
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS …livros01.livrosgratis.com.br/cp037377.pdf ·...
174
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA DEPARTAMENTO DE PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO PPGEP GILSON DA SILVA CARDOSO MAPEAMENTO DAS COMPETÊNCIAS FUNCIONAIS: ESTUDO DE CASO EM UMA EMPRESA DE CELULOSE E PAPEL PONTA GROSSA NOVEMBRO - 2006
Transcript of UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS …livros01.livrosgratis.com.br/cp037377.pdf ·...

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁPR
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CAMPUS PONTA GROSSA
DEPARTAMENTO DE PÓS-GRADUAÇÃO
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
PPGEP
GILSON DA SILVA CARDOSO
MAPEAMENTO DAS COMPETÊNCIAS FUNCIONAIS:
ESTUDO DE CASO EM UMA EMPRESA DE CELULOSE E PAPEL
PONTA GROSSA
NOVEMBRO - 2006

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

GILSON DA SILVA CARDOSO
MAPEAMENTO DAS COMPETÊNCIAS FUNCIONAIS:
ESTUDO DE CASO EM UMA EMPRESA DE CELULOSE E PAPEL
Dissertação apresentada como requisito parcial
à obtenção do título de Mestre em Engenharia
de Produção, do Programa de Pós-Graduação
em Engenharia de Produção, Área de
Concentração: Gestão Industrial, do
Departamento de Pesquisa e Pós-Graduação,
do Campus Ponta Grossa, da UTFPR.
Orientador: Prof. Dr. Antonio Carlos Francisco
PONTA GROSSA
NOVEMBRO - 2006

C268 Cardoso, Gilson da Silva
Mapeamento das competências funcionais: estudo de caso em uma empresa de celulose e papel. Gilson da Silva Cardoso. -- Ponta Grossa : UTFPR, Campus Ponta Grossa, 2006.
171 f.: il. ; 30 cm.
Orientador: Prof. Dr. Antonio Carlos de Francisco
Dissertação (Mestrado em Engenharia da Produção) - Universidade Tecnológica Federal do Paraná, Campus Ponta Grossa. Curso de Pós-Graduação em Engenharia de Produção. Ponta Grossa, 2006.
1. Gestão de pessoas - Competências. 2. Competências - Mapeamento. 3.
Competências funcionais. I.Francisco, Antonio Carlos de. II. Universidade Tecnológica
Federal do Paraná, Campus Ponta Grossa. III.Título. CDD 658.3
PPGEP – Gestão Industrial (2006)
TERMO DE APROVAÇÃO
GILSON DA SILVA CARDOSO
MAPEAMENTO DAS COMPETÊNCIAS FUNCIONAIS:
ESTUDO DE CASO EM UMA EMPRESA DE CELULOSE E PAPEL
Dissertação de Mestrado aprovada como requisito parcial à obtenção do grau de
Mestre em Engenharia de Produção, do Programa de Pós-Graduação em
Engenharia de Produção, Área de Concentração: Gestão Industrial, do
Departamento de Pesquisa e Pós-Graduação, do Campus Ponta Grossa, da
UTFPR, pela seguinte banca examinadora:
Orientador: Prof. Dr. Antonio Carlos Francisco
Departamento de Pós-Graduação, UTFPR.
Prof. Nome do Examinador Externo, Título
Departamento de ........, Instituição
Prof. Nome do Examinador Interno, Título
Departamento de ........, Instituição
Ponta Grossa, XX de novembro de 2006

PPGEP – Gestão Industrial (2006)
Para minha esposa Cláudia, meus filhos
Mariana e Lucas, cujo apoio, incentivo e
compreensão foram fundamentais no
transcorrer desta jornada. Para meu
inesquecível pai (in memorian) que
mesmo estando em outro plano sempre
está me apoiando.

PPGEP – Gestão Industrial (2006)
AGRADECIMENTOS
Ao meu orientador e amigo Antônio Carlos Francisco, que com seu conhecimento,
seriedade e competência me proporcionou não apenas uma orientação segura. Mas,
sobretudo, as linhas mestras de reflexão sem qual esta dissertação não seria possível.
Manifesto meu reconhecimento especial ao prof. Luis Alberto Pillati, pelo incentivo e
confiança depositada.
Ao Departamento de Engenharia de Produção da UTFPR onde encontrei os estímulos
e apoio necessário para retomar meu percurso acadêmico.
Agradeço à empresa de celulose e papel pesquisado nas pessoas dos coordenadores
do RH, da Linha de Fibras e da Máquina de Papel pela abertura e confiança. Um
agradecimento especial à Carolina Stonoga pelo apoio e colaboração.
A todos os entrevistados, pela atenção e colaboração durante a coleta de dados da
pesquisa.

PPGEP – Gestão Industrial (2006)
O caminho tem dois aspectos: o aspecto
metódico, que engloba as práticas da
compaixão e da tolerância, e o aspecto da
sabedoria e do conhecimento, relacionado
à sagacidade para penetrar na natureza
da realidade. A última parte do caminho é
o verdadeiro antídoto para eliminar a
ignorância.
(Dalai Lama)
vii
RESUMO
CARDOSO, G. S. Mapeamento das competências funcionais: estudo de caso de uma empresa de celulose e papel. Ponta Grossa. 171 p. Dissertação (Mestrado em Engenharia de Produção) Programa de Pós-Graduação em Engenharia de Produção, UTFPR, 2006.
O objetivo do presente estudo foi mapear as competências funcionais para o cargo de operador em uma empresa de celulose e papel. Para realização do estudo, a problemática central foi: Quais as competências funcionais necessárias para o exercício da função/cargo de operador em uma indústria de celulose e papel? O método utilizado na pesquisa foi o indutivo. A pesquisa foi caracterizada: quanto a sua natureza como aplicada; quanto à abordagem do problema como qualitativa; quanto aos objetivos como exploratório-descritivo e quanto aos procedimentos técnicos estudo de caso. O estudo deu-se na maior unidade do grupo empresarial pesquisado. A unidade fabril possui a capacidade total de 675 mil toneladas/ano de celulose e 675 mil toneladas/ano de papéis e cartões. As técnicas escolhidas para coleta de dados foram entrevistas semi-estruturadas, questionários, observações diretas, bem como análises de documentos (procedimentos operacionais). Para a análise e interpretação dos dados qualitativos valeu-se dos métodos de categorias e análise de conteúdos. A pesquisa deu-se em duas circunstâncias distintas, uma teórica e uma de trabalho de campo realizada na empresa junto aos operadores e coordenadores das áreas estudadas, ou seja, digestor contínuo DC-02 e máquina de papel 07, bem como coordenador de Recursos Humanos. As temáticas estudadas foram: as principais atividades (tarefas do cargo) realizadas no posto de trabalho dos cargos a serem analisados; e as competências mobilizadas pelo operador no desempenho de tarefas concretas durante o exercício da função. Ao ser operacionalizado, o mapeamento de competências funcionais se mostrou capaz de captar as competências requeridas em processos inovadores de trabalho, sobretudo aquelas de natureza cognitiva. Portanto, de forma conclusiva, o trabalho deu conta de atingir os objetivos. Estes foram alcançados e se materializam nas matrizes de competências propostas. Conclui-se, que estes mapas de competências são válidos, pois possibilitaram detectar e avaliar os conhecimentos, habilidades e atitudes necessárias para a realização de processos do negócio e atividades do trabalho. Logo, é possível perceber que os mapas de competências propostos e seus desdobramentos no plano concreto das práticas de gestão representam uma extraordinária ferramenta no campo de organização e gestão de pessoas. Pois eles podem orientar os processos de Aprendizagem Organizacional e Educação Corporativa. Podem também proporcionar subsídios na alocação e identificação de talentos, especificamente na definição dos perfis profissionais e no recrutamento interno e externo.
Palavras-chave: mapeamento de competências, competências funcionais, perfil de competências.

viii
ABSTRACT
CARDOSO, G. S. Mapeamento das competências funcionais: estudo de caso de uma empresa de celulose e papel. Ponta Grossa. 171 p. Dissertação (Mestrado em Engenharia de Produção) Programa de Pós-Graduação em Engenharia de Produção, UTFPR, 2006.
The objective of the present study was: To map the functional competences for the operator position in a pulp and paper company. For accomplishment of the study, the central problem was: Which the necessary functional competences for the exercise of the operator position in a pulp and paper industry? The method used in the research it was the inductive. The research was characterized with relationship your nature as applied; with relationship to the approach of the problem as qualitative; with relationship to the objectives as exploratory-descriptive and with relationship to the procedures technical case study. The study occurred in the largest unit of the group researched. This unit is placed in Parana State. The industrial unit possesses the total capacity of 675 thousand tons of pulp/year and 675 thousand tons/year of papers and boards. The chosen techniques for data collection were semi-structured interview, questionnaires, direct observations, as well as documental analyses (operational procedures). Para the analysis and interpretation of the qualitative data was been worth of the methods of categories and analysis of contents. The research happened in two different circumstances, a theoretical one and other practice in the company together the operators and coordinators of studied areas, in other words, continuous digester DC-02 and paper machine 07, as well as coordinator of human resources. The thematic ones studied they were: the main activities (tasks of the position) accomplished in the job position of the positions researched; and the competences mobilized by the operator in the acting of concrete tasks during the exercise of the function. When being operated the functional competences mapping it was shown capable to capture the competences requested in innovative processes of work, above all those of cognitive nature. Therefore, in a conclusive way the research reached the objectives. These were reached and are materialized at competences matrixes proposed. It is concluded that these maps of competences are valid, because they made possible to detect and to evaluate the knowledge, abilities and necessary attitudes for the accomplishment of processes of the business, and activities of the work. Therefore, it is possible to perceive that the maps of competences proposed and your unfoldings in the plan concrete of the management practices represent an extraordinary tool in the organization field and people's management, because they can guide Organizational Learning’s processes and Corporate Education. They can also provide subsidies in the allocation and identification of talents, specifically in the definition of the professional profiles and in the internal and external recruitment.
Keywords: competencies mapping, functional competencies, competencies profile

ix
LISTA DE FIGURAS
Figura 1 - Fluxograma simplificado de processo da unidade fabril.......................... 52
Figura 2 - Árvore das competências funcionais do operador de celulose e papel............................................................................................................................................... 115
x
LISTA DE QUADROS
Quadro 1 - Transformações que impactaram as organizações...................... 10
Quadro 2 - Tendências na área de treinamento e desenvolvimento.............. 11
Quadro 3 - Dimensões organizacionais da competência............................... 21
Quadro 4 - Abrangências e limites comuns às metodologias DACUM, SCID e
AMOD............................................................................................................. 32
Quadro 5 - Limites específicos das metodologias DACUM, SCID e AMOD.. 33
Quadro 6 - Programa de Investimento – Setor de Celulose e Papel – 2003 a
2012............................................................................................................... 40
Quadro 7 - Dados Sócio-Econômicos do Setor de C&P............................... 42
Quadro 8 - Capacidade instalada por máquina e produtos........................... 53
Quadro 9 – Temáticas freqüentes nos documentos analisados................... 66
Quadro 10 – Fatos observados junto aos operadores III do digestor contínuo
DC-02............................................................................................................. 67
Quadro 11 – Fatos observados junto aos operadores III da máquina de papel
07.................................................................................................................... 69
Quadro 12 – Diagrama de afinidades e inferências....................................... 71
Quadro 13 – Apresentação do perfil dos operadores..................................... 75
Quadro 14 – Atividades exercidas e competências mobilizadas.................... 80
Quadro 15 – Serviço esperado dos ocupantes do cargo de operador III....... 80
Quadro 16 – Atividades exercidas pelos operadores do digestor contínuo... 81
Quadro 17 – Atividades exercidas pelos operadores da máquina de papel
07.................................................................................................................... 85

xi
Quadro 18 – Atividades exercidas pelo operador do digestor e as inferências
sobre as competências associadas................................................................ 90
Quadro 19 – Atividades exercidas pelo operador da máquina de papel 07 e as
inferências sobre as competências associadas............................................. 93
Quadro 20 - Situações em que se faz necessário improvisar e estímulos para
que façam uso da "criatividade" na resolução dos problemas....................... 97
Quadro 21 – Aquisição e transferência de competências.............................. 99
Quadro 22 - Aquisição de competências na análise e solução dos
problemas..................................................................................................... 100
Quadro 23 - Estímulos à transferência de competências............................. 102
Quadro 24 – Competências técnicas comuns aos respondentes................ 111
xii
LISTA DE TABELAS
Tabela 1 - Distribuição de freqüência dos operadores por escolaridade....... 75
Tabela 2 - Distribuição de freqüência dos operadores por formação............. 76
Tabela 3 - Distribuição de freqüência dos operadores por tempo de atuação
no cargo.......................................................................................................... 77
Tabela 4 - Distribuição de freqüência dos operadores pela experiência
profissional...................................................................................................................... 78
Tabela 5 - Competências funcionais do operador do digestor contínuo
Kamyr........................................................................................................... 107
Tabela 6 - Competências funcionais do operador da máquina de papel
07.................................................................................................................. 108
Tabela 7 - Freqüência de uso das competências funcionais do operador do
digestor contínuo Kamyr............................................................................... 112
Tabela 8 - Freqüência de uso das competências funcionais do operador da
máquina de papel 07.................................................................................... 113

xiii
LISTA DE ABREVIATURAS E SIGLAS
ABTCP - Associação Brasileira Técnica de Celulose e Papel AMOD - An model BRACELPA - Associação Brasileira de Celulose e Papel C - Coordenador C&P - Celulose e Papel DACUM - Developing an Curriculum DC - Digestor Contínuo EPS - Enterprise Process System ETED - Emprego Típico Estudado em Sua Dinâmica FIEP - Federação das Indústrias do Estado do Paraná FSC - Forest Stewardship Council GIGA - Grupo Interno de Gestão Autônoma IBERFOP - Instituto Ibero-americano de Formação Profissional IHM - Interface Homem Máquina INDG - Instituto Nacional de Desenvolvimento Gerencial ISO - International Organization for Standardization LF - Linha de Fibras LPB - Liquid Packaging Board MP - Máquina de Papel OEE - Overall Equipment Effectiveness OD - Operador do Digestor OP - Operador da Máquina de Papel PI - Process Information PIB - Produto Interno Bruto PT - Permissão de Trabalho RH - Recursos Humanos SCID - Systematic Curriculum and Instructional Development SDCD - Sistema Digital de Controle Distribuído SENAI - Serviço Nacional de Aprendizagem Nacional TIM - Times Internos de Melhoria
xiv
SUMÁRIO
RESUMO................................................................................................................... vii
ABSTRACT............................................................................................................... viii
LISTA DE FIGURAS................................................................................................... ix
LISTA DE QUADROS.................................................................................................. x
LISTA DE TABELAS.................................................................................................. xii
LISTA DE ABREVIATURAS E SIGLAS.................................................................... xiii
SUMÁRIO................................................................................................................. xiv
1 INTRODUÇÃO......................................................................................................1
1.1 CONTEXTUALIZAÇÃO DO PROBLEMA DE PESQUISA.......................................................1
1.2 PROBLEMA DE PESQUISA ....................................................................................................2
1.3 OBJETIVOS E DELIMITAÇÕES DO ESTUDO .......................................................................3
1.3.1 OBJETIVO GERAL...........................................................................................................3
1.3.2 OBJETIVOS ESPECÍFICOS ............................................................................................3
1.3.3 DELIMITAÇÃO DO ESTUDO...........................................................................................4
1.3.4 LIMITAÇÕES DO ESTUDO .............................................................................................5
1.4 JUSTIFICATIVAS.....................................................................................................................5
1.5 ESTRUTURAÇÃO DO TRABALHO.........................................................................................7
2 REFERENCIAL TEÓRICO ...................................................................................9
2.1 AS MUDANÇAS NO MUNDO DO TRABALHO E SUAS INFLUÊNCIAS NA GESTÃO DE RH NO TOCANTE A CAPACITAÇÃO........................................................................................................9
2.2 AS MUDANÇAS NO MUNDO DO TRABALHO E SUA INFLUÊNCIA NO PERFIL DO TRABALHADOR.................................................................................................................................14
2.3 ANÁLISE DAS CONCEPÇÕES DE COMPETÊNCIA............................................................17
2.3.1 COMPETÊNCIAS FUNCIONAIS ...................................................................................21
2.3.2 DIMENSÕES DAS COMPETÊNCIAS FUNCIONAIS ...........................................................22
2.4. O PAPEL DA METODOLOGIA DE IDENTIFICAÇÃO DE COMPETÊNCIAS ............................24
2.5. METODOLOGIAS EXISTENTES DE IDENTIFICAÇÃO DE COMPETÊNCIAS.........................27
2.6. ANÁLISE DAS ABRANGÊNCIAS E LIMITAÇÕES DE CADA METODOLOGIA........................30
2.6.1. ANÁLISE OCUPACIONAL...................................................................................................30
2.6.2. ANÁLISE FUNCIONAL ....................................................................................................33
2.6.3 ANÁLISE CONSTRUTIVA ....................................................................................................35
2.6.4 CONSIDERAÇÕES SOBRE A ANÁLISE COMPARATIVA ..................................................36
2.7 A IMPORTÂNCIA DO SETOR DE CELULOSE E PAPEL NO CENÁRIO NACIONAL ..............38
3 METODOLOGIA .................................................................................................43
3.1 DEFINIÇÃO DE MÉTODO CIENTÍFICO................................................................................43

xv
3.2 CLASSIFICAÇÃO DA PESQUISA .........................................................................................44
3.3 O CASO …. ............................................................................................................................47
3.4 DELIMITAÇÃO DO UNIVERSO.............................................................................................52
3.5 COLETA DE DADOS .............................................................................................................54
3.6 TRATAMENTO E ANÁLISE DOS DADOS ............................................................................58
4 APRESENTAÇÃO DOS DADOS E ANÁLISE DOS RESULTADOS ..................63
4.1 APRESENTANDO A ANÁLISE DE DOCUMENTOS.............................................................63
4.2 APRESENTANDO AS OBSERVAÇÕES DIRETAS ..............................................................65
4.3 APRESENTANDO AS ENTREVISTAS..................................................................................72
4.3.1 O PERFIL DOS OPERADORES....................................................................................73
4.3.2 ATIVIDADES EXERCIDAS E COMPETÊNCIAS MOBILIZADAS..................................77
4.3.3 AQUISIÇÃO E TRANSFERÊNCIA DE COMPETÊNCIAS.............................................96
4.4 APRESENTANDO OS QUESTIONÁRIOS ..........................................................................103
5 CONCLUSÕES.................................................................................................115
5.1 MATRIZES DE COMPETÊNCIAS .......................................................................................116
5.2 PRINCIPAIS CONTRIBUIÇÕES DO ESTUDO ...................................................................117
5.3 LIMITAÇÕES DO TRABALHO.............................................................................................119
5.4 RECOMENDAÇÕES PARA TRABALHOS FUTUROS........................................................120
REFERÊNCIAS.......................................................................................................121
APÊNDICES............................................................................................................127
APÊNDICE A – QUESTIONÁRIO DE COMPETÊNCIAS................................................................127
APÊNDICE B - ROTEIRO DE ENTREVISTA DOS OPERADORES...............................................129
APÊNDICE C - ROTEIRO DE ENTREVISTA COM OS COORDENADORES (RH, LINHA DE FIBRAS, MÁQUINA DE PAPEL)......................................................................................................130
APÊNDICE D - ROL OU GLOSSÁRIO DE COMPETÊNCIAS ........................................................131
APÊNDICE E – MATRIZ DO MAPA DE COMPETÊNCIAS PARA O OPERADOR III DO DIGESTOR CONTÍNUO ......................................................................................................................................134
APÊNDICE F – MATRIZ DO MAPA DE COMPETÊNCIAS PARA O OPERADOR III DA MÁQUINA DE PAPEL ........................................................................................................................................140
ANEXOS .................................................................................................................145
ANEXO A – PROCEDIMENTOS TÉCNICOS OPERACIONAIS DA ÁREA DO DIGESTOR D-02 .145
ANEXO B – PROCEDIMENTOS TÉCNICOS OPERACIONAIS DA ÁREA DA MÁQUINA DE PAPEL 07......................................................................................................................................................148

Capítulo 1 Introdução 1
PPGEP – Gestão Industrial (2006)
1 INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO DO PROBLEMA DE PESQUISA
O mundo está experimentando mudanças profundas e aceleradas em todos
os âmbitos. As novas relações na produção, circulação e distribuição de mercadorias
configuram uma economia internacional mais competitiva, causando uma virtual
revolução na organização, tipo e conteúdo do trabalho. Assim, estas mudanças têm
modificado o mercado do trabalho, que se apresenta mais dinâmico. Este novo
contexto exige novas abordagens nos campos da organização e atividade produtiva,
onde o elemento humano se constitui numa das peças chave para alcançar os níveis
de competitividade, produtividade e excelência das economias.
Diante desta nova realidade busca-se metodologias mais adequadas para
captar o conteúdo do trabalho, tal como vem se configurando nos novos sistemas
produtivos. Estas novas metodologias devem ser capazes de captar as
competências requeridas em processos inovadores de trabalho, sobretudo as de
natureza cognitiva. No quadro atual, a proposta mais atraente do ponto de vista
conceitual é a análise do trabalho baseada em competências (LIMA & ASSIS,
1999).
Embora a análise de competências seja uma alternativa muito atraente, ela
possui um problema prático: a dificuldade de ser operacionalizada.
Em concordância com as novas formas de organização da produção, requere-
se um modelo de mapeamento de competências que capte não somente as
competências técnicas, mas também as de natureza cognitiva.
Quando a gestão de pessoas está fundamentada em competências, requer
que a empresa identifique com clareza quais são as lacunas ou deficiências em seu
quadro funcional, que possam retardar ou bloquear a obtenção dos macros objetivos
estratégicos da organização.
Frente a este novo cenário os gestores de RH têm diante si questões
relevantes, tais como: Quem são os profissionais de nossa empresa? Quais suas
Capítulo 1 Introdução 2
PPGEP – Gestão Industrial (2006)
habilidades? Quem precisa de treinamento? Estamos investindo nas pessoas
certas? Temos estratégias para aproveitar o potencial das pessoas? (GRAMIGNA,
2002).
Para ajudar a responder todas essas questões, o setor de Recursos Humanos,
hoje em dia, pode contar com uma ferramenta chamada mapeamento de
competências (LIMA, 2005).
O propósito desta dissertação é apresentar o desenvolvimento do
mapeamento de competências em uma empresa do setor de celulose e papel. A
necessidade do uso de uma metodologia que possibilite mapear as competências
necessárias aos trabalhadores desse setor, torna-se imperativo, pois somente as
análises das competências técnicas não são mais suficientes para o mundo do
trabalho. Portanto, observa-se que tal ferramenta nos leva a visualização das demais
competências implícitas em cada cargo.
A escolha deste setor para aplicarmos nosso estudo de caso reside no fato,
de que o mesmo é de vital importância para o desenvolvimento nacional.
Representando cerca de 2 % do PIB nacional. Ele constitui-se de 220 empresas
distribuídas em 16 estados, gerando cerca de 100 mil empregos diretos. Para se ter
uma idéia do impacto desses números, em 2004, de acordo com o Relatório Social
da BRACELPA, só com formação, desenvolvimento profissional, educação e outras
ações, foram gastos R$ 57,2 milhões. Sistematicamente ano após ano vem
apresentando superávit em sua balança comercial, sendo que em 2004 as
exportações foram de US$ 3,1 bilhões. A competitividade deste setor está baseada
na tecnologia florestal, nos custos de produção, na qualidade da matéria-prima e de
produtos, bem como na tecnologia de produção (BRACELPA, 2005).
1.2 PROBLEMA DE PESQUISA
O mapeamento de competências é frequentemente indicado como um
importante antecedente da gestão de conhecimento nas empresas. Na literatura
existente os autores (GRAMIGNA, 2002; RABAGLIO, 2004; ROCHA-PINTO et al.,
2004; SANTIAGO JUNIOR, 2004; LEME, 2005; TRASSATI & COSTA, 2005)
salientam a necessidade de identificar, gerenciar e desenvolver as competências
dos trabalhadores a fim de melhorar a competitividade da empresa, bem como sua
Capítulo 1 Introdução 3
PPGEP – Gestão Industrial (2006)
produtividade. Todavia, muito pouca pesquisa empírica tem sido feita
especificamente sobre o mapeamento de competências numa perspectiva mais
operacional, ou seja, como ele pode ser alcançado.
A partir desta contextualização, pode-se definir o seguinte problema de
pesquisa:
Como mapear as competências funcionais necessárias para o exercício
da função/cargo de operador em uma indústria de celulose e papel?
1.3 OBJETIVOS E DELIMITAÇÕES DO ESTUDO
1.3.1 OBJETIVO GERAL
O objetivo principal dessa pesquisa é:
Mapear as competências funcionais para o cargo de operador em uma
empresa de celulose e papel.
1.3.2 OBJETIVOS ESPECÍFICOS
Os objetivos específicos propostos para a pesquisa são:
� Identificar e descrever quais são as principais atividades realizadas no posto
de trabalho do cargo a ser analisado;
� Construir um rol de competências estabelecendo uma tipologia e também um
conceito de avaliação ou escala de importância para as competências
funcionais exigidas para o cargo;
Capítulo 1 Introdução 4
PPGEP – Gestão Industrial (2006)
� Identificar quais são as competências mobilizadas pelo operador no
desempenho de tarefas concretas durante o exercício da função;
� Propor uma matriz de competências funcionais para o operador em uma
empresa de celulose e papel.
1.3.3 DELIMITAÇÃO DO ESTUDO
O presente estudo é delimitado levando-se em conta os seguintes aspectos:
� Quanto à empresa do setor de Celulose e Papel:
� Empresa integrada (floresta-celulose-papel).
� Quanto à localização da empresa do setor de Celulose e Papel:
� Deve estar no estado do Paraná, para que possa estar próximo ao
universo onde será realizada a pesquisa de campo.
� Quanto à representatividade
� A empresa escolhida deve ser representativa no setor com
características de inovação em seus processos, alta
competitividade e investimentos constantes em seus recursos
humanos.
� Quanto ao objeto de pesquisa:
� Mapeamento de competências relativas ao cargo e/ou função de
operador.
Capítulo 1 Introdução 5
PPGEP – Gestão Industrial (2006)
1.3.4 LIMITAÇÕES DO ESTUDO
Este estudo baseia-se no mapeamento de competências funcionais do cargo
de operador em uma empresa de celulose e papel. O mapeamento é o elemento
limitador central. Portanto, não será abordado na presente pesquisa o mapeamento
de competências individuais dos trabalhadores ocupantes dos cargos, ou seja, não
serão inventariadas as competências internas já disponíveis nos cargos estudados,
com propósito de identificar a lacuna ou gap de competências.
1.4 JUSTIFICATIVAS
Nos dias atuais, a globalização da economia e as novas tendências
produtivas promoveram transformações significativas no mundo do trabalho,
valorizando as competências dos empregados em contraposição ao interesse
apenas pela técnica no exercício de uma única função (ROCHA-PINTO et al., 2004).
Sabe-se que o mundo do trabalho sofreu rápidas e profundas mudanças
experimentadas nas estruturas empresariais nas duas últimas décadas, vinculadas
com as políticas de ajuste e a maior exposição das economias locais perante o
mundo. Devido às mudanças no mundo do trabalho necessita-se de uma
metodologia que se adapte frente às mudanças nas organizações produtivas e de
gestão de pessoas (LIMA, 2005).
No Brasil, no que tange ao mapeamento de competências, ainda é um tema
relativamente recente. Tendo despertado interesse cada vez mais expressivo por
parte daqueles que são responsáveis pela gestão de pessoas. Pelo fato de que,
quando bem-elaborado, permite uma efetiva alavancagem nos negócios da
empresa.
Segundo a IX Sondagem Industrial 2004-2005 (FIEP, 2005), em torno de
54,72% dos empresários paranaenses apontam que seus investimentos serão
destinados à “Produtividade” e outros 34,44% destinarão para os “Recursos
Humanos”. De acordo com este estudo, 32,22% das empresas paranaenses
adotarão como estratégia de maior importância para 2005 o “desenvolvimento dos

Capítulo 1 Introdução 6
PPGEP – Gestão Industrial (2006)
funcionários” e 74,17% treinam seus funcionários para absorver a modernização
tecnológica incorporada na empresa. Portanto, isto evidencia que o mapeamento de
competências funcionais dos trabalhadores tem grande importância administrativa.
No que diz respeito à relevância administrativa, cabe salientar que através do
mapeamento das competências funcionais o gestor de pessoas poderá estabelecer
programas de treinamento e desenvolvimento por competências ou habilidades, em
que participem aqueles que realmente necessitem ampliar seus domínios, para
apresentar melhores resultados no trabalho (ROCHA-PINTO et al., 2004);
Quanto à relevância econômica, esta pesquisa proporcionará uma ferramenta
de apoio no levantamento de necessidades de treinamento ou capacitação com os
resultados provenientes da aplicação da metodologia de mapeamento no setor de
Celulose e Papel. Podendo auxiliar os gestores de RH no momento de priorizar os
investimentos.
No tocante à relevância pessoal, esta pesquisa contribuirá para a atuação
profissional do pesquisador. O pesquisador, durante sua atuação como engenheiro
de processo e consultor, vivencia situações em que os gestores de pessoas e do
processo têm dúvidas em quais pessoas deveriam treinar e quais as competências
que se encontram em déficit. Atualmente o pesquisador atua como consultor técnico
em um Centro de Tecnologia em Celulose e Papel, fazendo com que os resultados
desta pesquisa sejam úteis na sua atividade e em outras oportunidades
profissionais.
Esse trabalho sugere uma reflexão sobre os questionamentos a respeito do
uso do conceito de "competências funcionais", e de como se podem utilizar esses
recursos de maneira criativa, contribuindo com uma nova forma de pensar sobre a
capacitação dos trabalhadores, a qual venha enfocar uma formação integral, que é
uma visão mais ampla. Sua função é congregar o domínio da técnica a outras
competências que envolvem a capacidade da pessoa nos aspectos organizativos,
metodológicos e sociais. Permitindo-lhe responder adequadamente às funções que
lhes são requeridas no contexto real de trabalho.

Capítulo 1 Introdução 7
PPGEP – Gestão Industrial (2006)
1.5 ESTRUTURAÇÃO DO TRABALHO
Este estudo está estruturado em cinco capítulos. O capítulo 1 apresenta: uma
visão geral do trabalho, o problema, os objetivos da pesquisa e as justificativas para
a realização do estudo.
O capítulo 2 destina-se a apresentação do marco teórico (fundamentação
teórica), a qual dará suporte às análises posteriores. Neste capítulo apresentam-se
as influências das mudanças do mundo do trabalho na gestão de RH (no tocante à
capacitação) e no perfil do trabalhador, descreve-se sobre o conceito de
competências, analisando quais as concepções existentes de competências, suas
abrangências e pontos de convergências. Ainda neste capítulo, faz-se também uma
avaliação do papel da metodologia de identificação de competências diante das
mudanças sofridas pelo mundo do trabalho, bem como uma análise das
metodologias de identificação de competências disponíveis. Também se fará
menção sobre a importância do setor de celulose e papel no cenário nacional.
No capítulo 3 são apresentados os processos metodológicos propostos para a
realização da pesquisa. Neste segmento apresenta-se detalhadamente o processo
de Estudo de Caso. Mediante a apresentação do planejamento da pesquisa, o qual
envolve: a definição da amostra (cargos os quais levantaremos os perfis de
competências, o que por sua vez nos leva a seleção de um grupo de trabalho);
geração de instrumentos de coleta de dados (rol de competências, roteiro de
entrevista, questionário, etc.) e o conjunto de ações que possibilitaram a execução
do levantamento de dados (entrevistas semi-estruturadas, observação direta e
análise de documentos), bem como seu tratamento. Neste capítulo se descreve
detalhadamente o caso, a empresa e em específico a unidade pesquisada
(Telêmaco Borba-PR).
No capítulo 4 estão presentes as competências mapeadas de forma gráfica e
a análise dos resultados quanto à metodologia utilizada. As competências mapeadas
são resultantes de uma comparação com o rol de competências. Esta tabulação
destaca as competências mais impactantes para o exercício da função.
Capítulo 1 Introdução 8
PPGEP – Gestão Industrial (2006)
No capítulo 5, ou seja, no último capítulo estão apresentadas as conclusões
sobre o uso da metodologia de mapeamento, bem como recomendações para
trabalhos futuros.

Capítulo 2 Referencial Teórico 9
PPGEP – Gestão Industrial (2006)
2 REFERENCIAL TEÓRICO
2.1 AS MUDANÇAS NO MUNDO DO TRABALHO E SUAS INFLUÊNCIAS NA
GESTÃO DE RH NO TOCANTE À CAPACITAÇÃO
Nas últimas décadas os processos de globalização, modernização e
diversificação da economia causaram efeitos sobre o fator trabalho. A atividade
produtiva adquiriu novos contornos, cujas principais características foram as
mudanças na cultura organizacional e das práticas de gestão das empresas para
enfrentar os novos paradigmas da qualidade, produtividade e competitividade
internacional.
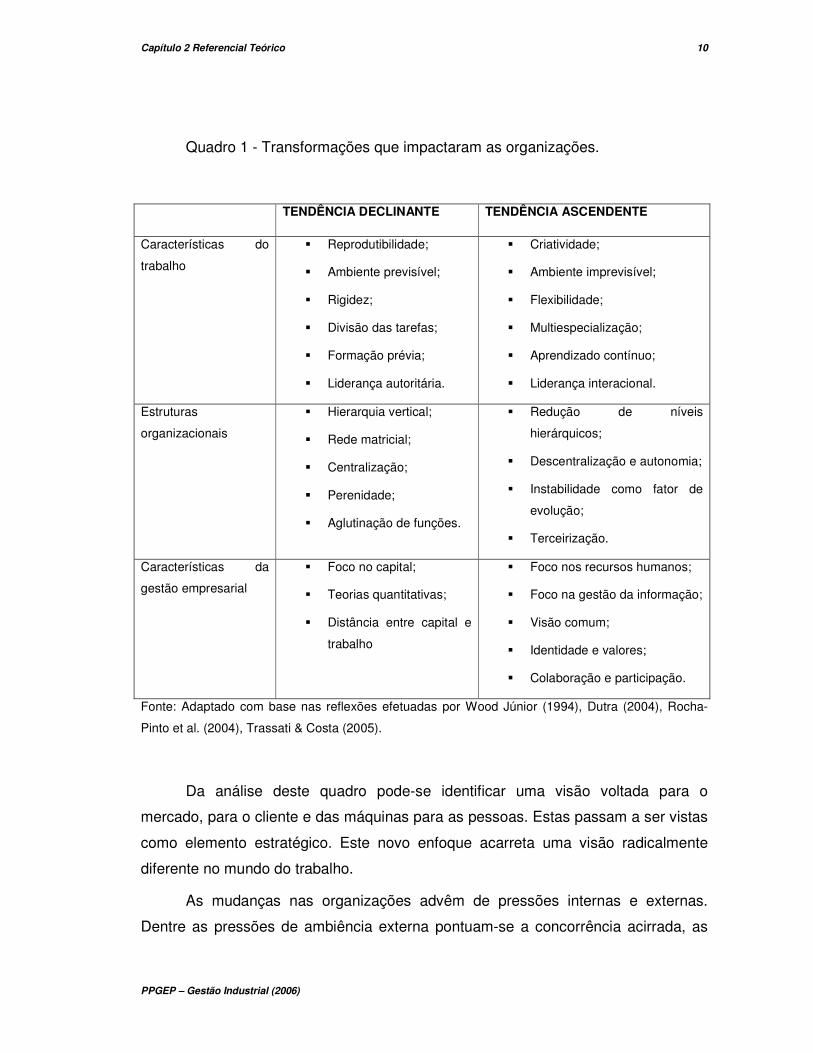
As principais transformações que estão impactando as organizações nos
aspectos relativos à caracterização do trabalho, estruturas organizacionais e
características de gestão estão assinaladas no Quadro 1.
Capítulo 2 Referencial Teórico 10
PPGEP – Gestão Industrial (2006)
Quadro 1 - Transformações que impactaram as organizações.
TENDÊNCIA DECLINANTE TENDÊNCIA ASCENDENTE
Características do
trabalho
� Reprodutibilidade;
� Ambiente previsível;
� Rigidez;
� Divisão das tarefas;
� Formação prévia;
� Liderança autoritária.
� Criatividade;
� Ambiente imprevisível;
� Flexibilidade;
� Multiespecialização;
� Aprendizado contínuo;
� Liderança interacional.
Estruturas
organizacionais
� Hierarquia vertical;
� Rede matricial;
� Centralização;
� Perenidade;
� Aglutinação de funções.
� Redução de níveis
hierárquicos;
� Descentralização e autonomia;
� Instabilidade como fator de
evolução;
� Terceirização.
Características da
gestão empresarial
� Foco no capital;
� Teorias quantitativas;
� Distância entre capital e
trabalho
� Foco nos recursos humanos;
� Foco na gestão da informação;
� Visão comum;
� Identidade e valores;
� Colaboração e participação.
Fonte: Adaptado com base nas reflexões efetuadas por Wood Júnior (1994), Dutra (2004), Rocha-
Pinto et al. (2004), Trassati & Costa (2005).
Da análise deste quadro pode-se identificar uma visão voltada para o
mercado, para o cliente e das máquinas para as pessoas. Estas passam a ser vistas
como elemento estratégico. Este novo enfoque acarreta uma visão radicalmente
diferente no mundo do trabalho.
As mudanças nas organizações advêm de pressões internas e externas.
Dentre as pressões de ambiência externa pontuam-se a concorrência acirrada, as

Capítulo 2 Referencial Teórico 11
PPGEP – Gestão Industrial (2006)
exigências do consumidor e da comunidade. Por sua vez, a organização sofre
pressões de sua ambiência interna, tais como: demanda por maior autonomia no
trabalho, demanda por atividades criativas e motivadoras, melhoria de formação
geral das empresas, entre outras (SOUZA & SOUZA, 2000).
Percebe-se que a empresa, para fazer frente à incerteza, necessita adotar
uma atitude pró-ativa às mudanças, quer sejam internas ou externas. Isto se fará na
medida em que os seus recursos humanos estejam preparados para tal. Logo,
através do desenvolvimento das pessoas que integram a organização, estas são
orientadas para a melhoria da qualidade dos processos nos quais estão envolvidas.
Com tais melhorias podem alcançar qualidade, produtividade e redução de custos.
Estabelece-se uma nova era de RH, onde o modelo centralizador adotado até
então passa a ter seus dias contados. As tendências atuais, quando se fala sobre a
função capacitação e especificamente sobre a área de treinamento e
desenvolvimento, configuram-se da seguinte forma no Quadro 2:
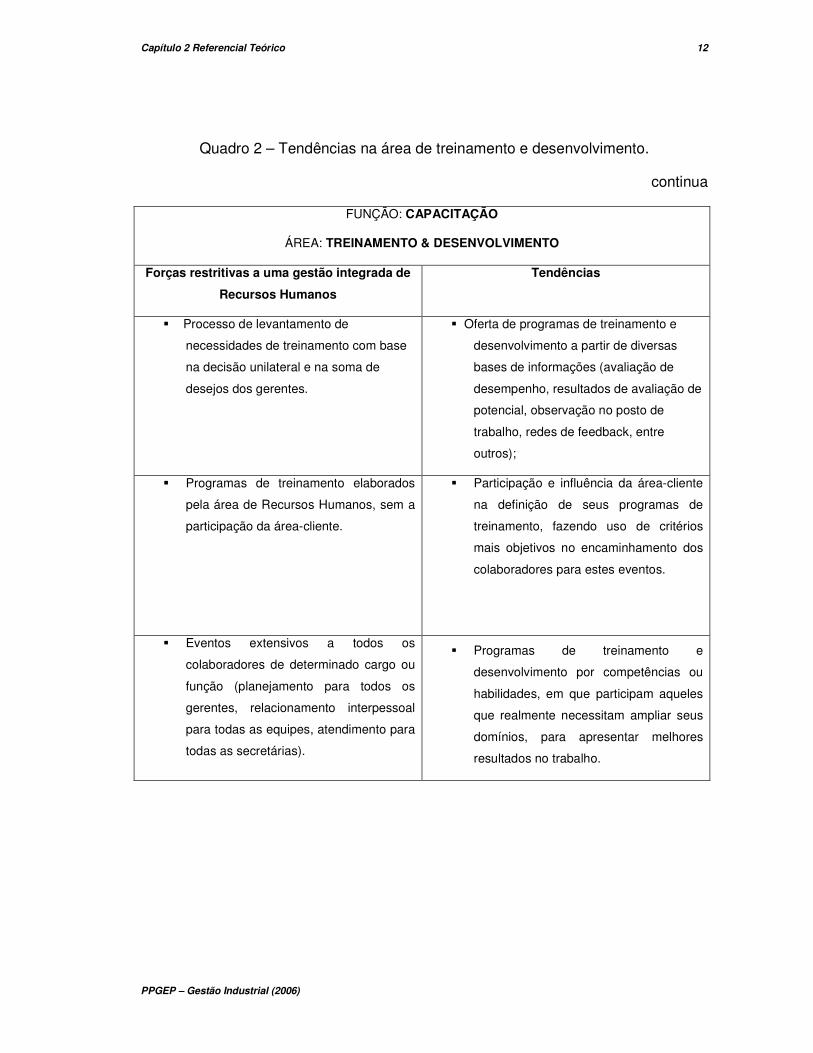
Quadro 2 – Tendências na área de treinamento e desenvolvimento.
continua
FUNÇÃO: CAPACITAÇÃO
ÁREA: TREINAMENTO & DESENVOLVIMENTO
Forças restritivas a uma gestão integrada de
Recursos Humanos
Tendências
� Oferta de listas de cursos e seminários,
resultantes de levantamento de
necessidades de treinamentos.
� Aumento nos processos de identificação
de competências funcionais, bem como
na identificação de talentos internos,
favorecendo o rastreamento de
colaboradores em potencial e
necessidades de treinamento por
competências;
Capítulo 2 Referencial Teórico 12
PPGEP – Gestão Industrial (2006)
Quadro 2 – Tendências na área de treinamento e desenvolvimento.
continua
FUNÇÃO: CAPACITAÇÃO
ÁREA: TREINAMENTO & DESENVOLVIMENTO
Forças restritivas a uma gestão integrada de
Recursos Humanos
Tendências
� Processo de levantamento de
necessidades de treinamento com base
na decisão unilateral e na soma de
desejos dos gerentes.
� Oferta de programas de treinamento e
desenvolvimento a partir de diversas
bases de informações (avaliação de
desempenho, resultados de avaliação de
potencial, observação no posto de
trabalho, redes de feedback, entre
outros);
� Programas de treinamento elaborados
pela área de Recursos Humanos, sem a
participação da área-cliente.
� Participação e influência da área-cliente
na definição de seus programas de
treinamento, fazendo uso de critérios
mais objetivos no encaminhamento dos
colaboradores para estes eventos.
� Eventos extensivos a todos os
colaboradores de determinado cargo ou
função (planejamento para todos os
gerentes, relacionamento interpessoal
para todas as equipes, atendimento para
todas as secretárias).
� Programas de treinamento e
desenvolvimento por competências ou
habilidades, em que participam aqueles
que realmente necessitam ampliar seus
domínios, para apresentar melhores
resultados no trabalho.

Capítulo 2 Referencial Teórico 13
PPGEP – Gestão Industrial (2006)
Quadro 2 – Tendências na área de treinamento e desenvolvimento.
conclusão
FUNÇÃO: CAPACITAÇÃO
ÁREA: TREINAMENTO & DESENVOLVIMENTO
Forças restritivas a uma gestão integrada de
Recursos Humanos
Tendências
� Decisão quanto a quem irá participar dos
treinamentos, sob a responsabilidade do
chefe imediato ou da área de Recursos
Humanos;
� Ausência de critérios objetivos para
encaminhamento de profissionais aos
eventos oferecidos no mercado: cursos,
seminários, palestras, congressos e
similares.
� Critérios mais objetivos no
encaminhamento de profissionais para
eventos abertos.
� Os colaboradores interpretam sua
indicação para treinamentos externos
como instrumento de prêmio ou castigo.
Acreditam que os mais próximos ao
gerente imediato têm maiores chances
de ser indicados e os que contrariam o
interesse do chefe são “castigados” e
nunca participam.
� Estímulo e apoio da empresa, àqueles
profissionais que buscam o
autodesenvolvimento.
� Ausência de instrumentos que permitam
informar aos treinandos o seu estágio de
competências (o que a empresa deseja
versus como cada um é visto naquele
momento pela organização)
� Estratégias que favorecem a gestão do
conhecimento e a formação de grupos
de aprendizagem.
Fonte: Adaptado de: GRAMIGNA, M. R. – Modelo de competências e gestão dos talentos. São
Paulo: Makron Books, 2002, p. 7.
Portanto, visualiza-se que a identificação e análise das necessidades
organizacionais de recursos humanos e o conseqüente desenvolvimento de
programas de treinamento e desenvolvimento serão realizados em parceria com as
Capítulo 2 Referencial Teórico 14
PPGEP – Gestão Industrial (2006)
demais gerências. Tendo em vista que assegura a realização das estratégias e dos
objetivos da empresa, bem como sua continuidade sob condições de mudança.
Compreende-se também que os gestores de RH devem assegurar a
qualidade de resultados das pessoas e das equipes, delineando programas de
formação e desenvolvimento capazes de ajustar perfis destes às necessidades do
negócio.
Diante deste novo cenário, os gestores de RH têm diante si questões
relevantes, tais como: Quem são os profissionais de nossa empresa? Quais suas
habilidades? Quem precisa de treinamento? Estamos investindo nas pessoas
certas? Temos estratégias para aproveitar o potencial das pessoas? (GRAMIGNA,
2002)
Para atender estas novas demandas faz-se necessário a aplicação de uma
metodologia de mapeamento de competências funcionais. Podendo assim
estabelecer programas de treinamento e desenvolvimento por competência ou
habilidades. Possibilitando a participação somente daqueles que realmente
necessitem ampliar seus domínios para apresentar melhores resultados no trabalho.
2.2 AS MUDANÇAS NO MUNDO DO TRABALHO E SUA INFLUÊNCIA NO
PERFIL DO TRABALHADOR
O mundo está experimentando mudanças profundas e aceleradas em todos
os âmbitos. Este vertiginoso processo de transformações exige das organizações
certo dinamismo para se antecipar e se adaptar aos novos desafios. Assim, estas
mudanças têm modificado o mercado do trabalho, que se apresenta mais dinâmico.
Este novo contexto exige novas abordagens nos campos da organização e atividade
produtiva, onde o elemento humano se constitui numa das peças chave para
alcançar os níveis de competitividade, produtividade e excelência das economias.
O fator competitivo passa a ser o conhecimento e as competências das
pessoas de cada organização. Dessa forma, muitas organizações perceberam a

Capítulo 2 Referencial Teórico 15
PPGEP – Gestão Industrial (2006)
importância de ações sistemáticas facilitadoras para identificar, desenvolver,
compartilhar, utilizar e reter o conhecimento (MULLER, 2003).
Em termos gerais, até poucos anos, o recurso estratégico da organização era
o capital financeiro e seu objetivo maior era a obtenção de lucro. Mas, na era do
conhecimento, os recursos estratégicos são a informação, o conhecimento e a
criatividade. A empresa tem acesso a estes bens, através das pessoas em que tais
recursos residem. Portanto, no mundo moderno, as pessoas constituem um recurso
estratégico da empresa.
Alguns avanços tecnológicos produzem grande impacto nas organizações
empresariais, inclusive na sociedade como um todo, exigindo uma completa
alteração na forma de agir diante desta nova realidade. Como decorrência destes
avanços tecnológicos, o problema que se percebe é a falta de preparo dos
colaboradores para processar as informações, a fim de mapear, perceber e
interpretar seus ambientes para guiar suas decisões e ações (FREIRE, 2001).
Segundo Clot (1996, p.171) o trabalho, hoje, é menos “ manual” e mais
“intelectual”. Trabalhar nos dias de hoje, não é apenas executar uma tarefa: é muito
mais...é escolher e julgar.
Para o autor, quando afirma que o trabalho tornou-se mais intelectual, refere-
se ao passado na linha taylorista-fordista, onde o trabalho ficava evidente aos olhos,
ou seja, bastava acompanhar os gestos do trabalhador para identificar o que se
estava fazendo. Com as novas tecnologias, o trabalho manual foi , em grande
parte, substituído por atividades de controle e supervisão. Isto é, o trabalho tornou-
se menos observável, pois está cada vez mais nas cabeças das pessoas.
Neste novo contexto o trabalhador pode mais e seu espaço para escolha
aumentou; em compensação, ele tem de ser capaz de assumir a responsabilidade e
as consequências dos seus atos.
A emergência de novas tendências em termos de paradigmas produtivos em
um contexto de globalização da economia, bem como a revalorização da
contribuição humana no trabalho, desafiam a renovação das estruturas e práticas.
Estes desafios requerem profissionais com maior qualificação, com uma
compreensão mais ampla do processo produtivo, com maior capacidade de

Capítulo 2 Referencial Teórico 16
PPGEP – Gestão Industrial (2006)
adaptação, flexibildade e versatilidade, com condições de lidar com situações
rotineiras, tomar decisões, solucionar problemas, trabalhar em equipe, avaliar
resultados e operar com critérios de qualidade (SENAI, 2004 (a)).
Neste novo sistema, o trabalho exige um conjunto de competências
profissionais que engloba de acordo com Garay (1997, p.52), “...as noções de saber
(conhecimentos), saber fazer (capacidade de transformar o conhecimento teórico
em trabalho) e saber ser (dimensão comportamental: habilidades, qualidades)” .
Observa-se que, com a introdução das novas tecnologias e das novas formas
de gestão afeta-se muito a forma de como o trabalho é executado e por conseguinte
a qualificação dos trabalhadores. Exigindo destes um novo perfil.
Esse novo perfil privilegia, principalmente, maior desenvolvimento das
habilidades intelectuais e comportamentais, ficando em segundo plano as
habilidades manuais.
O novo perfil do trabalhador está sujeito a menos supervisão e mais
autonomia. Logo, este novo perfil exige que o trabalhador saiba agir diante dos
imprevistos e esteja disposto a melhorar constantemente os processos em que
atua.
Segundo o SENAI (2004 (b), p. 11) o perfil profissional “é a descrição do que
idealmente é necessário saber realizar no campo profissional correspondente a
determinada qualificação. É o marco de referência, o ideal para o desenvolvimento
profissional, que pode ser confrontado com o desempenho real das pessoas,
indicando se elas são ou não competentes para atuar em seu âmbito de trabalho. É
constituído pelas competências profissionais e pelo contexto de trabalho da
qualificação”.
Observa-se, portanto, que os novos paradigmas tecnológicos e de qualidade,
produtividade e competitividade exigem perfis profissionais que incluam, além de
competências específicas para as ocupações, o domínio de competências como
comunicação e expressão, criatividade, capacidade de solucionar problemas e
trabalhar em equipe, entre outras.
Capítulo 2 Referencial Teórico 17
PPGEP – Gestão Industrial (2006)
2.3 ANÁLISE DAS CONCEPÇÕES DE COMPETÊNCIA
A noção de competência não é nova, tem sido empregada em situações
diversas e com diferentes significados. Contudo seu uso nos discursos sociais e
científicos tem se tornado cada vez mais freqüente, abarcando diferentes
concepções, entre as quais:
� Competência é a capacidade para atuar, intervir e decidir em situações nem
sempre previstas ou previsíveis e a agilidade para julgar e resolver problemas
(LEITE,1996);
� Competência é a capacidade para usar habilidades, conhecimentos e atitudes
em tarefas ou em combinações de tarefas operacionais (DURAND, 1998);
� Competência é a tomada de iniciativa e responsabilidade por parte do
trabalhador (indivíduo) frente à situação produtiva, ou seja, diante das
situações profissionais as quais ele se confronta. Fazendo necessário para
sua superação, a integração de diferentes saberes (ZARIFIAN, 1998);e
� Competência é uma forma de ajuste das capacidades das pessoas em
relação às tarefas. Assim, nunca se é competente no abstrato. As pessoas
são sempre competentes em relação a algo (FRANCISCO, 2003).
Perpassa-se através das citações anteriores que a noção de competência
vincula-se a capacidade de ação e decisão diante do aleatório, ou seja, o
trabalhador tem de ter capacidade para enfrentar o imprevisto e a surpresa. Pois
aquela idéia de trabalho com conteúdo “repetitivo” fica cada vez mais pertencente ao
passado.
Perrenould (2000, p.15) destaca que “competência é a faculdade de mobilizar
um conjunto de recursos cognitivos (saberes, capacidades, informações, etc.) para
solucionar uma série de situações”. Com esta afirmação, o autor constata que a
mesma é alcançada por meio do encadeamento de vários conhecimentos.

Capítulo 2 Referencial Teórico 18
PPGEP – Gestão Industrial (2006)
Segundo Rezende (2000, p.32) “competência é a resultante da combinação
de conhecimentos com comportamentos”. Observe que nesta concepção o autor
reforça que aspectos tais como aptidões, atitudes e vontade, quando aliados aos
conhecimentos possibilitam alcançar competência. Neste enfoque, o conceito se
amplia levando em conta não somente os conhecimentos, bem como os resultados.
Existem também outras definições sem indicação do autor (DEPRESBITERIS,
1999):
� Competência é a capacidade de uma pessoa desenvolver atividades de
maneira autônoma, planejando, implementando e avaliando, e
� Competência é a capacidade real para alcançar um objetivo ou um resultado
num contexto dado.
Fica evidenciado também nestas definições acima, que a competência está
atrelada à ação, autonomia e alcance de resultados ou objetivos organizacionais,
bem como depende do contexto ou situação que se venha a deparar.
Zarifian (2001) estabelece uma diferença entre competência no singular e no
plural. Para ele, o conceito de competência laboral está centrado na iniciativa e
responsabilidade, tanto de indivíduo como de grupo, ante uma situação profissional
onde a ação individual revela-se insuficiente frente à complexidade dos problemas
enfrentados na produção. Neste outro enfoque, Zarifian (2001) fala de competências
técnicas (domínio de processos e equipamentos), competências de gestão (gestão
de qualidade e fluxos, planejamento e seqüência da produção) e as competências
de organização que se concentram no domínio da comunicação e da iniciativa/
autonomia.
Observa-se que o autor distingue as competências em diversos conteúdos. O
que leva a configurar diferentes áreas de desenvolvimentos de competências para
as pessoas. Estas áreas dependem da ação das pessoas e, desta forma, pode-se
dizer que o desenvolvimento das competências organizacionais está vinculado ao
desenvolvimento das competências do indivíduo e das condições dadas pelo

Capítulo 2 Referencial Teórico 19
PPGEP – Gestão Industrial (2006)
contexto em que se encontra. Logo, as competências provêm das diferentes
disposições que ocorrem entre pessoas, os recursos (tangíveis ou não) e os
processos.
Entende-se como conceito de competência profissional o conjunto de
saberes, saber-fazer, saber-ser, saber aprender, que são usados no contexto
particular de uma situação de trabalho (CASTRO, 1997).
Por outro lado, o SENAI (2004 (b), p.19) entende por competência profissional
“a mobilização de conhecimentos, habilidades e atitudes profissionais necessários
ao desempenho de atividades ou funções típicas, segundo padrões de qualidade e
produtividade requeridos pela natureza do trabalho”.
Nota-se que os autores citados anteriormente defendem esta dicotomia. A
competência de um indivíduo resulta de um movimento dinâmico entre a sua
qualificação e a situação de trabalho que ele ocupa, tendo em conta que o posto de
trabalho por retorno modifica a sua competência. As competências são mobilizadas
pelas pessoas quando é necessário provar a capacidade de resolver uma dada
situação ou atingir um objetivo pré-definido numa adaptação concreta a um posto de
trabalho, mobilizando um conjunto de comportamentos e atitudes complexas.
Toda esta problemática levanta ainda uma questão, que se prende com a
interpretação do próprio conceito de competência chave, sendo que este poderá ser
analisado segundo duas perspectivas: geral ou estratégica. As competências
chave/geral podem ser definidas como sendo as competências base de
adaptabilidade dos trabalhadores à evolução técnico-econômica (Lopes, 1999). As
competências chave/estratégicas definem-se como sendo as competências
profissionais específicas e essenciais num determinado setor de atividade (ibid,
1999). Resta então averiguar até que ponto as competências chave consideradas
pelos trabalhadores correspondem às competências chave para os empregadores.
Em síntese, pode-se então dizer que “competências chave (gerais) são o
conjunto de conhecimentos e capacidades que devem ser obtidos por qualquer
indivíduo para entrar e/ou manter-se no mercado de trabalho, ou seja para: o
exercício qualificado de qualquer profissão; enfrentar com sucesso uma situação

Capítulo 2 Referencial Teórico 20
PPGEP – Gestão Industrial (2006)
profissional; gerir a carreira em contextos turbulentos; flexíveis e evolutivos, ou a
empregabilidade”.
As competências estratégicas são competências chave, na medida em que
vão ser centrais para a criação, manutenção ou aumento da competitividade das
empresas. Pode-se então esquematizar em três pilares: saber, saber-fazer, saber-
ser.
Como se pode perceber, as definições abrangem várias dimensões, desde as
mais amplas até as mais específicas, todavia verifica-se uma diversidade de
interpretações do conceito de competências. Apesar das diferenças de abrangência
é possível detectar algumas convergências:
� O conceito de competência está relacionado ao indivíduo e não à empresa;
� A competência não existe por si, mas manifesta-se em ações;
� As competências sempre se manifestam por comportamentos observáveis;
� A competência é apresentada como uma constatação de performance, de
cumprimento de resultados ou de resolução de problemas;
� O seu resultado pode ser demonstrado, observado, validado, reconhecido,
avaliado e deve permitir demonstrar quais os conhecimentos mobilizados, e
� A competência é situacional, o que significa que se estrutura e se desenvolve
em função de situações similares, pressupondo a transferibilidade das
competências: é contextualizada, específica e contingente.
As concepções e as distinções sobre competência laboral são diversas,
porém todas referem à interseção entre conhecimentos, compreensão e habilidades
que se medem em termos de desempenho ou capacidade comprovada de realizar
um trabalho.
Capítulo 2 Referencial Teórico 21
PPGEP – Gestão Industrial (2006)
2.3.1 COMPETÊNCIAS FUNCIONAIS
Como se vê, as competências tomam para si várias faces, ou seja, é vista por
diferentes ângulos. Podendo ser visualizada pelo ponto de vista como competência
individual, trabalho, profissional, estratégica e organizacional.
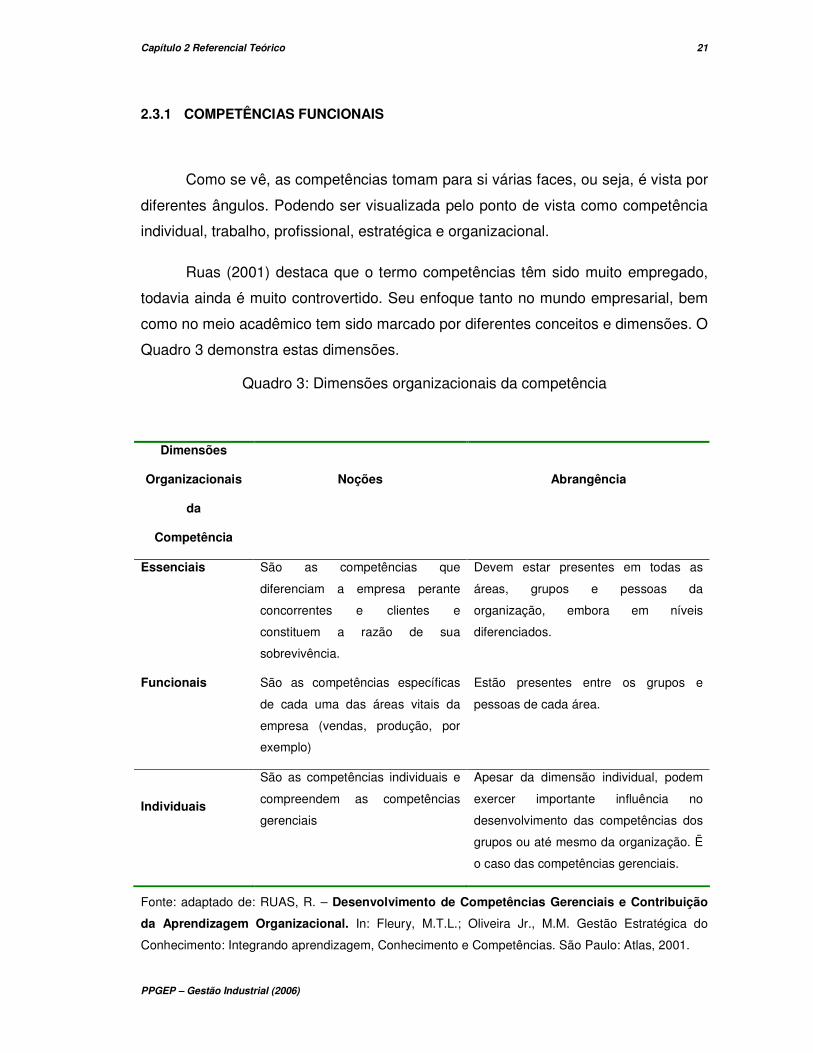
Ruas (2001) destaca que o termo competências têm sido muito empregado,
todavia ainda é muito controvertido. Seu enfoque tanto no mundo empresarial, bem
como no meio acadêmico tem sido marcado por diferentes conceitos e dimensões. O
Quadro 3 demonstra estas dimensões.
Quadro 3: Dimensões organizacionais da competência
Dimensões
Organizacionais
da
Competência
Noções
Abrangência
Essenciais
São as competências que
diferenciam a empresa perante
concorrentes e clientes e
constituem a razão de sua
sobrevivência.
Devem estar presentes em todas as
áreas, grupos e pessoas da
organização, embora em níveis
diferenciados.
Funcionais
São as competências específicas
de cada uma das áreas vitais da
empresa (vendas, produção, por
exemplo)
Estão presentes entre os grupos e
pessoas de cada área.
Individuais
São as competências individuais e
compreendem as competências
gerenciais
Apesar da dimensão individual, podem
exercer importante influência no
desenvolvimento das competências dos
grupos ou até mesmo da organização. Ë
o caso das competências gerenciais.
Fonte: adaptado de: RUAS, R. – Desenvolvimento de Competências Gerenciais e Contribuição
da Aprendizagem Organizacional. In: Fleury, M.T.L.; Oliveira Jr., M.M. Gestão Estratégica do
Conhecimento: Integrando aprendizagem, Conhecimento e Competências. São Paulo: Atlas, 2001.
Capítulo 2 Referencial Teórico 22
PPGEP – Gestão Industrial (2006)
Contudo, restam algumas questões: Como manifestar estas competências
nas diversas atividades e funções existentes dentro de uma empresa?; Como torná-
las tangíveis nas atividades funcionais?;
Há necessidade de desdobrar as competências, sejam elas: organizacionais,
estratégicas, profissionais, do trabalho ou individuais em competências funcionais.
Define-se competências funcionais como “ o conjunto de conhecimentos e
habilidades que permita aos funcionários desenvolver suas funções alinhadas com
as competências organizacionais e com os objetivos estratégicos da organização”
(ROCHA-PINTO et al., 2004, p.54).
Considera-se como competências funcionais, aquelas competências
requeridas pelo seu trabalho ou pelas situações que se defronta no exercício da
função.
Segundo Trassati & Costa (2005), estas competências são aquelas que
permitirão a construção conjunta de uma linguagem que consiga garantir que os
funcionários entendam seu papel na empresa e, ainda, que flexibilize o
reposicionamento da empresa por meio da alteração dos parâmetros de
desempenho dos indivíduos e do conjunto de pessoas.
Ao se reconhecer que o termo competência possui várias concepções,
definiu-se como referencial para esta pesquisa científica que competência é a união
dos conhecimentos, habilidades e atitudes necessárias para resolver as situações de
trabalho com autonomia, flexibilidade e criatividade. Uma vez que colabora com seu
entorno profissional e na organização do trabalho.
2.3.2 DIMENSÕES DAS COMPETÊNCIAS FUNCIONAIS
Tem-se procurado novas formas de classificar as competências para as
diferentes trajetórias profissionais. Vários autores têm proposto classificação de

Capítulo 2 Referencial Teórico 23
PPGEP – Gestão Industrial (2006)
competências. Ruas (2001), por exemplo, propõe classificá-las da seguinte forma: as
técnicas, as sociais, as de gestão e as de aprendizagem.
Já Zarifian (2001) afirma que ocorreu uma ampliação de competência em
vários sentidos, a saber: de processo, técnico-econômica, organizacional, de serviço
e social.
As competências funcionais abrangem competências específicas ou técnicas
e competências de gestão. Estas podem ser definidas da seguinte forma (SENAI,
2004):
• Competências específicas – englobam as competências técnicas, as quais
permitem operar eficientemente objetos e variáveis que interferem
diretamente na criação do produto. Implicam o domínio de conteúdos no
âmbito do trabalho e de conhecimentos e habilidades pertinentes;
• Competências de gestão – compõem-se de competências organizativas,
metodológicas e sociais:
� Competências organizativas: permitem coordenar as diversas
atividades de trabalho, participar na organização do ambiente e
administrar racional e conjuntamente os aspectos técnicos, sociais
e econômicos implicados, bem como utilizar de forma adequada e
segura os recursos materiais e humanos colocados à disposição;
� Competências sociais: permitem responder as relações e
procedimentos estabelecidos na organização do trabalho e integrar-
se com eficácia, em nível horizontal ou vertical, cooperando com
outras pessoas de forma comunicativa e construtiva;
� Competências metodológicas: permitem à pessoa responder a
situações novas e imprevistas que se apresentem no trabalho, com
relação a procedimentos, seqüências, equipamentos, produtos e
serviços, a encontrar soluções apropriadas e a tomar decisões de
forma autônoma.

Capítulo 2 Referencial Teórico 24
PPGEP – Gestão Industrial (2006)
Convém considerar que todas as competências são transferíveis para
situações e contextos de trabalho distintos.
Outro autor que segrega as competências em categorias é Rezende (2000).
Ele as classifica em: técnicas, intelectuais, cognitivas, relacionais, sociais e políticas,
didático-pedagógicas, metodológicas e de lideranças.
Essas categorias são importantes para discutir-se sua relação com as
competências individuais. As categorias descritas referem-se às dimensões de
atuação dos funcionários, onde se buscam alinhar a realização de suas atividades
como os objetivos da organização.
2.4. O PAPEL DA METODOLOGIA DE IDENTIFICAÇÃO DE COMPETÊNCIAS
As metodologias de identificação de competências constituem-se num
processo de análise qualitativa do conteúdo do trabalho. Elas são aplicadas com o
intuito de estabelecer os conhecimentos, habilidades e atitudes que o trabalhador se
utiliza para desempenhar efetivamente em uma função laboral.
O processo de identificação/mapeamento de competências busca como
resultado o perfil de competências, podendo ser aplicado em um setor econômico,
bem como uma função ou mesmo uma área ocupacional. Normalmente aplica-se ou
em função ou área ocupacional, devido às constantes mudanças que os sistemas
produtivos e as organizações do trabalho sofreram.
Para identificar competências é necessário ultrapassar o limite que é dado
pelas formas antigas de captação dos saberes, saber- fazer, saber-ser e saber-agir
das pessoas.
Como comentado até então, o mapeamento tem como propósito realizar um
diagnóstico acurado das competências relevantes à organização. Sendo assim,
Carbone et. al. (2005, p.55) define que “o mapeamento possibilita identificar a lacuna
de competências, ou seja, a discrepância entre as competências necessárias para
concretizar a estratégia corporativa e as competências internas existentes na

Capítulo 2 Referencial Teórico 25
PPGEP – Gestão Industrial (2006)
organização”. Para que processo de identificação ocorra, este faz uso das principais
técnicas de pesquisa e procedimentos, sendo as mesmas citadas a seguir:
• Análise documental (que inclui a análise de conteúdo da missão, da visão
de futuro, dos objetivos institucionais e de outros documentos relativos à
estratégia da organização);
• Entrevista (é utilizada para cotejar a percepção dos entrevistados com os
dados apurados na análise documental, visando identificar as
competências relevantes à organização);
• Observação (é uma técnica optativa que consiste no exame detalhado das
competências relevantes ao trabalho de indivíduos e equipes);
• Questionário (é a técnica mais usada para realizar o mapeamento de
competências relevantes a determinado contexto ou estratégia
organizacional);
• Definir escala de avaliação (consiste em uma escala para os respondentes
do questionário avaliarem o grau de importância das competências).
Independente da técnica utilizada no mapeamento, o autor salienta sobre os
cuidados metodológicos que devem ser observados na descrição das competências.
Pois a mesma representa um desempenho ou comportamento esperado, indicando
o que o profissional deve ser capaz de fazer. Esse comportamento é descrito
utilizando-se um verbo e um objeto de ação.
Segundo Rocha-Pinto et al. (2004) para realizar o mapeamento, o mesmo
deve compreender e participar das seguintes etapas:
• Descrever as atividades diárias e eventuais a serem executadas;
• Definir os desafios, oportunidades e ameaças inerentes à função (incluindo
recursos materiais e tecnológicos);
• Identificar e analisar a qualificação necessária (conjunto de competências), ou
seja, as competências específicas à função (conjunto de conhecimentos e
habilidades indispensáveis para o desempenho funcional – pré-requisitos e
conhecimentos específicos, técnicos) que as atividades exigem e exigirão no
futuro;
Capítulo 2 Referencial Teórico 26
PPGEP – Gestão Industrial (2006)
• Mapear a matriz de competências.
Já Rabaglio (2004) salienta que mapear competências significa identificar as
competências técnicas e comportamentais que são pré-requisitos para o atingimento
das estratégias da empresa. Isto é feito através dos seguintes passos:
1º Passo – Pesquisa dos Indicadores de Competência
Para se alcançar as competências técnicas e comportamentais, o caminho a
ser tomado dá-se pelos Indicadores de Competências. Portanto, precisa-se de todas
as informações a respeito do cargo a ser mapeado para chegar à conclusão de
quais conhecimentos, habilidades e atitudes são imprescindíveis para o sucesso.
2º Passo – Agrupamento de Competências Comportamentais
Busca-se nesse passo uma forma de organização para trabalhar com essas
Competências Comportamentais, colocando-as em pequenos grupos, permitindo
criar ferramentas de avaliação para observá-las.
3º Passo – Definição das Competências Técnicas e Comportamentais
Neste passo, o modelo de mapeamento compreende os conhecimentos e
habilidades, os quais são as competências técnicas do cargo. Enquanto as atitudes
são as competências comportamentais. Durante esse evento faz-se a definição das
competências.
Com o término do 3º passo, têm-se o perfil de competências técnicas e
comportamentais do cargo. O autor citado acima destaca ainda a necessidade de
mensurar a competência através de uma escala de importância, a qual é dividida em
cinco níveis, variando do inaceitável, insatisfatório, médio, bom até ao excelente.
Sendo atribuído uma nota de 1 a 5 respectivamente para cada nível.
Capítulo 2 Referencial Teórico 27
PPGEP – Gestão Industrial (2006)
Observa-se que os diferentes autores estabelecem algumas convergências
nas diferentes formas de mapear, tais como:
• Necessidade de informações variadas para se identificar as
competências relevantes para a organização;
• Definição das competências;
• Necessidade de mensurar o grau de importância das competências.
2.5. METODOLOGIAS EXISTENTES DE IDENTIFICAÇÃO DE COMPETÊNCIAS
As diferentes experiências, em matéria de competência que estão se
desenvolvendo no mundo, conduzem a afirmar que elas variam de acordo com as
demandas culturais de cada país, bem como daqueles que lideram sua
implementação (setor produtivo, instituições educativas ou Ministérios de Trabalho
ou de Educação). De acordo com Mertens (1996), os modelos de análises mais
aplicados são:
a. Construtivista : busca definir qual é o desempenho que o trabalhador deve
apresentar para resolver as disfunções da organização;
b. Funcional: identifica as funções essenciais que o trabalhador deve comprovar
sua capacidade de desempenho, e
c. Condutista: define as capacidades e características de um indivíduo para
alcançar um desempenho superior.
Assim no modelo construtivista não se define as competências do
trabalhador. Todavia as constrói a partir da análise e processo de solução de
problemas e disfunções que se apresentam na organização. Com esta perspectiva,
as competências estão vinculadas aos processos na organização: com isto se
desenvolve as competências e traz melhorias aos processos.
Capítulo 2 Referencial Teórico 28
PPGEP – Gestão Industrial (2006)
Exemplifica-se da seguinte forma. Imagine que em uma empresa de celulose
e papel há consenso entre o núcleo operacional e o administrativo que não existem
procedimentos definidos de manutenção preventiva, nem técnicas de manutenção
preventiva. Uma vez que se inicia o processo de montagem destes procedimentos e
técnicas, percebe-se claramente que as competências do pessoal envolvido vão
surgindo. Desta perspectiva não interessa identificar como competências as
capacidades já existentes e pré-determinadas, senão as que surgem durante o
processo de melhoria. Nota-se que competências são as relações sociais
estabelecidas pelos trabalhadores diante de uma situação real de trabalho com os
demais agentes com que partilham essa situação, como seu supervisor, seus
colegas e assim por diante.
Diferentemente do modelo anterior, o modelo funcional se refere aos
desempenhos ou resultados pré-definidos que um trabalhador deve comprovar.
Torna-se importante ressaltar que estes desempenhos ou resultados derivam-se de
uma análise das funções que compõem o processo produtivo. Aplica-se este modelo
a nível operacional e circunscreve aos aspectos técnicos envolvidos. Os pontos
característicos que este modelo pede são (MERTENS, 1996):
a) Produto;
b) Resultados das observações durante a execução de uma operação, e
c) Conhecimentos associados.
Exemplificando o modelo funcional, usar-se-á como referência uma indústria
de embalagens de papelão ondulado, onde uma evidência de produto é a caixa já
cortada com seus respectivos vincos e que a mesma esteja alcançando a qualidade
esperada. Uma evidência de desempenho é a observação do manuseio da máquina
de corte e vinco, com marcos de ordem, segurança e limpeza, por parte do
operador. Uma evidência de conhecimento é a identificação das partes da máquina
e suas respectivas funções, principais problemas e soluções e a explicação de como
assegurar a qualidade no posto de trabalho.
Capítulo 2 Referencial Teórico 29
PPGEP – Gestão Industrial (2006)
Já o modelo condutista está centrado na identificação das competências
específicas de cada pessoa que conduz a desempenhos superiores na organização.
Em geral aplica-se aos níveis de direção na organização e circunscreve-se às
capacidades que se destacam diante de circunstâncias não pré-definidas.
Para exemplificar o modelo anterior, segundo Mertens (1996) toma-se como
referência algumas características específicas (sejam comportamentais ou de
gestão), tais como capacidade analítica, tomadas de decisões, liderança,
comunicação, criatividade, flexibilidade. Neste caso os desempenhos a serem
demonstrados por parte de cada um não se derivam dos processos da organização,
e sim de uma análise das capacidades específicas das pessoas que se destacam na
organização. Exemplos de características que demonstram a capacidade de
liderança podem ser:
a) Capacidade para catalisar os esforços grupais, a fim de atingir ou superar os
objetivos organizacionais;
b) Estimular o desenvolvimento da equipe de trabalho;
c) Estabelecer um clima motivador;
d) Identificar os pontos fortes de outros e delegar tarefas adequadamente
(formando parcerias).
Para operacionalizar os modelos citados, atualmente conta-se com uma
ampla gama de estratégias metodológicas para identificar/mapear competências,
entre as mais conhecidas podemos citar:
a) Metodologias de análise ocupacional, as quais trabalham com a perspectiva
das competências como lista de tarefas. Todavia em suas novas versões
incorporaram outras competências chave. Elas se compõem do Estudo de
Análise Ocupacional, DACUM (Developing an curriculum) e suas variações
(AMOD - An model e Scid-Systematic curriculum and instructional
development);
Capítulo 2 Referencial Teórico 30
PPGEP – Gestão Industrial (2006)
b) Metodologia de análise funcional, a qual trabalha com uma visão integrada ou
holística da competência (resultados + competências chave), e
c) Metodologia de análise construtiva, a qual constrói as competências a partir
das interações de um emprego com os demais da organização. O método
denominado ETED (Emprego típico estudado em sua dinâmica) é o mais
empregado.
2.6. ANÁLISE DAS ABRANGÊNCIAS E LIMITAÇÕES DE CADA METODOLOGIA
Com o propósito de proporcionar uma visão mais integrada e auxiliar na
escolha de uma ou outra metodologia a se aplicar, visando a identificação de
competências, fez-se uma análise dos alcances e limites segundo as referências do
IBERFOP (2000). As principais abordagens estão disponíveis a seguir.
2.6.1. ANÁLISE OCUPACIONAL
2.6.1.1. Estudo de Análise Ocupacional
Neste método, segundo Irigoin e Vargas (2002), o objeto de análise é o posto
de trabalho e seu conjunto de tarefas. Tem como objetivo identificar o conjunto de
comportamentos laborais básicos e genéricos necessários aos trabalhadores e que
são comuns a distintas áreas ocupacionais.
Através desta técnica, os profissionais que desempenham melhor suas
atividades são observados com o objetivo de registrar o que faz e quais os
resultados que alcançam. O resultado desta análise compõe-se das tarefas e
resultados da execução das mesmas.
As principais perspectivas e aplicações compõem-se de:
Capítulo 2 Referencial Teórico 31
PPGEP – Gestão Industrial (2006)
� É uma metodologia que proporciona alternativas ágeis e dinâmicas que estão
centradas na identificação dos comportamentos laborais comuns a uma
ampla gama de ocupações;
� Gera informações objetivas sobre os comportamentos laborais requeridos aos
trabalhadores;
� Faz-se somente um estudo que analisa transversalmente as tarefas que
conformam a estrutura ocupacional, permitindo a identificação de
comportamentos. Isto conduz a uma economia de recursos humanos e
financeiros.
Já os principais limites visualizados na aplicação são:
� É um estudo que para implementá-lo requer um período mais amplo;
� Não proporciona uma medida padrão sobre os comportamentos laborais que
permita avaliar o desempenho dos trabalhadores.
2.6.1.2. DACUM, SCID e AMOD
Nestes métodos, o objeto de análise é o posto de trabalho e o conjunto de
tarefas para definir o currículo de formação.
O processo de análise da DACUM implica em reunir um pequeno grupo
especializado em um campo ou área ocupacional e submetê-lo a um intenso
“brainstorming” liderado por um facilitador experimentado para que identifique as
habilidades ou competências necessárias para desempenhar. Os resultados servirão
como base para a identificação e planejamento dos materiais de ensino, incluindo o
desenvolvimento de um currículo.
A metodologia SCID é uma análise profunda das tarefas, tomando como base
as tarefas enunciadas pelo processo DACUM. De acordo com Van der Werff (1999,
p.37) “SCID é uma metodologia enfocada no desenvolvimento de um currículo
relevante, apresentada como de alta qualidade em um curto tempo e a baixo custo”.

Capítulo 2 Referencial Teórico 32
PPGEP – Gestão Industrial (2006)
O processo AMOD é efetivamente um modelo que utiliza como base a
DACUM e agrega a perspectiva de organização das funções e tarefas do ponto de
vista do desenho do currículo formativo. A principal inovação é sua relação direta
entre os elementos do currículo, devido ao fato de que estabelece a seqüência em
que se pode fazer a formação. Além disso, proporciona base para a avaliação do
processo de aprendizagem.
As abrangências e limitações que são comuns para as três metodologias
estão no quadro a seguir:
Quadro 4: Abrangências e limites comuns às metodologias DACUM, SCID e AMOD.
ABRANGÊNCIAS
LIMITES
• Geram uma interação e sinergia grupal;
• Possuem boa representatividade, porque participam os envolvidos no processo produtivo;
• Determinam as tarefas implícitas num posto de trabalho de forma rápida e de baixo custo;
• A metodologia SCID analisa a tarefa de forma sistemática e profunda, gerando informações necessárias para a construção de elementos de competência laboral, identificando critérios e evidências de desempenho, bem como conhecimentos e atitudes requeridas. Podem gerar ao mesmo tempo informações para elaboração de manuais didáticos e de material de apoio;
• A metodologia AMOD pode oferecer uma resposta rápida a uma necessidade de estruturar, guiar e administrar a formação e aprendizagem.
• Os problemas, imprevisibilidades e operações não requeridas não aparecem com facilidade na aplicação destas metodologias;
• A decomposição da ocupação em tarefas conduz ao risco de que se visualize o trabalho numa forma atomizada, principalmente quando não interessa a empresa o desempenho em uma tarefa, mas sim no resultado integrado ou holístico;
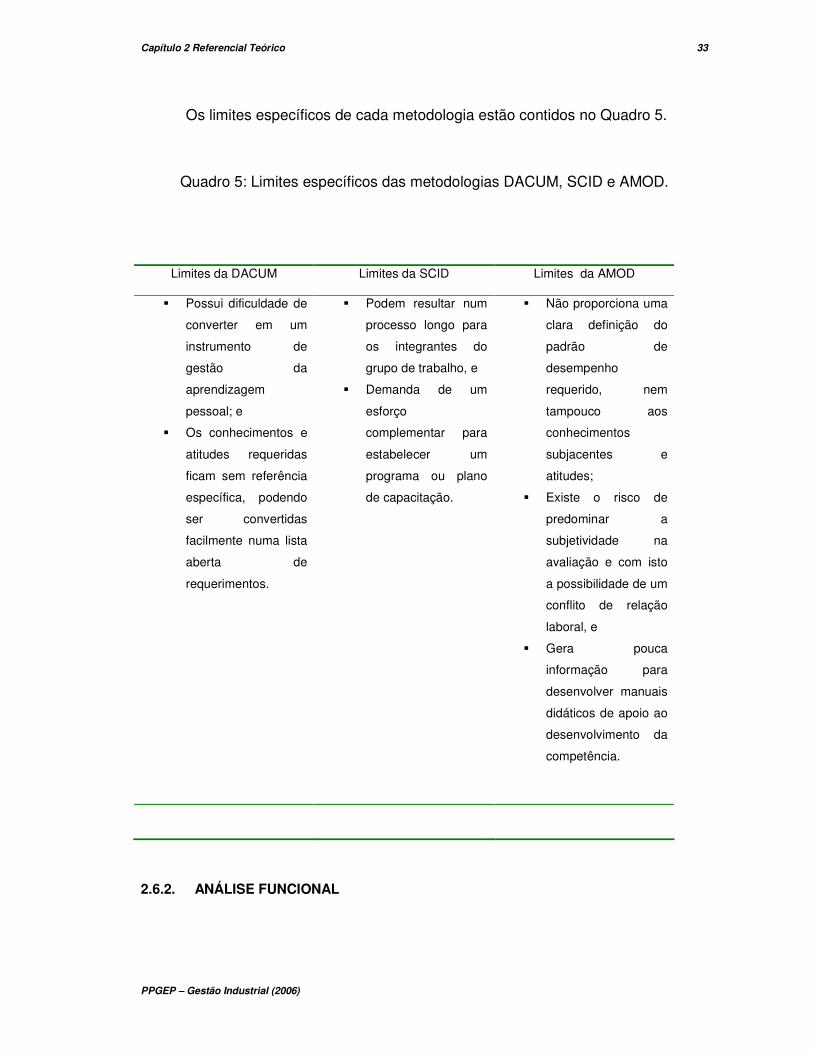
Capítulo 2 Referencial Teórico 33
PPGEP – Gestão Industrial (2006)
Os limites específicos de cada metodologia estão contidos no Quadro 5.
Quadro 5: Limites específicos das metodologias DACUM, SCID e AMOD.
Limites da DACUM Limites da SCID Limites da AMOD
� Possui dificuldade de
converter em um
instrumento de
gestão da
aprendizagem
pessoal; e
� Os conhecimentos e
atitudes requeridas
ficam sem referência
específica, podendo
ser convertidas
facilmente numa lista
aberta de
requerimentos.
� Podem resultar num
processo longo para
os integrantes do
grupo de trabalho, e
� Demanda de um
esforço
complementar para
estabelecer um
programa ou plano
de capacitação.
� Não proporciona uma
clara definição do
padrão de
desempenho
requerido, nem
tampouco aos
conhecimentos
subjacentes e
atitudes;
� Existe o risco de
predominar a
subjetividade na
avaliação e com isto
a possibilidade de um
conflito de relação
laboral, e
� Gera pouca
informação para
desenvolver manuais
didáticos de apoio ao
desenvolvimento da
competência.
2.6.2. ANÁLISE FUNCIONAL
Capítulo 2 Referencial Teórico 34
PPGEP – Gestão Industrial (2006)
É uma metodologia comparativa, onde a análise está centrada nas diferentes
relações existentes entre resultados e habilidades, conhecimentos e atitudes dos
trabalhadores, comparando uma com as outras. O objeto de análise neste enfoque é
a função produtiva com ênfase na certificação de competências. Desta forma, a
competência se identifica como a capacidade de uma pessoa para realizar uma
determinada atividade produtiva. A forma mais objetiva para determinar se esta
pessoa é competente é ter a evidência de que foi capaz de realizar o trabalho de
forma segura e eficiente.
As principais abrangências da técnica são:
� Está centrada nas descrições das funções e não das tarefas, logo o foco está
na identificação ou descrição de conhecimentos, habilidades e atitudes que o
trabalhador deve demonstrar em uma função produtiva e não está circunscrita
a uma situação laboral específica;
� Ao abordar as funções mais do que nos postos de trabalho, este tipo de
análise conduz a convergência de atividades semelhantes ou distintas, mais
orientadas para uma mesma função produtiva;
� Descreve a função baseada nos elementos de competência, segundo critérios
de avaliação que indicam os níveis mínimos requeridos;
� Apresenta-se como uma forma objetiva para identificar o nível de qualificação
de uma pessoa para realizar uma determinada atividade produtiva, e
� Esta metodologia permite gerar as condições para o estabelecimento de uma
linguagem comum em torno das necessidades e requerimentos do mercado
de trabalho e sua relação com o setor de educação profissional.
Os limites encontrados na aplicação da análise funcional são:
� A descrição das funções pode resultar tão genérica que não expressa, em um
dado momento, as características e necessidades particulares de uma
empresa;
Capítulo 2 Referencial Teórico 35
PPGEP – Gestão Industrial (2006)
� Durante o processo de identificação baseadas em grupo de trabalho,
necessita-se trabalhar em tempo intensivo e apenas reuniões curtas não são
o suficiente, e
� Certos participantes necessitam de mais tempo para se convencer dos
objetivos e benefícios do sistema.
2.6.3 ANÁLISE CONSTRUTIVA
Este enfoque está fundamentado no modelo desenvolvido pelo francês
Bertrand Schartz. Esta abordagem tem como objeto de análise a atividade trabalho,
ou seja, o trabalho estudado em sua dinâmica. Este tipo de análise utiliza de um
método denominado de ETED (Emprego típico estudado em sua dinâmica), o qual
concebe as competências como capacidades mobilizadas no processo de produção,
guiadas pela aplicação de um rol profissional e de um outro de interface entre
trabalhadores (MANDON, 2000). Este conceito do ETED refere-se a um acúmulo de
situações individuais suficientes próximas uma das outras, formando um núcleo
central de competências.
A metodologia de identificação de competências através do método ETED
tem como abrangências:
� Propiciar uma formação contínua e autônoma àqueles que participam na
implementação deste enfoque;
� É uma metodologia inclusiva, pois inclui pessoas de menor nível educativo,
uma vez que estas se encontram em condições apropriadas para criar, ser
autônomas e responsáveis;
� Valoriza o papel do trabalhador e a importância que o mesmo possui num
processo educativo-produtivo, e
� Analisa os fenômenos que ocorrem dentro da atividade produtiva, não
somente por uma perspectiva quantitativa, mas especialmente a partir dos
processos qualitativos gerados por ela.

Capítulo 2 Referencial Teórico 36
PPGEP – Gestão Industrial (2006)
Por outro lado suas principais limitações são:
� Não chega a identificar uma medida padrão que permita avaliar o nível de
qualificação dos trabalhadores;
� É uma metodologia que, para implementar e desenvolver efetivamente leva
um tempo prolongado, resultando pouco atrativo para a empresa, e
� Devido ao fato que os programas de capacitação vão sendo construídos a
partir das necessidades dos diversos atores que participam na atividade
produtiva, há certa desconfiança e insatisfação por não conhecer passo a
passo como isto ocorrerá.
2.6.4 CONSIDERAÇÕES SOBRE A ANÁLISE COMPARATIVA
Como resultado da análise comparativa entre as várias metodologias
disponíveis para identificar competências, estabeleceu-se possíveis convergências
e diferenças, auxiliando desta forma no momento de escolha do modelo que mais
se adapta ao setor, indústria ou cargo que se deseja aplicar. Neste sentido esta
análise nos proporcionou as seguintes evidências:
� Constatou-se que estas metodologias apresentam certas divergências,
diferenças de ênfases, de grau de profundidade e em geral diversos níveis de
aproximação em relação às necessidades de captar as competências e o
conteúdo do trabalho;
� Embora existam diversas metodologias de identificação de competências, a
sua aplicação está vinculada ao modelo de gestão de competências que
queira adotar, e
� Estes vários modelos, com suas variantes, são de natureza organizacional e
possuem em comum o objetivo de proporcionar o perfil de competências.

Capítulo 2 Referencial Teórico 37
PPGEP – Gestão Industrial (2006)
Observa-se que há um ponto de convergência nestes modelos, que é o fato
de contar com informação vinda diretamente dos trabalhadores, baseando no
aspecto que são eles quem melhor conhecem o que ocorre no exercício diário
da função.
Enfim, estas metodologias visam identificar tanto as competências técnicas,
como comportamentais, operativas e sociais postas em jogo para a execução de
uma função. Nesses termos, o modelo de competências propicia uma valorização
das qualidades que vão além da competência técnica para executar cegamente uma
parcela de trabalho.
Conclui-se, portanto que:
� Um bom modelo inclui situações e variáveis que reflitam o alcance ou
extensão da aprendizagem. Como se dá a resolução de situação imprevista, a
comunicação, o trabalho em equipe, a inteligência emocional, bem como a
relação de todas estas competências com a competência técnica, já que esta
determina a profundidade do aprendizado. Nesse sentido independe se
pertence à linha condutista, funcional ou construtiva;
� Para operacionalização deste trabalho, o modelo de análise funcional
apresenta-se como uma das vias mais adequadas no tocante à identificação
de competências, pois permite efetuar um novo tratamento das tarefas,
levando em conta o contexto, os sistemas organizativos, relações funcionais e
os resultados de produção;
� As metodologias de identificação são eficazes no tocante a avaliar as
competências exigidas pelo cargo. Todavia para que elas sejam usadas como
ferramenta de apoio no levantamento de necessidades de treinamento ou
capacitação. Faz-se necessário compará-los com as competências adquiridas
pelos funcionários (competências individuais) e apontar as lacunas de
competências entre cargos e indivíduos, e
Capítulo 2 Referencial Teórico 38
PPGEP – Gestão Industrial (2006)
� Diante das mudanças no mundo do trabalho, o enfoque em competências e
em especial a identificação de competências não pode ser considerado como
“modismo”, mas sim uma ferramenta de apoio no processo de gestão de
competências visando capacitação de RH.
2.7 A IMPORTÂNCIA DO SETOR DE CELULOSE E PAPEL NO CENÁRIO
NACIONAL
O setor brasileiro de celulose e papel é composto por 220 empresas
localizadas em 450 municípios, em 16 Estados, sendo que 35 empresas são
exportadoras habituais. Caracteriza-se por ser altamente globalizado, demandante
de capital intensivo e longo prazo de maturação de seus investimentos. Os produtos
de celulose e papel brasileiros são fabricados, exclusivamente, a partir de madeira
de florestas plantadas, a exemplo do eucalipto e pinus (BRACELPA, 2005).
As vantagens competitivas da indústria de celulose e papel do Brasil já são
mundialmente reconhecidas. Em quase todos os idiomas, os produtos e processos
do setor são comentados, devido ao volume e abrangência das exportações do
segmento. Ao contrário de sorte, a vocação “natural” para o trato com produtos
florestais – que encontra seu maior expoente na celulose de fibra curta -, está
fundamentada em décadas de intenso trabalho (ABTCP, 2004).
Junto a esse esforço pelo crescimento do setor, se encontram os
investimentos maciços em tecnologia industrial e florestal, capacitação técnica
constante e incentivos governamentais a plantios, entre outros aspectos.
As empresas nacionais líderes contam com escala de produção,
equipamentos de última geração, produtos de classe internacional e permanente
atualização tecnológica e de controle ambiental. O faturamento total nesse ano foi
de US$ 6,0 bilhões, abrangendo as atividades integradas de produtos florestais e de
conversão de papel. Além de propiciar incontável número de empregos indiretos em
todo o País. As 220 empresas que compõem o setor empregaram diretamente
cerca de 100 mil pessoas em 2004, em suas 225 unidades industriais, presentes

Capítulo 2 Referencial Teórico 39
PPGEP – Gestão Industrial (2006)
em todas as regiões do País, em 16 estados e 450 municípios. Para se ter uma
idéia do impacto desses números, em 2004, de acordo com o Relatório Social da
BRACELPA, só com formação, desenvolvimento profissional, educação e outras
ações, foram gastos R$ 57,2milhões (BRACELPA, 2005).
Em 2004, a produção brasileira de celulose alcançou 9,5 milhões de
toneladas e de papel 8,2 milhões de toneladas. Registrando um crescimento sobre
2003 de 4,8% e 3,6%, respectivamente.
A capacidade de exportar é a prova da competitividade nacional. Em 2004,
os principais mercados para exportação de celulose foram a Europa com 45%,
seguida da Ásia com 32% e da América do Norte com 19%. Para papel, os
principais mercados foram América Latina com 44%, seguida da Europa com 26%,
da Ásia com 13% e da América do Norte com 11%.
Para demonstrar a importância do setor de celulose e papel no ganho de
divisas para o Brasil. No período referente a 2004 houve cerca de 2,9 bilhões de
dólares em exportação, à frente de produtos como automóveis, calçados e semi-
manufaturados de ferro e aço. Graças à recuperação dos preços no mercado
exterior e à mudança da política cambial brasileira.
Em relação ao saldo da balança comercial, o setor de celulose e papel
contribuiu para o país com 3,1 bilhões de dólares. É importante ressaltar que nesta
última década mais que se duplicou sua contribuição para a balança comercial
brasileira.
Este setor industrial tem se mostrado capaz de manter as conquistas de
mercado com investimentos constantes. Tanto que apresentou ao governo federal o
seu Programa de Investimento para o período de 2003 a 2012 no valor de US$ 14,4
bilhões (BRACELPA, 2005). A fim de ampliar sua capacidade produtiva e assim
aumentar as exportações, bem como criar novas oportunidades de trabalho. Nos
últimos dez anos, as indústrias brasileiras aplicaram US$ 12 bilhões na ampliação
de sua capacidade. O que possibilitou quase que triplicar suas exportações na
última década, que em 1990 eram de pouco mais de US$ 1 bilhão, chegando em
2004 a US$ 2,9 bilhões.

Capítulo 2 Referencial Teórico 40
PPGEP – Gestão Industrial (2006)
Os quadros a seguir expõem o Programa de Investimento – Setor de
Celulose e Papel – 2003 -2012.
Quadro 6 - Programa de Investimento – Setor de Celulose e Papel – 2003 a
2012.
2003 2012 Acréscimo
Madeira
-Área Reflorestada (milhões de ha.)
1,5
2,6
73%
Produção (milhões)
-Celulose
-Papel
9,1
7,8
14,5
13,4
59%
72%
Exportação (milhões t)
-Celulose
-Papel
4,5
1,7
7,4
2,0
64%
Exportação (US$bilhões)
-Celulose
2,8
4,3
54%
Celulose Papel Madeira Total
Investimentos totais (US$ bilhões) 3 5,2 1,9 14,4
Saldo comercial (US$ bilhões) 21,5 8,9 - 30,4
Geração adicional de impostos no
complexo (R$ bilhões em 2002)
7,1
Geração empregos no complexo (mil
empregos)
60,7
Novos projetos/intenções de investimento
(US$ bilhões)
7,4 2,2 1,6 11,2
Fonte: BRACELPA (2005)
Em relação ao consumo interno, o consumo aparente nacional de papel em
2004 foi de 7,1 milhões de toneladas. Com um crescimento de 5,4% sobre 2003.
Esse resultado prevê um consumo “per capita” de 39,3 kg/hab./ano sendo superior
4,2% em relação aos 37,7 kg/hab./ano registrados em 2003.

Capítulo 2 Referencial Teórico 41
PPGEP – Gestão Industrial (2006)
O Quadro 7 expõe as principais características do setor, bem como seus
dados sócio-econômicos referentes a 2004.
Quadro 7 – Dados Sócio-Econômicos do Setor de C&P
Fonte: BRACELPA (2005)
Dados Sócio-Econômicos – 2004 (preliminares)
Número de empresas: 220 empresas.
Localização: 16 estados e 450 municípios.
Área plantada: 1,5 milhões de hectares.
Eucalipto: 69%.
Pinus: 30%.
Demais: 1%.
Área de florestas nativas preservadas: 1,5 milhões de hectares.
Número de empregos diretos: 100 mil.
Impostos pagos: R$ 2,2 bilhões.
Produção:
Celulose: 9,5 milhões de toneladas.
Papel: 8,2 milhões de toneladas.
Faturamento: R$ 23,1 bilhões.
Exportação: US$ 2,9 bilhões.
Saldo comercial: US$ 3,1 bilhões.
Participação no PIB: 2 %.
Ranking Mundial:
7º Celulose de todos os tipos.
1º Celulose Fibra Curta de Mercado.
11º Papel.
Capítulo 2 Referencial Teórico 42
PPGEP – Gestão Industrial (2006)
Como se pode observar através do quadro anterior. Este setor possui um
grande impacto na economia nacional. O que pode ser corroborado ao analisar os
números expostos de faturamento, produção e participação no PIB.

Capítulo 3 Metodologia 43
PPGEP – Gestão Industrial (2006)
3 METODOLOGIA
3.1 DEFINIÇÃO DE MÉTODO CIENTÍFICO
O termo método provém do grego méthodos, que significa “caminho para
chegar a um fim”. Portanto, analisando numa perspectiva semântica, entende-se por
método a ordem em que se dispõem os diferentes processos necessários para
alcançar um resultado desejado. Em suma, método é um procedimento (forma)
passível de ser repetido para atingir-se algo, seja tangível (material) ou intangível
(conceitual).
A partir do século XVII, com o advento da ciência moderna, consolida-se e
populariza-se o conceito geral de método científico.
A investigação científica depende de um “conjunto de procedimentos
intelectuais e técnicos” (Gil, 1999, p.26). Para que seus objetivos sejam atingidos
faz-se uso dos métodos científicos.
Asti Vera (1989, p.8-9) conceitua o método científico como:
“[...] um procedimento, ou um conjunto de procedimentos, que serve de instrumentos para alcançar os fins da investigação; [...] o método é um procedimento geral, baseado em princípios lógicos, que pode ser comum a várias ciências; [...]”.
Observe que junto aos autores consultados há certa unanimidade quanto ao
conceito de método científico. Os quais reportam como sendo uma reunião
organizada de procedimentos racionais usados para investigar (pesquisar) e explicar
os fatos ou fenômenos da natureza, por meio da observação empírica e da
formulação de leis científicas.
A importância do método no tocante à busca da verdade disciplina o trabalho
do cientista. Uma vez que exclui da investigação os preconceitos e o acaso.

Capítulo 3 Metodologia 44
PPGEP – Gestão Industrial (2006)
Adaptando a atividade científica às características do objeto estudado, selecionando
os meios e processos mais adequados.
3.2 CLASSIFICAÇÃO DA PESQUISA
O método a ser utilizado na pesquisa será o indutivo. Através desse método o
pesquisador parte de dados particulares suficientemente constatados. Infere-se uma
verdade geral ou universal não contida nas partes examinadas (LAKATOS &
MARCONI, 1993; BARROS & LEHFELD, 1986).
Logo, a idéia central do método indutivo é conduzir a conclusões cujo
conteúdo seja mais amplo do que as premissas nas quais se basearam.
De acordo com as classificações das pesquisas mencionadas por SILVA &
MENEZES (2001, p.20-23), existem várias formas de classificar uma pesquisa. O
presente trabalho pode ser assim caracterizado:
� Quanto a sua natureza: Aplicada;
� Quanto à abordagem do problema: Qualitativa;
� Quanto aos objetivos: Exploratório-Descritivo, e
� Quanto aos procedimentos técnicos: Estudo de caso.
Pesquisa aplicada é aquela que “visa gerar conhecimentos para aplicação
prática dirigida à solução de problemas específicos.” (SILVA & MENEZES, 2001,
p.20).
Capítulo 3 Metodologia 45
PPGEP – Gestão Industrial (2006)
A pesquisa desenvolve um mapeamento de competências relativas à função
e/ou cargo de operador do digestor contínuo e da máquina de papel junto a uma
empresa do setor de Celulose e Papel. Desta forma, o pesquisador propõe a
aplicação dos conhecimentos gerados em função da pesquisa como uma ferramenta
no levantamento de necessidades de treinamento ou capacitação. Podendo auxiliar
os gestores de RH no momento de priorizar os investimentos, bem como estabelecer
programas de treinamento e desenvolvimento por competências ou habilidades.
Esta pesquisa será delineada de tal forma que abordará características
descritivo-qualitativas. Segundo Silva & Menezes (2001, p.20) uma pesquisa
qualitativa é:
“[...] aquela que considera que há uma relação dinâmica entre o mundo real e o sujeito, isto é, um vínculo indissociável entre o mundo objetivo e a subjetividade do sujeito que não pode ser traduzido em números”. A interpretação dos fenômenos e a atribuição de significados são básicas no processo de pesquisa qualitativa. Não requer o uso de métodos e técnicas estatísticas. O ambiente natural é a fonte direta para coleta de dados e o pesquisador é instrumento-chave. É descritiva. Os pesquisadores tendem a analisar seus dados indutivamente. O processo e seu significado são os focos principais de abordagem.
A pesquisa caracteriza-se como qualitativa, porque o foco da análise são as
competências funcionais relativas ao cargo. Essas são mapeadas através da coleta
das informações junto àqueles que cumprem as funções, bem como de seus
supervisores.
Do ponto de vista de seus objetivos. Este estudo pode se caracterizar como
exploratório. De acordo com Silva & Menezes (2001, p.21) nos diz que,
[...] pesquisa exploratória visa proporcionar maior familiaridade com o problema com vistas a torná-lo explícito ou a construir hipóteses. Envolve levantamento bibliográfico; entrevistas com pessoas que tiveram experiências práticas com o problema pesquisado; análise de exemplos que estimulem a compreensão. Assume, em geral, as formas de Pesquisas Bibliográficas e Estudos de Caso.
Capítulo 3 Metodologia 46
PPGEP – Gestão Industrial (2006)
Levando em conta os objetivos desta pesquisa. Observa-se a concordância
com pesquisa descritiva. Pois, além de realizar a prospecção de materiais,
normalmente ligados à pesquisa exploratória, serão utilizadas como fontes de
pesquisa as entrevistas realizadas junto ao grupo de trabalho, composto por
trabalhadores e seus supervisores.
Do ponto de vista dos procedimentos técnicos, esta pesquisa pode ser
classificada como um estudo de caso. Conforme Silva & Menezes (2001, p.21)
estudo de caso é aquele “que envolve o estudo profundo e exaustivo de um ou
poucos objetos de maneira que se permita o seu amplo e detalhado conhecimento”.
O estudo a ser realizado caracteriza-se como estudo de caso, pois permite a
proximidade entre o pesquisador e o fenômeno a ser pesquisado. Além possibilitar
um aprofundamento da questão de pesquisa levantada e investigar o fenômeno
dentro de um contexto real.
O estudo de caso é um dos vários modos de realizar uma pesquisa sólida. Os
estudos de caso se constituem na estratégia preferida quando o “como” e/ou o “por
que” são as perguntas centrais. Tendo o investigador um pequeno controle sobre os
eventos, e quando o enfoque está em um fenômeno contemporâneo dentro de
algum contexto da vida real (RECEP, 2000).
Observe que a presente pesquisa a ser realizada configura um estudo de caso
em função da questão de pesquisa, ou seja, o problema. Devido ao fato de focalizar
acontecimentos contemporâneos, bem como da pouca exigência de controle sobre
os eventos comportamentais.
De acordo Yin (2001, p.23) os estudos de caso podem ser classificados em
exploratórios, explicativos, descritivos. Tellis apud Stake (1997) inclui três outros:
intrínseco – quando pesquisador tem um interesse no caso; instrumental – quando o
caso é usado para entender mais o que está óbvio para o observador; coletivo –
quando um grupo de casos é estudado. Estudos de caso exploratórios são algumas
vezes considerados como um prelúdio para uma pesquisa social. Estudos de caso
explanatórios podem ser usados para fazer investigações causais. Casos descritivos
requerem uma teoria descritiva a ser desenvolvida antes de iniciar o projeto.

Capítulo 3 Metodologia 47
PPGEP – Gestão Industrial (2006)
O caso a ser desenvolvido possui características exploratórias e intrínsecas.
Pois investiga processos organizacionais e o pesquisador em questão pertence ao
setor de Celulose e Papel.
Tellis(1997) apresentou pelo menos quatro aplicações para um modelo de
estudo de caso:
1. Explicar conexões causais complexas nas intervenções da vida real;
2. Descrever um contexto na vida real no qual a intervenção tenha
ocorrido;
3. Descrever a intervenção em si mesma;
4. Explorar aquelas situações, na qual a intervenção que está sendo
avaliada não tenha claro o conjunto de resultados.
3.3 O CASO
A empresa pesquisada é a maior produtora e exportadora de papéis do Brasil
(EXAME, 2005). É líder no país na produção de papéis e cartões para embalagens,
embalagens de papelão ondulado e sacos industriais. Fundada em 1899, atualmente
possui inúmeras unidades industriais no Brasil - distribuídas por oito estados - e uma
na Argentina. Sua linha de produtos abrange papéis e cartões para embalagens,
caixas de papelão ondulado e sacos industriais, além de madeira em toras.
A empresa é a única fabricante de cartões para embalagens de líquidos da
América Latina. Com capacidade de produção de papéis igual a 1,6 milhões de
toneladas anuais.
Atenta aos desafios propostos pelo atual cenário de globalização e de
competição acirrada, a empresa pesquisada olha além de sua liderança em produtos
florestais na América Latina e volta-se, cada vez mais, para o desenvolvimento de

Capítulo 3 Metodologia 48
PPGEP – Gestão Industrial (2006)
atividades de maior valor agregado, transformando-se numa empresa de Sistemas
de Embalagem.
Durante seu crescimento, a empresa desenvolveu suas atividades industriais
e florestais em harmonia com o meio ambiente. Por isso adotou o conceito de
"Desenvolvimento Sustentável", buscando, de forma contínua, a manutenção de
extensas áreas de florestas nativas preservadas em seus reflorestamentos.
Junto aos seus 185 mil hectares de florestas plantadas de pinus e eucalipto,
de alta produtividade, localizados principalmente ao sul do País, a empresa
estudada mantém 120 mil hectares de matas nativas preservadas, que se
constituem em verdadeiros santuários, onde a flora e a fauna são estudadas por
pesquisadores e possibilitam o desenvolvimento de programas de educação
ambiental para funcionários e comunidades.
A mesma é a primeira empresa do mundo a receber o certificado FSC (Forest
Stewardship Council). Esta certificação atesta a gestão sustentada das suas
operações florestais, que em 1998 lhe renderam o título de primeira empresa do
setor de papel e celulose das Américas a ter suas florestas certificadas por essa
organização internacional. Atualmente, praticamente 100% das florestas da empresa
são certificadas pelo FSC.
Esta forte concepção ambiental no desenvolvimento industrial permitiu que a
empresa estabelecesse diretrizes e ações de forma a garantir que a modernização
fabril acompanhasse a adoção de tecnologias limpas na produção de toda a sua
cadeia de produtos – celulose, papel e derivados.
A representatividade da empresa junto ao setor de celulose e papel é
avaliada pelas premiações recebidas e menções de periódicos não científicos de
análise econômica, tais como as que estão mencionadas abaixo:
Capítulo 3 Metodologia 49
PPGEP – Gestão Industrial (2006)
� Considerada como a maior empresa do setor de celulose e papel do
Brasil (Exame, 2005);
� Reconhecida como a 1ª empresa do setor de celulose e papel em
liderança do mercado, bem como em receita operacional bruta (1.293,5
milhões de dólares) (Exame, 2005);
� Vencedora do prêmio “Destaque do Setor ABTCP 2005” na categoria
Fabricante de Papel para Embalagem (ABTCP, 2005);
� Reconhecida como a 3º empresa em Gestão Social e de Meio
Ambiente no setor de celulose e papel (Istoé Dinheiro, 2005);
� 3ª maior empresa do setor de celulose e papel da América Latina
(MARI PAPEL, 2005);
O estudo de caso se dá na maior unidade do grupo. A mesma está localizada
no interior do estado do Paraná. A unidade fabril possui a capacidade total de 675
mil toneladas de celulose e 675 mil toneladas de papéis e cartões.
O processo produtivo na unidade pesquisada - pode ser observado através
da figura 1.

Capítulo 3 Metodologia 50
PPGEP – Gestão Industrial (2006)
Figura 1 – Fluxograma simplificado de processo da unidade fabril
O processo produtivo compõe-se de três partes principais. A primeira parte
constitui-se do preparo de madeira, o qual dispõe de três linhas em funcionamento.
Sendo uma desenvolvida para receber madeira sem casca da floresta e as outras
duas para processar madeira com casca. A casca residual é separada e queimada
como biomassa na caldeira de força, junto com os “finos” / “rejeitos” gerados pelo
processo de picagem. Este sistema de preparo de madeira possui capacidade de
processar 2,5 milhões de toneladas de madeira por ano.
A segunda parte denomina-se de Linha de Fibras. A mesma engloba desde o
cozimento até o branqueamento. A Linha de Fibras possui a seguinte
caracterização:
� Digestores Contínuos (capacidade de produção de 675 mil toneladas/ano)
� DC1: 500 t/dia
� DC2: 1.700 t/dia

Capítulo 3 Metodologia 51
PPGEP – Gestão Industrial (2006)
� Fibra marrom: 540 mil t/ano
� 40% fibra curta / 60% fibra longa
� Planta de refinação;
� Planta de depuração;
� Planta de branqueamento (com capacidade de 120 mil t/ano);
� Caldeira de recuperação (capacidade diária 2.000 tss - toneladas de sólidos
secos - preparada para atingir 250 t/hora de vapor);
� Caldeira de biomassa (capacidade de 120 t/hora de vapor).
A terceira parte denomina-se Fabricação de Papel. Sua capacidade instalada
e produtos podem ser visualizados no quadro 8.
Quadro 8 – Capacidade instalada por máquina e produtos
Capacidade por máquina 1000 t/ano Produtos
MP 01 120 Kraftliner
MP 03 40 Kraftliner/Tetra Rex
MP 04 45 Kraftliner/Sack kraft
MP 06 150 Kraftliner/Sack kraft
MP 07 320 LPB/Cartões
TOTAL 675
A máquina de papel 07 é maior máquina de papel revestido da América
Latina.
Esta unidade é denominada de sistema integrado. Pois envolve a parte
florestal, produção de celulose e de papel. De acordo com fontes do RH em 2005 a
unidade possuía no seu quadro funcional em torno de 1.155 colaboradores diretos e
cerca de 486 colaboradores indiretos.

Capítulo 3 Metodologia 52
PPGEP – Gestão Industrial (2006)
3.4 DELIMITAÇÃO DO UNIVERSO
Conceitua-se como população ou universo um “conjunto de seres animados
ou inanimados que apresentam pelo menos uma característica em comum
(MARCONI & LAKATOS, 2001, p.108)”.
Mediante a delimitação do universo, explicita-se porque pessoas, coisas ou
fenômenos serão pesquisados. Delineando um denominador comum entre eles.
A população que compreende este estudo compõe-se dos seguintes sujeitos:
• Trabalhadores ocupantes do respectivo cargo que será analisado
(operador do digestor contínuo 02 e da máquina de papel 07); e
• Coordenadores da área (coordenador da linha de fibras e da máquina
de papel 07) e do RH.
O ponto em comum que os caracteriza é o fato de ambos pertencerem à
mesma empresa e aos mesmos setores que terão os cargos analisados. A razão da
participação do coordenador de RH se motivou pela necessidade de integração e
entendimento efetivo das atividades que os operadores realizam.
Para a realização das entrevistas foram tomados os seguintes procedimentos:
• Foi realizada, no mês de abril de 2006, uma visita junto ao coordenador
de RH. Nesta visita foi apresentado o objetivo do trabalho e solicitado
autorização para a pesquisa. Com a autorização dada por este
coordenador, o trabalho teve seqüência;
• Estabeleceu-se em conjunto com o coordenador de RH, que as áreas a
serem pesquisadas seriam a de Linha de Fibras (Fabricação de
Fibras), especificamente o Setor de Cozimento Kraft Contínuo -
digestor contínuo 02, bem como a de Fabricação de Papel, em
Capítulo 3 Metodologia 53
PPGEP – Gestão Industrial (2006)
específico a máquina de papel 07. Escolheram-se estas áreas porque
são críticas e intensivas em conhecimento. O cargo a ser pesquisado
em ambas as áreas é o operador III, por ser relevante para o escopo
selecionado;
• Delineou-se junto aos coordenadores das áreas pesquisadas que além
das entrevistas, far-se-ia uma análise documental (procedimentos
técnicos) e observação direta não-participante. Portanto, solicitou-se
autorização para os mesmos;
• Foram agendadas as entrevistas dos operadores junto aos
coordenadores das áreas pesquisadas. As entrevistas ocorridas, tanto
do digestor contínuo 02 como da máquina de papel 07, deram-se no
ambiente de trabalho, e
• As entrevistas com os coordenadores da Linha de Fibras, Máquina de
Papel e RH foram agendadas diretamente com os mesmos e
aconteceram no local de trabalho.
Como a pesquisa qualitativa necessita que os dados coletados sejam
relevantes para com os objetivos da pesquisa, exige-se que haja uma seleção
rigorosa e com critério. Portanto, neste trabalho de pesquisa as pessoas escolhidas
representam 100 % dos ocupantes do respectivo cargo. As entrevistas ocorreram
com cada operador para cada turma de serviço. Como existem quatro turmas de
trabalho em três turnos de operação, logo teremos:
• Quatro operadores do digestor contínuo 02 (operador III);
• Quatro operadores da máquina de papel 07 (operador III);
• Um coordenador da Linha de Fibras;
• Um coordenador da Máquina de Papel; e
• Um coordenador de RH.

Capítulo 3 Metodologia 54
PPGEP – Gestão Industrial (2006)
O número total de indivíduos pesquisados foi de 11. As entrevistas, bem
como as outras formas de coleta de dados, aconteceram nos meses de abril e maio
de 2006.
3.5 COLETA DE DADOS
Segundo Gil (2002) o processo de coleta de dados no estudo de caso é mais
complexo que de outras modalidades de pesquisa. Portanto, utiliza-se sempre de
mais de uma técnica. Este é um princípio básico que não pode ser descartado, pois
obter dados mediante procedimentos diversos é fundamental para garantir a
qualidade dos resultados obtidos. Os resultados obtidos no estudo de caso devem
ser provenientes da convergência ou da divergência das observações obtidas de
diferentes procedimentos. Desta forma é que se torna possível conferir validade ao
estudo, evitando que ele fique subordinado a subjetividade do pesquisador.
As técnicas escolhidas para coleta de dados foram entrevistas semi-
estruturadas, questionário, observações diretas, bem como análises de documentos
(procedimentos operacionais).
Neste estudo optou-se primeiramente pelo uso combinado da técnica de
análise documental e observação direta para coleta de dados.
A análise documental incluiu a análise de conteúdo dos procedimentos
técnicos de cada área pesquisada. De acordo com o INDG (2006) procedimento
operacional:
“é o documento que expressa o planejamento do trabalho repetitivo que deve ser executado para o alcance da meta padrão. Nele se estão incluídos: listagem dos equipamentos; peças e materiais utilizados na tarefa, incluindo-se os instrumentos de medida; padrões de qualidade; descrição dos procedimentos da tarefa por atividades críticas; condições de fabricação, de operação e pontos proibidos de cada tarefa; pontos de controle (itens de controle e características da qualidade) e os métodos de controle; relação de anomalias passíveis de ação; roteiro de inspeção periódicas dos equipamentos de produção.”

Capítulo 3 Metodologia 55
PPGEP – Gestão Industrial (2006)
Percebe-se que a função do procedimento operacional é servir como
referência para que os operadores executem suas atividades de maneira similar e
padronizada.
Mediante a análise destes procedimentos, objetivou-se identificar as
atividades, instruções operacionais, responsabilidade pela execução e cuidados
referentes à operação dos equipamentos, bem como aspectos ligados à segurança
e ao meio ambiente.
Através da técnica de observação permitiu-se identificar o comportamento
competente tal como ele ocorre. Também serviu para obtenção de dados
suplementares significativos ou ao levantamento de informações que possam
auxiliar na interpretação de resultados obtidos por outras técnicas.
Para a execução da observação fez-se necessário um planejamento rigoroso,
pois a mesma deveria ser controlada e sistemática. Portanto, levou-se em conta três
procedimentos básicos sugeridos por LIMA & ASSIS (1999, p.106-107):
� Delimitação do objeto de estudo (o que observar). Neste estudo, foi-se
a campo para: observar que equipamentos, ferramentas, conhecimentos,
habilidades e atitudes que um operador do digestor contínuo utiliza no seu
trabalho, bem como o da máquina de papel;
� Definição do campo de observação em termos de tempo e espaço
(onde e quando/quanto observar). Nesta pesquisa a observação deu-se
na área denominada Linha de Fibras, setor de Cozimento Kraft Contínuo
(digestor contínuo 02) durante 04 horas (50 % do horário respectivo ao
seu turno de trabalho). De maneira similar, também ocorreu na área
denominada Fabricação de Papel, setor da Máquina de Papel 07;
� Definição do grau de participação do observador na situação a ser
observada. Neste estudo, o pesquisador participou como um espectador
da situação observada, ou seja, uma observação não-participante.
Capítulo 3 Metodologia 56
PPGEP – Gestão Industrial (2006)
Nesta fase de coleta de dados, mediante observação, foi explicitado o papel
do pesquisador (observador) e os propósitos do estudo para os sujeitos da pesquisa.
Especialmente para aqueles que exercem a função de operador do digestor
contínuo 02 e da máquina de papel 07 que ocupam o cargo de Operador III, os quais
foram estudados.
A partir das inferências provenientes dos estudos exploratórios de análise
documental e da observação direta não participante, possibilitou-se construir um rol
ou glossário de competências (apêndice D) estabelecendo uma tipologia (técnicas,
organizacionais, comportamentais e de gestão). Com a aplicação prévia destas
técnicas proporcionou-se também a formatação de um questionário para a
identificação das competências mobilizadas nas atividades relativas ao cargo, bem
como um conceito de avaliação (peso) ou uma escala mais adequada para os
respondentes do questionário (apêndice A) avaliarem o grau de importância das
competências funcionais exigidas para o cargo, além de auxiliar na composição dos
roteiros das entrevistas.
Estes instrumentos deveriam possuir um formato que possibilitasse registrar e
identificar as competências e aplicá-los em todos os setores presentes na Indústria
de Celulose e Papel.
A continuidade da coleta de dados deu-se com o uso de entrevistas semi-
estruturadas. Geralmente esta técnica é utilizada para comparar a percepção dos
entrevistados com os dados obtidos na análise documental, visando identificar as
competências importantes. Segundo Nogueira (1980, p.111) a entrevista “científica”
define-se da seguinte forma:
“A entrevista consiste num interrogatório direto do informante ou pesquisado pelo pesquisador, durante uma conversa face a face. É uma conversa orientada para um objetivo definido que não a mera satisfação que a própria conversa pode produzir. A situação em que se desenvolve a entrevista é, em si mesma, uma situação social em que o entrevistador e entrevistado interagem, isto é, se influenciam um ao outro, não apenas através das palavras que pronunciam, mas também pela inflexão da voz, gestos, expressão fisionômica, modo de olhar, aparência e demais traços pessoais e manifestações de comportamento.”

Capítulo 3 Metodologia 57
PPGEP – Gestão Industrial (2006)
O processo de elaboração do roteiro da entrevista constituiu-se de uma
relação de tópicos e questões abertas, que possibilitassem durante a entrevista ser
mais uma ferramenta auxiliar no levantamento das competências (competências
para administrar a tarefa; para trabalhar num marco de segurança e higiene; a
atitude para desempenhar num ambiente organizacional; para relacionar-se com
outras pessoas e para resolver situações contingentes; a atitude para transferir a
competência de um posto de trabalho a outro e de um contexto a outro; a atitude
para responder positivamente às mudanças tecnológicas e aos métodos de trabalho;
os conhecimentos e as habilidades que se requerem para um desempenho eficiente
da função laboral), as atividades desenvolvidas, e também os conhecimentos
necessários para desenvolvê-las.
Foram elaborados roteiros de entrevistas, tanto para os operadores (apêndice
B) quanto para os coordenadores (apêndice C). Embora os roteiros sejam distintos,
existem algumas questões em comum. As entrevistas ocorreram nos ambientes de
trabalho dos entrevistados.
Yin (2001) sugeriu que um pesquisador para realizar um estudo de caso deve
possuir ou adquirir as seguintes habilidades: a habilidade para efetuar boas
perguntas e interpretar as respostas, ser um bom ouvinte, ser flexível e adaptar-se
diante da várias situações, ter uma firme compreensão das perguntas que estão
sendo estudadas e ser imparcial a noções preconcebidas .
Os dados foram coletados mediante a análise de conteúdo das entrevistas,
lembrando que a mesma deveria ser temática e transversal em relação aos temas
específicos abordados durante a entrevista.
Para evitar distorção transcreveu-se o que foi comentado pelos entrevistados
sem alteração ou interpretação do pesquisador. O que foi facilitado pelo uso de
gravação em áudio.
A gravação proporcionou a vantagem de registrar todas as expressões orais
tal como verbalizadas pelo informante, deixando o entrevistador livre para prestar
toda a sua atenção ao entrevistado. A gravação pressupôs a posterior transcrição
dos registros para o papel.

Capítulo 3 Metodologia 58
PPGEP – Gestão Industrial (2006)
As entrevistas foram codificadas com as seguintes siglas: OD para os
operadores do digestor contínuo 02 (KAMYR); OP para os operadores da máquina
de papel e C para os coordenadores da Linha de Fibras (Fabricação de fibras),
Máquina de Papel 07 e do RH. As entrevistas dos operadores foram numeradas de
acordo com o turno e as dos coordenadores de acordo com as categorias acima
descritas.
Para se dar conta do objetivo da pesquisa. Aplicou-se após a entrevista um
questionário estruturado. Nele identifica-se as competências mobilizadas nas
atividades relativas ao cargo e uma escala mais adequada para os respondentes do
questionário (apêndice A) avaliarem o grau de importância das competências
funcionais necessárias para o cargo.
Nogueira (1980, p.120) destaca que o questionário “é uma série de perguntas
organizadas com o objetivo de levantar dados para uma pesquisa, cujas respostas
são fornecidas pelo informante ou pesquisado sem a assistência direta ou
orientação do investigador”.
De acordo com Carbone et al. (2005), antes de aplicar o questionário
recomenda-se validá-lo, para evitar o não entendimento dos itens presentes no
instrumento. Esta prévia validação semântica visou verificar se o enunciado, os itens
do instrumento e a escala eram inteligíveis aos respondentes.
Para tanto, aplicou-se este questionário a um pequeno grupo de operadores
III de outras áreas que não seriam pesquisadas. Depois, entrevistou-se os
respondentes, procurando identificar eventuais dificuldades de resposta, falhas ou
incorreções nos questionários, a fim de assegurar a compreensão dos itens e da
escala por parte da população que se destina o instrumento.
3.6 TRATAMENTO E ANÁLISE DOS DADOS
Capítulo 3 Metodologia 59
PPGEP – Gestão Industrial (2006)
O objetivo do tratamento e análise de dados foi organizar e sumariar as
informações levantadas na coleta de dados, para que as perguntas de pesquisa
pudessem ser respondidas. Portanto, a análise consistiu em uma recombinação das
evidências coletadas (YIN, 2001; TELLIS, 2005), para compreender, esclarecer,
validar ou refutar os objetivos iniciais propostos no estudo. Constatou-se que esta é
um processo dinâmico, porque à medida que se realiza a coleta, simultaneamente
se dava a análise de dados, ou seja, no momento em que estava sendo feita a
coleta, fizeram-se interpretações parciais que auxiliaram na análise posterior dos
dados.
Minayo (2004) alertou para três obstáculos para uma análise eficiente. O
primeiro diz respeito à ilusão do pesquisador em ver as conclusões, à primeira vista,
como “transparentes”, ou seja, pensar que a realidade dos dados, logo de início se
apresenta clara a seus olhos. Isso ocorre com maior freqüência, quando o
pesquisador possui familiaridade com aquilo que está pesquisando. Devido a esta
proximidade maior, poderá ocorrer a ilusão de que os resultados sejam óbvios num
primeiro momento. Essa ilusão pode levar a uma simplificação dos dados, levando a
conclusões superficiais ou equivocadas.
Um outro obstáculo se referia ao fato do pesquisador se envolver tanto com
os métodos e técnicas a ponto de esquecer os significados presentes em seus
dados. Nesse caso, os dados coletados que compõem a análise podem não ser
devidamente considerados, uma vez que há um destaque central a questionamentos
dos procedimentos metodológicos.
Finalmente, o terceiro obstáculo para uma análise mais rica da pesquisa
referia-se à dificuldade que o pesquisador pode ter em articular as conclusões que
surgem dos dados concretos com conhecimentos mais amplos ou mais abstratos.
Isso pode produzir um distanciamento entre a fundamentação teórica e a prática da
pesquisa.
Como o estudo de caso se valeu de procedimentos de coleta de dados dos
mais variados, o processo de análise e interpretação pode, naturalmente, envolver

Capítulo 3 Metodologia 60
PPGEP – Gestão Industrial (2006)
diferentes modelos de análise. Todavia, é natural admitir que a análise de dados
seja de natureza predominantemente qualitativa (GIL, 2002).
Dentre os métodos de análise de dados qualitativos destacam-se o de
categorias e análise de conteúdos.
O termo categoria, em geral, se refere a um conceito que abrange elementos
ou aspectos com características comuns ou que se relacionam entre si. Essa palavra
está ligada à idéia de classe ou série. As categorias são empregadas para
estabelecer classificações. Portanto, trabalhar com categorias significa agrupar
elementos, idéias ou expressões em torno de um conceito capaz de abranger tudo
isso. Este tipo de procedimento, de uma forma geral, pode ser utilizado em qualquer
tipo de análise em pesquisa qualitativa (MINAYO, 2004).
Com este procedimento, o tratamento dos dados qualitativos ocorreu da
seguinte forma: onde cada entrevista será examinada e estudada individualmente
para termos uma idéia da amplitude de variação das opiniões, informações e
conhecimentos relevantes sobre o tema abordado. Ao concluir este exame
organizar-se-ão grupos, onde serão incluídas as respostas iguais ou parecidas. Dará
o nome a essa fase de definição de categorias de respostas. Normalmente a
primeira proposta de categorias não se tornará definitiva. Essas categorias serão
sucessivamente reexaminadas e alteradas. Em relação ao objeto de pesquisa,
pensou-se em estabelecer um conjunto de categorias relativo aos operadores de
cozimento e da máquina de papel entrevistados e outro relativo aos coordenadores.
Na análise de conteúdos destaca-se duas funções na aplicação da técnica.
Uma referia-se à verificação das questões e/ou hipóteses. Ou seja, através da
análise de conteúdo se permite encontrar respostas para questões formuladas e
também se pode confirmar ou não as afirmações estabelecidas antes do trabalho de
investigação. A outra está vinculada à descoberta do que está por trás dos
conteúdos manifestos, indo além das aparências do que está sendo comunicado. As
duas funções podem, na prática, se complementar e podem ser aplicadas a partir de
princípios da pesquisa quantitativa ou da qualitativa (MINAYO, 2004).

Capítulo 3 Metodologia 61
PPGEP – Gestão Industrial (2006)
O emprego da análise de conteúdo pode ser aplicado tanto na análise de
textos escritos como de depoimentos de entrevistados de uma pesquisa social.
Esta técnica compreende um conjunto técnicas que tem como objeto
manipular a mensagem (conteúdo e expressão), a leitura das respostas,
classificação e destaque para aquelas respostas que se apresentam ligada ao
fenômeno em estudo (BARDIN, 2004).
De acordo com Bardin (2004), a análise de conteúdo desenvolve-se em três
fases. A primeira é a pré-análise. Onde se procede a escolha dos documentos, a
formulação de hipóteses e a preparação do material de análise. A segunda é a
exploração do material, que envolve a escolha das unidades, a enumeração e a
classificação. A terceira etapa, por fim, é constituída pelo tratamento, inferência e
interpretação dos dados.
Na pré-análise foram usados, para a reunião das informações necessárias, os
relatos das observações, os procedimentos das entrevistas semi-estruturadas e
questionários respondidos. Donde se constituiu o corpus. Também foram utilizados
outros documentos, tais como algumas análises provenientes dos procedimentos
operacionais das áreas que estavam sendo examinadas. Fez-se uma leitura geral
destes documentos. O que permitiu inicialmente a formulação dos objetivos gerais
da pesquisa e especificamente, com o corpus de investigação, direcionar o campo
onde as atenções deveriam ser fixadas.
Já a segunda fase que envolve a exploração do material, ou seja, a sua
descrição analítica iniciou-se junto com a etapa de pré-análise. Durante esta etapa
foram adotados procedimentos de codificação, classificação e categorização. Desta
surgiram quadros de referências que são relativos aos pontos de vistas ou opiniões
daqueles que ocupam o cargo de operador III no digestor contínuo 02, bem como na
máquina de papel 07. Também se fez o mesmo em relação aos coordenadores da
Linha de Fibras, Máquina de Papel 07 e de RH. Na análise descritiva buscou-se
idéias similares e divergentes, ou mesmo ambivalentes, ou seja, verificando a
presença ou ausência. Também levou-se em conta a freqüência de ocorrência
destas idéias.

Capítulo 3 Metodologia 62
PPGEP – Gestão Industrial (2006)
A análise teve o objetivo de identificar como os informantes do estudo se
posicionaram diante das questões que lhes foram colocadas. Portanto, ao tratar os
dados obtidos das entrevistas. Igual importância foi atribuída a todas as perguntas,
independentemente da sua freqüência. Embora seja muito importante verificar a
freqüência com que cada competência seja mencionada nas entrevistas, visto que,
em investigações dessa natureza, o número de menções feitas a respeito de
determinado item é um indicativo da sua relevância. As discrepâncias de resultados
foram enfatizadas com a mesma ênfase que os consensos.
Na terceira e última fase, buscou-se estabelecer inferências e interpretação
dos dados até então obtidos e presentes no corpus documental. Relacionando as
atividades exercidas pelos operadores em seu posto de trabalho e as competências
necessárias.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 63
PPGEP – Gestão Industrial (2006)
4 APRESENTAÇÃO DOS DADOS E ANÁLISE DOS RESULTADOS
Neste capítulo serão apresentados os dados obtidos mediante observação
direta não participante e análise documental (análise de procedimentos) usados para
a análise da pesquisa, bem como as entrevistas e resultados dos questionários.
As entrevistas serão divididas em dimensões que foram construídas com as
respostas provenientes da documentação (entrevista semi-estruturada). As
dimensões mencionadas são as seguintes: o perfil dos operadores (sub item 4.3.1);
atividades exercidas pelos operadores e competências mobilizadas (sub item 4.3.2);
e a aquisição e transferência de competências (sub item 4.3.3). Com essa divisão, a
análise, em princípio será frequencial e quantitativa. Possibilitando a formulação de
um quadro sistematizado.
A realização, descrição e análise das entrevistas possibilitarão inferências e
por sua vez novos dados, os quais proporcionarão os conhecimentos sobre as
atividades executadas pelos operadores e as respectivas competências funcionais
necessárias. Assim, poder-se-á avaliar se há uma forte integração entre os
componentes da equipe e se a estratégia da organização está claramente definida.
Também nos permitirá visualizar quais são os estímulos no tocante à
socialização do conhecimento e avaliar até que ponto a aquisição e transferência de
competências podem estar presentes nas áreas pesquisadas.
4.1 APRESENTANDO A ANÁLISE DE DOCUMENTOS
Através da análise dos documentos, segundo Bardin (2004), é possível ter-se
uma representação condensada da informação para consulta e armazenagem.
Logo, a análise documental limitou-se a uma análise temática, ou seja, observando
palavras e freqüência de valores de condutas pragmáticas.
O conjunto de documentados analisados foram os procedimentos técnicos
operacionais de cada área pesquisada. O intuito era identificar as atividades,
instruções operacionais, responsabilidade pela execução e cuidados referentes à

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 64
PPGEP – Gestão Industrial (2006)
operação dos equipamentos, bem como aspectos ligados à segurança e ao meio
ambiente.
Para desenvolver a análise foram construídos três quadros. Os dois primeiros
(anexo A e B) sintetizaram os principais objetivos dos procedimentos operacionais
de cada área pesquisada. O último (Quadro 9) conteve as temáticas mais
freqüentes, ou seja, os termos-chave. Este quadro teve o propósito de
instrumentalizar a análise dos conceitos fundamentais apresentados nos
documentos.
Quadro 9 – Temáticas freqüentes nos documentos analisados
TEMÁTICAS FREQÜÊNTES
• Fluxogramas de processo
• Diagramas de intertravamento
• Simbologia de identificação dos instrumentos de controle de processo
• Instruções operacionais (detalhamento das etapas operacionais)
• Padrões de processo
• Responsabilidade de execução das atividades
• Verificação de equipamentos (check-list)
• Aspectos de manutenção preventiva
• Aspectos quanto à segurança
• Aspectos quanto a impactos ambientais significativos
• Cuidados preventivos em relação à operação
• Indicadores de condição normal e anormal
• Ações corretivas (atividades de controle)
Da análise dos procedimentos operacionais, permeiam-se que os mesmos
buscam através das instruções operacionais reduzirem os desperdícios de tempo,
bem como o aumento da eficiência de produção. Com isto melhora-se a
disponibilidade dos equipamentos, seus desempenhos (velocidades) e qualidade.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 65
PPGEP – Gestão Industrial (2006)
A partir da análise destes documentos, possibilitou-se interpretar
objetivamente o conteúdo das etapas operacionais ali descritas. Distinguindo
indicadores que permitiram fazer inferências a respeito das competências relevantes
e necessárias para os operadores executarem as atividades pertinentes ao cargo.
4.2 APRESENTANDO AS OBSERVAÇÕES DIRETAS
A partir da análise das observações, segundo Carbone et al. (2005), pode-se
identificar o comportamento competente dentro de determinado ambiente de
trabalho. Com as informações, obtidas das observações, alcançaram-se dados
suplementares significativos que puderam auxiliar na interpretação de resultados
provenientes de outras técnicas de coleta de dados.
A observação direta não participante deu-se de forma estruturada e individual.
A mesma se realizou nos ambientes de trabalhos dos pesquisados. Sendo
focalizada na descrição dos sujeitos, de seus diálogos, dos locais de trabalho, dos
eventos especiais e das atividades de rotina.
Após a observação dos sujeitos da pesquisa (operadores III do digestor
contínuo DC-2 e da máquina de papel 07) e de seu trabalho geraram-se os quadros
a seguir (Quadro 10 e 11):
Quadro 10 – Fatos observados junto aos operadores III do digestor contínuo DC-02
continua
Fatos Observados
� É responsável pela operação e controle da planta de cozimento contínuo KAMYR, bem como lavagem da polpa (difusores), refinação, depuração e estocagem da polpa.
� O ambiente de trabalho constitui-se basicamente de uma sala de controle. Composta de consoles, computadores, monitores, etc. Esta estação de trabalho permite o controle da planta através do SDCD (sistema digital de controle distribuído), onde ocorre a interface homem-máquina (IHM). Faz-se o controle do processo, operação, gerenciamento e comunicação. O sistema compõe-se de quinze telas principais.
� Nas ações diárias, a cultura da qualidade está consolidada naquele ambiente, bem como operar dentro de um marco de segurança;

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 66
PPGEP – Gestão Industrial (2006)
Quadro 10 – Fatos observados junto aos operadores III do digestor contínuo DC-02
conclusão
Fatos Observados
� Os ocupantes do cargo em questão possuem capacidade organizacional elevada. Isto se visualiza:
� Na organização do ambiente de trabalho; � Na organização do tempo para inserção de dados do processo no PI (é um tipo de
EPS – Enterprise process system) e preenchimento de boletins; � Registro de não conformidades; � Na análise de falhas de desempenho para implementar ações corretivas; � Check-list dos equipamentos do processo; � Geração das permissões de trabalho de manutenção.
� Os operadores são estimulados a administrar o tempo, ou seja, durante sua rotina de operação e controle do processo exercem da rapidez e precisão;
� Os operadores fazem uso da comunicação, seja verbal (escrita e oralidade) quanto não verbal;
� Há uma atenção nos detalhes e principalmente na prevenção de possíveis problemas operacionais (anomalias);
� Uma atividade rotineira do operador III é a análise visual da matéria-prima (cavaco); � Ele faz análise visual do produto acabado; � Uma das funções do operador III envolve o contato com a manutenção para eventual reparo,
bem como as áreas de preparo de madeira, caustificação e máquina de papel; � Observou-se que, durante os momentos de instabilidade do processo, os operadores
possuem a capacidade de trabalho sob pressão (mantém a calma); � Notou-se que o relacionamento interpessoal é um fator preponderante para o alcance de
resultados, bem como uma comunicação clara e sem ruídos (linguagem fácil e adequada); � A noção de cliente interno e a relação sistêmica entre as áreas (ex: cozimento - preparo da
madeira; cozimento – caustificação; cozimento – máquina de papel) estão bem estabelecidas; � Os operadores III participam dos times de melhoria; � Participam das reuniões periódicas de avaliação de processo; � Os operadores III demonstram competência em suas atividades; � Nos 04 operadores observados visualizou-se a proatividade na realização de sua rotina
operacional; � Os operadores III possuem autonomia dentro do cargo p/ tomada de decisões operacionais e
são estimulados a assumirem a responsabilidade pelo que fazem; � Na hierarquia, o operador III está subordinado ao coordenador de turno e este ao
coordenador da linha de fibras; � O operador III possui uma equipe de apoio operacional representada pelo operador II e I. A
subordinação existente é técnica e não hierárquica; � Há um bom relacionamento com aqueles que fazem parte da equipe de apoio, bem como das
outras áreas; � Há estímulos à criatividade no dia a dia e nas questões operacionais; � São estimulados a treinarem os operadores II e I em relação ao controle de processo via
SDCD. Principalmente na preparação destes para eventuais substituições devido a férias, faltas, etc. Este repasse de conhecimentos ocorre em momentos de estabilidade do processo e de maneira informal. Ela se dá inicialmente através de manobras simples e com o passar do tempo aumenta a complexidade;
� Como estímulos no sentido de socialização do conhecimento têm-se a participação dos operadores III nos TIM - Times Internos de Melhoria (grupos multidisciplinares que se reúnem para resolução de problemas), bem como nos GIGA - Grupos Internos de Gestão Autônoma. Visando melhoria da área de processo e manutenção preventiva dos equipamentos pertencentes à área de Linha de Fibras – cozimento contínuo, lavagem, refinação, depuração e estocagem.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 67
PPGEP – Gestão Industrial (2006)
O quadro 10, em princípio, não sofrerá uma análise prévia. Sendo que a
mesma será feito a posteriori em conjunto com o quadro 11.
Quadro 11 – Fatos observados junto aos operadores III da máquina de papel 07
continua
Fatos Observados
� O operador III é responsável pela operação e controle da máquina de papel 07. Esta envolve as operações de preparo de massa, formação, prensagem, secagem, acabamento e revestimento. Faz-se também o controle e detecção de falhas nos rolos jumbo (ULMA-ABB sistema de inspeção da folha). Este operador é responsável pela produção de papel cartão tipo: LPB (Liquid packaging board); Carrier Board; Folding Box Board;
� Ele executa suas atividades num ambiente denominado sala de controle. Composta de consoles, computadores, monitores, etc. Esta estação de trabalho permite o controle da planta através do SDCD (sistema digital de controle distribuído). Onde ocorre a interface homem-máquina (IHM). Faz-se o controle do processo, operação, gerenciamento e comunicação. O sistema total compõe-se de setenta e cinco telas.
� Nas ações diárias, observou-se que a cultura da qualidade está enraizada naquele ambiente, bem como segurança na operação;
� A capacidade organizacional daquele que exerce o cargo de operador III se manifesta: o Na organização do ambiente de trabalho; o Na administração do tempo para inserção de dados do processo no PI (é um tipo de EPS
– Enterprise process system), preenchimento de boletins e do livro de ocorrência; o Na análise de falhas de desempenho para implementar ações corretivas; o Verificação dos equipamentos do processo; o Geração das permissões de trabalho de manutenção.
� Administram o tempo. Durante sua rotina de operação e controle do processo, fazem uso da rapidez e eficiência;
� Durante as atividades de operação e controle os operadores fazem uso da comunicação, seja verbal (escrita e oralidade) quanto não verbal (gestos, etc.);
� Estão atentos aos detalhes. Principalmente na prevenção de possíveis problemas operacionais que venham a impactar o produto final quanto à sua qualidade;
� Uma atividade rotineira do operador III é o controle visual da produção do papel; � Os operadores III buscam alcançar os índices de qualidade (OEE - Índice de eficácia global
dos equipamentos) propostos pela qualidade assegurada; � Uma das funções do operador III envolve o contato com a manutenção para eventual reparo,
bem como as áreas de linha de fibras, caldeira de recuperação; � Em momentos de instabilidade do processo (problemas), os operadores possuem capacidade
de trabalhar sob pressão (mantém a calma); � Notou-se que o relacionamento interpessoal é um fator preponderante para o alcance de
resultados, bem como uma comunicação clara e sem ruídos (linguagem fácil e adequada); � A noção de cliente interno e a relação sistêmica estão bem estabelecidas entre as áreas (ex:
máquina de papel - caldeira; máquina de papel - linha de fibras); � Os operadores III participam dos times de melhoria; � Participam das reuniões periódicas de avaliação de processo; � Os operadores III demonstram competência nas atividades diárias; � Os 04 operadores observados mostraram-se pró-ativos; � Os operadores III possuem autonomia dentro do cargo p/ tomada de decisões operacionais e
são estimulados a assumirem a responsabilidade pelo que fazem; � Na hierarquia, o operador III está subordinado ao coordenador da máquina de papel;

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 68
PPGEP – Gestão Industrial (2006)
Quadro 11 – Fatos observados junto aos operadores III da máquina de papel 07
conclusão
Fatos Observados
� O operador III possui uma equipe de apoio operacional representada pelo operador II e I. A subordinação existente é técnica e não hierárquica;
� Há um bom relacionamento com os aqueles que fazem parte da equipe de apoio, bem como das outras áreas;
� Há estímulos a criatividade no dia a dia e nas questões operacionais; � São estimulados a treinarem os operadores II e I em relação ao controle de processo via
SDCD. Principalmente na preparação destes para eventuais substituições devido a férias, faltas, etc. Este repasse de conhecimentos ocorre em momentos de estabilidade do processo e com a turma completa. A forma de transferência de conhecimentos é informal. Ela se dá inicialmente através de treinamento com manobras simples assistidas e com passar do tempo aumenta a complexidade das operações;
� Têm-se como outros estímulos de socialização do conhecimento, a participação dos operadores III nos Times Internos de Melhoria (TIM – grupos multidisciplinares que ser reúnem para resolução de problemas), bem como nos Grupos Internos de Gestão Autônoma - GIGA. Visando melhoria da área de processo e manutenção preventiva dos equipamentos pertencentes à área da Máquina de papel 07;
Para a realização da análise das observações descritas nos quadros 10 e 11,
fez-se uso de um diagrama de afinidades. De acordo com Carvalho (2006), o
diagrama de afinidades é aquela ferramenta que agrupa os vários conjuntos de
dados por afinidade, ou seja, são organizados em grupos seguindo algum critério de
relação.
Os critérios estabelecidos para os agrupamentos foram: técnicos,
comportamental, organizacional, de gestão, qualidade e de segurança. A partir deste
agrupamento passou-se a realizar algumas análises mais reflexivas, gerando-se
inferências.
Para a construção do diagrama de afinidades, fez-se uma síntese das
observações junto aos operadores III no digestor contínuo DC-02 e máquina de
papel 07. Deu-se a classificação de acordo com os critérios previamente definidos e
passou-se para o estabelecimento de inferências, ou seja, de quais conhecimentos
estes operadores deveriam possuir. Esta síntese se encontra no quadro 12.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 69
PPGEP – Gestão Industrial (2006)
Quadro 12 – Diagrama de afinidades e inferências
continua
CRITÉRIOS FATOS OBSERVADOS INFERÊNCIAS
TÉCNICOS
� Responsável pela operação e controle da planta de cozimento contínuo KAMYR;
� Responsável pela operação e controle da máquina de papel 07;
� Ele executa suas atividades num ambiente denominado sala de controle. Esta estação de trabalho permite o controle da planta através do SDCD (sistema digital de controle distribuído);
� Inserção de dados do processo no PI (é um tipo de EPS – Enterprise process system);
� Verificação dos equipamentos do processo;
� Conhecimentos de fabricação de celulose;
� Conhecimentos de fabricação de papel;
� Conhecimentos de qualidade da polpa;
� Conhecimentos sobre sistemas de gestão, de processo e controle;
� Conhecimentos de ferramentas de TI;
� Conhecimentos de instrumentação e controle de processo;
� Conhecimentos de máquinas e equipamentos;
� Conhecimentos de manutenção preventiva;
� Noções de mecânica;
COMPORTAMENTAL
� Uma das funções do operador III envolve o contato com a manutenção para eventual reparo, bem como as outras áreas afins;
� Há um bom relacionamento com os aqueles que fazem parte da equipe de apoio, bem como das outras áreas;
� Notou-se que o relacionamento interpessoal, bem como uma comunicação clara e sem ruídos (linguagem fácil e adequada);
� Durante o exercício da função os operadores fazem uso da comunicação, seja verbal (escrita e oralidade) quanto não verbal;
� Durante os momentos de instabilidade do processo, os operadores possuem a capacidade de trabalho sob pressão (mantém a calma);
� Os operadores observados mostraram-se pró-ativos;
� Os operadores III participam dos times de melhoria;
� Há estímulos a criatividade no dia a dia e nas questões operacionais.
� Ser negociador; � Ser empático; � Ser flexível; � Ser comunicativo; � Ser ponderado e calmo; � Ser dinâmico; � Ser participativo; � Ser criativo.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 70
PPGEP – Gestão Industrial (2006)
Quadro 12 – Diagrama de afinidades e inferências
continua
CRITÉRIOS FATOS OBSERVADOS INFERÊNCIAS
GESTÃO
� A noção de cliente interno está bem estabelecida e a relação sistêmica entre as áreas;
� Estes operadores são estimulados a administrar o tempo;
� O operador III possui uma equipe de apoio operacional representada pelo operador II e I. A subordinação existente é técnica e não hierárquica;
� Os operadores III possuem autonomia dentro do cargo p/ tomada de decisões operacionais e são estimulados a assumirem a responsabilidade pelo que fazem.
� São estimulados a treinarem os operadores II e I em relação ao controle de processo via SDCD. Principalmente na preparação destes para eventuais substituições devido a férias, faltas, etc.;
� Como estímulos visualizados no sentido de socialização do conhecimento;
� Saber aplicar a visão sistêmica;
� Saber planejar; � Saber liderar; � Saber aplicar a visão
estratégica; � Ser responsável; � Saber tomar decisões; � Ser um facilitador de
conhecimentos.
ORGANIZACIONAL
� Os ocupantes do cargo em questão possuem capacidade organizacional elevada, isto se visualiza:
o Na organização do ambiente de trabalho;
o Na organização do tempo para inserção de dados do processo no PI (é um tipo de EPS – Enterprise process system) e preenchimento de boletins;
� Conhecimentos dos processos organizacionais da empresa;
� Organizar informações; � Conhecimentos de
informática básica; � Cultura e valores da
empresa; � Missão.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 71
PPGEP – Gestão Industrial (2006)
Quadro 12 – Diagrama de afinidades e inferências
conclusão
CRITÉRIOS FATOS OBSERVADOS INFERÊNCIAS
QUALIDADE
� Observou-se que naquele ambiente a cultura da qualidade está consolidada nas ações diárias;
� Registro de não conformidades; � Na análise de falhas de desempenho
para implementar ações corretivas; � Participam das reuniões periódicas de
avaliação de processo; � Há uma atenção nos detalhes.
Principalmente na prevenção de possíveis problemas operacionais (anomalias);
� Controle visual da produção do papel; � Faz a análise visual da matéria-prima
(cavaco); � Faz análise visual do produto
acabado; � Faz o controle visual da produção do
papel; � Os operadores III buscam alcançar os
índices de qualidade (OEE - Índice de eficácia global dos equipamentos) propostos pela qualidade assegurada;
� Conhecimentos de sistemas da qualidade;
� Conhecimentos de qualidade assegurada;
� Acompanhamento da satisfação do cliente;
� Controle de produtos não conformes;
� Ações corretivas; � Ações preventivas; � Análise crítica; � Melhoria contínua; � Monitoramento do processo
e produtos;
SEGURANÇA
� Check-list dos equipamentos do processo;
� Geração das permissões de trabalho de manutenção.
� Há uma atenção nos detalhes. Principalmente na prevenção de possíveis problemas operacionais (anomalias);
� Conhecimentos de segurança no trabalho;
� Conhecimentos e análise dos riscos de trabalho;
� Participação nos Grupos Internos de Gestão Autônoma (GIGA – visando melhoria da área de processo e manutenção preventiva dos equipamentos);
Algumas reflexões a respeito das competências requeridas para que estes
operadores pudessem realizar as atividades pertinentes ao cargo foram permitidas
pela análise de conteúdo das observações. Estas se materializam num conjunto de
saberes que envolvem conhecimentos técnicos, comportamentais (Quadro 12,
Inferências, p. 71), gerenciais (gestão), organizacionais (Quadro 12, Inferências,
p.72), qualidade e de segurança (Quadro 12, Inferências, p. 73). Bem como, pode-se
concluir preliminarmente que os operadores observados estão fortemente vinculados

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 72
PPGEP – Gestão Industrial (2006)
à estratégia da empresa no intuito de reduzirem falhas de processo, diminuir
ociosidade dos equipamentos que controlam e atingir altos índices de qualidade.
Fato este ratificado por uma afirmação de Ruas (2001), que diz que através das
competências funcionais pode-se avaliar a aderência da estratégia organizacional
em relação às práticas de trabalho. É claro que para atingir estes altos níveis de
desempenho se faz necessário que a equipe esteja integrada e coesa. Logo, o
operador III possui um papel preponderante em termos de liderança e catalisador
dos esforços.
Com os indicadores provenientes da análise dos procedimentos operacionais
e das inferências oriundas do diagrama de afinidades construiu-se um rol de
competências (apêndice D).
4.3 APRESENTANDO AS ENTREVISTAS
Os entrevistados foram identificados da seguinte forma: OD para os
operadores do digestor contínuo 02 (KAMYR); OP para os operadores da máquina
de papel e C para os coordenadores da Linha de Fibras (Fabricação de fibras),
Máquina de Papel 07 e do RH. As entrevistas dos operadores foram numeradas de
acordo com as turmas de trabalho, e as dos coordenadores de acordo com as
categorias acima descritas.
Como fora comentado preliminarmente na introdução da apresentação dos
dados e análise de resultados. As entrevistas foram divididas em dimensões e estas
construídas com as respostas provenientes da documentação (entrevista semi-
estruturada). As dimensões citadas são as seguintes: o perfil dos operadores (sub
item 4.3.1); atividades exercidas pelos operadores e competências mobilizadas (sub
item 4.3.2); e a aquisição e transferência de competências (sub item 4.3.3). Através
dessa divisão. A análise, em princípio, será frequencial e quantitativa, possibilitando
a formulação de um quadro sistematizado. Posteriormente será qualitativa.
Para cada dimensão foi elaborado um quadro com as perguntas que foram
usadas nos roteiros de entrevistas (Apêndice B e C) no intuito de esclarecer as

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 73
PPGEP – Gestão Industrial (2006)
questões pertinentes a cada uma das dimensões propostas. Em cada dimensão
houve posicionamentos dos operadores entrevistados e dos coordenadores.
Torna-se importante salientar que algumas questões foram realizadas aos
dois grupos de entrevistados. Todavia, quando isto acontecer, os pontos de vista
dos entrevistados serão apresentados em forma de quadros, para que se tenha
maior facilidade de comparar as opiniões dos distintos grupos.
4.3.1 O PERFIL DOS OPERADORES
Nesta dimensão foi feita a apresentação do perfil dos operadores, e para isso
fez-se uso das respostas provenientes de questões introdutórias realizadas nas
entrevistas.
Os questionamentos realizados junto aos entrevistados foram os seguintes:
Quadro 13 – Apresentação do perfil dos operadores
Local de Trabalho: Cargo: Missão do Posto de Trabalho: 1. Escolaridade Área de formação específica: 2. Há quanto tempo desempenha a função? 3. Experiência profissional anterior?
As tabulações dos dados relativos à escolaridade e formação produziram as
tabelas a seguir:
Tabela 1 - Distribuição de freqüência dos operadores por escolaridade
Escolaridade Nº. de entrevistados Freqüência (%) Ensino médio (2ºgrau) 07 87,5
Ensino superior (3ºgrau) 01 12,5 Total 08 100 %

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 74
PPGEP – Gestão Industrial (2006)
A análise dos dados obtidos, na Tabela 01, dar-se-á em conjunto com os
dados da Tabela 2.
Tabela 2 - Distribuição de freqüência dos operadores por formação
Formação Nº. de entrevistados Freqüência (%) Ensino médio s/ formação técnica 02 25,0
Curso técnico em química 01 12,5 Curso técnico em celulose e papel 04 50,0
Licenciatura em Matemática 01 12,5 Total 08 100 %
Dos operadores entrevistados, em torno de 12,5% possuem escolaridade
superior. Os demais possuem nível de ensino médio (2º grau). Sendo que 62,5%
possuem formação técnica, seja em química ou em celulose e papel.
Constatou-se que o entrevistado OP-1, além de possuir formação técnica em
celulose e papel, também cursou Bachalerado em Ciências Contábeis por três anos.
O OP-3 possui curso técnico em celulose e papel e atualmente está cursando o 5º
período de Engenharia Química. Já o OP-4, além de possuir formação superior em
Licenciatura em Matemática, também possui curso técnico em celulose e papel.
Dos operadores entrevistados (OD-1, OD-2, OD-3 e OD-4) pertencentes à
área do digestor contínuo DC-02, nenhum possuía formação superior.
Em relação há quanto tempo os operadores entrevistados atuavam no cargo
pesquisado, foram tabulados os seguintes dados na tabela a seguir. Para construir
esta tabela foram estabelecidas três categorias: 0 a 3 anos; 4 a 6 anos; e 7 a 10
anos.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 75
PPGEP – Gestão Industrial (2006)
Tabela 3 – Distribuição de freqüência dos operadores por tempo de atuação
no cargo
Tempo de atuação Nº. de entrevistados Freqüência (%) 0 – 3 anos 01 12,5 4 – 6 anos 02 25,0
7 – 10 anos 05 62,5 Total 08 100 %
Observa-se que 62,5% dos operadores entrevistados ocupam o cargo num
intervalo que varia de 7 a 10 anos. Esta distribuição eqüitativa se manifesta tanto
para os operadores do digestor contínuo DC-02 quanto para os operadores da
máquina de papel 07.
O entrevistado OD-2 está ocupando o cargo há cerca de três meses. Todavia
trabalha na empresa e na área específica há vinte anos. Durante este tempo fez
parte da equipe operacional de apoio ao operador III. Substituindo-o durante as
férias ou eventuais faltas.
Já o entrevistado OP-3 não ocupa o cargo pesquisado, ou seja, o de operador
III. Todavia, nos últimos quatro anos anda substituindo-os nos períodos de férias,
eventuais faltas ou afastamentos por motivo de saúde. Durante o evento da
entrevista estava substituindo o titular do cargo. Este operador trabalha nesta área
há cerca de oito anos.
Quanto a dados relativos à experiência profissional anterior. Estes foram
tabulados gerando a Tabela 4. A categorização da experiência profissional anterior
distinguiu duas categorias: entrevistados que tiveram experiência profissional
anterior e aqueles que não tiveram experiência anterior.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 76
PPGEP – Gestão Industrial (2006)
Tabela 4 – Distribuição de freqüência dos operadores pela experiência
profissional
Experiência profissional Nº. de entrevistados Freqüência (%) Não tiveram experiência 03 37,5
Tiveram experiência 05 62,5 Total 08 100 %
Dos entrevistados que declararam possuir experiência anterior. Dois deles
(OP-1 e OP-4) relataram que, por serem provenientes do setor comercial, as
experiências tidas anteriormente não contribuíram para o desempenho de suas
atividades.
O entrevistado OD-2 relatou que, embora tivesse experiência anterior, esta
não contribuiu para o seu desempenho na função atual. Todavia, “[...] em termos de
vivência de área, me ajudou bastante na convivência”.
Por outro lado o entrevistado OP-2 que também já possuía experiência
anterior declara que esta “[...] contribuiu! porque lá, eu trabalhava na parte de
instrumentação. Então na realidade foi um complemento e ajudou bastante”.
Já o entrevistado OP-3, que possui como experiência anterior o fato de ter
estagiado durante 06 meses na caldeira de recuperação, afirma que apesar “[...] das
atividades serem diferentes, a contribuição ocorreu em termos de relacionamento
com o grupo da Caldeira, facilitando a comunicação”.
Fazendo uma análise preliminar, nota-se que há uma relativa homogeneidade
de perfil entre os diferentes grupos funcionais entrevistados. Seja em nível de
escolaridade e formação, bem como em experiência.
Pressupõe-se que a formação escolar dos operadores proporciona uma
significativa interação com o conhecimento presente no processo produtivo.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 77
PPGEP – Gestão Industrial (2006)
O perfil dos entrevistados revela um aspecto fundamental da estratégia da
empresa. Pois o longo tempo que estes atuam no cargo mostra uma relação de
agregação mútua de valor entre funcionário e organização. Denotando o
comprometimento.
Pode-se inferir preliminarmente que os entrevistados possuem uma certa
maturidade profissional e podem atender as demandas presentes. Todavia, não foi
possível avaliar ainda, se as diferentes trajetórias de realização dos entrevistados
irão influenciar nas respostas quanto às atividades pertinentes ao cargo e as
competências necessárias para exercê-lo. Também, em princípio, não foi possível
avaliar pelo perfil levantado, se os mesmos podem atender as demandas futuras do
cargo.
4.3.2 ATIVIDADES EXERCIDAS E COMPETÊNCIAS MOBILIZADAS
Nesta dimensão mede-se o grau de participação dos respondentes, o que
contribui com a definição do grau de interatividade das atividades exercidas com a
mobilização de conhecimentos, habilidades e atitudes. Nela foi feita a apresentação
das atividades executadas pelos operadores ocupantes dos cargos analisados e as
competências mobilizadas. Com a descrição das atividades revelam-se aspectos de
funcionabilidade e domínio. Para isso, fez-se uso das respostas provenientes de
questões realizadas nas entrevistas.
Pretende-se, a partir daí, obter uma visão por parte dos operadores e
coordenadores das áreas pesquisadas e do RH sobre o tema. As questões
apresentadas relacionam-se às atividades exercidas, criatividade na solução de
problemas e grau de interação com as pessoas da equipe.
Os questionamentos realizados juntos aos entrevistados foram os seguintes:
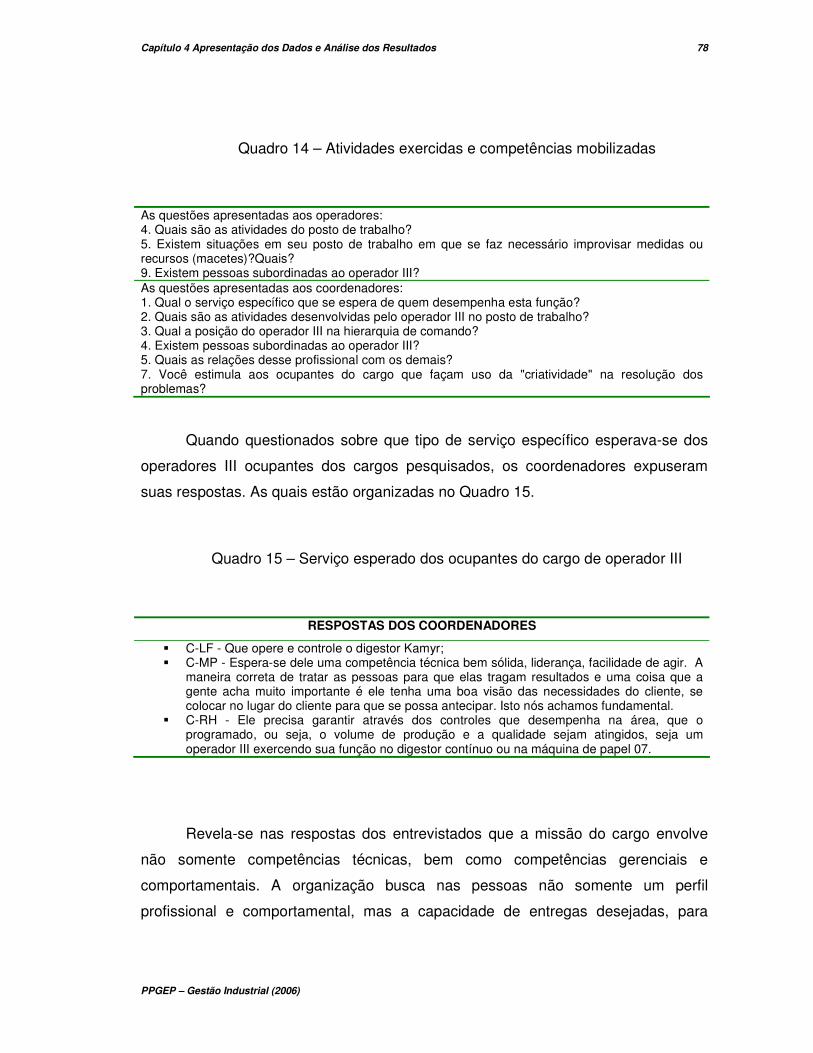
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 78
PPGEP – Gestão Industrial (2006)
Quadro 14 – Atividades exercidas e competências mobilizadas
As questões apresentadas aos operadores: 4. Quais são as atividades do posto de trabalho? 5. Existem situações em seu posto de trabalho em que se faz necessário improvisar medidas ou recursos (macetes)?Quais? 9. Existem pessoas subordinadas ao operador III? As questões apresentadas aos coordenadores: 1. Qual o serviço específico que se espera de quem desempenha esta função? 2. Quais são as atividades desenvolvidas pelo operador III no posto de trabalho? 3. Qual a posição do operador III na hierarquia de comando? 4. Existem pessoas subordinadas ao operador III? 5. Quais as relações desse profissional com os demais? 7. Você estimula aos ocupantes do cargo que façam uso da "criatividade" na resolução dos problemas?
Quando questionados sobre que tipo de serviço específico esperava-se dos
operadores III ocupantes dos cargos pesquisados, os coordenadores expuseram
suas respostas. As quais estão organizadas no Quadro 15.
Quadro 15 – Serviço esperado dos ocupantes do cargo de operador III
RESPOSTAS DOS COORDENADORES
� C-LF - Que opere e controle o digestor Kamyr; � C-MP - Espera-se dele uma competência técnica bem sólida, liderança, facilidade de agir. A
maneira correta de tratar as pessoas para que elas tragam resultados e uma coisa que a gente acha muito importante é ele tenha uma boa visão das necessidades do cliente, se colocar no lugar do cliente para que se possa antecipar. Isto nós achamos fundamental.
� C-RH - Ele precisa garantir através dos controles que desempenha na área, que o programado, ou seja, o volume de produção e a qualidade sejam atingidos, seja um operador III exercendo sua função no digestor contínuo ou na máquina de papel 07.
Revela-se nas respostas dos entrevistados que a missão do cargo envolve
não somente competências técnicas, bem como competências gerenciais e
comportamentais. A organização busca nas pessoas não somente um perfil
profissional e comportamental, mas a capacidade de entregas desejadas, para
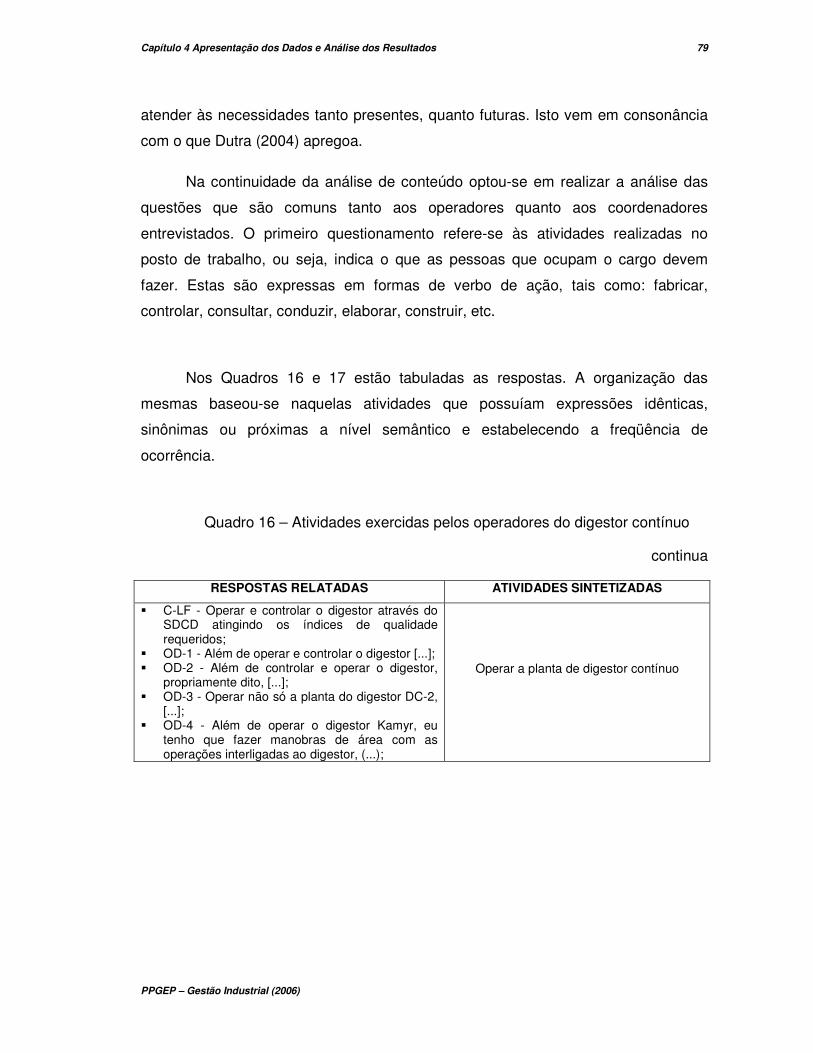
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 79
PPGEP – Gestão Industrial (2006)
atender às necessidades tanto presentes, quanto futuras. Isto vem em consonância
com o que Dutra (2004) apregoa.
Na continuidade da análise de conteúdo optou-se em realizar a análise das
questões que são comuns tanto aos operadores quanto aos coordenadores
entrevistados. O primeiro questionamento refere-se às atividades realizadas no
posto de trabalho, ou seja, indica o que as pessoas que ocupam o cargo devem
fazer. Estas são expressas em formas de verbo de ação, tais como: fabricar,
controlar, consultar, conduzir, elaborar, construir, etc.
Nos Quadros 16 e 17 estão tabuladas as respostas. A organização das
mesmas baseou-se naquelas atividades que possuíam expressões idênticas,
sinônimas ou próximas a nível semântico e estabelecendo a freqüência de
ocorrência.
Quadro 16 – Atividades exercidas pelos operadores do digestor contínuo
continua
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� C-LF - Operar e controlar o digestor através do SDCD atingindo os índices de qualidade requeridos;
� OD-1 - Além de operar e controlar o digestor [...]; � OD-2 - Além de controlar e operar o digestor,
propriamente dito, [...]; � OD-3 - Operar não só a planta do digestor DC-2,
[...]; � OD-4 - Além de operar o digestor Kamyr, eu
tenho que fazer manobras de área com as operações interligadas ao digestor, (...);
Operar a planta de digestor contínuo

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 80
PPGEP – Gestão Industrial (2006)
Quadro 16 – Atividades exercidas pelos operadores do digestor contínuo
continua
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� OD-1 - Além de operar e controlar o digestor, também o recebimento da madeira, lavagem, depuração, refinação e estocagem da polpa;
� OD-2 -. Na verdade se controla desde a alimentação do cavaco até a estocagem da polpa;
� OD-3 - Operar não só a planta do digestor DC-2, mas também a lavagem por difusores, refinação, depuração e estocagem da polpa;
� OD-4 - Na verdade o operador III controla todo o processo, desde a alimentação do cavaco até estocagem de polpa para as máquinas.
Operar e controlar a lavagem, refinação,
depuração e estocagem de polpa.
� OD-1 – Controlar as variáveis, tais como temperatura, pressão, vazão, energia específica, nível;
� OD-2 - A função primária é [...], atender as variáveis, controlando-as;
� OD-3 - Durante o processo nós monitoramos as variações e as tendências;
� OD-4 - Acompanho as variáveis de processo, [...];
Controlar as variáveis de processo
� C-LF - Este operador tem como atividades rotineiras [...] observar os estoques de matéria-prima, bem como de produto acabado (celulose);
� OD-1 - Controlar toda a produção de celulose K2 e K3 no digestor 02;
� OD-2 - [...], visto que o nosso sistema trabalha com dois tipos de produção de polpa que é o K3 e o K2, você sempre deve fazer este balanço de estoque para saber quando mudar a produção;
� OD-3 - [...] De maneira geral o processo de alimentação de cavaco, mudança de produção;
� OD-4 - Você tem que controlar a estocagem de massa, porque como você faz mudança de troca de produto [...];
Acompanhar e controlar a mudança de
produto, estocagem de polpa e vazão para
as máquinas.
� OD-1 - Preencher planilhas no PI; � OD-2 - Registrar no PI os dados de produção, de
hora em hora; � OD-3 - Preenchemos no PI as planilhas de
controle de produção; � OD-4 - Preencher os boletins de produção
através do PI;
Preencher planilhas de produção
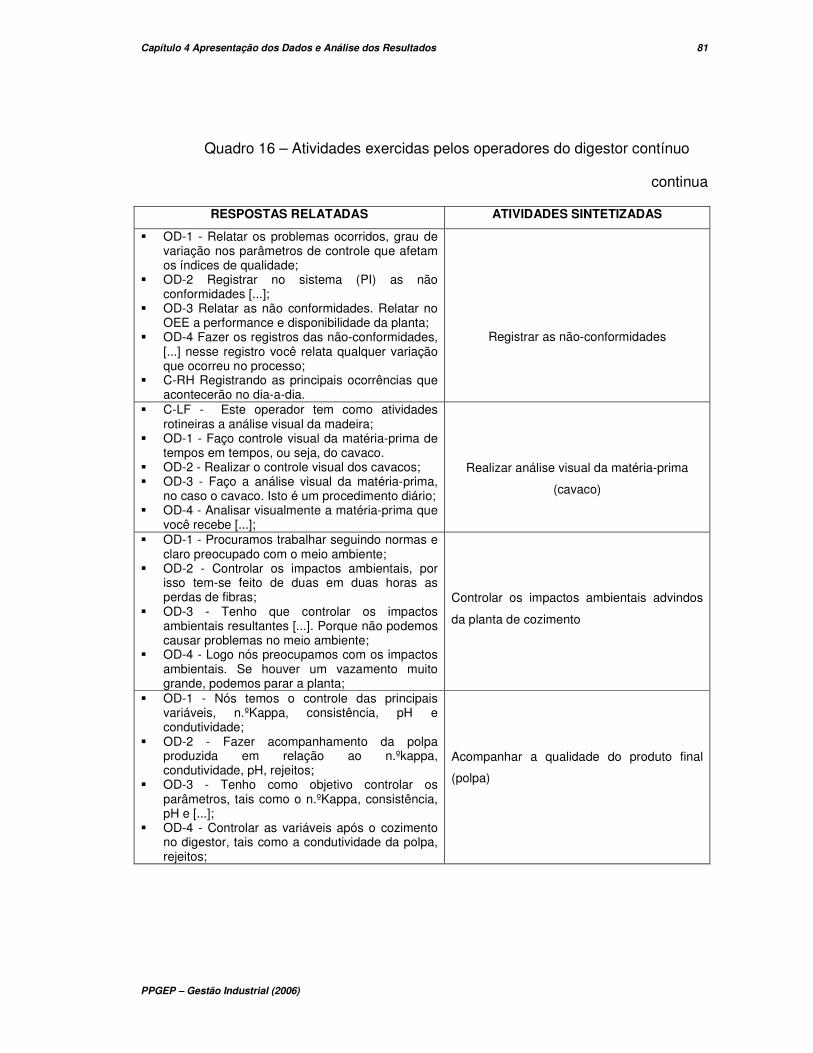
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 81
PPGEP – Gestão Industrial (2006)
Quadro 16 – Atividades exercidas pelos operadores do digestor contínuo
continua
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� OD-1 - Relatar os problemas ocorridos, grau de variação nos parâmetros de controle que afetam os índices de qualidade;
� OD-2 Registrar no sistema (PI) as não conformidades [...];
� OD-3 Relatar as não conformidades. Relatar no OEE a performance e disponibilidade da planta;
� OD-4 Fazer os registros das não-conformidades, [...] nesse registro você relata qualquer variação que ocorreu no processo;
� C-RH Registrando as principais ocorrências que acontecerão no dia-a-dia.
Registrar as não-conformidades
� C-LF - Este operador tem como atividades rotineiras a análise visual da madeira;
� OD-1 - Faço controle visual da matéria-prima de tempos em tempos, ou seja, do cavaco.
� OD-2 - Realizar o controle visual dos cavacos; � OD-3 - Faço a análise visual da matéria-prima,
no caso o cavaco. Isto é um procedimento diário; � OD-4 - Analisar visualmente a matéria-prima que
você recebe [...];
Realizar análise visual da matéria-prima
(cavaco)
� OD-1 - Procuramos trabalhar seguindo normas e claro preocupado com o meio ambiente;
� OD-2 - Controlar os impactos ambientais, por isso tem-se feito de duas em duas horas as perdas de fibras;
� OD-3 - Tenho que controlar os impactos ambientais resultantes [...]. Porque não podemos causar problemas no meio ambiente;
� OD-4 - Logo nós preocupamos com os impactos ambientais. Se houver um vazamento muito grande, podemos parar a planta;
Controlar os impactos ambientais advindos
da planta de cozimento
� OD-1 - Nós temos o controle das principais variáveis, n.ºKappa, consistência, pH e condutividade;
� OD-2 - Fazer acompanhamento da polpa produzida em relação ao n.ºkappa, condutividade, pH, rejeitos;
� OD-3 - Tenho como objetivo controlar os parâmetros, tais como o n.ºKappa, consistência, pH e [...];
� OD-4 - Controlar as variáveis após o cozimento no digestor, tais como a condutividade da polpa, rejeitos;
Acompanhar a qualidade do produto final
(polpa)

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 82
PPGEP – Gestão Industrial (2006)
Quadro 16 – Atividades exercidas pelos operadores do digestor contínuo
conclusão
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� OD-2 – Fazer acompanhamento da polpa produzida [...] você pede para trazer amostras para verificação se corresponde;
� OD-3 - Fazemos teste visual da polpa produzida, antes da lavagem, na saída do digestor e daí o operador traz uma amostra para mim;
� C-LF - Este operador tem como atividades rotineiras a análise visual [...] bem como de produto acabado (celulose);
Realizar análise visual do produto final
(polpa).
� OD-1 - A equipe de apoio frequentemente me auxilia na verificação de equipamentos, fazendo um check-list;
� OD-2 - Ás vezes quando tenho alguma dúvida em relação a um equipamento peço aos operadores de área que façam uma verificação e me reportem;
� OD-3 - Fazemos verificação dos equipamentos, através da equipe de apoio;
� OD-4 - Faz parte fazer check-list em equipamentos, embora seja auxiliado pelos operadores de área;
Fazer check-list dos equipamentos
� OD-1 – Durante este processo de controle podem-se detectar avarias ou tendências de avarias;
� OD-2 - Nas telas de controle é possível detectar possíveis avarias [...];
� OD-4 - Faz parte então das atividades do operador detectar as possíveis avarias nos equipamentos;
Detectar as possíveis avarias nos
equipamentos
� OD-1 - Preencher as permissões de trabalho, porque qualquer serviço que venha a ser feito na área;
� OD-2 - Cada atividade de manutenção que ocorra na área é necessário o preenchimento das PT’s (permissões de trabalho) para execução do serviço;
� OD-3 - Preencher as permissões de trabalho (PT’s) em todos os trabalhos que são feitos na área. Portanto, não se pode fazer serviço nenhum sem as PT’s;
� OD-4 - Em todo serviço que é feito na área [...] eu devo verificar através de um operador de área o que deve ser feito, para assim poder liberar as permissões de trabalho (PT’s);
Preencher as permissões de trabalho e
liberar equipamentos para a manutenção
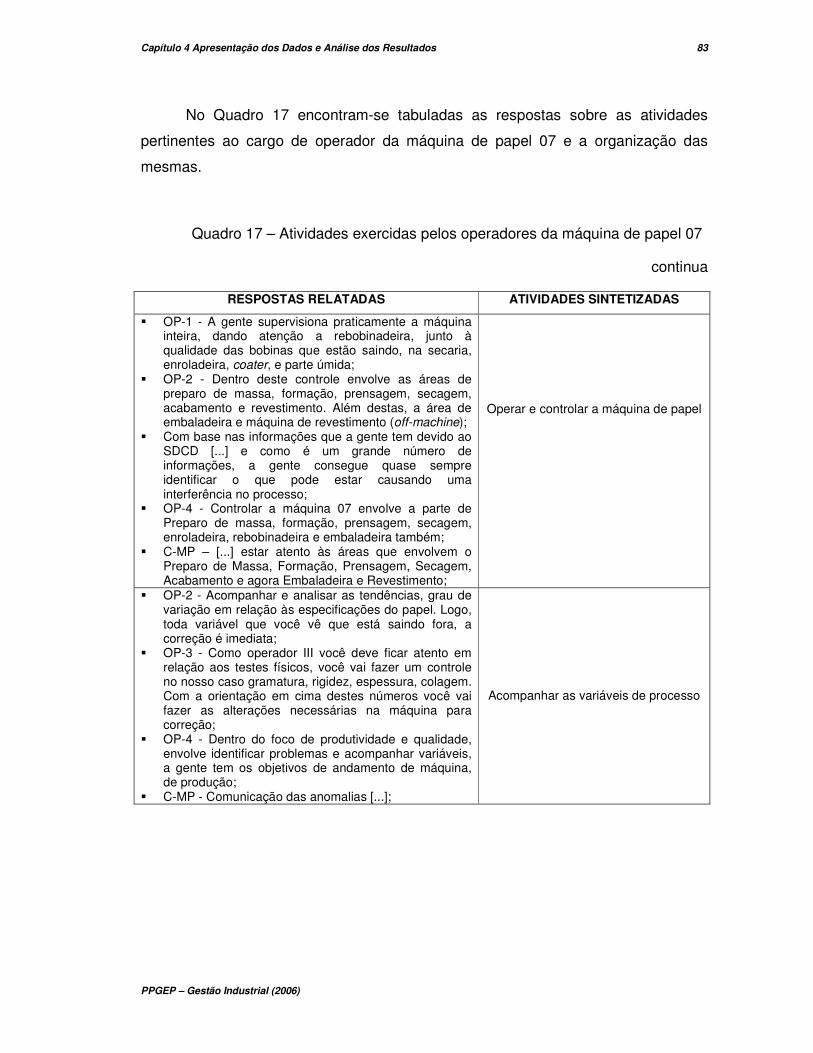
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 83
PPGEP – Gestão Industrial (2006)
No Quadro 17 encontram-se tabuladas as respostas sobre as atividades
pertinentes ao cargo de operador da máquina de papel 07 e a organização das
mesmas.
Quadro 17 – Atividades exercidas pelos operadores da máquina de papel 07
continua
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� OP-1 - A gente supervisiona praticamente a máquina inteira, dando atenção a rebobinadeira, junto à qualidade das bobinas que estão saindo, na secaria, enroladeira, coater, e parte úmida;
� OP-2 - Dentro deste controle envolve as áreas de preparo de massa, formação, prensagem, secagem, acabamento e revestimento. Além destas, a área de embaladeira e máquina de revestimento (off-machine);
� Com base nas informações que a gente tem devido ao SDCD [...] e como é um grande número de informações, a gente consegue quase sempre identificar o que pode estar causando uma interferência no processo;
� OP-4 - Controlar a máquina 07 envolve a parte de Preparo de massa, formação, prensagem, secagem, enroladeira, rebobinadeira e embaladeira também;
� C-MP – [...] estar atento às áreas que envolvem o Preparo de Massa, Formação, Prensagem, Secagem, Acabamento e agora Embaladeira e Revestimento;
Operar e controlar a máquina de papel
� OP-2 - Acompanhar e analisar as tendências, grau de variação em relação às especificações do papel. Logo, toda variável que você vê que está saindo fora, a correção é imediata;
� OP-3 - Como operador III você deve ficar atento em relação aos testes físicos, você vai fazer um controle no nosso caso gramatura, rigidez, espessura, colagem. Com a orientação em cima destes números você vai fazer as alterações necessárias na máquina para correção;
� OP-4 - Dentro do foco de produtividade e qualidade, envolve identificar problemas e acompanhar variáveis, a gente tem os objetivos de andamento de máquina, de produção;
� C-MP - Comunicação das anomalias [...];
Acompanhar as variáveis de processo
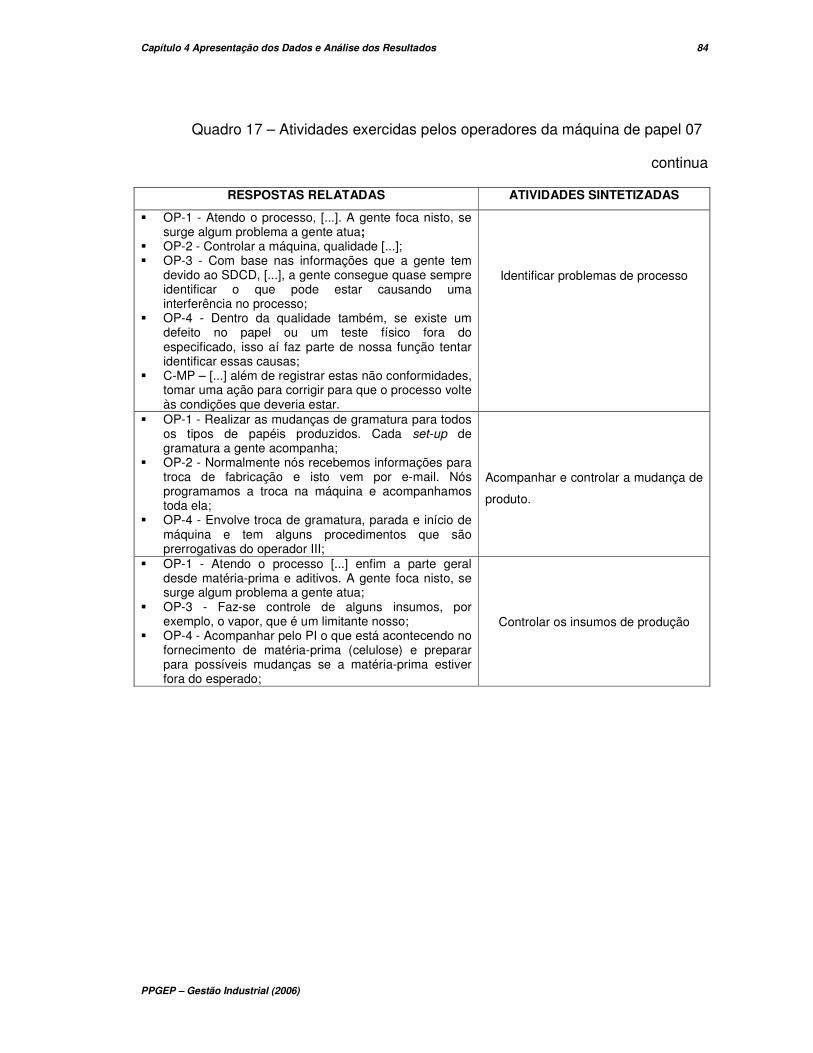
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 84
PPGEP – Gestão Industrial (2006)
Quadro 17 – Atividades exercidas pelos operadores da máquina de papel 07
continua
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� OP-1 - Atendo o processo, [...]. A gente foca nisto, se surge algum problema a gente atua;
� OP-2 - Controlar a máquina, qualidade [...]; � OP-3 - Com base nas informações que a gente tem
devido ao SDCD, [...], a gente consegue quase sempre identificar o que pode estar causando uma interferência no processo;
� OP-4 - Dentro da qualidade também, se existe um defeito no papel ou um teste físico fora do especificado, isso aí faz parte de nossa função tentar identificar essas causas;
� C-MP – [...] além de registrar estas não conformidades, tomar uma ação para corrigir para que o processo volte às condições que deveria estar.
Identificar problemas de processo
� OP-1 - Realizar as mudanças de gramatura para todos os tipos de papéis produzidos. Cada set-up de gramatura a gente acompanha;
� OP-2 - Normalmente nós recebemos informações para troca de fabricação e isto vem por e-mail. Nós programamos a troca na máquina e acompanhamos toda ela;
� OP-4 - Envolve troca de gramatura, parada e início de máquina e tem alguns procedimentos que são prerrogativas do operador III;
Acompanhar e controlar a mudança de
produto.
� OP-1 - Atendo o processo [...] enfim a parte geral desde matéria-prima e aditivos. A gente foca nisto, se surge algum problema a gente atua;
� OP-3 - Faz-se controle de alguns insumos, por exemplo, o vapor, que é um limitante nosso;
� OP-4 - Acompanhar pelo PI o que está acontecendo no fornecimento de matéria-prima (celulose) e preparar para possíveis mudanças se a matéria-prima estiver fora do esperado;
Controlar os insumos de produção

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 85
PPGEP – Gestão Industrial (2006)
Quadro 17 – Atividades exercidas pelos operadores da máquina de papel 07
continua
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� OP-1 - Relatar as não conformidades existentes na máquina, tanto dos equipamentos, das vestimentas, bem como da qualidade do papel.
� OP- 2 - Registrar as não conformidades observadas no detector de falhas do papel e dar direcionamento a este material fora da conformidade;
� OP-3 - Geralmente quando ocorre uma não conformidade com o produto, este produto é encaminhado ao mercado alternativo e este acompanhamento é feito no OEE (Índice de Eficácia Global);
� OP-4 - Fazer boletins de ocorrência de meu turno, ou seja, o que aconteceu no turno. Os fatos mais relevantes [...]. Estas ocorrências vão para os relatórios e livro de acompanhamento diário da máquina e também vai para os coordenadores de turno;
� C-MP - Além de fazer este acompanhamento crítico, faz parte da atividade dele registrar as não conformidades;
� C-RH - Registrando as principais ocorrências que acontecerão no dia-a-dia.
Registrar as não-conformidades
� OP-1 - Realizar a troca de vestimentas, normalmente o operador III acompanha a sua equipe, ou seja, sua turma na troca;
� OP-3 - Orientação do pessoal na troca de vestimentas e acompanhar;
� OP-4 - Realizar a troca de vestimentas, participando ativamente coordenando a equipe de troca;
Realizar as trocas de vestimentas da
máquina
� OP-1 – [...] normalmente o operador III acompanha a sua equipe;
� OP-2 - Para dar conta disto tudo, necessita-se de formar grupos de trabalho, no caso da máquina;
� OP-3 - Orientar o pessoal na execução dos trabalhos; � OP-4 - Coordenar grupos de trabalho; � C-RH - Orientando tecnicamente os operadores de
área. Distribuindo as atividades;
Orientar e coordenar as atividades das
equipes

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 86
PPGEP – Gestão Industrial (2006)
Quadro 17 – Atividades exercidas pelos operadores da máquina de papel 07
conclusão
RESPOSTAS RELATADAS ATIVIDADES SINTETIZADAS
� OP-1 - Atendo o processo, os teste físicos do papel, a qualidade, enfim a parte geral [...];
� OP-2 - Controlar a máquina, qualidade e [...]; � OP-3 - acompanha qualidade, rendimento de máquina,
aproveitamento comercial, logo é uma ferramenta que a gente utiliza para acompanhar como está andamento do processo;
� OP-4 - Dentro da qualidade também, se existe um defeito no papel ou um teste físico fora do especificado;
� C-MP - A principal atividade é o acompanhamento constante da qualidade do produto em relação à especificação;
Acompanhar a qualidade do produto
final (papel)
� OP-1 - Verificar os equipamentos quanto as possíveis avarias;
� OP-2 - Nós temos como atividade monitorar os equipamentos;
� OP-3 - Quando há parada na máquina você tem que fazer uma inspeção grande em equipamentos, porque com a máquina rodando você não pode fazer;
� OP-4 - A principal função do operador III é dar suporte às outras funções dentro da máquina, além de contribuir com o andamento da máquina em termos de produtividade, qualidade e segurança;
� C-MP - Pelo próprio processo e pela experiência que eles têm, consegue-se ver alguns sintomas que leva a ajudar no diagnóstico do equipamento.
Monitorar os equipamentos
� OP-1 - Identificar possíveis avarias; � OP-2 - Nós temos como atividade [...] e avaliar
possíveis avarias; � OP-3 – [...] você veja uma anomalia grande no
processo, daí você chama o pessoal da manutenção para que eles dêem o parecer deles;
� OP-4 - Dentro do foco de produtividade e qualidade, envolve identificar problemas [...], a gente tem os objetivos de andamento de máquina;
� C-MP – [...] detectar a avarias em equipamentos;
Detectar as possíveis avarias nos
equipamentos
� OP-1 - Faz parte das atividades assinarem as permissões de trabalho de manutenção;
� OP-2 - Autorizar as permissões de trabalho para que sejam realizados os serviços de manutenção na máquina;
� OP-3 - Preenchimento das PT (permissão de trabalho) para realizar as manutenções;
� OP-4 - Responsável pelo preenchimento das permissões de trabalho;
� C-MP – [...] detectar a avarias em equipamentos, para que a partir daí surja permissões de trabalho, quanto à manutenção;
Preencher as permissões de trabalho
e liberar equipamentos para a
manutenção

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 87
PPGEP – Gestão Industrial (2006)
Observa-se que os profissionais pertencentes às mesmas áreas deram
respostas similares para a mesma pergunta. Este fato pode ser considerado normal,
porque indica a integração entre os componentes da equipe e a definição clara da
estratégia da organização.
Constata-se também que as atividades levantadas em relação aos dois
cargos estudados estão em consonância com as temáticas mais freqüentes
encontradas na análise dos documentos (Quadro 9, p. 66), bem como nos
procedimentos operacionais analisados (anexo A e B).
Uma vez levantado o conjunto de atividades importantes para a realização do
trabalho neste posto. Buscou-se nos Quadros 18 e 19 associar estas atividades às
competências necessárias. O motivo desta associação entre as atividades e as
competências mobilizadas se baseou na necessidade de verificação se as áreas, em
estudo, mobilizam as competências necessárias para desenvolver aquelas
atividades que estavam sob sua responsabilidade. Em relação a este ponto, há uma
sintonia com Rocha-Pinto et al (2004), o qual recomenda que uma vez descritas as
atividades, faz-se necessário identificar e analisar o conjunto de conhecimentos
técnicos específicos para o excelente desempenho profissional.
Para ter uma referência de algumas competências utilizou-se do rol ou
glossário de competências (apêndice D).
No Quadro 18 encontram-se tabuladas as atividades pertinentes ao cargo de
operador do digestor contínuo DC-02 e as respectivas inferências sobre as
competências associadas.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 88
PPGEP – Gestão Industrial (2006)
Quadro 18 – Atividades exercidas pelo operador do digestor e as inferências
sobre as competências associadas
continua
ATIVIDADES EXERCIDAS INFERÊNCIAS SOBRE AS COMPETÊNCIAS
ASSOCIADAS
Operar a planta do digestor contínuo
� Informática técnica; � Noções de instrumentação; � Noções básicas de operação dos equipamentos
auxiliares e acessórios; � Noções de hidráulica; � Noções de pneumática; � Fabricação de polpas celulósicas; � Refrigeração e selagem; � Cálculo técnico; � Tomada de decisão; � Visão sistêmica; � Comunicação; � Organização; � Segurança; � Capacidade de trabalhar sob pressão; � Capacidade empreendedora; � Flexibilidade; � Relacionamento interpessoal; � Negociação; � Criatividade; � Planejamento; � Liderança.
Operar e controlar a lavagem, refinação,
depuração e estocagem de polpa.
� Fabricação de polpas celulósicas; � Informática técnica; � Noções de instrumentação; � Noções básicas de operação dos equipamentos
auxiliares e acessórios; � Noções de hidráulica; � Noções de pneumática; � Refrigeração e selagem; � Cálculo técnico; � Tomada de decisão; � Visão sistêmica; � Comunicação; � Organização; � Segurança; � Capacidade de trabalhar sob pressão; � Capacidade empreendedora; � Flexibilidade; � Relacionamento interpessoal; � Negociação; � Criatividade; � Planejamento; � Liderança.
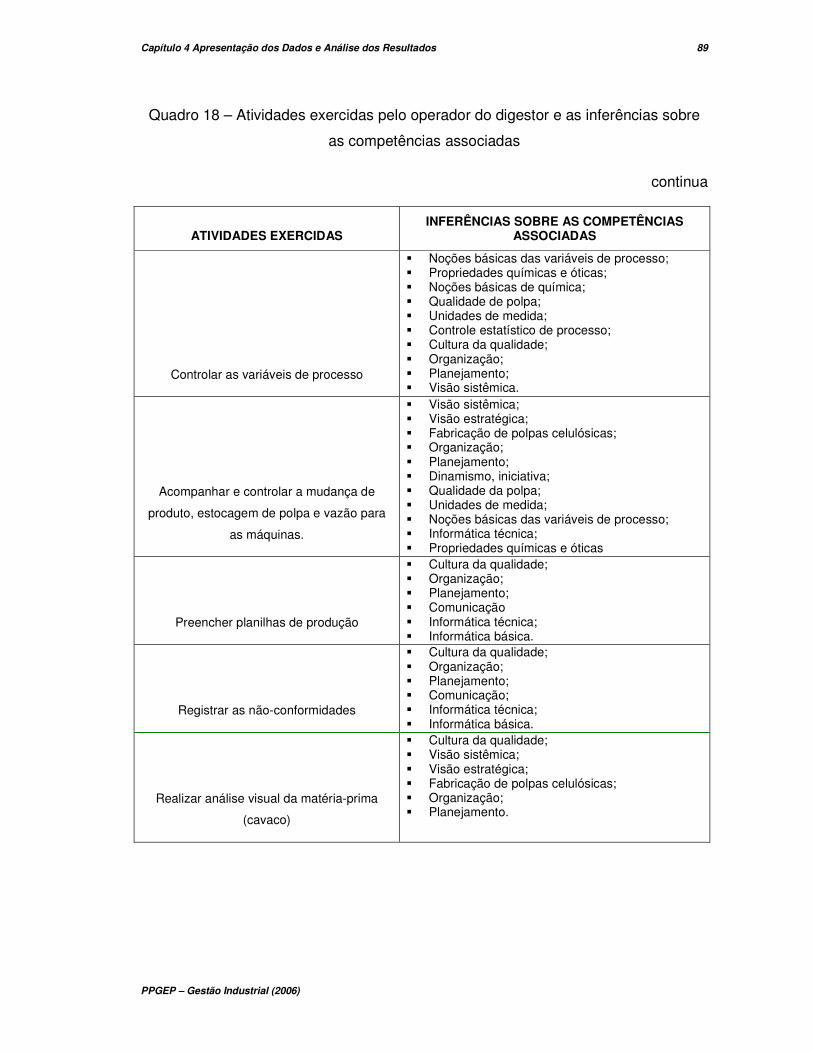
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 89
PPGEP – Gestão Industrial (2006)
Quadro 18 – Atividades exercidas pelo operador do digestor e as inferências sobre
as competências associadas
continua
ATIVIDADES EXERCIDAS INFERÊNCIAS SOBRE AS COMPETÊNCIAS
ASSOCIADAS
Controlar as variáveis de processo
� Noções básicas das variáveis de processo; � Propriedades químicas e óticas; � Noções básicas de química; � Qualidade de polpa; � Unidades de medida; � Controle estatístico de processo; � Cultura da qualidade; � Organização; � Planejamento; � Visão sistêmica.
Acompanhar e controlar a mudança de
produto, estocagem de polpa e vazão para
as máquinas.
� Visão sistêmica; � Visão estratégica; � Fabricação de polpas celulósicas; � Organização; � Planejamento; � Dinamismo, iniciativa; � Qualidade da polpa; � Unidades de medida; � Noções básicas das variáveis de processo; � Informática técnica; � Propriedades químicas e óticas
Preencher planilhas de produção
� Cultura da qualidade; � Organização; � Planejamento; � Comunicação � Informática técnica; � Informática básica.
Registrar as não-conformidades
� Cultura da qualidade; � Organização; � Planejamento; � Comunicação; � Informática técnica; � Informática básica.
Realizar análise visual da matéria-prima
(cavaco)
� Cultura da qualidade; � Visão sistêmica; � Visão estratégica; � Fabricação de polpas celulósicas; � Organização; � Planejamento.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 90
PPGEP – Gestão Industrial (2006)
Quadro 18 – Atividades exercidas pelo operador do digestor e as inferências sobre
as competências associadas
conclusão
ATIVIDADES EXERCIDAS INFERÊNCIAS SOBRE AS COMPETÊNCIAS
ASSOCIADAS
Controlar os impactos ambientais advindos
da planta de cozimento
� Cultura da qualidade; � Visão sistêmica; � Visão estratégica; � Noções de tratamento de efluentes; � Fabricação de polpas celulósicas; � Organização; � Planejamento.
Acompanhar a qualidade do produto final
(polpa)
� Cultura da qualidade; � Visão sistêmica; � Visão estratégica; � Fabricação de polpas celulósicas; � Propriedades químicas e óticas; � Branqueamento; � Composição química da celulose; � Qualidade da polpa; � Noções básicas das variáveis de processo; � Organização; � Planejamento.
Realizar análise visual da matéria-prima
produto final (polpa).
� Cultura da qualidade; � Visão sistêmica; � Visão estratégica; � Fabricação de polpas celulósicas; � Organização; � Planejamento.
Fazer check-list dos equipamentos
� Noções básicas de manutenção elétrica e mecânica preventiva/preditiva;
� Organização; � Segurança; � Planejamento; � Comunicação
Detectar as possíveis avarias nos
equipamentos
� Noções básicas de manutenção elétrica e mecânica preventiva/preditiva;
� Organização; � Segurança;
Preencher as permissões de trabalho e
liberar equipamentos para a manutenção
� Segurança; � Organização; � Negociação; � Tomada de decisão; � Comunicação.
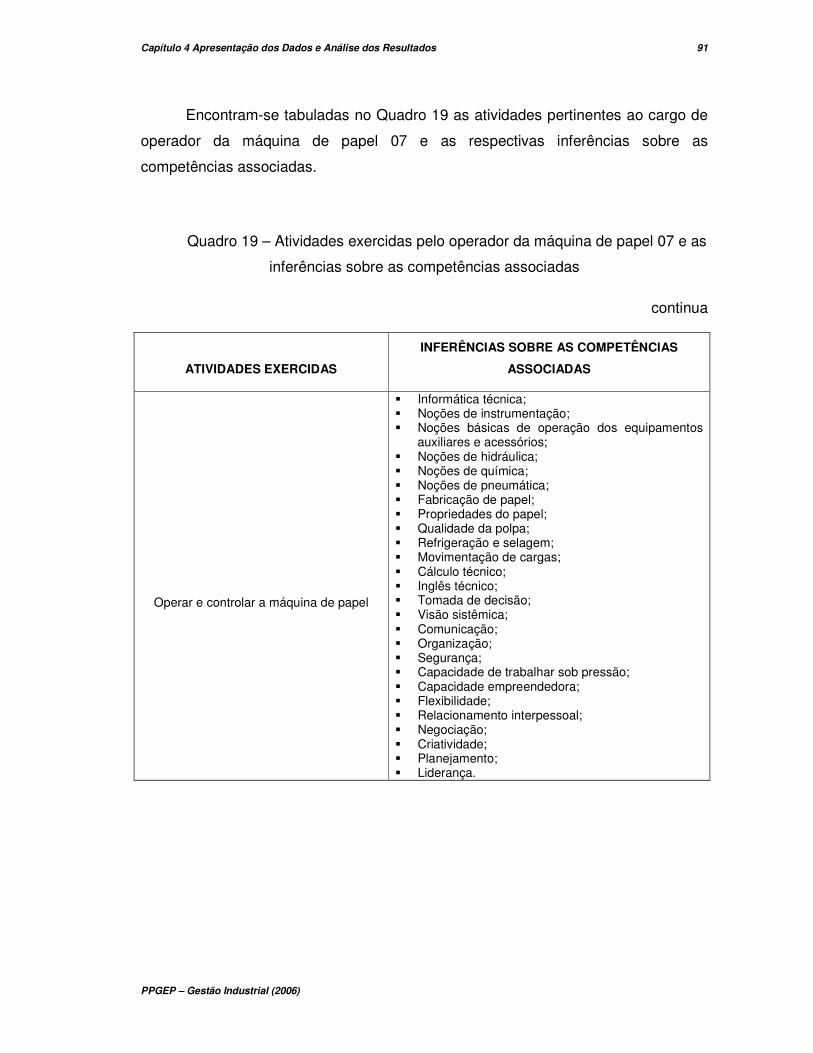
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 91
PPGEP – Gestão Industrial (2006)
Encontram-se tabuladas no Quadro 19 as atividades pertinentes ao cargo de
operador da máquina de papel 07 e as respectivas inferências sobre as
competências associadas.
Quadro 19 – Atividades exercidas pelo operador da máquina de papel 07 e as
inferências sobre as competências associadas
continua
ATIVIDADES EXERCIDAS
INFERÊNCIAS SOBRE AS COMPETÊNCIAS
ASSOCIADAS
Operar e controlar a máquina de papel
� Informática técnica; � Noções de instrumentação; � Noções básicas de operação dos equipamentos
auxiliares e acessórios; � Noções de hidráulica; � Noções de química; � Noções de pneumática; � Fabricação de papel; � Propriedades do papel; � Qualidade da polpa; � Refrigeração e selagem; � Movimentação de cargas; � Cálculo técnico; � Inglês técnico; � Tomada de decisão; � Visão sistêmica; � Comunicação; � Organização; � Segurança; � Capacidade de trabalhar sob pressão; � Capacidade empreendedora; � Flexibilidade; � Relacionamento interpessoal; � Negociação; � Criatividade; � Planejamento; � Liderança.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 92
PPGEP – Gestão Industrial (2006)
Quadro 19 – Atividades exercidas pelo operador da máquina de papel 07 e as
inferências sobre as competências associadas
continua
ATIVIDADES EXERCIDAS
INFERÊNCIAS SOBRE AS COMPETÊNCIAS
ASSOCIADAS
Acompanhar as variáveis de processo
� Noções básicas das variáveis de processo; � Propriedades químicas e óticas; � Noções básicas de química; � Qualidade de polpa; � Propriedades dos papéis; � Unidades de medida; � Controle estatístico de processo; � Cultura da qualidade; � Organização; � Planejamento; � Visão sistêmica.
Identificar problemas de processo
� Noções básicas das variáveis de processo; � Propriedades químicas e óticas; � Noções básicas de química; � Qualidade de polpa; � Propriedades dos papéis; � Unidades de medida; � Controle estatístico de processo; � Cultura da qualidade; � Organização; � Planejamento; � Visão sistêmica.
Acompanhar e controlar a mudança de
produto.
� Visão sistêmica; � Visão estratégica; � Fabricação de polpas celulósicas; � Fabricação de papel; � Organização; � Planejamento; � Dinamismo, iniciativa; � Qualidade da polpa; � Unidades de medida; � Noções básicas das variáveis de processo; � Informática técnica; � Propriedades químicas e óticas.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 93
PPGEP – Gestão Industrial (2006)
Quadro 19 – Atividades exercidas pelo operador da máquina de papel 07 e as
inferências sobre as competências associadas
continua
ATIVIDADES EXERCIDAS
INFERÊNCIAS SOBRE AS COMPETÊNCIAS
ASSOCIADAS
Controlar os insumos de produção
� Fabricação de polpas celulósicas; � Fabricação de papel; � Geração de vapor e utilidades; � Cálculo técnico; � Unidades de medida; � Informática técnica; � Informática básica; � Cultura da qualidade; � Organização; � Planejamento; � Comunicação; � Negociação.
Registrar as não-conformidades
� Cultura da qualidade; � Organização; � Planejamento; � Comunicação; � Informática técnica; � Informática básica.
Realizar as trocas de vestimentas da
máquina
� Noções básicas de operação dos equipamentos auxiliares e acessórios;
� Noções de hidráulica; � Noções de pneumática; � Movimentação de cargas; � Visão sistêmica; � Visão estratégica; � Organização; � Segurança; � Capacidade de trabalhar sob pressão; � Comunicação; Capacidade empreendedora; � Flexibilidade; � Criatividade; � Negociação; � Relacionamento interpessoal; � Liderança; � Planejamento.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 94
PPGEP – Gestão Industrial (2006)
Quadro 19 – Atividades exercidas pelo operador da máquina de papel 07 e as
inferências sobre as competências associadas
conclusão
ATIVIDADES EXERCIDAS
INFERÊNCIAS SOBRE AS COMPETÊNCIAS
ASSOCIADAS
Orientar e coordenar as atividades das
equipes
� Cultura da qualidade; � Visão sistêmica; � Visão estratégica; � Tomada de decisão; � Comunicação; � Organização; � Segurança; � Capacidade de trabalhar sob pressão; � Capacidade empreendedora; � Flexibilidade; � Relacionamento interpessoal; � Negociação; � Criatividade; � Planejamento; � Liderança.
Acompanhar a qualidade do produto final
(papel)
� Cultura da qualidade; � Visão sistêmica; � Visão estratégica; � Fabricação de papel; � Propriedades dos papéis; � Propriedades químicas e óticas; � Branqueamento; � Composição química da celulose; � Qualidade da polpa; � Noções dos sistemas de impressão e conversão; � Noções básicas das variáveis de processo; � Organização; � Planejamento.
Monitorar os equipamentos
� Noções básicas de manutenção elétrica e mecânica preventiva/preditiva;
� Organização; � Segurança; � Planejamento; � Comunicação
Detectar as possíveis avarias nos
equipamentos
� Noções básicas de manutenção elétrica e mecânica preventiva/preditiva;
� Organização; � Segurança;
Preencher as permissões de trabalho e
liberar equipamentos para a manutenção
� Segurança; � Organização; � Negociação; � Tomada de decisão; � Comunicação.
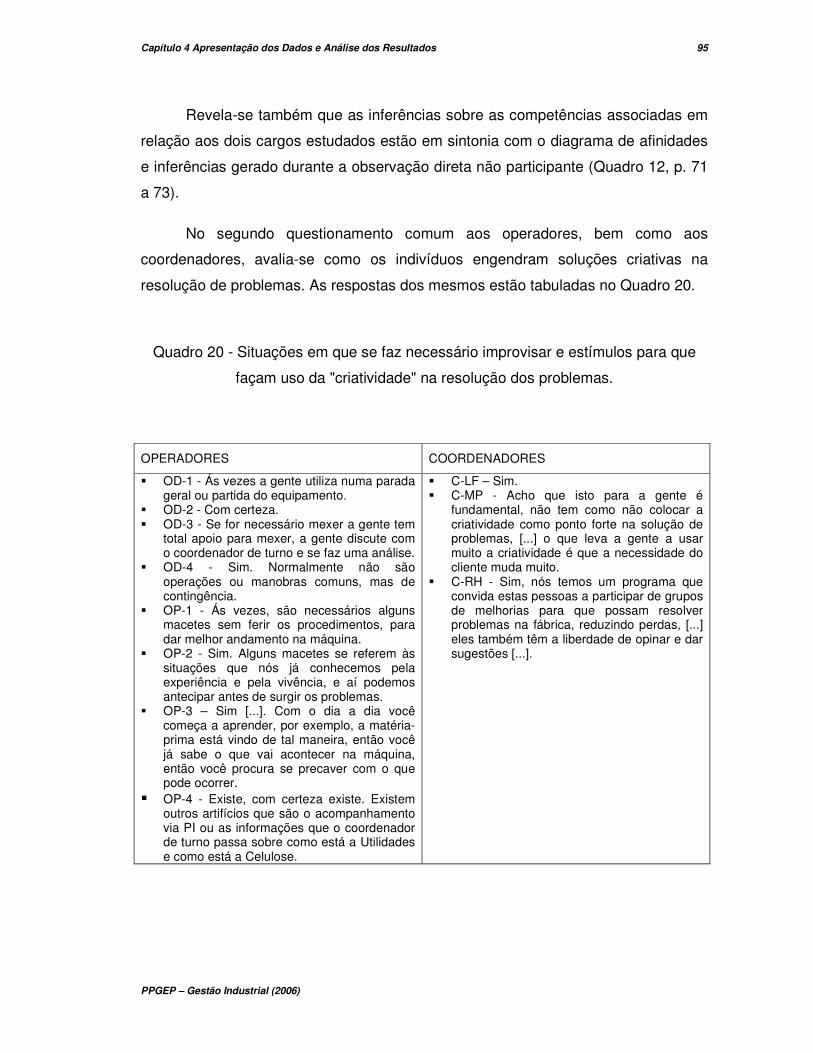
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 95
PPGEP – Gestão Industrial (2006)
Revela-se também que as inferências sobre as competências associadas em
relação aos dois cargos estudados estão em sintonia com o diagrama de afinidades
e inferências gerado durante a observação direta não participante (Quadro 12, p. 71
a 73).
No segundo questionamento comum aos operadores, bem como aos
coordenadores, avalia-se como os indivíduos engendram soluções criativas na
resolução de problemas. As respostas dos mesmos estão tabuladas no Quadro 20.
Quadro 20 - Situações em que se faz necessário improvisar e estímulos para que
façam uso da "criatividade" na resolução dos problemas.
OPERADORES COORDENADORES
� OD-1 - Ás vezes a gente utiliza numa parada geral ou partida do equipamento.
� OD-2 - Com certeza. � OD-3 - Se for necessário mexer a gente tem
total apoio para mexer, a gente discute com o coordenador de turno e se faz uma análise.
� OD-4 - Sim. Normalmente não são operações ou manobras comuns, mas de contingência.
� OP-1 - Ás vezes, são necessários alguns macetes sem ferir os procedimentos, para dar melhor andamento na máquina.
� OP-2 - Sim. Alguns macetes se referem às situações que nós já conhecemos pela experiência e pela vivência, e aí podemos antecipar antes de surgir os problemas.
� OP-3 – Sim [...]. Com o dia a dia você começa a aprender, por exemplo, a matéria-prima está vindo de tal maneira, então você já sabe o que vai acontecer na máquina, então você procura se precaver com o que pode ocorrer.
� OP-4 - Existe, com certeza existe. Existem outros artifícios que são o acompanhamento via PI ou as informações que o coordenador de turno passa sobre como está a Utilidades e como está a Celulose.
� C-LF – Sim. � C-MP - Acho que isto para a gente é
fundamental, não tem como não colocar a criatividade como ponto forte na solução de problemas, [...] o que leva a gente a usar muito a criatividade é que a necessidade do cliente muda muito.
� C-RH - Sim, nós temos um programa que convida estas pessoas a participar de grupos de melhorias para que possam resolver problemas na fábrica, reduzindo perdas, [...] eles também têm a liberdade de opinar e dar sugestões [...].

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 96
PPGEP – Gestão Industrial (2006)
Os respondentes concordam quanto ao uso da criatividade na resolução de
problemas, pois envolve explorar e adotar novas idéias para gerar resultados.
Observou-se que há estímulos por parte das coordenações no tocante a
desenvolver o potencial criativo. Para tanto há programas e técnicas de reforço para
que os operadores aprimorem suas habilidades e estabeleçam autoconfiança ao
assumir riscos. O ambiente é permeável a contribuições, o que leva a um fluxo de
idéias. Tanto operadores quanto coordenadores concordam que o processo é
dinâmico e que não há roteiro de soluções para tudo. Para aqueles problemas que já
aconteceram e já foram bem estudados, sabe-se como conduzir. Mas em um
digestor, bem como numa máquina de papel normalmente tem-se situações novas.
Algo que os conduz a usar muito a criatividade, pois a necessidade do cliente muda
muito.
Quando questionados sobre o grau de interação existente entre os
operadores III com as pessoas que fazem parte da equipe, no tocante a
subordinação técnica e hierárquica. Os entrevistados (OD-1, OD-2, OD-3, OD-4, OP-
1, OP-2, OP-3, OP-4, C-LF, C-MP e C-RH) concordam que os operadores III
possuem uma equipe de apoio representada pelo operador II e I. Que os mesmos
auxiliam no tocante ao controle operacional da planta, devido ao fato de estar
sempre informando o que está acontecendo na área. O operador III é um operador
especializado e representa o primeiro nível de comando dentro da turma. Ele faz
tanto um trabalho de gestão quanto operacional, exercendo uma liderança técnica
em relação à equipe. Quanto ao seu relacionamento com a equipe de apoio, revela-
se uma forte relação. Pois orienta a equipe na execução dos trabalhos de campo
para o controle da qualidade e produção.
4.3.3 AQUISIÇÃO E TRANSFERÊNCIA DE COMPETÊNCIAS
Nesta dimensão através de perguntas complementares, buscou-se uma
indicação global a cerca dos comportamentos dos ocupantes do cargo, no que tange
a aquisição e transferências de competências.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 97
PPGEP – Gestão Industrial (2006)
De acordo com Dutra (2004, p.50) “as pessoas migram de um estágio para
outro à medida que ganham experiência e formação e desenvolvem a disposição de
efetuar transformações em sua vida profissional, ou seja, assumir um conjunto de
atribuições e responsabilidades mais exigentes”. Deseja-se, a partir daí, obter uma
visão por parte dos operadores e coordenadores das áreas pesquisadas e do RH
sobre as possibilidades de adquirir e transferir competências.
Os questionamentos realizados juntos aos entrevistados foram os seguintes:
Quadro 21 – Aquisição e transferência de competências
As questões apresentadas aos operadores:
6. Você dispõe de fácil acesso aos procedimentos operacionais?
7. Quais informações complementares deveriam estar presentes nos procedimentos operacionais?
8. Quais os típicos problemas que ocorrem em sua área de trabalho?
10. Existem estímulos para que os operadores façam transferência de conhecimentos (socialização do conhecimento)?
As questões apresentadas aos coordenadores:
6. Quais os típicos problemas que estes operadores III se defrontam no exercício da função?
8. Quais os estímulos que estes operadores sofrem na questão da socialização do conhecimento?
Os primeiros questionamentos deste eixo de perguntas dizem a respeito às
possibilidades de aquisição de competências por parte dos operadores no exercício
da função. Responderam inicialmente a este questionamento somente os
operadores.
Os respondentes foram unânimes sobre o fato de ter fácil acesso aos
procedimentos operacionais. Eles se encontram sob forma digital na intranet e são
uma fonte de acesso a conhecimentos, bem como da forma correta de conduzir o
processo. Em suas falas concordam de seu envolvimento na revisão e adequação
dos mesmos, sempre que há mudanças no processo. Durante estes momentos
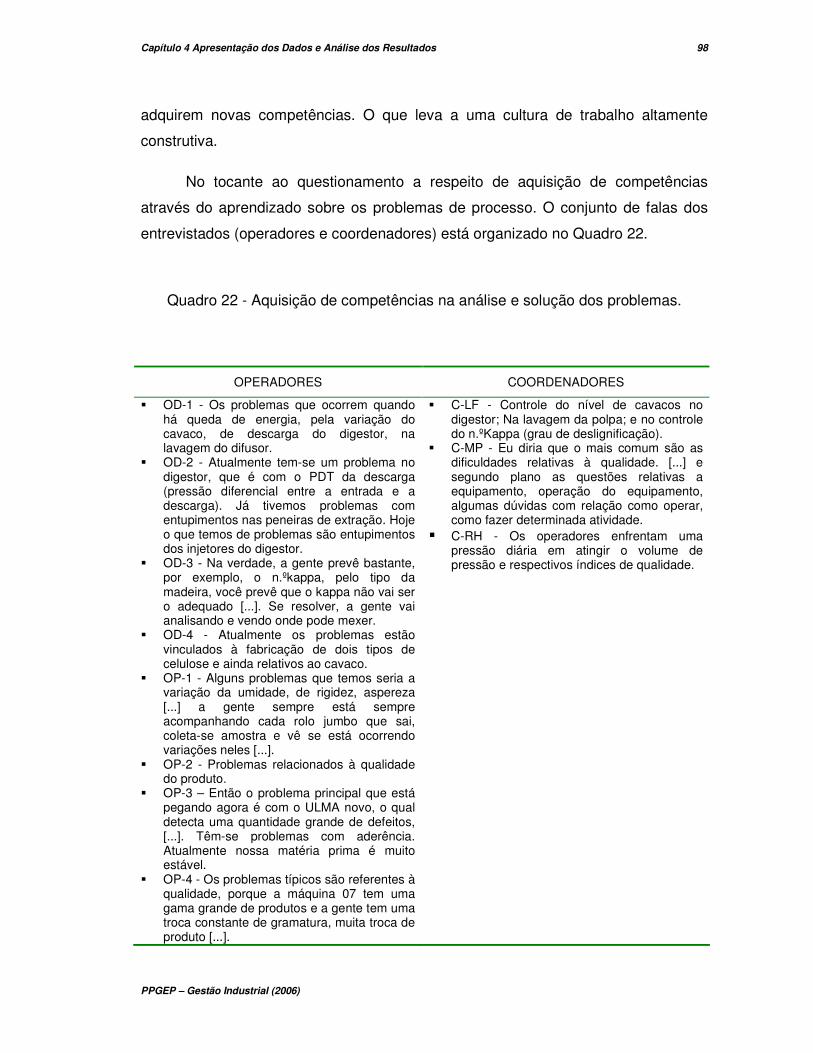
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 98
PPGEP – Gestão Industrial (2006)
adquirem novas competências. O que leva a uma cultura de trabalho altamente
construtiva.
No tocante ao questionamento a respeito de aquisição de competências
através do aprendizado sobre os problemas de processo. O conjunto de falas dos
entrevistados (operadores e coordenadores) está organizado no Quadro 22.
Quadro 22 - Aquisição de competências na análise e solução dos problemas.
OPERADORES COORDENADORES
� OD-1 - Os problemas que ocorrem quando há queda de energia, pela variação do cavaco, de descarga do digestor, na lavagem do difusor.
� OD-2 - Atualmente tem-se um problema no digestor, que é com o PDT da descarga (pressão diferencial entre a entrada e a descarga). Já tivemos problemas com entupimentos nas peneiras de extração. Hoje o que temos de problemas são entupimentos dos injetores do digestor.
� OD-3 - Na verdade, a gente prevê bastante, por exemplo, o n.ºkappa, pelo tipo da madeira, você prevê que o kappa não vai ser o adequado [...]. Se resolver, a gente vai analisando e vendo onde pode mexer.
� OD-4 - Atualmente os problemas estão vinculados à fabricação de dois tipos de celulose e ainda relativos ao cavaco.
� OP-1 - Alguns problemas que temos seria a variação da umidade, de rigidez, aspereza [...] a gente sempre está sempre acompanhando cada rolo jumbo que sai, coleta-se amostra e vê se está ocorrendo variações neles [...].
� OP-2 - Problemas relacionados à qualidade do produto.
� OP-3 – Então o problema principal que está pegando agora é com o ULMA novo, o qual detecta uma quantidade grande de defeitos, [...]. Têm-se problemas com aderência. Atualmente nossa matéria prima é muito estável.
� OP-4 - Os problemas típicos são referentes à qualidade, porque a máquina 07 tem uma gama grande de produtos e a gente tem uma troca constante de gramatura, muita troca de produto [...].
� C-LF - Controle do nível de cavacos no digestor; Na lavagem da polpa; e no controle do n.ºKappa (grau de deslignificação).
� C-MP - Eu diria que o mais comum são as dificuldades relativas à qualidade. [...] e segundo plano as questões relativas a equipamento, operação do equipamento, algumas dúvidas com relação como operar, como fazer determinada atividade.
� C-RH - Os operadores enfrentam uma pressão diária em atingir o volume de pressão e respectivos índices de qualidade.
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 99
PPGEP – Gestão Industrial (2006)
De acordo com as respostas dos entrevistados, observou-se que os
problemas são relativos à qualidade de matéria prima, produto final e aspectos
operacionais. Todavia, fica subjacente que estes problemas são tratados dentro do
foco da Qualidade Total. O que conduz a uma busca de melhorias através dos
Times Internos de Melhorias. Portanto, concorda-se que existe o desenvolvimento
de conhecimentos e habilidades no tratamento destes problemas, resultando em
melhoria de desempenho. Conforme adquirem experiência no trabalho, os
operadores encontram formas de aperfeiçoá-lo, reduzindo custos e ganhando
tempo.
Com a análise e resolução de problemas aperfeiçoa-se o raciocínio analítico e
leva a adquirir competências. Pois a análise exige um elevado nível de organização
mental. O que pode ser aprimorado com a prática no cotidiano profissional.
Os últimos questionamentos deste eixo de perguntas dizem respeito às
possibilidades e estímulos a transferências de competências por parte dos
operadores durante o exercício da função. Responderam a este questionamento
tanto os operadores quanto os coordenadores. As respostas estão organizadas no
Quadro 23.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 100
PPGEP – Gestão Industrial (2006)
Quadro 23 - Estímulos à transferência de competências.
continua
OPERADORES COORDENADORES
� OD-1 - É comum o estímulo por parte da coordenação, no tocante a troca de conhecimentos. Esta troca de conhecimentos junto aos operadores II ocorre no dia a dia, principalmente quando o processo está bem. Começamos com operações simples e depois passamos para as mais complexas [...]. Este treinamento é informal. Os operadores II são estimulados a conhecerem o trabalho de operação e controle aqui na sala de controle e isto é feito assistido por nós. Não basta o treinando acompanhar, ele também deve fazer e aprendendo aos poucos.
� C-LF - Uma das formas é o treinamento informal que o operador III realiza junto ao operador II e I, na operação e controle da planta fazendo uso do SDCD. Estimula-se que os operadores participem ativamente dos grupos internos de melhoria (TIM) na resolução de problemas. Outra forma é a participação deles nos GIGA (grupos internos de gestão autônoma) cada turno possui uma equipe e o operador III é o líder do grupo.
� OD-2 - Treina-se o pessoal, revezando para que eles aprendam o trabalho na sala de controle. Isto já é uma maneira de fazer com que o operador II fique a par, se ambiente mais, por isto periodicamente é feito esta troca. [...] com isto pode haver substituição à altura, no caso de férias, doença.
� C-MP - Até hoje a gente tratou do assunto como uma visão, que era a visão da substituição, para as pessoas poderem exercer uma atividade de um nível um pouco acima. A gente sempre incentivou bastante [...]. Consequentemente, para que o operador III possa substituir, ele tem que treinar os operadores II e I. A idéia é que elas sejam treinadas, e que não só tenham competência técnica, mas comportamentos já consolidados voltados para a cultura da qualidade.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 101
PPGEP – Gestão Industrial (2006)
Quadro 23 - Estímulos à transferência de competências.
continua
OPERADORES COORDENADORES
� OD-3 - Há troca de conhecimentos entre o operador III e o II. Isto é comum e viável. [...] Logo, é importante a troca de conhecimentos para que todos conheçam o serviço e seja bom para todo mundo. Durante a preparação do operador II dou a total liberdade para ele operar a planta, pois ele está em treinamento. Este tipo de troca de conhecimentos ocorre de acordo com a disponibilidade do processo e se está estável.
� C-RH - Há estímulos, mas não é uma coisa formal e estruturada, mas com a vivência do operador III junto aos operadores II e I o conhecimento vai fluindo, de forma que com o passar do tempo os operadores II, por exemplo, tem a capacidade de substituir o operador III em casos de doença, férias, etc. Todo o conhecimento, todas as receitas que nós temos aqui está disponível para os operadores, e estes possuem livre acesso a qualquer momento. Os trabalhos dos TIM’s inclusive estão acessíveis a todos, principalmente aqueles que já estudaram um problema num momento anterior, se alguém quiser conhecer, qual foi a solução encontrada para aquele tipo de problema, para que os próximos grupos que venham a ser estruturados já tenham uma base de conhecimento sobre o que foi estudado.
� OD-4 - Existe este mecanismo de transferência de conhecimentos, porque na minha ausência aquele que vai me substituir deve conhecer o processo. Além disso, o próprio coordenador de área pede que preparemos os operadores, treinando-os e acompanhando mais de perto, por isso estamos fazendo um rodízio com este pessoal de área.
� OP-1 - Sim, a gente sempre está fazendo quando a turma está completa, colocar um operador I para trabalhar no lugar do operador II, bem como trazer o operador II para conhecer nossas atividades, sempre visando alguma eventualidade e a necessidade de substituição. Este aprendizado se dá no dia a dia, nas atividades comuns, mas também nos quebra-pau (instabilidade) onde se aprende. Outro momento de troca se dá nos treinamentos dos TIM’s e sobre segurança que a empresa tem incentivado bastante. Normalmente a coordenação sempre nos incentiva a transferir conhecimentos para que mais gente conheça o processo e a condução das operações e controle. Dando uma visão de administração participativa.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 102
PPGEP – Gestão Industrial (2006)
Quadro 23 - Estímulos à transferência de competências.
conclusão
OPERADORES COORDENADORES
� OP-2 - Normalmente a transferência de conhecimentos dos operadores III para os operadores II e I ocorre quando a turma está completa e o processo estável, quando não tem muita gente de férias. Então a gente sempre está em treinamento, onde o operador III treina o II e o II treina o I. O processo de treinamento sempre existe para justamente uma necessidade de afastamento ou de férias, embora ele não seja formal. Este treinamento ocorre na própria área. Outra forma que há troca de conhecimentos ocorre durante o TIM, onde há pessoas de várias áreas tratando um determinado problema, onde as diversas visões sobre o mesmo se complementam.
� OP-3 – Existe troca de conhecimentos do operador III para o II, bem como do operador II para o I. Esta forma de transferência de conhecimentos ocorre de maneira informal, [...]. Existe um estímulo por parte da coordenação, para que isto aconteça. Uma linha de pensamento nosso é quanto mais uma pessoa tenha conhecimento do processo total, não só da área em que atua melhor será para todo mundo. Através da participação dos TIM, temos sido treinados e atualizados com as ferramentas de qualidade.
� OP-4 - É comum esta troca de informações entre o operador III e o II, é comum este diálogo, esta interação. O repasse de conhecimentos é constante entre o operador III e os operadores II e I. Tenho participado efetivamente dos TIM’s e dos GIGA como líder. Durante os TIM’s tenho recebido treinamento sobre os roteiros e uso de ferramentas de solução e análise de problema
Os respondentes estão de acordo que existem estímulos no tocante à
transferência de conhecimentos por parte dos operadores III aos componentes que
fazem parte de sua equipe. Estes se manifestam de várias formas.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 103
PPGEP – Gestão Industrial (2006)
Uma forma de estímulo dá-se através de treinamento informal que os
operadores III proporcionam a equipe de apoio (operadores II e I) durante o
expediente, nos momentos em que a turma está completa. Este mecanismo revela
dois pontos importantes.
Primeiro, a transferência de competências ajuda aos colaboradores a
aperfeiçoar seu potencial, além de trazer benefícios no plano profissional e pessoal.
Frequentemente baseia-se na delegação de tarefas de operação e controle, porém
sob a supervisão dos operadores III que são mais experientes. Esta ação ocorre
periodicamente. Pois é preciso repetir as manobras de controle para reforçar as
habilidades adquiridas. Isto traz uma melhora no nível de desempenho das tarefas.
Outro ponto que se revela é que o operador III passa a assumir um papel de
orientador, onde aconselha, prepara e avalia os integrantes da equipe. Observa-se
que este relacionamento não é hierárquico, e sim um relacionamento de partilha de
habilidades, orientação e estímulo na busca de desenvolvimento correto. Como
conseqüência cria-se um ambiente de trabalho produtivo, em que cada um aprende
com a tarefa executada pelo outro. Assim, ambos adquirem um conhecimento maior
do trabalho em equipe e trocam experiências.
Uma outra forma de transferência de competências se dá mediante
participação nos Times Internos de Melhoria (TIM) e Grupos Internos de Gestão
Autônoma (GIGA). Resultados similares aos mencionados anteriormente podem ser
obtidos através da formação de grupos multidisciplinares de áreas diferentes que
lidam com situações problemas. A adoção destas estratégias faz os membros dos
grupos aprenderem a desenvolver soluções e colocá-las em prática. Nesta
abordagem também há partilha de conhecimentos e habilidades por parte dos
integrantes.
4.4 APRESENTANDO OS QUESTIONÁRIOS
A organização e tratamento dos dados quantitativos deram-se através da
distribuição de freqüência. Para montar uma distribuição de freqüência, os dados
foram dispostos em tabelas, onde as colunas relacionam os graus de variação das
variáveis e nas linhas, a freqüência de ocorrência de cada variação dessas variáveis.
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 104
PPGEP – Gestão Industrial (2006)
Na análise dos dados fez-se necessário o uso de cálculos estatísticos,
especificamente o cálculo de percentagens, médias, etc.
Nas tabelas a seguir (Tabela 5 e 6) foram identificadas as principais
competências necessárias pelos respondentes para executarem suas funções na
empresa. Elas contêm uma tipologia das competências funcionais referentes ao
exercício de seu cargo. As competências foram classificadas em 04 categorias,
sendo estas respectivamente: técnicas, organizacionais, comportamentais e de
gestão. O agrupamento destas, em cada categoria, deu-se em função da freqüência
de respostas advindas dos sujeitos da pesquisa. Estabeleceu-se que a competência
seria tabulada, desde que tivesse freqüência acima de 50%.
Na Tabela 5 estão consolidadas as opiniões advindas dos funcionários e
coordenadores da linha de fibras e do RH sobre as competências funcionais
necessárias para o operador III do digestor contínuo DC-02 (KAMYR) executar suas
atividades no posto de trabalho.
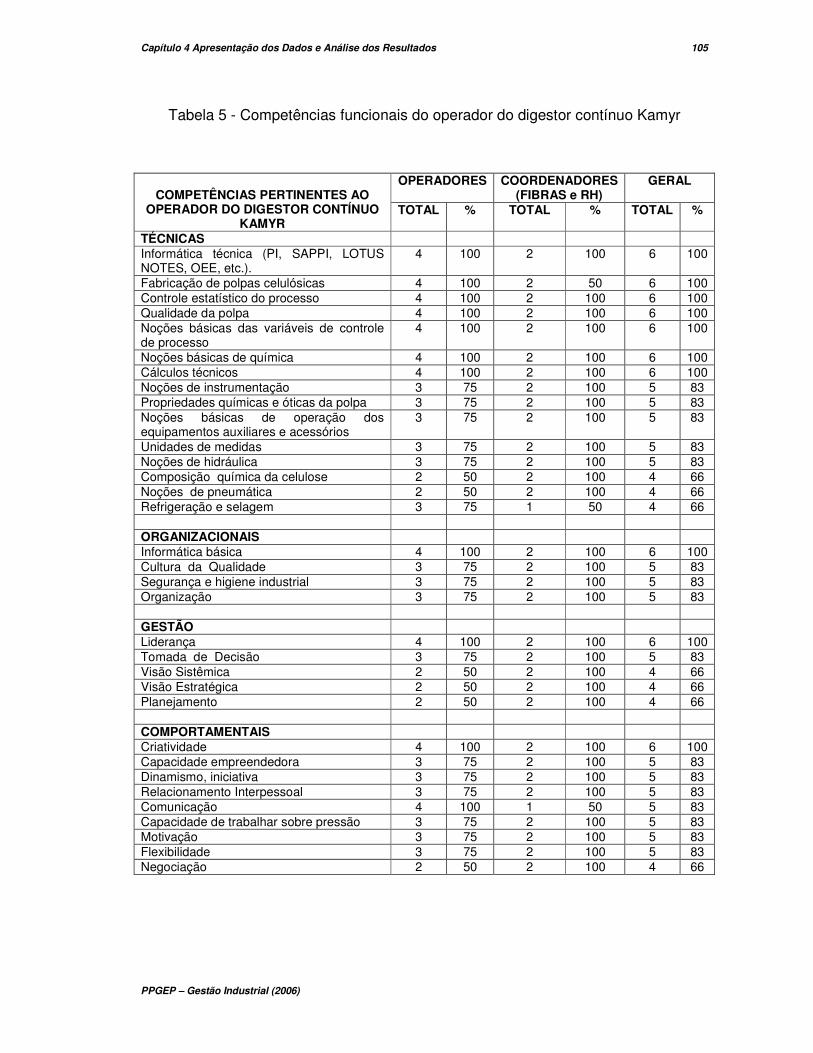
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 105
PPGEP – Gestão Industrial (2006)
Tabela 5 - Competências funcionais do operador do digestor contínuo Kamyr
OPERADORES COORDENADORES (FIBRAS e RH)
GERAL COMPETÊNCIAS PERTINENTES AO
OPERADOR DO DIGESTOR CONTÍNUO KAMYR
TOTAL % TOTAL % TOTAL %
TÉCNICAS Informática técnica (PI, SAPPI, LOTUS NOTES, OEE, etc.).
4 100 2 100 6 100
Fabricação de polpas celulósicas 4 100 2 50 6 100 Controle estatístico do processo 4 100 2 100 6 100 Qualidade da polpa 4 100 2 100 6 100 Noções básicas das variáveis de controle de processo
4 100 2 100 6 100
Noções básicas de química 4 100 2 100 6 100 Cálculos técnicos 4 100 2 100 6 100 Noções de instrumentação 3 75 2 100 5 83 Propriedades químicas e óticas da polpa 3 75 2 100 5 83 Noções básicas de operação dos equipamentos auxiliares e acessórios
3 75 2 100 5 83
Unidades de medidas 3 75 2 100 5 83 Noções de hidráulica 3 75 2 100 5 83 Composição química da celulose 2 50 2 100 4 66 Noções de pneumática 2 50 2 100 4 66 Refrigeração e selagem 3 75 1 50 4 66 ORGANIZACIONAIS Informática básica 4 100 2 100 6 100 Cultura da Qualidade 3 75 2 100 5 83 Segurança e higiene industrial 3 75 2 100 5 83 Organização 3 75 2 100 5 83 GESTÃO Liderança 4 100 2 100 6 100 Tomada de Decisão 3 75 2 100 5 83 Visão Sistêmica 2 50 2 100 4 66 Visão Estratégica 2 50 2 100 4 66 Planejamento 2 50 2 100 4 66 COMPORTAMENTAIS Criatividade 4 100 2 100 6 100 Capacidade empreendedora 3 75 2 100 5 83 Dinamismo, iniciativa 3 75 2 100 5 83 Relacionamento Interpessoal 3 75 2 100 5 83 Comunicação 4 100 1 50 5 83 Capacidade de trabalhar sobre pressão 3 75 2 100 5 83 Motivação 3 75 2 100 5 83 Flexibilidade 3 75 2 100 5 83 Negociação 2 50 2 100 4 66
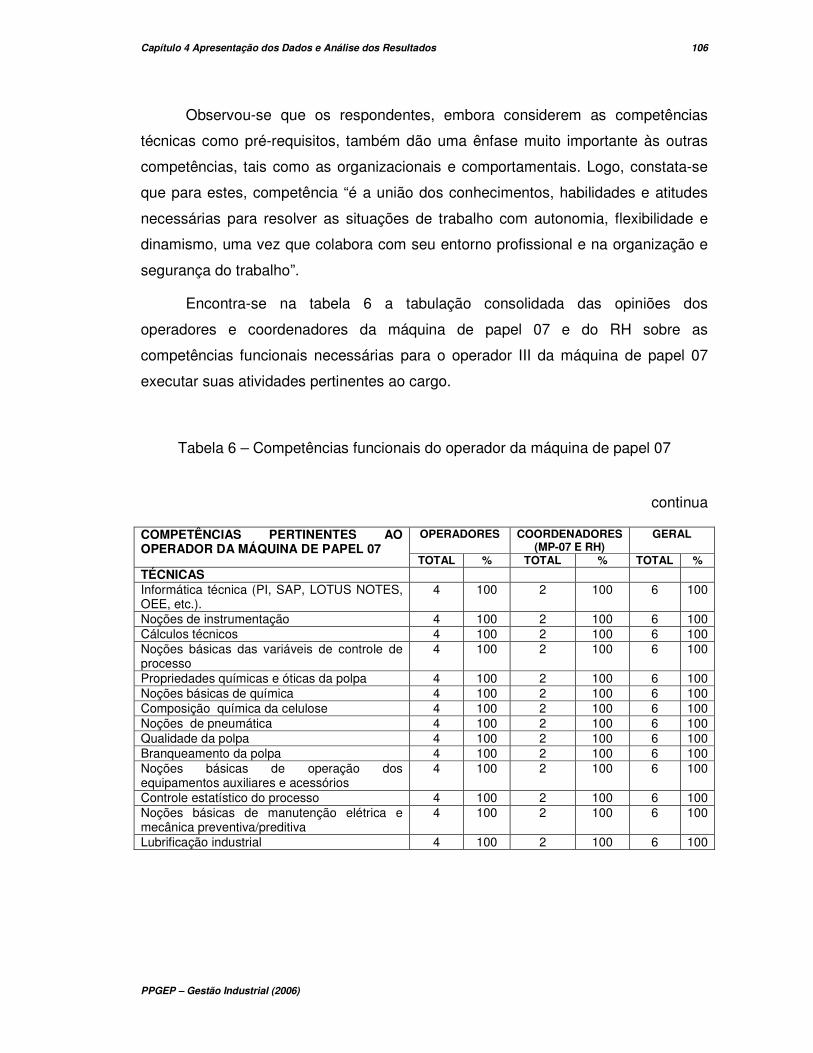
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 106
PPGEP – Gestão Industrial (2006)
Observou-se que os respondentes, embora considerem as competências
técnicas como pré-requisitos, também dão uma ênfase muito importante às outras
competências, tais como as organizacionais e comportamentais. Logo, constata-se
que para estes, competência “é a união dos conhecimentos, habilidades e atitudes
necessárias para resolver as situações de trabalho com autonomia, flexibilidade e
dinamismo, uma vez que colabora com seu entorno profissional e na organização e
segurança do trabalho”.
Encontra-se na tabela 6 a tabulação consolidada das opiniões dos
operadores e coordenadores da máquina de papel 07 e do RH sobre as
competências funcionais necessárias para o operador III da máquina de papel 07
executar suas atividades pertinentes ao cargo.
Tabela 6 – Competências funcionais do operador da máquina de papel 07
continua
OPERADORES COORDENADORES (MP-07 E RH)
GERAL COMPETÊNCIAS PERTINENTES AO OPERADOR DA MÁQUINA DE PAPEL 07
TOTAL % TOTAL % TOTAL % TÉCNICAS Informática técnica (PI, SAP, LOTUS NOTES, OEE, etc.).
4 100 2 100 6 100
Noções de instrumentação 4 100 2 100 6 100 Cálculos técnicos 4 100 2 100 6 100 Noções básicas das variáveis de controle de processo
4 100 2 100 6 100
Propriedades químicas e óticas da polpa 4 100 2 100 6 100 Noções básicas de química 4 100 2 100 6 100 Composição química da celulose 4 100 2 100 6 100 Noções de pneumática 4 100 2 100 6 100 Qualidade da polpa 4 100 2 100 6 100 Branqueamento da polpa 4 100 2 100 6 100 Noções básicas de operação dos equipamentos auxiliares e acessórios
4 100 2 100 6 100
Controle estatístico do processo 4 100 2 100 6 100 Noções básicas de manutenção elétrica e mecânica preventiva/preditiva
4 100 2 100 6 100
Lubrificação industrial 4 100 2 100 6 100

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 107
PPGEP – Gestão Industrial (2006)
Tabela 6 – Competências funcionais do operador da máquina de papel 07
conclusão
OPERADORES COORDENADORES (MP-07 E RH)
GERAL COMPETÊNCIAS PERTINENTES AO OPERADOR DA MÁQUINA DE PAPEL 07
TOTAL % TOTAL % TOTAL % TÉCNICAS Noções de projetos de máquinas 4 100 2 100 6 100 Geração de vapor e utilidades 4 100 2 100 6 100 Movimentação de cargas 4 100 2 100 6 100 Fabricação de papel 4 100 2 100 6 100 Propriedades dos papéis 4 100 2 100 6 100 Noções dos sistemas de impressão e de conversão
4 100 2 100 6 100
Fabricação de polpas celulósicas 4 100 2 100 6 100 Recuperação de produtos químicos do processo kraft
4 100 2 100 6 100
Noções de tratamento de água 4 100 2 100 6 100 Noções de tratamento de efluentes, resíduos sólidos e emissões gasosas
4 100 2 100 6 100
Unidades de medidas 4 100 2 100 6 100 Noções de hidráulica 4 100 2 100 6 100 Noções básicas de mecânica 3 75 2 100 5 83 Noções de eletricidade industrial 3 75 2 100 5 83 Inglês técnico 3 75 2 100 5 83
ORGANIZACIONAIS Organização 4 100 2 100 6 100 Informática básica 4 100 2 100 6 100 Segurança e higiene industrial 4 100 2 100 6 100 Cultura da Qualidade 4 100 2 100 6 100 GESTÃO Liderança 4 100 2 100 6 100 Visão Estratégica 4 100 2 100 6 100 Planejamento 4 100 2 100 6 100 Tomada de Decisão 4 100 2 100 6 100 Visão Sistêmica 3 75 2 100 5 83
COMPORTAMENTAIS Flexibilidade 4 100 2 100 6 100 Capacidade empreendedora 4 100 2 100 6 100 Dinamismo, iniciativa 4 100 2 100 6 100 Relacionamento Interpessoal 4 100 2 100 6 100 Comunicação 4 100 2 100 6 100 Negociação 4 100 2 100 6 100 Motivação 4 100 2 100 6 100 Criatividade 4 100 2 100 6 100 Capacidade de trabalhar sobre pressão 4 100 2 100 6 100

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 108
PPGEP – Gestão Industrial (2006)
Constatou-se que os respondentes também dão ênfase tanto as
competências técnicas quanto aos pré-requisitos. Bem como as organizacionais,
gestão e comportamentais.
Os respondentes foram unânimes na escolha das competências. O que
demonstra uma forte integração na equipe e uma identificação clara com a
estratégia da empresa nos aspectos de qualidade e desempenho. Observou-se que
estes ampliaram o número de competências técnica necessárias para execução de
suas atividades.
Acredita-se que este maior número de competências técnicas deve-se aos
seguintes fatores: envolvimento direto com o produto final; atenção em relação aos
requisitos que os clientes externos desejam e solicitam; a formação e escolaridade
do grupo que integra a máquina 07 a qual se diferencia dos outros operadores
avaliados.
Logo, observa-se que para estes, o conceito de competência se amplia.
Sendo definido da seguinte forma “é a união dos conhecimentos, habilidades e
atitudes necessárias para resolver as situações de trabalho com planejamento,
liderança, visão sistêmica, autonomia, flexibilidade e dinamismo, uma vez que
colabora com seu entorno profissional e na organização e segurança do trabalho”.
Após a análise em conjunto dos dados oriundos das Tabelas 6 e 7, verificou-
se que há competências técnicas que os respondentes prezam em comum. Sendo
que estas se encontram no Quadro 24.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 109
PPGEP – Gestão Industrial (2006)
Quadro 24 – Competências técnicas comuns aos respondentes
COMPETÊNCIAS TÉCNICAS
Informática técnica (PI, SAP, LOTUS NOTES, OEE, etc.).
Fabricação de polpas celulósicas Controle estatístico do processo
Qualidade da polpa Noções básicas das variáveis de controle de processo
Noções básicas de química Cálculos técnicos
Noções de instrumentação Propriedades químicas e óticas da polpa
Noções básicas de operação dos equipamentos auxiliares e acessórios Unidades de medidas Noções de hidráulica
Composição química da celulose Noções de pneumática
Todavia, apesar destas competências técnicas serem comuns aos dois
cargos pesquisados, percebe-se que as freqüências de respostas advindas dos
sujeitos da pesquisa são diferentes, ou seja, enquanto os respondentes relativos à
máquina de papel 07 são unânimes, os respondentes relativos ao digestor contínuo
são heterogêneos. Infere-se que as diferenças de freqüências originam-se das
diferentes experiências vividas pelo primeiro grupo de respondentes.
Para que os respondentes dos questionários pudessem avaliar o grau de
importância e freqüência das competências funcionais exigidas para os cargos de
operador III do digestor contínuo DC-02 (KAMYR) e da máquina de papel 07 definiu-
se uma escala mais adequada (apêndice A).
Na tabulação seguinte consolidam-se as opiniões dos operadores e
coordenadores da linha de fibras e RH sobre a importância e nível de freqüência das
competências funcionais necessárias para o operador III do digestor contínuo Kamyr
possa mobilizar em suas atividades no posto de trabalho.

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 110
PPGEP – Gestão Industrial (2006)
Tabela 7 – Freqüência de uso das competências funcionais do operador do digestor contínuo Kamyr
IMPORTÂNCIA E FREQUÊNCIA DE USO
COMPETÊNCIAS PERTINENTES AO OPERADOR DO DIGESTOR CONTÍNUO KAMYR
A B C TÉCNICAS
1- Informática técnica (PI, SAP, LOTUS NOTES, SDCD, OEE, etc.)
X
2- Fabricação de polpas celulósicas X 3- Controle estatístico do processo X 4- Qualidade da polpa X 5- Noções básicas das variáveis de controle de processo X 6- Noções básicas de química X 7- Cálculos técnicos X 8- Noções de instrumentação X 9- Propriedades químicas e óticas da polpa X 10- Noções básicas de operação dos equipamentos auxiliares e acessórios
X
11- Unidades de medidas X 12- Noções de hidráulica X 13- Composição química da celulose X 14- Noções de pneumática X 15- Refrigeração e Selagem X
ORGANIZACIONAIS 1- Informática básica X 2- Cultura da Qualidade X 3- Segurança e higiene industrial X 4- Organização X
GESTÃO 1- Liderança X 2- Tomada de Decisão X 3- Visão Sistêmica X 4- Visão Estratégica X 5- Planejamento X
COMPORTAMENTAL 1- Criatividade X 2- Capacidade empreendedora X 3- Dinamismo, iniciativa X 4- Relacionamento Interpessoal X 5- Comunicação X 6- Capacidade de trabalhar sobre pressão X 7- Motivação X 8- Flexibilidade X 9- Negociação X
Constata-se que os respondentes possuem uma opinião favorável acerca da
freqüência de uso das competências técnicas, organizacionais e comportamentais.
Estes aspectos foram notados quando da aplicação da ferramenta de coleta de
dados denominada observação direta (Quadro 10, p. 67 e 68).

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 111
PPGEP – Gestão Industrial (2006)
Observa-se que a competência gerencial denominada visão estratégica, na
opinião dos respondentes é raramente usada. Mas através dos fatos observados
(Quadro 10, p. 67 e 68) visualizou-se que os mesmos possuem a capacidade de
prever, planejar e dirigir ações visando um objetivo maior. Revela-se, portanto que
os mesmos mobilizam esta competência, todavia de maneira inconsciente.
Na Tabela 8 encontram-se consolidadas as opiniões dos operadores e
coordenadores da máquina de papel 07 e RH sobre o grau de importância e nível de
freqüência das competências funcionais necessárias para executar suas atividades
no posto de trabalho.
Tabela 8 – Freqüência de uso das competências funcionais do operador da máquina de papel 07
continua
IMPORTÃNCIA E FREQUÊNCIA DE USO
COMPETÊNCIAS PERTINENTES AO OPERADOR DA MÁQUINA DE PAPEL 07
A B C TÉCNICAS 1- Informática técnica (PI, SAP, LOTUS NOTES, SDCD, OEE, etc.)
X
2- Noções de instrumentação X 3- Cálculos técnicos X 4- Noções básicas das variáveis de controle de processo X 5- Propriedades químicas e óticas da polpa X 6- Noções básicas de química X 7- Composição química da celulose X 8- Noções de pneumática X 9- Qualidade da polpa X 10- Branqueamento da polpa X 11- Noções básicas de operação dos equipamentos auxiliares e acessórios
X
12- Controle estatístico do processo X 13- Noções básicas de manutenção elétrica e mecânica preventiva/preditiva
X
14- Lubrificação industrial X 15- Noções de projetos de máquinas X 16- Geração de vapor e utilidades X 17- Movimentação de cargas X 18- Fabricação de papel X 19- Propriedades dos papéis X 20- Noções dos sistemas de impressão e de conversão X 21- Fabricação de polpas celulósicas X
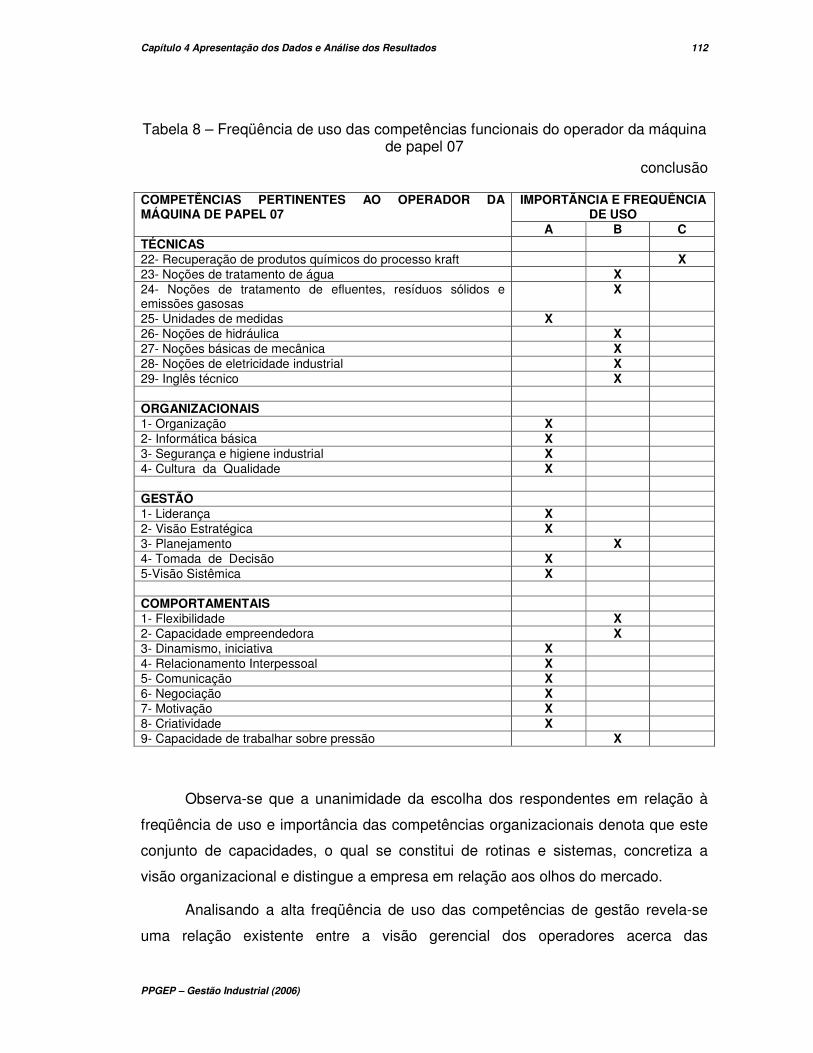
Capítulo 4 Apresentação dos Dados e Análise dos Resultados 112
PPGEP – Gestão Industrial (2006)
Tabela 8 – Freqüência de uso das competências funcionais do operador da máquina
de papel 07 conclusão
IMPORTÃNCIA E FREQUÊNCIA DE USO
COMPETÊNCIAS PERTINENTES AO OPERADOR DA MÁQUINA DE PAPEL 07
A B C TÉCNICAS 22- Recuperação de produtos químicos do processo kraft X 23- Noções de tratamento de água X 24- Noções de tratamento de efluentes, resíduos sólidos e emissões gasosas
X
25- Unidades de medidas X 26- Noções de hidráulica X 27- Noções básicas de mecânica X 28- Noções de eletricidade industrial X 29- Inglês técnico X ORGANIZACIONAIS 1- Organização X 2- Informática básica X 3- Segurança e higiene industrial X 4- Cultura da Qualidade X GESTÃO 1- Liderança X 2- Visão Estratégica X 3- Planejamento X 4- Tomada de Decisão X 5-Visão Sistêmica X COMPORTAMENTAIS 1- Flexibilidade X 2- Capacidade empreendedora X 3- Dinamismo, iniciativa X 4- Relacionamento Interpessoal X 5- Comunicação X 6- Negociação X 7- Motivação X 8- Criatividade X 9- Capacidade de trabalhar sobre pressão X
Observa-se que a unanimidade da escolha dos respondentes em relação à
freqüência de uso e importância das competências organizacionais denota que este
conjunto de capacidades, o qual se constitui de rotinas e sistemas, concretiza a
visão organizacional e distingue a empresa em relação aos olhos do mercado.
Analisando a alta freqüência de uso das competências de gestão revela-se
uma relação existente entre a visão gerencial dos operadores acerca das

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 113
PPGEP – Gestão Industrial (2006)
competências organizacionais e o desempenho da empresa. Pois os mesmos agem
como catalisadores da estratégia corporativa.
Constata-se, ao analisar a freqüência de uso das competências
comportamentais por parte dos respondentes da máquina 07, que estes percebem a
importância de entender o comportamento e as necessidades das pessoas com
quem dividem o ambiente de trabalho. Mostra-se que os operadores entendem que
cultivar uma relação de confiança com o grupo estimula o desenvolvimento de novas
habilidades, além de manter a motivação em alta.
Embora haja algumas divergências em relação à freqüência de uso e grau de
importância dada pelos respondentes quando se analisa as tabelas 7 e 8. Os pontos
de convergência, ou seja, as categorias representativas de atitudes, conhecimentos
e habilidades priorizadas pelos respondentes da pesquisa, foram representadas
graficamente empregando a metáfora da “árvore das competências” (Gramigna,
2002). Onde as raízes correspondem às atitudes, o tronco ao conhecimento e a
copa (frutos, flores e folhas) corresponde às habilidades.
Figura 3 – Árvore das competências funcionais do operador de celulose e papel
Fonte: Adaptado de Gramigna (2002)
Competências comportamentais
Competências de gestão
Competências
organizacionais Competências técnicas

Capítulo 4 Apresentação dos Dados e Análise dos Resultados 114
PPGEP – Gestão Industrial (2006)
Quando se analisa as competências de gestão, ou seja, aquelas que se
materializam na forma de gerir, planejar, decidir, coordenar e controlar. Elas se
traduzem nos seguintes saberes: saber aplicar visão sistêmica; saber tomar
decisões; saber planejar; saber liderar e saber aplicar visão estratégica.
Ao analisar as competências organizacionais evidencia-se que estas se
traduzem nas competências de suporte e estão associadas ao exercício das
atividades de apoio. Elas se conformam nos respectivos conhecimentos: conhecer
aspectos de segurança e higiene industrial; conhecer os sistemas de qualidade da
empresa; conhecer aspectos organizacionais e informática básica.
No que se refere às competências técnicas, ou seja, aquelas que fazem parte
de um conjunto de saberes diretamente ligado às atividades produtivas. Estas estão
disponibilizadas nos conhecimentos vinculados às atividades do processo, tais
como: conhecimento de celulose e papel; conhecimentos das variáveis de controle
de processo; conhecimentos de informática técnica, etc.
Em relação às competências comportamentais, estas resultam dos
comportamentos e atitudes que estão subjacentes à interação entre pessoas,
equipes e setores. Elas se materializam nas seguintes atitudes: ser flexível; ser
comunicativo; ser dinâmico; ser empático; ser calmo e ponderado; ser cooperativo e
pró-ativo.
Estabelece-se que, embora usando ferramentas de coletas distintas e em
momentos assíncronos houve sintonia entre os fatos observados (Quadro 12, p.71 a
73) e os pontos de vista advindos dos respondentes dos questionários.

Capítulo 5 Conclusões 115
PPGEP – Gestão Industrial (2006)
5 CONCLUSÕES
Neste capítulo, serão discutidas as limitações deste trabalho e tecidas
considerações acerca das contribuições do estudo e de novos trabalhos sobre o
tema.
Este trabalho teve como objetivo mapear as competências funcionais para o
cargo de operador em uma empresa de celulose e papel. Mostrando através de
pesquisa empírica o mapeamento de competências numa perspectiva mais
operacional, ou seja, como ele pode ser alcançado.
O uso da abordagem metodológica de estudo de caso utilizada para
desenvolver a proposta conceitual deste trabalho resultou positivo no atendimento
aos objetivos propostos. Pois, fez-se uso de vários instrumentos de coleta. Dentre os
instrumentos utilizados encontra-se a análise documental (interpretação das
competências desejadas e do conteúdo dos procedimentos técnicos operacionais) e
métodos e técnicas de pesquisa social (sobretudo observação direta não-
participante, entrevistas individuais com os operadores e gestores e questionários
estruturados).
Para se realizar o mapeamento de competências fêz-se uso de várias
metodologias. Sendo estas preconizadas pelos autores Rocha-Pinto et al. (2004),
Carbone et al. (2005) e Santiago-Junior (2004). Assim foi possível operacionalizar
com sucesso.
O processo de análise e interpretação dos resultados envolveu diferentes
modelos de análise. O que evitou induzir o pesquisador a grande envolvimento com
o objeto de pesquisa e, com isso, retirar-lhe o distanciamento crítico necessário.
Durante a análise dos resultados, buscou-se avaliar se a metodologia de
mapeamento de competências realmente captou as competências exigidas pelo
cargo. Durante este processo focalizaram-se aspectos como:
� Redução de erros de processo de mapeamento de competências e aumento
da confiabilidade nas informações captadas;

Capítulo 5 Conclusões 116
PPGEP – Gestão Industrial (2006)
� Buscar a identificação tanto das competências técnicas, como
comportamentais, operativas e sociais postas em jogo para a execução de
uma função.
Portanto, ao ser operacionalizado o mapeamento de competências funcionais
mostrou-se capaz de captar as competências requeridas em processos inovadores
de trabalho, sobretudo aquelas de natureza cognitiva.
De forma conclusiva, o trabalho deu conta de atingir os objetivos. Estes foram
alcançados e se materializam nas matrizes de competências propostas (Apêndices
E e F).
5.1 MATRIZES DE COMPETÊNCIAS
A matriz de competências para a função analisada consiste numa tabulação.
Onde se consideram os conhecimentos técnicos e específicos para a execução das
atividades e os conhecimentos, habilidades e atitudes identificadas como inerentes
às competências organizacionais.
Na confecção das matrizes ou mapas de competências que permitiram o
detalhamento de cada ação, utilizou-se das seguintes perguntas: O quê? Como?
Quem? Por quê? Quando? Quanto? Essas sete palavras-chaves são representadas
pelo modelo 5W2H, pois as letras W e H correspondem às iniciais destas perguntas
em inglês. Durante a construção do mapa de competências identificaram-se as
atividades e estabeleceu-se a associação entre essas e as competências
mobilizadas. Também se fez a correlação entre as atividades e os procedimentos
técnicos.
Assim, pôde-se construir uma matriz de competências. Indicando em suas
linhas as atividades exercidas pelo cargo e em suas colunas as várias competências
aplicáveis àquela atividade. Cada célula contém um grau de competência. Estes
graus de competência estão compreendidos em três níveis (A – excelente; B – bom
e C – moderado).
No apêndice E encontra-se a matriz de competências que possibilita a
identificação das atividades relevantes e das competências associadas, para os
Capítulo 5 Conclusões 117
PPGEP – Gestão Industrial (2006)
operadores do digestor contínuo. Ela foi construída através da junção das
informações provenientes do Quadro 18 (p.87), as quais foram relacionadas com
aquelas advindas da Tabela 7 (p.105) que consolida as opiniões dos operadores e
coordenadores da linha de fibras e RH sobre a importância e nível de freqüência das
competências funcionais mobilizadas em suas atividades no posto de trabalho.
Já no apêndice F encontra-se a matriz de competências que possibilita a
identificação das atividades relevantes e das competências associadas, para os
operadores da máquina de papel 07. Foi construída mediante informações do
Quadro 19 (p.89), as quais se relacionaram com aquelas provenientes da Tabela 8
(p.107) que consolida as opiniões dos operadores e coordenadores da máquina de
papel 07 e RH sobre o grau de importância e nível de freqüência das competências
funcionais necessárias para executar suas atividades no posto de trabalho.
Conclui-se, que estes mapas de competências são válidos. Pois possibilitam
detectar e avaliar os conhecimentos, habilidades e atitudes necessárias para a
realização de processos do negócio e atividades do trabalho. A ferramenta proposta
permite que a empresa identifique com clareza quais são as lacunas ou deficiências
em seu quadro funcional, que possam retardar ou bloquear a obtenção dos macros
objetivos estratégicos da organização.
5.2 PRINCIPAIS CONTRIBUIÇÕES DO ESTUDO
Esta pesquisa proporcionou uma ferramenta de apoio no levantamento de
necessidades de treinamento ou capacitação. Uma vez que a matriz possibilita uma
comparação entre as competências pretendidas e aquelas possuídas pelos
ocupantes do cargo. Podendo auxiliar os gestores de RH no momento de priorizar os
investimentos.
Outro aspecto a ser levado em conta é o atendimento a norma ISO 9001
através do mapeamento das competências como ferramenta auxiliar. A ISO 9001
considera três classes de recursos que devem ser contempladas para que os

Capítulo 5 Conclusões 118
PPGEP – Gestão Industrial (2006)
produtos sejam desenvolvidos com qualidade: recursos humanos, recursos de infra-
estruturas e recursos sócio-ambientais. Em relação à dimensão dos recursos
humanos, esta é considerada, juntamente com a marca do produto, o grande
patrimônio da organização. Mediante o mapeamento das competências funcionais é
possível atender, de acordo com Mello (2002), o requisito 6.2 da norma ISO
9001:2000. Porque através dele facilita as ações por parte do gestor de RH no
tocante a priorização das necessidades de treinamento. Tomando por base seu
orçamento para capacitação, possibilita-se avaliar quais os treinamentos podem ser
providos e quais pessoas devem ser treinadas.
Um aspecto confirmado ao longo do trabalho relacionou-se especificamente
ao comportamento competente dos pesquisados e a clareza com que a estratégia
da organização está definida. Mediante o mapeamento, confirmou-se que os
operadores estão fortemente vinculados à estratégia da empresa no tocante a
reduzir falhas de processo, diminuir ociosidade dos equipamentos que controlam e
atingir elevados níveis de qualidade.
Durante o mapeamento das competências foi possível caracterizar que o
ambiente onde ocorreu o estudo é favorável a aquisição e transferências de
competências. Especificamente no tocante a capacidade para assumir atribuições e
responsabilidades em níveis crescentes de complexidade. Proporcionando
condições para o desenvolvimento das pessoas e da organização.
Comprovou-se para a organização e para os sujeitos pesquisados a
importância de criar e aproveitar as diferentes formas de aprendizagem. Pois, quanto
maior a complexidade das responsabilidades e atribuições das pessoas, maior a
efetividade da aprendizagem não formal. Uma vez que, para eles é tão relevante
aprenderem novas formas de uso do seu repertório de competências quanto a
ampliação do repertório em si.
Foi possível constatar através deste estudo que a organização pesquisada
possui mecanismos de Aprendizagem Organizacional, ainda que de forma não
totalmente estruturada. A mesma possui através dos TIM’s e GIGA’s, mecanismos
de criar, adquirir e transferir conhecimentos, e de modificar seus comportamentos
Capítulo 5 Conclusões 119
PPGEP – Gestão Industrial (2006)
para refletir estes novos conhecimentos. Como é um processo contínuo possibilita
detectar e corrigir erros. Porque errar significa aprender, envolvendo autocrítica,
avaliação de riscos, tolerância ao fracasso e correção de rumo até alcançar os
objetivos. Logo, o ambiente está propício para a Gestão de Conhecimento.
De maneira conclusiva, é possível perceber que os mapas de competências
propostos (apêndices E e F) e seus desdobramentos no plano concreto das práticas
de gestão representam uma extraordinária ferramenta no campo de organização e
gestão de pessoas. Porque podem orientar os processos de Aprendizagem
Organizacional e de Educação Corporativa. Podem também proporcionar subsídios
na alocação e identificação de talentos, especificamente na definição dos perfis
profissionais e no recrutamento interno e externo.
5.3 LIMITAÇÕES DO TRABALHO
O mapeamento das competências funcionais foi o elemento limitador central.
Portanto, não foram mapeadas as competências individuais dos trabalhadores
ocupantes dos cargos. Ou seja, não foram inventariadas as competências internas já
disponíveis nos cargos estudados, com propósito de identificar a lacuna ou gap de
competências.
O mapeamento trata especificamente das competências funcionais relativas
ao cargo de operador III do digestor contínuo DC-02 e da máquina de papel 07, não
alcançando as competências individuais dos ocupantes dos cargos pesquisados.
Logo, a matriz proposta também é específica aos cargos estudados, não podendo
servir de referência para outros cargos. Todavia, a metodologia utilizada pode ser
replicada no mapeamento de outros cargos, bem como à outras áreas de
conhecimento
Outro fator que se faz necessário referendar é que este estudo ocorreu numa
empresa integrada (floresta-celulose-papel). Sendo a mesma muito representativa
no setor, com características de inovação em seus processos, alta competitividade e
investimentos constantes em seus recursos humanos. Portanto, os resultados não
Capítulo 5 Conclusões 120
PPGEP – Gestão Industrial (2006)
podem ser replicados para uma empresa que não seja integrada e que tenha poucas
características de inovação em seus processos.
Constata-se também que as matrizes ou mapas de competências funcionais
realizados para os cargos estudados retratam a realidade atual e que os mesmos
não podem ser considerados permanentes. Pois as atividades realizadas pelos
operadores, bem como as competências associadas, podem sofrer alterações ao
longo do tempo. Porque as mudanças no mercado levam as organizações a reverem
continuamente suas estratégias de desenvolvimento e crescimento. De acordo com
Rocha-Pinto et al (2004) as competências funcionais devem ser reavaliadas e
desenvolvidas em seus funcionários na mesma intensidade em que ocorrem as
mudanças de mercado.
5.4 RECOMENDAÇÕES PARA TRABALHOS FUTUROS
Ao longo deste estudo observou-se que alguns aspectos permaneceram em
aberto, transformando-se em sugestões para trabalhos e discussões futuras. Dentre
elas estão:
� Avaliar o grau de internalização da Gestão de Conhecimento na unidade
fabril pesquisada, no que se refere à Aprendizagem Organizacional;
� Realizar um estudo que proporcione um modelo de mapeamento que
oriente os processos de Educação Corporativa para o setor de celulose e
papel;
� Mapeamento das competências individuais dos ocupantes do cargo de
operador III do digestor contínuo DC-02 e da máquina de papel 07 na
referida empresa estudada;
� Mapeamento das competências funcionais dos operadores de digestor
contínuo e da máquina de papel em outras empresas de celulose e papel
de menor porte.

Referências 121
PPGEP – Gestão Industrial (2006)
REFERÊNCIAS
ABTCP – O setor de Celulose e Papel no Brasil. 6. ed. São Paulo: Guia de
compras, 2004, p.19-28.
ASTI VERA, A. – Metodologia da pesquisa científica. 8. ed. São Paulo: Globo,
1989, p.8-9.
BARDIN, L. – Análise de conteúdo. 3. ed. Lisboa: Edições 70, 2004.
BARROS, A. J. S.; LEHFELD, N.A.S. – Fundamentos de metodologia científica:
um guia para a iniciação científica. 2. ed. São Paulo: Makron Books, 1986.
BRACELPA – Informes anuais preliminares de 2004. Brasil, 2005. Disponível em:
<www.bracelpa.org.br/Bracelpa-Br/informes_anuais/preliminares04 >. Acesso em: 16
abr. 2005
CARBONE, P. P. et al. – Gestão por competências e gestão do conhecimento.
Rio de Janeiro: Editora FGV, 2005, p.55-65.
CARVALHO, S. – Solução e diagnóstico de problemas. In: Programa de
Capacitação SST. Florianópolis: SENAI, 2006, p.55-65.
CASTRO, M. T.; FEIO, A. P. – Planeamento e Desenvolvimento de
Competências: Os casos dos profissionais de Telecomunicações e de Marketing.
In: revista Anais de Sociologia. Lisboa: UAL, 1997.
CLOT, Y. – Interações entre globalização e taylorismo. Seminário internacional
globalização, progresso técnico e trabalho industrial. Rio de Janeiro: SENAI-
DN/CIET, 1996, p. 171.
DEPRESBITERIS, L. – Concepções atuais de educação profissional. 2. ed.
Brasília: SENAI/DN, Série SENAI Formação de formadores, 1999, p.44.
DURAND – Forms of incompetence. In: Four International Conference on
Competence- Based Management. Norwegian School of Management, Oslo, 1998.

Referências 122
PPGEP – Gestão Industrial (2006)
DUTRA, J. S. – Competências: conceitos e instrumentos para a gestão de pessoas
na empresa moderna. São Paulo: Atlas, 2004.
EXAME – Melhores e Maiores. In: revista Exame. São Paulo: p. 48, 54, 78, 112,
122, 132-134, 188, 190, jul. 2005.
FIEP – Sondagem Industrial 2004-2005. Disponível em:
<http://www.fiepr.org.br/sondagem>. Acesso em: 20 mar. 2005.
FRANCISCO, A.C. – Aquisição de competências no estágio curricular
supervisionado: o caso dos cursos de engenharia do CEFET-PR. Florianópolis,
2003. 166 p. Tese (Doutorado em Engenharia de Produção) – Centro Tecnológico,
Universidade Federal de Santa Catarina.
FREIRE, J.E., SEIXAS, J.A., CAZARINI, E.W., – Competência na atual sociedade
do conhecimento. In: Anais ENEGEP –XXI Encontro Nacional de Eng. de
Produção. ABEPRO, 2001, Salvador. 1 CD-ROM.
GARAY, A.B.S. – As diferentes faces do processo de qualificação: algumas
dimensões esquecidas. In: Revista de Administração. São Paulo, v.32, nº3, p. 2-61,
jul./set. 1997.
GIL, A. C. – Métodos e técnicas de pesquisa social. São Paulo: Atlas, 1999.
________ – Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2002.
GRAMIGNA, M. R. – Modelo de competências e gestão dos talentos. São Paulo:
Makron Books, 2002, p. 7.
IBERFOP – Análisis ocupacional funcional del trabajo. Madrid: OEI.-
Organización de Estados Iberoamericanos para la Educación, la Ciencia y la Cultura,
2000.
INDG – Glossário. Disponível em: <http://www.indg.com.br/info/glossario>. Acesso
em: 26 mar. 2006.

Referências 123
PPGEP – Gestão Industrial (2006)
IRIGOIN, M., VARGAS, F. – Competencia laboral: manual de conceptos, métodos
y aplicacones em el sector salud. Montevideo: Cinterfor/OIT, 2002.
ISTOÉ DINHEIRO – As melhores da Dinheiro. In: revista Istoé dinheiro. São Paulo,
n.º 419-A, p. 138, set. 2005.
LAKATOS, E. M.; MARCONI, M. A. – Fundamentos de metodologia científica.
São Paulo: Atlas, 1993.
______________________________ – Metodologia do trabalho científico. 6. ed.
São Paulo: Atlas, 2001.
LEITE, E. M. – El resgate de la calificación. Montevideo: Cinterfor/OIT, 1996,
p.181.
LEME, R. – Aplicação prática de gestão de pessoas: mapeamento, treinamento,
seleção, avaliação e mensuração de resultados de treinamento. Rio de Janeiro:
Qualitymark, 2005.
LIMA, M.F. – Mapeamento de competências. Brasil, 2005. Disponível em:
<http://www.administradores.com.br/colunas >. Acesso em: 18 ago. 2005
LIMA, M.H.; ASSIS, M. – Pesquisa e análise da demanda por produção
profissional. Rio de Janeiro: SENAI/DN, 1999.
LOPES, H. et al. – Estratégias Empresariais e Competências Chave, Instituto do
Emprego e Formação Profissional. Lisboa: OEFP/IEFP. Série "Estudos e Análise",
2000.
MANDON, N., LIAROUTZOS, O. – Análisis del empleo y las competencias: el
método ETED. Montevideo, 2000. Disponível em:
<www.cinterfor.org.uy/public/spanish/region/ampro/cinterfor/temas/complab/doc>
Acesso em: 16 abr. 2005.
MARI PAPEL – 50 Latinas de 2004. In: revista Mari Papel y Corrugado para
América Latina. Medellín: v.18, nº4, p. 30-36, jul./ago. 2005.

Referências 124
PPGEP – Gestão Industrial (2006)
MELLO, C. H. P. et al – ISO 9001:2000: Sistema de gestão da qualidade para
operações de produção e serviços. São Paulo: Atlas, 2002, p. 98-103.
MERTENS, L. – Competencia laboral: sistemas, surgimento y modelos.
Montevideo: Cinterfor/OIT, 1996.
MINAYO, M.C. – Pesquisa social: teoria, método e criatividade. 23. ed. Petrópolis-
RJ: Editora Vozes, 2004.
MÜLLER, F. M., GRINGS, R.C. – Gestão do conhecimento mediada por
tecnologia da informação. In: Anais ENEGEP –XXIII Encontro Nacional de Eng. de
Produção. ABEPRO, 2003, Ouro Preto. 1 CD-ROM.
NOGUEIRA, O. – Pesquisa social: introdução às suas técnicas. 4. ed. São Paulo:
Editora Nacional, 1980, p.128.
PERRENOULD, P. – 10 Novas Competências para Ensinar. São Paulo: Editora
Artmed, 2000, p.15.
RABAGLIO, M. O. – Ferramentas de avaliação de performance com foco em
competências. Rio de Janeiro: Qualitymark, 2004.
RECEP – Introdução a estudo de caso. Brasil, 2005. Disponível em:
<www.recep.linkway.br >. Acesso em: 25 abr. 2005.
REZENDE, E. – O Livro das competências: desenvolvimento das competências: a
melhor auto-ajuda para pessoas, organizações e sociedade. Rio de Janeiro:
Qualitymark, 2000, p.32.
ROCHA-PINTO, S. R. et al. – Dimensões funcionais da gestão de pessoas. 3. ed.
Rio de Janeiro: Editora FGV, 2004.
RUAS, R. – Desenvolvimento de Competências Gerenciais e Contribuição da
Aprendizagem Organizacional. In: Fleury, M.T.L.; Oliveira Jr., M.M. Gestão
Estratégica do Conhecimento: Integrando aprendizagem, Conhecimento e
Competências. São Paulo: Atlas, 2001.
Referências 125
PPGEP – Gestão Industrial (2006)
SANTIAGO JUNIOR, J.R.S. – Gestão do Conhecimento: A chave para o sucesso
empresarial. São Paulo: Novatec Editora, 2004.
SENAI - Metodologia [para] elaboração de perfis profissionais: formação e
certificação profissional, 2. ed. reimp. Brasília, 2004 (a), p.11 e 19.
__________ Metodologia [para] desenvolvimento e avaliação de competências:
formação e certificação profissional, 2. ed. reimp. Brasília, 2004 (b), p.11.
SILVA, E. L.; MENEZES, E. M. – Metodologia da pesquisa e elaboração de
dissertação, 3. ed. rev. atual., Florianópolis: UFSC/PPGEP/LED, 2001.
SOUZA, M.Z.A., SOUZA, V. L. – Gestão de recursos humanos. 2. ed. Brasília:
SENAI. DN. Série SENAI Formação de formadores, 2000, p.51.
TRASSATI, S.R.; COSTA, M.I. – Administração de recursos humanos por
competências: a gestão do novo contrato entre pessoas e empresas do terceiro
milênio. 2. ed.rev. e atual. In: NERI, A. (org.). Gestão de RH por competências e a
empregabilidade. Campinas, SP: PAPIRUS, 2005.
TELLIS, W. – Application of a case study methodology. The Qualitative Report,
vol. 3, number 3, Sep 1997. Disponível em: <http://www.nova.edu/ssss/QR/QR-
3/tellis2.html >. Acesso em: 25 abr. 2005.
ZARIFIAN, P. – Objetivo competência: por uma nova lógica. São Paulo: Atlas,
2001.
____________ – Eventos, autonomia e "enjeux" na organização industrial. In:
Trabalho, qualificação e formação profissional (M. P. Leite, M. A. Neves, orgs.), São
Paulo: Rio de Janeiro, ALAST, 1998, p. 21-30.
VAN DER WERFF, K. – Desarrollo sistemático e Instruccional de un curriculum,
Explicación General., Gobierno de los Países Bajos, Nicaragua: OIT/INATEC, 1999.
WOOD JÚNIOR, T. – Mudança organizacional e a transformação da função de
recursos humanos. In. Revista da ESPM, São Paulo, 1994.

Referências 126
PPGEP – Gestão Industrial (2006)
YIN, R. K. – Estudo de caso: planejamento e métodos. 2. ed. Porto Alegre:
Bookman, 2001.
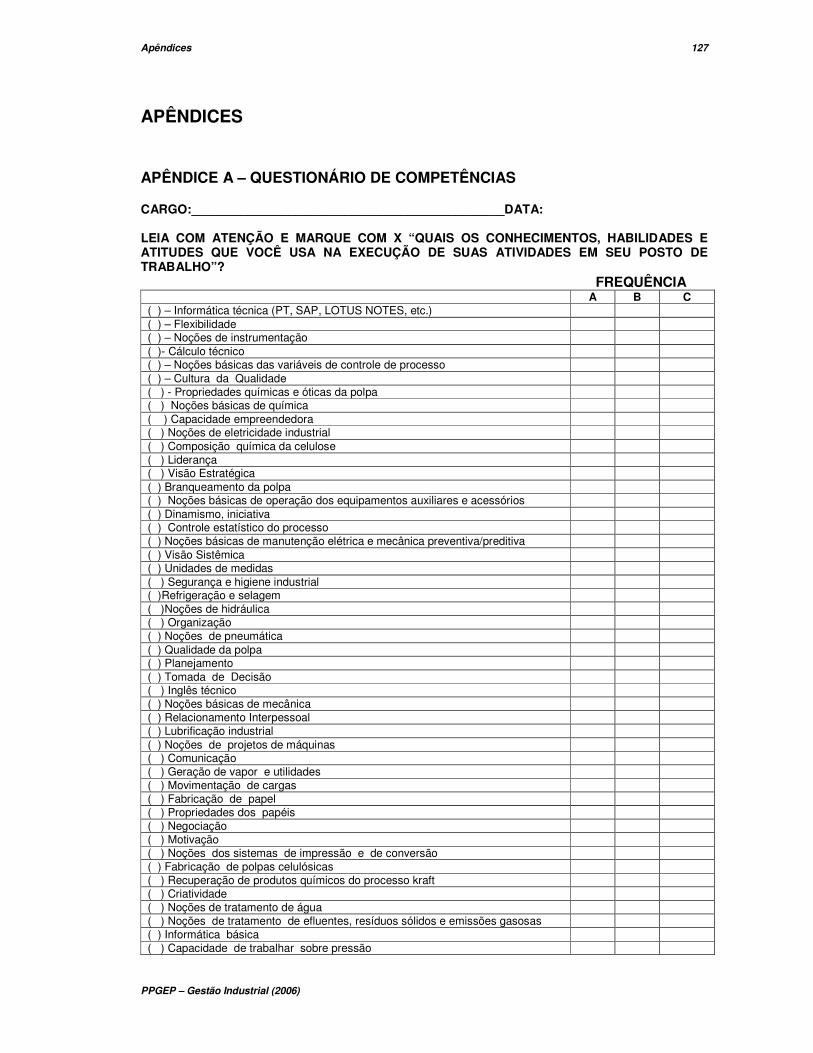
Apêndices 127
PPGEP – Gestão Industrial (2006)
APÊNDICES
APÊNDICE A – QUESTIONÁRIO DE COMPETÊNCIAS
CARGO:_____________________________________________DATA: LEIA COM ATENÇÃO E MARQUE COM X “QUAIS OS CONHECIMENTOS, HABILIDADES E ATITUDES QUE VOCÊ USA NA EXECUÇÃO DE SUAS ATIVIDADES EM SEU POSTO DE TRABALHO”? FREQUÊNCIA
A B C ( ) – Informática técnica (PT, SAP, LOTUS NOTES, etc.) ( ) – Flexibilidade ( ) – Noções de instrumentação ( )- Cálculo técnico ( ) – Noções básicas das variáveis de controle de processo ( ) – Cultura da Qualidade ( ) - Propriedades químicas e óticas da polpa ( ) Noções básicas de química ( ) Capacidade empreendedora ( ) Noções de eletricidade industrial ( ) Composição química da celulose ( ) Liderança ( ) Visão Estratégica ( ) Branqueamento da polpa ( ) Noções básicas de operação dos equipamentos auxiliares e acessórios ( ) Dinamismo, iniciativa ( ) Controle estatístico do processo ( ) Noções básicas de manutenção elétrica e mecânica preventiva/preditiva ( ) Visão Sistêmica ( ) Unidades de medidas ( ) Segurança e higiene industrial ( )Refrigeração e selagem ( )Noções de hidráulica ( ) Organização ( ) Noções de pneumática ( ) Qualidade da polpa ( ) Planejamento ( ) Tomada de Decisão ( ) Inglês técnico ( ) Noções básicas de mecânica ( ) Relacionamento Interpessoal ( ) Lubrificação industrial ( ) Noções de projetos de máquinas ( ) Comunicação ( ) Geração de vapor e utilidades ( ) Movimentação de cargas ( ) Fabricação de papel ( ) Propriedades dos papéis ( ) Negociação ( ) Motivação ( ) Noções dos sistemas de impressão e de conversão ( ) Fabricação de polpas celulósicas ( ) Recuperação de produtos químicos do processo kraft ( ) Criatividade ( ) Noções de tratamento de água ( ) Noções de tratamento de efluentes, resíduos sólidos e emissões gasosas ( ) Informática básica ( ) Capacidade de trabalhar sobre pressão
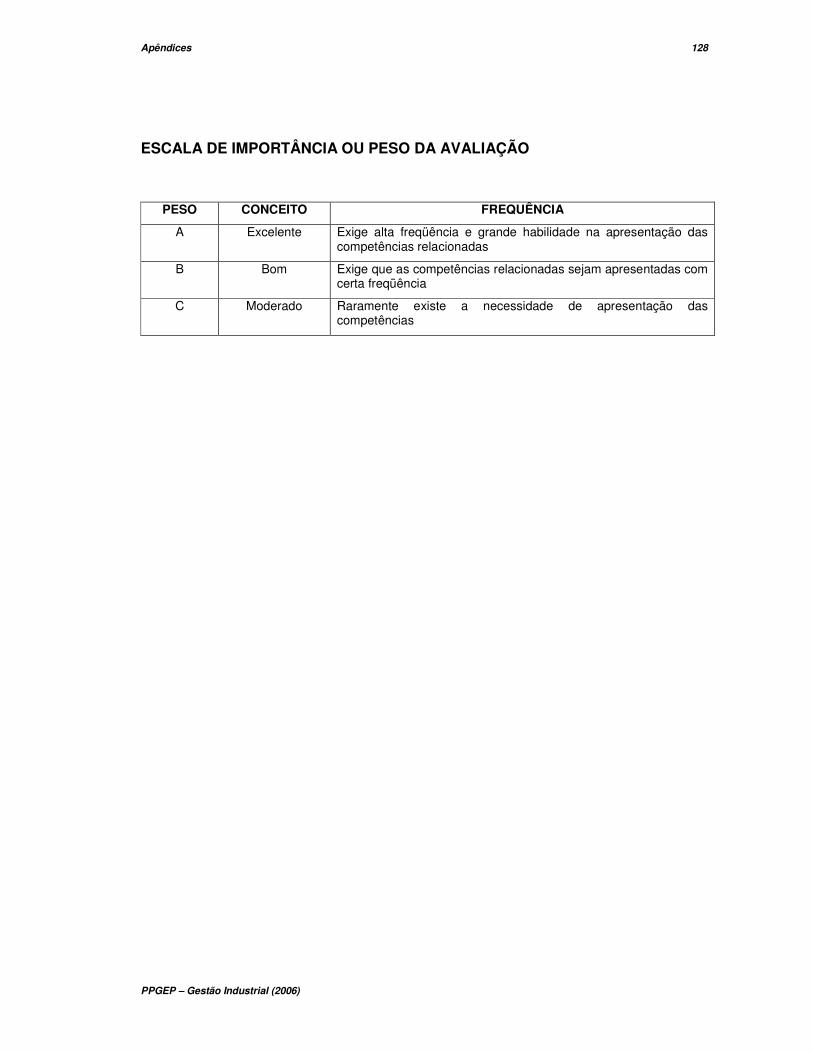
Apêndices 128
PPGEP – Gestão Industrial (2006)
ESCALA DE IMPORTÂNCIA OU PESO DA AVALIAÇÃO
PESO CONCEITO FREQUÊNCIA
A Excelente Exige alta freqüência e grande habilidade na apresentação das competências relacionadas
B Bom Exige que as competências relacionadas sejam apresentadas com certa freqüência
C Moderado Raramente existe a necessidade de apresentação das competências
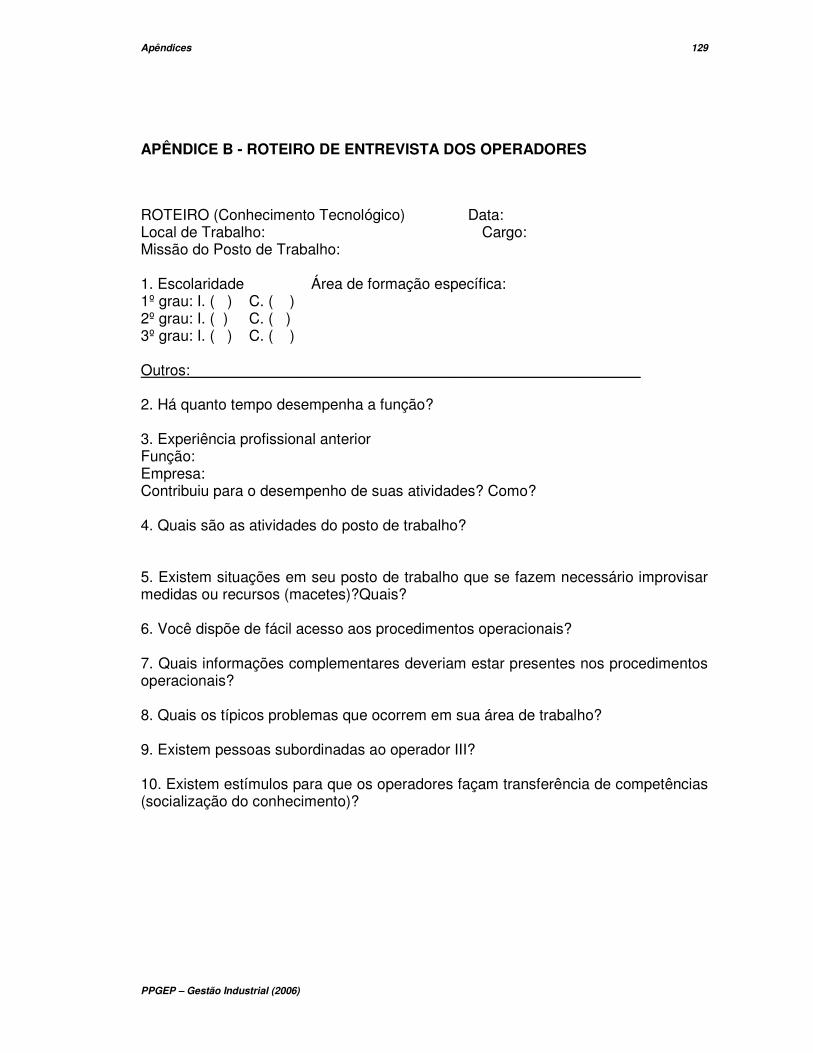
Apêndices 129
PPGEP – Gestão Industrial (2006)
APÊNDICE B - ROTEIRO DE ENTREVISTA DOS OPERADORES
ROTEIRO (Conhecimento Tecnológico) Data: Local de Trabalho: Cargo: Missão do Posto de Trabalho: 1. Escolaridade Área de formação específica: 1º grau: I. ( ) C. ( ) 2º grau: I. ( ) C. ( ) 3º grau: I. ( ) C. ( ) Outros:______________________________________________________ 2. Há quanto tempo desempenha a função? 3. Experiência profissional anterior Função: Empresa: Contribuiu para o desempenho de suas atividades? Como? 4. Quais são as atividades do posto de trabalho? 5. Existem situações em seu posto de trabalho que se fazem necessário improvisar medidas ou recursos (macetes)?Quais? 6. Você dispõe de fácil acesso aos procedimentos operacionais? 7. Quais informações complementares deveriam estar presentes nos procedimentos operacionais? 8. Quais os típicos problemas que ocorrem em sua área de trabalho? 9. Existem pessoas subordinadas ao operador III? 10. Existem estímulos para que os operadores façam transferência de competências (socialização do conhecimento)?

Apêndices 130
PPGEP – Gestão Industrial (2006)
APÊNDICE C - ROTEIRO DE ENTREVISTA COM OS COORDENADORES (RH,
LINHA DE FIBRAS, MÁQUINA DE PAPEL)
ROTEIRO (Conhecimento Tecnológico) Data: _________
Local de Trabalho: _____________________Cargo: ___________________
1. Qual o serviço específico que se espera de quem desempenha esta função?
2. Quais são as atividades desenvolvidas pelo operador III no posto de trabalho:
___________________________________________________________________
_____________________________________________________
3. Qual a posição do operador III na hierarquia de comando?
4. Existem pessoas subordinadas ao operador III?
5. Quais as relações desse profissional com os demais?
6. Quais os típicos problemas que estes operadores III se defrontam no exercício da
função?
___________________________________________________________________
_________________________________________________________________
7. Você estimula aos ocupantes do cargo que façam uso da "criatividade" na
resolução dos problemas?
8. Quais os estímulos que estes operadores sofrem na questão da transferência de
competências (socialização do conhecimento)?
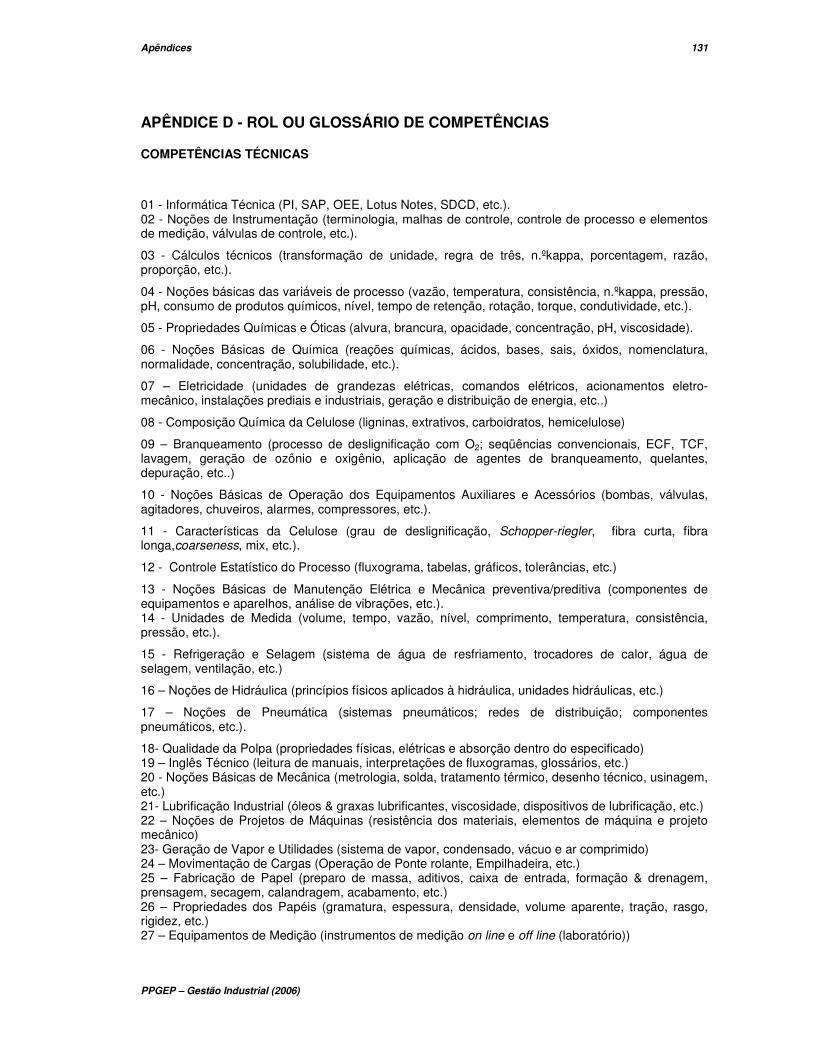
Apêndices 131
PPGEP – Gestão Industrial (2006)
APÊNDICE D - ROL OU GLOSSÁRIO DE COMPETÊNCIAS
COMPETÊNCIAS TÉCNICAS
01 - Informática Técnica (PI, SAP, OEE, Lotus Notes, SDCD, etc.). 02 - Noções de Instrumentação (terminologia, malhas de controle, controle de processo e elementos de medição, válvulas de controle, etc.).
03 - Cálculos técnicos (transformação de unidade, regra de três, n.ºkappa, porcentagem, razão, proporção, etc.).
04 - Noções básicas das variáveis de processo (vazão, temperatura, consistência, n.ºkappa, pressão, pH, consumo de produtos químicos, nível, tempo de retenção, rotação, torque, condutividade, etc.).
05 - Propriedades Químicas e Óticas (alvura, brancura, opacidade, concentração, pH, viscosidade).
06 - Noções Básicas de Química (reações químicas, ácidos, bases, sais, óxidos, nomenclatura, normalidade, concentração, solubilidade, etc.).
07 – Eletricidade (unidades de grandezas elétricas, comandos elétricos, acionamentos eletro-mecânico, instalações prediais e industriais, geração e distribuição de energia, etc..)
08 - Composição Química da Celulose (ligninas, extrativos, carboidratos, hemicelulose)
09 – Branqueamento (processo de deslignificação com O2; seqüências convencionais, ECF, TCF, lavagem, geração de ozônio e oxigênio, aplicação de agentes de branqueamento, quelantes, depuração, etc..)
10 - Noções Básicas de Operação dos Equipamentos Auxiliares e Acessórios (bombas, válvulas, agitadores, chuveiros, alarmes, compressores, etc.).
11 - Características da Celulose (grau de deslignificação, Schopper-riegler, fibra curta, fibra longa,coarseness, mix, etc.).
12 - Controle Estatístico do Processo (fluxograma, tabelas, gráficos, tolerâncias, etc.)
13 - Noções Básicas de Manutenção Elétrica e Mecânica preventiva/preditiva (componentes de equipamentos e aparelhos, análise de vibrações, etc.). 14 - Unidades de Medida (volume, tempo, vazão, nível, comprimento, temperatura, consistência, pressão, etc.).
15 - Refrigeração e Selagem (sistema de água de resfriamento, trocadores de calor, água de selagem, ventilação, etc.)
16 – Noções de Hidráulica (princípios físicos aplicados à hidráulica, unidades hidráulicas, etc.)
17 – Noções de Pneumática (sistemas pneumáticos; redes de distribuição; componentes pneumáticos, etc.).
18- Qualidade da Polpa (propriedades físicas, elétricas e absorção dentro do especificado) 19 – Inglês Técnico (leitura de manuais, interpretações de fluxogramas, glossários, etc.) 20 - Noções Básicas de Mecânica (metrologia, solda, tratamento térmico, desenho técnico, usinagem, etc.) 21- Lubrificação Industrial (óleos & graxas lubrificantes, viscosidade, dispositivos de lubrificação, etc.) 22 – Noções de Projetos de Máquinas (resistência dos materiais, elementos de máquina e projeto mecânico) 23- Geração de Vapor e Utilidades (sistema de vapor, condensado, vácuo e ar comprimido) 24 – Movimentação de Cargas (Operação de Ponte rolante, Empilhadeira, etc.) 25 – Fabricação de Papel (preparo de massa, aditivos, caixa de entrada, formação & drenagem, prensagem, secagem, calandragem, acabamento, etc.) 26 – Propriedades dos Papéis (gramatura, espessura, densidade, volume aparente, tração, rasgo, rigidez, etc.) 27 – Equipamentos de Medição (instrumentos de medição on line e off line (laboratório))

Apêndices 132
PPGEP – Gestão Industrial (2006)
28 – Noções dos sistemas de impressão e de conversão (impressão offset, flexografia, rotogravura, papelão ondulado, embalagens, etc.) 29 – Fabricação de Polpas Celulósicas (Matérias Primas Fibrosas, Preparo de Madeira, Polpação Mecânica, Polpação Kraft, Digestores, Lavadores, Depuradores, etc.) 30 – Recuperação de Produtos Químicos do processo Kraft (Evaporação, Caldeira de Recuperação, Caustificação, Calcinação, etc.) 31 – Noções de Tratamento de Água (fases do tratamento, dosagem de produtos químicos, lavagem dos filtros, colunas de troca iônica, etc..) 32 – Noções de Tratamento de Efluentes, Resíduos Sólidos e Emissões Gasosas (fases do tratamento, DBO, DQO, Sólidos Totais, Sólidos Suspensos & Decantáveis, TRS, particulados, NOx, SOx, etc....)
COMPETÊNCIAS ORGANIZACIONAIS
01 - Segurança (uso EPS's, manuseio adequado dos produtos químicos, higiene industrial, usos de cartão de segurança) 02 - Organização (capacidade de organizar as ações de acordo como planejado, para facilitar a execução) 03 - Cultura da Qualidade (postura orientada para a busca contínua da satisfação das necessidades e superação das expectativas dos clientes internos e externos) 04 – Informática (Windows, Word, Excel, Power-point)
COMPETÊNCIAS COMPORTAMENTAIS
01 - Capacidade de trabalhar sobre pressão (capacidade de responder às demandas adotando alternativas de forma perspicaz e implementando soluções efetivas de problemas identificados, considerando suas prováveis conseqüências. Manutenção do equilíbrio emocional nas situações de tensão) 02 – Comunicação (capacidade de expressar-se de forma clara, precisa e objetiva, bem como habilidade para ouvir, processar e compreender o contexto da mensagem, argumentar com coerência usando feedback de forma adequada, facilitando a interação entre as partes) 03 – Flexibilidade (habilidade para adaptar-se oportunamente às diferentes exigências do meio e ser capaz de rever postura diante de argumentações convincentes) 04 - Capacidade empreendedora (facilidade para identificar oportunidades de ação e capacidade de tomar decisões, propor e implementar soluções a problemas e necessidades que se apresentam, de forma assertiva, inovadora e adequada) 05 – Negociação (capacidade de se expressar e ouvir o outro buscando equilíbrio de soluções satisfatórias nas propostas apresentadas pelas partes, quando há conflitos de interesse, bem como o sistema de trocas que envolve o contexto e atuar com base no "ganha-ganha") 06 - Dinamismo, iniciativa (capacidade para atuar de forma pró-ativa e arrojada diante de situações diversas) 07 – Motivação - energia para o trabalho (capacidade de demonstrar interesse pelas atividades a serem executadas, tomando iniciativas e mantendo atitude de disponibilidade, e de apresentar postura de aceitação e tônus muscular, que indica energia para os trabalhos). 08 – Criatividade (capacidade para conceber soluções inovadoras viáveis e adequadas para as situações apresentadas). 09 - Relacionamento Interpessoal (habilidade para interagir com as pessoas de forma empática, inclusive diante de situações conflitantes, demonstrando atitudes assertivas, comportamento maduro e não combativo. Facilidade para obter adesão da equipe nas propostas de empreendimento).
Apêndices 133
PPGEP – Gestão Industrial (2006)
COMPETÊNCIAS GESTÃO
01 - Tomada de Decisão (capacidade para selecionar alternativas de forma sistematizada e perspicaz, obtendo e implementando soluções adequadas diante de problemas identificados, considerando limites e riscos). 02 - Visão Sistêmica (capacidade para perceber a integração e interdependência das partes que compõem o todo, visualizando tendências e possíveis ações capazes de influenciar o futuro) 03 – Planejamento (capacidade para planejar o trabalho, atingindo resultados por meio do estabelecimento de prioridades, metas tangíveis, mensuráveis e dentro de critérios de desempenho válidos) 04 – Liderança (capacidade para catalisar os esforços grupais, a fim de atingir ou superar os objetivos organizacionais, estabelecendo um clima motivador, formando parcerias e estimulando o desenvolvimento da equipe) 05 – Visão Estratégica (capacidade de prever, planejar e dirigir ações visando um objetivo maior)

Apêndices 134
PPGEP – Gestão Industrial (2006)
APÊNDICE E – MATRIZ DO MAPA DE COMPETÊNCIAS PARA O OPERADOR III DO DIGESTOR CONTÍNUO
SIGLA NOME TÍTULO DATA
Cozimento OPERADOR DE COZIMENTO Abril/2006
MISSÃO DO CARGO: Responder pelas operações da planta de cozimento, visando à produção de celulose não branqueada conforme especificações do cliente. DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS
DO CARGO FREQUÊN
CIA COMPETÊNCIAS
O que faz Como Faz P
roce
dim
ento
Para que
Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG COMPORT. GESTÃO
Operar a planta do digestor contínuo
Acionando comandos em teclados, observando monitores e telas de tendências, através de sistema digital de controle distribuído.
MA-PRO-DC2-0001 MA-PRO-DC2-0002 MA-PRO-DC2-0003 MA-PRO-DC2-0004 MA-PRO-DC2-0005 MA-PRO-DC2-0006 MA-PRO-DC2-0007 MA-PRO-DC2-0008 MA-PRO-DC2-0009
Para produzir kraft branqueada e semi branqueada
X
1-A
2-
A
5-A
7-
B
8-B
10-B
12-A
115-
C
3-A
4-
B
4-A
5-B
6-A
8-B
1-A
2-B
3-A
5-B
Preencher as permissões de trabalho e liberar equipamen-tos para a manutenção
Preenchendo as permissões de trabalho
MA-PRO-FAF-0014
Evitar acidentes de trabalho.
X
3-A
4-B
5-B
9-B
2-B
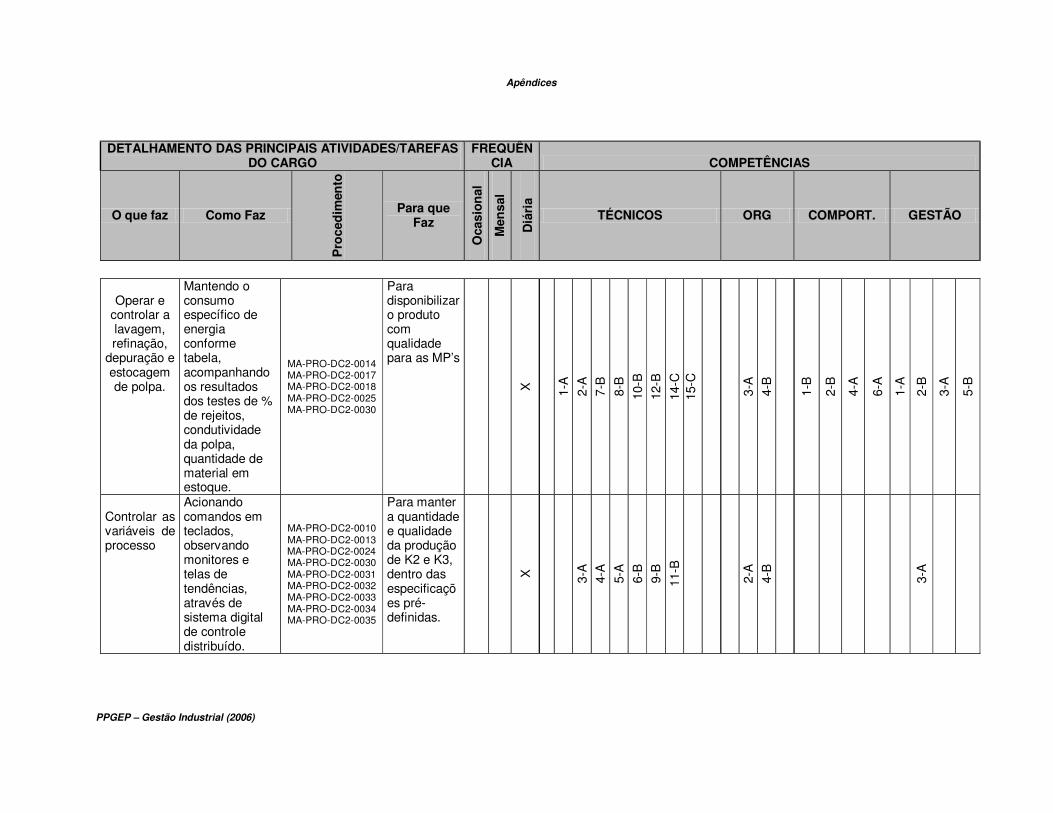
Apêndices
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO
FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Para que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG COMPORT. GESTÃO
Operar e
controlar a lavagem, refinação,
depuração e estocagem de polpa.
Mantendo o consumo específico de energia conforme tabela, acompanhando os resultados dos testes de % de rejeitos, condutividade da polpa, quantidade de material em estoque.
MA-PRO-DC2-0014 MA-PRO-DC2-0017 MA-PRO-DC2-0018 MA-PRO-DC2-0025 MA-PRO-DC2-0030
Para disponibilizar o produto com qualidade para as MP’s
X
1-A
2-A
7-
B
8-B
10-B
12-B
14-C
15
-C
3-A
4-B
1-B
2-B
4-A
6-A
1-A
2-B
3-A
5-B
Controlar as variáveis de processo
Acionando comandos em teclados, observando monitores e telas de tendências, através de sistema digital de controle distribuído.
MA-PRO-DC2-0010 MA-PRO-DC2-0013 MA-PRO-DC2-0024 MA-PRO-DC2-0030 MA-PRO-DC2-0031 MA-PRO-DC2-0032 MA-PRO-DC2-0033 MA-PRO-DC2-0034 MA-PRO-DC2-0035
Para manter a quantidade e qualidade da produção de K2 e K3, dentro das especificações pré-definidas.
X
3-A
4-
A
5-A
6-B
9-B
11-B
2-A
4-B
3-A
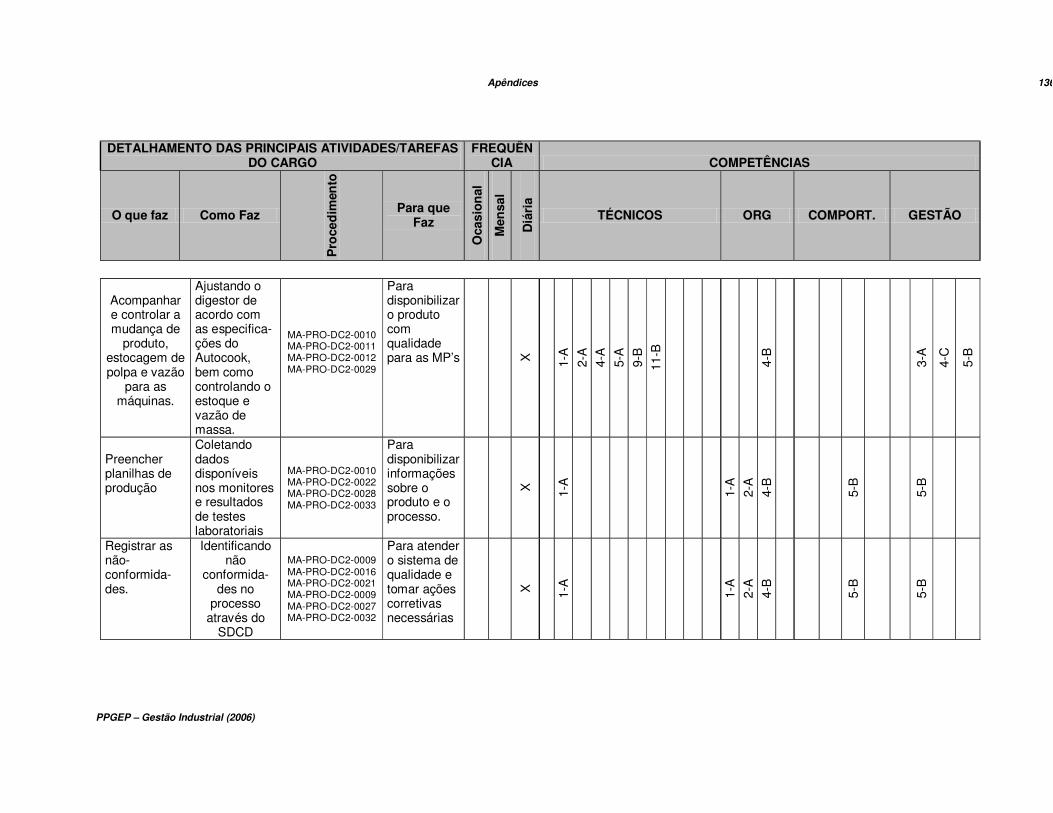
Apêndices 136
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO
FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Para que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG COMPORT. GESTÃO
Acompanhar e controlar a mudança de
produto, estocagem de polpa e vazão
para as máquinas.
Ajustando o digestor de acordo com as especifica-ções do Autocook, bem como controlando o estoque e vazão de massa.
MA-PRO-DC2-0010 MA-PRO-DC2-0011 MA-PRO-DC2-0012 MA-PRO-DC2-0029
Para disponibilizar o produto com qualidade para as MP’s X
1-
A
2-A
4-
A
5-A
9-B
11-B
4-B
3-A
4-C
5-B
Preencher planilhas de produção
Coletando dados disponíveis nos monitores e resultados de testes laboratoriais
MA-PRO-DC2-0010 MA-PRO-DC2-0022 MA-PRO-DC2-0028 MA-PRO-DC2-0033
Para disponibilizar informações sobre o produto e o processo.
X
1-A
1-A
2-A
4-B
5-B
5-B
Registrar as não-conformida-des.
Identificando não
conformida-des no
processo através do
SDCD
MA-PRO-DC2-0009 MA-PRO-DC2-0016 MA-PRO-DC2-0021 MA-PRO-DC2-0009 MA-PRO-DC2-0027 MA-PRO-DC2-0032
Para atender o sistema de qualidade e tomar ações corretivas necessárias
X
1-A
1-A
2-A
4-B
5-B
5-B
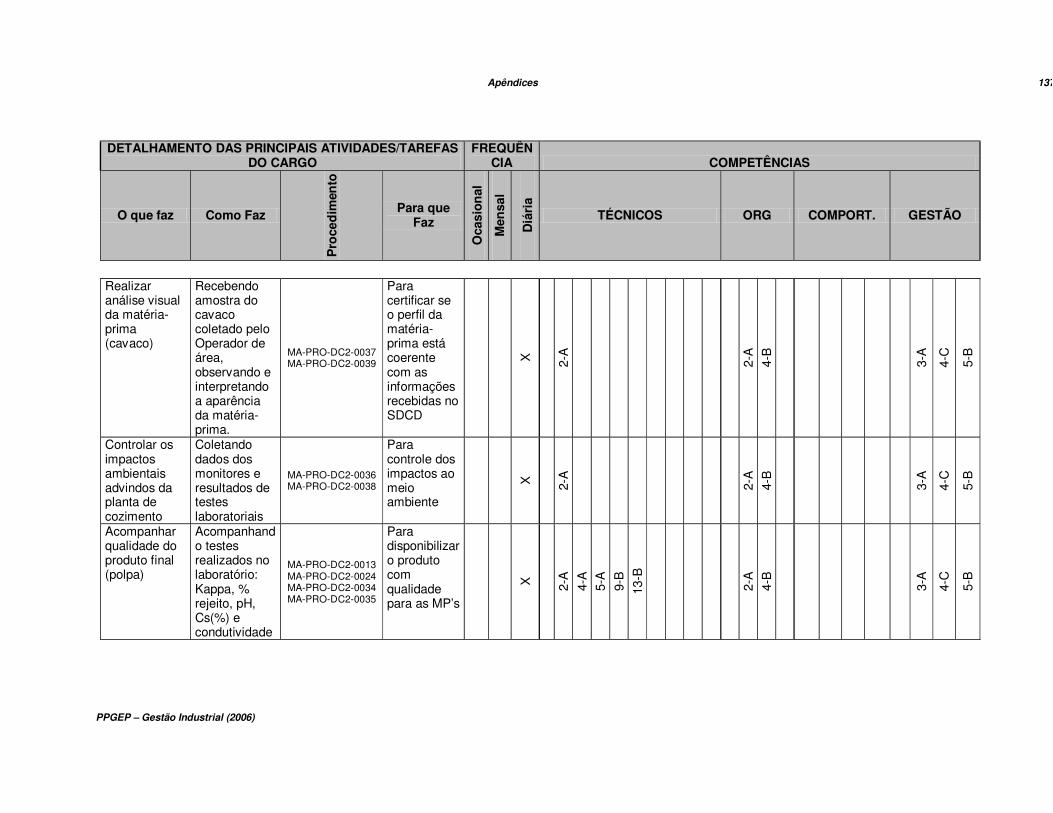
Apêndices 137
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO
FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Para que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG COMPORT. GESTÃO
Realizar análise visual da matéria-prima (cavaco)
Recebendo amostra do cavaco coletado pelo Operador de área, observando e interpretando a aparência da matéria-prima.
MA-PRO-DC2-0037 MA-PRO-DC2-0039
Para certificar se o perfil da matéria-prima está coerente com as informações recebidas no SDCD
X
2-A
2-A
4-B
3-A
4-C
5-B
Controlar os impactos ambientais advindos da planta de cozimento
Coletando dados dos monitores e resultados de testes laboratoriais
MA-PRO-DC2-0036 MA-PRO-DC2-0038
Para controle dos impactos ao meio ambiente
X
2-A
2-A
4-B
3-A
4-C
5-B
Acompanhar qualidade do produto final (polpa)
Acompanhando testes realizados no laboratório: Kappa, % rejeito, pH, Cs(%) e condutividade
MA-PRO-DC2-0013 MA-PRO-DC2-0024 MA-PRO-DC2-0034 MA-PRO-DC2-0035
Para disponibilizar o produto com qualidade para as MP’s
X
2-A
4-A
5-
A
9-B
13-B
2-A
4-B
3-A
4-C
5-B

Apêndices 138
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO
FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Para que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG COMPORT. GESTÃO
Realizar análise visual do produto final (polpa)
Recebendo amostra do produto coletado pelo Operador de área, observando e interpretando a aparência do produto.
MA-PRO-DC2-0037
Para certificar se o perfil do produto final está coerente com as informações recebidas no SDCD
X
2-A
2-A
4-B
3-A
4-C
5-B
Fazer check-list dos equipamentos
Verificando dos check-list dos equipamentos quanto aos ruídos, geração de calor, etc.
MA-PRO-FAF-0014
Para solucionar os problemas com os equipamentos
X
3-A
4-B
5-B
5-B
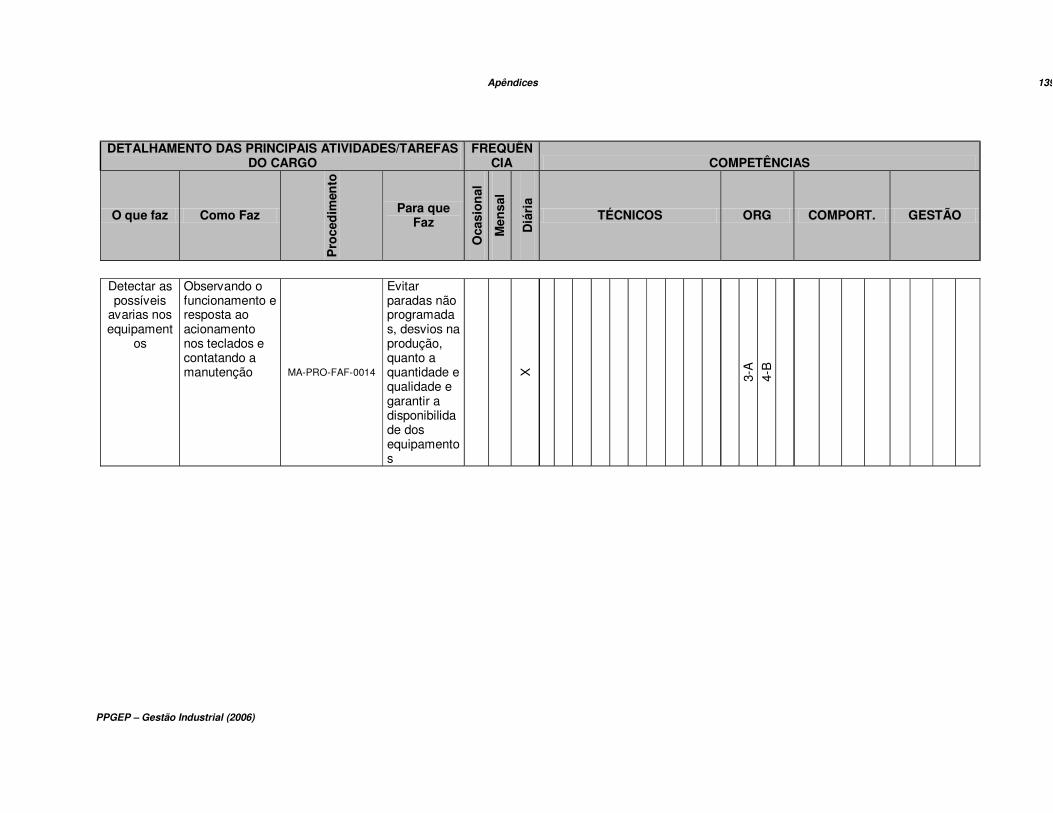
Apêndices 139
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO
FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Para que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG COMPORT. GESTÃO
Detectar as possíveis
avarias nos equipament
os
Observando o funcionamento e resposta ao acionamento nos teclados e contatando a manutenção MA-PRO-FAF-0014
Evitar paradas não programadas, desvios na produção, quanto a quantidade e qualidade e garantir a disponibilidade dos equipamentos
X
3-A
4-B

Apêndices 140
PPGEP – Gestão Industrial (2006)
APÊNDICE F – MATRIZ DO MAPA DE COMPETÊNCIAS PARA O OPERADOR III DA MÁQUINA DE PAPEL
SIGLA ÁREA CARGO DATA
MP MÁQUINA 07 OPERADOR III Maio/2006
MISSÃO DO CARGO: Responder pelas operações da máquina de papel, visando à produção de papel LPB, Klapak, Carrier Board, Folding Box Board, conforme especificações do cliente.
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Por que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG. COMPORT. GESTÃO
Operar e controlar a máquina de papel
Acionando comandos em teclados, observando monitores e telas de tendências, através de SDCD. Controlando as áreas de preparo de massa, formação, prensagem, secagem, revestimento, acabamento, etc.
MA-PRO-MP7-0004 MA-PRO-MP7-0006 MA-PRO-MP7-0008 MA-PRO-MP7-0012 MA-PRO-MP7-0015 MA-PRO-MP7-0040 MA-PRO-MP7-0041 MA-PRO-MP7-0044 MA-PRO-MP7-0050 MA-PRO-MP7-0056 MA-PRO-MP7-0061 MA-PRO-MP7-0065 MA-PRO-MP7-0068 MA-PRO-MP7-0071 MA-PRO-MP7-0075 MA-PRO-MP7-0086 MA-PRO-MP7-0095 MA-PRO-MP7-0107 MA-PRO-MP7-0108 MA-PRO-MP7-0109 MA-PRO-MP7-0110
Para produzir papel LPB, Klapak, Carrier Board, Folding Board
X
1-A
2-B
3-B
6-B
8-B
9-B
11-B
17
-B
18-A
19-A
1-A
3-A
4-A
5-A
6-A
9-B
1-A
3-B
4-A
5-A
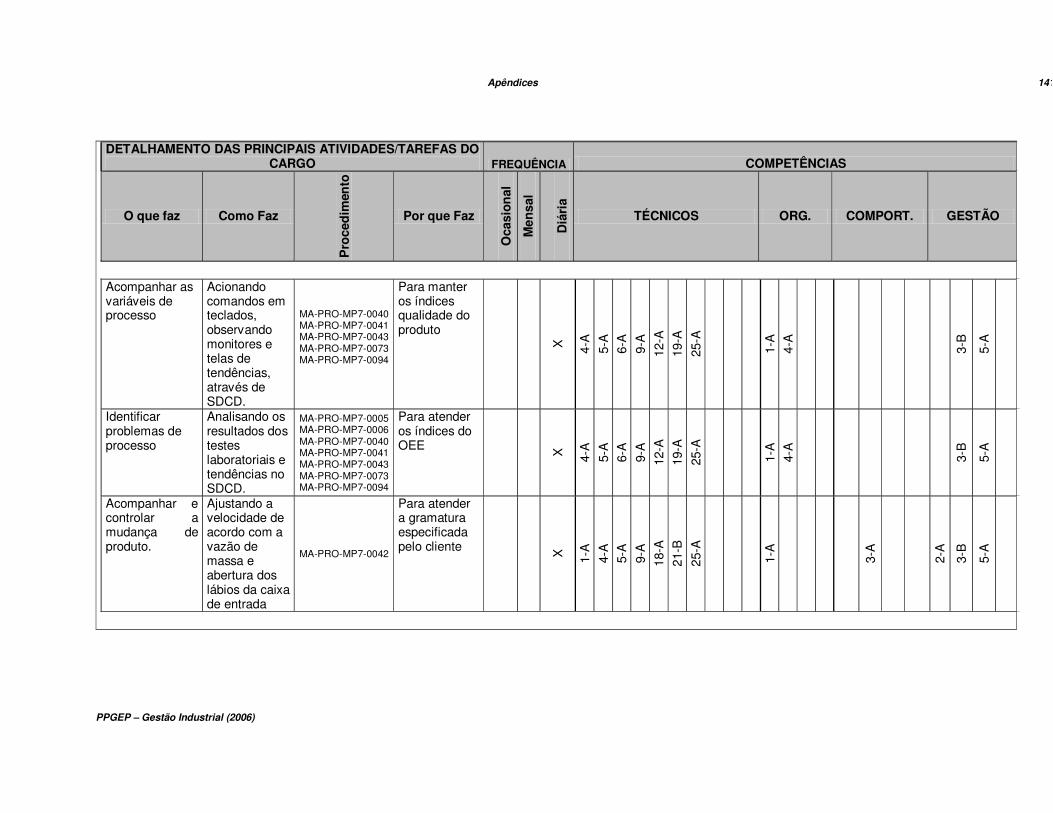
Apêndices 141
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Por que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG. COMPORT. GESTÃO
Acompanhar as variáveis de processo
Acionando comandos em teclados, observando monitores e telas de tendências, através de SDCD.
MA-PRO-MP7-0040 MA-PRO-MP7-0041 MA-PRO-MP7-0043 MA-PRO-MP7-0073 MA-PRO-MP7-0094
Para manter os índices qualidade do produto
X
4-A
5-A
6-
A
9-A
12-A
19-A
25-A
1-A
4-
A
3-B
5-A
Identificar problemas de processo
Analisando os resultados dos testes laboratoriais e tendências no SDCD.
MA-PRO-MP7-0005 MA-PRO-MP7-0006 MA-PRO-MP7-0040 MA-PRO-MP7-0041 MA-PRO-MP7-0043 MA-PRO-MP7-0073 MA-PRO-MP7-0094
Para atender os índices do OEE X
4-A
5-A
6-
A
9-A
12-A
19-A
25-A
1-A
4-
A
3-B
5-A
Acompanhar e controlar a mudança de produto.
Ajustando a velocidade de acordo com a vazão de massa e abertura dos lábios da caixa de entrada
MA-PRO-MP7-0042
Para atender a gramatura especificada pelo cliente X
1-A
4-A
5-
A
9-A
18-A
21-B
25-A
1-A
3-A
2-A
3-B
5-A
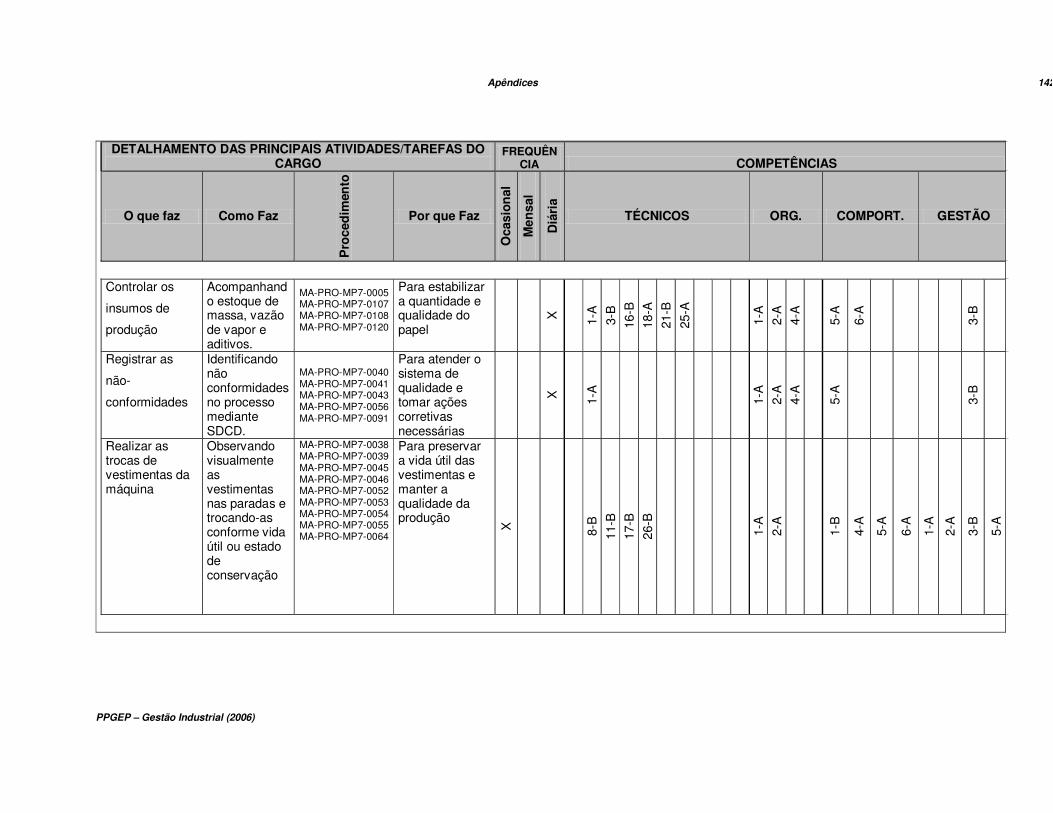
Apêndices 142
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO
FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Por que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG. COMPORT. GESTÃO
Controlar os
insumos de
produção
Acompanhando estoque de massa, vazão de vapor e aditivos.
MA-PRO-MP7-0005 MA-PRO-MP7-0107 MA-PRO-MP7-0108 MA-PRO-MP7-0120
Para estabilizar a quantidade e qualidade do papel
X
1-A
3-B
16-B
18-A
21-B
25-A
1-A
2-A
4-
A
5-A
6-A
3-B
Registrar as
não-
conformidades
Identificando não conformidades no processo mediante SDCD.
MA-PRO-MP7-0040 MA-PRO-MP7-0041 MA-PRO-MP7-0043 MA-PRO-MP7-0056 MA-PRO-MP7-0091
Para atender o sistema de qualidade e tomar ações corretivas necessárias
X
1-A
1-A
2-A
4-
A
5-A
3-B
Realizar as trocas de vestimentas da máquina
Observando visualmente as vestimentas nas paradas e trocando-as conforme vida útil ou estado de conservação
MA-PRO-MP7-0038 MA-PRO-MP7-0039 MA-PRO-MP7-0045 MA-PRO-MP7-0046 MA-PRO-MP7-0052 MA-PRO-MP7-0053 MA-PRO-MP7-0054 MA-PRO-MP7-0055 MA-PRO-MP7-0064
Para preservar a vida útil das vestimentas e manter a qualidade da produção
X
8-B
11-B
17-B
26-B
1-A
2-A
1-B
4-A
5-A
6-A
1-A
2-A
3-B
5-A
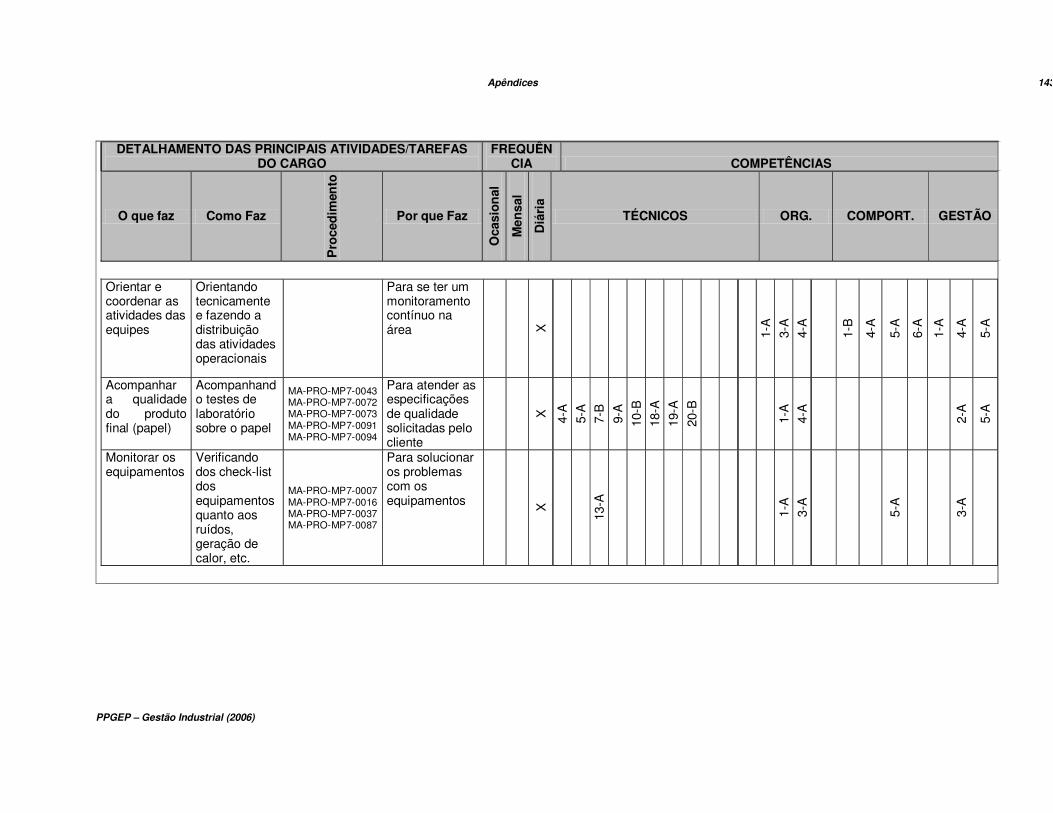
Apêndices 143
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO
FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Por que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG. COMPORT. GESTÃO
Orientar e coordenar as atividades das equipes
Orientando tecnicamente e fazendo a distribuição das atividades operacionais
Para se ter um monitoramento contínuo na área X
1-
A
3-A
4-
A
1-B
4-A
5-A
6-A
1-A
4-A
5-A
Acompanhar a qualidade do produto final (papel)
Acompanhando testes de laboratório sobre o papel
MA-PRO-MP7-0043 MA-PRO-MP7-0072 MA-PRO-MP7-0073
MA-PRO-MP7-0091 MA-PRO-MP7-0094
Para atender as especificações de qualidade solicitadas pelo cliente
X
4-A
5-A
7-B
9-A
10-B
18-A
19-A
20-B
1-A
4-
A
2-A
5-A
Monitorar os equipamentos
Verificando dos check-list dos equipamentos quanto aos ruídos, geração de calor, etc.
MA-PRO-MP7-0007 MA-PRO-MP7-0016 MA-PRO-MP7-0037 MA-PRO-MP7-0087
Para solucionar os problemas com os equipamentos X
13-A
1-A
3-
A
5-A
3-A
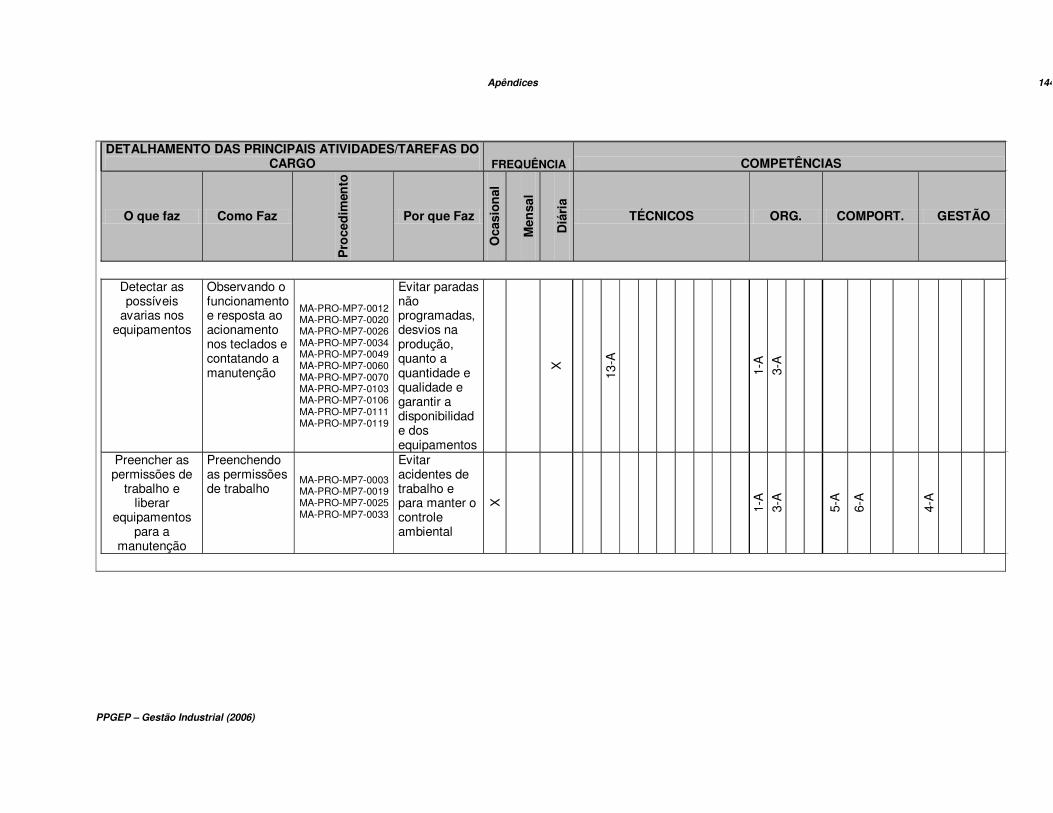
Apêndices 144
PPGEP – Gestão Industrial (2006)
DETALHAMENTO DAS PRINCIPAIS ATIVIDADES/TAREFAS DO CARGO FREQUÊNCIA COMPETÊNCIAS
O que faz Como Faz
Pro
ced
imen
to
Por que Faz
Oca
sio
nal
Men
sal
Diá
ria
TÉCNICOS ORG. COMPORT. GESTÃO
Detectar as possíveis
avarias nos equipamentos
Observando o funcionamento e resposta ao acionamento nos teclados e contatando a manutenção
MA-PRO-MP7-0012 MA-PRO-MP7-0020 MA-PRO-MP7-0026 MA-PRO-MP7-0034 MA-PRO-MP7-0049 MA-PRO-MP7-0060 MA-PRO-MP7-0070 MA-PRO-MP7-0103 MA-PRO-MP7-0106 MA-PRO-MP7-0111 MA-PRO-MP7-0119
Evitar paradas não programadas, desvios na produção, quanto a quantidade e qualidade e garantir a disponibilidade dos equipamentos
X
13-A
1-A
3-A
Preencher as permissões de
trabalho e liberar
equipamentos para a
manutenção
Preenchendo as permissões de trabalho
MA-PRO-MP7-0003 MA-PRO-MP7-0019 MA-PRO-MP7-0025 MA-PRO-MP7-0033
Evitar acidentes de trabalho e para manter o controle ambiental
X
1-A
3-A
5-A
6-A
4-A

Anexos Procedimentos Técnicos Operacionais 145
PPGEP – Gestão Industrial (2006)
ANEXOS
ANEXO A – PROCEDIMENTOS TÉCNICOS OPERACIONAIS DA ÁREA DO
DIGESTOR D-02
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-DC2-0001 Partida com sistema vazio Descrever as etapas a serem
seguidas para a partida com sistema vazio
MA-PRO-DC2-0002 Partida do sistema com vaso de impregnação vazio e digestor com nível até a zona de lavagem
Descrever as etapas a serem seguidas para a partida do sistema com vaso de impregnação vazio e digestor com nível até a zona de lavagem
MA-PRO-DC2-0003 Partida do sistema com vaso de impregnação cheio e digestor com nível até a zona de lavagem
Descrever as etapas a serem seguidas para a partida do sistema com vaso de impregnação cheio e digestor com nível até a zona de lavagem
MA-PRO-DC2-0004 Partida do sistema cheio Descrever as etapas a serem seguidas para a partida do sistema cheio
MA-PRO-DC2-0005 Parada do sistema cheio Descrever as etapas a serem seguidas para a parada do sistema cheio
MA-PRO-DC2-0006 Parada do sistema com vaso de impregnação vazio e digestor com nível até a zona de lavagem
Descrever as etapas a serem seguidas para a parada do sistema com vaso de impregnação vazio e digestor com nível até a zona de lavagem
MA-PRO-DC2-0007 Parada do sistema com vaso de impregnação cheio e digestor com nível até a zona de lavagem
Descrever as etapas a serem seguidas para a parada do sistema com vaso de impregnação cheio e digestor com nível até a zona de lavagem
MA-PRO-DC2-0008 Parada com esvaziamento do sistema
Descrever as etapas a serem seguidas para a parada com esvaziamento do sistema
MA-PRO-DC2-0009 Alarmes Objetivo deste procedimento é descrever os alarmes associados à operação, bem como as ações corretivas que devem ser tomadas
MA-PRO-DC2-0010 Acompanhamento da produção
Demonstrar onde estão os dados de preenchimento do boletim de produção acompanhamento dos parâmetros de operação do digestor M-034
MA-PRO-DC2-0011 Alteração de produção Descrever as etapas a serem seguidas para alteração de produção

Anexos Procedimentos Técnicos Operacionais 146
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-DC2-0012 Alteração de produto Descrever as etapas a serem
seguidas para alteração de produto no digestor M-034
MA-PRO-DC2-0013 Controle do número Kappa Descrever as etapas a serem seguidas para o controle do número kappa no digestor M-034
MA-PRO-DC2-0014 Partida dos refinadores em linha (in line refiners)
Descrever as etapas a serem seguidas para partida dos refinadores em linha (in line refiners)
MA-PRO-DC2-0015 Parada dos refinadores em linha (in line refiners)
Descrever as etapas a serem seguidas para parada dos refinadores em linha (in line refiners)
MA-PRO-DC2-0016 Alarme dos refinadores em linha (in line refiners)
Descrever os alarmes associados à operação, bem como as ações corretivas que devem ser tomadas
MA-PRO-DC2-0017 Partida com sistema cheio – difusor duplo
Objetivo deste procedimento é descrever as etapas para a partida do difusor duplo, com sistema cheio
MA-PRO-DC2-0018 Partida com sistema vazio – difusor duplo
Objetivo deste procedimento é descrever as etapas para a partida do difusor duplo com sistema vazio
MA-PRO-DC2-0019 Parada com esvaziamento do sistema – difusor duplo
Objetivo deste procedimento é descrever as etapas para a parada do difusor duplo, com esvaziamento do sistema
MA-PRO-DC2-0020 Parada sem esvaziamento do sistema – difusor duplo
Objetivo deste procedimento é descrever as etapas para a parada do difusor duplo sem esvaziamento do sistema
MA-PRO-DC2-0021 Alarmes – Difusor duplo Objetivo deste procedimento é descrever os alarmes associados à operação, bem como as ações corretivas que devem ser tomadas.
MA-PRO-DC2-0022 Acompanhamento de produção – Difusor duplo
Objetivo deste procedimento é descrever as etapas para o acompanhamento de produção do difusor duplo.
MA-PRO-DC2-0023 Alteração de produção – Difusor duplo
Objetivo deste procedimento é descrever as etapas para a alteração de produto do difusor duplo.
MA-PRO-DC2-0024 Controle da perda alcalina – difusor duplo
Descrever as etapas a serem seguidas para o controle de perda alcalina na lavagem.
MA-PRO-DC2-0025 Partida dos refinadores M-301, 302, 303 e 304.
Descrever as etapas a serem seguidas para partida dos refinadores M-301, 302, 303 e 304 (deshiving refiners).
MA-PRO-DC2-0026 Parada dos refinadores M-301, 302, 303 e 304.
Descrever as etapas a serem seguidas para parada dos refinadores M-301, 302, 303 e 304.
MA-PRO-DC2-0027 Alarmes dos refinadores M-301, 302, 303 e 304.
Objetivo deste procedimento é descrever os alarmes associados à operação, bem como as ações corretivas que devem ser tomadas.

Anexos Procedimentos Técnicos Operacionais 147
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-DC2-0028 Acompanhamento de
produção dos refinadores M-301, 302, 303 e 304.
Objetivo deste procedimento é descrever as etapas para o acompanhamento de produção e conteúdo de rejeitos para os refinadores M-301, 302, 303 e 304.
MA-PRO-DC2-0029 Alteração de produto – Refinadores M-301, 302, 303 e 304.
Objetivo deste procedimento é descrever as etapas para a alteração de produto nos refinadores M-301, 302, 303 e 304.
MA-PRO-DC2-0030 Partida – Preparação de polpa K2 e K3
Descrever as etapas a serem seguidas para partida na preparação da polpa K2 e K3.
MA-PRO-DC2-0031 Parada – Preparação de polpa K2 e K3
Objetivo deste procedimento é descrever as etapas para a parada na preparação da polpa K2 e K3.
MA-PRO-DC2-0032 Alarmes – Preparação da polpa K2 e K3
Objetivo deste procedimento é descrever os alarmes associados à operação, bem como as ações corretivas que devem ser tomadas.
MA-PRO-DC2-0033 Acompanhamento de produção – Preparação da polpa K2 e K3
Objetivo deste procedimento é descrever as etapas para o acompanhamento de produção na preparação da polpa K2 e K3.
MA-PRO-DC2-0034 Controle de pH – preparação da polpa K2 e K3
Descrever as etapas a serem seguidas para o controle de pH, na preparação da polpa K2 e K3.
MA-PRO-DC2-0035 Controle de consistência - preparação da polpa K2 e K3
Objetivo deste procedimento é descrever as etapas para o controle de consistência na preparação da polpa K2.
MA-PRO-DC2-0036 Controle de efluentes Objetivo deste procedimento é descrever as etapas para o controle de efluentes.
MA-PRO-DC2-0037 Coleta de amostras Descrever as etapas a serem seguidas para a coleta de amostras.
MA-PRO-DC2-0038 Controle de impactos ambientais
Objetivo deste procedimento é descrever as etapas para o controle de impactos ambientais significativos no DC-2.
MA-PRO-DC2-0039 Procedimento coleta de cavacos para classificação e determinação da densidade aparente
Padronizar maneira correta de coletar amostras de cavacos para classificação e determinação da densidade aparente.
MA-PRO-DC2-0040 Manobra para controle de consistência da torre 1
Prevenir o esvaziamento da torre 1, para que isso não ocasione variações de consistência da celulose K2 da Torre 5.
MA-PRO-DC2-0041 Controle de nível dos flashes Evitar arraste de licor para área e para o sistema de alimentação do Kamyr.
MA-PRO-FAF-0014 Instrução de segurança do trabalho – Operador – DC2
Descrever os cuidados relativos a segurança do trabalho que o operador deve levar em conta durante o exercício de suas atividades.
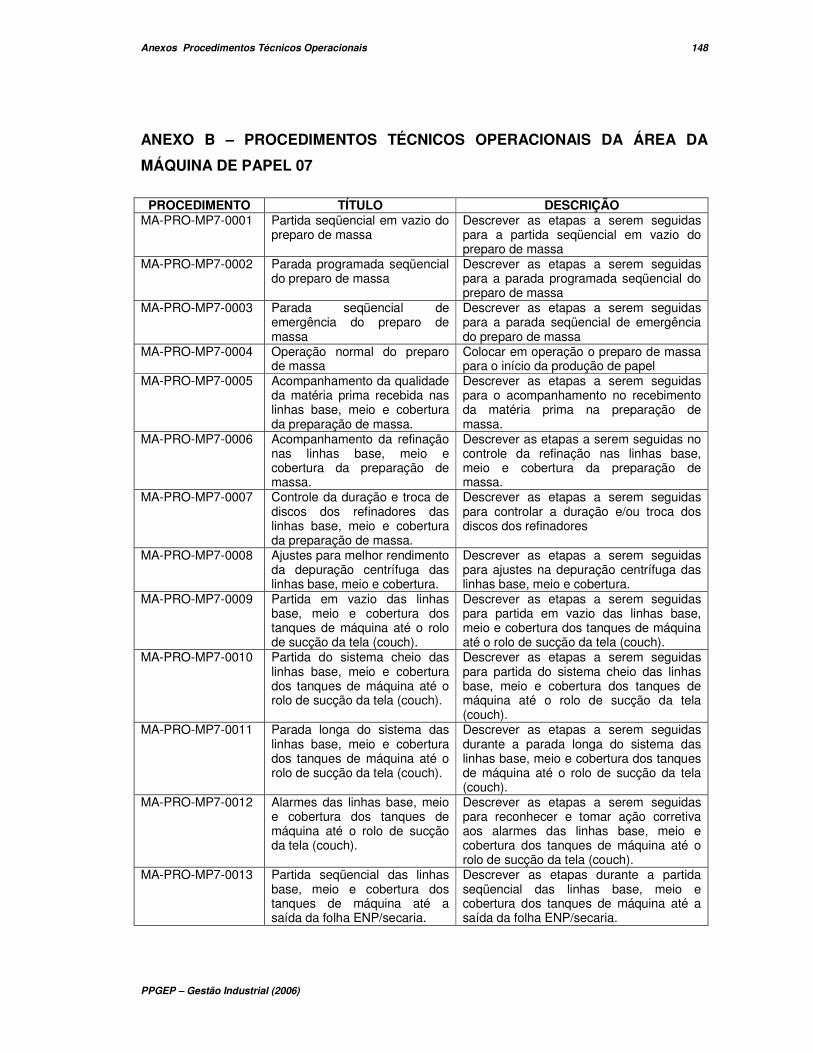
Anexos Procedimentos Técnicos Operacionais 148
PPGEP – Gestão Industrial (2006)
ANEXO B – PROCEDIMENTOS TÉCNICOS OPERACIONAIS DA ÁREA DA
MÁQUINA DE PAPEL 07
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-MP7-0001 Partida seqüencial em vazio do
preparo de massa Descrever as etapas a serem seguidas para a partida seqüencial em vazio do preparo de massa
MA-PRO-MP7-0002 Parada programada seqüencial do preparo de massa
Descrever as etapas a serem seguidas para a parada programada seqüencial do preparo de massa
MA-PRO-MP7-0003 Parada seqüencial de emergência do preparo de massa
Descrever as etapas a serem seguidas para a parada seqüencial de emergência do preparo de massa
MA-PRO-MP7-0004 Operação normal do preparo de massa
Colocar em operação o preparo de massa para o início da produção de papel
MA-PRO-MP7-0005 Acompanhamento da qualidade da matéria prima recebida nas linhas base, meio e cobertura da preparação de massa.
Descrever as etapas a serem seguidas para o acompanhamento no recebimento da matéria prima na preparação de massa.
MA-PRO-MP7-0006 Acompanhamento da refinação nas linhas base, meio e cobertura da preparação de massa.
Descrever as etapas a serem seguidas no controle da refinação nas linhas base, meio e cobertura da preparação de massa.
MA-PRO-MP7-0007 Controle da duração e troca de discos dos refinadores das linhas base, meio e cobertura da preparação de massa.
Descrever as etapas a serem seguidas para controlar a duração e/ou troca dos discos dos refinadores
MA-PRO-MP7-0008 Ajustes para melhor rendimento da depuração centrífuga das linhas base, meio e cobertura.
Descrever as etapas a serem seguidas para ajustes na depuração centrífuga das linhas base, meio e cobertura.
MA-PRO-MP7-0009 Partida em vazio das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
Descrever as etapas a serem seguidas para partida em vazio das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
MA-PRO-MP7-0010 Partida do sistema cheio das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
Descrever as etapas a serem seguidas para partida do sistema cheio das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
MA-PRO-MP7-0011 Parada longa do sistema das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
Descrever as etapas a serem seguidas durante a parada longa do sistema das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
MA-PRO-MP7-0012 Alarmes das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
Descrever as etapas a serem seguidas para reconhecer e tomar ação corretiva aos alarmes das linhas base, meio e cobertura dos tanques de máquina até o rolo de sucção da tela (couch).
MA-PRO-MP7-0013 Partida seqüencial das linhas base, meio e cobertura dos tanques de máquina até a saída da folha ENP/secaria.
Descrever as etapas durante a partida seqüencial das linhas base, meio e cobertura dos tanques de máquina até a saída da folha ENP/secaria.

Anexos Procedimentos Técnicos Operacionais 149
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-MP7-0014 Parada longa seqüencial das
linhas base, meio e cobertura dos tanques de máquina até a saída da folha da prensa ENP/secaria.
Descrever as etapas a serem seguidas durante a parada longa seqüencial das linhas base, meio e cobertura dos tanques de máquina até a saída da folha da prensa ENP/secaria.
MA-PRO-MP7-0015 Operação normal dos circuitos das telas e prensas
Acompanhamento em situação de máquina normal dos circuitos das telas e prensas.
MA-PRO-MP7-0016 Limpeza e inspeção do pré-depurador de refugo M-887
Este procedimento visa padronizar os métodos de inspeção e limpeza do pré-depurador de refugo M-887 em caso de entupimento.
MA-PRO-MP7-0017 Partida em vazio da linha base do preparo de massa
Descrever as etapas para a partida em vazio da linha base do preparo de massa
MA-PRO-MP7-0018 Parada programada na linha base de preparação de massa
Descrever as etapas a serem seguidas para parada programada da linha base.
MA-PRO-MP7-0019 Parada de emergência da linha base do preparo de massa, PKL/Tetra Pak
Parada da linha base sob condições emergenciais.
MA-PRO-MP7-0020 Alarmes na linha base do preparo de massa
Descrever as etapas a serem seguidas no reconhecimento e ações corretivas dos alarmes da linha base de preparação de massa
MA-PRO-MP7-0021 Partida em vazio do sistema de depuração centrífuga e pressurizada – linha base
Descrever as etapas para a partida em vazio do sistema de depuração centrífuga e pressurizada da linha base.
MA-PRO-MP7-0022 Parada programada do sistema de depuração centrífuga e pressurizada – linha base
Descrever as etapas a serem seguidas para parada programada do sistema de depuração centrífuga e pressurizada da linha base.
MA-PRO-MP7-0023 Partida em vazio da linha de meio do preparo de massa
Descrever as etapas para a partida em vazio da linha de meio do preparo de massa.
MA-PRO-MP7-0024 Parada programada da linha de meio do preparo de massa
Descrever as etapas a serem seguidas para parada programada da linha meio
MA-PRO-MP7-0025 Parada de emergência do preparo de massa - linha meio
Parada da linha meio sob condições emergenciais
MA-PRO-MP7-0026 Alarmes na linha meio do preparo de massa
Descrever as etapas a serem seguidas no reconhecimento e ações corretivas dos alarmes da linha meio de preparação de massa
MA-PRO-MP7-0027 Partida em vazio do sistema ply bond
Descrever as etapas para a partida em vazio do sistema ply bond
MA-PRO-MP7-0028 Parada programada do sistema ply bond
Descrever as etapas a serem seguidas para parada programada do sistema ply bond
MA-PRO-MP7-0029 Partida em vazio do sistema de depuração centrífuga e pressurizada da linha meio
Descrever as etapas para a partida em vazio do sistema de depuração centrífuga e pressurizada da linha meio
MA-PRO-MP7-0030 Parada programada do sistema de depuração centrífuga e pressurizada da linha meio
Descrever as etapas a serem seguidas para parada programada do sistema de depuração centrífuga e pressurizada da linha meio
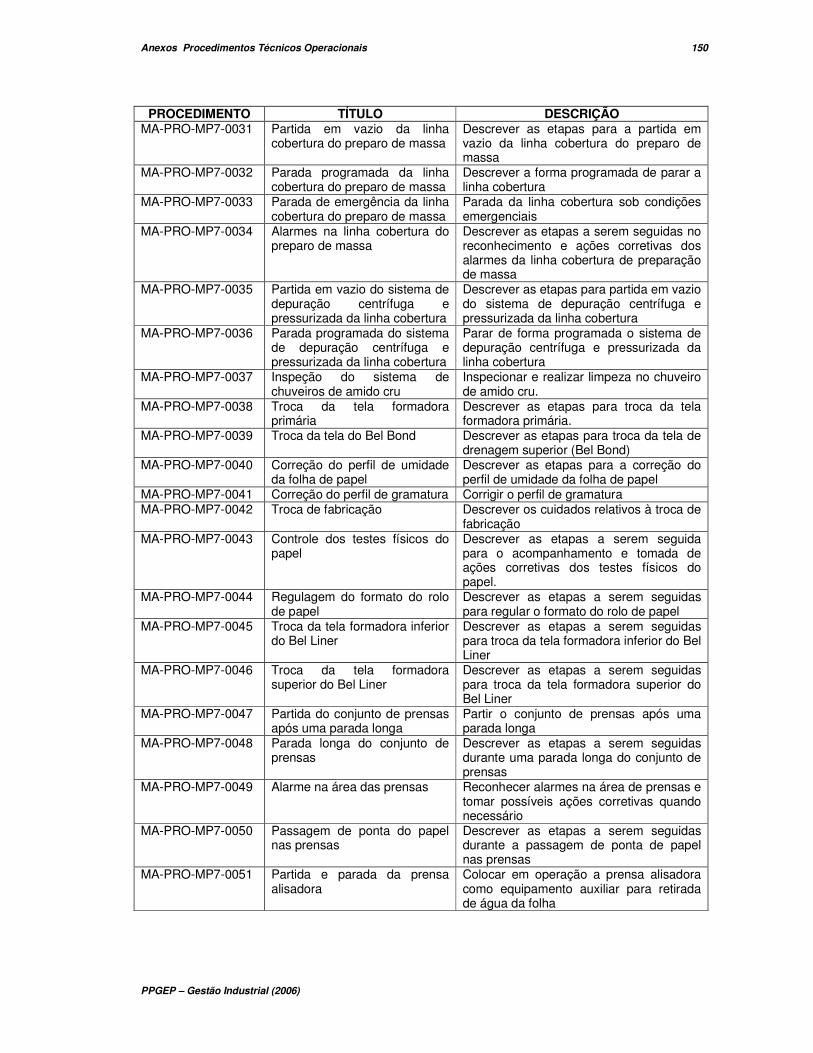
Anexos Procedimentos Técnicos Operacionais 150
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-MP7-0031 Partida em vazio da linha
cobertura do preparo de massa Descrever as etapas para a partida em vazio da linha cobertura do preparo de massa
MA-PRO-MP7-0032 Parada programada da linha cobertura do preparo de massa
Descrever a forma programada de parar a linha cobertura
MA-PRO-MP7-0033 Parada de emergência da linha cobertura do preparo de massa
Parada da linha cobertura sob condições emergenciais
MA-PRO-MP7-0034 Alarmes na linha cobertura do preparo de massa
Descrever as etapas a serem seguidas no reconhecimento e ações corretivas dos alarmes da linha cobertura de preparação de massa
MA-PRO-MP7-0035 Partida em vazio do sistema de depuração centrífuga e pressurizada da linha cobertura
Descrever as etapas para partida em vazio do sistema de depuração centrífuga e pressurizada da linha cobertura
MA-PRO-MP7-0036 Parada programada do sistema de depuração centrífuga e pressurizada da linha cobertura
Parar de forma programada o sistema de depuração centrífuga e pressurizada da linha cobertura
MA-PRO-MP7-0037 Inspeção do sistema de chuveiros de amido cru
Inspecionar e realizar limpeza no chuveiro de amido cru.
MA-PRO-MP7-0038 Troca da tela formadora primária
Descrever as etapas para troca da tela formadora primária.
MA-PRO-MP7-0039 Troca da tela do Bel Bond Descrever as etapas para troca da tela de drenagem superior (Bel Bond)
MA-PRO-MP7-0040 Correção do perfil de umidade da folha de papel
Descrever as etapas para a correção do perfil de umidade da folha de papel
MA-PRO-MP7-0041 Correção do perfil de gramatura Corrigir o perfil de gramatura MA-PRO-MP7-0042 Troca de fabricação Descrever os cuidados relativos à troca de
fabricação MA-PRO-MP7-0043 Controle dos testes físicos do
papel Descrever as etapas a serem seguida para o acompanhamento e tomada de ações corretivas dos testes físicos do papel.
MA-PRO-MP7-0044 Regulagem do formato do rolo de papel
Descrever as etapas a serem seguidas para regular o formato do rolo de papel
MA-PRO-MP7-0045 Troca da tela formadora inferior do Bel Liner
Descrever as etapas a serem seguidas para troca da tela formadora inferior do Bel Liner
MA-PRO-MP7-0046 Troca da tela formadora superior do Bel Liner
Descrever as etapas a serem seguidas para troca da tela formadora superior do Bel Liner
MA-PRO-MP7-0047 Partida do conjunto de prensas após uma parada longa
Partir o conjunto de prensas após uma parada longa
MA-PRO-MP7-0048 Parada longa do conjunto de prensas
Descrever as etapas a serem seguidas durante uma parada longa do conjunto de prensas
MA-PRO-MP7-0049 Alarme na área das prensas Reconhecer alarmes na área de prensas e tomar possíveis ações corretivas quando necessário
MA-PRO-MP7-0050 Passagem de ponta do papel nas prensas
Descrever as etapas a serem seguidas durante a passagem de ponta de papel nas prensas
MA-PRO-MP7-0051 Partida e parada da prensa alisadora
Colocar em operação a prensa alisadora como equipamento auxiliar para retirada de água da folha

Anexos Procedimentos Técnicos Operacionais 151
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-MP7-0052 Troca do feltro pegador (pick-
up) Descrever as etapas a serem seguidas para a troca do feltro pegador (pick-up)
MA-PRO-MP7-0053 Troca do feltro inferior (tandem) Descrever as etapas a serem seguidas para a troca do feltro inferior (tandem)
MA-PRO-MP7-0054 Troca do feltro superior da 2ª prensa
Descrever as etapas a serem seguidas para a troca do feltro superior da 2ª prensa
MA-PRO-MP7-0055 Troca da manta da 2ª prensa (ENP)
Descrever as etapas a serem seguidas para a troca da manta da 2ª prensa (ENP)
MA-PRO-MP7-0056 Correção do perfil de espessura e umidade nas prensas
Descrever as etapas a serem seguidas durante a correção do perfil de espessura e umidade nas prensas
MA-PRO-MP7-0057 Preparo e aplicação de soda para limpeza química nas vestimentas.
Preparar e aplicar soda nas vestimentas da máquina para limpeza química
MA-PRO-MP7-0058 Partida da secaria depois de parada curta e longa
Descrever as etapas a serem seguidas durante a partida da secaria após parada curta e longa
MA-PRO-MP7-0059 Parada curta e longa da secaria Descrever as etapas a serem seguidas durante a parada da secaria curta e longa
MA-PRO-MP7-0060 Alarmes na área da secaria Descrever as etapas a serem seguidas para reconhecimento e possíveis ações corretivas na área de secaria
MA-PRO-MP7-0061 Passagem de ponta das prensas para a secaria
Passar a pontadas prensas para a secaria
MA-PRO-MP7-0062 Troca de corda usada na secaria (com a corda antiga no lugar)
Descrever as etapas a serem seguidas durante a troca de corda usada na secaria com e sem a antiga no lugar
MA-PRO-MP7-0063 Troca da 1ª e 2ª cordas rompidas
Substituir primeira e segunda corda na secaria quando rompidas.
MA-PRO-MP7-0064 Troca da tela secadora usada Descrever as etapas a serem seguidas para a troca de tela secadora usada com e sem a tela antiga no lugar
MA-PRO-MP7-0065 Controle do perfil transversal de umidade (VIB)
Descrever as etapas a serem seguidas para controle do perfil transversal de umidade (VIB)
MA-PRO-MP7-0066 Partida seqüencial da secaria após parada curta e longa
Descrever as etapas a seguir para durante a partida seqüencial da secaria após parada curta e longa
MA-PRO-MP7-0067 Parada curta e longa seqüencial da secaria.
Descrever as etapas a serem seguidas durante a parada curta e longa seqüencial da secaria
MA-PRO-MP7-0068 Operação normal da secaria Descrever as etapas a serem seguidas durante a operação normal da secaria
MA-PRO-MP7-0069 Partida e parada da calandragem do papel
Descrever as etapas a serem seguida para partida e parada da calandragem do papel
MA-PRO-MP7-0070 Alarmes da calandragem Descrever as etapas a seguir para reconhecer e tomar ação corretiva com relação a alarmes durante a calandragem do papel
MA-PRO-MP7-0071 Passagem de ponta do papel da secaria para a enroladeira POPE
Descrever as etapas a serem seguidas durante a passagem de ponta do papel da secaria para a enroladeira POPE
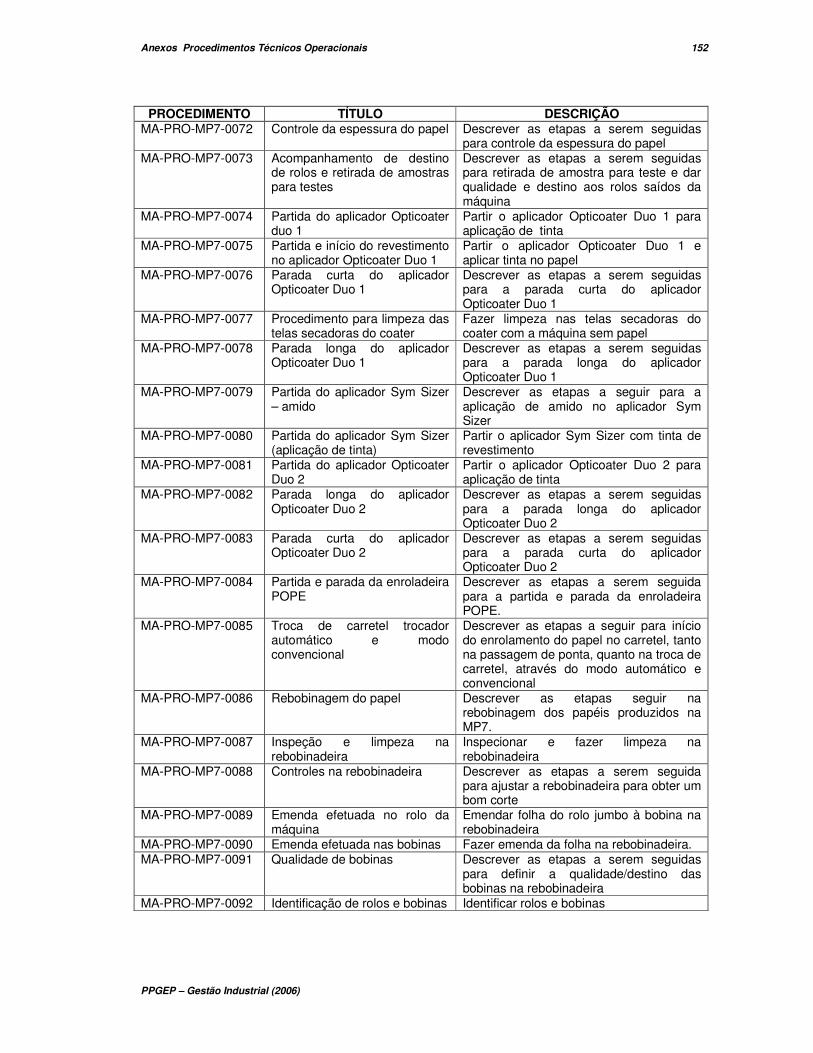
Anexos Procedimentos Técnicos Operacionais 152
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-MP7-0072 Controle da espessura do papel Descrever as etapas a serem seguidas
para controle da espessura do papel MA-PRO-MP7-0073 Acompanhamento de destino
de rolos e retirada de amostras para testes
Descrever as etapas a serem seguidas para retirada de amostra para teste e dar qualidade e destino aos rolos saídos da máquina
MA-PRO-MP7-0074 Partida do aplicador Opticoater duo 1
Partir o aplicador Opticoater Duo 1 para aplicação de tinta
MA-PRO-MP7-0075 Partida e início do revestimento no aplicador Opticoater Duo 1
Partir o aplicador Opticoater Duo 1 e aplicar tinta no papel
MA-PRO-MP7-0076 Parada curta do aplicador Opticoater Duo 1
Descrever as etapas a serem seguidas para a parada curta do aplicador Opticoater Duo 1
MA-PRO-MP7-0077 Procedimento para limpeza das telas secadoras do coater
Fazer limpeza nas telas secadoras do coater com a máquina sem papel
MA-PRO-MP7-0078 Parada longa do aplicador Opticoater Duo 1
Descrever as etapas a serem seguidas para a parada longa do aplicador Opticoater Duo 1
MA-PRO-MP7-0079 Partida do aplicador Sym Sizer – amido
Descrever as etapas a seguir para a aplicação de amido no aplicador Sym Sizer
MA-PRO-MP7-0080 Partida do aplicador Sym Sizer (aplicação de tinta)
Partir o aplicador Sym Sizer com tinta de revestimento
MA-PRO-MP7-0081 Partida do aplicador Opticoater Duo 2
Partir o aplicador Opticoater Duo 2 para aplicação de tinta
MA-PRO-MP7-0082 Parada longa do aplicador Opticoater Duo 2
Descrever as etapas a serem seguidas para a parada longa do aplicador Opticoater Duo 2
MA-PRO-MP7-0083 Parada curta do aplicador Opticoater Duo 2
Descrever as etapas a serem seguidas para a parada curta do aplicador Opticoater Duo 2
MA-PRO-MP7-0084 Partida e parada da enroladeira POPE
Descrever as etapas a serem seguida para a partida e parada da enroladeira POPE.
MA-PRO-MP7-0085 Troca de carretel trocador automático e modo convencional
Descrever as etapas a seguir para início do enrolamento do papel no carretel, tanto na passagem de ponta, quanto na troca de carretel, através do modo automático e convencional
MA-PRO-MP7-0086 Rebobinagem do papel Descrever as etapas seguir na rebobinagem dos papéis produzidos na MP7.
MA-PRO-MP7-0087 Inspeção e limpeza na rebobinadeira
Inspecionar e fazer limpeza na rebobinadeira
MA-PRO-MP7-0088 Controles na rebobinadeira Descrever as etapas a serem seguida para ajustar a rebobinadeira para obter um bom corte
MA-PRO-MP7-0089 Emenda efetuada no rolo da máquina
Emendar folha do rolo jumbo à bobina na rebobinadeira
MA-PRO-MP7-0090 Emenda efetuada nas bobinas Fazer emenda da folha na rebobinadeira. MA-PRO-MP7-0091 Qualidade de bobinas Descrever as etapas a serem seguidas
para definir a qualidade/destino das bobinas na rebobinadeira
MA-PRO-MP7-0092 Identificação de rolos e bobinas Identificar rolos e bobinas
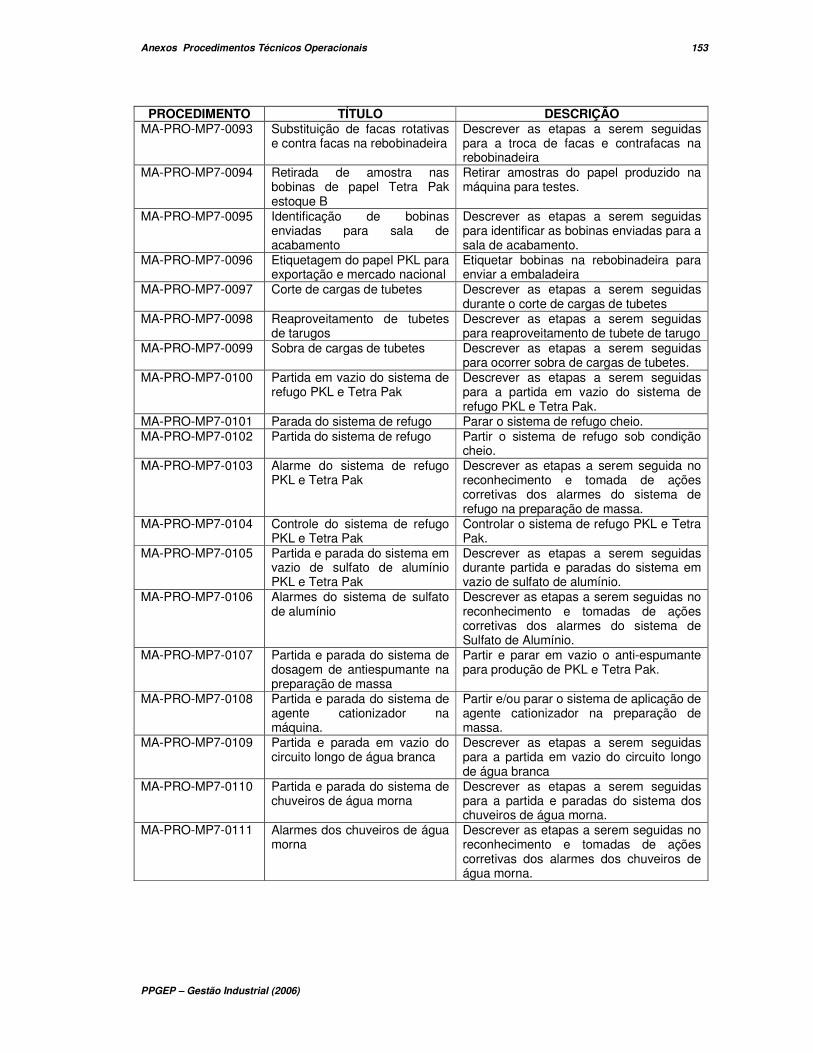
Anexos Procedimentos Técnicos Operacionais 153
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-MP7-0093 Substituição de facas rotativas
e contra facas na rebobinadeira Descrever as etapas a serem seguidas para a troca de facas e contrafacas na rebobinadeira
MA-PRO-MP7-0094 Retirada de amostra nas bobinas de papel Tetra Pak estoque B
Retirar amostras do papel produzido na máquina para testes.
MA-PRO-MP7-0095 Identificação de bobinas enviadas para sala de acabamento
Descrever as etapas a serem seguidas para identificar as bobinas enviadas para a sala de acabamento.
MA-PRO-MP7-0096 Etiquetagem do papel PKL para exportação e mercado nacional
Etiquetar bobinas na rebobinadeira para enviar a embaladeira
MA-PRO-MP7-0097 Corte de cargas de tubetes Descrever as etapas a serem seguidas durante o corte de cargas de tubetes
MA-PRO-MP7-0098 Reaproveitamento de tubetes de tarugos
Descrever as etapas a serem seguidas para reaproveitamento de tubete de tarugo
MA-PRO-MP7-0099 Sobra de cargas de tubetes Descrever as etapas a serem seguidas para ocorrer sobra de cargas de tubetes.
MA-PRO-MP7-0100 Partida em vazio do sistema de refugo PKL e Tetra Pak
Descrever as etapas a serem seguidas para a partida em vazio do sistema de refugo PKL e Tetra Pak.
MA-PRO-MP7-0101 Parada do sistema de refugo Parar o sistema de refugo cheio. MA-PRO-MP7-0102 Partida do sistema de refugo Partir o sistema de refugo sob condição
cheio. MA-PRO-MP7-0103 Alarme do sistema de refugo
PKL e Tetra Pak Descrever as etapas a serem seguida no reconhecimento e tomada de ações corretivas dos alarmes do sistema de refugo na preparação de massa.
MA-PRO-MP7-0104 Controle do sistema de refugo PKL e Tetra Pak
Controlar o sistema de refugo PKL e Tetra Pak.
MA-PRO-MP7-0105 Partida e parada do sistema em vazio de sulfato de alumínio PKL e Tetra Pak
Descrever as etapas a serem seguidas durante partida e paradas do sistema em vazio de sulfato de alumínio.
MA-PRO-MP7-0106 Alarmes do sistema de sulfato de alumínio
Descrever as etapas a serem seguidas no reconhecimento e tomadas de ações corretivas dos alarmes do sistema de Sulfato de Alumínio.
MA-PRO-MP7-0107 Partida e parada do sistema de dosagem de antiespumante na preparação de massa
Partir e parar em vazio o anti-espumante para produção de PKL e Tetra Pak.
MA-PRO-MP7-0108 Partida e parada do sistema de agente cationizador na máquina.
Partir e/ou parar o sistema de aplicação de agente cationizador na preparação de massa.
MA-PRO-MP7-0109 Partida e parada em vazio do circuito longo de água branca
Descrever as etapas a serem seguidas para a partida em vazio do circuito longo de água branca
MA-PRO-MP7-0110 Partida e parada do sistema de chuveiros de água morna
Descrever as etapas a serem seguidas para a partida e paradas do sistema dos chuveiros de água morna.
MA-PRO-MP7-0111 Alarmes dos chuveiros de água morna
Descrever as etapas a serem seguidas no reconhecimento e tomadas de ações corretivas dos alarmes dos chuveiros de água morna.
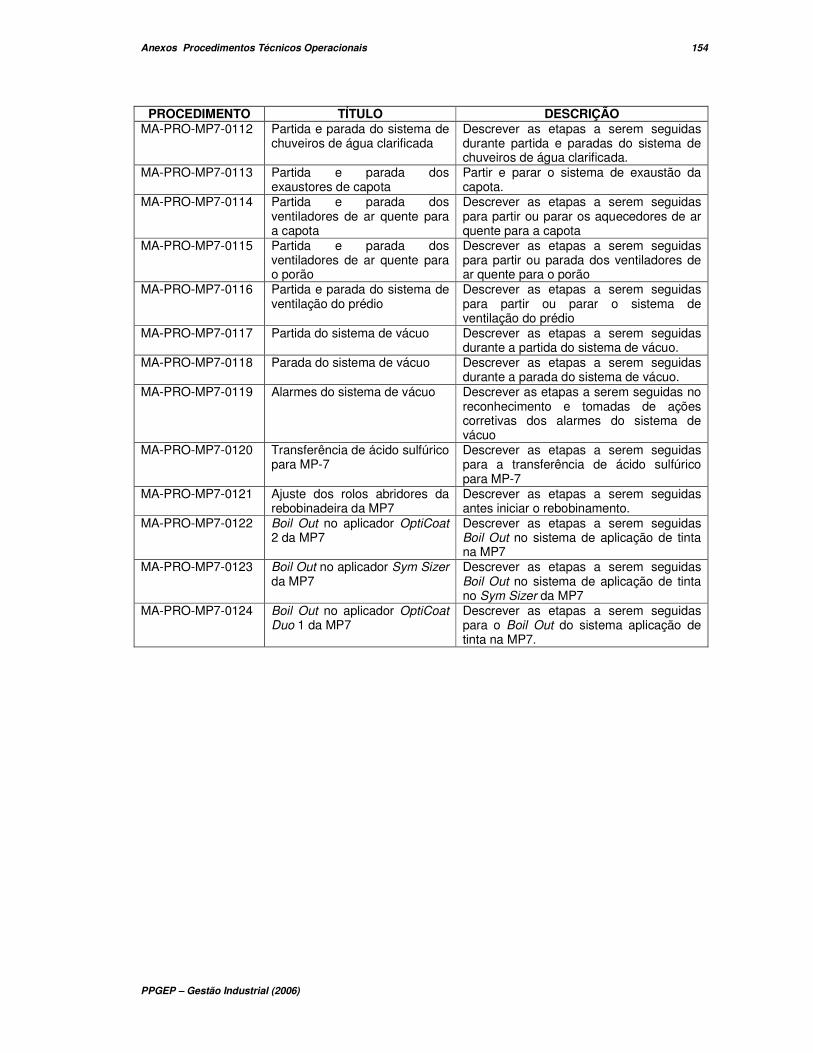
Anexos Procedimentos Técnicos Operacionais 154
PPGEP – Gestão Industrial (2006)
PROCEDIMENTO TÍTULO DESCRIÇÃO MA-PRO-MP7-0112 Partida e parada do sistema de
chuveiros de água clarificada Descrever as etapas a serem seguidas durante partida e paradas do sistema de chuveiros de água clarificada.
MA-PRO-MP7-0113 Partida e parada dos exaustores de capota
Partir e parar o sistema de exaustão da capota.
MA-PRO-MP7-0114 Partida e parada dos ventiladores de ar quente para a capota
Descrever as etapas a serem seguidas para partir ou parar os aquecedores de ar quente para a capota
MA-PRO-MP7-0115 Partida e parada dos ventiladores de ar quente para o porão
Descrever as etapas a serem seguidas para partir ou parada dos ventiladores de ar quente para o porão
MA-PRO-MP7-0116 Partida e parada do sistema de ventilação do prédio
Descrever as etapas a serem seguidas para partir ou parar o sistema de ventilação do prédio
MA-PRO-MP7-0117 Partida do sistema de vácuo Descrever as etapas a serem seguidas durante a partida do sistema de vácuo.
MA-PRO-MP7-0118 Parada do sistema de vácuo Descrever as etapas a serem seguidas durante a parada do sistema de vácuo.
MA-PRO-MP7-0119 Alarmes do sistema de vácuo Descrever as etapas a serem seguidas no reconhecimento e tomadas de ações corretivas dos alarmes do sistema de vácuo
MA-PRO-MP7-0120 Transferência de ácido sulfúrico para MP-7
Descrever as etapas a serem seguidas para a transferência de ácido sulfúrico para MP-7
MA-PRO-MP7-0121 Ajuste dos rolos abridores da rebobinadeira da MP7
Descrever as etapas a serem seguidas antes iniciar o rebobinamento.
MA-PRO-MP7-0122 Boil Out no aplicador OptiCoat 2 da MP7
Descrever as etapas a serem seguidas Boil Out no sistema de aplicação de tinta na MP7
MA-PRO-MP7-0123 Boil Out no aplicador Sym Sizer da MP7
Descrever as etapas a serem seguidas Boil Out no sistema de aplicação de tinta no Sym Sizer da MP7
MA-PRO-MP7-0124 Boil Out no aplicador OptiCoat Duo 1 da MP7
Descrever as etapas a serem seguidas para o Boil Out do sistema aplicação de tinta na MP7.
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo


















