Apostila CN
117
Escola de Engenharia de São Carlos Universidade de São Paulo DEPARTAMENTO DE ENGENHARIA MECÂNICA COMANDO NUMÉRICO DE MÁQUINAS-FERRAMENTA Prof. Dr. Eduardo Vila Gonçalves Filho São Carlos, Fevereiro de 2011
-
Upload
felipesmaia -
Category
Documents
-
view
7.184 -
download
15
Transcript of Apostila CN

Escola de Engenhariade São Carlos Universidade de São Paulo
DEPARTAMENTO DE ENGENHARIA MECÂNICA
COMANDO NUMÉRICO DE
MÁQUINAS-FERRAMENTA
Prof. Dr. Eduardo Vila Gonçalves Filho
São Carlos, Fevereiro de 2011

2
SUMÁRIO
1 Introdução ................................................................................................................4 1.1 Histórico ............................................................................................................4 1.2 A Evolução da Tecnologia.................................................................................4 1.3 Retrofiting..........................................................................................................7 1.4 CN, CNC e DNC................................................................................................7 1.5 Configurações ...................................................................................................8
1.5.1 Configuração de 2 eixos.........................................................................8 1.5.2 Configuração de 2 ½ eixos .....................................................................9 1.5.3 Configuração de 3 eixos.........................................................................9 1.5.4 Configuração multi-eixos ......................................................................10 1.5.5 Configurações especiais.......................................................................10 1.5.6 Acessórios............................................................................................13
1.6 Estruturas........................................................................................................15 1.6.1 Centro de usinagem horizontal.............................................................15 1.6.2 Centro de usinagem vertical .................................................................16 1.6.3 Forma estrutural C com coluna fixa......................................................16 1.6.4 Forma estrutural C com coluna móvel..................................................17 1.6.5 Estrutura pórtica ...................................................................................18
1.7 Tipos de acionamento .....................................................................................19 1.8 Transdutores ...................................................................................................20
1.8.1 Encoder angular ...................................................................................21 1.8.2 Encoder linear – régua óptica...............................................................22 1.8.3 Referenciamento ..................................................................................23 1.8.4 Resolução, Acuracidade e Repetibilidade ............................................23
2 Exemplo de uma máquina CNC.............................................................................27 2.1 Introdução .......................................................................................................27 2.2 Painel de comando..........................................................................................27
3 Métodos de programação.......................................................................................31 3.1 Etapas para usinagem CNC............................................................................31
3.1.1 Recebimento do desenho.....................................................................31 3.1.2 Desenho em CAD.................................................................................31 3.1.3 Planejamento do processo ...................................................................31 3.1.4 Levantamento de coordenadas ............................................................32 3.1.5 Programação........................................................................................32 3.1.6 Transmissão do programa....................................................................33 3.1.7 Simulação gráfica .................................................................................33 3.1.8 Montagens............................................................................................33 3.1.9 Setup de fixação...................................................................................34 3.1.10 Setup de ferramentas ...........................................................................34 3.1.11 Execução da peça piloto.......................................................................34 3.1.12 Execução do lote ..................................................................................35
3.2 Programação Assistida ...................................................................................35 3.2.1 Definição das ferramentas....................................................................35 3.2.2 Definição do perfil final .........................................................................35

3
3.2.3 Definição do desbaste ..........................................................................36 3.2.4 Definição do corte.................................................................................37 3.2.5 Simulação.............................................................................................38 3.2.6 Comunicação........................................................................................38
4 Programação manual de máquinas CNC...............................................................39 4.1 Introdução .......................................................................................................39 4.2 Sistema de coordenadas.................................................................................39 4.3 Zero-peça........................................................................................................42 4.4 Programação CNC básica...............................................................................51
4.4.1 Informações de geometria ....................................................................51 4.4.2 Funções auxiliares................................................................................51 4.4.3 Códigos M ............................................................................................52 4.4.4 Códigos G básicos ...............................................................................53 4.4.5 Conceitos importantes..........................................................................59
4.5 Estrutura geral de um programa......................................................................60 4.5.1 Início de programa................................................................................60 4.5.2 Troca de ferramenta .............................................................................61 4.5.3 Fim de programa ..................................................................................61
4.6 Recomendações .............................................................................................62 4.7 Compensação do raio da ferramenta..............................................................67
4.7.1 Compensação no torneamento ............................................................67 4.7.2 Compensação no fresamento...............................................................68 4.7.3 Uso da compensação...........................................................................69
4.8 Comandos especiais .......................................................................................74 4.8.1 Ciclos de furação..................................................................................74 4.8.2 Ciclos geradores de coordenadas........................................................77 4.8.3 Ciclos de roscamento ...........................................................................79 4.8.4 Ciclos de desbaste em torneamento ....................................................81 4.8.5 Usinagem precisa de canto ..................................................................84 4.8.6 Espelhamento.......................................................................................85 4.8.7 Manipulação do sistema de coordenadas ............................................86 4.8.8 Ciclos de fresamento............................................................................88
4.9 Subrotinas e subprogramas ............................................................................92 4.10 Macros e programação paramétrica................................................................93
Referências .................................................................................................................101 A1 - Peças de Xadez....................................................................................................101 A2 - Comunicação Serial .............................................................................................111
A2.1 Introdução ....................................................................................................111 A2.2 Protocolo de comunicação serial RS 232 ....................................................111 A2.2 Padrão Ethernet ...........................................................................................112
A3 - Seqüência de cálculos para rosca cônica ............................................................114

4
1 INTRODUÇÃO
1.1 Histórico
No final da década de 1940 a força aérea americana realizou alguns estudos
que mostraram que velocidade máxima atingida por uma aeronave estava diretamente
ligada aos custos de fabricação. Ou seja, quanto mais complexa a geometria mais
desempenho a aeronave obtinha e maiores eram os custos de produção. Buscando
uma solução, a força aérea americana realizou um projeto conjunto com o MIT
(Massachusetts Institute of Technology) para obter uma forma mais econômica e mais
rápida de se fabricar asas de aviões com perfil complexo. Em 1952 foi apresentado um
protótipo de uma máquina ferramenta controlada através de instruções perfuradas em
fitas ou cartões de computador, cunhando o termo Comando Numérico (CN).
Após décadas de desenvolvimento, o comando numérico é hoje extensivamente
empregado na fabricação. Seu emprego é viável tanto em grandes quanto em
pequenas indústrias, graças à diminuição de custos que tem ocorrido. Com a
introdução de softwares para programação assistida mais modernos e poderosos, a
programação dessas máquinas se tornou mais fácil, necessitando de treinamento
menos intenso do que era exigido inicialmente.
Uma grande vantagem das máquinas ferramentas a comando numérico sobre
as máquinas ferramentas convencionais é a sua capacidade de produzir diferentes
peças sem perda de tempo entre elas, isto é, com mínimo tempo de preparação
(setup). Preparando-se uma máquina CNC de forma conveniente, o tempo de
preparação para fabricar uma nova peça pode ser reduzido a zero. Isto torna o
comando numérico uma tecnologia apropriada para se alcançar uma alta produtividade
aliada a uma alta flexibilidade na fabricação de peças em lotes pequenos a médios.
1.2 A Evolução da Tecnologia
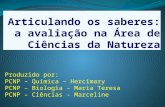
Durante a última metade do século XIX, muitas melhorias importantes foram
realizadas nas máquinas ferramentas. Máquinas pioneiras, tais como a de Lincoln,
ilustrada na Figura 1.1, foram continuamente melhoradas no sentido de alcançar maior
produtividade. Esse desejo de maior produção levou, em 1873, ao desenvolvimento da
primeira máquina controlada automaticamente. Essa máquina, desenvolvida por C.M.
Spencer, era um torno automático e pode ser considerado um passo decisivo rumo à
automação.

5
Figura 1.1 - A máquina de Lincoln - uma das primeiras máquinas ferramenta.
Por volta de 1900 as fábricas americanas continham máquinas ferramenta que
não eram muito diferentes em função e forma daquelas em uso hoje em dia. A
fabricação de automóveis na Inglaterra e depois nos EUA serviu como uma força
motora para o desenvolvimento de melhores máquinas. Em pouco mais de 50 anos, a
produção em massa tinha se tornado um modo de vida. Desde o século XX presencia-
se uma automatização sempre crescente das máquinas, e, através disso, eliminando a
intervenção do operador no processo de manufatura. À medida que a automatização
das máquinas cresce, mais especializadas ou específicas elas se tornam.
Uma máquina altamente automatizada que produza 20.000 unidades por dia
será capaz de fabricar somente uma classe limitada de componentes. Até
recentemente, componentes produzidos em lotes pequenos eram fabricados com
máquinas convencionais operadas manualmente.
Com o advento de novos materiais, difíceis de usinar, juntamente com
exigências de qualidade com tolerâncias na faixa de 1 a 2 µm, os melhores operadores
de máquinas chegaram ao limite de suas possibilidades. Esses requisitos aliados com
a necessidade de flexibilidade de fabricação impulsionaram o que atualmente se
denomina de Comando Numérico Computadorizado (CNC).
Na Tabela 1.1 são mostrados alguns dos eventos mais importantes na história
do desenvolvimento e implantação de máquinas ferramenta a comando numérico.

6
Tabela 1.1 - Eventos importante para no desenvolvimento da tecnologia CNC
Data Evento
1808 J. Jacquard usa cartões perfurados para controlar automaticamente máquinas têxteis.
1863 M. Fourneaux patenteia o piano automático (Pianola), acionado por ar comprimido e
comandado por uma tira de papel furado de 30cm de largura.
1938 Claude E. Shannon mostra em seu doutorado no MIT que computadores eletrônicos
utilizando forma binária realizam rápidos cálculos e transporte de dados.
1946 John W. Mauchly e J. Prosper Eckert entregam o primeiro computador digital para o
exército americano (ENIAC).
1949
John Parsons desenvolve no MIT, a pedido da Força Aérea Americana, um sistema
para controlar os movimentos de máquinas ferramenta por meio de uma máquina de
calcular valvulada, armazenando dados em fitas perfuradas. Em 1952 uma Cincinnati
Hydroletv foi operada possibilitando movimentos simultâneos nos 3 eixos.
1954 A Bendix compra os direitos de patente de Parsons e constrói o primeiro produto de
comando numérico, ainda utilizando válvulas eletrônicas.
1957 A Força Aérea Americana instala sua primeira fresadora de comando numérico.
1958 É apresentada, em um computador IBM 704, a primeira linguagem de programação
simbólica: APT (Automatically Programmed Tools).
1960 Os transistores substituem relés e válvulas no comando numérico. A troca automática
de ferramenta aumenta o grau de automação.
1968 Os circuitos integrados levam a comandos menores e mais confiáveis.
1969 Primeira instalação DNC (Direct Numeric Command) nos EUA através de Sundstrand
"Omnicontrol" e IBM. Troca automática de paletes é apresentada.
1972 Primeira máquina com um minicomputador de série embutido.
1976 Microprocessadores revolucionam a técnica de comando numérico.
1979 Funciona a primeira conecção CAD-CAM.
1984 A programação gráfica-interativa simplifica a programação no chão de fábrica.
1986 Interfaces padronizadas permitem a troca contínua de informações e abrem caminho
para a fábrica automatizada.
1990 Interface digital entre CNC e os motores de acionamento melhoram a precisão e o
comportamento dos eixos e do eixo árvore.
1992 Sistemas CNC abertos possibilitam comandos e funções específicas do cliente.

7
Nota-se que o desenvolvimento da tecnologia de comando numérico ocorreu em
duas vertentes: hardware e software. Com relação ao hardware o comando
acompanhou toda a evolução da eletrônica: válvulas (1952), relés (1955), transistores
(1960), circuitos integrados (1965) e microprocessadores (1975). Com respeito ao
software o objetivo sempre foi tornar a programação mais simples evoluindo até a
programação gráfica assistida por computador (CAM - Computer-Aided Manufacturing).
1.3 Retrofiting
Com a redução de custos e popularização dos comandos o setor de reforma de
máquinas ferramenta desenvolveu um novo serviço: o retrofiting. Esse serviço consiste
na adaptação de servos-motores, sensores e do comando em máquinas
convencionais. Na fase inicial é realizada uma avaliação técnica para análise do custo-
benefício de assegurar uma sobrevida maior ao equipamento com a adoção de uma
nova tecnologia. Além da instalação dos componentes relacionados ao CNC o
retrofiting envolve: substituição de peças, retífica de barramento, aferição geométrica e
pintura.
A reforma de máquinas que já possuem comando numérico pode envolver a
substituição do comando antigo por um mais moderno ou na inclusão de novos eixos,
caso o comando tenha essa possibilidade.
1.4 CN, CNC e DNC
As primeiras máquinas comandadas não tinham memória e dessa forma eram
obrigadas a ler cada comando em uma fita perfurada e executá-lo em seguida. Esse
tipo de controle foi denominado CN. Com a evolução dos computadores e a adoção de
memórias para armazenar os programas a denominação tornou-se CNC. Portanto um
equipamento CNC é uma máquina controlada por um equipamento dedicado
(comando) e cujas funções podem ser programadas e repetidas de forma automática, a
partir de um programa armazenado na memória do comando numérico.
O DNC (Direct Numeric Command) foi introduzido por volta de 1968. Nessa
época o objetivo era reduzir os custos de controle tendo um computador controlando
mais de uma máquina. Atualmente o conceito de DNC é outro e está relacionado à
execução de programas muito extensos.

8
Programas para realizar operações como torneamento, eletro-erosão ou ainda
simples operações de fresamento, não ocupam muita memória. Entretanto, programas
para a fabricação de moldes, matrizes e peças aeronáuticas podem atingir até 50MB
de extensão. Estes programas, gerados por sistemas CAM, executam movimentações
tridimensionais em pequenas dimensões, com até cinco eixos coordenados. Cada linha
de programa, em média pode possuir entre 20 e 30 caracteres. Para programas muito
extensos pode-se usar uma conexão com um computador que envia as linhas do
programa conforme a máquina vai executando-as.
1.5 Configurações
Atualmente há uma grande variedade de máquinas que fazem uso de comando
numérico. Pode-se citar como exemplo: tornos, centros de torneamento, fresadoras,
centros de usinagem, puncionadeiras, retíficas, eletroerosão, máquinas de corte (laser,
jato d’água, plasma) etc. Cada tipo de processo requer características próprias que
levam à adoção de diferentes configurações.
1.5.1 Configuração de 2 eixos
Nesta configuração há apenas dois eixos de movimentação sendo que o
equipamento é capaz de executar interpolações simultâneas. A norma determina que o
eixo mais curto seja denominado de X e o mais longo (ou alinhado com o eixo-árvore)
seja o Z. Como exemplos pode-se citar o caso de tornos e eletroerosão a fio. A Figura
1.2 dois exemplos de movimentação em um torno horizontal.
Figura 1.2 – Movimentação em um torno horizontal.

9
1.5.2 Configuração de 2 ½ eixos
Esta configuração possui três eixos (X, Y e Z), porém o processo de interpolação
é permitido somente em dois eixos simultaneamente. Atualmente não faz sentido sua
existência, pois o poder de processamento para interpolação com mais de dois eixos é
comum. Mesmo assim, em termos de programação, essa denominação é usada. Na
Figura 1.3 há dois exemplos de perfis sendo fresados em 2 ½ eixos. No lado esquerdo
as interpolações ocorrem em X e Y enquanto no lado direito ocorrem em X e Z.
Figura 1.3 - Trajetórias de ferramenta em 2½ D.
1.5.3 Configuração de 3 eixos
São máquinas onde ocorre a interpolação simultânea nos três eixos. O exemplo
mais comum são as fresadoras, porém pode-se também citar puncionadeiras que
controlam a posição angular do punção e tornos que controlam a posição angular do
eixo-árvore. Na Figura 1.4 há um exemplo de interpolação simultânea em três eixos em
uma fresadora vertical.
Figura 1.4 – Interpolação simultânea em três eixos.

10
1.5.4 Configuração multi-eixos
São os equipamentos com mais de três eixos. Normalmente esta configuração
possui até três eixos rotativos (A, B e C) além dos três eixos lineares (X, Y e Z). A
denominação dos eixos rotativos segue uma norma e tem-se: A se o eixo de rotação é
paralelo ao eixo X, B se for paralelo ao eixo Y e C quando for paralelo ao eixo Z. São
máquinas de grande flexibilidade que permitem usinar diversas faces de uma peça com
apenas uma fixação ou gerar superfícies de grande complexidade que necessitam de
interpolação em vários eixos. A Figura 1.5 mostra uma fresadora vertical de 5 eixos (X,
Y, Z, A e C). A peça (verde) está fixada na mesa do eixo C (cinza) que por sua vez está
fixada na estrutura do eixo A (azul e vermelho). Todo o conjunto está fixado na mesa
da fresadora que executa os movimentos em X e Y enquanto a ferramenta está fixada
no eixo Z.
Figura 1.5 – Fresadora vertical de 5 eixos.
1.5.5 Configurações especiais
São máquinas com características diferenciadas, como as MTM (Multi-Task
Machining – Máquinas multi-tarefa). A Figura 1.6 mostra um torno com duas torres
porta ferramenta usinando a mesma peça simultaneamente.

11
Figura 1.6 - Torneamento com duas ferramentas simultâneas.
Outro exemplo, mostrado pela Figura 1.7, são máquinas com diferentes
processos. Neste caso o porta-ferramenta inferior possui uma ferramenta de
torneamento (que não está operando) enquanto o porta-ferramenta superior possui
uma ferramenta de fresamento (em operação). Neste tipo de máquina é necessário que
o eixo-árvore seja controlado para realizar as interpolações necessárias. Nota-se
também que a ferramenta de fresamento desloca-se em dois eixos lineares e em um
eixo angular.
Figura 1.7 – Máquina que executa operações de torneamento e fresamento.

12
Outra configuração especial relaciona-se aos tornos com dois eixos-árvore. Isso
pode ser observado no lado direito da Figura 1.7 onde nota-se uma segunda placa de
três castanhas. A grande vantagem dessa configuração é a possibilidade de usinagem
dos dois lados de uma peça sem que seja necessária a intervenção do operador. A
Figura 1.8 mostra dois momentos da usinagem de uma mesma peça. No lado esquerdo
a primeira etapa, com a peça fixada por uma extremidade e no lado direito as
operações finais sendo executadas com a peça fixada pela extremidade oposta. Nessa
configuração um dos eixos-árvore movimenta-se pelo barramento horizontal para
buscar a peça na outra placa.
Figura 1.8 – Usinagem com dois eixos-árvore e duas torres.
Outra configuração especial é denominada hexapode, sendo usada em robôs e
fresadoras. É composta de braços articulados, fixos ao eixo-árvore, e que são
responsáveis pela movimentação da ferramenta de corte. A Figura 1.9 ilustra um
exemplo desta concepção de máquina.
Figura 1.9 - Centro de usinagem hexapode.

13
Em geral estas máquinas possuem seis graus de liberdade, permitindo assim
uma grande versatilidade de movimentação e posicionamento da ferramenta, aliada a
grande rigidez e estabilidade obtida durante a usinagem. No entanto esta tecnologia
ainda é de alto custo devido à robustez dos sistemas de acionamento e sua cinemática
de movimentação que exige um controle de movimentação complexo.
1.5.6 Acessórios
Além dessas configurações há alguns acessórios que podem ser acrescentados
às máquinas caso não façam parte do modelo básico. Entre esses acessórios o mais
comum é a trocador automático de ferramenta (ATC – Automatic Tool Changer). Um
torno CNC, com esse dispositivo, é denominado centro de torneamento, enquanto uma
fresadora é denominada centro de usinagem. Esse dispositivo costuma ser
denominado magazine de ferramentas. A Figura 1.10 mostra um magazine com
capacidade para 20 ferramentas de um centro de usinagem vertical.
Figura 1.10 – Magazine de ferramentas para fresamento.
Em centros de usinagem para peças de grande porte a troca automática da
mesa de trabalho (pallet) é um acessório que auxilia no aumento da produtividade. A
máquina da Figura 1.11 possui três pallets. Durante a usinagem de uma peça duas
equipes podem trabalhar simultaneamente: uma fixando uma nova peça a ser usinada
e outra removendo a peça que está pronta.

14
Figura 1.11 – Centro de usinagem com troca de pallets.
A remoção de cavacos de dentro de uma máquina é outra fonte de perda de
produtividade. Com base nisso há máquinas onde é possível instalar o transportador de
cavacos (chip conveyor), como mostra a Figura 1.12.
Figura 1.12 – Remoção automática de cavacos.
Outra tarefa que pode ser automatizada é a troca de peças. A Figura 1.13
mostra um sistema de carga e descarga fixado sobre um centro de torneamento. Além
de realizar esta tarefa também pode ser responsável por virar a peça dentro da
máquina permitindo sua completa usinagem.

15
Figura 1.13 – Sistema de carga e descarga de peças.
1.6 Estruturas
Para se obter tolerância na usinagem deve-se considerar a estrutura da máquina
ferramenta que deverá manter a precisão geométrica em todo o volume de trabalho e a
estabilidade térmica. Além das forças de usinagem, os altos valores de aceleração e
desaceleração, associados à alta velocidade de avanço propiciado pelas máquinas
modernas representam um carregamento dinâmico extremamente elevado. Estes
valores de carregamento dinâmico devem ser levados em consideração nas etapas de
projeto e definição da estrutura da máquina, pois afetam diretamente na precisão de
usinagem, assim como no desgaste dos mecanismos de acionamento.
Os principais fatores a serem considerados durante a definição do projeto da
máquina envolvem a rigidez do sistema, a precisão de movimentação, características
de amortecimento de vibrações, volume de trabalho adequado e facilidade de acesso à
área de trabalho.
1.6.1 Centro de usinagem horizontal
Neste caso, o eixo-àrvore da máquina está disposto no sentido horizontal, como
ilustra a Figura 1.14. A principal vantagem desta estrutura é a remoção do cavaco pela
própria força de gravidade, não interferindo assim no processo de usinagem.
Entretanto, o posicionamento e a fixação da matéria-prima na mesa da máquina pode

16
exigir maior esforço, dependendo das dimensões e do peso do material bruto. Por este
motivo, centros de usinagem horizontais são empregados com grande êxito em
determinadas aplicações na indústria aeronáutica; na usinagem de acabamento de
blocos pré-moldados na indústria automobilística e na usinagem de pequeno porte e
materiais leves.
Figura 1.14- Centro de usinagem horizontal.
1.6.2 Centro de usinagem vertical
Esta é a concepção mais empregada na industria atual por propiciar uma
aplicação menos específica, se comparado ao centro de usinagem horizontal. O eixo-
árvore está posicionado no sentido vertical (Figura 1.15).
Figura 1.15 - Centro de usinagem vertical.
1.6.3 Forma estrutural C com coluna fixa
Esta concepção de estrutura realiza a movimentação na direção Z pelo eixo-
árvore, utilizando-se da coluna da máquina. A movimentação X e Y é realizada pela
mesa da máquina, como ilustrado pela Figura 1.16.

17
Figura 1.16 - Centro de usinagem de forma estrutural C com coluna fixa.
Esta estrutura de máquina é mais adequada para a usinagem de peças cujas
dimensões de comprimento e largura, em geral, excedam sua altura. Isto porque, neste
tipo de estrutura, a rigidez é reduzida quando a posição Z da máquina for elevada. A
precisão geométrica destas máquinas é considerada grande e o custo é relativamente
baixo. A troca de ferramentas nesta concepção de máquina é bastante rápida, pois
apenas o eixo Z deverá se movimentar para atingir a posição do magazine para troca.
Como já mencionado, quando o peso da peça bruta for relativamente elevado, a
performance dinâmica da máquina ficará comprometida para movimentações nas
direções X e Y, acelerando também o processo de desgaste dos mecanismos de
acionamento da mesa.
1.6.4 Forma estrutural C com coluna móvel
Centros de usinagem com esta concepção são mais adequados para fabricação
de peças pesadas e de grande porte, se comparado às máquinas com coluna fixa. A
movimentação da máquina, nas direções X, Y e Z são realizadas pelo eixo-árvore,
portanto a performance dinâmica da máquina é independente do peso da peça bruta, o
que reduz também o desgaste dos mecanismos de acionamento da máquina. A Figura
1.17 exemplifica esta categoria de máquina-ferramenta.

18
Figura 1.17 - Máquina de forma estrutural C com coluna móvel.
Este concepção facilita o acesso à área de trabalho, contudo esta estrutura não
permite elevada precisão geométrica, em torno de 0.01 mm. O magazine de
ferramentas pode estar posicionado junto ao eixo-árvore, permitindo uma troca rápida
de ferramenta.
1.6.5 Estrutura pórtica
Máquinas com estrutura pórtica atribui todas as movimentações de
deslocamento ao eixo-árvore fixo por uma estrutura superior, semelhante à uma
estrutura de ponte rolante para guindaste, como ilustrado na Figura 1.18.
Figura 1.18 - Máquina de estrutura pórtica.

19
Para o posicionamento da ferramenta no sentido do eixo Z, em relação à peça,
os eixos X e Y da máquina ficam distantes da área de trabalho, comprometendo a
precisão. Quanto mais próximo a ferramenta trabalhar da mesa, devido a baixa altura
da peça, maior será a imprecisão de usinagem. De maneira geral, máquinas desta
concepção podem trabalhar com precisão de posicionamento de 0.01 mm, no entanto,
permitem posicionar o eixo-árvore dentro de grandes cavidades (operação muito difícil
nas outras concepções), permitindo com isto, a utilização de ferramentas mais curtas
para usinagem, reduzindo assim a deflexão da ferramenta e melhorando a precisão do
produto final.
Um ponto desfavorável desta concepção é a troca ferramentas, pois o magazine
fica posicionado na estrutura da máquina e não acompanha o eixo-árvore, desta forma
a máquina deverá retornar a posição de troca tomando mais tempo para realizar esta
tarefa.
Máquinas com esta estrutura são aplicadas com grande êxito na fabricação de
moldes de grandes dimensões e pela indústria aeronáutica.
1.7 Tipos de acionamento
O acionamento primário para a movimentação de uma parte móvel da máquina,
como a mesa, por exemplo, é dado por um servo-motor conectado a um fuso de
esferas re-circulantes, como ilustra a Figura 1.19.
Figura 1.19 - Acionamento por um fuso de esferas re-circulantes.
No interior do sistema, esferas circulam entre o eixo do fuso, que é acoplado ao
servo-motor, e o acoplamento do fuso, que é fixo à mesa ou a parte móvel da máquina.

20
Desta forma, o movimento rotacional do eixo do servo-motor é transformado em
movimento linear de translação da parte móvel da máquina. Este processo de
conversão de movimento é muito mais eficiente com o fuso de esferas re-circulantes do
que com o uso do sistema tradicional de parafuso e porca.
Em uma máquina operatriz, os servo-motores são conectados a um fuso, que
por sua vez, estará conectado a parte móvel da máquina, como ilustra a Figura 1.20.
Figura 1.20 - Transmissão de movimento.
A movimentação dos servo-motores pode ser controlada por sensores,
denominados transdutores, os quais fornecem um sinal de resposta (feedback) sobre o
andamento do processo, através de uma malha de controle fechada. Com estes sinais
de resposta, os controladores podem corrigir erros de acionamento, oriundos muitas
vezes, de deficiências mecânicas. Este é o método mais aplicado para o acionamento
de máquinas operatrizes CNC, fazendo uso de motores elétricos de corrente contínua.
1.8 Transdutores
Transdutores são dispositivos capazes de transformar fenômenos físicos. Dois
tipos de transdutores são empregados em máquinas CNC: transdutores de
posicionamento e transdutores de velocidade.
Transdutores de velocidade: O tacômetro é um transdutor de velocidade bastante
comum, utilizado em diversas aplicações. Em máquinas operatrizes, ele fica
acoplado ao servo-motor, a fim de verificar sua rotação. O sinal de saída do
tacômetro é diretamente proporcional à rotação do eixo do servo.

21
Transdutores de posição: Transdutores de posição são utilizados por sistemas de
malha fechada, para se obter resposta de posicionamento do sistema
(feedback), a cada momento; estes conceitos estão detalhados no item 2.3.
Existem diferentes tipos de transdutores de posicionamento, como resolvers,
encoder angular e encoder linear, que são os mais utilizados por máquinas CNC e que
serão apresentados a seguir.
1.8.1 Encoder angular
Os encoders angulares medem o deslocamento angular de um eixo.
Conhecendo a relação entre o deslocamento angular do eixo e o deslocamento linear
da mesa ou carro é possível determinar sua posição. A mecânica do encoder consiste
em uma fonte de luz, um disco de vidro com faixas pintadas em distancia intercalada e
um sensor foto-elétrico,como ilustra a Figura 1.21.
Figura 1.21 - Componente de um encoder angular.
A luz emitida pela fonte pode passar pelo disco de vidro ou ser barrada, se
coincidir com uma das faixas pintadas. O sensor foto-elétrico captura a luz (caso ela
passe) e emite pulsos elétricos. Um dispositivo chamado de Schmitt Trigger é utilizado
para converter os sinais elétricos em sinais de onda quadrada. A resolução de um
encoder angular depende do número de faixas pintadas no disco de vidro. Como
exemplo, em um encoder com 50 faixas, sua resolução será de 7.2° (360°/50). Quando
o eixo do motor rotacionar 360°, o encoder emitirá 50 pulsos.

22
1.8.2 Encoder linear – régua óptica
O controle de posicionamento por um encoder linear é dado por régua óptica fixa
na parte estática da máquina operatriz, e um dispositivo de luz que é fixo na parte
móvel da máquina (dependendo da geometria da máquina, os movimentos nas
direções X, Y, Z, podem ser realizados pela mesa e/ou pelo eixo árvore).O esquema de
montagem deste sistema está ilustrado na Figura 1.22.
Figura 1.22 - Montagem da régua óptica na máquina.
Devido sua montagem estar associada às partes moveis da máquina, neste
exemplo a mesa, permite maior precisão de posicionamento. As imprecisões
provenientes do fuso de esferas poderão ser conhecidas e corrigidas pelo CNC. Este
método é empregado nas máquinas operatrizes que exigem maior precisão. A Figura
1.23 ilustra a régua óptica isoladamente.
Figura 1.23 - Encoder linear ou régua óptica.
O encoder angular não permite obter esta precisão, pois a verificação de
posicionamento é realizada no eixo do servo-motor, antes de chegar ao destino final, a
mesa, ou outra base de movimentação da máquina. Quando, por exemplo, houver
“folga” no acoplamento entre o servo-motor e o fuso, ou distorções de movimentação
da máquina após o servo-motor, estas não poderão ser detectadas pelos encoders
angulares.
Devido ao fato da régua ótica ficar exposta, sua aplicação fica restrita a
máquinas de medir por coordenadas e outros equipamentos que não gerem cavacos
ou usem fluido refrigerante.

23
1.8.3 Referenciamento
Há encoders absolutos e incrementais. O absoluto gera um código diferente
para cada posição enquanto o incremental gera uma certa quantidade de pulsos por
giro. Os mais usados são os incrementais devido a sua simplicidade e custo.
No sistema incremental a máquina CNC precisa de um procedimento
denominado referenciamento para passar a medir a posição de cada eixo
corretamente. Quando a máquina é ligada o comando não tem como saber as
coordenadas atuais de cada eixo. O referenciamento movimenta cada um dos eixos em
uma direção definida pelo fabricante em busca de uma referência. Essa referência
costuma ser uma micro-chave instalada em posição conhecida pelo fabricante e
programada no controle. Quando o eixo atinge essa posição a sua distância em relação
ao zero-máquina é definida e o controle passa a conhecer onde cada eixo está. Um
procedimento similar é observado em impressoras jato de tinta: quando um
equipamento desse é ligado ocorrem alguns movimentos para que o circuito de
controle de posicionamento saiba onde está o cabeçote de impressão (que pode estar
no meio do caminho, caso tenha ocorrido uma falha na energia). O mesmo ocorre em
scanners de mesa.
1.8.4 Resolução, Acuracidade e Repetibilidade
Genericamente o termo resolução é definido como o menor incremento de
movimento capaz de ser realizado. É uma característica determinada pelo sistema de
controle e pelo sensor de posição utilizado nos eixos. O sistema de controle define a
resolução de programação que pode ser da ordem de 0,01 mm para um eixo linear ou
de 0,1o para um eixo de rotação. Essa resolução se refere à capacidade do controlador
de dividir o campo de atuação em pontos igualmente espaçados. Esses pontos,
capazes de serem identificados pelo controlador, são denominados pontos
endereçáveis. A resolução de programação é função do número de bits na memória de
controle. Para um determinado eixo linear o menor incremento Al é dado por:
∆l = L/2n (mm)
Onde: L = percurso total do eixo (mm)
n = número de bits

24
A resolução de controle é o menor deslocamento que o sensor de posição pode
detectar. Por exemplo, se um encoder ótico emitir 500 pulsos por revolução de um eixo,
então a resolução de controle será de 0,72º (360º/500). Incrementos angulares
menores que 0,72º não poderão ser detectados pelo sistema de realimentação.
No projeto de uma máquina CNC procura-se fazer a resolução de programação
igual à resolução de controle.
Exemplo 1: Considere um torno CNC onde o carro porta-ferramenta pode se deslocar
no máximo de 500 mm.
a) Determinar a resolução de programação sabendo-se que 14 bits são usados para
armazenar uma posição;
b) Supondo que o movimento seja dado através de um fuso de esferas de 10 mm de
passo e que um encoder ótico colocado na ponta do fuso é capaz de emitir 250 pulsos
por revolução, determinar a resolução de controle.
Solução:
a) O número de incrementos pode ser calculado por:
Número de incrementos = N = 214 = 16384
Com um deslocamento de 500 mm, a resolução de programação será de:
∆l = 500/16384 = 0,0305 mm
b) A resolução de controle pode ser facilmente calculada como:
∆l = 10/250 = 0,04 mm
É claro que a conceituação do termo resolução é mais fácil de ser compreendida
quando se trata de um único eixo. Entretanto, uma máquina CNC possuindo vários
graus de liberdade terá determinada resolução para cada eixo. A resolução total da
máquina se refere ao menor deslocamento que pode ser obtido na extremidade da
ferramenta de corte. Essa resolução é uma composição das resoluções dos vários
eixos e nem sempre é fácil de ser obtida.
A acuracidade ou precisão se refere à capacidade da máquina de posicionar a
ferramenta em um determinado ponto do seu volume de trabalho. Folgas em
engrenagens e fusos diminuem a precisão de posicionamento. Além disso, a
acuracidade é também função da resolução do sistema, pois quanto menor a

25
resolução, maior a possibilidade de se atingir um ponto-meta. Dessa forma, a relação
seguinte pode ser usada para determinar a acuracidade.
Acuracidade = (Resolução/2) + precisão mecânica
Groover define acuracidade através da expressão:
Acuracidade = (Resolução/2) + 3σem
Onde,
σem = desvio padrão dos erros mecânicos
A repetibilidade se refere à capacidade da máquina de posicionar a ferramenta
em uma determinada localização no espaço repetidas vezes, partindo, de cada vez, do
mesmo ponto de origem. A principal fonte de influência na repetibilidade são os erros
mecânicos.
De uma maneira simplificada, se instruirmos um eixo a se mover, sempre da
mesma quantidade e a partir do mesmo ponto, um certo número de vezes, certamente
teremos diferentes pontos-meta. Isto significa dizer que ocorrerão diferentes
deslocamentos. A repetibilidade pode assim ser definida como o desvio posicional da
média desses deslocamentos. Por exemplo, uma repetibilidade de ± 0,1 mm indica que
qualquer ponto estará 0,1 mm além ou aquém do ponto programado como mostrado na
Figura 1.24.
Figura 1.24 - Interpretação gráfica de repetibilidade e acuracidade.

26
O ponto meta, designado por M, é o ponto desejado, Devido aos erros
existentes no sistema, a ferramenta alcança o ponto P. Repetidas instruções
produzirão posicionamento final em torno do ponto P, considerando aqui como a média
da distribuição. A distância entre P e M é um erro de acuracidade e a distância entre P
e um ponto qualquer alcançado Q é um erro de repetibilidade. Da figura1.24 pode-se
definir: Repetibilidade = 6 σem, onde σem é o desvio padrão dos erros mecânicos.
Na Figura 1.25 são mostrados, graficamente, os três parâmetros que foram
discutidos para um eixo linear.
Figura 1.25 - Ilustração gráfica dos termos resolução, acuracidade e repetibilidade.
Observemos que na definição de acuracidade considerou-se o ponto-meta como
sendo coincidente com o ponto médio relativo a dois pontos endereçáveis
consecutivos, configurando a situação mais crítica possível de ocorrer no sistema.

27
2 EXEMPLO DE UMA MÁQUINA CNC
2.1 Introdução
O objetivo deste capítulo é apresentar os detalhes de uma máquina de comando
numérico dando ênfase no painel de controle. Será adotada como exemplo o centro de
usinagem vertical Fadal VMC-15. Esse equipamento possui ATC com capacidade para
21 ferramentas e sua área de trabalho é de 508 mm no eixo X (20 pol.), 406,4 mm no
eixo Y (16 pol.) e 406,4 mm no eixo Z (16 pol.). Seu eixo árvore é acionado por um
motor de 15 CV podendo girar entre 80 e 7.500 rpm. A velocidade de avanço rápido é
de 10 m/min. A Figura 2.1 apresenta uma vista geral dessa máquina.
Figura 2.1 - Vista geral da Fadal VMC-15.
2.2 Painel de comando
A variação nos painéis de comando é muito grande, mas em geral os painéis de
comando acabam tendo os mesmos comandos. O painel de comando (programação e
operação) da Fadal está apresentado na Figura 2.2. Nota-se que ele é dividido em três
áreas distintas, que são:
• Monitor de vídeo;
• Teclado de programação;
• Controles de operação.
Enquanto o monitor de vídeo e o teclado não necessitam de detalhamento os
controles de operação são descritos em seguida, de cima para baixo.

28
Figura 2.2 - Painel de programação e operação.
Power : luz indicadora de que o equipamento está ligado. Ao seu lado está a fenda para
inserção de uma chave que permite desabilitar o painel.
Spindle Load %: indicador luminoso da potência exigida pelo eixo-árvore com indicação
entre 0 e 150%. Até 100% o indicador usa luz verde e acima desse valor a luz é
vermelha. Auxilia o operador a acompanhar, por exemplo, o desgaste da
ferramenta.
Block Skip: a função desta chave está ligada a um comando de programação. Se esta
chave estiver desativada as linhas de programa que iniciam com uma barra (/)
são executadas. Se a chave estiver acionada estas linhas serão ignoradas
(puladas).

29
Optional Stop: também é uma chave ligada à programação. Há um comando
denominado parada opcional. Se a chave não estiver acionada as paradas
opcionais não serão executadas.
Light On/Off: permite ligar e desligar a iluminação da área de trabalho.
Monitor On/Off: permite ligar e desligar o monitor de vídeo. Depois que um programa é
depurado e está totalmente confiável, as informações do monitor de vídeo não
são importantes.
Emergency Stop: é um grande botão vermelho que, quando pressionado, desativa a
máquina e que normalmente fica travado nessa posição. É necessário girá-lo
para que volte à posição normal e permita o religamento do sistema.
Rapid Travel: define o limite da velocidade de posicionamento (G0). Quando se está
rodando um programa pela primeira vez é altamente recomendável que a
velocidade de posicionamento seja reduzida para 25%. Isso permite ao operador
acompanhar com mais segurança a movimentação oferecendo tempo de reação
caso o deslocamento seja diferente do que foi planejado.
Feed Rate: permite controlar percentualmente a velocidade de avanço (F) programada
entre 0 e 150%. Uma grande utilidade desse controle é na execução da peça
piloto: o operador pode reduzir a zero o avanço entre cada linha do programa
(execução passo-a-passo) e realizar aproximações lentas para confirmar as
coordenadas programadas.
Spindle: permite controlar percentualmente a velocidade de rotação (S) programada
para o eixo-árvore. O sistema não aceita rotação acima do limite da máquina
(7.500 rpm). É bastante útil para reduzir ou eliminar vibrações ou afinar a
velocidade de corte.
Jog: os três controles seguintes tem por objetivo a movimentação manual dos eixos.
Um botão seletor permite escolher qual eixo mover (X, Y, Z, A, B ou C). O outro
botão seletor define o valor base de deslocamento (0.01”, 0.001” e 0.0001”). A
grande manivela é um gerador de pulso (100 pulsos por volta). Cada pulso move
o eixo escolhido no valor definido de deslocamento.
Start: esta botoeira inicia o programa carregado. No modo passo-a-passo libera a
execução de cada linha do programa. A borda da botoeira é elevada para

30
dificultar o acionamento acidental deste comando, ou seja, é necessário que o
dedo entre na botoeira.
Slide Hold: esta botoeira congela os movimentos dos eixos zerando o valor da
velocidade de avanço. Para retornar à operação normal após seu uso deve-se
pressionar a botoeira Start.

31
3 MÉTODOS DE PROGRAMAÇÃO
3.1 Etapas para usinagem CNC
A tecnologia CNC traz vantagens como velocidade, precisão, repetibilidade e
flexibilidade, mas estas vantagens, só tem efeito após uma peça piloto ter sido usinada.
Isto ocorre devido ao longo tempo necessário para se obter uma única peça através do
CNC, chegando a ser superior à usinagem convencional. A geração de um programa
de comando numérico pode ser realizada de forma manual ou com um software de
programação assistida (CAM - Computer-Aided Manufacturing). Independente de qual
forma seja escolhida um conjunto de passos deve ser seguido para atingir o objetivo.
3.1.1 Recebimento do desenho
A primeira etapa é o recebimento do desenho da peça que deve ser analisado,
interpretado e compreendido, sendo importante observar as notas que, algumas vezes,
trazem detalhes como chanfros ou raios de concordância que não estão graficamente
representados.
3.1.2 Desenho em CAD
A situação ideal para desenvolver um programa de comando numérico é
recebendo o desenho em arquivo CAD. Isso se deve ao fato de muitas coordenadas,
necessárias à programação, estarem implícitas em desenhos cotados de forma padrão.
Em muitos casos o cálculo de algumas coordenadas é complexo e sujeito a erros e,
dessa forma, dependendo da complexidade da peça, recomenda-se desenhá-la em um
programa CAD.
Outro ponto favorável em relação ao desenho em CAD está relacionado à
definição do ponto de referência que será utilizado para a programação (zero-peça). Se
a origem adotada pelo desenhista for diferente da origem mais adequada para a
programação basta movê-lo de modo que o ponto escolhido seja posicionado nas
coordenadas X=0 e Y=0.
3.1.3 Planejamento do processo
Esta etapa é a mais importante e complexa de todo o procedimento, pois
envolve a definição da forma de fixação da peça na máquina, a definição da seqüência
de usinagem, a escolha das ferramentas para cada etapa do processo e a

32
determinação dos dados tecnológicos para cada ferramenta: velocidade de corte,
velocidade de avanço, profundidade de corte, número de passadas, etc.
Destaca-se nesta fase a definição da fixação da peça na máquina. No caso de
tornos normalmente não há muitas opções, mas em fresadoras a situação é diferente.
Dependendo da peça pode-se utilizar dispositivos padrão como uma morsa ou
grampos de fixação, mas algumas vezes é necessário projetar e construir um
dispositivo específico que atenda às características da peça. Como exemplo pode-se
citar a necessidade de se soltar a peça no meio do programa para virá-la e fixá-la
novamente para continuar a usinagem, mas garantindo as relações geométricas com a
fixação inicial.
3.1.4 Levantamento de coordenadas
Na programação assistida esta fase não ocorre. Na programação manual,
depois de definida a forma de fixação da peça e elaborado o processo de usinagem
volta-se ao CAD (ou ao desenho, caso não seja complexo) e realiza-se o levantamento
das coordenadas que serão relevantes na programação dos movimentos de cada
ferramenta. É necessário prever pontos de entrada e saída da ferramenta observando
possíveis colisões com detalhes da peça e também com o próprio dispositivo de
fixação.
3.1.5 Programação
Tendo as coordenadas obtidas do desenho e conhecendo a seqüência de
operações, pode-se escrever o programa. É importante que este seja bem comentado,
facilitando possíveis alterações e correções que possam ser necessárias. Além disso,
na programação manual é importante explorar todos os recursos que a máquina
oferece para tornar o programa menor e mais eficiente, tais como ciclos de desbastes
internos, ciclos de furação, rotação de coordenadas e deslocamento de referência e
sub-rotinas entre outros.
No software de programação assistida o programa é gerado seguindo as
informações geométricas da peça e as informações tecnológicas fornecidas pelo
programador. Normalmente não são usados os recursos especiais da máquina e,
dessa forma, o programa torna-se bastante longo.

33
3.1.6 Transmissão do programa
Se o programa foi criado em um computador (manualmente ou por programação
assistida) é necessário transmiti-lo para o comando da máquina. Pode-se usar um
programa específico para esta tarefa, fornecido pelo fabricante da máquina, ou usar
programas de comunicação genéricos. Os softwares de programação assistida
possuem módulo de comunicação.
3.1.7 Simulação gráfica
A simulação gráfica é uma ferramenta oferecida pelo comando da máquina e
que deve ser explorada ao máximo, pois permite detectar erros de programação que
podem por em risco a peça, as ferramentas, os dispositivos de sujeição e até mesmo a
máquina e o operador.
Deve-se utilizar o zoom para verificar pequenos detalhes e também observar por
ângulos diferentes (topo, frontal, lateral etc). Mesmo quando se utiliza um software de
programação assistida deve-se realizar a simulação da própria máquina para garantir a
funcionalidade do programa.
Uma observação importante é que algumas funções do programa só podem ser
simuladas corretamente após realização da preparação (setup) de ferramentas, pois
dependem dos valores de diâmetro para serem calculadas. Mesmo assim, é um bom
momento para verificar a existência de erros grosseiros (sinal invertido, coordenadas
trocadas, falta de uma linha etc).
3.1.8 Montagens
É a primeira etapa de preparação da máquina. Deve-se montar o dispositivo de
fixação e também as ferramentas. Em um torno a montagem do dispositivo de fixação
relaciona-se com a troca da placa ou alteração das castanhas. Em fresadoras essa
preparação requer maiores cuidados. Deve-se limpar cuidadosamente a mesa de
trabalho da máquina e a superfície de apoio do dispositivo. Além disto sua fixação deve
observar, quando necessário, o paralelismo com os eixos de trabalho, através da
utilização de um relógio apalpador (normalmente fixado no fuso da máquina).
Na montagem das ferramentas deve observar uma cuidadosa limpeza dos
suportes além de garantir um bom aperto, evitando que ela se solte durante a
usinagem. Durante a fixação das ferramentas nos suportes deve-se buscar mantê-las o
mais curta possível, de modo a evitar flambagens e vibrações, mas não se pode

34
esquecer de verificar a possibilidade de impacto do suporte da ferramenta com
obstáculos oferecidos pela peça ou pela fixação. Por fim, quando da instalação das
ferramentas na máquina, deve-se ajustar os bicos de fluido refrigerante de modo que
todas as ferramentas sejam refrigeradas.
3.1.9 Setup de fixação
Em tornos é usual manter o zero-peça junto ao zero-máquina ou apenas
deslocá-lo no eixo Z para ficar na face da peça. Já, em fresadoras, é necessário seguir
os procedimentos do equipamento para informar as coordenadas X, Y e Z do zero-peça
de acordo com a posição do dispositivo de fixação.
3.1.10 Setup de ferramentas
São informadas as dimensões de cada ferramenta. Após esta etapa pode-se
realizar com segurança a simulação gráfica oferecida pelo CNC da máquina.
3.1.11 Execução da peça piloto
Depois de realizado todo o setup da máquina e a depuração do programa (por
meio da simulação gráfica), pode-se finalmente executar a primeira peça, denominada
normalmente de peça piloto. Recomenda-se que esta peça, sempre que possível, não
faça parte do lote, já que existe grande possibilidade de ocorrerem falhas não
previstas. A execução da peça piloto deve ser realizada no modo passo-a-passo, ou
seja, cada linha do programa só será executada após liberação realizada pelo
operador.
Por segurança, o operador deve controlar a velocidade de movimentação
realizando aproximações lentas e seguras. Ele tem a opção de desligar
temporariamente o fluido refrigerante para permitir melhor visualização dos
movimentos. Esta etapa permite verificar detalhes não previstos na etapa de
programação e não visualizados na simulação.
Quando se encontra alguma linha com algum erro ou necessidade de alteração
pode-se parar a usinagem, afastar a ferramenta da peça, alterar o programa e reiniciar
a partir desta linha, continuando a analisar o programa.

35
3.1.12 Execução do lote
Após concluir a peça piloto com sucesso pode-se passar a execução das peças
do lote. É a etapa final onde as vantagens da tecnologia CNC surgem.
3.2 Programação Assistida
O principal foco dos softwares de programação assistida é a geração de
programas para peças de geometria complexa em tempo reduzido. Em alguns casos,
como a remoção de material de grandes cavidades de moldes, a geometria pode não
ser complexa, mas a quantidade de movimentos necessários para a usinagem é muito
grande e de difícil programação.
Outro ponto importante da programação assistida é o pós-processador, que é a
parte responsável por traduzir uma linguagem interna do software para os códigos
aceitos por um determinado comando específico. Isso permite que o usuário programe
a peça e não a máquina, dando muito mais flexibilidade às empresas que possuem
grande variedade comandos no chão de fábrica. Se ocorrer um problema em uma
máquina que estava usinando um lote de peças basta selecionar o pós-processador
adequado e gerar o programa para o comando de uma outra máquina que esteja
disponível.
Para apresentar a forma de trabalho, serão mostrados os passos para gerar um
programa para torno com o SmartCAM (versão 6.0), considerando a geometria da peça
Bispo (Anexo 1). Neste exemplo a geometria é gerada no próprio software, ou seja, não
será importada de um arquivo CAD.
3.2.1 Definição das ferramentas
Neste software é necessário primeiro definir as ferramentas que serão
necessárias para a usinagem. São informados seus dados geométricos e também
tecnológicos (velocidade de corte, velocidade de avanço, rotação máxima etc). Neste
exemplo foram definidas três ferramentas: ferramenta de desbaste, ferramenta de
acabamento e bedame para cortar a peça do tarugo.
3.2.2 Definição do perfil final
A Figura 3.1 abaixo mostra a tela onde foi definido o perfil da peça Bispo. Na
realidade apenas a parte superior foi desenhada, pois é uma peça de revolução. O
perfil foi desenhado com a ferramenta de acabamento na seqüência desejada para a
usinagem, como destaca a figura.

36
Figura 3.1 - Perfil da peça Bispo.
A Figura 3.2 mostra uma vista em perspectiva da peça, apesar de não ser usual
seu uso em operações de torneamento (basta a vista lateral).
Figura 3.2 - Vista em perspectiva.
3.2.3 Definição do desbaste
Para realizar o desbaste informa-se qual ferramenta usar, o perfil final e o
diâmetro da matéria-prima. Normalmente há duas opções de desbaste: paralela ao
perfil final e paralela a um dos eixos. A Figura 3.3 mostra os movimentos de desbaste
gerados paralelos ao eixo Z. Entre os diversos parâmetros que são definidos estão a

37
dimensão da passada e a quantidade de material que deve ser deixado para o
acabamento (sobre-metal).
Figura 3.3 – Movimentos do ciclo de desbaste.
3.2.4 Definição do corte
Selecionando-se o bedame indica-se a geometria a ser executada. Como
deseja-se apenas cortar a peça do tarugo um único movimento de corte é necessário
(linha em destaque na Figura 3.4)
Figura 3.4 – Movimento de corte da peça.

38
3.2.5 Simulação
A Figura 3.5 mostra um instante da simulação do percurso da ferramenta de
acabamento. Pode-se usar simulação passo-a-passo ou contínua e, neste segundo
caso, determinar a velocidade de execução.
Figura 3.5 – Simulação.
3.2.6 Comunicação
A Figura 3.6 mostra a tela do módulo de comunicação via porta serial (RS
232C), após terem sido definidos os parâmetros de comunicação e o arquivo a ser
enviado. Também é possível receber programas da máquina CNC.
Figura 3.6 – Tela para o envio do programa para o comando da máquina.

39
4 PROGRAMAÇÃO MANUAL DE MÁQUINAS CNC
4.1 Introdução
Neste capítulo serão apresentados os fundamentos para a programação manual
de máquinas CNC. Serão abordados detalhes para torneamento e fresamento, mas a
grande maioria desses conceitos é comum para diferentes tipos de processo.
4.2 Sistema de coordenadas
Um sistema de coordenadas garante a localização de um ponto. Tornos usam
um sistema de duas coordenadas (X e Z) e fresadoras um sistema de três coordenadas
(X, Y e Z). A origem desse sistema é denominada de zero-máquina.
Por convenção o eixo Z é o eixo que gira. Sendo assim, nos tornos esse eixo
parte do centro da placa e tem valores positivos ao se afastar dela, acompanhando o
barramento. No caso de uma fresadora vertical o eixo vertical será o Z e terá valores
positivos para cima. Dos eixos que restam o maior é denominado X e o ultimo será o Y.
A Figura 4.1mostra estes eixos em um torno horizontal e em uma fresadora vertical.
Figura 4.1 - Eixos em fresadora vertical e tornos.
O ponto onde os eixos se cruzam é denominado origem. A Figura 4.2 apresenta
um sistema de coordenadas cartesianas composto pelos eixos X e Y. Estão marcados
nele os seguintes pontos: A=(2.0 e 4.0), B=(3.5 e 6.0), C=(7.0 e 4.5), D=(1.0 e 7.5) e
E=(7.5 e 1.0).

40
Figura 4.2 - Sistema de coordenadas cartesianas do plano XY.
Para a programação CNC é fundamental conseguir analisar um desenho e obter
dele suas coordenadas. Nos desenhos que seguem pode-se observar as coordenadas
de uma figura simples em duas situações diferentes. Nestes dois casos o sistema de
coordenadas estará desenhado para auxiliar a tarefa. O desenho da Figura 4.3 mostra
as coordenadas de cada vértice, indicados pelas letras A até H.
Ponto
Coordenada
X
Coordenada
Y
A 3 1
B 5 1
C 6 3.5
D 6 5
E 3.5 5
F 3.5 7
G 2 7
H 2 3
Figura 4.3 - Exemplo 1.
No desenho da Figura 4.4 tem-se exatamente o mesmo perfil desenhado na
Figura 4.3, mas as coordenadas obtidas possuem valores diferentes. Isso se deve ao
fato da alteração da posição do perfil em relação a origem do sistema de coordenadas.
Ou seja, alterando o sistema de coordenadas tem-se como resultado coordenadas
diferentes para cada um dos pontos.
A
D
C
B
E

41
Ponto
Coordenada
X
Coordenada
Y
A 1 0
B 3 0
C 4 2.5
D 4 4
E 1.5 4
F 1.5 6
G 0 6
H 0 2
Figura 4.4 - Exemplo 2.
Estes exemplos mostraram o uso de coordenadas absolutas, que são baseadas
em uma referência fixa. Outra forma de trabalho é usando coordenadas incrementais,
onde cada ponto está relacionado com o ponto anterior, isto é, a posição atual é a
origem para a coordenada seguinte. A Figura 4.5 apresenta um perfil onde considera-
se o ponto A como sendo o ponto inicial.
Coordenadas
Ponto X Y B 15 25 C 30 15 D 10 35 E 20 0 F 10 -30 G 15 0 H 20 -45 A -120 0
Figura 4.5 - Desenho cotado de um perfil e suas coordenadas incrementais.
Durante o desenvolvimento de um programa CNC pode-se utilizar tanto
coordenadas absolutas quanto, e alternar entre dois sistemas a qualquer momento.

42
4.3 Zero-peça
Como programar usando o sistema de coordenadas da máquina é inviável o
programador define um sistema de coordenadas para a peça. A localização desse
ponto é feita de modo a facilitar a transformação das medidas da peça em coordenadas
dos diversos pontos. A origem desse sistema de coordenadas é denominada ponto-
zero da peça, ou simplesmente, zero-peça. Nas peças rotacionais costuma-se colocar
o ponto-zero em uma das faces, sobre o eixo de rotação da peça (Figura 4.6).
Figura 4.6 - Ponto-zero de uma peça rotacional.
Em geral, nas peças prismáticas, o ponto-zero é definido em um canto externo
da peça (Figura 4.7). Como orientação, a posição do ponto-zero da peça deve ser
escolhida de modo a permitir que os valores das coordenadas possam ser obtidos
diretamente do desenho e facilitar a orientação e fixação da peça com relação ao
sistema de coordenadas da máquina.
Figura 4.7 - Ponto-zero para uma peça prismática.

43
Exercício 1 - Escolha um ponto para a origem do sistema de coordenadas no perfil da
Figura 4.8 (zero-peça). Em seguida defina um sentido de usinagem e identifique os
pontos meta (final de cada linha). Preencha a tabela de coordenadas utilizando o
sistema absoluto.
Figura 4.8 - Perfil para o exercício 1.
Ponto X Y R Comentário
A
B
C
D
E
F
G
H
A

44
Exercício 2 – Cote o perfil da Figura 4.9 de forma a obter as coordenadas no sistema
incremental, considerando o ponto marcado como o início e seguindo a seqüência de
pontos já definida. Preencha a tabela com as coordenadas.
Figura 4.9 - Desenho para o exercício 2.
Ponto X Y R Comentário
A
B
C
D
E
F
G
H
A
Início

45
Exercício 3 - Identificar no perfil da Figura 4.10 os pontos meta no sentido anti-horário
a partir do ponto A já definido. Preencher a tabela com as coordenadas desses pontos
utilizando o sistema absoluto.
Figura 4.10 - Desenho para o exercício 3.
Ponto X Y R Comentário A B C D E F G H I J K L M N O P Q R

46
Exercício 4 - Cotar o perfil da Figura 4.11 e preencher a tabela usando coordenadas
incrementais.
Figura 4.11 - Desenho para o exercício 4.
Ponto X Y R Comentário A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R

47
Exercício 5 - Preencha a tabela com as coordenadas do perfil da Figura 4.12. Mude
entre sistema absoluto e incremental conforme for mais simples. Marque as
coordenadas dos centros dos arcos usando as referências I e J sempre em relação ao
início do arco (independe se o sistema é absoluto ou incremental).
Figura 4.12 - Desenho para o exercício 5.
Ponto Sistema X Y R I J Comentário
A
B
C
D
E
F
G
H
I
J
K
L
M

48
Exercício 6 - Marque as coordenadas absolutas no gráfico e desenhe o perfil da peça
correspondente. Junto ao valor do raio há indicação do sentido (horário e anti-horário).
Ponto X Y R I J Ponto X Y R I J
A 0 35 L -15 -30 5 (h) -5 0
B 15 20 M -25 -30
C 30 20 N -35 -15
D 35 15 5 (h) 0 -5 O -35 -5
E 35 -25 P -25 0
F 15 -25 10 (h) -10 0 Q -25 10
G 15 -10 R -35 15
H 10 -5 5 (ah) -5 0 S -35 20
I 0 -5 T -30 25 5 (h) 5 0
J -10 -15 10 (ah) 0 -10 U -20 25
K -10 -25 A 0 35

49
Exercício 7 - Marque as coordenadas incrementais no gráfico XY e desenhe o perfil
correspondente. O ponto inicial está indicado no gráfico (X=35 e Y=0).
Ponto X Y R I J Ponto X Y R I J
A -15 15 15 (h) 0 15 J 5 0
B 0 10 K 5 -5 5 (h) 0 -5
C -10 10 L 5 -5 5 (ah) 5 0
D -15 0 M 10 0
E -15 0 7.5 (h) -7.5 0 N 15 -15 15 (h) 0 -15
F -5 0 O 10 0
G -10 -10 P 15 10
H 0 -30 Inicio 0 25
I 5 -5 5 (ah) 5 0

50
Exercício 8 - Marque as coordenadas no gráfico XY e desenhe o perfil correspondente.
As coordenadas estão tanto no sistema absoluto (A) quanto no incremental (I).
Ponto Sistema X Y R I J
A A -35 -25
B A 35 -25
C I -10 20
D I -15 0
E I -10 10 10 (h) 0 10
F I 0 5
G I 5,0679 8,6991 10 (h) 10 0
H A 25 30
I I 0 5
J I -20 0
K A -14,3498 21,7492
L A -20 20 10 (h) -5,6502 8,2508
M A -35 20
A A -35 -25

51
4.4 Programação CNC básica
A linguagem de programação CNC mais difundida no Brasil é a linguagem ISO,
também conhecida por código G. Um programa CNC escrito nesta linguagem é
composto por linhas denominadas blocos. Cada bloco é formado por comandos,
chamados de palavras, que controlam as funções da máquina. Essas palavras podem
indicar movimentos, coordenadas geométricas e também funções da máquina. Deve
ficar claro que há diferenças entre a implementação da linguagem por cada fabricante
e, dessa forma, a consulta ao manual da máquina é fundamental.
4.4.1 Informações de geometria
As seguintes palavras são usadas para fornecer informações geométricas ao
comando da máquina.
X - Eixo linear.
Y - Eixo linear.
Z - Eixo linear.
A - Eixo angular com centro paralelo ao eixo X.
B - Eixo angular com centro paralelo ao eixo Y.
C - Eixo angular com centro paralelo ao eixo Z.
R - Raio de arco de circunferência.
I - Centro de arco no eixo X.
J - Centro de arco no eixo Y.
K - Centro de arco no eixo Z.
4.4.2 Funções auxiliares
N - Numeração das linhas do programa.
O - Número do programa.
S - Rotação do eixo-árvore (rpm).
E - Ponto zero-peça.
H - Comprimento da ferramenta.
D - Diâmetro da ferramenta.
F - Velocidade de avanço (mm/min ou mm/volta).
T - Seleção de ferramenta.
P - Tempo de espera.
Q - Passo em ciclos fixos.
( - Comentários.

52
4.4.3 Códigos M
Os códigos M estão relacionados com funções de controle da máquina e
também do programa. Podem variar conforme o tipo de máquina e fabricante.
M0 - Parada do programa. Aguarda a botoeira START para continuar.
M1 - Parada condicional do programa (depende de uma chave no painel).
M2 - Fim de programa.
M3 - Aciona eixo-árvore no sentido horário.
M4 - Aciona eixo-árvore no sentido anti-horário.
M5 - Desliga o eixo-árvore.
M6 - Troca a ferramenta atual pela ferramenta especificada.
M8 - Aciona fluído refrigerante.
M9 - Desliga fluído refrigerante.
M24 -Abrir placa (torno).
M25 -Fechar placa (torno).
M26 -Recuar contra-ponto (torno).
M27 -Avançar contra-ponto (torno).
M30 -Fim de programa.
M48 -Permite o uso dos potenciômetros Feed Rate e Spindle (Fadal).
M49 -Bloqueia o uso dos potenciômetros Feed Rate e Spindle (Fadal).
M66 até M69 -Acionamento de dispositivos externos.
M80 -Abre a porta automática.
M81 -Fecha a porta automática.
Notas-se que há duas palavras diferentes para finalizar um programa.
Atualmente a maioria dos comandos aceita as duas opções indiferentemente.
Antigamente, quando as máquinas não tinham memória e usavam programas
em fitas perfuradas, havia uma diferença no uso destas duas palavras. Quando o
programa era longo, a fita saía de uma bobina, passava pelo leitor e chegava a outra
bobina. Ao encerrar a usinagem era necessário rebobinar a fita para executar a
próxima peça. Nesse caso usava-se M30.
Quando o programa era curto, colavam-se suas pontas após passar a fita pelo
leitor, formando um anel. Neste caso, para finalizar o programa, era usado M02 que
indicava para o leitor continuar alimentando a fita até chegar no início do programa
novamente.

53
4.4.4 Códigos G básicos
Os códigos serão apresentados tendo por base uma máquina de três eixos
(fresadora). Para tornos basta ignorar as palavras Y e J.
Avanço rápido (G0)
Utilizado para posicionar a ferramenta com os eixos se movimentando nas
maiores velocidades fornecidas pela máquina. Em fresadoras, quando se utiliza este
comando, com as três coordenadas, primeiro move-se o eixo Z, e em seguida movem-
se os eixos X e Y simultaneamente, em 45º até que um dos eixos atinja seu objetivo. O
eixo restante segue seu caminho sozinho.
G0 X__ Y__ Z__
Avanço linear (G1)
É o comando utilizado para movimentar a ferramenta com velocidade de avanço
controlada pelo parâmetro F. Todos os eixos se movem simultaneamente.
G1 X__ Y__ Z__ F__
Interpolação circular horária com definição do raio (G2)
Movimenta a ferramenta em um arco de circunferência de raio programado pelo
parâmetro R, no sentido horário. A velocidade de avanço pode ser determinada por F.
Não é possível executar uma circunferência completa com este comando. Gera-se um
erro quando o raio programado não é suficiente para ligar o ponto inicial ao final.
G2 X__ Y__ R±±±±__ F__ (para o plano XY).
G2 X__ Z__ R±±±±__ F__ (para o plano XZ).
G2 Y__ Z__ R±±±±__ F__ (para o plano YZ).
Quando se trabalha com o raio, há duas possibilidades de solução, sendo uma
com arco menor que 180º (R+) e outra com mais de 180º (R-). A situação mais comum
é a de menor percurso. Na Figura 4.13 à esquerda estão ilustrados os pontos inicial (I)
e final (F) do arco a ser executado com raio R e também estão marcados os dois
possíveis centros C1 e C2. No desenho central foi desenhado um arco de
circunferência horário com centro em C1, partindo do ponto I e chegando no ponto F.
Esse é um arco com menos de 180o de abertura e, portanto, de menor percurso. Já, no
desenho da direita foi desenhado um arco de circunferência horário com centro em C2
que também partiu do ponto I e chegou no ponto F. Como se ve esse arco possui mais
de 180o de abertura e sendo assim é o arco de maior percurso.

54
Figura 4.13 – Possibilidades de G2.
Interpolação circular horária com definição do centro (G2)
Nesta configuração tem-se o controle da posição do centro da circunferência,
colocando-o nas coordenadas I (para o eixo X), J (para o eixo Y) e K (para o eixo Z).
Também possui o parâmetro F para programação da velocidade de avanço. Com este
comando pode-se programar uma circunferência completa. Este comando irá gerar erro
caso as coordenadas iniciais, finais e do centro não satisfizerem corretamente as
condições matemáticas.
G2 X__ Y__ I__ J__ F__ (para o plano XY).
G2 X__ Z__ I__ K__ F__ (para o plano XZ).
G2 Y__ Z__ J__ K__ F__ (para o plano YZ).
Interpolação circular anti-horária (G3)
É um comando similar ao G2, sendo que a diferença é o sentido em que o giro
ocorre (G3 é anti-horário).
G3 X__ Y__ I__ J__ F__ (para o plano XY).
G3 X__ Z__ I__ K__ F__ (para o plano XZ).
G3 Y__ Z__ J__ K__ F__ (para o plano YZ).
Interpolação helicoidal (G2 e G3)
Quando os 3 eixos são programados simultaneamente significa que será
executada a interpolação helicoidal, ou seja, enquanto dois eixos executam uma
circunferência o outro eixo executa uma linha reta. Quando se programa a hélice com o
parâmetro R, apenas uma evolução ocorre.

55
Com o uso das coordenadas do centro do raio (I, J e K), é possível definir o
número de evoluções com o parâmetro P. A Tabela 4.1 apresenta as formas de
utilização com o parâmetro R e a Tabela 4.2 com o centro do arco. A Figura 4.14 -
Exemplo de interpolação helicoidal.Figura 4.14 exemplifica o uso da interpolação
helicoidal.
Tabela 4.1- Interpolação helicoidal usando o raio.
Plano de Trabalho Comando Meta Linear Raio Avanço
XY (G17)
G02 G03
X__ Y__ X__ Y__
Z__ Z__
R__ R__
F__ F__
XZ (G18)
G02 G03
X__ Z__ X__ Z__
Y__ Y__
R__ R__
F__ F__
YZ (G19)
G02 G03
Y__ Z__ Y__ Z__
X__ X__
R__ R__
F__ F__
Tabela 4.2 - Interpolação helicoidal usando o centro do arco.
Plano de Trabalho
Comando Meta Linear Centro Evoluções Avanço
XY (G17) G02 G03
X__ Y__ X__ Y__
Z__ Z__
I__ J__ I__ J__
P__ P__
F__ F__
XZ (G18) G02 G03
X__ Z__ X__ Z__
Y__ Y__
I__ K__ I__ K__
P__ P__
F__ F__
YZ (G19) G02 G03
Y__ Z__ Y__ Z__
X__ X__
J__ K__ J__ K__
P__ P__
F__ F__
Figura 4.14 - Exemplo de interpolação helicoidal.

56
Pausa do programa (G4)
Em algumas situações é necessário paralisar a execução do programa por um
determinado tempo. Através deste comando pode-se programar o parâmetro P que
definirá, em milésimos de segundo, este tempo de parada.
G4 P__
Plano de trabalho (G17, G18 e G19)
Para o correto cálculo das interpolações circulares é importante que o comando
da máquina conheça o plano no qual a usinagem está sendo efetuada. É um comando
sem parâmetros. Como são três os possíveis planos de trabalho há três comandos.
Não é usado em tornos pois só trabalham no plano XZ.
G17 - Plano XY G18 - Plano XZ G19 - Plano YZ
Unidade de programação (G20 e G21)
Pode-se programar as coordenadas utilizando valores em polegadas ou em
milímetros. Os dois códigos são modais e não possuem parâmetros.
G20 – Unidade em polegadas.
G21 – Unidade em milímetros.
Programação em raio ou em diâmetro (G70 e G71)
Usado em torneamento. Define como as coordenadas X serão interpretadas.
G70 - Valores em raio.
G71 - Valores em diâmetro.
Sistemas de coordenadas (G90 e G91)
Define o sistema de coordenadas em uso. Um mesmo programa pode utilizar os
dois sistemas alternadamente, mas o programa deve sempre começar em absoluto.
G90 - Sistema de coordenadas absolutas.
G91 - Sistema de coordenadas incrementais.
Avanço de corte (G94 e G95)
Comando de torneamento. Define a velocidade de avanço e depende da
unidade em vigor (milímetros ou polegadas).

57
G94 - Velocidade de avanço em unidades por minuto (mm/min ou pol/min).
G95 – Velocidade de avanço em unidades por rotação (mm/rot ou pol/rot).
Velocidade de corte constante ou rpm constante (G96 e G97)
Comando de torneamento. G96 define operação com velocidade constante de
corte, ou seja, a rotação do eixo-árvore irá variar com o diâmetro usinado. Deve-se
utilizar o parâmetro S na linha seguinte para definir o valor da velocidade de corte
(m/min ou pés/min). Como a rotação tende ao infinito quando o diâmetro tende a zero,
pode-se limitar a rotação máxima com o comando G92. Com G97 programa-se
diretamente a rotação em rpm com o parâmetro S.
G96 - Velocidade de corte constante.
G97 - Rotação constante.

58

59
4.4.5 Conceitos importantes
Dois conceitos importantes utilizados em CNC são: default e modal. Valor
default é aquele que é assumido quando nenhum valor é atribuído na programação, ou
seja, se nenhum valor é programado o comando utiliza o valor default.
Um comando ou parâmetro modal é aquele que, quando definido, fica ativo até que
outro o substitua. Têm-se os seguintes comandos e parâmetros modais: G0, G1, G2,
G3, F, X, Y, Z, I, J, K. Isto significa que, em uma seqüência de linhas, se um
determinado valor não muda então não precisa ser digitado. A Figura 4.15 apresenta
em seu lado esquerdo um trecho de programa com todos os valores presentes e no
lado direito apenas os valores que foram alterados. Em termos de funcionamento os
resultados são idênticos. A vantagem do uso de modais está no fato de se digitar
menos (programação mais rápida) e ocupar menos espaço na memória da máquina.
....
G0 X10. Y20.
G0 X10. Y-15.
G1 X-100. Y-15. F125
G1 X-100. Y-35. F125
G1 X-150. Y-35. F125
G1 X-150. Y-45. F200
G1 X-100. Y40. F200
....
G0 X10. Y20.
Y15.
G1 X-100. F125
Y-35.
X-150.
Y45. F200
X100. Y40.

60
.... ....
Figura 4.15 - Exemplo do uso de modais.
4.5 Estrutura geral de um programa
Para o desenvolvimento de um programa CNC deve-se seguir as regras
sintáticas de cada comando e os movimentos determinados pelo processo de
fabricação elaborado. Algumas partes do programa são padronizadas, e serão
apresentadas em seguida. Um detalhe a ser ressaltado é a chamada linha de
segurança, cuja finalidade é colocar alguns parâmetros e comandos modais em valores
conhecidos, evitando que valores definidos por programas executados anteriormente
mantenham-se ativos.
4.5.1 Início de programa
A primeira linha deve, obrigatoriamente, conter o número do programa, definido
pela palavra O. Na mesma linha pode-se, após um parêntesis, digitar um nome para o
programa. Nas linhas seguintes é interessante colocar um conjunto de comentários que
descrevam o programa, tornando sua identificação futura mais simples e rápida. Após
este conjunto inicia-se o programa propriamente dito através da linha de segurança
(linha N9). Os comandos da linha de segurança ainda não detalhados serão analisados
futuramente. Em seguida tem-se a chamada da primeira ferramenta e um comentário
sobre suas características (linha N10). Os comandos seguintes são o acionamento do
eixo-árvore e a realização do primeiro movimento XY (linha N11). Para finalizar este
procedimento de inicialização deve-se buscar os dados de definição da ferramenta
(comprimento e diâmetro), acionar o fluxo de fluido refrigerante e realizar a
aproximação em Z (linha N12).
N1 O____ (_______________
N2 (PROGRAMADOR: ________________________________
N3 (CLIENTE: _______________________________________
N4 (DATA: ___ / ___ / ___
N5 (PECA: __________________________________________
N6 (OPERACOES: ___________________________________
N7 (MATERIAL: ______________________________________
N8 (
N9 G0 G17 G21 G40 G80 G90 M5 M9 H0 Z0
N10 M6 T____ (__________________
N11 S____ M3 E___ X____ Y_____

61
N12 H___ D___ M8 Z____
N13 .....
4.5.2 Troca de ferramenta
Para se executar uma troca de ferramentas basta incluir as linhas abaixo, que
estão na mesma seqüência do início do programa, ou seja: linha de segurança,
chamada de ferramenta, ajuste de rotação, movimento em XY, definição da ferramenta,
acionamento do refrigerante e movimento em Z.
N__ ...
N__ M5 M9
N__ G0 H0 Z0
N__ M6 T___ (___________________
N__ S___ M3 E___ X___ Y___
N__ H___ D___ M8 Z___
N__ ...
4.5.3 Fim de programa
Para se finalizar um programa pode-se seguir o modelo abaixo. O procedimento
inicia-se desligando o fuso e o fluido refrigerante. Em seguida tem-se a linha de
segurança. A linha seguinte tem a finalidade de mover a mesa para o centro em X e
para o mais próximo possível da porta, de modo a facilitar a retirada da peça usinada e
a colocação de uma nova peça. A mesa permanecerá nesta posição, permitindo a
abertura da porta, devido ao comando M0 da linha seguinte, que executa uma
interrupção do programa. Desta forma, após a troca da peça deve-se pressionar a
botoeira START para o programa prosseguir. A última linha indica que chegou-se ao
fim do programa. Este comando leva a mesa para a posição X=0 e Y=0 e prepara o
CNC para executar novamente o programa, bastando para isto pressionar-se a
botoeira START novamente.
N__ ...
N__ M5 M9
N__ (
N__ G0 H0 Z0
N__ E0 X0 Y200
N__ M0
N__ M2

62
4.6 Recomendações
É de grande importância manter comentários no programa. Isto simplifica a
procura de falhas, acelera o processo de modificações e permite que outras pessoas
entendam mais facilmente seus programas. Como citado anteriormente, os lugares
ideais para se colocar comentários são:
• Início do programa, com dados de identificação;
• Na definição de cada subrotina, indicando sua função no programa;
• Na chamada de cada ferramenta, especificando suas características;
• No início de cada parte de usinagem de uma mesma ferramenta.
Também é bastante interessante manter uma linha vazia, através do uso do sinal de
comentário, entre cada definição de subrotina e entre cada troca de ferramenta. Esta
linha vazia é mais facilmente reconhecível no monitor do CNC quando se movimenta o
programa para cima e para baixo, buscando localizar um trecho específico.

63
Exercício 9 - Marque as coordenadas no gráfico XY, desenhe o perfil correspondente e
escreva o programa. As coordenadas estão nos sistemas absoluto e incremental.
Ponto Sistema X Y R I J A A -5 35 B I 15 0 C I 15 -15 15 (h) 0 -15 D I 0 -10 E I 10 -10 10 (ah) 10 0 F A 40 -5 G A 40 -20 H A 35 -25 I A 20 -25 J A 10 -35 10 (ah) 0 -10 K I -5 -5 5 (h) -5 0 L I -10 0 M I -15 15 15 (ah) -15 0 N I -10 0 O I -10 5 P I 0 15 Q A -35 10 R A -25 10 S A -5 30 -20 (ah) 20 0 A I 0 5

64
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

65
Exercício 10 - Interprete o programa abaixo preenchendo a tabela de coordenadas e
esboçando o perfil da peça. Com fins didáticos os arcos foram definidos tanto pelo raio
quanto pelas coordenadas do centro.
O10 (EXERCICIO 10) ( G0 G17 G21 G40 G80 G90 M5 M9 H0 Z0 T1 M6 (FRESA PANTOGRAFICA S3000 M3 E1 X15. Y35. H1 D1 M8 Z2. G1 Z-0.25 F50. X-15. F100. G3 X-23.9443 Y29.4721 R10. I0 J-10. G1 X-33.9443 Y9.4721 G3 X-31.4939 Y-2.6045 R10. I8.9443 J-4.4721 G2 X-14.9058 Y-30.9661 R50. I-32.4696 J-38.0227 G3 X-10. Y-35. R5. I4.9058 J0.9661 G1 X10. Y-35. G3 X14.9058 Y-30.9661 R5. I0. J5. G2 X31.4939 Y-2.6045 R50. I49.0578 J-9.6611 G3 X33.9443 Y9.4721 R10. I-6.4939 J7.6045 G1 X23.9443 Y29.4721 G3 X15. Y35. R10. I-8.9443 J-4.4721 G0 Z2 M5 M9 G0 H0 Z0 X0 Y200 M0 M2
Ponto X Y R I J
A 15 35
B
C
D
E
F
G
H
I
J
K
L
A

66

67
4.7 Compensação do raio da ferramenta
4.7.1 Compensação no torneamento
As ferramentas de torneamento possuem um raio em sua ponta, mas o processo
de setup da ferramenta define uma ponta virtual, como mostra a Figura 4.16. É essa
ponta imaginária que é comandada pelo CNC e nos movimentos paralelos aos eixos
não gera nenhum problema.
Figura 4.16 – Detalhe da ponta da ferramenta.
Mas na execução de superfícies cônicas e arcos de circunferência a ponta real
não percorre o mesmo caminho da ponta virtual e são gerados pequenos erros
geométricos (Figura 4.17). Dessa forma, no torneamento, a compensação do raio da
ferramenta tem por objetivo evitar essas falhas.
Figura 4.17 – Erros geométricos na usinagem sem compensação do raio da ponta.

68
É importante ressaltar que o pequeno erro na parte central (entre a superfície
cônica e o arco de circunferência) não é corrigido pela compensação de raio. Na
realidade é interessante que as peças tenham esse pequeno raio de concordância para
evitar o surgimento de trincas.
Além disso, conforme a ferramenta se desgasta as dimensões usinadas se
alteram. A realização de um novo preset de ferramenta, corrigindo o raio da ferramenta,
permite obter dimensões corretas novamente.
4.7.2 Compensação no fresamento
No torneamento o perfil da peça é o caminho percorrido pelo ponto de controle
da ferramenta (ponta virtual). No fresamento o perfil é percorrido pela borda da
ferramenta enquanto o ponto de controle é o seu centro (Figura 4.18).
Figura 4.18 – Perfil da peça e o percurso controlado pela máquina.
Sem a compensação do raio da ferramenta seria necessário programar o
caminho percorrido pelo centro da ferramenta e essas dimensões não constam no
desenho da peça. Além disso, seria necessário alterar o programa caso o diâmetro da
ferramenta fosse alterado. Outro problema relaciona-se com o desgaste da ferramenta.
Se as dimensões das peças usinadas aproximam-se do limite de tolerância da peça
seria necessário alterar o programa para aproximar o caminho da ferramenta do perfil
da peça em décimos (ou centésimos) de milímetro.

69
Sendo assim a compensação do raio tem como principal objetivo permitir que
seja programado o perfil da peça, deixando que o comando da máquina calcule a
posição do centro da ferramenta. Dessa forma alterações no diâmetro da ferramenta,
incluindo desgastes, são facilmente ajustáveis.
4.7.3 Uso da compensação
Como este recurso calcula as coordenadas do centro da ferramenta com base
no valor do raio, seu correto funcionamento depende da definição precisa de seu valor
no momento de preset. São três comandos relacionados à compensação:
G40 - Desliga compensação de raio da ferramenta.
G41 - Compensação de raio com a ferramenta à esquerda da peça.
G42 - Compensação do raio com a ferramenta à direita da peça.
A definição entre G41 e G42 depende da posição da ferramenta em relação a
peça e da direção do movimento. Como regra geral imagine a ferramenta em um
movimento vertical, de baixo para cima. Se a ferramenta estiver do lado direito da peça
usa-se G42, caso contrário usa-se G41. A Figura 4.19 ilustra o procedimento tanto para
operações de fresamento (interna e externa) quanto torneamento.
Figura 4.19 - Utilização da compensação de raio.
Para usar a compensação é necessário seguir alguns passos. O primeiro é
posicionar a ferramenta próximo à peça, a uma distância maior ou igual ao raio. Em
seguida utiliza-se G41 ou G42, conforme necessário. Em seguida programa-se um
movimento de aproximação do perfil (normalmente G1). Executa-se todos os
movimentos do perfil a ser usinado. Após completar o perfil programa-se G40 para
desligar a compensação e, em seguida, realiza-se um movimento da ferramenta para
se afastar da peça a uma distância maior ou igual ao raio. A Figura 4.20 apresenta
estes passos.

70
Compensação à esquerda Compensação à direita Comentário
..... G0 X___ Y___ G41 G1 X___ Y___ F___ ..... G40 G1 X___ Y___ G0 X___ Y___ .....
..... G0 X___ Y___ G42 G1 X___ Y___ F___ .... G40 G1 X___ Y___ G0 X___ Y___ .....
Programa antes da compensação Aproximação Aciona a compensação Movimenta compensando Usinagem com compensação Cancela a compensação Movimenta descompensando Afastamento Programa depois da compensação
Figura 4.20 - Seqüência de passos para trabalhar com compensação.
Durante os movimentos em compensação deve-se manter o mesmo sentido de
usinagem. Também é muito importante verificar se o número do corretor de ferramenta
(D) corresponde à ferramenta em uso e se o preset foi realizado corretamente.
Uma técnica bastante usada é a compensação de raio sem movimentação da
ferramenta, apesar do movimento ser programado. Antes da compensação posiciona-
se a ferramenta de modo que sua superfície externa tangencie a superfície a ser
usinada, como mostra a posição P1 da Figura 4.21. Após ligar a compensação
programa-se um movimento G1 para a coordenada indicada por P2, porém a
ferramenta não executará nenhum movimento. Isso acontece porque quem se move é
o ponto de controle que sai do centro da ferramenta e vai para a sua borda.
Figura 4.21 – Posicionamento de ferramenta para compensação sem movimento.
O mesmo procedimento pode ser realizado no momento de descompensar
(pontos P3 e P4). Outro detalhe interessante que a figura mostra é o posicionamento

71
inicial e final da ferramenta que busca ser o mais próximo possível da peça. Isso
diminui a distância a ser percorrida, reduzindo o tempo de usinagem de cada peça.
Outra forma de usar a compensação é executar passes de desbaste apenas
programando o perfil final e variando o valor do raio da ferramenta. A Figura 4.22
mostra uma peça antes e depois de usinada com uma fresa de 14 mm de diâmetro.
Figura 4.22 - Exemplo de usinagem.
A Figura 4.23 mostra as coordenadas programadas (A até H). As três linhas
pontilhadas mostram os percursos do centro da ferramenta. A primeira usinagem (1),
apesar da fresa ter 14 mm indicou-se para o comando um valor de 30 mm (seria a
situação indicada por 4). No segundo percurso (2) o valor informado foi 22 mm (seria a
situação 5). No último percurso (3), com valor de 14 mm, foi atingido o perfil final.
Figura 4.23 - Usinagem.

72
Exercício 11 – Esboce o perfil da peça do exercício 1 destacando os pontos de
entrada e saída da ferramenta, e escreva o programa usando compensação de raio.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

73
Exercício 12 - Esboce o perfil da peça do exercício 10 destacando os pontos de
entrada e saída da ferramenta, e escreva o programa usando a compensação de raio.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

74
4.8 Comandos especiais
Cada tipo de máquina e mesmo máquinas de mesmo tipo, mas de fabricantes
diferentes, possuem comandos específicos. A seguir serão apresentados alguns
desses comandos para fresamento e outros para torneamento, mas apenas a título de
exemplo, pois a exata forma de uso deve ser consultada no manual de programação de
cada equipamento.
4.8.1 Ciclos de furação
Ciclos de furação são comandos que automatizam uma série de movimentos,
simplificando a programação desta operação muito utilizada e repetitiva. Um ciclo de
furação, depois de ativado, ocorre a cada movimento da ferramenta e após a execução
de cada furo a ferramenta retorna automaticamente para a altura Z anterior ao
movimento. Para usar um ciclo deve-se executar os seguintes passos:
• Posiciona-se a ferramenta próximo e acima da peça. Normalmente será essa
a altura Z para a qual a ferramenta retornará após a execução do furo;
• Faz-se a chamada do ciclo desejado (que fica ativo);
• Move-se a ferramenta para todas as coordenadas onde se deseja a
execução do ciclo. Normalmente esses movimento são executados em G0 e
movendo-se apenas em XY, isto é a altura em relação a peça é mantida;
• Cancela-se o ciclo fixo.
Existem diversos ciclos disponíveis, e sua utilização é muito similar. Todos os
ciclos são cancelados com o comando G80, que não possui parâmetros.
Furação pica-pau (G73)
Sua função é fazer um furo até a profundidade definida pelo parâmetro Z. Esse
furo é executado em passos de Q milímetros e a uma velocidade de F mm/min. Depois
de cada passo a ferramenta retorna alguns milímetros (parâmetro interno da máquina),
em avanço rápido, para quebrar o cavaco. Quando a ferramenta volta a se aprofundar
para realizar um novo passo seu movimento também ocorre em avanço rápido até
faltar P milímetros para a profundidade do passe anterior. A partir deste ponto a
velocidade de avanço volta a ter o valor programado por F. A Figura 4.24 ilustra o seu
funcionamento.
G73 Z__ F__ Q__ P__

75
Figura 4.24 - Operação do G73.
Furação simples (G81)
Executa o furo em apenas uma passada (um aprofundamento). A profundidade
a ser atingida é definida por Z e a velocidade de avanço é programada em F.
G81 Z__ F__
Furação simples com pausa (G82)
É um ciclo fixo similar ao G81. A diferença é que a ferramenta ficará girando no
fundo do furo por um tempo definido pelo parâmetro P, que é programado em
milisegundos.
G82 Z__ F__ P__
Furação profunda (G83)
É um ciclo muito similar a furação pica-pau (G73). A diferença está na posição
de retorno da ferramenta após cada passe de aprofundamento. Enquanto em G73 o
retorno é de alguns milímetros, neste ciclo a ferramenta volta para o ponto inicial,
auxiliando muito na retirada dos cavacos, na refrigeração do furo e refrigeração da
ponta da ferramenta.
G83 Z__ F__ Q__ P__

76
Exercício 13 - Escreva um programa para executar os furos da peça abaixo, de
alumínio, utilizando os ciclo de furação e considerando o zero-peça no eixo Z na face
superior.
T1 � broca de centro
T1 � Z final = -5 mm
T1 � rotação = 1500 rpm
T1� avanço=150 mm/min
T2 � broca 8 mm
T1 � Z final = -20 mm
T1 � passes = 3 mm
T1 � rotação 650 rpm
T1 � avanço = 200 mm/min
______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________

77
4.8.2 Ciclos geradores de coordenadas
Algumas situações que exigem a operação de furação são bastante comuns.
Pode-se citar um conjunto de furos em uma linha (inclinada ao não), furos formando
uma malha, furos em um arco de circunferência e também furos em uma circunferência
completa. Alguns fabricantes implementam alguns ciclos para atender estas situações.
Estes ciclos são responsáveis por gerar as coordenadas dos furos e, dessa
forma, são usados logo após a definição de um ciclo de furação.
Furos em uma circunferência completa – flange (G34)
Este ciclo calcula as coordenadas dos K furos que estarão com seus centros em
uma circunferência de raio I e centro em X e Y. O ângulo do primeiro furo, em relação
ao eixo horizontal que passa pelo centro, é programado através do parâmetro J. A
Figura 4.25 ilustra sua utilização.
G34 X__ Y__ I__ J__ K__
Figura 4.25 - Exemplo de furos com G34 X200. Y150. I100. J20. K6.
Furos em linha (G35)
Este ciclo calcula as coordenadas dos K furos que estarão com seus centros em
uma linha de ângulo J com o eixo horizontal. A distância entre os furos é programada
pelo parâmetro I. A localização do primeiro furo é fornecida por X e Y. A Figura 4.26
ilustra sua utilização.
G35 X__ Y__ I__ J__ K__

78
Figura 4.26 - Exemplo de furos com G35 X20. Y12. I30. J25. K5.
Furos em um arco de circunferência (G36)
Este ciclo calcula as coordenadas dos K furos que estarão com seus centros em
um arco de circunferência de raio I e centro em X e Y. O ângulo do primeiro furo, em
relação ao eixo horizontal que passa pelo centro, é programado através do parâmetro J
e a distância angular entre os furos é programada por P. A figura 12 ilustra sua
utilização.
G36 X__ Y__ I__ J__ P__ K__
Figura 4.27– Exemplo de furos com G36 X20. Y8. I215. J7. P16. K6.
Furos em uma malha (G37.1)
Este ciclo calcula as coordenadas dos furos que estarão com seus centros em
uma malha. O primeiro furo da malha é programado por X e Y (furo inferior esquerdo).
A distância entre os furos do eixo X é programado por I e a quantidade de furos é
programada por P. A distância dos furos no eixo Y é programada por J e a quantidade
de furos é programada por K. A Figura 4.28 ilustra sua utilização.

79
G37.1 X__ Y__ I__ P__ J__ K__
Figura 4.28 - Exemplo de furos com G37.1 X17. Y12. I21. P7. J19. K3.
4.8.3 Ciclos de roscamento
Na operação de abertura de rosca é necessário que haja um sincronismo entre o
giro do eixo-árvore e o avanço da ferramenta. Esse sincronismo é fornecido pelos
ciclos de roscamento.
Em um torno Romi com comando Mazak, por exemplo, estão disponíveis dois
ciclos de roscamento. Um deles (G33) executa apenas uma única passada de
roscamento, sendo necessário que cada profundidade seja programada
separadamente. O outro ciclo (G37) executa a rosca completamente. Os dois ciclos
permitem tanto a execução de roscas paralelas quanto cônica, bem como internas
como externas. Também é possível executar roscas com múltiplas entradas.
G33 - Ciclo de roscamento básico
Para utilizar-se esta função deve-se posicionar a ferramenta no diâmetro do
passe desejado em uma linha do programa (bloco) e em seguida programar G33 com
os seguintes parâmetros:
G33 X___ Z___ K___ A___ I___
Onde:
X: profundidade do final da rosca (utilizada para roscas cônicas);
Z: posição final da rosca, no comprimento.
K: passo da rosca.
A: posição angular da rosca (utilizada em roscas de múltiplas entradas).
I: conicidade da rosca (utilizada em roscas cônicas).

80
A conicidade de uma rosca pode sesr calculada pela seguinte relação:
I = 2 * ( passo * tg α )
É necessário conhecer a altura do filete da rosca para posicionar corretamente a
ferramenta no diâmetro. Para rosca métrica a altura é: H=1.3 * passo. Recomenda-se
que a distância do ponto inicial até o começo da rosca seja de pelo menos o dobro do
passo (eixo Z). Essa distância é importante para dar tempo do carro atingir velocidade
constante.
O trecho de programa listado a seguir executa uma rosca M30 x 1.5 de uma
entrada, com início em Z80 e término em Z50. Foi usado o sistema de coordenadas
absoluto.
G0 X29.35 Z83 (posiciona a ferramenta na profundidade do primeiro passe G33 Z49. K1.5 (executa o primeiro passe de 0.65 mm de profundidade G0 X34 (afasta ferramenta G0 Z83 (reposiciona no Z inicial G0 X28.95 (posiciona a ferramenta na profundidade do segundo passe G33 Z49. K1.5 (executa o segundo passe de 0.40 mm de profundidade G0 X34 (afasta ferramenta G0 Z83 (reposiciona no Z inicial G0 X28.55 (posiciona a ferramenta na profundidade do terceiro passe G33 Z49. K1.5 (executa o terceiro passe com 0.40 mm de profundidade G0 X34 (afasta ferramenta G0 Z83 (reposiciona no Z inicial G0 X28.15 (posiciona a ferramenta na profundidade do quarto passe G33 Z49. K1.5 (executa o quarto passe com 0.40 mm de profundidade G0 X34 (afasta ferramenta G0 Z83 (reposiciona no Z inicial G0 X28.05 (posiciona a ferramenta na profundidade do último passe G33 Z49. K1.5 (executa o último passe com 0.10 mm de profundidade G0 X34 (afasta ferramenta
G37 - Ciclo de roscamento completo
A ferramenta deve ser colocada na posição inicial, que deve distanciar-se do
início da rosca, em Z de pelo menos duas vezes o passo. A altura do ponto inicial (cota
X) até a crista da rosca será informada pelo parâmetro E. O comando G37 tem os
seguintes parâmetros:
G37 X__ Z__ K__ A__ I__ D__ E__ B__ W__ U__ L__

81
Onde: X: profundidade do final da rosca (utilizada para roscas cônicas);
Z: posição final da rosca, no comprimento.
K: passo da rosca.
A: posição angular da rosca (utilizada em roscas de múltiplas entradas).
I: conicidade da rosca (utilizada em roscas cônicas).
D: profundidade da primeira passada (D=H/raiz(no. de passadas))
E: distância de aproximação (altura do ponto inicial até a crista da rosca).
B: angulo de alimentação da rosca (metade do ângulo da pastilha)
W: ângulo de saída da rosca (0=0º, 1=30º, 2=45º e 3=60º)
U: profundidade do último passe.
L: número de passes em vazio.
Exemplo 1: rosca M20 x 2.5 com uma entrada e comprimento de Z83 até Z53.
G0 X25 Z88 (ponto inicial. E=5 mm)
G37 X16.75 Z51. K2.5 D0.9 E5. W3. U0.1 L2.
Exemplo 2: rosca NPT com 11.5 fios/pol, 1º e 47’, de Z50 à Z70, diâmetro final de 33,4
mm. Para rosca NPT tem-se H = 1.732 * passo
G0 X37. Z75.
G37 X28.02 Z50. K2.21 I0.137 D0.96 E5.15 U0.1 L2.
Maiores detalhes sobre o cálculo de roscas cônicas podem ser encontrados no
Apêndice 3.
4.8.4 Ciclos de desbaste em torneamento
Os ciclos de desbaste de um torno agilizam a construção de um programa, pois
normalmente são muitos os movimentos necessários no desbaste.
Para efetuarem corretamente sua tarefa os ciclos de desbaste necessitam
conhecer o perfil acabado da peça. Isto é realizado por alguns fabricantes por meio de
um subprograma que contém apenas os movimentos relacionados com o acabamento
(só poderá conter os comandos G1, G2, G3 e G4). Na linha de comando utiliza-se a
letra P para referenciar o subprograma (número do bloco onde o subprograma inicia).
Outras informações que o ciclo de desbaste necessita são:
• Ponto de referência inicial em X;
• Ponto de referência inicial em Z;

82
• Sobremetal a ser deixado em X (letra I);
• Sobremetal a ser deixado em Z (letra K);
• Incremento por passada (letra W);
• Velocidade de avanço para o desbaste (letra F);
Desbaste longitudinal (G66)
O movimento de aprofundamento ocorre no eixo X, fora da peça. O movimento
de corte ocorre no eixo Z, em direção à placa. Pode ser interno ou externo. Abaixo está
a linha de comando e na Figura 4.29 há um esquema de sua operação. As linhas
tracejadas são movimentos de aprofundamento e as linhas contínuas são movimentos
de usinagem.
G66 X__ Z__ I__ K__ W__ P__ F__
Figura 4.29 - Exemplo de desbaste longitudinal.
Desbaste transversal (G67)
O movimento de aprofundamento ocorre no eixo Z e o movimento de corte
ocorre no eixo X (). Pode ser interno ou externo.
G67 X__ Z__ I__ K__ W__ P__ F__

83
Figura 4.30 - Exemplo de desbaste transversal.
Desbaste paralelo (G68)
Os movimentos ocorrem paralelos ao perfil acabado da peça. É indicado para
peças pré-formadas (forjadas, fundidas etc), como mostra .
G68 X__ Z__ I__ K__ W__ P__ F__ E__
Figura 4.31 -Exemplo de desbaste paralelo.

84
4.8.5 Usinagem precisa de canto
As máquinas CNC são preparadas para executar cantos com um pequeno
arredondamento. Isto ocorre porque quando um eixo está desacelerando o outro já
começa a acelerar, como mostra o gráfico no lado esquerdo da Figura 4.32. Este
procedimento é usual, pois este pequeno arredondamento é aceitável (e até desejável)
na grande maioria das peças.
Figura 4.32 - Execução normal de um canto.
Em algumas peças é necessário que os cantos sejam executados de forma
precisa (canto vivo). Sendo assim é necessário que um eixo só se mova depois que o
outro já parou completamente. Isto é conseguido, em alguns comandos com G09 na
linha que atinge o canto, e só fica ativo por este momento (não modal). A Figura 4.33
ilustra sua utilização. Normalmente este comando só pode ser utilizado com os
comandos de usinagem (G01, G02 e G03).
Figura 4.33 - Execução de um canto com G09.

85
Outros comandos usam uma técnica diferente. Quando a usinagem de canto
com precisão está ativa (M97 ou G61) a ferramenta deixa de tocar a peça por alguns
momentos. Com a usinagem de canto com precisão está inativa (M96 ou G64) a
ferramenta executa o canto tocando a peça durante todo o tempo. A Figura 4.34
compara as duas abordagens mostrando a ferramenta em várias posições.
Figura 4.34 – Dois modos de execução de um canto.
4.8.6 Espelhamento
O espelhamento de coordenadas permite que um trecho de programa
(normalmente uma subrotina) seja executado de forma espelhada com relação ao eixo
X ou Y, ou ainda, com relação aos dois eixos simultaneamente. Além da troca de sinais
das coordenadas há inversão entre oc comandos de interpolação circular (G2 e G3)
bem como na compensação de raio (G41 e G42). Isso faz com que os movimentos da
usinagem espelhada ocorram de maneira correta.
No comando da Fadal, por exemplo, a linha de espelho é definida pelas
coordenadas da ferramenta no momento de acionamento do comando de
espelhamento. Normalmente os valores passados pelos parâmetros são ignorados, ou
seja, qualquer valor pode ser programado, e sendo assim é comum utilizar-se o valor
zero. A seguir estão os comandos implementados na Fadal.
G51.1 X0 - espelho no eixo X.
G51.1 Y0 - espelho no eixo Y.
G51.1 X0 Y0 - espelho nos eixos X e Y.
G50.1 - cancela o espelhamento.
Outros comandos adotam as seguintes palavras para executar o espelhamento:

86
G05 - espelho no eixo X
G06 - espelho no eixo Y
G07 - espelho no eixo Z
G09 - cancela o espelhamento.
A Figura 4.35 mostra um perfil original e o resultado do espelhamento no eixo X,
eixo Y e simultaneamente em X e Y.
Figura 4.35 – Exemplo de espelhamento.
4.8.7 Manipulação do sistema de coordenadas
É possível deslocar o sistema de coordenadas (zero-peça) para outras posições
e também rotacioná-lo. Essas possibilidades auxiliam no desenvolvimento de
programas mais complexos.
Deslocamento do sistema de coordenadas (G52)
Desloca incrementalmente o atual sistema de coordenadas para uma nova
posição. Pode-se mudar apenas um dos eixos ou qualquer combinação entre eles.
Para retornar ao valor original deve-se utilizar o mesmo comando com os valores de
coordenadas iguais a zero.
G52 X__ Y__ Z__

87
A Figura 4.36 mostra um típico caso de aplicação deste comando. Trata-se da
usinagem de várias peças iguais fixadas simultaneamente à mesa da máquina. Após a
usinagem de cada peça faz-se o deslocamento do sistema de coordenadas.
Figura 4.36 – Exemplo de aplicação do deslocamento do sistema de coordenadas.
É possível realizar a mesma tarefa sem o uso deste comando. Para isso deve-se
programar toda a usinagem no sistema de coordenadas incremental e executar
movimentos absolutos entre cada peça.
Rotação do sistema de coordenadas (G68)
A finalidade deste comando é girar o sistema de coordenadas. O ângulo de giro
é fornecido ao parâmetro R. As coordenadas do pivô (centro da rotação) são definidas
pelos parâmetros X e Y. Se um novo giro for aplicado, será em relação à situação atual
dos eixos. Para retornar o sistema de coordenadas a sua posição original, antes de ser
aplicado a primeira rotação usa-se G69, que não possui parâmetros.
G68 X__ Y__ R__
A Figura 4.37 apresenta um exemplo onde apenas 4 movimentos foram
programados e os 44 restantes foram obtidos pela rotação do sistema de coordenadas.

88
Figura 4.37 – Exemplo de usinagem com rotação do sistema de coordenadas
4.8.8 Ciclos de fresamento
Neste item os ciclos serão apenas descritos, sem apresentar as linhas de
programação.
Abertura de bolsão circular
A abertura de bolsões ou cavidades circulares é uma operação comum em
fresamento. Esse ciclo executa movimentos circulares concêntricos até atingir o
diâmetro desejado. Entre os parâmetros que devem ser passados estão: sentido de
execução (horário ou anti-horário), diâmetro final da cavidade, raio de canto da
ferramenta e profundidade do passo lateral.
Usualmente, antes de acionar esse ciclo, é necessário posicionar a ferramenta
acima da peça e no centro do bolsão (XY) e programar um aprofundamento até atingir
a cota desejada (Z). Em geral, após a execução do ciclo, a ferramenta é
automaticamente deslocada para o centro do bolsão. A Figura 4.38 ilustra a seqüência
de movimentos realizados tanto no sentido horário quanto anti-horário.

89
Figura 4.38 - Movimentos de abertura de bolsão circular.
A Figura 4.39 mostra à esquerda uma fresa sem raio de ponta, ao centro com
raio de ponta menor que o raio da fresa e na direita com raio de ponta igual ao raio da
fresa (ponta esférica).
Figura 4.39 - Fresas sem e com com raio de ponta.
Fresamento de bolsão circular
A função deste ciclo é dar um passe de acabamento em bolsões circulares já
usinados. Realiza aproximação e afastamento tangencial calculados automaticamente
em função dos diâmetros do bolsão e da ferramenta. Pode ser realizado tanto no
sentido horário quanto no anti-horário. Normalmente é possível especificar quantas
vezes o ciclo será executado.
Para utilizar este ciclo deve-se inicialmente posicionar a ferramenta no centro do
bolsão (X e Y), na profundidade desejada (Z). Ao final da usinagem a ferramenta

90
voltará para este mesmo ponto. A Figura 4.40 ilustra os movimentos realizados para
executar essa tarefa.
Figura 4.40 – Movimentos para acabamento de cavidade circular.
Durante o movimento linear que vai do centro até o arco de tangenciamento de
entrada ocorre o acionamento da compensação do raio da ferramenta. Da mesma
forma, do arco de tangenciamento de saída até o centro é desabilitada a compensação.
A Figura 4.41 mostra uma implementação dessa operação que não faz uso de
interpolação linear, ou seja, os movimentos de compensação e descompensação são
realizados em arcos de circunferência. A ferramenta é colocada no centro do bolsão
(ponto 1) antes da chamada do ciclo. A seqüência de movimentos a faz passar pela
trajetória 2 (tocar o bolsão tangencialmente), chegando ao ponto 3. Depois passa pelos
pontos 4 até 8. O trajeto 9 faz o retorno ao centro, também tangencialmente ao bolsão.
Figura 4.41 - Exemplo de abertura de bolsão circular.

91
Abertura de bolsão retangular/quadrado
É similar à abertura do bolsão circular e segue os mesmos procedimentos de
uso. Executa movimentos do centro para as bordas até atingir as dimensões
desejadas. Entre os parâmetros que devem ser passados estão: sentido de execução
(horário ou anti-horário), comprimento no eixo X, comprimento no eixo Y, raio de canto
da ferramenta e profundidade do passo lateral. A Figura 4.42 mostra os movimentos
executados tanto no sentido horário quanto anti-horário.
Figura 4.42 – Abertura de cavidade retangular.
Serialização e gravação
Há comandos que podem gravar textos/números em peças de modo a já saírem
da máquina identificadas e com número de série. A Fadal, por exemplo, permite que
em uma única linha de programa, escreva-se uma palavra ou frase com até 63
caracteres. Se os últimos caracteres forem numéricos e o processo de serialização
estiver ativo, eles serão incrementados a cada nova peça usinada. Entre os parâmetros
necessários estão a altura de retração da ferramenta entre cada caractere usinado,
seleção de fonte, altura do caractere e ângulo do texto. A Figura 4.43 mostra os dois
tipos de fontes disponíveis na Fadal.
Figura 4.43 - Fontes disponíveis no comando da Fadal.

92
4.9 Subrotinas e subprogramas
É muito comum ter-se seqüências de comandos repetidas em um mesmo
programa. Desta forma a utilização de subprogramas e/ou subrotinas contendo estas
seqüências traz grande economia de tempo de digitação e espaço ocupado na
memória da máquina. Também simplifica alterações, pois apenas um lugar deve ser
alterado. Alguns exemplos de utilização são:
• Quando os movimentos para execução de um conjunto de furos devem ser
repetidos para mais de uma operação.
• Quando um perfil deve ser repetido ou espelhado, seus comandos devem
estar em um subprograma/subrotina.
• Quando um perfil deve ser usinado em várias profundidades, deve-se utilizar
a repetição do subprograma/subrotina e utilizar um avanço incremental logo
em seu início.
Um subprograma é um arquivo separado do programa principal. Pode ser
chamado por qualquer outro programa. Já, uma subrotina é um conjunto de linhas de
programa que estão colocadas dentro do próprio programa principal, e só pode ser
utilizado por este. Um programa principal pode conter várias subrotinas e também fazer
uso de vários subprogramas.
Para simplificar o entendimento do programa principal e também dos
subprogramas e subrotinas, é sempre importante colocar comentários indicando sua
função ou a que programa principal pertence.
Chamada de subprograma (M98)
O comando M98 faz com que o processamento do programa passe a ser
executado no subprograma indicado pelo parâmetro P. Além disto pode-se definir
quantas vezes o subprograma será executado através do parâmetro L (se for omitido
será considerado como L1, ou seja, será executado uma vez).
M98 P___ L___
Retorno ao programa principal (M99)
No final de um subprograma deve-se utilizar este comando, que não possui
parâmetros, para que o processamento retorne ao programa que o chamou, na linha
logo após G98.
Define subrotina modal (G66)

93
Este comando define uma determinada subrotina (passada com um parâmetro)
como sendo modal, ou seja, após cada comando que gera um movimento dos eixos a
subrotina será executada.
Cancela a subrotina modal (G67)
Este comando cancela a utilização da subrotina modal. Não possui parâmetros.
4.10 Macros e programação paramétrica
Macros são funções que permitem realizar cálculos, receber valores via teclado,
enviar mensagens para o operador e tomar decisões lógicas durante a execução de um
programa CNC. O termo programação paramétrica indica que, através de parâmetros
(valores) passados pelo operador ao programa, este executa a mesma usinagem, mas
de forma diferente. Por exemplo, a parametrização mais comum é relacionada à escala
da peça.
Na Fadal, por exemplo, toda linha de programação que conter uma macro
deverá ter em seu início o caractere #. Para trabalhar com macros pode-se utilizar até
100 variáveis de memória, indicadas de V1 até V100. Além disto pode-se trabalhar com
outras variáveis internas do comando:
D1 até D99: diâmetros de ferramenta;
H1 até H99: comprimentos de ferramenta;
FX1 até FX48: zero-peça em X;
FY1 até FY48: zero-peça em Y;
AX, AY e AZ: posição atual dos eixos;
TN: número da ferramenta em uso;
R0 até R9: variáveis paramétricas.
Além das operações aritméticas usuais (+ - * /), as funções matemáticas
disponíveis são:
ABS: valor absoluto; INT: valor inteiro;
ATN: arco tangente; RND: arredondamento;
COS: coseno; SQR: raiz quadrada;
SIN: seno; SGN: sinal de um valor.

94
Também existem comandos específicos para o controle lógico do programa,
permitindo tomar decisões que levarão a novos caminhos. São eles:
SET DEGREES ou SET RADIANS
Define se os ângulos serão tratados em graus ou radianos.
CLEAR
Zera variáveis V. Utilizado sozinho, zera todas as variáveis. Se for especificada
uma variável, apenas ela será zerada. Pode-se zerar uma faixa de variáveis utilizando
um sinal de menos entre a primeira e a última. Também é possível especificar várias
variáveis e várias faixas simultaneamente, bastando separá-las por vírgula.
GOTO
Permite saltar diretamente para uma linha específica do programa, indicada por
seu número (palavra N).
IF – THEN
Permite comparações para tomada de decisão. Utiliza para as comparações os
sinais >, <, =, >=, <= e <>. Também podem ser utilizadas as funções lógicas AND, OR
e NOT.
INPUT
Permite a entrada de valores através do teclado. Usado sempre com variáveis V.
A finalidade desta função é enviar mensagens e dados para a tela do comando.
Para enviar um texto ele deve estar fechado por caracteres aspas. Pode-se, numa
mesma linha, enviar vários textos e vários dados (variáveis), bastando para isto separa-
los por virgula.
SET RNDx
Determina em qual casa decimal, indicada por x, será realizado o
arredondamento quando for utilizada a função RND.
Observação
As variáveis paramétricas não podem receber o conteúdo de uma expressão
aritmética. Sendo assim deve-se armazenar o resultado da expressão em uma variável

95
V e na linha seguinte transferir seu conteúdo para uma variável paramétrica R. Veja o
exemplo abaixo:
#V1=((V2*3)+(V3/4))*COS(V5)
#R9=V1
G0 X+R9

96
Exercício 14 – Utilize um subprograma para a furação da peça da figura abaixo.
Primeiro utilize T1 para os furos de centro à profundidade de 5 mm, 150 mm/min e
2000 rpm. Depois utilize a broca T2 para os furos de 5 mm de diâmetro à 850 rpm e
200 mm/min. Finalmente utilize T3, que é uma fresa de diâmetro 10 mm, à 480 rpm e
80 mm/min para usinar os rebaixos.
______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________

97
Exercício 15 – Um dispositivo de sujeição permite fixar 4 peças simultaneamente.
Desenvolva um programa que faça o acabamento do perfil de cada peça. Utilize um
subprograma em coordenadas incrementais para esta tarefa. Considere que a peça
possui 4 mm de altura e que será executada em apenas uma passada.
______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________

98
Exercício 16 – O desenho da peça abaixo mostra o perfil de uma peça de 15 mm de
espessura cujo perfil deverá ser usinado em passes de 1 mm. Programe o perfil em um
subprograma com avanço incremental vertical para possibilitar sua repetição. A
referência Z está na face superior.
______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________

99
Exercício 17 – O desenho da peça abaixo mostra o perfil de uma peça de 15 mm de
espessura cujo perfil deverá ser usinado em passes de 1 mm. Programe o perfil em um
subprograma com avanço incremental vertical para possibilitar sua repetição. A
referência Z está na face superior.
______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________

100
Exercício 18 – O desenho da peça abaixo mostra o perfil de uma peça de 15 mm de
espessura cujo perfil deverá ser usinada em passes de 1 mm. Programe o perfil em um
subprograma com avanço incremental vertical para possibilitar sua repetição. A
referência Z está na face superior.
______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________

101
REFERÊNCIAS
ARNONE, M. (1998). High performance machining. Hanser Gardener Publications.
Cincinnati, OH. ISBN 1-56990-246-1. p. 297.
BECK, H.W. (1998). Alta velocidade e ferramentas de alto desempenho reduzem o
tempo de usinagem. Máquinas e Metais, n.387, p.40-47, abr.
BOUJELBENE, M.; MOISAM, A.; TOUNSI, N.; BRENIER, B. (2004): Productivity
enhancement in dies and molds manufacturing by the use of C1 continuous
tool path. International Journal of Machine Tool & Manufacturing. N.44, p.101-
107.
CAVICHIOLLI, F. A. (2003). Usinagem em altíssimas velocidades. Érica, p. 214.
CHANG, T., WYSK, R. A., WANG, H. (1998). Computer-Aided Manufacturing. 2nd ed.
p. 748.
CHENA, T. Y.; HOUA, P. H.; CHIUB, J. Y. (2002). Measurement of the ballscrew
contact angle by using the photoelastic effect and image processing. Optics
and Lasers in Engineering. N. 38. p. 87-95.
EMCO (1979). Manual de programação e operação do torno CNC EMCO COMPACT 5.
Editado por EMCO Maier & Co., Áustria.
FAROUKI, R. T.; MANJUNATHAIAH, J.; YAN, G. F. (1999): G codes for the
specification of Pythagorean- hodograph tool paths and associated feedrate
functions on open-architecture CNC machines. International Journal of
Machine Tools & Manufacturing, v. 39, p.123-142.
GE FANUC AUTOMATION: User Manual. 160-180i MA controller.
KIM, S. K.; CHO, D. W. (1997). Real-time estimation of temperature distribution in a
ball-screw system. International Journal od Machine Tools Manufacturing.
Vol. 37, N 4, p. 451-464.
KIRSCHNIK, G. M. (1997). Características técnicas de comando numérico
computadorizado para HSC. In: SEMINÁRIO INTERNACIONAL DE ALTA
TECNOLOGIA – USINAGEM COM ALTÍSSIMA VELOCIDADE DE CORTE E
ALTA PRECISÃO, 2., 1997, Santa Bárbara d’Oeste – SP. Anais... Santa
Bárbara d’Oeste – SP, UNIMEP. p.1-15.

102
KOREN, Y. (1989). In: AMERICAN SOCIETY FOR METALS. Metals handbook. 9th ed.
Metals Park, Ohio, USA. v.16 - Machining, p.613-617.
LIANG, S. Y.; HECKER, R.; LANDERS, R. (2002). Machining process monitoring and
control: The State-of-the-art. Proceedings of ASME International Mechanical
Engineering Congress. New Orleans, US, nov. 2002.
LUGGEN, W. W. (1983). Fundamentals of Numerical Control. Delmar Publishers, 2nd
ed. p. 287.
LUGGEN, W. W. (1988). Fundamentals of numerical control. Delmar Publishers Inc.
2nd ed. p.287.
LYNCH, M. (1992). Computer Numerical Control for Machining. McGraw-Hill. ISBN 0-
07-039223-4. p. 142.
LYNCH, M. (1994). Computer Numerical Control Accessory Devices. McGraw-Hill. p.
261.
MONREAL, M.; RODRIGUEZ, C. (2003). Influence of tool path strategy on the cycle
time of high-speed milling. Computer-Aided Design, v. 35, p. 395-401.
THE SIMULATION PROGRAM OF TRAINING ROBOT SLR 1500. Poppeová, V.;
Urícek, J. & Máca, M. http://fstroj.utc.sk/journal/engl/papers/023_2002.PDF
WATANABE, K. (1996). Exemplos de projeto de fusos de alta velocidade e os métodos
de balanceamento. Máquinas e Metais, n.366, p.74-86, jul.
WECK, M.; SCHUMACHER, A.; QUEINS, M. (1999). Nova geração de máquinas-
ferramenta de alta velocidade. Máquinas e Metais, n.401, p.16-39, jun.
WITTE, H. (1998). Máquinas Ferramentas. Hemus. p.395. cap. 3.

103
APÊNDICE 1 – Peças de Xadrez

104
PEÃO

105
TORRE

106
CAVALO

107
BISPO

108
RAINHA

109
REI

110
APÊNDICE 2 – Comunicação Serial

111
A2.1 COMUNICAÇÃO SERIAL
A2.1 Introdução
A velocidade de transferência é definida em bits por segundo (Baud rate) e pode
variar entre 110 até 115200 baud’s, para os comandos mais modernos. Esta
velocidade de transferência de dados entre o DNC e a máquina CNC é um fator que
limita a velocidade de avanço a ser utilizada na operação. Quando se trabalha com
velocidade de avanço relativamente baixa, esta taxa de transferência não é
representativa. Quando a velocidade de avanço supera a capacidade de transmissão,
pode ocorrer solavanco na máquina, com descontinuidades durante a movimentação,
degradando a qualidade superficial.
A2.2 Protocolo de comunicação serial RS 232
Uma das maneiras utilizadas para realizar a comunicação entre dois dispositivos
computacionais é a utilização da interface elaborada pela Associação das Indústrias
Eletrônicas (Electronic Industries Association-EIA) denominada RS232. Esta interface
padrão permite a transferência de dados entre dois dispositivos, como por exemplo, um
computador (ou um DNC) e uma máquina CNC.
Por especificação, o conector possui 25 pinos, com a voltagem variando entre -3
e 4 volts. Destes 25 pinos, em geral apenas 9 são implementados e a disposição dos
pinos deve estar condizente entre os dois equipamentos a serem conectados. A
velocidade de comunicação, como já apresentado, é dada em bits por segundo (baud
rate) e deve ser definida igualmente para os equipamentos.
Alguns outros parâmetros devem ser atribuídos em ambos os dispositivos para
tornar possível a comunicação:
• Porta de comunicação: COM 1 ou COM 2;
• Velocidade de comunicação (baud rate): A quantidade de bits por segundo
deverá ser igual para os dispositivos envolvidos;
• Data bit: O tamanho da palavra é o número de dígitos binários que forma um
caractere. A maioria dos CNC requer uma palavra de 7 bits além de um bit
de paridade, totalizando 8 bits para representar uma palavra.
• Paridade: A paridade auxilia os dispositivos envolvidos a checar possíveis
erros de transmissão em cada caractere. A maioria dos dispositivos

112
possibilita três opções de paridade: par, impar ou sem paridade (não checa
possíveis erros).
• Stop bits: O parâmetro stop bit define o final de cada palavra. Em geral é
utilizado o valor 2.
• Handshaking: O dispositivo receptor possui uma área limitada para
armazenamento temporário de dados. Quando está área estiver utilizando
toda sua capacidade, uma informação deverá ser enviada para que o
emissor cesse, por um período, o envio de dados. Quando o receptor estiver
apto a receber outro volume de dados, este deverá enviar ao emissor esta
informação. Esta comunicação é denominada handshaking.
A Figura A2.1 demonstra o menu de definições dos parâmetros de comunicação
de um software comercial, utilizado para realizar a comunicação entre um computador
e um CNC fabricado pela FANUC.
Figura A2.1 - Parâmetros de comunicação serial.
A2.2 Padrão Ethernet
Este é um padrão de rede local amplamente utilizado a partir da década de 90. É
um sistema flexível, barato e com velocidade de transmissão de dados entre 4 e 10
Mbp/s. Com isso se torna um padrão extremamente superior ao RS 232. Sistemas
CNC modernos podem oferecer este padrão para conexão com um computador
externo.

113
APÊNDICE 3 – Rosca Cônica

114
A3.1 SEQÜÊNCIA DE CÁLCULOS PARA ROSCA CÔNICA
A Figura A3.1 apresenta a rosca que será utilizada neste exemplo. Como mostra
o desenho, é uma rosca NPT, com passo de 11.5 fios/pol e ângulo de 1º 47’.
Figura A3.1 – Exemplo de rosca cônica.
Definição de L (número de passes em vazio)
Não há nenhum cálculo envolvido. Basta escolher o número de vezes que a
ferramenta irá repassar a rosca para dar um melhor acabamento.
Definição de U (profundidade do último passe)
Também não há cálculo envolvido. Basta determinar a profundidade que a
ferramenta avançará para dar o passe final, no diâmetro. Por exemplo, se for
programado U0.1 significa que no último passe a ferramenta irá aprofundar-se 0.05 mm
no raio.
Definição de W (ângulo de saída da rosca)
Basta escolher como a ferramenta irá mover-se para terminar a rosca. Tem-se
W0 para 0º, W1 para 30º, W2 para 45º e W3 para 60º
Definição de B (ângulo de alimentação da rosca)
Se não for programado, a cada novo passe, a ferramenta posiciona-se no centro
do passe anterior, como mostra a Figura A3.2, à esquerda. Quando programa-se o

115
ângulo de alimentação da rosca, a cada novo passe a ferramenta posiciona-se em uma
face já usinada, como mostra a Figura A3.2, à direita. O valor a ser programado deve
ser a metade do ângulo da ponta da ferramenta. Por exemplo, se for uma rosca
métrica, a ponta da ferramenta terá 60º, e neste caso programa-se B30.
Figura A3.2 – Formas de abertura da rosca.
Definição de A (ângulo entre as entradas da rosca)
É utilizada quando a rosca é de múltiplas entradas. Neste caso, para cada
entrada da rosca existirá uma linha de programa com G37, onde a única diferença será
o valor de A. Para a primeira entrada adota-se A0. Para as demais entradas coloca-se
o ângulo da entrada. Por exemplo, para uma rosca de duas entradas teremos A0 e
A180. Para uma rosca de três entradas teremos A0, A120 e A240. Para uma rosca de
quatro entradas será A0, A90, A180 e A270.
Cálculo de K (passo da rosca)
Se o passo fornecido já está em milímetros, não será necessário nenhum
cálculo. Basta programar diretamente o valor de K. Se o passo fornecido for em fios por
polegada basta utilizar a equação abaixo.
[ ] [ ]pol/fios passo
4.25 mm passo =
Cálculo de D (profundidade da primeira passada)
Antes de calcular o valor de D deve-se calcular o valor de H (altura do filete).
Para cada tipo de rosca utiliza-se uma equação diferente. Abaixo tem-se as equações
para rosca métrica e NPT. Observe que os valores calculados estão em diâmetro.
Rosca métrica: H = 1.3 * passo Rosca NPT: H = 1.732 * passo
passes de número
H D =

116
Cálculo de I (conicidade da rosca)
Para calcular o valor de I basta utilizar a equação abaixo. Observe que o ângulo
deve ser fornecido na forma decimal e a calculadora estar configurada para graus
(deg). Se o ângulo estiver na forma de graus e minutos, deve-se antes converte-lo,
utilizando a equação abaixo.
60
minutos graus ângulo += ( )ângulo tg* passo * 2 I =
Definição da posição inicial da ferramenta
Antes de ser programada a linha de G37 deve-se programar uma aproximação
com G0. O diâmetro deve ser superior ao diâmetro final da rosca, não havendo
nenhum cálculo envolvido Escolha um valor inteiro.
O comprimento Z deve estar distanciado do início da rosca, no mínimo, com o
dobro do passo. Esta distância é necessária para que a ferramenta saia da velocidade
zero e atinja a velocidade constante F antes de tocar a peça. Escolha um valor inteiro
também. A Figura A3.3 ilustra as cotas envolvidas.
Figura A3.3 - Cotas envolvidas em rosca cônica.
Definição de Z (posição final da rosca)
É a cota Z do final da rosca, bastando para isto verificar o desenho.
Cálculo de X (diâmetro final da rosca)
Para calcular o valor de X basta utilizar as equações à seguir, em seqüência.

117
Altura = comprimento * tg(Ângulo)
X = Xinicial – H – 2 * Altura
Figura A3.4 - Cotas envolvidas em rosca cônica.
Cálculo de E (distância do ponto inicial até a crista da rosca)
Basta utilizar a equação: E = X de aproximação – X – H
Figura A3.5 - Cota E.