ARTIGO 7 - APLICAÇÃO DE FERRAMENTAS DE QUALIDADE
21
https://doi.org/10.15202/1981996x.2019v13n1p97 SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019 97 --------SEMIOSES ------- APLICAÇÃO DE FERRAMENTAS DE QUALIDADE EM PROJETO ESTUDANTIL APPLICATION OF QUALITY TOOLS IN STUDENT PROJECT Ricardo Teixeira da Costa Neto* Doutor em Engenharia Mecânica pela Pontifícia Universidade Católica do Rio de Janeiro, PUC-Rio; Professor dos Cursos de Engenharia Mecânica do Instituto Militar de Engenharia, IME, Rio de Janeiro, RJ, Brasil. E-mail: [email protected] Elias Dias Rossi Lopes Mestre em Engenharia Mecânica pelo Instituto Militar de Engenharia, IME; Professor dos Cursos de Engenharia Mecânica do Instituto Militar de Engenharia, IME, Rio de Janeiro, RJ, Brasil. E-mail: [email protected] Igor Lucas Reinaldo Estudante de Engenharia Mecânica e de Automóvel do Instituto Militar de Engenharia, IME, Rio de Janeiro, RJ, Brasil. E-mail: [email protected] *Autor para correspondência RESUMO Este artigo tem por finalidade apresentar a aplicação de duas ferramentas da qualidade no Projeto de Suspensão de um veículo para a Competição Baja SAE Brasil: o Desdobramento da Função Qualidade (QFD) e a Análise dos Modos de Falha e seus Efeitos (FMEA). O objeto de estudo é um veículo off-road monotripulado e construído predominantemente por alunos. Utiliza-se o método de pesquisa quantitativo e bibliográfico, com obtenção de resultados que refletem a realidade do projeto e que contribuem para a sistematização de processos no desenvolvimento do trabalho. Palavras-chave: QFD. FMEA. Baja. Projeto de Veículos. ABSTRACT This paper aims to present the application of two quality tools in the Suspension Project of a vehicle to Baja SAE Brazil Competition: Quality Function Deployment (QFD) and Failure Mode and Effects Analysis (FMEA). In this way, the object of study is an off-road one-person vehicle. The research methods utilized are quantitative and bibliographic, giving results that reflect
Transcript of ARTIGO 7 - APLICAÇÃO DE FERRAMENTAS DE QUALIDADE

https://doi.org/10.15202/1981996x.2019v13n1p97
SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
97
------
--SEM
IOSE
S ---
----
APLICAÇÃO DE FERRAMENTAS DE QUALIDADE EM PROJETO ESTUDANTIL
APPLICATION OF QUALITY TOOLS IN STUDENT PROJECT
Ricardo Teixeira da Costa Neto*
Doutor em Engenharia Mecânica pela Pontifícia Universidade Católica do Rio de Janeiro, PUC-Rio; Professor dos Cursos de Engenharia Mecânica do Instituto Militar de Engenharia, IME,
Rio de Janeiro, RJ, Brasil. E-mail: [email protected]
Elias Dias Rossi Lopes
Mestre em Engenharia Mecânica pelo Instituto Militar de Engenharia, IME; Professor dos Cursos de Engenharia Mecânica do Instituto Militar de
Engenharia, IME, Rio de Janeiro, RJ, Brasil. E-mail: [email protected]
Igor Lucas Reinaldo
Estudante de Engenharia Mecânica e de Automóvel do Instituto Militar de Engenharia, IME, Rio de Janeiro, RJ, Brasil.
E-mail: [email protected]
*Autor para correspondência RESUMO Este artigo tem por finalidade apresentar a aplicação de duas ferramentas da qualidade no Projeto de Suspensão de um veículo para a Competição Baja SAE Brasil: o Desdobramento da Função Qualidade (QFD) e a Análise dos Modos de Falha e seus Efeitos (FMEA). O objeto de estudo é um veículo off-road monotripulado e construído predominantemente por alunos. Utiliza-se o método de pesquisa quantitativo e bibliográfico, com obtenção de resultados que refletem a realidade do projeto e que contribuem para a sistematização de processos no desenvolvimento do trabalho. Palavras-chave: QFD. FMEA. Baja. Projeto de Veículos.
ABSTRACT This paper aims to present the application of two quality tools in the Suspension Project of a vehicle to Baja SAE Brazil Competition: Quality Function Deployment (QFD) and Failure Mode and Effects Analysis (FMEA). In this way, the object of study is an off-road one-person vehicle. The research methods utilized are quantitative and bibliographic, giving results that reflect

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
98
the project reality and contributing to process systematization of the development of the work.
Keywords: QFD. FMEA. Baja. Vehicle Design. 1 INTRODUÇÃO
Alguns produtos da indústria necessitam ser tratados de maneira particularizada,
focando-se em necessidades específicas e na qualidade, como é o caso de carros
customizados. Para realizar essa prática de maneira sistemática, existem diversos métodos.
Alguns exemplos são o QFD (Desdobramento da Função Qualidade, em inglês) e o FMEA
(Análise de Modos de Falha e seus Efeitos, em inglês), ferramentas da qualidade utilizadas
mundialmente há décadas e com expressivos resultados de empresas renomadas.
Ambos necessitam de uma prévia análise de requisitos que guiarão o desdobramento
do projeto. O objetivo deste estudo é promover a aplicação do QFD e do FMEA no projeto de
um veículo off-road monotripulado, conhecido como Baja. Para participar da competição Baja
SAE Brasil, deve-se construir um veículo que obedeça a todas as regras estabelecidas a partir
do Regulamento Baja SAE Brasil (RBSB).
Nesse contexto, ratifica-se a importância da utilização de ferramentas da qualidade.
Poucos trabalhos foram feitos na área de Bajas com aplicação do QFD e FMEA, destacando-se
Zanovello; Souza e Turrioni (2002), como o mais detalhado dentre os encontrados na
literatura. Aplicou-se, no entanto, o QFD e FMEA mais sintética e menos detalhadamente,
quando em comparação ao que é feito no presente trabalho, que se baseia na Trilogia Juran
da Qualidade, utilizando também o modelo Kano da Qualidade. Dessa forma, o presente
trabalho possui o diferencial de ser feito com objetivos quantitativos e utilizar uma
metodologia original de aplicação, mesclando particularidades de outras já abordadas na
literatura.
Com os resultados obtidos, espera-se promover a sistematização de processos dentro
da equipe em questão e em outras que passem a utilizar essas ferramentas. O uso de
ferramentas da qualidade permite que os estudantes, encarregados totalmente pelo projeto
do veículo, consigam definir e priorizar requisitos técnicos conhecendo-se os requisitos do
cliente, permitindo uma visão de projeto completa já desde o início da graduação, quando os
estudantes são inseridos em projetos estudantis.

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
99
2 REFERENCIAL TEÓRICO
Toda a pesquisa é apoiada em 3 principais conceitos essenciais para a aplicação das
ferramentas da qualidade já citadas: requisitos do cliente, requisitos técnicos e modos de
falha. Com base na exploração minuciosa dos RBSB, é possível entender, em quase sua
totalidade, o que o cliente deseja e formas de se evitar falhas. Completa-se esse entendimento
por meio de práticas alternativas, que são explicadas em seções seguintes.
2.1 Regulamento Baja SAE Brasil
Com o objetivo de regulamentar e definir quais as diretrizes iniciais a serem seguidas
pelas equipes que desejam participar da Competição Baja SAE Brasil, a SAE Brasil publica,
periodicamente, com atualizações de segurança, algumas normas. Como o objetivo deste
trabalho é a aplicação experimental das metodologias citadas apenas no subsistema de
suspensão, detalha-se apenas o que diz respeito a esse subsistema e a características gerais
do veículo. Os capítulos 5 e 7 do RBSB regulam três principais aspectos do subsistema de
suspensão: fixadores, ruídos e material.
Os fixadores devem ser todos pertencentes, no mínimo, a categoria 5 da SAE, metric
grade 8.8 ou equivalentes militares. A observância desse detalhe torna-se essencial quando
são utilizadas peças que não são empregadas, originalmente de fábrica, juntas. Além disso, os
parafusos que podem ser utilizados são catalogados no regulamento e as porcas devem ser
de cativeiro, isto é, com travamento permanente.
O nível de ruídos provenientes da suspensão deve ser o mínimo possível, buscando
boas práticas de engenharia e de modo a transmitir segurança a um possível comprador.
Quanto ao material dos braços, todos devem ser submetidos a análise estrutural,
comprovando a resistência aos possíveis esforços. Deve-se, também, evitar soldas em locais
desnecessários, a fim de não comprometer a segurança do piloto.
No tocante à características mais gerais do veículo, o regulamento salienta a
necessidade de o veículo possuir 4 ou mais rodas, comportando um piloto de 1,90 m e de 110
kg e bitola máxima de 1,62 m. Além disso, é importante que seja um veículo resistente,
atraente visualmente, com bom custo-benefício e que satisfaça os requisitos mínimos de
segurança estabelecidos.

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
100
2.2 Desdobramento Da Função Qualidade (QFD)
Segundo a definição do The American Supplier Institute, QFD é uma ferramenta que
traduz os requisitos do cliente em procedimentos de cada etapa do processo produtivo. Trata-
se, portanto, de um método que, basicamente, leva em consideração as necessidades do
cliente para se produzir ou criar determinado produto, ou ainda para a elaboração de um
projeto.
Historicamente, segundo Prassad (1998), foi uma técnica usada bastante pelos
japoneses a partir da década de 70, especialmente pela Toyota, que obteve redução de 50%
no custo de produção e necessitou da terça parte do tempo normalmente necessário para tal.
O QFD pode ser entendido como 4 etapas, segundo Pahl; Wallace e Blessing (2007), as quais
estão altamente relacionadas de modo que uma somente se inicia quando a anterior se
encerra. As fases são:
1. Planejamento do produto, tendo ideias, rascunhando, obtendo dados do cliente.
2. Planejamento de implantação, pensando em como irá ser elaborado o produto.
3. Planejamento do processo, pensando nas ferramentas e meios a serem utilizados.
4. Planejamento de produção, a fim de colocar em prática tudo apurado anteriormente.
Figura 1 - Modelo de EHOQ (BERGQUIST; ABEYSEKERA, 1996).
A principal ferramenta utilizada em cada uma dessas fases é a HOQ (Casa da Qualidade,
em inglês), cujo modelo, com o passar do tempo e a evolução do método, foi alterado por

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
101
Dom Clausing e outros, com acréscimos de fases e aperfeiçoamentos, gerando o EHOQ
(Extensão da Casa da Qualidade, em inglês). Surgiram, então, diversas variações desse
método, mas a ideia de ligação dos “comos” e “os quês” continuam como base, mudando
poucos detalhes. Neste trabalho, aborda-se uma nova estrutura que, de modo simples e
organizado, satisfaz todas as condições. Há os elementos básicos, que são os “os quês”, os
“comos”, os “quantos” e os “porquês”, e os elementos que representam a relação entre os
mesmos. Com base nessa ideia, pode-se abordar as fases do uso do QFD de modo mais formal
por meio de 6 passos, que são descritos a seguir:
Figura 2 - Modelo de EHOQ (PRASAD, 1998)
SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
102
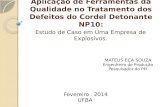
Figura 3 - Desenho de EHOQ (MOUBACHIR; BOUAMI, 2015)
Para a aplicação do QFD no planejamento do produto, deve-se construir uma matriz
de análise, como mostrados de diversos modos nas Figuras 1, 2 e 3. Os passos desse método
são:
1. WHATs (CR – Requisitos do consumidor, em inglês): Coletar informações a respeito do que
o usuário necessita no produto, por meio de pesquisas de opinião ou outro método eficaz.
Segundo Moubachir e Bouami (2015), deve-se organizar com pesos absolutos as
necessidades do consumidor, a fim de estabelecer, no momento da produção, quais devem
ser levadas ainda mais em consideração do que as demais, sendo o maior peso
correspondente à maior importância. Essa numeração corresponde ao CIR (Grau de
importância para o consumidor, em inglês) de cada necessidade, sendo obtida por meio de
consulta ao cliente ou por meio da análise de produtos de sucesso do mercado (PRASAD,
1998). Quanto maior o CIR, mais importante.
2. HOWs (TR – Requisitos técnicos, em inglês): Segundo Moubachir e Bouami (2015), trata-se
de determinar as características técnicas do produto, que devem se relacionar com as
necessidades do cliente, sempre que possível. Cada WHAT possui um ou vários HOWs
relacionados. Além disso, deverá ser dada uma classificação a cada requisito, sendo o
menor número correspondente ao requisito mais importante, segundo Prasad (1998).
3. HOW MUCHes: Obter quais são os HOWs essenciais e viáveis, dando a cada um deles o
total de 3 índices. Um deles de 1 a 5, que representa o desempenho dos concorrentes

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
103
segundo especialistas internos (benchmarking interno), sendo o maior valor para um bom
desempenho (RODRIGUES, 2014). Outro índice deve ser o peso global, que medirá o
desempenho na satisfação do cliente. A fórmula para o peso global para cada requisito
técnico pode ser feita de várias maneiras, mas a mais comum é: onde é o peso absoluto do
k-ésimo requisito do cliente que se relaciona com o critério técnico em questão e é o grau
dessa relação. Assim, quanto maior o índice desse cálculo, mais a qualidade técnica é
relacionada com as pretensões do consumidor (BERGQUIST; ABEYSEKERA, 1996). Por fim,
o último índice é o valor padrão que se deseja alcançar ou já estabelecido por normas. Por
exemplo, se deseja-se produzir um café com temperatura de 50°C, no requisito técnico
“temperatura do café”, o valor padrão será 50°C (BERGQUIST; ABEYSEKERA, 1996).
4. WHYs: Comparar o produto com concorrentes do mercado, segundo avaliações do cliente
(benchmarking externo). Usa-se uma escala de 1 a 5, sendo 5 atribuídos à máxima
satisfação. Deve-se, de preferência, coletar nomes de concorrentes e de produtos de alto
nível (RODRIGUES, 2014).
5. WHATsxHOWs: Relação entre as necessidades do usuário e as características técnicas do
produto, observando quais são estas que estão mais ligadas àquelas. Caso a ligação seja
forte, a caraterística não poderá ser dispensada, pois afetará diretamente a qualidade do
produto final. No entanto, caso haja uma relação fraca, certas características podem ser
deixadas de lado, a fim de obter benefícios em outros quesitos, como custo de produção,
etc. Usa-se diferentes escalas, ficando com valores mais elevados aquelas mais
relacionadas entre si. Alguns exemplos são 0,1,3,9 ou 1,2,3,4 ou 4,8,12,16 (BERGQUIST;
ABEYSEKERA, 1996).
6. HOWsxHOWs: Determinação da relação entre as características técnicas do produto, a fim
de, principalmente, identificar relações inversas, ou seja, relações nas quais à medida que
um aspecto é aperfeiçoado, outro é prejudicado. Esta última é indicada com um sinal (-),
enquanto a sua oposta por um (+). Caso haja dúvida ou nenhuma relação, usa-se (?). Ao
mesmo tempo, deve-se dar pesos à relação, a fim de determinar se é forte, moderada ou
fraca, como é feito no WHATsxHOWs (BERGQUIST; ABEYSEKERA, 1996).
Em resumo, a cooperação entre cliente e fabricante é essencial para a geração de um
produto que possibilite satisfação para ambas as partes.

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
104
2.3 Análise Dos Modos De Falha E Seus Efeitos (FMEA)
Com a ampliação do setor industrial e com a necessidade de garantir confiabilidade no
produto, necessitou-se desenvolver um método com uma sequência de passos através dos
quais seria possível obter isso de modo sistemático e efetivo. Assim, surge o FMEA, que busca
prever, analisar, prevenir e evitar ou controlar possíveis falhas em um projeto ou sistema
(RODRIGUES, 2014).
O foco do método é no modo de falha, definido como o mecanismo de falha,
procurando entender os diversos aspectos relacionados à não-conformidade (LORENTZ et al.,
2001). Por volta de 1963, a NASA começou a praticar de maneira formal esta metodologia,
devido à elevada exigência de credibilidade em seus equipamentos e produtos.
Posteriormente, houve larga difusão, especialmente, para as indústrias aeronáutica,
automobilística, médica e nuclear (EBELING, 2001).
A Citroën, seguida pela Peugeot, a partir de 1977, contribuiu bastante para a difusão
do método, sendo pioneira em sua área.
Pode-se dizer que existem, basicamente, 4 tipos de FMEA (STAMATIS, 1995):
1. FMEA de sistema: É utilizado ainda na fase brainstorming, sendo fundamental para analisar
as falhas em potencial e nas relações entre o sistema e seus subsistemas. Em outras
palavras, o foco é avaliar os conceitos e ideias iniciais.
2. FMEA de produto: Antes de passar para a produção, faz-se uma análise crítica do projeto
do produto, buscando erros e falhas de projeto.
3. FMEA de processo: É empregado, principalmente, nas etapas de montagem e fabricação,
buscando analisar os equipamentos, a mão de obra, o ambiente de trabalho, etc.
4. FMEA de serviço: Passa a ser uma realidade somente no fim do projeto. É utilizado em cima
do produto, antes que ele seja disponibilizado para o cliente, de modo a evitar desagrados
e desgastes, fora os custos extras que podem advir de um possível defeito de fábrica.
Sendo um método relativamente fácil de aplicar, tornando-se mais complexo ou mais
simples dependendo do sistema, o FMEA deve considerar todos os fatores possíveis, tais como
a mão de obra, o meio em volta, os materiais utilizados, os equipamentos empregados, etc.
Existem 3 medidas fundamentais a serem determinadas (BAHRAMI; BAZZAZ; SAJJADI, 2012):
• Ocorrência: A possibilidade de ocorrer a falha, que deve ser baseada na frequência com a
qual a mesma ocorre em produtos análogos ou iguais, ou até mesmo com base em uma
literatura precisa e atual. Essa etapa serve para alterar-se alguma fase do processo

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
105
produtivo ou para tomar-se medidas preventivas com o intuito de reduzir tal índice. A
probabilidade é medida em uma escala de 1 a 10, como mostrado no quadro da direita da
Tabela 1, cujo valor será atribuído à variável “O”.
• Severidade: O impacto da falha é o nível de danos que a falha gerará para o produto ou
sistema numa possível ocorrência. Tal noção pode ser obtida com a consulta de
engenheiros experientes e com a realização de passos lógicos, observando quais áreas são
afetadas com determinado erro, conseguindo, assim, um modo efetivo de medir o grau.
Após pesquisas, deve-se dar um índice “S” à falha, que também varia de 1 a 10, de acordo
com o quadro da esquerda da Tabela 1.
• Detecção: É o índice que mensura a probabilidade de detectar uma falha antes do produto
chegar ao cliente. Assim, busca-se otimizar o tempo no qual ocorre essa percepção. Pode-
se medir essa habilidade em uma escala de 1 a 10, cujo resultado representará o valor de
uma terceira variável “D”, semelhante à escala usada para o fator “Ocorrência”, mas
inversamente proporcional. É dado o valor "1" a uma falha sempre detectável e o valor
"10" para uma falha nunca detectável.
O produto dessas três medidas dá origem ao que foi chamado de RPN (número
prioritário de risco, em inglês), um importante fator na prática do FMEA e que mostra qual a
falha que deve receber mais custos de auxílio e mais tempo destinado à sua prevenção, uma
vez que esse índice considera os 3 principais fatores mais importantes de erro. Seu valor, como
pode-se observar, varia entre 1 e 1000 (BAHRAMI; BAZZAZ; SAJJADI, 2012).
Quanto maior o RPN, maior é a urgência de tomar medidas corretivas relacionadas à
falha. Portanto, para reduzir os riscos, deve-se reduzir ao máximo os índices (RODRIGUES,
2014). A prática do brainstorming, a consulta em uma boa literatura e a presença de
engenheiros experientes são fatores de base para que as três fases citadas anteriormente
ocorram de modo mais eficiente e real possível (BAHRAMI; BAZZAZ; SAJJADI, 2012).
Tabela 1 - Graus para o Cálculo do RPN
Nível Efeito Nível Taxa de Possibilidade de Falha Possibilidade de Falha
10 Perigoso 10 >1 a 2 Extremamente provável
9 Sério 9 1 a 3 Bem provável
8 Extremo 8 1 a 8 Falha reincidente

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
106
7 Elevado 7 1 a 20 Alta
6 Significante 6 1 a 80 Moderadamente alta
5 Moderado 5 1 a 400 Moderada
4 Baixo 4 1 a 2000 Relativamente baixa
3 Reduzido 3 1 a 15000 Baixa
2 Muito reduzido 2 1 a 150000 Remota
1 Nenhum 1 1 a 1500000 Próxima ao impossível
Fonte: CHANG; SUN, 2009.
De uma maneira geral, deve-se seguir uma sequência de passos e
autoquestionamentos para colocar o FMEA em prática, de acordo com a Figura 1. Esse modo
de encarar o FMEA tem a função de guiar a aplicação do processo, organizando-se as ideias.
Desse modo, percorre-se um circuito até que se satisfaça um valor mínimo de RPN. O primeiro
passo é obter quais são os modos de falha, chamados aqui de fatores de risco. Deve-se prever
quais são mais prováveis de acontecer, através de ferramentas complementares de gestão.
Uma maneira eficiente é a estruturação do FTA (Árvore de Análise de Falhas, em inglês)
(LORENTZ et al., 2001) por meio de um brainstorming. Em cima desses dados, avalia-se os
possíveis efeitos, obtendo-se, assim, as medidas “S” e “O”. Posteriormente, deve-se buscar
estabelecer fatores que auxiliem na detecção de futuras falhas, cujas prioridades são de
acordo com a medida “D”. Por fim, calcula-se o RPN e, caso seja necessária uma reforma,
observa-se quais partes do projeto devem ser reformuladas. Por meio de atribuição de
tarefas, distribui-se os trabalhos entre os membros da equipe do jeito que melhor convier.
Um dos fatores que podem ser cruciais em todo o processo é a melhoria da qualidade das
condições de trabalho, uma vez que o entusiasmo e o conforto proporcionam maior sucesso
da equipe.

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
107
Figura 4 - Fluxograma de aplicação (BAHRAMI; BAZZAZ; SAJJADI, 2012)
3 PROCEDIMENTOS METODOLÓGICOS
3.1 Coleta de Dados
Foram utilizadas diversas maneiras distintas para a obtenção de dados, dependendo
da necessidade e da disponibilidade da fonte de dados. No QFD, consultou-se o RBSB, bem
como entrou-se em contato com outras equipes de Baja, pelo Brasil, com o objetivo de coletar
quais os requisitos principais exigidos para a competição.
Para se definir os valores padrões do projeto, foram buscadas informações técnicas
relativas à especificação dos diversos componentes e subsistemas.
O benchmarking externo foi obtido a partir da consulta de resultados oficiais da
competição, sendo escolhidas duas equipes com desempenhos médios, sendo a primeira com
última participação em 2013 e, a segunda, em 2016.

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
108
Para o benchmarking interno, fez-se uma enquete com a equipe, coletando a opinião
dos integrantes no tocante ao desempenho do concorrente, em média, nas competições. Para
isso consultou-se os resultados das equipes na competição mais recente, o benchmarking
externo, fotos e vídeos de outros carros que participaram da competição.
O custo é facilmente mensurado através da realização de um orçamento, montado a
partir de reuniões feitas com os membros da equipe.
Por fim, no FMEA, a principal ferramenta utilizada para o levantamento dos possíveis
modos de falha foi um brainstorming com toda a equipe. Desse modo, não são considerados
apenas as falhas da suspensão, mas também as que ocorrem em interação com outros
subsistemas.
3.2 Análise de Dados
Para a análise de dados, utilizou-se métodos simples, mas efetivos e que refletem a
realidade. Alguns não precisavam ser trabalhados, pelo fato de já expressarem, por si só, o
que a metodologia deseja. Outros, como é explicado a seguir, foram manipulados pela equipe.
No QFD, para a obtenção do benchmarking externo com um valor de 1 a 5, dividiu-se
a nota da respectiva equipe pela maior nota obtida na competição, multiplicou-se por 5 e
arredondou-se para o inteiro mais próximo. Desse modo, tem-se uma nota para efeitos
comparativos futuros.
No FMEA, a fim de obter os graus para o cálculo do RPN de maneira coerente,
ranqueou-se os modos de falha, as possíveis causas e os modos de detecção, separadamente,
de acordo com os respectivos índices associados. Desse modo, pode-se evitar que, devido à
manipulação de muitos dados, perder-se a noção de hierarquia entre os aspectos avaliados.
Os dados do QFD foram organizados na Casa da Qualidade e os dados do FMEA foram
organizados em tabelas. Assim, concentra-se, praticamente, todos os dados da pesquisa.
4 RESULTADOS E DISCUSSÕES
Aplicando o referencial teórico explicado anteriormente, junto aos procedimentos
metodológicos explanados, é possível montar os dados do QFD e do FMEA, como mostrados
abaixo. A Casa da Qualidade desenvolvida no projeto do veículo é apresentada na Figura 5.

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
109
Figura 5 - Casa da Qualidade para o projeto da suspensão
No QFD, observa-se que, pelos pesos globais iguais a 145, o amortecimento e a rigidez
equivalentes são de suma importância para uma suspensão ideal. Associado a isso, o cálculo
de frequências naturais de vibração do chassi é essencial para se achar os valores padrões

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
110
destes dois requisitos. Ao se comparar ao projeto anterior do Víbora, que não fez uso do QFD,
revela-se que há algumas não-conformidades após sua construção e montagem. A suspensão
dianteira está mais macia, enquanto a traseira está mais rígida, quando comparados aos
valores previstos em projeto. Com isso, eleva-se a possibilidade de danos à estrutura do
veículo e reduz-se o conforto do motorista. No projeto, preocupou-se com essa possibilidade.
Logo em seguida, tem-se a geometria, com peso global 135, que influencia a rigidez e
amortecimento equivalentes, bem como fatores como o vão-livre e a amplitude de oscilação
dos braços das suspensões. Os valores padrões relacionados são o câmber, o cáster, o ângulo
de convergência e a inclinação do pino mestre (MOZER; MAIA, 2012). Tais ângulos definem o
grau de autoalinhamento, o tipo de esterçamento, a geometria anti e a existência ou não de
bump steer ou oversteer. Os fatores citados até o momento definem, praticamente, toda a
dinâmica veicular do VOM.
Em quarto lugar, observa-se a manobrabilidade, já que a absorção de impactos efetiva
contribui para a estabilização da direção. Além disso, a limitação do curso da barra de direção
é feita pela geometria da suspensão, devendo-se ter cautela para que não haja interferência
entre os dois subsistemas. Apesar de não haver uma medida específica que mensure a
manobrabilidade, se pode analisar o comportamento em curvas do veículo, utilizando, assim,
os dados de Oliveira (2016). O valor utilizado foi o fator de estabilidade para modelo de
rolagem.
A robustez, assim como o visual, é uma caraterística subjetiva, não havendo padrões
ou medidas que o qualifique. Nesse contexto, a prática do benchmarking torna-se
indispensável. A robustez é garantida pela escolha do material adequado, pela geometria que
proporcione esforços nas regiões mais resistentes e, ainda, através de testes de laboratório
que avaliem essa resistência.
O custo pode ser facilmente reduzido através da obtenção de patrocinadores, tanto
de capital como de peças, que é o procedimento realizado na equipe. No tocante à
manutenção, avalia-se a facilidade de realizá-la, tanto em termos de custo, como em termos
de acessibilidade física e de disponibilidade de ferramentas adequadas. Para isso, busca-se,
ao longo do projeto, manter essa preocupação.
Por fim, há o conforto do piloto, dependente de vários fatores. Alguns deles são
subjetivos, como assento adequado, espaço livre na cabine e nível de ruído sonoro (GILLESPIE,
1992). Outros são técnicos e mensuráveis, como o ponto de vista antropométrico. Como a

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
111
região de articulação do tronco com as pernas encontra-se muito próxima ao assoalho, torna-
se mais difícil o acionamento dos pedais, além de forçar mais a coluna vertebral. Uma solução
seria a elevação do banco, que está relacionada à altura do assoalho em relação ao solo. Nesse
contexto, destaca-se o papel regulador de nível da suspensão, devendo-se, ainda, ter cautela
para que não haja uma elevação excessiva do centro de massa e consequente desestabilização
do veículo. Surge, então, a dificuldade de se obter a melhor relação conforto-estabilidade.
Para mensurar o grau ergonômico, optou-se por citar no valor padrão apenas os ângulos
perna-quadril e joelho, por serem mais importantes e relacionados, indiretamente, com os
demais, e que foram adotados no projeto (DA SILVA et al., 2013).
No FMEA, inicialmente, durante a concepção das primeiras ideias a respeito do veículo,
como a escolha do tipo de suspensão, obteve-se o FMEA de Sistemas apresentado na Tabela
2.
Tabela 2 - FMEA de Sistema da Suspensão
FMEA de Sistema
Ações Falha Desencadeada S Causas O Medidas de
Detecção D RPN
Uso de Suspensão Duplo A
Aumento do peso veicular 5
Grande quantidade
de peças 7 Simulação de
peso 1 35
Comportamento dinâmico
indesejado 7 Dificuldade
de projetar 6 Simulação dinâmica 3 126
Uso de Suspensão com Braço Semiarrastado
Quebra do braço da suspensão 10
Esforço concentrado em um braço
3 Simulação de
tensão e deformação
3 90
Fazendo uso da ferramenta "Propriedades de massa", do software Solidworks®, pode-
se obter, com boa aproximação, o peso do veículo, bem como de submontagens. Assim,
comparando-se com outras equipes, pode-se verificar que o peso está dentro de um intervalo
aceitável.
Quanto aos problemas desencadeados devido à complexidade da suspensão duplo A,
faz-se necessário simulações dinâmicas utilizando Lotus®. Verifica-se, assim, que o
comportamento da suspensão em curvas e passagem por defeitos na pista é adequado.
Devido ao ponto de ancoragem do amortecedor ser localizado em região inadequada,
pode-se verificar concentração de tensão e deslocamentos excessivos em determinadas
SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
112
partes do braço da suspensão. A ferramenta "Simulação", do software Solidworks® propicia a
simulação dessa situação, ajudando a controlar a probabilidade de fratura.
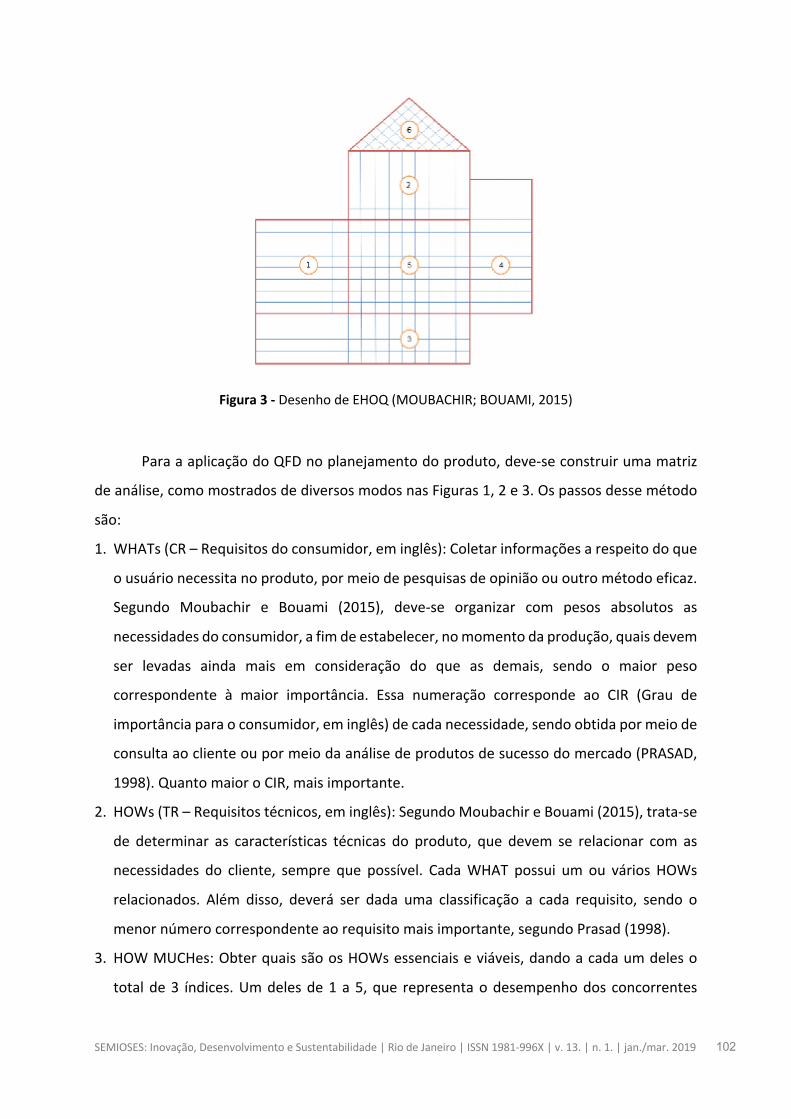
Posteriormente, busca-se levantar os possíveis problemas que surgem devido às falhas
de especificação, no FMEA de Produto (Tabela 3). O material usado na roda, combinado com
o aro escolhido, proporciona resistência a deformações. Além disso, o tipo de pneu utilizado
determina o coeficiente de aderência com o solo argiloso encontrado no local da competição,
auxiliando na previsão da capacidade tratativa do VOM.
Tabela 3 - FMEA de Produto da Suspensão
FMEA de Produto
Ações Falha Desencadeada S Causas O Medidas de
Detecção D RPN
Especificação dos Pneus
Deformação da roda 7
Baixa resiliência
do material 4
Verificar valores de
resiliência dos materiais
6 168
Baixa força trativa disponível 3
Banda de rodagem
com pouca aderência
5
Verificar coeficiente de aderência do
pneu com solo
6 90
Pouco espaço para o encaixe da
manga de eixo 9
Uso de aro pequeno
2 Visualização por CAD 3D 1 18
Pouco espaço para o subsistema de
freios 9 2
Comparar com demais equipes
2 36
Definição da Geometria
Dive excessivo 6 Braço com ângulos
inadequados
5 Visualização por CAD 3D 4 120
Squat excessivo 6 5 Comparar com
demais equipes
4 120
Especificação da Rigidez da Suspensão
Quebra do braço da suspensão 10
Rigidez elevada
4 Simulação computacional 3 120
Desconforto
6 4 Verificar
frequências de Olley
3 72
6 Rigidez baixa
4 Simulação computacional 3 72
6 4 Verificar
frequências de Olley
3 72

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
113
Percebe-se que, pela visualização por CAD 3D, fazendo uso de ferramentas de
interferência e de projeção, é possível evitar problemas simples, como impedimento espacial
e dive ou squat excessivos.
Com o intuito de utilizar rigidezes adequadas, simulações computacionais em MatLab®
são úteis para se obter as frequências naturais de vibração do sistema. Como parâmetro de
comparação, os Critérios de Olley guiam limitando quais as frequências adequadas. Evita-se,
assim, quebra de peças, bem como comprometimento da ergonomia veicular.
Na fase seguinte, quando são iniciadas a fabricação e montagem, busca-se identificar
os possíveis erros produzidos ou que poderão ser produzidos. Constrói-se, então, o FMEA de
Processo (Tabela 4).
Tabela 4 - FMEA de Processo da Suspensão
FMEA de Processo
Ações Falha Desencadeada S Causas O Medidas de
Detecção D RPN
Soldagem das orelhas do chassi
Não encaixe dos braços no chassi 9 Erro de escala
na fabricação 6
Verificação por meio do
uso de gabaritos
4 216
Rompimento da solda 10 Falha humana
na execução 4
Verificar qualidade da
empresa encarregada
3 120
Usinagem das orelhas
Deformação plástica ou
rompimento da peça
8
Baixa resiliência ou tenacidade
7
Verificar valores de tenacidade
dos materiais
5 280
Usinagem do cubo de roda
Deformação plástica ou
rompimento da peça
8 7
Verificar valores de
resiliência dos materiais
5 280
Usinagem da manga de eixo
Deformação plástica ou
rompimento da peça
8 7 Simulação de esforços 5 280
Dificuldade de transmitir para o
SolidCAM 7
Complexidade desnecessária
da peça 6
Verificar geometrias
desnecessárias 6 252
Adaptação da manga de eixo comercial
dianteira
Perda de relações geométricas
estabelecidas 8
Uso de geometrias inalteráveis
10
Comparar a peça
comprada com a do projeto
2 160

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
114
Corte e soldagem dos braços da suspensão
Rompimento da solda 10 Falha humana
na execução 4
Verificar qualidade da
empresa encarregada
3 120
Encaixe de outros subsistemas na manga
de eixo
Interferência do amortecedor com
o pneu 6
Espaço insuficiente
9 Visualização por CAD 3D 1 54
Interferência dos braços da
suspensão com os da direção
9 9 Visualização por CAD 3D 1 81
Não encaixe da junta
homocinética na traseira
9 Erro de escala na fabricação 8
Verificação por meio do
uso de gabaritos
3 216
É a fase na qual há a maior possibilidade de erros, pois, além dos erros teóricos
acumulados, existem os erros da mão de obra, bem como possíveis erros de escala gerados
por erros de precisão.
As melhores maneiras de se detectar falhas possíveis nessa etapa são através de: uso
de gabaritos (moldes), como é feito no braço da suspensão de acordo com Pereira; Gheorghiu
(2014); verificando valores tabelados de resistência dos materiais; simulando tensões e
deformações na ferramenta "Simulação", do software Solidworks®; uso de ferramentas de
interferência e projeção de CAD 3D; e, por fim, fazendo uso do benchmarking, para efeitos
comparativos. Assim, obtém-se uma sistemática adequada para reduzir falhas, e com
resultados já expressivos.
Por fim, já com o produto pronto, faz-se testes de campo para verificar a resistência
das peças. Essa análise é possível com o FMEA de Serviços (Tabela 5). Na ocorrência de falhas,
corrige-se antes da entrega ao cliente, que é a Competição Baja SAE Brasil. Evita-se, assim,
possíveis quebras ou deformações plásticas de peças, bem como vibrações excessivas.
Tabela 5 - FMEA de Serviços da Suspensão
FMEA de Serviços
Ações Falha Desencadeada S Causas O Medidas de
Detecção D RPN
Condução em máxima velocidade Quebra de peças 8
Elevado nível de
vibrações 9
Verificar frequências
de Olley 3 216

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
115
Condução em terreno acidentado
Quebra de braços 10 Baixa
tenacidade do material
7
Verificar valores de tenacidade
dos materiais
2 140
Deformação plástica das peças 7
Baixa resiliência
do material 8
Verificar valores de resiliência
dos materiais
5 280
Condução em terreno lamacento
Quebra de rolamentos 8 Vedação
inadequada 8 Verificar tipos de rolamento
usados 5 320
Nota-se, pelo RPN, que a maior atenção deve ser dada às etapas de usinagem das
peças, bem como na seleção do tipo de rolamento utilizado, e no modo como o mesmo é
fixado. O que é coerente com as ideias levantadas ao longo do projeto, pois essas etapas
geram problemas catastróficos caso ocorram necessitando, assim, de maior urgência quanto
às medidas corretivas.
5 CONCLUSÕES
Por meio da aplicação do QFD, percebe-se que alguns aspectos técnicos são mais
importantes que os demais, uma vez que estão mais relacionados com o que o cliente deseja.
Assim, pode-se direcionar melhor o foco da equipe, salientando-se as prioridades.
É importante salientar que o QFD não necessita ser aplicado em um projeto em
andamento, mas também pode ser empregado para notar falhas em projetos já elaborados e
construídos, por meio da aplicação posterior, identificando os erros provenientes da não
utilização deste método da qualidade. Deve-se, eventualmente, fazer uso auxiliar de
ferramentas como Matriz de Gerenciamento do Tempo e ciclo PDCA.
Nota-se, igualmente, que o FMEA se torna fundamental na sistematização de
identificação de falhas, suas causas, e suas formas de detecção. Apesar de ser um projeto
relativamente simples, o projeto de suspensão para o VOM 2017/2018 mostrou resultados
satisfatórios ao ser aplicado o FMEA. É possível confirmar teoricamente o que se espera
intuitivamente, possibilitando, também, a hierarquização dos modos de falha.
Por fim, ressalta-se a importância didática e pedagógica da aplicação de ferramentas
da qualidade em projetos executados exclusivamente por estudantes. Com o emprego do QFD
e do FMEA, o projeto se tornou mais próximo daqueles executados em áreas de ponta, com

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
116
produtos customizados, onde são exigidos altos níveis de qualidade. Além disso, a
sistematização proposta por essas ferramentas, colabora para a continuidade do projeto e
permite sua visualização por alunos de períodos universitários diversos, independente das
cadeiras cursadas ou cargas horárias integralizadas.
6 REFERÊNCIAS
BAHRAMI, M.; BAZZAZ, D. H.; SAJJADI, S. M. Innovation and Improvements In Project Implementation and Management; Using FMEA Technique. Procedia - Social and Behavioral Sciences, v. 41, p. 418 – 425, Iran, 2012.
BERGQUIST, K.; ABEYSEKERA, J. Quality Function Deployment (QFD): A means for developing usable products. International Journal of Industrial Ergonomics, v. 18, Suécia, p. 269-275, 1996.
CHANG, D.; SUN, K. Applying DEA to enhance assessment capability of FMEA. International Journal of Quality & Reliability Management, v. 26, n. 6, p. 629-643, 2009.
COLLINS, J. A. et al. Mechanical Design of Machine Elements and Machines: a Failure Prevention Perspective. Second Edition. Wiley, 2010.
DA SILVA, et al. Ergonomics in identification of critical dimensional aspects: the anthropometric a car racing baja SAE. Revista UDESC, v. 2, n. 3, 2013.
DE OLIVEIRA, M. M. Modelagem e análise do comportamento dinâmico de um veículo em curva. Rio de Janeiro: Instituto Militar de Engenharia, 2016.
EBELING, C. An Introduction to Reliability and Maintainability Engineering. Tata McGraw-Hill, New York, NY, 2001.
GILLESPIE, T. D. Fundamentals of Vehicle Dynamics. SAE Technical Papers, 1992.
LAURENTI, R.; VILLARI, B. D.; ROZENFELD, H. Problemas e melhorias do método FMEA: uma revisão sistemática da literatura. P&D em Engenharia de Produção, Itajubá, v. 10, n. 1, p. 59 - 70, 2012.
LORENTZ, E. et al. Certificação em Engenharia da Qualidade: Curso completo Preparação para o exame ASQ/CQE. Belo Horizonte: Fundac-BH, v. 1, v. 2, v. 3. 2001.
MOUBACHIR, Y.; BOUAMI, D. A new approach for the transition between QFD phases. Procedia CIRP 26, Marrocos, p. 82-86, 2015.
MOZER, E. M.; MAIA, T. O. Veículo off-road monotripulado monoposto baja 2012. Rio de Janeiro: Instituto Militar de Engenharia, 2012.
PAHL, G.; WALLACE, K.; BLESSING, L. L. Engineering design: a systematic approach. Springer, London, 2007, p. 629.
PRASAD, B. Review of QFD and Related Deployment Techniques. Journal of Manufacturing Systems, Michigan, 1998.

SEMIOSES: Inovação, Desenvolvimento e Sustentabilidade | Rio de Janeiro | ISSN 1981-996X | v. 13. | n. 1. | jan./mar. 2019
117
PEREIRA, M. M.; GHEORGHIU, F. C. Fabricação e montagem da suspensão traseira do VOM 2013/2014. Instituto Militar de Engenharia, Rio de Janeiro, 2014.
RODRIGUES, M. V. Ações para a Qualidade: Gestão estratégica e integrada para a melhoria dos processos na busca da qualidade e competitividade. 5. ed. Rio de Janeiro: Elsevier, 2014. 365 p.
SAE BRASIL. Regulamento BAJA SAE Brasil: Requisitos gerais do veículo, Capítulo 5. São Paulo, 2013.
________. Regulamento BAJA SAE Brasil: Requisitos mínimos de segurança, Capítulo 7. São Paulo, 2013.
________. Resultados Competição BAJA SAE Etapa Nordeste: Pontuação final, 2013.
________. Resultados Competição BAJA SAE Etapa Sudeste: Pontuação final, 2016.
STAMATIS, D. H. Failure mode and effect analysis: FMEA from theory to execution. ASQC Quality Press, 1995.
ZANOVELLO, C. G. P; SOUZA, L. G. M.; TURRIONI, J. B. Aplicação do FMEA e do QFD às melhorias do Itajubaja. Universidade Federal de Itajubá, 2002.


















