Capitulo 1_MEMec_2013
25
1 1 MESTRADO INTEGRADO EM ENGENHARIA MECÂNICA Lisbon-Portugal INSTITUTO SUPERIOR TÉCNICO TECNOLOGIA MECÂNICA 2 Apresentação Corpo docente Paulo Martins (Prof. Catedrático) [email protected] ext.: 3006 Beatriz Silva (Profª. Auxiliar) [email protected] ext.: 1560 Programa da disciplina Introdução aos processos de fabrico Teoria da plasticidade Tecnologia da deformação plástica (Forjamento, Arrombamento, Estampagem) Tecnologia dos processos de corte (Corte Ortogonal) Avaliação 1º Exame 2º Exame Horário de dúvidas A divulgar na página da disciplina Localização Tecnologia Mecânica, Pavilhão de Física, Piso 0
Transcript of Capitulo 1_MEMec_2013

1
1
MESTRADO INTEGRADO EM ENGENHARIA MECÂNICA
Lisbon-Portugal
INSTITUTO SUPERIOR TÉCNICO TECNOLOGIA MECÂNICA
2
Apresentação
Corpo docente
Paulo Martins (Prof. Catedrático) [email protected] ext.: 3006
Beatriz Silva (Profª. Auxiliar) [email protected] ext.: 1560
Programa da disciplina
Introdução aos processos de fabrico
Teoria da plasticidade
Tecnologia da deformação plástica (Forjamento, Arrombamento,
Estampagem)
Tecnologia dos processos de corte (Corte Ortogonal)
Avaliação
1º Exame
2º Exame
Horário de dúvidas
A divulgar na página da disciplina
Localização
Tecnologia Mecânica, Pavilhão de Física, Piso 0

2
3
Apresentação
Bibliografia
Rodrigues J. e Martins P., Tecnologia Mecânica vol. 1 e 2, Escolar Editora, 2010.
Gouveia B., Rodrigues J. e Martins P., Tecnologia Mecânica , vol. 3. Escolar
Editora, 2011.
Rodrigues J. e Martins P., Enunciados de Exercícios Complementares, 2013.
(download na página da disciplina)
Martins P., Corte por arranque de apara (transparências e enunciados de
problemas disponibilizados aos alunos na página da disciplina)
4
Planeamento
Semana Dias Teóricas Práticas Auto estudo Laboratórios
1 13 Fev. – 15 Fev. Apresentação
Capítulo 1
(1 aula)
3.2 3.3/3.6
2.1/2.2
Constituição dos grupos em cada
turma
2 18 Fev. – 22 Fev.
Capítulo 1
(1 aula)
Capítulo 5
(1 aula)
1.4/1.5
5.4
1.6/1.7/1.8/ 1.12
Ensaio de Compressão e Ensaio de Anel
3 25 Fev. – 01 Mar.
Capítulo 5
(1 aula)
Problema 5.1
Capítulo 4
(1 aula)
2.3
5.3/5.5
1.1/1.3/1.9/ 1.10/1.11/
1.13
Ensaio de Compressão e Ensaio de Anel
4 04 Mar. – 08 Mar. Capítulo 4
(2 aulas)
2.11
4.1/4.4
4.10
2.4/2.5/
2.7/2.8
Ensaio de Tracção e Ensaio de Torção
5 11 Mar. – 15 Mar.
Problema 2.12 e 2.9
Capítulo 6
(2 aulas)
Problema 3.5 e 3.6
4.6
2.10
1.16/2.13/
2.14/2.15
Ensaio de Tracção e Ensaio de Torção
6 18 Mar. – 22 Mar.
Capítulo 7
(2 aulas)
Problema 4.4
Forjamento
Capítulo 14
Filmes
3.1/3.2 3.3/3.4/3.7/
3.8/3.9
Forjamento Cruzetas e Fullering
7
25 Mar. – 26 Mar. Forjamento
Capítulo 14
(1 aula)
4.1/4.3
7.1/7.7/7.9/
7.10
4.2/4.5/4.6
Forjamento Cruzetas e Fullering
27 Mar. – 29 Mar. Férias Páscoa
Livro de Tecnologia Mecânica Vol. I – Fundamentos teóricos
Livro de Tecnologia Mecânica Vol. II – Aplicações industriais
Livro de Tecnologia Mecânica Vol. III – Exercícios resolvidos
Enunciados no Fénix

3
5
Planeamento
Semana Dias Teóricas Práticas Auto estudo Laboratórios
8
01 Abr. – 2 Abr. Férias Páscoa
3 Abr. – 5 Abr. Forjamento
Capítulo 14
(1 aula)
4.1/4.3
7.1/7.7/7.9/
7.10
4.2/4.5/4.6
Forjamento Cruzetas e Fullering
9 08 Abr. – 12 Abr.
Forjamento
Capítulo 14
(1 aula)
Problema 14.1
Capítulo 17
(1 aula)
Filmes Arrombamento
14.2
7.4 7.3
Arrombamento e Guilhotina
10 15 Abr. – 19 Abr. Capítulo 17
(2 aulas)
Problema 3
7.1
1 7.2/7.6
Arrombamento e Guilhotina
11 22 Abr. – 26 Abr. (25 Abril Feriado)
Capítulo 22
(1 aula)
Filmes Estampagem
17.1
1/2
10.1/10.2/
10.3/10.6 Estampagem
12 29 Abr. – 03 Mai. (1 Maio Feriado)
Capítulo 22
(2 aulas)
Problema 11.1
22.1
1 22.2/22.3 Estampagem
13 06 Mai. – 10 Mai.
Capítulo 22
(1 aula)
Corte Arranque de Apara
(1 aula)
Filmes
11.6 11.3
Maquinagem do Parafuso e Corte
Ortogonal
14 13 Mai. – 17 Mai.
Corte Arranque de Apara
(2 aulas)
Exercício 1.2
1.1/1.3 1.4
Maquinagem do Parafuso e Corte
Ortogonal
15 20 Mai. – 24 Mai.
Corte Arranque de Apara
(2 aulas)
Exercício 2.3
Revisões Revisões
6
Introdução aos processos de fabrico
Materiais
Os recursos do planeta Terra
27.7
8.1
53.62.82.6
2.1
0.44
1.06
46.6
Silício AlumínioFerro CálcioSódio PotássioMagnésio TitânioOutros Elementos Oxigénio

4
7
Introdução aos processos de fabrico
Materiais
A selecção de um material para uma aplicação específica:
Requisitos de natureza técnica (propriedades físicas, químicas e mecânicas)
Requisitos de natureza económica (custo – extracção/transformação/processamento de
matérias primas)
Exemplos: densidade, temperatura de fusão, resistência à corrosão, toxicidade, dureza,
ductilidade.
8
Introdução aos processos de fabrico
Materiais
A selecção de materiais pode ser efectuada através de diagramas que relacionam diferentes
propriedades físicas, químicas e mecânicas. Contudo uma boa utilização destes diagramas só
é possível através de conhecimentos de base de ciência e engenharia de materiais que
interessa recordar.

5
9
aços microligadosligas alumínio-lítio
compósitos de matriz cerâmica
materiais biocompatíveis
colas
aços ligados
papel
semicondutores de silício
borracha natural
ligas leves
cermets
conhecimentos científicos
Evolução com base nos
termoplásticos
Materiais naturais Evolução com base na
experiência adquirida
ferro fundido
superligas
elastómeros
1990
1980
1960
1900
1800
1500
1940
cimento
vidro
silex
ouro
0
500
0 A
.C.
100
00
A.C
.
couromadeira
100
00
0 A
.C.
pedra
cerâmicos tradicionais
1000
materiais supercondutores
compósitos de matriz metálica
2000
e no progresso das tecnologias
de processamento e transformação
alumínio
titânio
ligas de titânio e zircónio
2010
compósitos de matriz polimérica
termoendurecíveis
aços
ferro
cobre natural
bronze
cerâmicos técnicos
Introdução aos processos de fabrico
Materiais
10
Introdução aos processos de fabrico
Metálicos
Poliméricos
Cerâmicos
Compósitos
Materiais - classificação

6
11
Introdução aos processos de fabrico
Materiais metálicos
São substâncias inorgânicas que contêm um ou mais elementos metálicos
que podem possuir igualmente alguns elementos não metálicos,
como é o caso, por exemplo, do carbono, do azoto ou do oxigénio.
Os materiais metálicos possuem uma estrutura cristalina, na qual os átomos se dispõem de um
modo ordenado em arranjos do tipo CCC (cúbica de corpo centrado), CFC (cúbica de faces
centradas) e HC (hexagonal compacta).
CFC CCC HC
Alumínio
Chumbo
Cobre
Ouro
Prata
Crómio
Ferro (CFC a 910ºC)
Zinco
Magnésio
Titânio (CCC a 883ºC)
12
Introdução aos processos de fabrico
Materiais metálicos
As estruturas cristalinas CFC e HC são arranjos compactos,
na medida em que os átomos estão empilhados uns nos outros
o mais próximo que é possível.
A estrutura CCC não é uma estrutura cristalina de máxima
compacidade.
A deformação plástica dos materiais metálicos processa-se
ao nível microscópico através de deslocamentos atómicos
segundo planos e direcções cristalográficas bem determinados
e que são habitualmente designados por sistemas de escorregamento.
Os planos e direcções de escorregamento são os mais compactos no interior da estrutura
cristalina. Como a estrutura CFC é a estrutura cristalina de máxima compacidade que possui
mais sistemas de escorregamento activos, pode concluir-se que os metais que possuem este tipo
de estrutura devem ser aqueles que apresentam maior deformabilidade a frio.
CFC CCC HC
Alumínio
Chumbo
Cobre
Ouro
Prata
Crómio
Ferro (CFC a 910ºC)
Zinco
Magnésio
Titânio (CCC a 883ºC)

7
13
Introdução aos processos de fabrico
Materiais metálicos
Os materiais metálicos agrupam-se habitualmente em ferrosos e não ferrosos.
O grupo dos metais ferrosos inclui os aços carbono, os aços ligados, os aços inoxidáveis, os
aços para ferramentas e os ferros fundidos. Estes materiais caracterizam-se por possuírem
uma percentagem de ferro elevada.
Os aços contêm teores em carbono inferiores a 2%,
enquanto que os ferros fundidos possuem em geral
entre 2 a 4% de carbono e 0.5 a 3% de silício.
Na composição quer dos aços, quer nos ferros
fundidos podem igualmente estar presentes
outros elementos de liga, com o objectivo de
controlar ou modificar algumas das propriedades
mecânicas, físicas ou químicas.
Um dos exemplos mais notáveis é o papel que o
crómio desempenha nos aços inoxidáveis, dando
origem à formação de uma fina película superficial
de óxido de crómio, caracterizada por uma excelente
resistência à corrosão quando comparada com a
generalidade dos aços.
O grupo dos metais não ferrosos inclui as ligas de alumínio, de magnésio, de cobre, de titânio,
de níquel, e os demais materiais metálicos que não contenham ferro ou em que o ferro surja
apenas em pequena quantidade.
Eutectóide
Eutéctico
14
Introdução aos processos de fabrico
Materiais metálicos
Série
(Designação AISI) Tipo de aço
1000 Aços carbono (1000-1200)
Aços de baixa liga carbono-manganês (1300)
4000
Aços ligados
Crómio-molibdénio (4100)
Crómio-molibdénio-níquel (1.83% Ni) (4300, 4700)
Molibdénio (4400)
Molibdénio-níquel (4600, 4800)
5000 Aços ligados
Crómio (5000-5200)
6000 Aços ligados
Crómio-vanádio (6100)
8000 Aços ligados
Crómio-molibdénio-níquel (0.55% Ni) (8600-8800)
Principais tipos de aços carbono e aços ligados
Custo:
Aços carbono – 0.65 €/kg
Aços ligados – 1.5 a 8.0 €/kg
Aços inoxidáveis – 4 a 6.5 €/kg
Densidade típica: 7.8 g/cm3

8
15
Introdução aos processos de fabrico
Materiais metálicos
Série
(Designação AISI) Tipo de aço
2xx
Austeníticos
Crómio – 15 a 30% ; Níquel – 6 a 20% ; Manganês ; (CFC)
Não-temperáveis, não-magnéticos, excelente formabilidade
Ex: 201 a 205
3xx
Austeníticos
Crómio – 15 a 30% ; Níquel – 6 a 20% ; (CFC)
Não-temperáveis, não-magnéticos
Ex: 304, 316
4xx
Ferríticos
Crómio – 12 a 18% ; Carbono – 0.10% ; (CCC)
Não-temperáveis, magnéticos
Ex:409, 430
Martensíticos
Crómio – 12 a 18% ; Carbono – 0.15 a 1.0%
Temperáveis, magnéticos
Ex: 410, 420, 440
Principais tipos de aços inoxidáveis
Custo:
Aços carbono – 0.65 €/kg
Aços ligados – 1.5 a 8.0 €/kg
Aços inoxidáveis – 4 a 6.5 €/kg
Densidade típica: 7.8 g/cm3
16
Introdução aos processos de fabrico
Materiais metálicos
Principais tipos de ligas de alumínio
Custo: 2.4 €/kg
Densidade típica: 2.7 g/cm3
Série
(Designação Aluminum Association) Tipo de ligas de alumínio
1000 Teor em alumínio superior a 99.0%
2000 Ligas alumínio-cobre
3000 Ligas alumínio-manganês
4000 Ligas alumínio-silício
5000 Ligas alumínio-magnésio
6000 Ligas alumínio-magnésio-silício
7000 Ligas alumínio-zinco
8000 Ligas alumínio-outros elementos (ex. alumínio-lítio)
9000 Série livre

9
17
Introdução aos processos de fabrico
Materiais metálicos
Comparando os metais com os restantes materiais utilizados industrialmente pode afirmar-se
que as densidades dos metais são geralmente muito superiores. Embora com algumas
excepções, os metais são muito bons condutores térmicos e eléctricos e podem suportar
deformações plásticas elevadas, pois possuem uma boa ductilidade à temperatura ambiente.
Ligas de Mo
Ligas de W ( máx. 3400 C)
Ligas de Ta (máx. 3000 C)
Ligas de Ni
Aços
Ligas de Ti
Ligas de Cu
2500
2000
1500
1000
Ligas de Mg
Madeiras ederivados
Ligas de Pb
3
15
Polímeros
Ligas de Al
105
Densidade (g/cm )
500
0
0
20
Tem
pera
tura
de fusão (
ºC)
Cerâmicos
Ferros fundidos
Densidade (g/cm )
Resis
tên
cia
mecânic
a (
MP
a)
10
Plásticos
0 5
Elastómeros
Ligas de Al
10000
100
1000
Ligas de Ti
derivados
Ligas de Mg
Madeiras e
Compósitos
Ligas de Pb
15103
20
Ligas de W
Ligas de Cu
Ligas de Mo
Ligas de Ni
Aços
Ligas de Ta
18
Introdução aos processos de fabrico
Materiais metálicos
Selecção de materiais para aplicações de engenharia.
Requisitos:
Densidade, vida útil, tolerância ao dano, custo.
te
e
e CC
loglog

10
19
Introdução aos processos de fabrico
Materiais metálicos
Requisitos da metade superior da asa:
Resistência à compressão, resistência à fadiga, tenacidade à fractura, custo. Escolhas: Ligas de Alumínio de elevada resistência ex: Série 7000.
20
Introdução aos processos de fabrico
Materiais metálicos
Requisitos da metade superior da asa:
Resistência à compressão, resistência à fadiga, tenacidade à fractura. Escolhas: Ligas de Alumínio-Zinco da série 7000; AA 7449-T7651, AA 7055-T7751, AA 7150-T7751

11
21
Introdução aos processos de fabrico
Materiais poliméricos
Os materiais poliméricos constituem actualmente o grupo mais
importante de materiais não metálicos utilizados em aplicações
industriais. Os materiais poliméricos são constituídos por cadeias longas
ou redes de moléculas orgânicas que formam estruturas não-cristalinas.
Os materiais poliméricos podem ser classificados em plásticos e elastómeros (ou borrachas).
O grupo dos plásticos inclui os termoplásticos e os termoendurecíveis.
Os termoplásticos são formados por cadeias muito longas de
moléculas orgânicas simples ligadas covalentemente entre si. Estas
cadeias designadas por macromoléculas ligam-se umas às outras
através de ligações secundárias mais fracas do que as ligações
primárias existentes no seio de cada macromolécula.
Os termoendurecíveis possuem uma estrutura molecular reticulada
de ligações primárias covalentes e de ligações cruzadas covalentes
que se formam durante o processo de cura através de reacções
químicas entre moléculas iguais ou diferentes, contendo grupos
funcionais característicos (por exemplo CHO, N2H ou CH2).
O encadeamento transversal característico da estrutura em rede é
responsável por algumas das propriedades mecânicas mais
significativas: estabilidade dimensional, rigidez elevada, ausência de
ductilidade e grande fragilidade.
22
Introdução aos processos de fabrico
Materiais poliméricos
Os elastómeros são materiais poliméricos que podem sofrer grandes
deformações elásticas quando submetidos a esforços mecânicos e que
recuperam completamente a geometria inicial (não deformada), depois
de retirada a solicitação aplicada (derivando o seu nome precisamente
desta propriedade).
A estrutura molecular dos elastómeros é formada por cadeias longas
que se encadeiam transversalmente, mas com um grau de
encadeamento substancialmente inferior aquele que se verifica nos
polímeros termoendurecíveis. É precisamente através desta
particularidade estrutural que se consegue efectuar o
desemaranhamento e o desenrolamento das macromoléculas,
indispensável para a acomodação durante as deformações elásticas.
Custo:
ABS (termoplástico) – 1.6 €/kg
PF – fenólicos/baquelite (termoendurecível) – 1.3 €/kg
Elastómeros – 1.3 a 2.7 €/kg
Densidades típicas dos polímeros: 0.9 a 2.2 g/cm3

12
23
Introdução aos processos de fabrico
Materiais poliméricos
Termoplásticos Termoendurecíveis Elastómeros
ABS
Nylon (poliamidas)
Polietileno
Plexiglass
PVC
Resinas de ureia
Poliuretano
Resinas fenólicas
(baquelite)
Resinas
epoxídicas
Borracha natural (látex da árvore da borracha)
Silicone
Poliisopreno (borracha sintética)
24
Introdução aos processos de fabrico
Materiais poliméricos
A densidade dos materiais poliméricos é geralmente baixa e
próxima da densidade da água, contudo, estes materiais
apresentam uma elevada resistência à corrosão, baixo coeficiente
de atrito e baixa condutividade térmica e eléctrica. Como aspectos
negativos haverá que referir o elevado coeficiente de dilatação, a
reduzida resistência mecânica ou o facto da sua estabilidade
dimensional ser muito influenciada pela temperatura. Todavia, a
principal desvantagem advém do facto destes materiais não
poderem ser utilizados a temperaturas superiores a 100ºC.

13
25
Introdução aos processos de fabrico
Materiais cerâmicos
Os materiais cerâmicos são substâncias inorgânicas constituídas por
elementos metálicos (ou semi-metálicos) e não metálicos ligados
quimicamente entre si por ligações iónicas e/ou covalentes. A estrutura
física destes materiais pode ser cristalina, não-cristalina ou mista.
Os materiais cerâmicos podem ser agrupados em cerâmicos tradicionais e
cerâmicos técnicos.
Os materiais cerâmicos tradicionais são obtidos a partir das seguintes
matérias primas: argila Al2Si2O5(OH)4, sílica SiO2 e feldspato KAlSi3O8.
Exemplo: Porcelana (densidade 2.5 g/cm3)
Os materiais cerâmicos técnicos obtêm-se artificialmente a partir de
compostos puros, ou quase puros, de óxidos, carbonetos e nitretos.
Referem-se como exemplo o óxido de alumínio Al2O3, o carboneto de silício
SiC, o nitreto de silício Si3N4 e a zircónia ZrO2.
Exemplos:
Carboneto de titânio (custo: 47 €/kg densidade: 4.9 g/cm3)
Nitreto de silício (custo: 13.5 a 94 €/kg densidade: 3.4 g/cm3)
26
Introdução aos processos de fabrico
Materiais cerâmicos
Numa perspectiva das aplicações em engenharia, a
importância dos materiais cerâmicos deriva da sua
grande abundância na natureza e ainda do facto das
suas propriedades físicas e químicas serem muito
diferentes das que habitualmente se encontram nos
metais. Na verdade, os materiais cerâmicos possuem
baixa densidade, são duros, frágeis e apresentam
uma resistência ao impacto muito baixa. São bons
isoladores térmicos e eléctricos, não oxidam,
possuem uma boa resistência ao desgaste e um
baixo coeficiente de atrito. O conjunto destas
propriedades torna os materiais cerâmicos
especialmente adequados para aplicações onde as
temperaturas e os desgastes sejam elevados. As
modernas aplicações de materiais cerâmicos
técnicos têm uma grande importância na indústria
aeroespacial, aeronáutica e no fabrico de
componentes para motores.
Argila Al2Si2O5(OH)4

14
27
Introdução aos processos de fabrico
Materiais compósitos
Os materiais compósitos são misturas ou combinações de dois ou mais
materiais que podem ser agrupados em três grupos distintos: polímero-
cerâmico, metal-polímero e metal-cerâmico.
compósitos metal-polímerocompósitos metal-cerâmico
compósitos polímero-cerâmico
Metais
Cerâmicos Polímeros
partículas fibras contínuas fibras curtas descontínuas
A estrutura característica de um compósito é formada por um material ligante (que serve de
matriz) e por um material de reforço (ou de enchimento). O material de reforço pode ser
incluído na estrutura sob a forma de partículas, de fibras contínuas ou de fibras descontínuas.
28
Introdução aos processos de fabrico
Materiais compósitos
CMP (matriz polimérica) CMM (matriz metálica) CMC (matriz cerâmica)
Epoxy reforçada com aramido (custo 37.5 €/kg, densidade 1.34 g/cm3)
Epoxy reforçada com carbono (custo 48 €/kg, densidade 1.53 g/cm3)
Resinas de poliéster reforçadas com fibras de vidro (custo 2 a 4 €/kg, densidade 1.8 a 2 g/cm3)
Matriz metálica de alumínio reforçada com partículas de carbono
Fibra/partículas de carbono (custo 67€/kg, densidade 1.75 g/cm3)
30% carboneto de titânio (TiN) e 70% de óxido de alumínio (Al2O3)
Fibras de Al2O3 numa matriz de ZrO2

15
29
Introdução aos processos de fabrico
Materiais compósitos
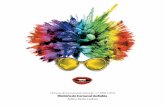
A importância dos materiais compósitos resulta da combinação de dois ou mais materiais
diferentes, com a finalidade de se produzir um material cujas propriedades sejam, em alguns
aspectos, superiores às propriedades individuais dos materiais que o constitui. As
propriedades físicas e mecânicas dos materiais compósitos são extremamente influenciadas
pelas percentagens relativas dos seus componentes elementares e pelo modo como esses
componentes estão dispostos entre si. Por exemplo, a resistência mecânica de um compósito
é maior segundo a direcção paralela às fibras e menor numa direcção que lhe seja
perpendicular.
30
Introdução aos processos de fabrico
Materiais – resumo de propriedades

16
31
Introdução aos processos de fabrico
Materiais – resumo de aspectos económicos
Automóveis e electrodomésticos
Bicicletade corrida
neveSkis de
10000Implantes
1000
100
10
1
Civil
Particular
Automóvelde corrida
Torradeira
Secador
Automóvel Familiar
de ténisRaquete
de lavarMáquina
Produtos
normalBicicleta Produtos de desporto
Aviação
Biomedicina
Próteses
Militar
1000
Cermets
Ligas de Ni
Polímeros
Cerâmicos
Ligas de Ti
Materiais
Ligas de Pb
Madeiras
Ligas de Al
100
10
1
-110
Cu
sto
(E
uro
/Kg)
Aço baixa liga
Aço carbono
Aço ferramenta
Aço inoxidável
Ligas de Zn
Ligas de W
Prata
Navio detransporte
Pontemetálica
Iate de luxo
32
Introdução aos processos de fabrico
Processos de fabrico e de alteração de propriedades
A transformação dos materiais (matéria-prima) em produtos faz-se através dos processos de
fabrico e de alteração de propriedades.
Matéria prima
Produto
de ligação
Processos
de corte
Processos
plástica
Deformação
Pulverotecnologia
Processamento
de plásticos
Fundição
Processos de fabrico
composição
Alteração de
Revestimentos
estruturas
Alteração de
Processos de alteração
de propriedades

17
33
Introdução aos processos de fabrico
Processos de fabrico - fundição
A tecnologia da fundição permite fabricar peças através do vazamento de metais no estado
líquido em moldes. Os processos de fundição são habitualmente classificados em função do
tipo de molde utilizado, distinguindo-se entre os que utilizam moldes permanentes e os que
utilizam moldes não permanentes e em função do método de vazamento, distinguindo-se entre
os que se realizam por gravidade, e os que se realizam sob pressão.
No grupo dos processos que usam moldes não permanentes destaca-se a fundição em molde
de areia. A fundição em molde de areia é uma técnica simples e versátil que permite fabricar
peças numa gama muito variada de formas geométricas. Os moldes utilizados na fundição em
molde de areia não são utilizáveis após a desmoldagem da peça, embora a areia a partir da
qual foram feitos possa ser reaproveitada.
34
Introdução aos processos de fabrico
Processos de fabrico – fundição
No grupo dos processos que utilizam moldes permanentes destaca-se a fundição por
gravidade, na qual o metal é vazado no topo de um molde metálico (também designado por
coquilha) e alimentado até à cavidade através de gitos semelhantes aos da fundição em areia,
e a fundição injectada na qual o metal em fusão é forçado a entrar e a preencher as cavidades
do molde metálico por acção de uma pressão elevada.
A tecnologia da fundição permite fabricar componentes mecânicos numa gama muito
diversificada de complexidade geométrica e de qualidade final, que varia desde a
especificação de projecto mais grosseira à mais rigorosa. Interessa ainda salientar que a
tecnologia da fundição é o processo de fabrico mais utilizado para a transformação do ferro
fundido, o qual não pode ser forjado ou laminado.

18
35
Introdução aos processos de fabrico
Processos de fabrico – processamento de plásticos
O processamento de polímeros consiste na transformação dos granulados e das peletes de
plástico em folha fina, varão, tubo, perfis ou peças acabadas. A tecnologia utilizada para a
transformação dos plásticos é muito dependente do tipo de material. Os plásticos
termoendurecíveis podem ser moldados por compressão, por transferência ou por injecção.
Os termoplásticos podem ser moldados por injecção ou por sopro.
Moldação por injecção:
36
Introdução aos processos de fabrico
Processos de fabrico – processamento de plásticos
Os moldes para o processamento de plásticos devem possuir bons acabamentos, devendo ser
eliminadas todas as rebarbas, riscos e marcas de ferramentas de corte através de operações
finais de rectificação e de polimento. Só desta forma se consegue assegurar que o
escoamento do material se efectua de um modo adequado e que a qualidade superficial das
peças seja boa. Os moldes podem ser sujeitos a tratamentos superficiais (ex. aplicação de
revestimentos) com o objectivo de aumentar a sua resistência ao desgaste e à abrasão e de
melhorar a sua resistência química relativamente a determinados tipos de materiais
corrosivos, como é o caso, por exemplo, do PVC.
Moldação por sopro:

19
37
Introdução aos processos de fabrico
Processos de fabrico – processos de deformação plástica
Nos processos de deformação plástica a alteração de forma é feita no
estado sólido, conseguida com ferramentas que promovem o escoamento
do material em regime plástico. Esta característica torna os processos de
deformação plástica muito eficientes no aproveitamento da matéria-prima e
na consequente diminuição dos desperdícios, em oposição ao que se passa
noutros processos tecnológicos.
É habitual classificar os processos de deformação plástica em dois grupos
distintos; os processos de deformação na massa e os processos de
deformação de chapa.
Processos de deformação na massa:
38
Introdução aos processos de fabrico
Processos de fabrico – processos de deformação plástica
Processos de deformação de chapa:

20
39
Introdução aos processos de fabrico
Processos de fabrico – processos de corte
Os processos de corte são operações que removem os excessos de
material da matéria prima ou da peça inicial, de modo a que a forma
resultante adquira a geometria desejada. Numa classificação geral, podem
incluir-se nestes processos de fabrico os processos de corte por arranque
de apara (maquinagem), corte por acção da temperatura (ou corte térmico),
corte por jacto de água, corte por laser, corte por arrombamento, e corte
por electro-erosão.
40
Introdução aos processos de fabrico
Processos de fabrico – processos de corte (por arranque de apara)
A importância do corte por arranque de apara no âmbito das tecnologias de fabrico deriva não
só da sua versatilidade, como do facto de uma grande parte das peças, quer sejam fabricados a
partir de metais ou não, incluírem no seu ciclo produtivo operações de corte por arranque de
apara.

21
41
Introdução aos processos de fabrico
Processos de fabrico – processos de corte (por arrombamento)
Os processos de corte por arrombamento aplicam-se na produção de peças ou recortes
obtidos a partir de chapa, barra ou perfis.
42
Introdução aos processos de fabrico
Processos de fabrico – pulverotecnologia
A pulverotecnologia consiste em transformar pós de materiais
ou ligas metálicas e não metálicas em peças resistentes
aplicando pressão e calor, sem que nunca se atinja a
temperatura de fusão.
A pulverotecnologia envolve a mistura prévia dos pós, para que se assegure um volume de
material com composição homogénea, a compressão da mistura, destinada à obtenção de
uma peça compactada com uma forma geométrica próxima da do produto final (designada
por compacto verde) e o aquecimento da peça compactada num forno sob atmosfera
controlada a uma temperatura inferior à do ponto de fusão do material (geralmente entre 0.7 e
0.9 Tfusão)

22
43
Introdução aos processos de fabrico
Processos de fabrico – processos de ligação
Os processos de ligação agrupam um conjunto muito variado
de tecnologias que incluem os processos de soldadura (nos
quais se incluem, para efeitos de classificação, a brasagem e a
soldobrasagem, os processos de ligação mecânica (caso por
exemplo das ligações com parafusos, rebites e por cravação),
os processos de ligação através de adesivos/colas estruturais
e os processos de ligação híbridos (ex. soldocolagem).
44
Introdução aos processos de fabrico
Processos de alteração de propriedades – alteração de estrutura
Os processos de alteração de propriedades incluem um conjunto muito variado de
procedimentos destinados a alterar as estruturas, a composição química e a revestir (ou
recobrir) as superfícies dos materiais.
Os processos de alteração de estrutura podem ser divididos em tratamentos mecânicos e
tratamentos térmicos. Através dos tratamentos mecânicos modifica-se o estado de tensão da
superfície do material a tratar por intermédio de solicitações de natureza mecânica. Citam-se
como exemplos a martelagem e o bombardeamento com microesferas, destinados a
endurecer as superfícies e a libertar as tensões residuais, e a projecção de abrasivos, utilizada
fundamentalmente para eliminar os óxidos, a calamina e outros produtos originados pela
corrosão.
abrasivo
peça
+ agente de limpeza
antes depois

23
45
Introdução aos processos de fabrico
Processos de alteração de propriedades – tratamentos térmicos
Os tratamentos térmicos, como são os casos por exemplo do recozimento, da têmpera, do
revenido e da normalização, modificam a estrutura metalúrgica do material através da
alteração do tamanho de grão e da transformação de fases, e têm por finalidade melhorar as
características iniciais dos materiais tratados. No caso concreto do tratamento térmico por
têmpera de um aço originam-se transformações de fases, das quais resultam estruturas
perlíticas, bainíticas ou martensíticas. A estrutura martensítica é particularmente importante na
medida em que corresponde ao nível máximo de dureza que um material pode adquirir por
tratamento térmico.
esferoidizaçãoRecozimento de
Ponto eutectóide (0.8% C)
zona 4 - acima dos 500 ºCzona 3 - entre 300 e 500 ºCzona 2 - entre 200 e 300 ºC
723 ºC
zona 1 - abaixo dos 200 ºC
alívio de tensões
Recozimento completo
900
800
700
Normalização
1.2
Recozimento de
3Fe C
1.00.6 0.8
500
0.40.20
400
Revenido (100 - 650 ºC)
% de Carbono
Tem
pera
tura
(ºC
)
600
Austenite (estável)
1
Martensite
Têmpera em água
300
Tem
pera
tura
(ºC
)
100
0
0
200
Mf
Ms
500
400
700
600
800
50
grosseira
+5
Martensite + Perlite
10 100
Tempo (s)
Têmpera em óleo
Bainite
10
Perlite fina
+310
1 h
+410
1 dia
Perlite
Austêmpera
70
60
Normalização
Fim da transformação
Recozimento completo
Início da transformação
20
Dure
za (
HR
C)
40
30
46
Introdução aos processos de fabrico
Processos de alteração de propriedades – alteração da composição química &
deposição de revestimentos
Os processos de alteração da composição química incluem os
tratamentos superficiais por difusão, por acção química e físico-química e
por bombardeamento iónico. Os tratamentos por difusão recorrem à
utilização de temperaturas elevadas e ambientes especiais para
modificarem a composição química da superfície das peças. Estes
tratamentos tomam geralmente a designação do meio químico que é
usado na câmara de tratamento. Citam-se, como exemplo, a carburação
(também designada por cementação), a nitruração, a carbonitruração e a
anodização.
A deposição de revestimentos consiste em recobrir a superfície das peças
com películas muito finas de materiais diferentes, conferindo-lhes
melhores propriedades superficiais. Os revestimentos têm funções muito
variadas, destacando-se a protecção das superfícies contra a corrosão, a
oxidação e o desgaste, enquanto que noutros casos são aplicados apenas
com finalidades estéticas.
É frequente classificar os
processos de deposição de
revestimentos em dois grupos
distintos: os revestimentos
metálicos e os revestimentos não
metálicos.

24
47
Introdução aos processos de fabrico
Especificações para o fabrico
1) As características físico–químico-mecânicas dos materiais, sendo de destacar o tipo
de material, a temperatura de fusão, a condutividade térmica, a condutividade
eléctrica, a resistência mecânica e a dureza.
2) A geometria e dimensões do produto, designadamente a área, a espessura, o volume,
o peso e a complexidade geométrica.
3) A precisão dimensional (tolerâncias dimensionais, alinhamentos, planezas e
concentricidades) e o acabamento superficial (rugosidade) exigido ao componente.
4) A dimensão da série de fabrico e a cadência de produção. Recorda-se que
habitualmente se identifica série unitária, pequena série (até 100 unidades), série
média (até 10.000 unidades) e série grande ou produção em massa (superior a 10.000
unidades).
5) O custo dos materiais, das ferramentas e da utilização ou aquisição de máquinas
ferramenta.
Para seleccionar o processo de fabrico mais adequado à produção de um determinado
componente deve atender-se às especificações de projecto e às características dos
materiais e dos processos de fabrico que se encontram disponíveis. De uma forma geral,
nesta escolha, devem ser ponderados os seguintes atributos principais:
48
Introdução aos processos de fabrico
Especificações para o fabrico
Extrusão a quente
+4
Áre
a (
m
)2
Pulverotecnologia
Espessura (mm)
-11010 -2
10-4
1
(moldes permanentes)
10010
80 g
1010
Fundição
+3
-210
10-3
-110
Forjamento/Extrusão
1 a frio
10
800 Kg
80 Kg
8 Kg
800 g
Forjamento a quente
(matriz fechada)
8 Ton
80 Ton
10
Forjamento a quente
Arranque de apara
Laminagem100
+3
Fundição(moldes não permanentes)
(matriz aberta)
64
Arranque de apara
Espelhos
10
Tole
rância
s d
e fabrico, T
(m
m)
10-3
10 -2
10 -1
1
10
Notas :
c +
Fundições
Rugosidade Superficial (RMS), R ( m )
100 0.1 mm T = 0.2 mm
Cilindros, Pistons
Orgãos máquinas
10-2 -1
Rolamentos
Polimento+-
ba
Orgãos não activos
1 10
R = dc2
n
a +2 b +
100
d22
Extrusão e
matriz aberta
Laminagem
a quente32
Rectificação
Pulverotecnologia
Extrusão, Forjamento e
Laminagem a frio
T = 2
- 4
x R
Forjamento a quente
Factor d
e custo
matriz fechada
16
8
24

25
49
Introdução aos processos de fabrico
Especificações para o fabrico
1
Tem
pera
tura
de fusão (
ºC)
102
103
10
Dimensão da série de fabrico (No. de unidades)
10 103102 104 105
104
Processos de ligação
Processos de corte
Processos de deformação plástica ePulverotecnologia
Fundição
Processamento de polímeros
Polímeros
Metais
Cerâmicos
50
Introdução aos processos de fabrico
Auto estudo
Resolução dos problemas 2.1 ao 2.2 (Livro de exercícios resolvidos)
Revisões de matéria anterior - Cap. 3 Elasticidade
Resolução dos problemas 3.3 e 3.6