
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...
55
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA LAURA MARTINS COLOÇO UTILIZAÇÃO DO DMAIC COMO ESTRATÉGIA ORIENTADA AOS CLIENTES DE UMA INDÚSTRIA QUÍMICA Lorena - SP 2014
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
LAURA MARTINS COLOÇO
UTILIZAÇÃO DO DMAIC COMO ESTRATÉGIA ORIENTADA AOS CLIENTES DE
UMA INDÚSTRIA QUÍMICA
Lorena - SP
2014
LAURA MARTINS COLOÇO
UTILIZAÇÃO DO DMAIC COMO ESTRATÉGIA ORIENTADA AOS CLIENTES DE
UMA INDÚSTRIA QUÍMICA
Trabalho de Conclusão de Curso
apresentado como parte do requisito para
obtenção do título de Bacharel em
Engenharia Industrial Químico na Escola de
Engenharia de Lorena da Universidade de
São Paulo.
Orientador: Prof. Dr. Eduardo Ferro dos Santos
Lorena - SP
2014

Autorizo a reprodução e divulgação total ou parcial deste trabalho, por
qualquer meio convencional ou eletrônico, para fins de estudo e pesquisa,
desde que citada a fonte.
Catalogação da Publicação
Biblioteca “Cel. Luiz Sylvio Teixeira Leite”
Escola de Engenharia de Lorena da Universidade de São Paulo
Coloço, Laura Martins
Estudo da utilização do DMAIC como estratégia orientada aos clientes de uma
Indústria Química / Laura Martins Coloço; Orientador: Professor Doutor Eduardo
Ferro dos Santos – Lorena: 2014.
55 Páginas.
Monografia (Bacharelado em Engenharia Industrial Química) – Escola de
Engenharia de Lorena da Universidade de São Paulo.
1. DMAIC 2. Seis Sigma 3.Gestão da Qualidade
A minha família, que é meu maior patrimônio.
AGRADECIMENTOS
Aos meus pais, Cristóvão e Regina, que são minha base de tudo e por toda
atenção, compreensão e incansável apoio durante meu percurso.
As minhas irmãs, Beatriz e Sofia, que estão sempre ao meu lado, caminhando
juntas.
A toda a minha família, pelas orações e suporte que me deram durante esta
caminhada.
Ao meu namorado, Ray, por estar sempre comigo, por todo seu incentivo, amor e
carinho.
As minhas amigas da república, Renata, Carolina, Mariana, Andressa e Beatriz,
por me proporcionarem um aprendizado a cada dia, um compartilhamento de
amizade, carinho e presença.
A Deus, por estar sempre iluminando o meu caminho.
Ao meu orientador, por ter me ajudado e dado suporte durante todo este
percurso.
A todos que me apoiaram nesta caminhada, com suas orações e pensamentos
positivos.

RESUMO
COLOÇO, L. M. Utilização do DMAIC como estratégia orientada aos clientes
de uma Indústria Química. 2014. 55f. Trabalho de Conclusão de Curso - Escola
de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
A interligação entre qualidade, produtividade e competitividade é um dos fatores
mais importantes na economia industrial. Diante deste fato, é necessário que a
qualidade esteja sempre orientada para o cliente, uma vez que é para ele e para a
satisfação das suas necessidades, que a empresa moderna trabalha e existe. O
presente trabalho foi realizado com base na pesquisa-ação, apresentando um
estudo das reclamações de clientes relacionadas com a qualidade de um produto
final de uma Indústria Química, localizada no estado de São Paulo. Um estudo
estatístico das reclamações de clientes do ano de 2012 foi realizado com base
nas ferramentas da qualidade, em especial o DMAIC, do Seis Sigma, a fim de
identificar as causas raízes e o ponto crítico do processo. Analisando as principais
causas foi possível propor melhorias no sistema de produção, visando à
diminuição da quantidade de reclamações. Após a implementação de uma
melhoria no processo no ano de 2013, foi realizado um comparativo com o ano de
2012 a fim de medir a eficácia do projeto. Os resultados apresentaram um
decréscimo de aproximadamente 30% em todo o processo, e quase 60% no
específico ponto crítico identificado pelo trabalho.
Palavras-chave: DMAIC, Seis Sigma, Gestão da qualidade.

ABSTRACT
COLOÇO, L. M. DMAIC application as an oriented strategy to customers in a
Chemical Industry. 2014. 55p. Monograph - Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2014.
The interconnection between quality, productivity and competitiveness is one of
the most important factors in the industrial economy. On this fact, it is necessary
that the quality is always oriented for the customers, since is for them and for the
satisfaction of its needs that the modern company works and exists. This work was
developed based on the action-research methodology, wherein the customer’s
complaints were analyzed due to the lack of quality on the final product in a
Chemical Industry, situated in the state of São Paulo. A statistical study of the
2012 year customer´s complaints was performed which proposed the use of
quality tools, especially DMAIC-Six Sigma, in order to verify the root causes and
process critical point. Analyzing the roots causes was possible propose
improvements in the production system, targeting to decrease the number of
customer’s complaints. After an improvement in the 2013 work process, were
performed a comparison with 2012 research to measure the effectiveness of the
project. The results showed a decrease of approximately 30% throughout the
process, and almost 60% in the specific critical point identified in the project.
Keywords: DMAIC, Six Sigma, Quality management.

LISTA DE TABELAS
Tabela 1 - Tradução do nível da qualidade para a linguagem financeira ......................... 28
Tabela 2 - Onze características da pesquisa-ação .......................................................... 34
Tabela 3 - Número de reclamações de clientes de 2012 ................................................. 43
Tabela 4 - Causas das reclamações de 2012 .................................................................. 43
Tabela 5 - Número de reclamações de clientes de 2013 ................................................. 48
Tabela 6 - Causas das reclamações de 2013 .................................................................. 50

LISTA DE FIGURAS
Figura 1 - Diagrama de Pareto para os principais motivos de parada da linha 25-50 kg . 16
Figura 2 - Diagrama de causa-efeito ............................................................................... 18
Figura 3 - Estrutura de um Histograma............................................................................ 18
Figura 4 - Representação gráfica da folha de verificação ................................................ 20
Figura 5 - Gráfico de dispersão ....................................................................................... 21
Figura 6 - Exemplo de um gráfico de controle ................................................................. 23
Figura 7 - Símbolos utilizados em Fluxogramas .............................................................. 24
Figura 8 – Fluxograma atividades fabril ........................................................................... 25
Figura 9 - Metodologia Seis Sigma e suas cinco fases (D-M-A-I-C) ................................ 32
Figura 10 - Fluxograma reclamação de cliente ................................................................ 41
Figura 11 - Fluxograma do material retornado de uma reclamação de cliente ................. 42
Figura 12 - Gráfico de controle de pH de um material ..................................................... 46
Figura 13 - Número de reclamações de clientes de 2012 e 2013 .................................... 49

SUMÁRIO
1 INTRODUÇÃO .................................................................................................... 12
1.1 Justificativas ........................................................................................................ 13
2 OBJETIVOS ........................................................................................................ 14
2.1 Objetivo Geral ...................................................................................................... 14
2.2 Objetivos Específicos ........................................................................................... 14
3 FUNDAMENTAÇÃO TEÓRICA ........................................................................... 15
3.1 As Sete Ferramentas da Qualidade ..................................................................... 15
3.2 Tipos .................................................................................................................... 15
3.2.1 Diagrama de Pareto ............................................................................................. 15
3.2.2 Diagrama de causa-efeito (espinha de peixe ou diagrama de Ishikawa) .............. 16
3.2.3 Histogramas ......................................................................................................... 18
3.2.4 Folhas de verificação ........................................................................................... 19
3.2.5 Gráficos de dispersão .......................................................................................... 20
3.2.6 Cartas de controle ................................................................................................ 22
3.2.7 Fluxograma .......................................................................................................... 23
3.3 Gestão da Qualidade ........................................................................................... 26
3.4 Seis Sigma........................................................................................................... 27
3.5 DMAIC ................................................................................................................. 28
3.5.1 Etapa Definir ........................................................................................................ 29
3.5.2 Etapa Medir ......................................................................................................... 29
3.5.3 Etapa Analisar ..................................................................................................... 30
3.5.4 Etapa Melhorar .................................................................................................... 31
3.5.5 Etapa Controlar .................................................................................................... 31
4 METODOLOGIA .................................................................................................. 33
4.1 Método de pesquisa ............................................................................................. 33
4.2 Aplicação da metodologia DMAIC ........................................................................ 36
4.2.1 Etapa Definir ........................................................................................................ 36
4.2.2 Etapa Medir ......................................................................................................... 37
4.2.3 Etapa Analisar ..................................................................................................... 38
4.2.4 Etapa Melhorar .................................................................................................... 38
4.2.5 Etapa Controlar .................................................................................................... 39
4.3 Metodologia Proposta .......................................................................................... 39
5 RESULTADOS E DISCUSSÕES ......................................................................... 41
5.1 Etapas ................................................................................................................. 41
5.1.1 Etapa Definir ........................................................................................................ 41
5.1.2 Etapa Medir ......................................................................................................... 44
5.1.3 Etapa Analisar ..................................................................................................... 45
5.1.4 Etapa Melhorar .................................................................................................... 47
5.1.5 Etapa Controlar .................................................................................................... 50
6 CONCLUSÕES E CONSIDERAÇÕES FINAIS ................................................... 51
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................... 52
12
1 INTRODUÇÃO
O termo “qualidade” está presente no nosso cotidiano: ouve-se falar muito
em “qualidade de vida”, “qualidade de um produto”, “qualidade de ensino”, etc.
Com isso, as pessoas tornaram-se mais exigentes e o mercado cada vez mais
competitivo. Em uma indústria química isso não é diferente. Constantemente são
realizadas melhorias nos processos e nos produtos com a finalidade de melhorar
o cenário da empresa e como consequência, excelentes retornos financeiros são
alcançados.
A metodologia Seis Sigma visa à otimização e melhoria de processos e
requer dados e análises estatísticas para medição e melhoramento do
desempenho operacional nas indústrias, tendo como objetivo a identificação e
eliminação de defeitos relativos às falhas dos processos, direcionando assim,
soluções efetivas às causas-raiz dos problemas.
Conforme Harry e Schroeder (1998), a metodologia Seis Sigma começou a
se desenvolver na Motorola em meados de 1980, mas a raiz original do Seis
Sigma foi encontrada por Philip Crosby no livro Quality is Free em 1979. Neste
livro encontra-se o conceito do “zero defeito”, que é a filosofia adotada pelo Seis
Sigma.
Por volta de 1985, a Motorola se sentiu ameaçada pela concorrência da
indústria eletrônica japonesa e necessitava de uma melhoria em sua qualidade.
Com isso, iniciou-se um novo modelo gerencial para uma melhoria na qualidade
(PHILLIPS, 2002).
A nova meta de melhoria da Motorola teve como base melhorar em dez
vezes a qualidade de todos os produtos até 1989, e em cem vezes até 1991 e
atingir o desempenho Seis Sigma até 1992 (PEREZ-WILSON, 1999).
Segundo Klefsjö, Wiklund e Edgeman (2001), a empresa então focou todos
os recursos no Seis Sigma, incluindo os esforços humanos na redução da
variação dos processos de manufatura, administrativos e os demais processos da
organização.

13
1.1 Justificativas
Para atentar a concorrência e buscar a excelência no seu ramo de atuação,
as empresas devem investir e inovar com vista à maximização dos seus ganhos.
Uma das maneiras é utilizar constantemente técnicas da qualidade, buscando
uma melhoria contínua, aperfeiçoando os seus processos e reduzindo os
desperdícios. Com isso, também podemos garantir e atender as necessidades
dos clientes.
Os estudos das reclamações de clientes apresentados neste trabalho
foram de uma Indústria Química, localizada no Vale do Paraíba - SP. Além de
atender as legislações vigentes, como a ISO 9001:2008, priorizam a máxima
redução possível do número de reclamações de clientes, gerando valores tanto
para a empresa quanto para o cliente a fim de manter uma boa relação entre as
empresas.
No presente trabalho, foi realizado um levantamento das causas raízes de
todas as reclamações de clientes de uma Indústria Química referentes ao ano de
2012 e foi apresentado um comparativo com as reclamações de 2013. A
avaliação foi realizada com base na ferramenta Seis Sigma, metodologia DMAIC,
com o objetivo de mapear e reduzir o número de reclamações de clientes. Uma
proposta de melhoria no processo foi implementada para atender aos requisitos e
as necessidades do processo.

14
2 OBJETIVOS
2.1 Objetivo Geral
Este trabalho visa realizar um estudo das reclamações de clientes
referentes à qualidade do produto final de uma Indústria Química do ano de 2012.
Analisou as causas raízes dessas reclamações, com base na ferramenta Seis
Sigma, metodologia DMAIC, buscando identificar os principais pontos de
melhorias e o ponto crítico do processo a fim de determinar alternativas para
redução das mesmas. Após uma melhoria no processo de 2013, levantou um
comparativo com os dados do ano de 2012 para medir a eficácia do trabalho.
2.2 Objetivos Específicos
Avaliar as causas raízes das reclamações de clientes referentes aos anos
de 2012 e 2013.
Utilizar o DMAIC da metodologia Seis Sigma, com o objetivo de mapear e
reduzir o número de reclamações de clientes.
Propor uma melhoria no processo, no ano de 2013, para que possa ser
implementada e testada, atendendo aos requisitos e as necessidades do
processo.
O ponto crítico identificado em 2012, parâmetro Produção, foi estudado
mais detalhadamente para melhorar a eficácia do processo e,
consequentemente, reduzir o número de reclamações.

15
3 FUNDAMENTAÇÃO TEÓRICA
3.1 As Sete Ferramentas da Qualidade
As ferramentas da qualidade são técnicas que podem ser utilizadas com o
objetivo de definir, mensurar, analisar e propor soluções para os problemas
encontrados ocasionalmente e também, influenciam na melhoria do desempenho
dos processos.
A partir da década de 50, com base em práticas e conceitos existentes,
foram estruturadas as ferramentas da qualidade. Desde então, têm sido de muita
importância para os sistemas de gestão e usadas para melhorias de produtos,
processos e serviços.
3.2 Tipos
3.2.1 Diagrama de Pareto
O diagrama de Pareto é uma das ferramentas da qualidade e recebeu este
nome, pois é originário dos estudos do economista italiano Vilfredo Pareto. O
diagrama estabelece uma ordenação das causas de perdas que devem ser
corrigidas. O objetivo é compreender a relação entre a ação e o beneficio, ou
seja, indica qual a ação que trará um melhor resultado.
O diagrama é representado por barras e uma curva de percentagens
acumuladas. As barras designam as frequências das ocorrências, da maior para a
menor, o que permite a priorização dos problemas, e a curva de percentagens
acumuladas apresentam as ocorrências dos fatos. Tal propriedade permite uma
fácil visualização e identificação dos problemas e causas mais importantes,
possibilitando a concentração dos esforços sobre os mesmos.
O princípio desta ferramenta baseia-se na Lei de Pareto, fato que indica
que a maioria das perdas está relacionada com poucas causas, ou seja, que os
pequenos problemas são os pontos críticos e causam as grandes perdas. A Lei

16
de Pareto é conhecida como 80/20, e com base nessa, 80% das consequências
vem de 20% das causas.
De maneira geral, Bellettini et al. (2012) define que melhores resultados
são obtidos analisando as barras mais altas do gráfico, pois são mais
representativas ao processo do que as barras menores. Portanto, se identificar as
causas desses poucos defeitos, torna-se possível eliminar quase todas as perdas,
concentrando esforços em causas particulares. Posteriormente, pode-se analisar
os outros defeitos triviais. Com base no diagrama apresentado na figura 1, foi
possível identificar os principais motivos das paradas da linha 25-50 kg.
Figura 1 - Diagrama de Pareto para os principais motivos de parada da linha 25-50 kg
FONTE: Bellettini (2012)
3.2.2 Diagrama de causa-efeito (espinha de peixe ou diagrama
de Ishikawa)
O diagrama de causa-efeito, também conhecido como diagrama de
Ishikawa ou espinha de peixe tem como finalidade a identificação das causas ou
fatores dos problemas que devem ser eliminados.

17
Segundo Koscianski e Soares (2007) o eixo central do diagrama apresenta
o problema específico e as linhas diagonais representam os elementos que fazem
parte do cenário e são necessários para alcançar os resultados. Esses elementos
recebem o nome de “categorias” e depois, para cada uma delas é identificado
fatores (causas) que possam contribuir para o aumento ou redução do problema
(efeitos).
Coletti, Bonduelle e Iwakiri (2010) definiram para a metodologia do
diagrama de Ishikawa as seguintes etapas:
- Definição do efeito: o efeito pode ser um problema, como “erros em
pedidos” ou algo que necessita melhoria, como “desenvolver o melhor
treinamento em motivação gerencial”;
- Geração de ideias: pode ser realizado um “Brainstorming”, que é uma
atividade desenvolvida em um grupo para gerar muitas ideias em um curto
espaço de tempo;
- Identificação da principal categoria: com base na lista de ideias, é gerada
uma lista de categorias. As categorias são reduzidas, caso alguma seja comum à
outra, e verifica se as ideias estão de acordo com as categorias estabelecidas. O
diagrama não pode exceder sete categorias.
- Avaliação das ideias: ocorre o esclarecimento das ideias e o agrupamento
das que estão relacionadas.
- Projeção da folha para a coleta de dados: as informações para validar a
causa real são registradas em uma folha de coleta de dados.
Os diagramas de causas e efeitos apresentam apenas as possíveis causas
e somente os dados indicaram as reais causas.
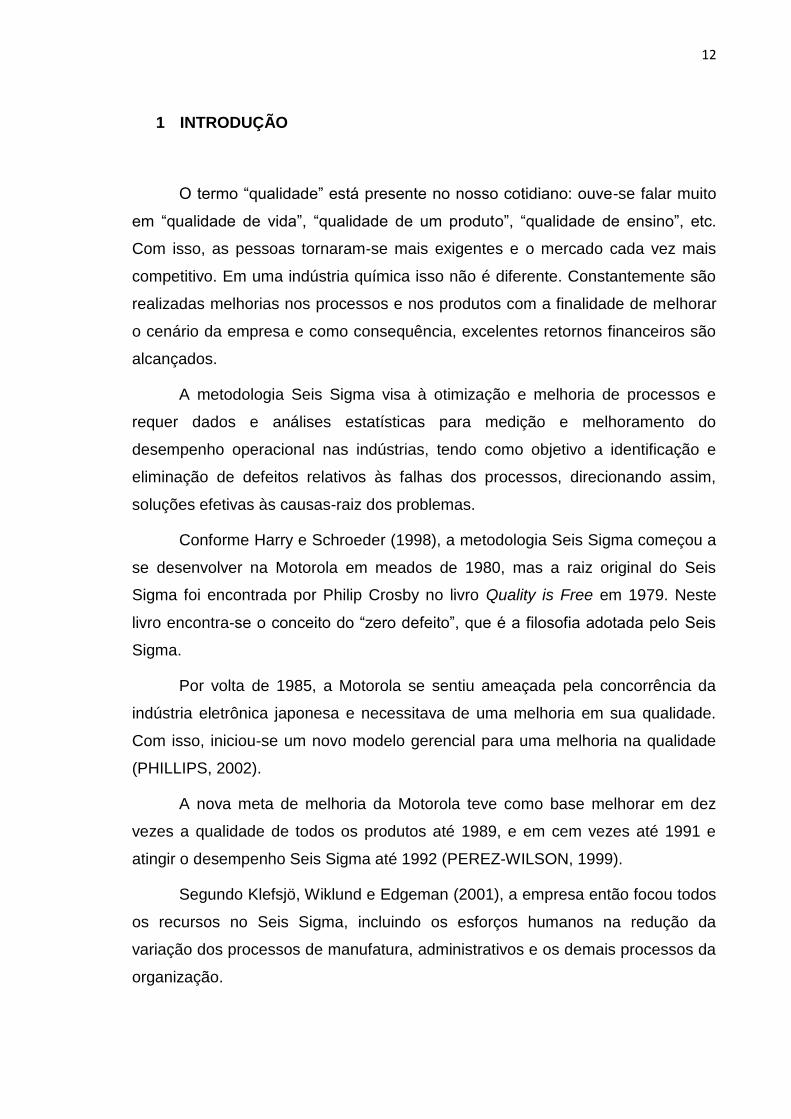
Segundo Harrington e Harrington (1997) é obvio que há uma relação de
causa e efeito entre os dados que devem ser considerados para análise de um
processo. A figura 2 apresenta o diagrama de Ishikawa em sua forma original já
que estabelece os relacionamentos diretos a serem considerados em um
ambiente fabril. Essa ferramenta somente relaciona e analisa o que ocorre dentro
da estrutura fabril, mas apresenta-se muito eficiente, pois demonstra claramente a
18
mudança causada em um dos ramos da espinha-de-peixe, quando se altera
outro.
Figura 2 - Diagrama de causa-efeito
FONTE: Harrington e Harrington (1997)
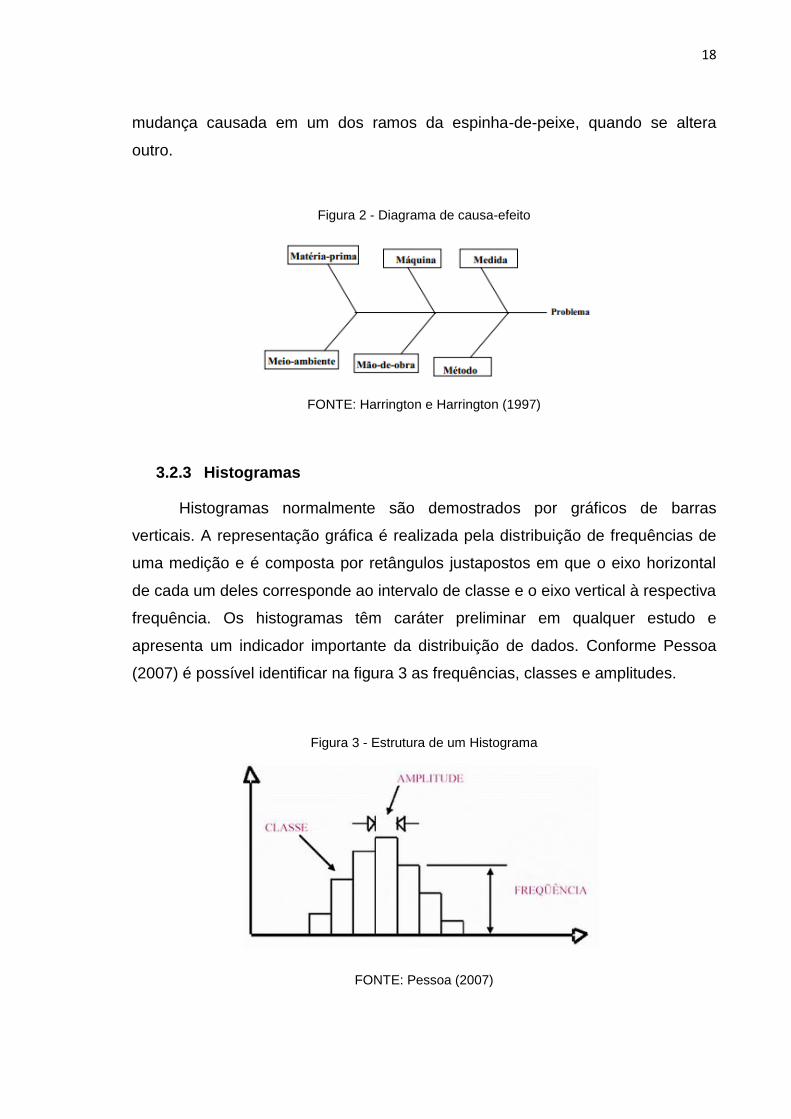
3.2.3 Histogramas
Histogramas normalmente são demostrados por gráficos de barras
verticais. A representação gráfica é realizada pela distribuição de frequências de
uma medição e é composta por retângulos justapostos em que o eixo horizontal
de cada um deles corresponde ao intervalo de classe e o eixo vertical à respectiva
frequência. Os histogramas têm caráter preliminar em qualquer estudo e
apresenta um indicador importante da distribuição de dados. Conforme Pessoa
(2007) é possível identificar na figura 3 as frequências, classes e amplitudes.
Figura 3 - Estrutura de um Histograma
FONTE: Pessoa (2007)

19
3.2.4 Folhas de verificação
As folhas de verificação são planilhas ou tabelas planejadas utilizadas para
facilitar a coleta e análise de dados, preenchidos de forma concisa e fácil. Permite
que um grupo registre e compile dados dos itens a ser verificado de uma forma
mais organizada, o que possibilita uma interpretação imediata da situação e
exibição de padrões e tendências, além de uma percepção rápida da realidade,
ajudando a diminuir confusões e erros.
Esta ferramenta pode ser aplicada em quaisquer áreas e fornece uma
imagem mais clara dos fatos, fazendo com que os padrões dos dados se tornem
rapidamente óbvia.
As vantagens da folha de verificação são que a obtenção dos dados é
registrada no momento em que ocorrem, facilitando a identificação da causa ao
mesmo tempo em que ocorre o problema e a facilidade de aplicação. As
desvantagens são que o processo de coleta de dados pode ser lento e os
equipamentos de medição podem não estar aferidos.
Segundo Tavares (2012) as folhas de verificação são ferramentas que
questionam o processo e são importantes para alcançar a qualidade. Podem
apresentar-se de vários tipos para:
- Distribuição do processo de produção: usado para coletar dados da
produção e para este tipo de folha de verificação os dados não podem ser
interrompidos. Realiza-se um comparativo com as especificações do processo na
medida em que os dados são coletados.
- Verificação de itens defeituosos: este tipo é usado quando quer saber
quais os tipos mais frequentes de defeitos e a quantidade causada por cada
motivo.
- Localização de defeito: utilizada para identificar os defeitos mais
extremos. Geralmente a lista apresenta um desenho do item a ser verificado, na
qual é assinalado o lugar e a forma de ocorrência desses defeitos. A importância
desta ferramenta é para análise do processo, uma vez que conduz para onde e
como o defeito ocorre.
20
- Causas de defeitos: usado para identificar as causas dos defeitos, sendo
que os dados das causas e os dados dos defeitos são apresentados de maneira
que fique clara a relação entre eles.
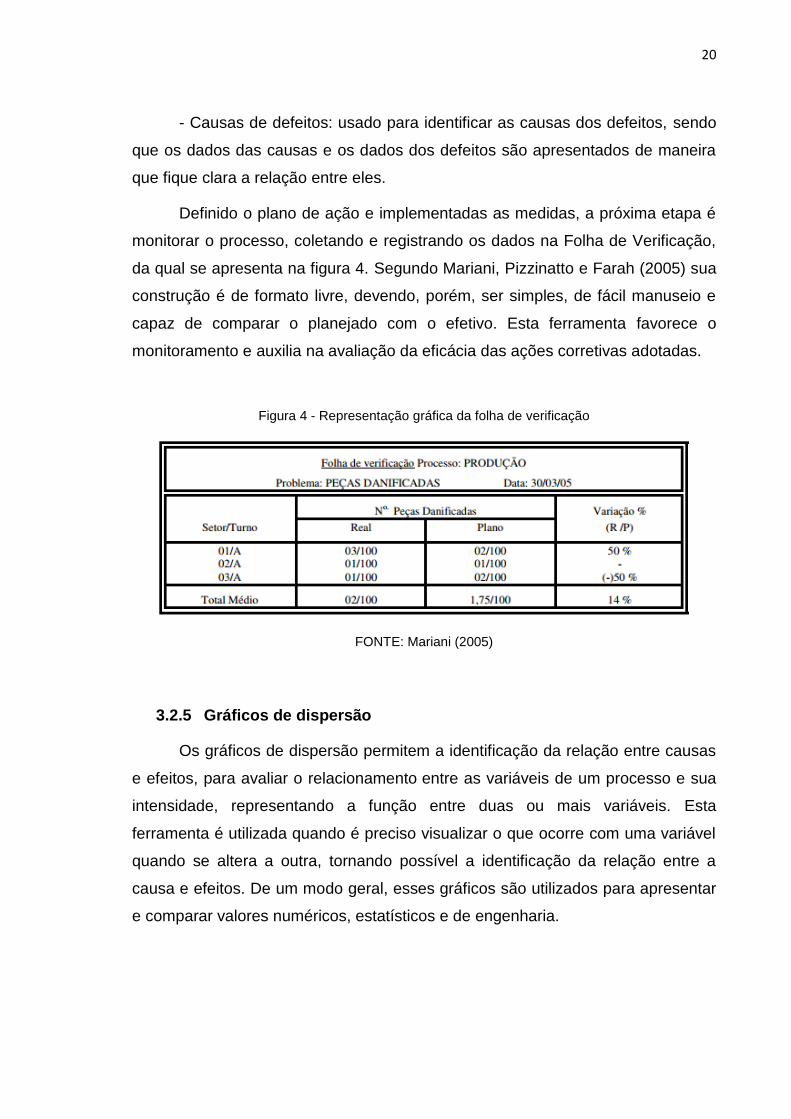
Definido o plano de ação e implementadas as medidas, a próxima etapa é
monitorar o processo, coletando e registrando os dados na Folha de Verificação,
da qual se apresenta na figura 4. Segundo Mariani, Pizzinatto e Farah (2005) sua
construção é de formato livre, devendo, porém, ser simples, de fácil manuseio e
capaz de comparar o planejado com o efetivo. Esta ferramenta favorece o
monitoramento e auxilia na avaliação da eficácia das ações corretivas adotadas.
Figura 4 - Representação gráfica da folha de verificação
FONTE: Mariani (2005)
3.2.5 Gráficos de dispersão
Os gráficos de dispersão permitem a identificação da relação entre causas
e efeitos, para avaliar o relacionamento entre as variáveis de um processo e sua
intensidade, representando a função entre duas ou mais variáveis. Esta
ferramenta é utilizada quando é preciso visualizar o que ocorre com uma variável
quando se altera a outra, tornando possível a identificação da relação entre a
causa e efeitos. De um modo geral, esses gráficos são utilizados para apresentar
e comparar valores numéricos, estatísticos e de engenharia.
21
Um gráfico de dispersão sempre exibe pontos na intersecção de valores
numéricos x e y. Esses pontos podem estar distribuídos de maneira uniforme ou
irregular no eixo horizontal, dependendo dos dados.
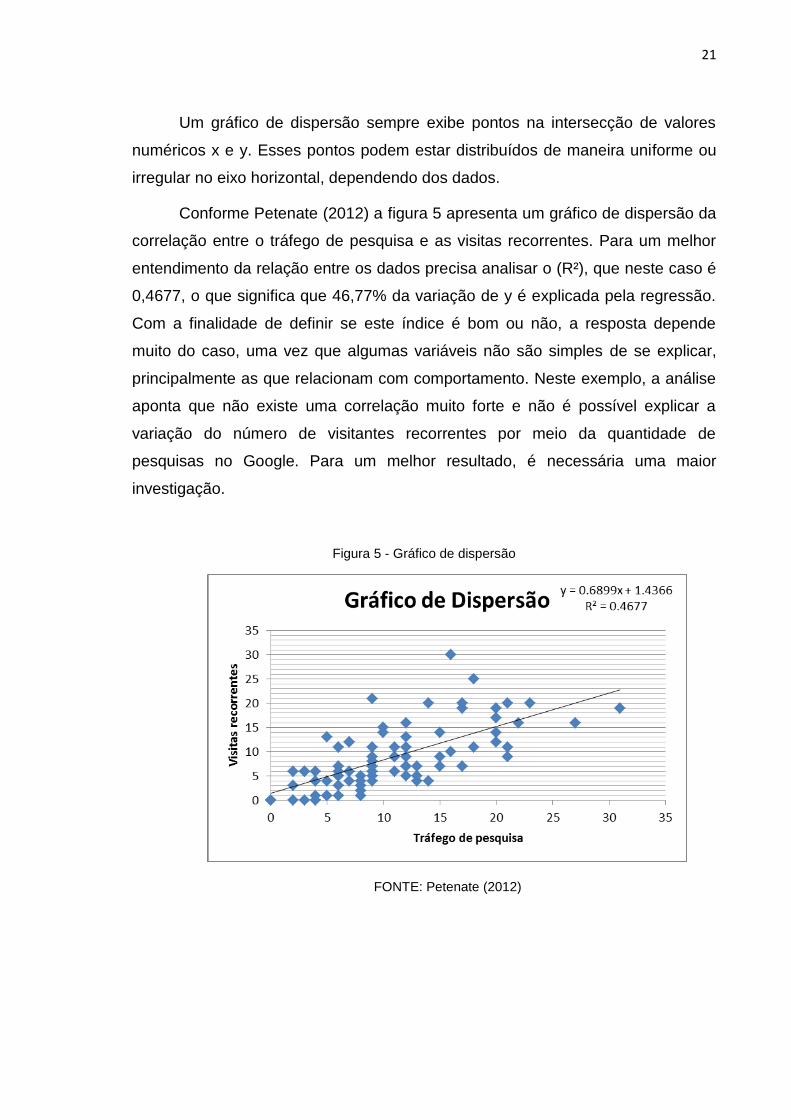
Conforme Petenate (2012) a figura 5 apresenta um gráfico de dispersão da
correlação entre o tráfego de pesquisa e as visitas recorrentes. Para um melhor
entendimento da relação entre os dados precisa analisar o (R²), que neste caso é
0,4677, o que significa que 46,77% da variação de y é explicada pela regressão.
Com a finalidade de definir se este índice é bom ou não, a resposta depende
muito do caso, uma vez que algumas variáveis não são simples de se explicar,
principalmente as que relacionam com comportamento. Neste exemplo, a análise
aponta que não existe uma correlação muito forte e não é possível explicar a
variação do número de visitantes recorrentes por meio da quantidade de
pesquisas no Google. Para um melhor resultado, é necessária uma maior
investigação.
Figura 5 - Gráfico de dispersão
FONTE: Petenate (2012)

22
3.2.6 Cartas de controle
As cartas de controle são gráficos utilizados para o acompanhamento de
um processo. Este gráfico apresenta estatisticamente uma faixa denominada
limites de controle, que é limitada por uma linha superior (limite superior de
controle) e uma linha inferior (limite inferior de controle), além de apresentar uma
linha média que foram estaticamente determinadas. A finalidade é verificar,
através do gráfico, se o processo está sob controle. As funções destes gráficos
são apresentar evidências de que o processo esta operando em estado de
controle estatístico e mostrar informações para que possam ser tomadas ações
gerenciais de melhoria do processo.
A utilização dessa ferramenta da qualidade na melhoria do processo segue
as fases de coleta, controle e análise dos dados que são repetidas
constantemente. Primeiramente, as informações são coletadas de acordo com um
plano, e com base nesses dados são determinados os limites de controle que
servem de base para a interpretação estatística. A fim de realizar melhorias no
controle e na capacidade dos processos, devem ser identificadas as causas
comuns e especiais e, quando possível, o processo deve ser alterado com o
intuito de eliminá-las. Então, o ciclo de reinicia, à medida que mais informações
serão coletadas, interpretadas e usadas como base para a ação.
Uma carta de controle tem o beneficio de ajustar o processo para que a
produção ocorra com qualidade e custos adequados e servir aos operadores para
um controle continuo do processo.
Segundo Nogueira (2009) o principal objetivo desta ferramenta é monitorar
uma atividade especifica ou processo contínuo com a finalidade de identificar
algum desvio. Com ela, pode prevenir defeitos, evitar desperdícios, eliminar algo
que comprometa a eficiência e reduzir custos. Através do acompanhamento do
processo é possível encontrar duas variações: comum e especiais. As variações
comuns são variações inerentes ao processo e, normalmente, provém de varias
fontes de pequenas variações. Eliminar essas causas é mais difícil, uma vez que
requer conhecimento e análise de todo o processo. As variações especiais
surgem ocasionalmente no processo e sua eliminação esta geralmente

23
relacionada com a execução das atividades do processo. Uma vez identificadas
essas causas, deve-se eliminá-las e prevenir a repetição da mesma com uma
ação preventiva.
Com base na figura 6 é possível identificar que qualquer dado que
ultrapasse o limite superior ou inferior são considerados causas especiais e os
que estiverem dentro, causas comuns.
Figura 6 - Exemplo de um gráfico de controle
FONTE: Nogueira (2009)
3.2.7 Fluxograma
Fluxograma é uma representação gráfica de um determinado processo ou
fluxo de trabalho, geralmente apresentado por figuras geométricas unidas por
setas. Com esta representação é possível compreender de forma simples e
rápida a trajetória dos elementos que participam do processo e uma fácil
identificação das ações que devem ser executadas, ou dependendo do
fluxograma, as alternativas do processo. Os fluxogramas sempre são
apresentados por um início, um sentido de leitura (fluxo) e um fim.
24
As vantagens dos fluxogramas são que possibilitam a visualização
integrada de todos os componentes de um processo, proporcionam um
levantamento e análise dos dados desde o mais simples ate o mais complexo,
desde o mais especifico ate o de maior abrangência e propiciam a utilização de
figuras geométricas o que possibilita uma leitura mais lógica e simples do
processo. Além destas vantagens, esta ferramenta é fundamental para a
simplificação do trabalho, o que possibilita um estudo mais detalhado dos
métodos e processos de uma organização.
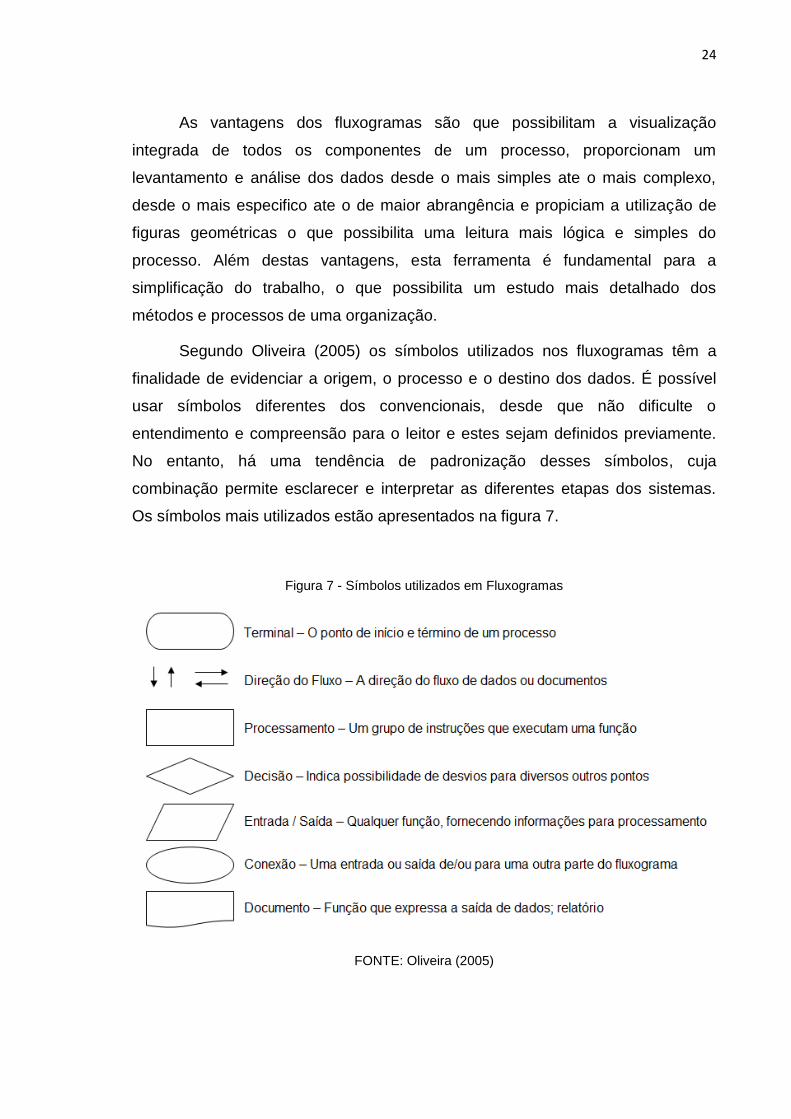
Segundo Oliveira (2005) os símbolos utilizados nos fluxogramas têm a
finalidade de evidenciar a origem, o processo e o destino dos dados. É possível
usar símbolos diferentes dos convencionais, desde que não dificulte o
entendimento e compreensão para o leitor e estes sejam definidos previamente.
No entanto, há uma tendência de padronização desses símbolos, cuja
combinação permite esclarecer e interpretar as diferentes etapas dos sistemas.
Os símbolos mais utilizados estão apresentados na figura 7.
Figura 7 - Símbolos utilizados em Fluxogramas
FONTE: Oliveira (2005)
25
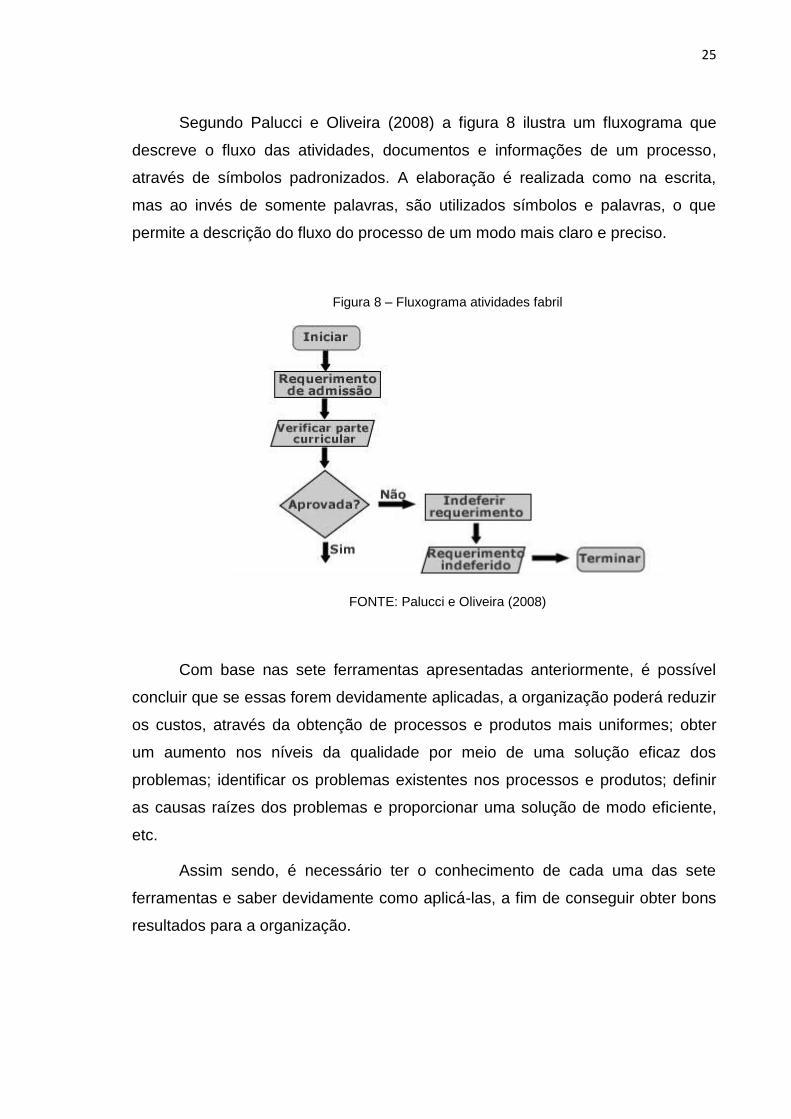
Segundo Palucci e Oliveira (2008) a figura 8 ilustra um fluxograma que
descreve o fluxo das atividades, documentos e informações de um processo,
através de símbolos padronizados. A elaboração é realizada como na escrita,
mas ao invés de somente palavras, são utilizados símbolos e palavras, o que
permite a descrição do fluxo do processo de um modo mais claro e preciso.
Figura 8 – Fluxograma atividades fabril
FONTE: Palucci e Oliveira (2008)
Com base nas sete ferramentas apresentadas anteriormente, é possível
concluir que se essas forem devidamente aplicadas, a organização poderá reduzir
os custos, através da obtenção de processos e produtos mais uniformes; obter
um aumento nos níveis da qualidade por meio de uma solução eficaz dos
problemas; identificar os problemas existentes nos processos e produtos; definir
as causas raízes dos problemas e proporcionar uma solução de modo eficiente,
etc.
Assim sendo, é necessário ter o conhecimento de cada uma das sete
ferramentas e saber devidamente como aplicá-las, a fim de conseguir obter bons
resultados para a organização.

26
3.3 Gestão da Qualidade
Segundo Oakland (1994), a gestão da qualidade total (em inglês “Total
Quality Management” ou “TQM”) é uma abordagem para melhorar a eficácia, a
competitividade e a flexibilidade de toda organização. Para obter uma verdadeira
eficácia, é necessária uma cooperação de cada uma das partes integrantes,
visando às mesmas metas, e saber reconhecer que cada pessoa e cada tarefa
afeta os outros e, por sua vez, é afetada por elas. Portanto, gestão da qualidade
total pode ser definida como uma estratégia orientada a conscientizar a qualidade
em todos os processos organizacionais.
O termo gestão da qualidade, segundo Crosby (1998), é referido como
gestão da qualidade "total", pois seu objetivo não é aplicar apenas dentro da
organização, e sim, a integração de todos que de uma forma ou de outra estão
relacionadas com a organização, tais como fornecedores, distribuidores e
usuários.
Segundo Lundin e Lundin (1993) o resultado desta filosofia da qualidade foi
obtido através da integração do pensamento de vários autores como Kaoru
Ishikawa, W. Edwards Deming, Joseph M. Juran, Armand V. Feigenbaum, e
outros. Mas foi no Japão, após a Segunda Guerra Mundial, que Deming e Juran
concretizaram a ideia da qualidade total e influenciaram empresários do mundo
todo.
Conforme Kaoru (1993) a empresa Toyota, no Japão, foi a primeira a
empregar este conceito, surgindo o termo Toyotismo, superando a etapa do
Fordismo. O sistema de produção da Toyota combinara os conceitos da qualidade
e sua filosofia gerencial com os sistemas Kanban e Just-in-time. Atualmente,
organizações do mundo todo vêm utilizando este conceito, conscientizando e
reconhecendo sua importância. Desta forma, também garante aos clientes um
produto, serviço e processo conformes que os atendem perfeitamente e de forma
segura e confiável as suas necessidades.
A gestão da qualidade é composta por diversos estágios, tais como,
planejamento, organização, controle e liderança. Um conceito desenvolvido
posteriormente é o Seis Sigma.

27
3.4 Seis Sigma
Segunda Silva et al. (2011) a metodologia Seis Sigma foi introduzida pela
Motorola na década de 1980, com o propósito de aumentar os níveis da
qualidade. O objetivo foi aumentar do nível mais comum de três sigma (3σ) para
os seis sigma (6σ). Este aumento seria alcançado pela utilização e aplicação de
ferramentas estatísticas orientadas à otimização de processos produtivos
(HARRY; SCHROEDER, 1998).
Segundo Harry e Schroeder (1998), na metodologia Seis Sigma existe uma
correlação direta entre o desperdício de recursos operacionais, o número de
produtos defeituosos e o grau de insatisfação do cliente. A estatística utilizada no
Seis Sigma calcula a capacidade de um processo em executar trabalhos livres de
defeitos.
Em termos de negócio, Coronado e Antony (2002) mencionaram Seis
Sigma como uma estratégia para melhorar a lucratividade, reduzir os custos com
a má qualidade e melhorar a eficiência de todas as operações, tendo como
objetivo exceder as necessidades e expectativas do cliente. As duas principais
metodologias são DMAIC e DMADV. DMAIC (Define, Measure, Analyze, Improve,
Control) é utilizado para um processo já existente e, DMADV (Define, Measure,
Analyze, Design, Verify) para a criação de um novo processo ou produto.
Segundo Souza et al. (2007) o objetivo da metodologia Seis Sigma é um
processo, produto ou serviço chegue o mais próximo possível de zero defeito,
erro ou falha. Quanto maior o "nível sigma", menor a possibilidade de defeitos.
Processos e produtos com nível seis sigma tem 99,99966 por cento de certeza de
que não haverá falhas e, consequentemente, obter um resultado financeiro para a
organização. A tabela 1 representa os principais benefícios obtidos em se
alcançar "níveis sigma" mais altos.

28
Tabela 1 - Tradução do nível da qualidade para a linguagem financeira
Nível da
qualidade
Defeitos por
milhão
(ppm)
Fator
Percentual
Custo de
qualidade
2 sigma 308.537 69,15 Não se aplica
3 sigma 66.807 93,32 25 a 40%
4 sigma 6.210 99,379 15 a 25%
5 sigma 233 99,9767 5 a 15%
6 sigma 3 99,99966 < 1%
FONTE: Souza et. al (2007)
3.5 DMAIC
Segundo Lucier e Seshadri (2001) e Matos e Caten (2003) a abordagem
Seis Sigma se baseia na utilização de ferramentas e metodologia para orientar as
mudanças nos processos. Na abordagem Seis Sigma, o ponto mais importante é
o modelo sumarizado pelas letras iniciais na língua inglesa DMAIC (Define –
Measure – Analyse – Improve – Control), que significam em português: Definir –
Medir – Analisar – Melhorar – Controlar.
Conforme Cleto e Quinteiro (2011) o projeto que utiliza essa metodologia
deve-se referir a um problema de desempenho organizacional, o qual possui uma
solução desconhecida. Deve existir um conjunto de objetivos ligados a
indicadores bem definidos e que correspondam à oportunidade de solução,
através de uma perspectiva de melhoria contínua. O avanço do projeto deve ser
acompanhado por meio de indicadores e este deve culminar em benefícios de
qualidade, custo e tempo. Normalmente, é proposto que o projeto se realize em
um período de 6 a 12 meses dependendo do seu porte e dos recursos fornecidos.
Geralmente os períodos estimados de duração das etapas do DMAIC são: Etapa
Definir – 2%, Etapa Medir – 25%, Etapa Analisar – 45%, Etapa Melhorar – 25% e
Etapa Controlar – 3%. Cada uma das fases do ciclo DMAIC estão apresentadas a
seguir e as atividades que constituem o processo de melhoria.

29
3.5.1 Etapa Definir
Conforme Linderman et al. (2003) e Werkema (2002), o grupo de trabalho
definirá o problema e situações existentes no processo que necessitam ser
melhoradas, com base na estratégia do negócio ou no ponto em que é crítico para
o cliente. Este ponto crítico para o cliente é denominado pela ferramenta Seis
Sigma como características críticas para o cliente (CTQ - critical to quality). Esses
pontos críticos para a satisfação do cliente são relacionados com os processos da
empresa, e esta relação é realizada através do mapeando do processo. São
elaboradas cartas dos projetos (Project charters) para serem avaliadas pelos
gestores dos projetos a fim de definir os recursos necessários que maximizem os
resultados financeiros para a organização.
As informações significativas da qualidade do produto na visão do cliente,
tais como o prazo de entrega considerado aceitável pelo cliente e o tempo
máximo de espera para atendimento, são ditos como parâmetros relevantes para
identificar os defeitos dos processos e suas respectivas melhorias.
Werkema (2001) e Pande (2001) complementaram esta etapa sugerindo
que fossem feitas as seguintes perguntas para definir o tópico de um projeto Seis
Sigma: Qual o problema a ser abordado no projeto?; Qual é a meta a ser
atingida?; Quais são os clientes/consumidores afetados pelo problema? E qual é
o impacto econômico do projeto?.
3.5.2 Etapa Medir
Nesta etapa é determinado o nível de desempenho do processo atual. Com
o objetivo de definir as variáveis críticas do processo, são determinadas as
expectativas e necessidades do cliente. As ferramentas utilizadas nesta fase são
ferramentas básicas, tais como: as métricas Seis Sigma, a análise dos modos
efeitos de falha (FMEA-failure modes and effects analysis), a análise dos sistemas
de medição (MSA-measurement system analysis) e o desdobramento da função
qualidade (QFD-quality function deployment).
30
Segundo Franz e Caten (2003) a ferramenta Seis Sigma está fortemente
baseada no uso de métodos estatísticos para compreender o comportamento dos
processos e produtos. Deve-se definir e medir as variações com a intenção de
encontrar as causas dos problemas. Desta forma, torna-se possível desenvolver
os recursos necessários para reduzir e controlar as causas, o que demostra a
importância desta etapa durante a implantação de um projeto Seis Sigma.
Nesta etapa deve ser selecionada uma ou mais características críticas à
qualidade (CTQ - Critical to Quality), realizar o mapeamento do processo, registrar
os resultados e estimar as capacidades do processo a fim de obter maiores
informações, de modo medir os processos envolvidos com mais detalhes.
Os métodos estatísticos mais utilizados são diagrama de Pareto e
Histogramas. Estas medições indicam os principais pontos críticos no mapa de
processo e o nível Sigma do processo.
3.5.3 Etapa Analisar
O objetivo da etapa Analisar é consolidar as oportunidades de melhorias
identificadas na etapa Definir e consolidar o as informações da etapa Medir. Esta
análise permite a compreensão dos processos e a identificação das origens dos
problemas ou defeitos e quais os benefícios das melhorias identificadas.
As causas responsáveis pela geração dos defeitos são exploradas nesta
fase. Uma análise estatística é utilizada para determinar as variáveis potenciais
que estão afetando o resultado e busca identificar a causa raiz mais significativa.
Dentre as ferramentas mais utilizadas nesta etapa, Werkema (2001) sugere o uso
do FMEA (Análise dos Modos de Falha e seus Efeitos), ASM (Análise de
Sistemas de Medição), FTA (Árvore de Falhas), DOE (Projeto de Experimentos),
Testes de Vida Acelerados. Pande (2001) também recomenda revisar o mapa do
processo, identificar as causas raízes e as atividades que agregam valor e as que
não agregam valor.

31
3.5.4 Etapa Melhorar
Nesta etapa a análise anteriormente efetuada é transformada em ações
concretas, sendo desenvolvido e testado o plano de ação para confirmar a
solução do problema, eliminando as causas raízes. São realizadas modificações
no processo e o resultado é calculado para avaliar o nível de otimização
alcançado, gerando novos valores de níveis Sigma, comprovando a eficiência das
ações implementadas. Com o novo processo, já otimizado, são obtidos resultados
de acordo com as especificações do cliente. Os métodos estatísticos mais
utilizados nesta etapa são os projetos de experimentos e regressão linear
múltipla.
As ferramentas mais utilizadas nesta etapa são 5W2H, Brainstorming,
Testes de Hipótese e FMEA. Pande (2001) ainda destaca que a etapa Melhorar
poderá durar algum tempo, visto que na mesma devem ser testadas as possíveis
soluções, os resultados devem ser medidos e deve-se garantir que as alterações
levem ao sucesso do projeto.
Werkema (2001) e Pande (2001), para esta etapa, sugerem algumas
perguntas como meio de verificar as melhorias, tais como: Quais as possíveis
ideias ou ações que podem permitir a eliminação das causas fundamentais do
problema?; Quais soluções irão permitir o alcance da meta com maior facilidade
de execução e menor custo?; De que forma analisar as soluções escolhidas como
meio de garantir sua eficácia?.
3.5.5 Etapa Controlar
Nesta etapa ocorre a avaliação do alcance do objetivo do projeto por meio
de análises dos resultados obtido. Medidas de controle são utilizadas para
prevenir a recorrência do problema e assegurar o desempenho alcançado através
do fechamento do projeto Seis Sigma. Se o resultado da avaliação do projeto
apresentar de acordo com os níveis desejados e previstos, então este é
considerado sob controle. Caso a meta desejada não tenha sido alcançada,
retorna-se a etapa Medir do DMAIC e avalia novamente as variações do
32
processo, verifica se ocorreu algum problema ou falha na medição ou definição
dos indicadores. As ferramentas mais utilizadas para esta verificação são controle
estatístico de processo, cartas de controle e Histogramas.
Depois de aplicadas as melhorias, avalia-se novamente a capacidade com
a finalidade de garantir que os resultados alcançados sejam mantidos por um
longo prazo. No caso de o projeto implementado ter efetivamente eliminado os
problemas críticos do processo, torna-se possível observar uma melhoria em
termos de satisfação do cliente e custos.
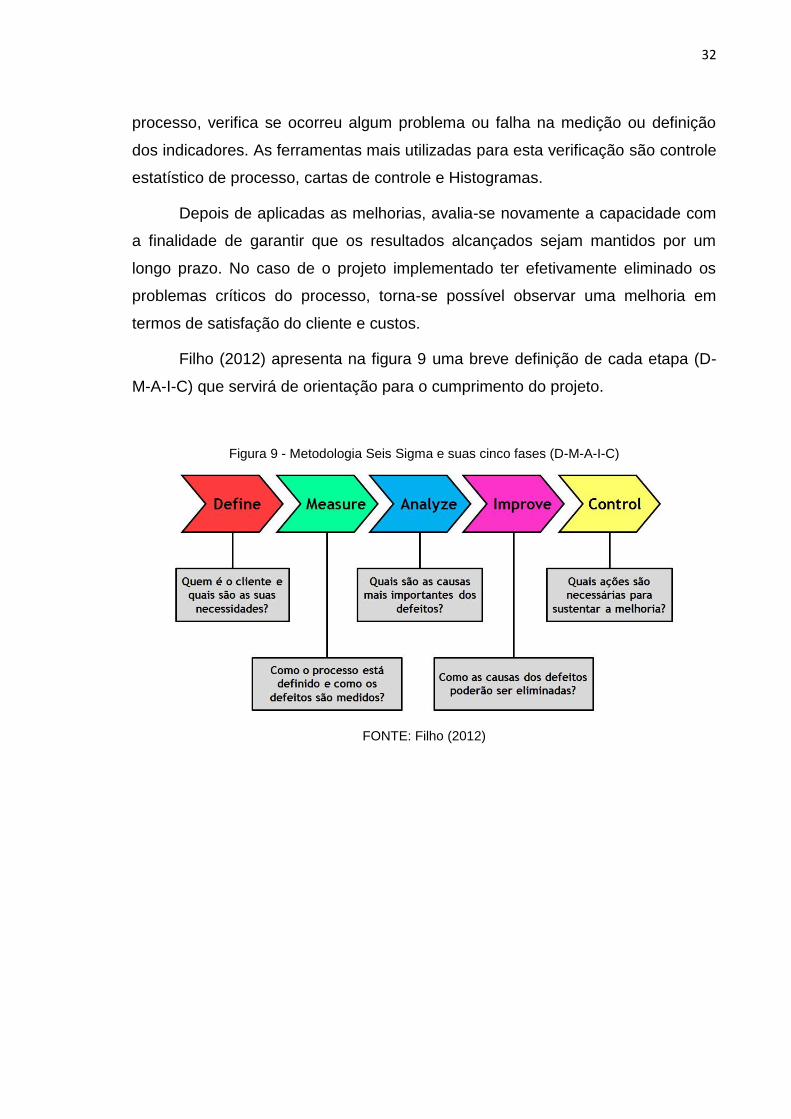
Filho (2012) apresenta na figura 9 uma breve definição de cada etapa (D-
M-A-I-C) que servirá de orientação para o cumprimento do projeto.
Figura 9 - Metodologia Seis Sigma e suas cinco fases (D-M-A-I-C)
FONTE: Filho (2012)

33
4 METODOLOGIA
O presente trabalho foi realizado para reduzir o número de reclamações de
clientes relacionadas com a qualidade do produto final de uma Indústria Química.
Foi realizado um estudo das reclamações do ano de 2012, o qual se tornou
possível à identificação do ponto crítico do processo. Após a implementação de
uma melhoria no processo no ano de 2013, foi levantado um comparativo com
2012 a fim de medir a eficácia do trabalho.
4.1 Método de pesquisa
A estratégia de pesquisa adotada foi à pesquisa-ação. Segundo Ketele e
Roegiers (1993) e Engel (2000), pesquisa-ação foi definida como um tipo de
pesquisa “independente”, “objetiva”, uma pesquisa participante engajada e
contrária à pesquisa tradicional.
Como o próprio nome apresenta, a pesquisa-ação associa a pesquisa com
a ação, ou seja, desenvolve o conhecimento como parte da prática. A pesquisa é
realizada por uma pessoa da prática que deseja aprimorar a compreensão desta.
Uma das características da pesquisa-ação é que ela pode intervir na prática de
maneira inovadora durante o próprio processo de pesquisa e não apenas como
uma recomendação na etapa final do trabalho.
Segundo Tripp (2005) pesquisa-ação requer ação tanto na pesquisa quanto
na prática, de modo que terá características tanto na pesquisa científica quanto
na prática. A tabela 2 apresenta as diferenças entre a Prática rotineira, a
Pesquisa-ação e a Pesquisa científica.
De acordo com a tabela 2, podemos analisar que a linha 1 apresenta a
prática rotineira como habitual, porém o que se tornou habitual foi anteriormente
inovador e original sob alguns aspectos. Analogamente, na pesquisa científica
existem coisas rotineiras.
34
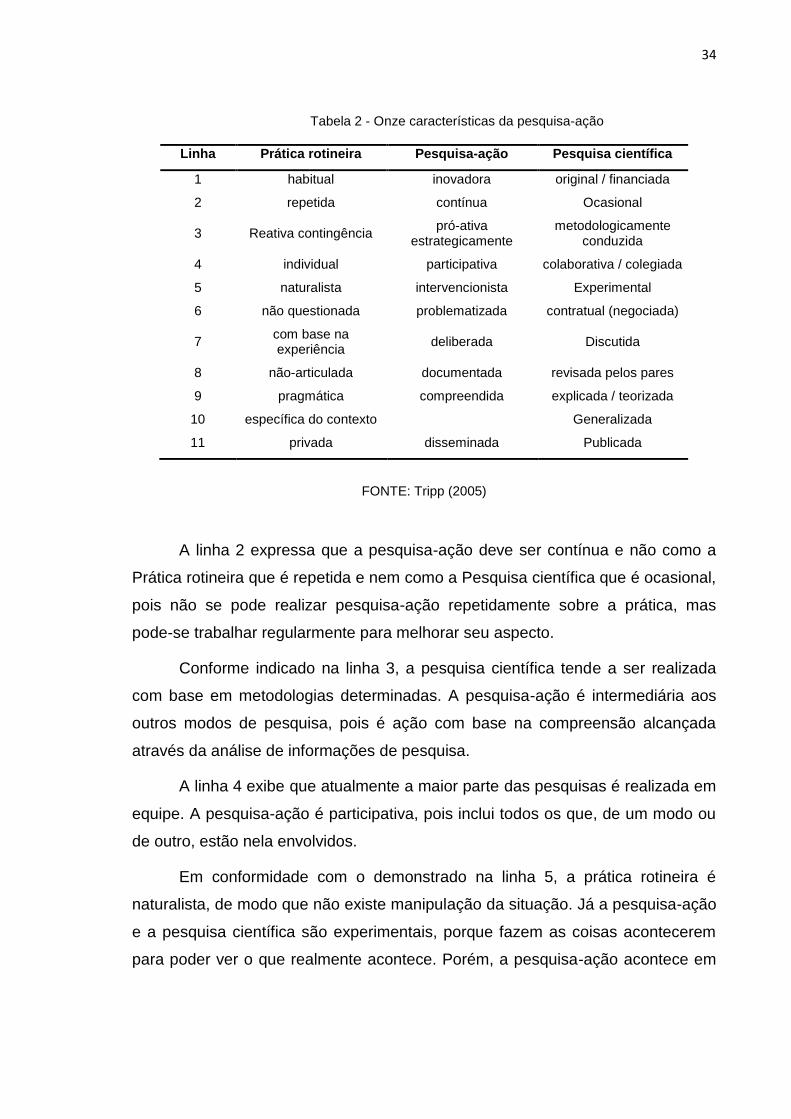
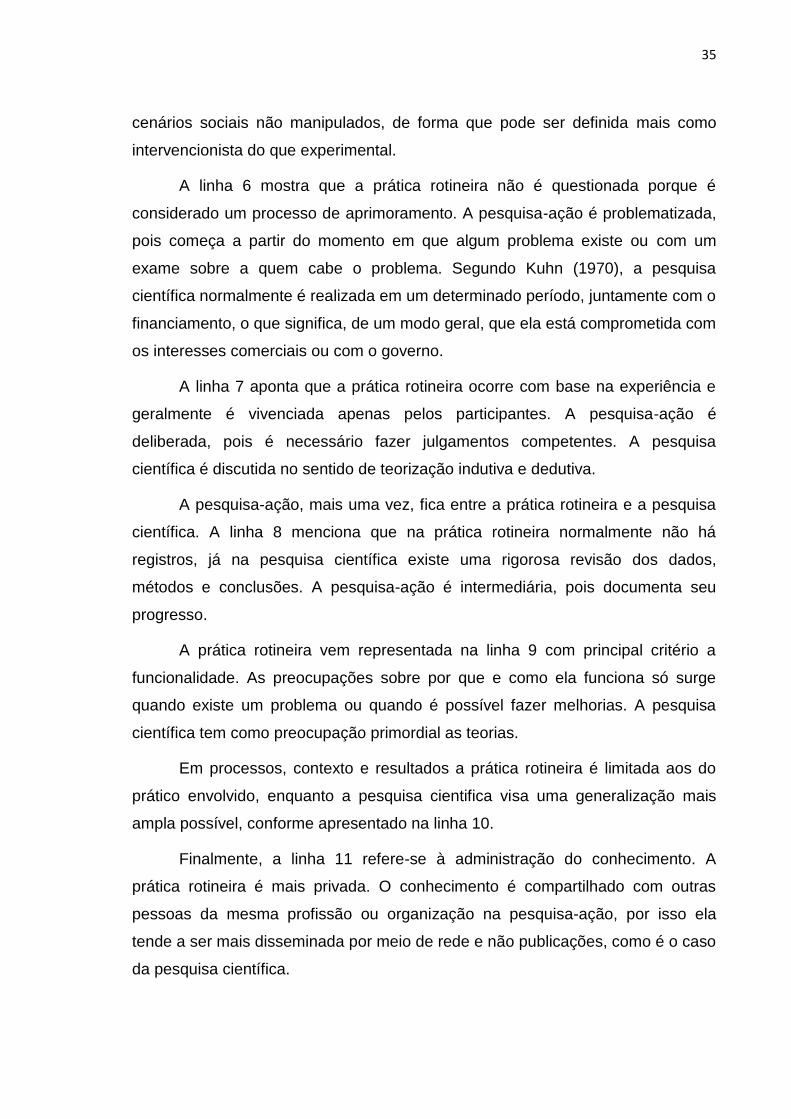
Tabela 2 - Onze características da pesquisa-ação
Linha Prática rotineira Pesquisa-ação Pesquisa científica
1 habitual inovadora original / financiada
2 repetida contínua Ocasional
3 Reativa contingência pró-ativa
estrategicamente metodologicamente
conduzida
4 individual participativa colaborativa / colegiada
5 naturalista intervencionista Experimental
6 não questionada problematizada contratual (negociada)
7 com base na experiência
deliberada Discutida
8 não-articulada documentada revisada pelos pares
9 pragmática compreendida explicada / teorizada
10 específica do contexto
Generalizada
11 privada disseminada Publicada
FONTE: Tripp (2005)
A linha 2 expressa que a pesquisa-ação deve ser contínua e não como a
Prática rotineira que é repetida e nem como a Pesquisa científica que é ocasional,
pois não se pode realizar pesquisa-ação repetidamente sobre a prática, mas
pode-se trabalhar regularmente para melhorar seu aspecto.
Conforme indicado na linha 3, a pesquisa científica tende a ser realizada
com base em metodologias determinadas. A pesquisa-ação é intermediária aos
outros modos de pesquisa, pois é ação com base na compreensão alcançada
através da análise de informações de pesquisa.
A linha 4 exibe que atualmente a maior parte das pesquisas é realizada em
equipe. A pesquisa-ação é participativa, pois inclui todos os que, de um modo ou
de outro, estão nela envolvidos.
Em conformidade com o demonstrado na linha 5, a prática rotineira é
naturalista, de modo que não existe manipulação da situação. Já a pesquisa-ação
e a pesquisa científica são experimentais, porque fazem as coisas acontecerem
para poder ver o que realmente acontece. Porém, a pesquisa-ação acontece em
35
cenários sociais não manipulados, de forma que pode ser definida mais como
intervencionista do que experimental.
A linha 6 mostra que a prática rotineira não é questionada porque é
considerado um processo de aprimoramento. A pesquisa-ação é problematizada,
pois começa a partir do momento em que algum problema existe ou com um
exame sobre a quem cabe o problema. Segundo Kuhn (1970), a pesquisa
científica normalmente é realizada em um determinado período, juntamente com o
financiamento, o que significa, de um modo geral, que ela está comprometida com
os interesses comerciais ou com o governo.
A linha 7 aponta que a prática rotineira ocorre com base na experiência e
geralmente é vivenciada apenas pelos participantes. A pesquisa-ação é
deliberada, pois é necessário fazer julgamentos competentes. A pesquisa
científica é discutida no sentido de teorização indutiva e dedutiva.
A pesquisa-ação, mais uma vez, fica entre a prática rotineira e a pesquisa
científica. A linha 8 menciona que na prática rotineira normalmente não há
registros, já na pesquisa científica existe uma rigorosa revisão dos dados,
métodos e conclusões. A pesquisa-ação é intermediária, pois documenta seu
progresso.
A prática rotineira vem representada na linha 9 com principal critério a
funcionalidade. As preocupações sobre por que e como ela funciona só surge
quando existe um problema ou quando é possível fazer melhorias. A pesquisa
científica tem como preocupação primordial as teorias.
Em processos, contexto e resultados a prática rotineira é limitada aos do
prático envolvido, enquanto a pesquisa cientifica visa uma generalização mais
ampla possível, conforme apresentado na linha 10.
Finalmente, a linha 11 refere-se à administração do conhecimento. A
prática rotineira é mais privada. O conhecimento é compartilhado com outras
pessoas da mesma profissão ou organização na pesquisa-ação, por isso ela
tende a ser mais disseminada por meio de rede e não publicações, como é o caso
da pesquisa científica.
36
Este método foi utilizado pelo pesquisador, em conjunto com o time de
engenharia de uma Indústria Química. Através de um estudo de todas as
reclamações de clientes relacionadas com a qualidade do produto final dos anos
de 2012 e 2013, foi possível fazer um levantamento das principais causas
geradoras das reclamações. Ações foram geradas para melhorar o sistema de
produção e consequentemente reduzir o número de reclamações.
4.2 Aplicação da metodologia DMAIC
4.2.1 Etapa Definir
Nesta etapa foram estabelecidas as diretrizes de trabalho com as
informações sobre a descrição do problema, meta objetivada, restrições nos
recursos e definição do projeto.
A aplicação da metodologia DMAIC deve ser sempre procedida de uma
definição e desdobramentos dos indicadores-chave de desempenho (na língua
inglesa, Key Performance Indicator, KPI) gerenciais da indústria, ou seja, dos
indicadores mais importantes para os negócios da indústria. A relação entre os
indicadores e a escolha do projeto permite direcionar os recursos para as
oportunidades mais significativas.
Atkinson (1998) enfatiza que indicadores-chave de desempenho são
ferramentas da qualidade utilizadas para realizar a medição e consequentemente,
tem o foco voltado ao nível de desempenho da organização. O foco do sistema
deve ser sobre as variáveis críticas para o sucesso da organização, que devem
ser identificadas a fim de estruturar o desempenho de seus contribuintes.
O número de reclamações de clientes era um índice apresentado
diariamente em reuniões com os responsáveis de cada área e, mensalmente,
para o time global da qualidade da Indústria Química, enfatizando a importância
deste indicador. No final do ano de 2012 o total do número de reclamações de
clientes finalizou fora dos parâmetros pré-determinados pela indústria. Portanto,
37
como uma medida corretiva, preventiva e de melhoria, o time da qualidade definiu
para esta etapa a redução do número de reclamações de clientes.
No processo da indústria existem apenas três classificações das causas
raízes para uma reclamação, as quais são Produção, Cliente ou Fluxo. A causa
classificada como Produção está relacionada a algum desvio no processo de
fabricação. O material apresentava algum desvio nos resultados de análise dos
parâmetros da qualidade, como por exemplo, nos testes de gel, viscosidade, pH,
sólidos, entre outros. Por outro lado, quando a causa era identificada como
Cliente, esta apresentava um material dentro das especificações e o desvio
ocorreu no próprio cliente. Como por exemplo, o produto final do cliente
apresentava separação de fases e alegavam que o problema estava no material
da Indústria Química. Após o processo de investigação para encontrar a causa
raiz, conclui-se que o material estava dentro da especificação e que o cliente
alterou outro parâmetro do processo da produção, como a velocidade de
agitação. Por último, quando a causa geradora da reclamação era determinada
como Fluxo, a divergência apresentada ocorreu durante o armazenamento,
transporte ou descarregamento do material. Um exemplo são as condições de
estocagem do material no cliente final.
4.2.2 Etapa Medir
Esta etapa foi estabelecida pela indústria como o uso de métodos
estatísticos para garantir a precisão dos dados, com o propósito de estabelecer as
variáveis críticas do processo. Foram estabelecidos dados estatísticos para
analisar a tendência e a estabilidade do processo.
A Indústria Química produz aproximadamente 115 diferentes tipos de
produtos finais, dos quais todos são no estado líquido. Os principais itens da área
de produção contam com o reator, linhas, filtração, embalagem e
armazenamento. Após o processo de fabricação realizado no reator, a indústria
conta com duas linhas de embalagens de produtos, sendo uma delas para
produtos leitosos e outra para transparentes.

38
Todos os produtos são divididos dentro dessas duas classes apresentadas
e dependendo da característica do produto, ou o material é embalado na linha
“leitoso” ou na “transparente”. Antes de o material ser embalado, este passa por
um filtro a fim de remover possíveis impurezas presentes no produto. Após o
completo carregamento da embalagem com o material, este é levado diretamente
para o armazém, onde fica armazenado até sua venda ao cliente. A grande
diversidade de produções na Indústria Química confere um rígido controle da
qualidade durante todo o procedimento.
4.2.3 Etapa Analisar
Esta fase representava a investigação da causa entre as variáveis do
processo e as causas potenciais das reclamações de clientes. Um levantamento
do processo de trabalho e os tempos de cada etapa foram realizados e, com isso,
foi possível identificar os principais pontos a serem melhorados. Ações foram
estabelecidas para melhorar e controlar o processo, buscando a estabilidade e
redução do tempo de cada etapa.
Nesta etapa foi identificado que o processo de manufatura apresentava
pontos de melhorias e, em específico, um ponto crítico relacionado com o
parâmetro Produção.
4.2.4 Etapa Melhorar
A etapa de filtração é de muita importância durante o processo de
produção, pois é possível obter uma retenção de partículas indesejáveis. Consiste
em uma operação unitária de separação de misturas heterogêneas, no caso
sólido-líquido, através da passagem do fluido por uma barreira ou meio poroso,
chamado filtro. Os filtros são constituídos de pequenos orifícios, onde ocorre à
retenção de partículas sólidas contidas na mistura e a fase líquida flui através do
filtro. Por meio desta prática, além de obter um material dentro das especificações
requeridas pela Indústria Química, também permite que os clientes alcancem uma
maior eficiência em seus processos produtivos e obtenha uma redução dos

39
custos de produção. Na Indústria Química, este processo é realizado por malhas
porosas de diferentes tamanhos, dependendo da especificação do material a ser
produzido.
Na etapa Analisar constatou que as primeiras embalagens apresentavam
contaminações com resquícios do produto anteriormente produzido ou com a
água de lavagem. O procedimento industrial já apresentava uma medida
preventiva que era a drenagem da linha de embalagem com água de lavagem. A
lavagem era realizada entre a produção de um material e o próximo, mas esta,
por si só, não estava apresentando um resultado satisfatório.
O novo plano de melhoria no processo era fazer uma espécie de
“drenagem” na linha de produção. O procedimento atuava com a retirada de uma
amostra apenas da primeira embalagem, sequencia de embalagem número 1, a
qual era analisada no laboratório de controle de qualidade da Indústria Química.
O material embalado era liberado somente após os resultados de análises
laboratoriais.
4.2.5 Etapa Controlar
Na Indústria Química esta etapa representava a estabilização de um novo
padrão e correções no processo. Esta nova medida utilizada tinha como finalidade
evitar novas reclamações e também, reduzir as mesmas. O controle era realizado
com ferramentas estatísticas, como gráfico de barras, apresentando um
comparativo entre os anos de 2012 e 2013, com o intuito de medir o desempenho
alcançado com o novo processo.
4.3 Metodologia Proposta
Com base na ferramenta Seis Sigma, metodologia DMAIC, o presente
trabalho está estruturado nas seguintes etapas:
Etapa I – Definição: Definir o tema a ser abordado no Trabalho de
Conclusão de Curso e o Professor/Orientador para este trabalho.
40
Etapa II – Fundamentação teórica: Nesta etapa foram executadas
as pesquisas, cujas teorias apresentadas foram suporte teórico para
o trabalho. O Trabalho de Conclusão de Curso I foi finalizado e
entregue.
Etapa III – Levantamento de dados: Nesta etapa foi realizado um
levantamento de dados das reclamações de clientes referentes aos
anos de 2012 e 2013. Essas informações serviram de artefatos úteis
para as próximas etapas.
Etapa IV – Análise dos dados: O conjunto de dados obtidos foi
analisado a fim de identificar as principais causas geradoras das
reclamações e suas ações corretivas e preventivas, podendo assim
identificar os pontos de melhorias.
Etapa V – Elaboração do relatório: Será gerado um relatório
científico, no qual o pesquisador irá apresentar seu trabalho.
Etapa VI – Apresentação do projeto: Por fim, o pesquisador irá
apresentar seu trabalho a uma banca avaliadora, finalizando as
etapas.
41
5 RESULTADOS E DISCUSSÕES
5.1 Etapas
5.1.1 Etapa Definir
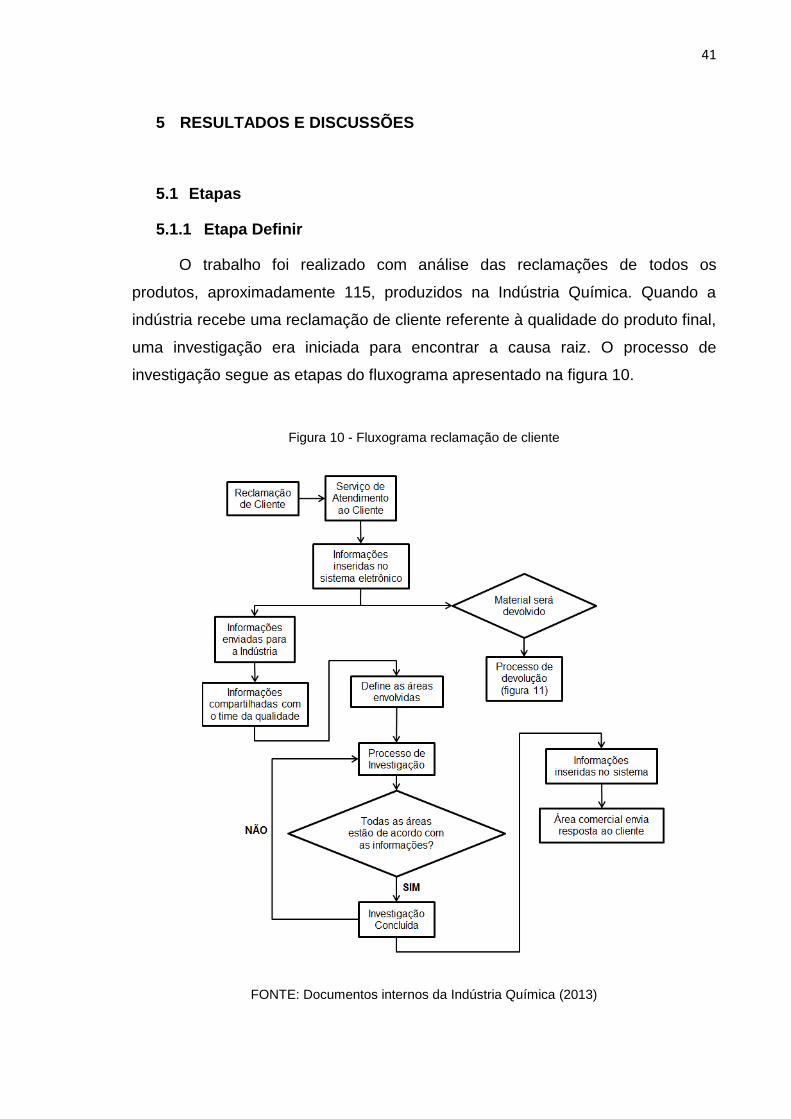
O trabalho foi realizado com análise das reclamações de todos os
produtos, aproximadamente 115, produzidos na Indústria Química. Quando a
indústria recebe uma reclamação de cliente referente à qualidade do produto final,
uma investigação era iniciada para encontrar a causa raiz. O processo de
investigação segue as etapas do fluxograma apresentado na figura 10.
Figura 10 - Fluxograma reclamação de cliente
FONTE: Documentos internos da Indústria Química (2013)

42
Caso o cliente desejasse devolver o material, eram seguidas as seguintes
etapas apresentadas na figura 11.
Figura 11 - Fluxograma do material retornado de uma reclamação de cliente
FONTE: Documentos internos da Indústria Química (2013)
Com base na ferramenta Seis Sigma, metodologia DMAIC, o presente
trabalho foi realizado a fim de identificar as principais causas raízes das
reclamações. A tabela 3 apresenta o cenário do ano de 2012 e é possível
observar que neste ano a indústria recebeu um total de 136 reclamações
referentes à qualidade do produto final.

43
Tabela 3 - Número de reclamações de clientes de 2012
Mês Número de Reclamações
de Clientes
Janeiro 15
Fevereiro 23
Março 16
Abril 6
Maio 5
Junho 18
Julho 4
Agosto 12
Setembro 8
Outubro 11
Novembro 10
Dezembro 8
FONTE: Planilhas internas da Indústria Química (2012)
Estudos e análises de todas as reclamações do ano de 2012 foram
realizados a fim de identificar as principais causas geradoras das reclamações,
podendo assim definir os pontos de melhorias e o ponto crítico do processo. Com
base nas três classificações das causas raízes, as quais são Produção, Cliente e
Fluxo, o cenário de 2012 está apresentado na tabela 4, cujos dados fornecem a
quantidade de reclamações e suas respectivas classificações.
Tabela 4 - Causas das reclamações de 2012
Causa Reclamações
Produção 76
Cliente 56
Fluxo 4
FONTE: Planilhas internas da Indústria Química (2012)
Devido ao fato da grande maioria dos desvios apresentados estarem
relacionados com a Produção, representada por aproximadamente 56%, este foi

44
definido como o ponto crítico do processo. Foi realizado um estudo mais
detalhado do ponto crítico com a finalidade de diminuir o número de reclamações.
Após a causa raiz ter sido classificada como Produção, existem três
classificações ainda neste parâmetro, as quais são Aparência, Desempenho e
Fora da Especificação. A Aparência de um material está relacionada com a
presença de gel ou pele no produto final. Quando o material apresenta gel, este
provoca um endurecimento do material e a presença de pele pode ser vista como
a formação de uma camada sólida de material entre o produto e o ar, dentro da
própria embalagem. Além da Aparência, outros fatores críticos encontrados na
pesquisa foram em relação ao Desempenho do material, tais como grânulos e
eficiência, e também material Fora da Especificação, definido como um desvio
nos testes de pH, sólidos e odor.
A seguir, estão apresentados os resultados do estudo mais detalhado dos
desvios de Produção do ano de 2012.
1. Aparência: Gel e pele.
2. Desempenho: Grânulos e eficiência.
3. Fora da especificação: pH, odor e sólidos.
Com esses dados foi possível observar que, dentre os desvios de
Produção, a maioria foi representada pela Aparência. Portanto, foi possível
concluir que muitas reclamações estavam relacionadas com a Aparência do
produto final e este desvio ocorria durante o processo de filtração. Como
consequência, o foco para 2013 foi voltado para esta etapa de produção.
5.1.2 Etapa Medir
A cada batelada, todo o material produzido era registrado com o mesmo
lote. Porém, cada embalagem deste lote possui um número de sequência de
embalagem. Todos esses dados, além de apresentados nos rótulos das
embalagens, eram armazenados e controlados pelo sistema eletrônico da
indústria.

45
Um método já existente na indústria era retirar uma amostra durante o
processo de embalagem. Essa era coletada próximo ao meio do processo,
identificada como amostra de retenção e era armazenada pelo laboratório de
controle da qualidade em condições adequadas. O armazenamento era realizado
por dois anos e após este período a amostra era descartada.
Através do sistema eletrônico era possível verificar todas as
movimentações do material. Acessando o sistema com o nome, código do
material e lote produzido era possível verificar quando o material foi produzido, a
quantidade produzida, para quais clientes foram enviados o determinado lote e
quando este chegou ao cliente, tornando capaz saber o intervalo de tempo desde
a fabricação até o seu recebimento. Com base nesses dados, era permitido
compreender se apenas o cliente que gerou a reclamação está reclamando deste
material, ou se esse mesmo lote já tinha recebido reclamações anteriormente.
Outro fator importante fornecido pelo sistema eletrônico era se o inventário ainda
possuía alguma embalagem do lote reclamado. Se sim, uma amostra era retirada
e enviada ao laboratório de controle da qualidade da Indústria Química a fim de
analisar se o mesmo apresentava algum desvio.
5.1.3 Etapa Analisar
Toda vez que a Indústria Química recebia uma reclamação de cliente, uma
parte da amostra de retenção do lote reclamado era analisada pelo laboratório de
controle da qualidade da indústria. Se a indústria ainda possuía esse mesmo lote
em seu armazém, uma amostra era retirada e também era analisada.
Além dessas amostras, para obter um resultado ainda mais completo da
averiguação, era solicitado que o cliente enviasse uma amostra do material, para
esta também ser analisado com os mesmos padrões das outras amostras. Com
os resultados dessas análises era possível concluir se houve ou não algum desvio
de processo.
Caso nenhuma amostra apresentasse desvio, a possível causa raiz era na
divergência na análise realizada pelo laboratório da indústria e de seu cliente.
46
Então, a metodologia das análises era compartilhada com o cliente, a fim de evitar
novas divergências e reclamações.
Se todas as amostras apresentassem desvio, um estudo mais detalhado do
processo de produção era realizado pelo time da produção. Um dos itens
verificados era o processo de polimerização, assim como temperatura, tempo,
entre outros. Com esses dados, era possível gerar gráficos de controle para obter
um resultado mais detalhado do processo de produção do material. Outro ponto
verificado era qual o material produzido antes e depois do produto reclamado,
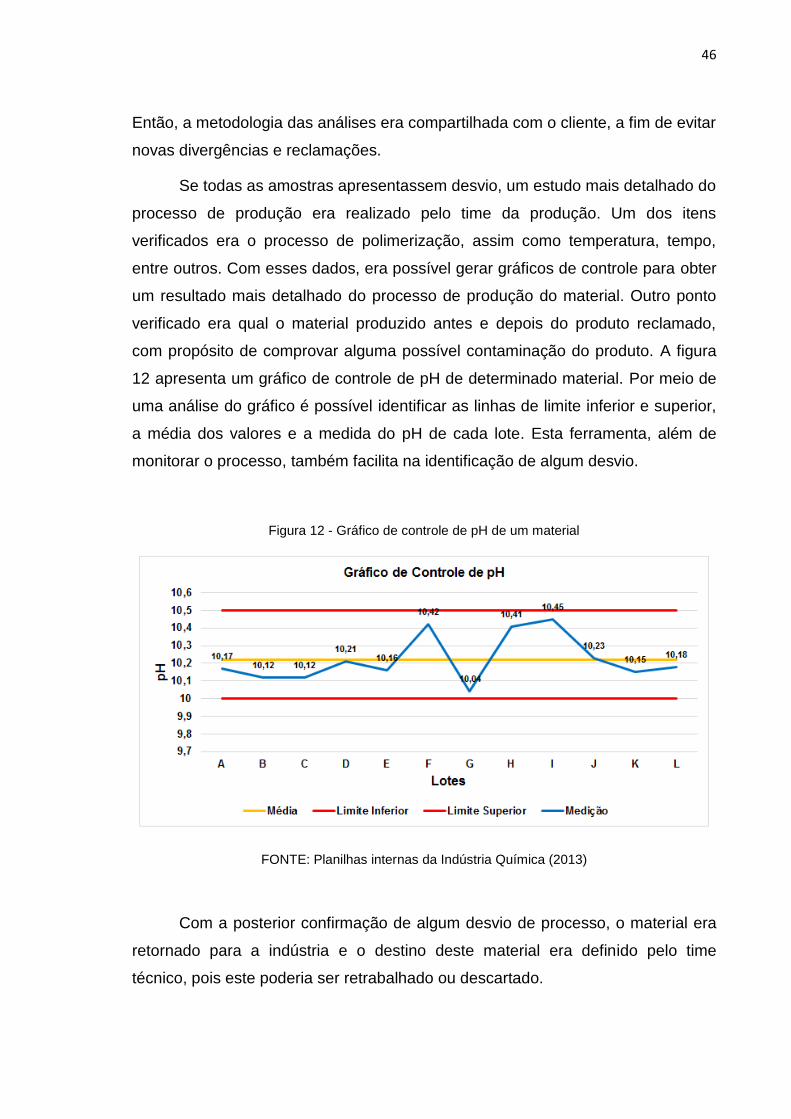
com propósito de comprovar alguma possível contaminação do produto. A figura
12 apresenta um gráfico de controle de pH de determinado material. Por meio de
uma análise do gráfico é possível identificar as linhas de limite inferior e superior,
a média dos valores e a medida do pH de cada lote. Esta ferramenta, além de
monitorar o processo, também facilita na identificação de algum desvio.
Figura 12 - Gráfico de controle de pH de um material
FONTE: Planilhas internas da Indústria Química (2013)
Com a posterior confirmação de algum desvio de processo, o material era
retornado para a indústria e o destino deste material era definido pelo time
técnico, pois este poderia ser retrabalhado ou descartado.

47
No caso de apenas a amostra enviada pelo cliente apresentasse algum
desvio nos parâmetros analisados pelo laboratório de controle de qualidade, era
então verificado as condições de estocagem do produto, tanto no armazém da
indústria, quanto durante o transporte e também no próprio cliente. Desta forma,
tornava-se possível identificar se ocorreu algum desvio durante a estocagem do
material. Em algumas situações era realizada uma visita ao cliente, pois além de
propiciar um melhor entendimento do problema e dar um suporte imediato,
aumentava a confiança de quem precisa agilizar o processo de tomada de
decisão. A visita ao cliente demonstra um maior interesse, ampliando
consideravelmente as chances de sucesso, maiores vínculos e continuidade na
parceria.
Uma vez que, com esses dados, nenhum desvio fosse apresentado, era
verificado o número da sequência da embalagem, pois este é outro fator de muita
importância no processo de investigação da causa raiz. Muitas vezes, apenas as
primeiras embalagens apresentavam este desvio, o que poderia levantar a
hipótese de uma contaminação por outro material durante o processo de envase.
Conforme apresentado, a indústria possui apenas duas linhas de
embalagem, e muitas vezes, o processo de filtração não era suficiente o bastante
para eliminar todas as impurezas, o que acabava por contaminar o próximo
material a ser embalado, apresentando resquícios do material anterior.
Uma análise de todos os dados obtidos durante a investigação era
apresentada ao time técnico e então, esta era finalizada. Assim sendo, uma carta
de fechamento da reclamação era gerada e enviada ao cliente. Dentre as
informações apresentadas na carta de fechamento da reclamação, algumas eram
as etapas realizadas, os resultados das amostras analisadas, as ações corretivas,
as ações preventivas e a causa raiz.
5.1.4 Etapa Melhorar
Para esta etapa foi desenvolvido e testado o plano de ação no ano de 2013
a fim de confirmar a eficácia do trabalho. Neste ano, um novo método foi aplicado
com a finalidade de reduzir o número de reclamações de clientes. Após análises e

48
discussões do cenário de 2012, foram realizadas reuniões entre as áreas da
produção, qualidade e o time técnico da Indústria Química, para aplicar um novo
procedimento durante o processo de produção. O novo procedimento era a
retirada de uma amostra da primeira embalagem a qual era analisada no
laboratório de controle de qualidade. A embalagem de número um, da sequência
de embalagem, era liberada somente após os resultados de análises laboratoriais.
O novo método aplicado funcionaria como uma espécie de “drenagem” da
linha de embalagem com o novo material produzido, mas evitando o desperdício
do material, pois este não era descartado, e sim, analisado. Caso os resultados
dos testes laboratoriais das especificações do material estivessem dentro dos
parâmetros de caracterização, o mesmo era liberado e as próximas etapas do
processo prosseguiam. Se o resultado apresentasse algum índice de
especificação fora dos parâmetros, o material retornava a etapa de filtração, com
a finalidade de apresentar todos os indicadores dentro da especificação.
A tabela 5 apresenta o cenário de 2013, mostrando o número de
reclamações de clientes, por mês, durante o ano de 2013.
Tabela 5 - Número de reclamações de clientes de 2013
Mês Número de Reclamações
de Clientes
Janeiro 5
Fevereiro 5
Março 4
Abril 9
Maio 10
Junho 8
Julho 7
Agosto 5
Setembro 19
Outubro 14
Novembro 4
Dezembro 7
FONTE: Planilhas internas da Indústria Química (2013)

49
Com base em uma análise da tabela 5 é possível observar que, no ano de
2013, a indústria recebeu um total de 97 reclamações referentes à qualidade do
produto final, o que apresenta um decréscimo em relação ao ano de 2012.
Um gráfico comparativo de todas as reclamações dos anos de 2012 e 2013
está apresentado na figura 13. As barras azuis representam as reclamações de
2012 e a laranja as de 2013. No eixo horizontal está os meses e no vertical a
quantidade de reclamações.
Figura 13 - Número de reclamações de clientes de 2012 e 2013
FONTE: Planilhas internas da Indústria Química (2013)
No ano de 2012 a indústria recebeu um total de 136 reclamações, já em
2013, este índice diminuiu para 97. Com base neste indicador podemos perceber
um decréscimo de aproximadamente 30% na quantidade total de reclamações de
clientes.
Com base nas três classificações das causas raízes, as quais são
Produção, Cliente e Fluxo, a tabela 6 apresenta o cenário de 2013 e fornece os
dados da quantidade de reclamações e suas causas.

50
Tabela 6 - Causas das reclamações de 2013
Causa Reclamações
Produção 31
Cliente 55
Fluxo 11
FONTE: Planilhas internas da Indústria Química (2013)
O trabalho identificou como ponto crítico do processo o parâmetro
Produção. Em 2012 este índice apresentava um total de 76 reclamações e em
2013, diminui para 31, representando uma redução de aproximadamente 60%,
apresentando uma melhoria no processo e eficácia do trabalho.
Um estudo mais específico dos desvios de Produção das reclamações de
2013 foi realizado pelo time da qualidade e os resultados estão apresentados a
seguir.
1. Fora da especificação: Sólidos e viscosidade.
2. Aparência: Gel, brilho e cor.
3. Desempenho: Eficiência.
Comparando os resultados de 2012 e 2013 é possível concluir que, com a
nova medida adotada, ocorreu uma melhora significativa nos parâmetros de
engenharia.
5.1.5 Etapa Controlar
A medida de controle adotada pela indústria era apresentar diariamente,
em reuniões com os responsáveis de cada área, o indicador-chave de
desempenho do número de reclamações de clientes a fim de monitorar a
efetividade do novo processo.

51
6 CONCLUSÕES E CONSIDERAÇÕES FINAIS
De acordo com os dados apresentados em Resultados e Discussões, foi
possível constatar que muitas reclamações de clientes do ano de 2012, estavam
relacionadas principalmente com desvios de Produção e, estas eram, em sua
maioria, referentes às primeiras sequências de embalagens.
A Indústria Química recebeu um total de 136 reclamações de clientes no
ano de 2012 e 97 em 2013. Analisando somente este índice, foi possível observar
uma redução de aproximadamente 30% do número total de reclamações, fato que
comprova uma melhoria.
Como mencionado, as causas raízes das reclamações podem ser
classificadas como Produção, Cliente ou Fluxo. O índice que apresenta um real
desvio de produção é o classificado como causa raiz de Produção. Em 2012, a
indústria obteve um total de 76 reclamações identificadas como Produção e, este
índice, diminuiu para 31 em 2013. Este resultado apresenta um decréscimo de
59,21%.
Portanto, é possível concluir que após o uso da nova técnica empregada
de análise da primeira embalagem, foi permitido obter um decréscimo significativo
na quantidade de reclamações de clientes relacionadas com a qualidade do
produto final.
Para futuras pesquisas de melhorias na qualidade da Indústria Química,
sugere-se uma maior integração entre as áreas da qualidade e da produção, com
a finalidade de reduzir cada vez mais, o número de reclamações de clientes e,
consequentemente, a fabricação de produtos conformes.

52
REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10520: informação e documentação: citações em documentos: apresentação. Rio de Janeiro, 2002.
ATKINSON, A. Strategic performance measurement and incentive compensation. European Management Journal, v.16, n.5, p.552-561, Oct., 1998.
BELLETTINI, M. B. et al. Otimização de linhas de produção em moinhos de trigo utilizando o método de análise de solução de problemas. Revista Brasileira de Pesquisa em Alimentos, Campo Mourão, v.3, n.2, p.95-103, Jul./Dez., 2012.
CLETO, M. G.; QUINTEIRO, L. Gestão de projetos através do DMAIC: um estudo de caso na indústria automotiva. Revista Produção Online, v.11, n.1, p.210-239, 2011.
COLETTI, J.; BONDUELLE, G. M.; IWAKIRI, S. Avaliação de defeitos no processo de fabricação de lamelas para pisos de madeira engenheirados com uso de ferramentas de controle de qualidade. ACTA AMAZONICA, v. 40, n1, p.135–140, 2010.
CORONADO, R. B; ANTONY, J. Critical success factors for the successful implementation of six sigma projects in organizations. The TQM Magazine Journal, Emerald Group Publishing Limited, v.14, n.2, p. 92-99, 2002.
CROSBY, P. A gestão pela qualidade. Banas Qualidade, v.8, n.70, p.98. Mar. 1998.
ENGEL, G. I. Pesquisa-ação. Revista Educar, Curitiba. Editora da UFPR. n.16, p.181-191, 2000.
FILHO, M. M. Características desejáveis de um Projeto Seis Sigma. Seis Sigma. Disponível em: http://www.advanceconsultoria.com/?p=4312. Acesso em: 9 jul. 2014.
HARRINGTON, H. J.; HARRINGTON, J. S. Gerenciamento total da melhoria contínua - A nova geração da melhoria de desempenho. São Paulo: Makron Books, 1997.
53
HARRY, M.; SCHROEDER, R. Six Sigma: a Breakthrough Strategy for Profitability. Quality Progress, Nova York, v.31, n.5, p. 60-64, 1998.
KAORU, I. Controle de qualidade total: à maneira japonesa. 2.ed. Rio de Janeiro, Campus. 1993.
KETELE, J.; ROEGIERS, X. Méthodologie du recueil d’informations: Fondements de méthodes d’observations de questionaires, d’interviews et d’étude de documents. 2.ed. Bruxelles: De Boeck Université. p. 99, 1993.
KLEFSJÖ, B.; WIKLUND, H.; EDGEMAN, R. L. Six sigma sees as a methodology for total quality management. Measuring Business Excellence, v. 5, n. 1, p. 31-35, 2001.
KOSCIANSKI. A.; SOARES, M. S. Qualidade de Software: Aprenda as metodologias e técnicas mais modernas para o desenvolvimento de software. 2.ed. Novatec. p.19 – 21, 2007.
KUHN, T. S. The structure of scientific revolutions. v.2. Chicago: University of Chicago Press, 1970.
LINDERMAN, K. et al. Six Sigma: a goal-theoretic perspective. Journal of Operations Management, v. 21, n. 2, p. 193-203, 2003.
LUCIER, G. T.; SESHADRI, S. GE Takes Six Sigma Beyond the Bottom Line. Strategic Finance, v. 82, n. 11, p. 40-46, 2001.
LUNDIN, W.; LUNDIN, K. The Healing Manager: How to Build Quality Relationships and Productive Cultures at Work. 1.ed. p. 91-92. Jan. 1993.
MARIANI, C. A.; PIZZINATTO, N. K.; FARAH, O. E. Método PDCA e ferramentas da qualidade no gerenciamento de processos industriais: um estudo de caso. In: SIMPÓSIO DA ENGENHARIA DE PRODUÇÃO, 12., 2005, Bauru. Anais... Bauru: SIMPEP, p. 7, 2005.
MATOS, J. L; CATEN C. S. Seis Sigma: uma aplicação na indústria petroquímica. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 23., 2003, Ouro Preto – MG. Anais... Ouro Preto: ENEGEP, p. 1–8, 2003.

54
NOGUEIRA, E. Ferramentas da Qualidade: Gráfico Controle. Disponível em: http://sembugs.blogspot.com.br/2009/05/ferramenta-qualidade-grafico-controle.html. Acesso em: 12 dez. 2014.
OAKLAND, J. S. Gerenciamento da qualidade total - TQM. 1. ed. São Paulo: Nobel. p. 31-49, 1994.
OLIVEIRA, D. P. R. Sistemas, Organização e Métodos: Uma Abordagem Gerencial. 15. ed. São Paulo: Atlas, 2005.
PALUCCI, D.; OLIVEIRA, F. A. Ferramentas de ação e melhorias nos processos e metas – Parte 1. In: Núcleo de Gestão ReHAgro. Jul. 2008.
PANDE, P; NEUMAN, R.; CAVANAGH, R. Estratégia Seis Sigma: como a GE, a Motorola e outras grandes empresas estão aguçando seu desempenho. 1. ed. Rio de Janeiro: Qualitymark, 2001.
PEREZ-WILSON, M. Seis Sigma: Compreendendo o Conceito, as Implicações e os Desafios. 1. ed. Rio de Janeiro: Qualitymark, 1999.
PESSOA, G. A. PDCA: ferramentas para excelência organizacional. (Apostila). São Luís: FAMA, 2007.
PETENATE, M. Como interpretar uma regressão linear. Escola edti. Dez.2012.
PHILLIPS, J. E. Six Sigma: The Breakthrough Management Strategy Revolutionizing the World's Top Corporations. Consulting to Management, v.13, n.4, p. 57-60, 2002.
SILVA, I. B. et al. Integrando a promoção das metodologias Lean Manufacturing e Six Sigma na busca de produtividade e qualidade numa empresa fabricante de autopeças. Revista Gestão & Produção, São Carlos, v.18, n.4, p. 687-704, 2011.
SOUZA, L. F. N. et al. Seis Sigma – Qualidade com lucratividade. In: SIMPÓSIO DE EXCELÊNCIA EM GESTÃO E TECNOLOGIA, 4., 2007, Resende. Anais... Resende: SEGeT, p. 4-6, 2007.

55
TAVARES, F. M. Folha de verificação – ferramenta da qualidade. Marketing Futuro. Ag. 2012.
TRIPP, D. Action research : a methodological introduction. Tradução de Lólio Lourenço de Oliveira. Educação e Pesquisa. São Paulo, v. 31, n. 3, p. 443-466, set./dez. 2005.
WERKEMA, M. C. Criando a Cultura Seis Sigma. Rio de Janeiro: Qualitymark, 1 ed., 2002.
WERKEMA, M. C. Seis Sigma: treinamento para Black Belt. Belo Horizonte: Fundação de Desenvolvimento Gerencial, 2001.


















