
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...
49
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA – EEL/USP LUDMILA CARDOSO MARCELINO ESTUDO DE ALTERNATIVA QUÍMICA PARA MELHORAR A UTILIZAÇÃO DE REFUGO NA PRODUÇÃO DE PAPEL TISSUE LORENA 2014
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA – EEL/USP
LUDMILA CARDOSO MARCELINO
ESTUDO DE ALTERNATIVA QUÍMICA PARA MELHORAR A
UTILIZAÇÃO DE REFUGO NA PRODUÇÃO DE PAPEL TISSUE
LORENA
2014
LUDMILA CARDOSO MARCELINO
Estudo de alternativa química para melhorar a utilização de refugo na
produção de papel tissue
Projeto de monografia de Trabalho de conclusão
de Curso de Graduação apresentado à Escola de
Engenharia de Lorena da Universidade de São
Paulo como requisito parcial para conclusão da
Graduação do curso de Engenharia Química
Área de Concentração: Qualidade e Produtividade
e Tecnologia Químicos
Orientador: Prof. Ms. Gerônimo Virgínio Tagliaferro
LORENA
2014
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO Serviço de Biblioteca Escola de Engenharia de Lorena
Marcelino, Ludmila Cardoso
Estudo de alternativa química para melhorar a utilização de refugo na produção de papel
tissue/ Ludmila Cardoso Marcelino. - Lorena, 2014.
48 f.
Monografia apresentada como requisito parcial para a conclusão do Curso de
Graduação de Engenharia Química - Escola de Engenharia de Lorena da Universidade de
São Paulo.
Orientador: Gerônimo Virgínio Tagliaferro
I. Fabricação de papel 2. Papel (aspectos ambientais; Aspectos econômicos) 3.
Papel Tissue I. Tagliaferro, Gerônimo Virgínio, Orient.
AGRADECIMENTOS
Agradeço primeiramente a Deus pela sabedoria das escolhas corretas e aos
meus pais, Elza e Milton, por ensinar que a educação é o bem mais precioso que
podemos ter, dedicando os seus dias para me disponibilizar uma educação
acadêmica diferenciada da qual eles mesmos puderam desfrutar. Agradeço a toda a
família pelo amor e por ser um pilar durante toda essa trajetória, e aos meus irmãos,
Rodrigo e Rafael por cada passo que deram nessa jornada junto a mim.
Agradeço ao meu noivo Italo Ramos, pela colaboração no desenvolvimento
deste trabalho, mas também pelo imprescindível apoio nas adversidades
enfrentadas no dia a dia e por toda a paciência e amor.
Agradeço aos amigos Fabiana Silvério, Hélio Santos, João Paulo Caetano e
Maria Carolina Joaquim por contribuir no desenvolvimento das etapas experimentais
deste trabalho. E ao Claudinei Cunha por me propiciar a possibilidade de
desenvolvimento e pela confiança.
Agradeço ao meu orientador Prof. Dr. Gerônimo Virgínio Tagliaferro por ter me
orientado na disciplina TCC e por todo o ensino disponibilizado durante as aulas.
Agradeço de modo geral a toda comunidade da Escola de Engenharia de Lorena -
USP, por me ajudarem na minha formação de Engenheira Química.
EPÍGRAFE
“A lei da mente é implacável.
O que você pensa, você cria;
O que você sente, você atrai;
O que você acredita, torna-se realidade.”
Buda.

RESUMO
MARCELINO, L. C. Estudo de alternativa química para melhorar a utilização de refugo na produção de papel tissue. 48 f. 2013. Projeto de monografia (Trabalho de conclusão de curso) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013. No Brasil, a categoria de papéis para fins sanitários, também conhecidos como papel Tissue, compõe uma grande parcela do setor de celulose e papel. No mercado atual, existe uma grande variedade do produto, podendo ser encontrados produtos de alta, média e baixa qualidade e performance, com preços diversificados. A concorrência entre as empresas neste setor é crescente, tornando imprescindível a busca de melhorias de qualidade, inovação do produto e a redução de custos para oferecer um produto competitivo ao mercado. Assim, atuar nas formas de consumo de refugo inerentes ou não da própria produção é uma iniciativa dentre outras muitas que impactam na diminuição dos custos variáveis da fábrica. O presente trabalho teve como objetivo estudar uma alternativa química para viabilizar e melhorar o consumo de refugos de papel tissue, especificamente os papéis com resistência a úmido, de modo que o novo processo apresente uma melhora na desagregação do papel, diminuindo assim o tempo final para formação da pasta celulósica. Através de experimentos em laboratório e em escala industrial foi possível avaliar os efeitos da aplicação de novos químicos no processo de produção e o resultado alcançado com a utilização do auxiliar de desagregação IMEX R foi a redução de 64,2% no tempo de desagregação do refugo.
Palavras-chaves: Papel Tissue. Resistência a Úmido. Refugo. Desagregação.

ABSTRACT
MARCELINO, L. C. Study of chemical alternative to improve the use of waste in the tissue paper production. 48 f. 2013. Project of monograph (undergraduate) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2013.
In Brazil, the category of sanitary papers, also known as Tissue Paper, makes up a large portion of the pulp and paper industry segment. In the current market, there is a wide variety of products of high, medium and low quality and performance, where varied prices can be found. The competition amongst companies in this segment is increasing, making imperative the search for quality improvements, product innovation and cost reduction to offer a competitive product to market. Thus act in the forms of paper waste consumption specific or not of the production is an initiative among many others that impact on reducing variable costs from the company. The present paper aimed to study a chemical alternative to facilitate and improve the use of waste paper tissue, specifically the roles with wet tensile, in order to the new process produce a breakdown of the paper easier, thus reducing the final time for forming of the pulp. Through experiments in laboratory and industrial scale was possible to evaluate the effects of the application of new chemicals in the production process and the outcome achieved by the use of auxiliary IMEX breakdown value was 64.2% of reduction in disintegration time of the paper waste.
Keywords: Tissue Paper. Resistance to humid. Paper waste. Breakdown.
LISTA DE FIGURAS
Figura 1 – Máquina de papel do tipo tela inclinada. (ROVERI, 1997). ...................... 18
Figura 2 – Polpa de celulose sem tratamento químico. (QUIMIPEL, 2013). ............. 22
Figura 3 – Polpa de celulose após tratamento com auxiliar de desagregação.
(QUIMIPEL, 2013). ................................................................................... 23
Figura 4 – Balança analítica modelo Adventurer da marca OHAUS. ........................ 26
Figura 5 – Cronômetro da marca TECHNOS, modelo YP2151. ................................ 28
Figura 6 – Desagregador de bancada marca PTI AUSTRIA, modelo 95568. ........... 29
Figura 7 – Dinamômetro da marca MTS Criterion modelo 42. .................................. 31
Figura 8 – phmetro da marca Digimed, modelo DM-22. ............................................ 32
Figura 9 – Percentual de redução de tempo de desagregação devido à utilização de
químicos. .................................................................................................. 37
Figura 10 – Massa celulósica após ação do auxiliar de desagregação IMEX R. ...... 39
Figura 11 – Massa celulósica após ação dos químicos IMEX R e Soda Cáustica na
proporção de 1:1. ..................................................................................... 40
Figura 12 – Massa celulósica após ação dos químicos IMEX R e Soda Cáustica na
proporção de 1:1. ..................................................................................... 40
Figura 13 – Comparação entre os ensaios (o símbolo “*” se refere aos ensaios após
a modificação da estratégia de adição da matéria prima). ....................... 41
Figura 14 – Estimativa de saving mensal com a aplicação do projeto. ..................... 45
LISTA DE TABELAS
Tabela 1 - Estratégia de testes realizados no experimento laboratorial 1 ................. 27
Tabela 2 - Estratégia de testes realizados no experimento laboratorial 2. ................ 29
Tabela 3 - Resultados das análises do experimento laboratorial 1 ........................... 34
Tabela 4 - Resultados das análises do experimento laboratorial 1 após intervenção
nas lâminas do liquidificador .................................................................... 35
Tabela 5 - Resultados das análises do experimento laboratorial 2. .......................... 36
Tabela 6 - Resultados dos ensaios do experimento industrial. ................................. 38
Tabela 7 - Estimativa de ganho mensal com a utilização de 7% de refugo na
produção. ................................................................................................. 43
Tabela 8 - Estimativa de ganho com a redução de pagamento de frete. .................. 43
Tabela 9 - Custos mensal da utilização do auxiliar de desagregação IMEX R. ........ 44
LISTA DE FLUXOGRAMAS
Fluxograma 1 – Principais etapas do processo da Fabricação de Papel. ................. 19
Fluxograma 2 – Principais etapas do processo da Conversão de Papel. ................. 20

LISTA DE SIGLAS E ABREVIATURAS
ABTCP – Associação Brasileira Técnica de Celulose e Papel
BRACELPA – Associação Brasileira de Celulose e Papel
LISTA DE SÍMBOLOS
L - Litros
W - Watts
t - Tonelada
SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 13
1.1 CONTEXTUALIZAÇÃO ................................................................................ 13
1.2 LOCALIZAÇÃO E JUSTIFICATIVAS ........................................................... 13
1.3 OBJETIVO GERAL ...................................................................................... 14
1.4 OBJETIVOS ESPECÍFICOS ........................................................................ 14
2 REVISÃO BIBLIOGRÁFICA .............................................................................. 15
2.1 PAPEL.......................................................................................................... 15
2.2 PAPEL TISSUE – TOALHA DE MÃO .......................................................... 16
2.3 REFUGO ...................................................................................................... 16
2.4 PRODUÇÃO DE PAPEL TISSUE ................................................................ 17
2.4.1 Fabricação do papel ................................................................................. 18
2.4.1.1 PH.......................................................................................................... 19
2.4.2 Conversão do papel .................................................................................. 20
2.5 QUÍMICOS UTILIZADOS NOS ENSAIOS ................................................... 21
2.5.1 Soda Cáustica ........................................................................................... 21
2.5.2 IMEX R ..................................................................................................... 22
2.5.3 LAB PEC 4100 .......................................................................................... 23
3 METODOLOGIA ................................................................................................. 24
3.1 FORMULAÇÃO DO PROBLEMA ................................................................. 24
3.2 CONSTRUÇÃO DE HIPÓTESES ................................................................ 24
3.3 DEFINIÇÃO DO PLANO EXPERIMENTAL .................................................. 25
3.4 PROCEDIMENTO EXPERIMENTAL ........................................................... 26
3.4.1 Experimento laboratorial 1 ........................................................................ 26
3.4.2 Experimento laboratorial 2 ........................................................................ 28
3.4.3 Experimento industrial .............................................................................. 30
4 RESULTADOS E DISCUSSÃO ......................................................................... 33
4.1 RESULTADOS DO EXPERIMENTO LABORATORIAL 1 ............................ 33
4.2 RESULTADOS DO EXPERIMENTO LABORATORIAL 2 ............................ 35
4.3 RESULTADOS DO EXPERIMENTO INDUSTRIAL ..................................... 37
4.4 RESULTADOS FINANCEIROS ................................................................... 42
4.4.1 Consumo do refugo .................................................................................. 42
4.4.2 Destino do refugo ...................................................................................... 43
4.4.3 Custos com químicos ................................................................................ 44
4.4.4 Economia do projeto (Saving) ................................................................... 45
5 CONCLUSÃO ..................................................................................................... 46
13
1 INTRODUÇÃO
O presente trabalho está relacionado a produção de papel tissue. Neste
capítulo será apresentado o contexto e a melhoria sugerida.
1.1 CONTEXTUALIZAÇÃO
Nos dias atuais, o papel é imprescindível para inúmeras atividades, sendo
dividido em categorias que se diferenciam através das características de
especificação do mesmo, a fim de atender suas necessidades finais. Mesmo diante
da evolução dos últimos anos e a crescente modernização, o papel ainda
permanece em atividades como: meio físico dos transportes de informação,
embalagem de diferenciados produtos, diversas formas de papel para imprimir e
escrever, produtos para fins sanitários e domésticos e papel cartão.
Segundo a Associação Brasileira de Celulose e Papel (BRACELPA) no
panorama industrial brasileiro a indústria de celulose e papel possui uma
participação crescente, com um aumento de 27% em produção nos últimos 10 anos,
excedendo as 10 milhões de toneladas do produto produzido por ano (BRACELPA,
2013).
Os papéis para fins sanitários, categoria também crescente e cada vez mais
competitiva no mercado brasileiro, é composta por papel higiênico, guardanapos,
lenços, toalhas de mão e de cozinha. Essa categoria apresentou uma produção de
papel em 2012 de 1,04 milhões de toneladas, que correspondem a cerca de 10% de
toda a produção de papel no ano (BRACELPA, 2013).
1.2 LOCALIZAÇÃO E JUSTIFICATIVAS
O presente trabalho estudou o processo de reutilização de refugo na
fabricação de papel tissue em uma fábrica do setor papeleiro situada no município
de Mogi das Cruzes-SP.
14
Diante das condições de competitividade do mercado atual, as maneiras de
alavancar as vendas devem unir tanto a qualidade e inovação do processo de
produção e do produto quanto a acessibilidade do preço aos clientes e
consumidores.
Nos custos gerais da produção de papel, uma parcela significativa envolve o
retrabalho ou formas de descarte de produtos que não possam ser comercializados,
devido ao não atendimento das especificações ou mesmo a perdas naturais do
processo de produção.
Neste sentido é que se faz necessário, cada vez mais, estudar alternativas
para que o consumo do refugo gerado no processo de produção de papel possa ser
realizado de forma eficiente, sem que o mesmo prejudique o custo e a qualidade do
produto final.
1.3 OBJETIVO GERAL
Este trabalho tem como objetivo estudar uma alternativa química para o
processo de retrabalho de papel tissue, especialmente as toalhas de mão e cozinha,
que apresentam alta resistência a úmido.
O principal alvo do projeto é reduzir o tempo de desagregação do refugo de
conversão dotado de alta resistência a úmido, garantindo que se mantenha a
qualidade do produto final.
1.4 OBJETIVOS ESPECÍFICOS
Os objetivos específicos do trabalho são:
I. Diminuir o tempo de máquina para a desagregação de refugo;
II. Diminuir o pH da massa de refugo na saída do Pulper;
III. Aumentar o índice de aproveitamento do refugo;
IV. Viabilizar economicamente o processo de aproveitamento do refugo.
15
2 REVISÃO BIBLIOGRÁFICA
Do ponto de vista teórico, a elaboração e execução do projeto, deve
inicialmente abordar temas como as características de papel, a definição de refugo,
pontos do processo onde ocorre a geração do refugo e a ação esperada através da
utilização do químico auxiliar de desagregação.
2.1 PAPEL
Historicamente, uma das maiores descobertas registradas foi de que a
madeira pode ser convertida em papel, fato datado há, aproximadamente, 2200
anos na China. Ainda nos dias atuais é dominante a utilização de madeira na
produção de papel na Europa e América do Norte. (EK; GELLERSTEDT;
HENRIKSSON, 2009a).
A madeira processada mecanicamente ou quimicamente, libera as fibras para
se obter uma polpa celulósica. A polpa pode ser convertida em diversos produtos
com uma grande variedade de aplicação (EK; GELLERSTEDT; HENRIKSSON,
2009b).
Ek, Gellerstedt e Henriksson (2009b), descrevem que o papel pode ser
utilizado como transportador de informação, por exemplo, os jornais, revistas e livros
que possuem a característica de receber texto impresso. Outra aplicação é a
utilização de papéis na produção de fraldas e papéis para fins sanitários que devem
possuir capacidade de absorção de líquidos. O papel pode ser ainda utilizado como
embalagens de outros produtos, e para essa categoria a propriedade mais
importante é a resistência.
16
2.2 PAPEL TISSUE – TOALHA DE MÃO
Dentre as divisões de papel que compõe a categoria de papel tissue, o que
diferenciam os papeis higiênicos, guardanapos, lenços e toalhas entre si são suas
propriedades relevantes, sendo que higiênicos são reconhecidos por baixa
espessura, maciez, absorção, resistência a úmido e a seco, os guardanapos são
reconhecidos pela textura, absorção, resistência a úmido, a seco e aparência, os
lenços faciais pela maciez, absorção, resistência a úmido e a seco e nas toalhas as
características importantes são as resistência a úmido e a seco e a absorção
(NETO, 1994).
Cada elemento característico dos papéis deve ser balanceado a fim de que se
garanta a sua utilização de forma adequada. Sendo assim cada empresa estipula
suas especificações para seus produtos. Para o caso das toalhas, comumente
utilizadas na absorção de água das mãos ou para limpezas de superfícies, segundo
Neto (1994), uma das características principais itens além da absorção é a
resistência a úmido, propriedade importante para prevenção dos rasgos durante o
uso.
A resistência a úmido é uma característica adquirida pelo papel através da
adição de químicos, geralmente resinas poliméricas de poliamida-amina-
epicloridrina, (NETO, 1994) que resultam em uma maior impermeabilização das
folhas. Essa impermeabilização ocorre através de uma melhoria na colagem interna
das fibras que compõe o papel. A resistência a úmido necessita de um período de
ação dos químicos, denominado tempo de cura, de forma que a resistência do papel
se torna maior com o decorrer do tempo até o ponto onde o papel se encontra
totalmente curado e a variável tempo não interfere mais no ganho de resistência.
2.3 REFUGO
O refugo corresponde ao produto que apresenta características abaixo dos
padrões dimensionais ou de qualidade do produto ideal, e assim é vendido por um
preço inferior. (FERREIRA, 2008).
17
Uma empresa que efetivamente se interesse em permanecer competitiva no
mercado deve estar consciente de que os problemas de desperdício e refugos
devem ser controlados.
Ainda conforme o refugo do processo se divide em duas categorias, refugo
normal e refugo anormal (FERREIRA, 2008), sendo que:
Refugo normal corresponde à taxa aceitável de refugo, pré-
estabelecida através do estudo do processo, que poderá ser produzido
mesmo que o processo esteja operando em condições eficientes. O
refugo do tipo normal é considerado como parte inseparável da boa
produção e seu custo é uma parcela da boa produção;
Refugo anormal corresponde ao refugo que poderia ser evitado,
decorrente das condições de ineficiência do processo. A parcela do
custo do refugo anormal é considerada como perda do processo.
No caso da indústria de papel, o refugo tem a característica de poder ser
reutilizado no próprio processo de produção. A utilização de um refugo do próprio
produto trás vantagens como: o papel não estar envelhecido, o refugo possuir
características próximas ao produto final e praticamente reduz a zero o risco de
contaminação (RODRIGUES, 2001).
Diante da eterna busca em redução de custos para uma melhor posição no
mercado em relação à preferência dos consumidores, buscar alternativas para o
consumo do refugo decorrentes do processo de produção é essencial.
2.4 PRODUÇÃO DE PAPEL TISSUE
A produção de papel tissue, a partir da utilização de celulose como matéria
prima consiste em dois grandes processos que serão descritos adiante: a
Fabricação do papel e a Conversão do papel.
18
2.4.1 Fabricação do papel
A primeira etapa da Fabricação de papel consiste na preparação da massa
onde um tanque desagregador é responsável por formar rapidamente uma
suspensão de fibras de celulose em água nas condições de consistência adequada.
A massa é então submetida a tratamentos mecânicos, também denominados de
etapa de refinação, a fim de conferir às fibras propriedades como maleabilidade,
hidratação e expansão de área. Para finalizar a etapa de preparo de massa, a
mesma é encaminhada para a depuração visando à eliminação de impurezas
menores que proporcionam uma maior limpeza da massa (D´ALMEIDA, 1988).
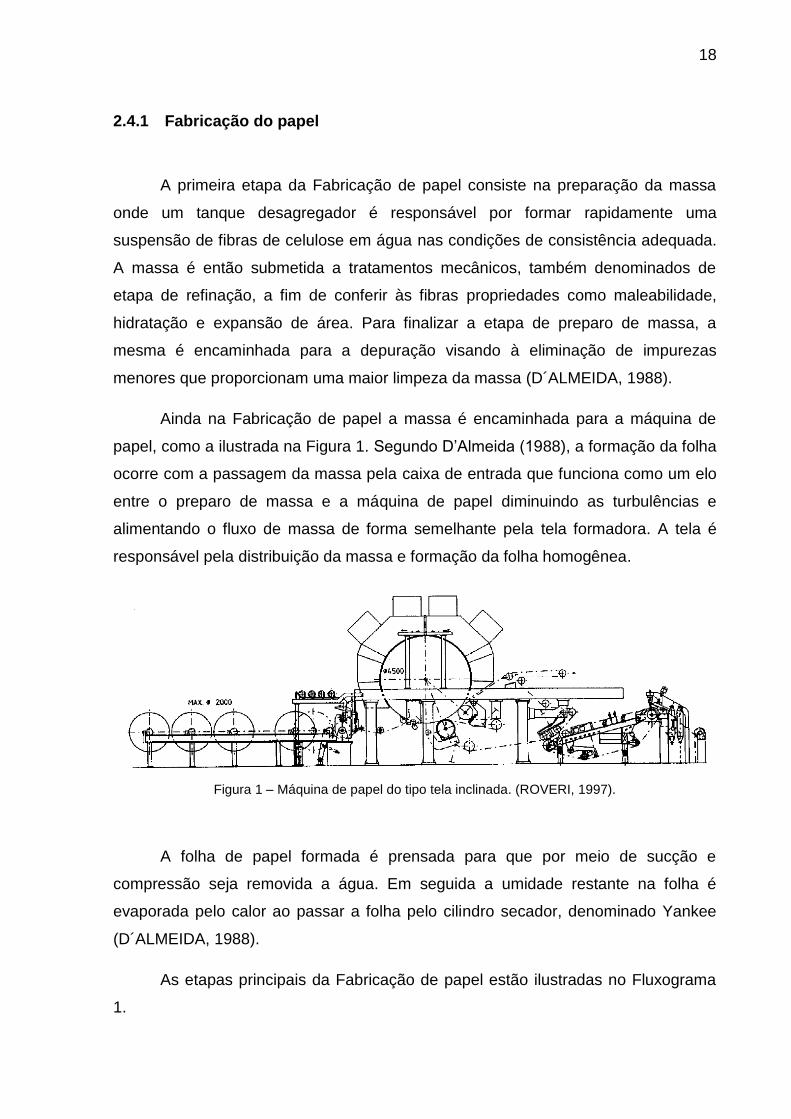
Ainda na Fabricação de papel a massa é encaminhada para a máquina de
papel, como a ilustrada na Figura 1. Segundo D’Almeida (1988), a formação da folha
ocorre com a passagem da massa pela caixa de entrada que funciona como um elo
entre o preparo de massa e a máquina de papel diminuindo as turbulências e
alimentando o fluxo de massa de forma semelhante pela tela formadora. A tela é
responsável pela distribuição da massa e formação da folha homogênea.
Figura 1 – Máquina de papel do tipo tela inclinada. (ROVERI, 1997).
A folha de papel formada é prensada para que por meio de sucção e
compressão seja removida a água. Em seguida a umidade restante na folha é
evaporada pelo calor ao passar a folha pelo cilindro secador, denominado Yankee
(D´ALMEIDA, 1988).
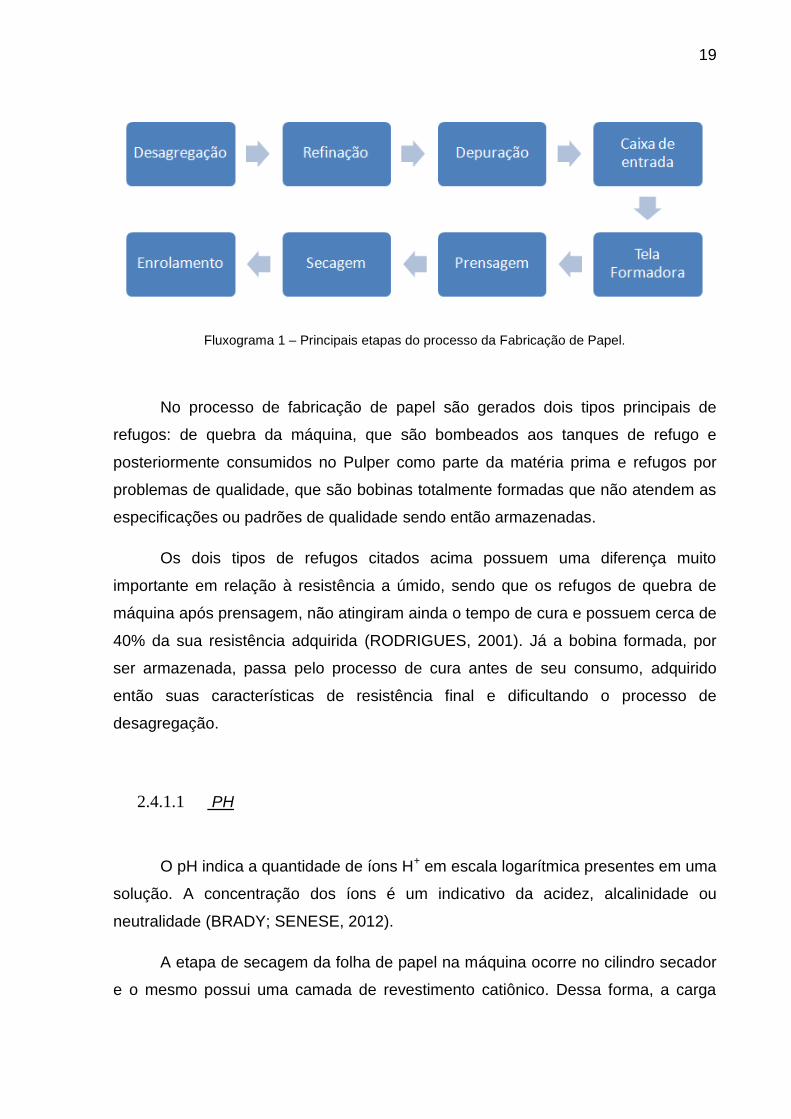
As etapas principais da Fabricação de papel estão ilustradas no Fluxograma
1.
19
Fluxograma 1 – Principais etapas do processo da Fabricação de Papel.
No processo de fabricação de papel são gerados dois tipos principais de
refugos: de quebra da máquina, que são bombeados aos tanques de refugo e
posteriormente consumidos no Pulper como parte da matéria prima e refugos por
problemas de qualidade, que são bobinas totalmente formadas que não atendem as
especificações ou padrões de qualidade sendo então armazenadas.
Os dois tipos de refugos citados acima possuem uma diferença muito
importante em relação à resistência a úmido, sendo que os refugos de quebra de
máquina após prensagem, não atingiram ainda o tempo de cura e possuem cerca de
40% da sua resistência adquirida (RODRIGUES, 2001). Já a bobina formada, por
ser armazenada, passa pelo processo de cura antes de seu consumo, adquirido
então suas características de resistência final e dificultando o processo de
desagregação.
2.4.1.1 PH
O pH indica a quantidade de íons H+ em escala logarítmica presentes em uma
solução. A concentração dos íons é um indicativo da acidez, alcalinidade ou
neutralidade (BRADY; SENESE, 2012).
A etapa de secagem da folha de papel na máquina ocorre no cilindro secador
e o mesmo possui uma camada de revestimento catiônico. Dessa forma, a carga
20
com que a folha de papel chega a essa etapa é de extrema importância para a
qualidade do produto.
No processo, costuma-se utilizar uma massa celulósica próxima à
neutralidade, segundo D’Almeida (1988) acrescentam-se aditivos quando há a
necessidade de correção de pH.
2.4.2 Conversão do papel
No processo de conversão do papel as bobinas de papel fabricadas são
desenroladas. As folhas então são passadas por um conjunto de rolos responsáveis
pelo alinhamento das folhas e gofragem (relevos aplicados às folhas devido à
pressão exercida pelos rolos). Na rebobinadeira os papéis são rebobinados em
forma de rolos ou folhas interfolhadas e são então cortadas nos tamanhos
adequados e padrões estipulados de qualidade. O produto final é então empacotado
em filmes de polietileno ou caixas de papelão (INDÚSTRIA PAPELEIRA, 2008).
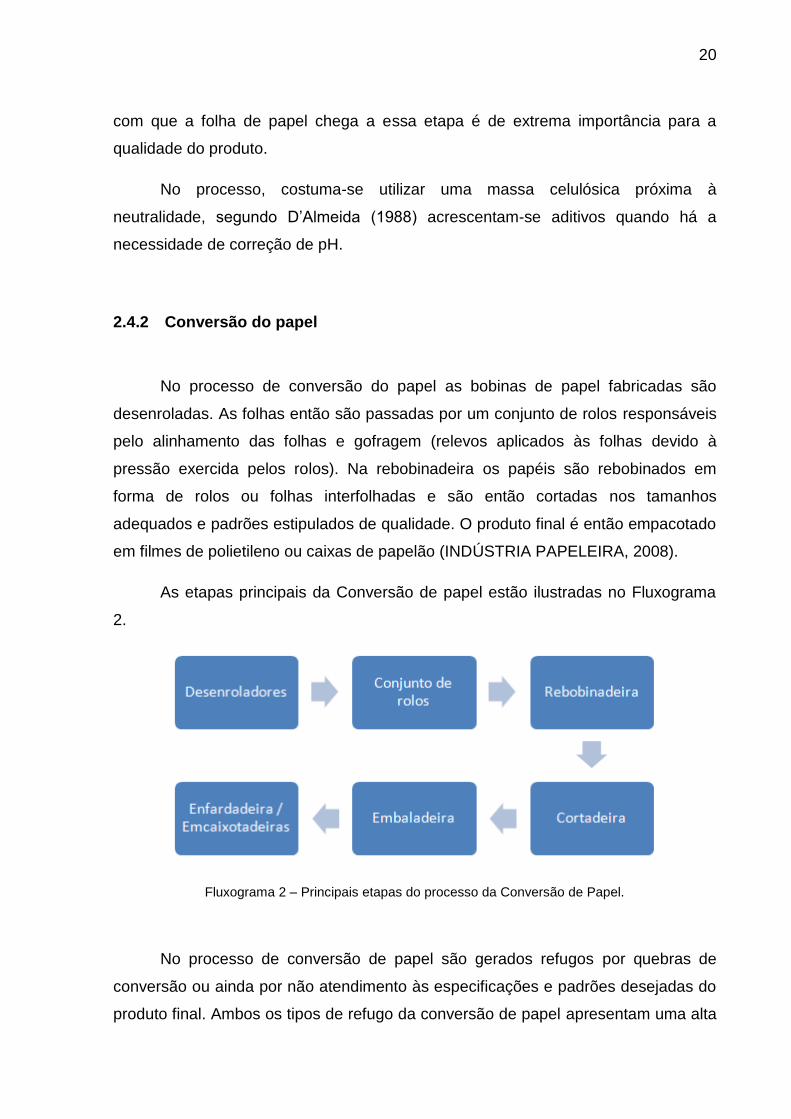
As etapas principais da Conversão de papel estão ilustradas no Fluxograma
2.
Fluxograma 2 – Principais etapas do processo da Conversão de Papel.
No processo de conversão de papel são gerados refugos por quebras de
conversão ou ainda por não atendimento às especificações e padrões desejadas do
produto final. Ambos os tipos de refugo da conversão de papel apresentam uma alta
21
resistência a úmido devido já ter passado pelo tempo de cura dos químicos. Assim,
como as bobinas refugadas no processo de fabricação, o seu consumo é dificultado
pela alta resistência do papel.
Nesse caso, os refugos que possuem a característica de resistência alta
necessitam de um tratamento específico para que a sua utilização não seja
prejudicial ao processo como um todo.
2.5 QUÍMICOS UTILIZADOS NOS ENSAIOS
Com a intenção de identificar a melhor condição para o processo de utilização
do refugo de forma aceitável foram testados hidróxido de sódio (soda cáustica),
IMEX R e LAB PEC 4100.
2.5.1 Soda Cáustica
O hidróxido de sódio ou soda cáustica é uma base forte. Na indústria pode ser
utilizada na forma física líquida comumente na proporção de 50% NaOH e 50%H2O
atingindo assim um pH de 14 (BANDEIRANTE BRAZMO, 2008).
Nas indústrias papeleiras a soda cáustica é um químico utilizado em
tratamentos de efluentes. Segundo D’Almeida (1988) a soda cáustica também
participa dos processos de branqueamento da pasta celulósica que é favorecido
pela elevação de pH.
Nas reações de deslignificação a hidroxila da soda cáustica funciona como
um agente oxidante e por não ser seletiva também degrada a celulose (MACEDO,
2006) podendo assim contribuir para o processo de desagregação do papel.
22
2.5.2 IMEX R
O químico em questão é uma solução de dimetilamida de ácido graxo em
óleos terpênicos, (QUIMIPEL, 2013) com a função de auxiliar a desagregação,
agindo em papéis com alta resistência a úmido.
O poderoso poder umectante aumenta a capacidade de quebra do material
resinoso que faz a ligação fibra-fibra (colagem interna). Assim, sua utilização permite
reduzir o tempo gasto para desagregar a polpa, além de reduzir a perda de fibras
que se mantêm aderidas às resinas e são descartadas nos depuradores.
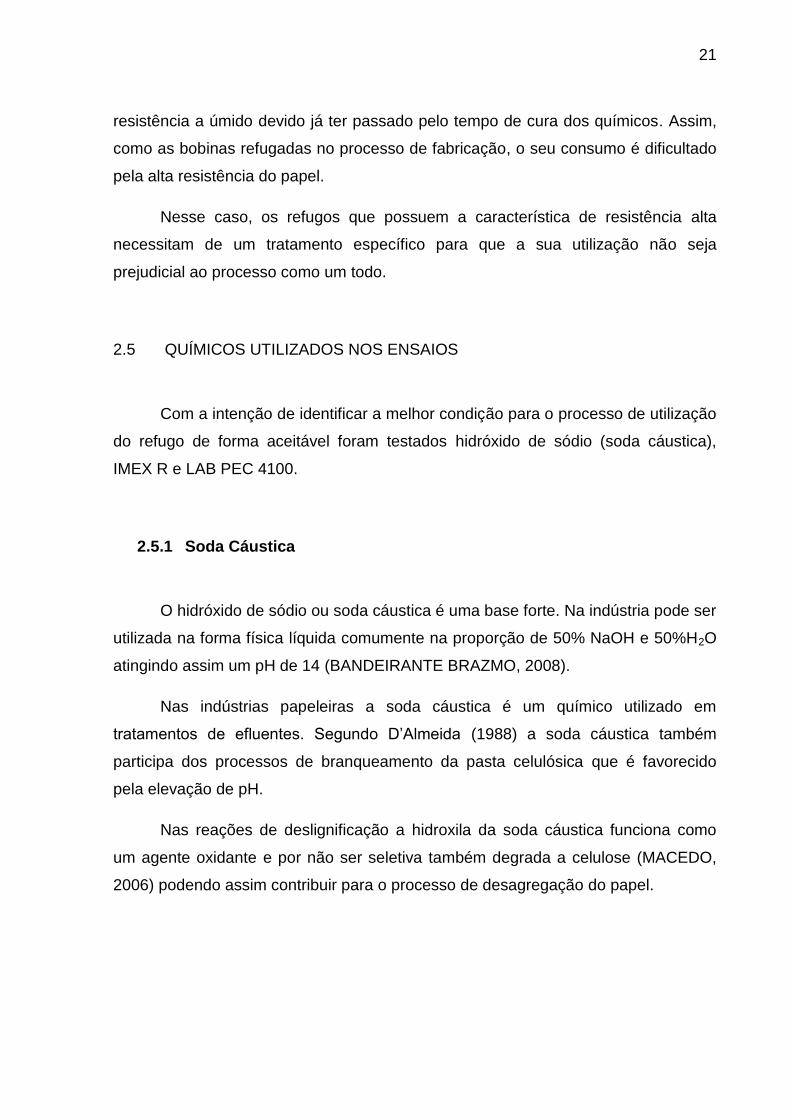
Um exemplo do efeito do auxiliar de desagregação sobre uma polpa de
matéria prima 100% reciclada pode ser observado nas figuras 2 e 3.
Figura 2 – Polpa de celulose sem tratamento químico. (QUIMIPEL, 2013).
23
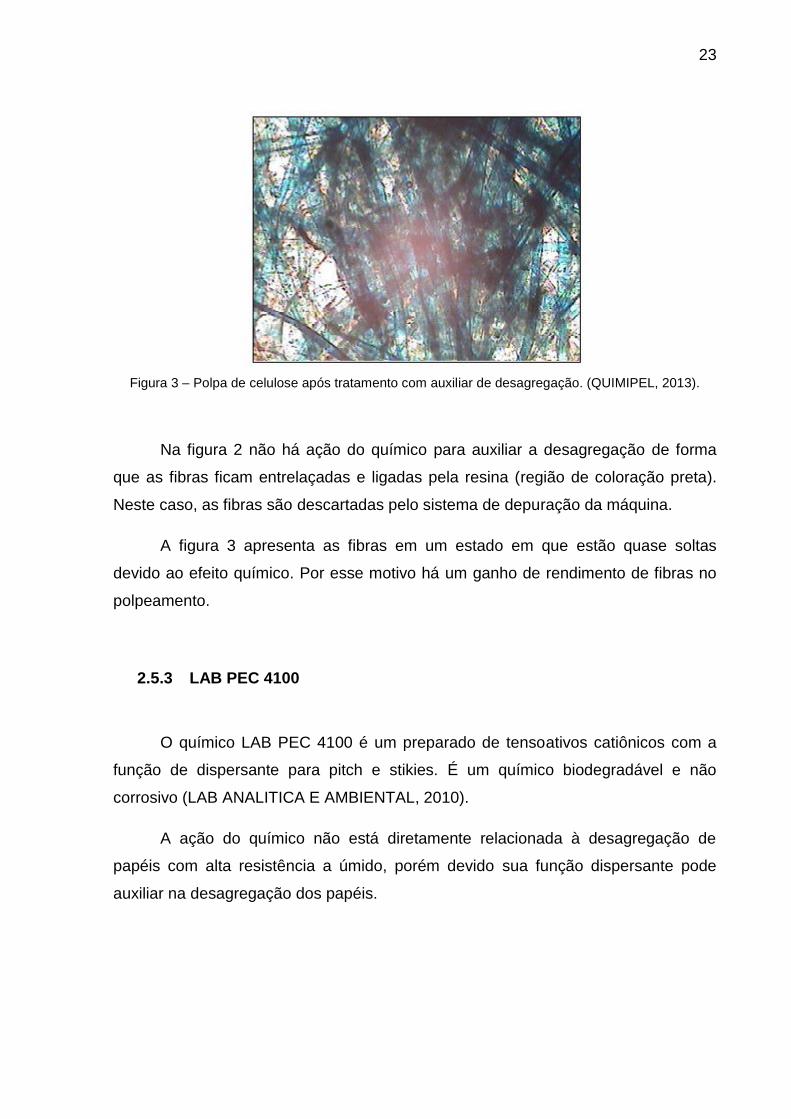
Figura 3 – Polpa de celulose após tratamento com auxiliar de desagregação. (QUIMIPEL, 2013).
Na figura 2 não há ação do químico para auxiliar a desagregação de forma
que as fibras ficam entrelaçadas e ligadas pela resina (região de coloração preta).
Neste caso, as fibras são descartadas pelo sistema de depuração da máquina.
A figura 3 apresenta as fibras em um estado em que estão quase soltas
devido ao efeito químico. Por esse motivo há um ganho de rendimento de fibras no
polpeamento.
2.5.3 LAB PEC 4100
O químico LAB PEC 4100 é um preparado de tensoativos catiônicos com a
função de dispersante para pitch e stikies. É um químico biodegradável e não
corrosivo (LAB ANALITICA E AMBIENTAL, 2010).
A ação do químico não está diretamente relacionada à desagregação de
papéis com alta resistência a úmido, porém devido sua função dispersante pode
auxiliar na desagregação dos papéis.
24
3 METODOLOGIA
Foi escolhida como metodologia uma abordagem quantitativa experimental,
ou seja, por meio de experimentos em laboratório e em campo obtiveram-se dados
para análise e discussão da viabilidade da utilização do auxiliar de desagregação.
3.1 FORMULAÇÃO DO PROBLEMA
O refugo normal (inerente do processo de fabricação do papel) ou o refugo
anormal (gerado por desvios no processo) podem ser reutilizados na produção do
papel como parte da matéria prima, reduzindo-se assim o custo do novo produto.
As toalhas de papel, entretanto, são caracterizadas por possuírem alta
resistência a úmido e sendo assim a penetração da água nas fibras do papel é
dificultada, aumentando-se o tempo necessário para a desagregação do papel até
uma condição aceitável que não ocasionará prejuízos ao produto final.
A alta taxa de produção de papel nas máquinas de papel impede que todo o
refugo com alta resistência a úmido seja utilizado, visto que ele acarreta um
acréscimo de cerca de 300% no tempo da formação da massa celulósica, quando
comparada a uma produção que se utiliza apenas de celulose virgem.
A dificuldade de consumo de todo o refugo de papel toalha ocasiona o seu
acúmulo. Sendo assim, viu-se necessário buscar uma alternativa de viabilizar a
utilização desse refugo no processo.
3.2 CONSTRUÇÃO DE HIPÓTESES
Como a produção do refugo é inerente do processo o seu acúmulo se tornou
um problema, pois o alto tempo necessário de processamento ocasionava
dificuldades como: local disponível para estocagem, alternativas para a destinação
25
de tudo o que não teve tempo para ser consumido. A busca por alternativas de
consumo ou destinação passou a ser algo de extrema importância.
Uma alternativa para o acúmulo do refugo era a sua venda como aparas,
porém essa alternativa foi descartada devido ao baixo preço oferecido pelas
empresas coletoras de material de reciclagem. Entretanto, a alternativa identificada
pela empresa foi enviar o refugo para outra planta fabril que utilizava aparas na
produção de papel. Essa prática era exercida para todo o refugo não consumido,
porém não era a alternativa economicamente viável devido ao alto custo de frete que
encarecia muito a matéria prima.
Parte do refugo consumido no processo apresentava desagregação facilitada
com a utilização de soda cáustica, porém ainda assim era necessárias melhorias a
fim de se consumir todo o refugo acumulado. Novas propostas foram estudadas e
uma delas foi encontrar uma alternativa química que viabilizasse a utilização desse
refugo através da diminuição do tempo de desagregação.
3.3 DEFINIÇÃO DO PLANO EXPERIMENTAL
O material selecionado para os testes foi o refugo de conversão de um papel
do tipo toalha de mão. O papel toalha escolhido era o de maior resistência dentre
todos os papéis fabricados pela companhia sendo assim a condição mais complexa
a ser trabalhada.
Diversas empresas fabricantes de químicos foram contatadas a fim de
fornecer um químico que poderia contribuir na desagregação do papel. Após
reuniões para explanar o problema foram solicitadas amostras para a realização de
testes.
Foram planejados experimentos primeiramente em escala laboratorial e em
seguida, com as respostas obtidas, experimentos em escala industrial.
26
3.4 PROCEDIMENTO EXPERIMENTAL
Os experimentos realizados foram divididos em três etapas, sendo duas delas
executadas em laboratório e a última etapa de testes em escala industrial.
3.4.1 Experimento laboratorial 1
Recebidas amostras de dois químicos de empresas diferentes, os mesmos
foram testados em laboratório com a utilização de um liquidificador Britânia do tipo
Diamante Black Filter com 1,5 L de capacidade e potência de 400W.
Nessa etapa do experimento, denominada experimento laboratorial 1, foi
selecionado um rolo acabado do papel toalha escolhido. Para cada amostra uma
massa pré-estipulada foi pesada em uma balança analítica modelo Adventurer, da
marca OHAUS, conforme Figura 4. O papel foi então fracionado e adicionado ao
liquidificador contendo 1L de água.
Figura 4 – Balança analítica modelo Adventurer da marca OHAUS. (Fonte: Acervo do autor)
27
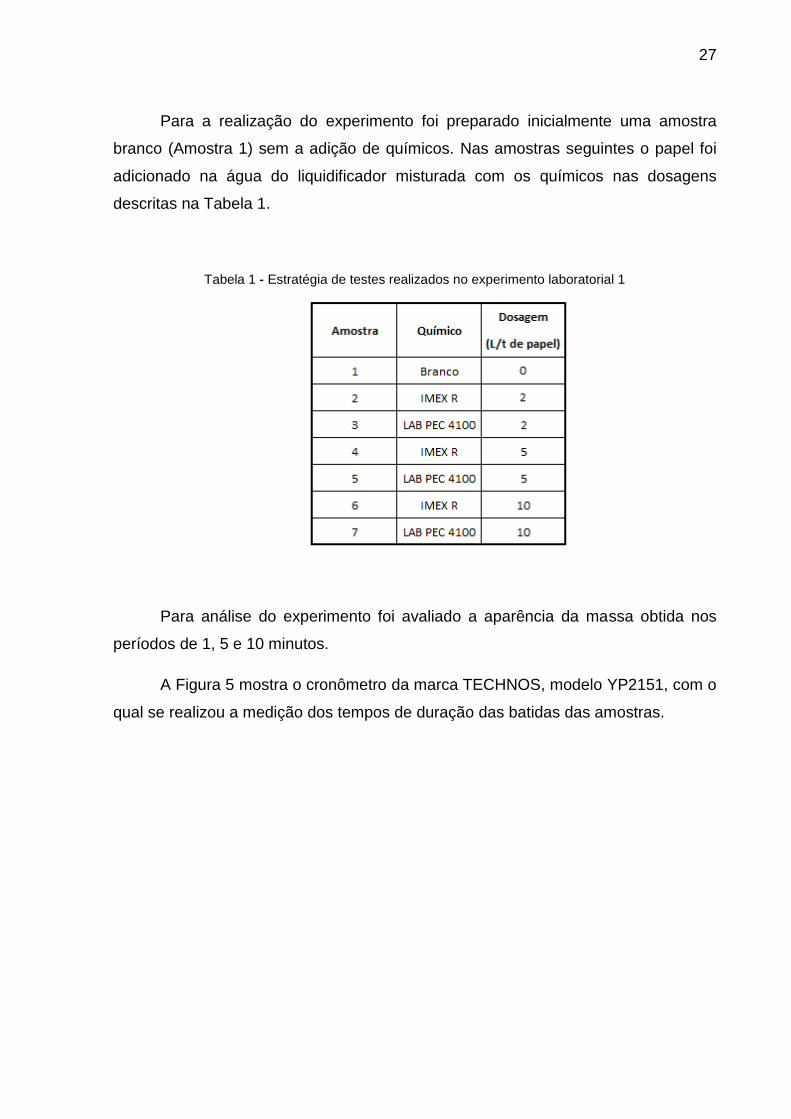
Para a realização do experimento foi preparado inicialmente uma amostra
branco (Amostra 1) sem a adição de químicos. Nas amostras seguintes o papel foi
adicionado na água do liquidificador misturada com os químicos nas dosagens
descritas na Tabela 1.
Tabela 1 - Estratégia de testes realizados no experimento laboratorial 1
Para análise do experimento foi avaliado a aparência da massa obtida nos
períodos de 1, 5 e 10 minutos.
A Figura 5 mostra o cronômetro da marca TECHNOS, modelo YP2151, com o
qual se realizou a medição dos tempos de duração das batidas das amostras.
28
Figura 5 – Cronômetro da marca TECHNOS, modelo YP2151. (Fonte: Acervo do autor)
3.4.2 Experimento laboratorial 2
O experimento então passou para a segunda etapa que consistia em preparar
amostras de um rolo de papel toalha, pesando a massa de papel na balança
analítica já citada. O processo de desagregação, nessa etapa, ocorreu em um
equipamento que simulava a ação do Pulper de forma mais real. Para isso utilizou-
se um desagregador de bancada marca PTI AUSTRIA, modelo 95568, representado
na Figura 6.
29
Figura 6 – Desagregador de bancada marca PTI AUSTRIA, modelo 95568. (Fonte: Acervo do autor)
O experimento prosseguiu com o químico que apresentou melhor resultado
no experimento laboratorial 1.
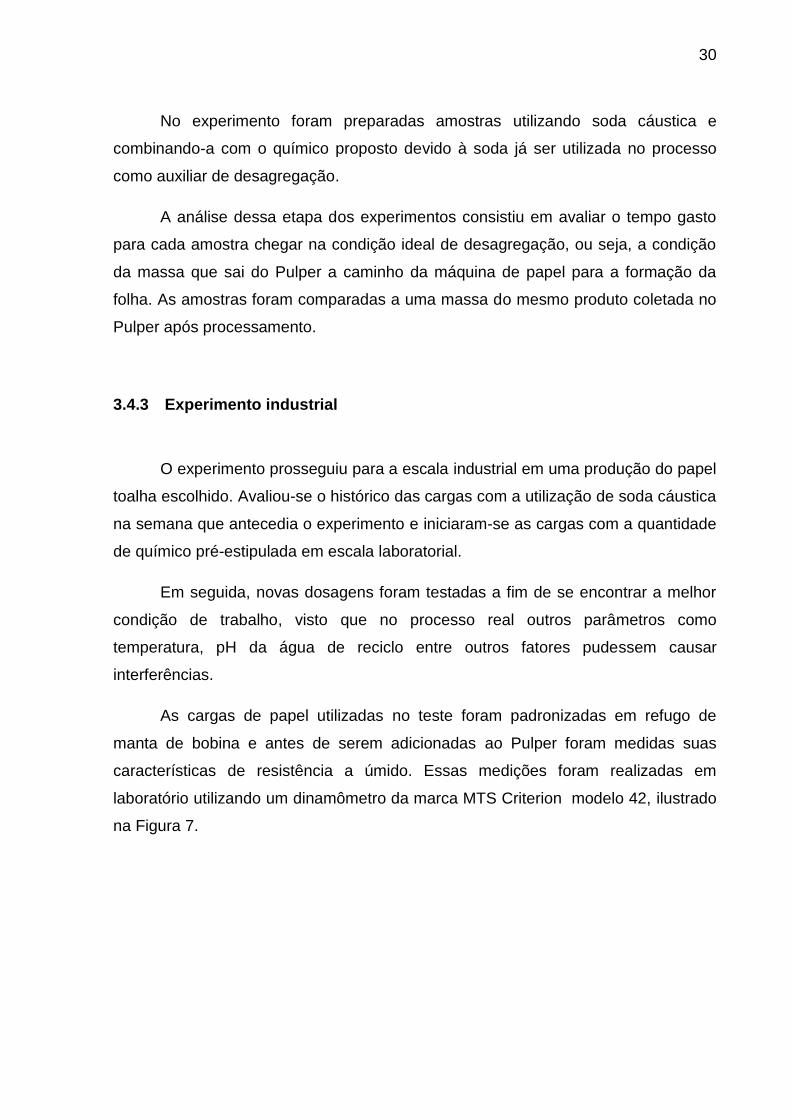
Preparou-se uma amostra de papel fragmentada, agora em parte maiores, e
adicionou-se o papel no equipamento contendendo 1L de água para a preparação
da amostra branco (sem adição dos químicos). As amostras seguintes foram
preparadas conforme estratégia explicada na Tabela 2.
Tabela 2 - Estratégia de testes realizados no experimento laboratorial 2.
30
No experimento foram preparadas amostras utilizando soda cáustica e
combinando-a com o químico proposto devido à soda já ser utilizada no processo
como auxiliar de desagregação.
A análise dessa etapa dos experimentos consistiu em avaliar o tempo gasto
para cada amostra chegar na condição ideal de desagregação, ou seja, a condição
da massa que sai do Pulper a caminho da máquina de papel para a formação da
folha. As amostras foram comparadas a uma massa do mesmo produto coletada no
Pulper após processamento.
3.4.3 Experimento industrial
O experimento prosseguiu para a escala industrial em uma produção do papel
toalha escolhido. Avaliou-se o histórico das cargas com a utilização de soda cáustica
na semana que antecedia o experimento e iniciaram-se as cargas com a quantidade
de químico pré-estipulada em escala laboratorial.
Em seguida, novas dosagens foram testadas a fim de se encontrar a melhor
condição de trabalho, visto que no processo real outros parâmetros como
temperatura, pH da água de reciclo entre outros fatores pudessem causar
interferências.
As cargas de papel utilizadas no teste foram padronizadas em refugo de
manta de bobina e antes de serem adicionadas ao Pulper foram medidas suas
características de resistência a úmido. Essas medições foram realizadas em
laboratório utilizando um dinamômetro da marca MTS Criterion modelo 42, ilustrado
na Figura 7.
31
Figura 7 – Dinamômetro da marca MTS Criterion modelo 42. (Fonte: Acervo do autor)
O procedimento realizado consistiu em inserir água de reciclo no Pulper,
seguido do químico avaliado. Adicionou-se então o refugo das bobinas e por último
acrescentou-se em algumas amostras a soda cáustica.
O compromisso do experimento foi avaliar ganhos no processo com a
redução do tempo necessário para a preparação da massa celulósica através da
utilização do químico auxiliar de desagregação, para tal, foi analisado o tempo
necessário para a desagregação da massa no Pulper.
Ainda com a intenção de avaliar ganhos no projeto, foram realizadas
medições de pH das amostras, a fim de identificar redução de pH através da
diminuição do consumo de soda cáustica. Para tal análise foi utilizado um pHmetro
da marca Digimed, modelo DM-22, representado na Figura 8.

32
Figura 8 – pHmetro da marca Digimed, modelo DM-22.
33
4 RESULTADOS E DISCUSSÃO
Através da análise de dados de cada experimento pode-se chegar a um
conjunto de resultados que estão divididos por tipo de experimento para melhor
compreensão.
4.1 RESULTADOS DO EXPERIMENTO LABORATORIAL 1
Seguindo a estratégia de amostras descritas no item 3.4.1. foi realizada a
preparação de uma amostra branco, em que não houve adição dos químicos, com a
intenção de identificar qual seria o efeito sobre a massa de papel após a batida no
liquidificador.
Para a realização das amostras seguintes identificou-se que ao misturar o
químico IMEX R juntamente com a água, o resultado era uma mistura com aparência
esbranquiçada e levemente espumante. O mesmo não ocorria ao misturar o LAB
PEC 4100, onde a aparência da mistura não se alterava.
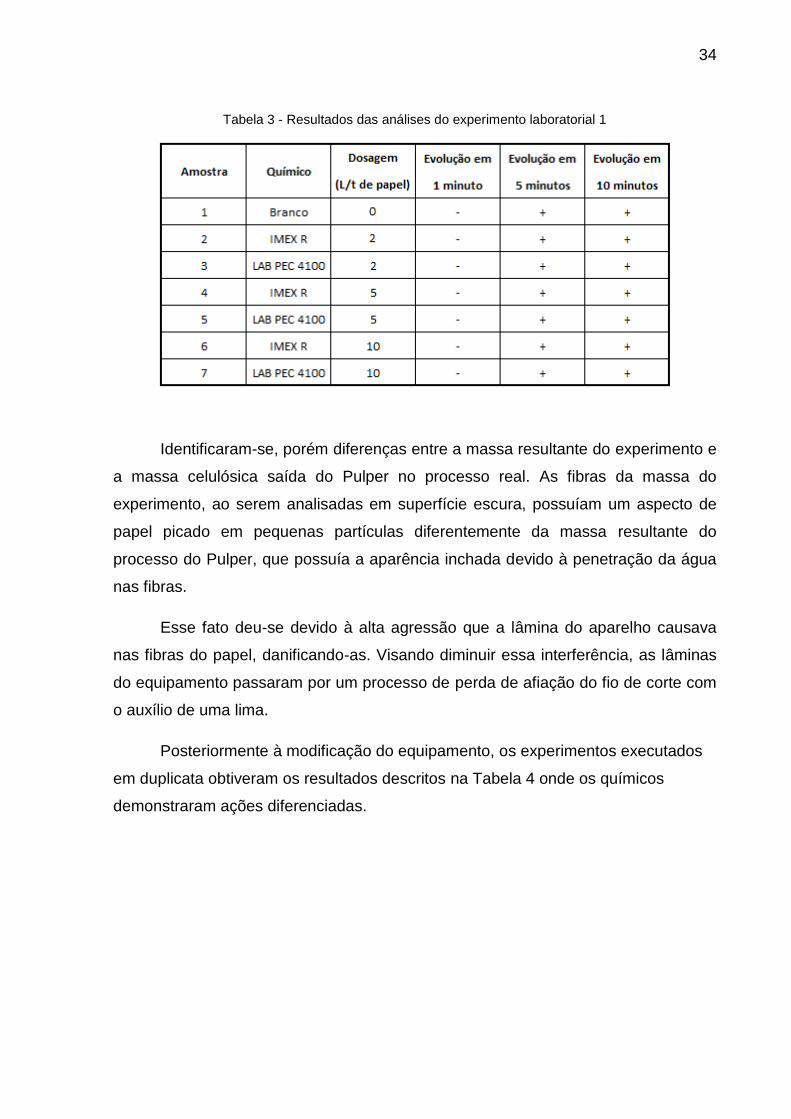
Conforme ilustrado na Tabela 3, ao final do primeiro minuto de papel batido
todas as amostras se apresentaram na forma de papel picado, ou seja, não se
observava a condição esperada de desagregação (representado pelo símbolo “-”).
Já no período de cinco minutos de experimento todas as amostras já possuíam o
papel totalmente fragmentado (representado pelo símbolo “+”).
34
Tabela 3 - Resultados das análises do experimento laboratorial 1
Identificaram-se, porém diferenças entre a massa resultante do experimento e
a massa celulósica saída do Pulper no processo real. As fibras da massa do
experimento, ao serem analisadas em superfície escura, possuíam um aspecto de
papel picado em pequenas partículas diferentemente da massa resultante do
processo do Pulper, que possuía a aparência inchada devido à penetração da água
nas fibras.
Esse fato deu-se devido à alta agressão que a lâmina do aparelho causava
nas fibras do papel, danificando-as. Visando diminuir essa interferência, as lâminas
do equipamento passaram por um processo de perda de afiação do fio de corte com
o auxílio de uma lima.
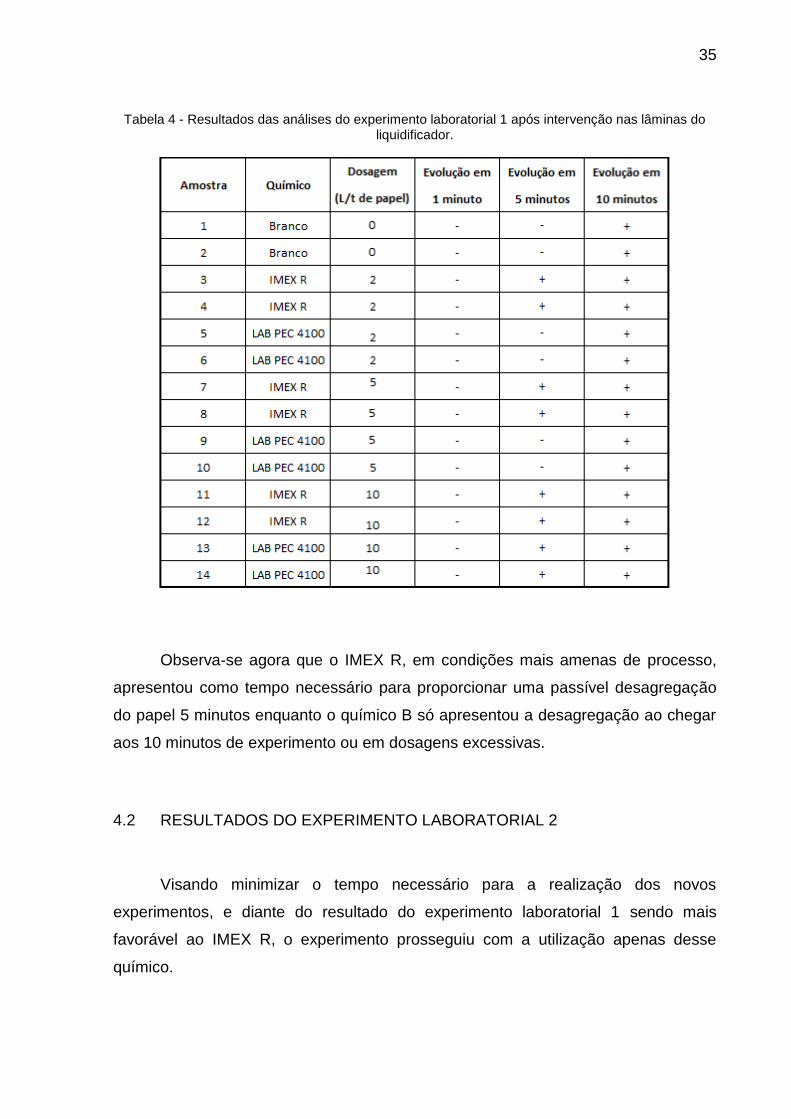
Posteriormente à modificação do equipamento, os experimentos executados
em duplicata obtiveram os resultados descritos na Tabela 4 onde os químicos
demonstraram ações diferenciadas.
35
Tabela 4 - Resultados das análises do experimento laboratorial 1 após intervenção nas lâminas do liquidificador.
Observa-se agora que o IMEX R, em condições mais amenas de processo,
apresentou como tempo necessário para proporcionar uma passível desagregação
do papel 5 minutos enquanto o químico B só apresentou a desagregação ao chegar
aos 10 minutos de experimento ou em dosagens excessivas.
4.2 RESULTADOS DO EXPERIMENTO LABORATORIAL 2
Visando minimizar o tempo necessário para a realização dos novos
experimentos, e diante do resultado do experimento laboratorial 1 sendo mais
favorável ao IMEX R, o experimento prosseguiu com a utilização apenas desse
químico.
36
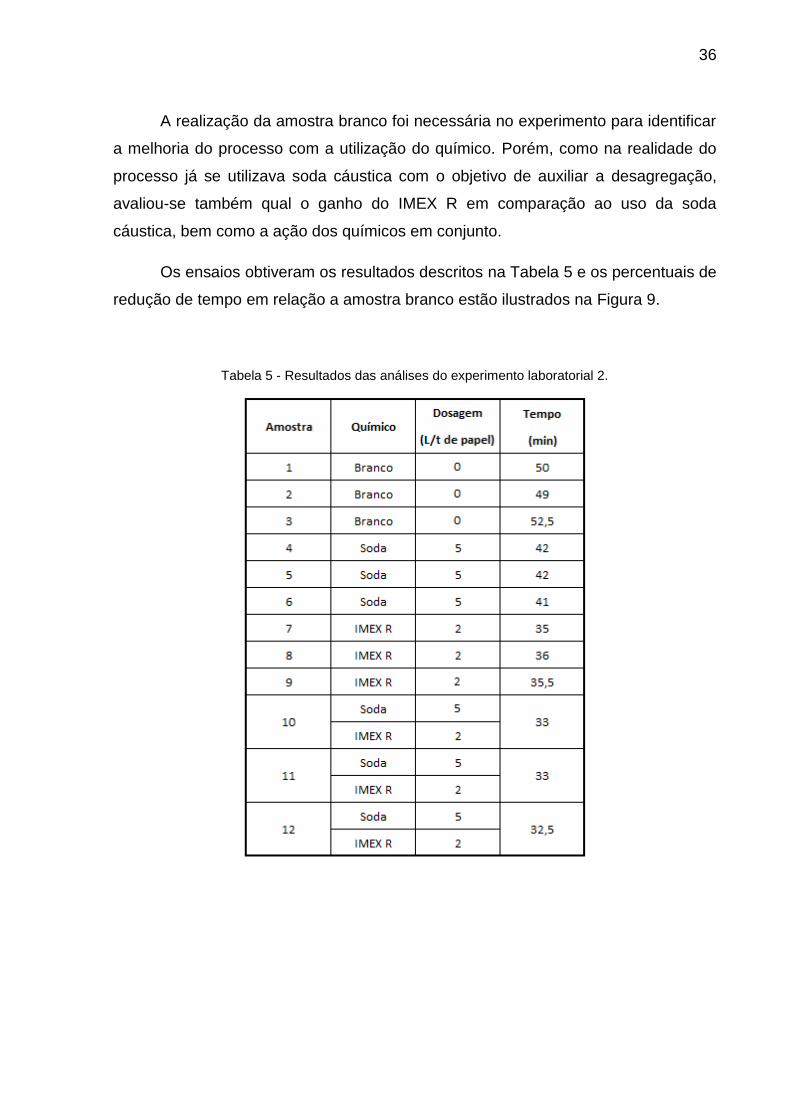
A realização da amostra branco foi necessária no experimento para identificar
a melhoria do processo com a utilização do químico. Porém, como na realidade do
processo já se utilizava soda cáustica com o objetivo de auxiliar a desagregação,
avaliou-se também qual o ganho do IMEX R em comparação ao uso da soda
cáustica, bem como a ação dos químicos em conjunto.
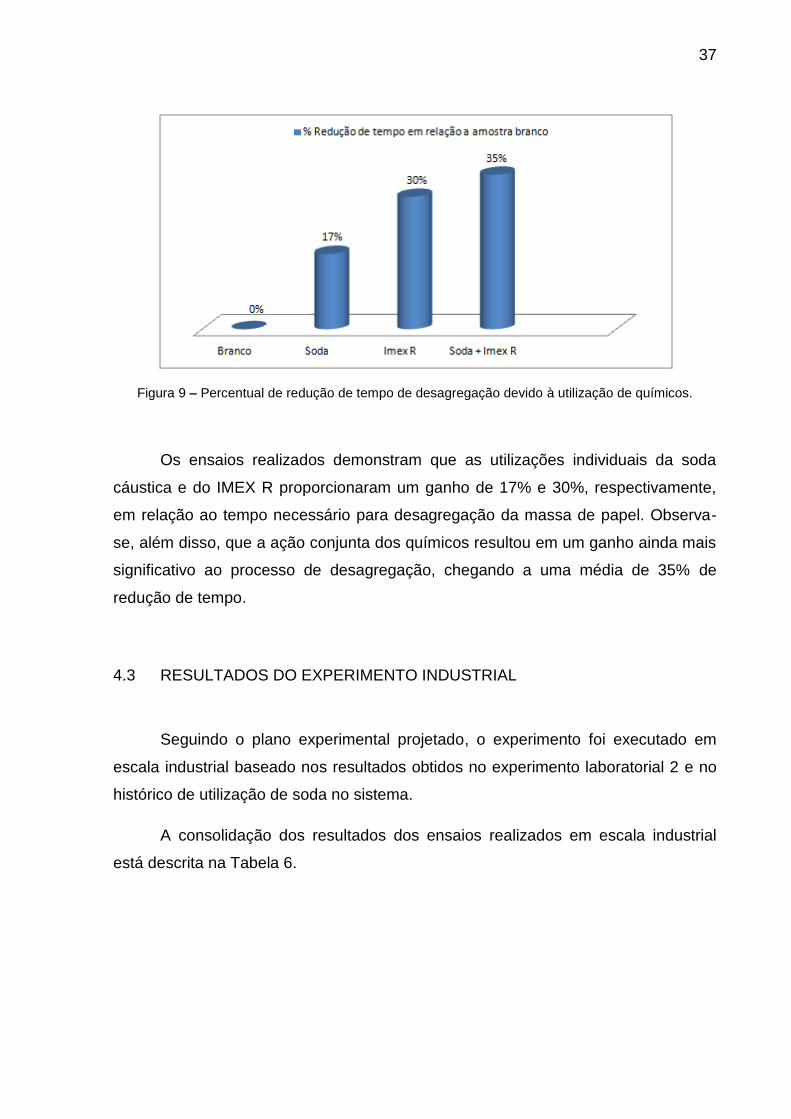
Os ensaios obtiveram os resultados descritos na Tabela 5 e os percentuais de
redução de tempo em relação a amostra branco estão ilustrados na Figura 9.
Tabela 5 - Resultados das análises do experimento laboratorial 2.
37
Figura 9 – Percentual de redução de tempo de desagregação devido à utilização de químicos.
Os ensaios realizados demonstram que as utilizações individuais da soda
cáustica e do IMEX R proporcionaram um ganho de 17% e 30%, respectivamente,
em relação ao tempo necessário para desagregação da massa de papel. Observa-
se, além disso, que a ação conjunta dos químicos resultou em um ganho ainda mais
significativo ao processo de desagregação, chegando a uma média de 35% de
redução de tempo.
4.3 RESULTADOS DO EXPERIMENTO INDUSTRIAL
Seguindo o plano experimental projetado, o experimento foi executado em
escala industrial baseado nos resultados obtidos no experimento laboratorial 2 e no
histórico de utilização de soda no sistema.
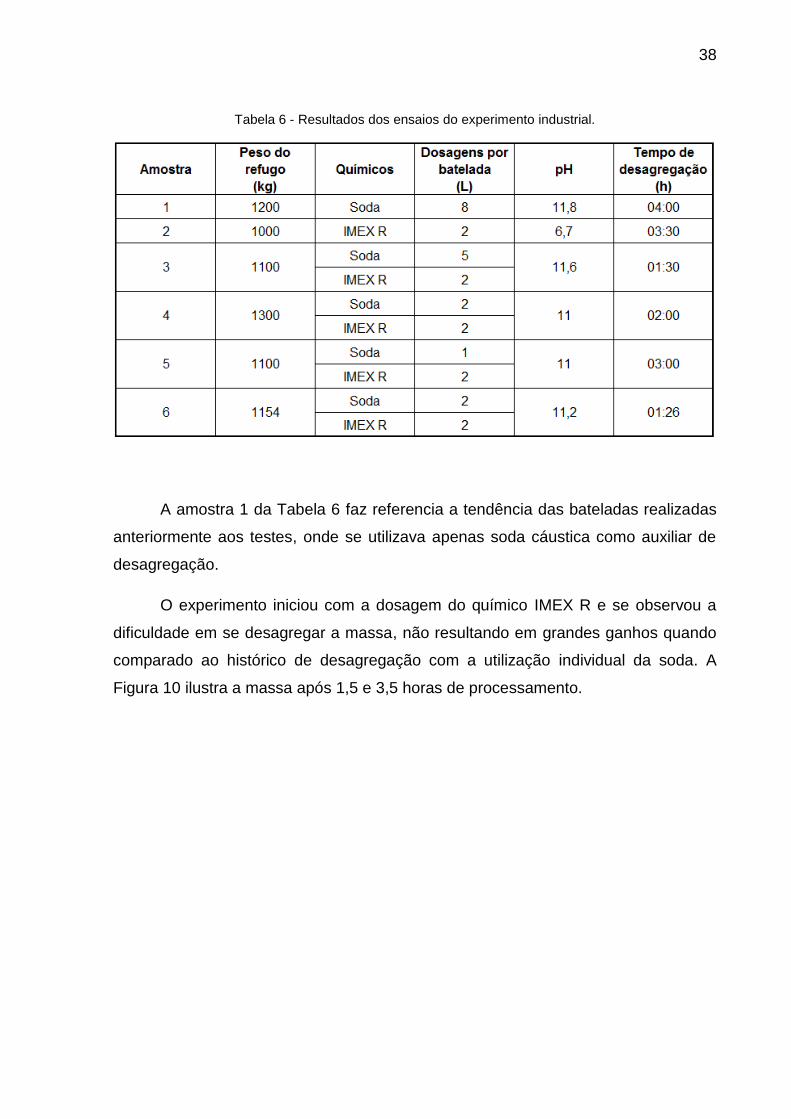
A consolidação dos resultados dos ensaios realizados em escala industrial
está descrita na Tabela 6.
38
Tabela 6 - Resultados dos ensaios do experimento industrial.
A amostra 1 da Tabela 6 faz referencia a tendência das bateladas realizadas
anteriormente aos testes, onde se utilizava apenas soda cáustica como auxiliar de
desagregação.
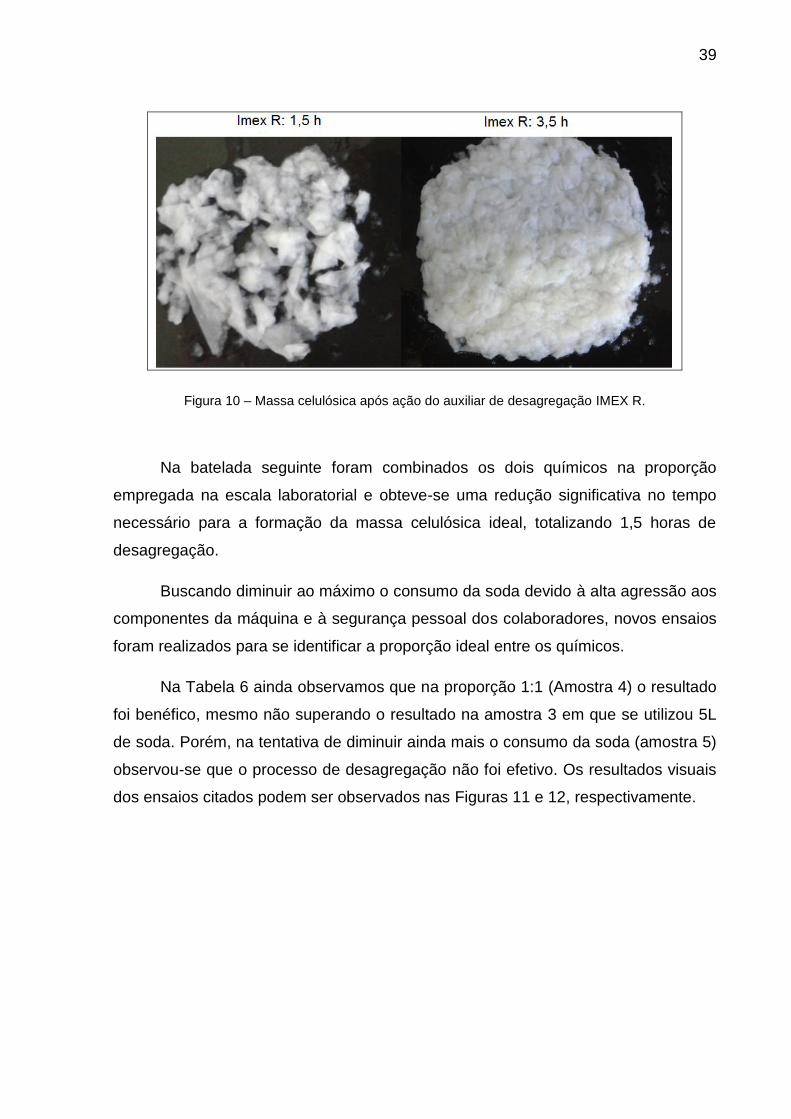
O experimento iniciou com a dosagem do químico IMEX R e se observou a
dificuldade em se desagregar a massa, não resultando em grandes ganhos quando
comparado ao histórico de desagregação com a utilização individual da soda. A
Figura 10 ilustra a massa após 1,5 e 3,5 horas de processamento.
39
Figura 10 – Massa celulósica após ação do auxiliar de desagregação IMEX R.
Na batelada seguinte foram combinados os dois químicos na proporção
empregada na escala laboratorial e obteve-se uma redução significativa no tempo
necessário para a formação da massa celulósica ideal, totalizando 1,5 horas de
desagregação.
Buscando diminuir ao máximo o consumo da soda devido à alta agressão aos
componentes da máquina e à segurança pessoal dos colaboradores, novos ensaios
foram realizados para se identificar a proporção ideal entre os químicos.
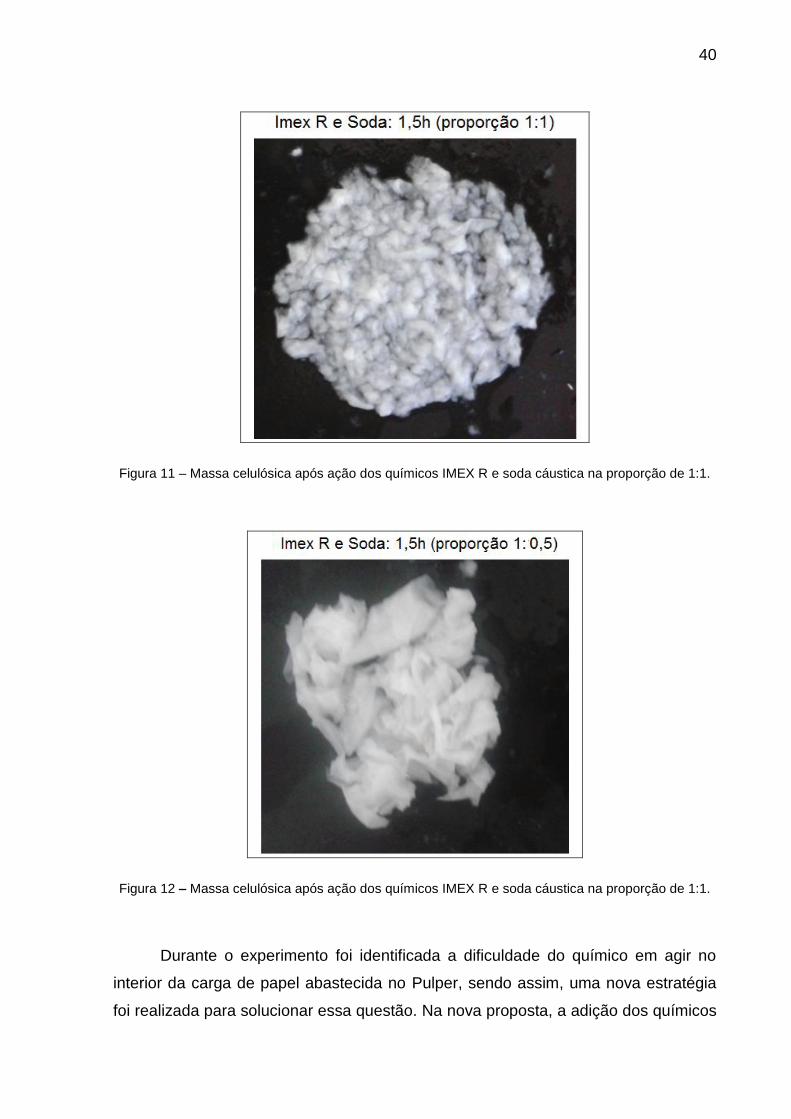
Na Tabela 6 ainda observamos que na proporção 1:1 (Amostra 4) o resultado
foi benéfico, mesmo não superando o resultado na amostra 3 em que se utilizou 5L
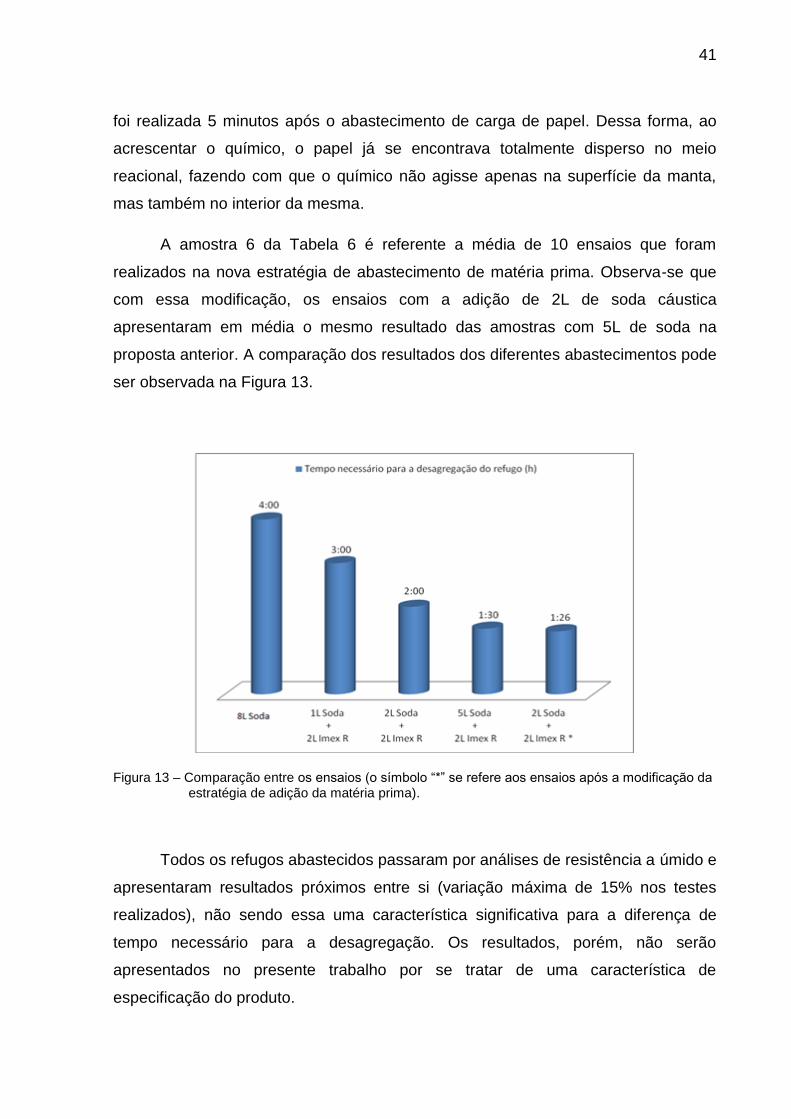
de soda. Porém, na tentativa de diminuir ainda mais o consumo da soda (amostra 5)
observou-se que o processo de desagregação não foi efetivo. Os resultados visuais
dos ensaios citados podem ser observados nas Figuras 11 e 12, respectivamente.
40
Figura 11 – Massa celulósica após ação dos químicos IMEX R e soda cáustica na proporção de 1:1.
Figura 12 – Massa celulósica após ação dos químicos IMEX R e soda cáustica na proporção de 1:1.
Durante o experimento foi identificada a dificuldade do químico em agir no
interior da carga de papel abastecida no Pulper, sendo assim, uma nova estratégia
foi realizada para solucionar essa questão. Na nova proposta, a adição dos químicos
41
foi realizada 5 minutos após o abastecimento de carga de papel. Dessa forma, ao
acrescentar o químico, o papel já se encontrava totalmente disperso no meio
reacional, fazendo com que o químico não agisse apenas na superfície da manta,
mas também no interior da mesma.
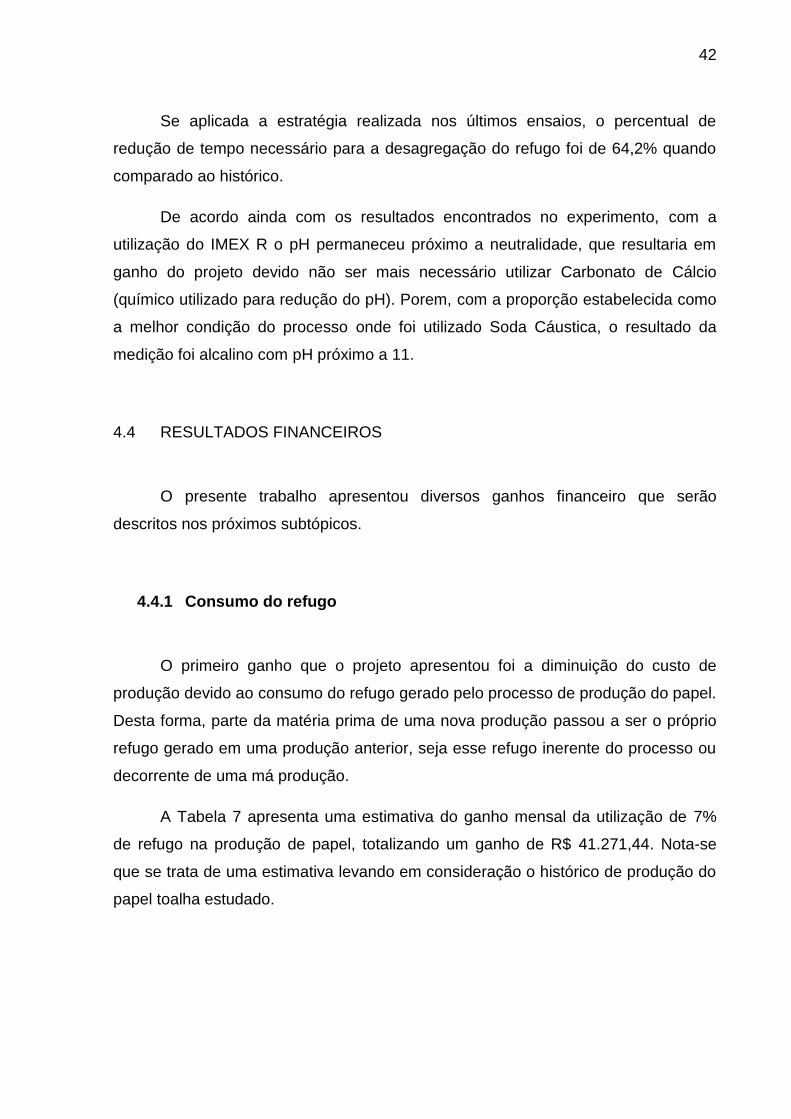
A amostra 6 da Tabela 6 é referente a média de 10 ensaios que foram
realizados na nova estratégia de abastecimento de matéria prima. Observa-se que
com essa modificação, os ensaios com a adição de 2L de soda cáustica
apresentaram em média o mesmo resultado das amostras com 5L de soda na
proposta anterior. A comparação dos resultados dos diferentes abastecimentos pode
ser observada na Figura 13.
Figura 13 – Comparação entre os ensaios (o símbolo “*” se refere aos ensaios após a modificação da estratégia de adição da matéria prima).
Todos os refugos abastecidos passaram por análises de resistência a úmido e
apresentaram resultados próximos entre si (variação máxima de 15% nos testes
realizados), não sendo essa uma característica significativa para a diferença de
tempo necessário para a desagregação. Os resultados, porém, não serão
apresentados no presente trabalho por se tratar de uma característica de
especificação do produto.
42
Se aplicada a estratégia realizada nos últimos ensaios, o percentual de
redução de tempo necessário para a desagregação do refugo foi de 64,2% quando
comparado ao histórico.
De acordo ainda com os resultados encontrados no experimento, com a
utilização do IMEX R o pH permaneceu próximo a neutralidade, que resultaria em
ganho do projeto devido não ser mais necessário utilizar Carbonato de Cálcio
(químico utilizado para redução do pH). Porem, com a proporção estabelecida como
a melhor condição do processo onde foi utilizado Soda Cáustica, o resultado da
medição foi alcalino com pH próximo a 11.
4.4 RESULTADOS FINANCEIROS
O presente trabalho apresentou diversos ganhos financeiro que serão
descritos nos próximos subtópicos.
4.4.1 Consumo do refugo
O primeiro ganho que o projeto apresentou foi a diminuição do custo de
produção devido ao consumo do refugo gerado pelo processo de produção do papel.
Desta forma, parte da matéria prima de uma nova produção passou a ser o próprio
refugo gerado em uma produção anterior, seja esse refugo inerente do processo ou
decorrente de uma má produção.
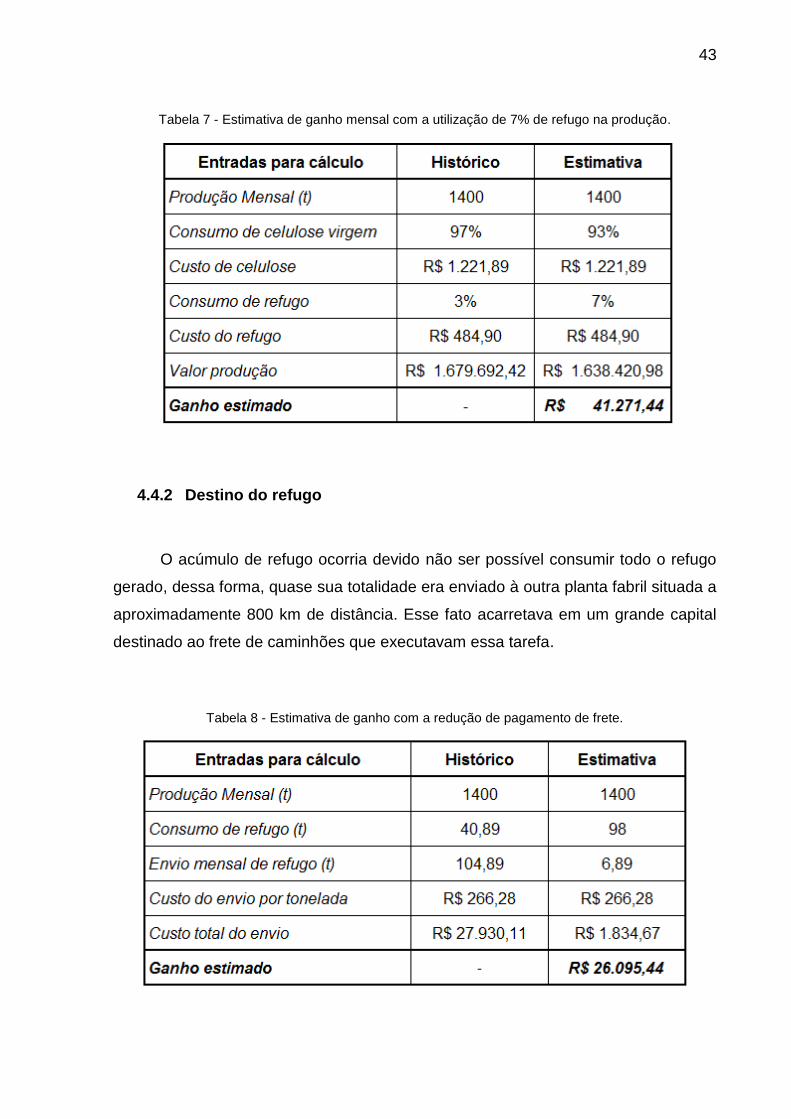
A Tabela 7 apresenta uma estimativa do ganho mensal da utilização de 7%
de refugo na produção de papel, totalizando um ganho de R$ 41.271,44. Nota-se
que se trata de uma estimativa levando em consideração o histórico de produção do
papel toalha estudado.
43
Tabela 7 - Estimativa de ganho mensal com a utilização de 7% de refugo na produção.
4.4.2 Destino do refugo
O acúmulo de refugo ocorria devido não ser possível consumir todo o refugo
gerado, dessa forma, quase sua totalidade era enviado à outra planta fabril situada a
aproximadamente 800 km de distância. Esse fato acarretava em um grande capital
destinado ao frete de caminhões que executavam essa tarefa.
Tabela 8 - Estimativa de ganho com a redução de pagamento de frete.
44
Conforme ilustrado na Tabela 8, a estimativa de economia mensal, referente a
diminuição do envio de refugo para a outra planta fabril, equivale a cerca de
R$26.095,44.
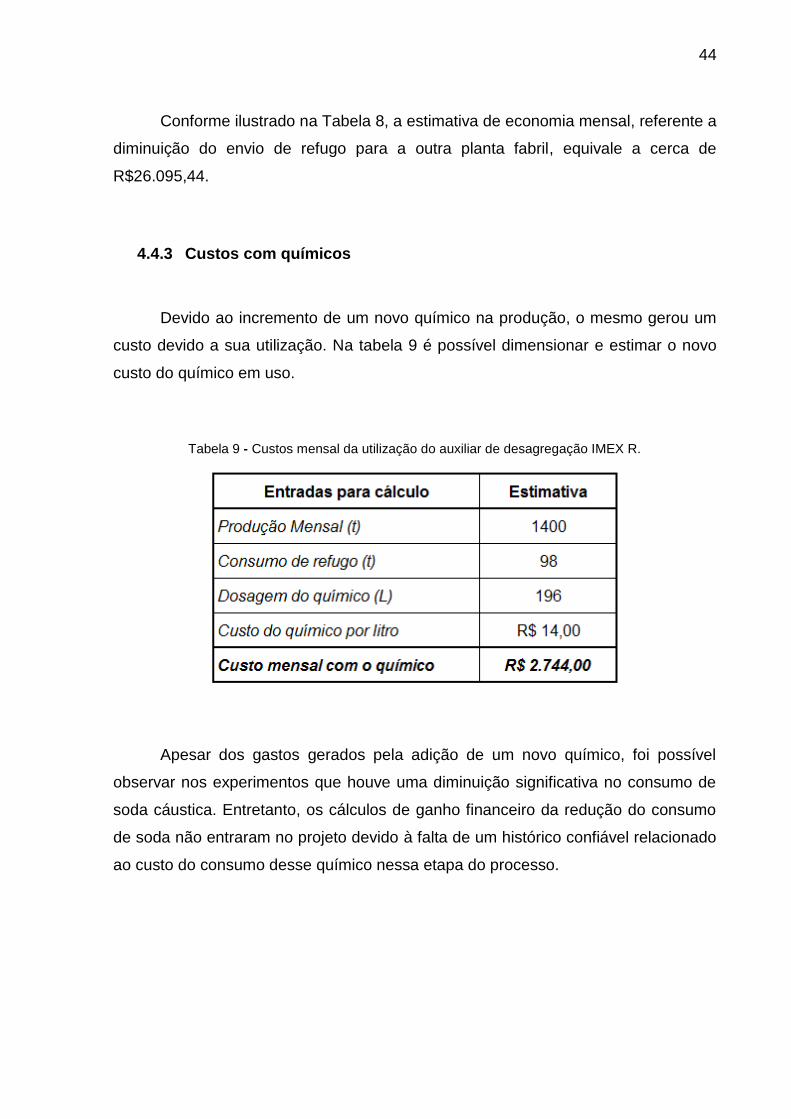
4.4.3 Custos com químicos
Devido ao incremento de um novo químico na produção, o mesmo gerou um
custo devido a sua utilização. Na tabela 9 é possível dimensionar e estimar o novo
custo do químico em uso.
Tabela 9 - Custos mensal da utilização do auxiliar de desagregação IMEX R.
Apesar dos gastos gerados pela adição de um novo químico, foi possível
observar nos experimentos que houve uma diminuição significativa no consumo de
soda cáustica. Entretanto, os cálculos de ganho financeiro da redução do consumo
de soda não entraram no projeto devido à falta de um histórico confiável relacionado
ao custo do consumo desse químico nessa etapa do processo.
45
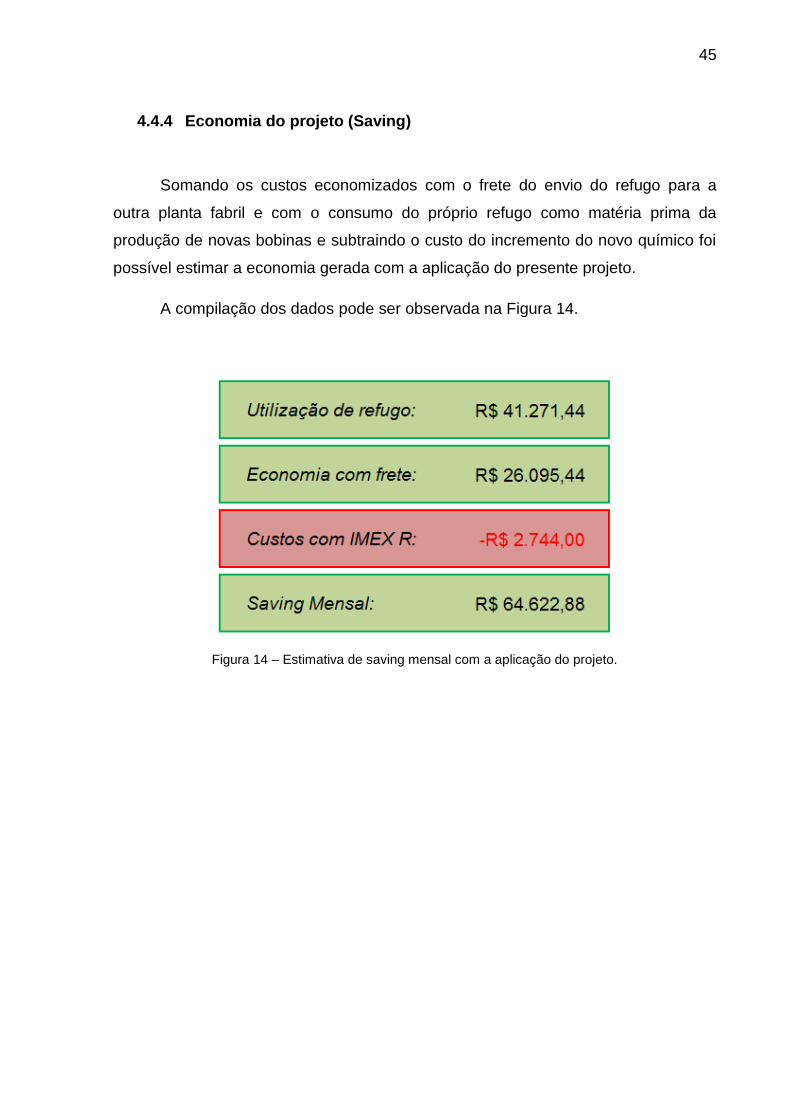
4.4.4 Economia do projeto (Saving)
Somando os custos economizados com o frete do envio do refugo para a
outra planta fabril e com o consumo do próprio refugo como matéria prima da
produção de novas bobinas e subtraindo o custo do incremento do novo químico foi
possível estimar a economia gerada com a aplicação do presente projeto.
A compilação dos dados pode ser observada na Figura 14.
Figura 14 – Estimativa de saving mensal com a aplicação do projeto.
46
5 CONCLUSÃO
Com a realização desse projeto foi possível descobrir uma alternativa química
para melhorar a utilização de refugo com resistência a úmido na produção de papel
tissue, sendo esse químico um auxiliar de desagregação comercialmente conhecido
como IMEX R.
A combinação do IMEX R com soda cáustica, ambas na proporção de 2 litros
de químico por tonelada de refugo, resultou na redução de cerca de 64,2% do tempo
total de desagregação do papel toalha.
47
REFERÊNCIAS BANDEIRANTE BRAZMO. Ficha de Informação de Segurança de Produto Químico – FISPQ: Hidróxido de Sódio. Mauá, 08 Abr. 2008. Disponível em: <http://www.bbquimica.com.br/bbq/produtos/content/hidroxido_sodio.pdf>. Acesso em: 05 Jul. 2014
BRACELPA. Conjuntura Bracelpa. Disponível em: <http://bracelpa.org.br/bra2/sites/default/files/conjuntura/CB-058.pdf>. Acesso em: 01 Out. 2013. BRADY, J.E.; SENESE, F. Química: a matéria e suas transformações. 5.ed. Rio de Janeiro: LTC, 2012. v.2. D´Almeida, M.L.O. Celulose e Papel: Tecnologia de fabricação de papel. 2.ed. São Paulo: Escola SENAI Theobaldo de Nigris, Depto. Regional de São Paulo, IPT - Centro Técnico de Celulose e Papel, 1988. v.II. EK, M.; GELLERSTEDT, G.; HENRIKSSON, G. Pulp and Paper Chemistry and Technology: Wood Chemistry and Wood Biotechnology. Berlin, Germany: De Gruyter. 2009a. v.1. EK, M.; GELLERSTEDT, G.; HENRIKSSON, G. Pulp and Paper Chemistry and Technology: Pulping Chemistry and Technology. Berlin, Germany: De Gruyter. 2009b. v.2. FERREIRA, J. A. S. Contabilidade de Custos. São Paulo: Pearson, 2008. INDÚSTRIA PAPELEIRA. Apresentação sobre Fabricação de Papel Tissue. Mogi das Cruzes, 2008. LAB ANALITICA E AMBIENTAL. Ficha de Informação de Segurança de Produto Químico – FISPQ: LABPEC4100. Jacareí, 04 Nov. 2010. Disponível em: <http://www.labanalitica.com.br/pdf/LAB%20PEC%204100%20-%20ETP%20144.pdf> Acesso em: 14 Nov. 2013.
48
MACEDO, J. C. F. Análise Térmica e Ambiental da Queima do Lodo Primário da Fabricação de Papel e Celulose em Caldeira de Biomassa à Grelha. Itajubá, 2006. Disponível em: http://www.livrosgratis.com.br/arquivos_livros/cp047773.pdf. Acesso em: 07 Jul. 2014. NETO, M. P. Técnicas de fabricação. In: PAPÉIS TISSUE, 1994, São Paulo. Curso. São Paulo: Associação Brasileira Técnica de Celulose e Papel, 1994. p.2 - 22. QUIMIPEL. Proposta Técnica e Comercial do Auxiliar de Desagregação. Piracaia, 2013. RODRIGUES, J. F. Reciclando conhecimento - Linhas de Refugo. In: RECICLAGEM DE PAPEL, 2001, São Paulo. Curso. São Paulo: Associação Brasileira Técnica de Celulose e Papel, 2001. p.1 - 7. ROVERI, M. Fabricação de Papéis Tissue. In: PAPÉIS TISSUE, 1997, São Paulo. Curso. São Paulo: Associação Brasileira Técnica de Celulose e Papel, 1997. p.1 - 28.


















