APLICAÇÃO DO CEP NO TEMPO DE ATRASO EM UMA LINHA DE … · folhas de verificação, das cartas de...
14
APLICAÇÃO DO CEP NO TEMPO DE ATRASO EM UMA LINHA DE UMA EMPRESA DE TRANSPORTES URBANOS: UM ESTUDO DE CASO EM UMA EMPRESA DO RN Joao Agra Neto (UFRN ) [email protected] Marcel do Nascimento Gomes (UFRN ) [email protected] Rafael Monteiro de Vasconcelos (UFRN ) [email protected] Luciano Queiroz de Araujo Junior (UFRN ) [email protected] FERNANDA CRISTINA BARBOSA PEREIRA QUEIROZ (UFRN ) [email protected] A qualidade é hoje uma das principais estratégias competitivas para as empresas. A excelência por produtos ou serviço com maior qualidade, pode ser uma meta estimulante. Com o intuito de buscar a melhoria dos processos, realizou-se um estuddo em uma empresa de sistemas de transporte público em uma determinada linha e em um determinado período. O artigo utiliza ferramentas e conceitos do Controle Estatístico do Processo no intuito de investigar o tempo de atraso nessas linhas estudadas. Para coleta dos dados foram realizados uma coleta através de GPS. A partir dos dados coletados foram construídos os gráficos de controle para média e amplitude para verificar se o processo estava sob controle estatístico. Concluiu-se que o processo estava fora de controle estatístico, sofrendo influência de algumas causas. As causas mais possíveis que afetam foram analisadas através de um diagrama de Ishikawa (Causa-e-Efeito) e a partir disso, algumas soluções foram propostas. Palavras-chaves: Controle Estatístico do Processo, Sistema de Transportes Urbanos, Diagrama de Pareto, Diagrama de Ishikawa. XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
Transcript of APLICAÇÃO DO CEP NO TEMPO DE ATRASO EM UMA LINHA DE … · folhas de verificação, das cartas de...

APLICAÇÃO DO CEP NO TEMPO DE
ATRASO EM UMA LINHA DE UMA
EMPRESA DE TRANSPORTES
URBANOS: UM ESTUDO DE CASO EM
UMA EMPRESA DO RN
Joao Agra Neto (UFRN )
Marcel do Nascimento Gomes (UFRN )
Rafael Monteiro de Vasconcelos (UFRN )
Luciano Queiroz de Araujo Junior (UFRN )
FERNANDA CRISTINA BARBOSA PEREIRA QUEIROZ
(UFRN )
A qualidade é hoje uma das principais estratégias competitivas para as
empresas. A excelência por produtos ou serviço com maior qualidade,
pode ser uma meta estimulante. Com o intuito de buscar a melhoria
dos processos, realizou-se um estuddo em uma empresa de sistemas de
transporte público em uma determinada linha e em um determinado
período. O artigo utiliza ferramentas e conceitos do Controle
Estatístico do Processo no intuito de investigar o tempo de atraso
nessas linhas estudadas. Para coleta dos dados foram realizados uma
coleta através de GPS. A partir dos dados coletados foram construídos
os gráficos de controle para média e amplitude para verificar se o
processo estava sob controle estatístico. Concluiu-se que o processo
estava fora de controle estatístico, sofrendo influência de algumas
causas. As causas mais possíveis que afetam foram analisadas através
de um diagrama de Ishikawa (Causa-e-Efeito) e a partir disso,
algumas soluções foram propostas.
Palavras-chaves: Controle Estatístico do Processo, Sistema de
Transportes Urbanos, Diagrama de Pareto, Diagrama de Ishikawa.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1 Introdução
A qualidade é hoje uma das principais estratégias competitivas para as empresas. A
excelência por produtos ou serviço com maior qualidade, pode ser uma meta estimulante.
O transporte público do Brasil é um setor onde a insatisfação dos usuários, por falta de
qualidade no serviço, tem sido demonstrada e ignorada ao longo dos anos. Porém, a
população passa a reivindicar soluções para os problemas de mobilidade que se agravava com
o tempo. Um dos problemas enfrentados pelas pessoas que utilizam este sistema de transporte
é a espera. Esta questão tem causas que podem estar além da capacidade de gerenciamento
interno da empresa, como as condições de transito na cidade.
Com o aumento do tráfego, o transporte público torna-se mais lento e menos confiável,
reduzindo sua demanda e sua receita. São necessários mais veículos para prestar o mesmo
serviço e os custos aumentam. Os usuários cativos do transporte público são prejudicados e os
usuários potenciais são desestimulados. Aqueles que podem transferem-se para o transporte
particular, aumentando o congestionamento e alimentando o círculo vicioso. (ANTP, 1997,
p.18). Apesar deste circulo vicioso, é possível otimizar os tempos de viagem e adaptar-se
melhor às necessidades dos usuários.
Para Campos (2004), a qualidade é o conjunto de características de um produto ou serviço que
contribui para a satisfação dos clientes. Esta satisfação envolve preço, segurança,
disponibilidade, durabilidade e usabilidade.
A ênfase para buscar melhorias da qualidade deve ser concentrada em melhoramentos
contínuos, atitudes que, promovidas continuamente, permitam reconhecer os problemas,
priorizar ações corretivas, implantá-las e dar sequência a postura proativa, agindo
corretamente (Silva, 1999).
Além disso, o controle de qualidade objetiva reduzir custos, melhorar as vendas e aumentar a
lucratividade da empresa, uma vez que existem os custos da falta de qualidade, como:
devoluções, retrabalhos e a perda de clientes. Esses são comuns quando não se tem foco e
comprometimento com a qualidade da matéria-prima e do processo.
Enfim, convém destacar que a melhoria contínua, base que sustenta a melhoria de processos, é
bem mais ampla que apenas a aplicação de métodos e ferramentas. Por isso, ela precisa ser
vista como um processo que depende de uma filosofia gerencial, que oriente e planeje a ações
a serem tomadas para executar as mudanças necessárias. Desta maneira, um gerente não
precisa ser um especialista em métodos estatísticos, mas precisa entender sua finalidade e
incentivar seu uso (RAMOS, 2000).
Neste cenário, o presente trabalho configura-se como um estudo de caso realizado em uma
empresa de sistemas de transporte público localizada em Panamirim/RN, a fim de aplicar o
Controle Estatístico de Processos (CEP), utilizando a Carta de Controle para Atributo U ―
para verificar através do gráfico se o processo está ou não sob controle ― e algumas das
Ferramentas da Qualidade. Essas permitem aplicações a análise dos processos e de suas
principais não conformidades nos produtos finais.
O artigo utiliza ferramentas e conceitos do Controle Estatístico do Processo no intuito de
investigar o tempo de atraso nessas linhas estudadas. Portanto, o objetivo do trabalho é

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
verificar se o processo está sob controle ou não, verificar as possíveis causas e efeitos, através
do diagrama de Ishikawa e propor soluções viáveis para resolver tais problemas identificados.
2 Metodologia
O estudo foi realizado em uma empresa de sistema de transportes urbanos localizado na
cidade de Parnamirim-RN e que cobre algumas áreas da Grande Natal. Conforme Silva e
Menezes (2001) trata-se de uma pesquisa aplicada, pois objetiva gerar conhecimentos para
aplicação prática dirigidos à solução de problemas específicos. Opiniões e informações foram
traduzidas em números para serem analisadas com o uso de recursos e técnicas estatísticas,
caracterizando a pesquisa como quantitativa.
O trabalho teve início com uma revisão bibliográfica através de livros, artigos, material
encontrado na internet, a qual englobou os principais conceitos estatísticos e da qualidade
utilizados para coleta, estratificação, análise e interpretação de dados. Conceitos como os das
folhas de verificação, das cartas de controle, dos métodos de análise (gráfico de Pareto e
diagrama de Ishikawa) serviram de base para a construção da presente pesquisa.
A primeira etapa prática da pesquisa consistiu em uma visita na empresa-caso, onde teve
como objetivo entender o processo o qual iria-se estudar visando a melhoria das operações.
Para tanto, foram realizadas técnicas interacionais e observacionais no processo e foi gerado
um esquema representativo com o objetivo de demonstrar como funciona a execução da
atividade
Para a coleta de dados, foi realizada outra visita in loco, na qual foram recolhidos dados do
período, a partir de ações observacionais, de dois meses, de agosto a setembro de 2012,
referentes à inspeção final que ocorre no processo de transportes. Os dados foram coletados
através do GPS da própria empresa. Uma vez que esses dados são coletados, relatórios são
gerados com a finalidade de se fazer a comparação entre o que foi previsto e o que foi
realizado. Esta comparação permite o cálculo da diferença e análise posterior
A partir da coleta de dados, pôde-se identificar o número de não conformidades encontradas,
os quais, para fins didáticos, foram divididos em blocos semanais. Posteriormente foi
executado os cálculos da média, dos LIC, LC, LSC das médias e a amplitude com os
respectivos LIC, LC, LSC, e enfim foi gerado os gráficos de controle.
Tais dados serviram para elaboração da carta de controle X-R, o qual analisa a taxa de não
conformidades através das médias e amplitudes – e para o desenvolvimento das demais
ferramentas: gráfico de Pareto e diagrama de Ishikawa. Para fazer toda a análise estatística do
processo foi elaborado a carta de controle X-R e o gráfico de Pareto e a elaboração do
Diagrama de Ishikawa.
O diagrama de Ishikawa teve como base todos os pontos presentes no gráfico de controle,
independente de estarem ou não dentro dos limites. A partir dessa análise, ocorreu o processo
de validação da pesquisa-campo, onde apresentou-se a gerência as informações compiladas
para análise e averiguação da veracidade dos resultados, tendo como base a experiência
prática e o dia-a-dia da empresa.
A partir dessa validação, pôde-se chegar a possíveis causas para as não conformidades,
gerando um conglomerado de informações para que os gestores da empresa tivessem base
para atuar na resolução de tais problemas.
Vale salientar que o principal legado que ficará para a entidade é a metodologia pela qual se
faz a compilação dos dados, a análise e como são geradas as informações necessárias sobre as
não conformidades para embasar as tomadas de decisão.
3 Referencial teórico
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
3.1 Controle Estatístico do Processo
Segundo Montgomery (2004), a qualidade se tornou um dos mais importantes fatores de
decisão dos consumidores na seleção de produtos e serviços concorrentes. Sendo assim,
compreender e melhorar a qualidade é fundamental para alcançar o sucesso e crescimento de
um negócio, além de proporcionar vantagem competitiva a este.
Dessa forma, a engenharia da qualidade é imprescindível na busca pela garantia desse fator.
Além disso, o controle estatístico do processo (CEP) e suas ferramentas se tornam necessários
para alcançar um cliente satisfeito. Isso porque os métodos estatísticos são muito importantes
para melhorar a qualidade, uma vez que a variabilidade pode ser descrita em termos
estatísicos, podendo esta se fazer presente em qualquer processo produtivo (FARIA et al,
2008).
O uso de métodos estatísticos, apesar de não garantir a solução de todos os problemas de um
processo, consiste em uma forma racional, lógica e organizada de determinar onde eles
existem, sua extensão e a forma de solucioná-los (Lima et al, 2006). Esses métodos podem
ajudar na obtenção de sistemas que assegurem uma melhoria contínua da qualidade e da
produtividade ao mesmo tempo (Chambers & Wheeler, 1992; Carneiro Neto, 2003; Moreira,
2004).
O CEP possibilita, assim, monitorar as características de interesse, assegurando sua
manutenção dentro de limites pré-estabelecidos e indicando quando adotar ações de correção
e melhoria. Permite ainda a redução sistemática da variabilidade nas características da
qualidade do produto, num esforço de melhorar a qualidade intrínseca, a produtividade, a
confiabilidade e o custo do que está sendo produzido (Coelho et al, 2010).
O CEP está direcionado para a obtenção da estabilidade e melhoria da qualidade no processo
como um todo, sendo isto possível por meio de uma redução da variabilidade apresentada na
Organização. Nele está presente sete ferramentas fundamentais, sendo elas: A apresentação
em histograma, a folha de verificação, o gráfico de Pareto, o diagrama de Causa-e-Efeito, o
diagrama de concentração de defeito, o diagrama de dispersão e o gráfico de controle
(MONTGOMERY, 2004).
De acordo com Coelho et al (2010), um gráfico de controle comum apresenta uma linha
central (LC), que corresponde ao valor médio da característica da qualidade que está sendo
avaliada; limite superior de controle (LSC) e limite inferior de controle (LIC). Para que um
processo seja considerado sob controle estatístico é necessário que os pontos representativos
das amostras estejam dentro dos limites de controle e sejam distribuídos de forma aleatória,
sem representar qualquer tipo de tendência. Com isso, caso algum ponto esteja fora dos
limites ou o conjunto desses pontos não se comporte de forma aleatória em relação à linha
central, o processo é considerado fora de controle estatístico e a causa que gerou tal
perturbação precisa ser encontrada e eliminá-la por meio de ferramentas e métodos de
controle e melhoria da qualidade.
O diagrama de causa e efeito é uma ferramenta que relaciona o efeito do processo e seu fator
ou causa que possa afetar o resultado (WERKEMA, 1995). Tal diagrama é considerado
bastante eficaz para enumerar as possíveis causas presentes no problema (ISHIKAWA, 1993,
apud WERKEMA, 1995). Segundo Vieira (1999) apud Silva; Lopes; Júnior (2008), para
obter êxito no controle da qualidade é necessário haver bom uso dessa ferramenta e, de acordo
com Meireles (2001) apud Silva; Lopes; Júnior (2008), o procedimento para a elaboração do
diagrama pode ser esquematizado começando-se com a identificação do problema ou mesmo
por meio da definição da finalidade a ser atingida.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
Conforme Montgomery (2004, apud Araújo et al, 2010), existem sete passos para construir
um diagrama de Ishikawa, são eles: Definir o problema ou efeito a ser analisado; Formar a
equipe para realizar a análise; Desenhar a caixa de efeito e a linha central; Especificar as
principais categorias de causas potenciais e colocá-las em caixas, ligadas à linha central;
Identificar as causas possíveis e classificá-las nas categorias do passo anterior e se necessário
criar novas categorias; Ordenar as causas para identificar aquelas que parecem mais prováveis
de causar impacto sobre o problema e finalmente, adotar ações corretivas.
Por isso, o principal objetivo da busca e utilização de ferramentas está no que se refere à
identificação dos problemas de processo, de fornecedor e de produto. Sendo apenas
necessário saber a utilidade de cada ferramenta e, então, aplicá-la de forma correta na
descoberta e solução do problema (BARBOSA et al, 2011).
4 Análise dos dados
4.1 A empresa
A empresa de transporte interurbano está localizada em Parnamirim/RN, município do estado
do Rio Grande do Norte, e foi fundada oficialmente em 1998, resultado da cisão entre duas
empresas de transportes já existentes. Há mais de dez anos prestando serviços de transporte
público interurbano entre Natal/RN e Parnamirim/RN. Em 2004, a empresa passou a operar
também nas cidades de Macaíba/RN e São Gonçalo/RN, oferecendo serviços de transporte
interurbano de qualidade também para estas cidades.
Para conseguir transportar com qualidade e eficiência os quase 285.000 moradores somados
das cidades de Parnamirim/RN, Macaíba/RN e São Gonçalo/RN, ela dispõe atualmente um
total de aproximadamente 320 colaboradores, uma frota de 93 ônibus e 11 linhas.
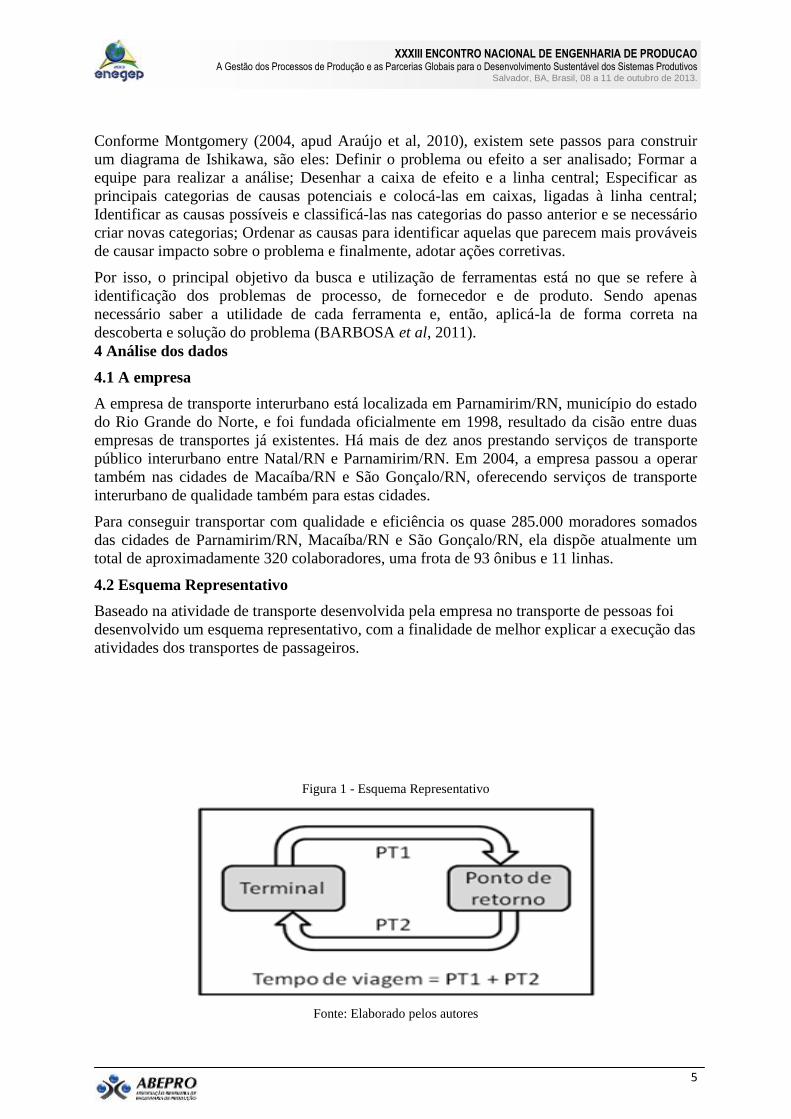
4.2 Esquema Representativo
Baseado na atividade de transporte desenvolvida pela empresa no transporte de pessoas foi
desenvolvido um esquema representativo, com a finalidade de melhor explicar a execução das
atividades dos transportes de passageiros.
Figura 1 - Esquema Representativo
Fonte: Elaborado pelos autores

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
4.3 Aplicação do CEP
Através do resumo esquemático apresentado anteriormente, verifica-se que a empresa já
possui um controle da qualidade na etapa final do processo, ou seja, os funcionários, ao fazer
as inspeções, preenchem uma ficha de verificação mostrando as não conformidades
encontradas nas viagens. Dessa forma, o nosso estudo foi realizado em cima dos dados dos
tempos das viagens da linha J. As não conformidades encontradas nessa fase do processo
permitirá encontrar as falhas no processo de transporte e servir como base para as posteriores
correções, evitando a insatisfação dos clientes.
O objetivo é trabalhar com os dados de modo a fornecer um controle estatístico para eles, e,
assim, montar um histórico das amostras coletadas e construir gráficos, curvas de tendência e
análises de desvios para poder utilizar ferramentas como o CEP. Esta permite um controle on-
line do processo e torna possível perceber rapidamente qualquer alteração no processo. Além
disso, as vantagens de se aplicar as cartas de controle são muitas: possibilita que os próprios
operadores façam o monitoramento do processo; auxilia o processo a atingir alta qualidade,
baixo custo, alta capacidade, consistência e previsibilidade; e consegue distinguir causas
especiais e comuns encontradas.
4.3.1 Apresentação dos dados
Com a finalidade de conhecer o tempo médio de uma viagem da linha J aos sábados,
considerando os percursos de ida e volta, foram coletadas amostras nos dias 28 de Agosto e
04, 11, 18 e 25 de Setembro de 2012. Analisamos todas as viagens feitas durante o período de
funcionamento da linha que vai das 04h40minhs do turno matutino e se encerra à meia-noite
do respectivo dia de trabalho. Com os dados dos tempos das viagens (Tabela 1) pode-se
estimar o tempo médio de uma viagem de um ônibus da linha J e a amplitude média entre as
amostras no período estudado (Tabela 2).
Tabela 1 – Tabela dos tempos de viagens previstos e realizados.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Fonte: Elaborado pelos autores

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
Tabela 2 - Valores das Médias e Amplitudes e os respectivos Limites de Controle.
Fonte: Elaborado pelos autores
4.3.1.1 Gráficos de Controle
Conforme Lima et al. (2006) o controle da média do processo é usualmente feito através do
gráfico de controle para médias, ou gráfico de x. A variabilidade do processo pode ser
monitorada tanto através do gráfico de controle para o desvio padrão, chamado gráfico S
como para o gráfico de amplitude, chamado gráfico R. A diferença básica entre os gráficos S
e R é que o primeiro se aplica a casos onde o número de amostras é moderadamente grande.
Por este motivo para monitorar a variabilidade foi construído o gráfico da amplitude R, já que
os subgrupos analisados são compostos por apenas cinco elementos (período de realização do
estudo).
O modelo estabelecido por Shewart utiliza a média aritmética dos valores resultantes das
medições realizadas de forma amostral, como medida de posição do processo. Admite três
desvios – padrões acrescidos à média, definindo o Limite Superior de Controle (LSC) e três

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
desvios – padrões decrescidos à média, definindo o Limite Inferior de Controle (LIC) do
processo (LIMA et al., 2006).
Para facilitar o cálculo Shewhart desenvolveu uma fórmula para o desvio padrão na área de
Controle Estatístico de Processo (CEP). Segundo Samohyl (2005), a utilização de amostras
muito pequenas é a regra para um grande conjunto de gráficos de controle, então é calculada a
amplitude de cada amostra e calculada a média das amplitudes (R). Shewhart desenvolveu
uma tabela (Tabela 2) de coeficientes com o poder de transformar em desvio padrão dividindo um por outro / d2). Os outros coeficientes nas colunas da tabela serão utilizados
para os cálculos dos gráficos de controle.
Figura 1 – Coeficientes para os gráficos de controle.
Fonte: Adaptado de Samohyl (2005).
Cálculos dos Limites de Controle:
a) Médias:
+
−
A2 é constante e depende do tamanho da amostra. Para o caso em questão a amostra é
composta por 5 subgrupos, portanto A2 = 0, A média das médias é - e a
amplitude média ) é 36,54.
= (- 0,14) + (0,577 × 36,54)
= 20,94
= - 0,14

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
= (-0,14) – (0,577 × 36,54)
= - 21,22
b) Amplitude:
=
=
D4 e D3 são constantes e variam com o tamanho da amostra. Nesse caso D4 = 2,115 e D3 =
0.
= 2,115 * 36,54
= 77,28
= 36,54
= 0 * 36,54
= 0
Abaixo, seguem os gráficos gerados a partir da Tabela 1 e dos limites calculados.
a) Média:
Gráfico 1 – Gráfico de Controle para média
Fonte: Elaborado pelos autores

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
b) Amplitude:
Gráfico 2 – Gráfico de Controle para amplitude
Fonte: Elaborado pelos autores
4.4 Análise dos Gráficos de Controle
A análise do gráfico de controle para as médias mostra que embora nenhum ponto tenha
ultrapassado os limites LCI e LCS, não há uma alternância com tendência nos dados. Em dois
pontos, os valores se aproximam do LCS o que mostra que nesses pontos as viagens
interurbanas foram mais longas. Em seis pontos, os valores se aproximam do LCI o que
mostra que nesses pontos as viagens foram mais rápidas.
A análise do gráfico de controle para as amplitudes mostra que em seis pontos, os valores
ultrapassaram o LCS. Pode-se concluir que o processo encontra-se fora do controle estatístico,
ou seja, está sob influência de causas especiais, além das causas aleatórias (normais) já
existentes. Estas causas aleatórias devem ser identificadas para que possam ser corrigidas e
recalcule-se os limites de controle e consequentemente o processo encontre-se sob controle
estatístico.
4.5 Diagrama de Causa e Efeito (Ishikawa)
Com o objetivo de identificar as causas especiais que estão deixando o processo fora de
controle, a equipe de pesquisa elaborou um diagrama de Causa-e-Efeito com base nos passos
descritos por Montgomery (2004). A falta de um padrão em suas atividades fazem com que o
tempo de espera pelos transportes seja o problema definido a ser analisado e a equipe
responsável pela análise é a mesma responsável pela pesquisa inicial. Seguindo os passos
seguintes foi construído o diagrama abaixo (Figura 4).

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
Figura 4 - Diagrama de Causa e Efeito (Ishikawa).
Fonte: Elaborado pelos autores
Após estimar as possíveis causas especiais e seus efeitos sobre o processo de transporte
rodoviário interurbano, a equipe inicia o sexto passo proposto por Montgomery (2004), que
tem como finalidade ordenar as causas para identificar aquelas que são mais impactantes no
surgimento do problema.
As causas que fazem com que as viagens de ônibus sejam curtas são as que estão relacionadas
à lotação, uma vez que a demanda seja baixa, a condição dos veículos que quando estão novos
e conservados, dão condições para a realização de um processo com qualidade e também o
aspecto dos motoristas e cobradores que podem fazer com que a viagem seja mais curta uma
vez que seu trabalho seja otimizado e bem feito.
As viagens se tornam mais demoradas quando temos a ação de aspectos relacionados ao
meio-ambiente que findam por retardar o processo por causa dos imprevistos mostrados do
diagrama da figura 1. A lotação quando em uma situação de demanda alta, interfere de forma
considerável no processo. Os veículos quando envelhecidos e sucateados fazem viagens mais
longas com o adicional da quebra do veículo durante o processo e o aspecto de motoristas e
cobradores que podem retardar o processo pela má execução do seu trabalho. A falta de
treinamento é vista de forma mais clara nesse momento, que é quando se evidencia a falta de
conhecimento da melhor forma para realização do seu trabalho. No período de alta demanda
faz com que o problema se torne mais crítico e as viagens mais longas, tendo como resultado
um processo com qualidade mínima e insatisfação dos clientes.
5 Considerações Finais
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
A partir do levantamento bibliográfico e dos resultados obtidos com a análise dos dados,
foram avaliadas graficamente a média e a amplitude e verificou-se que o processo está fora de
controle estatístico.
Por conseguinte, foi construído o diagrama de Ishikawa (Causa-e-Efeito) para identificar as
causas mais prováveis que afetam o problema. Analisando o diagrama foram ordenadas as
causas mais prováveis para o acontecimento do problema. Com base nas causas identificadas
e analisadas, foram propostas as seguintes sugestões de ações corretivas:
- Padronização das atividades dos motoristas e cobradores no transporte, tanto no embarque
como no desembarque de passageiros;
- Treinamento periódico dos motoristas e cobradores para que os mesmos tenham um
desempenho de qualidade destacado na realização de suas funções, otimizando o tempo das
viagens realizadas e consequentemente o tempo de espera;
- Treinamento direcionado à forma de atendimento para motoristas e cobradores, para que
ambos sejam solícitos e cordiais, facilitando e melhorando o processo de tratamento dos
passageiros;
- Implementação de palestras periódicas tendo como finalidade a conscientização e o
incentivo de todos os funcionários da empresa com relação ao horário de trabalho e ao
comprometimento e dedicação nas atividades de trabalho; e
- Fiscalização e manutenção contínua da condição dos seus veículos procurando proporcionar
um serviço de melhor qualidade possível, bem como evitar acidentes.
Com a adoção e implementação das ações corretivas propostas, possivelmente serão
corrigidas as causas especiais existentes e formadoras do problema e a qualidade do processo
irá aumentar.
Para os próximos estudos, uma vez que as ações corretivas tenham sido adotadas, será
possível recalcular os limites de controle e verificar novamente se o processo está sob
controle estatístico, ou se há a existência das mesmas ou de outras causas especiais
interferindo no processo. Estando processo esteja sob controle estatístico, se inicia o estudo
para verificar se o processo tem capacidade de atender as especificações exigidas pelos
clientes.
REFERÊNCIAS
ARAÚJO, P. C. et al. Aplicação do controle estatístico do processo no tempo de espera da urgência clínica
hospitalar: um estudo de caso. VI Congresso Nacional de Excelência em Gestão, Rio de Janeiro, 2010.
ASSOCIAÇAO NACIONAL DOS TRANSPORTES PÚBLICOS (ANTP). Transporte Humano: cidades com
qualidade. São Paulo: ANTP, 1997.
BARBOSA, P. P.; LUZ, S.; PENTEADO, F. C.; NETO, G. A.; MARTINS, C. H. Ferramentas da qualidade no
gerenciamento de processos. 2011. Trabalho apresentado no VII Encontro Internacional de Produção Científica
Cesumar, 2011, Maringá. Anais...
CAMPOS, V. F. Controle de Qualidade Total. Belo Horizonte: Fundação Christiano Ottoni, 1992.
CAMPOS, V. F. TQC: Controle da Qualidade Total (no estilo japonês). 8ª ed. Belo Horizonte: Editora de
Desenvolvimento Gerencial, 2004.
CARNEIRO, N. W. Controle estatístico de processo – CEP. [CDROM]. Recife: UPE-POLI; 2003.
CHAMBERS, D. S.; WHEELER, D. J. Understanding statistical process control. 2.ed. Knoxville: SPC Press,
1992. p.12-20.
COELHO, B. M. P. et al. Investigação sobre o Controle Estatístico de Processos em uma Siderúrgica. INGEPRO

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
– Inovação, Gestão e Produção. Setembro de 2010, vol. 02, no. 09.
FARIA, E. P.; ANDRADE, C.; SILVA, E. M. O CEP como ferramenta de melhoria de qualidade e
produtividade nas organizações.IN:Simpósio de excelência em gestão e tecnologia publicação- SEGeT,5.,2008,
Resende. Anais... Rio de Janeiro, 2008.
LIMA, A. A. N. et al. Aplicação do controle estatístico de processo na indústria farmacêutica. Rev. Ciênc. Farm.
Básica Apl., v. 27, n.3, p.177-187, 2006.
LINS, B. E. Ferramentas básicas da qualidade. Ciência da Informação, Brasília, v. 22(2), n. 2, p. 153-161, 1993.
MONTGOMERY, D. C. Introdução ao Controle Estatístico da Qualidade. 4. ed. Rio de Janeiro: LTC, 2004.
MOREIRA, D. A. Administração da produção e operações. São Paulo: Pioneira; 2004. p.561.
RAMOS, A.W. CEP para processos contínuos e em bateladas. 1º Edição. São Paulo: Edgard Blucher. 2000.
SAMOHYL, R. W. Controle Estatístico de Processo e Ferramentas da Qualidade. In: CARVALHO, Marly
Monteiro De; PALADINI, Edson Pacheco. Gestão da qualidade: Teorias e casos. São Paulo: Campus, 2005.
Cap. 9
SILVA, L. S. C. V. Aplicação do controle estatístico de processos na indústria de laticínios Lacatoplasa: um
estudo de caso. [Dissertação]. Florianópolis: Universidade Federal de Santa Catarina; 1999.
SILVA, V. A. F.; LOPES, M. R.; JÚNIOR, V. U. Aplicação do diagrama de ishikawa em uma oficina de
reparação automotiva. 2008. Trabalho apresentado no XIII Encontro Latino Americano de Iniciação Científica e
IX Encontro Latino Americano de Pós-Graduação, 2008, Vale do Paraíba. Anais...
VIEIRA, D. P. Facilitadores no processo de inovação tecnológica. UFSC, 1999. Tese (Doutorado) - Escola de
Engenharia da Universidade Federal de Santa Catarina, 1999.
WERKEMA, M.C.C. As ferramentas da qualidade no gerenciamento de processos – Belo Horizonte, MG,
Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1995.