UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL · Kpc Coeficiente de queda de pressão no canal da parte...
27
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL ESCOLA DE ENGENHARIA DEPARTAMENTO DE ENGENHARIA MECÂNICA ENERGIA E FENÔMENOS DE TRANSPORTE PROJETO E CONSTRUÇÃO DE UM TROCADOR DE CALOR PARA O RESFRIAMENTO DE MOSTO DE CERVEJA por RAFAEL DE LUCCA DIEGO ALBA Trabalho Final da Disciplina de Medições Térmicas Professor Paulo Smith Schneider [email protected] Porto Alegre, dezembro 2011
Transcript of UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL · Kpc Coeficiente de queda de pressão no canal da parte...

UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL
ESCOLA DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA MECÂNICA
ENERGIA E FENÔMENOS DE TRANSPORTE
PROJETO E CONSTRUÇÃO DE UM TROCADOR DE CALOR PARA O RESFRIAMENTO
DE MOSTO DE CERVEJA
por
RAFAEL DE LUCCA
DIEGO ALBA
Trabalho Final da Disciplina de Medições Térmicas
Professor Paulo Smith Schneider
Porto Alegre, dezembro 2011

2
RESUMO
O trabalho tem por objetivo a construção de um protótipo pasteurizador que consiga
reduzir a temperatura de uma corrente de mosto de cerveja, representado por água quente no
ensaio, a uma pressão e temperatura de entrada dados e que pontue satisfatoriamente bem nos
quesitos da competição. A metodologia empregada é a solução de um sistema de equações não
lineares. Não foi possível a medição das temperaturas e vazões pelo motivo de vazamentos
internos. Analiticamente, para uma vazão de mosto igual a 0,55 l/min., pressão atmosférica igual
a 101,325 kPa, eficiência de 70%, número total de placas igual a 17, temperaturas de entrada de
60° e 22 ° para o mosto e água de arrefecimento, respectivamente, os resultados foram:
temperatura final do mosto de 33,4° , vazão de água de arrefecimento de 0,55l/min., temperatura
de saída da água de arrefecimento de 32,4° . Ainda analiticamente, se o número de placas,
eficiência, temperaturas de entrada e vazões fossem igualados aos parâmetros de ensaios do
pasteurizador Therminator, um pasteurizador há 14 anos no mercado, a vazão e a temperatura
final de saída do mosto seriam levemente inferiores, porém com higienização superior, devido a
possibilidade de desmontar o conjunto para a lavagem e esterilização.

3
ABSTRACT
The work aims to build a prototype pasteurizer that can reduce the temperature of a stream
of beer wort, represented by the hot water test, for the pressure and temperature input data and
rate fairly well in the competition. The methodology employed is the solution of a system of
nonlinear equations. It was not possible the measurement of temperatures and flow rates due to
internal leaks. Analytically, for a flow rate of wort equal to 0.55 l/min., atmospheric pressure
equal to 101.325 kPa, 70% efficiency, total number of plates equal to 17, inlet temperatures of
60°C and 22°C for the wort and water cooling, respectively, the results were the final
temperature of 33.4 °C for the wort, cooling water flow rate of 0.55 l/min., outlet temperature of
cooling water of 32.4°C. Although analytically, if the number of plates, efficiency, inlet
temperatures and flow rates were matched to the parameters of the Therminator pasteurizer, a
product that has been sold in the market for 14 years, the flow rate and temperature output are
slightly lower, but with higher hygiene because it can be disassembled for washing and
sterilization.

4
SUMÁRIO
LISTA DE ABREVIATURAS E SIGLAS
1. INTRODUÇÃO.................................................................................................................... 7
2. REVISÃO BIBLIOGRÁFICA............................................................................................ ..8
3. FUNDAMENTAÇÃO ..........................................................................................................9
4. TÉCNICAS EXPERIMENTAIS..........................................................................................13
5. FABRICAÇÃO....................................................................................................................15
6. VALIDAÇÃO DO EXPERIMENTO..................................................................................16
7. RESULTADOS....................................................................................................................16
8. CONCLUSÕES ..................................................................................................................18
9. REFERÊNCIAS BIBLIOGRÁFICAS.................................................................................19
ANEXO

5
LISTA DE ABREVIATURAS E SIGLAS
A_eff Area superficial efetiva de troca termica
Achc Area da seção do canal de agua fria
Achh Area da seção do canal de agua quente
bc Altura da seção do canal de agua fria
bh Altura da seção do canal de agua quente
c_ph_m Calor especifico médio da agua quente
Chh Coeficiente XXXXX para a agua quente -
Chc Coeficiente XXXXX para a agua fria -
cpc Calor especifico da parte fria
cph Calor especifico da parte quente
deltaP_total_c Queda de pressão total do trocador na parte fria
deltaP_total_h Queda de pressão total do trocador na parte quente
deltaPchc Queda de pressão por canal na parte quente
deltaPchh Queda de pressão por canal na parte fria
deltaPpc Queda de pressão total do trocador na parte quente
deltaPph Queda de pressão total do trocador na parte quente
Dhc Diametro hidráulico do canal da parte fria
Dhh Diamentro hidráulico do canal da parte quente
Dp Diametro de porta
eff Eficiência do trocador
f_c Coeficiente para queda de pressão na parte fria -
f_h Coeficiente para queda de pressão na parte quente -
gaxeta Largura da vedação entre placas
Gc Velocidade massica no canal de agua fria
Gh Velocidade massica no canal de agua quente
Gpc Velocidade massica na porta do canal frio
Gph Velocidade massica na porta do canal quente
hc Coeficiente de convecção da agua fria
hh Coeficiente de convecção da agua quente
kal Coeficiente de condutibilidade térmica do aço SAE
1020
kc Coeficiente de condutibilidade térmica media da
agua na parte fria
kh Coeficiente de condutibilidade térmica media da
agua na parte quente
Kpc Coeficiente de queda de pressão no canal da parte
fria
-
Kph Coeficiente de queda de pressão no canal da parte
quente
-
Lh Distancia horizontal entre os centros das portas
LMTD Media logarítmica da diferença de temperatura
Lp Distancia vertical da área de troca efetiva por canal
Lv Distancia vertical entre os centros das portas

6
Lw Distancia horizontal da área de troca efetiva por
canal
Lx Comprimento total da placa
Ly Largura total da placa
mc Vazão em massa de agua fria
mc_fc Vazão em massa de agua fria na porta
mh Vazão em massa de agua fria
mh_fh Vazão em massa de agua quente na porta
muc Viscosidade dinamica da agua fria
muh Viscosidade dinâmica da agua quente
nc Coeficiente para perda de carga -
Nch Numero de canais -
Ne Numero efetivo de canais -
nh Coeficiente para perda de carga -
Nt Numero total de canais -
Nuc Nusselt da parte fria
Nuh Nusselt da parte quente
Patm Pressao atmosferica
Pc Perímetro da área da seção da parte fria
Ph Perímetro da área da seção da parte quente
Prc Prandtl da parte fria
Prh Prandtl da parte quente
Q Taxa de calor trocada
Q_max Taxa de calor máxima
Rec Reynolds da parte fria
Reh Reynolds da parte quente
rho_mc Densidade da agua fria na temperatura media
rho_mh Densidade da agua quente na temperatura media
t Espessura da placa
Tae Temperatura de entrada da agua fria
Tas Temperatura de saída da agua fria
Tmc Temperatura media da agua fria dentro do trocador
Tme Temperatura media de entrada da agua quente
Tmh Temperatura media da agua quente dentro do
trocador
Tms Temperatura de saída da agua quente
Tx Temperatura media da parte quente para a troca de
calor máxima
U Coeficiente global de conveccao

7
1.0 INTRODUÇÃO
O objetivo principal é a construção de um pasteurizador que consiga reduzir a temperatura
de uma corrente de mosto de cerveja e que pontue nos 5 critérios de avaliação propostos no
edital do concurso.
O Laboratório de Ensaios Térmicos e Aerodinâmicos – LETA, está construindo uma
pequena cervejaria artesanal, chamada de LabBeer. Uma parte importante do processo de
fabricação da cerveja é o arrefecimento de um líquido de cozimento, chamado de mosto, com o
objetivo de pasteurizá-lo. O mosto é o resultado do cozimento e filtragem dos cereais que dão
origem à cerveja. A posição do pasteurizador no processo pode ser vista na figura abaixo.
Figura 1 – Diagrama do processo de pasteurização do mosto. Fonte: Edital do concurso proposto
na disciplina de medições térmicas ENG 3108.
Identificam-se na Figura 1 duas correntes: a corrente quente de mosto, que deverá ser
arrefecida (marcada em vermelho) e a corrente fria de água de arrefecimento (marcada em azul).
O mosto deixa o tanque de cozimento a aproximadamente 100 e a pressão atmosférica, e
deverá passar por um processo rápido de arrefecimento, que resultará na sua pasteurização,
sendo então recolhido no Tanque de descarga. No experimento proposto, o mosto será
substituído por uma corrente de água a temperatura de 70 ºC, inferior a do mosto por razões de
segurança. A corrente de arrefecimento também será água, tomada a temperatura e pressão
ambiente. A corrente de água fria será limitada ao máximo de 10 l/min (litros por minuto). A
corrente de água quente é de dimensionamento do grupo.
Finalizado o contexto do trabalho, os 5 critérios de avaliação da competição que permitirão
classificar o primeiro e o segundo colocados do concurso, são apresentados a seguir:
Critério 1- Redução da temperatura do mosto, aproximando-a da temperatura ambiente.
(eficácia)
Critério 2- Obter a maior vazão possível de mosto pasteurizado. (produção)
Critério 3- Menor consumo possível de água de arrefecimento. (eficiência)
Critério 4- Menor incerteza de medição das temperaturas e vazões das duas correntes
d’água. (qualidade)
Critério 5- Melhor relatório escrito. (alfabetização)

8
O critério 1 tem peso 2 e os demais, peso 1. Com os critérios estabelecidos e seus devidos
pesos, inicia-se a seleção de um trocador que atenda de forma eficiente cada um dos requisitos
mencionados e assim, obtenha a maior pontuação possível.
2.0 REVISAO BIBLIOGRÁFICA
Existem inúmeros tipos de pasteurizadores de mosto de cerveja. Pasteurizadores cônicos,
tubulares, de serpentina e placas paralelas são os mais utilizados para o processo de
pasteurização. Optou-se pela configuração de placas paralelas. Segundo Kakaç, 2002, uma série
de vantagens é atribuída:
A higienização dos seus componentes;
Alto coeficiente de transferência de calor para ambos os fluidos;
Flexibilidade no numero de placas após a fabricação;
Praticidade construtiva em comparação com trocadores de casco e tubo;
Apresenta uma relação alta entre a área de transferência de calor e o volume do trocador;
A mistura entre os fluidos não ocorre se houver falha de vedação nas gaxetas;
Existe também uma serie de desvantagens no uso de pasteurizadores de placa paralela,
dentre elas:
Vazamentos para o exterior;
Temperaturas de operação até 160 - 250 ;
Pressão de operação mínima de 25bar – 30bar;
Excessiva queda de pressão;
Eficaz apenas para troca térmica entre líquidos;
Os fluidos devem ter baixa viscosidade.
Após esta breve análise qualitativa, procurou-se dados quantitativos para avaliar as
dimensões, pressões e temperaturas, fluxos de massa e performance médio. Alguns dados úteis a
respeito de trocadores de placas paralelas estão na tabela abaixo:
Tabela 1 – Dados úteis sobre trocadores de calor de placas paralelas. Adaptado Kakaç, 2002.
PARÂMETROS DE TROCADORES
DIMENSÃO
maior tamanho 1540 m^2
número de placas 700 -
tamanho porta 0,39 m
PLACAS
expessura 0,5 1,2 mm
área 0,03 2,2 m^2
espaçamento 1,5 5 mm
OPERAÇÃO
pressão 0,1 1,5 MPa
temperatura -25 250 °C
velocidade de porta 5 m/s
vazão por canal 0,05 12,5 m^3/h
máxima vazão 2500 m^3/h

9
PERFORMANCE
aproximação de temperatura 1 °C
eficiência de troca térmica 90 %
coeficiente h 3000 7000 W/m^2*K
número de NUT 0,4 40 -
queda de pressão ótima 30 kPa/NUT
Em seguida, buscou-se pasteurizadores de placas paralelas comerciais, com vazões para até
10 l/min e com perda de carga reduzida em comparação com os dados da tabela 1. Um dos
principais fabricantes de pasteurizadores para mosto de cerveja é a empresa norte-americana
Blichmann Engineering (www.blichmannengineering.com). A empresa comercializa o
pasteurizador Therminator, que segundo o fabricante, pode ser alimentado por gravidade. A
figura abaixo exibe o produto:
Figura 2 – Pasteurizador Blichmann. Fonte: www.blichmannengineering.com
O pasteurizador é compacto (0,019m X 0,01m X 0,0076m) e capaz de produzir 37,5 l de
mosto a 20°C em 300s, utilizando 18,75l de água de arrefecimento a 14,44°C. Segundo o
fabricante, para produzir 1,125l de mosto a 20°C, é utilizado 7,5l/min de água de arrefecimento.
De posse dos dados, obteve-se uma estimativa para o dimensionamento preliminar.
3.0 FUNDAMENTAÇÃO
Os elementos de um trocador de placas paralelas são: as placas trocadoras, as gaxetas de
compressão, um dispositivo para dar pressão de contato ao conjunto montado e os conectores das
portas. Os detalhes podem ser vistos na figura da página seguinte:

10
Figura 3 – Esquema construtivo de um trocador de placas paralelas. Fonte Kakaç, 2002.
A superfície de troca compreende uma placa com quatro furos nas extremidades, por onde
o fluido a ser resfriado ou aquecido entra por um dos furos em uma das faces, e na face oposta da
mesma placa, o fluido refrigerante escoa. A figura a seguir representa esquematicamente o
caminho do fluido ao longo da placa:
Figura 4 – Par de placas representando o caminho do fluido. Na esquerda, a água de
arrefecimento escoa verticalmente para cima, e na direita, o mosto escoa para baixo.
A partir do caminho pressuposto do fluido, foi assumido o escoamento paralelo e contra
corrente de modo a aumentar a troca térmica. O dimensionamento do trocador foi feito através
de um programa chamado EES( Engineering Numeric Solver), que constitui-se de um solver de
equações não lineares. Será apresentada a seguir a ordem do equacionamento e posteriormente a
rotina empregada no software.
Primeiramente, avalia-se a máxima troca térmica do sistema, em , dada pela
equação 1:
(1)
Onde, mh é a vazão volumétrica em , cphm é o calor específico médio tomado na parte
quente em para a média da temperatura Tme e Tae, e as temperaturas dadas em °C.
Após isto, deve-se estimar uma taxa de calor de projeto otimizada, pois a partir de uma certa

11
eficiência, o ganho é muito pouco para o “esforço” utilizado para aumentar a troca térmica.
Existem estudos que relacionam esta eficiência ótima pressupondo a condição de um sistema
subamortecido, porém os coeficientes são de difícil medição. Uma aproximação satisfatória
encontra-se na faixa de 70% e será utilizado como cálculo da taxa de calor de projeto Q em kW,
que é dada pela equação 2:
(2)
Onde, é a máxima troca térmica do sistema em kW, e eff , a eficiência de projeto.
A temperatura média de saída da água quente pode ser obtida da equação 3:
(3)
Onde, mh é a vazão volumétrica da parte quente em , cph é o calor específico médio da
água tomada na parte quente em , dados em °C.
Para avaliar a temperatura de saída da parte fria (Tas), é utilizado a equação 4:
(4)
Onde, mc é a vazão volumétrica da parte fria em , cpc o calor específico da água na
temperatura média da parte fria, obtida por cálculo iterativo.
Agora, necessita-se mensurar o coeficiente global de troca térmica requerido UrcAeff, o
qual pode ser obtido da equação 5:
(5)
Onde, Q é a taxa de calor em kW, LMTD é a média logarítmica da diferença de temperaturas
para escoamento contra-corrente em °C.
No cálculo da área efetiva, foi setado o número efetivo de placas, , ,
. O número efetivo foi tomado como uma média dos trocadores para mosto
disponíveis no mercado, já Lp e Lw segundo Sadik Kakaç, 2002, obedecem a relação mínima de
> 1,8 para evitar pontos de má distribuição do fluido na placa ou ilhas de calor. De
acordo com a equação 6:
(6)
Onde, Aeff é a área efetiva de troca térmica em .
A seguir, é calculado Reynolds para depois proceder com a avaliação dos coeficientes de
convecção.
A velocidade em massa no canal é dada pela equação 9:
(7)
Onde, m é a vazão de agua em , Nch é o numero de canais, b o espaçamento entre placas
(0,002m ) e Lw a largura do canal.
Agora obtém-se o coeficiente de convecção global pela equação 10:
(8)
Onde, U, hh, hc, são o coeficiente de convecção global, coeficiente de convecção da parte
quente, coeficiente de convecção da parte fria, respectivamente, todos em . t é a
espessura da placa igual a 0,001m e k a condutibilidade térmica do aço SAE 1020 em .

12
Nusselt para parte fria e quente são dados pela equação 11:
(9)
Segundo Kakaç, 2002, valores para Ch=0,331 e n= 0,503 para faixas de Reynolds de 50 -500.
Feito isto, é necessário verificar se a queda de pressão é admissível para os valores de
vazão de entreda. As expressões para queda de pressão nos canais são:
(10)
O fator é:
(11)
Onde é igual a 24000 para Reynolds de 50 -500 e 2800 para valores maiores. Valores para
são 1000 e 0,451 para a água quente e fria, respectivamente. A rotina do solver EES está
anexada.
Respeitando o edital, a combinação de parâmetros de entrada que obteve um bom
desempenho foi:
As dimensões da placa: Lv=0,22m, Lw=0,06m, Lp=0,2m;
Espaçamento entre placas: canal quente bh=0,0025m , e frio bc=0,0025m;
Número de placas: Nt=17;
Eficiência: 70%;
Vazão: mh=0,009167 l/min e mc=0,02345l/min;
Temperaturas na entrada: Tme=60° , Tae=22 ° ;
Pressão atmosférica, Patm = 101,325kPa
A seguir, foi comparada a pressão total requerida nas partes quente e fria, com a curva das
bombas do laboratório, descontada da perda de carga.
Não foi calculada a perda de carga em cada acessório do conjunto, porém a perda de carga
na parte fria e quente foi estimada de modo conservador. Acionaram-se as bombas sem o
pasteurizador e foram medidas as vazões máximas no rotâmetro do laboratório. A partir daí,
traçou-se uma reta na curva das bombas para cada vazão máxima e subtraída de 85% do head
máximo da bomba respectiva.
Na página seguinte, uma ilustração de uma das soluções do problema, com os parâmetros
mais importantes destacados:

13
Figura 5- Exemplo da janela de solução do software EES.
4.0 TÉCNICAS EXPERIMENTAIS
Para a medição das temperaturas, 4 termopares foram disponibilizados pelo laboratório,
para a aquisição de Tme, Tms, Tae, Tas.
As vazões de referência foram mensuradas por rotâmetros individuais. O rotâmetro para a
corrente de água fria foi posicionado na entrada do pasteurizador, enquanto o rotâmetro para a
água quente, na saída do mesmo.
Na medição de vazões, o grupo desenvolveu 2 medidores de vazão por placa de orifício.
Um para a água quente e outro para a mistura de água fria. Foi utilizado a equação 14:
(12)
Onde, K é o coeficiente de ajuste da vazão igual a 0,64, é a relação entre o diâmetro da placa
de orifício e o diâmetro da tubulação, igual a 0,5, A é a área da seção do tubo em .
A fim de calcular a incerteza de medição do instrumento, medições experimentais
deveriam ser realizadas para possibilitar o cálculo. Tais aferições não puderam ser realizadas
pelo grupo, pois o instrumento não é apropriado para a medição de vazão nas condições do
problema. Portanto, em posse de valores teóricos, foram calculadas as incertezas de medições
para o medidor de vazão de placa de orifício. Considerando vazão de 10l/min.:

14
Figura 6 – Resultados obtidos para o medidor de vazão
O equacionamento está em anexo.
No eixo das ordenadas, Z representa a diferença de altura em m, e nos eixos das abcissas, a
vazão é expressa em l/s.
Para o cálculo da incerteza de medição na vazão, somente o manômetro contribuirá para a
propagação das incertezas. A incerteza de medição foi de 7,041E-7 . A figura abaixo ilustra
o resultado da derivada parcial e a porcentagem da incerteza associada:
Figura 7 – Cálculo da incerteza associada

15
5.0 FABRICAÇÃO
No trocador de calor: 15 placas, 14 gaxetas, e 2 placas de pressão foram confeccionadas
por corte plasma. Detalhe da confecção das placas:
Figura 8 – Confecção das placas
O medidor de vazão foi confeccionado em tubo de ½” de PVC, utilizando uma luva de
conexão e uma arruela como placa de orifício. O manômetro é constituído de tubos transparentes
de PVC e conectados nas tomadas de pressão.
O conjunto montado pode ser visto na figura abaixo:
Figura 9 – Medidor de vazão montado no trocador durante ensaio

16
Para maiores outros detalhes de construção, ver anexo.
6.0 VALIDAÇÃO
O trocador foi ensaiado a Tme = 54° , mh= 1/60 l/min., mc=2l/min. e não obteve
resultados na medição de Tms, pois o excesso de vazamentos entre as gaxetas e o exterior
inviabilizou a leitura correta das temperaturas e vazões. Verificou-se que o tipo e os parâmetros
do processo de corte empregado na confecção das chapas, induziram tensões residuais excessivas
e ocasionaram deformações excessivas. Estas, possam ter colaborado para o insucesso.
Sendo assim, foi proposta uma vedação em resina epóxi que preencheria os espaços entre as
placas. A medida não eliminou os vazamentos, e o grupo foi desclassificado da competição.
Já o medidor de vazão não funcionou pela falta de comprimento necessário dos tubos
manométricos. As colunas de água iriam se estabilizar na altura do Boiler.
7.0 RESULTADOS
Para uma eficiência de 70%, bc= 0,002m, variando a distância (b) entre placas, nota-se a
variação na quantidade de mosto produzido:
Tabela 2 – Máxima capacidade de vazão de água quente, para uma eficiência de 70%
Nota-se que aumentando a vazão de água quente, representado por mh, a relação para mc
permanece constante, de acordo com a eficiência assumida. A produção é possível quando o
coeficiente global é igual ou menor o coeficiente global requerido( Urc ). Deste modo, quando a
vazão de mosto for 0,6l/min tem-se o máximo da produção possível. Porém, a queda de pressão
na parte fria é 12,56mca. A curva da bomba de água fria é a seguinte:

17
Figura 10 – Curva da bomba de água fria. Fonte: Catálogo do fabricante Tango.
Logo para a vazão indicada na tabela 1, a pressão é de 18mca menos a perda de carga na
tubulação. Para a vazão em questão, a perda de carga na tubulação e nos acessórios é muito
baixa, então será desconsiderada. Portanto a pressão requerida de 12,56mca é atendida pelo
sistema.
Devido a variações na quantidade de água dentro do Boiler, a Tme irá oscilar e as
temperaturas de saída também sofrerão mudanças de forma linear. Considerando a eficiência de
70%, tem-se:
Figura 11 – Variações nas temperaturas

18
8.0 CONCLUSÃO
Pode-se ver que o projeto e a construção de um protótipo pasteurizador e posteriormente, a
medição de suas vazões e incertezas associadas, representa um enorme desafio a ser vencido.
Desde o início do projeto, os objetivos eram: a simplicidade construtiva dos protótipos, o volume
do trocador, o custo envolvido, e a eficiência do mesmo. Mesmo reconhecendo as limitações,
notou-se que problemas surgiram a todo momento. Por exemplo: vazamentos, prazos de entrega,
falta de materiais disponíveis, não conformidades de construção do projeto, má escolha dos
medidores de vazão, custo final. Mesmo com o esforço empregado, a equipe foi desclassificada
por vazamentos internos e medições não puderam ser realizadas. Conclui-se que a construção de
trocadores de placas paralelas não são uma alternativa de baixo custo e simples de serem
construídos.

19
9.0 REFERÊNCIAS BIBLIOGRÁFICAS
KAKAÇ, S., LIU, H., 2002.”Heat exchangers, Selection, Rating, and Thermal Design”,
CRC Press, New York.
SCHNEIDER, P.S., 2007-2. “Medição de Velocidade e Vazão de Fluidos”, GESTE,
Porto Alegre.
SCHNEIDER, P.S., 2007-2. “Medição de Pressão em Fluidos”, GESTE, Porto Alegre.
INCROPERA, DE WITT, 2007. “Fundamentals of Heat and Mass Trasnfer”, Wiley.
1 2 3 4 5 6 7 8 9 10
Capacidade
de leitura na
faixa indicada
Perda de
carga
Incertezas
Criatividade
Conformidade
com as
normas de
redação do
concurso

20
Código usado no programa para equacionar o problema do pasteurizador:
"================CARGA TERMICA================="
Q=eff*Q_max Q_max=mh*c_ph_m*(Tme-Tae) Q=mh*cph*(Tme-Tms) c_ph_m=CP(Water;T=Tx;P=Patm) Tx=(Tme+Tae)/2 mh=0,55/60 eff=0,7 Tme=60 Tae=22 Tms-Tas=1 Patm=101,325 "===========TEMPERATURAS DE SAIDA============" Q=mc*cpc*(Tas-Tae) cph=CP(Water;T=Tmh;P=Patm) cpc=CP(Water;T=Tmc;P=Patm) Tmh=(Tme+Tms)/2 Tmc=(Tae+Tas)/2 "============COEFICIENTE GLOBAL================" Q=U_rcA_eff*LMTD LMTD=((Tme-Tas)-(Tms-Tae))/(ln(Arg)) Arg=((Tme-Tas)/(Tms-Tae)) U_rcA_eff=U_rc*A_eff Ne=A_eff/(Lp*Lw) Lp=0,2 Lw=0,06 Ne=15 "========COEFICIENTES CONVECCAO===============" (1/U)=(1/hh)+(1/hc)+(t/k_al) t=0,001 k_al=k_('Stainless_AISI304'; 34)/1000 Nuh=Chh*(Reh^nh)*Prh^(1/3) Nuc=Chc*(Rec^nc)*Prc^(1/3) hh=Nuh*kh/Dhh hc=Nuc*kc/Dhc kh=CONDUCTIVITY(Water;T=Tmh;P=Patm)/1000 kc=CONDUCTIVITY(Water;T=Tmc;P=Patm)/1000 Prh=PRANDTL(Water;T=Tmh;P=Patm) Prc=PRANDTL(Water;T=Tmc;P=Patm) Chh=0,331 "Reh =20-500" Chc=0,331 nh=0,503 "Reh=20-500" nc=0,503 bh=0,0025 bc=0,0025 "==================REYNOLDS====================" Reh=Gh*Dhh/muh Rec=Gc*Dhc/muc Gc=mc/(Nch*bc*Lw) Gh=mh/(Nch*bh*Lw) Nch=(Nt-1)/2 Nt=Ne+2

21
Dhc=4*Achc/Pc Pc=2*(bc+Lw) Achc=bc*Lw Dhh=4*Achh/Ph Ph=2*(bh+Lw) Achh=bh*Lw muh=VISCOSITY(Water;T=Tmh;P=Patm) muc=VISCOSITY(Water;T=Tmc;P=Patm) "==============QUEDA DE PRESSAO===============" Lv=Lp+Dp Dp=0,02 deltaPchh=4*f_h*((Lv)/Dhh)*(((Gh)^2)/(2*rho_mh)) deltaPchc=4*f_c*((Lv)/Dhc)*(((Gc)^2)/(2*rho_mc)) rho_mc=DENSITY(Water;T=Tmc;P=Patm) rho_mh=DENSITY(Water;T=Tmh;P=Patm) f_h=(Kph)/(Reh)^mh_fh f_c=(Kpc)/(Rec)^mc_fc Kph=24000 "Re= 50-500 " Kpc=2800 mh_fh=1000 "Re= 50-500 " mc_fc=0,451 deltaPph=1,4*((Gph)^2)/(2*rho_mh) deltaPpc=1,4*((Gpc)^2)/(2*rho_mc) Gph=mh/(pi*((Dp)^2)/4) Gpc=mc/(pi*((Dp)^2)/4) deltaP_total_h=(deltaPchh+deltaPph)/1000 deltaP_total_c=(deltaPchc+deltaPpc)/1000
Código usado no programa usado para equacionar o medidor de vazão:
Q=K*A*B*((2*dP)/rho_agua)^0,5 Q=(10/60)*(1/rho_agua) dp=rho_agua*9,81*Z rho_agua=DENSITY(Water;T=34;P=101,325) B=0,5 K=0,64 A=(pi*D^2)/4 D=0,02

120
300
220
2
66
96 40
20
10
Chapa de aço - SAE 1020 10
Nenhum
1 unidade
FA10 Ok
12/2011
mmMATERIAL/MATERIAL:
DESCRIÇÃO/DESCRIPTION:
CÓDIGO/CODE:
DES./DRAWN
DATA/DATE
PROJ./CHK'D
VISTO/APROV'D
TRATAMENTO/FINISH:
FOLHA/SHEET
ESCALA/SCALE
1 de 1
MASSA/MASS
DPM
- SW
201
0_SP
3.1
-- k
amur
a --
qui
nta-
feira
, 1 d
e de
zem
bro
de 2
011
22:1
1:27
A4
± 2.
0
± 1.
2±
0.8
± 0.
5±
0.3
± 0.
2±
0.1
>200
0
a 40
00
>100
0
a 20
00
>40
0
a 10
00
>120
a
400
>30
a
120
>6
a
30
>0.5
a
6
TOLE
RÂN
CIA
S N
ÃO E
SPEC
IFIC
ADAS
NBR
ISO
276
8-1
TOLE
RAN
CES
UN
LESS
OTH
ERW
ISE
SPEC
IFIE
D
C:\U
sers
\kam
ura\
Des
ktop
\Pas
teur
izad
or\fo
lhas
\Fol
haFF
10
TA
BE
LA D
E T
OLE
RÂ
NC
IA /
TO
LER
AN
CE
TA
BLE
MAD
EIR
A
± 2.
0VI
DR
O
ISO
POR
e P
APEL
ÃO±
1.0
± 1.
0
1- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
LIN
ER
AR
ES
PA
RA
INTE
RVA
LO D
E D
IMEN
SÕES
BÁS
ICAS
.
Aci
ma
de
400
>50
a
120
±1º3
0'
2- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
AN
GU
LAR
ES
PA
RA
INTE
RVA
LOS
DE
CO
MPR
IMEN
TOS.
DO
MEN
OR
LAD
O
D
O Â
NG
ULO
CO
RR
ESPO
ND
ENTE
.
0.0
a
10
>10
a
50
>120
a
400
±1º
±0º3
0'±0
º15'
±0º1
0'
MAT
ERIA
IS E
SPEC
ÍFIC
OS
ÁREA SUPERFICIAL SURFACE AREA
(gram)
(mm²)
ESPESSURATHICKNESS
mm
Antes de imprimir pense em seu compromisso com o Meio Ambiente

96 120
133
1
33
300
10
Chapa de aço SAE 1020 10 mm
Nenhum
Quantidade - 1 unidade
12/2011
FP10
MATERIAL/MATERIAL:
DESCRIÇÃO/DESCRIPTION:
CÓDIGO/CODE:
DES./DRAWN
DATA/DATE
PROJ./CHK'D
VISTO/APROV'D
TRATAMENTO/FINISH:
FOLHA/SHEET
ESCALA/SCALE
1 de 1
MASSA/MASS
DPM
- SW
201
0_SP
3.1
-- k
amur
a --
qui
nta-
feira
, 1 d
e de
zem
bro
de 2
011
22:1
9:25
A4
± 2.
0
± 1.
2±
0.8
± 0.
5±
0.3
± 0.
2±
0.1
>200
0
a 40
00
>100
0
a 20
00
>40
0
a 10
00
>120
a
400
>30
a
120
>6
a
30
>0.5
a
6
TOLE
RÂN
CIA
S N
ÃO E
SPEC
IFIC
ADAS
NBR
ISO
276
8-1
TOLE
RAN
CES
UN
LESS
OTH
ERW
ISE
SPEC
IFIE
D
C:\U
sers
\kam
ura\
Des
ktop
\Pas
teur
izad
or\fo
lhas
\folh
aFP1
0
TA
BE
LA D
E T
OLE
RÂ
NC
IA /
TO
LER
AN
CE
TA
BLE
MAD
EIR
A
± 2.
0VI
DR
O
ISO
POR
e P
APEL
ÃO±
1.0
± 1.
0
1- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
LIN
ER
AR
ES
PA
RA
INTE
RVA
LO D
E D
IMEN
SÕES
BÁS
ICAS
.
Aci
ma
de
400
>50
a
120
±1º3
0'
2- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
AN
GU
LAR
ES
PA
RA
INTE
RVA
LOS
DE
CO
MPR
IMEN
TOS.
DO
MEN
OR
LAD
O
D
O Â
NG
ULO
CO
RR
ESPO
ND
ENTE
.
0.0
a
10
>10
a
50
>120
a
400
±1º
±0º3
0'±0
º15'
±0º1
0'
MAT
ERIA
IS E
SPEC
ÍFIC
OS
ÁREA SUPERFICIAL SURFACE AREA
(gram)
(mm²)
ESPESSURATHICKNESS
mm
Antes de imprimir pense em seu compromisso com o Meio Ambiente

60 70
40
20
R10
220
2
50
R70
Chapa de aço SAE 1020 2 mm
Nenhum 12/2011
Quantidade - 29 unidades
G2 Ok
MATERIAL/MATERIAL:
DESCRIÇÃO/DESCRIPTION:
CÓDIGO/CODE:
DES./DRAWN
DATA/DATE
PROJ./CHK'D
VISTO/APROV'D
TRATAMENTO/FINISH:
FOLHA/SHEET
ESCALA/SCALE
1 de 1
MASSA/MASS
DPM
- SW
201
0_SP
3.1
-- k
amur
a --
qui
nta-
feira
, 1 d
e de
zem
bro
de 2
011
22:3
8:48
A4
± 2.
0
± 1.
2±
0.8
± 0.
5±
0.3
± 0.
2±
0.1
>200
0
a 40
00
>100
0
a 20
00
>40
0
a 10
00
>120
a
400
>30
a
120
>6
a
30
>0.5
a
6
TOLE
RÂN
CIA
S N
ÃO E
SPEC
IFIC
ADAS
NBR
ISO
276
8-1
TOLE
RAN
CES
UN
LESS
OTH
ERW
ISE
SPEC
IFIE
D
C:\U
sers
\kam
ura\
Des
ktop
\Pas
teur
izad
or\fo
lhas
\folh
aG2
TA
BE
LA D
E T
OLE
RÂ
NC
IA /
TO
LER
AN
CE
TA
BLE
MAD
EIR
A
± 2.
0VI
DR
O
ISO
POR
e P
APEL
ÃO±
1.0
± 1.
0
1- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
LIN
ER
AR
ES
PA
RA
INTE
RVA
LO D
E D
IMEN
SÕES
BÁS
ICAS
.
Aci
ma
de
400
>50
a
120
±1º3
0'
2- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
AN
GU
LAR
ES
PA
RA
INTE
RVA
LOS
DE
CO
MPR
IMEN
TOS.
DO
MEN
OR
LAD
O
D
O Â
NG
ULO
CO
RR
ESPO
ND
ENTE
.
0.0
a
10
>10
a
50
>120
a
400
±1º
±0º3
0'±0
º15'
±0º1
0'
MAT
ERIA
IS E
SPEC
ÍFIC
OS
ÁREA SUPERFICIAL SURFACE AREA
(gram)
(mm²)
ESPESSURATHICKNESS
mm
Antes de imprimir pense em seu compromisso com o Meio Ambiente

60 70
40
20
R10
220
2
50
R70
Chapa de aço SAE 1020 5 mm
Nenhum 12/2011
Quantidade - 29 unidades
G5 Ok
MATERIAL/MATERIAL:
DESCRIÇÃO/DESCRIPTION:
CÓDIGO/CODE:
DES./DRAWN
DATA/DATE
PROJ./CHK'D
VISTO/APROV'D
TRATAMENTO/FINISH:
FOLHA/SHEET
ESCALA/SCALE
1 de 1
MASSA/MASS
DPM
- SW
201
0_SP
3.1
-- k
amur
a --
qui
nta-
feira
, 1 d
e de
zem
bro
de 2
011
22:4
1:16
A4
± 2.
0
± 1.
2±
0.8
± 0.
5±
0.3
± 0.
2±
0.1
>200
0
a 40
00
>100
0
a 20
00
>40
0
a 10
00
>120
a
400
>30
a
120
>6
a
30
>0.5
a
6
TOLE
RÂN
CIA
S N
ÃO E
SPEC
IFIC
ADAS
NBR
ISO
276
8-1
TOLE
RAN
CES
UN
LESS
OTH
ERW
ISE
SPEC
IFIE
D
C:\U
sers
\kam
ura\
Des
ktop
\Pas
teur
izad
or\fo
lhas
\folh
aG5
TA
BE
LA D
E T
OLE
RÂ
NC
IA /
TO
LER
AN
CE
TA
BLE
MAD
EIR
A
± 2.
0VI
DR
O
ISO
POR
e P
APEL
ÃO±
1.0
± 1.
0
1- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
LIN
ER
AR
ES
PA
RA
INTE
RVA
LO D
E D
IMEN
SÕES
BÁS
ICAS
.
Aci
ma
de
400
>50
a
120
±1º3
0'
2- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
AN
GU
LAR
ES
PA
RA
INTE
RVA
LOS
DE
CO
MPR
IMEN
TOS.
DO
MEN
OR
LAD
O
D
O Â
NG
ULO
CO
RR
ESPO
ND
ENTE
.
0.0
a
10
>10
a
50
>120
a
400
±1º
±0º3
0'±0
º15'
±0º1
0'
MAT
ERIA
IS E
SPEC
ÍFIC
OS
ÁREA SUPERFICIAL SURFACE AREA
(gram)
(mm²)
ESPESSURATHICKNESS
mm
Antes de imprimir pense em seu compromisso com o Meio Ambiente

40 70
20
220
2
50
Chapa de aço SAE 1020 1 mm
Nenhum 12/2011
Quantidade - 59 unidades
P1 Ok
MATERIAL/MATERIAL:
DESCRIÇÃO/DESCRIPTION:
CÓDIGO/CODE:
DES./DRAWN
DATA/DATE
PROJ./CHK'D
VISTO/APROV'D
TRATAMENTO/FINISH:
FOLHA/SHEET
ESCALA/SCALE
1 de 1
MASSA/MASS
DPM
- SW
201
0_SP
3.1
-- k
amur
a --
qui
nta-
feira
, 1 d
e de
zem
bro
de 2
011
22:2
5:59
A4
± 2.
0
± 1.
2±
0.8
± 0.
5±
0.3
± 0.
2±
0.1
>200
0
a 40
00
>100
0
a 20
00
>40
0
a 10
00
>120
a
400
>30
a
120
>6
a
30
>0.5
a
6
TOLE
RÂN
CIA
S N
ÃO E
SPEC
IFIC
ADAS
NBR
ISO
276
8-1
TOLE
RAN
CES
UN
LESS
OTH
ERW
ISE
SPEC
IFIE
D
C:\U
sers
\kam
ura\
Des
ktop
\Pas
teur
izad
or\fo
lhas
\folh
aP1
TA
BE
LA D
E T
OLE
RÂ
NC
IA /
TO
LER
AN
CE
TA
BLE
MAD
EIR
A
± 2.
0VI
DR
O
ISO
POR
e P
APEL
ÃO±
1.0
± 1.
0
1- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
LIN
ER
AR
ES
PA
RA
INTE
RVA
LO D
E D
IMEN
SÕES
BÁS
ICAS
.
Aci
ma
de
400
>50
a
120
±1º3
0'
2- A
FAS
TAM
EN
TOS
AD
MIS
SÍV
EIS
AN
GU
LAR
ES
PA
RA
INTE
RVA
LOS
DE
CO
MPR
IMEN
TOS.
DO
MEN
OR
LAD
O
D
O Â
NG
ULO
CO
RR
ESPO
ND
ENTE
.
0.0
a
10
>10
a
50
>120
a
400
±1º
±0º3
0'±0
º15'
±0º1
0'
MAT
ERIA
IS E
SPEC
ÍFIC
OS
ÁREA SUPERFICIAL SURFACE AREA
(gram)
(mm²)
ESPESSURATHICKNESS
mm
Antes de imprimir pense em seu compromisso com o Meio Ambiente
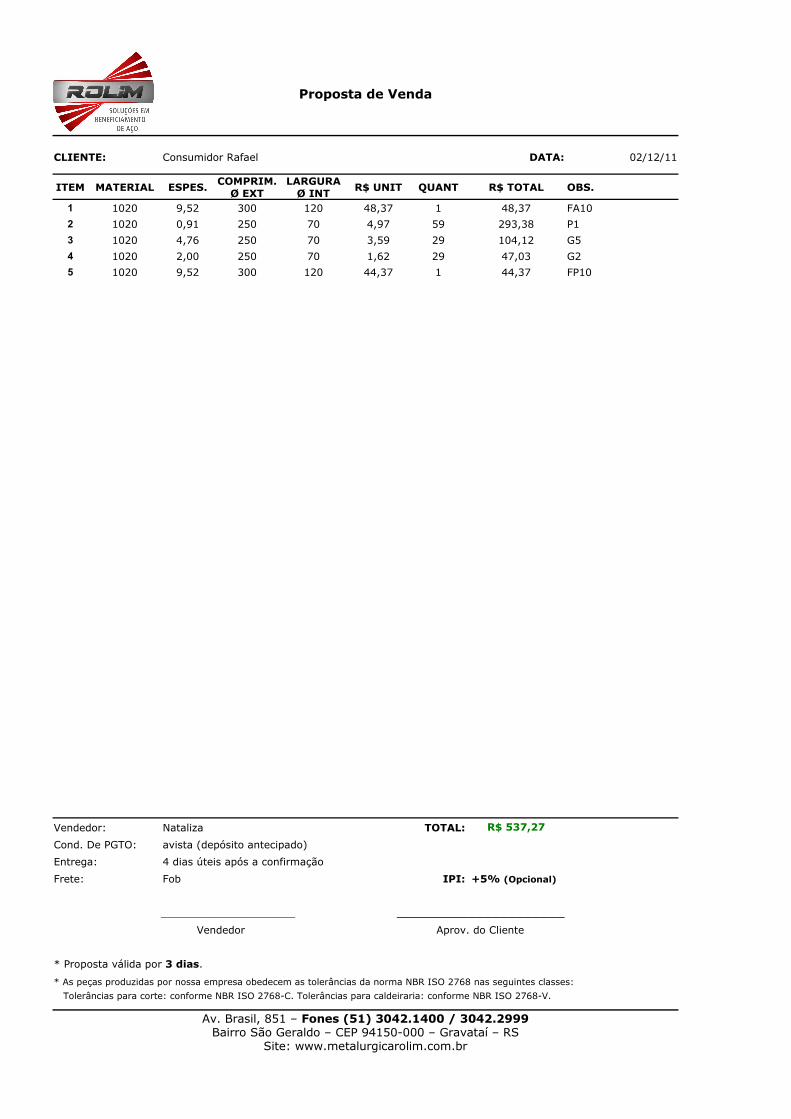
Proposta de Venda
CLIENTE: Consumidor Rafael DATA: 02/12/11
ITEM MATERIAL ESPES. R$ UNIT QUANT R$ TOTAL OBS.
1 1020 9,52 300 120 48,37 1 48,37 FA10
2 1020 0,91 250 70 4,97 59 293,38 P1
3 1020 4,76 250 70 3,59 29 104,12 G5
4 1020 2,00 250 70 1,62 29 47,03 G2
5 1020 9,52 300 120 44,37 1 44,37 FP10
Vendedor: Nataliza TOTAL: R$ 537,27
Cond. De PGTO: avista (depósito antecipado)
Entrega: 4 dias úteis após a confirmação
Frete: Fob IPI:
_____________________ _____________________ Vendedor Aprov. do Cliente
* As peças produzidas por nossa empresa obedecem as tolerâncias da norma NBR ISO 2768 nas seguintes classes:
Tolerâncias para corte: conforme NBR ISO 2768-C. Tolerâncias para caldeiraria: conforme NBR ISO 2768-V.
COMPRIM.Ø EXT
LARGURAØ INT
+5% (Opcional)
* Proposta válida por 3 dias.
Av. Brasil, 851 – Fones (51) 3042.1400 / 3042.2999Bairro São Geraldo – CEP 94150-000 – Gravataí – RS
Site: www.metalurgicarolim.com.br