APLICAÇÃO DA ERGONOMIA PARTICIPATIVA PARA O PROJETO … · 2018-09-25 · APLICAÇÃO DA...
104
Ana Clara Ferreira Ribeiro APLICAÇÃO DA ERGONOMIA PARTICIPATIVA PARA O PROJETO DO ESPAÇO DE TRABALHO DE UMA EMPRESA DE CONFECÇÃO DE ROUPAS DE SANTA CATARINA Trabalho de Conclusão de Curso apresentado ao Departamento de Engenharia de Produção e Sistemas da Universidade Federal de Santa Catarina, como requisito parcial para a obtenção do título em Engenharia Civil, habilitação Produção. Orientadora: Profa. Dra. Lizandra Garcia Lupi Vergara. Florianópolis 2017
Transcript of APLICAÇÃO DA ERGONOMIA PARTICIPATIVA PARA O PROJETO … · 2018-09-25 · APLICAÇÃO DA...

Ana Clara Ferreira Ribeiro
APLICAÇÃO DA ERGONOMIA PARTICIPATIVA PARA O
PROJETO DO ESPAÇO DE TRABALHO DE UMA EMPRESA
DE CONFECÇÃO DE ROUPAS DE SANTA CATARINA
Trabalho de Conclusão de Curso
apresentado ao Departamento de
Engenharia de Produção e Sistemas da
Universidade Federal de Santa
Catarina, como requisito parcial para a
obtenção do título em Engenharia
Civil, habilitação Produção.
Orientadora: Profa. Dra. Lizandra
Garcia Lupi Vergara.
Florianópolis
2017

Ficha de identificação da obra elaborada pelo autor
através do Programa de Geração Automática da Biblioteca Universitária
da UFSC.
Ribeiro, Ana Clara Ferreira
APLICAÇÃO DA ERGONOMIA PARTICIPATIVA EM UMA
EMPRESA DE CONFECÇÃO DE ROUPAS LOCALIZADA EM SANTA
CATARINA / Ana Clara Ferreira Ribeiro; orientador,
Lizandra Garcia Lupi Vergara, 2017.
100 p.
Trabalho de Conclusão de Curso (graduação) -
Universidade Federal de Santa Catarina, Centro
Tecnológico, Graduação em Engenharia de Produção
Civil, Florianópolis, 2017.
Inclui referências.
1. Engenharia de Produção Civil. 2. Ergonomia
Participativa. 3. Arranjo físico. 4. Confecção de Roupas.
I. Vergara, Lizandra Garcia II. Universidade Federal de
Santa Catarina. Graduação em Engenharia
de Produção Civil. III. Título.
Ana Clara Ferreira Ribeiro
APLICAÇÃO DA ERGONOMIA PARTICIPATIVA PARA O
PROJETO DO ESPAÇO DE TRABALHO DE UMA EMPRESA
DE CONFECÇÃO DE ROUPAS DE SANTA CATARINA
Este Trabalho de Conclusão de Curso foi julgado adequado para
obtenção do Título de Engenheiro Civil, habilitado em Produção e
aprovado em sua forma final pelo departamento de Engenharia de
Produção da Universidade Federal de Santa Catarina.
Local, 08 de novembro de 2017.
________________________
Prof. Marina Bouzon, Dr.
Coordenadora do Curso
Banca Examinadora:
________________________
Prof.ª Lizandra Garcia Lupi Vergara, Dr.ª
Orientadora
Universidade Federal de Santa Catarina
________________________
Prof.ª Mônica Maria Mendes Luna, Dr.ª
Universidade Federal de Santa Catarina
________________________
Prof. Diego de Castro Fettermann, Dr.
Universidade Federal de Santa Catarina




RESUMO
Por meio da aplicação da ergonomia participativa, o objetivo
deste trabalho foi projetar o espaço de trabalho de uma empresa de
confecções de roupas de Santa Catarina, buscando maior eficiência e
segurança das condições de trabalho. A intenção foi avaliar o arranjo
físico atual e projetar um novo espaço de trabalho para a empresa,
envolvendo os trabalhadores no processo de intervenção, para propor um
novo arranjo físico que atendesse as demandas ergonômicas identificadas.
A pesquisa foi realizada através de um estudo de caso, de caráter
exploratório, com aplicação da metodologia do Projeto do Espaço de
Trabalho, o qual relaciona-se com as quatro dimensões do modelo SOFT
(Spatial, Organizational, Financial, Technological). Esta metodologia
visa criar um processo colaborativo envolvendo trabalhadores que
possuem diferentes perspectivas e competências, sendo dividida em
quatro etapas, que tiveram o propósito de levantar os riscos ocupacionais
existentes no ambiente de trabalho. Como resultado, pode-se constatar a
partir do arranjo físico proposto, a diminuição do tempo gasto com
movimentação e transporte de materiais na produção da empresa,
resultando no aumento da produtividade e diminuição de custos, fatores
importantes para a engenharia de produção. Por fim, a contribuição da
ergonomia participativa foi significativa na identificação e definição dos
problemas, para a concepção de um ambiente de trabalho mais adequado
às necessidades dos trabalhadores, e produtivo para a empresa.
Palavras-chave: Ergonomia participativa; Arranjo físico; Confecção de
roupas; Riscos ocupacionais.

ABSTRACT
Through the application of participatory ergonomics, the objective
of this work was to design the work space of a garment manufacturing
company in Santa Catarina, seeking greater efficiency and safety in
working conditions. The intention was to evaluate the current physical
arrangement and design a new work space for the company, involving the
workers in the intervention process, to propose a new physical
arrangement that would meet the identified ergonomic demands. The
research was carried out through an exploratory case study, using the
methodology of the Workspace Project, which is related to the four
dimensions of the SOFT (Spatial, Organizational, Financial,
Technological) model. This methodology aims to create a collaborative
process involving workers who have different perspectives and
competencies, being divided into four stages, which were aimed at raising
occupational risks in the work environment. As a result, it can be seen
from the proposed physical arrangement, the reduction of the time spent
with the movement and transportation of materials in the company's
production, resulting in increased productivity and lower costs, important
factors for production engineering. Finally, the contribution of
participatory ergonomics was significant in the identification and
definition of problems, in order to design a work environment more suited
to the needs of the workers, and productive for the company.
Keywords: Participatory ergonomics; Layout; Garment manufacturing;
Occupational risks.

LISTA DE FIGURAS
Figura 1 - Fatores que influem no sistema produtivo ................. 37 Figura 2 - Modelo Soft ............................................................... 47 Figura 3 - Localidade Empresa ................................................... 52 Figura 4 - Estrutura Organizacional ........................................... 55 Figura 5 - Fluxograma de Produção da Camisa .......................... 66 Figura 7 - Planta Baixa do Pavimento Inferior ........................... 69 Figura 8 – Criação e Impressão dos moldes ............................... 71 Figura 9 - Bancada e Máquina de Corte ..................................... 72 Figura 10 - Máquinas de Bordar ................................................. 72 Figura 11 - Tábua de passar 1 e Ferro Industrial ........................ 72 Figura 12 - Máquinas Retas ........................................................ 73 Figura 13 - Máquinas Interloque ................................................ 73 Figura 14 – Prensa térmica e Máquina Fechadeira de Camisa ... 73 Figura 15 - Máquina de Casear e Máquina de Botão ................. 74 Figura 16 - Bancada de Inspeção ................................................ 74 Figura 17 - Tábua de Passar 2 e Bancada de Embalar ................ 74 Figura 18 - Escada que conecta os pavimentos .......................... 75 Figura 19 - Máquina Enfestadeira .............................................. 85 Figura 20 - Prensa Térmica moderna.......................................... 86 Figura 21 - Luva de Malha de Aço ............................................. 86 Figura 22 - Luva de Fio Térmico ................................................ 87 Figura 23 - Balancim para Ferro de Passar ................................. 87 Figura 24 - Carro transporte de roupas ....................................... 88 Figura 25 - Arranjo físico do Pavimento Superior após Jogo do
Tabuleiro ............................................................................................... 91 Figura 26 - Arranjo físico do Pavimento Inferior após Jogo do
Tabuleiro ............................................................................................... 92 Figura 27 - Arranjo físico em 3D do Pavimento Superior .......... 94 Figura 28 - Arranjo físico em 3D do Pavimento Inferior ........... 95 Figura 29 - Arranjo físico Final do Pavimento Superior em 2D. 97 Figura 30 - Arranjo físico Final do Pavimento Superior em 3D. 98 Figura 31 - Arranjo físico Final do Pavimento Inferior em 2D .. 99 Figura 32 - Arranjo físico Final do Pavimento Inferior em 3D .. 99 Figura 33 - Diagrama do Spaguetti no Pavimento Superior Antes
do Processo de Intervenção ................................................................. 100 Figura 34 - Diagrama do Spaguetti no Pavimento Inferior Antes do
Processo de Intervenção ...................................................................... 101 Figura 35 - Diagrama do Spaguetti no Pavimento Inferior Após o
Processo de Intervenção ...................................................................... 101

Figura 36 - Figura 34 - Diagrama do Spaguetti no Pavimento
Superior Após o Processo de Intervenção ........................................... 102

LISTA DE QUADROS
Quadro 1 - Modelo WSD ........................................................... 49 Quadro 2 - Fases do Trabalho..................................................... 57


LISTA DE TABELAS
Tabela 1 - Afirmação "Você sente alguma dificuldade para realizar
esta tarefa" ............................................................................................. 77 Tabela 2 - Afirmação "Sente dores após longo tempo de exposição
a este posto” .......................................................................................... 78 Tabela 3 - Afirmação "A tarefa é intuitiva" ................................ 79 Tabela 4 - Afirmação "É fácil cometer algum erro" ................... 80 Tabela 5 - Afirmação "Existe algum risco claro que possa
prejudicar sua saúde" ............................................................................. 81 Tabela 6 - Afirmação "Você faria isto de outra maneira" .......... 82 Tabela 7 - Deslocamentos obtidos com Diagrama do Spaguetti
............................................................................................................. 102


LISTA DE ABREVIATURAS E SIGLAS
ABNT – Associação Brasileira de Normas Técnicas
MIT - Massachusetts Institute of Technology
DORT – Distúrbios Osteomusculares Relacionados ao Trabalho
LER - Lesão por Esforço Repetitivo
SOFT – Spatial, Organizational, Financial, Technological
WSD – Work Space Design
EPI – Equipamentos de Proteção Individual
2D – Duas dimensões
3D – Três dimensões
EP – Ergonomia Participativa


27
SUMÁRIO
1 INTRODUÇÃO ................................................................... 31 1.1 OBJETIVOS ......................................................................... 32
1.1.1 Objetivo geral ...................................................................... 32
1.1.2 Objetivos específicos ........................................................... 33
2 FUNDAMENTAÇÃO TEÓRICA ..................................... 35 2.1 ERGONOMIA ...................................................................... 35
2.1.1 Antropometria ..................................................................... 38
2.1.2 Ergonomia Participativa .................................................... 40
2.2 ERGONOMIA NA INDÚSTRIA ......................................... 42
2.2.1 Posto de Trabalho ............................................................... 44
2.2.2 Arranjo Físico ...................................................................... 45
2.3 INDÚSTRIA TÊXTIL .......................................................... 46
2.4 PROJETO DO ESPAÇO DE TRABALHO .......................... 47
3 METODOLOGIA DA PESQUISA ................................... 51 3.1 A EMPRESA ........................................................................ 51
3.1.1 Localização .......................................................................... 52
3.1.2 Estrutura Organizacional ................................................... 52
3.1.3 Estrutura da Produção ....................................................... 53
3.1.3.1 Setor de Impressão .................................................................... 53
3.1.3.2 Setor de corte ............................................................................. 53
3.1.3.3 Setor de Bordados ..................................................................... 54
3.1.3.4 Setor de Passação ...................................................................... 54
3.1.3.5 Setor de Costura ........................................................................ 54
3.1.3.6 Setor de Entretelagem ............................................................... 56
3.1.3.7 Setor de Acabamento ................................................................ 56
3.1.3.8 Setor de Inspeção ...................................................................... 56
3.1.3.9 Setor de Expedição .................................................................... 56
3.2 PROCEDIMENTO DO ESTUDO ........................................ 56
3.2.1 Fase I .................................................................................... 57

28
3.2.1.1 Evento 1 .................................................................................... 57
3.2.2 Fase II .................................................................................. 58
3.2.2.1 Workshop 1: Cognitive Walk-through Method ........................ 58
3.2.2.2 Workshop 2: Workbook ............................................................ 60
3.2.2.3 Apresentação dos Resultados .................................................... 61
3.2.3 Fase III ................................................................................. 61
3.2.3.1 Workshop 3: Jogo do Tabuleiro ................................................ 61
3.2.3.2 Workshop 4: Projeto do espaço de trabalho .............................. 62
3.2.4 Fase IV ................................................................................. 63
3.2.4.1 Diagrama de Spaguetti .............................................................. 63
4 RESULTADOS E DISCUSSÃO .........................................64 4.1 FASE 1.................................................................................. 64
4.1.1 Mapeamento do Processo Produtivo ................................. 64
4.1.2 Arranjo Físico Atual ........................................................... 65
4.1.2.1 Pavimento Superior ................................................................... 65
4.1.2.2 Pavimento Inferior .................................................................... 70
4.2 FASE 2.................................................................................. 71
4.2.1 Workshop 1: Cognitive Walk-through Method ............... 71
4.2.1.1 Questionário .............................................................................. 76
4.2.2 Workshop 2: Workbook ....................................................... 83
4.2.3 Apresentação dos Resultados ............................................. 83
4.2.3.1 Recomendações Propostas ........................................................ 84
4.3 FASE 3.................................................................................. 88
4.4 FASE 4.................................................................................. 95
4.4.1 Diagrama do Spaguetti ..................................................... 100
5 CONCLUSÃO .................................................................... 103 REFERÊNCIAS ................................................................ 105
APENDICE A – Capa Flyer ............................................. 111
APENDICE A – Contracapa Flyer .................................. 112

29
APENDICE B – Questionário aplicado no Workshop 1 . 113
APÊNDICE C – Workbook ............................................... 114

30

31
1 INTRODUÇÃO
No contexto atual, as empresas vêm se tornando mais
competitivas com o passar do tempo. Duffy e Salvendy (1999) afirmam
que a implementação de práticas ergonômicas pode contribuir para
preservar e melhorar a força de trabalho em uma organização, assim
melhorando também sua competitividade e atratividade para a
contratação de novos bons profissionais do mercado.
A realização de uma análise ergonômica utilizando a participação
ativa dos funcionários para a elaboração do diagnóstico e de propostas de
intervenção no ambiente de trabalho é chamada de ergonomia
participativa (HENDRICK, 2008). Esta é a abordagem realizada neste
trabalho, a qual busca envolver os trabalhadores no processo de
desenvolvimento de soluções para os problemas de saúde e segurança
ocupacional existentes, fazendo com que eles se sintam parte do trabalho
que está sendo desenvolvido.
O levantamento de dados e informações, por meio da ergonomia
participativa, possibilitou a compreensão do processo produtivo da
empresa, identificando como é realizado o trabalho, seus problemas,
possíveis causas e consequências relacionadas à ergonomia física,
cognitiva e organizacional.
Segundo Lima (2015), a ergonomia participativa busca realizar
uma avaliação sobre a percepção dos funcionários de um posto de
trabalho do setor operacional de uma empresa, a fim de introduzir o
funcionário de forma participativa na identificação dos fatores de risco no
ambiente de trabalho. Com a participação de todos os envolvidos, pode-
se detectar uma maior quantidade de riscos e estabelecer, a partir da
expertise de cada um, as camadas de proteção para os riscos identificados
(FUNDACENTRO, 2001).
O estudo teve como foco uma empresa de confecção de
uniformes, localizada no município de São José, Santa Catarina. A sede
da empresa estava, anteriormente, localizada em um espaço de
aproximadamente 1000m². Recentemente, a empresa mudou-se para uma
estrutura significativamente menor, de 190 m², mantendo o maquinário e
mobiliário existentes. Diante desta realidade, a empresa encontra
dificuldades para adequar os postos de trabalho na nova sede.
Além disto, a empresa passa por uma reformulação. Ela irá cessar
a produção de uniformes e passará a ter como foco apenas a produção de
um tipo de peça: camisas sociais, femininas e masculinas. Desta maneira,
a empresa busca uma solução para remodelar o seu arranjo físico de
acordo com esta nova demanda.

32
Portanto, o presente estudo tem como objetivo geral analisar o
arranjo físico atual, e propor uma readequação ergonômica, tendo em
vista o novo contexto da produção. O levantamento das informações
necessárias para a elaboração dessa readequação ergonômica do espaço
novo teve como foco, portanto, acomodar os postos de trabalho de modo
a atender às necessidades levantadas pelos funcionários. Além disto,
foram identificados os riscos ocupacionais existentes e
demais informações necessárias para o projeto do espaço de trabalho.
Desta forma, a elaboração do arranjo físico visa proporcionar uma
disposição adequada dos materiais, ferramentas e aparelhos utilizados
buscando reduzir deslocamentos e tempos de processos, resultando na
melhoria da relação dos funcionários com seu ambiente de trabalho. Por
meio da adoção da ergonomia participativa, pode-se criar uma proposta
de arranjo físico e recomendações mais bem sucedidas e aceitas pela
empresa.
Nunes e Silva (2015) ainda salientam que a importância da
distribuição física de uma empresa é reforçada pelas consequências em
longo prazo das decisões e do custo de reorganizar o arranjo físico. Em
busca de aproveitar melhor a estrutura do arranjo físico e aumentar a
eficiência da produção, estudos vêm buscando modelos de arranjo para
suprir as necessidades das empresas.
O estudo de caso foi desenvolvido por meio de pesquisa de campo,
envolvendo a diretora, a gerente de produção e os funcionários da
empresa de todos os setores. Foi elaborado e distribuído um questionário,
visando coletar informações quanto às dificuldades encontradas pelos
trabalhadores na realização das tarefas envolvidas na produção. Além
disso, foram realizadas dinâmicas com os envolvidos, que tiveram como
objetivo a participação dos trabalhadores na elaboração do novo projeto
do espaço de trabalho.
1.1 OBJETIVOS
O objetivo geral e os objetivos específicos deste trabalho foram
definidos da seguinte maneira:
1.1.1 Objetivo geral
O objetivo deste trabalho refere-se à aplicação da ergonomia
participativa para projetar o espaço de trabalho de uma empresa de

33
confecções de roupas de Santa Catarina, buscando maior eficiência e
segurança das condições de trabalho.
1.1.2 Objetivos específicos
Avaliar o arranjo físico atual do ambiente de trabalho no setor
de produção
Aplicar o método de Projeto do Espaço de Trabalho envolvendo
os trabalhadores no processo de intervenção
Avaliar os resultados das atividades de intervenção com os
trabalhadores e gestores envolvidos
Propor novo arranjo físico para o setor de produção conforme
demandas ergonômicas identificadas.


35
2 FUNDAMENTAÇÃO TEÓRICA
2.1 ERGONOMIA
A primeira definição de Ergonomia foi feita em 1857, no auge da
revolução industrial europeia, pelo cientista polonês Wojciech
Jarstembowsky, estabelecendo a ergonomia como uma ciência do
trabalho que propõe o entendimento da atividade humana em termos
de esforço, pensamento, relacionamento e dedicação
(JARSTEMBOWSKY, 1857). Apesar da história da ergonomia ser muito antiga, segundo Iida
(2005), a sua aplicabilidade mais efetiva teve início após a Segunda
Guerra Mundial (1939 – 1945), como consequência do trabalho
interdisciplinar realizado por diversos profissionais, tais como
engenheiros, fisiologistas e psicólogos. O autor salienta que durante a
guerra, os conhecimentos científicos e tecnológicos disponíveis foram
utilizados ao máximo para construir instrumentos bélicos relativamente
complexos como submarinos, tanques, radares, sistemas contra incêndios
e aviões. Estes exigiam muitas habilidades do operador em condições
ambientais bastante desfavoráveis e tensas, no campo de batalha. Os erros
e acidentes, muitos com consequências fatais, eram frequentes e
suscitaram a pesquisa para adaptar esses instrumentos bélicos às
características do operador, melhorando o desempenho e reduzindo a
fadiga e os acidentes (IIDA, 2005).
Moraes e Soares (1989) também afirmam que a ergonomia surgiu
como uma disciplina no contexto da segunda guerra, quando a falha das
formas tradicionais de resolução de problemas entre os seres humanos e
as máquinas se tornou mais evidente, devido às situações extremas de
ação em que as pessoas eram colocadas. Estes autores ressaltam que
surgiram três gerações de ergonomia. A primeira delas concentrada no
projeto de trabalhos específicos, interfaces homem-máquina, incluindo
arranjo, controle, painéis e ambientes de trabalho. A segunda enfatiza a
natureza cognitiva do trabalho, devido às inovações tecnológicas, como o
desenvolvimento de sistemas automáticos e informatizados. Enquanto a
terceira surge com a robótica e o aumento progressivo da automação de
sistemas.
Murrel (1949) definiu o conceito de ergonomia como conjunto
de conhecimentos científicos relativos ao homem e necessário para os
engenheiros conceberem ferramentas, máquinas e conjuntos de trabalho
que possam ser utilizados com máximo conforto, segurança e eficiência.

36
Conforme Iida (2005), a primeira associação científica de
ergonomia foi a Ergonomics Research Society, fundada na Inglaterra no
início da década de 1950. Nos Estados Unidos foi criada, em 1957, a
Human Factors Society. A terceira associação surgiu na Alemanha, em
1958. A partir disso, durante as décadas de 1950 e 1960, a Ergonomia
difundiu-se rapidamente em diversos países, principalmente no mundo
industrializado. No Brasil, a Associação Brasileira de Ergonomia -
Abergo - foi fundada em 1983.
Conforme a Associação Brasileira de Ergonomia, o significado
de ergonomia pode ser entendido da seguinte forma: “Entende-se por
ergonomia o estudo das iterações das pessoas com as tecnologias, a
organização e o ambiente, objetivando intervenções e projetos que visem
melhorar, de forma integrada e não dissociada, a segurança, o conforto, o
bem-estar e a eficácia das atividades humanas”.
Wisner (1994) aborda duas finalidades básicas da ergonomia: o
melhoramento e a conservação da saúde dos trabalhadores e a concepção
e o funcionamento satisfatório do sistema técnico do ponto de vista da
produção e segurança. Além disso, o autor salienta que a ergonomia
preocupa-se com os aspectos humanos do trabalho em qualquer situação
onde este é realizado. Laville (1996) considera a ergonomia como sendo
o conjunto de conhecimentos a respeito do desempenho do homem em
atividade, a fim de aplicá-los na concepção das tarefas, dos instrumentos,
das máquinas e dos sistemas de produção.
Com relação às condições de trabalho deste século, Iida (2005)
ressalta que, em muitos países, o trabalho ainda é realizado em condições
severas e insalubres, causando sofrimentos, doenças e até mutilações e
mortes dos trabalhadores, e as pesquisas ergonômicas existirão enquanto
o homem continuar a sofrer as diversas mazelas do trabalho.
Para o autor, a Ergonomia é o estudo da adaptação do trabalho ao
homem, sendo que este trabalho tem um amplo significado, abrangendo
não apenas aqueles realizados com máquinas e equipamentos, mas
também toda a situação em que ocorre o relacionamento entre o homem
e uma atividade. Isto envolve não só o ambiente físico, mas também os
aspectos organizacionais. Além disso, Iida (2005) afirma que a Ergonomia estuda os diversos
fatores que influenciam no desempenho dos sistemas produtivos, como
observa-se na Figura 1. Ela procura também reduzir as consequências
nocivas no trabalhador como fadiga, estresse, erros e acidentes,
proporcionando segurança, satisfação e saúde aos trabalhadores durante
seu relacionamento com o sistema produtivo.

37
Figura 1 - Fatores que influem no sistema produtivo
Fonte: IIDA, 2005
Essas consequências nocivas são, em grande maioria, geradas
devido às inadequações ergonômicas, as quais, segundo Jarufe (2009),
geralmente não são percebidas, podendo assim causar vários problemas
de imediato ou com o passar dos anos. Estes problemas começam com
uma pequena dor e levam posteriormente a diversas doenças.
Para quem trabalha diariamente em ambientes inadequados,
segundo Iida (2005), essas doenças são adquiridas mais facilmente, pois
essas pessoas passam horas e horas em más condições de trabalho,
sentadas em cadeiras inadequadas, por exemplo, ou manuseando
máquinas e equipamentos que forçam posturas excessivamente curvadas,
ou mesmo ambientes de iluminação precária. Há postos de trabalho em
que as pessoas passam muito tempo em uma mesma posição, na maioria
das vezes em posição inadequada.
Desta forma, o alvo da ergonomia é entender esses aspectos
buscando realizar mudanças na situação real do problema, elaborar
38
melhores projetos e tomar decisões tecnológicas mais bem qualificadas
(VIDAL, 1999).
2.1.1 Antropometria
De acordo com Grandjean (2005), a antropometria trata das
medidas físicas do corpo humano, sendo que sua origem refere-se à
antiguidade, onde Egípcios e Gregos observavam e estudavam a relação
das diversas partes do corpo. Todavia, o autor enfatiza que, na década de
1940, as medidas antropométricas ganharam especial importância e
interesse. Por um lado, isso foi provocado pela necessidade da produção
em massa do vestuário e demais produtos, levando em consideração que
um produto mal dimensionado poderia provocar a elevação dos custos.
Por outro lado, surgiram muitos sistemas de trabalho complexos como
centros de controle operacional de usinas siderúrgicas, onde o
desempenho humano é crítico, sendo indispensável tomar cuidados
durante o projeto desses sistemas (GRANDJEAN, 2005).
Petroski (1995), por sua vez, afirma que a antropometria física teve
sua origem nas constatações do Italiano Marco Polo, entre 1273 e 1295,
que, após diversas viagens pelo mundo, constatou a existência de diversas
raças, povos e culturas, observando que estes povos diferiam muito em
estrutura corporal e tamanho. Seguindo esta mesma linha, Iida (2005)
reitera que todas as populações são compostas de indivíduos de diferentes
tipos físicos, que apresentam diferenças nas proporções de cada segmento
do corpo.
Desta forma, sempre que possível, ao projetar um produto ou
equipamento, deve-se realizar as medidas antropométricas da população
que irá fazer o uso destes equipamentos. Caso contrário, com
equipamentos fora das características dos usuários, aumentam-se as
chances de desencadear estresse desnecessário e até provocar acidentes
graves (IIDA, 1991). Com relação ao ambiente de trabalho, Petroski
(2005) afirma que a antropometria tem sua contribuição importante, pois
é por meio dela que pode-se analisar e verificar como o homem se
comporta frente ao exercício das atividades, tendo em vista a preocupação
de melhorar os postos de trabalho. O autor sustenta este conceito,
defendendo que a antropometria mostra, por meio das dimensões
humanas, se o homem está em harmonia com seu ambiente de trabalho e
se este comporta esse homem trabalhando, procurando sempre
proporcionar o perfeito bem estar físico e mental.
Portanto, uma grande aplicabilidade das medidas antropométricas
na ergonomia corresponde ao dimensionamento do espaço de trabalho.
39
IIDA (1991) define espaço de trabalho como sendo o local necessário
para realizar os movimentos requeridos para o desempenho das
atividades. O autor afirma que o espaço de trabalho para um jogador de
futebol, por exemplo, é o próprio campo de futebol e até uma altura de
2,5 m, que é a altura de cabeceio. O espaço de trabalho de um carteiro,
por sua vez, seria um sinuoso caminho que acompanha a sua trajetória de
entregas e tem uma seção retangular de 60 cm de largura por 170 cm de
altura. Porém, a maioria das ocupações da vida moderna, desenvolve-se
em espaços relativamente pequenos, com o trabalhador em pé ou sentado,
realizando movimentos relativamente maiores com os membros do que
com o corpo, e onde devem ser considerados vários fatores como: postura,
tipo de atividade manual e o vestuário (IIDA, 1991).
Normalmente, as medidas antropométricas são representadas pela
média e o desvio padrão, porém a utilidade dessas medidas depende do
tipo de projeto em que vão ser aplicadas (IIDA, 2005). Um primeiro tipo
de projeto pode ser considerado como sendo para o tipo médio.
Entretanto, o homem médio ou padrão é, em certo sentido, uma abstração,
pois poucas pessoas podem ser consideradas como padrão em todos os
aspectos. Por outro lado, uma cadeira construída para a pessoa média vai
provocar menos incômodos para os muito grandes e para os muito
pequenos do que se fosse feita para um gigante ou para um anão. Tal
cadeira não seria ideal para todas as pessoas, mas causaria menos
inconvenientes do que se fosse feita para pessoas maiores ou menores em
relação à média (IIDA, 2005).
O autor salienta que uma saída de emergência projetada por este
padrão médio provavelmente não permitiria que um indivíduo grande
saia, ou, alternativamente, um painel de controle projetado para a
população média, poderia não ser alcançado por uma pessoa baixa. Nestes
casos, aplica-se o projeto para indivíduos extremos da população,
podendo este ser extremo superior (95%), ou inferior (5%), buscando
tentar acomodar pelo menos 95% dos casos. Estes projetos procuram,
portanto, cobrir a faixa de 5 a 95% de uma população, como, por exemplo,
bancos e cintos de automóveis. Desenvolver produtos para 100% de uma
população apresenta problemas técnicos e econômicos que não
compensam (IIDA, 2005).
Dentro do espaço de trabalho, as superfícies horizontais são de
especial importância, pois sobre elas que se realiza grande parte do
trabalho. Na mesa de trabalho os equipamentos devem estar corretamente
posicionados dentro da área de alcance que corresponde
aproximadamente de 35 a 45 cm com os braços caídos, e de 55 a 65 cm
com os braços estendidos girando em torno do ombro (IIDA, 2005). O
40
autor também ressalta que a altura da mesa também é muito importante
principalmente para o trabalho sentado, sendo duas varáveis as
responsáveis para a determinação da sua altura: a altura do cotovelo, que
depende da altura do assento, e o tipo de trabalho a ser executado. A altura
da mesa resulta da soma da altura do joelho e da altura do cotovelo. Com
relação ao tipo de trabalho, deve-se considerar se este será realizado no
nível da mesa ou em elevação (IIDA, 2005).
Existem inúmeros dados antropométricos que podem ser utilizados
na concepção dos espaços de trabalho, mobília, ferramentas e produtos de
forma geral, na maioria dos casos pode-se utilizá-los no projeto industrial
(SANTOS, 1997). Contudo, devido à abundância de variáreis, é
importante que os dados sejam os que melhor se adaptem aos usuários do
espaço ou objetos que se desenham. Por isso, há necessidade de se definir
com exatidão a natureza da população que se pretende servir em função
da idade, sexo, trabalho e raça. Muitas vezes quando o usuário é um
indivíduo ou um grupo reduzido de pessoas e estão presentes algumas
situações especiais, o levantamento da informação antropométrica é
importante, principalmente quando o projeto envolve um grande
investimento econômico (PANERO e ZELNIK, 1991).
2.1.2 Ergonomia Participativa
Para auxiliar a concepção ou melhoria de espaços de trabalho aos
trabalhadores (usuários), a Ergonomia Participativa, conceito chave deste
trabalho, pode ser aplicada no ambiente de trabalho. Segundo Noro e
Imada (1984), o termo Ergonomia Participativa refere-se ao
envolvimento vital dos usuários finais (os beneficiários da ergonomia) no
desenvolvimento e implementação da tecnologia. Noro (1991) afirma que
a Ergonomia Participativa é uma nova tecnologia para a disseminação da
informação ergonômica e reitera que essa difusão é vital para uma
utilização efetiva do conhecimento ergonômico por toda a organização.
A Ergonomia Participativa caracteriza o trabalhador como uma
valiosa fonte para a solução de problemas e, consequentemente,
reconhece sua competência e alimenta a auto estima do trabalhador como
pessoa. As ideias sob o conceito participativo são bastante simples e
intuitivas e estão centradas na necessidade de fortalecer e capacitar o
funcionário a analisar, resolver e ultrapassar problemas por si mesmo,
aplicando a tecnologia ergonômica. Esta abordagem ressalta a
contribuição do trabalhador como elemento indispensável de sua
metodologia científica, reforçando a validade de ferramentas simples e da
experiência do trabalhador na solução de problemas (TAVEIRA, 1993).

41
Um dos principais fundamentos desta abordagem é a participação
ativa dos trabalhadores, especialmente no processo de identificação de
situações de dificuldade ou desconforto que ocorrem no ambiente laboral.
A partir desta identificação surgem as sugestões de soluções de melhorias,
permitindo disseminar seu conhecimento técnico da tarefa e assegurar um
maior grau de aceitação das soluções propostas (GUIMARÃES, 2000).
Este conceito exerce uma função essencial sobre a ação ergonômica nos
fatores organizacionais de uma empresa.
Haims e Carayou (1998) e May e Schwoerer (1994) afirmam que
a ergonomia participativa pode intervir de forma simultânea tanto nos
fatores de riscos ergonômicos (físicos, ambientais e organizacionais),
quanto nos fatores de risco psicossociais, o que torna a EP uma forma de
intervenção bastante eficaz no combate de distúrbios osteomusculares
relacionados ao trabalho (DORT). De acordo com Smith e Carayon
(1996) apud Bernardes (2012), as seguintes características da ergonomia
participativa atuam na melhoria dos aspectos psicossociais do trabalho e
podem diminuir o risco de desenvolvimento de DORT, como:
treinamento dos colaboradores, envolvimento dos trabalhadores na
tomada de decisão referente ao seu ambiente laboral, e maior troca de
informações entre os diversos níveis organizacionais.
Taveira (1993) levanta outro aspecto desta metodologia, que é a
possibilidade de visualizar os problemas dentro de uma escala
conveniente. Segundo ele, resolver grandes problemas organizacionais
está muito frequentemente além do alcance da capacidade do ser humano,
e a solução é reduzir o problema a proporções humanas. Portanto, a
abordagem participativa ressalta a relevância das pequenas vitórias como
uma série de contribuições concretas, completas e implementadas, que
podem constituir um padrão de progresso.
Quanto à ergonomia tradicional, por sua vez, Guimarães (1998)
afirma que esta tem característica unilateral, onde um projetista no
assunto avalia o modo de trabalho e recomenda soluções, sendo que o
envolvimento dos trabalhadores limita-se a atuar do modo projetado. Por
este motivo, Fialho (1996) ressalta que os modelos tradicionais
apresentam duas desvantagens. A primeira é o fato do trabalhador ter
pouco ou nenhum envolvimento durante o processo do projeto,
revertendo no baixo interesse para a inovação sugerida. E a segunda é a
falta de conhecimento dos propósitos e raciocínio ergonômico, o que
inviabiliza generalizações de soluções para as dificuldades encontradas,
acarretando sempre a necessidade de se recorrer a um especialista em cada
novo problema (FIALHO, 1996).

42
Imada (1991) e Rivilis et al. (2006) salientam ainda que a EP,
quando comparada às metodologias convencionais, possui contribuições
importantes como a maior eficácia na intervenção, maior capacidade de
solução de problemas, melhor comunicação entre as partes interessadas e
a maior aceitação por parte dos trabalhadores das mudanças ergonômicas
introduzidas.
Iida 2005 também ressalta que no projeto participativo, o usuário
é envolvido desde a etapa inicial. Assim, não há uma separação entre o
projeto e a sua avaliação e desde o início, o projeto é focalizado nas tarefas
e nos usuários, os quais fazem avaliações contínuas em todas as etapas
praticadas. Desta forma, os eventuais erros ou desvios do projeto são
imediatamente corrigidos antes de se chegar ao protótipo.
Desta forma, a participação do usuário é de grande importância
para a identificação e definição das premissas e requisitos de um projeto
de melhoria do ambiente de trabalho. É muito difícil o projetista conseguir
mensurar tais requisitos estando fora da realidade e do convívio do
ambiente. Portanto, com a colaboração do usuário aliada as competências
do projetista, pode-se criar um ambiente de trabalho sem riscos,
atendendo as necessidades de todos os envolvidos (SANTOS, 2016).
2.2 ERGONOMIA NA INDÚSTRIA
A globalização da economia e seus efeitos, principalmente
relacionados com os avanços da tecnologia e a concorrência acirrada,
impõem às indústrias a necessidade de buscar inovações e novos métodos
de gestão da produção para a perpetuação no mercado (BAISCH, et al,
2012). No entanto, estas profundas transformações na esfera produtiva
ocasionaram o desequilíbrio nas relações de trabalho. Em decorrência dos
rearranjos organizacionais, o trabalho passou a ser determinado pelo
processo de produção, no qual acidentar e adoecer são resultantes de
relações sociais em que o trabalhador se torna apenas um complemento
da máquina (LARA, 2011).
Dentro deste mercado cada vez mais competitivo, as indústrias
buscam diferentes estratégias para sobreviver nesta realidade. As novas
tecnologias são entendidas como um avanço do capital no sentido do
controle do processo de trabalho. O mesmo ocorre com as formas de
organização do trabalho, desenvolvidas a partir dos anos 1960, visando o
engajamento direto do trabalhador com a produção e com a empresa, tais
como: o enriquecimento de cargos, os grupos semi-autônomos, os

43
círculos de controle de qualidade, o just-in-time e o kanban (FARAH,
1992).
Segundo Franco (1995), algumas indústrias seguem a estratégia
da melhoria da qualidade, utilizando programas simplistas que, em geral,
não levam em consideração os aspectos holográficos das organizações.
Nestes programas, modificações no processo produtivo e nas estruturas
organizacionais são implementados visando uma maior qualidade. No
entanto, muitas das dificuldades encontradas nesta implantação se devem
principalmente ao fato de que o homem é considerado como apenas mais
um elemento do sistema de produção. O autor ainda enfatiza que, dentro
desta filosofia, o homem tem que se adaptar às mudanças do processo,
muitas vezes inadequadas a ele. Proposta essa contrária a de Iida (1993),
na qual a ergonomia é o estudo da adaptação deste sistema ao homem.
Portanto, a necessidade do estudo da ergonomia é decorrente das
máquinas complexas e de sua utilização, o aumento da velocidade dos
carros e aviões, a utilização de sofisticados aparelhos eletrônicos e
computadores, o problema do ruído, da vibração, as condições térmicas
do ambiente de trabalho e os trabalhos em série, que têm levado o
trabalhador rapidamente à fadiga, os acidentes, os baixos rendimentos, as
neuroses profissionais e as doenças psicossomáticas. Tudo isso
incentivou o estudo da adequação do ambiente de trabalho ao ser humano
(MINICUCCI, 1995, p.97).
No mesmo contexto, Dul e Weerdmeester (2004) relatam que
com projetos de trabalhos inadequados às situações cotidianas, as
condições de insegurança, insalubridade, desconforto e ineficiência são
algumas das situações que fizeram com que o estudo da ergonomia tenha
sido intensificado.
Dentre os maiores perigos para o trabalhador na indústria tem-se
as atividades simples, monótonas e muito repetitivas, que acabam
gerando problemas para a saúde como a ‘Lesão por Esforço Repetitivo’
(LER) e as ‘Desordens por Trauma Cumulativo’. Isso, juntamente com as
pressões exercidas pelos superiores, troca de turnos, falta de descanso e a
necessidade de se concentrar por longos períodos, fazem com que o
desempenho do trabalhador diminua, desencadeando os problemas de
ergonomia cognitiva (KARWOWSKI; SALVENDY, 1998). Tudo isso,
em longo prazo, pode gerar prejuízos irreversíveis para a saúde da pessoa.
Além do que, para a empresa, isso também é prejudicial porque não
permite que o operário possa explorar todo o seu potencial físico e
psicológico para desempenhar as tarefas, o que contribui para um
ambiente de produção pouco eficiente (THUN; LEHR; BIERWIRTH,
2011).
44
Desta forma, a ergonomia busca amenizar os riscos ergonômicos
encontrados na indústria. Estes fatores de risco são, em sua maioria,
decorrentes da organização e da gestão das situações de trabalho. Assim,
pode-se identificar como fatores de risco ergonômico aos quais os
trabalhadores se encontram expostos: posturas adotadas, esforço físico,
manipulação de cargas, movimentos repetidos e atividades monótonas
(SOUSA, 2005).
Para Karwowski e Salvendy (1998), o que os gerentes industriais
necessitam hoje é conseguir compreender a relação existente entre os
problemas ergonômicos e os indicadores negativos da empresa como alta
ocorrência de dispensas médicas e baixa qualidade de produção.
Conseguindo perceber essa relação, fica mais fácil poder identificar áreas
de trabalho mal projetadas e tomar atitudes para melhorar essas
condições.
2.2.1 Posto de Trabalho
Posto de trabalho é a configuração física do sistema homem-
máquina-ambiente. É uma unidade produtiva envolvendo o homem e o
equipamento que ele utiliza para realizar o trabalho, bem como o
ambiente que o circunda (IIDA, 2005)
Tendo em vista o enfoque ergonômico, o posto de trabalho deve
reduzir as exigências biomecânicas e cognitivas, procurando colocar o
operador em uma boa postura de trabalho. Em outras palavras, o posto de
trabalho deve envolver o trabalhador como uma “vestimenta” bem
adaptada, que ele possa realizar o trabalho com conforto, eficiência e
segurança (IIDA, 2005).
As relações entre o homem e o posto de trabalho têm sido o foco
de discussões e preocupações no âmbito da ergonomia e do projeto do seu
espaço de trabalho. Por isto, vem sendo empregadas abordagens, métodos
e ferramentas com a finalidade de propor melhorias do ambiente de
trabalho existentes e no desenvolvimento de postos de trabalhado que
incluam os conhecimentos dos usuários. O grande propósito das diversas
diretrizes de procedimento é a eliminação ou redução de problemas no
processo produtivo não previsto no projeto do posto de trabalho e que,
como consequência, podem causar doenças físicas ou ocupacionais aos
usuários (SANTOS, 2016).
A maior dificuldade na execução dos projetos é a alta
variabilidade das dimensões antropométricas da população, levando a um
dimensionamento inadequado dos postos de trabalho, acarretando em
posturas inadequadas e alcances forçados, provocando dores musculares

45
e resultando em quedas de produtividade. Desta forma, o principal
objetivo do projeto do posto de trabalho é a perfeita adaptação das
máquinas e equipamentos ao trabalhador, de modo a reduzir posturas e
movimentos desconfortáveis, minimizando os estresses musculares
(IIDA, 2005).
Para o projeto adequado do posto de trabalho, é necessário obter
informações sobre a natureza da tarefa, equipamento, posturas e
ambiente. Para isto são utilizadas técnicas como entrevistas, observações,
questionários ou filmagens. Este levantamento deve visar: fadigas físicas,
visuais e mentais; dores localizadas em regiões corporais; desconfortos
ambientais (ruídos, poeiras, vibrações, calor, reflexos, sombras); e outros
aspectos críticos (absenteísmos, doenças ocupacionais) (IIDA, 2005).
Além disso, Santana (1996) salienta que a ergonomia busca não
apenas evitar aos trabalhadores os postos de trabalho fatigantes e
perigosos, mas procura colocá-los nas melhores condições de trabalho
possíveis de forma a melhorar o rendimento e evitar acidentes ou fadiga
excessiva.
2.2.2 Arranjo Físico
A organização do fluxo produtivo é caracterizada por arranjo
físico, ou layout. Para a sua elaboração são necessárias informações sobre
características do produto, quantidades, sequências de operações, espaço
do equipamento e para movimentação, bem como informações sobre
estoques, expedição e transportes (MARTINS e LAUGENI, 2006).
Moreira (2001) define layout como a forma como os centros de
trabalhos foram planejados e dispostos dentro de uma instalação. Slack et
al. (2008) caracterizam-no como a disposição dos recursos
transformadores na operação produtiva, decidindo posição de máquinas,
equipamentos e pessoas, bem como o fluxo e ordem de produção.
A otimização do arranjo físico está diretamente associada a
vários fatores, que se relacionam direta ou indiretamente à eficiência
produtiva, dentre eles: economia de espaço; redução da movimentação;
material em processo; tempo de manufatura e custos indiretos; melhoria
na qualidade e satisfação do trabalhador; incremento da produção e
flexibilização da produção (OLIVÉRIO, 1985).
Para amenizar os riscos ergonômicos, a ergonomia tem estudado
a maneira como os espaços são construídos, buscando uma adequação do
processo produtivo por meio de uma configuração espacial que reflita as
exigências do trabalho e favoreça a saúde, a segurança e a eficiência”

46
(JÚDICE, 2000). Projetar o arranjo físico de postos de trabalho segundo
princípios ergonômicos é uma tarefa complexa, já que se deve considerar
um número importante de elementos que interagem entre si e variam ao
longo do tempo, buscando atender a requisitos que muitas vezes se
mostram contraditórios (Margaritas; Marmaras, 2006).
2.3 INDÚSTRIA TÊXTIL
No contexto industrial brasileiro, as indústrias de confecção de
vestuário representam um setor importante da economia. Conforme a
Associação Brasileira da Indústria Têxtil e de Confecção - ABIT (OMC
apud ABIT, 2015), em 2012, o país foi classificado como a quarta maior
potência mundial na atividade industrial de confecção de vestuário e
acessórios.
Segundo Planca (2016), o trabalho desempenhado em muitas das
funções de uma indústria de confecção é bastante desgastante,
principalmente em função de seu ritmo acelerado. A principal mão de
obra da indústria de confecção têxtil é composta pelo sexo feminino
devido, principalmente, à necessidade da precisão e delicadeza nas
atividades (SESI, 2003, p. 19). Segundo Scherer (1995), o principal
equipamento utilizado na costura é a máquina de costura, que surgiu em
meados do século XIX e apresenta as mesmas características básicas até
hoje.
Pizyblski (2014) afirma que as costureiras realizam atividade
cíclica, pois, quando uma sequência de tarefas é finalizada, repete-se a
mesma, da mesma forma, ou de maneira muito semelhante. Observa-se
ainda que as operadoras de máquinas de costura realizam movimentos
repetitivos de ombros, braços, punhos, mãos e dedos. Portanto, as tarefas
realizadas possuem alta repetitividade dos movimentos dos membros
superiores, podendo resultar em doenças músculo-esqueléticas (SENA et
al., 2008).
Além disso, as trabalhadoras da indústria de confecção,
principalmente no setor de costura, desenvolvem suas tarefas na posição
sentada. Durante esta atividade, muitos dos movimentos executados
exigem um acompanhamento visual, fazendo com que o tronco e a cabeça
fiquem inclinados para frente. Portanto, o pescoço e as costas ficam
submetidos a tensões mantidas por longos períodos, acarretando dores. O
dorso também é submetido a grandes tensões, principalmente ao girar o
corpo, quando o trabalhador está em um assento fixo (DUL;
WEERDMEESTER, 1995).
47
Portanto, o serviço de operador de máquinas de costura requer o
uso repetitivo e coordenado do tronco, das extremidades superiores e
inferiores, demonstrando uma atividade monótona, altamente repetitiva,
que exige um alto grau de concentração (GARCIA, 2006; PAULA et.al.,
2009). Essa demasiada manipulação, combinada com a realização de
movimentos rápidos, repetitivos e contínuos, aliada a uma jornada de
trabalho em torno de 8 horas por dia na posição sentada, pode causar
danos à saúde do trabalhador (PRADO, 2006).
2.4 PROJETO DO ESPAÇO DE TRABALHO
O projeto do Espaço de Trabalho, também conhecido como
Work Space Design – WSD, é uma abordagem enfatizada no campo
da ergonomia participativa (VINK, KONINGSVELD,
MOLENBROEK, 2006). Esta abordagem engloba o desenvolvimento
e implementação de novas tecnologias de produção, bem como novos
conceitos para a organização do trabalho (BROBERG; SEIM, 2010).
O WSD é inspirado em uma pesquisa realizada na Escola de
Arquitetura e Planejamento do Massachusetts Institute of Technology
(MIT) na década de 1990, onde Horgen e colegas desenvolveram uma
abordagem denominada “arquitetura do processo” (Horgen et al.,
1999), na qual foi feito o relacionamento de questões arquitetônicas
sobre o espaço de trabalho e o arranjo físico dos edifícios. O projeto
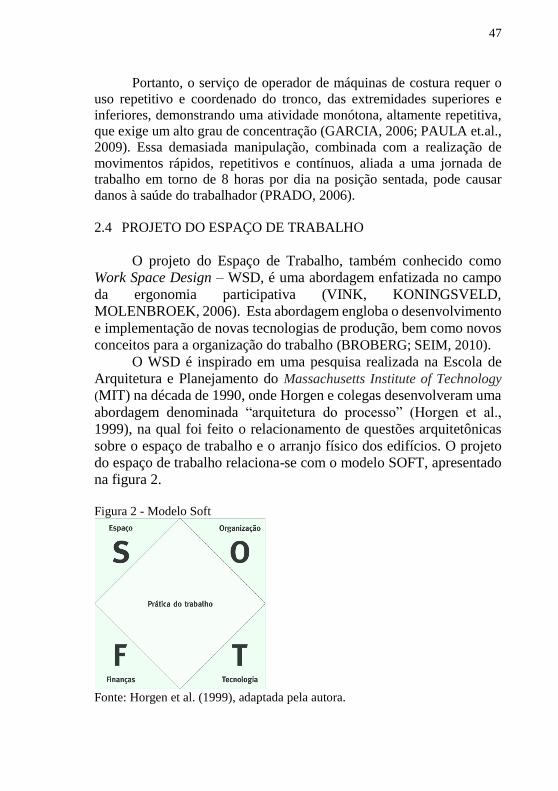
do espaço de trabalho relaciona-se com o modelo SOFT, apresentado
na figura 2. Figura 2 - Modelo Soft
Fonte: Horgen et al. (1999), adaptada pela autora.

48
O local de trabalho com práticas de trabalho é visto como inserido
em quatro dimensões (Figura 1): espacial, organizacional, financeira e
tecnológica (SOFT – Spatial, Organizational, Financial, Technological). Essas dimensões são interdependentes e se relacionam de forma
dinâmica, sendo que uma mudança numa dimensão pode demandar
igualmente mudanças em outras. Desta forma, implementar o WSD visa
criar uma coerência dinâmica entre o trabalho e essas quatro dimensões
do espaço (BROBERG 2008).
Com relação à ideia básica do conceito de projeto do espaço de
trabalho, Broberg (2008) aponta para a necessidade de atores que sejam
capazes de trabalhar por meio dos quatro ângulos, facilitando e
negociando o processo de construção do espaço. Esses atores encenam o
processo de projeto: eles são projetistas do espaço de trabalho. Este é um
estudo de criar visões compartilhadas entre os atores com diferentes
perspectivas e competências, superando resistências e interesses políticos,
estabelecendo um processo de projeto colaborativo e facilitando reuniões
entre atores dos diferentes vértices do modelo SOFT.
O modelo possui como característica central a encenação do
processo de concepção, sendo baseada na participação dos usuários. Isso
implica que metodologias e ferramentas para a participação dos usuários
são importantes elementos do conceito. Portanto, o conceito é voltado
para ajudar as organizações a criar locais de trabalho eficientes e sólidos,
isto é, condições de trabalho saudáveis, seguras e ergonômicas
(BROBERG 2008).
O criador do modelo afirma que o estudo busca criar visões
compartilhadas entre os atores com diferentes perspectivas e
competências, superando resistências e interesses políticos,
estabelecendo um processo de projeto colaborativo e facilitando reuniões
entre atores dos diferentes vértices do modelo SOFT. Portanto, o estudo
que é realizado envolve o compartilhamento da criação e de visões dos
diferentes atores com diferentes perspectivas e competências, superando
a resistência e criando uma colaboração. Broberg (2008), ainda ressalta
que os métodos usados em projetos participativos evidenciam o
“transmitir” e o ter insights e resultados dos eventos de intervenção que
são realizados ao longo do projeto de mudança do ambiente.
O estudo de Broberg et al. (2011) descreve duas intervenções
realizadas em projetos de novas instalações, nas quais foram mediadas as
interações entre usuários e projetistas. O primeiro caso envolve a
implantação de um novo equipamento tecnológico em uma indústria, e o
segundo caso, a fusão de três setores de administração pública em um
novo ambiente de escritório. O objetivo do estudo foi de experimentar
49
metodologias que facilitem a interação entre usuários e projetistas para
projetos de espaços futuros.
Nos casos relatados, foram utilizadas várias representações que
serviram para usuários e projetistas construírem uma compreensão das
necessidades dos usuários e das possibilidades de projeto em workshops
de interação conduzidos pelos pesquisadores utilizando diferentes objetos
para mediar a interação.
Com relação à equipe responsável pelas intervenções, para que um
projeto de WSD seja realizado, geralmente estão envolvidos
pesquisadores, consultores, especialistas e professores em ergonomia.
Broberg (2008) relata que este grupo é o responsável “pelo planejamento
e realização das atividades voltadas para o projeto participativo na
empresa, de forma a otimizar a ergonomia e a eficiência na unidade de
produção que está sendo projetada”. Além disso, este grupo de pessoas
também é responsável por levantar informações importantes como os
dados da empresa, o atual sistema de produção, características básicas da
organização, o nível da inclusão ergonômica nos postos de trabalho, o
grau atual de preocupação em segurança e saúde ocupacional além de
acompanhar o processo do projeto realizando entrevistas e esclarecendo
as intervenções propostas pelas atividades (BROBERG, 2008).
Baseando-se no modelo SOFT, e mediante a experiência de
Broberg (2008) de utilizar métodos de ergonomia participativa em
conceitos organizacionais e tecnológicos particulares, desenvolveu-se um
modelo para o projetista do espaço de trabalho intervir em projetos de
mudança sócio-técnica. Neste modelo o projetista é visto navegando
concomitantemente em diferentes fases, como pode ser observado no
quadro a seguir.
Inicialmente são negociadas as condições para a encenação e
investigado os enquadramentos e redes de comunicação que circundam o
projeto de mudança sócio-técnica na organização. Isso baseia-se em
reuniões com os representantes da gerência e os trabalhadores. Tendo o
modelo SOFT em mente, o projetista do espaço de trabalho indaga sobre
o status do projeto de mudança, investigando o que está aberto a opções
alternativas nas quatro dimensões. O modelo SOFT também indica que
os atores relevantes sejam considerados participantes nas atividades de
intervenção. Além disto, o projetista do espaço de trabalho negocia sobre
o objetivo da intervenção; os recursos a serem colocados na intervenção;
quem deve participar e como insights e resultados da intervenção serão
transmitidos e mantidos no projeto de mudança.

50
Quadro 1 - Modelo WSD
Fonte: Broberg (2008).
Em uma segunda etapa, o projetista do espaço de trabalho deve
adquirir um entendimento básico do sistema de produção e as práticas e
condições de trabalho, além de levantar as questões atuais a serem
resolvidas na organização. Por fim, estão as intervenções a serem
realizadas, as quais são constituídas por uma série de eventos, os quais
precisam ser coerentes para garantir aos participantes a visão que estão
seguindo em direção a um objetivo. Todo o processo e os resultados
esperados da série de atividades precisa ser mostrado a todos os atores do
projeto antes do seu início (BROBERG, 2008).

51
3 METODOLOGIA DA PESQUISA
Tratando-se da ergonomia participativa, considera-se este estudo
uma pesquisa exploratória. Segundo Gil (2008), estudos exploratórios
objetivam adquirir maior familiaridade com assuntos poucas vezes
explorados, buscando desenvolver, esclarecer e modificar conceitos para
definir problemas com maior precisão ou criar hipóteses para pesquisas
posteriores.
Para esta pesquisa, foi realizado um estudo de caso baseando-se na
proposta feita por Broberg (2008), a qual incorpora a ergonomia
participativa com o projeto do espaço de trabalho. Segundo Yin (2001),
estudo de caso é “uma investigação empírica que busca examinar um
fenômeno contemporâneo dentro de seu contexto da vida real”. A seguir
será explicada de forma mais detalhada os procedimentos adotados.
3.1 A EMPRESA
Para preservar os interesses da empresa, seu nome verdadeiro será
mantido em sigilo. Portanto, a empresa em estudo será identificada pelo
nome de CR Confecções. A empresa foi fundada no ano de 2008, e atua
no setor de uniformes, fabricando peças para linha feminina, masculina e
operacional. A empresa fabrica uniformes para grandes empresas como
Casas d’Água, Cassol e Komeco. A CR Confecções é considerada uma
empresa familiar, sendo que a gerente de produção possui mais de 40 anos
de experiência no ramo da alta costura. Esta mesma pessoa é a
responsável técnica, gerente da qualidade dos uniformes, e quem orienta
e ensina os funcionários na execução das tarefas.
A fabricação dos uniformes é, em sua maioria, realizada sob
encomenda, fazendo um atendimento personalizado para o número de
funcionários existentes nas empresas atendidas. Além da fabricação dos
itens sob encomenda, a empresa também oferece peças padrão à pronta
entrega.
Além deste enfoque no ramo de uniformes, a empresa passou a
lançar em cada estação, desde o ano de 2015, uma coleção de camisas
sociais masculina, feminina e infantil de alta costura. Esta coleção, cujo
nome também será mantido em sigilo, será chamada de Camisaria X. A
partir disso, a empresa tem a expectativa de transformar a produção de
uniformes em apenas camisas sociais de alta costura. Este trabalho,
portanto, irá analisar a situação atual da empresa e aplicar a metodologia
baseando-se na fabricação desta peça de roupa, as camisas.

52
3.1.1 Localização A empresa está localizada no município de São José, no estado de
Santa Catarina. A empresa fundou-se em um galpão de,
aproximadamente, 1000m², no bairro Jardim Cidade. Em janeiro de 2017,
mudou-se para um espaço menor, de 190 m² no mesmo bairro e próximo
à antiga sede. A fábrica atende, principalmente, empresas da região da
Grande Florianópolis e do estado de Santa Catarina. A Figura 3 mostra a
localidade da sede.
Figura 3 - Localidade Empresa
Fonte: GoogleMaps 2017.
3.1.2 Estrutura Organizacional
A estrutura organizacional é composta por: uma diretora, uma
gerente de produção, um gerente financeiro, um gerente comercial e 12
funcionários. A diretora, que é a fundadora da empresa, é responsável pela
organização geral da mesma. Ela fiscaliza os trabalhos dos gerentes e
delega as funções de cada um. O gerente comercial lida diretamente com
os fornecedores dos recursos materiais e é também a pessoa que realiza o
contato com os clientes e repassa os pedidos de venda para a Gerente de
Produção. Esta, por sua vez, com seu longo tempo de experiência na
produção de roupas, organiza os pedidos e elabora o plano de ação a ser
executado pelos funcionários. Já o gerente financeiro lida com os
orçamentos, entradas, impostos e custos da empresa.

53
Os funcionários, por sua vez, estão divididos em nove importantes
setores, são eles: Setor de Impressão, Setor de Corte, Setor de Bordagem,
Setor de Passação, Setor de Costura, Setor de Entretelagem, Setor de
Acabamento, Setor de Revisão e Setor de Expedição. A estrutura da
empresa pode ser observada na Figura 4.
Para a fabricação das camisas é necessário envolver todos estes
setores. Por isto, é importante o entendimento das atividades s realizadas
em cada um deles, para compreensão da estrutura da empresa, a qual será
detalhada a seguir.
3.1.3 Estrutura da Produção
Como citado, a empresa CR Confecções possui um total de nove
setores de produção, onde todos são necessários para criação e fabricação
da peça de roupa em estudo. Cada um dos setores envolve atividades
importantes, as quais serão explicadas a seguir.
3.1.3.1 Setor de Impressão
Esta é a primeira atividade realizada após a definição do plano de
ação a ser executado. Neste setor trabalha um funcionário da empresa, o
qual utiliza um programa computacional, chamado Audaces, que gera os
moldes de forma a evitar desperdícios, ou seja, o programa realiza o
melhor aproveitamento possível do rolo de molde, de acordo com a
quantidade e numeração das peças solicitadas no pedido. Após a criação
do molde, é feita sua impressão para posterior realização do corte.
3.1.3.2 Setor de corte
O setor de corte é responsável por uma importante tarefa que exige
cuidado e atenção. Segundo Saldanha (2008), o corte é uma operação que
exige que o operador tenha pleno conhecimento e execute os movimentos
com segurança para operar com a máquina de corte. Essa operação não é
executada por todos os colaboradores devido às suas características. São
selecionados os colaboradores mais experientes e responsáveis para a
executarem. Qualquer distração nesta etapa tem consequências
seríssimas.
O setor de corte realiza o enfesto, que é o alinhamento dos tecidos
em camadas, e os corta para suprir as necessidades das próximas etapas
do processo de transformação do tecido.
54
3.1.3.3 Setor de Bordados
Neste setor é realizado o bordado nas camisas nas chamadas
máquinas bordadeiras. Para a realização do bordado, é necessário,
primeiramente, colocar o bastidor na peça de roupa, que é um aro de
madeira, que tem a função de esticar a roupa, dando firmeza e auxiliando
na tarefa. O bordado é personalizado com o logotipo de cada empresa
atendida. Neste projeto, entretanto, como o foco será a l das camisas de
alta costura, este setor se concentrará no bordado da marca da Canni
Camisaria. Existe apenas uma funcionária especialista que é responsável
pela execução desta atividade.
3.1.3.4 Setor de Passação
Para a fabricação das peças de roupas, em especial as camisas, é
necessário que as peças sejam passadas em dois momentos: antes de
iniciar a costura das peças e ao final do processo produtivo, precedendo
a embalagem. Esta atividade exige grande atenção, pois é utilizado um
ferro a vapor industrial, o qual chega a altíssimas temperaturas.
3.1.3.5 Setor de Costura
O setor de costura engloba a maior parte da produção, desde
costuras retas, pregas, pespontos e bainhas. É neste setor que trabalha a
maior parte dos funcionários do local. Segundo Sena (2008), as
costureiras possuem uma jornada de trabalho cansativa, pois além de
longa, é caracterizada por atividades repetitivas que ocorrem em todo o
tempo na posição sentada, condição que se torna prejudicial à saúde.
O movimento feito por estas profissionais pode trazer problemas
de coluna, lesões por esforços repetitivos (LER), distúrbios
osteomusculares relacionadas ao trabalho (DORT), além do stress,
cansaço psicológico que é um dos principais agravantes da saúde de
pessoas que passam a maior parte do seu dia sentados em uma única
posição (CARNEIRO, FERREIRA, 2010). As principais máquinas deste
setor utilizados para a produção das camisas são máquina reta e a máquina
interloque.

55
Figura 4 - Estrutura Organizacional
Fonte: Elaborado pela autora (2017).
56
3.1.3.6 Setor de Entretelagem
O setor de entretelagem realiza a colagem da entretela nas camisas.
A entretela é um tecido de algodão, engomado, que reforça as golas e os
punhos das camisas. Esta atividade é realizada por uma máquina
específica, chamada máquina de prensa térmica, que funciona em altas
temperaturas, o que demanda um maior cuidado e atenção na execução.
3.1.3.7 Setor de Acabamento
Após o término das atividades que envolvem as costuras, a peça é
encaminhada ao setor de acabamento. Primeiramente, a peça é levada
para a máquina de casear, a qual realiza os furos dos botões nas camisas.
Feito isto, a roupa é conduzida para a máquina de botão, a qual realiza a
pregação dos botões.
3.1.3.8 Setor de Inspeção
Com o produto acabado, as roupas são transferidas para o setor de
revisão, onde é feita a inspeção e o controle da qualidade. Caso a peça
apresente defeito ou erro a ser consertado, a peça é encaminhada para o
setor específico onde ocorreu o erro, para poder ser reparada.
O setor de inspeção da empresa é considerado bem criterioso, por
possuir alta exigência de qualidade. Quando a peça volta a determinado
setor para reparo, ela é novamente encaminhada para o setor de inspeção,
e só é enviada ao setor de expedição quando é atendido o padrão de
qualidade, mesmo que isso exija que a peça seja reparada várias vezes.
3.1.3.9 Setor de Expedição
Este setor é o último do processo produtivo, onde a camisa é
novamente passada com ferro e, finalmente, é etiquetada e embalada em
saco plástico.
3.2 PROCEDIMENTO DO ESTUDO
Com relação à equipe responsável pelas intervenções, a autora
deste trabalho assumiu esta função, encarregando-se desta forma da
execução das tarefas propostas por Broberg e Seim (2010), com algumas
adaptações para respeitar limitações técnicas existentes, conforme
exposto na sequência. O projeto participativo do espaço de trabalho foi

57
dividido em quatro fases, relacionando cada uma à ergonomia
participativa, para atender aos objetivos do estudo. As fases do trabalho
estão apresentadas no quadro 2.
Quadro 2 - Fases do Trabalho
Fonte: Elaborado pela Autora
3.2.1 Fase I
Nesta fase inicial foram realizadas duas importantes ações: a
avaliação do local de trabalho e a elaboração da planta baixa do arranjo
físico atual. A avaliação do ambiente em estudo teve por objetivo levantar
o maior número de informações referentes à empresa para que houvesse
dados significativos para o estudo. Foi feito, portanto, o mapeamento do
processo de produção da empresa, analisando cada posto de trabalho
individualmente, assim como também todo o conjunto, observando os
procedimentos de trabalho e equipamentos utilizados. A elaboração do
arranjo físico, por sua vez, apresentou um desenho com a estrutura atual
da empresa e todos os setores existentes na mesma. Este desenho foi
necessário para a realização das atividades de fases posteriores.
3.2.1.1 Evento 1
Como já citado, todos os setores da empresa estão envolvidos na
fabricação da peça de roupa em estudo, as camisas. Portanto, foi
necessário o envolvimento de funcionários que trabalham nos 9 setores

58
de produção. Foi realizada uma reunião com todos os envolvidos do
trabalho para que fosse apresentado o conceito de ergonomia participativa
e a importância desta na execução das atividades. Apresentou-se também
o projeto de espaço de trabalho – WSD, e como seriam realizados os
eventos seguintes.
Nessa etapa foi enfatizada a importância da efetiva participação e
engajamento dos envolvidos na execução do projeto, para que ele alcance
o resultado esperado, proporcionando assim melhorias reais para o
ambiente de trabalho da empresa. Para isto, foi elaborado um flyer que
explicava o conceito de ergonomia participativa e as atividades que
seriam realizadas com os participantes, e foi explicado para eles o
conteúdo do mesmo. Foi formada a equipe dos atores participantes do
estudo, buscando envolver as diferentes áreas do modelo SOFT proposto
por Horgen et al. (1999), que totalizaram 13 pessoas. O flyer está
apresentado no APÊNDICE A.
3.2.2 Fase II
Nesta fase do projeto do espaço de trabalho foram realizados três
eventos com todos os participantes do projeto para que o conhecimento
gerado fosse o maior possível. Além disso, esta etapa teve como objetivo
reunir todas as informações possíveis sobre o espaço em questão, para
que, com esses dados, fosse possível o planejamento de um novo
ambiente de trabalho a ser apresentado na próxima seção. O enfoque
principal desta primeira fase foi realizar, inicialmente, dois workshops,
são eles: Cognitive Walk-through Method e Workbook, os quais serão
explicados a seguir. Posteriormente realizou-se o terceiro evento desta
fase, que foi uma apresentação dos problemas verificados na execução
dos workshops.
3.2.2.1 Workshop 1: Cognitive Walk-through Method
Este primeiro workshop realizado nesta pesquisa teve por objetivo
a classificação do ambiente de trabalho, iniciando uma investigação
colaborativa do atual local e suas práticas, contando com todos os atores
participantes do projeto. Segundo Smith Jackson (2005), o método
cognitive walk-through (CWM) trata-se de uma excursão ou
demonstração de uma área ou uma tarefa, levando em consideração
fatores cognitivos. É um método de inspeção de usabilidade, baseado no
fato de que os avaliadores são capazes de tomar o ponto de vista do
usuário e podem aplicar esta perspectiva do usuário a um cenário da tarefa

59
para identificar problemas de projeto.
Portanto, a fim de se obter uma percepção do sistema e ambiente
de trabalho da empresa, a equipe de intervenção do WSD fez um walk-through junto com os trabalhadores e operadores dos postos de trabalho,
ou seja, transitaram juntos pelos setores para, assim, classificar o
ambiente. Enquanto o WSD ocorre, são feitas entrevistas com os
trabalhadores a respeito do trabalho no atual sistema de produção,
indagando sobre acidentes ocorridos e as dificuldades encontradas, além
de perguntas específicas sobre procedimentos de trabalho, projeto do
local de trabalho, equipamento de proteção pessoal. Neste momento é
importante fazer os participantes refletiram abertamente sobre essas
questões, e os problemas e ideias levantadas devem ser registrados pela
equipe de intervenção (BROBERG, 2008).
Broberg (2008) sugere a realização de um segundo walk-through,
desta vez com os trabalhadores portando uma câmera digital, onde estes
são orientados a fotografar o sistema de produção e, posteriormente,
opinar sobre as fotografias baseando-se no seguinte código: aquilo que é
considerado problemático e que, portanto, não deve ser transferido para o
novo sistema de produção, é registrado com a cor vermelha, enquanto que
aquilo que funciona bem e deve ser mantido no sistema é registrado com
a cor verde. Por fim, aquilo que precisa de atenção é registrado com a cor
amarela (BROBERG, 2008).
Para a aplicação deste método da ergonomia participativa neste
estudo, foi realizada uma adaptação para que o CWM se adequasse à
realidade da empresa CR Confecções e o objetivo do estudo. Foi
planejada a execução de um walkthrough para conhecer a rotina da
empresa e todos os setores, sendo que enquanto ele ocorria, iam sendo
tiradas as fotografias dos postos de trabalho pela autora do projeto.
Portanto, o método Cognite Walk-through iniciou-se
primeiramente apresentando aos atores envolvidos no projeto a
importância do método e como ele iria funcionar, evidenciando a
importância da participação sincera de todos. No método original do
modelo SOFT, é aplicado um questionário utilizando-se as cores verde,
vermelho e amarelo, as quais informam o grau de risco cada uma das
atividades realizadas. Para este trabalho, este questionário foi adaptado
por perguntas a serem respondidas baseando-se na escala Likert, por
permitir que, desta forma, os trabalhadores pudessem especificar com
uma faixa de opções maior de níveis a concordância ou não com as
afirmações. Este formulário foi preenchido de acordo com avaliação de
cada um a respeito dos postos de trabalho, respondendo as seguintes

60
questões:
1. Você sente alguma dificuldade para a realização desta tarefa?
2. Sente dores após longo tempo de exposição a esse posto?
3. Tarefa é intuitiva?
4. É fácil de cometer algum erro?
5. Existe algum risco claro que possa prejudicar sua saúde?
6. Você faria isto de outra maneira?
Referente a cada uma destas perguntas, o avaliador respondeu de
acordo com a seguinte escala: número 1, que significa “concordo
totalmente”; número 2, que significa “concordo em parte”; número 3, que
significa “indiferente”; número 4, que significa” discordo em parte”; e
número 5, que significa “discordo totalmente”. Caso o avaliador desejasse
registrar observações com relação a algum posto de trabalho ou alguma
questão que considerasse pertinente, foi disponibilizado no questionário
um espaço para estas observações. O modelo pode ser visto no
APÊNDICE B.
3.2.2.2 Workshop 2: Workbook
Além do workshop Congnite Walk, na segunda fase do projeto,
foi realizado também o Workbook, um segundo workshop. De acordo com
Horgen (1999), o workbook era um caderno composto pelas imagens
tiradas pelos funcionários no segundo walk-through, ou seja, era uma
coleção de fotografias da unidade de produção onde os funcionários
usariam como uma ferramenta para comentar sobre os processos do lugar
e de trabalho em geral, bem como o trabalho ambiente.
Como apontado anteriormente, estas fotos foras tiradas durante o
tour pelos postos de trabalho e as fotos selecionadas fizeram parte do
workbook. Este ficou disposto no refeitório da empresa, lugar onde os
funcionários almoçam, fazem seus lanches e pausam o trabalho por
alguns minutos. Por isto, o local foi considerado ideal para dispor o
caderno, por ser onde os funcionários se sentiriam mais à vontade para
comunicar suas opiniões e realizar comentários referentes aos postos de
trabalho. Ao lado de cada fotografia exposta no caderno, foi escrito a
seguinte pergunta: Existe alguma crítica ou sugestão para a atividade em
questão?
Seguindo as instruções de Broberg (2008), o caderno foi então
apresentado aos funcionários, os quais foram convidados a comentar as
fotos fornecendo opiniões sobre boas soluções a serem mantidas,
situações problemáticas e situações que deveriam ser alteradas.O
61
workbook está apresentado no APÊNDICE C.
3.2.2.3 Apresentação dos Resultados
A apresentação dos resultados foi o último evento realizado na
segunda fase do projeto, na qual foi comunicado aos atores participantes
os resultados colhidos nos dois workshops realizados, o Cognitive Walk-
through e o Workbook. A apresentação dos problemas verificados foi
importante pra averiguar se todos os participantes estavam de acordo com
as dificuldades mencionadas. Além disto, este momento proporcionou
mais uma chance para aqueles funcionários que quisessem mencionar
mais algum incômodo e também foi um período utilizado para sanar
dúvidas que foram levantadas.
3.2.3 Fase III
Com as informações da fase II, a terceira fase do projeto, por sua
vez, utilizou os dados coletados para concentrar-se na elaboração de um
novo arranjo físico para a empresa. Nesta fase foi realizado o terceiro e o
quarto workshops do projeto, os quais serão relatados a seguir.
3.2.3.1 Workshop 3: Jogo do Tabuleiro
Este workshop teve por objetivo propiciar um processo
colaborativo permitindo que os participantes refletissem sobre diferentes
proposições de arranjos físicos. Isto ocorreu de modo que todos os
participantes pudessem fazer indagações sobre a proposta de possíveis
soluções para os problemas identificados anteriormente. Desta forma, os
trabalhadores desenvolveram e propuseram novos arranjos, tomando
como referência as diferentes atividades realizadas naquele espaço.
Uma importante questão desta etapa do projeto foi instruir os
participantes sobre o objetivo do jogo, que é o de modelar o projeto de
arranjo físico apresentado levando em questão o objetivo e pretensão da
empresa, que é deixar de produzir os uniformes e as diversas peças de
roupas que os compõem, focando apenas na produção de camisas.
Para que esta dinâmica ocorresse, foi elaborado um tabuleiro
constituído pela planta baixa da empresa, que foi mantida fixa. Os móveis
e equipamentos da empresa foram mantidos soltos, como se fossem as
“peças” de um tabuleiro, devidamente identificadas. Segundo Broberg
(2008), este workshop é considerado um jogo onde os trabalhadores da
empresa se posicionam em volta do tabuleiro com o objetivo de moverem
62
as peças e apresentarem suas opiniões e sugestões de arranjo físico.
Este evento é realizado em algum ambiente da empresa, sendo que,
para este projeto, escolheu-se o refeitório da empresa, por este possuir um
espaço amplo o suficiente para que todos os atores envolvidos pudessem
participar. Durante o jogo, a autora do projeto comportou-se como uma
mediadora, instruindo os participantes sobre o propósito do jogo de
projeto, que neste caso foi a elaboração de um arranjo físico para a
empresa com foco na produção de camisas. Além disso, foram feitas
indagações para que durante o jogo os participantes explicassem suas
razões, ideias e as propostas apresentadas.
Broberg (2008) afirma que a experiência prática do trabalho e as
ideias trazidas pelos trabalhadores devem possuir uma profunda
influência na nova proposta para o projeto do espaço de trabalho, além de
incluírem importantes aspectos ergonômicos. Os trabalhadores
apresentam sugestões que muitas vezes não haviam sido consideradas
pelo projetista, sendo que nesta etapa são levantados problemas que até
então não haviam sido identificados (BROBERG 2008). Por isto,
enquanto o workshop ocorreu, foi importante dar liberdade e incentivar
os funcionários a explorarem diferentes possibilidades de arranjo e design
do espaço de acordo com as sugestões propostas por eles nas etapas
anteriores.
3.2.3.2 Workshop 4: Projeto do espaço de trabalho
Nesta mesma fase foi realizado o quarto e último workshop do
projeto do espaço de trabalho, cujo propósito foi apresentar à empresa o
arranjo físico do setor de produção em três dimensões. Este arranjo físico
foi criado a partir das participações e das sugestões verificadas nos três
workshops realizados anteriormente.
De acordo com Broberg (2010), o resultado do jogo do tabuleiro
seria a proposta para a nova planta. Entretanto, durante a realização do
workshop 3, não se chegou a um resultado final de arranjo físico da
empresa. Muitas sugestões foram levantadas mas, devido à grande
quantidade de máquinas e equipamentos existentes, algumas mudanças
não foram de fato efetuadas no tabuleiro. Diante disso, foi decidido que a
autora do projeto iria configurar o novo arranjo físico buscando compor
uma planta que atendesse as opiniões fornecidas pelos trabalhadores.
Broberg (2008) sugere que nesta fase do projeto seja realizada uma
maquete e/ou uma simulação real do espaço de trabalho da empresa para
obter melhores resultados e melhor visualização da situação. Contudo,
diante do alto investimento financeiro desta recomendação, optou-se por

63
utilizar um programa computacional, e elaborar um modelo em 3D do
arranjo físico da empresa, o que foi apresentado aos atores participantes.
A ideia com a exposição em três dimensões foi procurar mostrar um
cenário mais real para que se possa explorar de perto a ergonomia e a
futura prática de trabalho relacionada à produção das camisas. Desta
forma, foi possível avaliar as dificuldades que possam vir a surgir, para
que, caso exista alguma inviabilidade ergonômica, ela seja evitada e
modificada antes do projeto ser de fato executado na empresa.
Apresentada a sugestão de arranjo físico à empresa, foram feitos
questionamentos sobre como seria a execução das atividades nesse
modelo com base nas perguntas: “Como seria a produção de camisas
nesse novo espaço?” e “De quais maneiras as tarefas poderiam ser melhor
executadas?”. Com base nas respostas obtidas às perguntas anteriores,
passou-se então à última fase.
3.2.4 Fase IV
Mediante as respostas obtidas às perguntas no workshop anterior,
nesta última fase do projeto, concebeu-se o arranjo físico final para a
empresa CR Confecções. Este arranjo físico, além de visar uma maior
eficácia para a empresa, teve por objetivo apresentar um local de trabalho
saudável para o trabalhador, atendendo suas solicitações e demandas e
considerando as condições ergonômicas. Diante disso, nesta última fase
foram apresentados aos atores participantes os resultados obtidos nos
workshops realizados e a evolução que a proposta de arranjo físico teve
ao longo do projeto, até chegar ao resultado final.
3.2.4.1 Diagrama de Spaguetti
Por fim, para complementar esta última fase do projeto, aplicou-se
o Diagrama de Spaguetti para o calcular as distancias percorridas entre o
arranjo físico atual da empresa e o arranjo físico proposto. Este diagrama
auxilia na visualização da otimização de um determinado processo e
consiste em traçar sobre a planta baixa a movimentação realizada ao
longo do processo produtivo. Portanto, através dele, foi possível
vislumbrar a diferença no transporte realizado entre os dois arranjos
físicos.
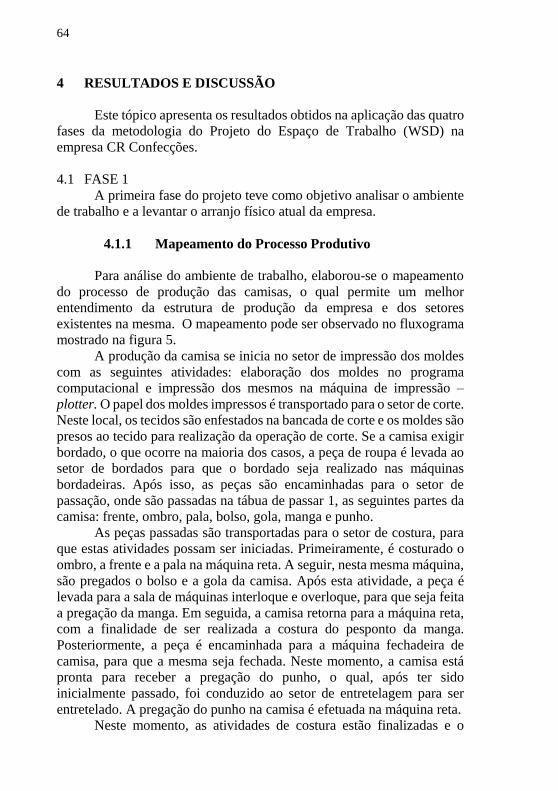
64
4 RESULTADOS E DISCUSSÃO
Este tópico apresenta os resultados obtidos na aplicação das quatro
fases da metodologia do Projeto do Espaço de Trabalho (WSD) na
empresa CR Confecções.
4.1 FASE 1
A primeira fase do projeto teve como objetivo analisar o ambiente
de trabalho e a levantar o arranjo físico atual da empresa.
4.1.1 Mapeamento do Processo Produtivo
Para análise do ambiente de trabalho, elaborou-se o mapeamento
do processo de produção das camisas, o qual permite um melhor
entendimento da estrutura de produção da empresa e dos setores
existentes na mesma. O mapeamento pode ser observado no fluxograma
mostrado na figura 5.
A produção da camisa se inicia no setor de impressão dos moldes
com as seguintes atividades: elaboração dos moldes no programa
computacional e impressão dos mesmos na máquina de impressão –
plotter. O papel dos moldes impressos é transportado para o setor de corte.
Neste local, os tecidos são enfestados na bancada de corte e os moldes são
presos ao tecido para realização da operação de corte. Se a camisa exigir
bordado, o que ocorre na maioria dos casos, a peça de roupa é levada ao
setor de bordados para que o bordado seja realizado nas máquinas
bordadeiras. Após isso, as peças são encaminhadas para o setor de
passação, onde são passadas na tábua de passar 1, as seguintes partes da
camisa: frente, ombro, pala, bolso, gola, manga e punho.
As peças passadas são transportadas para o setor de costura, para
que estas atividades possam ser iniciadas. Primeiramente, é costurado o
ombro, a frente e a pala na máquina reta. A seguir, nesta mesma máquina,
são pregados o bolso e a gola da camisa. Após esta atividade, a peça é
levada para a sala de máquinas interloque e overloque, para que seja feita
a pregação da manga. Em seguida, a camisa retorna para a máquina reta,
com a finalidade de ser realizada a costura do pesponto da manga.
Posteriormente, a peça é encaminhada para a máquina fechadeira de
camisa, para que a mesma seja fechada. Neste momento, a camisa está
pronta para receber a pregação do punho, o qual, após ter sido
inicialmente passado, foi conduzido ao setor de entretelagem para ser
entretelado. A pregação do punho na camisa é efetuada na máquina reta.
Neste momento, as atividades de costura estão finalizadas e o
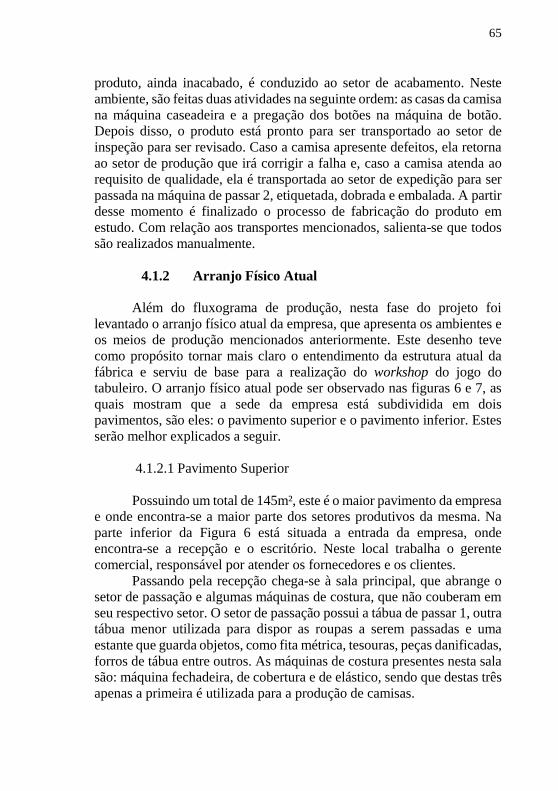
65
produto, ainda inacabado, é conduzido ao setor de acabamento. Neste
ambiente, são feitas duas atividades na seguinte ordem: as casas da camisa
na máquina caseadeira e a pregação dos botões na máquina de botão.
Depois disso, o produto está pronto para ser transportado ao setor de
inspeção para ser revisado. Caso a camisa apresente defeitos, ela retorna
ao setor de produção que irá corrigir a falha e, caso a camisa atenda ao
requisito de qualidade, ela é transportada ao setor de expedição para ser
passada na máquina de passar 2, etiquetada, dobrada e embalada. A partir
desse momento é finalizado o processo de fabricação do produto em
estudo. Com relação aos transportes mencionados, salienta-se que todos
são realizados manualmente.
4.1.2 Arranjo Físico Atual
Além do fluxograma de produção, nesta fase do projeto foi
levantado o arranjo físico atual da empresa, que apresenta os ambientes e
os meios de produção mencionados anteriormente. Este desenho teve
como propósito tornar mais claro o entendimento da estrutura atual da
fábrica e serviu de base para a realização do workshop do jogo do
tabuleiro. O arranjo físico atual pode ser observado nas figuras 6 e 7, as
quais mostram que a sede da empresa está subdividida em dois
pavimentos, são eles: o pavimento superior e o pavimento inferior. Estes
serão melhor explicados a seguir.
4.1.2.1 Pavimento Superior
Possuindo um total de 145m², este é o maior pavimento da empresa
e onde encontra-se a maior parte dos setores produtivos da mesma. Na
parte inferior da Figura 6 está situada a entrada da empresa, onde
encontra-se a recepção e o escritório. Neste local trabalha o gerente
comercial, responsável por atender os fornecedores e os clientes.
Passando pela recepção chega-se à sala principal, que abrange o
setor de passação e algumas máquinas de costura, que não couberam em
seu respectivo setor. O setor de passação possui a tábua de passar 1, outra
tábua menor utilizada para dispor as roupas a serem passadas e uma
estante que guarda objetos, como fita métrica, tesouras, peças danificadas,
forros de tábua entre outros. As máquinas de costura presentes nesta sala
são: máquina fechadeira, de cobertura e de elástico, sendo que destas três
apenas a primeira é utilizada para a produção de camisas.

66
Figura 5 - Fluxograma de Produção da Camisa
Fonte: Elaborado pela Autora (2017).

67
À direita da sala principal está o setor de costura, que abrange dois
ambientes, são eles: a sala de máquinas retas e a sala de máquinas
interloque e overloque. Nesta última utilizam-se apenas as máquinas de
interloque para fabricar camisas. A salas possuem uma estante onde são
depositadas linhas de costura e outros objetos necessários para a
realização das atividades. Todas as bancadas que dispõem as máquinas de
costura possuem dimensão de: 1,10 m de comprimento e 0,6 m de largura.
Com relação aos espaços para acomodar as peças não processadas, abaixo
das bancadas, existe um pequeno suporte para colocá-las. Após a peça ter
sido processada na máquina, a funcionária coloca a mesma em cima da
bancada, para que esta seja transportada para o próximo posto de trabalho.
À esquerda da sala principal encontra-se o setor de corte. Neste,
existe uma grande mesa, com dimensão 3,8 m de comprimento e 1,8 m
de largura, destinada às atividades de enfesto e corte do tecido. Abaixo da
mesa de corte existe uma prateleira na qual são armazenados alguns rolos
de tecidos utilizados nesta atividade. Ao lado direito da mesa há uma
estante, de cor azul, na qual são armazenados os rolos de tecido já
enfestados para posteriormente receberem a atividade de corte. Observa-
se ainda, neste ambiente, que estão situados moldes de peças suspensos
nas paredes.
No canto superior direito está situado o setor de acabamento, o qual
contém as seguintes máquinas: caseadeira, de botão, pesponto e bainha.
Para a fabricação da camisa utiliza-se apenas as máquinas caseadeira e de
botão. Nota-se que ao lado da máquina de botão existe um armário que é
utilizado para guardar os botões da empresa.
No canto superior esquerdo localiza-se o setor de inspeção. Neste
existe uma bancada de dimensão 2,4 m de comprimento por 0,8 m de
largura, a qual é utilizada para as revisões das roupas. Ao lado direito da
bancada são colocadas as peças ainda não inspecionadas e, ao lado
esquerdo, são posicionadas as peças já inspecionadas, e que estão prontas
para serem transportadas ao setor de expedição. As peças defeituosas são
colocadas em uma caixa, abaixo da bancada.
No setor de expedição, por sua vez, está a tábua de passar 2, na
qual é realizada a última passagem da roupa. Encontra-se também uma
bancada de dimensão 2,30 m de comprimento e 0,8 m de largura, na qual
a funcionária coloca a etiqueta, dobra e embala as roupas acabadas. As
etiquetas ficam localizadas no lado esquerdo da bancada e os sacos
plásticos em uma prateleira abaixo dela. Há também uma estante neste
setor, na qual são dispostas as roupas já embaladas. Ao lado da estante há
um pequeno armário, onde são guardadas mais embalagens plásticas e
etiquetas. Próximo à expedição encontra-se uma grande prateleira com

68
mais linhas de costura, a qual é utilizada para repor as linhas situadas no
setor de costura.
Figura 6 - Planta Baixa do Pavimento Superior
Fonte: Elaborado pela Autora (2017).

69
Figura 7 - Planta Baixa do Pavimento Inferior
Fonte: Elaborado pela Autora (2017).
No canto superior esquerdo localiza-se o setor de inspeção. Neste
há uma bancada de dimensão 2,4 m de comprimento por 0,8 m de largura,
a qual é utilizada para efetuar as revisões das roupas. Ao lado direito da
bancada são colocadas as peças ainda não inspecionadas e, ao lado
esquerdo, são posicionadas as peças já inspecionadas, e que estão prontas
para serem transportadas ao setor de expedição. As peças defeituosas são
colocadas em uma caixa, abaixo da bancada.
O setor de expedição, por sua vez, contém a tábua de passar 2, na
qual é realizada a última passagem da roupa. Encontra-se também, uma
bancada de dimensão 2,30 m de comprimento e 0,8 m de largura, na qual
a funcionária coloca a etiqueta, dobra e embala as roupas acabadas. As
etiquetas ficam localizadas no lado esquerdo da bancada e os sacos
plásticos em uma prateleira abaixo dela. Percebe-se que existe uma

70
estante neste setor, na qual são colocadas as roupas já embaladas. Ao lado
da estante há um pequeno armário onde são guardadas mais embalagens
plásticas e etiquetas. Próximo à expedição está uma grande prateleira com
mais linhas de costura, a qual é utilizada para repor as linhas situadas no
setor de costura.
Observa-se que neste pavimento está localizado o refeitório da
empresa. Este local possui duas mesas, um suporte com micro-ondas, uma
pia, uma geladeira e um armário para os funcionários guardarem seus
pertences. Além disso, observa-se que o refeitório possui uma máquina
de viés e uma máquina interloque, as quais não couberam no setor de
costura, e acabaram sendo posicionadas neste ambiente. Por fim,
encontra-se neste andar um depósito que é utilizado para guardar
máquinas, bancadas, móveis e eletrodomésticos não utilizados no dia a
dia da empresa. O acesso a este ambiente se dá pelo lado de fora da
empresa.
4.1.2.2 Pavimento Inferior
O pavimento inferior, representado pela Figura 7, tem uma área de
45m² e abrange os seguintes setores: de impressão, de bordados e de
entretelagem. O setor de impressão é constituído por uma mesa com
computador, que é onde o funcionário responsável por esta função
trabalha produzindo os moldes. Ao lado da mesa encontra-se a plotter,
impressora onde os moldes são impressos. Nessa sala está presente
também um estoque onde são depositados os rolos de tecidos que não
couberam no pavimento superior, abaixo da mesa de corte, outro local
onde também são guardados rolos de tecido.
O setor de bordado, por sua vez, possui duas máquinas de bordar,
uma maior, de 2,90m de comprimento por 1,55m de largura, e uma
menor, com 1,65m de comprimento por 1,25m de largura. Ainda neste
setor nota-se que ele possui um pequeno suporte, no qual são guardados
os bastidores, além de uma estante, utilizada para armazenar os carretéis
com as linhas especiais de bordado.
Por fim, na parte inferior da Figura, nota-se que está o setor de
entretelagem. Este possui a prensa térmica, duas estantes e uma bancada.
Uma das estantes é utilizada para armazenar tanto os punhos que devem
ser entretelados, quanto aqueles que já foram processados na máquina. A
outra estante, por sua vez, serve para guardar sobras e retalhos do sistema
de produção, que podem ser reaproveitados. Por fim, a bancada, com
2,75m de comprimento por 1,85m de largura, é utilizada para guardar

71
outros objetos da empresa não utilizados no cotidiano da mesma, e que
acabam sendo depositados ali.
Conforme este arranjo físico atual da CR Confecções, nota-se que
os setores produtivos da empresa não seguem a ordem de produção da
camisa, apresentado no fluxograma. Aliás, é possível perceber que são
necessários deslocamentos grandes ao longo da sede, inclusive entre os
dois pavimentos, para que as peças de roupas sejam fabricadas. Para a
confecção das camisas é necessário subir e descer a escada que conecta
os pavimentos, no mínimo, três vezes. Isso mostra que a empresa gasta
um tempo significativo da produção com o transportes de materiais.
4.2 FASE 2
Nesta fase foram realizados os seguintes eventos: Cognitive Walk-
through Method, Workbook, e Apresentação dos Resultados.
4.2.1 Workshop 1: Cognitive Walk-through Method
Neste primeiro workshop realizou-se a investigação colaborativa
do atual local de trabalho, através do tour realizado entre os setores
produtivos, junto com os atores participantes. Nesse momento foram
tiradas as fotografias das atividades envolvidas na produção das camisas.
Estas imagens podem ser observadas nas Figuras de 9 a 17.
Figura 8 – Criação e Impressão dos moldes
Fonte: Elaborado pela Autora.
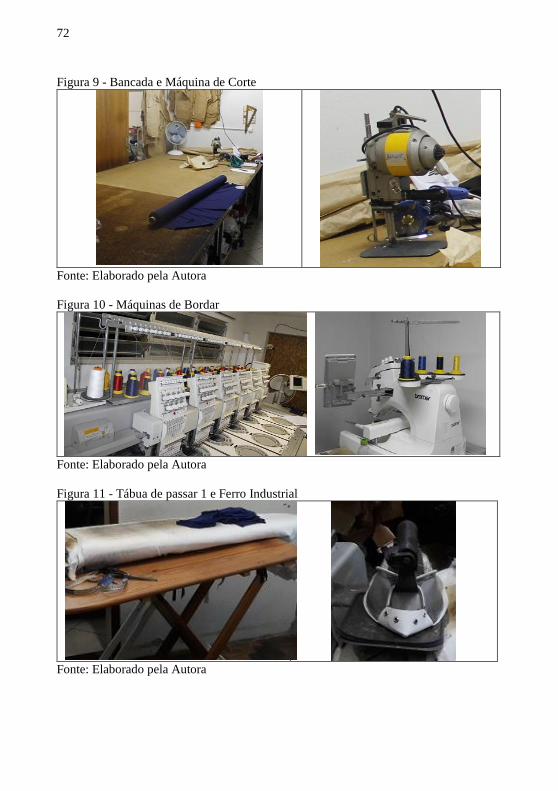
72
Figura 9 - Bancada e Máquina de Corte
Fonte: Elaborado pela Autora
Figura 10 - Máquinas de Bordar
Fonte: Elaborado pela Autora
Figura 11 - Tábua de passar 1 e Ferro Industrial
Fonte: Elaborado pela Autora
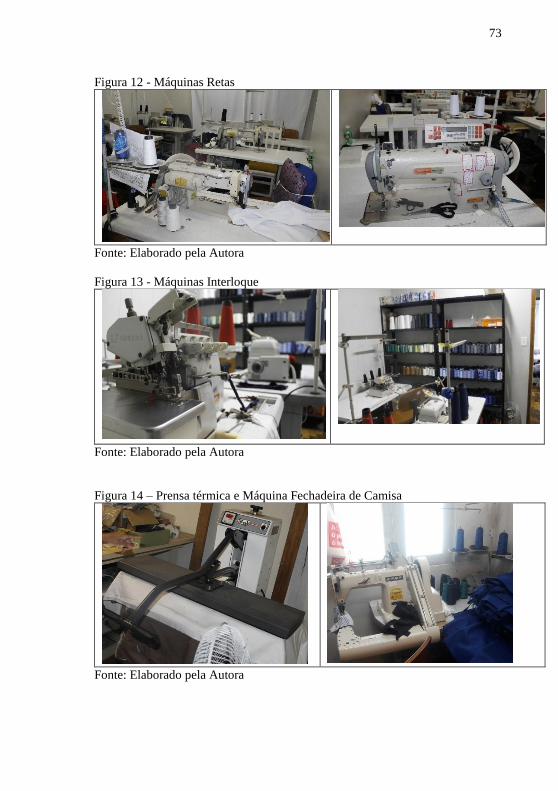
73
Figura 12 - Máquinas Retas
Fonte: Elaborado pela Autora
Figura 13 - Máquinas Interloque
Fonte: Elaborado pela Autora
Figura 14 – Prensa térmica e Máquina Fechadeira de Camisa
Fonte: Elaborado pela Autora

74
Figura 15 - Máquina de Casear e Máquina de Botão
Fonte: Elaborado pela Autora
Figura 16 - Bancada de Inspeção
Fonte: Elaborado pela Autora
Figura 17 - Tábua de Passar 2 e Bancada de Embalar
Fonte: Elaborado pela Autora

75
Além das imagens tiradas durante a execução do Walk-through,
este momento serviu para coletar mais informações dos atores
participantes sobre o ambiente de trabalho. Ao transitar pela tábua de
passar, foi expressa a opinião de que o ferro a vapor industrial é um
equipamento pesado, que possui 2kg. O peso do ferro, associado ao
cuidado e atenção que a atividade exige, acaba desencadeando fadiga e
dores na coluna após muito tempo empregado na execução desta
atividade.
Ao passar pela bancada de corte, foi indagado se a empresa utiliza
algum Equipamento de Proteção Individual - EPI durante a operação com
a máquina cortadeira. Os funcionários informaram que existe uma luva
de malha de aço, que proporciona maior segurança e evita acidentes, a
qual deveria ser utilizada durante a execução da atividade. Porém, a
funcionária responsável por esta função afirmou não utilizar a luva,
informando que a luva dificulta a precisão no momento de cortar e
manusear os tecidos. Além disso, foi relatado que a máquina de corte é
pesada, gerando tensões nos braços e na coluna, além de ser um trabalho
exaustivo por ser realizado na posição em pé.
No decorrer do percurso foi relatada a dificuldade que a empresa
encontra com a divisão dos setores em dois pavimentos, pois, muitas
vezes ao dia, é necessário subir e descer a escada (Figura 18). Além disso,
a escada que conecta os dois pavimentos é externa, não possuindo
proteção contra intempéries. Portanto, além do tempo gasto com
transporte de materiais, os funcionários e as roupas ficam sujeitos à
chuva, insolação e poeira.
Figura 18 - Escada que conecta os pavimentos
Fonte: Elaborado pela Autora
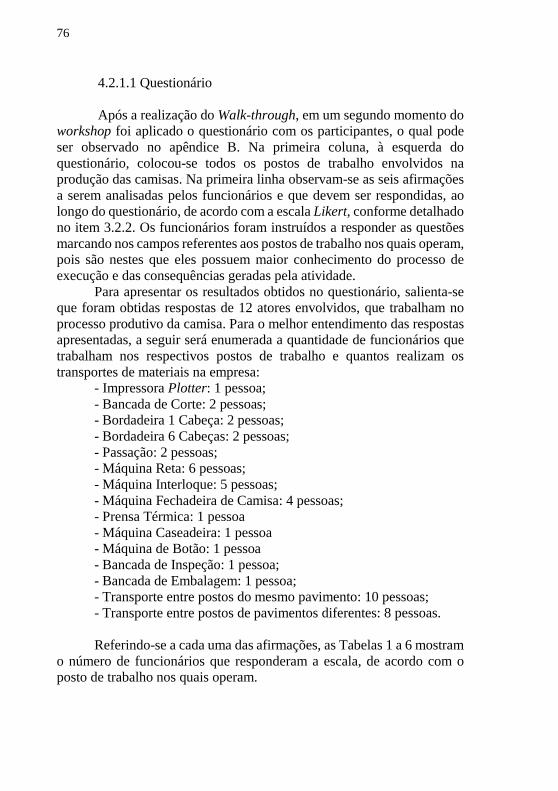
76
4.2.1.1 Questionário
Após a realização do Walk-through, em um segundo momento do
workshop foi aplicado o questionário com os participantes, o qual pode
ser observado no apêndice B. Na primeira coluna, à esquerda do
questionário, colocou-se todos os postos de trabalho envolvidos na
produção das camisas. Na primeira linha observam-se as seis afirmações
a serem analisadas pelos funcionários e que devem ser respondidas, ao
longo do questionário, de acordo com a escala Likert, conforme detalhado
no item 3.2.2. Os funcionários foram instruídos a responder as questões
marcando nos campos referentes aos postos de trabalho nos quais operam,
pois são nestes que eles possuem maior conhecimento do processo de
execução e das consequências geradas pela atividade.
Para apresentar os resultados obtidos no questionário, salienta-se
que foram obtidas respostas de 12 atores envolvidos, que trabalham no
processo produtivo da camisa. Para o melhor entendimento das respostas
apresentadas, a seguir será enumerada a quantidade de funcionários que
trabalham nos respectivos postos de trabalho e quantos realizam os
transportes de materiais na empresa:
- Impressora Plotter: 1 pessoa;
- Bancada de Corte: 2 pessoas;
- Bordadeira 1 Cabeça: 2 pessoas;
- Bordadeira 6 Cabeças: 2 pessoas;
- Passação: 2 pessoas;
- Máquina Reta: 6 pessoas;
- Máquina Interloque: 5 pessoas;
- Máquina Fechadeira de Camisa: 4 pessoas;
- Prensa Térmica: 1 pessoa
- Máquina Caseadeira: 1 pessoa
- Máquina de Botão: 1 pessoa
- Bancada de Inspeção: 1 pessoa;
- Bancada de Embalagem: 1 pessoa;
- Transporte entre postos do mesmo pavimento: 10 pessoas;
- Transporte entre postos de pavimentos diferentes: 8 pessoas.
Referindo-se a cada uma das afirmações, as Tabelas 1 a 6 mostram
o número de funcionários que responderam a escala, de acordo com o
posto de trabalho nos quais operam.

77
Tabela 1 - Afirmação "Você sente alguma dificuldade para realizar esta tarefa"
Fonte: Elaborado pela Autora
Para esta primeira afirmação nota-se que a atividade de transportar
materiais entre pavimentos diferentes chamou mais atenção, pois se
verificou que duas pessoas afirmaram que concordam totalmente em que
há dificuldade para realizar esta tarefa, e quatro concordam em parte. O
transporte de materiais entre o mesmo pavimento, bem como as
atividades de impressão dos moldes, corte, passação, bordado, costura,
acabamento, inspeção e embalagem não apresentam dificuldades para
serem realizadas.
Posto de Trabalho / Transporte
Você sente alguma dificuldade para realizar esta tarefa
Concordo Totalm.
Concordo em Parte
Indiferente Discordo
em Parte
Discordo Totalm.
Impressora 1
Corte 1 1
Bordadeira 1C 2
Bordadeira 6C 2
Ferro de Passar 2
Máq. Reta 6
Máq. Interloque 5
Máq.Fechadeira 1 3
Entretela 1
Maq.Caseadeira 1
Máq. de Botão 1
Inspeção 1
Embalagem 1
Transporte em Mesmo Pav.
1 4 1 4
Transporte entre Pav. Diferentes
2 4 2

78
Tabela 2 - Afirmação "Sente dores após longo tempo de exposição a este posto”
Fonte: Elaborado pela Autora
De acordo com a Tabela 2, observa-se que as atividades de
imprimir os moldes, cortar, bordar, passar, entretelar inspecionar e
embalar, quando executadas durante muito tempo, ocasionam dores nos
funcionários. No campo destinado a observações, estes funcionários
afirmaram sentir dor nas costas e nos braços. Com relação às atividades
de costura, apenas um funcionário afirmou sentir dor após muito tempo
de trabalho na máquina reta. Quanto aos trabalhos de acabamento, o
questionário mostrou que, tanto a máquina caseadeira quanto a máquina
de botão desencadeiam dores. Por fim, com relação aos transportes, uma
pessoa afirmou sentir dor após transportar materiais entre postos de
trabalho no mesmo pavimento, e três, entre pavimentos diferentes. Estes
apontaram que as dores são desencadeadas, principalmente, devido ao
Posto de Trabalho / Transporte
Sente dores após longo tempo de exposição a este posto
Concordo Totalm.
Concordo em Parte
Indiferente Discordo em Parte
Discordo Totalm.
Impressora 1
Corte 1 1
Bordadeira 1C 2
Bordadeira 6C 2
Ferro de Passar 2
Máq. Reta 1 1 4
Máq. Interloque 5
Máq.Fechadeira 4
Entretela 1
Maq.Caseadeira 1
Máq. de Botão 1
Inspeção 1
Embalagem 1
Transporte Mesmo Pav.
2 2 2 4
Transporte Pav. Diferentes
4 4

79
deslocamento dos rolos de tecidos, que chegam a pesar 15 kg. Como eles
são difíceis de carregar, os mesmos são transportados nas costas dos
funcionários.
Tabela 3 - Afirmação "A tarefa é intuitiva"
Fonte: Elaborado pela Autora
Quanto à afirmação “a tarefa é intuitiva”, os funcionários tiveram
a mesma opinião em relação à grande maioria dos postos de trabalho.
Percebe-se que as tarefas realizadas não são intuitivas, mostrando que o
trabalho exige atenção e esforço mental. Com relação aos transportes,
houve uma divergência das opiniões, uma vez que uma parte considerou
a tarefa intuitiva, e outra parte não.
A respeito da afirmação “É fácil cometer algum erro”, as respostas
do questionário mostraram que praticamente todos os postos de trabalho
são propícios à ocorrência de erros. Isto demonstra que, mesmo com
Posto de Trabalho / Transporte
A tarefa é intuitiva
Concordo Totalm.
Concordo em Parte
Indiferente Discordo em Parte
Discordo Totalm.
Impressora 1
Corte 1 1
Bordadeira 1C 2
Bordadeira 6C 2
Ferro de Passar 1 1
Máq. Reta 1 5
Máq. Interloque
1 4
Máq.Fechadeira 1 3
Entretela 1
Maq.Caseadeira 1
Máq. de Botão 1
Inspeção 1
Embalagem 1
Transporte Mesmo Pav.
3 3 1 3
Transporte Pav. Diferentes
2 1 5

80
prática e habilidade, visto que muitos funcionários trabalham há anos na
empresa, o exercício das funções da empresa não são simples e
demandam alta concentração. Desta forma, além deste trabalho exigir
esforço físico, ele também exige alto esforço cognitivo, o qual se refere
ao emprego de recursos psicológicos, como atenção, percepção e
memória.
Com relação aos transportes, verifica-se que houve consenso maior
entre os funcionários de que os transportes realizados na empresa são
propensos à ocorrência de erros. Os erros relatados se referiram a deixar
peças de roupas caírem no chão durante o transporte, que são realizados
manualmente, sem nenhuma caixa ou cesta para auxiliar durante o trajeto.
Tabela 4 - Afirmação "É fácil cometer algum erro"
Fonte: Elaborado pela Autora
Posto de Trabalho / Transporte
É fácil cometer algum erro
Concordo Totalm.
Concordo em Parte
Indiferente Discordo em Parte
Discordo Totalm.
Impressora 1
Corte 2
Bordadeira 1C 1 1
Bordadeira 6C 2
Ferro de Passar 1 1
Máq. Reta 6
Máq. Interloque 5
Máq.Fechadeira 4
Entretela 1
Maq.Caseadeira 1
Máq. de Botão 1
Inspeção 1
Embalagem 1
Transporte Mesmo Pav.
2 4 2 2
Transporte Pav. Diferentes
5 1 2

81
Tabela 5 - Afirmação "Existe algum risco claro que possa prejudicar sua saúde"
Fonte: Elaborado pela Autora
A afirmação “Existe algum risco claro que possa prejudicar sua
saúde” mostrou que os funcionários que trabalham na atividade de corte
e de passação concordam que seus postos de trabalho podem gerar algum
risco para sua saúde. No corte e na tábua de passar, estes riscos foram
especificados como sendo dores na coluna e queimadura,
respectivamente. Com relação aos outros postos de trabalho, houve uma
divergência entre as opiniões dos funcionários. Alguns acreditam que as
atividades executadas podem prejudicar sua saúde, contudo, nas
atividades de costura, três funcionários que trabalham na máquina reta,
interloque e fechadeira de camisa, acreditam que as atividades não
causam danos à sua saúde. Com relação às atividades de transporte, houve
Posto de Trabalho / Transporte
Existe algum risco claro que possa prejudicar sua saúde
Concordo Totalm.
Concordo em Parte
Indiferente Discordo em Parte
Discordo Totalm.
Impressora 1
Corte 1 1
Bordadeira 1C 1 1
Bordadeira 6C 1 1
Ferro de Passar 2
Máq. Reta 1 1 4
Máq. Interloque
1 4
Máq.Fechadeira 1 3
Entretela 1
Maq.Caseadeira 1
Máq. de Botão 1
Inspeção 1
Embalagem 1
Transporte Mesmo Pav.
9 1
Transporte Pav. Diferentes
8
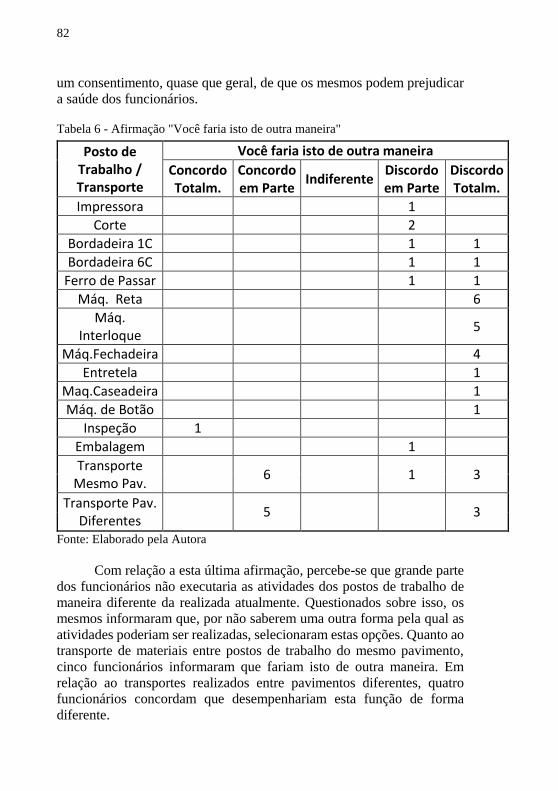
82
um consentimento, quase que geral, de que os mesmos podem prejudicar
a saúde dos funcionários.
Tabela 6 - Afirmação "Você faria isto de outra maneira"
Fonte: Elaborado pela Autora
Com relação a esta última afirmação, percebe-se que grande parte
dos funcionários não executaria as atividades dos postos de trabalho de
maneira diferente da realizada atualmente. Questionados sobre isso, os
mesmos informaram que, por não saberem uma outra forma pela qual as
atividades poderiam ser realizadas, selecionaram estas opções. Quanto ao
transporte de materiais entre postos de trabalho do mesmo pavimento,
cinco funcionários informaram que fariam isto de outra maneira. Em
relação ao transportes realizados entre pavimentos diferentes, quatro
funcionários concordam que desempenhariam esta função de forma
diferente.
Posto de Trabalho / Transporte
Você faria isto de outra maneira
Concordo Totalm.
Concordo em Parte
Indiferente Discordo em Parte
Discordo Totalm.
Impressora 1
Corte 2
Bordadeira 1C 1 1
Bordadeira 6C 1 1
Ferro de Passar 1 1
Máq. Reta 6
Máq. Interloque
5
Máq.Fechadeira 4
Entretela 1
Maq.Caseadeira 1
Máq. de Botão 1
Inspeção 1
Embalagem 1
Transporte Mesmo Pav.
6 1 3
Transporte Pav. Diferentes
5 3

83
4.2.2 Workshop 2: Workbook
O caderno de anotações, que foi colocado no refeitório da empresa
por alguns dias, possuía as fotografias dos postos de trabalho, as quais
estão presentes anteriormente neste tópico. Os postos de trabalho que
apresentaram comentários feitos pelos funcionários, foram: corte,
entretela, máquina reta e máquina interloque.
Corte: A funcionária afirmou que, no mercado de confecção,
há máquinas que facilitam mais a mão de obra do corte, como uma
enfestadeira, por exemplo, que aumentaria a produtividade;
Máquina Reta: Duas funcionárias comentaram a respeito da
máquina reta. Ambas informaram apenas características positivas,
relatando que as máquinas são boas, possuem uma ótima tecnologia, são
versáteis e fáceis de utilizar;
Máquina Interloque: Seguindo a mesma opinião sobre a
máquina reta, uma funcionária informou que gosta de trabalhar nesta
máquina, a qual permite a realização de várias costuras. Não atestou
nenhuma crítica ou sugestão a respeito deste posto de trabalho;
Entretela: A funcionária que trabalha no setor de
entretelagem afirmou que existem prensas térmicas mais modernas para
a execução da atividade, mas que a máquina que a empresa possui supre
a necessidade.
Tendo sido levantadas as opiniões expostas no workbook,
verificou-se que alguns postos de trabalho não receberam nenhum
parecer. A gerente de produção informou que alguns funcionários que não
participaram ficaram inibidos no ato de escrever e, por isto, não o fizeram.
Notou-se também que não houve comentários manifestando a ocorrência
de dores após a execução das atividades, como haviam sido
manifestadas, tanto no questionário aplicado quanto no Walk-through. Isto demonstrou que o caderno de anotações não obteve muita
representatividade perante os outros eventos realizados. Houve,
entretanto, sugestões importantes para o posto de trabalho do corte e da
entretela.
4.2.3 Apresentação dos Resultados
Neste último evento da Fase II foi apresentado os resultados da
aplicação dos workshops realizados, o Cognitive Walk-through e o
Workbook. Esse momento serviu mais como uma conversa, onde foram
apresentados os problemas encontrados na empresa e as opiniões e

84
validações dos funcionários sobre as questões levantadas. Com isto,
chegou-se às principais dificuldades encontradas na empresa atualmente.
São elas:
Setorização da empresa dividida em dois pavimentos, o que torna
necessário subir e descer a escada no mínimo três vezes para
produção da camisa;
Dificuldade na atividade de transporte entre postos de trabalho de
pavimentos diferentes, devido à presença da escada, o que gera
uma maior fadiga nos funcionários. Além disso, como a escada se
encontra ao ar livre, aumenta-se as chances de prejudicar as roupas
e os funcionários devido às intempéries;
Transporte de materiais pesados, como rolos de tecido, que
ocorrem entre pavimentos diferentes;
Presença de máquinas de costura no refeitório da empresa;
Recorrência de dores na coluna e nos braços nos funcionários,
principalmente aqueles que executam as atividades de corte e
passação, os quais manipulam um meio de produção com peso
elevado;
Realização de enfesto manual;
Prensa térmica que poderia ser mais moderna.
Riscos de acidentes de trabalho, principalmente com o ferro de
passar e máquina cortadeira;
Não utilização de EPI durante a atividade de corte dos tecidos e
passação;
Dificuldade na atividade de transporte entre postos de trabalho no
mesmo pavimento, devido à falta de um recipiente para acomodar
e realizar o deslocamento das peças de roupas e outros materiais.
4.2.3.1 Recomendações Propostas
Com relação as quatro primeiros problemas verificados na CR
Confecções, os quais foram citados no tópico anterior, foi elaborado um
novo arranjo físico para a empresa, o qual será apresentado na etapa
seguinte, que teve por objetivo diminuir estes problemas enfrentados. Em
com relação às seis últimas dificuldades mencionadas, serão propostas
algumas recomendações de melhorias.
Tendo sido verificado que grande parte dos postos de trabalho e
atividades realizadas na empresa desencadeiam dores, desconforto e
fadiga nos funcionários, propõem-se a implantação da prática da ginástica
laboral na empresa. Com relação ao trabalho estático, que é o tipo
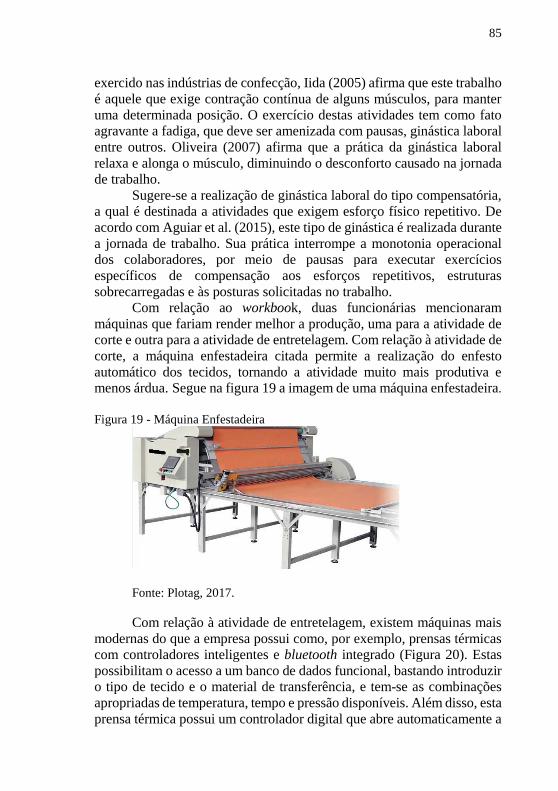
85
exercido nas indústrias de confecção, Iida (2005) afirma que este trabalho
é aquele que exige contração contínua de alguns músculos, para manter
uma determinada posição. O exercício destas atividades tem como fato
agravante a fadiga, que deve ser amenizada com pausas, ginástica laboral
entre outros. Oliveira (2007) afirma que a prática da ginástica laboral
relaxa e alonga o músculo, diminuindo o desconforto causado na jornada
de trabalho.
Sugere-se a realização de ginástica laboral do tipo compensatória,
a qual é destinada a atividades que exigem esforço físico repetitivo. De
acordo com Aguiar et al. (2015), este tipo de ginástica é realizada durante
a jornada de trabalho. Sua prática interrompe a monotonia operacional
dos colaboradores, por meio de pausas para executar exercícios
específicos de compensação aos esforços repetitivos, estruturas
sobrecarregadas e às posturas solicitadas no trabalho.
Com relação ao workbook, duas funcionárias mencionaram
máquinas que fariam render melhor a produção, uma para a atividade de
corte e outra para a atividade de entretelagem. Com relação à atividade de
corte, a máquina enfestadeira citada permite a realização do enfesto
automático dos tecidos, tornando a atividade muito mais produtiva e
menos árdua. Segue na figura 19 a imagem de uma máquina enfestadeira.
Figura 19 - Máquina Enfestadeira
Fonte: Plotag, 2017.
Com relação à atividade de entretelagem, existem máquinas mais
modernas do que a empresa possui como, por exemplo, prensas térmicas
com controladores inteligentes e bluetooth integrado (Figura 20). Estas
possibilitam o acesso a um banco de dados funcional, bastando introduzir
o tipo de tecido e o material de transferência, e tem-se as combinações
apropriadas de temperatura, tempo e pressão disponíveis. Além disso, esta
prensa térmica possui um controlador digital que abre automaticamente a
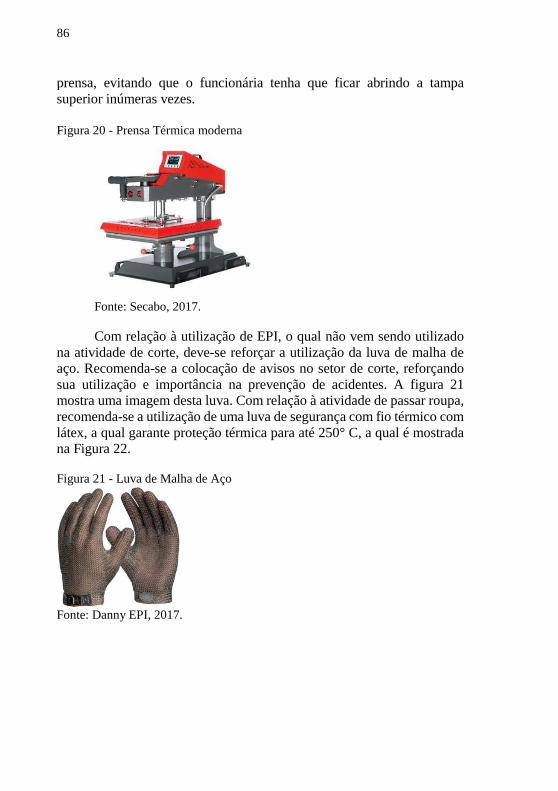
86
prensa, evitando que o funcionária tenha que ficar abrindo a tampa
superior inúmeras vezes.
Figura 20 - Prensa Térmica moderna
Fonte: Secabo, 2017.
Com relação à utilização de EPI, o qual não vem sendo utilizado
na atividade de corte, deve-se reforçar a utilização da luva de malha de
aço. Recomenda-se a colocação de avisos no setor de corte, reforçando
sua utilização e importância na prevenção de acidentes. A figura 21
mostra uma imagem desta luva. Com relação à atividade de passar roupa,
recomenda-se a utilização de uma luva de segurança com fio térmico com
látex, a qual garante proteção térmica para até 250° C, a qual é mostrada
na Figura 22.
Figura 21 - Luva de Malha de Aço
Fonte: Danny EPI, 2017.

87
Figura 22 - Luva de Fio Térmico
Fonte: Danny EPI, 2017.
Com relação a recorrência de dores na coluna e nos braços por
conta da atividades de passação, onde é manipulado o ferro de passar que
é um meio de produção com peso elevado, recomenda-se a colocação de
um balancim neste setor. O balancim serve com um aliviador no peso do
ferro, deixando mais fácil e leve a atividade de passar roupas. Na Figura
23, está a demonstração do balancim preso ao teto.
Figura 23 - Balancim para Ferro de Passar
Fonte: Milamak, 2017.
Por fim, pelo fato da empresa não possuir um equipamento que
auxilie no deslocamento das peças de roupas entre postos de trabalho do
mesmo pavimento, sugere-se que a utilização de um carro para realizar
esta função. A Figura 24 mostra um carro transporte que é especializado
na movimentação de roupas sem amassá-las, o qual facilitaria a execução
desta atividade, impedindo que os funcionários deixem as roupas caírem

88
durante o deslocamento. Além disto, este produto possui dimensões
estreitas, não comprometendo o fluxo dos funcionários.
Figura 24 - Carro transporte de roupas
Fonte: Isalog, 2017.
4.3 FASE 3
Nesta fase do projeto foi elaborado um novo arranjo físico para a
empresa, a partir da aplicação do jogo de tabuleiro. Este jogo foi
composto por um tabuleiro, que foi a planta baixa atual da empresa, já
apresentada, e o mobiliário e maquinário da mesma, mantidos como
objetos soltos. Levando em consideração os problemas verificados na
empresa, e com o foco principal, que é a produção das camisas, os
funcionários sugeriram durante o jogo as seguintes recomendações para a
proposta do novo arranjo físico:
Mudança do setor de impressão, incluindo a mesa com o
computador, a impressora plotter e o depósito dos rolos de tecido,
para o pavimento superior, no atual depósito. Isto transformaria
este ambiente em uma nova sala para impressão dos moldes e
depósito de tecidos;
Colocação de uma porta para conectar o setor de corte com esta
nova sala de impressão dos moldes e depósito de tecidos;
Mover as máquinas e os móveis presentes no depósito atual para o
pavimento inferior, já que estes equipamentos não são utilizados
atualmente na empresa;
Colocação da máquina elastiqueira e de gola, presentes na sala de
passação, no pavimento inferior, visto que as mesmas não são
utilizadas para a produção de camisas;
89
Pôr a prensa térmica no pavimento superior, na sala de principal;
Tirar as três máquinas de overloque do setor de costura e
posicioná-las no atual setor de entretela, no pavimento inferior, já
que as mesmas não são operadas na fabricação das camisas;
Posicionar a máquina fechadeira, que se encontra atualmente na
sala de passação, na sala de máquinas interloque, para que esta
fique situada no setor de costura;
Mudança das máquinas de viés e interloque, localizadas no
refeitório, para o pavimento inferior.
Questionados sobre o setor de bordado e se havia a necessidade de
mudá-lo para o pavimento superior, alguns funcionários disseram que
seria o mais adequado. Entretanto, a gerente de produção enfatizou que a
máquina bordadeira de seis cabeças possui dimensões muito grandes e,
consequentemente, não há espaço suficiente no pavimento superior para
acomodá-la. Além disso, a mudança do seu local exigiria quebras de
paredes, como já ocorrido, na mudança da sede no início do ano, que
causou grandes transtornos e prejuízos. Portanto, foi decidido que o setor
de bordado permaneceria situado no pavimento inferior.
Nas Figuras 25 e 26 são mostradas a planta baixa do arranjo físico
para o novo setor de produção através das recomendações sugeridas pelos
funcionários no Jogo do Tabuleiro. A visualização em duas dimensões
permite uma melhor identificação das mudanças ocorridas entre o arranjo
físico atual e o arranjo físico proposto. Percebe-se que ocorreram
alterações significativas nos dois pavimentos.
No pavimento superior as mudanças podem ser vistas,
primeiramente, na sala principal, que antes continha o setor de passação
e três máquinas de costura. Mantendo o setor de passação, esta sala passou
a conter também o setor de entretela, que estava anteriormente localizado
no pavimento inferior. Quanto às máquinas de costura que antes estavam
presentes neste ambiente, apenas a máquina fechadeira continuou neste
pavimento, a qual foi deslocada para a sala de máquinas interloque e
overloque. Já as máquinas de gola e de cobertura foram acomodadas no
pavimento inferior, já que ambas não são necessárias para a produção das
camisas.
Com relação ao setor de costura, a sala de máquinas retas não
sofreu alterações. A sala de máquinas interloque e overloque, por sua vez,
transformou-se em uma sala de máquinas interloque e fechadeira. Isto
ocorreu devido ao fato das máquinas de overloque, antes localizadas neste
ambiente, não fazerem parte da produção das camisas, as mesmas foram
guardadas no pavimento inferior. Portanto, essa sala passou a conter
90
apenas as máquinas interloque da empresa e a máquina fechadeira de
camisa, a qual estava localizada na sala principal, como mencionado
anteriormente. Com relação à máquina interloque situada no refeitório,
esta era destinada apenas à confecção de jeans e, portanto, como não é
útil para a produção de camisas, foi sugerida a sua realocação para o
pavimento inferior.
Outro local modificado foi o setor de acabamento, o qual passou a
conter somente a máquina caseadeira, de botão e o guarda-botões. As
outras, por não executarem nenhuma atividade na confecção das camisas,
foram colocadas no outro pavimento. Desta forma, este setor ficou com
um maior espaço livre.
Outra mudança importante foi a realocação do setor de impressão
e do depósito de tecidos, antes no pavimento inferior, para o depósito do
pavimento superior. Como este ambiente possuía sua entrada pela lateral
da sede, tendo que passar pelo lado de fora, foi sugerida uma abertura
entre o depósito e o setor de corte para possibilitar uma passagem entre
estes ambientes, e reduzir grandes deslocamentos. Por fim, o refeitório
passou a possuir apenas os eletrodomésticos, as mesas e o armário para
os funcionários guardarem seus pertences.
O pavimento inferior, por sua vez, passou a conter apenas o setor
de bordado e os depósitos 1 e 2. Isto significou que os transportes exigidos
para a produção das camisas diminuíram consideravelmente. Agora, ao
invés de três vezes, o deslocamento necessário entre os dois pavimentos
passou a ser de apenas uma vez. Além disso, como o depósito de tecidos
foi acomodado no pavimento superior, não é mais necessário o transporte
dos rolos de tecidos por entre as escadas. Isto diminui significativamente
a fadiga e os riscos aos quais os funcionários estavam expostos.
O antigo setor de impressão passou a ser o depósito 1, que passou
a contar com itens que antes estavam presentes no pavimento superior.
Este ambiente recebeu a estante de retalhos e sobras de tecidos, antes
localizada no setor de entretela. O antigo setor de entretela tornou-se o
depósito 2, que antes já possuía uma grande bancada com itens não
utilizados na empresa. Passou então a receber máquinas e equipamentos
que também não serão úteis para o novo setor de produção da empresa.
Por fim, foi criado um jardim no pátio da empresa, onde colocou-se
bancos e uma mesa, para que, durante o período de intervalo, este seja um
local onde os funcionários possam descansar e distrair-se ao ar livre, por
alguns minutos. Além disso, este seria um ambiente propício para a
realização da ginástica laboral, recomendação sugerida para a empresa na
fase anterior.

91
Figura 25 - Arranjo físico do Pavimento Superior após Jogo do Tabuleiro
Fonte: Elaborado pela Autora

92
Figura 26 - Arranjo físico do Pavimento Inferior após Jogo do Tabuleiro
Fonte: Elaborado pela Autora
Foi apresentado aos atores participantes este novo arranjo físico, porém em três dimensões, para eles explorarem melhor as alterações
realizadas. Foram impressas cópias deste modelo e distribuídas aos
funcionários, para que os mesmos pudessem observar e analisar de perto
as alterações realizadas. Enquanto eles observavam, foi sendo apontado
os ambientes da empresa que foram alterados, para que eles pudessem se
situar a respeito de nova localização de todos os setores, sem que nada
passasse despercebido, visto que foi efetuado um número significativo de
modificações.
A partir desta apresentação em 3D, a qual está exposta na Figura
27, foram feitas perguntas aos funcionários, indagando-os como seriam
as atividades realizadas neste novo ambiente. Solicitou-se que os
funcionários respondessem as seguintes perguntas: “Como seria a

93
produção de camisas nesse novo espaço?” e “De quais maneiras as tarefas
poderiam ser melhor executadas?”.
De modo geral, verificou-se que os funcionários validaram as
mudanças ocorridas, citando que aquelas modificações sugeridas por eles
no jogo do tabuleiro estavam concretizadas na nova proposta. Constatou-
se também que apenas o setor de bordado permaneceu situado no
pavimento inferior, sendo que o setor de impressão e de entretelagem
passaram a instalar-se no pavimento superior, junto com os demais
setores. Eles afirmaram que isto facilitaria significativamente as
movimentações internas na empresa na produção das camisas sociais.
A nova posição do setor de impressão e do depósito, agora no
pavimento superior e próximo à entrada da empresa, mostrou-se ser uma
das transformações que mais agradou aos funcionários e a gerente de
produção da empresa. Eles relataram que essa localização trará bons
benefícios à empresa, pois agora a plotter, que imprime os moldes para
serem enfestados e cortados na bancada de corte, está próxima ao setor de
corte. Além disso, não será mais necessário descer as escadas com os
rolos de tecidos.
Outro ponto que chamou a atenção dos atores participantes foi a
criação do jardim no pavimento inferior. Eles relataram que este seria um
local agradável para o período de descanso, pois, geralmente, ficam
apenas no refeitório da empresa, e passariam a ter um local externo para
os momento dos intervalos. Citaram também que a nova localização dos
depósitos, agora no pavimento inferior (Figura 28), é apropriada, pois
estes locais são escuros e sem janela, sendo então mais indicados para
guardar máquinas e equipamentos não utilizados, do que para abrigar um
setor de produção.
Entretanto, uma questão importante foi levantada quanto ao setor
de entretelagem, que agora passou a estar localizado ao lado do setor de
passação. Os funcionários, que antes haviam proposto a mudança deste
setor para este local, analisando a nova proposta, lembraram que a prensa
térmica deve ficar isolada em um cômodo, pois a mesma libera muito
calor, aquecendo muito o ambiente em que está localizada. Portanto, o
ideal seria que este setor ficasse afastado dos outros setores de produção.
Contudo, os participantes não sugeriram outro local para acomodá-lo

94
Figura 27 - Arranjo físico em 3D do Pavimento Superior
Fonte: Elaborado pela Autora
.

95
Figura 28 - Arranjo físico em 3D do Pavimento Inferior
Fonte: Elaborado pela Autora
4.4 FASE 4
De acordo com esta demanda levantada anteriormente, sobre o
novo setor de produção da empresa, nesta última fase propõe-se o arranjo
físico final do projeto. Este arranjo físico procurou atender os problemas
e as dificuldades enfrentadas pela empresa, os quais foram relatados ao
longo da aplicação da metodologia do projeto do espaço de trabalho. O
pavimento inferior, conforme acordado com os atores participantes,
permaneceu o mesmo apresentado no tópico anterior. O pavimento
superior, por sua vez, apresentou algumas modificações adicionais, as
quais estão expostas nas Figuras 29 a 32, em duas e três dimensões.
As mudanças ocorridas para a realização do arranjo físico tiveram

96
por objetivo solucionar o problema relacionado ao setor de entretelagem,
verificado a partir das perguntas realizadas na fase 3. Foi proposto,
portanto, que este setor trocasse de local com o setor de acabamento.
Desta forma, a prensa térmica pôde situar-se em um ambiente afastado
das outras máquinas e próximo à uma janela, diminuindo o desconforto
gerado ao funcionário que trabalha com esta máquina, devido ao calor
que a mesma produz. O setor de acabamento, por sua vez, que possui
apenas duas máquinas e o guarda botão, foi acomodado ao lado do setor
de passação.
Propõe-se, ainda, uma mudança no local de entrada da empresa.
Recomenda-se que a entrada passe a ser pelo novo setor de impressão,
local onde é o início da produção. Assim, o escritório e recepção não teria
tanto trânsito de funcionários, e passaria a ficar destinado apenas à
circulação de clientes e fornecedores. Com esta mudança é possível obter
um melhor fluxo entre os setores de costura, passação e acabamento. De
qualquer forma, sugere-se manter a porta que conecta o escritório ao setor
de acabamento para futuras modificações que a empresa pode vir a
requerer.
Este arranjo físico final proposto teve por objetivo atender as
opiniões dos funcionários de acordo com os conceitos de ergonomia
participativa aplicados durante o projeto. Esta adaptação do arranjo físico
da empresa visa atender a nova demanda da empresa CR Confecções,
além de proporcionar uma maior eficiência na produtividade da empresa
e viabilizar um ambiente de trabalho mais saudável para os funcionários.

97
Figura 29 - Arranjo físico Final do Pavimento Superior em 2D
Fonte: Elaborado pela Autora
.

98
Figura 30 - Arranjo físico Final do Pavimento Superior em 3D
Fonte: Elaborado pela Autora

99
Figura 31 - Arranjo físico Final do Pavimento Inferior em 2D
Fonte: Elaborado pela Autora
Figura 32 - Arranjo físico Final do Pavimento Inferior em 3D
Fonte: Elaborado pela Autora

100
4.4.1 Diagrama do Spaguetti
O Diagrama de Spaguetti foi utilizado para calcular a diferença
obtida no deslocamento percorrido pelos funcionários na produção das
camisas sociais do arranjo físico antes do processo de intervenção e após
o processo de intervenção. Primeiramente, foi traçado sobre as plantas
em duas dimensões todos os trajetos realizados, seguindo a lógica do
fluxograma apresentado na Figura 5. Após isso, foi calculado as
distancias percorridas entre as atividades, levando-se em consideração o
centro de cada um dos setores de produção.
Para um melhor entendimento do traçado realizado sobre as plantas
baixas, adotou-se a cor verde para os trajetos que são realizados apenas
uma vez, a cor azul para os trajetos que se repetem duas vezes e a cor
vermelha para os trajetos que se repetem três vezes ou mais. Estas
indicações estão contidas nas Figuras 33, 34, 35 e 36. Além disso,
observa-se na Tabela 7, os valores dos deslocamentos necessários para a
produção das camisas. Percebe-se que o espaço de trabalho final
apresentou uma redução de 51,4 m de distância percorrida, representando
um melhor aproveitamento do arranjo físico de 26,6%.
Figura 33 - Diagrama do Spaguetti no Pavimento Superior Antes do Processo de
Intervenção
Fonte: Elaborado pela Autora

101
Figura 34 - Diagrama do Spaguetti no Pavimento Inferior Antes do Processo de
Intervenção
Fonte: Elaborado pela Autora
Figura 35 - Diagrama do Spaguetti no Pavimento Inferior Após o Processo de
Intervenção
Fonte: Elaborado pela Autora
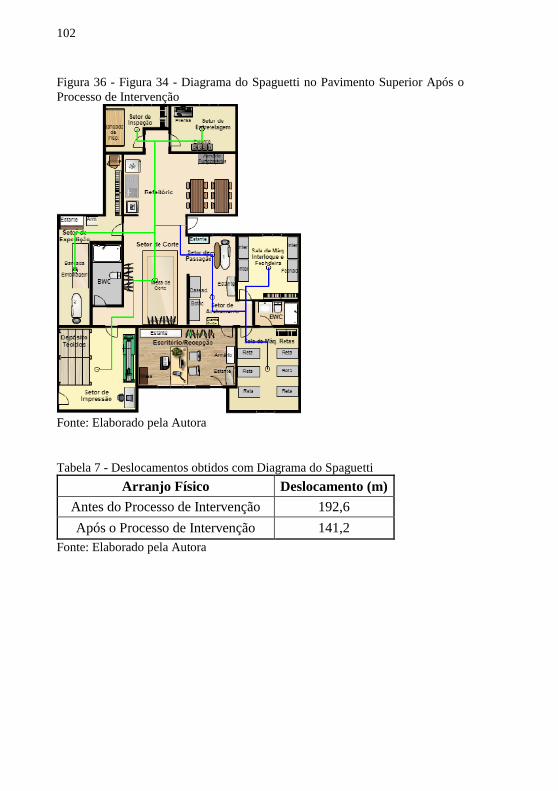
102
Figura 36 - Figura 34 - Diagrama do Spaguetti no Pavimento Superior Após o
Processo de Intervenção
Fonte: Elaborado pela Autora
Tabela 7 - Deslocamentos obtidos com Diagrama do Spaguetti
Arranjo Físico Deslocamento (m)
Antes do Processo de Intervenção 192,6
Após o Processo de Intervenção 141,2
Fonte: Elaborado pela Autora
103
5 CONCLUSÃO
Neste trabalho realizou-se uma aplicação da ergonomia
participativa por meio da metodologia do projeto do espaço de trabalho,
em uma empresa de confecções de roupas de Santa Catarina. Esta
empresa, que atua no setor de produção de uniformes e outras peças de
roupas, tinha por objetivo adaptar seu ambiente de trabalho para a
produção apenas de camisas sociais. A pesquisa teve caráter exploratório
e foi realizada através de um estudo de caso.
Diferentemente dos projetos tradicionais, que são realizados por
especialistas e o usuário só é envolvido na fase final de avaliação do
protótipo, no projeto participativo, o usuário foi envolvido desde a etapa
inicial. Esta abordagem possibilitou importantes contribuições para o
trabalho como a melhor comunicação com os funcionários, o rápido
feedback dos usuários, a proposta de medidas ergonômicas mais
adequadas e a maior aceitação por parte dos trabalhadores das mudanças
ergonômicas sugeridas.
Portanto, durante o estudo houve o envolvimento dos funcionários
nas quatro etapas da aplicação do método, as quais englobaram diferentes
atividades, como: Walk-through, que foi um “tour” pela fábrica junto com
os funcionários; aplicação de questionário envolvendo as atividades
realizadas na empresa; caderno de anotações, que serviu para coletar
informações extras referentes ao cotidiano da empresa; e o jogo do
tabuleiro, no qual os funcionários contribuíram na elaboração de um novo
arranjo físico para a sede.
Foi possível levantar informações sobre os principais problemas
encontrados na empresa e como readaptá-la ao novo setor de produção.
Por meio da ergonomia participativa elaborou-se um novo arranjo físico
para a CR Confecções, o qual apresentou mudanças significativas com
relação à planta baixa atual da empresa. Muitas destas modificações são
decorrentes da empresa possuir seus setores de produção divididos em
dois pavimentos, sendo sua maior prioridade reorganizar as áreas de
trabalho visando a redução dos transportes e movimentações pela escada.
Com a produção concentrada na fabricação das camisas, foi possível
elaborar um arranjo físico que permite uma melhor realocação da posição
do mobiliário e maquinário existente.
A sede da empresa possuía três setores da produção em um
pavimento e seis no outro. Após a aplicação da metodologia da pesquisa,
oito setores ficaram expostos no mesmo andar, possibilitando uma
diminuição dos transportes, assim como redução de fadiga. Somando-se
104
a isso uma significativa contribuição para a saúde dos funcionários foi a
realocação do depósito dos rolos de tecidos, que chegam a pesar 15 kg,
para o andar principal da produção e próximo à entrada da fábrica.
Verificou-se ainda que as atividades mais prejudiciais à saúde das
funcionárias são as atividades de corte e de passação, pois nelas são
manuseados meios de produção de peso elevado, as quais geram cansaço
e dores, principalmente nas costas e nos braços. Além disso, as atividades
de costura exigem trabalho repetitivo e demandam concentração e esforço
mental, tornando-se uma tarefa desgastante que gera desconfortos. Diante
disso, foi sugerido a realização de ginástica laboral do tipo compensatória,
aplicada durante a jornada de trabalho, para o alívio de tensão muscular
resultante de má postura ou esforço excessivo.
Caso o projeto não englobasse a participação dos funcionários,
poderiam ter sido verificadas algumas questões na empresa as quais, aos
olhos de um projetista, deveriam ser mudadas. Por exemplo, os espaços
dos corredores, que parecem ser estreitos e pequenos como também do
refeitório, localizado entre os setores. Entretanto, em nenhum momento
da aplicação da metodologia do projeto isto foi levantado como uma
dificuldade encontrada no dia a dia da empresa. Portanto, a ergonomia
participativa apresentou-se como uma abordagem muito útil para focar
nos verdadeiros problemas existentes no ambiente de trabalho. Com isto,
economizou-se tempo, retrabalhos e custos.
Nas pesquisas convencionais, muitas das soluções apresentadas
encontram dificuldade e resistência para sua implementação. Entretanto,
verificou-se que a proposta de arranjo físico apresentada neste trabalho
conseguiu atender as expectativas dos funcionários e foram bem aceitas
na empresa. Isto ocorreu devido ao projeto baseado na ergonomia
participativa, onde houveram a participação e colaboração dos
funcionários na execução das atividades em todas as etapas do trabalho.
Desta forma, os mesmos sentiram-se parte da criação do novo projeto do
espaço de trabalho, tornando assim o processo bastante colaborativo e
coerente para satisfazer as reais necessidades do cotidiano da empresa,
proporcionando condições de trabalho mais eficientes e seguras.
105
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA TÊXTIL E DE
CONFECÇÃO – ABIT (São Paulo) (Ed.). Agenda de Prioridades: Têxtil
e Confecção – 2015/2018. São Paulo, 2015. Disponível em: . Acesso em:
25 ago. 2015.
BAISCH, R. et al. O sistema de franchising como uma estratégia de
diferenciação para as empresas de Santa Maria – RS. In: 1º Fórum
Internacional Ecoinovar, 2012.
BERNARDES, J. M. Aplicação dos Princípios da Ergonomia
Participativa e da Análise Ergonômica do Trabalho na Industria do
Vestuário com Base no Ciclo PDCA: Um estudo de Caso no Setor de
Revisão. Florianópolis, 2012.
BROBERG, O. Quando o projeto participativo de espaços de trabalho se
encontra com o projeto de engenharia em eventos de colaboração mútua.
Laboreal, 4, (2), 47-58. 2008.
CARNEIRO, T. L; FERREIRA, M. C. Redução de jornada melhora a
Qualidade de Vida no Trabalho? A experiência de uma organização
pública brasileira. Psicologia (Florianópolis), v. 7, p. 131-158, 2007.
DUFFY, V. G.; SALVENDY, G. The impact of organizational
ergonomics on work effectiveness: with special reference to concurrent
engineering in manufacturing industries. Ergonomics, v. 42, n. 4, p. 614–
637, 1999.
DUL, J.; WEERDMEESTER, B. Ergonomia prática. São Paulo: Edgard
Blücher, 2004.
FRANCO, E;M. A ergonomia na contrução civil: uma analise do posto
do mestre de obras. Dissertação (Mestrado em Engenharia de Produção).
Universidade Federal de Santa Catarina, SC. 1995.
FUNDACENTRO. PONTOS DE VERIFICACAO ERGONOMICA
- Soluçoes práticas e de fácil aplicação para melhorar a segurança, a saúde
e as condiçoes de trabalho. 1. ed. São Paulo: Fundação Jorge Duprat
Figueiredo de Segurança e Medicina do Trabalho, 2001.

106
GARCIA, J. A. C. Condições de trabalho e saúde dos trabalhadores da
indústria do vestuário de Colatina. 2006. 123f. Dissertação (Mestrado em
Saúde Coletiva) - Universidade Federal do Espírito Santo. Espírito Santo,
2006.
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. 5. ed. São
Paulo: Atlas, 2008.
GRANDJEAN, Etienne. Manual de Ergonomia: Adaptando o Trabalho
ao Homem. 4. ed. Porto Alegre: Artes Médicas, 2005.
GUIMARÃES, L.B.M. Abordagem Ergonômica: o método Macro. 3ºed.
Porto Alegre: UFRGS\PPGEP cap 1.1.v.1. Porto Alegre, 2000.
HAIMS, M. C.; CARAYON, P. Theory and practice for the
implementation of “in-house”, continuous improvement participatory
ergonomic programs. Applied Ergonomics, Oxford, v. 29, n. 6, p. 461472,
dez. 1998
HENDRICK, H. W. Applying ergonomics to systems: Some documented
“lessons learned”. Applied Ergonomics, v. 39, n. 4, p. 418–426, 2008.
IIDA, Itiro. Ergonomia: projeto e produção. São Paulo: Edgar Blucher
Ltda, 1993.
IIDA, Itiro. Ergonomia: projeto e produção. 2º Edição Revista Ampliada.
São Paulo: Edgar Blucher Ltda, 2005.
JARIFE, Manuel; MEDEIROS, Rodrigo. Análise Ergonomia e
Concepção de Posto de Trabalho de Costureira. XXXV Encontro nacional
de Engenharia de Produção. ENEGEP. Salvador, BA, Brasil, 06 a 09 out.
2009.
JARSTEMBOWSKY, W. (2000 [1857]), Rys Ergonomji, czyli Nauki o
Pracy. Ergonomia, 1979 (2) 13-29.
JÚDICE, Marcelo Ortega. Contribuições da ergonomia para projetos de
concepção de espaços de trabalho em escritório. 109 f. Dissertação
(Mestrado em Psicologia) Universidade de Brasília, Brasília-DF, 2000.
KARWOWSKI, W.; SALVENDY, G. Cumulative trauma disorders in
industry. In: Ergonomics in Manufacturing: Raising Productivity through
Workplace Improvement. 1. ed. Dearborn, Michigan: Society of
Manufacturing Engineers, 1998. p. 305–316.

107
LARA, R. Saúde do trabalhador: considerações a partir da crítica da
economia política. Rev. Katálysis, Florianópolis, v. 14, n. 1, pp. 78-85,
2011.
LIMA, P.N .et al. Ergonomia e segurança no setor aeronáutico: a
contribuição do diagnóstico participativo de riscos em um ambiente de
manutenção de aeronaves. XXXV Encontro nacional de Engenharia de
Produção. ENEGEP. Fortaleza, CE, Brasil, 13 a 16 out. 2015.
MARGARITIS, S.; MARMARAS, N.. Supporting the design of office
layout meeting ergonomics requirements. 2006.
MARTINS, P. G.; LAUGENI, F. P.; Administração da Produção. São
Paulo: Saraiva, 2006.MINICUCCI, A. Psicologia aplicada à
administração. São Paulo: Atlas, 1995.
MAY, D. R.; SCHWOERER, C. E. Employee health by design: using
employee involvement teams in ergonomic job design. Personnel
Psychology, Washington, v. 47, n. 4, p. 861-876, dez. 1994.
MORAES, M; V; G. Doenças ocupacionais: agentes: físico, químico,
biológico, ergonômico. São Paulo: Látria, 2010.
MOREIRA, D. A.; Administração da produção e operações. São Paulo:
Pioneira, 1993
MOUND, H.; MURRELL, K. F. H.; RANDLE, T. P. Ergonomics
Research Society. British Medical Journal. 01(__):1009. 1950.
MURREL, K.F.H. Ergonomics: Man in his working environment.
London:Chapman and Hall, 1965. 496p.
NORO, K. (1991). Thc rationale and tools of participatory ergonomics.
In K. Noro andA.lmada (Eds.) Participatory Ergonomics. (pp. 3-29).
London: Taylor & Francis
NUNES, J. H.; CAMPOS A. F. O setor de confecção em Goiânia: análise
da relação entre trabalho domestico e trabalho domiciliar. Sociedade e
Cultura, v. 9, n. 2, p. 237-255, 2006.
NUNES, D. R., & SILVA, A. L.Análise do arranjo físico aplicando o
modelo de planejamento sistemático de layout: um estudo de caso numa
central de distribuição de uma empresa alimentícia. Fortaleza: ENEGEP.
2015.
ORSELLI, O; T. Câmara Multidisciplinar de Qualidade de Vida, 2011.
108
PANERO, Julius e Zelnik, Martin. Las dimensiones humanas en los
espacios interiores. Estándares antropometricos. 5ª ed. México: G. Gili,
1991.
PAULA, A. J. F. et al. Avaliação de Risco Ergonômico em Indústria de
Confecção através do Método de Análise Postural Ovako Working
Posture Analysing System - OWAS. In: CONGRESSO
INTERNACIONAL DE PESQUISA DE DESIGN. 2009, 5.Anais. Bauru,
2009.
PETROSKI, E.L. (1995). Cineantropometria: Caminhos Metodológicos
no Brasil. I: A. Ferreira Neto, S.V. Goellner & V. Brachat (Org.). As
Ciências do Esporte no Brasil. (pp. 81-101). Campinas: Autores
Associados.
PIZYBLSKI, Elisandra et al. Sintomas Osteomusculares em costureiras
de industrias de confecções têxteis. XXXIV Encontro Nacional de
Engenharia de Produção. ENEGEP. Curitiba, PR, Brasil, 07 a 10 de
outubro de 2014.
PLANCA, Sabrina; MERINO, Eugenio; MERINA, Giselle. Ergonomia
física: as exigências presentes na atuação de modelista do vestuário.
Physical ergonomics: current requirements for the fashion designer.
Revista UDESC: Moda Palavra E – periódico. 2016.
PRADO, R. R. Avaliação da qualidade de vida na indústria do vestuário:
o caso de costureiras portadoras de lombalgias. Dissertação (Mestrado).
Universidade Estadual Paulista. Faculdade de Engenharia, Bauru, 2006.
SALDANHA, Maria; DANTAS, Aline; DANTAS, Daniella. Análie do
trabalho no setor de corte em uma indústria têxtil Norte-Rio-Grandense
XXVIII Encontro Nacional de Engenharia de Produção. ENEGEP. Rio
de Janeiro, RJ, Brasil, 13 a 16 de outubro de 2008.
SANTANA, A; C. A abordagem ergonômica como proposta para
melhoria do trabalho e produtividade em serviços de alimentação.
Dissertação (Mestrado em engenharia de produção). Universidade
Federal de Santa Catarina, SC. 1996.
SANTOS, Helena Tamara, et al. A importância de uma abordagem
participativa dos usuários em um projeto de melhoria do posto de
trabalho: o estudo de caso em uma escola municipal de João Pessoa – PB.
XXXVI Encontro nacional de Engenharia de Produção. ENEGEP. João
Pessoa, PB, Brasil, 03 a 06 out. 2016.
109
SANTOS, Neri dos et. al. Antropotecnologia: a ergonomia dos sistemas
de produção. Curitiba: Genesis, 1997.
SCHERER, A.; CAMPOS, S. Projeto Competitividade e Inovação na
Indústria Gaúcha: Cadeia Produtiva Têxtil–Vestuário. Porto Alegre FEE,
1995.
SENA, R. B.; FERNANDES, M.G.; FARIAS, A.P.S.F. Análise dos
riscos ergonômicos em costureiras utilizando o software Era (Ergonomic
Risk Analysis) em uma empresa do polo de confecções do agreste de
Pernambuco. In: XXVIII ENEGEP, Rio de Janeiro. Anais do XXVIII
ENEGEP, p.1-7, 2008.
SOUSA, J et al. Factores de rísco ergonómico. Centro de reabilitação
profissional de Gaia – CRPG, 2005.
TAVEIRA, A; D. Ergonomia Participativa: Uma Abordagem Efetiva em
Macroergonomia. Scielo Prod. [online]. 1993, vol.3, n.2, pp.87-95.1993.
THUN, J.-H.; LEHR, C. B.; BIERWIRTH, M. Feel free to feel
comfortable—An empirical analysis of ergonomics in the German
automotive industry. International Journal of Production Economics, v.
133, n. 2, p. 551–561, 2011
VIDAL, M.C.R. Curso Tutorial de Ergonomia. Conjunto de slides
Powerpoint. 1999.
YIN, R. K. Estudo de caso: planejamento e métodos. 2. ed. Porto Alegre:
Bookman, 2001.


111
APENDICE A – Capa Flyer
Na capa do flyer foi ilustrado e explicado o conceito de ergonomia
participativa. A contracapa, por sua vez, ressaltou a importância do
envolvimento dos trabalhadores, e apresentou as atividades realizadas na
execução projeto.
Flyer - Capa
Fonte: Elaborado pela autora (2017).
112
APENDICE A – Contracapa Flyer
Flyer – Contracapa
Fonte: Elaborado pela autora (2017).

113
APENDICE B – Questionário aplicado no Workshop 1
Fonte: Elaborado pela autora (2017).

114
APÊNDICE C – Workbook
Esta imagem foi tirada do workbook, disposto no refeitório da
empresa. Na capa dele foi escrito “Deixe aqui sua opinião” para o melhor
entendimento do propósito do livro.
Fonte: Elaborado pela autora (2017).

![[Segmedtrab] ergonomia ergonomia](https://static.fdocumentos.com/doc/165x107/559e5d231a28abfa7f8b4723/segmedtrab-ergonomia-ergonomia-55a14c97665e9.jpg)