COGERAÇÃO – DESENVOLVIMENTO DE … · 3.2.1 Ciclo Rankine Ideal ... 3.2.3 Ciclo Regenerativo...
121
COGERAÇÃO – DESENVOLVIMENTO DE METODOLOGIA PARA AVALIAÇÃO ENERGÉTICA: ESTUDO DE CASO APLICADO A INDUSTRIA DE PAPEL E CELULOSE PUC-MG/ELETROBRÁS Mestrando : Lideir Viana Júnior Orientador : Prof. Dr. Pyramo Pires da Costa Jr. Co-Orientadora : Prof. Dra. Elizabeth Marques D. Pereira
Transcript of COGERAÇÃO – DESENVOLVIMENTO DE … · 3.2.1 Ciclo Rankine Ideal ... 3.2.3 Ciclo Regenerativo...

COGERAÇÃO – DESENVOLVIMENTO DE
METODOLOGIA PARA AVALIAÇÃO
ENERGÉTICA: ESTUDO DE CASO APLICADO A
INDUSTRIA DE PAPEL E CELULOSE
PUC-MG/ELETROBRÁS
Mestrando : Lideir Viana Júnior Orientador : Prof. Dr. Pyramo Pires da Costa Jr. Co-Orientadora : Prof. Dra. Elizabeth Marques D. Pereira

i
A Deus.
A minha querida esposa, Myrelle, por compartilhar minhas experiências
com afeto e dedicação, e aos meus filhos, Jonas e Sara.

ii
Agradecimentos
Aos meus pais e irmãs, que estiveram presentes em todos os momentos de minha vida,
incentivando e apoiando minhas decisões com muito amor.
A minha grande família, ao propiciar-me momentos de conforto e colaboração.
A professora Elizabeth, que sempre esteve com o coração aberto para orientar-me a superar
as dificuldades. Por sua amizade, sensibilidade e apoio.
Ao professor Pyramo, por levar-me a refletir sobre a importância desse trabalho para
minha vida.
Ao amigo González Pecotche, pelo apoio espiritual.
Ao corpo docente e funcionários do Mestrado em Engenharia Elétrica, pela colaboração e
atenção dispensadas.
A CENIBRA, pelo fornecimento dos dados.
Aos colegas do curso de Mestrado, pelo intercâmbio de informações e de carinho.
A ELETROBRAS, pela disposição em fomentar este trabalho.
Aos meus grandes amigos, pela oportunidade de compartilhar alegrias e dificuldades na
fase de realização deste trabalho.

iii
Resumo
Ao avaliar o panorama energético nacional, vislumbra-se um momento propício ao
desenvolvimento de novas tecnologias, que contemplem a eficiência na geração de energia.
A disponibilização do gás natural para os diversos parques industriais brasileiros, requer
uma adaptação para o correto aproveitamento desse combustível. Dentro desse contexto
atual, a cogeração apresenta-se como alternativa viável para atendimento da demanda dos
setores industrial e terciário. O aumento na eficiência energética para 80%, ou mais,
conferem grande importância à cogeração.
Dentre os setores industriais de maior interesse para cogeração, está o de papel e celulose,
que apresenta, em seus processos, características compatíveis a aplicação dessa forma de
gerar energia, motivo pelo qual foram utilizados dados de uma empresa de celulose para
estudo de caso.
Este trabalho tem dois objetivos principais. O primeiro é fazer uma apresentação dos
aspectos proeminentes da cogeração, com ilustração das principais tecnologias e
equipamentos empregados. Outro objetivo é desenvolver uma metodologia de apoio a
decisão em sistemas de cogeração, apresentando as vantagens ou desvantagens em sua
adoção. A metodologia adotada, enfoca a análise energética de um processo industrial.
Entretanto, destaca a necessidade de uma análise mais completa, onde sejam avaliados os
aspectos ambiental, econômico e político.
Na validação da metodologia, foi realizada a análise energética, apontando o índice
potência/calor como referencial na tomada de decisão, onde são definidos o ciclo
termodinâmico, equipamentos e configurações de planta mais adequados ao processo.
iv
Índice
Agradecimentos i
Resumo iii
Índice iv
Relação de Figuras viii
Relação de Tabelas xi
Nomenclatura xiii
Siglas xvi
Capítulo 1 - Introdução e objetivos gerais
1.1 Introdução.........................................................................................................................1
1.2 Estado da Arte...................................................................................................................3
1.3 Escopo...............................................................................................................................4
1.4 Relevância da tese.............................................................................................................6
Capítulo 2 - Panorama Energético Nacional e Cogeração
2.1 Introdução.........................................................................................................................7
2.2 Análise Energética Brasileira ...........................................................................................8
2.2.1 Panorama Nacional .................................................................................................8
v
2.2.2 Panorama Regional ...............................................................................................12
2.3 Cogeração .......................................................................................................................14
2.3.1 Histórico da Cogeração.........................................................................................18
2.3.2 Gás Natural e a Cogeração ...................................................................................19
2.3.3 Legislação Nacional..............................................................................................20
2.3.4 Impactos Ambientais ............................................................................................ 22
2.4 Conclusões ...............................................................................................................25
Capítulo 3 - Configuração de Ciclos Termodinâmicos Associados ao Estudo
da Cogeração
3.1 A Primeira Lei da Termodinâmica .................................................................................26
3.2 Ciclo Rankine .................................................................................................................27
3.2.1 Ciclo Rankine Ideal ..............................................................................................27
3.2.2 Ciclo Rankine com Reaquecimento......................................................................29
3.2.3 Ciclo Regenerativo Aquecedor de Água de Alimentação.................................... 30
3.2.4 Ciclo Rankine com Cogeração .............................................................................31
3.3 Equipamentos Térmicos e as Leis da Termodinâmica ...................................................32
3.3.1 Caldeiras ...............................................................................................................33
3.3.2 Turbinas a Vapor ..................................................................................................36
3.3.3 Turbinas a Gás ......................................................................................................38
3.3.4 Motores .................................................................................................................41

vi
3.4 Ciclo Brayton ..................................................................................................................43
3.5 Turbinas a Gás e Cogeração ...........................................................................................45
3.5.1 Ciclo de Tur bina a Gás com Injeção de Vapor .....................................................48
3.6 Ciclo Combinado ............................................................................................................ 49
3.7 Conclusões ......................................................................................................................51
Capítulo 4 - Sistemas de Apoio a Decisão
4.1 A Tomada de Decisão.....................................................................................................53
4.2 Ferramentas de Apoio a Decisão.................................................................................... 54
4.2.1 Pesquisa Operacional............................................................................................ 54
4.2.2 Inteligência Artific ial............................................................................................ 58
4.3 Conclusões ......................................................................................................................59
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
5.1 Variáveis de Decisão......................................................................................................60
5.2 Fluxograma de Apoio a Decisão.....................................................................................61
5.2.1 Identificação das necessidades da Indústria .........................................................63
5.2.2 Análise Energética ................................................................................................ 63
5.2.2.1 Seleção do Ciclo de Cogeração..................................................................65
5.2.3 Análise Econômica ...............................................................................................68

vii
5.2.4 Aspectos Ambientais ............................................................................................ 70
5.2.5 Aspectos Legais .................................................................................................... 73
5.7 Conclusões ......................................................................................................................75
Capítulo 6 - Estudo de Caso
6.1 Análise Termodinâmica ..................................................................................................76
6.1.1 CENIBRA .............................................................................................................76
6.1.2 Balanço Energético...............................................................................................82
6.1.3 Validação da Metodologia .................................................................................... 85
6.2 Conclusões ......................................................................................................................87
Capítulo 7 - Conclusões
7.1 Conclusões finais ............................................................................................................ 88
7.2 Recomendações ..............................................................................................................89
Capítulo 8 - Referências Bibliográficas
8.1 Bibliografia Citada ..........................................................................................................90
8.2 Bibliografia Complementar ............................................................................................ 91
ANEXO 1 - O Setor de Papel e Celulose............................................................................ 96
viii
Relação de figuras
Capítulo 2
Figura 2.1 - Consumo de Energia no Setor Industrial.......................................................9
Figura 2.2 - Estatística Anual de Produção de Gás Natural no Brasil ...........................11
Figura 2.3 - Projeção de Consumo Final de Energia por Subsetor em Minas Gerais.... 13
Figura 2.4 - Participação da Cogeração na Potência Total Instalada ...........................15
Figura 2.5 - Ciclo Rankine em Regime Bottoming ..........................................................17
Figura 2.6 - Esquema de Central de Cogeração para Atender as Demandas Energéticas . 17
Capítulo 3
Figura 3.1 - Ciclo Rankine Ideal ..................................................................................... 27
Figura 3.2 - Diagrama T x s para o Ciclo Rankine ......................................................... 28
Figura 3.3 - Ciclo Rankine com Reaquecimento ............................................................. 30
Figura 3.4 - Ciclo Regenerativo com Aquecedor de Água de Alimentação .................... 30
Figura 3.5 - Ciclo Rankine com Cogeração para o Setor de Papel e Celulose ..............32
Figura 3.6 - Caldeira Aquatubular ..................................................................................34
Figura 3.7 - Caldeiras de Recuperação...........................................................................35
Figura 3.8 - Caldeira de Recuperação sem Queima Suplementar ..................................35
Figura 3.9 - Turbina a Vapor...........................................................................................36
Figura 3.10 - Rotor de Turbina a Vapor de Múltiplos Estágios ......................................37

ix
Figura 3.11 - Rotor de Turbina a Gás............................................................................. 39
Figura 3.13 - Turbina a Gás modelo LM 2500................................................................ 39
Figura 3.14 - Módulo de Cogeração com Motor Alternativo ..........................................41
Figura 3.15 - Sistema de Cogeração com Motor Diesel..................................................42
Figura 3.16 - Motor Diesel ..............................................................................................42
Figura 3.17 - Ciclo Brayton Fechado ............................................................................. 43
Figura 3.18 - Ciclo Air Botto ming ...................................................................................45
Figura 3.19 - Eficiência do uso do combustível baseado no Poder Calorífico
Superior(PCS) ..................................................................................................................46
Figura 3.20 - Cogeração com Turbina a Gás ................................................................. 46
Figura 3.21 - Correlação entre Energias Elétrica e Térmica em Processos de Cogeração 47
Figura 3.22 - Ciclo de Turbina a Gás com Injeção de Vapor ......................................... 49
Figura 3.23 - Ciclo Combinado .......................................................................................49
Figura 3.24 - Ciclo Combinado com Caldeira de Dupla Pressão...................................51
Capítulo 4
Figura 4.1 - Representação simplificada do Processo de Modelagem............................ 54
Figura 4.2 - Rede de Grafos para Análise Final ............................................................. 56
Figura 4.3 - Fases de um estudo de Pesquisa Operacional............................................. 57

x
Capítulo 5
Figura 5.1 - Etapas do Processo de Decisão para implantar a Cogeração na indústria .... 62
Figura 5.2 – Comparação entre alternativas para Sistemas de Cogeração...................66
Figura 5.3 - Índice de Descarga Térmica X Eficiência Térmica ..................................... 72
Capítulo 6
Figura 6.1 – Esquema de planta energética característica do Setor de Celulose ...........79
Figura 6.2 – Fluxo Energético no Processo de Produção de Celulose ...........................85
Figura 6.3 – Comparação entre Alternativas para Sistemas de Cogeração...................86
ANEXO 1
Figura A.1 - Processo KRAFT......................................................................................... 96

xi
Relação de tabelas
Capítulo 2
Tabela 2.1 - Consumo Específico de Energia no Setor de Papel e Celulose ..................12
Tabela 2.2 - Custo de Investimento de Fontes de Geração Elétrica ...............................16
Tabela 2.3 - Emissão de Gases de Efeito Estufa de Sistemas de Potência Alternativos . 24
Capítulo 3
Tabela 3.1 - Grupos de Turbinas a Gás ..........................................................................40
Capítulo 5
Tabela 5.1 - Índice Energético para Setores Industriais ................................................ 65
Tabela 5.2 - Estudo Comparativo entre as Diferentes Soluções de Cogeração..............67
Tabela 5.3 - Legislação Brasileira para o Setor Elétrico ...............................................74
Capítulo 6
Tabela 6.1 - Produção de Vapor das Caldeiras ..............................................................77
Tabela 6.2 – Vapor Consumido na Planta de Celulose ...................................................78
Tabela 6.3 - Produção nas Turbinas a Vapor ................................................................. 79
Tabela 6.4 – Quadro das Propriedades Termodinâmicas ...............................................80
Tabela 6.5 – Potência Real Produzida/Consumida nos Equipamentos e Processos ......84

xii
Tabela 6.6 – Fases da Transferência de Calor ................................................................ 84
Tabela 6.7 – Rendimento das Turbinas a Vapor ............................................................. 84
ANEXO 1
Tabela A.1 - Consumos Energéticos na Indústria de Papel e Celulose ..........................98
xiii
NOMENCLATURA C: condensador
c: custo específico
cp: calor específico a pressão constante
ec: energia cinética específica (kJ/kg)
El: eletricidade
ep: energia potencial específica (kJ/kg)
Et: Energia térmica (kJ)
GN: Gás Natural
h: entalpia específica (kJ/kg)
I: índice
k: expoente isentrópico do gás
m& : vazão mássica (kg/s)
Tη : eficiência da turbina
Cη : eficiência do compressor
P: pressão (MPa)
Q: calor (J)
pr : relação de pressão
S: calor de processo
s: entropia específica (kJ/kg/K)
T: temperatura (ºC)
v: volume específico (m³/kg)
W: trabalho (J)
W& : potência (W)
w: potência específica (kJ/kg)
y: fração de vazão mássica
Subscritos 0: ambiente, referencial
b: bomba
bio: caldeira a biomassa
xiv
c: compra
CM: câmara de mistura
CR: ciclo Rankine
oleo: caldeira a óleo
cap: capital
cog: cogeração
comb: combustível
comp: compressor
cond: condensador
E: entrada
El: eletricidade
EN: energético
equip: equipamento
esp: específico
I: ideal
isoentrópico: processo isoentrópico
liq: líquido
man: manutenção
max: máximo
min: mínimo
oper: operacional
proc: processo
R: real
recuperação: caldeira de recuperação de lixívia
reversível: processo reversível
RP: regime permanente
S: saída
TG: turbina a gás
TV: turbina a vapor
V: vapor
Letras gregas
β: exergia (kJ/kg)

xv
η: eficiência térmica (%)
ε : eficiência exergética

xvi
SIGLAS
BEN Balanço Energético Nacional
CATT Computer Aided Thermodynamic Tables
CCGT Combined Cycle Gas Turbine (Ciclo Combinado com Turbina à Gás)
CEMIG Centrais Elétricas de Minas Gerais
CENIBRA Celulose Nipo Brasileira
DNAEE Departamento Nacional de Águas e Energia Elétrica
IDT Índice de Descarga Térmica
ISO International Standartization Organization
GLP Gás Liqüefeito de Petróleo
HRSG Heat Recovery Steam Generator (Caldeira de Recuperação de Vapor)
NEA National Energy Act
PIE Produtor Independente de Energia
PCS Poder Calorífico Superior
PROCEL Programa de Combate ao Desperdício de Energia Elétrica
PURPA Power Utilities Regulatory Policies Act
SINTREL Sistema Nacional de Transmissão de Energia Elétrica

Capítulo 1 - Introdução e Objetivos Gerais
1
Capítulo 1 - Introdução e objetivos gerais
1.1 Introdução
A cogeração é definida, de forma genérica, como todo sistema que alia geração de energia
eletromecânica e térmica a partir de uma mesma fonte primária de energia. A cogeração
apresenta benefícios implícitos no setor industrial, refletido pela economia na energia
primária, petróleo, gás natural, carvão mineral e biomassa, ao fazer uso mais eficiente e
aproveitar energéticos disponíveis no próprio processo.
No contexto do desenvolvimento sustentável, diversos autores têm apontado a cogeração
como a alternativa mais viável para atender demandas térmicas e elétricas, com elevada
confiabilidade e redução nas emissões de poluentes, além de permitir às empresas a
oportunidade de se apropriar de uma nova fonte de recursos advinda da comercialização de
quaisquer excedentes energéticos disponíveis, de acordo com a regulamentação do setor no
Brasil, prevista no decreto 2003 de setembro de 1996.
Nogueira e Santos [1995] descreveram vantagens no uso de sistemas de cogeração no setor
terciário, a partir da redução acentuada das perdas térmicas decorrente da produção
combinada de calor e energia elétrica.
No cenário internacional, o uso racional e eficiente de energia através de sistemas
alternativos ou combinados tem grande respaldo na regulamentação adotada por seus
respectivos governos. Nos Estados Unidos, por exemplo, a cogeração teve como estímulo
o PURPA, documento que provocou uma profunda mudança no setor elétrico, ao
incrementar a participação de autoprodutores na oferta de energia elétrica. Já o governo
australiano tem se pautado na redução de índices de emissão de gases de combustão em
plantas energéticas, difundindo a geração através do gás natural e estimulando
autoprodutores à competição, ao adotar princípios de livre comércio e encorajar pequenos
projetos de cogeração.
No Brasil, investidores vêm vislumbrando a cogeração como opção de características
adequadas aos desafios dos novos tempos, por basear-se na flexibilidade de utilização
Capítulo 1 - Introdução e Objetivos Gerais
2
combustíveis, fósseis ou não, aliada a bons índices de eficiência e baixos impactos
ambientais.
Apesar de ser apontada como econômica e vantajosa, nota-se que no Brasil a cogeração
ainda é pouco difundida e extremamente concentrada em alguns poucos setores industriais.
Esse fato pode ser atribuído à tradição brasileira de geração de energia em hidrelétricas.
Entretanto, com o fim do monopólio estatal e esgotamento dos recursos de maior
rentabilidade, impõem-se novas oportunidades na área de geração e conservação de
energia, aumentando a atratividade da implantação de sistemas de cogeração.
Com o objetivo de promover o combate ao desperdício de energia elétrica, a Agência
Nacional de Energia Elétrica dá um passo importante com a publicação da Resolução nº
242, de 24 de julho de 1998. Esta Resolução estabelece que “...concessionários do serviço
público de distribuição de energia elétrica, cujos contratos de concessão prevejam o
desenvolvimento de ações com o objetivo de incrementar a eficiência no uso e na oferta de
energia elétrica, deverão aplicar anualmente recursos de, no mínimo, 1% da receita
operacional anual apurada no ano anterior.” A Resolução é um estímulo ao
desenvolvimento de sistemas alternativos de produção de energia elétrica, e da cogeração,
como forma de aumentar a eficiência energética dos processos.
Neste trabalho, a cogeração é mostrada em duas etapas consideradas principais.
Inicialmente é situada dentro de um panorama nacional caracterizado pela retomada do
crescimento, que procura estimular investimentos na implantação de novos sistemas para
atender à demanda energética. Do posicionamento do Brasil, em termos de energéticos,
analisa-se números referentes ao potencial de consumo nos setores industriais brasileiros e
as vantagens da introdução da cogeração nesse contexto.
Ainda na primeira etapa, passa-se à identificação dos ciclos termodinâmicos e
equipamentos empregados nos sistemas de cogeração, com classificação das opções de
configurações disponíveis para geração de energia térmica e elétrica. Procura-se nesta
etapa, ilustrar, através de exemplos, a utilização dos equipamentos de cogeração nos
diversos segmentos do setor industrial.

Capítulo 1 - Introdução e Objetivos Gerais
3
Outra etapa desse trabalho, enfoca-se o processo decisório em cogeração, que inicia na
ilustração das principais técnicas empregadas em tomada de decisão, passando à
sistematização das etapas para implantação de sistemas de cogeração. Finalizando-se o
trabalho com o estudo de caso para o setor de papel e celulose, onde busca-se a validação
da metodologia proposta.
1.2 Estado da Arte
Um dos indicadores da pouca divulgação da cogeração no País é a indisponibilidade de
livros nacionais específicos sobre o tema. Esse panorama dificulta pesquisas no campo da
cogeração, criando barreiras iniciais que tendem a ser superadas conforme o interesse de
empresas, concessionárias, estudante e professores, por esta forma de produção de energia.
Um número crescente de pesquisadores vêem estudando o emprego da cogeração nos
diversos setores e subsetores industriais brasileiro, onde várias experiências apontam para
grandes possibilidades e benefícios do uso eficiente de energia:
Nascimento et al. [1997] alertaram para o aumento do consumo de energia elétrica no
Brasil, apontando a cogeração como opção não-convencional para suprimento da demanda.
Ao avaliarem os aspectos técnicos da cogeração, os autores apontaram as vantagens do
emprego de turbinas à gás e a vapor em ciclo combinado, citando uma economia de mais
de 40% no consumo específico de combustível. Ressaltaram, ainda, a necessidade de
acesso à tecnologia, legislação e sinais tarifários para desenvolvimento da cogeração
Brasil.
Tuna e Silveira [1997] avaliaram quatro sistemas de cogeração possíveis para uma planta
química. Apresentaram um método de análise termoeconômica para otimização de
sistemas de produção combinada de calor e potência, baseada na Segunda Lei da
Termodinâmica. Os resultados indicam um bom retorno do investimento para as
configurações avaliadas.
Balestieri e Gushiken [1996] realizaram um estudo para a indústria cervejeira,
apresentando diversas configurações para atendimento à demanda energética do processo

Capítulo 1 - Introdução e Objetivos Gerais
4
de fabricação. Uma grande contribuição do artigo referiu-se à definição de um índice
conhecido por razão potência/calor de processo que pode ser calculado para cada setor
industrial. Na metodologia empregada, definiu-se que valores inferiores a unidade
representam maior interesse para a cogeração, como foi o caso da indústria de
alimentos/bebidas. Verificaram ainda, que o ciclo a gás e o ciclo combinado são atraentes
para a cogeração no setor cervejeiro.
Costa e Vieira [1996] apontaram a cogeração como alternativa mais adequada que a
geração termelétrica, do ponto de vista econômico e ambiental. Ressaltaram, também, o
papel a ser desempenhado pelo autoprodutor e produtor independente na geração de
energia, no cenário nacional e internacional.
Silveira e Balestieri [1995] avaliaram o emprego de turbinas a gás natural na indústria de
papel e celulose, destacando a produção de energia elétrica excedente. A possibilidade de
sua comercialização reforçaria o interesse na cogeração nesse subsetor industrial. O estudo
não analisou a viabilidade econômica da configuração proposta, mas os autores apontaram
essa necessidade, para avaliação de futuros investimentos no setor.
Silveira e Nogueira [1989] apresentaram um método de análise termodinâmica,
empregando um sistema de cogeração, para o setor de papel e celulose. A avaliação no
setor apontou grandes possibilidades de geração de excedentes de energia elétrica,
constituindo-se numa oportunidade a ser explorada.
1.3 Escopo
Ao avaliar o estado da arte referente às instalações de cogeração no país, considerando a
atividade associada ao processo, observa-se que o potencial de cogeração no setor
industrial brasileiro se mostra bastante interessante. Desta forma, esse trabalho propõe: A
apresentação e estudo dos aspectos proeminentes da cogeração, com ilustração das
principais tecnologias empregadas e equacionamento de variáveis dos processos de
produção combinada de energia elétrica e térmica. Os resultados são representados em
gráficos e tabelas, com análises qualitativas e quantitativas das configurações existentes e
propostas.

Capítulo 1 - Introdução e Objetivos Gerais
5
Desenvolvimento de uma metodologia para implantação de sistemas de cogeração,
priorizando a avaliação energética do processo, e abordando, sucintamente, os aspectos
ambiental, econômico e político.
Para validação da metodologia optou-se pelo setor de papel e celulose, devido a sua
expressiva participação atual como setor produtivo. Esse setor, que inclui as indústrias de
celulose, de papel/celulose integradas e de papel, possuem um potencial significativo de
cogeração, inclusive com ocorrência de excedentes de energia. Este potencial, aliado ao
cenário atual de regulamentação dos produtores independentes do setor elétrico e ao
aumento de eficiência decorrentes da utilização de novas tecnologias e combustíveis,
tornam a cogeração mais atrativa para esse setor.
No capítulo 2, apresenta-se uma visão geral da situação energética do Brasil e do Estado de
Minas Gerais, com destaque para o setor de papel e celulose. Apresenta-se também o
panorama brasileiro em relação à cogeração, enfocando o uso do gás natural, legislação e
impactos ambientais.
No capítulo 3, é feita uma apresentação dos conceitos fundamentais da Termodinâmica,
referentes às Primeira Lei da Termodinâmica. A seguir, são vistos os diversos ciclos
termodinâmicos que utilizam turbinas a gás e a vapor, além dos principais equipamentos
empregados em sistemas de cogeração, com suas respectivas características operacionais.
O capítulo 4 apresenta uma breve descrição das principais técnicas e ferramentas de apoio
a decisão.
No capítulo 5 é proposta uma metodologia de apoio à decisão, com destaque à análise
energética, para implantação da cogeração na indústria, fundamentada na Primeira Lei da
Termodinâmica.
O capítulo 6 mostra a aplicação da metodologia proposta para a CENIBRA.
O capítulo 7 apresenta as conclusões obtidas no estudo e o capítulo 8 traz a bibliografia
consultada.
Capítulo 1 - Introdução e Objetivos Gerais
6
1.4 Relevância da tese
Ao se basear no número incipiente de informações didáticas sobre cogeração no Brasil,
este trabalho pode ser visto como uma contribuição a estudantes e pesquisadores, visto que
busca a consolidação de informações disseminadas em inúmeras fontes e a
disponibilização de informações sobre equipamentos e ciclos termodinâmicos empregados
em sistemas de cogeração, na busca de alternativas econômicas e flexíveis.
Os resultados obtidos podem contribuir, como referência, na construção de uma base de
dados aberta, que disponibilize informações tratadas e consolidadas sobre equipamentos e
tecnologias utilizadas na cogeração.
A metodologia de apoio a decisão, apresentada nesse trabalho, busca sistematizar
elementos de análise para adoção de sistemas de cogeração, com ênfase à avaliação
energética.
Quanto ao setor de papel e celulose, o estudo de caso desenvolvido busca ilustrar e validar
a metodologia proposta.

Capítulo 2 – Panorama Energético Nacional e Cogeração 7
Capítulo 2 - Panorama Energético Nacional e Cogeração Este capítulo apresenta uma visão geral da situação energética do Brasil e do Estado de
Minas Gerais, com destaque para o setor de papel e celulose. Apresenta-se também o
panorama brasileiro em rela ção à cogeração, enfocando o uso do gás natural, legislação e
impactos ambientais.
2.1 Introdução O mundo atual vive momentos de mudanças de paradigmas em relação à geração e à
utilização da energia, onde são priorizados a eficiência e o uso correto e limpo de fontes
primárias de energia. Novas variáveis como o efeito estufa, degradação do solo,
esgotamento das reservas energéticas e aumento da população concorrem para tornar esse
panorama ainda mais desafiador, exigindo decisões conjuntas entre autoridades, empresas
e a própria população. Completando esse panorama, observa-se que, principalmente em
países subdesenvolvidos ou em desenvolvimento, o capital disponível para investimentos
em unidades geradoras é um fator a ser sempre ponderado.
No Brasil, o esgotamento dos grandes potenciais economicamente aproveitáveis e a
preocupação ambiental vêm sugerindo a adoção de novos conceitos quanto à utilização e à
produção de energia. Fatores como o eminente aumento da oferta de gás natural, os riscos
da falta de energia como efeito da redução dos investimentos no setor elétrico, as tarifas
crescentes de energia e a regulamentação sobre a venda de excedentes de eletricidade para
terceiros, tendem a estimular a busca por fontes energéticas e soluções que permitam
racionalizar a produção de eletricidade, conservar energia e aumentar a eficiência
energética das unidades consumidoras, adequando-se à nova realidade mundial de
produção e consumo de energia.
Na tentativa de adaptar-se a este contexto global, o Brasil vem implantando programas de
racionalização e eficientização da energia. O Programa de Mobilização Energética, uma
das principais linhas de ação conferida ao Ministério das Minas e Energia, insere-se no
conjunto de medidas que integram a Ação do Governo Federal na busca de soluções que
Capítulo 2 – Panorama Energético Nacional e Cogeração 8
possibilitem a redução no consumo de combustíveis derivados de petróleo. Outra ação do
governo refere-se ao Programa de Combate ao Desperdício de Energia Elétrica - PROCEL,
conjunto de ações dirigidas à conservação de energia elétrica no país, com apoio à
otimização de processos industriais e à adaptação e ao desenvolvimento de equipamentos,
em especial, para fins térmicos.
Esses programas mostram que a demanda por energia tem aumentado e que atendê-la é um
desafio para as grandes concessionárias. De acordo com o Balanço Energético Nacional
[1999], o Brasil possui um grande potencial hidrelétrico, contando em 1998, com 56,7 GW
de potência instalada, e custos de operação relativamente baixos. Esses números fazem do
país um dos maiores produtores mundiais de energia hidrelétrica. Entretanto, essa forma de
geração de energia, além de exigir investimentos vultuosos na construção de novas
unidades geradoras, produzir grandes impactos ambientais e exigir longos períodos de
tempo até sua disponibilização, não tem sido suficientes para evitar os "apagões" nas
épocas de seca
O país, que vive um momento onde o capital privado tende a superar os investimentos
públicos na ampliação do parque gerador, deve realizar esforços para modernizar a
legislação nacional, incentivando projetos de geração de energia de pequeno e médio porte.
Projetos de uso eficiente de energia devem ser colocados em prática no Brasil. Países
desenvolvidos têm apostado nas fontes alternativas como auxiliares às conv encionais para
diminuição de custos, aumento da confiabilidade no fornecimento de energia e mitigação
dos impactos ambientais, mostrando ser esse o caminho ideal para o uso da energia. Dessa
forma é possível gerar energia de qualidade para atender aos diversos setores da sociedade.
2.2 Análise Energética Brasileira
2.2.1 Panorama Nacional
Segundo estatísticas do Comitê Brasileiro do Conselho Mundial da Energia [1997] o
planejamento do setor elétrico nacional indica, para o período de 1998 a 2007, um
crescimento do mercado de energia elétrica da ordem de 5,2% a.a., representando
investimentos de 8 bilhões de dólares ao ano. Prevê também um déficit na faixa de 10%,
Capítulo 2 – Panorama Energético Nacional e Cogeração 9
que exigirá esforços da iniciativa privada, responsável por 75% dos projetos, na
implantação de unidades geradoras de energia confiável. Para cobrir esse déficit previsto,
pesquisas por métodos eficazes de suprimento energético têm acentuado a avaliação das
variadas fontes de energia primárias disponíveis no Brasil, como carvão, energia nuclear,
biomassa, gás natural e fontes alternativas para aplicações específicas. Para aproveitamento
maior destes recursos surgem necessidades relativas ao equacionamento dos problemas
ambientais, da capacitação industrial e tecnológica para desenvolvimento de projetos, à
questão da adaptabilidade dos setores às novas fontes energéticas.
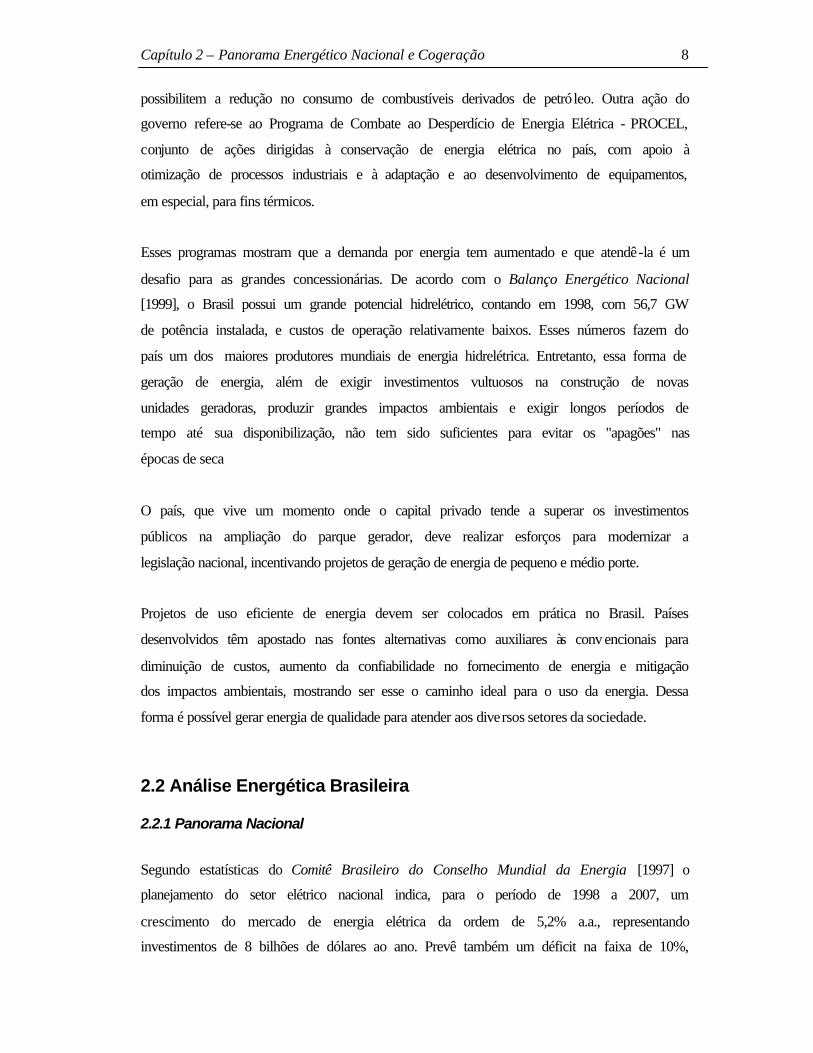
O Ministério de Minas e Energia [1998], mostra que o setor industrial consumiu em 97,
82823x10³ tEP1 entre diversos insumos energéticos, respondendo a eletricidade por 47,5%
do total, conforme FIG. 2.1. Algumas fontes energéticas começam a representar um grande
potencial no mercado brasileiro, como o gás natural, que em 10 anos aumentou sua
participação de 1,5% para 3,4% do consumo total de energia.
FIGURA 2.1 - Consumo de Energia no Setor Industrial
FONTE - Baseado no Balanço Energético Nacional (BEN), Ministério das Minas e Energia, 1998.
1 Para converter a maioria das formas de energia, são usados coeficientes calculados em laboratório, mas, para a forma hidráulica, o BEN considera que 1 kWh equivale à energia contida no óleo necessário para gerar esta quantidade de eletricidade, com uma equivalência de 1kWh → 3132 kcal → 0,29 x 10-3 tep. Este número é três vezes superior à conversão física, onde 1kWh → 860 kcal → 0,079 x 10-3 tep. Como a eletricidade no Brasil é, em grande parte, de origem hidráulica, este coeficiente é usado também para converter a eletricidade.
Consumo de EnergiaSetor Industrial (%)
47,5%
8,0%
10,8% 9,5%
5,9%
3%
3,4%3,8%
4,9%
2,2%
1,2%
GÁS NATURAL
CARVÃO MINERAL
LENHA
BAGAÇO DE CANA
OUTRAS FONTES PRIM.RENOVÁVEISÓLEO COMBUSTÍVEL
GÁS DE COQUERIA
COQUE DE CARVÃOMINERAL ELETRICIDADE
CARVÃO VEGETAL
OUTRAS

Capítulo 2 – Panorama Energético Nacional e Cogeração 10
Dentre as diversas fontes primárias, o gás natural tem sido indicado como solução viável
aos problemas de abastecimento futuro, amparado pelo aumento de 300% das reservas
brasileiras, no período compreendido entre 1980 e 1996. Devido a sua crescente oferta,
financiamentos e baixos custos de instalação, quando comparado a outras alternativas pode
tornar-se um grande aliado na economia industrial, onde se exige a cada dia maior
rentabilidade e recursos com abastecimento mais confiáveis.
Segundo Baum [1987], no Brasil, há quinze anos atrás, o gás queimado em flare atingia
índices da ordem de 34% do total produzido, enquanto que na comunidade européia este
valor ficava em 5% da produção de gás natural. Nos EUA os índices eram nulos. Em 1998
com um nível de produção de gás natural chegando aos 27 milhões de metros cúbicos
diários, eram aproveitados 85% desse total, dos quais 66% como energéticos ou insumo
petroquímico e 15% de reinjeção nos campos.
De acordo com os dados do Comitê Brasileiro do Conselho Mundial de Energia [1997], é
prevista uma reserva da ordem de 228 bilhões de metros cúbicos, a partir de 1997, sendo a
metade no mar e cerca de um terço em águas territoriais da Bacia de Campos, RJ. Pelo
contrato assinado entre as empresas de Petróleo da Bolívia (YPFB) e do Brasil
(PETROBRAS), previu-se a importação de até 16 milhões de metros cúbicos diários,
disponibilizados para consumo nacional a partir de fins de 1998, distribuída por um
gasoduto de aproximadamente 3.150 km de extensão, sendo 557 km do lado boliviano e
2.593 km em solo brasileiro. A capacidade máxima do gasoduto será de 30 milhões de
m³/dia.
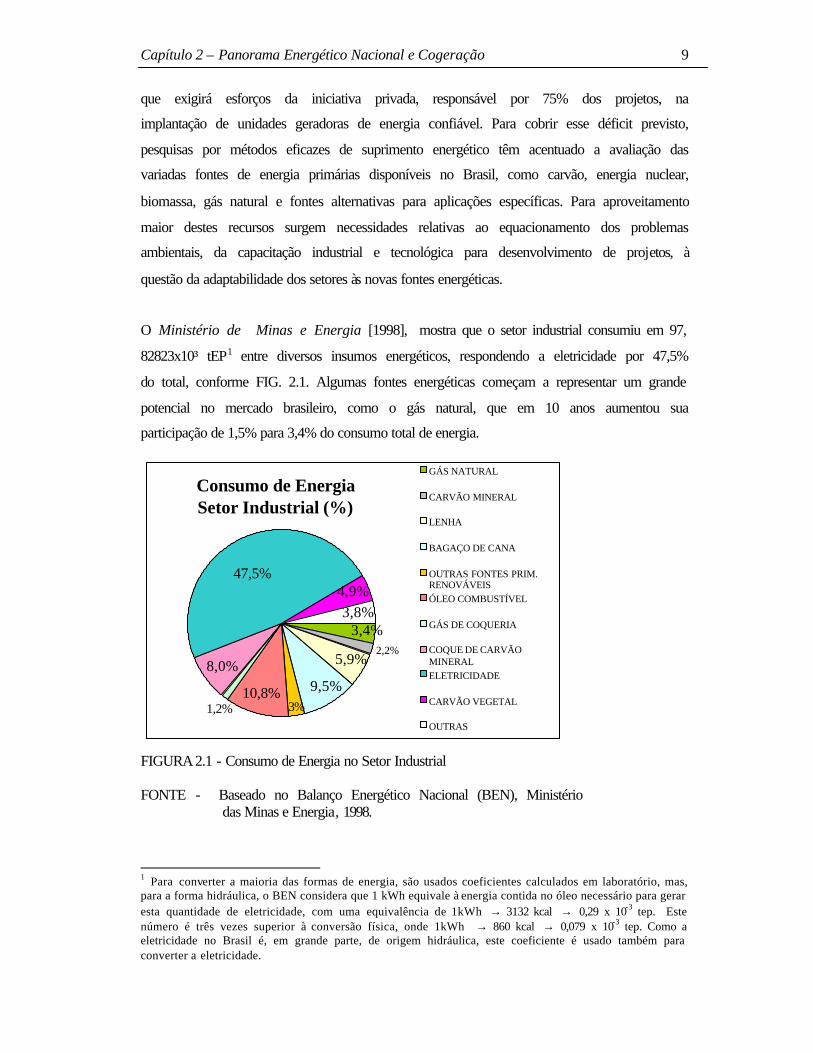
Em 1997, a produção nacional de gás natural atingiu valores significativos, sendo o estado
do Rio de Janeiro o maior produtor brasileiro, conforme o FIG. 2.2. Nota-se o grande
potencial existente na região nordeste para geração de energia, tendo o gás como
combustível.
Capítulo 2 – Panorama Energético Nacional e Cogeração 11
Na indústria brasileira, destacam-se os setores de açúcar e álcool, o siderúrgico e o de
papel e celulose, com grande potencial para utilização de combustíveis alternativos ou
gerados no próprio processo. Autores como Coelho et al. [1995] estimaram para esses
setores um potencial de auto-suficiência de eletricidade de até 70%, no caso do setor
sucroalcooleiro, 40% para o de papel e celulose, e 12% para o siderúrgico. Além disso, a
aplicação de novas tecnologias como as turbinas a gás, que permitem a produção de
eletricidade com excedentes, ou a cogeração, surgem como uma forma eficaz de evitar ou
reduzir a compra de eletricidade, garantindo um fornecimento confiável e de qualidade a
esses setores.
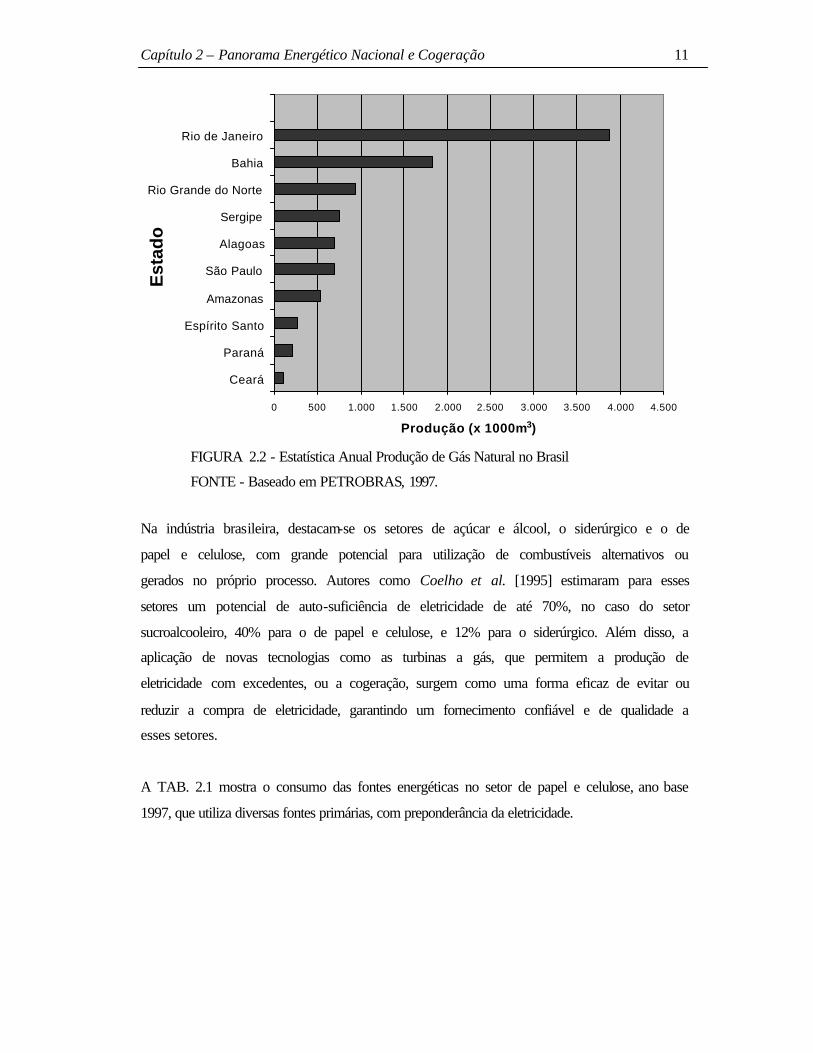
A TAB. 2.1 mostra o consumo das fontes energéticas no setor de papel e celulose, ano base
1997, que utiliza diversas fontes primárias, com preponderância da eletricidade.
0 500 1.000 1.500 2.000 2.500 3.000 3.500 4.000 4.500
Ceará
Paraná
Espírito Santo
Amazonas
São Paulo
Alagoas
Sergipe
Rio Grande do Norte
Bahia
Rio de Janeiro
Est
ado
Produção (x 1000m3)
FIGURA 2.2 - Estatística Anual Produção de Gás Natural no Brasil
FONTE - Baseado em PETROBRAS, 1997.
Capítulo 2 – Panorama Energético Nacional e Cogeração 12
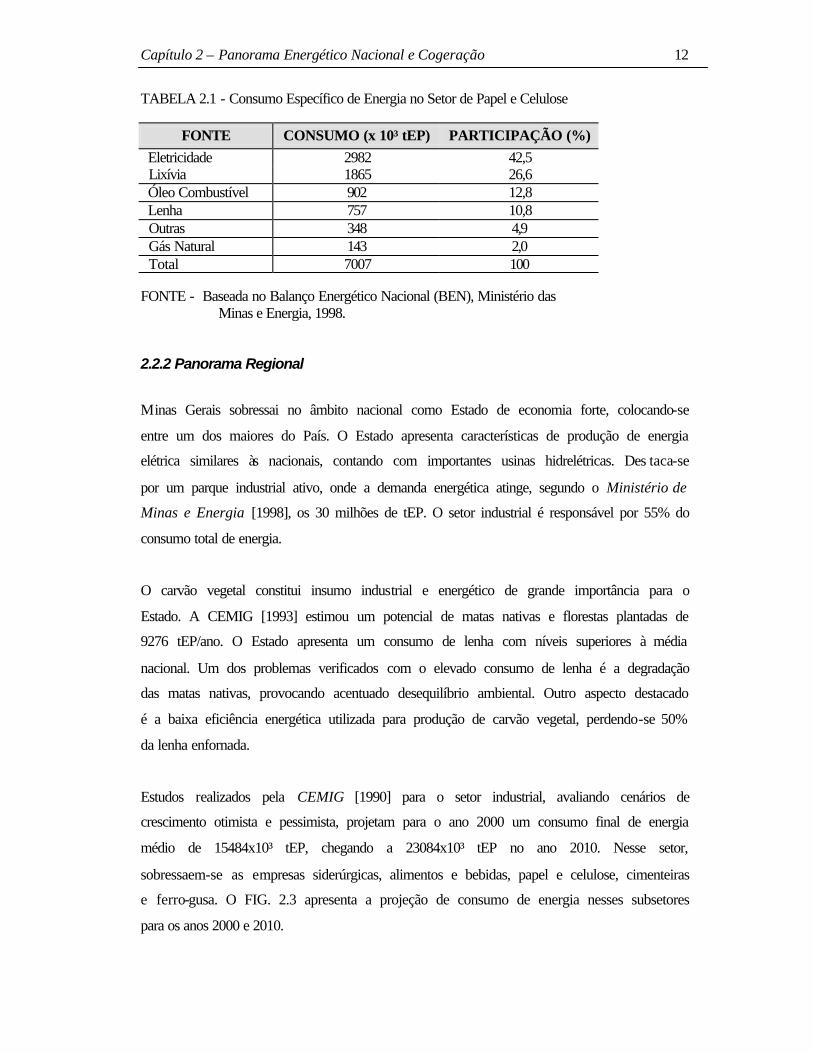
TABELA 2.1 - Consumo Específico de Energia no Setor de Papel e Celulose
FONTE CONSUMO (x 10³ tEP) PARTICIPAÇÃO (%)
Eletricidade 2982 42,5 Lixívia 1865 26,6 Óleo Combustível 902 12,8 Lenha 757 10,8 Outras 348 4,9 Gás Natural 143 2,0 Total 7007 100
FONTE - Baseada no Balanço Energético Nacional (BEN), Ministério das Minas e Energia, 1998.
2.2.2 Panorama Regional
Minas Gerais sobressai no âmbito nacional como Estado de economia forte, colocando-se
entre um dos maiores do País. O Estado apresenta características de produção de energia
elétrica similares às nacionais, contando com importantes usinas hidrelétricas. Des taca-se
por um parque industrial ativo, onde a demanda energética atinge, segundo o Ministério de
Minas e Energia [1998], os 30 milhões de tEP. O setor industrial é responsável por 55% do
consumo total de energia.
O carvão vegetal constitui insumo industrial e energético de grande importância para o
Estado. A CEMIG [1993] estimou um potencial de matas nativas e florestas plantadas de
9276 tEP/ano. O Estado apresenta um consumo de lenha com níveis superiores à média
nacional. Um dos problemas verificados com o elevado consumo de lenha é a degradação
das matas nativas, provocando acentuado desequilíbrio ambiental. Outro aspecto destacado
é a baixa eficiência energética utilizada para produção de carvão vegetal, perdendo-se 50%
da lenha enfornada.
Estudos realizados pela CEMIG [1990] para o setor industrial, avaliando cenários de
crescimento otimista e pessimista, projetam para o ano 2000 um consumo final de energia
médio de 15484x10³ tEP, chegando a 23084x10³ tEP no ano 2010. Nesse setor,
sobressaem-se as empresas siderúrgicas, alimentos e bebidas, papel e celulose, cimenteiras
e ferro-gusa. O FIG. 2.3 apresenta a projeção de consumo de energia nesses subsetores
para os anos 2000 e 2010.

Capítulo 2 – Panorama Energético Nacional e Cogeração 13
FIGURA 2.3 - Projeção de Consumo Final de Energia por Subsetor em Minas Gerais
FONTE - Baseada em Centrais Elétricas de Minas Gerais (CEMIG), 1990.
Observa-se um crescimento de consumo previsto de 85% para a indústria cimenteira, 59%
para papel e celulose, 55% para a siderurgia e 51% para a de alimentos e bebidas. Esse
perfil faz do Estado um grande consumidor de energia em suas diversas formas, motivando
o estudo e implantação de novas tecnologias, necessários à adaptação a nova realidade
econômica e energética.
O Estado tem atuado preventivamente no sentido de conhecer seus recursos e reservas
naturais. A implantação do Plano Energético Estadual pela CEMIG em 1993, permitiu
estabelecer uma política energética para o Estado, baseado em informações de consumo,
produção, importação e exportação de energia. As conclusões apontaram a necessidade de
incorporação de novas políticas energéticas no Estado a curto e médio prazo. Dentre as
ações mais importantes destacamos: a introdução do gás natural na matriz energética
estadual, nos setores industrial e transporte; a conservação de energia através do aumento
da eficiência nos processos de produção, transformação e uso de energéticos; e o aumento
da oferta de energia elétrica através da cogeração em setores industriais, com
aproveitamento de combustíveis residuais.
Outra variável de indiscutível importância em Minas Gerais, refere-se à construção de
gasodutos interligando as principais cidades, representando uma contribuição significativa
à produção de energia elétrica. Historicamente, o Estado que utiliza energia hidráulica,
0100020003000400050006000700080009000
2000 2010Ano
Con
sum
o (x
10³
tE
P)
Siderurgia
Cimento
Papel e Celulose
Alimentos e Bebidas
Ferro-Gusa
Capítulo 2 – Panorama Energético Nacional e Cogeração 14
lenha e carvão mineral, vem se adaptando ao novo contexto, impulsionado pela
disponibilização do gás natural oriundo da Bolívia. De acordo com a GASMIG, Minas
Gerais tem um potencial de 13,2 milhões de m³/dia, estando atualmente contratados 940
mil m³/dia.
O parque industrial necessita de amparo técnico nas tomadas de decisão quanto à correta
utilização desse potencial, definindo equipamentos e configurações para obtenção do
máximo rendimento. A instalação de plantas termelétricas e a adaptação de empresas aos
sistemas de cogeração tendem a crescer, ampliando a oferta energética no Estado.
2.3 Cogeração
Estudos realizados em relação à produção de energia têm resultado em soluções diversas,
que somente agora são redescobertas. É o caso da cogeração, uma tecnologia antiga,
aplicada em diversos países, com recursos naturais escassos ou preocupação ambiental,
mas de atuação ainda acanhada no Brasil. A cogeração, que corresponde à produção
simultânea de diferentes formas de energia útil, como as eletromecânica e térmica, a partir
de uma única fonte primária, pode ser uma alternativa viável e interessante para
complementar o suprimento da demanda energética brasileira.
Em relação aos processos convencionais de produção de energia elétrica e calor, as
vantagens do uso da cogeração são grandes. A combinação de produção de eletricidade à
energia térmica elimina grande parte da energia desperdiçada, e a conseqüente diminuição
dos gases prejudiciais ao meio ambiente, como os compostos de NOX e o SOX. A expansão
dessa tecnologia no Brasil pode adequá-lo às políticas ambientais globais, evitando
restrições de financiamentos, que atingem países que atuam em desacordo com os padrões
internacionais de controle ambiental.
Os sistemas de cogeração possuem características particulares quanto à configuração e
aplicação. Fatores técnicos, legislativos, ambientais e econômicos são variáveis
determinantes na opção por um ou outro sistema de cogeração. De modo genérico
podemos enumerar como principais vantagens do uso da cogeração:
Capítulo 2 – Panorama Energético Nacional e Cogeração 15
1. Aumento na eficiência global do sistema;
2. Melhora na disponibilidade e confiabilidade energética;
3. Investimentos baixos quando comparados a sistemas convencionais de produção de
energia;
4. Emprego de combustíveis alternativos como gás natural, biomassa e combustíveis
sólidos e líquidos, muitas vezes oriundos do próprio processo industrial;
5. Redução dos impactos ambientais, com baixos índices de emissão de SOX e CO2;
6. Prazo de implantação reduzido;
7. Redução nos gastos com transmissão, já que as plantas de cogeração ficam
normalmente instaladas próximas ao consumidor final.
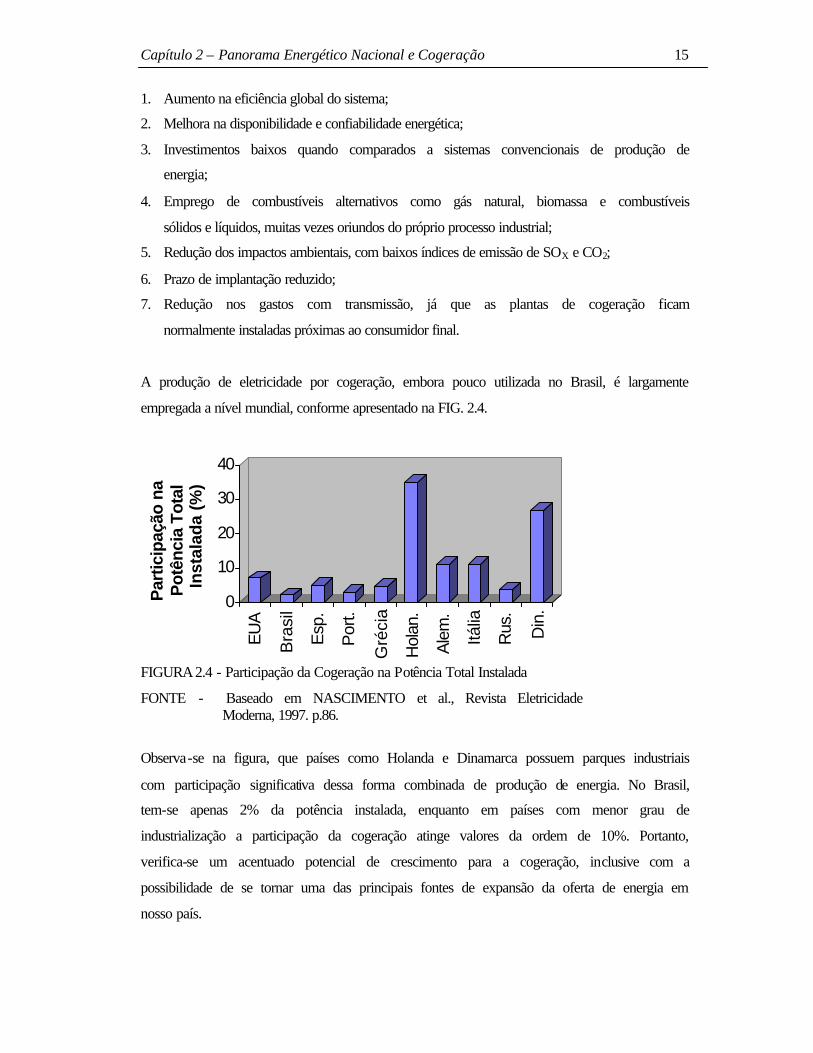
A produção de eletricidade por cogeração, embora pouco utilizada no Brasil, é largamente
empregada a nível mundial, conforme apresentado na FIG. 2.4.
FIGURA 2.4 - Participação da Cogeração na Potência Total Instalada
FONTE - Baseado em NASCIMENTO et al., Revista Eletricidade Moderna, 1997. p.86.
Observa-se na figura, que países como Holanda e Dinamarca possuem parques industriais
com participação significativa dessa forma combinada de produção de energia. No Brasil,
tem-se apenas 2% da potência instalada, enquanto em países com menor grau de
industrialização a participação da cogeração atinge valores da ordem de 10%. Portanto,
verifica-se um acentuado potencial de crescimento para a cogeração, inclusive com a
possibilidade de se tornar uma das principais fontes de expansão da oferta de energia em
nosso país.
0
10
20
30
40
Par
ticip
ação
na
Po
tên
cia
To
tal
Inst
alad
a (%
)
EU
A
Bra
sil
Esp
.
Por
t.
Gré
cia
Hol
an.
Ale
m.
Itália
Rus
.
Din
.
Capítulo 2 – Panorama Energético Nacional e Cogeração 16
A cogeração ainda é considerada uma forma de geração marginal, e pode ser incorporada
ao planejamento do sistema elétrico nacional conforme a demanda por eletricidade
apresente forte tendência de crescimento, diante da escassez dos recursos disponíveis para
o financiamento de novas unidades de geração de energia elétrica.
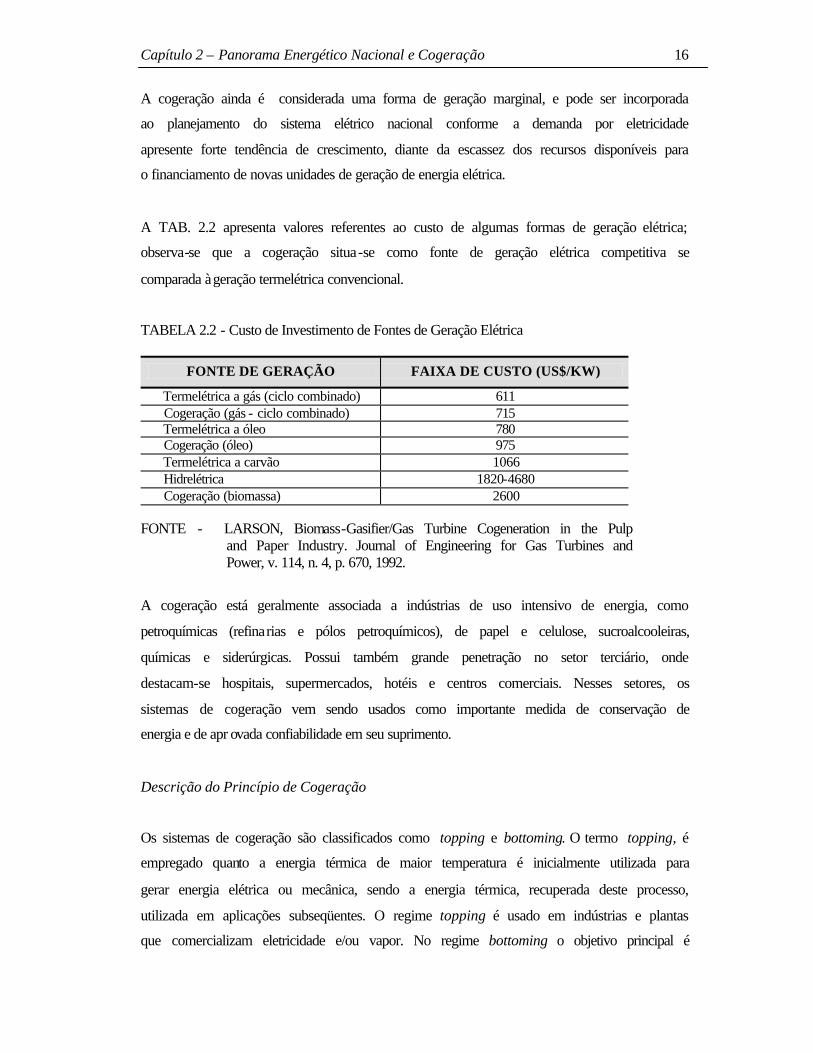
A TAB. 2.2 apresenta valores referentes ao custo de algumas formas de geração elétrica;
observa-se que a cogeração situa-se como fonte de geração elétrica competitiva se
comparada à geração termelétrica convencional.
TABELA 2.2 - Custo de Investimento de Fontes de Geração Elétrica
FONTE DE GERAÇÃO FAIXA DE CUSTO (US$/KW)
Termelétrica a gás (ciclo combinado) 611 Cogeração (gás - ciclo combinado) 715 Termelétrica a óleo 780 Cogeração (óleo) 975 Termelétrica a carvão 1066 Hidrelétrica 1820-4680 Cogeração (biomassa) 2600
FONTE - LARSON, Biomass-Gasifier/Gas Turbine Cogeneration in the Pulp and Paper Industry. Journal of Engineering for Gas Turbines and Power, v. 114, n. 4, p. 670, 1992.
A cogeração está geralmente associada a indústrias de uso intensivo de energia, como
petroquímicas (refinarias e pólos petroquímicos), de papel e celulose, sucroalcooleiras,
químicas e siderúrgicas. Possui também grande penetração no setor terciário, onde
destacam-se hospitais, supermercados, hotéis e centros comerciais. Nesses setores, os
sistemas de cogeração vem sendo usados como importante medida de conservação de
energia e de apr ovada confiabilidade em seu suprimento.
Descrição do Princípio de Cogeração
Os sistemas de cogeração são classificados como topping e bottoming. O termo topping, é
empregado quanto a energia térmica de maior temperatura é inicialmente utilizada para
gerar energia elétrica ou mecânica, sendo a energia térmica, recuperada deste processo,
utilizada em aplicações subseqüentes. O regime topping é usado em indústrias e plantas
que comercializam eletricidade e/ou vapor. No regime bottoming o objetivo principal é

Capítulo 2 – Panorama Energético Nacional e Cogeração 17
gerar vapor para o processo, sendo o vapor recuperado utilizado na geração de eletricidade.
A FIG. 2.5, apresenta um Ciclo Rankine em regime bottoming.
FIGURA 2.5 - Ciclo Rankine em Regime Bottoming
Normalmente, a cogeração está associada a processos industriais que exigem altos níveis
de temperatura. Uma central de cogeração apresenta máquinas térmicas semelhantes às
utilizadas em uma central de utilidades, gerando vapor e energia elétrica de forma
independente. A grande distinção presente entre estas duas formas de geração consiste,
basicamente, na caracterização do uso da energia utilizada para atendimento às demandas
apresentadas pela empresa ou população.
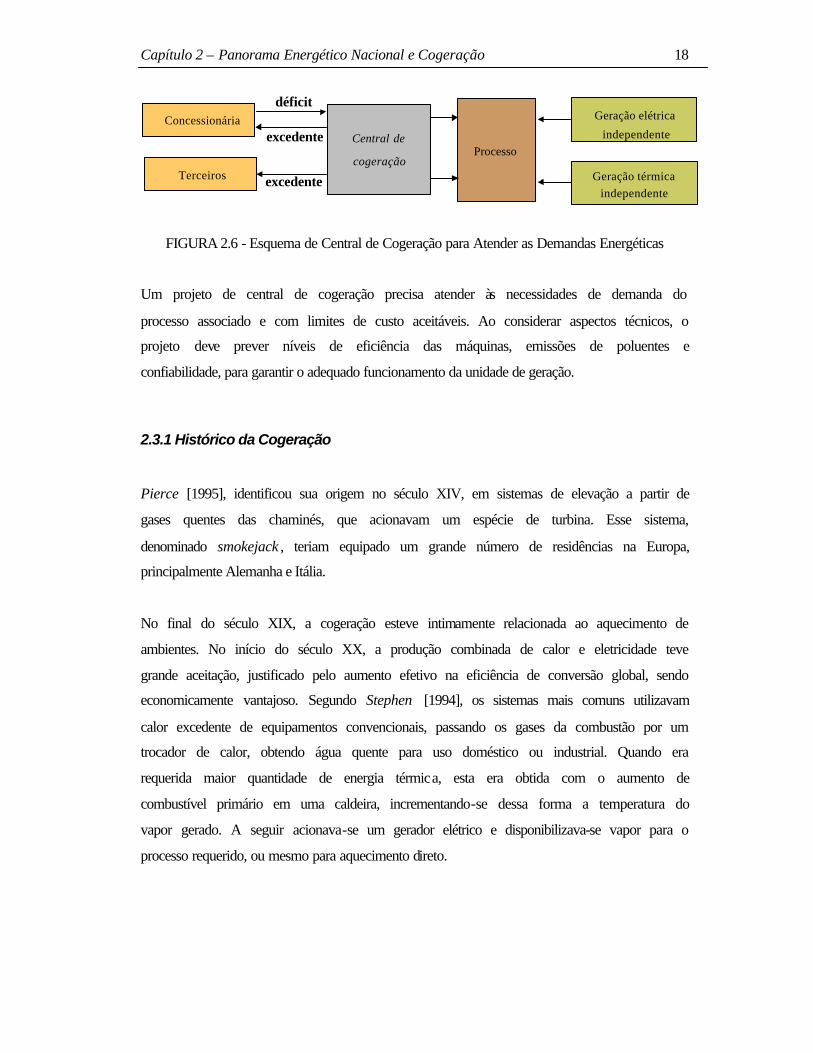
O esquema básico para atender as demandas por meio de centrais de cogeração deve estar
conectado a sistemas independentes de geração eletromecânica, à concessionária de
energia elétrica local e a caldeiras auxiliares, objetivando aumentar a confiabilidade de
geração térmica e elétrica. Conforme a nova legislação brasileira para o setor energético,
os excedentes elétricos podem, ainda, ser comercializados a terceiros ou concessionárias. A
FIG. 2.6 apresenta um esquema ilustrativo dessa conexão.
Calor
Vapor
Caldeira TV
Processo industrial
Condensador C
Energia Elétrica
Capítulo 2 – Panorama Energético Nacional e Cogeração 18
FIGURA 2.6 - Esquema de Central de Cogeração para Atender as Demandas Energéticas
Um projeto de central de cogeração precisa atender às necessidades de demanda do
processo associado e com limites de custo aceitáveis. Ao considerar aspectos técnicos, o
projeto deve prever níveis de eficiência das máquinas, emissões de poluentes e
confiabilidade, para garantir o adequado funcionamento da unidade de geração.
2.3.1 Histórico da Cogeração Pierce [1995], identificou sua origem no século XIV, em sistemas de elevação a partir de
gases quentes das chaminés, que acionavam um espécie de turbina. Esse sistema,
denominado smokejack , teriam equipado um grande número de residências na Europa,
principalmente Alemanha e Itália.
No final do século XIX, a cogeração esteve intimamente relacionada ao aquecimento de
ambientes. No início do século XX, a produção combinada de calor e eletricidade teve
grande aceitação, justificado pelo aumento efetivo na eficiência de conversão global, sendo
economicamente vantajoso. Segundo Stephen [1994], os sistemas mais comuns utilizavam
calor excedente de equipamentos convencionais, passando os gases da combustão por um
trocador de calor, obtendo água quente para uso doméstico ou industrial. Quando era
requerida maior quantidade de energia térmica, esta era obtida com o aumento de
combustível primário em uma caldeira, incrementando-se dessa forma a temperatura do
vapor gerado. A seguir acionava-se um gerador elétrico e disponibilizava-se vapor para o
processo requerido, ou mesmo para aquecimento direto.
Central de
cogeraçãoProcesso
Geração elétrica
independenteConcessionária
Geração térmicaindependente
excedente
déficit
Terceiros
excedente

Capítulo 2 – Panorama Energético Nacional e Cogeração 19
Várias eram as configurações utilizadas para atender energeticamente processos
residenciais e industriais. O uso de turbinas de múltiplos estágios ou extração intermediária
já eram técnicas empregadas no início do século.
Nesta época ainda não existiam grandes centrais provedoras de energia, sendo comum que
consumidores de médio e grande porte instalassem suas próprias centrais geradoras. Esse
panorama estendeu-se até a década de 40, quando os sistemas de cogeração chegaram a
representar 50% de toda energia elétrica gerada nos EUA.
O surgimento de um grande número de centrais elétricas permitiu a produção de energia
barata e abundante, fator que levou a uma queda acentuada no número de sistemas de
cogeração, chegando, no início da década de 70, a 3% de participação no mercado dos
Estados Unidos.
Este panorama começou a mudar precisamente no ano de 1973, quando ocorreu a primeira
crise do petróleo. A partir desse ano, vários países iniciaram suas pesquisas na busca de
fontes energéticas alternativas que viessem a suprir a demanda. Algumas formas de energia
como a solar e a eólica mostravam-se tecnicamente viáveis, embora limitadas por custos e
operacionalização intermitente.
A partir de 1978, quando aconteceu a segunda crise do petróleo, a cogeração se fortaleceu.
Na Europa foram implementados centenas de projetos, destacando-se países como
Dinamarca, Holanda, Itália e Alemanha. Nos Estados Unidos foi editado o National
Energy Act - NEA, composto de cinco blocos independentes. Dentre estes destaca-se o
Power Utilities Regulatory Policies Act - PURPA, legislação que restringiu o monopólio
aos segmentos de transmissão e distribuição elétrica, incentivando a geração
descentralizada, principalmente a cogeração.
2.3.2 Gás Natural e a Cogeração O uso de gás natural no Brasil foi iniciado na década de 40, devido às primeiras
descobertas de petróleo e aos esforços para evitar a queima do produto, disponibilizando-o

Capítulo 2 – Panorama Energético Nacional e Cogeração 20
a terceiros. Estes utilizavam o gás como combustível, por exemplo, nas indústrias têxteis,
e de cerâmica do Recôncavo Baiano.
O gás natural é apontado como excelente combustível para uso em sistemas de cogeração,
devido às suas características termodinâmicas, ao elevado poder calorífico e
disponibilidade atuais; além dos aspectos ambientais, por suas baixas taxas de emissão de
resíduos na atmosfera. Além disso, o uso do gás natural contribui para promover o
desenvolvimento tecnológico do setor energético nacional, favorecendo os processos de
racionalização de energia, além de incentivar a modernização produtiva da economia
brasileira.
Segundo informações da Revista Brasil Energia [1998], no ano 2000 estariam disponíveis
57,5 milhões m3/dia de gás, sendo 30 milhões oriundos da Bolívia, se for de interesse de
Brasil e Bolívia, 2,5 da Argentina e 25 do Brasil. De acordo com a Revista Economia &
Energia [2000], de julho a dezembro de 1999 o gasoduto Bolívia -Brasil transportou
aproximadamente dois milhões de m³/dia. A TBG -Transportadora Brasileira Gasoduto
Bolívia-Brasil S.A., possui contratos de transporte com a PETROBRAS, que projetam um
volume transportado de até 9,1 milhões de m3/dia em 2000. A capacidade máxima do
projeto, de 30 milhões de m³/dia, deverá ser atingida em 2004.
Estes números requerem atenção especial por parte do governo e de investidores, no intuito
de empregar esse potencial em projetos para crescimento industrial e econômico do país.
Torna-se necessária a revisão dos processos disponíveis para proposição de soluções que
visem melhor eficiência na utilização deste recurso frente à aplicação pretendida.
Equipamentos para geração de energia, como as turbinas a gás, têm sido difundidos em
instalações que necessitam de calor residual para o processo ou grande quantidade de
eletricidade, obtidos em sistemas de cogeração que dispõem de gás natural. Estes
equipamentos permitem diversas configurações e níveis de potência, adequando-se às
necessidades de cada indústria avaliada. Como o gás natural é um combustível alternativo,
pouco poluente, que permite grande flexibilidade nas instalações, seu uso torna-se bastante
atrativo.

Capítulo 2 – Panorama Energético Nacional e Cogeração 21
2.3.3 Legislação Nacional
Outro fator preponderante na atratividade de sistemas utilizando cogeração, é a legislação
em vigor no Brasil. Em diversos países, a legislação tem tornado a cogeração interessante
para os autoprodutores, com bons preços de venda de excedentes. Como exemplo,
podermos citar os EUA, onde a publicação da lei PURPA de 1978 impôs às
concessionárias a compra de energia de cogeradores e pequenos produtores qualificados,
criando grandes perspectivas para o crescimento da cogeração.
A legislação do setor elétrico brasileiro, no que diz respeito à atividade da cogeração,
começou a dar os primeiros passos a partir do Decreto-lei n. 1872, de 21 de maio de 1981,
que dispôs sobre a aquisição, pelos concessionários, de energia elétrica excedente dos
autoprodutores. A portaria DNAEE (Departamento Nacional de Águas e Energia Elétrica)
246/88 regulamenta a aquisição de excedentes e introduz a figura da cogeração.
A portaria nº 95 do DNAEE, de junho de 89, autorizou os concessionários de serviço
público de energia elétrica, integrantes do sistema interligados, a adquirir energia elétrica
excedente de autoprodutores
A cogeração teve novo impulso no Decreto 915/93, que autorizou a formação de
consórcios, permitindo uma maior flexibilidade na composição da figura do autoprodutor e
assegurando maiores facilidades na implantação de novas usinas. Esse decreto estabelece a
comercialização de excedentes com concessionários públicos de energia elétrica, sendo
vedada, portanto, a comercialização ou cessão a terceiros.
A criação do SINTREL (Sistema Nacional de Transmissão de Energia Elétrica), pelo
decreto 1009, de dezembro de 93, garantiu a transmissão de energia entre as fontes de
geração, propiciando a integração da malha básica de transmissão entre os sistemas
interligados da região sul, sudeste, centro-oeste e norte/nordeste.
A lei 8997de fevereiro de 95, disposta sobre o regime de concessão e permissão de
serviços públicos previsto no artigo 175 da Constituição Federal, definiu critérios gerais
para o regime de concessões e permissões da prestação de serviços públicos.
Capítulo 2 – Panorama Energético Nacional e Cogeração 22
Um grande avanço na legislação do setor elétrico se deu com a lei 9074/jul.95. Esta lei tem
como pontos mais importantes:
• introdução da figura da rede básica;
• definição das opções de compra de energia elétrica por parte dos consumidores,
criando um mercado livre;
• garantia de livre acesso aos sistemas de transmissão e distribuição;
• dispensa de concessão, permissão ou autorização das instalações termelétricas, de
uso dos autoprodutores, até 5 MW, sendo entretanto necessária uma comunicação
ao poder concedente.
Em setembro/96, o decreto 2003 veio regulamentar as atividades do produtor independente
de energia (PIE) e autoprodutor. O PIE é definido pela legislação como “a pessoa jurídica
ou empresas reunidas em consórcio que recebam concessão ou autorização do poder
concedente, para produzir energia elétrica destinada ao comércio de toda ou parte da
energia produzida, por sua conta e risco.” Ele está autorizado a comercializar potência e/ou
energia com:
• Concessionário ou permissionário de serviço público de energia elétrica;
• Consumidores de energia elétrica nas condições estabelecidas em legislação;
• Consumidores de energia elétrica integrantes de complexo industrial ou comercial
aos quais forneça vapor ou outro insumo oriundo de processo de cogeração;
• Conjunto de consumidores de energia elétrica, independentemente de tensão e
carga, nas condições previamente ajustadas com o concessionário local de
distribuição.
O autoprodutor produz energia elétrica destinada ao seu uso exclusivo, com excedentes ou
sem excedentes. No primeiro caso o autoprodutor produz energia elétrica além de suas
próprias necessidades, podendo vender a energia elétrica excedente, e no segundo ele
produz energia elétrica que é totalmente consumida nas suas instalações.
A definição por uma determinada categoria deve ser feita com base nas necessidades
energéticas atuais e de expansão da empresa, custo específico da energia cogerada e tarifas
para comercialização de excedentes. Enfim, um compromisso entre critérios técnicos e

Capítulo 2 – Panorama Energético Nacional e Cogeração 23
econômicos, onde os aspectos ambientais discutidos a seguir, vêm ganhando cada ver mais
importância.
2.3.4 Impactos Ambientais
O novo panorama mundial, referente à situação ambiental, tem levado o homem a repensar
sua prática na produção de energia. Diversos grupos em todo o mundo têm discutido sobre
poluição e mudanças no clima causadas pela queima de combustíveis fósseis para geração
de energia. Dessas discussões surgem temas como eficiência energética, poluição,
depreciação dos recursos naturais, combustível limpo, efeito estufa, fontes renováveis, e
outras, exigindo a adoção da consciência ecológica por parte das empresas e da sociedade.
Dentre as diversas variáveis, a eficiência energética é uma das maneiras mais viáveis de se
produzir energia, em suas várias formas, sob os nomes de conservação, - através da
contenção dos desperdícios, novos processos de produção e postura cultural -
racionalização e cogeração. Os programas de conservação de energia têm sido
reconhecidos como medidas mitigadoras dos índices de déficit de suprimento de energia,
mas devem ser tratados como opção preferencial à elevação dos níveis de oferta.
As mudanças no clima, causados pelo aquecimento do planeta, pode impedir avanços na
busca do desenvolvimento sustentável. Isso representa altos custos na economia, colocando
comunidades em risco, onde todas são dependentes de fontes naturais. Para tratar desses
temas foram realizadas conferências em diversos países. Na Conferência do Clima de
1995, em Berlim, os governos concordaram que "não foram adequadas" as medidas
tomadas no sentido de tentar a redução das emissões de gases que provocam o efeito
estufa. A Conferência do Clima de 1996, em Genebra, concluiu com a declaração em que
os países "se comprometem a negociar a redução do uso de gases responsáveis pelo efeito
estufa". No ano de 1998, em Kyoto, Japão, uma conferência com a participação de 160
países, teve como resultado dos trabalhos o Protocolo de Kyoto , que estabelece um acordo
entre países de redução na emissão de gases de efeito estufa para 5,2% entre 2008 e 2012.
Os passos que os governos têm dado no sentido de coibir os danos causados pelo efeito
estufa ainda são tímidos, sendo necessária uma revisão de todas as formas de produção e
consumo de energia.
Capítulo 2 – Panorama Energético Nacional e Cogeração 24
O prejuízo ambiental causado pelos gases de exaustão, especialmente em relação ao
aquecimento global, tem influenciado novos projetos de plantas de potência. O
combustível, formado em grande parte pelo carbono e hidrogênio (C e H), é misturado a
um comburente, produzindo a combustão. Dessa combustão são originados os compostos
de NOX, devido a presença de nitrogênio (ar) e SOX, devido ao enxofre contido nos
combustíveis, além de CO, CO2, partículas, CH4, e outros. Em decorrência da combustão
são produzidos rejeitos e subprodutos, que afetam o meio ambiente. Para controlar as
emissões de efluentes são utilizados desde filtros e desulfurizadores até precipitadores
eletrostáticos.
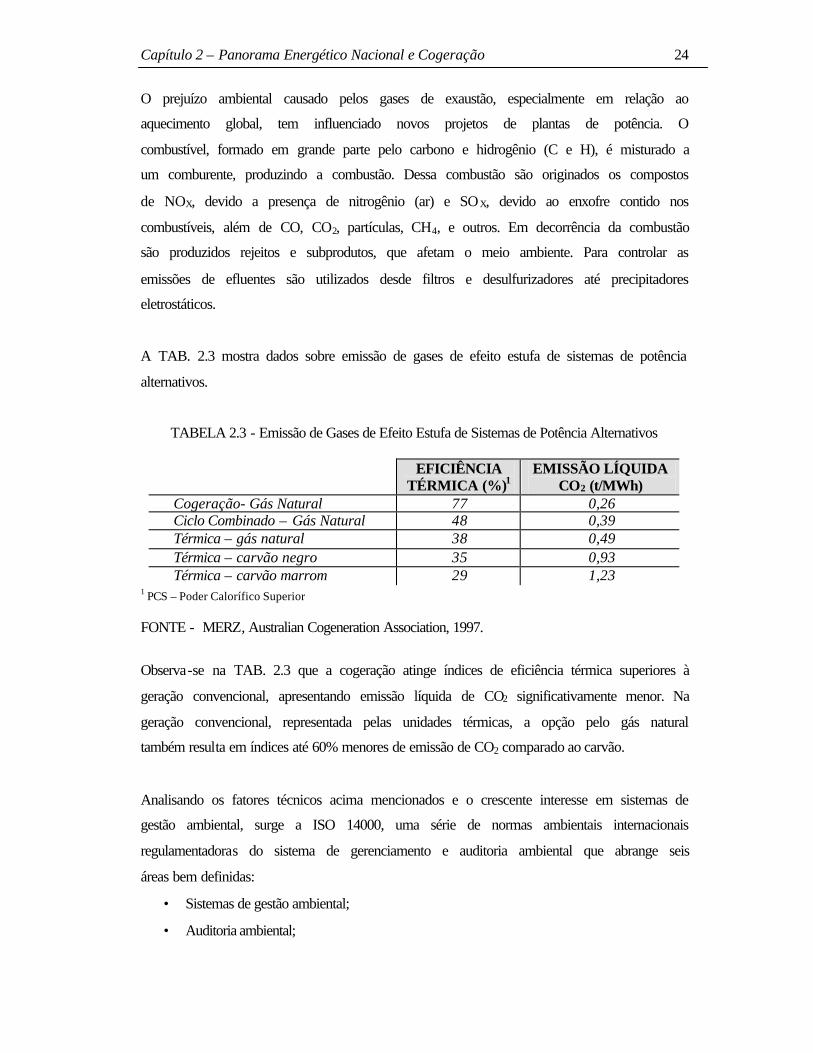
A TAB. 2.3 mostra dados sobre emissão de gases de efeito estufa de sistemas de potência
alternativos.
TABELA 2.3 - Emissão de Gases de Efeito Estufa de Sistemas de Potência Alternativos
EFICIÊNCIA TÉRMICA (%)1
EMISSÃO LÍQUIDA CO2 (t/MWh)
Cogeração- Gás Natural 77 0,26 Ciclo Combinado – Gás Natural 48 0,39 Térmica – gás natural 38 0,49 Térmica – carvão negro 35 0,93 Térmica – carvão marrom 29 1,23
1 PCS – Poder Calorífico Superior
FONTE - MERZ, Australian Cogeneration Association, 1997.
Observa-se na TAB. 2.3 que a cogeração atinge índices de eficiência térmica superiores à
geração convencional, apresentando emissão líquida de CO2 significativamente menor. Na
geração convencional, representada pelas unidades térmicas, a opção pelo gás natural
também resulta em índices até 60% menores de emissão de CO2 comparado ao carvão.
Analisando os fatores técnicos acima mencionados e o crescente interesse em sistemas de
gestão ambiental, surge a ISO 14000, uma série de normas ambientais internacionais
regulamentadoras do sistema de gerenciamento e auditoria ambiental que abrange seis
áreas bem definidas:
• Sistemas de gestão ambiental;
• Auditoria ambiental;
Capítulo 2 – Panorama Energético Nacional e Cogeração 25
• Indicadores de desempenho ambiental;
• Classificação e rotulagem ambiental;
• Aspectos ambientais em normas de produtos;
• Análise de ciclo de vida do produto.
A aplicação dessas normas se torna uma ferramenta aliada das empresas para
reconhecimento e projeção nacional e internacional, de grande peso nas relações
comerciais atuais.
No Brasil, a ABNT (Associação Brasileira de Normas Técnicas) desenvolve o rótulo
ecológico - Qualidade Ambiental - conforme os conceitos básicos do projeto de norma ISO
14024 (Rótulos e Declarações Ambientais). Atualmente em fase experimental, esse rótulo
objetiva “promover a redução dos impactos ambientais negativos relacionados a produtos e
serviços, através da conscientização de fabricantes, consumidores e instituições públicas
sobre a vantagem de adotar produtos que causem o menor impacto ambiental possível
durante o seu ciclo de vida...”
2.4 Conclusões
A análise do panorama energético brasileiro aponta uma grande necessidade de
investimentos no setor de geração de energia elétrica. O governo federal tem feito esforços
para atender a demanda nacional, seja através de programas de economia e eficiência
energética, ou pela importação do gás natural, sendo necessário, entretanto, o
desenvolvimento e disponibilização de tecnologias consolidadas e dominadas. É preciso
adotar uma postura política que incentive a cogeração em todos os setores produtivos,
favorecendo os autoprodutores e investidores que possuem projetos baseados na
eficientização energética.
Nesse contexto, a cogeração surge como uma alternativa viável, com altos índices de
eficiência e produtividade. A implantação da cogeração na indústria nacional representa,
entre outras vantagens, aumento na eficiência energética, redução de impactos ambientais,
confiabilidade e baixos custos de instalação, fatores que conferem grande atratividade a
essa forma de produção energética.

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 26
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da
Cogeração
Neste capítulo são apresentados, inicialmente, os conceitos fundamentais da
Termodinâmica referentes à Primeira Lei da Termodinâmica. Estes conceitos estão
amplamente disponíveis na literatura e foram incorporados a esse texto com o objetivo de
introduzir e padronizar a nomenclatura adotada.
A seguir, são apresentados os ciclos de turbinas a gás e a vapor, além dos principais
equipamentos empregados em sistemas de cogeração, com suas respectivas características
operacionais.
3.1 A Primeira Lei da Termodinâmica
A Primeira Lei da Termodinâmica ou Princípio da Conservação de Energia, trata das trocas
energéticas entre o fluido de trabalho e a vizinhança, que ocorrem na forma de calor (Q) e
trabalho (W). Aplicada para um ciclo, pode-se escrever que:
WQ ∫∫ δ=δ (3.1)
onde a diferencial inexata (δ) é usada para evidenciar que calor e trabalho são funções de
linha, pois dependem dos processos termodinâmicos.
A Primeira Lei da Termodinâmica, aplicada a processos em regime permanente, é escrita
na forma
∑∑ ++−++=− )epech(m)epech(mWQ EEEESSSS &&&& (3.2)
Onde:
W& : potência de eixo;
Q& : taxa de transferência de calor;

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 27
m& : vazão mássica;
Os subscritos E e S representam, respectivamente, as condições de entrada e saída de cada
equipamento. Desprezando as variações das energias cinética e potencial, a equação geral
3.2 se reduz a
EESS hmhmWQ ∑∑ −=− &&&& (3.3)
que representa, na indústria, o balanço de energia dos diversos equipamentos, permitindo,
inclusive, avaliação de eventuais perdas térmicas. Neste trabalho, não se contempla
qualquer consideração sobre a disponibilidade da energia, análise restrita à Segunda Lei da
Termodinâmica.
3.2 Ciclo Rankine
3.2.1 Ciclo Ideal
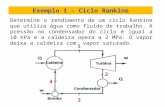
O Ciclo Rankine, apresentado na FIG. 3.1, é utilizado para representar uma unidade motora
simples a vapor e consiste, basicamente, de quatro processos: dois isobáricos e dois
isoentrópicos. Na caldeira, onde ocorre queima de combustível, é fornecido calor ao
líquido, transformando-o em vapor à saída. Este vapor se expande na turbina a vapor (TV),
gerando potência para acionar, por exemplo, um gerador elétrico.
FIGURA 3.1 – Ciclo Rankine
Condensador
Líquido
Calor entra
Vapor
Bomba
Caldeira TV
4
2
3
1
Água de refrigeração C
W&

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 28
No Ciclo Rankine Ideal, não se consideram perdas por irreversibilidades internas como
atrito e perda de carga, além de serem desprezíveis as variações de energia potencial e
cinética do fluido. A FIG. 3.2 mostra o diagrama de temperatura x entropia para o ciclo
ideal.
FIGURA 3.2 - Diagrama T x s para o Ciclo Rankine Ideal Os processos de transferência de calor na caldeira (2-3 ou 2-3’) e condensador (4-1 ou 4’-
1) são isobáricos. Os estados 3 e 3' representam o estado termodinâmico do vapor à saída
da caldeira como vapor saturado e superaquecido, respectivamente. Tais estados definirão
o título do vapor à saída da turbina, considerada isoentrópica assim como o processo.
O título do vapor é definido como a razão entre a massa de vapor e a massa total da
mistura. Burghardt [1982] recomenda que seu valor seja superior a 85% para se evitar
corrosão e erosão nas palhetas da turbina, prolongando a vida útil e desempenho do
equipamento. Portanto, verifica-se que é desejável o superaquecimento do vapor à saída da
caldeira para garantir valores elevados de seu título.
Em analogia ao Ciclo de Carnot, o rendimento do Ciclo Rankine Ideal é definido pela
relação entre temperaturas médias em que o calor é rejeitado (Tmin) e fornecido (Tmax).
Assim,
max
minCR
T
T1−=η (3.4)
Palta
Pbaixa
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 29
Constata-se que o rendimento cresce com a redução da temperatura média no condensador,
limitada pelas condições ambientais, ou com o aumento da temperatura à saída da caldeira.
Em aplicações práticas essa temperatura é limitada a 550º C, devido a problemas
metalúrgicos.
Pela 1ª Lei da Termodinâmica, o rendimento do ciclo de potência é dado por
)hh(m
WW
Q
W
ES
bTV
entra
líq
−−
==η&&
& (3.5)
Onde:
T VW& : potência gerada pela turbina a vapor [kW];
bW& : potência consumida pela bomba [kW];
entraQ& : taxa de transferência de calor na caldeira.
O limite comercial da eficiência do Ciclo Rankine é da ordem de 40%.
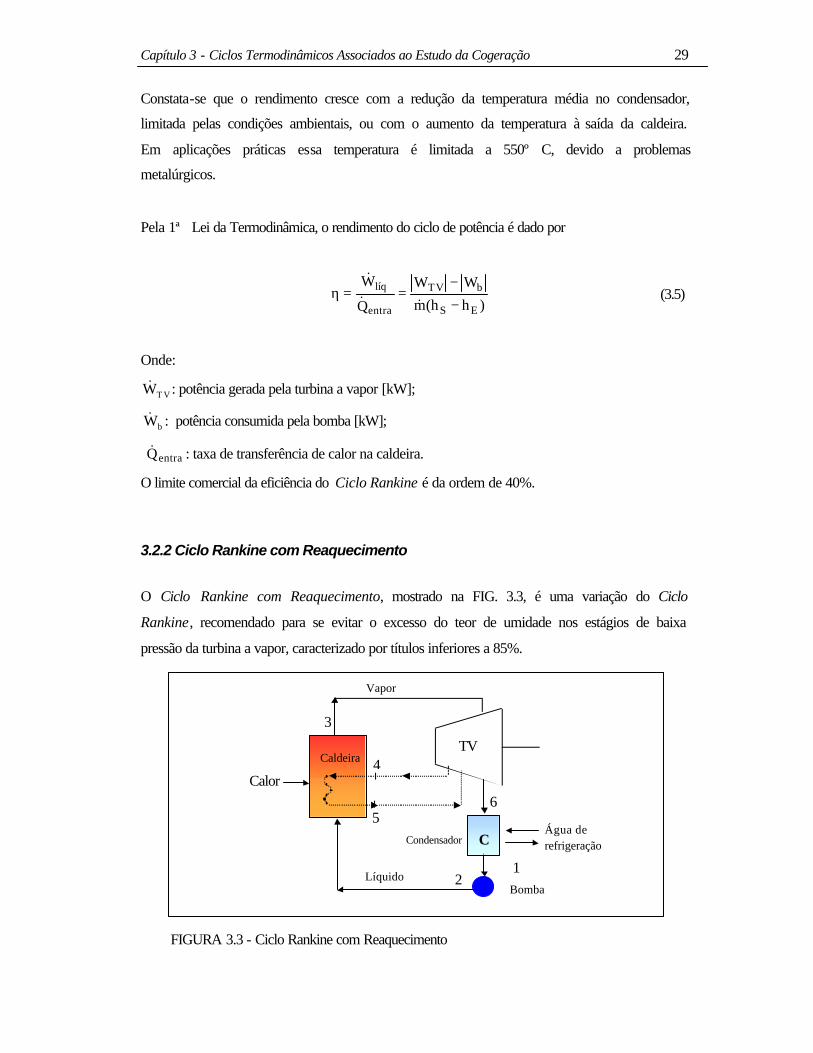
3.2.2 Ciclo Rankine com Reaquecimento
O Ciclo Rankine com Reaquecimento, mostrado na FIG. 3.3, é uma variação do Ciclo
Rankine, recomendado para se evitar o excesso do teor de umidade nos estágios de baixa
pressão da turbina a vapor, caracterizado por títulos inferiores a 85%.
FIGURA 3.3 - Ciclo Rankine com Reaquecimento
Condensador
Líquido
Calor entra
Vapor
Bomba
Caldeira TV
6
2
3
1
Água de refrigeração
4
5
C

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 30
3.2.3 Ciclo Regenerativo com Aquecedor de Água de Alimentação
O Ciclo Rankine Regenerativo com Aquecedor de Água de Alimentação de Contato Direto
ou Câmara de Mistura, apresentado na FIG. 3.4, é recomendado em aplicações onde
ocorrem acentuadas variações diurnas ou sazonais na demanda de potência produzida pela
turbina a vapor. Este ciclo envolve a extração de uma fração do vapor (y) parcialmente
expandido na turbina. O aquecedor de água de alimentação de contato direto promove a
mistura dos fluidos efluentes da extração (estado 6) e do bombeamento (estado 2).
FIGURA 3.4 – Ciclo Regenerativo com Aquecedor de Água de Alimentação
A vazão mássica de vapor a ser extraída da turbina a vapor, é definida pelos balanços de
massa e energia de modo a ter-se, pelo menos, líquido saturado à entrada da bomba 2. A
partir do balanço de massa na câmara de mistura, que opera em regime permanente, tem-
se:
326 mmm &&& =+ (3.6)
Aplicando-se a equação 3.3 para o processo de mistura, considerado adiabático, tem-se:
662233 hmhmhm &&& += (3.7)
Resolvendo-se o sistema formado pelas equações 3.7 e 3.8 obtêm-se a fração da massa
extraída da turbina a vapor da FIG. 3.4, onde:
C Condensador
Calor entra
Bomba 1
Caldeira
Turbina a vapor
6
2 3
1
4
5
7
Aquecedor da água de alimentação
y
Bomba 2
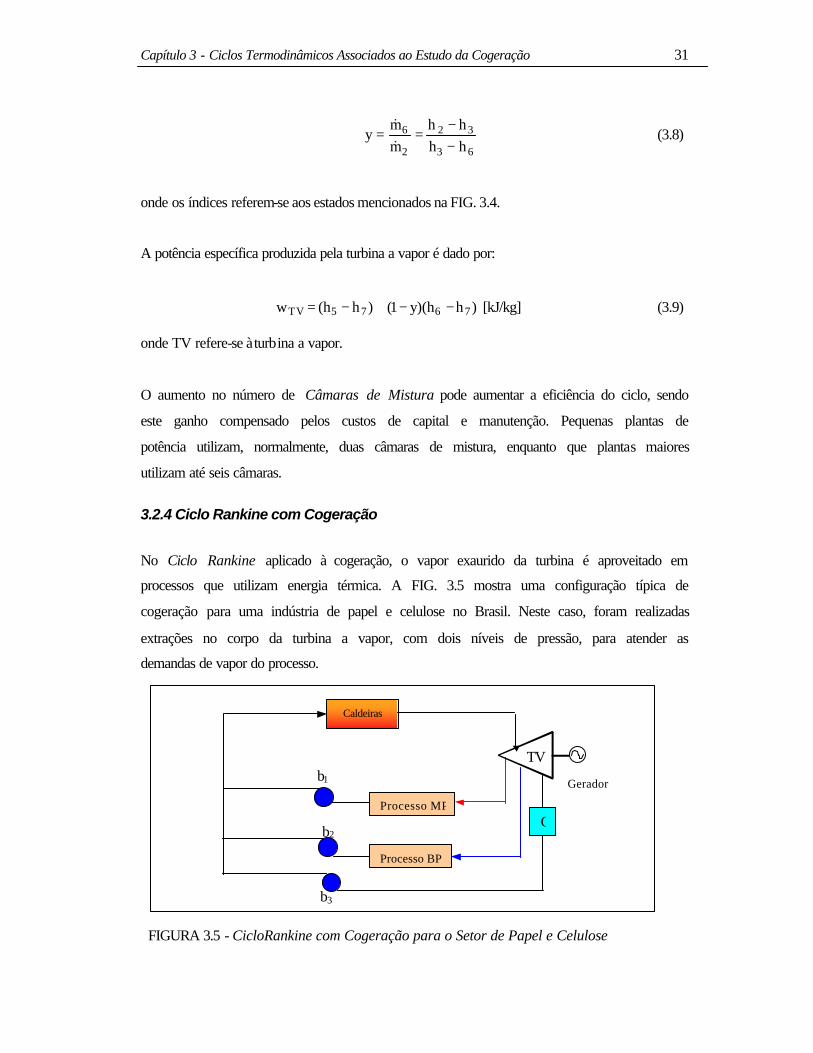
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 31
63
32
2
6
hh
hh
m
my
−−
==&
& (3.8)
onde os índices referem-se aos estados mencionados na FIG. 3.4.
A potência específica produzida pela turbina a vapor é dado por:
)hh)(y1()hh(w 7675TV −−+−= [kJ/kg] (3.9)
onde TV refere-se à turbina a vapor.
O aumento no número de Câmaras de Mistura pode aumentar a eficiência do ciclo, sendo
este ganho compensado pelos custos de capital e manutenção. Pequenas plantas de
potência utilizam, normalmente, duas câmaras de mistura, enquanto que plantas maiores
utilizam até seis câmaras.
3.2.4 Ciclo Rankine com Cogeração
No Ciclo Rankine aplicado à cogeração, o vapor exaurido da turbina é aproveitado em
processos que utilizam energia térmica. A FIG. 3.5 mostra uma configuração típica de
cogeração para uma indústria de papel e celulose no Brasil. Neste caso, foram realizadas
extrações no corpo da turbina a vapor, com dois níveis de pressão, para atender as
demandas de vapor do processo.
FIGURA 3.5 - CicloRankine com Cogeração para o Setor de Papel e Celulose
TV
Caldeiras
b3
b2
b1
Processo MP
Processo BP
Gerador
C

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 32
Neste caso, define-se o rendimento do ciclo com cogeração como:
comb
ocPrBTV
Q
QWW
&
&&& +−=η (3.10)
Onde:
TVW& : potência produzida pela turbina a vapor;
bW& : potência consumida pelas bombas;
ocPrQ& : taxa de transferência de calor disponível para processos industriais à média e baixa
pressão, MP e BP, respectivamente;
CombQ& : taxa de transferência de calor fornecido pelo combustível nas caldeiras.
3.3 Equipamentos Térmicos e as Leis da Termodinâmica
Para composição de sistemas de cogeração, a escolha de equipamentos adequados é
preponderante para obtenção de desempenho térmico satisfatório. A seleção correta é
necessária para garantia da performance esperada do conjunto. Fatores como eficiência
isoentrópica do equipamento, vida útil, combustível disponível, condições de uso e
exigências térmicas e elétricas do sistema, demandam análises precisas que contribuam
para uma melhor composição.
Dentre os equipamentos empregados em sistemas de cogeração, as caldeiras, turbinas a
gás, turbinas a vapor e motores são tidos como principais. Somados a estes temos os
condensadores, válvulas, chillers, bombas, absorvedores e recuperadores de calor. A
seguir, são descritos alguns dos equipamentos de maior interesse em sistemas de
cogeração.
3.3.1 Caldeiras
A função da caldeira é transformar a energia contida no combustível em energia útil
transmitida ao fluido de trabalho e transportada até os pontos de utilização. Na produção de
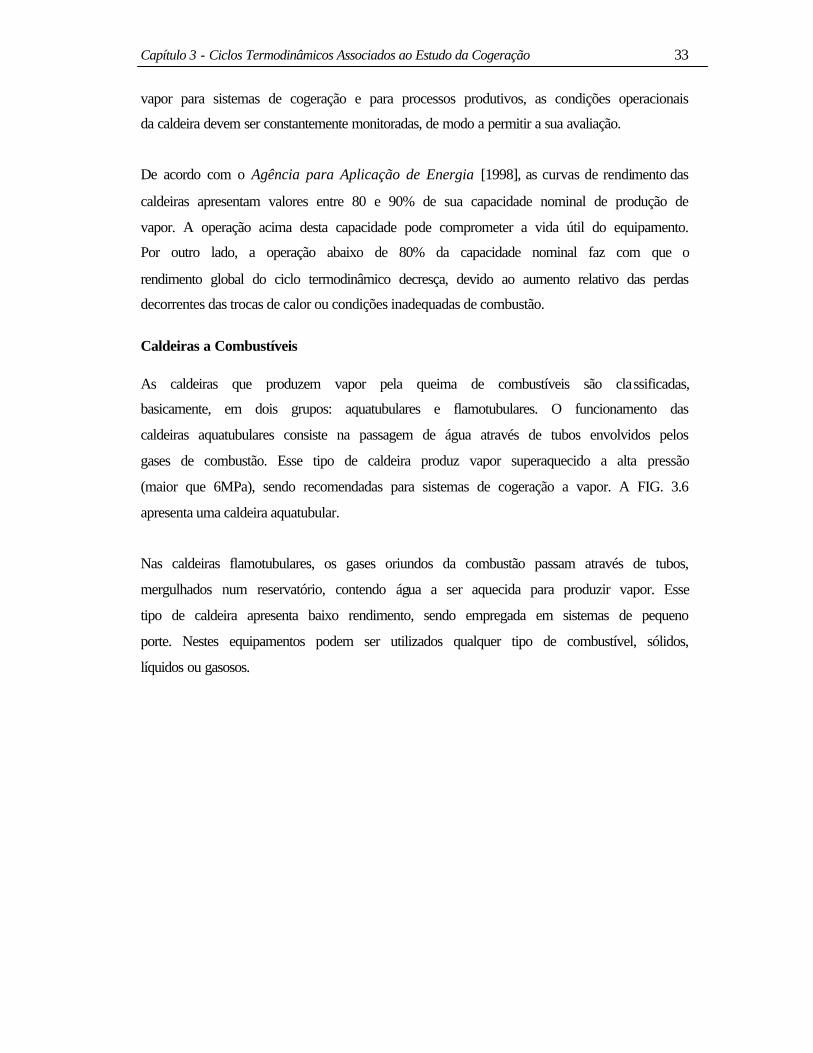
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 33
vapor para sistemas de cogeração e para processos produtivos, as condições operacionais
da caldeira devem ser constantemente monitoradas, de modo a permitir a sua avaliação.
De acordo com o Agência para Aplicação de Energia [1998], as curvas de rendimento das
caldeiras apresentam valores entre 80 e 90% de sua capacidade nominal de produção de
vapor. A operação acima desta capacidade pode comprometer a vida útil do equipamento.
Por outro lado, a operação abaixo de 80% da capacidade nominal faz com que o
rendimento global do ciclo termodinâmico decresça, devido ao aumento relativo das perdas
decorrentes das trocas de calor ou condições inadequadas de combustão.
Caldeiras a Combustíveis As caldeiras que produzem vapor pela queima de combustíveis são classificadas,
basicamente, em dois grupos: aquatubulares e flamotubulares. O funcionamento das
caldeiras aquatubulares consiste na passagem de água através de tubos envolvidos pelos
gases de combustão. Esse tipo de caldeira produz vapor superaquecido a alta pressão
(maior que 6MPa), sendo recomendadas para sistemas de cogeração a vapor. A FIG. 3.6
apresenta uma caldeira aquatubular.
Nas caldeiras flamotubulares, os gases oriundos da combustão passam através de tubos,
mergulhados num reservatório, contendo água a ser aquecida para produzir vapor. Esse
tipo de caldeira apresenta baixo rendimento, sendo empregada em sistemas de pequeno
porte. Nestes equipamentos podem ser utilizados qualquer tipo de combustível, sólidos,
líquidos ou gasosos.

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 34
FIGURA 3.6 - Caldeira Aquatubular
FONTE - ANEEL, 1998.
Para atingir rendimentos da ordem de 85% nos sistemas de geração a vapor, os fabricantes
de caldeiras recomendam a observação dos seguintes parâmetros:
• Instalação de pré-aquecedor de ar e economizador;
• Tratamento de água de alimentação;
• Manutenção das pressões e temperaturas de vapor adequados ao sistema;
Caldeiras de Recuperação
A caldeira de recuperação ou HRSG (Heat Recovery Steam Generator), vista na FIG. 3.7,
é um equipamento utilizado no aproveitamento do calor residual do processo industrial,
para geração de vapor ou aquecimento de um fluido. De acordo com Allen e Kovacik [1994],
as opções de caldeiras de recuperação disponíveis são: caldeiras sem queima suplementar,
com queima suplementar e com queima total.

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 35
FIGURA 3.7 - Caldeiras de Recuperação
FONTE - VOGT-NEM, 1998.
A caldeira sem queima suplementar ou unfired HRSG, é basicamente um trocador de calor
com superfície convectiva projetada para recuperar parte do calor de um processo ou
exaustão de turbina a vapor ou a gás. Pode produzir vapor saturado na faixa de 1 MPa para
ser usado no processo ou, em condições de pressão elevadas, para expansão em uma
turbina a vapor. A FIG. 3.8 mostra planta com turbina a gás, com destaque a caldeira de
recuperação como forma de aproveitamento dos gases da turbina a gás.
FIGURA 3.8 - Caldeira de Recuperação sem Queima Suplementar
A caldeira de recuperação com queima suplementar ou supplementary Fired HRSG, é um
equipamento onde é realizada uma queima suplementar de combustível, que aumenta a
temperatura dos gases de exaustão de uma turbina ou de um processo.
Turbina Wliq Compressor
Ar
Turbina a gás
Câmara de combustão
Combustível
Água de alimentação
Vapor de processo
Exaustão
Caldeira de Recuperação

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 36
A caldeira de recuperação com queima total ou fully fired HRSG, é similar a caldeira. Esse
tipo de caldeira admite em seu sistema de combustão, somente a quantidade de gás
exaurido da turbina necessário para gerar a quantidade desejada de vapor que é da ordem
de 6 a 7 vezes superior ao valor disponível nas caldeiras de recuperação sem queima.
3.3.2 Turbinas a Vapor
As turbinas a vapor são classificadas de acordo com as características do vapor na saída da
turbina, como de contrapressão e de condensação, sendo que esta última pode apresentar
ou não extração de vapor no seu corpo. A turbina de condensação é usada quando o
objetivo principal é produzir energia elétrica, fornecendo em sua saída vapor úmido com
pressão inferior a atmosférica. A FIG. 3.9 apresenta um esquema típico de turbina a vapor.
FIGURA 3.9 – Esquema de Turbina a Vapor
FONTE - GRANET, 1990. p. 154.
As turbinas de contrapressão apresentam na saída condições de pressão e temperatura
compatíveis às necessidades do processo industrial. Conforme a demanda de vapor no
sistema, pode-se utilizar turbinas que permitam extração de vapor em condições pré-
definidas de temperatura e pressão. Segundo a Agência para Aplicação de Energia [1998],

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 37
a quantidade de vapor que pode ser extraído de uma turbina deve ser limitado a 30% do
vapor admitido.
Quanto ao número de estágios, as turbinas a vapor podem ser de simples ou de múltiplos
estágios. A turbina de múltiplos estágios consiste essencialmente de um rotor apoiado em
mancais e de uma carcaça cilíndrica externa. Como a eficiência do equipamento aumenta
com a diminuição do salto térmico por estágio, as turbinas de contrapressão de múltiplos
estágios apresentam eficiência térmica consideravelmente maiores que as de simples
estágio. A FIG. 3.10 mostra o interior de uma turbina a vapor de múltiplos estágios.
FIGURA 3.10 - Rotor de turbina a vapor de múltiplos estágios
FONTE - REVISTA INFOPOWER, maio, 1998.
A eficiência que mede a fração de conversão da energia do vapor em trabalho, dependendo
de fatores como aerodinâmica e materiais das palhetas, atrito nas paredes internas,
turbulência provocada pelo escoamento e vazamentos, a potência gerada por uma turbina a
vapor adiabática e com energia cinética e potencial desprezíveis é calculada pela equação
3.3 na forma:
)hh(mW seTV −= && [kW] (3.11)
A eficiência isoentrópica de uma turbina a vapor é calculada por:
caisoentrópi
realTV
W
W100(%)
&
&⋅=η (3.12)

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 38
onde realW& é a potência real gerada durante a expansão do vapor e caisoentrópiW& a potência
que seria gerada se o processo de expansão fosse isoentrópico.
3.3.3 Turbinas a Gás
As turbinas a gás são uma forma de motor térmico que produzem trabalho a partir de gases
quentes expandidos na própria turbina. A turbina a gás simples apresenta três seções
principais: compressor, queimador e turbina propriamente dita. Seu princípio de
funcionamento é baseado no direcionamento de um fluxo contínuo de gases aquecidos
sobre as pás do rotor da turbina, mostrados na FIG. 3.11.
FIGURA 3.11 - Rotor de Turbina a Gás
FONTE - SIEMENS, 1999.
Nas unidades atuais o ar é inicialmente comprimido, sendo então dirigido para a câmara de
combustão, onde o combustível é misturado e queimado com parte deste ar. O excesso do
ar é misturado aos gases quentes de modo a limitar a temperatura máxima de entrada da
turbina, devido a problemas técnicos e comprometendo, assim, sua eficiência. Em uma
turbina a gás estacionária com eficiência de 33%, aproximadamente 2/3 do trabalho é gasto
na compressão do ar, sendo o restante utilizado para acionar, por exemplo, um gerador
elé trico. A FIG. 3.12 apresenta uma turbina á gás com potência de 24 MW.
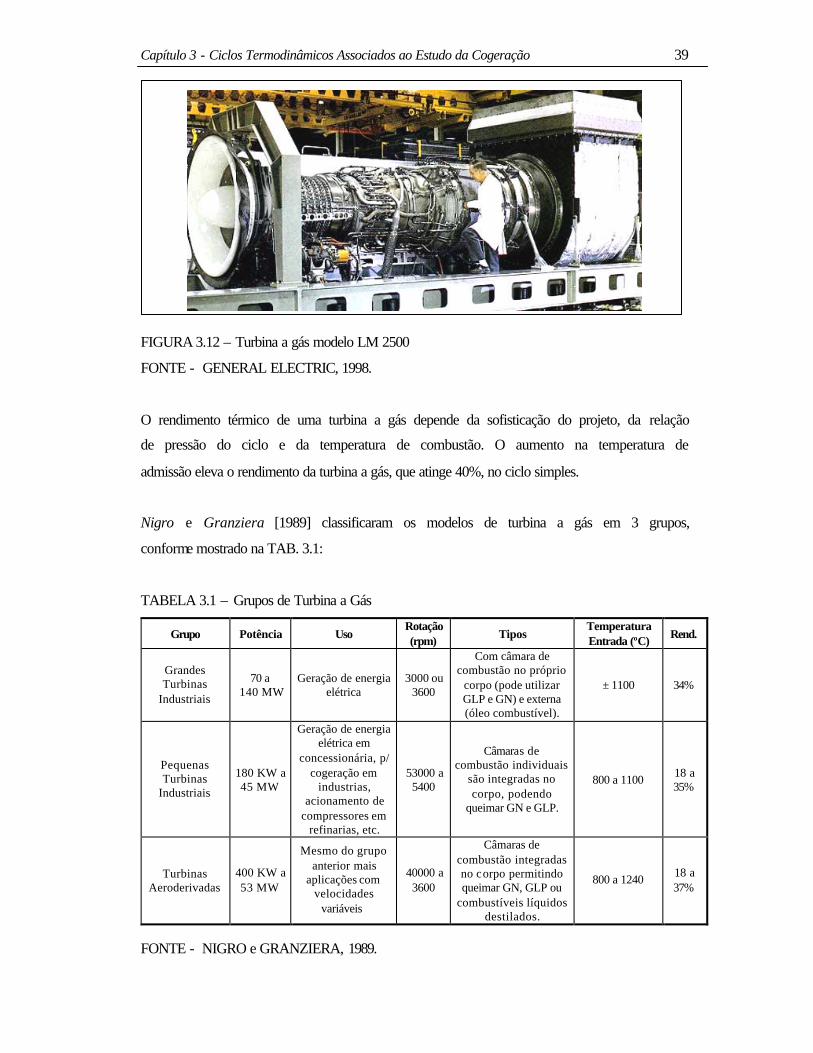
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 39
FIGURA 3.12 – Turbina a gás modelo LM 2500
FONTE - GENERAL ELECTRIC, 1998.
O rendimento térmico de uma turbina a gás depende da sofisticação do projeto, da relação
de pressão do ciclo e da temperatura de combustão. O aumento na temperatura de
admissão eleva o rendimento da turbina a gás, que atinge 40%, no ciclo simples.
Nigro e Granziera [1989] classificaram os modelos de turbina a gás em 3 grupos,
conforme mostrado na TAB. 3.1:
TABELA 3.1 – Grupos de Turbina a Gás
Grupo Potência Uso Rotação (rpm)
Tipos Temperatura Entrada (ºC)
Rend.
Grandes Turbinas
Industriais
70 a 140 MW
Geração de energia elétrica
3000 ou 3600
Com câmara de combustão no próprio
corpo (pode utilizar GLP e GN) e externa (óleo combustível).
± 1100 34%
Pequenas Turbinas
Industriais
180 KW a 45 MW
Geração de energia elétrica em
concessionária, p/ cogeração em
industrias, acionamento de
compressores em refinarias, etc.
53000 a 5400
Câmaras de combustão individuais
são integradas no corpo, podendo
queimar GN e GLP.
800 a 1100 18 a 35%
Turbinas Aeroderivadas
400 KW a 53 MW
Mesmo do grupo anterior mais
aplicações com velocidades
variáveis
40000 a 3600
Câmaras de combustão integradas no corpo permitindo queimar GN, GLP ou
combustíveis líquidos destilados.
800 a 1240 18 a 37%
FONTE - NIGRO e GRANZIERA, 1989.

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 40
As condições ISO
O desempenho de uma turbina a gás depende bastante das condições ambientais. Como
referência para comparação dos equipamentos foram normalizadas as seguintes condições
(ISO):
• temperatura ambiente de 15°C;
• pressão barométrica ao nível do mar (101,3 kPa);
• umidade relativa do ar de 60% e perda de carga nula na sucção e na descarga.
Normalmente as condições reais são diferentes das condições ISO. Se tivermos, por
exemplo, uma temperatura ambiente de 30 °C, a potência e a eficiência da turbina serão
menores, devido ao aumento do trabalho realizado pelo compressor. Nos itens posteriores
serão feitas maiores considerações.
3.3.4 Motores
Os motores alternativos de combustão interna apresentam-se como uma opção
tecnicamente viável para sistemas de cogeração cujo principal objetivo seja a produção de
energia elétrica ou força motriz. Esses motores possuem como características: baixo
investimento inicial, facilidade de operação e manutenção, limitações de potência por
unidade instalada e restrita faixa de temperatura para utilização do calor residual no
processo produtivo. A FIG. 3.13 apresenta um módulo de cogeração com motor
alternativo, utilizando gás natural como combustível.

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 41
FIGURA 3.13 - Módulo de Cogeração com Motor Alternativo.
FONTE - TECOGEN, 1997.
Os motores de combustão interna são adequados ao setor terciário, onde os sistemas de
cogeração têm porte reduzido, cujo processo de funcionamento segue os parâmetros dos
ciclos Otto ou Diesel. Estes motores são empregados em sistemas de energia, utilizados em
hospitais, centros comerciais e supermercados, para atender a demanda de energia térmica
e elétrica.
Estudos realizados com motores comprovam o alto rendimento térmico global obtido pelo
sistema. Segundo Silveira et al. [1997], da energia fornecida pela queima do combustível
num motor diesel, em torno de 35% é convertida em potência mecânica, sendo a restante
disponível na forma de calor residual. Para a cogeração, esse calor residual determinará o
nível de eficiência do sistema, que aumenta com a maior recuperação dessa energia. A
FIG. 3.14 apresenta um esquema de cogeração utilizando motor a diesel em um hospital.
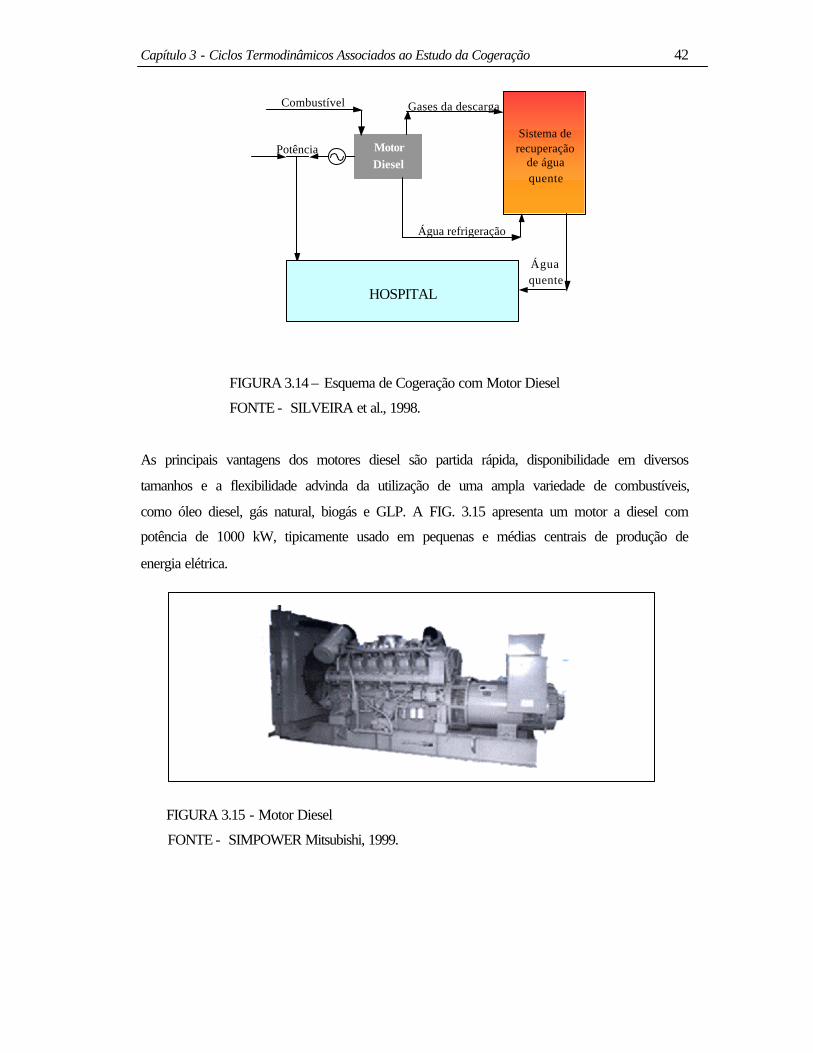
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 42
FIGURA 3.14 – Esquema de Cogeração com Motor Diesel
FONTE - SILVEIRA et al., 1998.
As principais vantagens dos motores diesel são partida rápida, disponibilidade em diversos
tamanhos e a flexibilidade advinda da utilização de uma ampla variedade de combustíveis,
como óleo diesel, gás natural, biogás e GLP. A FIG. 3.15 apresenta um motor a diesel com
potência de 1000 kW, tipicamente usado em pequenas e médias centrais de produção de
energia elétrica.
FIGURA 3.15 - Motor Diesel
FONTE - SIMPOWER Mitsubishi, 1999.
Motor
Diesel
Sistema de recuperação
de água quente
Água refrigeração
HOSPITAL
Combustível Gases da descarga
Água quente
Potência

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 43
3.4 Ciclo Brayton O Ciclo Brayton é o ciclo padrão a ar correspondente à turbina a gás. O ciclo pode ser
fechado ou aberto, sendo mais comum o aberto, onde o ar atmosférico é continuamente
injetado no compressor. Neste ciclo, a entrada de energia vem do combustível queimado na
câmara de combustão, posteriormente expandido expandido na turbina para ser finalmente
exaurido para o ambiente. No ciclo fechado, a energia é adicionada ao fluido por uma fonte
de calor, oriunda de uma planta nuclear, da queima de biomassa, etc.
O Ciclo Brayton Padrão a Ar, apresentado na FIG. 3.16, corresponde ao ciclo ideal de
turbina a gás ideal em sistema fechado. Este ciclo é caracterizado pela adição e exaustão de
calor à pressão constante, onde o fluido de trabalho é o ar, considerado como gás ideal.
FIGURA 3.16 - Ciclo Brayton Fechado
Para o Ciclo Brayton Ideal, o rendimento térmico é dado por:
k/)1k(pr
11 −−=η (3.13)
Onde:
1
2P P
Pr = : razão de compressão no compressor;
Aquecedor
Compressor Turbina
2
1
3
4
Saída de Energia
Resfriador
Calor sai
Calor entra

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 44
k: expoente isentrópico do gás
=
v
p
c
ck , que no caso do ar, é considerado constante e
igual a 1,4.
A potência específica do compressor é dada por:
]1r[T.c
W k/)1k(p
c
1pComp −
η−= −& (3.14)
onde cP é o calor específico do gás a pressão constante, T1 o valor da temperatura na
entrada do compressor e ηc o rendimento isoentrópico do compressor.
O trabalho gerado durante a expansão na turbina é:
−η=
− k/)1k(p
3pTGTGr
11T.c.w (3.15)
onde ηTG é o rendimento isentrópico da turbina a gás e T3 o valor da temperatura à entrada
da turbina.
O rendimento térmico do Ciclo Brayton com turbina a gás é classicamente considerado
igual a 35%. Esse rendimento pode ser elevado em três condições termodinâmicas básicas:
• Aumento da potência realizada pela turbina;
• Redução da faixa de potência de compressão;
• Redução da quantidade de calor fornecida pelo combustível.
Para atingir o primeiro objetivo, recomenda-se o processo de expansão em duas ou mais
etapas, utilizando-se o reaquecimento intermediário de gases queimados. Dessa forma,
promove-se uma expansão extra e, consequentemente um aumento da potência gerada pela
turbina. O segundo objetivo é atingido com uma compressão de ar mais próxima da
isotérmica, a partir da divisão do processo de compressão em estágios que utilizam
resfriamentos intermediários. O uso de resfriadores entre os estágios de compressão

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 45
permite a queima de mais combustível e, consequentemente, a geração de mais potência. E
finalmente, a redução do calor fornecido pelo combustível é obtida com a transferência de
parte da energia térmica dos gases de descarga para o ar comprimido, através de um
trocador de calor, normalmente instalado em contracorrente.
Devido ao desenvolvimento de novos materiais cerâmicos e poliméricos e aumentando-se
a eficiência dos processos, a temperatura de admissão na turbina pode atingir valores de
1300°C. Uma elevação da temperatura de admissão acarretaria também um aumento na
temperatura dos gases de escape, atingindo valores da ordem de 590ºC. Tais valores são
atrativos para aplicação da cogeração, pois a energia contida nos gases de escape pode ser
recuperada na geração de vapor em caldeiras de recuperação de calor ou em turbinas a
vapor, para produção de energia térmica e elétrica.
3.5 Turbinas a Gás e Cogeração
A turbina a gás têm sido empregada há décadas em diversos países, como equipamento
confiável na produção de energia. Nesses países, setores industriais como papel e celulose,
químico, refinamento de petróleo e siderúrgico adotam a cogeração com turbina a gás no
atendimento às demandas energéticas dos processos, conferindo grande flexibilidade ao
sistema. O rendimento térmico de uma turbina a gás operando em ciclo simples varia de 25
a 37%. Com a cogeração esse valor chega a 80%, ou mais.
O esquema mais simples de cogeração com turbina a gás, mostrado na FIG. 3.19, é aquele
em que a energia contida nos gases exauridos da turbina é utilizada para gerar vapor numa
condição adequada e suficiente para o processo industrial. Se esta energia não for
suficiente para o processo, utiliza-se a combustão suplementar.
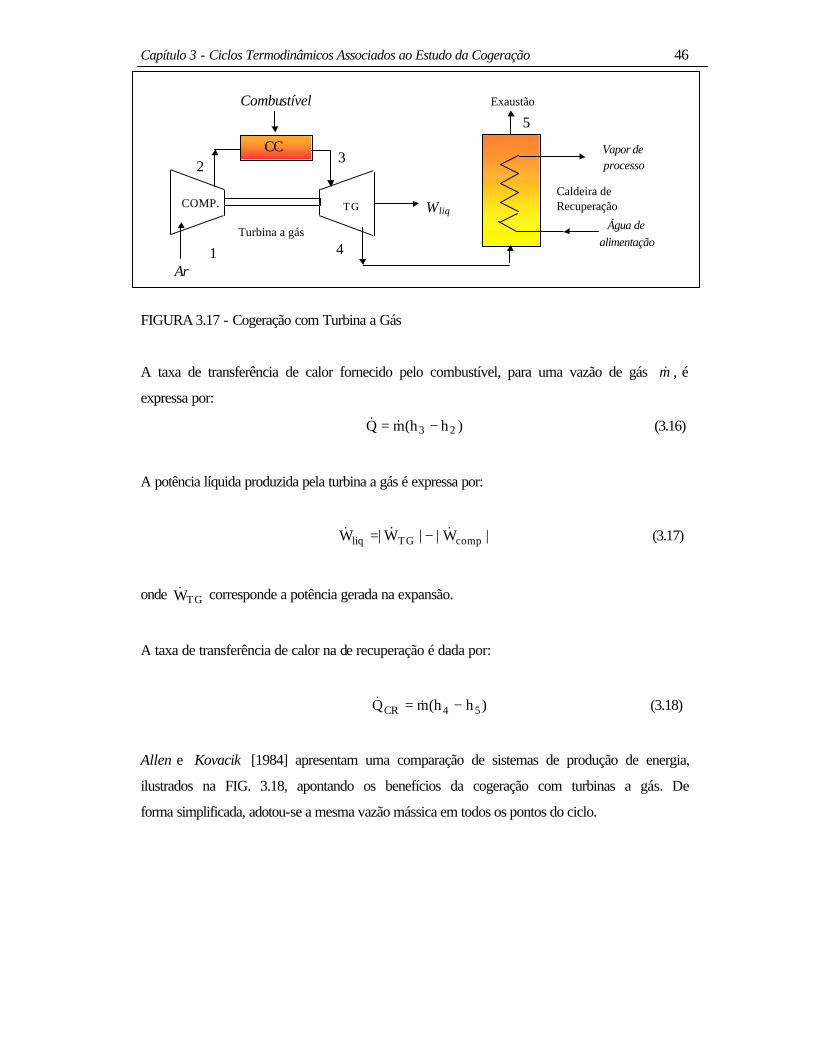
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 46
FIGURA 3.17 - Cogeração com Turbina a Gás
A taxa de transferência de calor fornecido pelo combustível, para uma vazão de gás m& , é
expressa por:
)hh(mQ 23 −= && (3.16)
A potência líquida produzida pela turbina a gás é expressa por:
|W||W|W compTGliq&&& −= (3.17)
onde TGW& corresponde a potência gerada na expansão.
A taxa de transferência de calor na de recuperação é dada por:
)hh(mQ 54CR −= && (3.18)
Allen e Kovacik [1984] apresentam uma comparação de sistemas de produção de energia,
ilustrados na FIG. 3.18, apontando os benefícios da cogeração com turbinas a gás. De
forma simplificada, adotou-se a mesma vazão mássica em todos os pontos do ciclo.
2 3
TG Wliq COMP.
Ar
Turbina a gás
CC
Combustível
Água de alimentação
Vapor de processo
Exaustão
Caldeira de Recuperação
1 4
5
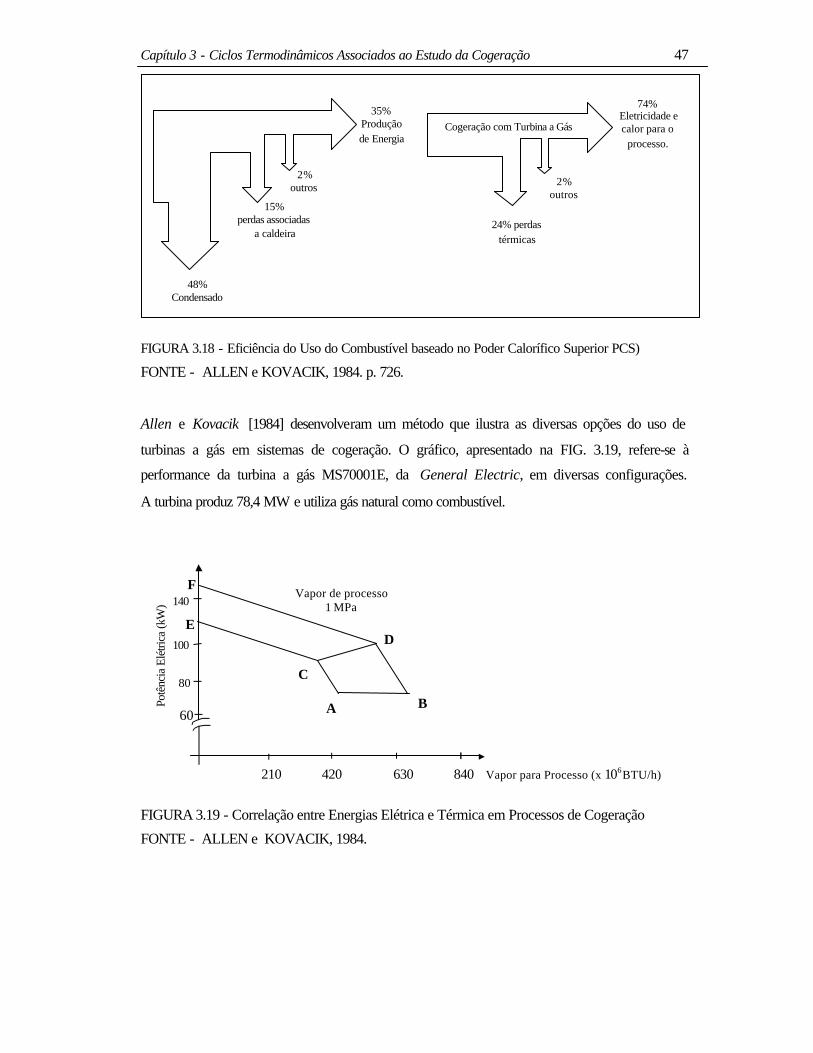
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 47
FIGURA 3.18 - Eficiência do Uso do Combustível baseado no Poder Calorífico Superior PCS)
FONTE - ALLEN e KOVACIK, 1984. p. 726.
Allen e Kovacik [1984] desenvolveram um método que ilustra as diversas opções do uso de
turbinas a gás em sistemas de cogeração. O gráfico, apresentado na FIG. 3.19, refere-se à
performance da turbina a gás MS70001E, da General Electric, em diversas configurações.
A turbina produz 78,4 MW e utiliza gás natural como combustível.
FIGURA 3.19 - Correlação entre Energias Elétrica e Térmica em Processos de Cogeração
FONTE - ALLEN e KOVACIK, 1984.
D
A B
C
E
F 140
100
80
60
Vapor de processo 1 MPa
210 420 630 840 Vapor para Processo (x 106 BTU/h)
Potê
ncia
Elé
trica
(kW
)
Cogeração com Turbina a Gás
2% outros
15% perdas associadas
a caldeira
48% Condensado
35% Produção de Energia
74% Eletricidade e calor para o
processo.
2% outros
24% perdas térmicas

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 48
No gráfico, as letras A a F correspondem às seguintes situações:
A - Grupo turbogerador + caldeira de recuperação de baixa pressão, sem queima
suplementar;
B - Grupo turbogerador + caldeira de recuperação com queima suplementar, vapor
de processo a baixa pressão;
C - Ciclo combinado, caldeira de recuperação com dois níveis de pressão sem
queima suplementar, vapor de alta pressão a 10 MPa e 510 °C, vapor saturado de
baixa pressão a 1 MPa, turbina a vapor com expansor do vapor de alta pressão até o
nível do vapor de processo, 1MPa;
D - Ciclo combinado com caldeira de recuperação com combustão suplementar,
vapor a 10MPa e 510°C e turbina a vapor;
E - mesmo que C, mas com turbina a vapor de condensação com extração/admissão
intermediária;
F - mesmo que D, mas com turbina a vapor de condensação direta.
O polígono formado pelos pontos ABCD corresponde ao uso mais eficiente da turbina a
gás em cogeração. A linha EF corresponde à operação em ciclo combinado provendo
somente energia elétrica. A operação ao longo das linhas CE e DF, ou em qualquer ponto
intermediário à esquerda da linha CD, representa a geração de energia elétrica, na turbina a
vapor com condensação.
3.5.1 Ciclo de Turbina a Gás com Injeção de Vapor
O Ciclo de Turbina a Gás com Injeção de Vapor (STIG - Steam Injected Gas Turbine) é
um esquema de utilização de turbina a gás, que aumenta a eficiência de conversão da
máquina, produzindo maior potência ou geração de energia elétrica para a mesma
quantidade de combustível. Propicia ainda, maior flexibilidade à instalação de cogeração,
com maior produção de vapor ou eletricidade, dependendo da demanda. O principal ganho
do ciclo deve-se ao aumento do fluxo de massa, decorrente da injeção de vapor, e a mais
alta energia da mistura resultante. A FIG. 3.20 mostra um esquema de utilização de turbina
a gás com STIG.
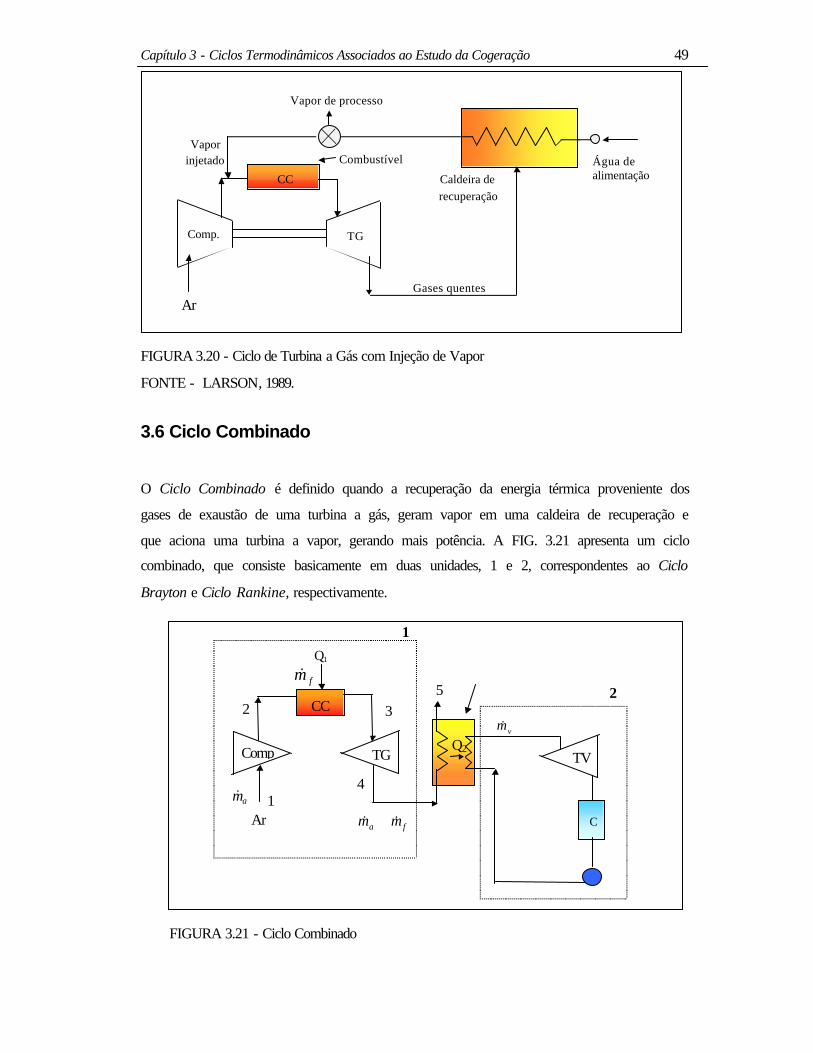
Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 49
FIGURA 3.20 - Ciclo de Turbina a Gás com Injeção de Vapor
FONTE - LARSON, 1989.
3.6 Ciclo Combinado
O Ciclo Combinado é definido quando a recuperação da energia térmica proveniente dos
gases de exaustão de uma turbina a gás, geram vapor em uma caldeira de recuperação e
que aciona uma turbina a vapor, gerando mais potência. A FIG. 3.21 apresenta um ciclo
combinado, que consiste basicamente em duas unidades, 1 e 2, correspondentes ao Ciclo
Brayton e Ciclo Rankine, respectivamente.
FIGURA 3.21 - Ciclo Combinado
TG Comp.
Ar
Vapor injetado Água de
alimentação
Vapor de processo
Caldeira de recuperação
Gases quentes
Combustível CC
Ar
TG Comp
4 1
3 2 CC
TV
5
C
Q1
Q2
1
2
& &m ma f+
&ma
&m f
&mv

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 50
Conhecida por Combined Cycle Plant (CCP) ou Combined Heat and Power (CHP), a
planta com Ciclo Combinado oferece as melhores soluções para aumentar o rendimento e
restringir a poluição do ar e o efeito estufa, representando hoje a solução mais efetiva. As
centrais termelétricas em ciclo combinado apresentam vários benefícios, como elevado
rendimento, flexibilidade, rápido prazo de implantação e melhor retorno de investimento.
Na década de 70, segundo Horlock [1995], a eficiência dos ciclos combinados
normalmente obtida encontrava-se em torno de 40%, e atualmente atingem valores de
60%. Esses números só tem sido possíveis com a melhoria nas condições operacionais das
turbinas a gás. Valores de temperaturas de exaustão de até 590°C têm influenciado
positivamente no rendimento global do ciclo.
O rendimento do ciclo combinado pode ser obtido por:
1
2liq1liqciclo
Q
)W()W(&
&& +=η (3.19)
Onde:
1Q& : taxa de transferência de calor fornecida pelo combustível à unidade 1;
1liq )W( & : potência líquida produzido pela unidade 1;
2liq )W( & : potência líquida fornecida pela unidade 2.
A necessidade de melhorar o rendimento dos ciclos combinados se deve ao compromisso
entre minimização de custos de investimentos, complexidade e confiabilidade deste ciclo.
Normalmente incluem climatização do ar de entrada, controle de sobrecarga e meia -carga,
introdução de turbinas a gás aeroderivadas em conjunto com ciclos a vapor de altas
temperaturas, propostas de resfriamento e o uso de hidrogênio como combustível.
Bannister et al. [1995] apresentaram um programa desenvolvido pela Westinghouse,
evidenciando as potencialidades desse ciclo, inclusive com rendimentos superiores a 60%.
Um arranjo de ciclo combinado, visto na FIG. 3.22, objetiva aumentar a produção de
energia elétrica. Este ciclo utiliza caldeira de recuperação com dois níveis de pressão e

Capítulo 3 - Ciclos Termodinâmicos Associados ao Estudo da Cogeração 51
turbina a vapor do tipo condensação, com extração/admissão intermediária. A turbina a
vapor pode ser de contrapressão ou de condensação com extração intermediária no caso de
cogeração.
FIGURA 3.22 - Ciclo Combinado com Caldeira de Dupla Pressão
FONTE - REVISTA ELETRICIDADE MODERNA, 1989.
TG Comp.
CC
Ar
Turbina a gás
Combustível
Vapor p/ processo (LP) Gases quentes
TV
Caldeira de recuperação com dois níveis de pressão
Água
Capítulo 4 - Sistemas de Apoio a Decisão
52
Capítulo 4 - Sistemas de Apoio a Decisão
Para desenvolvimento de uma metodologia de apoio à decisão é necessário buscar o
significado e importância desse termo, com o estudo preliminar das principais ferramentas
empregadas para tal fim.
Desta forma, este capítulo traz uma breve descrição das principais técnicas e ferramentas
de apoio à decisão.
4.1 A Tomada de Decisão
A tomada de decisão pode ser definida como o ato de selecionar, dentre as possíveis
alternativas, a melhor solução para alcançar um determinado objetivo. As situações de
tomada de decisão surgem tendo como objetivo primordial a maximização de lucro ou
minimização de custo.
Além dos fatores citados acima, o aspecto ambiental também representa uma variável de
crescente importância na decisão empresarial, visto que, em uma sociedade industrial
considerada avançada, o alto nível de dependência de eletricidade afeta diretamente o
consumo total de energia e indiretamente a qualidade do meio ambiente. Desta forma, as
decisões a serem tomadas nos projetos para produção e conversão de energia, devem
considerar, além da situação econômica, a qualidade de vida da população.
No Brasil, a tomada de decisão no setor energético é fundamental para gestão dos grandes
recursos naturais, evitando-se o uso indevido das fontes primárias de energia. Uma decisão
que desconsidere o aspecto regional, por exemplo, pode representar desperdício de capital
e significativos impactos ambientais. A opção pelo uso de sistemas de cogeração deve
partir de análises técnicas, econômicas e ambientais, onde as ferramentas de apoio a
decisão são de grande utilidade a empreendedores e executivos.
Segundo Pacca [1995], são elementos comuns em tomada de decisão:
• Decisor;
• Objetivo;

Capítulo 4 - Sistemas de Apoio a Decisão
53
Sistema reduzido às variáveis principais
Sistema real existente
• Escala de valor ou preferência (critério adotado pelo decisor);
• Soluções ou estratégias alternativas, estado da natureza ou ambiente e resultado
pretendido ou conseqüência.
4.2 Ferramentas de Apoio a Decisão
4.2.1 Pesquisa Operacional
A Pesquisa Operacional (PO), é um ramo da ciência administrativa que fornece técnicas
para a análise de decisões, tais como a Programação Linear, não linear, dinâmica,
combinatória e a Simulação. A metodologia da Pesquisa Operacional utiliza dados, fatos e
idéias na abordagem de problemas para construção de um modelo do sistema real
existente, como meio de analisar e compreender o comportamento dessa situação e levá-lo
a apresentar o desempenho desejado. Esse sistema pode existir atualmente ou estar em
concepção. No primeiro caso, o objetivo do estudo é analisar o desempenho do sistema
para escolher uma ação no sentido de otimizá-lo. No segundo, o objetivo é identificar a
melhor estrutura do sistema futuro. A FIG. 4.1 mostra uma representação simplificada do
processo de modelagem.
FIGURA 4.1 - Representação simplificada do Processo de Modelagem
FONTE - ANDRADE, 1996.
O sistema real existente é um conjunto complexo de variáveis, de forma pouco definida. O
sistema real reduzido é o núcleo do sistema existente, que basicamente dita o
comportamento deste e que pode ser modelado, para efeito de análise, por uma estrutura
simplificada.
Modelo
Capítulo 4 - Sistemas de Apoio a Decisão
54
Otimização
Em um modelo de otimização, é enfocado o objetivo de maximizar a utilidade do decisor,
avaliada por uma função de variáveis, denominada função objetivo. O conjunto de
alternativas disponíveis é representado matematicamente por restrições associadas a
valores que podem assumir outras funções das mesmas variáveis de decisão. O modelo
resulta num problema de programação matemática e classificada de acordo com o tipo das
funções e o caráter discreto ou contínuo das variáveis de decisão.
Um problema de programação matemática é dito de programação linear se as variáveis são
contínuas, e a função objetivo e todas as restrições são descritas por funções lineares. Para
problemas dessa classe são disponíveis programas comerciais, de baixo custo e alto
benefício econômico, com capacidade de resolução de modelos de milhares de variáveis,
como as planilhas eletrônicas.
Um caso particular de problema de programação matemática, onde a matriz tecnológica
corresponde à matriz de incidência de um grafo, caracteriza um problema linear de
otimização em redes. Um grafo é uma estrutura espacial composta por nós ligados através
de arcos. A estrutura do grafo, embutida no problema de álgebra linear, facilita
enormemente os algoritmos e estruturas de dados necessários ao cálculo de soluções
básicas viáveis.
Uma aplicação desta técnica em processo de tomada de decisão é ilustrada na FIG. 4.2, que
representa um modelo para projeto de uma central de cogeração para a indústria de papel e
celulose. O modelo, apresentado por Balestieri e Correia [1997], baseia-se em rede de
grafos associadas a um modelo inteiro e multiobjetivo. A partir desse modelo é possível
estruturar um número suficiente de possibilidades para a análise comparativa de
configurações destinadas a cogeração, com base em parâmetros técnicos e econômicos.

Capítulo 4 - Sistemas de Apoio a Decisão
55
0
1
2
4
3
5 6
78
910
11
12
13
14
15
16
17 18
2
1
3
4
5
67
8
9
1314
1516
17
18
1920
2122
23
24
25
2627
28
29
30
31
32
33
34
35
3637
38
39
4041
42
43
44
45CD
BP
MP
46
19
FIGURA 4.2 - Rede de Grafos para Análise Final
FONTE - BALESTIERI e CORREIA, 1997. p.4.
Os nós representam equipamentos, combustíveis utilizados, extrações nas turbinas e
válvulas redutoras de pressão do projeto. Neste exemplo, os números superiores a 22
correspondem a extrações nas turbinas ou válvulas redutoras de pressão. As iniciais MP
(média pressão), BP (baixa pressão) e CD (condensado), representam o estado físico do
fluido de trabalho no estado específico.
Um modelo de otimização constitui um problema de programação não-linear se exibir
qualquer tipo de não-linearidade, seja na função objetivo ou em alguma das restrições. O
uso da programação não-linear exige a participação de um analista especializado e
computadores com boa capacidade de armazenamento.
A FIG. 4.3, apresentada a seguir, ilustra as fases de um processo de tomada de decisão,
utilizando técnica de Pesquisa Operacional.

Capítulo 4 - Sistemas de Apoio a Decisão
56
FIGURA 4.3 - Fases de um estudo de Pesquisa Operacional
FONTE - Adaptado de ANDRADE, 1996.
Simulação
A necessidade de uso do modelo de simulação surge quando não é possível a utilização dos
modelos de otimização. Os modelos de simulação, por usarem, às vezes, dados estatísticos,
são aplicados em situações de incerteza ou de complexidade do sistema, onde a
formalização matemática equacionamento do sistema não é factível. Entretanto, esses
modelos não conseguem cobrir todas soluções possíveis, exigindo maior esforço de
especialistas na ajuda à tomada de decisões, ditas otimizadas.
O modelo de simulação pode ser dividido em cinco fases principais:
Identificação do problema
Definição do problema
Avaliação
Construção do modelo
Solução do modelo
Validação do modelo
Implementação dos resultados

Capítulo 4 - Sistemas de Apoio a Decisão
57
• Priorização e formulação do problema - identificação, compreensão e definição do
problema;
• Identificação de variáveis relevantes, controláveis ou não;
• Construção do modelo - definição dos elementos ou componentes do sistema e a
maneira de manipular, por exemplo, por um programa computacional específico;
• Planejamento e execução de testes ou experimentos - realização de simulações;
• Validação do modelo e implementação dos resultados.
4.2.2 Inteligência Artificial
Outra classe de sistemas de apoio a decisão que conta com importantes aplicações é a de
Inteligência Artificial e Sistemas Especialistas. A Inteligência Artificial é o ramo da
informática que concerne à automação e processamento do comportamento inteligente. As
técnicas de Inteligência Artificial e Pesquisa Operacional se complementam em diversos
contextos, sendo as técnicas de heurísticas utilizadas por ambas.
Para processamento do conhecimento disponível, uma técnica de Inteligência Artificial
necessita agrupar situações que compartilhem propriedades importantes: ser compreendido
por pessoas que necessitam supri-lo, ser facilmente modificado e ser utilizado em
diferentes situações.
Dois desafios da Inteligência Artificial são a incerteza e a imprecisão na colocação do
conhecimento. Este fato dificulta a formulação de modelos matemáticos. Duas classes de
metodologias utilizadas para resolver esta dificuldade são a abordagem fundamentada nas
teorias clássicas de probabilidade, decisão e informação e a abordagem ad-hoc, que usa
fatores de certeza, conjuntos nebulosos e teoria de evidência.
Atualmente, uma ferramenta amplamente usada em inteligência artificial, no processo de
tomada de decisão, é a lógica fuzzy. A lógica fuzzy (nebulosa) é baseada na teoria de
conjuntos fuzzy, que utiliza modos de raciocínio imprecisos ao invés de exatos. De acordo
com Gomide [1995] a lógica fuzzy permite a redução da complexidade de projeto e
implementação, tornando-se a solução para problemas de controle de tomada de decisão
que não podem ser tratados com sucesso pelas técnicas clássicas.

Capítulo 4 - Sistemas de Apoio a Decisão
58
Esta técnica de lógica fuzzy trata igualmente sistemas lineares e não-lineares, além de não
requerer o modelamento matemático do processo em análise. Isto tem sido, sem dúvida, o
grande atrativo desse tipo de ferramenta. Pode-se citar como exemplo de aplicação da
lógica fuzzy, o de uma fábrica de celulose, sediada em Portugal, na qual conseguiu-se uma
redução de 14% do consumo habitual de energia e 80% do volume de água consumido. No
processo de cozimento da celulose, este modelo inteligente permitiu reduzir em 30% as
variações de qualidade.
4.3 Conclusões
Existem diversas considerações, interrelacionadas, que têm impacto na decisão pela
cogeração de energia. As fundamentais são a técnica, econômica, ambiental e legal,
podendo ser influenciadas pela instabilidade na economia, disponibilidade e custos dos
combustíveis, mudanças nos produtos, tecnologia e mudanças na legislação, expandindo o
conjunto de variáveis. Se todas variáveis são conhecidas, pode-se empregar técnicas de
Pesquisa Operacional, como a Programação Linear e a Simulação para solucionar
problemas de decisão.
Na indústria de papel e celulose, apesar do grande número de variáveis, pode-se construir
um modelo simplificado do sistema real, priorizando, por exemplo, o aspecto energético de
equipamentos e processos, e enfoque outros, como o econômico. O modelo reduzido é um
referencial para uma avaliação mais detalhada, mas com hierarquia de resultados aceitáveis
em decisões mais estruturadas.
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
59
Capítulo 5 - Estratégia Decisória baseada em Análise Energética Neste capítulo é proposta uma metodologia de apoio à decisão para implantação da
cogeração no setor industrial. Essa metodologia é fundamentada na definição de modelo
simplificado, apresentada no capítulo anterior. Neste caso a análise energética recebe
maior destaque, seguida das análises econômica, ambiental e política.
A análise energética é feita através de relações matemáticas, baseadas nas Primeira e
Segunda Leis da Termodinâmica.
5.1 Variáveis de Decisão
Para atender à crescente demanda energética, nos aspectos quantitativo e qualitativo dos
diversos segmentos da indústria nacional, uma alternativa seria a construção de unidades
geradoras de energia elétrica e térmica. Outra opção seria evitar o desperdício de energia
através da eficientização energética, que abrange o correto aproveitamento do potencial
dos combustíveis, incluindo-se a implantação de sistemas de cogeração.
Os investimentos em unidades geradoras de grande porte e em transmissão atingem custos
elevados, além de esbarrar em ponderações de ordem ambiental e econômica, enquanto
que a cogeração permite atender necessidades locais, com custos menores e reduzido
tempo de implantação. A opção por implantar a cogeração requer um estudo prévio sobre
com base nas diferentes análises, citadas a seguir:
• análise termodinâmica - balanços de energia e massa, visando a determinação da
eficiência de processos e equipamentos;
• análise energética - demanda energética da indústria onde a cogeração vai ser
implantada, relação entre energia térmica e elétrica requerida nos processos,
evolução temporal dos consumos;
• análise exergética - irreversibilidades e eficiências, avaliação sobre a qualidade da
energia de acordo com a Primeira e Segunda Leis da Termodinâmica;
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
60
• análise política - avaliação de legislação vigente, relativa à possibilidade de
comercialização de excedentes elétricos produzidos, autogeradores, produtores
independentes;
• logística de combustíveis - disponibilidade regional, garantia de fornecimento,
exigências de armazenamento e operação, etc.;
• análise econômica - preço dos equipamentos e combustível, custo operacional,
financiamento, retorno do investimento, entre outros.
5.2 Fluxograma de Apoio a Decisão
O processo de decisão na indústria deve passar pelo crítica de representantes de diversas
áreas, com um tratamento multidisciplinar das variáveis envolvidas. É fundamental que as
alternativas de decisão e limitações sejam explicitadas, para que as soluções sejam válidas
e aceitáveis. A geração de energia deve estar pautada em quatro pontos principais:
fornecimento de energia, custo, poluição e regulamentação.
O fluxograma da FIG. 5.1 representa uma visão macroscópica e sistematizada das etapas
do processo de decisão, aplicada à sistemas de cogeração na indústria, tendo a avaliação
energética como referência.
Verifica-se no fluxograma que o primeiro passo é identificar as necessidades e obrigações
da empresa, que pode ser a redução de gastos com energia, onde o decisor busca o retorno
de investimento, mas com a exigência da confiabilidade no fornecimento de combustível e
energia. Nessa etapa são ponderadas as políticas de uso de combustíveis, operação de
equipamentos, manutenção e qualidade do produto.
Uma ação importante para a tomada de decisão é a avaliação energética. Essa análise será
melhor documentada com fluxogramas e tabelas, que apresentem balanços de energia e
massa, esquemas de fluxos dos processos e diagramas de carga dos equipamentos
principais. Para este trabalho, o balanço energético foi caracterizado pelo índice energético
.

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
61
sim
não
sim
não
sim sim sim
não não não
FIGURA 5.1 - Etapas do Processo de Decisão para Implantar a Cogeração na Indústria
A avaliação econômica do empreendimento é outro ponto fundamental para implantar o
projeto. A desaprovação do aspecto econômico pode inviabilizar projetos que trariam
benefícios energéticos.
Identificar as necessidades da indústria
Implementar o projeto
Início
1S
E <
Avaliação de aspectos legais
Avaliação de aspectos
ambientais
Avaliação energética
Análise econômica
descartar O sistema apresenta
atratividade?
1
1
1 1 1
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
62
Finalmente, é necessário avaliar aspectos ambientais e legais, considerando políticas
ambientais e outras restrições políticas ao projeto. É preciso avaliar índices de emissões
atmosféricas e impactos no ambiente, além de determinar posições legais do sistema de
cogeração a respeito de impostos, política de vendas, relações contratuais com
consumidores e clientes. Se os resultados de um estudo preliminar são favoráveis,
recomenda-se prosseguir com o projeto. O refinamento do projeto possibilitará maior
precisão na análise e execução.
5.2.1 Identificação das Necessidades da Indústria
O processo de decisão inicia na indústria com a identificação da exigência ou necessidade.
Pode ser uma exigência de ordem legislativa ou necessidade de ampliação da produção de
energia elétrica.
Para a indústria, é importante que os propósitos da decisão sejam amplamente discutidos,
com ênfase em resultados ou produtos pretendidos. É necessário realizar questionamentos
que esclareçam pontos essenciais a serem tratados, além da definição da amplitude e
restrições da decisão.
Nessa etapa, recomenda-se uma avaliação no sistema energético da indústria. Este
procedimento pode revelar áreas mal utilizadas ou com perdas significativas, com
comprometimento no desempenho de equipamentos empregados, variações de cargas
térmicas e elétricas, além da demanda de energia. O tratamento dos resultados dessa
contabilidade energética, em forma de gráficos, tabelas e esquemas, contribuirá para
definir o perfil energético da indústria.
Nos itens a seguir é feito um detalhamento das etapas de avaliação, apresentadas no
fluxograma da FIG. 5.1, onde será desenvolvida a metodologia de apoio a decisão.
5.2.2 Análise Energética
O principal objetivo da análise energética de um sistema é o desenvolvimento de
metodologias que visam a redução de custos e aumento da eficiência dos equipamentos e

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
63
dos processos. A redução de custos pode ser decorrente de simples alterações de
comportamento e programas de treinamento, até a reformulação do sistema como um todo,
com a inserção de novos equipamentos ou redimensionamento do processo industrial. Para
tal ação, o primeiro passo seria determinar o perfil energético da indústria, qualificando e
quantificando as demandas específicas.
Na avaliação energética é necessário escolher o tipo de ciclo termodinâmico adequado ao
esquema de cogeração. No escopo das possibilidades seleciona-se uma faixa de opções
conforme as características de demanda térmica e elétrica e do tipo de combustível.
Balanço Energético
Na indústria, a demanda energética pode ser determinada a partir dos balanços de massa e
energia, obtendo-se participações relativas de energia térmica e elétrica produzida e
consumida nos equipamentos e processos. Os dados podem ser obtidos no setor de
utilidades durante um período determinado. Pela análise estatística são determinados os
valores médios de energia elétrica (E) e térmica (S), expressos nas mesmas unidades,
como, por exemplo, kW. O índice energético, que caracteriza a indústria, é calculado pela
equação:
SE
calorpotência
Iproc
EN =
= (5.1)
A avaliação desse índice contribuirá no processo de decisão. Alguns valores típicos podem
ser vistos na TAB. 5.1, apresentada por Balestieri [1990], que fornece a média histórica da
Avaliação de aspectos legais
Avaliação de aspectos
ambientais
Avaliação energética
Análise econômica
Balanços de massa e energia
Seleção dos ciclos para cogeração
Definição do perfil energético
do processo

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
64
razão potência/calor em setores industriais brasileiros. Esse valores médios variam de
acordo com o processo de produção. Os setores de maior interesse para a cogeração são
aqueles com o índice energético inferior a unidade, permitindo a geração de excedentes
elétricos.
TABELA 5.1 – Índice Energético para Setores Industriais
Setor IEN
Cimento Ferro Gusa Ferro Liga Outros Metais Mineração/Pelotização Papel e Celulose Cerâmica Têxtil Alimentos/Bebidas Química/Petroquímica
0,110 0,008 1,030 2,760 0,320 0,360 0,110 0,700 0,070 0,330
FONTE - BALESTIERI, 1990.
Os valores podem variar, por exemplo, em função de diferenças tecnológicas, escalas de
produção e localização geográfica. Pelos índices apresentados, observa-se que apenas os
setores de Ferro Liga e outros Metais não possuem boa atratividade para implantação da
cogeração. Evidencia-se, assim, a abrangência em grande parte da indústria que pode ser
atingida pela cogeração no cenário energético brasileiro.
5.2.2.1 Seleção do Ciclo de Cogeração
A escolha da configuração mais adequada representará uma grande economia para a
empresa. A FIG. 5.2 mostra uma comparação entre as alternativas de sistema com turbina a
gás, turbina a vapor, máquina diesel e ciclo combinado, que geralmente fornecem energia
necessária aos sistemas de cogeração.
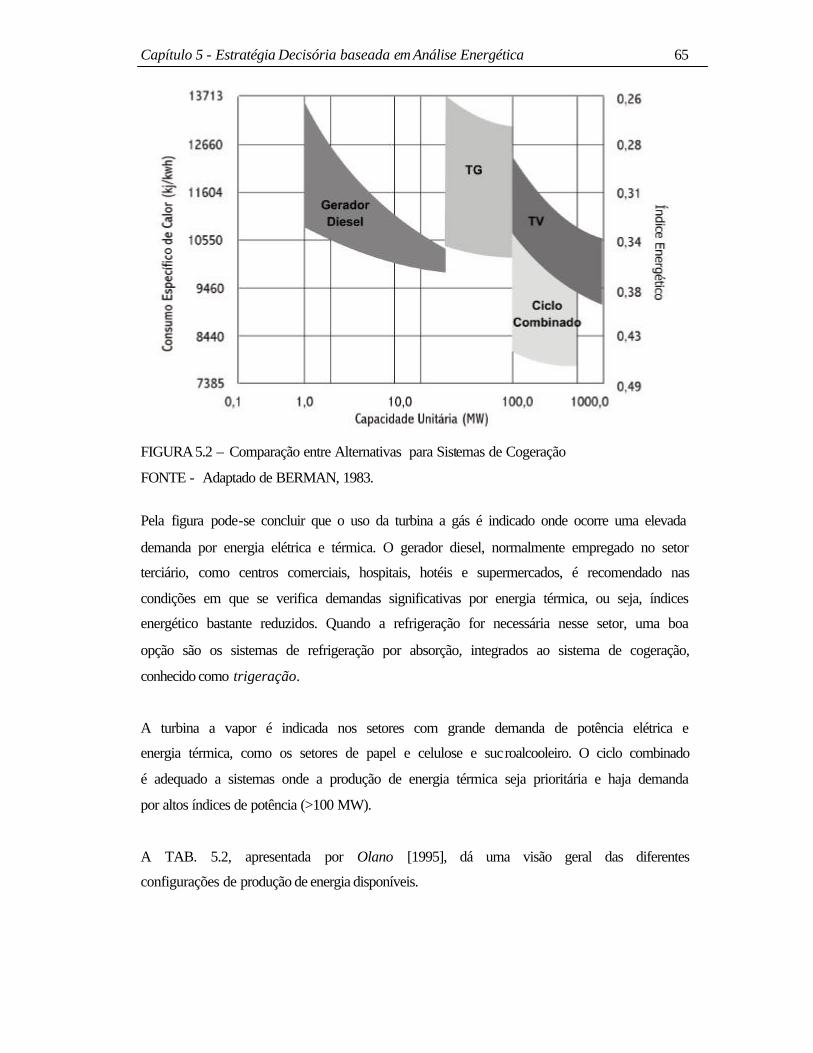
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
65
FIGURA 5.2 – Comparação entre Alternativas para Sistemas de Cogeração
FONTE - Adaptado de BERMAN, 1983.
Pela figura pode-se concluir que o uso da turbina a gás é indicado onde ocorre uma elevada
demanda por energia elétrica e térmica. O gerador diesel, normalmente empregado no setor
terciário, como centros comerciais, hospitais, hotéis e supermercados, é recomendado nas
condições em que se verifica demandas significativas por energia térmica, ou seja, índices
energético bastante reduzidos. Quando a refrigeração for necessária nesse setor, uma boa
opção são os sistemas de refrigeração por absorção, integrados ao sistema de cogeração,
conhecido como trigeração.
A turbina a vapor é indicada nos setores com grande demanda de potência elétrica e
energia térmica, como os setores de papel e celulose e sucroalcooleiro. O ciclo combinado
é adequado a sistemas onde a produção de energia térmica seja prioritária e haja demanda
por altos índices de potência (>100 MW).
A TAB. 5.2, apresentada por Olano [1995], dá uma visão geral das diferentes
configurações de produção de energia disponíveis.

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
66
TABELA 5.2 - Estudo Comparativo entre as Diferentes Soluções de Cogeração
Participação Rendimento Global (2ª lei) Elétrica Térmica
Manutenção Investimento
unitário instalado US$/kW
Combustível
Caldeira e turbina a vapor
80% 17% 63% Baixa Alto
1000-1500
Carvão Biomassa
Offgas Turbina a gás ciclo simples 80% 30-35% 50-45%
Média US$ 0,006/kWh
Médio 700-900
Gás (diesel)
Turbina a gás ciclo combinado 85% 30-35% 50-55%
Média US$ 0,005/kWh
Baixo 600-800
Gás (diesel)
Motor alternativo 60 - 80% 42% 18% vapor 20% água quente
Alta US$ 0,01/kWh
Baixo 600-800
Óleo combustível
(diesel) (gás)
FONTE - OLANO, 1995. p.110
Numa configuração com caldeira e turbina a vapor (TV), uma alta porcentagem dos
investimentos de instalação corresponde aos sistemas de vapor. Se for utilizada turbina a
gás em ciclo simples, a pós combustão acontece sempre que o combustível empregado
tenha um custo igual ou menor que o utilizado previamente.
Uma vantagem do uso de turbinas a gás em ciclo combinado, é a possibilidade de
aproveitamento das turbinas a vapor existentes, aproveitando o vapor exaurido da turbina a
gás para gerar energia eletromecânica e térmica.
Em configurações com motor alternativo, uma maneira de aumentar a eficiência de forma
substancial é aproveitar a água quente, procedente da refrigeração do equipamento, em um
processo.
Após a decisão sobre o ciclo e fluido de trabalho a ser empregado, deve-se decidir qual
arranjo físico dos componentes a ser realizado. Neste ponto é importante levar em
consideração parâmetros como temperatura, pressão e vazão.

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
67
5.2.3 Análise econômica
Uma indústria com grande demanda por energia térmica, como a de papel e celulose, deve
avaliar os benefícios e riscos econômicos na implantação de sistemas de cogeração. Fazer a
previsão de preços de energia no processo é ação essencial à análise da relação custo-
benefício. Dentre os vários critérios para avaliação das configurações, deve-se considerar
os objetivos e metas da empresa em questão incluindo-se a utilização correta dos recursos
disponíveis e a margem de lucro pretendida diante dos cenários econômicos adotados.
Outro aspecto a ser avaliado é a minimização de riscos associados aos investimentos.
Deve-se salientar que os custos são sensíveis às condições regionais. A empresa deve levar
em consideração o controle de riscos associados à venda de excedentes elétricos para
concessionárias e aos contratos de fornecimento de combustível. A venda de excedentes
pode equilibrar os gastos com aquisição de equipamentos, enquanto que nos contratos de
fornecimento de combustível é importante a logística de combustíveis, com previsão da
disponibilidade, preço e garantia de fornecimento.
As variáveis básicas para análise de investimentos são:
• Custos de energia;
• Características técnicas;
• Custos do sistema;
• Necessidades corporativas;
• Taxas de Retorno de Investimento (TIR).
Avaliação de aspectos legais
Avaliação de aspectos
ambientais
Avaliação energética
Análise econômica
Venda de excedentes
Custo de produção
Preço e disponibilidade
de combustíveis
Financiamento
Retorno do investimento

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
68
Custo Energético
De acordo com Tuna e Silveira [1997], a determinação do custo de conversão de energia é
a soma do gasto total com combustível (Ccomb), equipamento (Cequip) e custo operacional
(Coper). O custo específico (Cesp) é determinado em função da quantidade de produto na
saída dos equipamento.
Cprod = ∑ espC = Ccomb + Cequip + Coper (5.2)
Essa análise é detalhada ao considerar-se os equipamentos específicos para cada etapa do
processo. De maneira geral, o custo do produto na saída do equipamento é função direta do
seu custo de instalação, manutenção e amortização, pelo número de horas de operação
anual. A esse valor adiciona-se o custo do produto na entrada do equipamento mais a
energia empregada no seu acionamento. A energia de acionamento do equipamento pode
ser, por exemplo, o preço do combustível ou tarifa de eletricidade.
O custo da energia na manufatura é determinada pelo custo da eletricidade produzida mais
o custo do vapor consumido, mais o custo da eletricidade adquirida da rede em caso de
déficit, ou menos o custo da eletricidade vendida em caso de excedente. Tem-se:
ElVElenergia CCCC ±+= ∑∑ (5.3)
Uma metodologia apresentada por Horlock [1995], para avaliação econômica de uma
planta energética é baseada no cálculo do preço unitário de eletricidade produzida pela
planta. O custo anual de geração de eletricidade (Cel) é dado por:
manopcombcapel CCCCC +++= (5.4)
onde Ccap é o custo anual do capital, Ccomb o custo anual do combustível fornecido, Cop o
custo anual de operação e Cman o custo anual de manutenção.

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
69
5.2.4 Aspectos ambientais
A preocupação cada vez maior com a redução de impactos ambientais é refletida em
projetos para plantas de geração energética. As etapas de planejamento, localização,
construção e operação de plantas geradoras devem estar baseadas na produção de energia
confiável e custo reduzido, e também no gerenciamento do impacto ambiental.
A necessidade de atender exigências de órgãos regulamentadores na emissão de poluentes,
exige a adoção de técnicas de redução e monitoramento dos agentes poluidores e emprego
de equipamentos específicos. As principais técnicas são a
• Redução Catalítica Seletiva;
• Injeção de água ou vapor;
• Recirculação dos Gases de Escape;
• Lavadores de Gases;
• Dessulfurização dos Gases de Escape;
• Controle nos Processos de Conversão.
Os equipamentos mais usados são os Separadores Úmidos e Centrífugos, Precipitadores
Eletrostáticos, Câmara de Deposição Gravitacional e Filtros.
O emprego de tais técnicas e equipamentos demandam custos que precisam ser
computados na análise econômica do projeto a ser implantado. No caso da cogeração,
deve-se avaliar seus impactos no custo de produção de energia para decidir entre a geração
no próprio processo ou na compra da energia de concessionárias ou produtos
independentes.
Avaliação de aspectos legais
Avaliação de aspectos
ambientais
Avaliação energética
Análise econômica
Emissão de NOX, SOX e CO2
Impactos ambientais
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
70
Os órgãos para controle ambiental em todo o mundo atuam no sentido de restringir a
emissão de gases e particulados. No Brasil o CONAMA - Conselho Nacional de Meio
Ambiente - fiscaliza todo o território nacional. Em Minas Gerais, o órgão Ambiental
Estadual FEAM/COPAM monitora empresas instituindo valores limites para emissão de
poluentes, como o SO2 e material particulado.
Poluentes Gasosos
Dentre os agentes poluidores destacam-se o gás carbônico (CO2), causador direto do efeito
estufa, e os óxidos de enxofre (SOX) e nitrogênio (NOX), responsáveis pela chuva ácida. A
emissão de óxidos de enxofre é característica de plantas de geração elétrica por
combustíveis fósseis. Nos EUA, o EPA, Agência de Proteção Ambiental, estabeleceu que
as novas instalações devem remover um mínimo de 70% do enxofre, antes ou durante a
combustão.
Os óxidos de nitrogênio são divididos em três tipos, o prompt, o térmico e o do
combustível. O primeiro é formado após o processo de combustão, o térmico é formado
pela alta temperatura na câmara de combustão, e o último é produzido por qualquer
nitrogênio presente no combustível.
O gás carbônico, produzido pela queima de biomassa ou combustível fóssil, é bastante
nocivo ao meio ambiente. Estima-se uma emissão de 18 bilhões de tonelada de CO2 na
atmosfera mundial por ano, levando a ponderações no sentido de optar por fontes
alternativas que reduzam a emissão desse poluente, maior causador do efeito estufa.
Poluição Térmica
A poluição térmica está associada à geração de eletricidade, principalmente poluição da
água, seja por resíduos sólidos e químicos, ou pelo aquecimento nos trocadores de calor.
Uma forma de comparar a energia produzida pela quantidade de energia térmica
introduzida no meio ambiente é chamado Índice de Descarga Térmica, ou IDT, definido
como:
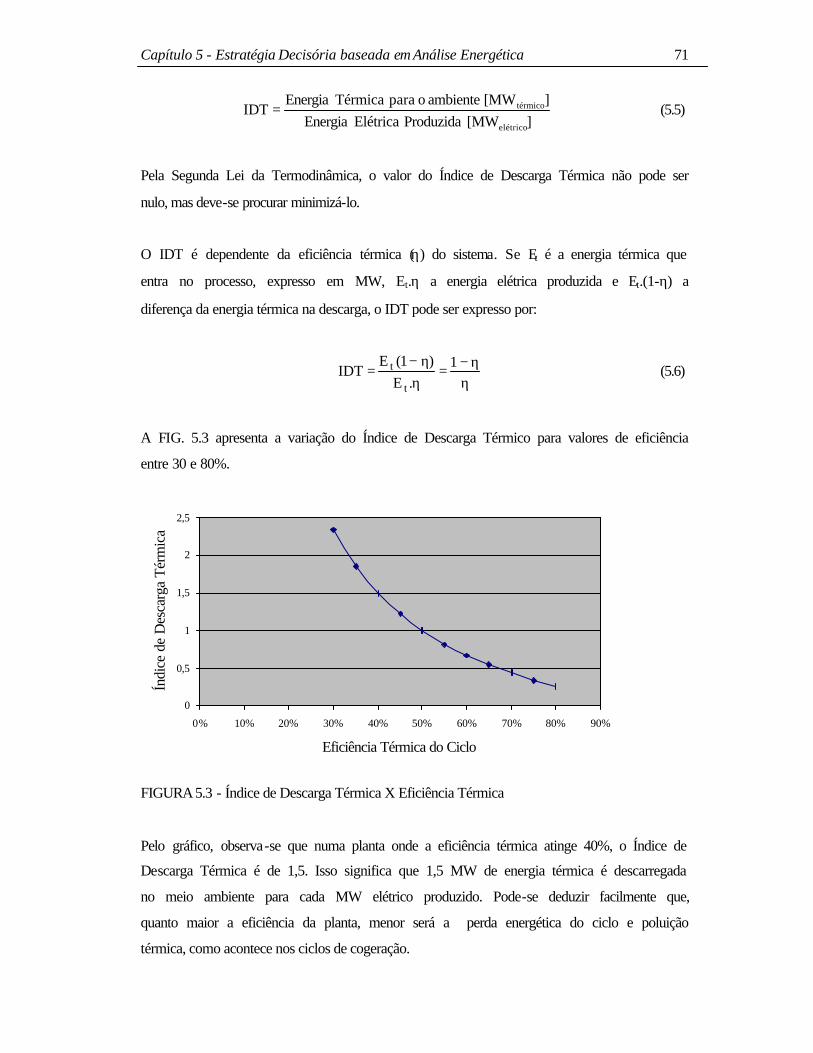
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
71
][MW Produzida Elétrica Energia
][MW ambiente o para Térmica EnergiaIDT
elétrico
térmico= (5.5)
Pela Segunda Lei da Termodinâmica, o valor do Índice de Descarga Térmica não pode ser
nulo, mas deve-se procurar minimizá-lo.
O IDT é dependente da eficiência térmica (η) do sistema. Se Et é a energia térmica que
entra no processo, expresso em MW, Et.η a energia elétrica produzida e Et.(1-η) a
diferença da energia térmica na descarga, o IDT pode ser expresso por:
η
η−=η
η−= 1
.E
)1(EIDT
t
t (5.6)
A FIG. 5.3 apresenta a variação do Índice de Descarga Térmico para valores de eficiência
entre 30 e 80%.
FIGURA 5.3 - Índice de Descarga Térmica X Eficiência Térmica
Pelo gráfico, observa-se que numa planta onde a eficiência térmica atinge 40%, o Índice de
Descarga Térmica é de 1,5. Isso significa que 1,5 MW de energia térmica é descarregada
no meio ambiente para cada MW elétrico produzido. Pode-se deduzir facilmente que,
quanto maior a eficiência da planta, menor será a perda energética do ciclo e poluição
térmica, como acontece nos ciclos de cogeração.
0
0,5
1
1,5
2
2,5
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
Eficiência Térmica do Ciclo
Índi
ce d
e D
esca
rga
Tér
mic
a
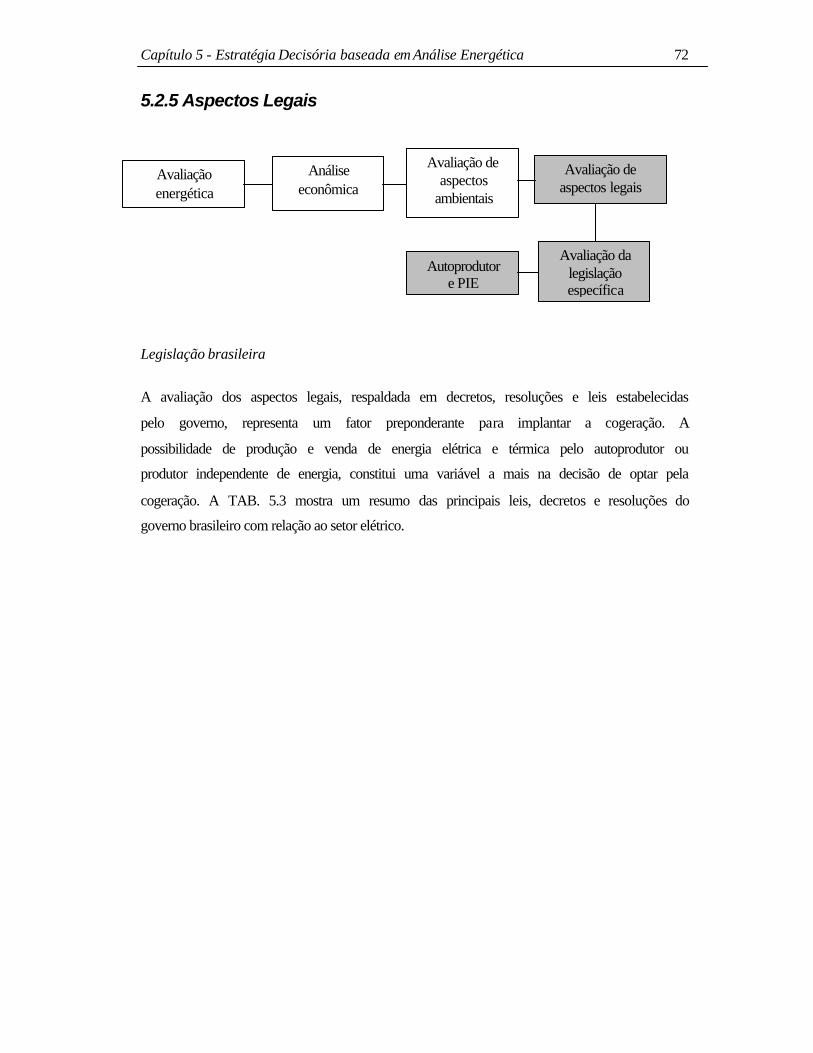
Capítulo 5 - Estratégia Decisória baseada em Análise Energética
72
5.2.5 Aspectos Legais
Legislação brasileira
A avaliação dos aspectos legais, respaldada em decretos, resoluções e leis estabelecidas
pelo governo, representa um fator preponderante para implantar a cogeração. A
possibilidade de produção e venda de energia elétrica e térmica pelo autoprodutor ou
produtor independente de energia, constitui uma variável a mais na decisão de optar pela
cogeração. A TAB. 5.3 mostra um resumo das principais leis, decretos e resoluções do
governo brasileiro com relação ao setor elétrico.
Autoprodutor e PIE
Avaliação da legislação específica
Avaliação de aspectos legais
Avaliação de aspectos
ambientais
Avaliação energética
Análise econômica

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
73
TABELA 5.3 - Legislação Brasileira para o Setor Elétrico
ANO ASSUNTO
Decreto-Lei 1872 1981 Dispõe sobre a aquisição, pelos concessionários, de energia elétrica excedente dos autoprodutores.
Lei 8987 1995 Concessão e permissão de serviços públicos
Lei 9074 1995 Concessão, permissão e autorização para exploração de serviços e instalações de energia elétrica.
Decreto 2003 1996 Regulamenta a produção de energia elétrica por produtor independente e autoprodutor.
Lei 9427 1996 Institui a ANEEL - Agência Nacional de Energia Elétrica.
Decreto 2665 1998 Regulamenta o Mercado Atacadista de Energia Elétrica e
define regras de organização do Operador Nacional do Sistema Elétrico - ONS.
Resolução nº 265
(ANEEL) 1998 Estabelece as condições para o exercício da atividade de
comercialização de energia elétrica.
Portaria Conjunta
ANEEL- ANP
nº002
1998 Dispõe sobre as ações relativas ao uso do gás natural, em particular no que concerne a termeletricidade, avaliando os
aspectos tecnológicos, econômicos e ambientais.
Resolução nº 242 1998
Resolve que os concessionários de serviço de distribuição de energia elétrica deverão aplicar anualmente recursos de, no
mínimo, 1% da receita operacional anual (RA) apurada no ano anterior para o desenvolvimento de ações com o objetivo de
incrementar a eficiência no uso e na oferta de energia elétrica.
Portaria nº 227 1999
Determina que a Centrais Elétricas Brasileiras S/A -
ELETROBRAS, promova chamada pública para identificação de excedentes de energia elétrica, provenientes de cogeração,
para comercialização a curto prazo
5.3 Conclusões
A metodologia apresentada neste capítulo busca sistematizar as variáveis necessárias ao
processo de decisão, cujas etapas propostas estão itemizadas a seguir.
Etapa 1 – avaliação do fluxograma da indústria para identificação dos centros
consumidores e produtores de energia.
Etapa 2 – identificação das fontes de energia empregadas e suas respectivas participações

Capítulo 5 - Estratégia Decisória baseada em Análise Energética
74
percentuais.
Etapa 3 – levantamento das propriedades termodinâmicas para elaboração do balanço
energético por equipamento e processo produtivo, incluindo o cálculo das trocas
energéticas e eficiências nos processos e equipamentos pertinentes. Elaboração do
diagrama de Sankey.
Etapa 4 – Cálculo dos indicadores de desempenho:
- rendimento global do ciclo;
- índice energético: E/S
- índice de descarga térmica (IDT)
Etapa 5 – estudo comparativo dos índices encontrados com os valores praticados no setor
avaliado ou, de forma no setor industrial brasileiro ou geral, internacional, tendo como
fonte atual a TAB. 5.1 proposta por Balestieri (1990).
Etapa 6 – seleção da configuração de cogeração recomendada com base no estudo
desenvolvido por Berman (1983), correspondente à FIG. 5.2.
Etapa 7 – avaliação e análise crítica da alternativa recomendada com base na
disponibilidade e custo dos energéticos empregados, confiabilidade no suprimento de
energia, políticas de incentivo, capacidade de investimento da empresa.
Apesar do maior destaque dado a análise energética, o fluxograma traz uma referência
quanto às etapas do processo decisório. As linhas pontilhadas representam a necessidade
de um estudo mais detalhado, que contemple os aspectos ambiental, político e econômico.

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 75
Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta
na Indústria de Papel e Celulose
Apresenta-se, neste capítulo, a análise energética de uma planta de papel e celulose
empregando cogeração a partir de dados obtidos na CENIBRA. A seguir emprega-se a
metodologia proposta no capítulo 5 em um modelo de planta de potência em ciclo
combinado.
6.1 Análise Termodinâmica
A análise termodinâmica compreende os balanços de energia, necessários para definir
eficiência de processos e ciclos, caracterizando termicamente processos e equipamentos
presentes na indústria. A análise termodinâmica realizada nesse capítulo é baseada na
Primeira Lei da Termodinâmica, introduzida no capítulo 3. Para realizar o estudo
termodinâmico nos sistemas, considerou-se que:
• equipamentos e processos operam em regime permanente, ou seja, as propriedades
termodinâmicas em um dado ponto não variam com o tempo;
• com exceção dos trocadores de calor, os demais equipamentos são adiabáticos, isto é,
não ocorre fluxo de energia, na forma de calor, nas fronteiras;
• a variação da energia cinética e potencial nos diversos equipamentos e ciclos são
desprezíveis;
• a perda de carga é desprezível em tubulações e equipamentos pertinentes.
Essas considerações objetivam agilizar o equacionamento das variáveis envolvidas,
implicando numa pequena margem de imprecisão. Entretanto, em projetos reais para
implantação de sistemas de cogeração, essas simplificações precisam ser reavaliadas.
6.1.1 CENIBRA
Para se avaliar um processo real de uma planta energética utilizando cogeração, empregou-
se dados referentes à produção e consumo de energia térmica e elétrica, obtidos em visita

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 76
técnica à CENIBRA, Celulose Nipo Brasileira, localizada no município de Belo Oriente,
MG. Os dados coletados na empresa foram considerados típicos para o processo de
produção de celulose no Brasil, com uma capacidade média de produção de 2000 TSA/dia
(Toneladas de celulose Seca ao Ar por dia).
Os dados foram fornecidos, basicamente, pelo Departamento de Utilidades, onde se
localizam as caldeiras, turbinas a vapor e coletores, e cuja produção de energia térmica e
elétrica é consumida pela fábrica de celulose, com produção anual de 740 mil TSA. A
seguir são descritos os principais componentes deste Departamento.
Caldeiras
O sistema de geração de vapor é constituído de cinco caldeiras: duas caldeiras de
recuperação química, uma caldeira a óleo e duas caldeiras a biomassa. O combustível para
as caldeiras de recuperação química e biomassa são provenientes da própria planta
industrial (fábrica de celulose). Na caldeira de recuperação queima-se o licor negro
(lixívia), e na de biomassa, resíduos e cascas de madeira. Utiliza-se o óleo como
combustível complementar em proporções reduzidas nessas caldeiras, e como combustível
principal na caldeira a óleo.
Estas caldeiras produzem vapor a alta pressão (AP), 6,4 MPa, e temperaturas em torno de
450ºC. O vapor produzido, após passar pelos coletores de alta pressão, é injetado nos
turbogeradores para produção de energia elétrica e vapor a baixa, 0,3 MPa e média
pressão, 1,3 MPa. A TAB. 6.1 mostra os valores médios de produção de vapor nessas
caldeiras.
TABELA 6.1 - Produção de Vapor das Caldeiras
Caldeira/Produção Tonelada de vapor por hora (t/h)
Recuperação 1 262 Recuperação 2 200 Biomassa A 49 Biomassa B 51 Óleo 88 Total 650
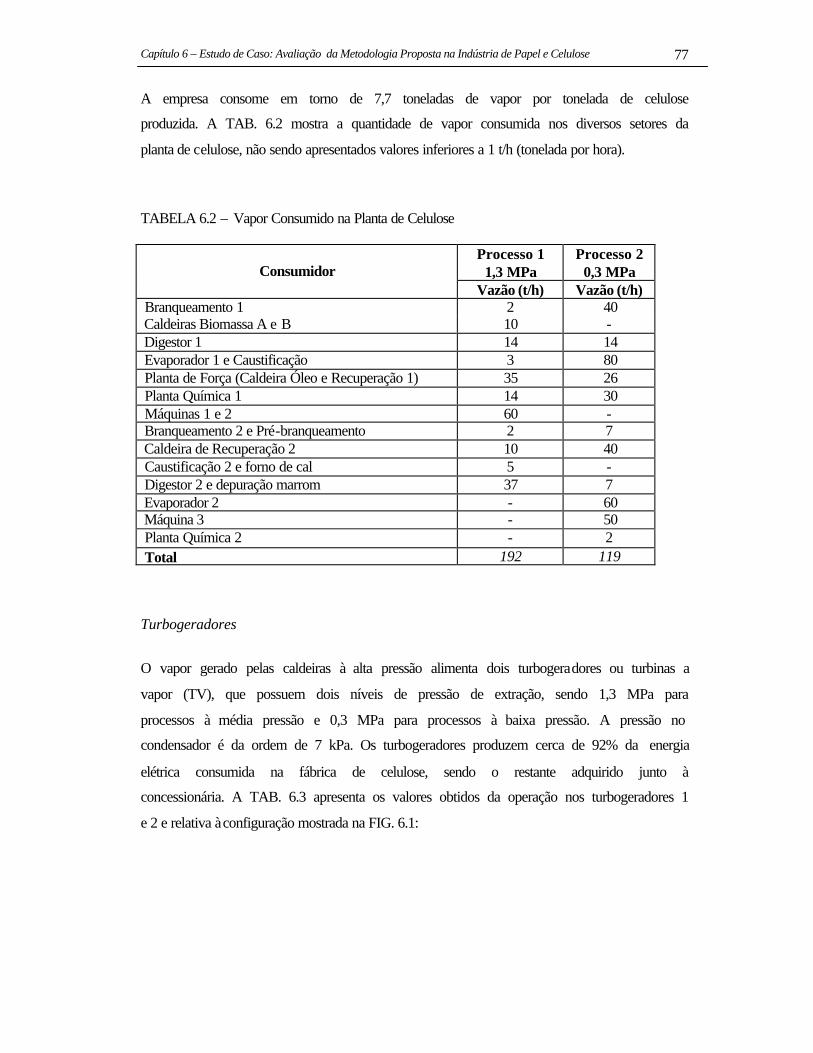
Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 77
A empresa consome em torno de 7,7 toneladas de vapor por tonelada de celulose
produzida. A TAB. 6.2 mostra a quantidade de vapor consumida nos diversos setores da
planta de celulose, não sendo apresentados valores inferiores a 1 t/h (tonelada por hora).
TABELA 6.2 – Vapor Consumido na Planta de Celulose
Processo 1 1,3 MPa
Processo 2 0,3 MPa Consumidor
Vazão (t/h) Vazão (t/h) Branqueamento 1 2 40 Caldeiras Biomassa A e B 10 - Digestor 1 14 14 Evaporador 1 e Caustificação 3 80 Planta de Força (Caldeira Óleo e Recuperação 1) 35 26 Planta Química 1 14 30 Máquinas 1 e 2 60 - Branqueamento 2 e Pré-branqueamento 2 7 Caldeira de Recuperação 2 10 40 Caustificação 2 e forno de cal 5 - Digestor 2 e depuração marrom 37 7 Evaporador 2 - 60 Máquina 3 - 50 Planta Química 2 - 2 Total 192 119
Turbogeradores
O vapor gerado pelas caldeiras à alta pressão alimenta dois turbogeradores ou turbinas a
vapor (TV), que possuem dois níveis de pressão de extração, sendo 1,3 MPa para
processos à média pressão e 0,3 MPa para processos à baixa pressão. A pressão no
condensador é da ordem de 7 kPa. Os turbogeradores produzem cerca de 92% da energia
elétrica consumida na fábrica de celulose, sendo o restante adquirido junto à
concessionária. A TAB. 6.3 apresenta os valores obtidos da operação nos turbogeradores 1
e 2 e relativa à configuração mostrada na FIG. 6.1:

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 78
TABELA 6.3 - Produção nas Turbinas a Vapor
TV 1 TV 2 Vazão entrada [t/h] 300 350 Temperatura Entrada [ºC] 450 450 Temperatura 1ª extração [ºC] 180 210 Temperatura 2ª extração [ºC] 135 165 Vazão 1ª extração [t/h] 80 110 Vazão 2ª extração [t/h] 160 190 Potência ativa * [MW] 34 43 Vazão condensado [t/h] 20 75
* No gerador acoplado às turbinas
A configuração esquemática mostrada na FIG. 6.1 refere-se à planta energética da
CENIBRA, com destaque para os equipamentos do Departamento de Utilidades.
FIGURA 6.1 – Esquema de planta energética característica do Setor de Celulose
Coletor de vapor MP
TV1
Caldeira a Óleo
Caldeiras a Biomassa
C
TV2
C
Coletor de vapor BP
Coletores de vapor 1 2 6
5 9 3 4
1A 1B
87
11
10
b3
b1
b2 13
14
12
18
1C
15
16
17
Processo 1
Processo 2
Caldeiras Recuperação
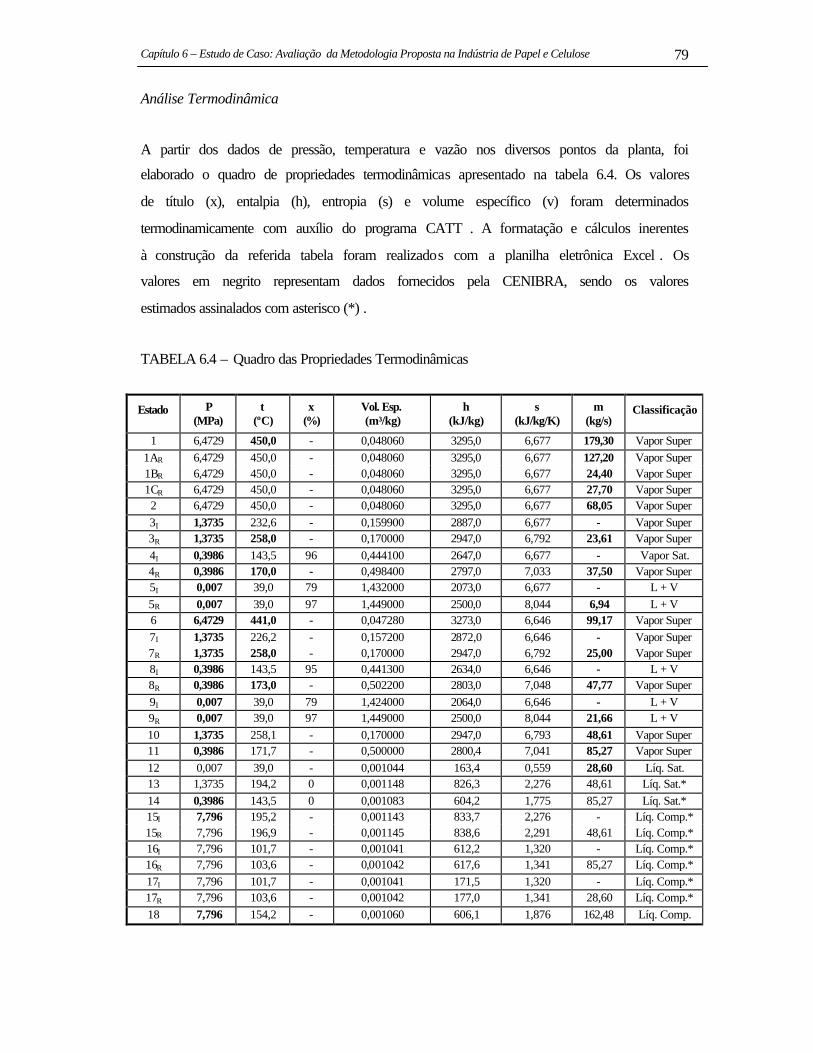
Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 79
Análise Termodinâmica
A partir dos dados de pressão, temperatura e vazão nos diversos pontos da planta, foi
elaborado o quadro de propriedades termodinâmicas apresentado na tabela 6.4. Os valores
de título (x), entalpia (h), entropia (s) e volume específico (v) foram determinados
termodinamicamente com auxílio do programa CATT. A formatação e cálculos inerentes
à construção da referida tabela foram realizados com a planilha eletrônica Excel. Os
valores em negrito representam dados fornecidos pela CENIBRA, sendo os valores
estimados assinalados com asterisco (*) .
TABELA 6.4 – Quadro das Propriedades Termodinâmicas
Estado P (MPa)
t (ºC)
x (%)
Vol. Esp. (m³/kg)
h (kJ/kg)
s (kJ/kg/K)
m (kg/s)
Classificação
1 6,4729 450,0 - 0,048060 3295,0 6,677 179,30 Vapor Super 1AR 6,4729 450,0 - 0,048060 3295,0 6,677 127,20 Vapor Super 1BR 6,4729 450,0 - 0,048060 3295,0 6,677 24,40 Vapor Super 1CR 6,4729 450,0 - 0,048060 3295,0 6,677 27,70 Vapor Super 2 6,4729 450,0 - 0,048060 3295,0 6,677 68,05 Vapor Super 3I 1,3735 232,6 - 0,159900 2887,0 6,677 - Vapor Super 3R 1,3735 258,0 - 0,170000 2947,0 6,792 23,61 Vapor Super 4I 0,3986 143,5 96 0,444100 2647,0 6,677 - Vapor Sat. 4R 0,3986 170,0 - 0,498400 2797,0 7,033 37,50 Vapor Super 5I 0,007 39,0 79 1,432000 2073,0 6,677 - L + V 5R 0,007 39,0 97 1,449000 2500,0 8,044 6,94 L + V 6 6,4729 441,0 - 0,047280 3273,0 6,646 99,17 Vapor Super 7I 1,3735 226,2 - 0,157200 2872,0 6,646 - Vapor Super 7R 1,3735 258,0 - 0,170000 2947,0 6,792 25,00 Vapor Super 8I 0,3986 143,5 95 0,441300 2634,0 6,646 - L + V 8R 0,3986 173,0 - 0,502200 2803,0 7,048 47,77 Vapor Super 9I 0,007 39,0 79 1,424000 2064,0 6,646 - L + V 9R 0,007 39,0 97 1,449000 2500,0 8,044 21,66 L + V 10 1,3735 258,1 - 0,170000 2947,0 6,793 48,61 Vapor Super 11 0,3986 171,7 - 0,500000 2800,4 7,041 85,27 Vapor Super 12 0,007 39,0 - 0,001044 163,4 0,559 28,60 Líq. Sat. 13 1,3735 194,2 0 0,001148 826,3 2,276 48,61 Líq. Sat.* 14 0,3986 143,5 0 0,001083 604,2 1,775 85,27 Líq. Sat.* 15I 7,796 195,2 - 0,001143 833,7 2,276 - Líq. Comp.* 15R 7,796 196,9 - 0,001145 838,6 2,291 48,61 Líq. Comp.* 16I 7,796 101,7 - 0,001041 612,2 1,320 - Líq. Comp.* 16R 7,796 103,6 - 0,001042 617,6 1,341 85,27 Líq. Comp.* 17I 7,796 101,7 - 0,001041 171,5 1,320 - Líq. Comp.* 17R 7,796 103,6 - 0,001042 177,0 1,341 28,60 Líq. Comp.* 18 7,796 154,2 - 0,001060 606,1 1,876 162,48 Líq. Comp.
Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 80
Legenda:
Estado – corresponde aos pontos numerados da configuração da FIG. 6.1. A letra R é
usada para as propriedades termodinâmicas medidas na planta industrial. A letra I
representa estados isoentrópicos necessários para a avaliação da eficiência de processos;
Pressão (P) – é o valor da pressão absoluta em cada ponto da configuração apresentada;
Temperatura (t) – temperatura do fluido (ºC);
Vazão mássica ( m& ) – quantidade de fluido que flui por unidade de tempo, em
determinado ponto do ciclo, expressa em kg/s.
Título (x) – relação entre a massa de fluido na fase vapor e a massa total de uma mistura
líquido/vapor. Adotado apenas na região de saturação, com valores entre 0 e 1,
correspondente aos estados de líquido e vapor saturados, respectivamente.
Entalpia específica (h) – proprie dade termodinâmica que corresponde à soma da energia
interna do fluido e a energia associada ao seu escoamento, através da superfície de
controle.
Entropia específica (s) – propriedade termodinâmica associada ao nível de desordem do
fluido no estado termodinâmico correspondente.
Classificação – corresponde ao estado termodinâmico do fluido de trabalho.
Devido a ausência ou imprecisão de alguns dados fornecidos, foram feitas as seguintes
considerações:
• Os valores de temperatura e pressão são os mesmos às saídas das 3 caldeiras;
• Não há perda de carga ou de energia nas tubulações e equipamentos pertinentes;
• O fluido de trabalho à entrada das bombas é considerado no estado de líquido
saturado;
• Eficiência isoentrópica das bombas estimada em 60%.
Para determinação do estado termodinâmico em 10, considera-se a mistura dos fluxos 3 e
7adiabática. Assim, aplicando-se a equação 3.3 tem-se:
73
773310 mm
hmhmh
&&
&&
++
= (6.1)

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 81
Analogamente, para o estado termodinâmico 11, tem-se:
84
88411 mm
hmhmh
&&
&&
++
= 4 (6.2)
6.1.2 Balanço Energético
O balanço energético caracteriza a demanda por energias térmica e elétrica de uma
indústria ou processo, essencial para o dimensionamento da planta de cogeração e seus
equipamentos. A partir do esquema mostrado na FIG. 6.1 e das equações apresentadas no
capítulo 3, foi determinado o balanço energético da planta de cogeração.
A primeira etapa para determinar o balanço energético é a definição das potências reais
geradas pelas turbinas. A partir da equação geral 3.3, para a Primeira Lei da
Termodinâmica, foram obtidas as equações para as turbinas a vapor TV1 e TV2. Assim,
tem-se:
)hmhmhm(hmW R55R44R33R221T V &&&&& ++−= (6.3)
)hmhmhm(hmW R99R88R77R662TV &&&&& ++−= (6.4)
onde o subscrito R corresponde ao estado real no ponto, sendo a potência ideal calculada
ao avaliar as propriedades hipotéticas à saída da turbina considerada isoentrópica.
Teoricamente, a eficiência térmica das turbinas a vapor é determinada pelas equação:
SIE
SRETV hh
hh
−−
=η (6.5)
onde os subscritos R e I representam valores reais e ideais, respectivamente.
Como o título nos pontos 5 e 9 não eram conhecidos, calcula-se a eficiência isoentrópica
para a turbina a vapor TV1, a partir do procedimento apresentado a seguir.

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 82
O processo de extração foi entendido como similar a 3 turbinas acopladas ao mesmo eixo,
conforme diagrama da FIG. 6.2.
FIGURA 6.2 – Descrição do Processo de Extração da Turbina a Vapor
Onde as propriedades termodinâmicas se mantém em 2A, 2B e 2C e apenas os fluxos
mássicos se subdividem nas proporções necessárias. Desta forma a eficiência isoentrópica
de cada estágio da turbina pode ser calculada separadamente, na forma:
I32
R32A1 hh
hh
−−
=η (6.6)
I42
R42B1 hh
hh
−−
=η (6.7)
I52
R52C1 hh
hh
−−
=η (6.8)
Teoricamente, esperava-se valores idênticos para todos os estágios da turbina. Entretanto,
valores calculados para TV1 e TV2 e mostrados na TAB. 6.5 indicam uma redução
sistemática da eficiência isoentrópica ao longo da turbina. Com base na evolução destes
valores para as 2 primeiras extrações, a eficiência para o último estágio foi extrapolada e
considerada igual a 65 e 64% para TV1 E TV2, respectivamente.
TV1A TV1B TV1C
3 4 5
2A 2B 2C 2
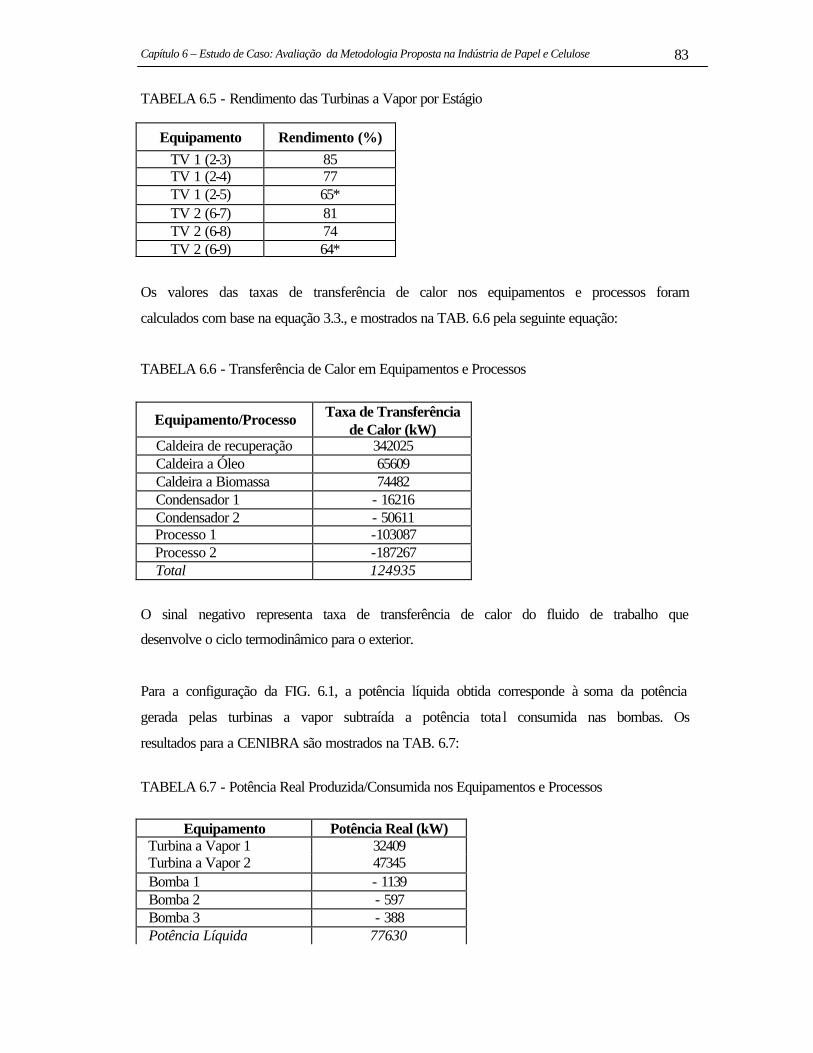
Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 83
TABELA 6.5 - Rendimento das Turbinas a Vapor por Estágio
Equipamento Rendimento (%)
TV 1 (2-3) 85 TV 1 (2-4) 77 TV 1 (2-5) 65* TV 2 (6-7) 81 TV 2 (6-8) 74 TV 2 (6-9) 64*
Os valores das taxas de transferência de calor nos equipamentos e processos foram
calculados com base na equação 3.3., e mostrados na TAB. 6.6 pela seguinte equação:
TABELA 6.6 - Transferência de Calor em Equipamentos e Processos
Equipamento/Processo Taxa de Transferência de Calor (kW)
Caldeira de recuperação 342025 Caldeira a Óleo 65609 Caldeira a Biomassa 74482 Condensador 1 - 16216 Condensador 2 - 50611 Processo 1 -103087 Processo 2 -187267 Total 124935
O sinal negativo representa taxa de transferência de calor do fluido de trabalho que
desenvolve o ciclo termodinâmico para o exterior.
Para a configuração da FIG. 6.1, a potência líquida obtida corresponde à soma da potência
gerada pelas turbinas a vapor subtraída a potência total consumida nas bombas. Os
resultados para a CENIBRA são mostrados na TAB. 6.7:
TABELA 6.7 - Potência Real Produzida/Consumida nos Equipamentos e Processos
Equipamento Potência Real (kW) Turbina a Vapor 1 32409 Turbina a Vapor 2 47345 Bomba 1 - 1139 Bomba 2 - 597 Bomba 3 - 388 Potência Líquida 77630

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 84
Os valores negativos para a potência das bombas correspondem ao trabalho realizado sobre
o fluido.
De acordo com a equação 3.1, os valores líquidos para a potência e taxa de transferência de
calor deveriam se igualar. A discrepância encontrada pode ser atribuída a perdas no ciclo,
como: tubulações, equipamentos, purgadores e fugas. Além disto, deve-se destacar que a
energia calculada para a caldeira a óleo representa valores médios, pois esta tem apenas
caráter complementar.
Esses resultados podem ser sumarizados no diagrama de Sankey apresentado na FIG. 6.3
FIGURA 6.3 – Diagrama de Sankey
O rendimento global do ciclo, obtido a partir da equação 3.10 e aplicado à configuração da
FIG. 6.1, é inferior à média do Ciclo Rankine, apresentadas no capítulo 3 é dado por:
recbiooleo
2processo1processobTV
cogQQQ
QQ)WW(
&&&
&&&&
++
++−=η
∑∑ (6.9)
O valor obtido para o rendimento da planta energética da CENIBRA foi de 76%, sendo
significativamente superior ao de um ciclo convencional, conferindo grande vantagem ao
Processos 290354 kW
Energia térmica das Caldeiras 482116 kW
Condensador 66827 kW
Turbinas a Vapor 79754 kW
Perdas 43245 kW
Energia elétrica das Bombas 2124 kW

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 85
sistema de produção combinada, adotado pela empresa, inclusive com auto-suficiência de
energia térmica.
6.1.3 Validação da Metodologia O índice energético obtido para a empresa foi 0,28, calculado pela equação 5.1, valor
diferente do apresentado para o setor de papel e celulose na TAB. 5.1., mas dentro da
média nacional de 0,36 citada por Balestieri.
A metodologia proposta no capítulo 5 recomenda a avaliação energética a partir da análise
do índice energético, obtido pela equação 5.1. Ao comparar o valor do índice energético
aos apresentados no gráfico da figura 6.3, observa-se que a turbina a gás seria um
equipamento recomendado para a empresa, pois opera na faixa de 0,26 a 0,36, e potência
elétrica inferior a 100 MW.
FIGURA 6.3 - Comparação entre Alternativas para Sistemas de Cogeração
FONTE - Adaptado de BERMAN, 1983.
Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 86
Entretanto, esta configuração não poderia ser adota à época da implantação da planta
industrial, desde que o gás natural não era disponível em Minas Gerais. Foi adotada a
turbina a vapor justificada pela disponibilidade energética e tecnológica.
Para um projeto de ampliação da capacidade geradora da CENIBRA, recomenda-se o
estudo de um ciclo combinado, com turbina a gás, aproveitando o gás natural de iminente
disponibilização para a região. Esse ciclo permite o aproveitamento das caldeiras e turbinas
a vapor existentes, aliadas à produção de energia elétrica excedente com possibilidades de
comercialização.
Apesar de considerar apenas a análise energética dos dados, coletados em determinada
época, a avaliação pode constituir-se em boa referência para tomada de decisão.
Entretanto, outras análises como a econômica e ambiental, precisam ser consideradas.
O Índice de Descarga Térmica, IDT, definido na equação 5.6, é um parâmetro que
contribui na análise dos impactos ambientais de uma indústria. Para a CENIBRA, obtém-se
o IDT igual a 0,32, o que representa uma descarga de 25,5 MW térmicos no meio
ambiente. Esse valor é baixo se comparado às descargas de configurações convencionais,
reafirmando o emprego da cogeração como vantagem em termos de redução do impacto
ambiental.
6.2 Conclusões
O emprego da metodologia proposta para o setor de papel e celulose mostrou-se
satisfatória, com base na disponibilização de dados sobre as demandas e produção de
energia da indústria. A decisão por um sistema de cogeração adequado às necessidades da
empresa pode ser realizado a partir do balanço energético e definição dos índices
propostos.
Nas etapas de tomada de decisão a seleção do ciclo constitui-se em um passo importante.
Dentre as opções de sistemas de cogeração apresentadas nesse trabalho, o ciclo combinado
com turbina a gás é recomendado para a CENIBRA. Esse ciclo apresenta elevados índices

Capítulo 6 – Estudo de Caso: Avaliação da Metodologia Proposta na Indústria de Papel e Celulose 87
de rendimento, reduzidos índices de impactos ambientais, além de grande flexibilidade de
implantação, visto que pode utilizar equipamentos do ciclo já existentes, como a turbina a
vapor. Outro fator preponderante na decisão é a disponibilização do gás natural no Brasil,
fato que pode alavancar o emprego de instalações a gás para produção de energia.
Capítulo 7 - Conclusões
88
Capítulo 7 - Conclusões
7.1 Conclusões finais A cogeração mostra-se uma alternativa viável para a indústria nacional, apresentando
diversos benefícios, como o aumento da eficiência, redução de impactos ambientais,
confiabilidade e baixos custos de instalação. De maneira geral, pode-se afirmar que a
viabilidade de implantação da cogeração passa pela disponibilidade e custos do
combustível, desenvolvimento tecnológico de motores e turbinas, redução de perdas e
investimento na distribuição, confiabilidade no suprimento de energia, menor oferta de
energia elétrica, política de estímulo à cogeração e análise técnico-econômica.
Dentre as possibilidades apresentadas pela cogeração está o aproveitamento do gás natural,
com disponibilidade efetiva a partir desse ano (1999). A revisão teórica dos princípios da
termodinâmica, realizada neste trabalho, buscou apresentar as opções de equipamentos e
ciclos térmicos que atendam a determinadas faixas de demanda elétrica e térmica. Nessa
revisão o ciclo combinado com turbina a gás pode ser considerado uma opção para o
aproveitamento do gás natural, permitindo a expansão dos sistemas de produção elétrica e
térmica nos setores industriais que utilizem turbinas a vapor. Em termos de eficiência
energética, o ciclo combinado utilizando turbinas a gás, turbina a vapor e caldeira de
recuperação é bastante recomendado. Já o ciclo com cogeração utilizando turbina a gás é
indicado onde a demanda por energia elétrica é maior que a térmica, ou onde exista
possibilidade de comercialização de energia elétrica excedente.
Para tomada de decisão pela cogeração de energia devem ser consideradas a análise de
quatro aspectos fundamentais: técnico, econômico, ambiental e legal. Essa análise pode ser
influenciada por fatores externos, como a instabilidade na economia, disponibilidade e
custos dos combustíveis, dentre outros. Algumas técnicas que utilizam ferramentas
computacionais foram indicadas para contribuir na solução de problemas de decisão.
A metodologia apresentada neste trabalho buscou sistematizar variáveis importantes no
processo de decisão. Pautado na análise energética, foi apresentado o índice energético

Capítulo 7 - Conclusões
89
como variável importante para avaliar a atratividade do emprego da cogeração no setor
industrial. O índice energético mostrou-se representativo na tomada de decisão, por retratar
o balanço energético da empresa.
Conclui-se que a cogeração é uma forma de produção de energia com possibilidades de
implementação em larga escala no Brasil, devido à sua grande flexibilidade na utilização
de combustíveis, alto rendimento global e reduzidos impactos ambientais.
7.2 Recomendações
Esse trabalho representa um esforço inicial para estabelecer uma metodologia de apoio a
decisão em cogeração, com ênfase na avaliação energética.
É sugerido, como continuidade, que sejam contemplados outros critérios, abordados no
trabalho, como a utilização de ferramentas que considerem processos de tomada de decisão
inteligente e estudo de outras variáveis inerentes ao processo de decisão. Desta forma, para
trabalhos posteriores sugere-se:
• A criação de um banco de dados, que disponibilize as informações contidas no
capítulo 3;
• A redefinição do fluxograma que sistematiza as etapas para tomada de decisão,
com análises que contemplem o refinamento das variáveis envolvidas em todo
processo decisório, ou seja, o estudo dos aspectos ambientais, políticos e
econômicos;
• A utilização ou desenvolvimento de softwares para criar ferramentas que
automatizem a tomada de decisão no setor de papel e celulose, baseados nos
conceitos de Inteligência Artificial e/ou Pesquisa Operacional.
Capítulo 8 – Referências Bibliográficas
90
Capítulo 8 - Referências Bibliográficas
8.1 Bibliografia Citada
Agência para Aplicação de Energia. CESP/CPFL/ELETROPAULO/COMGÁS. Manual de
Administração de Energia . São Paulo, 1998. 45 p.
ALLEN, R.P. e KOVACIK. J.M. Gas Turbine Cogeneration - Principles and Practice.
ASME Journal of Engineering for Gas Turbines and Power , vol. 106, pp. 725-730,
1994.
ANDRADE, E. L. Introdução à Pesquisa Operacional. Métodos e Modelos para a Análise
da Decisão. Conceitos de Decisão e o Enfoque Gerencial da Pesquisa Operacional. 2
ed., Ed. LTC, 1986. 276 p.
BALESTIERI, J.A.P. e GUSHIKEN, A.N. Avaliação de Configurações para Centrais de
Cogeração na Produção de Cerveja . Revista Ciê ncia & Engenharia, ano 5, n.1, p. 15-20,
1996. U.F.U.
BALESTIERI, J.A.P. Estudo de Sistemas de Cogeração com Aplicação de Métodos de
Monte Carlo. Itajubá. Escola Federal de Engenharia de Itajubá, 1990. (Dissertação,
Mestrado em Engenharia)
BAUM, M. e SHEICHTMAN, R. Perspectivas de Utilização de Gás Natural para a
Geração de Energia Elétrica no Brasil. IX Seminário Nacional de Produção e
Transmissão de Energia Elétrica. Belo Horizonte, 1987.
BERMAN, I.M. Cogeneration Combined Cycles and Synthetic Fuel - An Overview.
Power Engineering. Illinois, USA, 97, p.42-50, 1983.
COMISARIA DE LA ENERGIA Y RECURSOS MINERALES DO CENTRO DE
ESTUDIOS DE LA ENERGIA. Ahorro de Energia en Procesos. Madrid, Espanha,
1982.
COMPANHIA ENERGÉTICA DE MINAS GERAIS (CEMIG), Minas Gerais. Plano
Energético Integrado para Minas Gerais. Abr. 1993. 143 p.
Capítulo 8 – Referências Bibliográficas
91
COMPANHIA ENERGÉTICA DE MINAS GERAIS (CEMIG), Minas Gerais. Projeção
do Consumo Final de Energia Minas Gerais. Out. 1990. 143 p.
COSTA, S.F. e VIEIRA, L.S.R. Co-geração. Legislação, Meio Ambiente, Atratividade e
Mercado. Revista Eletricidade Moderna, p. 128-138, ago. 1996.
DEPARTAMENTO NACIONAL DE DESENVOLVIMENTO ENERGÉTICO DA
SECRETARIA DE ENERGIA - DNDE/SEN/MME. Balanço Energético Nacional,
1999.
GOMIDE, F.A.C. Lógica Fuzzy Aplicada à Manufatura . Fundação Cefetminas, Belo
Horizonte, 1995.
GRANET, I. Termodinâmica e Energia Térmica . 4ª ed. Prentice-Hall do Brasil, 1980.
HORLOCK, J.H. Combined Power Plants - Past, Present, and Future. ASME - Journal of
Engineering for Gas Turbines and Power. v. 117, p. 608-616, oct. 1995.
LARSON, E.D. Biomass-Gasifier/Gas Turbine Cogeneration in the Pulp and Paper
Industry. Journal of Engineering for Gas Turbines and Power, v. 114, n. 4, p. 665-675,
1992.
MERZ, S.K. – Assessment of Cogeneration. AUSTRALIAN COGENERATION
ASSOCIATION – DPIE. Disponível em. <http.//www.cogen.com.au>. Acesso em 22
set. 1999.
NASCIMENTO, J.G.A.; RENNÓ, I.V.C.; SALOMON, L.B.R. e AMARAL C.A. A Co-
geração no Brasil. Situação Atual e Possibilidades Futuras. Revista Eletricidade
Moderna. p. 84-95, jan. 1997.
NIGRO, F.E.B. e GRANZIERA, M.R. Turbinas a Gás. Evolução, Operação e Estado da
Arte. Revista Eletricidade Moderna,. p. 44-53, jun. 1989.
NOGUEIRA, L.A.H. e SANTOS, A.H.M. Co-geração no Setor Terciário. Possibilidades,
Vantagens e Limitações. Revista Eletricidade Moderna, p. 50-58, jun. 1995.
OLANO, J.F. Aspectos Técnicos e Econômicos e Situação nos EUA e União Européia.
Revista Eletricidade Moderna, p.104-117, set. 1995.
Capítulo 8 – Referências Bibliográficas
92
PACCA H.L. Manufatura Integrada por Computador. Contexto, Tendências, Técnicas.
Fundação Cefetminas, 1995.
PIERCE, M.A. A History of Cogeneration Before PURPA. ASHRAE Journal, v. 37, n.5,
p. 53-60, 1995.
SILVEIRA, J.L. Estudo de sistema de cogeração aplicado a fabricação de papel e
celulose. Itajubá. Escola Federal de Engenharia de Itajubá, 1990. 138 p. (Dissertação,
Mestrado em Engenharia).
SILVEIRA, J.L. e BALESTIERI, J.A.P. Uso de Turbinas a gás na Indústria de Papel e
Celulose. Revista Eletricidade Moderna, p. 78-81, fev. 1995.
STEPHEN, D. Independent Generation of Eletric Power. Butterworth-Heinemann Ltda,
1994.
TUMA, M., OMAN, J., SEKAVENIK, M. – Efficiency of a combined gas-steam process.
ENERGY CONVERSION & MANAGEMENT. n.40, p. 1163-1175, 1999.
TUNA, C.E. e SILVEIRA, J.L. Um Método de Análise Termoeconômica para Otimização
de Sistemas de Produção Combinada de Calor e Potência , p. 162-167, 1997.
8.2 Bibliografia Complementar
AMERICAN SOCIETY FOR MECHANICAL ENGINEERING - Disponível em.
<http.//www.asme.org> Acesso em: 12 jul. 1999.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT) – Disponível em.
<http.//abnt.org.br> Acesso em: 10 maio 1999.
BALESTIERI, J.A.P. A Cogeração no Contexto do Desenvolvimento Sustentável.
Guaratinguetá, SP, 1997. (No prelo).
Capítulo 8 – Referências Bibliográficas
93
BALESTIERI, J.A.P. e CORREIA, P.B. Planejamento de Centrais de Cogeração.
Otimização de Configurações. Seminário Nacional de Produção e Transmissão de
Energia Elétrica. Vol. GPT-II, p. 1-7.
BALESTIERI, J.A.P. e SILVEIRA, J.L. Uso de Turbinas a Gás na Indústria de Papel e
Celulose. Revista Eletricidade Moderna. p. 79-82, fev. 1995.
BARRETO, B.C.; AMARAL, J.A.R. e AZOLA, E.P. Estudos de Viabilidade para
Termelétricas em Ciclo Combinado. Revista Eletricidade Moderna. p. 136-144, set.
1997.
BOLLAND, O. A Comparative Evaluation of Advanced Combined Cycle Alternatives.
ASME - Journal of Engineering for Gas Turbines and Power. v. 113, p. 190-197, 1991.
BOLLAND, O., FORDE, M., HANDE, B. Air Bottoming Cycle . Use of gas turbine waste
heat for power generation. ASME - Journal of Engineering for Gas Turbines and Power.
v. 118, p. 359-368, 1996.
BRIESCH, M.S.; BANNISTER, R.L.; DIAKUNCHAK, I.S. E HUBER, D.J. A combined
Cycle Designed to Achieve Greater than 60 Percent Efficiency. ASME - Journal of
Engineering for Gas Turbines and Power. v. 117, p. 734-741, oct. 1995.
CENTRAX Gas Turbine Division. Disponível em. <http.//www.centrax.co.uk> Acesso
em: 10 jan. 2000.
COELHO, S.T.; IENO, G.O. e ZYLBERSTSZTAJN, D. Impactos da Inserção da Co-
geração na Matriz Energética Brasileira. Revista Eletricidade Moderna. p. 70-76, jun.
1995.
COSTA, S.F. e VIEIRA, L.S.R. Co-geração. Legislação, Meio Ambiente, Atratividade e
Mercado. Revista Eletricidade Moderna. P.128-138, ago. 1996.
CULP, Archie W. Principles of Energy Conversion, McGraw-Hill, 1979. Cap. 6.
Environmental impact of power plant operation, p. 317-341.
ENCARNAÇÃO, G. Uma Política Capixaba de Cogeração. Revista Economia & Energia,
Ano I - n. 4, Set/Out 1997.
Capítulo 8 – Referências Bibliográficas
94
EUROPEAN GAS TURBINES – Disponível em. <http.//www.gecalsthom.egt.co.uk>
Acesso em: 15 mar. 2000.
ESTATÍSTICA BRASILEIRA DE ENERGIA. Rio de Janeiro. Conselho Mundial da
Energia, 1997. 56 p.
HILBERT, V. et al. Ciclo Combinado. Estado da Arte, Combustíveis, Custos e Viabilidade
Econômica. Revista Engenharia Mecânica, jan. 1995.
HOLMAN, J. P. Thermodynamics. 4 ed., Ed. McGraw Hill, 1988. 780 p.
HUANG, F. F. Engineering Thermodynamics; Fundamentals and Applications. 2 ed. New
York. Macmillan Publishing Company, 1988. 956 p.
INTERNATIONAL POWER GENERATION MAGAZINE. Tecnology for the Ages. p.
27-29, mai. 1997.
JERICHA, H.; HOELLER, F.; Combined Cycle Enhancement. ASME - Journal of
Engineering for Gas Turbines and Power. v. 113, p. 198-202, abr. 1991.
LEIS, D.M.; BOSS, M.J. e MELSERT, M.P. Medway. a High-Efficiency Combined
Cycle Power Plant Design. ASME - Journal of Engineering for Gas Turbines and
Power. v. 117, p. 713-723, out. 1995.
MODERN POWER SYSTEMS MAGAZINE. Skaerbaek Goes Supercritical for High
Efficiency. p. 41-50, jun. 1997.
NOGUEIRA, L.A.H. e ALKMIN, J.T.D. Metodologia para Estimar o Potencial Técnico e
Econômico de Co-geração. Revista Eletricidade Moderna. p. 86-94, abr. 1996.
PASSOS, M. F. S. A. Gasoduto Brasil-Bolívia. Revista Economia & Energia. Ano II, n.
10, set/out 1998.
PENIDO FILHO, Paulo. Os Motores de Combustão Interna. para Curso de Máquinas
Térmicas. Belo Horizonte, volume 1, ed. Lenei ,1991.
REIS, G.N. Utilização do Gás Natural em Cogeração na Indústria. Revista Eletricidade
Moderna, jul. 1988.

Capítulo 8 – Referências Bibliográficas
95
SADDY, M.; COELHO, L. S., CUNHA, N.M.C. e RODRIGUEZ, M.T.D. A Cogeração
de Eletricidade e Calor no Brasil. Revista Eletricidade Moderna,. p. 38-48, dez. 1986
SHREVE , N.R. e BRINK Jr., J. A. Indústrias de Processos Químicos. 4 ed. Guanabara
Dois, Rio de Janeiro, 1980.
SILVEIRA, J.L. e NOGUEIRA, L.A.H. A Cogeração no Setor de Papel e Celulose.
Revista Eletricidade Moderna, p. 38-41, out. 1989.
SORDO, V.G. El Papel del Gas Natural y de la Cogeneración de Electricidad. VIII Curso
de Planejamento Energético. Rio de Janeiro, ago. 1990.
STACHEL, K.; FRUTSCHI, H.U. e HASELBACHER, H. Thermodynamic Heating with
Various Types of Cogeneration Plants and Heat Pumps. Journal of Engineering for Gas
Turbines and Power. v. 117, p. 251-258, april, 1995.
SVENSSON, Bo. Compact, Medium-size Combined Cycle Plants for Cogeneration. ABB
Review n. 4, 1997.
TESSMER, H. Os Desafios da Conservação de Energia no Enfoque da ISO 14000. Revista
Eletricidade Moderna. p. 135-44, dez. 1996.
VAN WYLEN, G. J. e SONNTAG, R. E. Fundamentos da Termodinâmica Clássica. 2ed.
Edgard Blücher Ltda. 1976.
WILLIAMS W.L. A Handbook for Cogeneration in the Pulp and Paper Industry. Tappi
Journal, v. 69, p. 150-152, jan. 1986.
WOODWARD, J.B. Evaluation of Brayton and Rankine alternatives for Diesel Waste
Heat Expliotation. ASME - Journal of Engineering for Gas Turbines and Power. v. 117,
p. 39-45, janeiro, 1995.
WORKSHOP SOBRE GERAÇÃO TÉRMICA DE ENERGIA, 1995, Rio de Janeiro.
Geração Térmica de Energia. Centro de Pesquisas da Eletrobrás (CEPEL). 75 p.
96
ANEXO
O Setor de Papel e Celulose
O setor de papel e celulose vem ganhando força a partir da segunda metade da década de
70, com grandes investimentos e utilização de tecnologias, possibilitando a auto-
suficiência na quase a totalidade dos seus segmentos. O Brasil ocupa hoje uma posição de
destaque no cenário mundial, apresentando-se como maior exportador de celulose de fibra
curta de eucalipto.
No Brasil, o setor de papel e celulose tem consumido, segundo o Balanço Energético
Nacional [1997], cerca de 3,5% da produção nacional total de energia elétrica,
correspondente a 6961x10³ tEP, para uma produção de 6,3x106 ton. de celuloses/pastas e
6,5x106 ton. de papel. Estes dados mostram a importância desse setor industrial para a
economia do país, que ocupa o 8º lugar na produção de matéria-prima fibrosa e o 11º na
produção mundial de papel.
De acordo com a Associação Brasileira de Celulose e Papel (BRACELPA), o setor é
formado por 220 empresas industriais localizadas em 16 Estados brasileiros e emprega
diretamente 102 mil pessoas, sendo 67 mil alocadas na atividade industrial e 35 mil na área
florestal. No ano, o faturamento do setor, incluindo as atividades integradas de produtos
florestais e de conversão de papel, somou US$ 7,1 bilhões.
Minas Gerais possui grande destaque na produção de celulose no cenário nacional. De
acordo com a CEMIG [1988], o Estado é responsável por cerca de 10% da produção
nacional de celulose, correspondendo, no ano de 1988, a 372.928 toneladas. Em 1986
haviam duas fábricas de celulose no Estado: CENIBRA e IMP (Indústrias Matarazzo de
Papéis), que respondiam pela totalidade da produção de celulose do Estado, atingindo a
354.615 toneladas em 1985. Em 1998, apenas a CENIBRA obteve uma produção anual
líquida de 741.475 tSA (Toneladas Seca ao Ar), sendo 93% comercializada no exterior.
Para manter a posição alcançada são necessários investimentos e adaptação aos novos
contextos de produção industrial. Estar em conformidade com políticas internacionais de

97
meio ambiente vêm tornando-se pré-requisito para atuação no mercado globalizado.
Dentro dessa proposição, a produção de energia limpa e confiável é um fator primordial.
Processos de Fabricação do Papel e Celulose
A indústria pasto-papeleira é dividida em três categorias:
• Fábrica de pasta (vegetal → pasta seca)
• Fábricas integradas de pasta e papel (vegetal → papel)
• Fábricas de papel (pasta → papel)
O processo de fabricação do papel consiste, basicamente, na produção da celulose ou de
outras pastas e sua transformação em papel. Celulose é a pasta resultante da separação das
fibras celulósicas, obtida através de processos químicos ou mecânicos. Seu grau de
enobrecimento depende do consumo conjunto de energia térmica e elétrica e de produtos
químicos.
A madeira é a matéria prima responsável por 95% da produção mundial de celulose e 96%
da produção brasileira. As principais operações para utilização da madeira são:
• Derrubada e corte;
• Descascagem, onde ocorre a separação entre a casca, que não é utilizada na
produção de celulose, e o tronco;
• Picagem, onde a madeira é transformada em cavacos;
• Polpeamento ou cozimento.
Para fabricação do papel utilizam-se os vegetais como matéria prima básica, sendo os
principais: as madeiras de fibra curta folhosas (eucalipto) e madeiras de fibra longa
(coníferas). O algodão, fibras de linho ou trapos, e fibras como palha, bagaço de cana e
bambu também são utilizados em menor escala na produção da celulose. Os vegetais têm
como composição química:

98
Caustificação
Celulosa 40 a 60%
Hemicelulosa 20 a 30%
Lignina 20 a 30%
Compostos orgânicos 4 a 8%
Sais minerais 2 a 6%
Dentre os vários processos realizados nos vegetais para obtenção da pasta celulósica para
fabricação do papel destacamos o mecânico, o semi-mecânico, o semi-químico (ao sulfito
neutro) e o químico [ao sulfito (ácido) e KRAFT (ou ao sulfato alcalino)]. A pasta
mecânica é obtida partindo do vegetal, água e energia elétrica, ou o sumo, vapor e energia
elétrica.
Polpeamento ao sulfato
Na indústria nacional, 95% da produção de pasta celuló sica é obtida pelo processo
KRAFT, também chamado de polpação de pasta celulósica ao sulfato. Esse processo, além
de produzir quantidades baixas de rejeitos comparado com processos ao sulfito, permite a
cogeração de vapor e eletricidade através da recuperação de reagentes químicos,
principalmente do licor negro. A FIG. A.1 mostra um esquema simplificado do processo
KRAFT.
FIGURA A.1 - Processo KRAFT
FONTE: SILVEIRA, 1990
Caustificação
Cozimento e
Lavagem
Licor preto Lignina Sais hidrosis Prod. sulfonados
Licor branco Na O H
Lascas Pasta Celulósica
Licor verde Na2 C O3 Na2 S
H2O Ca O
CaCO3
Calor Componentes
Químicos
Evaporação e
Queima

99
No processo KRAFT os cavacos de madeira são aquecidos no digestor, com um licor de
cozimento (licor branco) composto por sulfeto de sódio ou hidróxido de sódio. Os
reagentes presentes no licor de cozimento usado, o licor negro, podem ser recuperados no
processo de evaporação seguida de combustão dos componentes orgânicos. De acordo com
a CEMIG [1988], essa recuperação só é viável em unidades com capacidade superior a 250
t/dia.
No processo contínuo, os cavacos (lascas) e o licor atingem a zona de cozimento, onde a
temperatura é constante, após a passagem por zonas de temperaturas crescentes. No
processo de cozimento descontínuo o aquecimento é feito com a elevação da temperatura
até atingir 170 ºC , onde esta é mantida pelo período necessário.
Na lavagem da massa ocorre a separação da fase fibrosa da líquida e a lavagem das fibras,
realizando-se a seguir a depuração e limpeza, onde os materiais indesejáveis ficam na
suspensão da pasta. Logo após ocorre o branqueamento ou alvejamento que é feito
utilizando-se soda e cloro.
Após a lavagem e reespessamento, a polpa ou pasta pode ser lançada diretamente na caixa
de entrada de uma máquina de papel ou ser preparada para formar folhas suficientemente
secas para serem dobradas e agrupadas em fardos.
As substâncias dissolvidas no licor de cozimento usado (licor negro ou lixívia) são
recuperados mediante evaporação, seguida de combustão dos componentes orgânicos na
caldeira de recuperação. O licor branco contém os ativos agentes químicos, o hidróxido de
sódio (NaOH) e o sulfito de sódio (Na2S), e são usados no cozimento das lascas de
madeira.
Análise Energética
Para produção de papel e matéria-prima fibrosa é necessário o uso intensivo de energia. A
energia térmica é consumida basicamente para geração de vapor e a energia elétrica para
movimentação das máquinas. Este consumo está relacionado às características da indústria.
Quantitativamente é difícil fixar os consumos energéticos por tonelada de produto, pois são
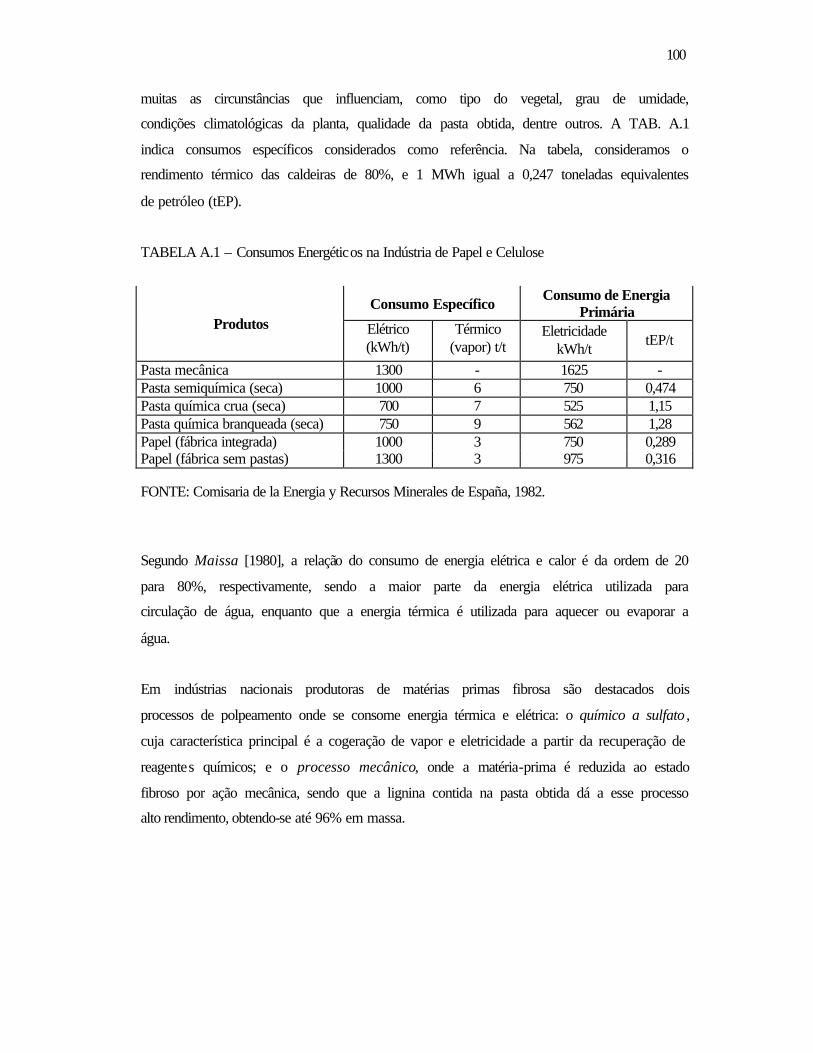
100
muitas as circunstâncias que influenciam, como tipo do vegetal, grau de umidade,
condições climatológicas da planta, qualidade da pasta obtida, dentre outros. A TAB. A.1
indica consumos específicos considerados como referência. Na tabela, consideramos o
rendimento térmico das caldeiras de 80%, e 1 MWh igual a 0,247 toneladas equivalentes
de petróleo (tEP).
TABELA A.1 – Consumos Energéticos na Indústria de Papel e Celulose
Consumo Específico Consumo de Energia
Primária Produtos Elétrico
(kWh/t) Térmico
(vapor) t/t Eletricidade
kWh/t tEP/t
Pasta mecânica 1300 - 1625 - Pasta semiquímica (seca) 1000 6 750 0,474 Pasta química crua (seca) 700 7 525 1,15 Pasta química branqueada (seca) 750 9 562 1,28 Papel (fábrica integrada) 1000 3 750 0,289 Papel (fábrica sem pastas) 1300 3 975 0,316
FONTE: Comisaria de la Energia y Recursos Minerales de España, 1982.
Segundo Maissa [1980], a relação do consumo de energia elétrica e calor é da ordem de 20
para 80%, respectivamente, sendo a maior parte da energia elétrica utilizada para
circulação de água, enquanto que a energia térmica é utilizada para aquecer ou evaporar a
água.
Em indústrias nacionais produtoras de matérias primas fibrosa são destacados dois
processos de polpeamento onde se consome energia térmica e elétrica: o químico a sulfato ,
cuja característica principal é a cogeração de vapor e eletricidade a partir da recuperação de
reagentes químicos; e o processo mecânico, onde a matéria-prima é reduzida ao estado
fibroso por ação mecânica, sendo que a lignina contida na pasta obtida dá a esse processo
alto rendimento, obtendo-se até 96% em massa.

101
Análise energética do processo à Sulfato
Na indústria de papel e celulose, as principais operações consumidoras de vapor são as
etapas do cozimento, secagem e, no caso de recuperação de reagentes, a evaporação do
licor negro.
A primeira etapa do cozimento, ou polpação, ocorre no digestor, onde se realiza as
operações de carga e compactação dos cavacos, introdução do licor negro fraco e do licor
branco, aquecimento e descarga da massa cozida. A energia fornecida para o cozimento é,
na maioria das industrias, proveniente de vapor indireto a 794,34 kPa e 170ºC.
Na digestão são consumidas grandes quantidades de vapor à temperaturas entre 160 e
180ºC. O consumo médio de vapor na digestão é de 17%. Nesse processo o forno de cal
consome até 7% da energia térmica da fábrica.
Segundo a CEMIG [1988], o rendimento do processo é definido como a razão entre a
produção de celulose seca ao ar (c.s.a.) e a carga de madeira seca admitida no digestor. O
rendimento do processo de cozimento é da ordem de 48% com um consumo específico de
1,85 t de vapor/ton c.s.a .
A massa cozida que sai do digestor é despressurizada no tanque de descarga. O vapor de
água sofre uma expansão brusca, gerando, em média, 0,95 t de vapor flash a 98,1 kPa/ton
c.s.a. (IPT). Esse vapor é muitas vezes desperdiçado, mas pode ser aproveitado no
aquecimento da água de lavagem. A dificuldade para o seu aproveitamento se deve à
intermitência das descargas. Como o vapor flash é contaminado por resíduo das licor preto,
a troca de calor deverá acontecer através de contato indireto.
Na lavagem é necessário um grande volume de água quente. Quanto maior a temperatura
da água, menor a viscosidade, melhor o poder de filtragem e menor o consumo de água nos
filtros de licor preto. Resulta-se daí uma concentração maior do licor negro e menor
consumo de vapor nos evaporadores de múltiplo efeito.
A secagem é realizada quando a produção de celulose é destinada a terceiros. Nesta etapa é
consumida grande quantidade de vapor devido aos altos teores de umidade da pasta. Numa
102
indústria típica de produção de celulose são consumidos aproximadamente 43% do vapor
fornecido na pressão de 1,3 MPa.
Quando a unidade possui recuperação de reagentes é realizada a evaporação do licor negro.
Na caldeira de recuperação o licor negro oriundo do sistema de lavagem, após ser
concentrado, é utilizado como combustível. O teor de concentração do licor negro, ou licor
negro forte, fica em torno de 64%. A recuperação permite à indústria de celulose o
atendimento de até 90% de suas necessidades em energia elétrica e grande economia com a
produção de vapor. O rendimento específico da caldeira de recuperação gira em torno de
2,56 t vapor/t sólido, sendo o rendimento dessas caldeiras avaliado em 57,5%. Também
são encontradas caldeiras produzindo 3,1 t vapor/t sólidos e eficiência da ordem de 70%.
O branqueamento possui os seguintes estágios intercalados por lavagens: cloração,
extração alcalina, hipocloração e dióxido de cloro. O consumo de vapor acontece na
cloração e na hipocloração, com pressão absoluta de 343,2 kPa.
Produção de Celulose em Minas Gerais
Minas Gerais é altamente atrativo para investimentos no setor, considerando o potencial de
biomassa de seus maciços florestais, proximidade dos portos, capacitação técnica e
mercadológica. O Estado possui a maior área reflorestada do Brasil, 2 milhões de hectares,
correspondentes a 30% do total brasileiro. A atividade reflorestadora é de considerável
importância no Estado, pois é fonte de energia e matéria-prima para diferentes segmentos
industriais. Grande parte da plantação destina-se a indústrias siderúrgicas produtoras de
carvão vegetal e ao setor de celulose.
As indústrias de papel e papelão de Minas Gerais são, na sua grande maioria, recicladoras
e de pequeno porte. Entretanto, devido à expansão da produção de celulose no Estado pela
CENIBRA, verificam-se taxas de crescimento muito elevadas na produção do setor em
1996. Segundo o Instituto de Desenvolvimento Industrial de Minas Gerais (INDI), o
acumulado dos doze últimos meses, até outubro de 1996, indica em Minas uma taxa de
48% de crescimento, contra 3% de decréscimo na produção nacional.

103
Estudos do Banco Nacional de Desenvolvimento Econômico e Social (BNDES) acusam a
necessidade de acréscimo de 4,3 milhões de toneladas de papel e 3,6 milhões de toneladas
de fibras, no período 1996/2005. Os investimentos para alcançar esses volumes alcançam
mais de US$ 10 bilhões.
Consumo de energia na indústria de papel e celulose em Minas Gerais
Quase toda energia elétrica consumida no setor de papel e celulose, cerca de 90%, é
autogerada, sendo 81% dessa energia utilizada no acionamento de motores, 18% na
eletroquímica, com a fabricação do cloro empregado no branqueamento de celulose e 1%
na iluminação [38].
Em Minas Gerais a celulose é produzida exclusivamente a partir do eucalipto. Para
produzir celulose pelo processo KRAFT utiliza-se a energia térmica nas caldeiras e no
forno de cal. No forno de cal são consumidos aproximadamente 4% da energia térmica.
A cogeração na indústria de papel e celulose
Por vários anos a cogeração tem sido empregada na industria de papel e celulose, com o
uso de turbinas a vapor. Normalmente o vapor é produzido em caldeiras a alta pressão e
expandido em uma turbina a vapor na pressão utilizada no processo. A introdução de
turbinas a gás em sistemas de cogeração existentes é interessante quando deseja -se
aumentar a geração de eletricidade e produzir energia térmica a altas temperaturas.
Diversas alternativas de sistemas de cogeração podem ser aplicados na indústria de papel e
celulose. Novas tecnologias e configurações ampliam o leque de opções para tomada de
decisão no setor. Um estudo realizado por Näsholm e Westermark [1997] apontam o
processo de gaseificação de licor negro como alternativa para aumentar a eficiência
energética. Comparado a sistemas convencionais, este processo indica um potencial para
dobrar a geração de energia elétrica em ciclo combinado.

104
Kovacik e Anderson [1985] apontam alternativas de combustíveis, como o gás e o carvão, e
novas tecnologias empregadas no setor de papel e celulose, para redução de custos
energéticos e aumento do lucro e competitividade dos produtos.










![04 - Ciclo de Rankine Ideal - Exercício · 2020. 6. 16. · gua é o fluido de trabalho em um ciclo de potência a vapor de Rankine ideal. Vapor saturado entra na turbina a 8 [MPa]](https://static.fdocumentos.com/doc/165x107/5fe8e5f4f698127997391bc3/04-ciclo-de-rankine-ideal-exerccio-2020-6-16-gua-o-fluido-de-trabalho.jpg)