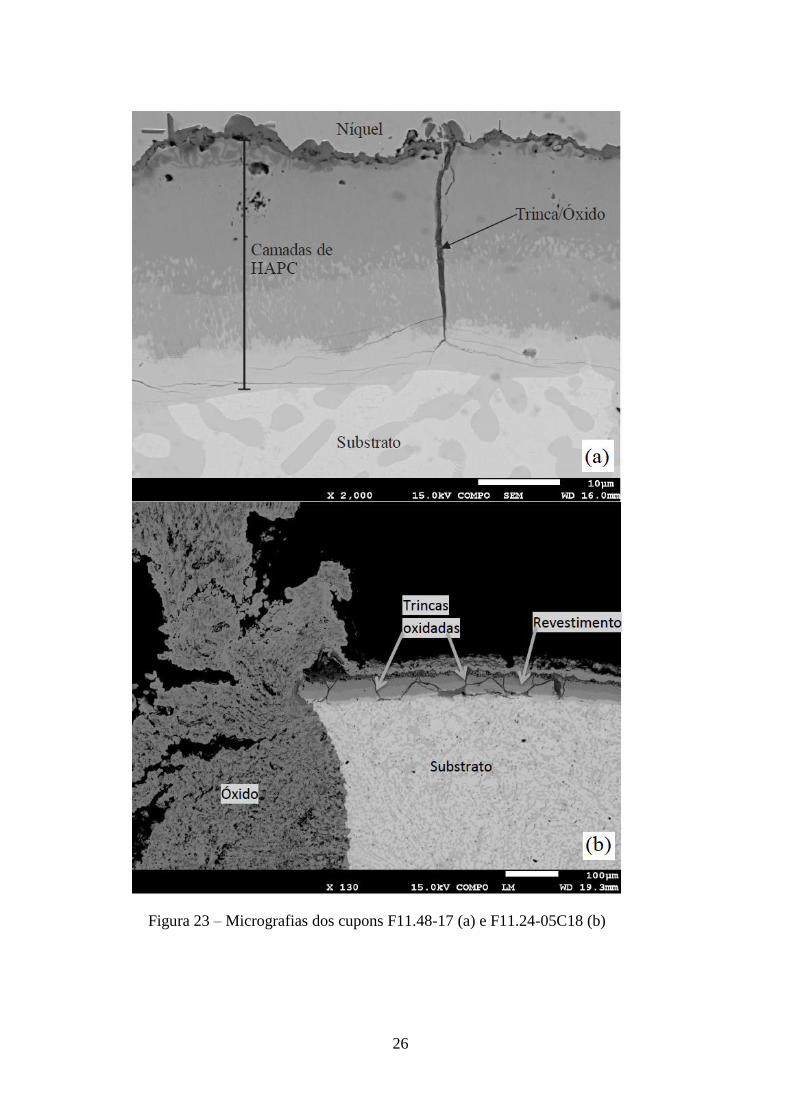
Figura 23 – Micrografias dos cupons F11.48-17 (a) e F11.24-05C18 (b) ............................... 26
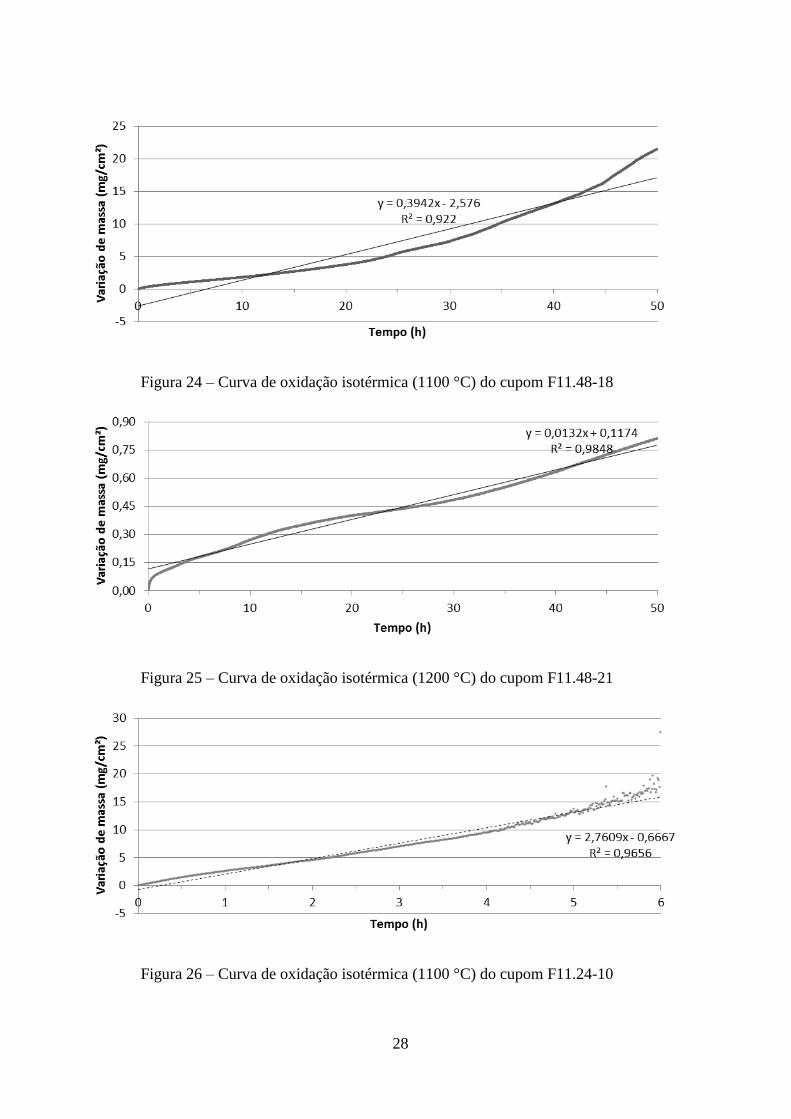
Figura 24 – Curva de oxidação isotérmica (1100 °C) do cupom F11.48-18 ............................ 28
Figura 25 – Curva de oxidação isotérmica (1200 °C) do cupom F11.48-21 ............................ 28
Figura 26 – Curva de oxidação isotérmica (1100 °C) do cupom F11.24-10 ............................ 28

xiv
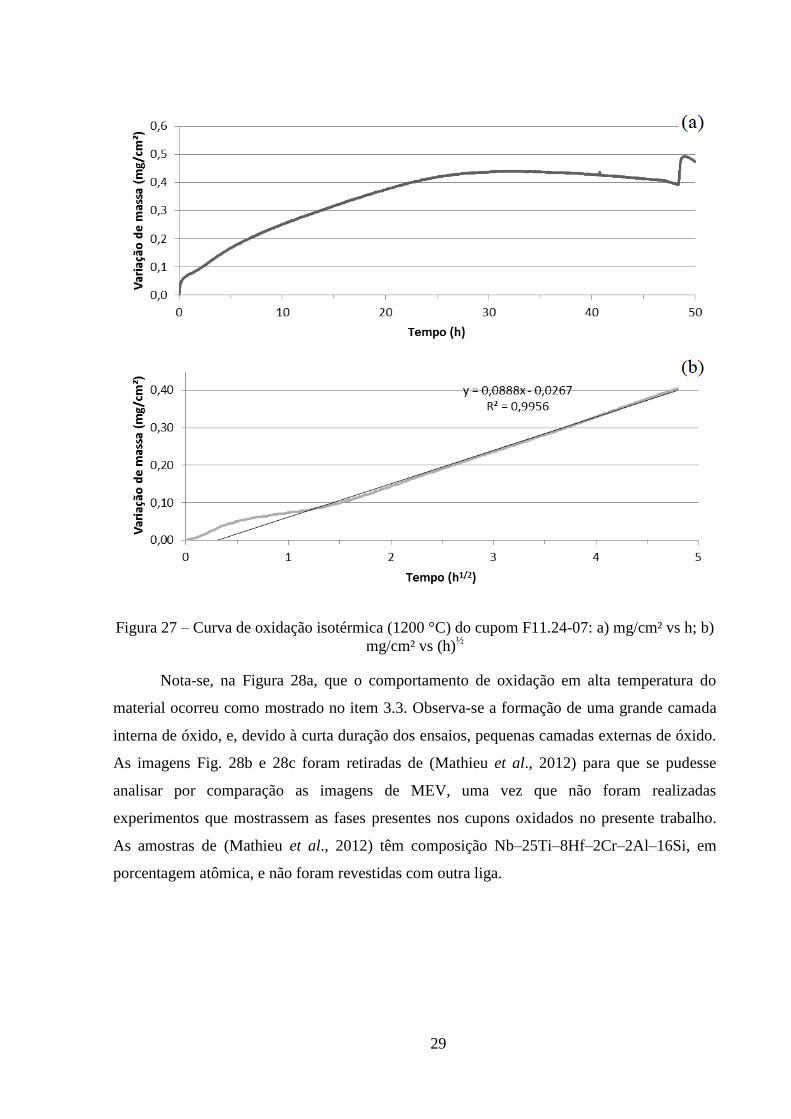
Figura 27 – Curva de oxidação isotérmica (1200 °C) do cupom F11.24-07: a)
mg/cm² vs h; b) mg/cm² vs (h)½
.................................................................................... 29
Figura 28 – Camadas de óxidos formados ................................................................................ 30
xv
LISTA DE TABELAS
Tabela 1 – Ligas à base de níquel e suas composições .............................................................. 2
Tabela 2 – Condições de revestimento dos cupons .................................................................. 11
Tabela 3 – Condições de oxidação cíclica ................................................................................ 13
Tabela 4 – Condições de oxidação isotérmica ......................................................................... 13
Tabela 5 – Condições de análise de DRX ................................................................................ 14
Tabela 6 – Características dos cupons antes e depois do revestimento .................................... 16
Tabela 7 – Espessura das camadas formadas via HAPC .......................................................... 17
xvi
LISTA DE SIGLAS
DRX Difratometria de raios X
EDS Espectroscopia por dispersão de energia de raios X
HAPC Halide activated pack cementation
MEV Microscopia eletrônica de varredura
PHASE Grupo de Diagrama de Fases e Termodinâmica Computacional
xvii
LISTA DE SÍMBOLOS
%at. Porcentual atômico
Nbss Solução sólida rica em nióbio
T2 Fase do sistema Nb-Si-B com estequiometria Nb5Si3-xBx com 0≤ x≤ 2
∆m Variação de massa
kp Constante de oxidação parabólica
kl Constante de oxidação linear
t Simbologia representando unidade de tempo
C Constante
xviii
xix
SUMÁRIO
1. INTRODUÇÃO .............................................................................................................. 1
1.1. Palhetas de turbinas 2
1.2. Metal refratário – Silício – Boro 3
2. OBJETIVOS ................................................................................................................... 4
3. REVISÃO BIBLIOGRÁFICA ....................................................................................... 5
3.1. HAPC 5
3.2. Fe-Cr-Si 6
3.3. Oxidação 7
4. MATERIAIS E MÉTODOS ........................................................................................... 9
4.1. Substrato – Nb-Si-B 9
4.2. Revestimento 10
4.3. Processo de revestimento por HAPC 10
4.4. Ensaios de oxidação cíclica 12
4.5. Ensaios de oxidação isotérmica 13
4.6. Preparação e caracterização das amostras 13
4.6.1. Difração de raios X (DRX) 13
4.6.2. Microscopia eletrônica de varredura (MEV) e Microanálise eletrônica
(EDS) 14
5. RESULTADOS E DISCUSSÃO .................................................................................. 14
5.1. Substrato 14
5.2. HAPC 15
5.3. Oxidação cíclica 23
5.4. Oxidação isotérmica 27
6. CONCLUSÕES ............................................................................................................ 30
7. SUGESTÕES DE TRABALHOS FUTUROS ............................................................. 31
REFERÊNCIAS ................................................................................................................. 31

xx
1
1. INTRODUÇÃO
Ligas metálicas a base de nióbio foram estudadas por anos para serem usadas na
indústria aeroespacial devido a sua grande resistência mecânica em altas temperaturas. Porém,
o nióbio puro e suas ligas comerciais possuem baixa resistência à oxidação mesmo em
temperaturas moderadas (Vilasi et al., 1998; Zhao et al., 2003). Assim, com o avanço dos
estudos, ligas foram modificadas para que apresentassem uma melhor resistência à oxidação
levando, porém, a queda de algumas propriedades mecânicas. Então, para manter essas
propriedades mecânicas e ainda garantir a sua integridade estrutural, a combinação das ligas
de nióbio com revestimentos protetores contra a oxidação foi a solução encontrada para o uso
dessas ligas em alta temperatura (Vilasi et al., 1998).
A aplicação de revestimentos com maior resistência à oxidação garante às ligas longos
períodos de vida útil. Dessa forma, há um grande esforço para o desenvolvimento de novos
revestimentos que possam proteger ligas a base de nióbio quando submetidas a ambientes
oxidantes ou corrosivos (Vilasi et al., 1998; Vilasi et al., 2000; Anthymidis et al., 2003; Ito et
al., 2003; Ito et al., 2004; Sakidja et al., 2005).
Um método que pode ser utilizado para a aplicação de camadas protetoras em diversos
materiais, por exemplo, superligas a base de níquel usadas para aplicações em altas
temperaturas, é o processo chamado Halide Activated Pack Cementation (HAPC) (Nunes et
al., 2006). Devido às características do processo, o HAPC é barato, de fácil execução, produz
camadas uniformes com superfícies lisas, atingindo espessura desejada. O processo acomoda
substratos de vários tamanhos e formas (Vilasi et al., 1998; Vilasi et al., 2000; Majumdar et
al., 2006).
Como os silicetos estão entre os materiais que oferecem um bom revestimento
resistente à oxidação em altas temperaturas (Júnior et al., 2003), e como técnicas de oxidação
cíclica são fundamentais para análise de materiais que se encontram expostos em ambientes
agressivos como peças de geradores de energia ou palhetas de turbinas de aviões (Raghavan,
2003), esse trabalho teve como finalidade revestir a liga (substrato) Nb-10%Si-7%B com a
liga mãe Fe-20%Cr-50%Si (índices dados em porcentagem atômica) e analisar o
comportamento do conjunto em ensaios de oxidação cíclica e isotérmica.
2
1.1. Palhetas de turbinas
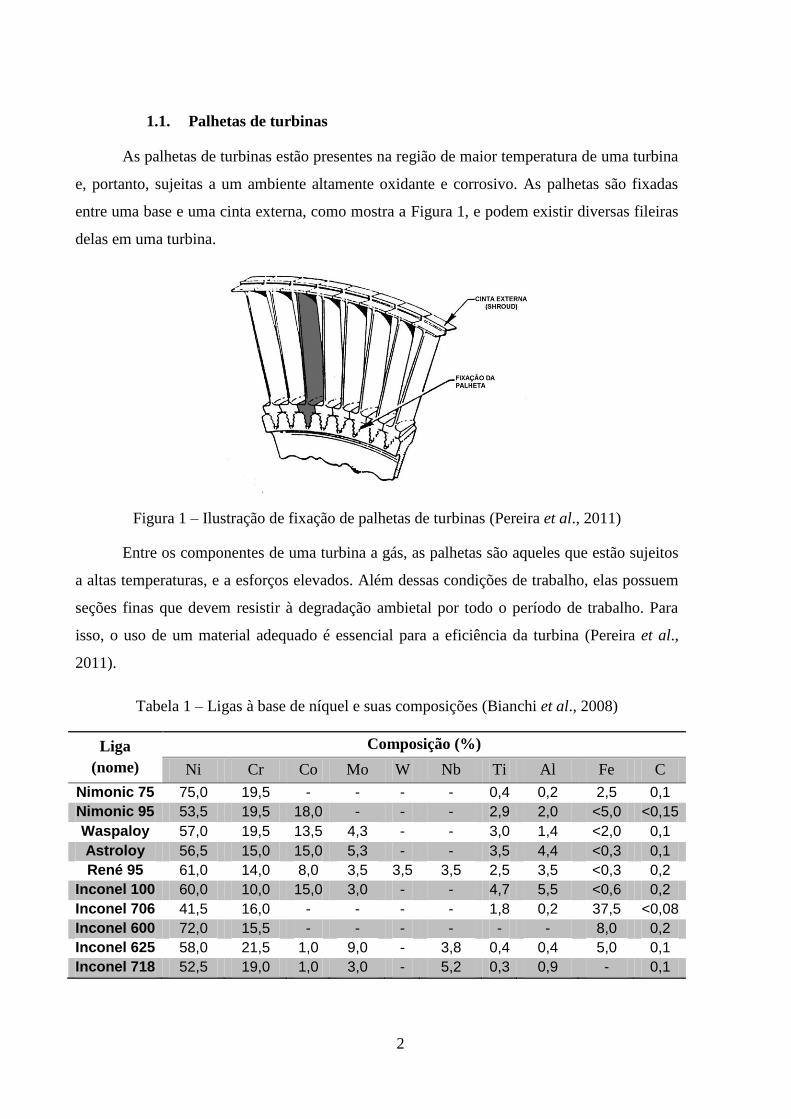
As palhetas de turbinas estão presentes na região de maior temperatura de uma turbina
e, portanto, sujeitas a um ambiente altamente oxidante e corrosivo. As palhetas são fixadas
entre uma base e uma cinta externa, como mostra a Figura 1, e podem existir diversas fileiras
delas em uma turbina.
Figura 1 – Ilustração de fixação de palhetas de turbinas (Pereira et al., 2011)
Entre os componentes de uma turbina a gás, as palhetas são aqueles que estão sujeitos
a altas temperaturas, e a esforços elevados. Além dessas condições de trabalho, elas possuem
seções finas que devem resistir à degradação ambietal por todo o período de trabalho. Para
isso, o uso de um material adequado é essencial para a eficiência da turbina (Pereira et al.,
2011).
Tabela 1 – Ligas à base de níquel e suas composições (Bianchi et al., 2008)
Liga
(nome)
Composição (%)
Ni Cr Co Mo W Nb Ti Al Fe C
Nimonic 75 75,0 19,5 - - - - 0,4 0,2 2,5 0,1
Nimonic 95 53,5 19,5 18,0 - - - 2,9 2,0 <5,0 <0,15
Waspaloy 57,0 19,5 13,5 4,3 - - 3,0 1,4 <2,0 0,1
Astroloy 56,5 15,0 15,0 5,3 - - 3,5 4,4 <0,3 0,1
René 95 61,0 14,0 8,0 3,5 3,5 3,5 2,5 3,5 <0,3 0,2
Inconel 100 60,0 10,0 15,0 3,0 - - 4,7 5,5 <0,6 0,2
Inconel 706 41,5 16,0 - - - - 1,8 0,2 37,5 <0,08
Inconel 600 72,0 15,5 - - - - - - 8,0 0,2
Inconel 625 58,0 21,5 1,0 9,0 - 3,8 0,4 0,4 5,0 0,1
Inconel 718 52,5 19,0 1,0 3,0 - 5,2 0,3 0,9 - 0,1
3
Os materiais mais comumente utilizados para a produção de palhetas de turbinas são
as ligas a base de níquel. A composição dessas ligas varia conforme a sua geração. A Tabela 1
mostra algumas ligas utilizadas atualmente e suas composições.
1.2. Metal refratário – Silício – Boro
As temperaturas de operação de uma turbina a gás são limitadas pelos materiais
usados, como as ligas a base de níquel que não podem ser usadas acima de 1150 °C (Dimiduk
et al., 2003). Para trabalho em temperaturas maiores que 1000 °C, dois fatores são decisivos
para a escolha do material: resistência à oxidação e à fluência em altas temperaturas. Portanto,
o uso de materiais a base de silicetos de metais refratários, como ligas a base de nióbio e
molibdênio, seria uma alternativa adequada para aumentar a eficiência dessas turbinas.
Desde os primeiros estudos, as ligas a base de nióbio se apresentaram bastante
adequadas para serem usadas em turbinas a gás, principalmente, devido a sua resistência
mecânica em altas temperaturas, à sua tolerância ao dano em baixas temperaturas e à sua
massa específica menor quando comparada com as ligas a base de níquel (~7g/cm³, enquanto
as ligas a base de níquel apresentam ~9,2g/cm³), porém esses sistemas a base de nióbio
precisam de uma melhora em relação à resistência à oxidação (Bewlay et al., 2003).
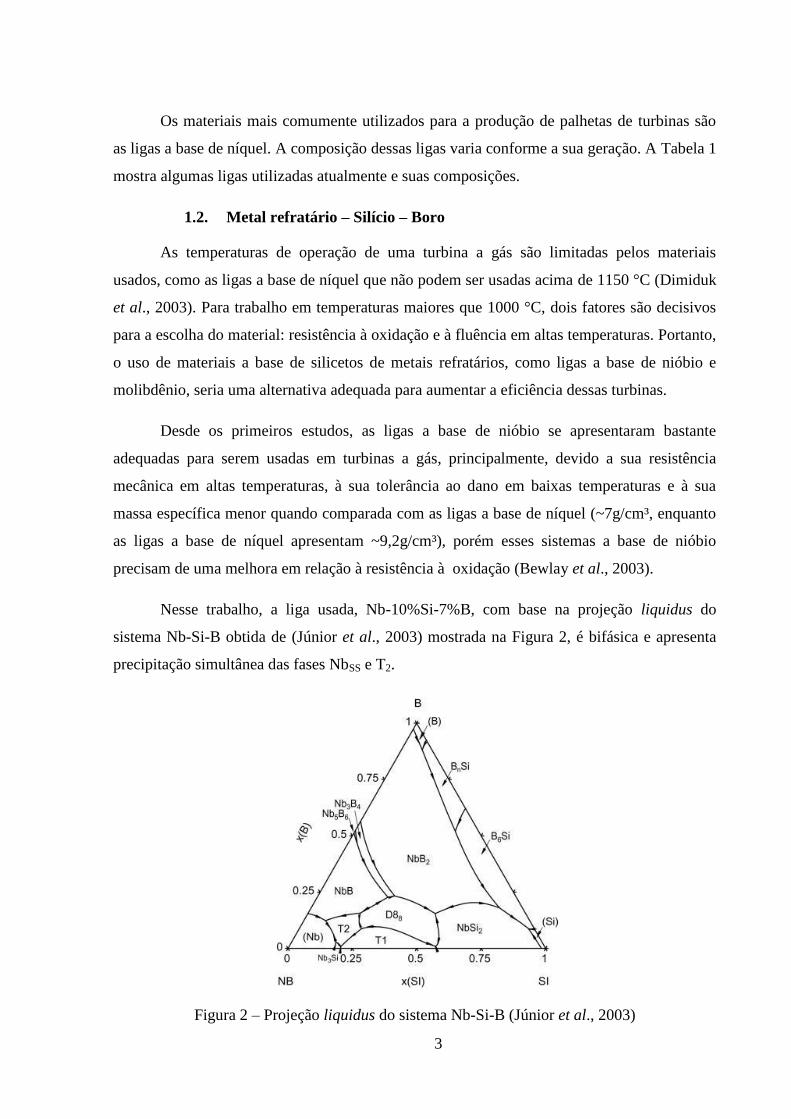
Nesse trabalho, a liga usada, Nb-10%Si-7%B, com base na projeção liquidus do
sistema Nb-Si-B obtida de (Júnior et al., 2003) mostrada na Figura 2, é bifásica e apresenta
precipitação simultânea das fases NbSS e T2.
Figura 2 – Projeção liquidus do sistema Nb-Si-B (Júnior et al., 2003)
4
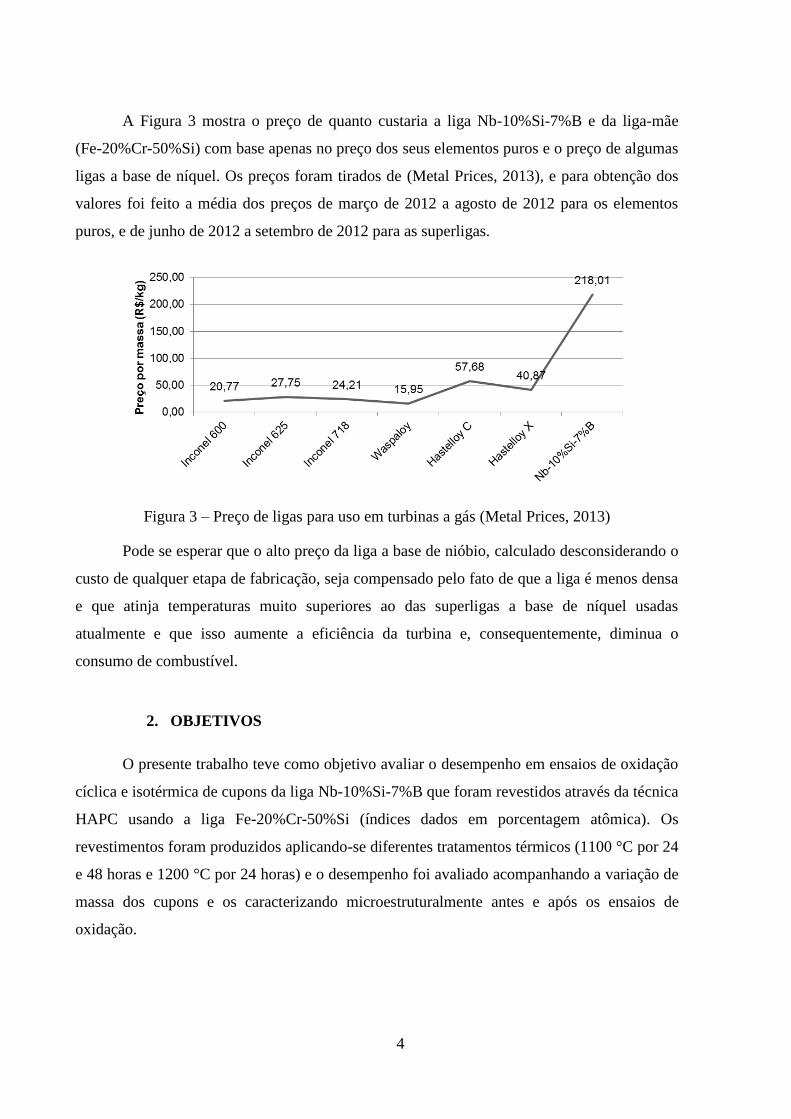
A Figura 3 mostra o preço de quanto custaria a liga Nb-10%Si-7%B e da liga-mãe
(Fe-20%Cr-50%Si) com base apenas no preço dos seus elementos puros e o preço de algumas
ligas a base de níquel. Os preços foram tirados de (Metal Prices, 2013), e para obtenção dos
valores foi feito a média dos preços de março de 2012 a agosto de 2012 para os elementos
puros, e de junho de 2012 a setembro de 2012 para as superligas.
Figura 3 – Preço de ligas para uso em turbinas a gás (Metal Prices, 2013)
Pode se esperar que o alto preço da liga a base de nióbio, calculado desconsiderando o
custo de qualquer etapa de fabricação, seja compensado pelo fato de que a liga é menos densa
e que atinja temperaturas muito superiores ao das superligas a base de níquel usadas
atualmente e que isso aumente a eficiência da turbina e, consequentemente, diminua o
consumo de combustível.
2. OBJETIVOS
O presente trabalho teve como objetivo avaliar o desempenho em ensaios de oxidação
cíclica e isotérmica de cupons da liga Nb-10%Si-7%B que foram revestidos através da técnica
HAPC usando a liga Fe-20%Cr-50%Si (índices dados em porcentagem atômica). Os
revestimentos foram produzidos aplicando-se diferentes tratamentos térmicos (1100 °C por 24
e 48 horas e 1200 °C por 24 horas) e o desempenho foi avaliado acompanhando a variação de
massa dos cupons e os caracterizando microestruturalmente antes e após os ensaios de
oxidação.
5
3. REVISÃO BIBLIOGRÁFICA
3.1. HAPC
O processo HAPC consiste em manter isotermicamente em altas temperaturas o
substrato imerso em uma mistura de pós, que contém um material inerte (geralmente Al2O3 ou
SiO2), o pó do elemento ou liga que se quer depositar, conhecida como liga mãe, e um
ativador. Na temperatura da condição de tratamento, há a formação de um haleto metálico que
se difunde na fase gasosa e reage com o substrato formando a camada de revestimento, cujo
crescimento geralmente é comandado por difusão no estado sólido (Vilasi et al., 1998; Cheng
et al., 2012).
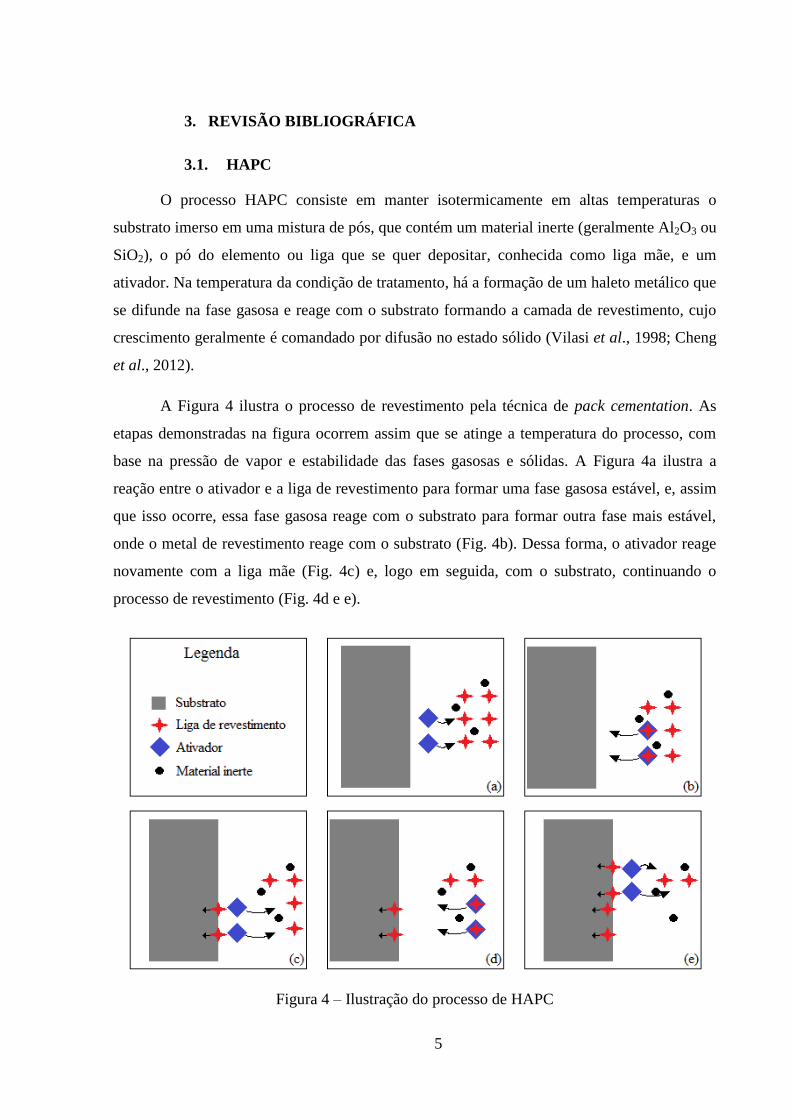
A Figura 4 ilustra o processo de revestimento pela técnica de pack cementation. As
etapas demonstradas na figura ocorrem assim que se atinge a temperatura do processo, com
base na pressão de vapor e estabilidade das fases gasosas e sólidas. A Figura 4a ilustra a
reação entre o ativador e a liga de revestimento para formar uma fase gasosa estável, e, assim
que isso ocorre, essa fase gasosa reage com o substrato para formar outra fase mais estável,
onde o metal de revestimento reage com o substrato (Fig. 4b). Dessa forma, o ativador reage
novamente com a liga mãe (Fig. 4c) e, logo em seguida, com o substrato, continuando o
processo de revestimento (Fig. 4d e e).
Figura 4 – Ilustração do processo de HAPC
6
3.2. Fe-Cr-Si
Por décadas, revestimentos a base de silicetos são usados na indústria, por exemplo a
liga R512E, constituída de silicetos de nióbio, modificados com ferro e cromo, e já foi
mostrado a possibilidade de revestir ligas de Nb com os elementos ferro, cromo e silício
usando a técnica de Pack Cementation (Vilasi et al., 1993).
Para produtos da técnica HAPC, espera-se que eles apresentem espessuras regulares
das camadas do revestimento e superfícies lisas. Em termos de proteção contra a oxidação,
que formem cromia e sílica, que não haja temperatura onde ocorra oxidação catastrófica
(pesting) e que o esgotamento de Cr não gere tensões significativas nas superfícies dos
produtos (Vilasi et al., 1996).
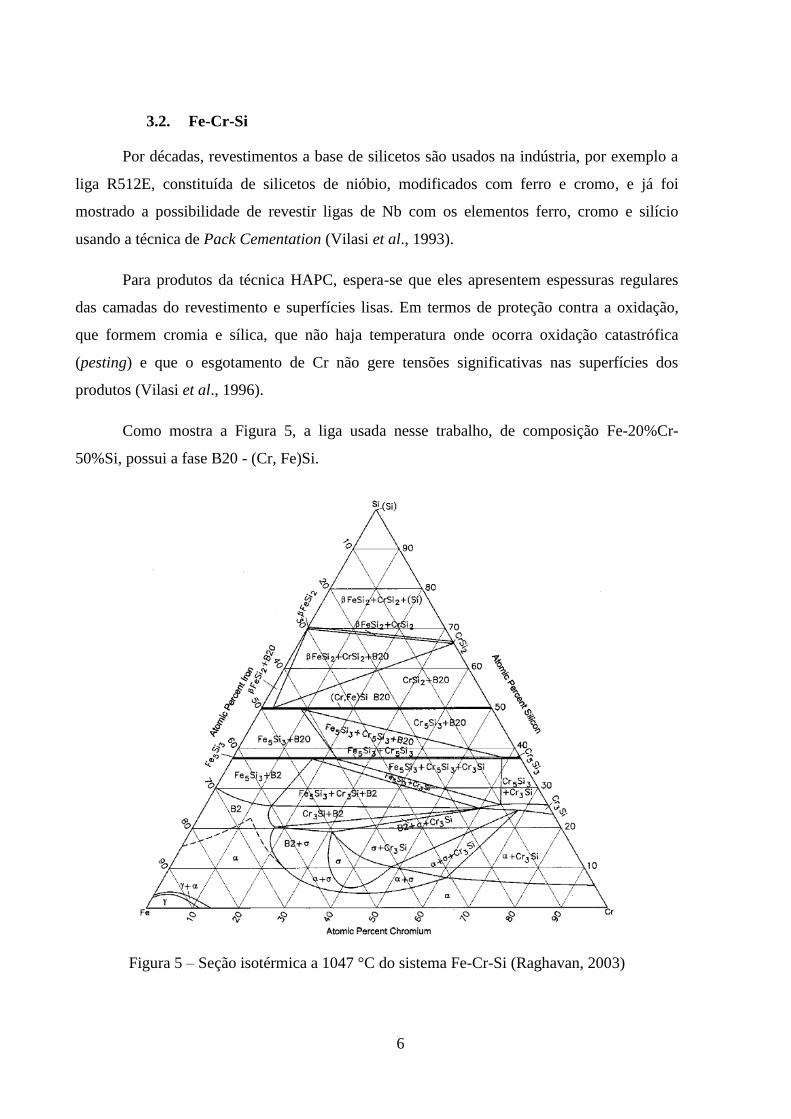
Como mostra a Figura 5, a liga usada nesse trabalho, de composição Fe-20%Cr-
50%Si, possui a fase B20 - (Cr, Fe)Si.
Figura 5 – Seção isotérmica a 1047 °C do sistema Fe-Cr-Si (Raghavan, 2003)
7
3.3. Oxidação
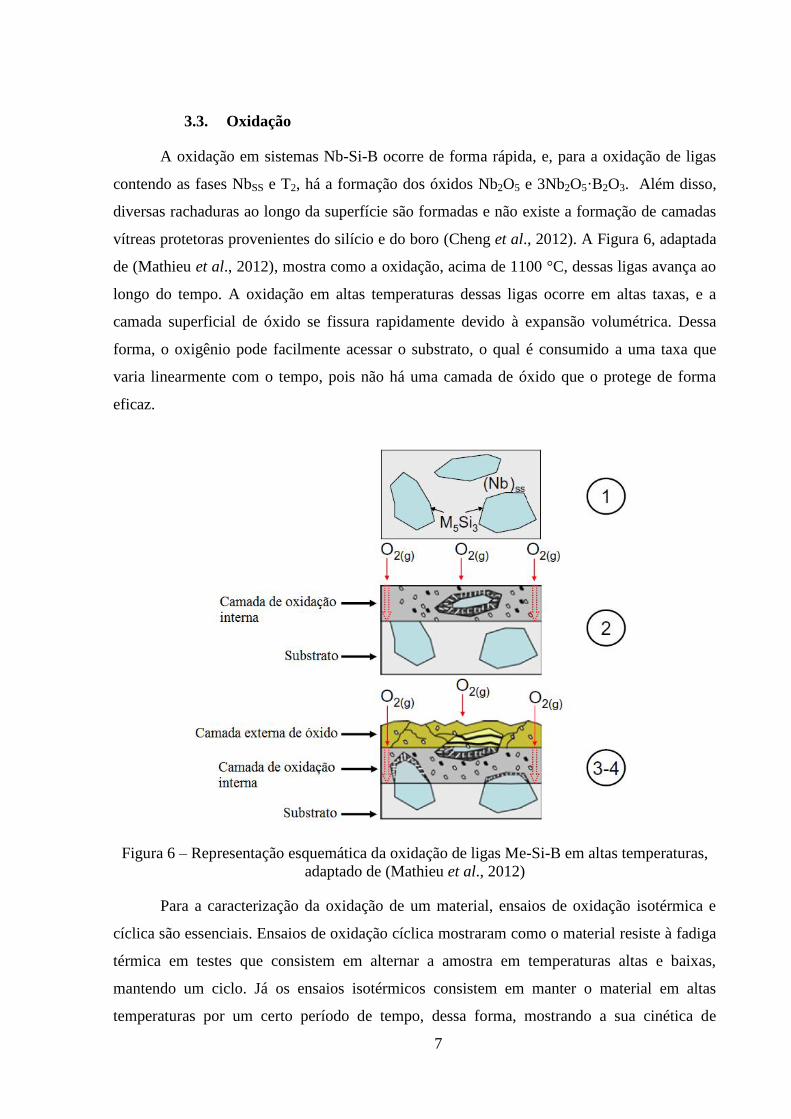
A oxidação em sistemas Nb-Si-B ocorre de forma rápida, e, para a oxidação de ligas
contendo as fases NbSS e T2, há a formação dos óxidos Nb2O5 e 3Nb2O5·B2O3. Além disso,
diversas rachaduras ao longo da superfície são formadas e não existe a formação de camadas
vítreas protetoras provenientes do silício e do boro (Cheng et al., 2012). A Figura 6, adaptada
de (Mathieu et al., 2012), mostra como a oxidação, acima de 1100 °C, dessas ligas avança ao
longo do tempo. A oxidação em altas temperaturas dessas ligas ocorre em altas taxas, e a
camada superficial de óxido se fissura rapidamente devido à expansão volumétrica. Dessa
forma, o oxigênio pode facilmente acessar o substrato, o qual é consumido a uma taxa que
varia linearmente com o tempo, pois não há uma camada de óxido que o protege de forma
eficaz.
Figura 6 – Representação esquemática da oxidação de ligas Me-Si-B em altas temperaturas,
adaptado de (Mathieu et al., 2012)
Para a caracterização da oxidação de um material, ensaios de oxidação isotérmica e
cíclica são essenciais. Ensaios de oxidação cíclica mostraram como o material resiste à fadiga
térmica em testes que consistem em alternar a amostra em temperaturas altas e baixas,
mantendo um ciclo. Já os ensaios isotérmicos consistem em manter o material em altas
temperaturas por um certo período de tempo, dessa forma, mostrando a sua cinética de
8
oxidação. Nos dois casos, é estudado a variação de massa associada a área superficial da
amostra pelo tempo de ensaio.
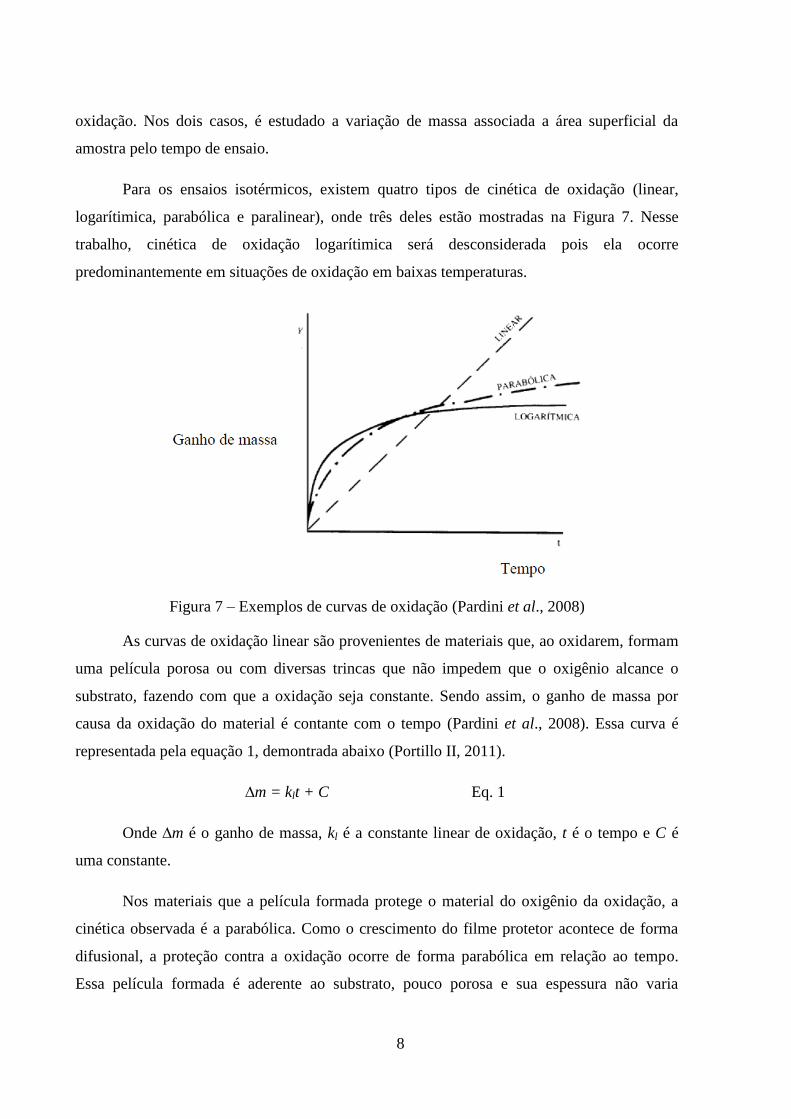
Para os ensaios isotérmicos, existem quatro tipos de cinética de oxidação (linear,
logarítimica, parabólica e paralinear), onde três deles estão mostradas na Figura 7. Nesse
trabalho, cinética de oxidação logarítimica será desconsiderada pois ela ocorre
predominantemente em situações de oxidação em baixas temperaturas.
Figura 7 – Exemplos de curvas de oxidação (Pardini et al., 2008)
As curvas de oxidação linear são provenientes de materiais que, ao oxidarem, formam
uma película porosa ou com diversas trincas que não impedem que o oxigênio alcance o
substrato, fazendo com que a oxidação seja constante. Sendo assim, o ganho de massa por
causa da oxidação do material é contante com o tempo (Pardini et al., 2008). Essa curva é
representada pela equação 1, demontrada abaixo (Portillo II, 2011).
∆m = klt + C Eq. 1
Onde ∆m é o ganho de massa, kl é a constante linear de oxidação, t é o tempo e C é
uma constante.
Nos materiais que a película formada protege o material do oxigênio da oxidação, a
cinética observada é a parabólica. Como o crescimento do filme protetor acontece de forma
difusional, a proteção contra a oxidação ocorre de forma parabólica em relação ao tempo.
Essa película formada é aderente ao substrato, pouco porosa e sua espessura não varia

9
significativamente com o tempo, pois o óxido formado dificulta a passagem do oxigênio
(Pardini et al., 2008). A curva é representada pela equação 2 (Portillo II, 2011).
(∆m)² = kpt + C Eq. 2
Onde kp é a constante parabólica de oxidação.
A cinética paralinear, oxidação comum em ligas a base de nióbio, consiste na
combinação das oxidações linear e parabólica. Ou seja, ao se oxidar, o material apresenta uma
variação de massa parabólica e, em pouco tempo, começa a se oxidar linearmente. O material,
no início de sua oxidação, apresenta um filme protetor que dificulta a passagem do oxigênio
para o substrato e, em seguida, apresenta uma oxidação constante do óxido formado ou do
substrato, através de trincas formadas no óxido (Mathieu et al., 2012). A curva que demonstra
o comportamento da oxidação paralinear está representada abaixo, na equação 3 (Mathieu et
al., 2012).
∆m = (kpt)½ + klt Eq. 3
4. MATERIAIS E MÉTODOS
4.1. Substrato – Nb-Si-B
O substrato Nb-10%Si-7%B (porcentagem atômica) foi produzido por fusão a arco
sob atmosfera de argônio em cadinho de cobre refrigerado a água utilizando matérias primas
de alta pureza previamente pesadas nas quantidades desejadas. Com o objetivo de não haver
segregação química, foram realizados duas etapas de fusão para homogeneização do lingote,
na primeira etapa, cinco lingotes de 10 gramas foram produzidos com a composição da liga. A
segunda etapa consistiu em refundir os lingotes produzindo apenas um, com massa de 50
gramas. Antes de cada processo de fusão, uma amostra de titânio puro foi fundida a fim de
retirar da atmosfera de argônio possíveis impurezas residuais (O2, N2, etc.). O lingote final foi
usinado, apresentando formato retangular.
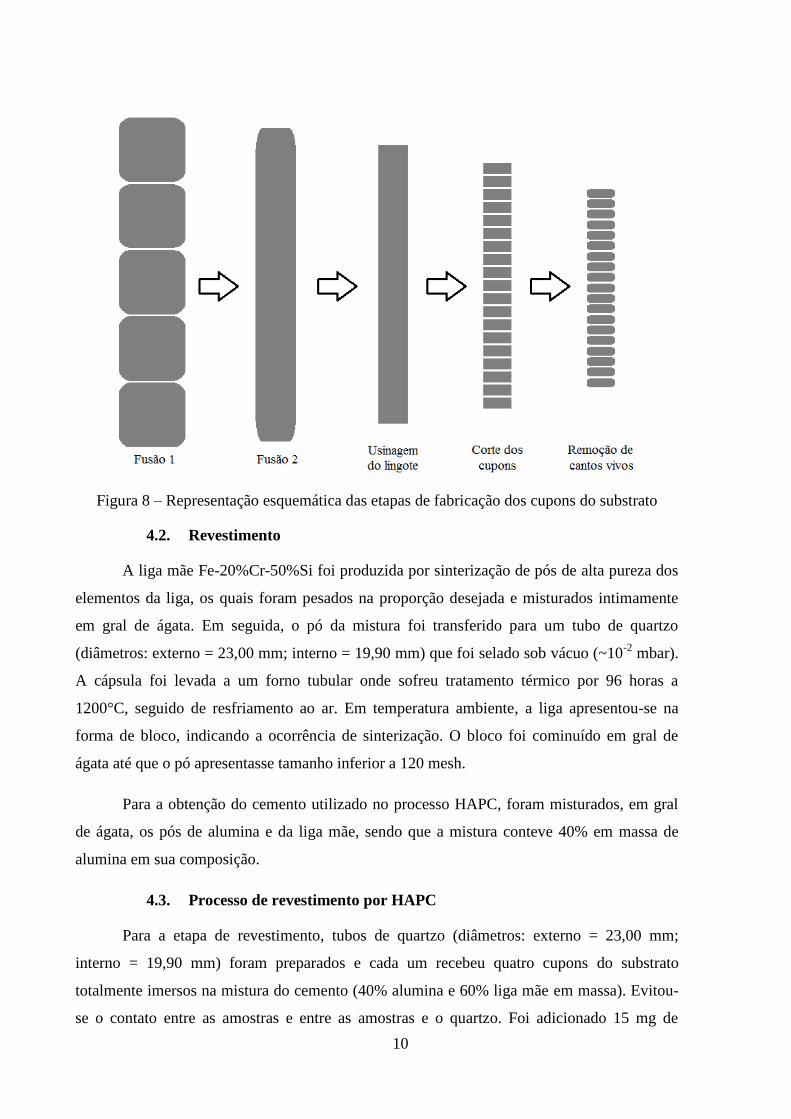
Para as etapas seguintes, cupons de aproximadamente 2 mm de espessura foram
obtidos por meio do corte transversal do lingote do substrato. Foram obtidas 19 amostras. A
fim de se obter uma superfície homogênea, os cupons foram lixados até a grana 1200, lixando
também as bordas para evitar a presença de cantos vivos. A Figura 8 mostra a evolução da
morfologia da liga Nb-Si-B em cada etapa da fabricação dos cupons.
10
Figura 8 – Representação esquemática das etapas de fabricação dos cupons do substrato
4.2. Revestimento
A liga mãe Fe-20%Cr-50%Si foi produzida por sinterização de pós de alta pureza dos
elementos da liga, os quais foram pesados na proporção desejada e misturados intimamente
em gral de ágata. Em seguida, o pó da mistura foi transferido para um tubo de quartzo
(diâmetros: externo = 23,00 mm; interno = 19,90 mm) que foi selado sob vácuo (~10-2
mbar).
A cápsula foi levada a um forno tubular onde sofreu tratamento térmico por 96 horas a
1200°C, seguido de resfriamento ao ar. Em temperatura ambiente, a liga apresentou-se na
forma de bloco, indicando a ocorrência de sinterização. O bloco foi cominuído em gral de
ágata até que o pó apresentasse tamanho inferior a 120 mesh.
Para a obtenção do cemento utilizado no processo HAPC, foram misturados, em gral
de ágata, os pós de alumina e da liga mãe, sendo que a mistura conteve 40% em massa de
alumina em sua composição.
4.3. Processo de revestimento por HAPC
Para a etapa de revestimento, tubos de quartzo (diâmetros: externo = 23,00 mm;
interno = 19,90 mm) foram preparados e cada um recebeu quatro cupons do substrato
totalmente imersos na mistura do cemento (40% alumina e 60% liga mãe em massa). Evitou-
se o contato entre as amostras e entre as amostras e o quartzo. Foi adicionado 15 mg de
11
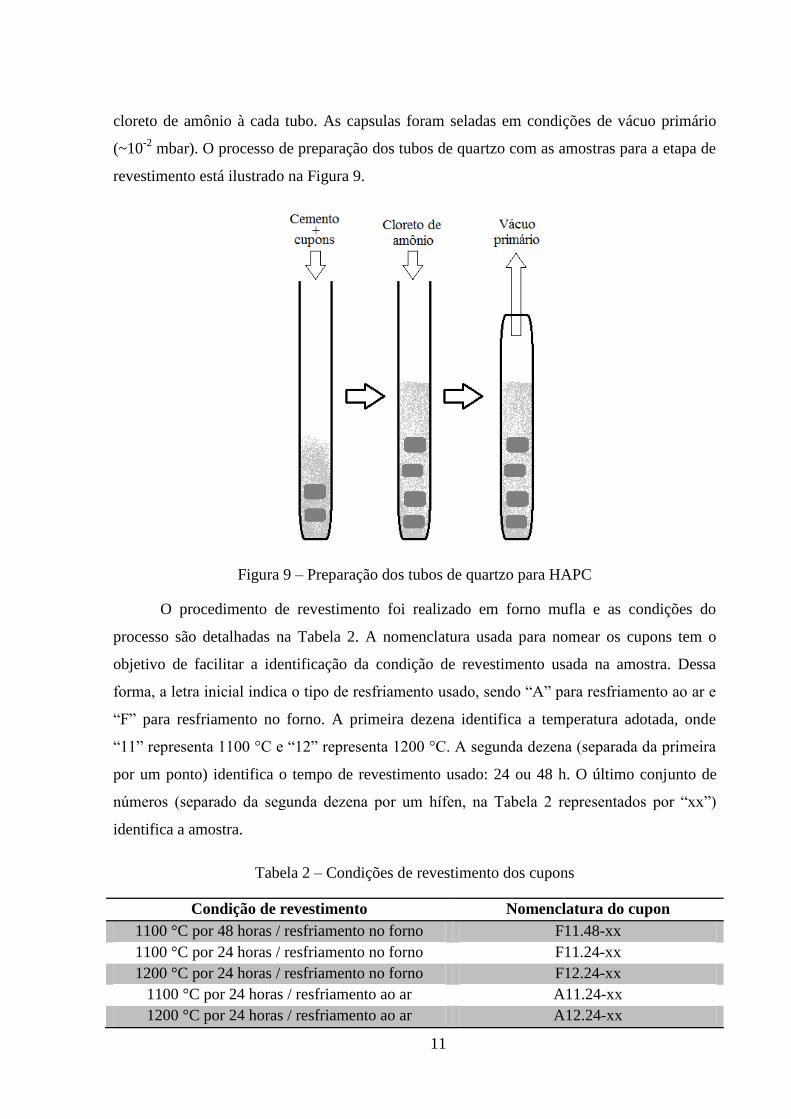
cloreto de amônio à cada tubo. As capsulas foram seladas em condições de vácuo primário
(~10-2
mbar). O processo de preparação dos tubos de quartzo com as amostras para a etapa de
revestimento está ilustrado na Figura 9.
Figura 9 – Preparação dos tubos de quartzo para HAPC
O procedimento de revestimento foi realizado em forno mufla e as condições do
processo são detalhadas na Tabela 2. A nomenclatura usada para nomear os cupons tem o
objetivo de facilitar a identificação da condição de revestimento usada na amostra. Dessa
forma, a letra inicial indica o tipo de resfriamento usado, sendo “A” para resfriamento ao ar e
“F” para resfriamento no forno. A primeira dezena identifica a temperatura adotada, onde
“11” representa 1100 °C e “12” representa 1200 °C. A segunda dezena (separada da primeira
por um ponto) identifica o tempo de revestimento usado: 24 ou 48 h. O último conjunto de
números (separado da segunda dezena por um hífen, na Tabela 2 representados por “xx”)
identifica a amostra.
Tabela 2 – Condições de revestimento dos cupons
Condição de revestimento Nomenclatura do cupon
1100 °C por 48 horas / resfriamento no forno F11.48-xx
1100 °C por 24 horas / resfriamento no forno F11.24-xx
1200 °C por 24 horas / resfriamento no forno F12.24-xx
1100 °C por 24 horas / resfriamento ao ar A11.24-xx
1200 °C por 24 horas / resfriamento ao ar A12.24-xx
12
Ao final do tempo do tratamento e após atingirem a temperatura ambiente, as cápsulas
foram quebradas e os cupons removidos do cemento, os quais não apresentaram aderência
significativa dos pós do cemento. Os cupons foram limpos em acetona e pesados para
determinação dos ganhos de massa. As amostras SR-26, SR-27 e SR-28 não foram revestidas
sendo usadas apenas para análise do substrato.
4.4. Ensaios de oxidação cíclica
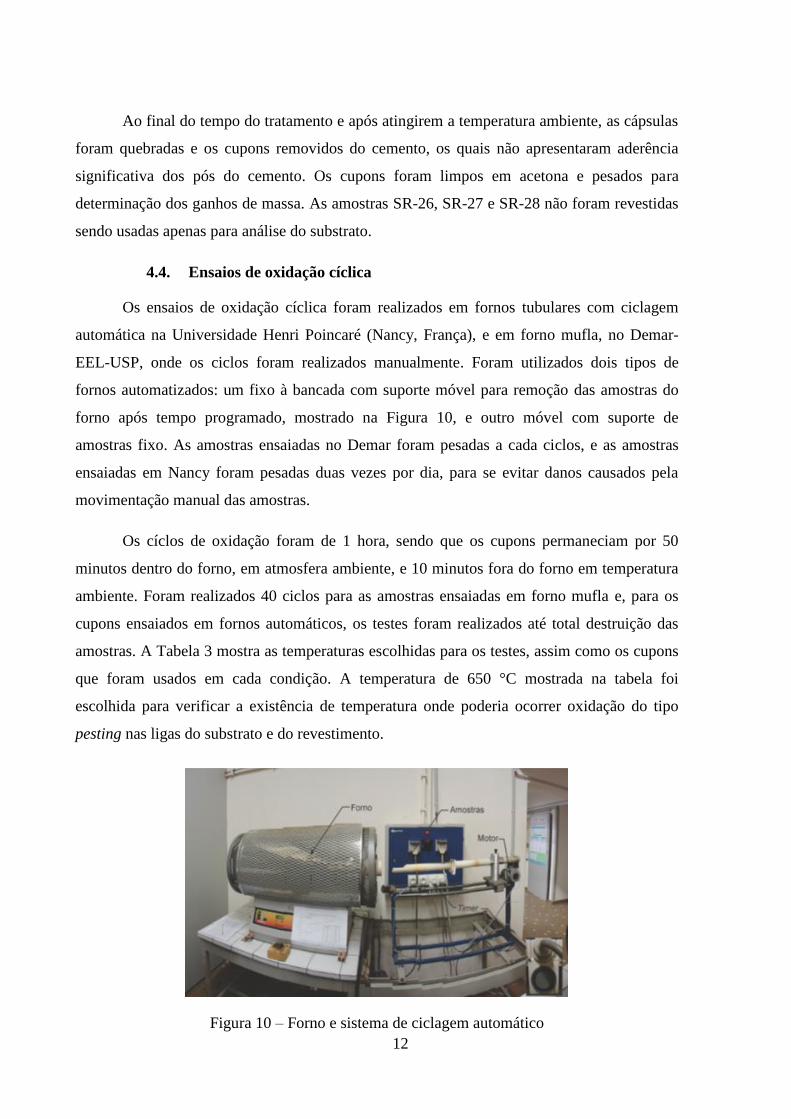
Os ensaios de oxidação cíclica foram realizados em fornos tubulares com ciclagem
automática na Universidade Henri Poincaré (Nancy, França), e em forno mufla, no Demar-
EEL-USP, onde os ciclos foram realizados manualmente. Foram utilizados dois tipos de
fornos automatizados: um fixo à bancada com suporte móvel para remoção das amostras do
forno após tempo programado, mostrado na Figura 10, e outro móvel com suporte de
amostras fixo. As amostras ensaiadas no Demar foram pesadas a cada ciclos, e as amostras
ensaiadas em Nancy foram pesadas duas vezes por dia, para se evitar danos causados pela
movimentação manual das amostras.
Os cíclos de oxidação foram de 1 hora, sendo que os cupons permaneciam por 50
minutos dentro do forno, em atmosfera ambiente, e 10 minutos fora do forno em temperatura
ambiente. Foram realizados 40 ciclos para as amostras ensaiadas em forno mufla e, para os
cupons ensaiados em fornos automáticos, os testes foram realizados até total destruição das
amostras. A Tabela 3 mostra as temperaturas escolhidas para os testes, assim como os cupons
que foram usados em cada condição. A temperatura de 650 °C mostrada na tabela foi
escolhida para verificar a existência de temperatura onde poderia ocorrer oxidação do tipo
pesting nas ligas do substrato e do revestimento.
Figura 10 – Forno e sistema de ciclagem automático
13
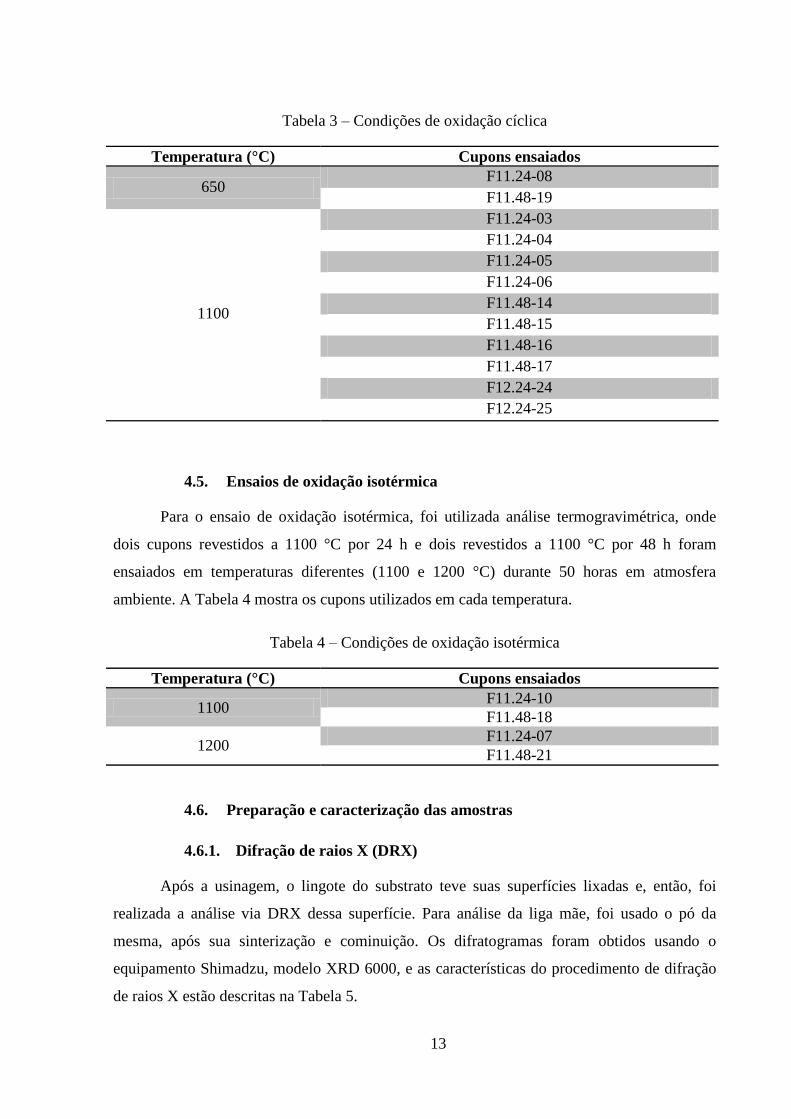
Tabela 3 – Condições de oxidação cíclica
Temperatura (°C) Cupons ensaiados
650 F11.24-08
F11.48-19
1100
F11.24-03
F11.24-04
F11.24-05
F11.24-06
F11.48-14
F11.48-15
F11.48-16
F11.48-17
F12.24-24
F12.24-25
4.5. Ensaios de oxidação isotérmica
Para o ensaio de oxidação isotérmica, foi utilizada análise termogravimétrica, onde
dois cupons revestidos a 1100 °C por 24 h e dois revestidos a 1100 °C por 48 h foram
ensaiados em temperaturas diferentes (1100 e 1200 °C) durante 50 horas em atmosfera
ambiente. A Tabela 4 mostra os cupons utilizados em cada temperatura.
Tabela 4 – Condições de oxidação isotérmica
Temperatura (°C) Cupons ensaiados
1100 F11.24-10
F11.48-18
1200 F11.24-07
F11.48-21
4.6. Preparação e caracterização das amostras
4.6.1. Difração de raios X (DRX)
Após a usinagem, o lingote do substrato teve suas superfícies lixadas e, então, foi
realizada a análise via DRX dessa superfície. Para análise da liga mãe, foi usado o pó da
mesma, após sua sinterização e cominuição. Os difratogramas foram obtidos usando o
equipamento Shimadzu, modelo XRD 6000, e as características do procedimento de difração
de raios X estão descritas na Tabela 5.
14
Tabela 5 – Condições de análise de DRX
Parâmetro Condição
Radiação Cu-kα
Tempo de contagem por ponto 1 segundo
Intervalo (2θ) 10 – 80°
4.6.2. Microscopia eletrônica de varredura (MEV) e Microanálise eletrônica
(EDS)
Para análise do revestimento, se selecionou cupons não oxidados e um não revestido
(A11.24-01, A12.24-02, F11.48-13 e SR-26), e para caracterização dos óxidos formados,
selecionou-se os cupons F11.24-03, F11.24-05, F11.48-14, F11.48-17 e F12.24-24.
Depositou-se ouro, via sputtering, e níquel, via eletrodeposição, para evitar danos ao
revestimento e ao óxido, que poderiam ocorrer durante o processo de lixamento. As amostras
foram embutidas a frio em resina de secagem rápida, lixadas até a grana 4000 e polidas em
suspensão OP-S. Para que as camadas de escala micrométricas pudessem ser nitidamente
analisadas, as amostras embutidas, após o polimento, receberam uma fina camada de carbono
(F11.24-05, F11.48-17 e SR-26) ou de ouro (A11.24-01,A12.24-02, F11.24-03, F11.48-13,
F11.48-14 e F12.24-24).
As imagens foram obtidas em dois microscópios eletrônico de varredura: no Demar foi
usado o modelo LEO 1450VP usando tensão de aceleração 20 kV e distância de trabalho 15
mm, usando detector de eletrons retroespalhados, e na universidade Henri Poincaré o modelo
JEOL JSM-7600F usando tensão de aceleração 15 kV e distância de trabalho de
aproximadamente 15 mm.
5. RESULTADOS E DISCUSSÃO
5.1. Substrato
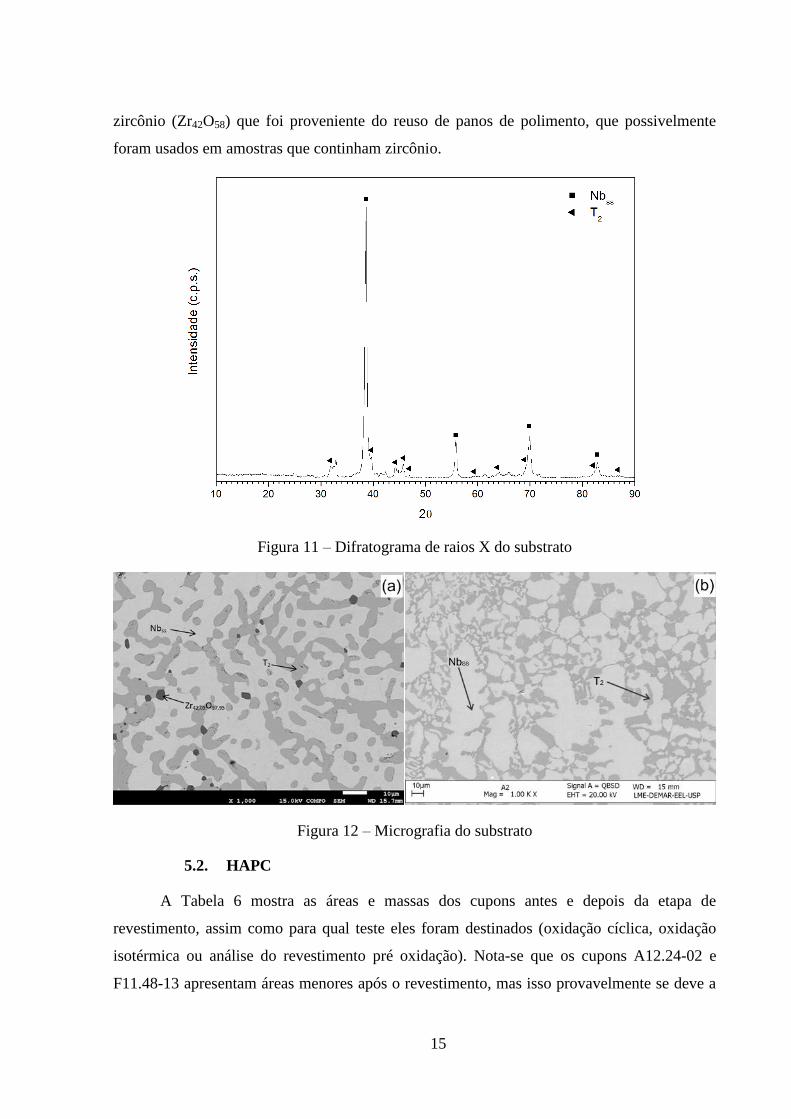
Assim como esperado, o difratograma de raios X (Figura 11) e a micrografia do
substrato (Figura 12) mostram a presença das fases NbSS e T2. Na Figura 12, (a) se refere ao
substrato usado nos cupons produzidos para os ensaios cíclicos automatizados e ensaios
isotérmicos, enquanto que a imagem (b) se refere ao substrato usado para produção dos
cupons usados nos ensaios cíclicos manuais. Nota-se em (a) a presença (inclusão) de óxido de
15
zircônio (Zr42O58) que foi proveniente do reuso de panos de polimento, que possivelmente
foram usados em amostras que continham zircônio.
Figura 11 – Difratograma de raios X do substrato
Figura 12 – Micrografia do substrato
5.2. HAPC
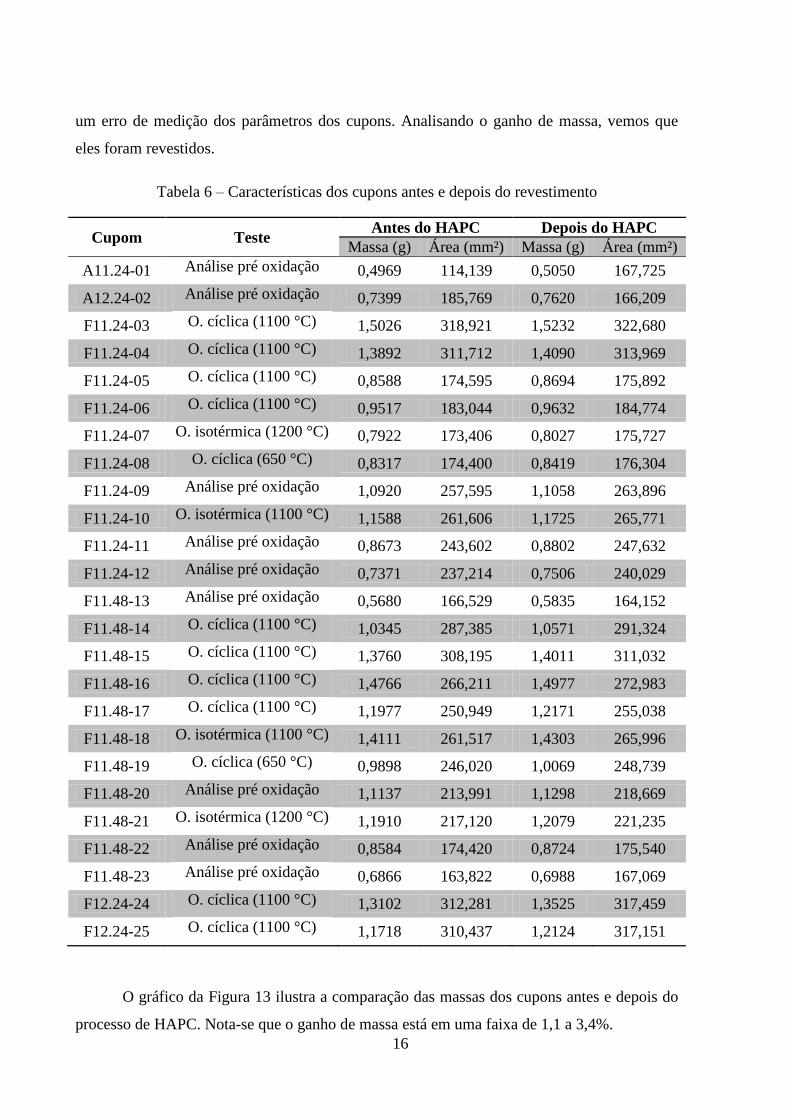
A Tabela 6 mostra as áreas e massas dos cupons antes e depois da etapa de
revestimento, assim como para qual teste eles foram destinados (oxidação cíclica, oxidação
isotérmica ou análise do revestimento pré oxidação). Nota-se que os cupons A12.24-02 e
F11.48-13 apresentam áreas menores após o revestimento, mas isso provavelmente se deve a
16
um erro de medição dos parâmetros dos cupons. Analisando o ganho de massa, vemos que
eles foram revestidos.
Tabela 6 – Características dos cupons antes e depois do revestimento
Cupom Teste Antes do HAPC Depois do HAPC
Massa (g) Área (mm²) Massa (g) Área (mm²)
A11.24-01 Análise pré oxidação 0,4969 114,139 0,5050 167,725
A12.24-02 Análise pré oxidação 0,7399 185,769 0,7620 166,209
F11.24-03 O. cíclica (1100 °C) 1,5026 318,921 1,5232 322,680
F11.24-04 O. cíclica (1100 °C) 1,3892 311,712 1,4090 313,969
F11.24-05 O. cíclica (1100 °C) 0,8588 174,595 0,8694 175,892
F11.24-06 O. cíclica (1100 °C) 0,9517 183,044 0,9632 184,774
F11.24-07 O. isotérmica (1200 °C) 0,7922 173,406 0,8027 175,727
F11.24-08 O. cíclica (650 °C) 0,8317 174,400 0,8419 176,304
F11.24-09 Análise pré oxidação 1,0920 257,595 1,1058 263,896
F11.24-10 O. isotérmica (1100 °C) 1,1588 261,606 1,1725 265,771
F11.24-11 Análise pré oxidação 0,8673 243,602 0,8802 247,632
F11.24-12 Análise pré oxidação 0,7371 237,214 0,7506 240,029
F11.48-13 Análise pré oxidação 0,5680 166,529 0,5835 164,152
F11.48-14 O. cíclica (1100 °C) 1,0345 287,385 1,0571 291,324
F11.48-15 O. cíclica (1100 °C) 1,3760 308,195 1,4011 311,032
F11.48-16 O. cíclica (1100 °C) 1,4766 266,211 1,4977 272,983
F11.48-17 O. cíclica (1100 °C) 1,1977 250,949 1,2171 255,038
F11.48-18 O. isotérmica (1100 °C) 1,4111 261,517 1,4303 265,996
F11.48-19 O. cíclica (650 °C) 0,9898 246,020 1,0069 248,739
F11.48-20 Análise pré oxidação 1,1137 213,991 1,1298 218,669
F11.48-21 O. isotérmica (1200 °C) 1,1910 217,120 1,2079 221,235
F11.48-22 Análise pré oxidação 0,8584 174,420 0,8724 175,540
F11.48-23 Análise pré oxidação 0,6866 163,822 0,6988 167,069
F12.24-24 O. cíclica (1100 °C) 1,3102 312,281 1,3525 317,459
F12.24-25 O. cíclica (1100 °C) 1,1718 310,437 1,2124 317,151
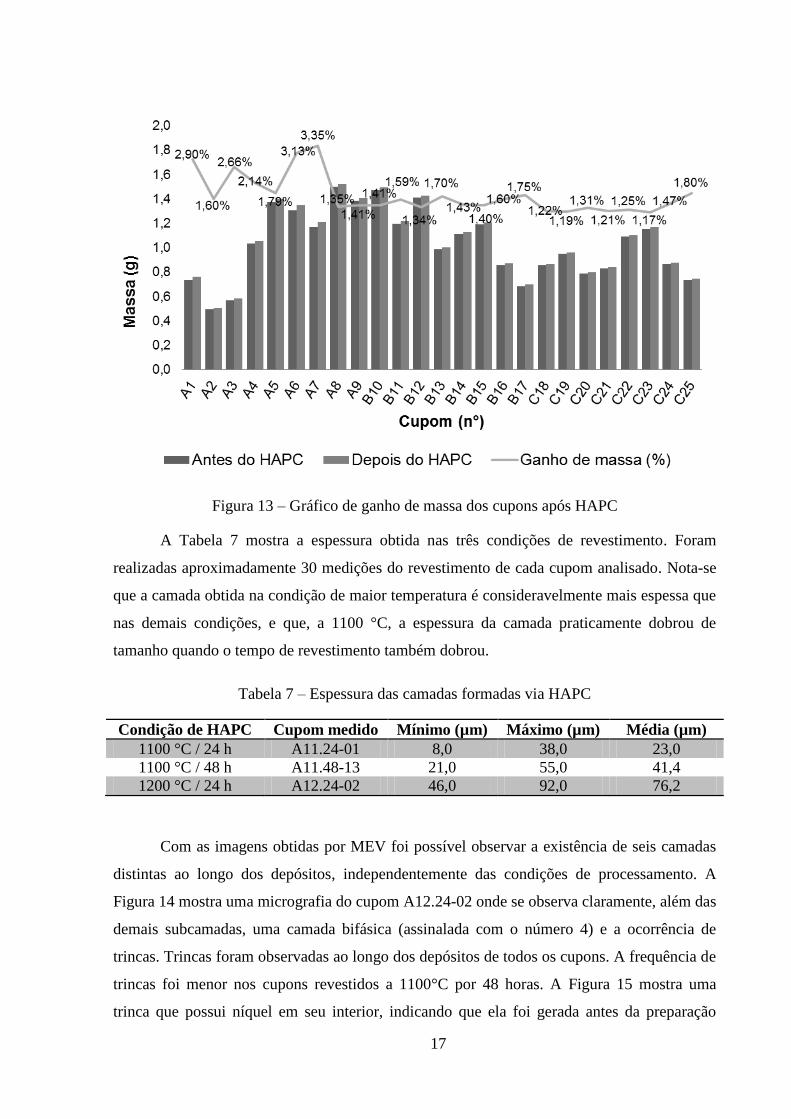
O gráfico da Figura 13 ilustra a comparação das massas dos cupons antes e depois do
processo de HAPC. Nota-se que o ganho de massa está em uma faixa de 1,1 a 3,4%.
17
Figura 13 – Gráfico de ganho de massa dos cupons após HAPC
A Tabela 7 mostra a espessura obtida nas três condições de revestimento. Foram
realizadas aproximadamente 30 medições do revestimento de cada cupom analisado. Nota-se
que a camada obtida na condição de maior temperatura é consideravelmente mais espessa que
nas demais condições, e que, a 1100 °C, a espessura da camada praticamente dobrou de
tamanho quando o tempo de revestimento também dobrou.
Tabela 7 – Espessura das camadas formadas via HAPC
Condição de HAPC Cupom medido Mínimo (µm) Máximo (µm) Média (µm)
1100 °C / 24 h A11.24-01 8,0 38,0 23,0
1100 °C / 48 h A11.48-13 21,0 55,0 41,4
1200 °C / 24 h A12.24-02 46,0 92,0 76,2
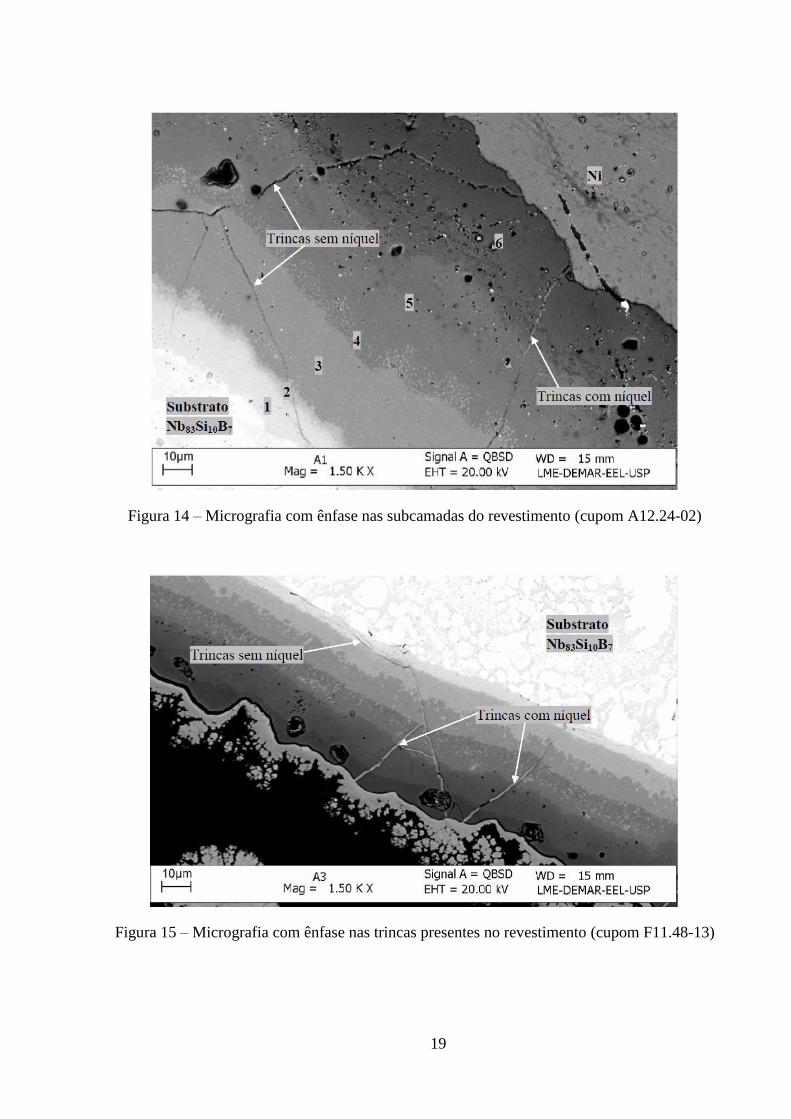
Com as imagens obtidas por MEV foi possível observar a existência de seis camadas
distintas ao longo dos depósitos, independentemente das condições de processamento. A
Figura 14 mostra uma micrografia do cupom A12.24-02 onde se observa claramente, além das
demais subcamadas, uma camada bifásica (assinalada com o número 4) e a ocorrência de
trincas. Trincas foram observadas ao longo dos depósitos de todos os cupons. A frequência de
trincas foi menor nos cupons revestidos a 1100°C por 48 horas. A Figura 15 mostra uma
trinca que possui níquel em seu interior, indicando que ela foi gerada antes da preparação

18
metalográfica. A imagem também mostra que a trinca propagou e que outras se formaram
provavelmente durante a preparação metalográfica.
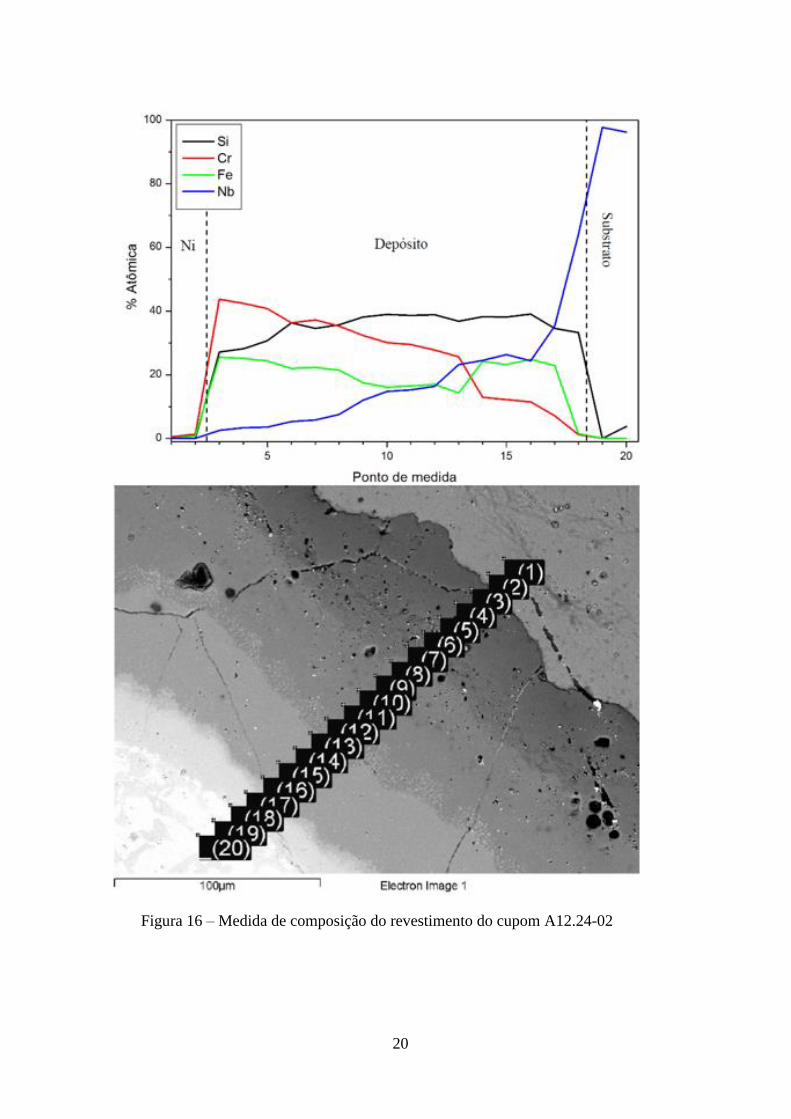
Após a análise por EDS, foi possível verificar como varia a composição química do
depósito, cujos resultados podem ser visto nas Figura 16,Figura 17 e Figura 18, junto com a
micrografia dos pontos onde foram realizadas as medições. As figuras foram obtidas dos
cupons A11.24-01, A12.24-02 e F11.48-13 e vemos que, mesmo com diferentes condições de
processamento, a composição química do depósito varia da mesma maneira. Note nos
gráficos que os primeiros pontos referem-se à camada protetora de níquel e por isso essa
região está assinalada como “Ni”, a região da camada de revestimento está assinalada como
“Depósito” e a região que abrange os últimos pontos corresponde àquela que a composição
foi medida no substrato e foi denominada de “Substrato”.
Nos gráficos, vemos que o cromo é o elemento mais abundante na superfície externa
do depósito e que sua concentração diminui no sentido do substrato. O silício é o segundo
elemento mais abundante e sua concentração se mantem praticamente constante ao longo do
depósito. A concentração do elemento ferro varia dentro faixa de 15 e 25 por cento para todos
os cupons. O nióbio é o elemento menos abundante nas superfícies externas dos depósitos,
porém seu teor aumenta para o interior do substrato, indicando que houve difusão dos átomos
desse elemento para as camadas dos depósitos durante o processo HAPC. Destaca-se a
presença de nióbio nas superfícies dos depósitos, com exceção do cupom F11.48-13. Vale
ressaltar que o boro está presente tanto no substrato como no depósito, porém a técnica de
microanálise eletrônica via MEV/EDS não detecta a sua presença.
19
Figura 14 – Micrografia com ênfase nas subcamadas do revestimento (cupom A12.24-02)
Figura 15 – Micrografia com ênfase nas trincas presentes no revestimento (cupom F11.48-13)
20
Figura 16 – Medida de composição do revestimento do cupom A12.24-02
21
Figura 17 – Medida de composição do revestimento do cupom A11.24-01
22
Figura 18 – Medida de composição do revestimento do cupom F11.48-13
23
5.3. Oxidação cíclica
Sem o revestimento, o substrato apresentou severa oxidação em seu primeiro ciclo
durante os ensaios de oxidação cíclica (Schimidt, 2011), como mostra a Figura 19.
Figura 19 – Cupom sem revestimento protetor após 1h a 1100 °C
O gráfico da Figura 20 mostra a variação de massa por área, em mg/cm², que se obteve
a partir da oxidação cíclica dos cupons. Os pontos das curvas foram obtidos a partir da média
dos valores de massa dos cupom revestidos nas mesmas condições. Na figura, percebe-se que
os cupons revestidos a 1100 °C em 24 horas foram os que apresentaram a melhor resistência a
oxidação, mas há uma variação dos resultados desses cupons quanto se compara os dados
obtidos da oxidação cíclica manual com os dados da oxidação cíclica automatizada, onde as
amostras testadas nos fornos automáticos resistiram por 24 ciclos, enquanto que as amostras
testadas manualmente resistiram por todo o período de teste (40 ciclos). Supõe-se que essa
diferença tenha ocorrido devido a presença de outras amostras nos fornos de ciclagem
automática, e da liberação de vapores dessas substâncias que possam ter alterado o ambiente
do ensaio.
Figura 20 – Variação de massa dos cupons durante oxidação cíclica
24
A foto da Figura 21 mostra a variação da morfologia dos cupons ensaiados
manualmente. Nota-se que em 20 ciclos as amostras revestidas a 1100 °C / 48 horas e a 1200
°C / 24 horas apresentam diversos pontos de oxidação, enquanto que o cupom revestido a
1100 °C / 24 horas apresentaram os primeiros pontos de oxidação próximo ao término do
ensaio.
Figura 21 – Fotos dos cupons ensaiados ciclicamente (ciclagem manual)
A Figura 22 mostra a variação de composição do cupom F11.24-05 ensaiado em forno
de ciclagem automática. Vemos que a variação de composição dele se assemelha àquela
obtida na caracterização do substrato, onde a principal diferença é a presença do elemento
oxigênio, fato esperado devido a oxidação do cupom durante o ensaio. Nota-se a presença de
oxigênio na camada mais externa do revestimento (ponto 2 ao 4) e no início do substrato
(ponto 14 ao 20). Podemos ver pela micrografia que entre os pontos 2-4 e 14-20 há a presença
de óxido, ao longo de uma trinca.
Como observado durante a caracterização do substrato, os cupons oxidados
apresentaram uma alta frequência de trincas ao longo do revestimento, o que possivelmente
levou à oxidação deles. A Figura 23 mostra a micrografia dos cupons F11.48-17 (a) e F11.24-
05 (b). No último, se observa a oxidação catastrófica da amostra e a presença de diversas
trincas preenchidas de óxidos ao longo do revestimento. No cupom F11.48-17, nota-se uma
trica com presença de óxido no sentido transversal do revestimento e trincas não oxidadas no
sentido longitudinal do revestimento que terminam na trinca oxidada. Supõe-se que a camada
mais próxima do substrato possua características de expansão térmica semelhantes ao do
substrato, fazendo com que as trincas perpendiculares ao revestimento sejam desviadas do
25
substrato. O cupom F11.24-05também apresenta tais trincas longitudinais, dessa vez, com
presença de óxidos, sendo assim, podemos supor que a última camada do revestimento é a que
melhor protege o substrato, fazendo com que o óxido não se propague para tal região.
Figura 22 – Medida de composição do revestimento do cupom F11.24-05
26
Figura 23 – Micrografias dos cupons F11.48-17 (a) e F11.24-05C18 (b)

27
5.4. Oxidação isotérmica
As Figura 24,Figura 25, Figura 26 e Figura 27 mostram as curvas obtidas pelos
ensaios de oxidação isotérmica em 1100 e 1200 °C. Nos gráficos, é observada a diferença de
comportamento dos revestimentos realizados em diferentes condições de HAPC.
O cupom F11.48-18 (Figura 24), ensaiado em 1100 °C, apresentou uma variação de
massa de 21,52 mg/cm² nas 50 horas do teste e sua curva mostra um aumento na taxa de
ganho de massa, enquanto que o cupom F11.48-21 (Figura 25) , que foi ensaiado em 1200 °C,
teve um ganho máximo de 0,81 mg/cm² e sua curva apresenta um ganho de massa
praticamente constante. Essas diferenças mostram que o revestimento realizado a 1100 °C/48
horas possui melhor resistência à oxidação na temperatura de 1200 °C que na temperatura de
1100 °C, uma vez que apresenta ganho de massa de menor valor.
A curva do cupom F11.24-10 (Figura 26) , ensaiado em 1100 °C, mostra que a sua
oxidação é linear até as primeiras 6 horas do ensaio. Após esse tempo, a amostra apresentou
oxidação completa do substrato e a curva completa do ensaio não foi apresentada. O cupom
apresentou um ganho de massa de 27,46 mg/cm² em apenas 6 horas.
A curva do cupom F11.24-07 que foi ensaiado em 1200 °C, Figura 27 (a), mostra um
ganho de massa de 0,40 mg/cm² em 23 horas, onde começa a decrescer e, ao final, apresenta
um máximo de 0,47 mg/cm² em aproximadamente em 49 horas. A queda da curva indica que
o revestimento deixou de ser aderente ao substrato e começou a se soltar. O aumento de massa
repentino em aproximadamente 48 horas se deve à oxidação do substrato. Considerando os
ponto do início do ensaio até o primeiro ponto de máximo e usando a raiz quadrada do tempo,
obteve-se a curva presente na Figura 27 (b). A partir dela, podemos concluir que a oxidação
do cupom foi de forma paralinear.
Ao analisar os gráficos podemos concluir que as amostras apresentam maior
resistência na temperatura de 1200 °C, independente da condição de revestimento. Porém, a
proteção confeccionada a 1100 °C /48 horas é a que apresentou melhor desempenho nos
ensaios, pois não mostrou lascamento da camada protetora, resistindo até o final do ensaio.
28
Figura 24 – Curva de oxidação isotérmica (1100 °C) do cupom F11.48-18
Figura 25 – Curva de oxidação isotérmica (1200 °C) do cupom F11.48-21
Figura 26 – Curva de oxidação isotérmica (1100 °C) do cupom F11.24-10
29
Figura 27 – Curva de oxidação isotérmica (1200 °C) do cupom F11.24-07: a) mg/cm² vs h; b)
mg/cm² vs (h)½
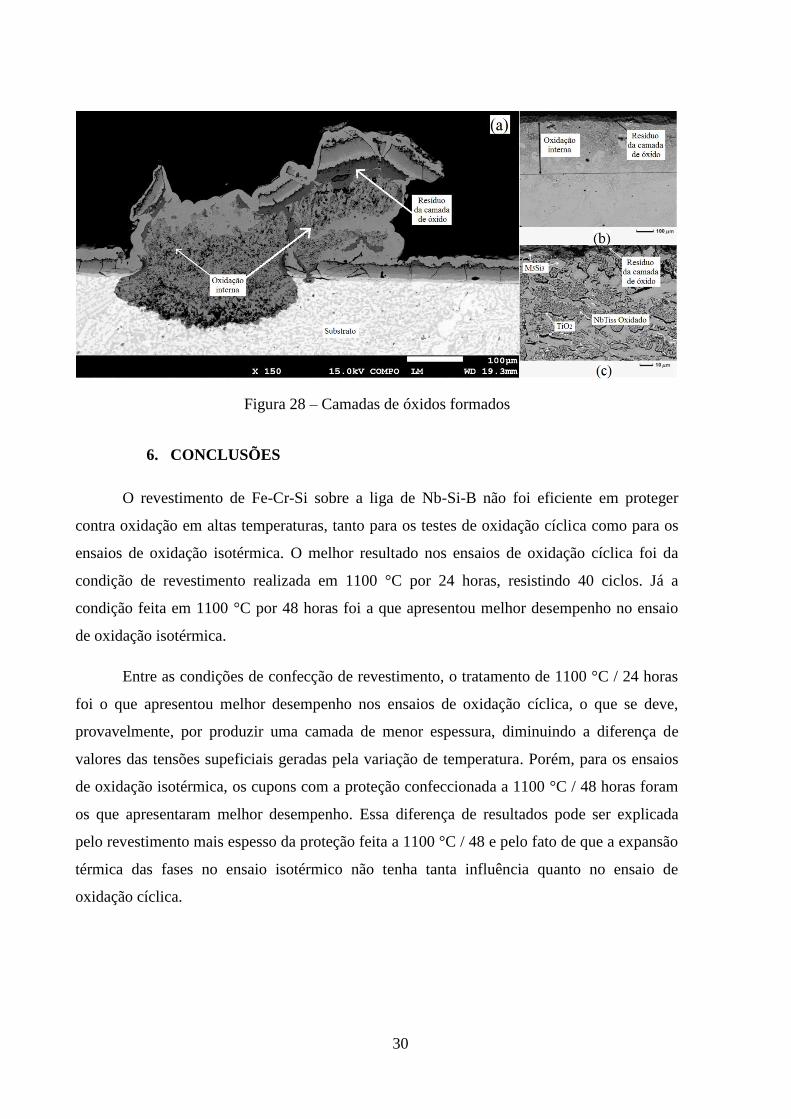
Nota-se, na Figura 28a, que o comportamento de oxidação em alta temperatura do
material ocorreu como mostrado no item 3.3. Observa-se a formação de uma grande camada
interna de óxido, e, devido à curta duração dos ensaios, pequenas camadas externas de óxido.
As imagens Fig. 28b e 28c foram retiradas de (Mathieu et al., 2012) para que se pudesse
analisar por comparação as imagens de MEV, uma vez que não foram realizadas
experimentos que mostrassem as fases presentes nos cupons oxidados no presente trabalho.
As amostras de (Mathieu et al., 2012) têm composição Nb–25Ti–8Hf–2Cr–2Al–16Si, em
porcentagem atômica, e não foram revestidas com outra liga.
30
Figura 28 – Camadas de óxidos formados
6. CONCLUSÕES
O revestimento de Fe-Cr-Si sobre a liga de Nb-Si-B não foi eficiente em proteger
contra oxidação em altas temperaturas, tanto para os testes de oxidação cíclica como para os
ensaios de oxidação isotérmica. O melhor resultado nos ensaios de oxidação cíclica foi da
condição de revestimento realizada em 1100 °C por 24 horas, resistindo 40 ciclos. Já a
condição feita em 1100 °C por 48 horas foi a que apresentou melhor desempenho no ensaio
de oxidação isotérmica.
Entre as condições de confecção de revestimento, o tratamento de 1100 °C / 24 horas
foi o que apresentou melhor desempenho nos ensaios de oxidação cíclica, o que se deve,
provavelmente, por produzir uma camada de menor espessura, diminuindo a diferença de
valores das tensões supeficiais geradas pela variação de temperatura. Porém, para os ensaios
de oxidação isotérmica, os cupons com a proteção confeccionada a 1100 °C / 48 horas foram
os que apresentaram melhor desempenho. Essa diferença de resultados pode ser explicada
pelo revestimento mais espesso da proteção feita a 1100 °C / 48 e pelo fato de que a expansão
térmica das fases no ensaio isotérmico não tenha tanta influência quanto no ensaio de
oxidação cíclica.
31
7. SUGESTÕES DE TRABALHOS FUTUROS
Identificar, por DRX, as fases presentes nas camadas protetoras dos cupons de
cada condição de HAPC;
Estudar e comparar os coeficiêntes de expansão térmica da liga Nb-Si-B e das
fases presentes nas camadas de proteção;
Confeccionar revestimento protetor com apenas a fase presente na subcamada
mais próxima do substrato;
REFERÊNCIAS
Anthymidis, K. G.; Maragoudakis, N.; Stergioudis, G.; Haidar, O.; Tsipas, D. N.
A comparative study of boride coatings obtained by pack cementation method and by
fluidized bed technology. Materials Letters. 2003, Vol. 57, 16-17.
Bewlay, B. P .; Jackson, M. R.; Zhao, J.-C.; Subramanian, P. R.; Mendiratta, M.
G.; Lewandowski, J. J. Ultrahigh-temperature Nb-silicide-based composites. MRS Bulletin.
2003, Vol. 28, 646-653.
Bianchi, M. E. M. e Petroni, S. L. G. Separação quantitativa de níquel e cobalto
para análise química de superligas. São José dos Campos : AMR / IAE, 2008, Relatório de
iniciação científica.
Chen, J.; Li, C.; Fu, Z.; Tu, X.; Sundberg, M.; Pompe, R.. Low temperature
oxidation behavior of a MoSi2-based material. Materials Science and Engineering A. 1999,
Vol. 261, 239-244.
Cheng, J., Yi, S. e Park, J. S. Oxidation behavior of Nb-Si-B ternary alloys at 1100
°C under ambient atmosphere. Intermetallics. 2012, Vol. 23, 12-19.
Dimiduk, D. M. e Perepezko, J. H. Mo-Si-B alloys: Developing a revolutionary
turbine-engine material. MRS Bulletin, 2003, Vol. 28, 639-645.
Gral, R. F. Relatório de estágio no exterior. Lorena : ProInt - EEL, USP, 2012.
Ito, K.; Hayashi, T.; Yokobayashi, M.; Numakura, H. Evolution kinetics and
microstructure of MoSi2 and Mo5Si3 surface. Intermetallics. 2004, Vol. 12, 407-415.
32
Ito, K.; Murakami, T.; Adachi, K.; Yamaguchi, M. Oxidation behavior of Mo–9Si–
18B alloy pack-cemented in a Si-base pack mixture. Intermetallics. 2003, Vol. 11, 763-772.
Júnior, D. M. P.; Nunes, C. A.; Coelho, G. C.; Ferreira, F. Liquidus projection of
the Nb-Si-B system in the Nb-rich region. Intermetallics. 2003, Vol. 11, 251-255.
Majumdar, S.; Sengupta, P.; Kale, G. B.; Sharma, I. G. Development of multilayer
oxidation resistant coatings on niobium and tantalum. Surface and coatings. 2006, Vol. 200,
3713-3718.
Mathieu, S.; Knittel, S.; Berthod, P.; Mathieu, S.; Vilasi, M. On the oxidation
mechanism of niobium-base in situ composites. Corrosion science. 2012, Vol. 60, 181-192.
Metal Prices. Metal Prices. Metal Prices. [Online] 2013. [Visitado em: 05 de 09 de
2013.] www.metalprices.com/metal/.
Nunes, C. A. Revestimento do Nb e da liga Nb83Si10B7 por pack cementation com
ligas-mãe Fe30Cr20(Si38,8B11,2) e avaliação da resistência à oxidação cíclica dos
materiais produzidos. Lorena : EEL - USP, 2006. Relatório de afastamento.
Pardini, A. C. P. e Sabioni, A. C. S. Estudo da oxidação em alta temperatura dos
aços inoxidáveis ferríticos AISI 430A e AISI 430E em ar. Ouro Preto : REDEMAT - UFOP,
2008. Dissertação de mestrado.
Pereira, L. X. e Benegra, M. Revestimentos alternativos para palhetas de turbinas
resistentes à oxidação. Curitiba : FAE, 2011.
Portillo II, B. Development and characterization of the oxidation behavior of various
high temperature niobium based alloys. El Paso : The University of Texas, 2011. UMI
3489987. Dissertação de mestrado.
Raghavan, V. Cr-Fe-Si (Chromium-Iron-Silicon). Journal of Phase Equilibria. 2003,
Vol. 24, 545-546.
Sakidja, R.; Park, J. S.; Hamann, J.; Perepezko, J. H. Synthesis of oxidation
resistant silicide coatings on Mo–Si–B alloys. Scripta Materialia. 2005, Vol. 53, 723-728.
33
Schimidt, D. V. N. Desenvolvimento de proteção à oxidação para ligas Nb-Si-B via
"halide activated pack cementation": revestimento de Fe-Cr-Si. Lorena : EEL - USP, 2011.
Relatório de iniciação científica (processo USP n° 2010.1.764.88.6).
Vilasi, M., Cerba, P. e Steinmetz, J. A new protective coating for niobium alloys.
Coating technology. 1993, Vol. 3, 455-469.
Vilasi, M.; Francois, M.; Podor, R.; Steinmetz, J. New silicides for new niobium
protective coatings. Journal of Alloys and Compounds. 1998, 264, 244-251.
Vilasi, M.; Francois, M.; Brequel, H.; Podor, R.; Venturini, G.; Steinmetz, J.
Phase equilibria in the Nb-Fe-Cr-Si System. Journal of alloys and compounds. 1998, Vol.
269, 187-192.
Vilasi, M; Steinmetz, J; Allemand, BG; Berton, B; Chereau, P. Protective coatings
for niobium alloys. Journal of advanced materials. 2000, Vol. 32, 53-57.
Vilasi, M.; Brequel, H.; Podor, R.; Steinmetz, J. Silicide coatings for niobium
alloys. Elevated temperature coatings: science and technology II. 1996, 233-244.
Zhao, J. C. e Westbrook, J. H. Ultrahigh temperature materials for jet engines. MRS
Bulletin. 2003, Vol. 28, 622-630.


















