
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...
78
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA RENATO BALLERINI DE SOUZA PINTO Estudo do efeito da substituição parcial da sucata de ferro pelo subproduto ferro silício na produção de óxido de alumínio fundido marrom a partir da bauxita em fornos elétricos a arco. Lorena - SP 2015
Transcript of UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE...
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
RENATO BALLERINI DE SOUZA PINTO
Estudo do efeito da substituição parcial da sucata de ferro pelo
subproduto ferro silício na produção de óxido de alumínio fundido
marrom a partir da bauxita em fornos elétricos a arco.
Lorena - SP
2015

RENATO BALLERINI DE SOUZA PINTO
Estudo do efeito da substituição parcial da sucata de ferro pelo subproduto
ferro silício na produção de óxido de alumínio fundido marrom a partir da
bauxita em fornos elétricos a arco.
Lorena
2015
Trabalho de Graduação apresentado à
Escola de Engenharia de Lorena da
Universidade de São Paulo para a
obtenção do título de Engenheiro
Químico.
Orientador: Prof. Dr. Domingos Sávio
Giordani
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO,
PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
RESUMO
Pinto, R. B. S. Estudo do efeito da substituição parcial da sucata de ferro na
produção de óxido de alumínio fundido marrom em fornos elétricos a arco a
partir da bauxita pelo subproduto ferro silício. 2015. 78f. Monografia (Trabalho de
Graduação em Engenharia Química) – Escola de Engenharia de Lorena, Universidade
de São Paulo, Lorena, 2015.
O óxido de alumínio produzido a partir da fusão da bauxita calcinada em fornos
elétricos a arco possui uma grande variedade de aplicações nos mercados de
lixas, rebolos e refratários. A adição de sucata de ferro ao processo é
necessária para a remoção do silício metálico gerado no processo. Junto ao
coque, no triângulo de ligação, o ferro também tem a função de iniciar a
geração dos arcos elétricos para a fusão da bauxita. A liga composta
principalmente de ferro e silício, chamada de ferro silício, é separada durante o
processo de fratura dos blocos e durante a separação magnética nos
processos de britagem e classificação granulométrica por peneiras. Para que a
separação magnética seja eficiente, o teor de silício não pode ultrapassar 15%.
Este trabalho visou à caracterização do ferro silício proveniente da separação
magnética no processo de britagem e sua comparação com a sucata de ferro,
focando sua utilização na substituição parcial da limalha de ferro na formulação
da mistura e no triângulo de ligação. Análises por fluorescência de raios-X
foram realizadas para avaliar a composição química dos materiais estudados,
outros testes relevantes também foram executados para a comparação do ferro
silício com a limalha, como de teor não magnético. Os blocos experimentais
apresentaram características e indicadores dentro da normalidade. Esperava-
se como principal efeito que o silício fosse concentrado na liga metálica, o que
foi comprovado, ainda que não em intensidade suficiente para a formação de
ferro não magnético.
Palavras-chave: óxido de alumínio, bauxita, fornos elétricos a arco, ferro silício

ABSTRACT
Pinto, R. B. S. Study of the effect of the partial substitution of iron scrap in the
production of brown fused aluminum oxide in electric arc furnaces from bauxite
by the byproduct ferrosilicon. 2015. Number of sheets: 78. Monograph
(Undergraduate Work in Chemical Engineering) – School of Engineering of
Lorena, University of São Paulo, Lorena, 2015
The aluminum oxide manufactured by melting calcined bauxite in electric arc
furnaces has a wide variety of applications in the markets of sandpaper,
grinding wheels and refractories. The addition of iron scrap is necessary for the
removal of the metallic silicon generated in the process. Mixed with coke, on the
starting’s triangle, iron also has the function of initiating the generation of
electric arcs that will melt bauxite. The alloy composed mainly of iron and
silicon, known as ferrosilicon, is separated during the fracture of the blocks and
posteriorly during the magnetic separation in the processes of crushing and size
classification through sieves. For an efficient magnetic separation, the silicon
content may not exceed 15%. This project aimed at the characterization of the
ferrosilicon obtained from magnetic pickers at the crushing process and
evaluated how it compared with the iron scrap, focusing on the partial
substitution of the iron scrap on the formulation of the mixture and in the
starting’s triangle. X-ray fluorescence analyses were executed to evaluate the
chemical composition of the studied materials, other relevant tests were carried
out in order to compare the ferrosilicon with the scrap, such as non-magnetic
content. The experimental blocks’ characteristics and indicators were typical.
The main expected effect was the increment of Si content in the iron alloy, it
was confirmed, although not at a sufficient intensity for the formation of non-
magnetic iron.
Keywords: aluminum oxide, bauxite, electric arc furnaces, ferrosilicon

LISTA DE FIGURAS
Figura 1 – À esquerda, ferro silício. À direita, limalha de ferro. .........................14
Figura 2 – FEA desenvolvido por Siemens .......................................................16
Figura 3 – Produção de aço bruto em tonelada total e por FEA .......................17
Figura 4 – Design moderno de um FEA ............................................................19
Figura 5 – O Forno de Higgins como inventado................................................20
Figura 6 – Visão superior do tambor inventando por Higgins............................21
Figura 7 – Conjunto do forno tipo Higgins para OAFM ....................................22
Figura 8 – Vasos alternativos usados na produção de OAF branco .................23
Figura 9 – Forno tipo basculante .......................................................................24
Figura 10 – Diagrama de energia livre versus temperatura para reações
possíveis na produção de OAF .........................................................................30
Figura 11 –Diagramas ilustrando o efeito do ferro na redução da sílica e do
dióxido de titânio em misturas de bauxita e carvão ...........................................33
Figura 12 – Representação do triângulo de ligação ..........................................35
Figura 13 – Bloco de OAFM após a remoção do casco ....................................37
Figura 14 – Fluxograma básico do processo de fabricação de OAFM ..............38
Figura 15 – Ferro silício fornecido pela Washington Mills .................................44
Figura 16 – Ferro silício/OAFM Kuhmichel .......................................................45
Figura 17 – Comparação dos métodos de preparo de amostras para FRX ......46
Figura 18 – Fluxograma representando as amostras coletadas por etapa do
processo ...........................................................................................................49
Figura 19 – Fluxograma representando as amostras coletadas relacionadas ao
ferro por etapa do processo...............................................................................50
Figura 20 – Panalytical Minipal 4......................................................................51
Figura 21 – Amostras de ferro preparadas para a leitura ..................................52
Figura 22 – Aparência final do teste de teor não magnético .............................53
Figura 23 – Processamento da mistura de óxidos ............................................54
Figura 24 – Ferro polido antes e depois ............................................................55
Figura 25 – Bloco de OAFM experimental fabricado .........................................57
Figura 26 – FS utilizado e gerado nos experimentos 1 e 2, respectivamente ...64
Figura 27 – Imagens obtidas em microscópio óptico com amplificação de 10x
das parcelas magnéticas e não magnéticas de diversas amostras ..................67
Figura 28 – Ferro livre: imagens obtidas em microscópio óptico com
amplificação de 40x ..........................................................................................69
Figura 29 – Grão magnético: imagens obtidas em microscópio óptico com
amplificação de 40x ..........................................................................................69
LISTA DE TABELAS E QUADROS
Tabela 1 – Composição do ferro silício em relação ao teor de Al2O3 no produto
final ...................................................................................................................31
Tabela 2 – Composição química de um OAFM de alta qualidade ....................40
Tabela 3 – Tipos de ligas de ferro silício e suas respectivas composições ......42
Tabela 4 – Comparativo entre o ferro silício fornecido pela Elfusa e Washington
Mills ...................................................................................................................44
Tabela 5 – Análise química típica do ferro silício Kuhmichel ............................45
Tabela 6 – Bauxita: diferenças em relação à média de julho (N=38) ................56
Tabela 7 – Carvão vegetal: diferenças em relação à média de julho (N=6) ......56
Tabela 8 – Diferenças percentuais em relação ao bloco controle .....................57
Tabela 9 – Diferenças em relação à média do histórico de lumps de OAFM
(N=118) .............................................................................................................57
Tabela 10 – Bauxita: diferenças em relação à média de julho (N=38) ..............58
Tabela 11 – Carvão vegetal: diferenças em relação à média de julho (N=6) ....58
Tabela 12 – Diferenças percentuais em relação ao bloco controle ...................58
Tabela 13 – Diferenças em relação à média do histórico de lumps de OAFM
(N=118) .............................................................................................................59
Tabela 14 – Diferenças em relação aos blocos controle ...................................60
Tabela 15 – Diferenças em relação à média de histórico de julho (N=24) ........60
Tabela 16 – Porcentagem de redução de SiO2 da bauxita para cada
experimento ......................................................................................................61
Tabela 17 – Comparação de redução média de SiO2 .......................................62
Tabela 18 – Limalha de ferro ............................................................................62
Tabela 19 – Ferro silício da linha de britagem ..................................................62
Tabela 20 – Ferro silício: somente fragmentos com aparência metálica
(mesmas amostras) ..........................................................................................63
Tabela 21 – Ferro silício (apenas liga metálica) do refugo e de blocos de OAFM
..........................................................................................................................63
Tabela 22 – Ferro silício coletado em diferentes turnos durante o experimento
..........................................................................................................................63
Tabela 23 – Resumo de concentrações do FS puramente metálico .................64
Tabela 24 – Ferro silício dos blocos experimentais ..........................................65
Tabela 25 – Diferenças relativas entre o ferro silício gerado e o utilizado
(Amostra 1) .......................................................................................................65
Tabela 26 – Ferro livre ......................................................................................65
Tabela 27 – Ferro não magnético .....................................................................65
Tabela 28 – Resultados de teor não magnético ...............................................66
Tabela 29 – Concentrações estimadas a partir do teor não magnético médio de
5,83% (N=5) ......................................................................................................70
Tabela 30 – Leitura em pó da mistura de óxidos padrão .................................71
Tabela 31 – Leitura em pastilha da mistura de óxidos padrão .........................71
Tabela 32 – Leitura em pó do refratário aluminoso 70% Al2O3 IPT57..............72
Tabela 33 – Leitura de um metal do refugo polido e posteriormente moído ....73
Tabela 34 – Erros relativos nos testes para os principais elementos estudados
..........................................................................................................................73
Quadro 1 - Descrição dos principais minerais de alumínio contidos nas bauxitas
refratárias...........................................................................................................26
LISTA DE SIGLAS
FEA Forno elétrico a arco
FRX Fluorescência de raios-x
FRXED Fluorescência de raios-x de energia dispersiva
FS Ferro silício
OAF Óxido de alumínio fundido
OAFM Óxido de alumínio fundido marrom
PF Perda ao fogo
LISTA DE SÍMBOLOS
σ Desvio padrão
N Número de valores na população
SUMÁRIO
1 INTRODUÇÃO .......................................................................................... 13
1.1 CONTEXTUALIZAÇÃO E JUSTIFICATIVA ............................................... 13
1.2 OBJETIVOS .............................................................................................. 15
2 REVISÃO BIBLIOGRÁFICA ..................................................................... 16
2.1 FORNOS ELÉTRICOS A ARCO ............................................................... 16
2.1.1 História ................................................................................................ 16
2.1.2 Estrutura básica dos fornos elétricos a arco ....................................... 17
2.1.3 Fornos elétricos a arco utilizados na produção de óxidos de alumínio
fundidos (OAFs) ............................................................................................... 19
2.1.3.1 Forno de Higgins ............................................................................. 19
2.1.3.2 Forno basculante ............................................................................. 23
2.2 MATÉRIAS-PRIMAS ................................................................................. 24
2.2.1 Bauxita ................................................................................................ 25
2.2.2 Agentes redutores ............................................................................... 27
2.3 PRINCÍPIOS FÍSICO-QUÍMICOS .............................................................. 28
2.4 DESCRIÇÃO DO PROCESSO DE FABRICAÇÃO DO ÓXIDO DE
ALUMINÍO FUNDIDO ...................................................................................... 33
2.4.1 Preparo da mistura.............................................................................. 34
2.4.2 Ligação e fusão ................................................................................... 34
2.4.3 Resfriamento ....................................................................................... 36
2.4.4 Britagem, moagem e classificação ..................................................... 37
2.4.5 Fluxograma do processo ..................................................................... 38
2.5 SEPARAÇÃO MAGNÉTICA ...................................................................... 38
2.6 VARIANTES DE ÓXIDOS DE ALUMÍNIO FUNDIDOS FABRICADOS ..... 39
2.6.1 Óxido de alumínio fundido marrom ..................................................... 39
2.6.2 Outros tipos de óxidos de alumínio fundidos ...................................... 40
2.7 LIGAS DE FERRO SILÍCIO ....................................................................... 41
2.8 FERRO SILÍCIO ESTUDADO ................................................................... 42
2.9 FLUORESCÊNCIA POR RAIOS-X ............................................................ 45
3 MATERIAIS E MÉTODO ........................................................................... 48
3.1 BLOCOS EXPERIMENTAIS ........................................................................................... 48
3.2 AMOSTRAS RELACIONADAS AO FERRO .............................................. 49
3.3 ANÁLISES ................................................................................................. 50
3.3.1 O espectrômetro utilizado ........................................................................................ 50
3.3.2 Bauxita, bardeep e lumps ........................................................................................ 51
3.3.3 Amostras relacionadas ao ferro .......................................................... 51
3.3.4 Carvão vegetal .................................................................................... 52
3.3.5 Teor não magnético ............................................................................ 52
3.3.6 Microscópio óptico .............................................................................. 53
3.4 TESTES PARA AVALIAR A EXATIDÃO DO OMNIAN .............................. 53
3.4.1 Mistura de óxidos padrão .................................................................... 53
3.4.2 Leitura em pó do padrão refratário aluminoso 70% Al2O3 IPT57 ..................... 54
3.4.3 Ferro silício polido ............................................................................... 54
3.5 ANÁLISE DOS DADOS ............................................................................. 55
4 RESULTADOS E DISCUSSÃO ................................................................ 56
4.1 EXPERIMENTO 1 ..................................................................................... 56
4.2 EXPERIMENTO 2 ..................................................................................... 58
4.3 PESOS E CONSUMOS DE ENERGIA DOS EXPERIMENTOS ................ 59
4.3.1 Possibilidades operacionais de reutilização do FS ............................ 60
4.4 PORCENTAGEM DE REDUÇÃO DA SÍLICA ........................................... 61
4.5 RESULTADOS RELACIONADOS AO FERRO ......................................... 62
4.5.1 Ferro silício utilizado e gerado ............................................................ 64
4.6 RESULTADOS DE TEOR NÃO MAGNÉTICO .......................................... 66
4.7 ESTIMATIVA DAS CONCENTRAÇÕES REAIS DO FS A PARTIR DO
TEOR NÃO MAGNÉTICO MÉDIO ................................................................... 69
4.8 TESTES PARA AVALIAR A EXATIDÃO DO OMNIAN .............................. 70
5 CONCLUSÃO ........................................................................................... 74
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................ 75
ANEXO A – Termo de permissão de uso de informações .......................... 78

13
1 INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO E JUSTIFICATIVA
O processo de fusão da bauxita em fornos elétricos a arco (FEAs) para produção
de coríndon artificial é antigo, podendo-se mostrar patentes do início do século
XX. [1] As aplicações dos abrasivos de óxido de alumínio fundido (OAF)
produzidos dessa maneira são variadas, nas formas de rebolos, lixas e discos de
corte, para os mais diversos setores, como o de construção, o automotivo, o
moveleiro e o madeireiro.
Para promover a redução eficiente dos óxidos da bauxita é necessária a adição
de ferro metálico para principalmente facilitar a remoção do silício metálico, sendo
formada uma liga de ferro silício que decanta no fundo do vaso do forno. Ferro
metálico, junto ao coque de petróleo, também é utilizado para fazer o triângulo de
ligação, responsável pelo início de geração dos arcos elétricos, pois a mistura
composta majoritariamente por bauxita possui propriedades refratárias e
isolantes. Fontes de carbono são fornecidas para promover a redução dos óxidos
presentes na bauxita para suas formas metálicas.
Após o resfriamento do bloco produzido, parte da liga metálica pode ser separada
manualmente durante a quebra dos blocos. A parcela impregnada nos grãos
abrasivos deve ser removida por separadores magnéticos após o processo de
britagem e após a moagem durante a classificação por peneiramento. A presença
de ferro no produto final não é desejável especialmente para rebolos vitrificados,
que são submetidos a altas temperaturas na fabricação, mas para algumas
aplicações as especificações são menos exigentes.
Sabe-se que o ferro silício (FS) é gerado em quantidade suficiente para a
substituição total da limalha de ferro. Há grande quantidade desse material
estocada, e como há dificuldade em vendê-lo, sua utilização traria liberação de
espaço físico e evitaria gastos futuros para a disposição em aterros.
Entretanto, o teor de sílica presente no ferro metálico não pode ultrapassar 15%,
senão a separação magnética é dificultada. [2] Análises por Fluorescência de
raios-X (FRX) foram realizadas em diversas amostras relacionadas ao ferro
durante o processo, desde a limalha de ferro, até o ferro não magnético separado
14
na inspeção final. Em aparência, a limalha de ferro difere bastante do FS como
mostra a Figura 1. Alguns fabricantes indicam que talvez seja possível moer e
classificar o FS. [3]
Figura 1 – À esquerda, ferro silício. À direita, limalha de ferro.
Fonte: Acervo pessoal
O custo por tonelada de limalha de ferro atual é de R$ 600,00, o consumo mensal
em torno de 50 toneladas. Com a redução de pelo menos 30% do consumo com a
utilização do ferro silício gerado na linha de britagem, em um ano teríamos R$
108.000,00 brutos de economia.
Para determinar o impacto da substituição, dois blocos com formulação especial
com substituição total da limalha pelo FS foram fabricados. Cada bloco
experimental de óxido de alumínio fundido marrom (OAFM) foi acompanhado pela
produção simultânea de um bloco controle, diferindo apenas na adição normal de
limalha. Seus pesos e aparências foram avaliados, análises por FRX definiram
suas composições. O FS utilizado foi comparado com os gerados pelos blocos
experimentais. Outras propriedades, como o teor não magnético também foram
avaliadas. O desempenho no triângulo de ligação foi avaliado de acordo com o
histórico de operação dos fornos.
15
1.2 OBJETIVOS
Este trabalho visou avaliar a viabilidade da substituição parcial da limalha de ferro
por um subproduto do processo, o ferro silício. Para isso, buscou-se:
- caracterizar o ferro silício gerado na fusão de bauxita em FEAs;
- promover a substituição da limalha de ferro no triângulo de ligação dos FEAs;
- promover a substituição parcial da limalha de ferro na formulação da mistura por
esse subproduto;
- avaliar o impacto dessa substituição na qualidade do abrasivo gerado, em
estrutura e composição;
- avaliar a geração de ferro não magnético produzido, e como será afetada a
separação magnética.
16
2 REVISÃO BIBLIOGRÁFICA
2.1 FORNOS ELÉTRICOS A ARCO
2.1.1 História
Humphrey Davy, em 1810, demonstrou a possibilidade de geração de calor
através de arcos elétricos, que podem ser produzidos ao passar uma corrente
elétrica através de dois bastões de carbono, tocando um ao outro, e então os
separando, formando uma chama de carbono vaporizado. Quando a corrente
elétrica passa pela resistência, ela é transformada em calor, e como o carbono
vaporizado oferece uma resistência elétrica considerável, uma temperatura muito
alta é produzida.
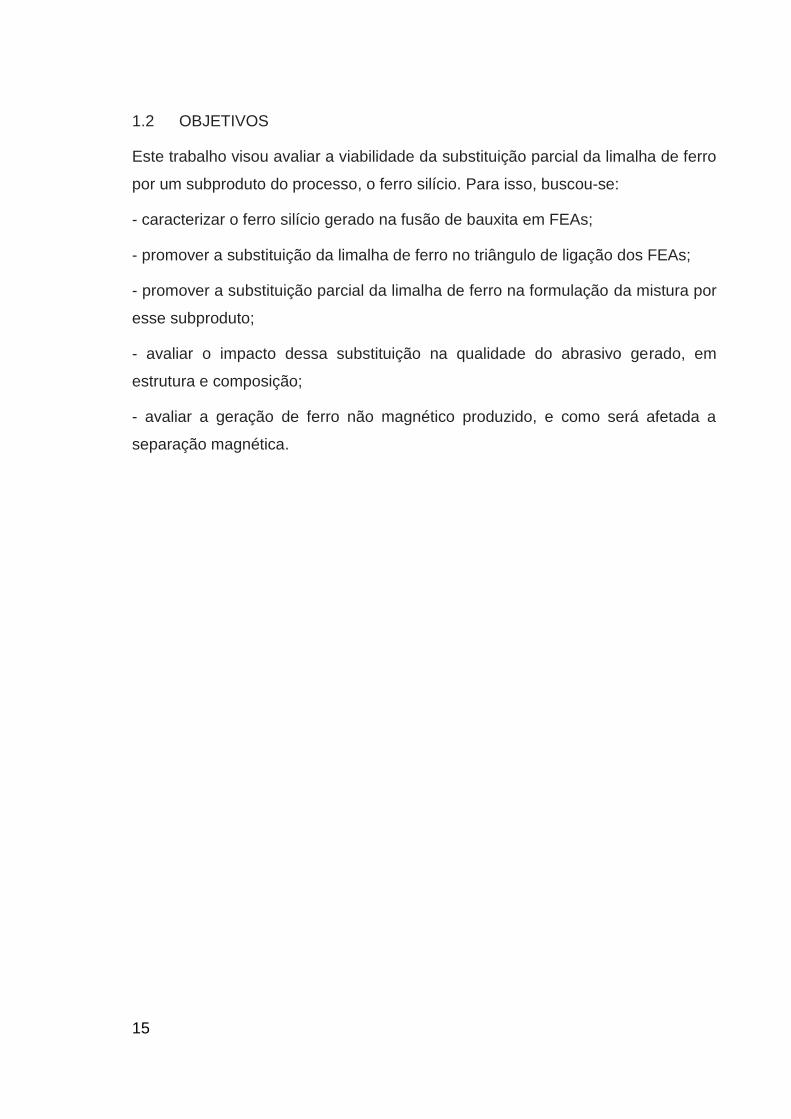
Em 1867, com a invenção do dínamo, experimentos que requeriam grande
quantidade de energia elétrica começaram a se tornar mais viáveis. Em 1878, W.
Siemens fundiu em um FEA 9 kg de aço. O FEA criado por ele, Figura 2, consiste
em um tanque de grafite (A) e dois eletrodos verticais, um no topo de carbono (B)
e outro na base (C) de metal. O metal a ser fundido (D) era posto no tanque,
então o eletrodo do topo era abaixado até que um arco (E) era iniciado entre ele e
o metal. O polo positivo é sempre mais quente que o negativo, por essa razão, é
de interesse que o metal esteja nele.
Figura 2 – FEA desenvolvido por Siemens
Fonte: Stansfield (1914, p. 4) [4]
O progresso dos FEAs continuou com Moissan (1892), que tinha como foco a
produção diamante. No ano anterior, Acheson descobriu acidentalmente um
método de produção de carbeto de silício (SiC), tendo como aplicação inicial a de
17
abrasivo. Por volta de 1900, ligas de ferro com silício, manganês e cromo,
começaram a ser produzidas por FEAs, além de aço com boa qualidade a partir
de sucata de metal e ferro gusa. [4]
No século vinte, com energia elétrica abundante e relativamente barata, FEAs
começaram a se tornar mais viáveis. O desempenho dos FEAs evoluiu
rapidamente, com as produções por hora e anual crescentes. O gasto com
energia foi reduzido pela metade entre 1980-2010, de 580-650 até 320-350
kWh/ton, para a produção de aço. [5]
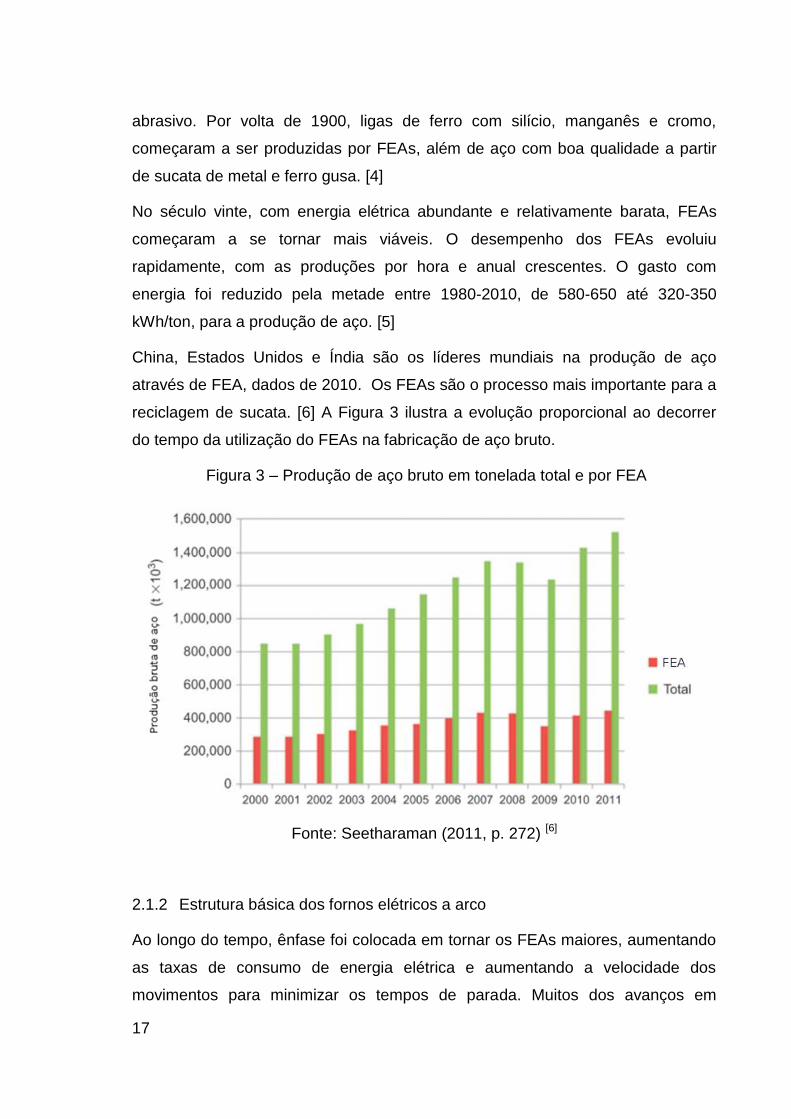
China, Estados Unidos e Índia são os líderes mundiais na produção de aço
através de FEA, dados de 2010. Os FEAs são o processo mais importante para a
reciclagem de sucata. [6] A Figura 3 ilustra a evolução proporcional ao decorrer
do tempo da utilização do FEAs na fabricação de aço bruto.
Figura 3 – Produção de aço bruto em tonelada total e por FEA
Fonte: Seetharaman (2011, p. 272) [6]
2.1.2 Estrutura básica dos fornos elétricos a arco
Ao longo do tempo, ênfase foi colocada em tornar os FEAs maiores, aumentando
as taxas de consumo de energia elétrica e aumentando a velocidade dos
movimentos para minimizar os tempos de parada. Muitos dos avanços em
18
produtividade estão relacionados ao avanço da capacidade de fornecimento de
energia elétrica e à entrada de formas alternativas de energia no processo,
através de lanças de oxigênio ou queimadores oxicombustível.
O período de fusão é a característica principal dos FEAs, que são projetados para
terem alta eficiência nessa operação, é ele que define a produtividade do forno, e
as principais inovações focam em torna-lo mais intenso. [5]
Nos anos 1960s e 1970s era comum a instalação de FEAs no nível do solo, túneis
eram cavados na frente para a descarga do material fundido nos cadinhos. Essa
configuração levou a muitas interferências e atrasos, sendo então não mais
recomendada para operações comerciais em larga escala. FEAs modernos
geralmente são instalados um pouco acima do nível do solo. O forno é sustentado
por uma plataforma, que é ligada aos suportes das colunas de eletrodos e a um
anel no teto removível do forno. Quando a fornalha está sendo carregada, todo o
conjunto é suspenso e sofre rotação. Esse modelo permite o uso de menor
suporte de eletrodo, já que no modelo estático, é a plataforma que sustenta os
eletrodos e o teto do forno. [7]
Os FEAs são cilíndricos. A câmara pode ser um vaso de aço forrado com material
refratário. Em modelos mais atuais, a utilização de painéis resfriados a água pode
substituir esses revestimentos. A base interna do forno tem formato côncavo,
dado pelo revestimento. O teto em forma de cúpula tem três orifícios formando um
triângulo equilátero, por onde os eletrodos de grafite sobem e descem. Um design
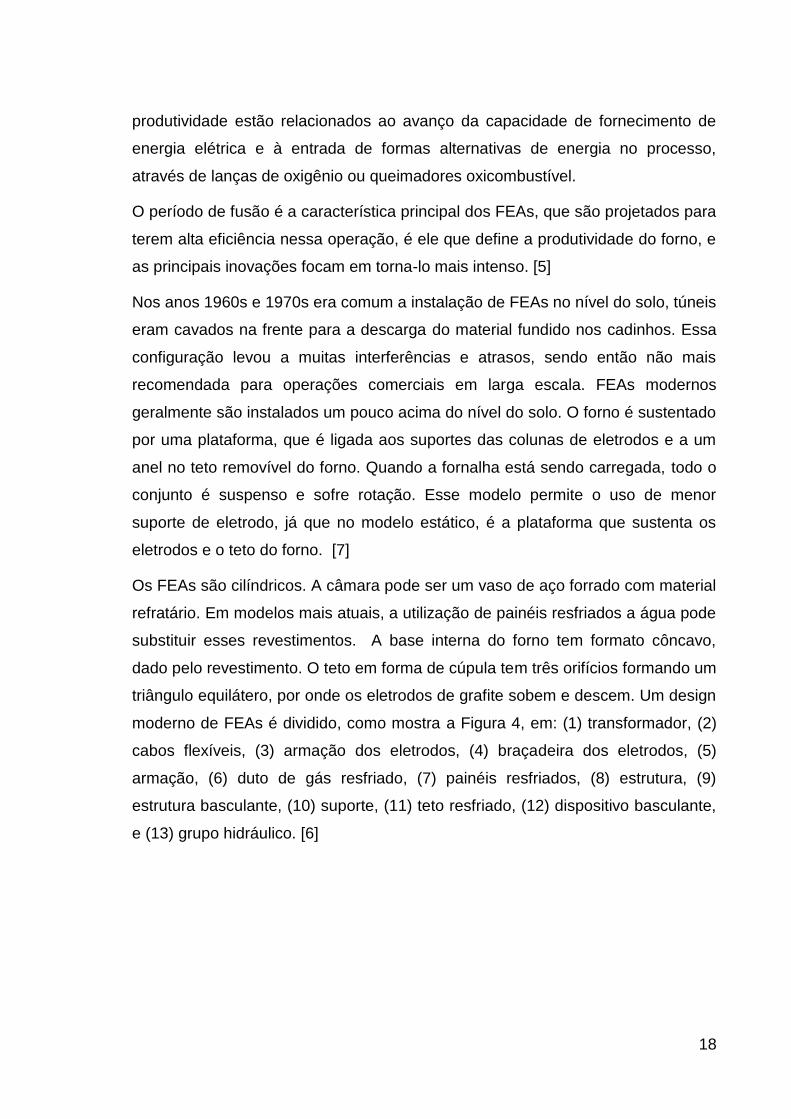
moderno de FEAs é dividido, como mostra a Figura 4, em: (1) transformador, (2)
cabos flexíveis, (3) armação dos eletrodos, (4) braçadeira dos eletrodos, (5)
armação, (6) duto de gás resfriado, (7) painéis resfriados, (8) estrutura, (9)
estrutura basculante, (10) suporte, (11) teto resfriado, (12) dispositivo basculante,
e (13) grupo hidráulico. [6]
19
Figura 4 – Design moderno de um FEA
Fonte: Seetharaman (2011, p. 279) [6]
2.1.3 Fornos elétricos a arco utilizados na produção de óxidos de alumínio
fundidos (OAFs)
O modelo de forno a arco utilizado é o tipo com casco, em que o material fundido
é mantido dentro do casco por uma camada sólida do mesmo material do banho,
formado pelo resfriamento causado pela água. O casco é formado dentro de um
vaso ou tambor de aço, que pode ou não ser revestido com grafite ou carbono. Há
três tipos, o a batelada com tambor, o basculante para operação contínua e o de
vazamento contínuo, similar ao utilizado em aciarias.
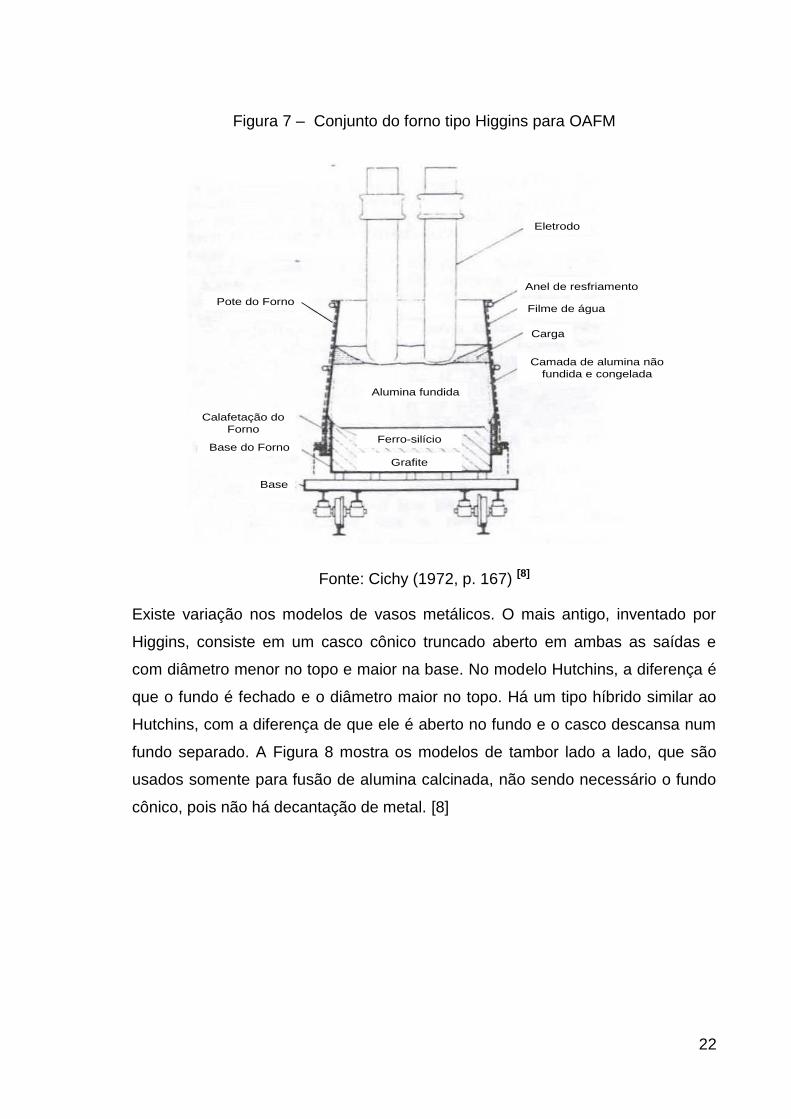
2.1.3.1 Forno de Higgins
O forno de Higgins, Figura 5, consiste de um tambor ou casco (S), em formato
parcialmente cônico para facilitar a remoção do material final, resfriado
externamente por água, ligado a um anel (R), que é a base do forno. Dois ou
mais arcos elétricos operando em série são mantidos entre os eletrodos verticais
(E) e o Al2O3 fundido (A). Um teto removível (H) acima da fornalha serve para
confinar poeiras e gases, que são eliminados pelo sistema de exaustão. E
finalmente, uma abertura no topo para a alimentação (F). [4]

20
Ao ligar o forno, arcos elétricos são formados entre os eletrodos e o revestimento
de carbono no fundo do tambor. Bauxita calcinada é então alimentada entre os
arcos e funde, permitindo que a corrente flua entre os arcos. Conforme o forno vai
enchendo, o fundo de Al2O3 vai solidificando.
Figura 5 – O Forno de Higgins como inventado
Fonte: Stansfield (1914, p. 358) [4]
O calor intenso de um FEA em alta potência causa dificuldade no projeto de um
cadinho que resista ao calor e à massa fundida. Para certas aplicações, são
utilizados revestimentos refratários. Porém, na fabricação de Al2O3 eles tenderiam
a ser danificados em cada corrida do forno.
Ao utilizar um tambor resfriado à água é possível operar sem revestimento
refratário. A água flui pela parede externa do tambor continuamente até a base,
ela não é confinada e a superfície pode ser observada pelo operador. O
resfriamento provoca a solidificação do Al2O3 fundido na parte interna do casco,
formando uma camada entre este e o aço. [1]
O tambor também pode ser independente da base do forno, sendo então
removível após o termino do processo e facilmente substituído por outro.

21
Figura 6 – Visão superior do tambor inventando por Higgins
Fonte: Higgins (1904, p. 2) [1]
De acordo com a Figura 6, no topo, temos a tubulação para distribuição de água
(1), que possui pequenos furos que por sua inclinação própria promovem fluxos
diretos de água até o casco. Uma canaleta em torno do tambor (2) serve para
coletar a água e direcioná-la para fora. [1]
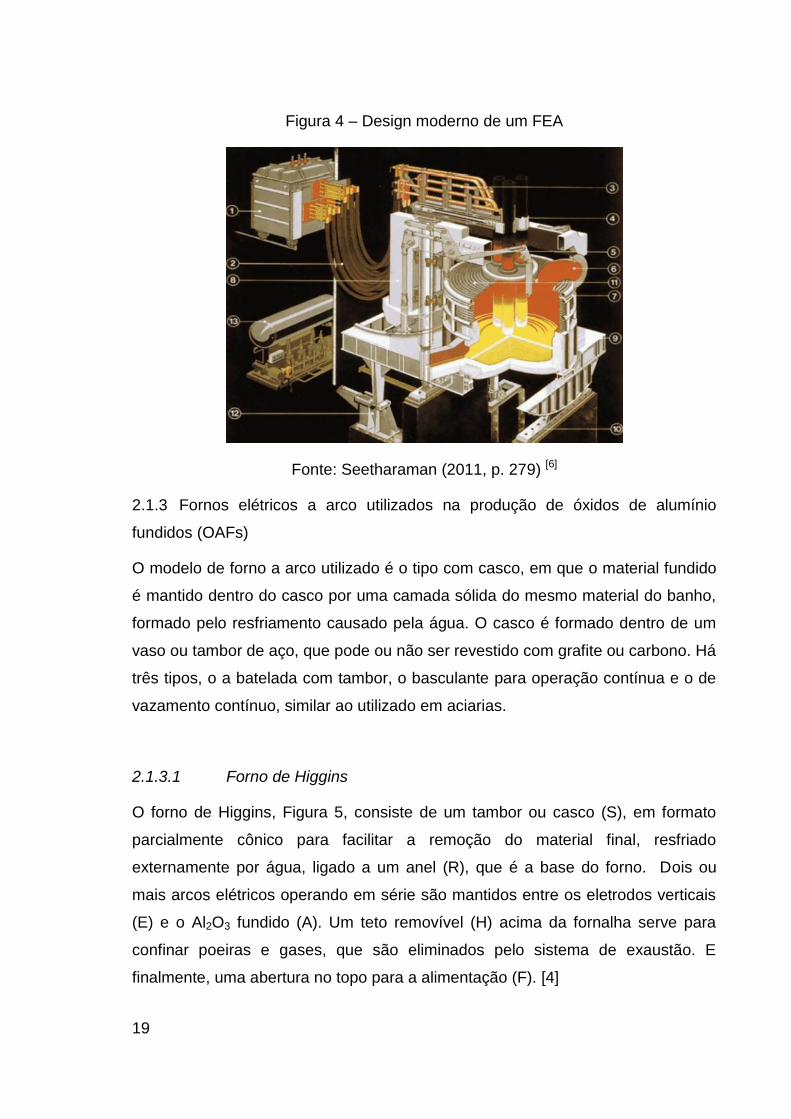
Um conjunto típico de um forno de Higgins mais atual é mostrado na Figura 7. O
vaso consiste de um fundo côncavo e de um casco cônico truncado. A parede de
aço é resfriada por fora por um filme de água, que é distribuído uniformemente ao
redor do casco. O vaso descansa em uma base, que é montada em rodas, o que
permite que o conjunto seja movido quando completa a fusão.
22
Figura 7 – Conjunto do forno tipo Higgins para OAFM
Fonte: Cichy (1972, p. 167) [8]
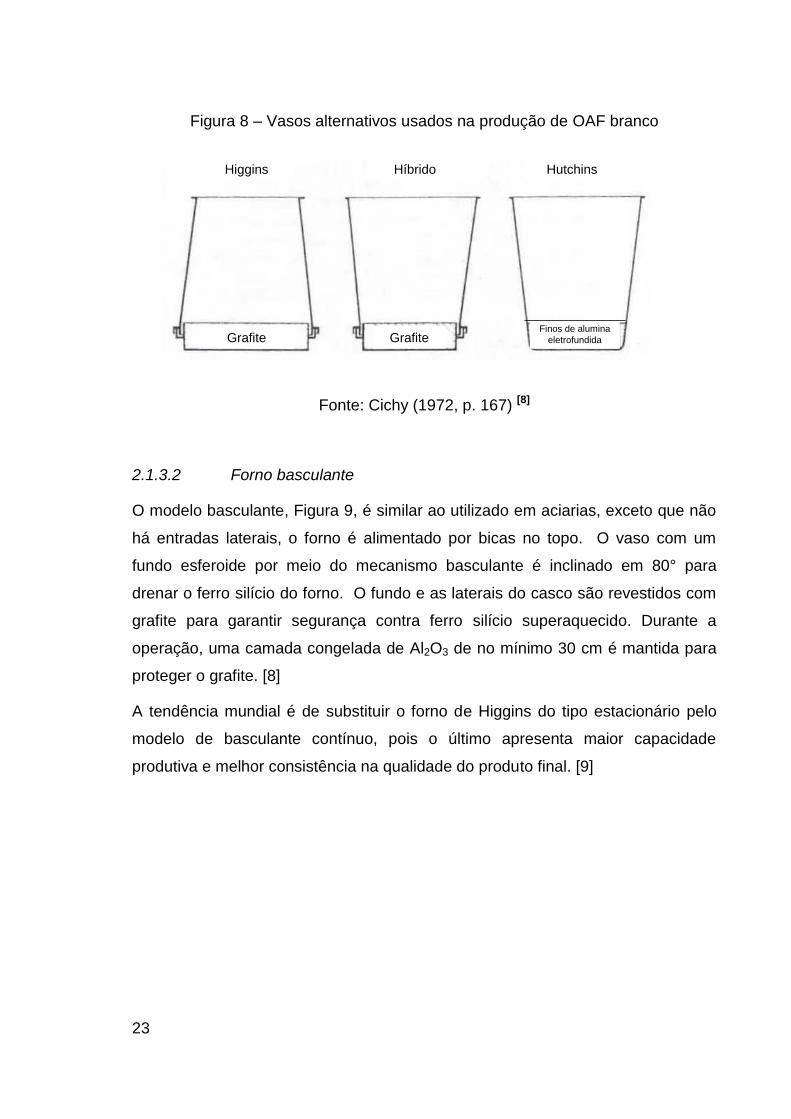
Existe variação nos modelos de vasos metálicos. O mais antigo, inventado por
Higgins, consiste em um casco cônico truncado aberto em ambas as saídas e
com diâmetro menor no topo e maior na base. No modelo Hutchins, a diferença é
que o fundo é fechado e o diâmetro maior no topo. Há um tipo híbrido similar ao
Hutchins, com a diferença de que ele é aberto no fundo e o casco descansa num
fundo separado. A Figura 8 mostra os modelos de tambor lado a lado, que são
usados somente para fusão de alumina calcinada, não sendo necessário o fundo
cônico, pois não há decantação de metal. [8]
Camada de alumina não
fundida e congelada
Carga
Filme de água
Anel de resfriamento
Eletrodo
Pote do Forno
Calafetação do
Forno
Base do Forno
Base
Alumina fundida
Ferro-silício
Grafite
23
Figura 8 – Vasos alternativos usados na produção de OAF branco
Fonte: Cichy (1972, p. 167) [8]
2.1.3.2 Forno basculante
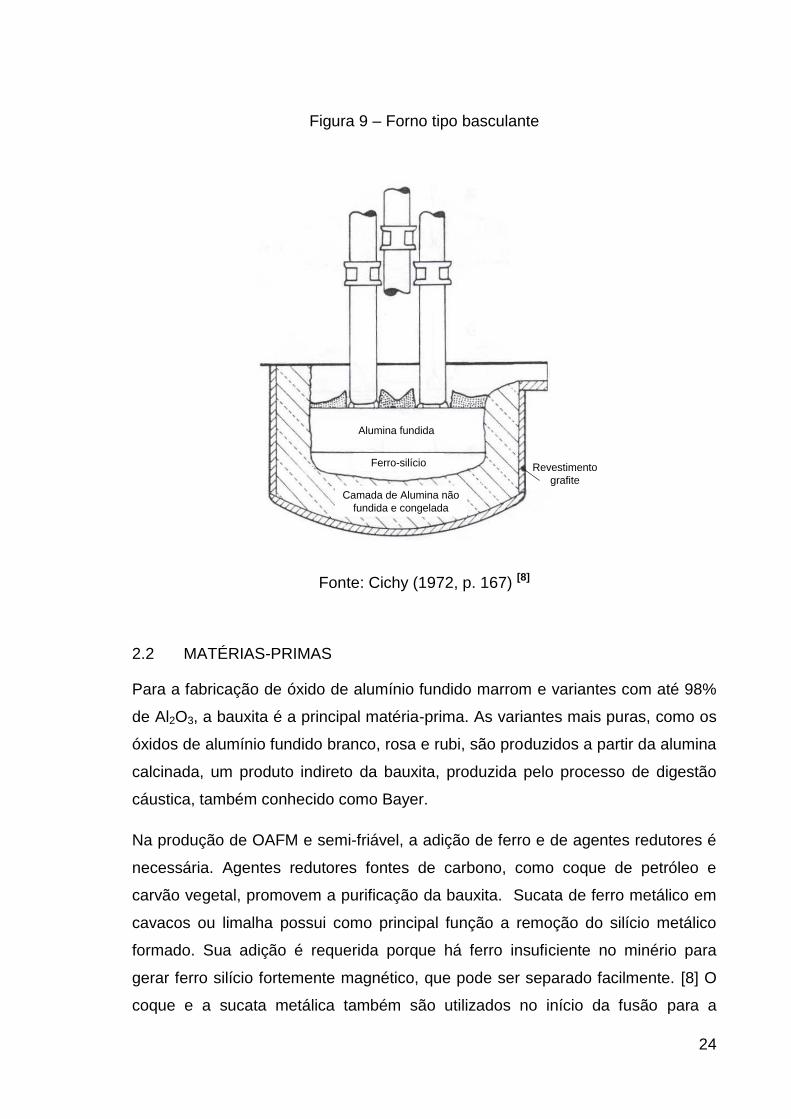
O modelo basculante, Figura 9, é similar ao utilizado em aciarias, exceto que não
há entradas laterais, o forno é alimentado por bicas no topo. O vaso com um
fundo esferoide por meio do mecanismo basculante é inclinado em 80° para
drenar o ferro silício do forno. O fundo e as laterais do casco são revestidos com
grafite para garantir segurança contra ferro silício superaquecido. Durante a
operação, uma camada congelada de Al2O3 de no mínimo 30 cm é mantida para
proteger o grafite. [8]
A tendência mundial é de substituir o forno de Higgins do tipo estacionário pelo
modelo de basculante contínuo, pois o último apresenta maior capacidade
produtiva e melhor consistência na qualidade do produto final. [9]
Higgins Híbrido Hutchins
Grafite GrafiteFinos de alumina
eletrofundida
24
Figura 9 – Forno tipo basculante
Fonte: Cichy (1972, p. 167) [8]
2.2 MATÉRIAS-PRIMAS
Para a fabricação de óxido de alumínio fundido marrom e variantes com até 98%
de Al2O3, a bauxita é a principal matéria-prima. As variantes mais puras, como os
óxidos de alumínio fundido branco, rosa e rubi, são produzidos a partir da alumina
calcinada, um produto indireto da bauxita, produzida pelo processo de digestão
cáustica, também conhecido como Bayer.
Na produção de OAFM e semi-friável, a adição de ferro e de agentes redutores é
necessária. Agentes redutores fontes de carbono, como coque de petróleo e
carvão vegetal, promovem a purificação da bauxita. Sucata de ferro metálico em
cavacos ou limalha possui como principal função a remoção do silício metálico
formado. Sua adição é requerida porque há ferro insuficiente no minério para
gerar ferro silício fortemente magnético, que pode ser separado facilmente. [8] O
coque e a sucata metálica também são utilizados no início da fusão para a
Camada de Alumina não
fundida e congelada
Ferro-silício
Alumina fundida
Revestimento
grafite
25
geração dos arcos elétricos, pois a carga não se tornará boa condutora elétrica e
térmica até a formação do líquido.
2.2.1 Bauxita
A bauxita foi descoberta em 1821, em Les Baux, na França. Possui coloração
avermelhada, e é rica em alumínio, com no mínimo 40% de alumina (Al2O3). É um
material bastante refratário, fundindo por volta de 2000 °C, sendo difícil de ser
fundida comercialmente a não ser por FEAs. [4]
A proporção dos óxidos de ferro determina a coloração da rocha, a bauxita branca
contém 2 a 4% de óxidos de ferro e a vermelha cerca de 25%. A maioria das
bauxitas economicamente aproveitáveis possui conteúdo de Al2O3 entre 50 e
55%.
A rocha bauxita é formada por uma mistura impura dos minerais oxi-hidróxidos de
alumínio gibbsita Al(OH)3, diásporo α-AlO(OH) e boehmita γ-AlO(OH). Suas
proporções variam muito entre os depósitos, bem como a quantidade de
impurezas, como: óxidos de ferro, argila, sílica, dióxido de titânio etc.
Na metade do século XIX, a bauxita era empregada para fins não metalúrgicos,
destinava-se ao uso na indústria têxtil. No decorrer do tempo, foi de modo
crescente utilizada na produção de alumínio metálico. Além disso, um grupo de
aplicações foi desenvolvido para a bauxita não metalúrgica, como: abrasivos,
refratários, produtos químicos, cimentos de alta alumina e próteses humanas. [10]
A produção mundial anual de bauxita é superior a 120 milhões de toneladas,
sendo 95% utilizada para produção de alumínio metálico pelo processo Bayer,
seguido do processo Hall-Héroult. No Brasil, a produção total de bauxita alcançou
atingiu 17 milhões toneladas em 2003. Nos últimos anos, a produção de bauxita
não metalúrgica variou entre 2 e 5%, correspondendo a 400-600 mil
toneladas/ano. O Brasil ocupa a terceira posição na classificação mundial em
termos de reservas, com 3,52 bilhões, com predominância de bauxitas de grau
metalúrgico (83,7%).

26
Em termos de composição, gibbsita, boehmita e diáspora são os minerais mais
importantes contidos nas bauxitas, cujas principais impurezas são: quartzo,
hematita, goethita, rutilo e anatásio. O Quadro 1 apresenta as características dos
principais minerais de bauxita e as composições das variantes metalúrgica e não-
metalúrgica, sendo a diferença mais relevante entre os dois tipos de bauxita o teor
de Fe2O3, a bauxita refratária deve ter mais alumina e menos impurezas. [10]
Quadro 1 – Descrição dos principais minerais de alumínio contidos nas bauxitas
refratárias
Fonte: CETEM (2005 p. 281) [10]
A bauxita, ao sair da mina, contém umidade livre e combinada de até 40% H2O, o
que é indesejável como alimentação do FEA. Então, ela é britada e calcinada em
fornos rotativos a 1100 °C para remover o conteúdo de água abaixo de 1%. Há
um grande incentivo para a utilização de bauxita com teor de alumina elevado,
mas no futuro será cada vez mais difícil encontrar Al2O3 acima de 80%.
Quanto maior o teor de óxido de alumínio, mais interessante a bauxita é para a
fusão, pois impurezas aumentam os gastos energéticos por massa produzida.
Estudos mostram que uma variação de 2% no teor de SiO2 pode acarretar em um
gasto superior de 16% de energia, enquanto que a mesma diferença para o óxido
de ferro, 8%. [8]
27
Bauxitas de diferentes teores são utilizadas na produção de óxido de alumínio
fundido, seguindo um critério que baseia-se em características químicas e físicas.
As combinações principais são: Al2O3, SiO2, Fe2O3, TiO2, álcalis e água. O teor
de SiO2 deve ser abaixo de 7%, a relação ferro/sílica deve ser menor que 3, o teor
de óxidos de titânio entre 2-4% e baixo teor de álcalis. [10]
O CaO presente na bauxita para a fabricação de abrasivos tem que ser
controlado atentamente, pois este não pode ser facilmente removido durante a
fusão. CaO livre é problemático, pois forma CaO.6Al2O3, que é mecanicamente
muito mais fraco que a α-alumina, alguns fabricantes definem seu limite superior
como 0,3%. Na presença de SiO2 suficiente, o CaO combina preferencialmente
com a sílica. [8]
A suplementação do teor de titânio na bauxita pode ser feita através da adição do
mineral ilmenita, um óxido de ferro e tiânio (FeTiO3) com composição teórica de
Fe (36,8%), Ti (31,6%) e O (31,6%). Alumina calcinada obtida a partir do
processo Bayer pode ser utilizada para suplementar o teor de Al2O3. [10]
2.2.2 Agentes redutores
No século dezessete, o consumo de carvão vegetal para produção de ferro
chegou a proporções de consumo que ultrapassaram a capacidade produtiva das
florestas em países como a Inglaterra. Fez-se necessário encontrar um novo
agente redutor e fonte de energia para uso industrial e de aquecimento.
O carvão era tradicionalmente minerado e usado industrialmente, mas seu uso
era limitado pelo teor de enxofre que continha. Com a invenção da conversão do
carvão mineral para coque, o último substituiu quase que completamente o
primeiro em aciarias, pois além de ser um redutor mais potente, na época era
mais barato que o escasso carvão vegetal. Atualmente com a busca por energias
sustentáveis, o uso de carvão vegetal vem sido novamente visado, principalmente
em países com precondições naturais para produção desse material, como o
Brasil. [6]
O carvão vegetal é produzido a partir da queima da madeira em ambiente onde a
temperatura e a entrada de ar são controladas para que haja a remoção da maior

28
parte dos componentes voláteis. Durante esse processo ocorre o fenômeno de
concentração de carbono, devido à eliminação de hidrogênio e oxigênio. A
qualidade do carvão vegetal em termos de propriedades físico-químicas depende
da madeira utilizada como matéria-prima e do método de carbonização. Em
termos da composição química, a mais praticada é a análise imediata na qual são
analisados os teores de carbono fixo, cinzas e materiais voláteis, além da
umidade. [11]
Outro tipo de coque, proveniente do petróleo, pode ser obtido a partir do
craqueamento de óleos residuais pesados em unidades de conversão de
resíduos, em que é feita a destruição de resíduos da destilação de petróleo. A
principal característica deste material produzido nas refinarias é o baixo teor de
enxofre, além disso, tem um elevado teor de carbono fixo, possui estabilidade
química (não explosivo, não reativo e com alto ponto de ignição), é insolúvel em
água e possui baixo teor de cinzas e de compostos voláteis. [12]
Quando coque é utilizado como agente redutor, a concentração de enxofre é
baixa. Entretanto, o carvão mineral pode ser barato, mas gerar contaminação por
enxofre, que é difícil de ser eliminado do FEA em condições normais de operação.
O uso de carvão mineral gera outro problema. O coque, com sua alta área
superficial, tende a reagir mais rapidamente e queimar durante o processo do
OAFM. O carvão mineral, por outro lado, com sua menor área superficial, reage
mais lentamente e pode resultar em pequenas partículas de carbono presas no
OAFM, que assim como o enxofre, podem causar bolhas, trincas e vazios nos
utensílios fabricados. [9]
2.3 PRINCÍPIOS FÍSICO-QUÍMICOS
Os óxidos Fe2O3, K2O, Na2O, SiO2, TiO2 e MgO começam a ser reduzidos ao
estado metálico nas temperaturas de 720, 750, 980, 1530, 1650 e 1830 ºC,
respectivamente. A redução do Al2O3 torna-se favorável apenas acima de 2050
ºC. [13]
Os metais K, Na e Mg são removidos na forma gasosa, enquanto Fe, Si e Ti
formam uma liga metálica que se decanta. Todos os óxidos, exceto a alumina e o
óxido de cálcio (CaO), podem ser removidos quando submetidos a temperaturas

29
da faixa de 1800 a 1900 °C. Praticamente todo o ferro e a maior parte do silício
podem ser reduzidos ao estado metálico, apenas uma pequena fração do titânio
fará parte da liga metálica formada, o restante permanecendo na forma de óxido.
[14]
As impurezas como Fe2O3, SiO2 e TiO2 são reduzidas de acordo com as reações
simplificadas abaixo:
Fe2O3 + 3C 2Fe + 3CO
SiO2 + 2C Si + 2CO
TiO2 + 2C Ti + 2CO
Essas reações ocorrem na sequência listada, sendo o mais fácil de ser reduzido o
Fe2O3 e o mais difícil o TiO2. Entretanto, o processo não é tão simples. Al2O3 e
SiO2 podem volatilizar. Se excesso de coque é usado, carbeto de alumínio pode
ser gerado. Além disso, alumina pode ser reduzida a metal quando o teor de TiO2
cai abaixo de 1% no banho. [8]
Para entender melhor esses processos, a variação de energia livre para as
reações possíveis é plotada contra a temperatura para descobrir quando as
reações se tornam espontâneas, no gráfico da Figura 10.
...Reação 1
...Reação 2
...Reação 3
30
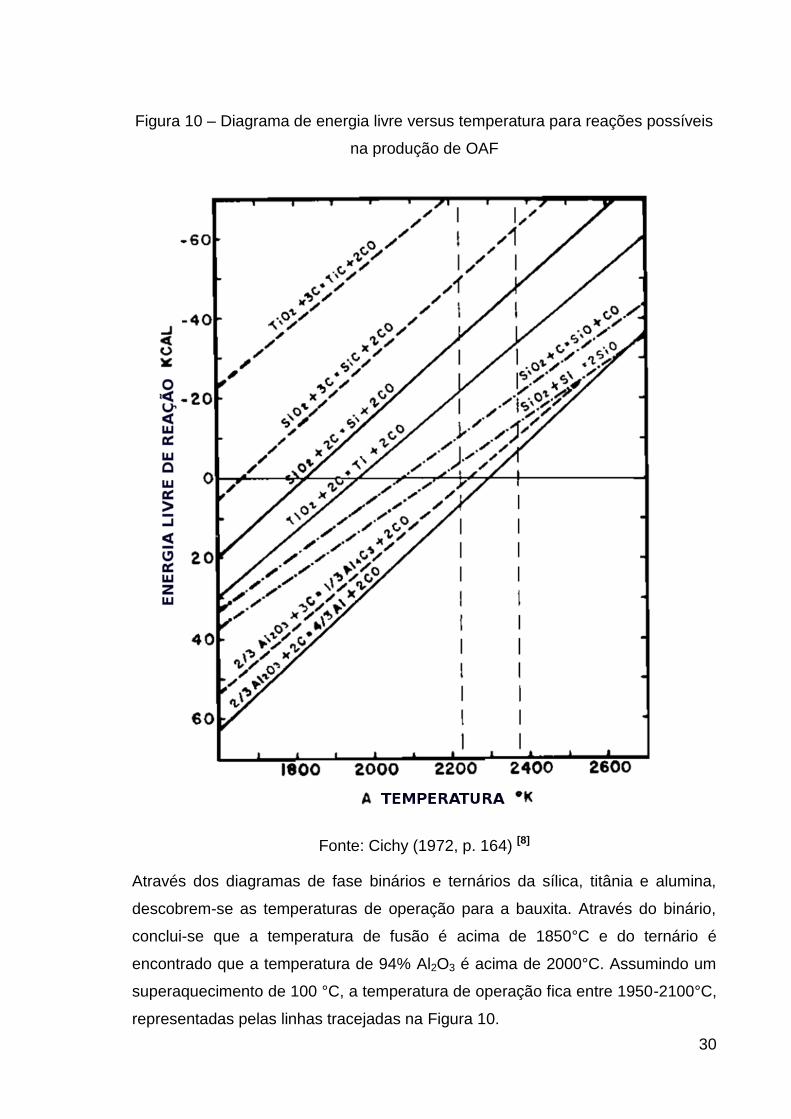
Figura 10 – Diagrama de energia livre versus temperatura para reações possíveis
na produção de OAF
Fonte: Cichy (1972, p. 164) [8]
Através dos diagramas de fase binários e ternários da sílica, titânia e alumina,
descobrem-se as temperaturas de operação para a bauxita. Através do binário,
conclui-se que a temperatura de fusão é acima de 1850°C e do ternário é
encontrado que a temperatura de 94% Al2O3 é acima de 2000°C. Assumindo um
superaquecimento de 100 °C, a temperatura de operação fica entre 1950-2100°C,
representadas pelas linhas tracejadas na Figura 10.
31
A Figura 10 revela que as reações 2 e 3 ocorrem abaixo de 1950 °C. A redução
da sílica se torna espontânea acima de 1557°C. Titânia começa a reduzir entre
1541-1677°C. [8]
Al2O3 + 3C 2Al + 3CO
Quando a reação 4 se torna espontânea em 2017°C, há a possiblidade de Al2O3
ser reduzido a Al. Outras referências definem a faixa entre 1945-2170°C. [8]
A reação 4 indica que a liga formada durante o processo de fusão da bauxita irá
conter principalmente Fe e Si, e em menor quantidade, Ti e Al. Quando o banho
se torna cada vez menos repleto de impurezas, sua temperatura irá aumentar
para o ponto de fusão do Al2O3, 2050 °C, e acima, e mais alumina vai ser
reduzida a alumínio. Logo, quanto maior o teor de Al2O3 no produto final, maior a
presença de Al metálico presente no ferro silício, para 94% Al2O3, 1 a 3% Al, para
99%, 8 a 11% Al, conforme indica a Tabela 1:
Tabela 1 – Composição do ferro silício em relação ao teor de Al2O3 no produto
final
Fonte: Cichy (1972, p. 165) [8]
Gases também podem ser liberados na forma de subóxidos SiO e Al2O, que
retornam à forma original no topo de forno e são captados pelo sistema de
exaustão. A reação 5 começa por volta de 1892 °C, a 6 em 1803 °C. A reação 7
se torna possível em 2100 °C.
SiO2 + Si 2SiO
SiO2 + C SiO + CO
Al2O3 + 2C Al2O + CO
Al2O3 + 2Si Al2O + 2SiO
...Reação 4
...Reação 5
...Reação 6
...Reação 7
...Reação 8

32
Além disso, o subóxido Al2O pode reagir com outro átomo de Si, de acordo com a
reação 9 :
Al2O + Si 2Al + SiO
As reações 8 e 9 mostram que além da vaporização da alumina, estas reações
contribuem para a formação de monóxido de silício, e de alumínio metálico que
vai ao ferro silício. [8]
A formação de carbetos de Si, Ti e Al é possível em temperaturas menores que a
da de redução dos metais:
SiO2 + 3C SiC + 2CO
TiO2 + 3C TiC + 2CO
2Al2O3 + 9C Al4C3 + 6CO
Após presentes no banho, os carbetos são de difícil remoção, a reação 13 só se
torna espontânea acima de 2127 °C:
Al4C3 + Al2O3 6Al + 3CO
Entretanto, a indústria de abrasivos não demanda óxido de alumínio fundido com
pureza acima de 97% quando bauxita é usada como matéria-prima, de forma que
o problema com carbetos só aparece quando picos de concentração local de
carbono ocorrem, por segregação da carga.
Na redução da bauxita fundida, como em qualquer reação química, é
extremamente importante a remoção de produtos como CO e os metais formados,
Si, Ti e Fe. O CO escapa e queima no topo do forno. Si e Ti são leves e irão
formar com o ferro proveniente da bauxita, uma liga que não se decanta e fica
suspensa dentro do banho de óxido de alumínio fundido, fazendo com que o grão
obtido esteja cheio de pontos metálicos, o que é indesejável. Para resolver este
problema, a adição de limalha de ferro faz com que a separação seja facilitada,
devido ao aumento da diferença de densidade entre metal e óxidos fundidos, e
maior suscetibilidade magnética da fase metálica quando solidificada. A melhor
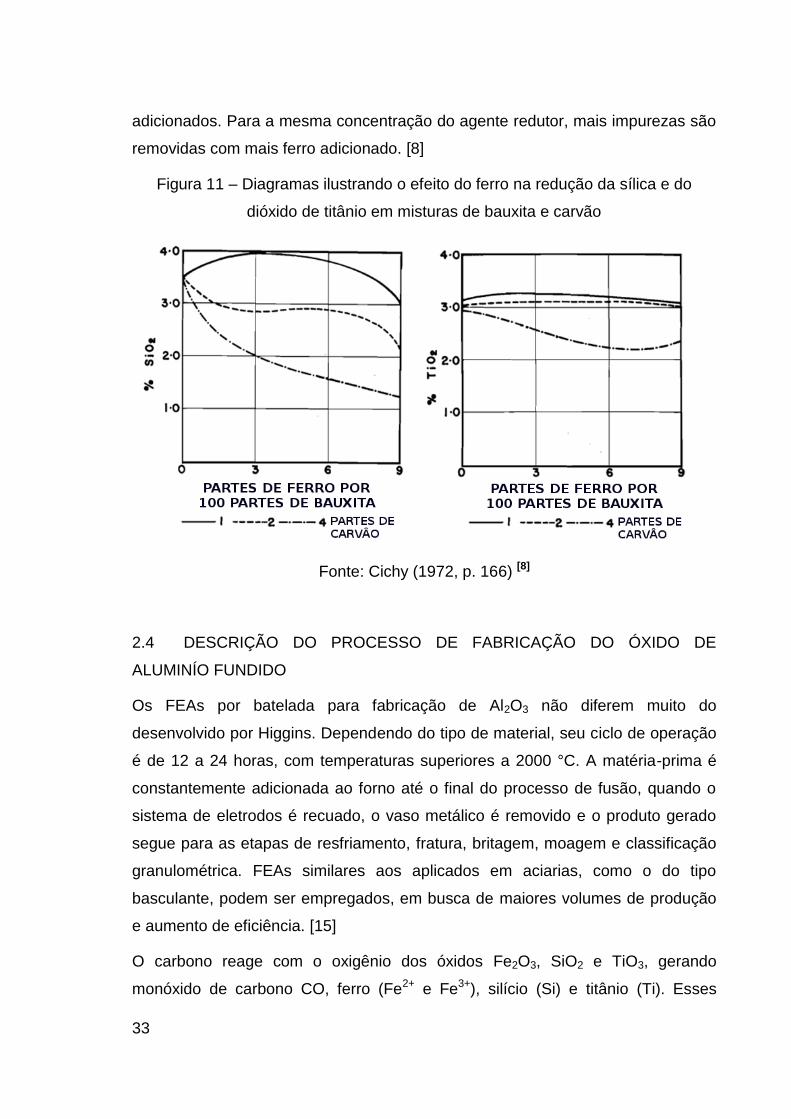
separação no estado fundido permite uma reação mais rápida, e o efeito benéfico
da adição de ferro pode ser observado nos gráficos da Figura 11, que mostram o
progresso da purificação, dependendo da quantidade de ferro e carvão
...Reação 9
...Reação 10
...Reação 11
...Reação 12
...Reação 13
33
adicionados. Para a mesma concentração do agente redutor, mais impurezas são
removidas com mais ferro adicionado. [8]
Figura 11 – Diagramas ilustrando o efeito do ferro na redução da sílica e do
dióxido de titânio em misturas de bauxita e carvão
Fonte: Cichy (1972, p. 166) [8]
2.4 DESCRIÇÃO DO PROCESSO DE FABRICAÇÃO DO ÓXIDO DE
ALUMINÍO FUNDIDO
Os FEAs por batelada para fabricação de Al2O3 não diferem muito do
desenvolvido por Higgins. Dependendo do tipo de material, seu ciclo de operação
é de 12 a 24 horas, com temperaturas superiores a 2000 °C. A matéria-prima é
constantemente adicionada ao forno até o final do processo de fusão, quando o
sistema de eletrodos é recuado, o vaso metálico é removido e o produto gerado
segue para as etapas de resfriamento, fratura, britagem, moagem e classificação
granulométrica. FEAs similares aos aplicados em aciarias, como o do tipo
basculante, podem ser empregados, em busca de maiores volumes de produção
e aumento de eficiência. [15]
O carbono reage com o oxigênio dos óxidos Fe2O3, SiO2 e TiO3, gerando
monóxido de carbono CO, ferro (Fe2+ e Fe3+), silício (Si) e titânio (Ti). Esses

34
elementos se combinam para formar a liga de ferro silício. O ferro metálico
adicionado à carga tem como função a diminuição da concentração de silício
metálico no ferro silício, que não deve passar de 15% para que não perca sua
propriedade magnética, que é importante para sua separação.
2.4.1 Preparo da mistura
A formulação da mistura é calculada de acordo com a composição desejada de
abrasivo final. Os componentes são pesados na proporção adequada e são
transferidos dos respectivos silos por esteiras até os silos de alimentação dos
fornos.
A adição de carbono depende das concentrações de SiO2, Fe2O3 e TiO2
presentes na bauxita. O carbono teórico requerido é calculado a partir da
estequiometria das reações 1, 2 e 3, e a adição de ferro é ajustada para obter
ferro silício com 15% de Si. Entretanto, na prática a quantidade de carbono deve
ser suplementada, pois há reação de combustão na superfície do banho e
carbono é consumido na redução e volatilização da alumina. Devido à variação
dos fatores citados, é necessário ajustar o valor teórico de carbono de acordo
com observações práticas para cada caso.
Na produção de óxido de alumínio fundido semi-friável em FEAs de 2000 a 4000
kW, uma taxa de carbono de 150-170% do teórico gerará a composição desejada
se coque for utilizado como agente de redução. Para OAFM, 95-100% do carbono
teórico requerido satisfaz a necessidade de produção, em fornos de 400 a 1000
kW. [8]
2.4.2 Ligação e fusão
Antes de iniciar o processo, é ligada a exaustão, composta por ciclones e filtros
de mangas. Com o forno desligado, a mistura é alimentada por meio de bicas ao
tambor até 10% de sua capacidade, após isso são introduzidas linhas de limalha
de ferro e depois de coque de petróleo em formato triangular, de forma que seja
possível a formação do arco elétrico entre os eletrodos, já que a bauxita sólida
não conduz adequadamente a energia elétrica e o calor até a formação de líquido.

35
O disjuntor é ligado, e os eletrodos são abaixados até entrar em contato com o
triângulo, Figura 12, fechando os curtos-circuitos para a formação dos arcos
elétricos. Até a formação de bauxita fundida, ascensão e declínio dos eletrodos
são feitas manualmente no painel de controle, após isso, eles são colocados no
modo automático, de modo que a altura dos eletrodos seja regulada para que a
corrente elétrica fique na faixa de operação. Os fornos trabalham com faixa de
tensão elétrica constante durante todo o processo, ou seja, apenas um tap do
transformador é utilizado, este podendo variar de forno para forno.
Figura 12 – Representação do triângulo de ligação
Fonte: acervo pessoal
O operador deve quebrar as pedras que se formam em volta dos eletrodos e no
centro do forno utilizando uma barra de aço cilíndrica, pois estas não deixam que
a mistura entre em contato com a parte líquida, impedindo a fusão. O tempo de
fusão pode ser superior a 15 horas. Após desligar o forno, é feita a leitura do
consumo de energia, que permite o cálculo do indicador em relação ao peso do
bloco, kWh/kg.
O OAFM é produzido pela fusão e redução da bauxita calcinada em FEAs. A
bauxita calcinada contém variados teores de impurezas, como óxido de ferro,
sílica e titânio, que devem ser removidos pelo processo de fusão. A concentração
de impurezas é reduzida a níveis predeterminados para garantir as qualidades
ótimas para cada aplicação, por meio da adição de carbono e ferro. O carbono
36
reage com o oxigênio nas impurezas para formar monóxidos de carbono, e as
impurezas são reduzidas aos metais correspondentes.
É necessário ter controle sobre a quantia de redução ocorrida, acima e abaixo do
necessário resultam em um OAFM de baixa qualidade. O processo requer uma
mistura adequada da alimentação e controle da redução do fundido ajustando a
potência elétrica e o ciclo de operação. Para garantir uma mistura adequada,
análise química de todas matérias-primas (bauxita, ferro e fonte de carbono)
devem ser feitas periodicamente. Amostras no processo de fusão podem ser
recolhidas e analisadas para os teores de titânio, ferro e sílica. Redução em
excesso do titânio deve ser evitada.
Controle inadequado das condições do forno pode gerar muitos problemas de
qualidade. OAFM produzido em condições redutoras pode levar à formação de
carbetos e sulfetos. Carbeto de alumínio e oxicarbeto de alumínio podem se
formar. Sulfetos podem se formar se uma fonte com excesso de enxofre for
fornecida ao forno. Muitos produtos de OAFM são utilizados em atmosferas
oxidantes, onde a oxidação dos carbetos e sulfetos pode causar sérios
problemas, como bolhas e vazios, produzindo produtos rejeitados. [9]
2.4.3 Resfriamento
O tempo de resfriamento do bloco é próximo a 60 horas. Terminada a fusão, o
carro acoplado ao tambor é movido para a área de resfriamento, onde o casco
continua a ser resfriado com água. Após determinado tempo, o bloco é removido
e resfriado a céu aberto, inicialmente, com auxílio de mangueira com água. Uma
parte de material semifundido se desprende do bloco, conhecida como
recuperado, que tende a ser reaproveitada em processos posteriores. Além disso,
o refugo, material metálico impregnado de ferro silício, sem utilização econômica
conhecida, é separado do fundo do bloco.
Na produção de OAFM, os blocos gerados comumente apresentam 50-65% de
grau abrasivo bruto, 25-35% de grau refratário e recuperado bruto, e 5-10% de
ferro silício. Após resfriar o bloco dentro do vaso resfriado a agua por 24 horas, o
casco é removido, conforme a Figura 13. A parte externa do bloco é semifundida
e porosa e deve ser removida. [8]
37
Para o OAFM o tratamento magnético é muito menos intenso que para o tipo
semi-friável. Então, os rebolos vitrificados fabricados por esse material tendem a
apresentar mais manchas causadas pelo ferro.
Figura 13 – Bloco de OAFM após a remoção do casco
Fonte: Cichy (1972, p. 170) [8]
2.4.4 Britagem, moagem e classificação
Os blocos são quebrados por martelete pneumático e as pedras são separadas
em caçambas, que são levadas ao britador primário. Posteriormente, o material
da linha de britagem passa por eletroímãs - que removem grande parte da parcela
magnética do material gerado, conhecido como ferro silício, e é armazenado em
silos. Posteriormente, o abrasivo segue para linhas de moagem e classificação
com peneiras adequadas para cada especificação de grão.
38
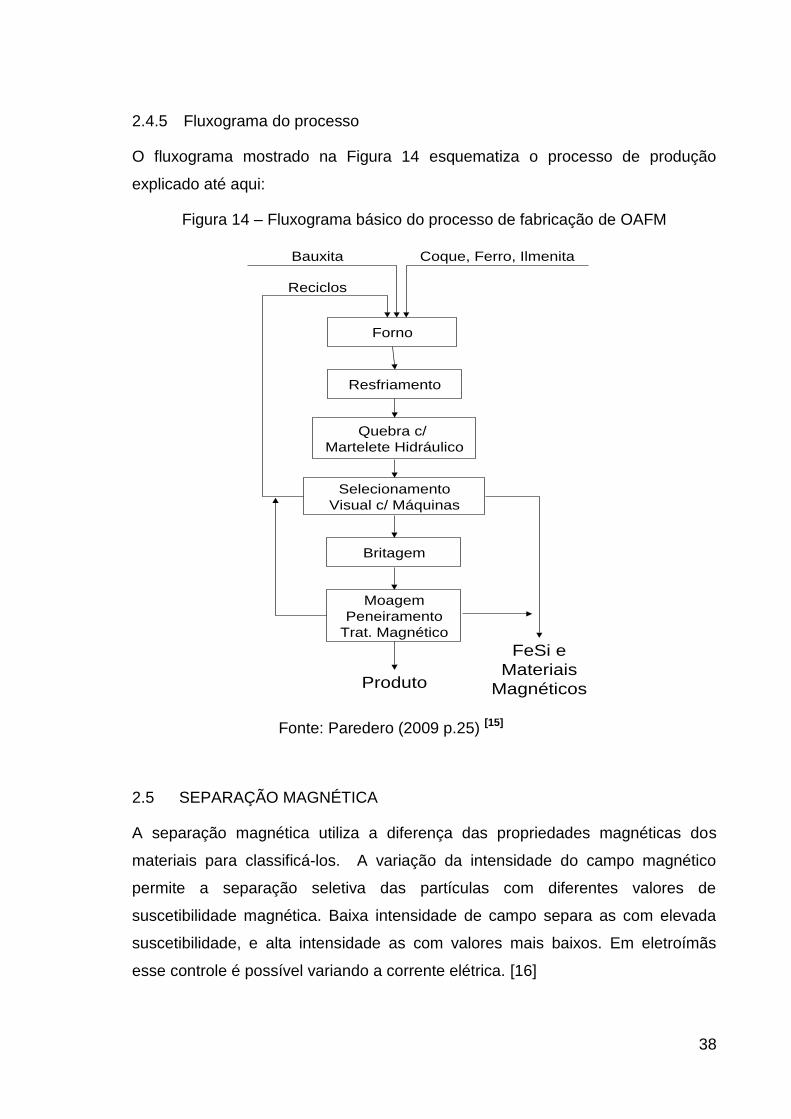
2.4.5 Fluxograma do processo
O fluxograma mostrado na Figura 14 esquematiza o processo de produção
explicado até aqui:
Figura 14 – Fluxograma básico do processo de fabricação de OAFM
Fonte: Paredero (2009 p.25) [15]
2.5 SEPARAÇÃO MAGNÉTICA
A separação magnética utiliza a diferença das propriedades magnéticas dos
materiais para classificá-los. A variação da intensidade do campo magnético
permite a separação seletiva das partículas com diferentes valores de
suscetibilidade magnética. Baixa intensidade de campo separa as com elevada
suscetibilidade, e alta intensidade as com valores mais baixos. Em eletroímãs
esse controle é possível variando a corrente elétrica. [16]
Forno
Resfriamento
Quebra c/
Martelete Hidráulico
Selecionamento
Visual c/ Máquinas
Britagem
Moagem
Peneiramento
Trat. Magnético
Produto
Bauxita
Reciclos
Coque, Ferro, Ilmenita
FeSi e
Materiais
Magnéticos
39
Além disso, a velocidade em que as partículas passam pelo separador é uma
variável importante no processo, juntamente com a espessura do leito que passa
pelo equipamento na separação a seco, pois além de partículas na superfície
serem atraídas pelo campo, as partículas magnéticas presentes na camada
inferior poderão arrastar as não magnéticas, por energia mecânica. [17]
2.6 VARIANTES DE ÓXIDOS DE ALUMÍNIO FUNDIDOS FABRICADOS
As aplicações do óxido de alumínio fundido produzido são das mais variadas,
como refratários, lixas, rebolos, discos de corte. O poder abrasivo destes grãos
está relacionado com parâmetros como formato do grão, composição química e
tratamento térmico. [18]
Na produção de abrasivos para cortar aços e materiais duros, é necessário
controlar as propriedades dureza e friabilidade. A dureza de abrasivos é a
propriedade de um grão abrasivo de reter sua ação de corte e resistir fratura
durante a compressão. Friabilidade é caracterizada pela fratura das extremidades
do grão gastas pelo corte, fraturando e fornecendo novas superfícies de corte
similares à original.
Abrasivos consistindo de alumina pura são muito quebradiços para certas
aplicações, como a utilização em aço, fazendo que com as superfícies de corte
fraturem antes de serem gastas. A adição de óxidos principalmente, de titânio e
sílica, faz com que essas propriedades sejam ajustadas. [19]
2.6.1 Óxido de alumínio fundido marrom
Também conhecido como regular ou óxido de alumínio com alto titânio, possui
uma cor marrom profunda, é o tipo mais versátil, contendo 94-96% Al2O3, 2-3,5%
TiO2, 1-2% SiO2, e pequenas quantias de Fe2O3, ZrO2, CaO, e MgO. A Tabela 2
apresenta os resultados de análises químicas para um OAFM de alta qualidade.
O óxido de ferro, expressado como Fe2O3 não é inteiramente correto, pois FeO e
pequenas gotas de FeSi podem estar presentes. Existe em dois tipos, um

40
resfriado rapidamente e com tamanho de cristal menor de em média 300 µm, e a
outro com cristal maior, 1000 µm, que é resfriado lentamente. [8]
Tabela 2 – Composição química de um OAFM de alta qualidade
Fonte: Lunghofer (2000 p.16) [9]
2.6.2 Outros tipos de óxidos de alumínio fundidos
Alguns outros tipos com aplicações menos amplas são citados abaixo.
Óxido de alumínio fundido de baixo titânio ou semi-friável: este tipo possui Al2O3
mais elevado que o do OAFM, entre 96-98%. O teor de TiO2 varia entre 1,5-2,5%
e o de SiO2 é abaixo de 1%. Sua cor varia de marrom até marrom avermelhado. A
variante resfriada lentamente apresenta cristal médio de 600 µm, a rapidamente
de 200 µm.
Óxido de alumínio fundido branco contém menos de meio por cento de
impurezas, sendo o Na2O o mais importante, já que influencia a dureza da
alumina.
Pequenas adições de óxido de cromo quando fundindo alumina calcinada
proveniente do processo Bayer leva à produção de óxidos de alumínio fundidos
vermelho, rosa e rubi. O rosa e o vermelho apresentam teor de Cr2O3 de 0,05 a
0,3%, enquanto o rubi contém cerca de 2,5%.
Óxido de alumínio fundido cinza monocristal, cristalizado por sulfeto fundido,
contendo um excesso de 99% de Al2O3 e cerca de 0,5% de TiO2.
Óxido de alumínio fundido modificado com zircônia, três variantes são
comercialmente utilizadas, com 10%, 25% e 40% de ZrO2. Alguns contêm
somente ZrO2 e Al2O3, enquanto em outros SiO2 e TiO2 podem variar de 0,2 a 2%.

41
Óxido de alumínio fundido preto contém aproximadamente 75% Al2O3, foi
produzido na Europa durante a Segunda Guerra Mundial, sendo a única variante
obtida fundindo a bauxita sem agentes redutores. [8]
2.7 LIGAS DE FERRO SILÍCIO
Como o ferro silício é o foco deste trabalho, convém entender o processo de
fabricação das ligas de ferro silício e suas composições, para que comparações
possam ser feitas. O ferro silício é uma liga de ferro e silício contendo em média
de 15 a 90% de Si. Os tipos usuais no mercado são em graus de 15%, 45%, 75%
e 90% silício. O restante é ferro, com cerca de 2% de outros elementos como
alumínio e cálcio. Este material é usado para fabricar outras ligas metálicas, e
também como uma fonte de silício para reduzir alguns metais a partir dos seus
óxidos e para desoxidizar o aço e outras ligas de ferro. O ferro silício é usado na
manufatura de silício metálico, ligas de ferro silício resistentes a temperatura e
corrosão, e aço silício para motores elétricos e núcleos de transformadores. Na
fabricação de ferro fundido, o ferro silício é utilizado na inoculação do ferro para
acelerar a grafitação. É a base para a fabricação de ligas de ferro silício
magnésio, FeSiMg.
É produzido pela redução da sílica ou areia com coque na presença de sucata de
ferro, carepa, ou outra fonte de ferro em FEAs submersos. Um excesso de sílica
acima do requerido estequiometricamente deve ser utilizado para prevenir a
formação de carbeto de silício. Na fabricação de ferro silício geralmente são
requeridas matérias-primas com teores acima de 96% de SiO2, com limitações em
alumina, cálcio e fósforo. Para fabricação de silício metálico, o teor de SiO2 deve
ser acima de de 99%. [6]
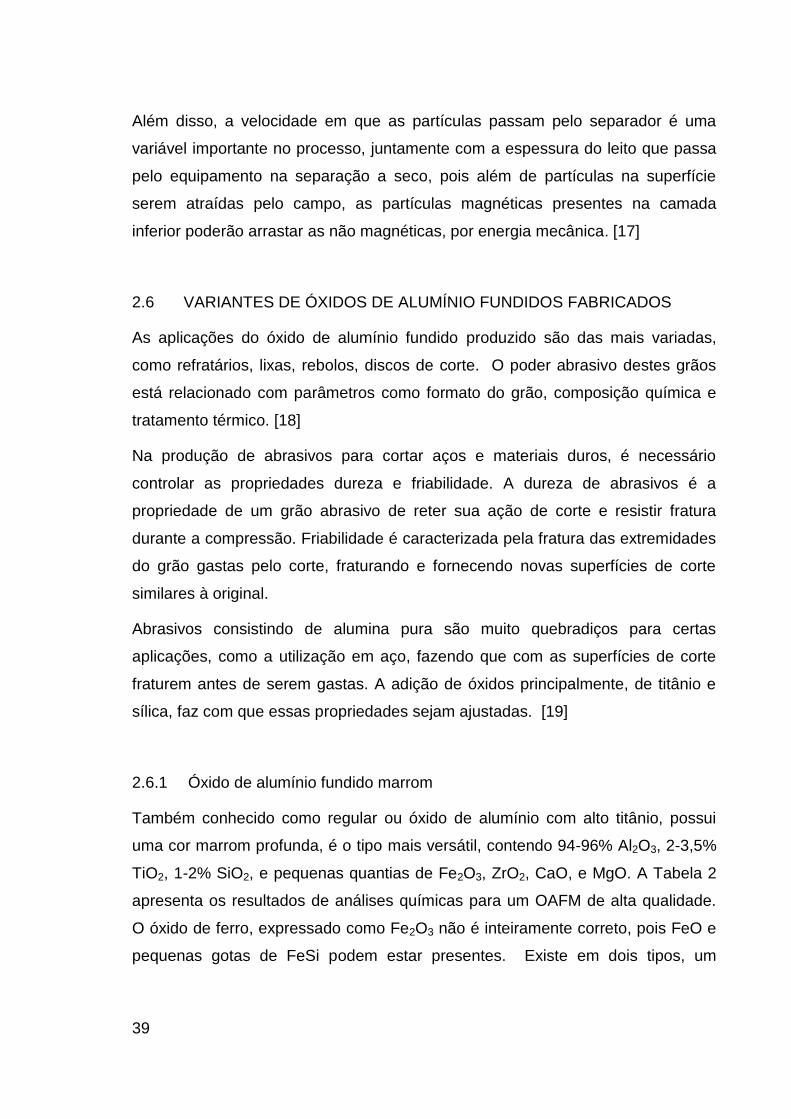
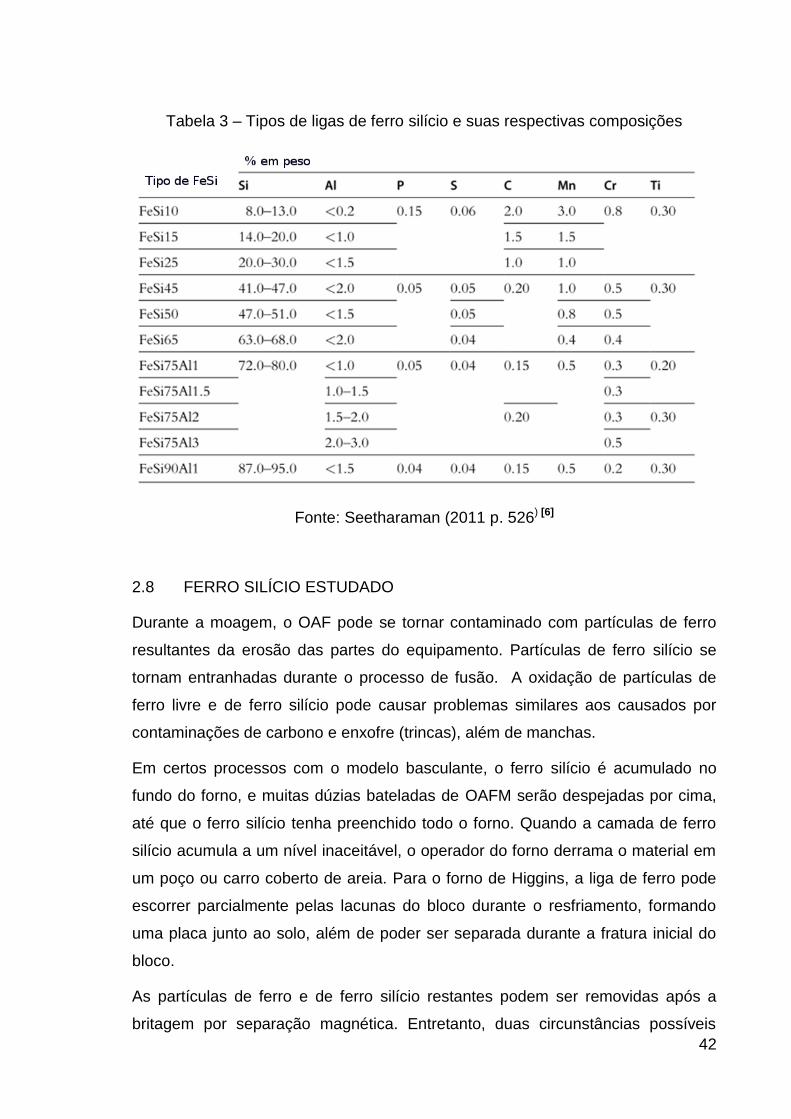
A Tabela 3 resume os graus e suas composições respectivas:
42
Tabela 3 – Tipos de ligas de ferro silício e suas respectivas composições
Fonte: Seetharaman (2011 p. 526) [6]
2.8 FERRO SILÍCIO ESTUDADO
Durante a moagem, o OAF pode se tornar contaminado com partículas de ferro
resultantes da erosão das partes do equipamento. Partículas de ferro silício se
tornam entranhadas durante o processo de fusão. A oxidação de partículas de
ferro livre e de ferro silício pode causar problemas similares aos causados por
contaminações de carbono e enxofre (trincas), além de manchas.
Em certos processos com o modelo basculante, o ferro silício é acumulado no
fundo do forno, e muitas dúzias bateladas de OAFM serão despejadas por cima,
até que o ferro silício tenha preenchido todo o forno. Quando a camada de ferro
silício acumula a um nível inaceitável, o operador do forno derrama o material em
um poço ou carro coberto de areia. Para o forno de Higgins, a liga de ferro pode
escorrer parcialmente pelas lacunas do bloco durante o resfriamento, formando
uma placa junto ao solo, além de poder ser separada durante a fratura inicial do
bloco.
As partículas de ferro e de ferro silício restantes podem ser removidas após a
britagem por separação magnética. Entretanto, duas circunstâncias possíveis
43
podem resultar em partículas metálicas não removidas do processo. A primeira é
quando aço não magnético proveniente de partes do sistema de britagem é
gerado. Aços fortificados com manganês são comumente utilizados em partes
de britadores, gerando partículas de difícil remoção em separadores magnéticos
de baixa intensidade. A segunda fonte de partículas de ferro é causada pelo
controle inadequado do FEA. Quando a concentração de ferro silício excede 15%
Si, a liga se torna não magnética, e esse ferro silício também é difícil de remover
em separadores de baixa intensidade. Ambos podem ser removidos em
separadores de alta intensidade, entretanto, há perda de grande quantidade do
produto aceitável. Para lixas e rebolos resinoides, as exigências para grão
magnético e ferro livre não são rígidas como em rebolos vitrificados, pois o último
é exposto a altas temperaturas durante a fabricação, o ferro presente pode fundir
e causar falhas. [9]
A resistência da corrosão do ferro silício aumenta com o teor de sílica, enquanto o
peso específico diminui. Além disso, existe um limite superior de silício para que
as propriedades magnéticas e tensões superficiais das ligas não sejam afetadas
negativamente. Até cerca de 15%, o silício não afeta a tensão superficial e as
propriedades magnéticas de forma apreciável, mas acima disso, essas
propriedades decrescem com um aumento de silício até cerca de 33%, em que a
propriedade magnética da liga é praticamente nulificada. [2]
A suspensão de partículas sólidas de ferro silício em um meio líquido para
produzir um meio com densidade alta e viscosidade baixa para uso em separação
de minerais é bastante conhecida. Para tanto, partículas arredondadas com
superfícies regulares são particularmente vantajosas. [2]
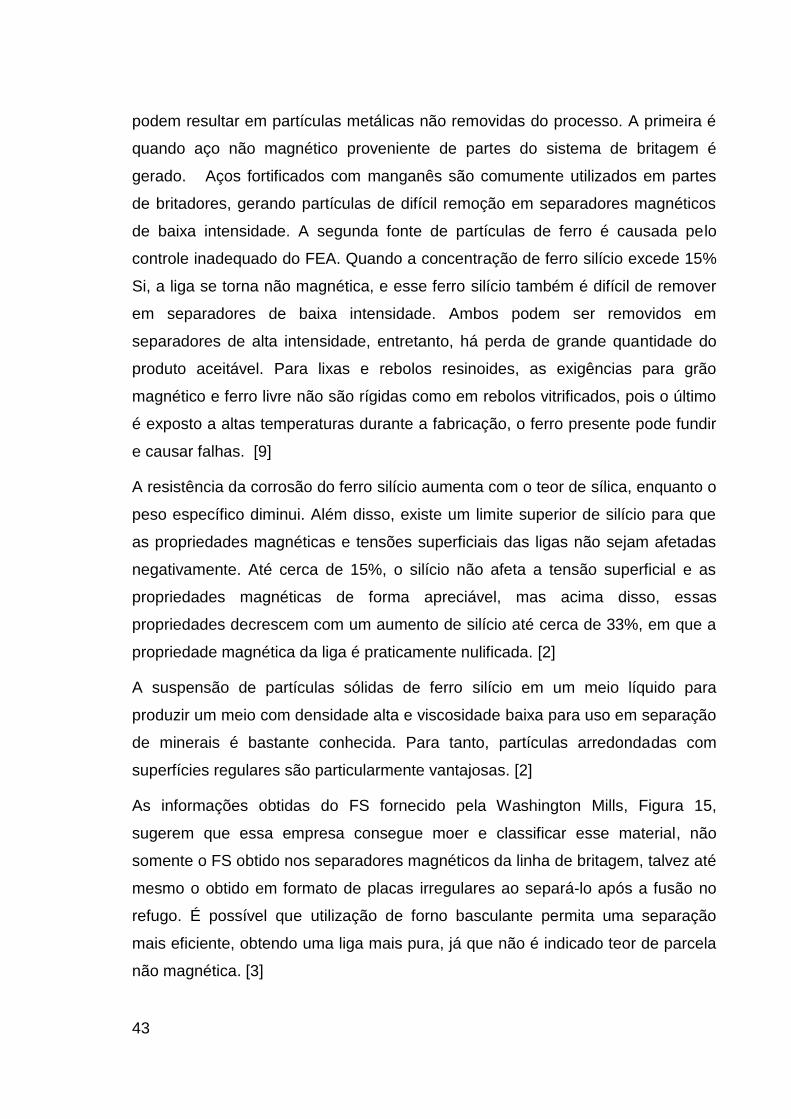
As informações obtidas do FS fornecido pela Washington Mills, Figura 15,
sugerem que essa empresa consegue moer e classificar esse material, não
somente o FS obtido nos separadores magnéticos da linha de britagem, talvez até
mesmo o obtido em formato de placas irregulares ao separá-lo após a fusão no
refugo. É possível que utilização de forno basculante permita uma separação
mais eficiente, obtendo uma liga mais pura, já que não é indicado teor de parcela
não magnética. [3]
44
Figura 15 – Ferro silício fornecido pela Washington Mills
Fonte: Mills (2015) [3]
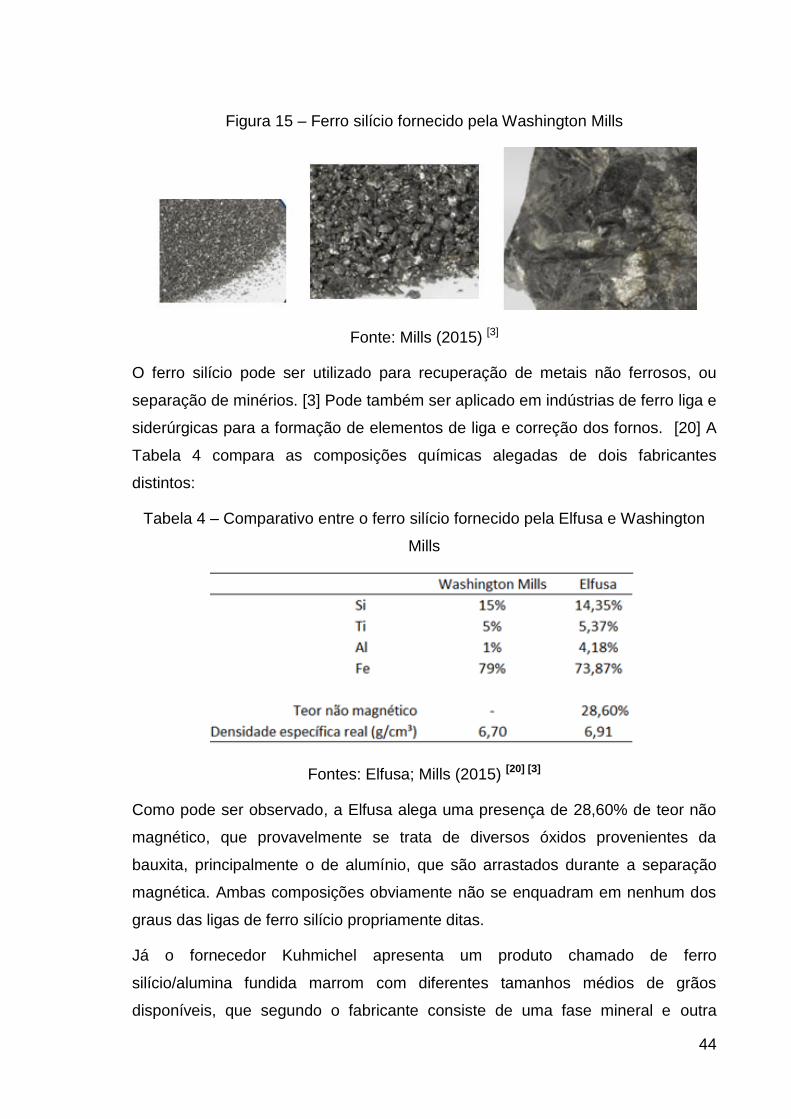
O ferro silício pode ser utilizado para recuperação de metais não ferrosos, ou
separação de minérios. [3] Pode também ser aplicado em indústrias de ferro liga e
siderúrgicas para a formação de elementos de liga e correção dos fornos. [20] A
Tabela 4 compara as composições químicas alegadas de dois fabricantes
distintos:
Tabela 4 – Comparativo entre o ferro silício fornecido pela Elfusa e Washington
Mills
Fontes: Elfusa; Mills (2015) [20] [3]
Como pode ser observado, a Elfusa alega uma presença de 28,60% de teor não
magnético, que provavelmente se trata de diversos óxidos provenientes da
bauxita, principalmente o de alumínio, que são arrastados durante a separação
magnética. Ambas composições obviamente não se enquadram em nenhum dos
graus das ligas de ferro silício propriamente ditas.
Já o fornecedor Kuhmichel apresenta um produto chamado de ferro
silício/alumina fundida marrom com diferentes tamanhos médios de grãos
disponíveis, que segundo o fabricante consiste de uma fase mineral e outra

45
metálica, e é utilizado como uma alternativa ao jateamento mineral livre de ferro
na preparação superficial do aço. Além disso, pode ser aplicado como abrasivo, e
na remoção de ferrugem e tintas. Provavelmente se trata de uma mistura entre o
FS e sua parcela não magnética com mais grão abrasivo, como a Figura 16 e a
Tabela 5 da análise química parecem sugerir.
Figura 16 – Ferro silício/OAFM Kuhmichel
Fonte: Kuhmichel (2015) [21]
Tabela 5 – Análise química típica do ferro silício Kuhmichel
Fonte: Kuhmichel (2015) [21]
2.9 FLUORESCÊNCIA POR RAIOS-X
A espectrometria por fluorescência de raios-x é uma técnica comparativa, não
destrutiva, que possibilita análises químicas qualitativas e quantitativas. Quando
um átomo absorve a energia fornecida pelos raios-x, ele entra em estado excitado
e com instabilidade. Com o tempo, ele tende a retornar a seu estado fundamental,
através da emissão de energia, que é característica para cada elemento químico.
[22]
46
A fluorescência de raios-x de energia dispersiva (FRXED) é caracterizada por um
detector de silício que gera um espectro de intensidade em função de energia. A
intensidade da energia característica emitida pelos componentes da amostra está
relacionada com a concentração de cada elemento presente. Embora não seja
tão exata quanto a técnicas de absorção ou emissão atômica, possui custo baixo
de análise e gera pouco resíduo, então para aplicações onde limites de detecção,
precisão e exatidão são menos rígidos, essa técnica pode ser a mais
economicamente viável. [23]
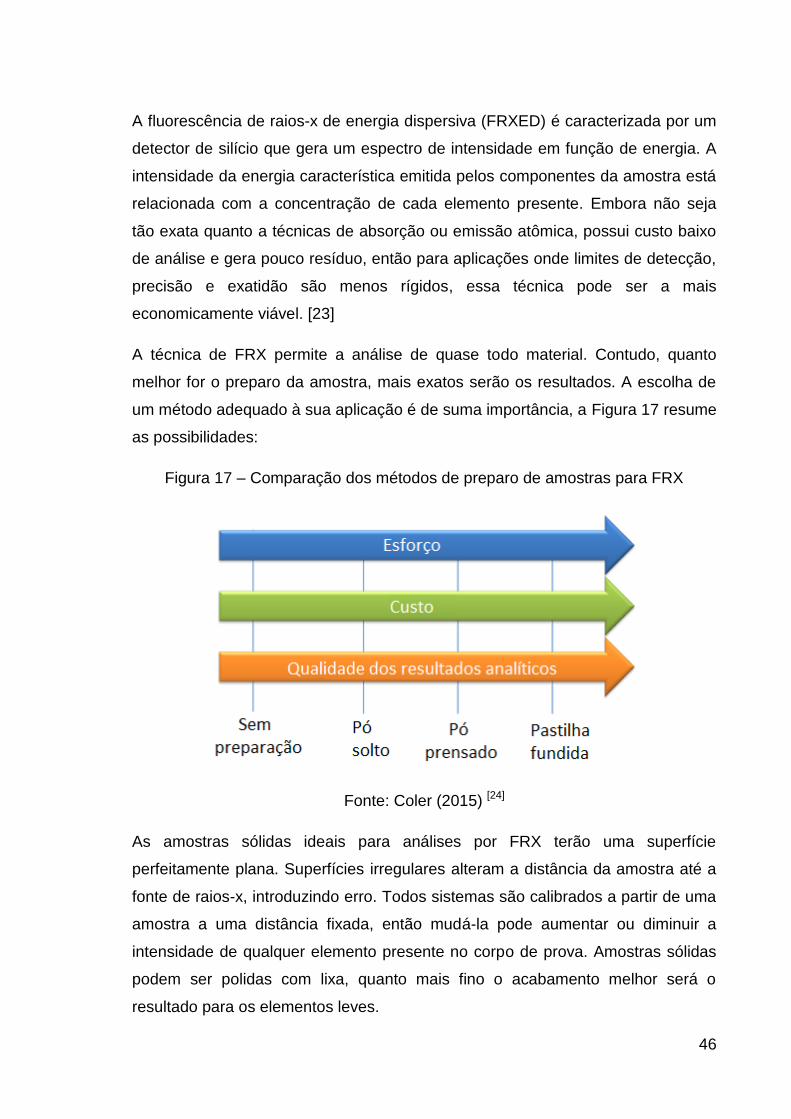
A técnica de FRX permite a análise de quase todo material. Contudo, quanto
melhor for o preparo da amostra, mais exatos serão os resultados. A escolha de
um método adequado à sua aplicação é de suma importância, a Figura 17 resume
as possibilidades:
Figura 17 – Comparação dos métodos de preparo de amostras para FRX
Fonte: Coler (2015) [24]
As amostras sólidas ideais para análises por FRX terão uma superfície
perfeitamente plana. Superfícies irregulares alteram a distância da amostra até a
fonte de raios-x, introduzindo erro. Todos sistemas são calibrados a partir de uma
amostra a uma distância fixada, então mudá-la pode aumentar ou diminuir a
intensidade de qualquer elemento presente no corpo de prova. Amostras sólidas
podem ser polidas com lixa, quanto mais fino o acabamento melhor será o
resultado para os elementos leves.

47
A análise de pó solto requer que o material seja introduzido num copo plástico
com um filme plástico de suporte com propriedades conhecidas - permitindo o
ajuste das interferências pelo espectrômetro, o que garante uma superfície plana
e o suporte do pó acima do emissor. Quanto menor a dimensão das partículas,
maior a homogeneização e menor a presença de espaços vazios.
O pó também pode ser prensado, em um método mais rigoroso de preparo de
amostra. Primeiramente a amostra é moída até um pó fino, então é adicionado um
agente aglutinante e em seguida é feita a prensagem. Esse método leva a uma
amostra mais uniforme e com menos vazios. Pós prensados ainda estão
suscetíveis a efeitos causados por tamanho de partícula se a pulverização for
ineficiente, mas a maior limitação são os efeitos causados por diferentes fases
estruturais que afetam as análises de muitos elementos. São relativamente
simples de preparar, requerendo um moinho pulverizador e uma prensa. [24]
Amostras preparadas como pastilhas fundidas apresentam um corpo quase que
perfeitamente homogêneo, sendo então consideradas o método ideal de preparo
para sólidos. São criadas misturando uma amostra pulverizada com fundente,
usualmente uma mistura de tetra e metaborato de lítio, sendo então fundidas em
alta temperatura e vertidas em um molde de fundo plano. O disco resultante é
uma representação uniforme da amostra livre de estruturas minerais. O benefício
desta alternativa é a redução dos efeitos de matriz, gerando análises mais exatas.
Um fator negativo é a diluição relativamente alta, que dificulta a análise de traços
de elementos.
48
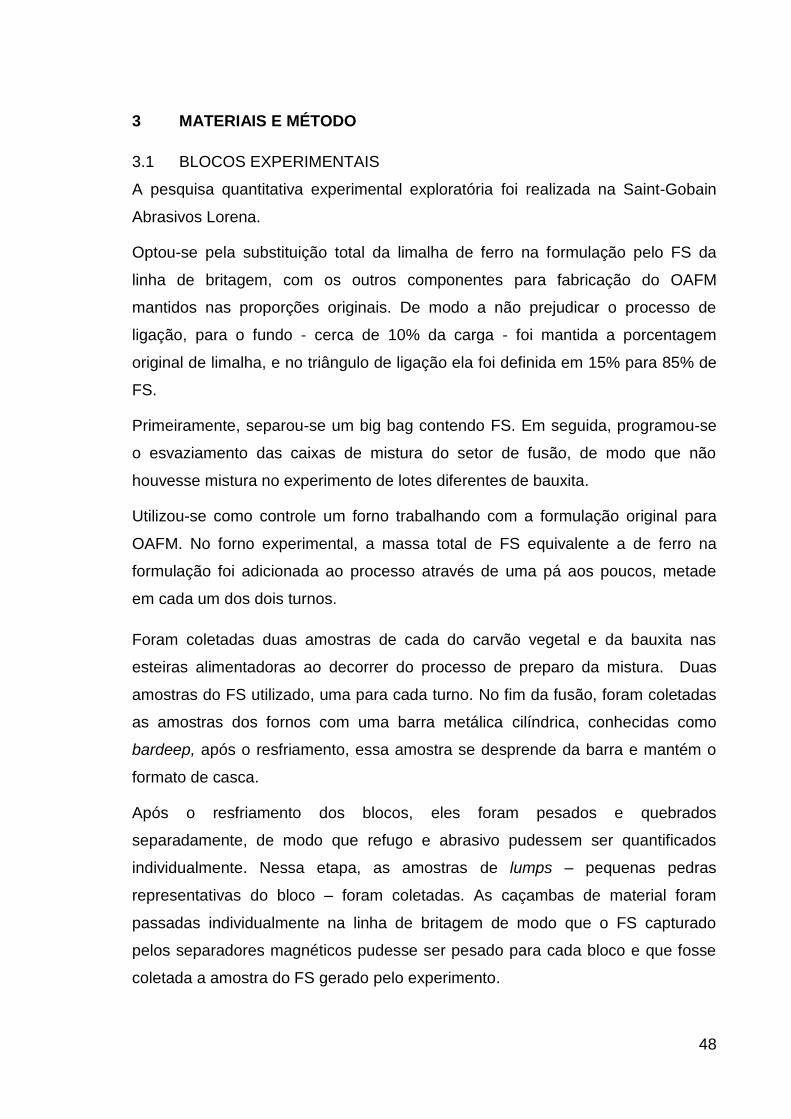
3 MATERIAIS E MÉTODO
3.1 BLOCOS EXPERIMENTAIS
A pesquisa quantitativa experimental exploratória foi realizada na Saint-Gobain
Abrasivos Lorena.
Optou-se pela substituição total da limalha de ferro na formulação pelo FS da
linha de britagem, com os outros componentes para fabricação do OAFM
mantidos nas proporções originais. De modo a não prejudicar o processo de
ligação, para o fundo - cerca de 10% da carga - foi mantida a porcentagem
original de limalha, e no triângulo de ligação ela foi definida em 15% para 85% de
FS.
Primeiramente, separou-se um big bag contendo FS. Em seguida, programou-se
o esvaziamento das caixas de mistura do setor de fusão, de modo que não
houvesse mistura no experimento de lotes diferentes de bauxita.
Utilizou-se como controle um forno trabalhando com a formulação original para
OAFM. No forno experimental, a massa total de FS equivalente a de ferro na
formulação foi adicionada ao processo através de uma pá aos poucos, metade
em cada um dos dois turnos.
Foram coletadas duas amostras de cada do carvão vegetal e da bauxita nas
esteiras alimentadoras ao decorrer do processo de preparo da mistura. Duas
amostras do FS utilizado, uma para cada turno. No fim da fusão, foram coletadas
as amostras dos fornos com uma barra metálica cilíndrica, conhecidas como
bardeep, após o resfriamento, essa amostra se desprende da barra e mantém o
formato de casca.
Após o resfriamento dos blocos, eles foram pesados e quebrados
separadamente, de modo que refugo e abrasivo pudessem ser quantificados
individualmente. Nessa etapa, as amostras de lumps – pequenas pedras
representativas do bloco – foram coletadas. As caçambas de material foram
passadas individualmente na linha de britagem de modo que o FS capturado
pelos separadores magnéticos pudesse ser pesado para cada bloco e que fosse
coletada a amostra do FS gerado pelo experimento.

49
Os resultados positivos do 1º experimento levaram à repetição deste, mas com
ajuste de 17% menos carvão vegetal.
A Figura 18 resume as amostras coletadas relacionadas aos experimentos:
Figura 18 – Fluxograma representando as amostras coletadas por etapa do
processo
Fonte: acervo pessoal
3.2 AMOSTRAS RELACIONADAS AO FERRO
Diversas amostras relacionadas ao ferro foram coletadas, da limalha de ferro ao
FS puramente metálico dos blocos e no refugo, até, finalmente, na inspeção final,
do ferro livre (atraído pelo imã sem tocá-lo na amostra) e do ferro não magnético.
Resumidas com mais detalhe na Figura 19.

50
Figura 19 – Fluxograma representando as amostras coletadas relacionadas ao ferro por etapa do processo
Fonte: acervo pessoal
3.3 ANÁLISES
3.3.1 O espectrômetro utilizado
O espectrômetro de fluorescência por raios-x de energia dispersiva (FRXED),
Panalytical Minipal 4, Figura 20, é capaz de realizar análises não destrutivas de
elementos do sódio ao urânio, em concentrações variando de 100% até níveis de
ppm. Esse aparelho possui um software desenvolvido, Omnian, para prover
quantificação confiável sem calibração específica utilizando um algoritmo de
parâmetros fundamentais.
51
Figura 20 – Panalytical Minipal 4
Fonte: acervo pessoal
3.3.2 Bauxita, bardeep e lumps
As amostras foram quarteadas e então pulverizadas em moinho de panelas. Para
lumps e bauxita, foi necessária primeiramente a passagem por um britador.
Pesaram-se as amostras em pó na proporção definida com fundente (50%
Li2B4O7, 50% LiBO2) e foram levadas à mufla acima de 1000 ºC, após
determinado tempo foram vertidas em molde e aguardou-se o resfriamento da
pastilha.
As pastilhas foram analisadas em uma curva de calibração própria no
espectrômetro para óxido de alumínio nas faixas comumente encontradas durante
o processo.
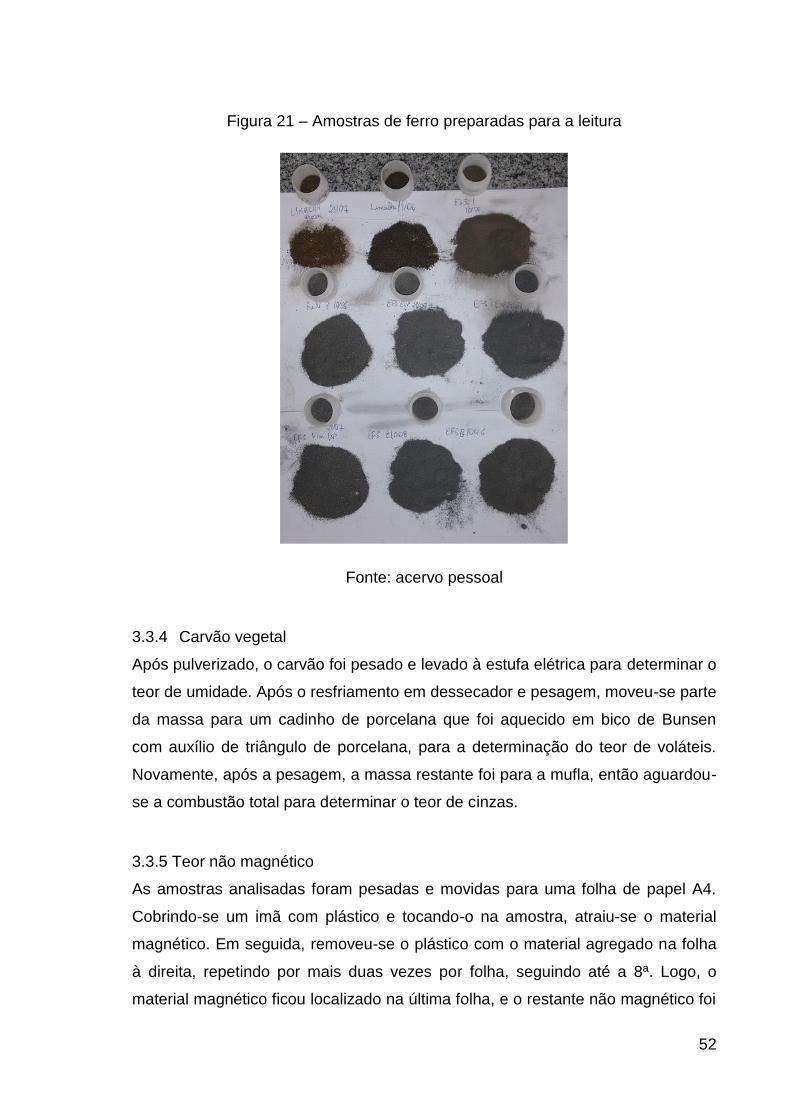
3.3.3 Amostras relacionadas ao ferro
Todas as amostras relacionadas ao ferro também foram quarteadas e moídas,
com a exceção de algumas análises de FS, em que, além disso, também foram
recolhidas manualmente fragmentos com aparência metálica para ser analisados
separadamente. Para a análise, os materiais foram introduzidos em copo plástico
com filme suporte de “prolene”, prensados por uma rolha para diminuir a presença
de espaços vazios e analisados em FRX pelo Omnian. A Figura 21 mostra as
amostras de ferro preparadas lado a lado:
52
Figura 21 – Amostras de ferro preparadas para a leitura
Fonte: acervo pessoal
3.3.4 Carvão vegetal
Após pulverizado, o carvão foi pesado e levado à estufa elétrica para determinar o
teor de umidade. Após o resfriamento em dessecador e pesagem, moveu-se parte
da massa para um cadinho de porcelana que foi aquecido em bico de Bunsen
com auxílio de triângulo de porcelana, para a determinação do teor de voláteis.
Novamente, após a pesagem, a massa restante foi para a mufla, então aguardou-
se a combustão total para determinar o teor de cinzas.
3.3.5 Teor não magnético
As amostras analisadas foram pesadas e movidas para uma folha de papel A4.
Cobrindo-se um imã com plástico e tocando-o na amostra, atraiu-se o material
magnético. Em seguida, removeu-se o plástico com o material agregado na folha
à direita, repetindo por mais duas vezes por folha, seguindo até a 8ª. Logo, o
material magnético ficou localizado na última folha, e o restante não magnético foi

53
agrupado e pesado para ser comparado com a massa inicial. A Figura 22
representa o resultado:
Figura 22 – Aparência final do teste de teor não magnético
Fonte: acervo pessoal
3.3.6 Microscópio óptico
Tiraram-se fotos de amostras de relacionadas ao ferro por câmera acoplada a um
microscópio óptico com objetivas de 10x e 40x.
3.4 TESTES PARA AVALIAR A EXATIDÃO DO OMNIAN
Como as leituras das amostras relacionadas ao ferro foram realizadas em pó e
sem curva de calibração específica, alguns testes foram realizados para tentar
mensurar a exatidão desse tipo de análise.
3.4.1 Mistura de óxidos padrão
De modo a verificar a precisão do Omnian na faixa estudada, foi realizada uma
média dos resultados das análises do FS da linha de britagem. A partir das
concentrações encontradas, determinaram-se as massas a serem pesadas dos
óxidos padrão de alta pureza (99,99%) de Al2O3, SiO2, K2O, TiO2, Fe2O3, ZrO2.
Após a pesagem, foi realizada a homogeneização em misturador tipo Y para
laboratório e realizada a leitura em pó em copo plástico levemente prensado por
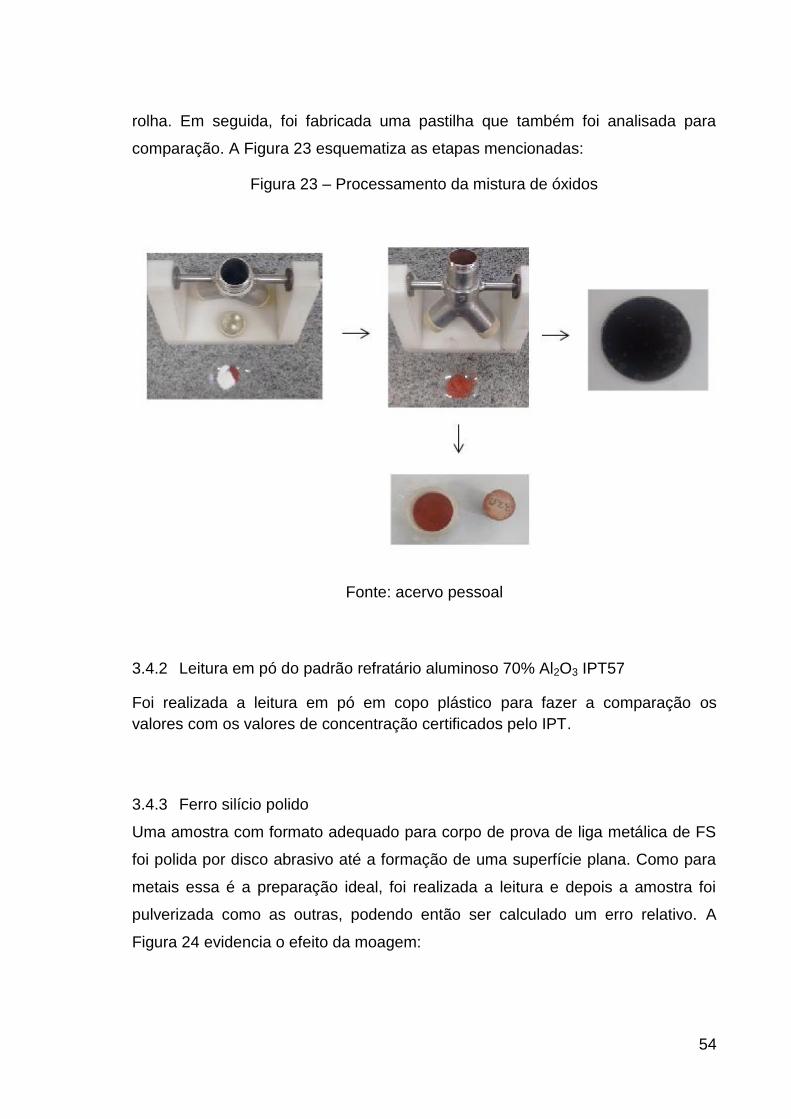
54
rolha. Em seguida, foi fabricada uma pastilha que também foi analisada para
comparação. A Figura 23 esquematiza as etapas mencionadas:
Figura 23 – Processamento da mistura de óxidos
Fonte: acervo pessoal
3.4.2 Leitura em pó do padrão refratário aluminoso 70% Al2O3 IPT57
Foi realizada a leitura em pó em copo plástico para fazer a comparação os
valores com os valores de concentração certificados pelo IPT.
3.4.3 Ferro silício polido
Uma amostra com formato adequado para corpo de prova de liga metálica de FS
foi polida por disco abrasivo até a formação de uma superfície plana. Como para
metais essa é a preparação ideal, foi realizada a leitura e depois a amostra foi
pulverizada como as outras, podendo então ser calculado um erro relativo. A
Figura 24 evidencia o efeito da moagem:

55
Figura 24 – Ferro polido antes e depois
Fonte: acervo pessoal
3.5 ANÁLISE DOS DADOS
Para os cálculos de média e desvio padrão (σ), sempre foi indicado o tamanho da
população de dados (N) utilizada. Por questões de sigilo, muitos resultados só
serão divulgados como sua diferença em relação à média, juntamente com o
desvio padrão do histórico.
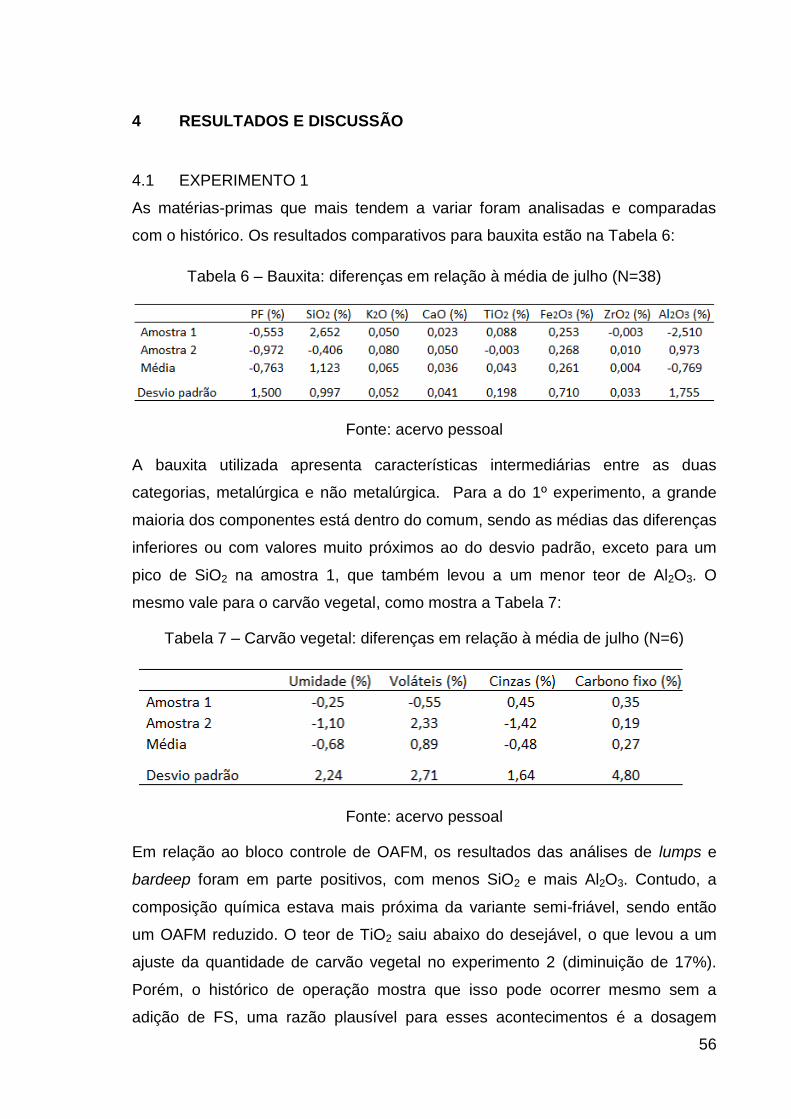
56
4 RESULTADOS E DISCUSSÃO
4.1 EXPERIMENTO 1
As matérias-primas que mais tendem a variar foram analisadas e comparadas
com o histórico. Os resultados comparativos para bauxita estão na Tabela 6:
Tabela 6 – Bauxita: diferenças em relação à média de julho (N=38)
Fonte: acervo pessoal
A bauxita utilizada apresenta características intermediárias entre as duas
categorias, metalúrgica e não metalúrgica. Para a do 1º experimento, a grande
maioria dos componentes está dentro do comum, sendo as médias das diferenças
inferiores ou com valores muito próximos ao do desvio padrão, exceto para um
pico de SiO2 na amostra 1, que também levou a um menor teor de Al2O3. O
mesmo vale para o carvão vegetal, como mostra a Tabela 7:
Tabela 7 – Carvão vegetal: diferenças em relação à média de julho (N=6)
Fonte: acervo pessoal
Em relação ao bloco controle de OAFM, os resultados das análises de lumps e
bardeep foram em parte positivos, com menos SiO2 e mais Al2O3. Contudo, a
composição química estava mais próxima da variante semi-friável, sendo então
um OAFM reduzido. O teor de TiO2 saiu abaixo do desejável, o que levou a um
ajuste da quantidade de carvão vegetal no experimento 2 (diminuição de 17%).
Porém, o histórico de operação mostra que isso pode ocorrer mesmo sem a
adição de FS, uma razão plausível para esses acontecimentos é a dosagem
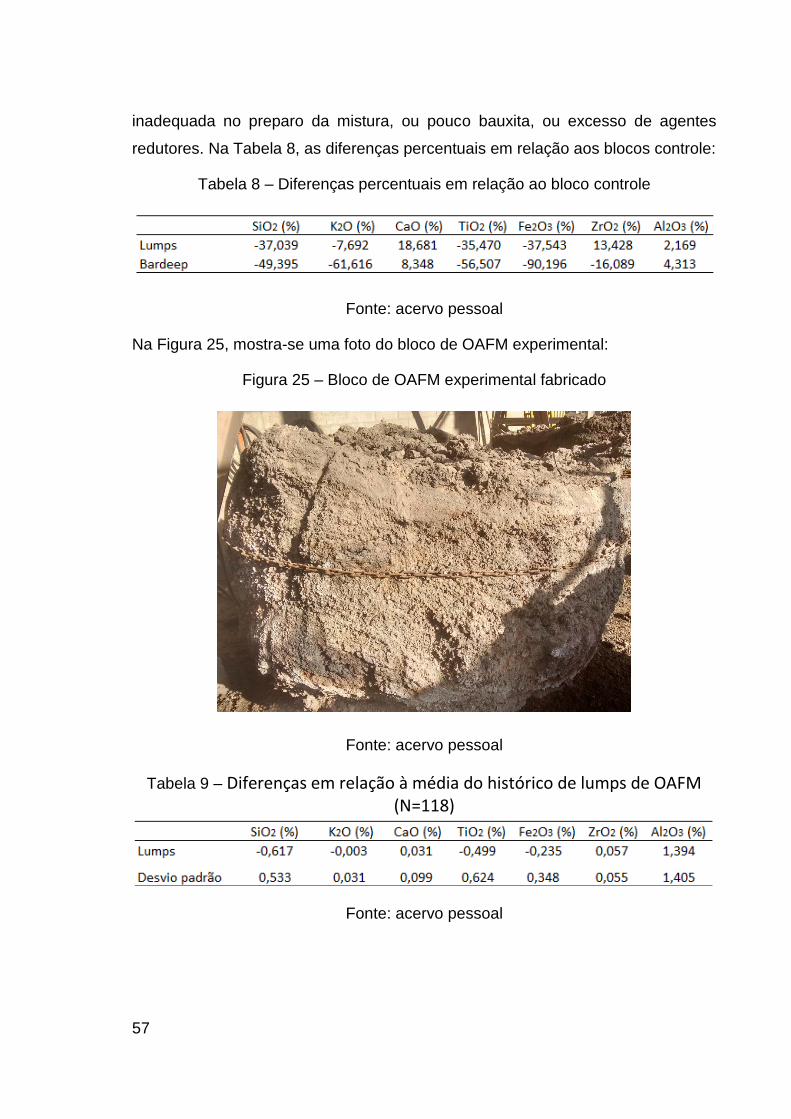
57
inadequada no preparo da mistura, ou pouco bauxita, ou excesso de agentes
redutores. Na Tabela 8, as diferenças percentuais em relação aos blocos controle:
Tabela 8 – Diferenças percentuais em relação ao bloco controle
Fonte: acervo pessoal
Na Figura 25, mostra-se uma foto do bloco de OAFM experimental:
Figura 25 – Bloco de OAFM experimental fabricado
Fonte: acervo pessoal
Tabela 9 – Diferenças em relação à média do histórico de lumps de OAFM (N=118)
Fonte: acervo pessoal

58
Novamente, como pode ser visto na Tabela 9, em relação à média do
histórico de lumps de OAFM, podemos constatar o mesmo que em relação
ao bloco controle.
4.2 EXPERIMENTO 2
Tabela 10 – Bauxita: diferenças em relação à média de julho (N=38)
Fonte: acervo pessoal
Neste caso, na bauxita, Tabela 10, temos SiO2 um pouco acima da média, o que
é indesejável, já TiO2 e Al2O3 acima da média são favoráveis.
Tabela 11 – Carvão vegetal: diferenças em relação à média de julho (N=6)
Fonte: acervo pessoal
A Tabela 11 aponta um lote de carvão vegetal bastante fora do comum em termos
de qualidade, com carbono fixo bastante elevado.
Tabela 12 – Diferenças percentuais em relação ao bloco controle
Fonte: acervo pessoal
A diferença em relação ao bloco controle foi bem menos acentuada dessa vez,
Tabela 12, principalmente para a amostra coletada dos fornos (bardeep). Esse
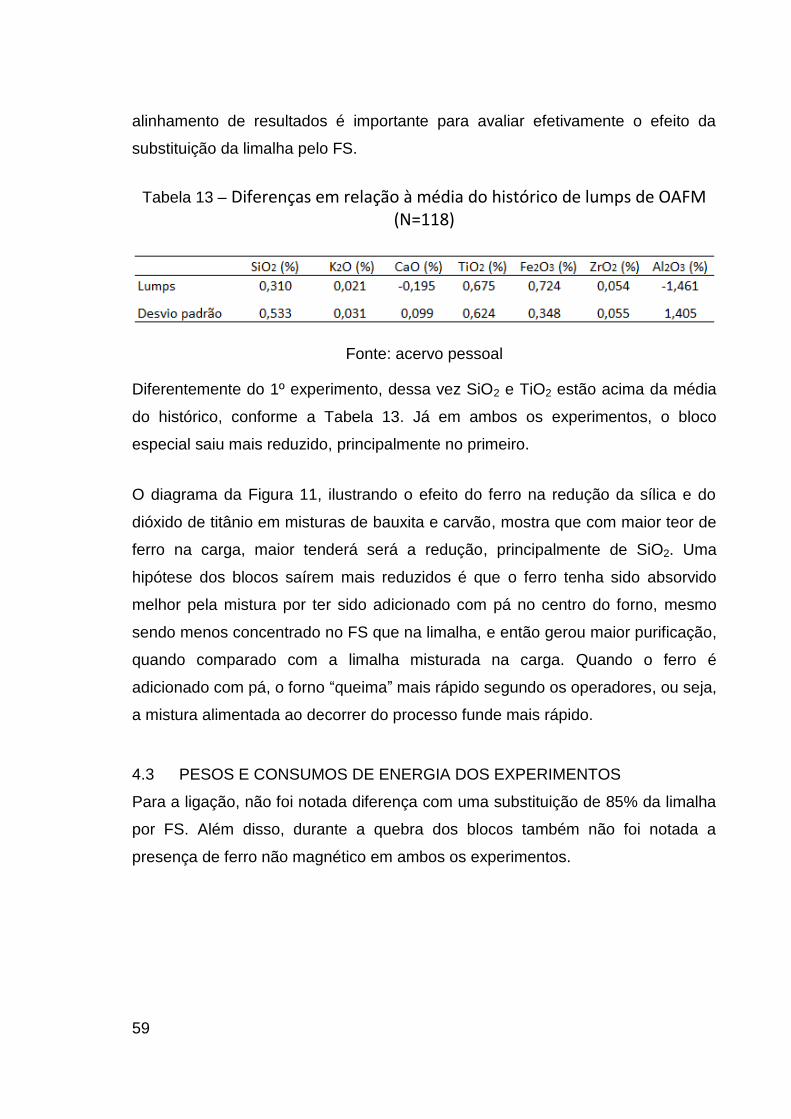
59
alinhamento de resultados é importante para avaliar efetivamente o efeito da
substituição da limalha pelo FS.
Tabela 13 – Diferenças em relação à média do histórico de lumps de OAFM (N=118)
Fonte: acervo pessoal
Diferentemente do 1º experimento, dessa vez SiO2 e TiO2 estão acima da média
do histórico, conforme a Tabela 13. Já em ambos os experimentos, o bloco
especial saiu mais reduzido, principalmente no primeiro.
O diagrama da Figura 11, ilustrando o efeito do ferro na redução da sílica e do
dióxido de titânio em misturas de bauxita e carvão, mostra que com maior teor de
ferro na carga, maior tenderá será a redução, principalmente de SiO2. Uma
hipótese dos blocos saírem mais reduzidos é que o ferro tenha sido absorvido
melhor pela mistura por ter sido adicionado com pá no centro do forno, mesmo
sendo menos concentrado no FS que na limalha, e então gerou maior purificação,
quando comparado com a limalha misturada na carga. Quando o ferro é
adicionado com pá, o forno “queima” mais rápido segundo os operadores, ou seja,
a mistura alimentada ao decorrer do processo funde mais rápido.
4.3 PESOS E CONSUMOS DE ENERGIA DOS EXPERIMENTOS
Para a ligação, não foi notada diferença com uma substituição de 85% da limalha
por FS. Além disso, durante a quebra dos blocos também não foi notada a
presença de ferro não magnético em ambos os experimentos.
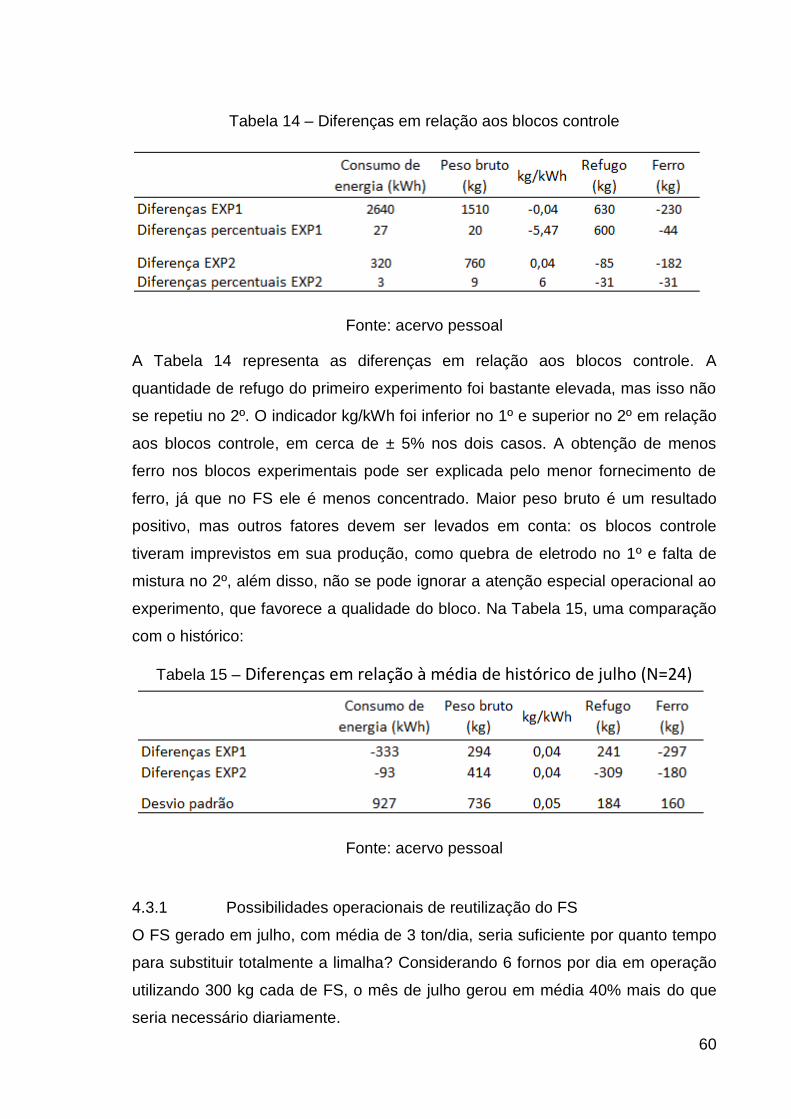
60
Tabela 14 – Diferenças em relação aos blocos controle
Fonte: acervo pessoal
A Tabela 14 representa as diferenças em relação aos blocos controle. A
quantidade de refugo do primeiro experimento foi bastante elevada, mas isso não
se repetiu no 2º. O indicador kg/kWh foi inferior no 1º e superior no 2º em relação
aos blocos controle, em cerca de ± 5% nos dois casos. A obtenção de menos
ferro nos blocos experimentais pode ser explicada pelo menor fornecimento de
ferro, já que no FS ele é menos concentrado. Maior peso bruto é um resultado
positivo, mas outros fatores devem ser levados em conta: os blocos controle
tiveram imprevistos em sua produção, como quebra de eletrodo no 1º e falta de
mistura no 2º, além disso, não se pode ignorar a atenção especial operacional ao
experimento, que favorece a qualidade do bloco. Na Tabela 15, uma comparação
com o histórico:
Tabela 15 – Diferenças em relação à média de histórico de julho (N=24)
Fonte: acervo pessoal
4.3.1 Possibilidades operacionais de reutilização do FS
O FS gerado em julho, com média de 3 ton/dia, seria suficiente por quanto tempo
para substituir totalmente a limalha? Considerando 6 fornos por dia em operação
utilizando 300 kg cada de FS, o mês de julho gerou em média 40% mais do que
seria necessário diariamente.
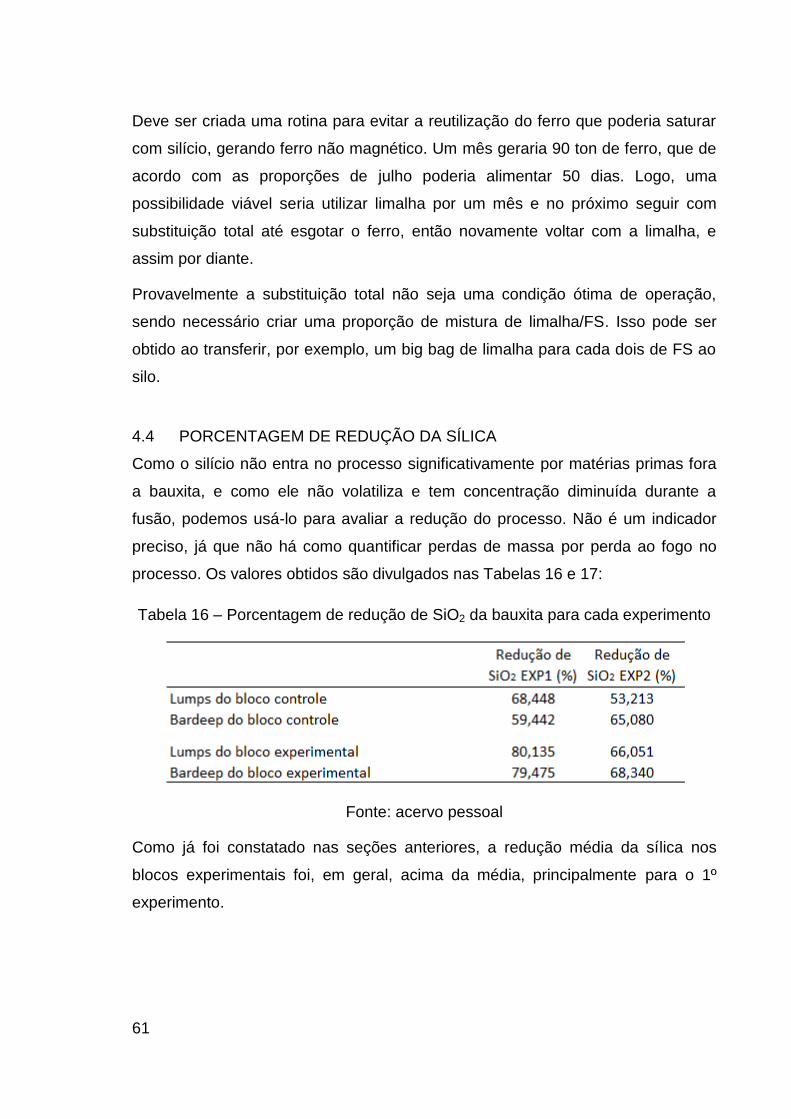
61
Deve ser criada uma rotina para evitar a reutilização do ferro que poderia saturar
com silício, gerando ferro não magnético. Um mês geraria 90 ton de ferro, que de
acordo com as proporções de julho poderia alimentar 50 dias. Logo, uma
possibilidade viável seria utilizar limalha por um mês e no próximo seguir com
substituição total até esgotar o ferro, então novamente voltar com a limalha, e
assim por diante.
Provavelmente a substituição total não seja uma condição ótima de operação,
sendo necessário criar uma proporção de mistura de limalha/FS. Isso pode ser
obtido ao transferir, por exemplo, um big bag de limalha para cada dois de FS ao
silo.
4.4 PORCENTAGEM DE REDUÇÃO DA SÍLICA
Como o silício não entra no processo significativamente por matérias primas fora
a bauxita, e como ele não volatiliza e tem concentração diminuída durante a
fusão, podemos usá-lo para avaliar a redução do processo. Não é um indicador
preciso, já que não há como quantificar perdas de massa por perda ao fogo no
processo. Os valores obtidos são divulgados nas Tabelas 16 e 17:
Tabela 16 – Porcentagem de redução de SiO2 da bauxita para cada experimento
Fonte: acervo pessoal
Como já foi constatado nas seções anteriores, a redução média da sílica nos
blocos experimentais foi, em geral, acima da média, principalmente para o 1º
experimento.
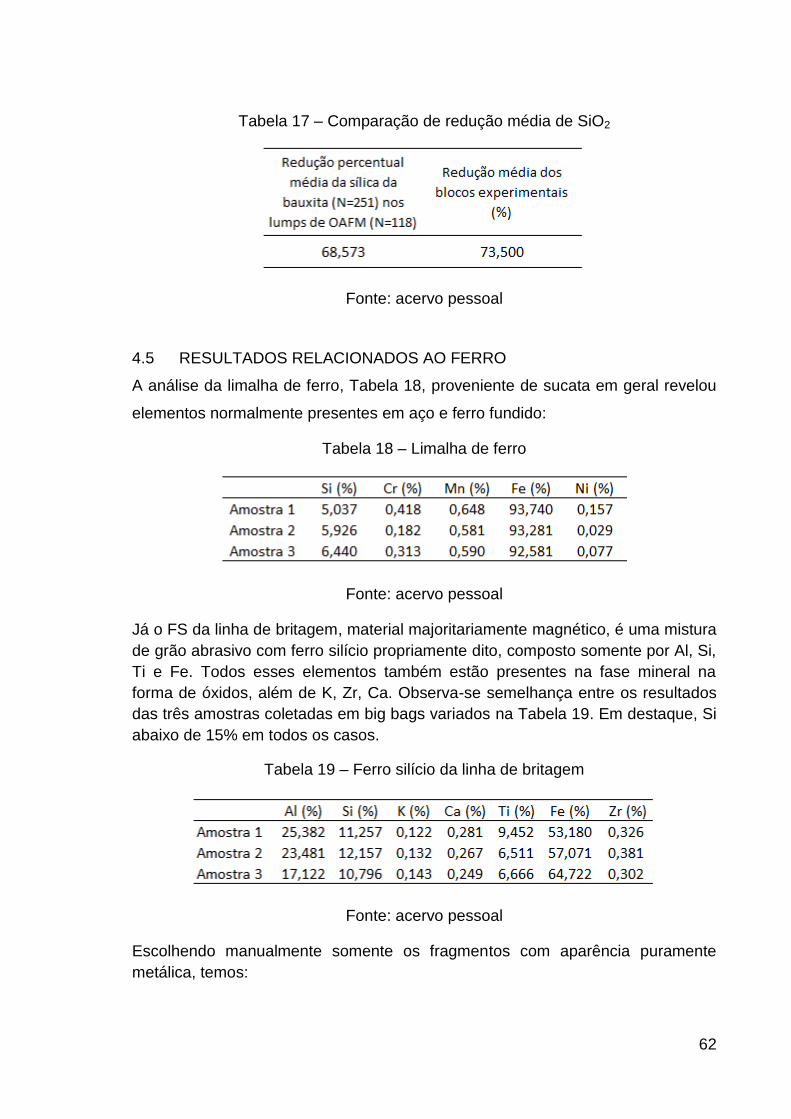
62
Tabela 17 – Comparação de redução média de SiO2
Fonte: acervo pessoal
4.5 RESULTADOS RELACIONADOS AO FERRO
A análise da limalha de ferro, Tabela 18, proveniente de sucata em geral revelou
elementos normalmente presentes em aço e ferro fundido:
Tabela 18 – Limalha de ferro
Fonte: acervo pessoal
Já o FS da linha de britagem, material majoritariamente magnético, é uma mistura
de grão abrasivo com ferro silício propriamente dito, composto somente por Al, Si,
Ti e Fe. Todos esses elementos também estão presentes na fase mineral na
forma de óxidos, além de K, Zr, Ca. Observa-se semelhança entre os resultados
das três amostras coletadas em big bags variados na Tabela 19. Em destaque, Si
abaixo de 15% em todos os casos.
Tabela 19 – Ferro silício da linha de britagem
Fonte: acervo pessoal
Escolhendo manualmente somente os fragmentos com aparência puramente
metálica, temos:
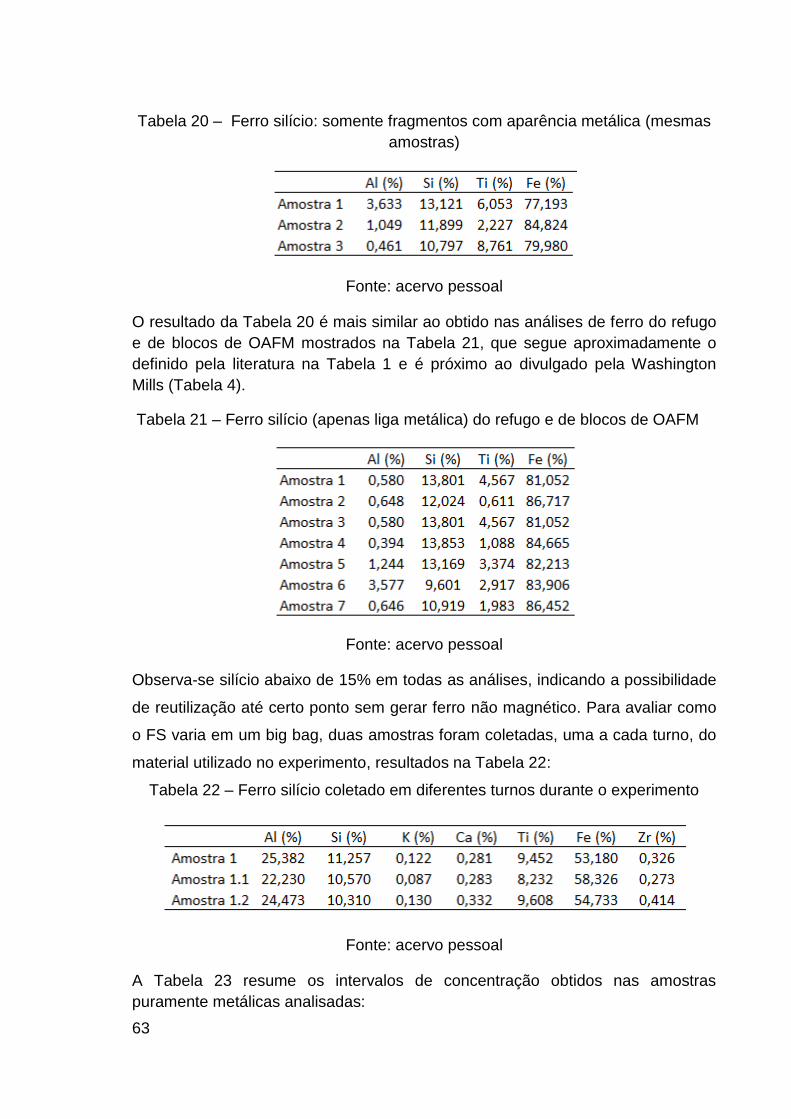
63
Tabela 20 – Ferro silício: somente fragmentos com aparência metálica (mesmas
amostras)
Fonte: acervo pessoal
O resultado da Tabela 20 é mais similar ao obtido nas análises de ferro do refugo
e de blocos de OAFM mostrados na Tabela 21, que segue aproximadamente o
definido pela literatura na Tabela 1 e é próximo ao divulgado pela Washington
Mills (Tabela 4).
Tabela 21 – Ferro silício (apenas liga metálica) do refugo e de blocos de OAFM
Fonte: acervo pessoal
Observa-se silício abaixo de 15% em todas as análises, indicando a possibilidade
de reutilização até certo ponto sem gerar ferro não magnético. Para avaliar como
o FS varia em um big bag, duas amostras foram coletadas, uma a cada turno, do
material utilizado no experimento, resultados na Tabela 22:
Tabela 22 – Ferro silício coletado em diferentes turnos durante o experimento
Fonte: acervo pessoal
A Tabela 23 resume os intervalos de concentração obtidos nas amostras
puramente metálicas analisadas:
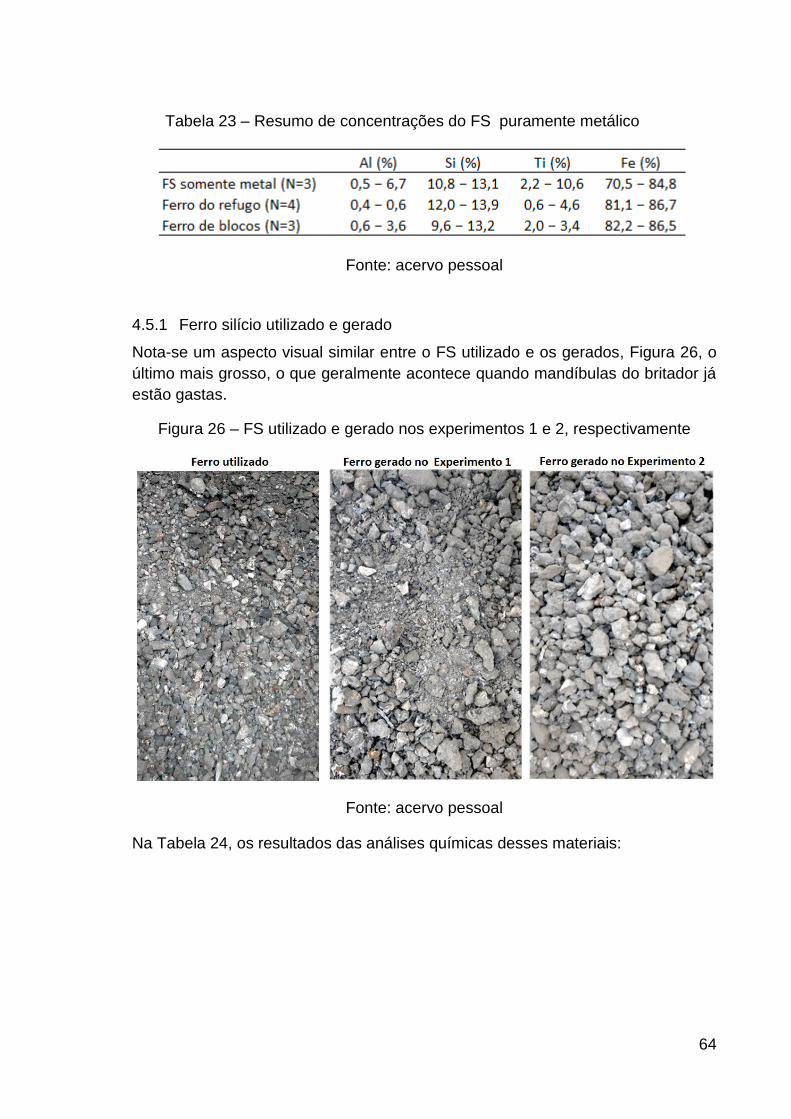
64
Tabela 23 – Resumo de concentrações do FS puramente metálico
Fonte: acervo pessoal
4.5.1 Ferro silício utilizado e gerado
Nota-se um aspecto visual similar entre o FS utilizado e os gerados, Figura 26, o
último mais grosso, o que geralmente acontece quando mandíbulas do britador já
estão gastas.
Figura 26 – FS utilizado e gerado nos experimentos 1 e 2, respectivamente
Fonte: acervo pessoal
Na Tabela 24, os resultados das análises químicas desses materiais:
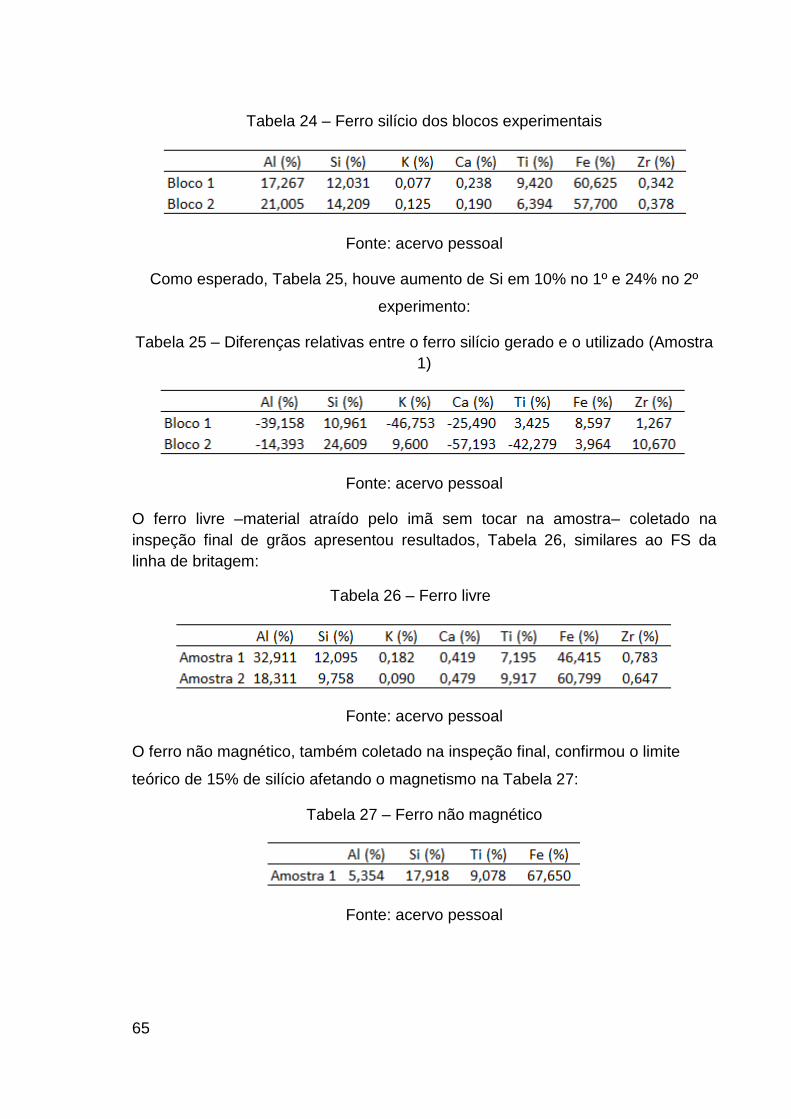
65
Tabela 24 – Ferro silício dos blocos experimentais
Fonte: acervo pessoal
Como esperado, Tabela 25, houve aumento de Si em 10% no 1º e 24% no 2º
experimento:
Tabela 25 – Diferenças relativas entre o ferro silício gerado e o utilizado (Amostra
1)
Fonte: acervo pessoal
O ferro livre –material atraído pelo imã sem tocar na amostra– coletado na
inspeção final de grãos apresentou resultados, Tabela 26, similares ao FS da
linha de britagem:
Tabela 26 – Ferro livre
Fonte: acervo pessoal
O ferro não magnético, também coletado na inspeção final, confirmou o limite
teórico de 15% de silício afetando o magnetismo na Tabela 27:
Tabela 27 – Ferro não magnético
Fonte: acervo pessoal
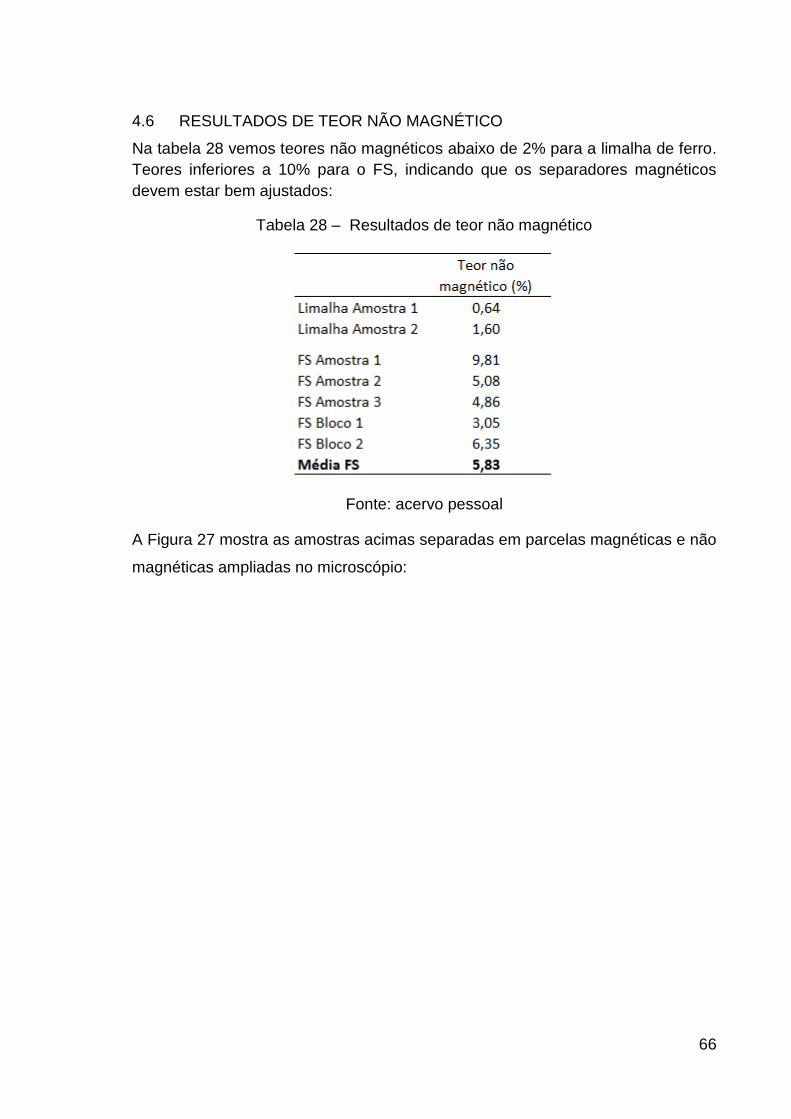
66
4.6 RESULTADOS DE TEOR NÃO MAGNÉTICO
Na tabela 28 vemos teores não magnéticos abaixo de 2% para a limalha de ferro.
Teores inferiores a 10% para o FS, indicando que os separadores magnéticos
devem estar bem ajustados:
Tabela 28 – Resultados de teor não magnético
Fonte: acervo pessoal
A Figura 27 mostra as amostras acimas separadas em parcelas magnéticas e não
magnéticas ampliadas no microscópio:
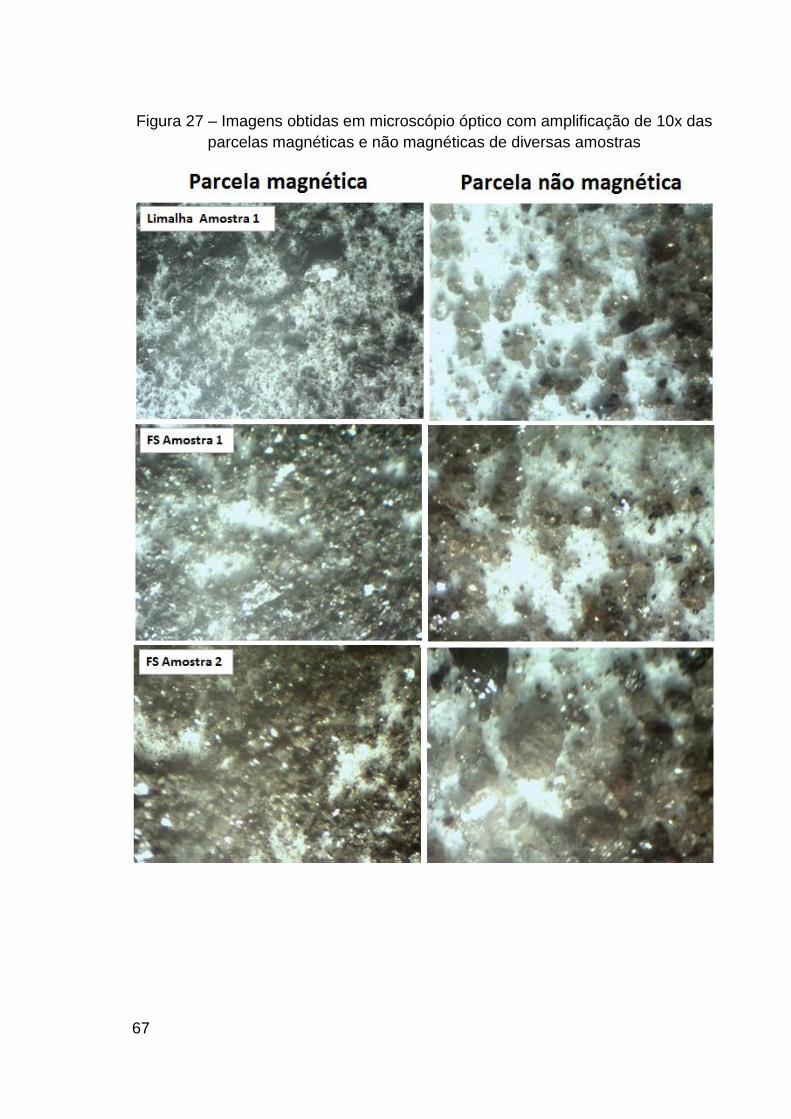
67
Figura 27 – Imagens obtidas em microscópio óptico com amplificação de 10x das
parcelas magnéticas e não magnéticas de diversas amostras
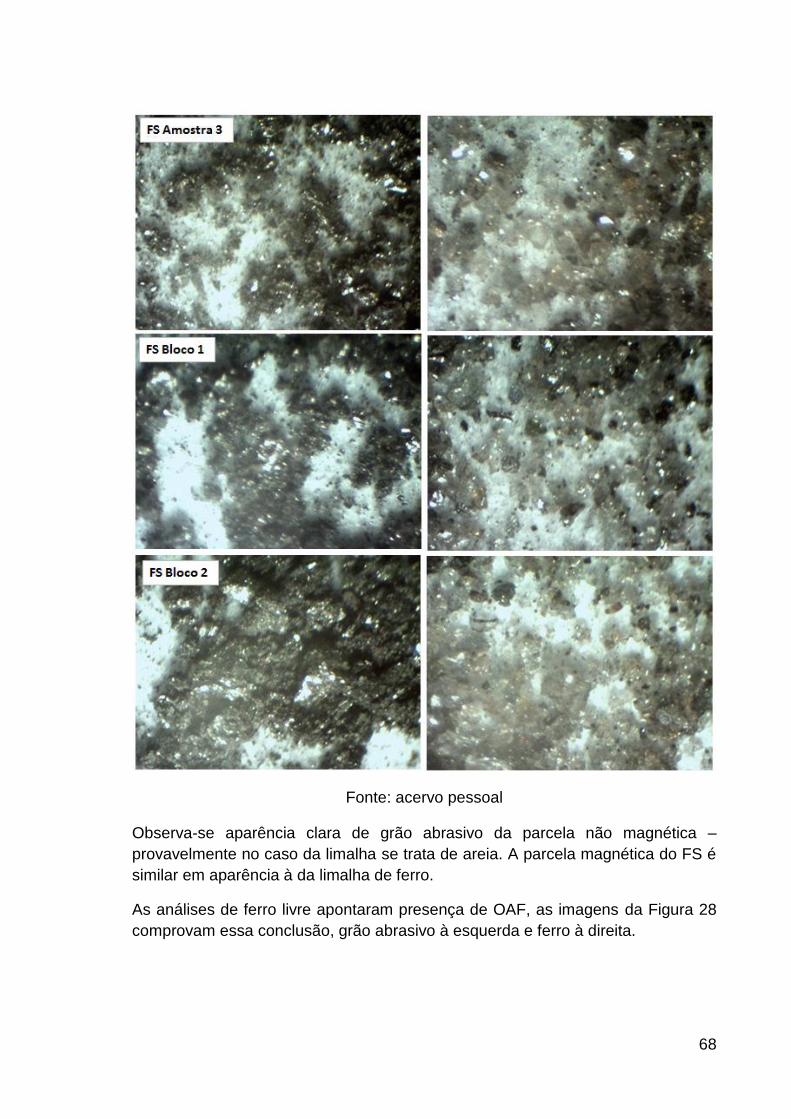
68
Fonte: acervo pessoal
Observa-se aparência clara de grão abrasivo da parcela não magnética –
provavelmente no caso da limalha se trata de areia. A parcela magnética do FS é
similar em aparência à da limalha de ferro.
As análises de ferro livre apontaram presença de OAF, as imagens da Figura 28
comprovam essa conclusão, grão abrasivo à esquerda e ferro à direita.
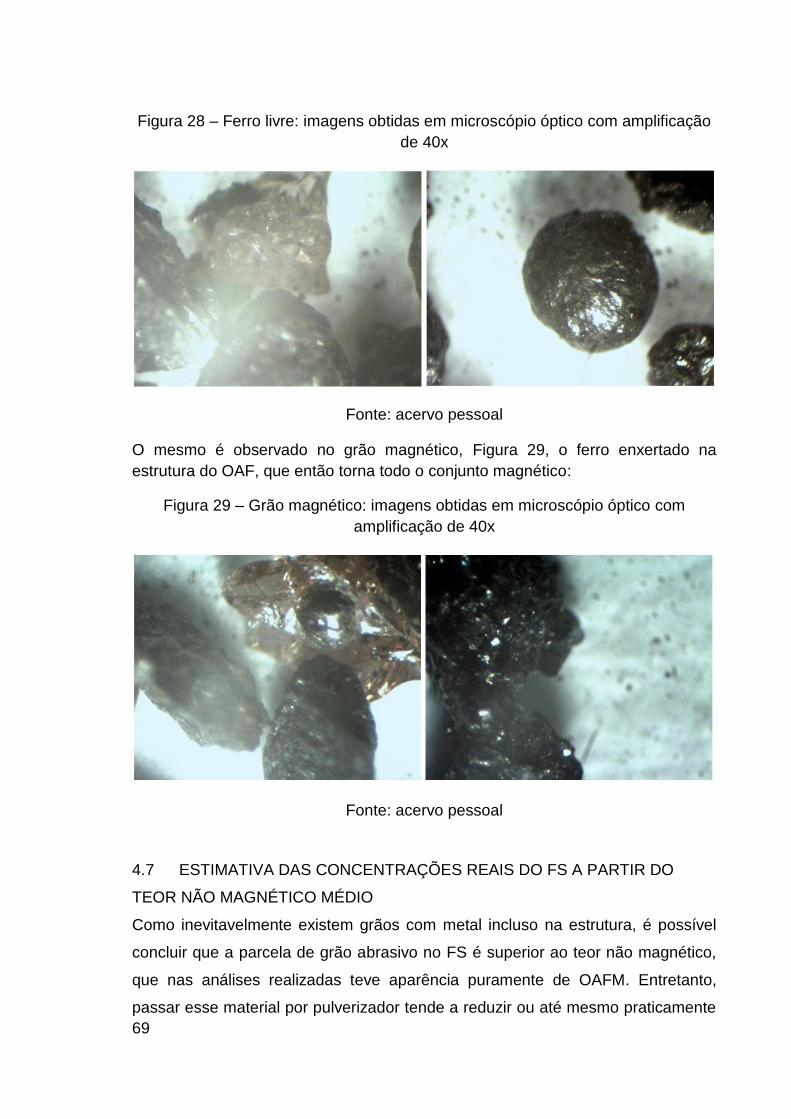
69
Figura 28 – Ferro livre: imagens obtidas em microscópio óptico com amplificação
de 40x
Fonte: acervo pessoal
O mesmo é observado no grão magnético, Figura 29, o ferro enxertado na
estrutura do OAF, que então torna todo o conjunto magnético:
Figura 29 – Grão magnético: imagens obtidas em microscópio óptico com
amplificação de 40x
Fonte: acervo pessoal
4.7 ESTIMATIVA DAS CONCENTRAÇÕES REAIS DO FS A PARTIR DO
TEOR NÃO MAGNÉTICO MÉDIO
Como inevitavelmente existem grãos com metal incluso na estrutura, é possível
concluir que a parcela de grão abrasivo no FS é superior ao teor não magnético,
que nas análises realizadas teve aparência puramente de OAFM. Entretanto,
passar esse material por pulverizador tende a reduzir ou até mesmo praticamente
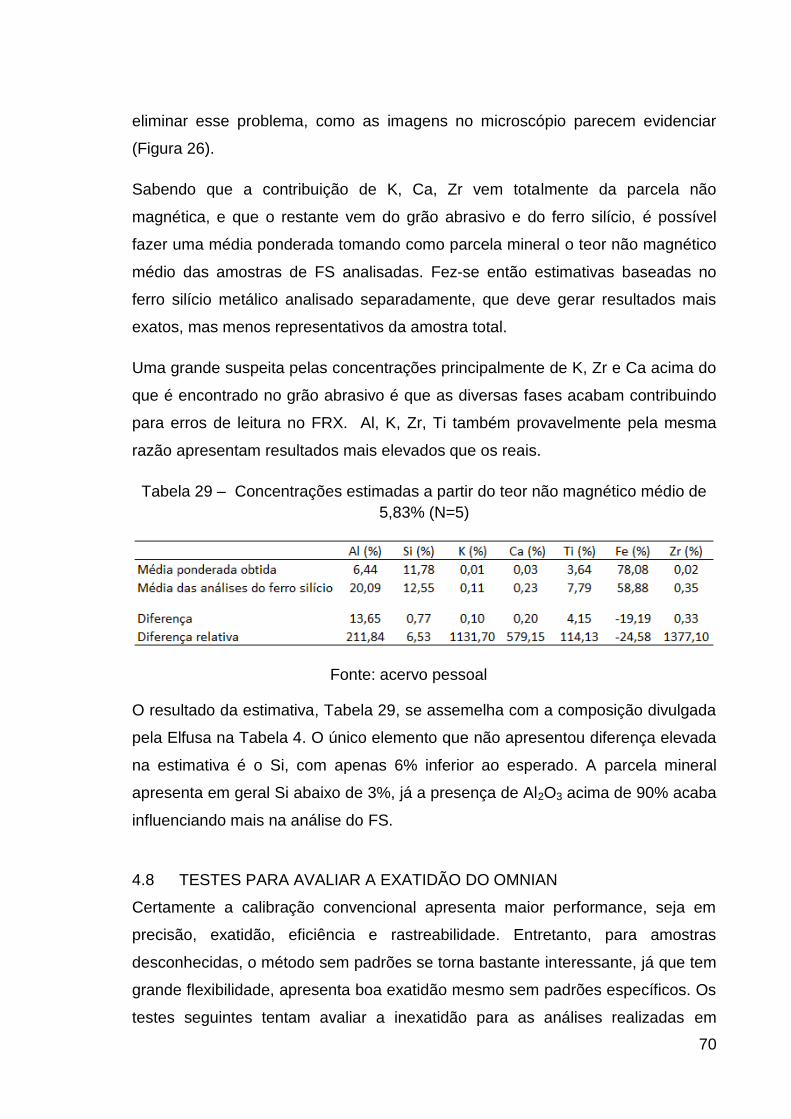
70
eliminar esse problema, como as imagens no microscópio parecem evidenciar
(Figura 26).
Sabendo que a contribuição de K, Ca, Zr vem totalmente da parcela não
magnética, e que o restante vem do grão abrasivo e do ferro silício, é possível
fazer uma média ponderada tomando como parcela mineral o teor não magnético
médio das amostras de FS analisadas. Fez-se então estimativas baseadas no
ferro silício metálico analisado separadamente, que deve gerar resultados mais
exatos, mas menos representativos da amostra total.
Uma grande suspeita pelas concentrações principalmente de K, Zr e Ca acima do
que é encontrado no grão abrasivo é que as diversas fases acabam contribuindo
para erros de leitura no FRX. Al, K, Zr, Ti também provavelmente pela mesma
razão apresentam resultados mais elevados que os reais.
Tabela 29 – Concentrações estimadas a partir do teor não magnético médio de
5,83% (N=5)
Fonte: acervo pessoal
O resultado da estimativa, Tabela 29, se assemelha com a composição divulgada
pela Elfusa na Tabela 4. O único elemento que não apresentou diferença elevada
na estimativa é o Si, com apenas 6% inferior ao esperado. A parcela mineral
apresenta em geral Si abaixo de 3%, já a presença de Al2O3 acima de 90% acaba
influenciando mais na análise do FS.
4.8 TESTES PARA AVALIAR A EXATIDÃO DO OMNIAN
Certamente a calibração convencional apresenta maior performance, seja em
precisão, exatidão, eficiência e rastreabilidade. Entretanto, para amostras
desconhecidas, o método sem padrões se torna bastante interessante, já que tem
grande flexibilidade, apresenta boa exatidão mesmo sem padrões específicos. Os
testes seguintes tentam avaliar a inexatidão para as análises realizadas em

71
Omnian. Os resultados para a mistura de óxidos padrão são mostrados nas
Tabelas 30 e 31:
Tabela 30 – Leitura em pó da mistura de óxidos padrão
Fonte: acervo pessoal
Tabela 31 – Leitura em pastilha da mistura de óxidos padrão
Fonte: acervo pessoal
Os resultados foram muito mais exatos para a pastilha, Tabela 31, como
esperado, já que há uma melhor uniformidade no campo de leitura e essa
modalidade permite melhores correções para o efeito de matriz.
Para a pastilha, SiO2, TiO2 e Fe2O3 apresentaram erro relativo inferior a 5%. Para
a sílica, o erro absoluto obtido no pó foi de 1,831% e o relativo de 15,815%, não
sendo tão ruim para a finalidade que o método foi utilizado, que não demanda
análise tão exata. Nesse caso também existe o erro causado pela má
uniformização da mistura de óxidos, ou como o óxido de ferro aparenta aglutinar e
ofuscar os óxidos dos outros elementos.
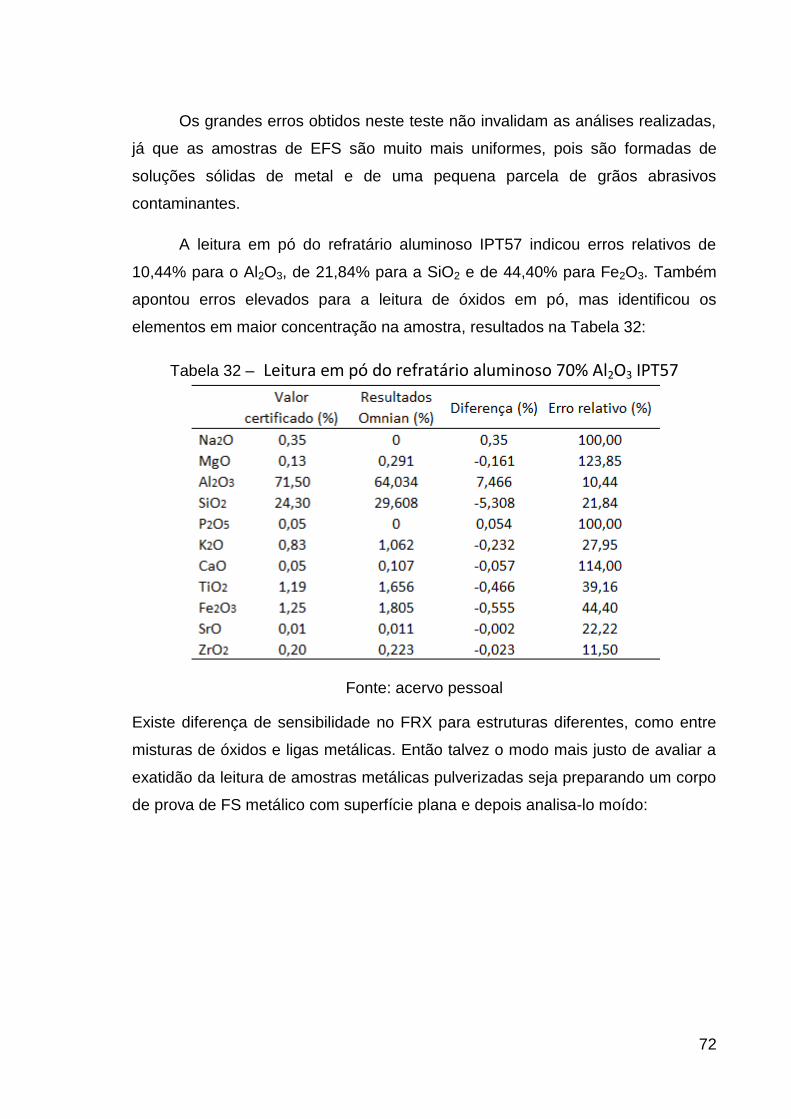
72
Os grandes erros obtidos neste teste não invalidam as análises realizadas,
já que as amostras de EFS são muito mais uniformes, pois são formadas de
soluções sólidas de metal e de uma pequena parcela de grãos abrasivos
contaminantes.
A leitura em pó do refratário aluminoso IPT57 indicou erros relativos de
10,44% para o Al2O3, de 21,84% para a SiO2 e de 44,40% para Fe2O3. Também
apontou erros elevados para a leitura de óxidos em pó, mas identificou os
elementos em maior concentração na amostra, resultados na Tabela 32:
Tabela 32 – Leitura em pó do refratário aluminoso 70% Al2O3 IPT57
Fonte: acervo pessoal
Existe diferença de sensibilidade no FRX para estruturas diferentes, como entre
misturas de óxidos e ligas metálicas. Então talvez o modo mais justo de avaliar a
exatidão da leitura de amostras metálicas pulverizadas seja preparando um corpo
de prova de FS metálico com superfície plana e depois analisa-lo moído:
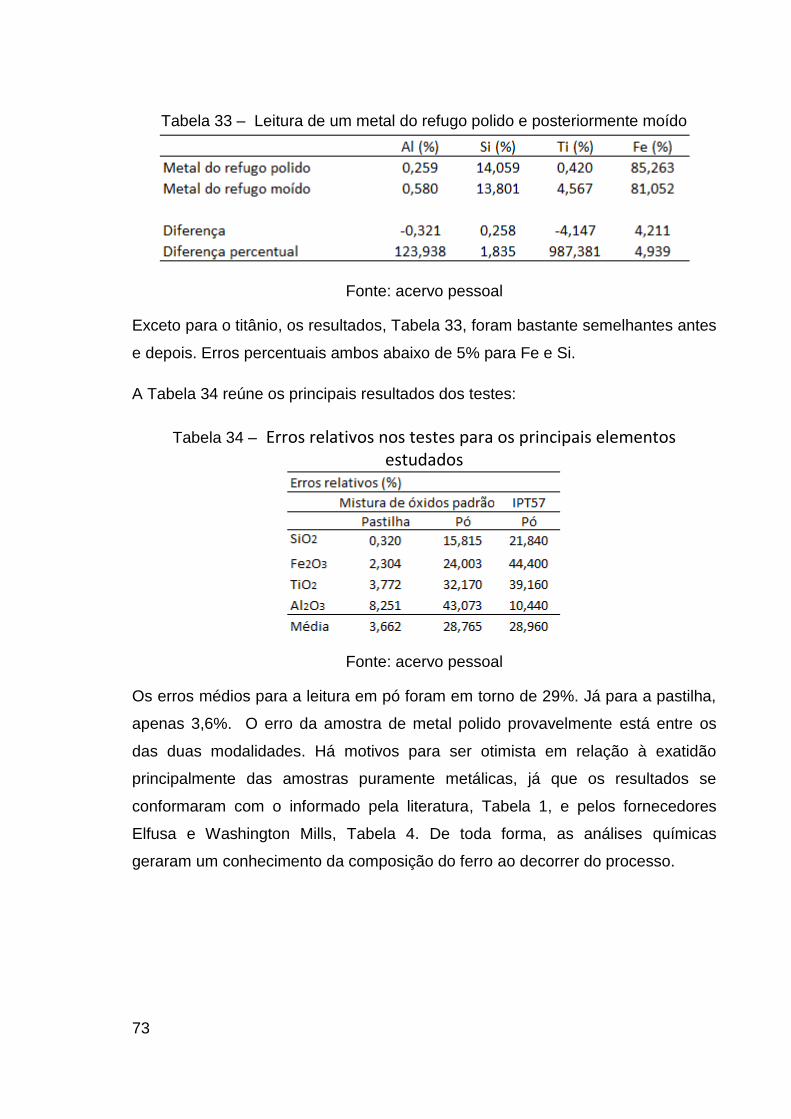
73
Tabela 33 – Leitura de um metal do refugo polido e posteriormente moído
Fonte: acervo pessoal
Exceto para o titânio, os resultados, Tabela 33, foram bastante semelhantes antes
e depois. Erros percentuais ambos abaixo de 5% para Fe e Si.
A Tabela 34 reúne os principais resultados dos testes:
Tabela 34 – Erros relativos nos testes para os principais elementos estudados
Fonte: acervo pessoal
Os erros médios para a leitura em pó foram em torno de 29%. Já para a pastilha,
apenas 3,6%. O erro da amostra de metal polido provavelmente está entre os
das duas modalidades. Há motivos para ser otimista em relação à exatidão
principalmente das amostras puramente metálicas, já que os resultados se
conformaram com o informado pela literatura, Tabela 1, e pelos fornecedores
Elfusa e Washington Mills, Tabela 4. De toda forma, as análises químicas
geraram um conhecimento da composição do ferro ao decorrer do processo.

74
5 CONCLUSÃO
Conclui-se que os blocos experimentais resultantes da substituição total da
limalha de ferro pelo ferro silício apresentaram composições químicas e
indicadores como kg/kWh dentro da normalidade do histórico da fabricação,
apesar de terem saído mais reduzidos que os blocos controle. Não foram notadas
diferenças durante a ligação com a substituição de 85% da limalha de ferro,
também não foi formado ferro não magnético. Os baixos teores não magnéticos
nas amostras de ferro silício indicaram que os separadores magnéticos estão bem
ajustados.
As análises das amostras relacionadas ao ferro permitiram um melhor
conhecimento do processo. Apesar da inexatidão do método de análise química
aplicado, foi possível realizar a caracterização e a comparação desses materiais.
O principal efeito constatado foi a concentração do silício na liga metálica gerada
pelos blocos experimentais, sendo o teor de Si incrementado em 10 e 24%,
respectivamente. Como o teor de Si ainda poderia aumentar sem ultrapassar
15%, não houve formação de ferro não magnético.
75
REFERÊNCIAS BIBLIOGRÁFICAS
[1] United States Patent and Trademark Office. Aldus C. Higgins. Electric Furnace. US775654 A, 22 Novembro 1904.
[2] United States Patent and Trademark Office. Thomas B. Beeton; Daniel J. N.
Hofiman; David J. Du Plessis. Ferrosilicon alloys. US3350197A, 31
Outubro 1967.
[3] MILLS, W. DURAMET SPECIAL MILLED FERRO SILICON. Disponivel em:
<http://www.washingtonmills.com/download/209>. Acesso em: 16 Abril 2015.
[4] STANSFIELD, A. The Electric Furnace. 2ª. ed. Nova Iorque: McGraw-Hill,
1914, p. 1-14, 357-360.
[5] TOULOUEVSKI, Y. N.; ZINUROV, I. Innovation in Electric Arc Furnaces.
Nova Iorque: Springer, 2010, p. 1-23.
[6] SEETHARAMAN, S.; MCLEAN, A.; GUTHRIE, R. Treatise on Process
Metallurgy. Oxford: Elsevier, v. 3, 2011, p. 3-10, 272-283, 522-527.
[7] FOUNDATION, A. S. The Making, Shaping and Treating of Steel. 11ª. ed.
Pittsburgh, 1998, p. 525-530.
[8] CICHY, P. Brown fused alumina production. Electric Furnace
Proceedings... 1972, p. 162-175.
[9] LUNGHOFER, E. P.; WOLFE, L. A. Fused brown alumina production in
China. Ceramic Industry, 2000, p. 14-21.
[10] CETEM. Rochas & Minerais Industriais: Usos e Especificações. Rio de
Janeiro, 2005, p. 279-304.
[11] BARROSO, R. C. Redução do teor de cinzas dos finos de carvão. 2007.
102f. Dissertação (Mestrado em Engenharia Metalúrgica) - Escola de
Engenharia da UFMG, Universidade Federal de Minas Gerais, Belo
Horizonte.
[12] BAPTISTA, R. Estudo ambiental da utilização do coque de petróleo na
cogeração de energia elétrica em comparação com o carvão mineral.
Disponivel em: <http://www.unaerp.br/index.php/revista-cientifica-
integrada/edicoes-anteriores/edicao-n-3-2014-1-1/1479-184-493-1-sm/file>.
Acesso em: 06 Abril 2015.
76
[13] ZAIGENG, L. E. A. Development and application of corundum by direct
fusion of bauxite. INTERNATIONAL SYMPOSIUM ON REFRACTORIES,
1996, p 444-449.
[14] BAUMANN JR, H. N. Petrology of fused alumina abrasives. Ceramic
Bulletin, 1956, p. 387-390.
[15] PAREDERO, E. P. Estudo comparativo do rendimento da eletrofusão de
bauxita pela utilização do coque de petroléo e do carvão vegetal como
agentes redutores. 2009. 49f. Monografia (Trabalho de Graduação em
Engenharia Química) – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena.
[16] LAGE, E. A. Separadores magnéticos: experiência em minério de ferro
na Herculano mineração. 2010. 20f. Dissertação (Pós-gradução em
Engenharia de Minas) – Escola de Minas, Universidade Federal de Ouro
Preto, Ouro Preto.
[17] CETEM. Tratramento de Minérios. 4a. ed. Rio de Janeiro, 2004, p. 305-
335.
[18] FERREIRA, L. C.; CÔRTES, G. W. K. P.; IBANHEZ, R. Parâmetros
preponderantes em grãos de coríndon marrom para aplicações abrasivas.
Anais do 45º Congresso Brasileiro de Cerâmica, Florianópolis, 2001, p.
1-9.
[19] United States Patent and Trademark Office. Herbert T. Kalmus. Electric-
furnace abrasive and method of making the same. 1.149.069, 3 Agosto
1915.
[20] ELFUSA. Ficha Técnica Ferro Silício. Disponivel em:
<http://www.elfusa.com.br/pdf-br/20111220/04-Ferro-Ligas/01-FeSi/FT-FeSi-
FX-Rev-02.pdf>. Acesso em: 5 Abril 2015.
[21] KUHMICHEL. BROWN Fused Alumina FeSi. Disponivel em:
<http://www.kuhmichel.com/48-1-FeSi.htm>. Acesso em: 12 Abril 2015.
[22] PUC-RIO. Fundamentos teóricos da técnica de análise espectrométrica
por fluorescência de raios-x. Disponível em: <http://www.maxwell.vrac.puc-
rio.br/18799/18799_6.PDF>. Acesso em: 15 Março 2015.
77
[23] SANTOS, ELENIR SOUZA et al. Espectrometria de fluorescência de
raios-x na determinação de espécies químicas. Disponível em:
<http://www.conhecer.org.br/enciclop/2013b/MULTIDISCIPLINAR/espectrometria.
pdf>. Acesso em: 15 Março 2015.
[24] COLER, D. Sample preparation for XRF analysis. Disponivel em: <
http://labauto.flsmidth.com/blog/the-5-most-common-ways-to-prepare-samples-for-
xrf-analysis>. Acesso em: 10 Setembro 2015.
78
ANEXO A – Termo de permissão de uso de informações


















